Podstawy Lean Manufacturing - hbc.pl · rię Lean Manufacturing oraz przedstawiłem przykład...
14
NEWS Podstawy Lean Manufacturing Studium przypadku realizacji projektu wdrożeniowego Blog Jarosława Sobkowiaka Inside HBC 6-8 9-10 11-12 str. 3-5
Transcript of Podstawy Lean Manufacturing - hbc.pl · rię Lean Manufacturing oraz przedstawiłem przykład...

NEWS
Podstawy Lean Manufacturing
Studium przypadku realizacji projektu wdrożeniowego
Blog Jarosława Sobkowiaka
Inside HBC
6-8
9-10
11-12
str. 3-5
1
Słowo wstępne
Podstawy Lean Manufacturing
Studium przypadku realizacji projektu wdrożeniowego
Blog Jarosława Sobkowiaka:
Znów o kulturze słów kilka | Co można zmieścić na A3 | Dekalog
Inside HBC:
– Realizacja projektów wdrożeniowych w II i III kw. 2015 roku
– Wzmocnienie zespołu konsultantów HBC
2
9-10
11-12
3-5
6-8
2
Szanowni Państwo,
rok 2015 powoli dobiega końca. Był to niezwykle intensywny i wymagają-
cy okres zarówno jeśli chodzi o funkcjonowanie naszej organizacji, jak i jej bliższego
i dalszego otoczenia. Jesteśmy dziś na pewno bogatsi o nowe doświadczenia,
z których płynący wniosek dotyczy przede wszystkim tego, że polskie firmy coraz częściej rozu-
mieją potrzebę zmian i chcą je wdrażać. Odpowiedzialni za ich funkcjonowanie właściciele i me-
nedżerowie zdają sobie sprawę, że wobec tak dynamicznych zmian jakie zachodzą w otoczeniu,
brak odpowiedniego dostosowania prowadzonej działalności może osłabiać pozycję rynkową
przedsiębiorstwa. Za tym może iść spadek jakości oferowanych produktów, zatory w kluczowych
procesach czy konieczność wdrażania programów oszczędnościowych często oznaczających
np. zwolnienia.
Wiele wskazuje na to, że zbliżający się rok 2016 będzie pod tym względem jeszcze bar-
dziej wymagający. Dodatkowo polscy przedsiębiorcy będą musieli stawić czoła problemowi spa-
dającej atrakcyjności Polski na arenie międzynarodowej, pogłębiającego się kryzysu wokół na-
szego rynku kapitałowego, a poza granicami Polskie - osłabienia europejskiej wspólnoty (wszak
kryzys w UE jest chyba najpoważniejszy w jej dotychczasowej historii).
Wspomniane wyzwania nie dotyczą oczywiście wszystkich sektorów i rynków. Biorąc
jednak pod uwagę, że wszystkie one są systemem naczyń połączonych, który zależny jest od
aktualnej koniunktury gospodarczej, a także warunków, jakie stwarzają przedsiębiorcom polity-
cy, kolejne dwanaście miesięcy będzie czasem testu, jak i czy w ogóle polskie przedsiębiorstwa
potrafią zarządzać zmianą.
Chciałbym przy tej okazji złożyć Państwu najserdeczniejsze życzenia spokojnych,
wolnych od trosk i problemów świąt Bożego Narodzenia, a także wszystkiego dobrego
w nadchodzącym roku. Niech będzie to czas pracowity, obfitujący w sukcesy i potwierdzenia, że
droga jaką obrali Państwo w dotychczasowej działalności, okazała się być tą właściwą.
Jarosław Sobkowiak, HBC

Podstawy Lean Manufacturing
3
Definicja
Definicji Lean Manufacturing jest bez liku. Po wpisaniu w Google pokazuje się ich co najmniej kilkadziesiąt. Jeśli zapytać jak w trzech słowach można scharakteryzować Lean ankietowane osoby odpo-wiedziały:
• wizja, strategia, klient,
• dodawanie wartości, redukcja marnotrawstwa, optymalizacja
zasobów,
• konwersja zamówienia na gotówkę,
• bezlitosna eliminacja marnotrawstwa,
• redukuj czas cyklu,
• redukuj straty, koncentruj się na zysku,
• eliminuj wszystkie straty,
• Zysk, zysk i zysk,
• stałe, ciągłe doskonalenie,
• uczyń firmę zyskowną,
• kultura ciągłego doskonalenia.
Niektóre z tych definicji są dłuższe niż trzy słowa, ale to kwestia tłu-
maczenia na język polski. Jak widać co osoba to trochę inny punkt
widzenia.
Klasyczną już definicję Lean podali Womack i Jones w swojej książce
„Maszyna która zmieniła świat”,: ,,Szczupła Produkcja jest „szczupła”
ponieważ używa mniej wszystkiego w porównaniu z produkcją ma-
sową – połowę ludzkiego wysiłku w fabryce, połowę przestrzeni pro-
dukcyjnej, połowę inwestycji w narzędzia, połowę pracy inżynierskiej
do opracowania nowego wyrobu w dwukrotnie krótszym czasie”.
Zasady fundamentalne
Wartość jest definiowana wyłącznie przez klienta.
Wartość produktu/usług, to ta cecha lub grupa cech, za które chce za-
płacić klient. W związku z tym to klient (wewnętrzny bądź zewnętrz-
ny), i tylko on, definiuje, jakie parametry powinien spełniać produkt,
aby był pełnowartościowy. Ważne jest, aby wszyscy pracownicy firmy
zdawali sobie sprawę z tego, że wartość jest określana przez klien-
ta i to on decyduje, co w danym produkcie ma dla niego znaczenie.
Dlatego trzeba stale analizować i optymalizować proces produkcyjny,
by dodawać wartość klientowi. Mało tego, każdy proces powinien
minimalizować wszystkie te działania, które tej wartości nie dodają.
Jasne zdefiniowanie oczekiwań klienta umożliwia właściwe przeana-
lizowanie wszystkich realizowanych procesów i znalezienie czynni-
ków, które je zaburzają.
Rynek decyduje o tempie produkcji.
Planowanie produkcji powinno obejmować wyłącznie te produkty,
których oczekuje rynek. Innymi słowy, przedsiębiorstwo powinno być
zorganizowane w taki sposób, by produkować wyłącznie te dobra,
które są kupowane przez klientów. Dlatego tempo produkcji powin-
no być dostosowane do tempa dostaw oczekiwanych przez klienta.
W procesie wdrożenia Lean Manufacturing należy w maksymalnym
możliwym stopniu doprowadzić do sytuacji, gdy w każdym obszarze
produkcyjnym tempo produkcji (czas cyklu) jest zgodne z cyklem do-
staw do klienta (czas taktu), a więc: Czas Cyklu jest zbliżony do Czasu
Taktu.
W poprzednich dwóch artykułach opisałem pokrótce krótką histo-rię Lean Manufacturing oraz przedstawiłem przykład konkretne-go projektu wdrożeniowego, realizowanego po to, by opracować i uruchomić podstawy tej metodologii w konkretnym polskim przedsiębiorstwie zajmującym się produkcją konstrukcji stalo-wych. Najwyższy czas przybliżyć czym właściwie jest Lean Manu-facturing.
4
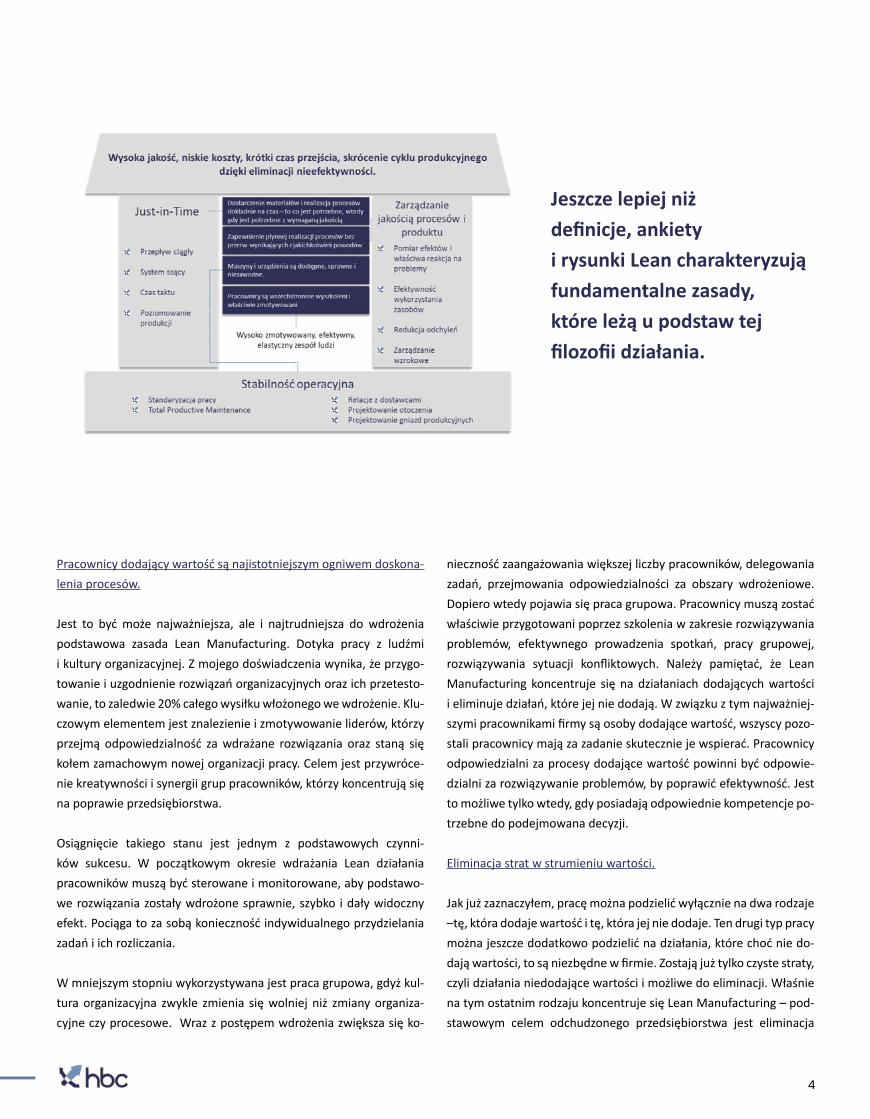
Jeszcze lepiej niż
definicje, ankiety
i rysunki Lean charakteryzują
fundamentalne zasady,
które leżą u podstaw tej
filozofii działania.
Pracownicy dodający wartość są najistotniejszym ogniwem doskona-
lenia procesów.
Jest to być może najważniejsza, ale i najtrudniejsza do wdrożenia
podstawowa zasada Lean Manufacturing. Dotyka pracy z ludźmi
i kultury organizacyjnej. Z mojego doświadczenia wynika, że przygo-
towanie i uzgodnienie rozwiązań organizacyjnych oraz ich przetesto-
wanie, to zaledwie 20% całego wysiłku włożonego we wdrożenie. Klu-
czowym elementem jest znalezienie i zmotywowanie liderów, którzy
przejmą odpowiedzialność za wdrażane rozwiązania oraz staną się
kołem zamachowym nowej organizacji pracy. Celem jest przywróce-
nie kreatywności i synergii grup pracowników, którzy koncentrują się
na poprawie przedsiębiorstwa.
Osiągnięcie takiego stanu jest jednym z podstawowych czynni-
ków sukcesu. W początkowym okresie wdrażania Lean działania
pracowników muszą być sterowane i monitorowane, aby podstawo-
we rozwiązania zostały wdrożone sprawnie, szybko i dały widoczny
efekt. Pociąga to za sobą konieczność indywidualnego przydzielania
zadań i ich rozliczania.
W mniejszym stopniu wykorzystywana jest praca grupowa, gdyż kul-
tura organizacyjna zwykle zmienia się wolniej niż zmiany organiza-
cyjne czy procesowe. Wraz z postępem wdrożenia zwiększa się ko-
nieczność zaangażowania większej liczby pracowników, delegowania
zadań, przejmowania odpowiedzialności za obszary wdrożeniowe.
Dopiero wtedy pojawia się praca grupowa. Pracownicy muszą zostać
właściwie przygotowani poprzez szkolenia w zakresie rozwiązywania
problemów, efektywnego prowadzenia spotkań, pracy grupowej,
rozwiązywania sytuacji konfliktowych. Należy pamiętać, że Lean
Manufacturing koncentruje się na działaniach dodających wartości
i eliminuje działań, które jej nie dodają. W związku z tym najważniej-
szymi pracownikami firmy są osoby dodające wartość, wszyscy pozo-
stali pracownicy mają za zadanie skutecznie je wspierać. Pracownicy
odpowiedzialni za procesy dodające wartość powinni być odpowie-
dzialni za rozwiązywanie problemów, by poprawić efektywność. Jest
to możliwe tylko wtedy, gdy posiadają odpowiednie kompetencje po-
trzebne do podejmowana decyzji.
Eliminacja strat w strumieniu wartości.
Jak już zaznaczyłem, pracę można podzielić wyłącznie na dwa rodzaje
–tę, która dodaje wartość i tę, która jej nie dodaje. Ten drugi typ pracy
można jeszcze dodatkowo podzielić na działania, które choć nie do-
dają wartości, to są niezbędne w firmie. Zostają już tylko czyste straty,
czyli działania niedodające wartości i możliwe do eliminacji. Właśnie
na tym ostatnim rodzaju koncentruje się Lean Manufacturing – pod-
stawowym celem odchudzonego przedsiębiorstwa jest eliminacja
5
strat. 5S, TPM, przepływ ciągły, czy też skrócenie czasów przezbro-
jeń, to tylko narzędzia służące do skutecznej organizacji przedsiębior-
stwa, w sposób umożliwiający jak najefektywniejsze identyfikowanie
i eliminowanie zaburzeń występujących w procesach produkcyjnych.
Niestety wdrożenie narzędzi nie gwarantuje skuteczności wdroże-
nia Lean, gdyż Lean polega na zmianie nastawienia pracowników do
identyfikacji strat i do ciągłego doskonalenia, ciągłego poszukiwaniu
poprawy oraz eliminacji marnotrawstwa obecnego w realizowanych
procesach.
Wykorzystanie całego systemu pomiaru efektów do wsparcia popra-
wy efektywności
Każde przedsiębiorstwo powinno dążyć do minimalizacji kosztów
wytwarzania przy maksymalizacji jakości produktu i bezpieczeństwa
pracy, przy jak najkrótszym czasie wytwarzania. Powoduje to popra-
wę pozycji konkurencyjnej firmy i prędzej czy później prowadzi do
znaczącego wzrostu wyników finansowych oraz wartości przedsię-
biorstwa.
Osiągnięcie tych celów poprzez wdrożenie Lean Manufacturing jest
możliwe tylko, jeśli jest połączone z wprowadzeniem sprawnego
systemu pomiaru efektów. Jednym z fundamentalnych pryncypiów
Lean jest właśnie systematyczny pomiar efektów. Bez pomiaru jedno-
znacznie określonych zmiennych ciągłe poprawianie i doskonalenie
organizacji nie jest możliwe. Poza tym zmienne te można wykorzy-
stać w systemie motywacyjnym stawiając zespołom jasno określone
cele o charakterze SMART. Od ich realizacji należy uzależniać wielkość
i wypłatę części zmiennej wynagrodzenia. Tradycyjny system pomia-
ru, stosowany w przedsiębiorstwach, często koncentruje się jedynie
na wybranych elementach procesu produkcyjnego, co prowadzi do
optymalizacji wyłącznie tych wybranych procesów, bez uwzględ-
nienia perspektywy całej produkcji. Takie podejście należy zmienić
i stopniowo uzupełniać system pomiarowy o takie mierniki jak cał-
kowity czas cyklu produkcyjnego, które analizują efektywność całego
systemu.
6
Studium przypadku projektu wdrożeniowego zrealizowanegow 2015 roku
Głównym celem biznesowym realizowanego przez HBC Consulting projektu było:
• opracowanie, przygotowanie oraz wdrożenie systemu do reje-
stracji półproduktów i produktów gotowych w obszarze funkcjo-
nalnym ERP,
• przygotowanie rozwiązań mających na celu pomiar i kontrolę prze-
pływu produktów gotowych w całym przedsiębiorstwie złożonym
z trzech zakładów produkcyjnych,
• zaprojektowanie i organizacja magazynu produktów gotowych.
Cały projekt zaplanowany został na 6 miesięcy i podzielony w tym
czasie na zasadnicze i szczegółowo zaplanowane w czasie etapy. Roz-
począł się od analizy stanu obecnego we wszystkich zakładach pro-
dukcyjnych, a zakończył wdrożeniem systemu rejestracji produktów
i monitoringu stanów magazynowych on-line.
Etap I - analiza
Prace projektowe rozpoczęły się od stworzenia grupy projektowej,
w skład której wchodzili konsultanci HBC oraz kluczowi pracownicy
związani z produkcją, logistyką oraz działem optymalizacji w firmie
Klienta.
Start projektu został ogłoszony na spotkaniu otwierającym, w którym
uczestniczyli członkowie zarządu, a także wszyscy członkowie zespołu
projektowego. Dodatkowo współpraca z firmą zewnętrzną w zakresie
realizacji projektu została zakomunikowana w całej organizacji w celu
uświadomienia załodze istoty procesu oraz przedstawienia postawio-
nych celów.
Chodziło przede wszystkim o wzmocnienie przekazu i podkreślenie
znaczenia projektu dla całej organizacji. Na początku określone zo-
stały zasady współpracy, uwzględniające aspekty takie jak raporto-
wanie postępów prac zgodnych z założonym harmonogramem oraz
komunikacja wewnątrzzespołowa. Do tych celów stworzono tablicę
projektową, która została umieszczona w biurze projektu. Tablica zo-
stała podzielona na obszary obejmujące: cele biznesowe projektu,
szczegółowy harmonogram projektu z podziałem na wszystkie zada-
nia i kamienie milowe oraz wskaźniki do monitorowania jakości prac.
Określono także klienta projektu, do którego postęp prac był rapor-
towany minimum raz w tygodniu.
Analiza stanu obecnego skupiała się głównie na zmapowaniu pro-
cesów związanych z pakowaniem i magazynowaniem produktów.
Uwzględniała także procesy pomocnicze, takie jak planowanie pro-
dukcji oraz przyjęcie i rejestrację zleceń od klientów. Do tych celów
wykorzystano przede wszystkim kilka narzędzi: kartę procesów i od-
powiedzialności, analizę pracy pracowników oraz mapę przepływu.
Okres pierwszych kilku tygodni skupiał się przede wszystkim na tym,
aby dokładnie przeanalizować wszystkie miejsca składowania towa-
rów wyprodukowanych i spakowanych na wydziale pakowania, a tak-
że określić przepływ i ścieżkę dla towarów. Dodatkową komplikacją
był fakt, że ze względu na rodzaj asortymentu (towary suche, które
mogą być przechowywane w temperaturze do 22 stopni, oraz towa-
ry mokre przechowywane w temperaturze do 6 stopni) istniało kilka
miejsc składowania, które w zależności od sezonowości, były dokła-
dane bądź usuwane.
Istotnym elementem realizacji projektu, co ma miejsce w wielu or-
ganizacjach, był opór i obawa przed zmianą. Oprócz analizy i prac

7
czysto analitycznych, kluczową rolę w odniesieniu sukcesu w projek-
cie było właśnie przekonanie pracowników, że sukces i osiągnięcie
postawionych celów jest możliwe. Jednym z kluczowych elementów
powodzenia całego przedsięwzięcia było zorganizowanie wizyty re-
ferencyjnej w jednej z firm, w której miało już miejsce wdrożenie
systemu do rejestracji i monitoringu stanów magazynowych online.
W trakcie wizyty udało się poznać moduły WMS (Warehouse Ma-
nagement System), a także zapoznać się z dodatkowymi modułami
wspomagającymi procesy planowania i harmonogramowania pro-
dukcji.
„Z mojego punktu widzenia był to kluczowy moment w całym projek-
cie, ponieważ na żywym organizmie zespół projektowy mógł dotknąć
i zapoznać się z narzędziem, które chcieliśmy wdrożyć. Dodatkowo
podczas tej wizyty udało się podkreślić zalety i korzyści wynikające
z wprowadzenia rozwiązań mających na celu rejestrację produktów”
- mówi Łukasz Woźny, jeden z liderów zespołu projektowego po stro-
nie HBC.
Etap II - określenie celów
Kolejnym etapem projektu, po zakończeniu analizy stanu obecnego
było opracowanie szczegółowej koncepcji i oczekiwanego stanu przy-
szłego. Zaplanowano w tym celu warsztaty projektowe, na których
wspólnie z zespołem projektowym i dodatkowym wsparciem innych
działów, dopracowano docelowy model pracy w oparciu o pełną reje-
strację produktów, przepływ materiałów i budowę magazynu wyso-
kiego składowania wraz z jego pełnym wyposażeniem.
W szczegółach omówiono wszystkie kryteria, które musiały zostać
spełnione do osiągnięcia założonego celu. Spodziewanym efektem
warsztatów było przygotowanie pełnego wsadu merytorycznego
(uwzględniającego rodzaj przyjęć i wydań z i na magazyn, wprowa-
dzenie dodatkowej etykiety wewnętrznej i zmian receptur, genera-
cja dokumentów na podstawie fizycznych kierunków, inwentary-
zacja, wydawanie produktów zgodnie z zachowaniem reguły FIFO
i LIFO, analiza stanów magazynowych w podziale na stany minimalne
i maksymalne, obsługa zamówień specjalnych, opracowanie kalkula-
cji inwestycyjnej związanej z wprowadzeniem nowego modelu wraz
z oszacowaniem oszczędności i zwrotu inwestycji), który to został
przedstawiony do akceptacji wraz ze szczegółowym harmonogra-
mem wdrożenia.
Kolejnym krokiem po zaakceptowaniu przedstawionego modelu biz-
nesowego był wybór firmy, która na bazie przedstawionego materia-
łu, miała wdrożyć moduł WMS (Warehouse Management System).
W tym celu rozbudowano obecny zespół projektowy o zasoby i osoby
z firmy informatycznej wdrażającej moduł do rejestracji produktów
na magazyn. W trakcie wdrażania systemu informatycznego prace
prowadzone były równolegle gdzie zespół projektowy skupił się na
zadaniach operacyjnych związanych z projektowaniem magazynu,
układem regałów magazynowych i procesem zakupowym.
Zakres prac obejmował między innymi projektowanie magazynu,
systemu kodyfikacji regałów i gniazd magazynowych, pełną wizuali-
zację, oznakowanie magazynu w kierunku przestrzegania zasad BHP
oraz przygotowanie infrastruktury sieci bezprzewodowej na maga-
zynach wysokiego składowania objętych wdrożeniem. Postęp prac
związanych z przygotowaniem oprogramowania, raportowany był
na cotygodniowych spotkaniach. Natomiast postęp prac związanych
z działaniami operacyjnymi był również raportowany, ale już na co-
tygodniowych spotkaniach projektowych, gdzie każdy z uczestników
odpowiedzialnych za zadania przedstawiał status prac. Jeśli występo-
wały opóźnienia w zadaniach projektowych, zespół wspólnie wypra-
cowywał rozwiązania, które miały na celu wyeliminowanie przyczyn
źródłowych wpływających na opóźnienie w projekcie.
Etap III - wdrożenie
Uruchomienie systemu do rejestracji produktów gotowych zaplano-
wano na lipiec 2015. Miesiąc przed uruchomieniem systemu rozpo-
częte zostały testy wewnętrzne, na które składały się prace związane
z testowaniem wcześniej wypracowanych podczas analizy wdrożenia
MWS rozwiązań do rejestracji produktów. Testy wewnętrzne obej-
mowały szeroki zakres, ponieważ zespół projektowy zdecydował się
na wdrożenie modułów do rejestracji równocześnie w trzech zakła-
dach produkcyjnych w tym samym czasie. W trakcie testów, zespół
projektowy odpowiedzialny był również za przeszkolenie całej załogi
pracującej w obszarach magazynowych.
Testy wewnętrzne pozwoliły na pełną diagnozę pod kątem popraw-
ności pracy zgodnej z założeniami. Wszelkie odchylenia korygowane
były na bieżąca z firmą informatyczną. Uruchomienie systemu MWS,
czyli przejście z fazy testów wewnętrznych do fazy testów akcep-
tacyjnych, wiązało się z przeprowadzeniem pełnej inwentaryzacji,
podczas której rozpoczęła się rejestracja do systemu. To właśnie
podczas takiej inwentaryzacji, system MWS „napełniany” był danym
o aktualnych stanach magazynowych z dokładnością do indeksu, par-
tii, daty przydatności i lokalizacji. Od tego momentu dział pakowa-
nia pracował zgodnie z założeniami wypracowanymi podczas analizy
przedwdrożeniowej, kompletując towary według ściśle ustalonego
standardu pracy i rejestracji w systemie.
Testy akceptacyjne pozwoliły na dopracowanie systemu i usunięcie
większości problemów pojawiających się podczas pracy. Po tak prze-
prowadzonych testach akceptacyjnych, można było rozpocząć oficjal-
8
ny start systemu, który był poprzedzony jeszcze jedną inwentaryza-
cją. W trakcie prac na systemie, pojawiały się kolejne usprawnienia
generowane przez zespół projektowy, które wpłynęły na poprawę
efektywności pracy w obszarze logistyki oraz pozwoliły zwiększyć wy-
dajność systemu rejestracji. Projekt wdrożenia magazynów i rejestra-
cji towarów umożliwił także wprowadzenie jasnego podziału na stre-
fę produkcyjną oraz strefę magazynowania. Nowe magazyny zostały
„zamknięte”, to znaczy, że wprowadzono kontrolę dostępu poprzez
karty magnetyczne.
Podsumowanie
Od chwili analizy przedwdrożeniowej do wdrożenia i rozpoczęcia prac
w systemie MWS minęło 6 miesięcy. W trakcie prac na systemie, aby
mieć pewność co do poprawności rejestracji, wprowadzono zasadę
wyrywkowych rejestracji - tak zwany „lokator” - który polega na tym,
że dla wybranych asortymentów w systemie porównywany jest stan
na magazynie (zgodność pod kątem ilościowym i przypisaniem do
sektorów oraz miejsc składowania). Taki system audytów, ciągłego
nadzoru oraz nieustannego doskonalenia (continuous improvement)
pozwolił osiągnąć poziom 99% zgodności po inwentaryzacji na koniec
miesiąca, czyli porównując zrzut z systemu MWS do wyników ze spisu
z natury, 1% asortymentów był niezgodny ze stanem w systemie (nad
tym jednym procentem są nadal prowadzone prace projektowe, ma-
jące na celu wyeliminowanie pomyłek do zera).
Prace mające na celu uruchomienie systemu MWS będą kontynu-
owane w pozostałych obszarach, w których firma magazynuje towa-
ry bezpośrednio przygotowane pod produkcję (magazyn surowców
i materiałów pomocniczych).
Ciekawostki
Warto wspomnieć, że opór przed zmianą był początkowo widoczny
wśród pracowników wielu szczebli organizacji. Natomiast wspól-
na praca, nauka systemu MWS, generowanie raportów, wprawa
w szybkim posługiwaniu się kolektorami przyniosła spodziewane
efekty. Przygotowanie koncepcji i wdrożenie systemu doprowadziło
do sytuacji, w której pracownicy magazynu doceniają pracę w syste-
mie, który jasno definiuje standardy pracy, pozwala na szybą reakcję
i przejrzyste ocenienie jej sprawności. Warto dodać, że cały projekt
wdrożenia systemu do rejestracji towarów był również początkiem
budowy nowej struktury organizacyjnej, która po zmianach organi-
zacyjnych jasno definiowała pion logistyki z podziałem na poziomy
zarządzania z uwzględnieniem trzech zakładów produkcyjnych.
Niech podsuwaniem całego procesu będą słowa jednego z magazy-
nierów wypowiedziane już po zakończeniu całego projektu:
„Nie wyobrażam sobie pracy, w której nie byłoby systemu rejestracji
produktów i podglądu stanów magazynowych on-line”.
Łukasz Woźny HBC

9
.
Znów o kulturze słów kilka
Dla wielu praktyków, szczególnie inżynierów procesu, pojęcie kultury organizacyjnej jest mało przejrzyste i konkretne. Im mniej jakaś osoba
miała do czynienia z zarządzaniem zmianą czy wdrażaniem nowych rozwiązań na szeroką skalę, tym większa tendencja do bagatelizowania
znaczenia kultury organizacyjnej. Niestety konsekwencje jej ignorowania mogą być bardzo bolesne dla wdrożenia.
W mojej praktyce bardzo często, jeśli nie zawsze, okazuje się, że fundamentem jakichkolwiek zmian w organizacji, a w szczególności mających
na celu wprowadzenie przedsiębiorstwa na ścieżkę ciągłego doskonalenia/KAIZEN/Lean Manufacturing, jakkolwiek by jej nie nazwać, jest
zmiana kultury organizacyjnej. Przykładowe bariery blokujące skuteczne wdrożenie nowych rozwiązań, a wynikające z kultury organizacji, to
tworzenie silosów informacyjnych oraz kompetencyjnych. To oznacza brak sprawnej komunikacji pomiędzy istotnymi obszarami organizacji
(bardzo często obserwuję to wśród moich Klientów i potencjalnych Klientów)
WIĘCEJ NA BLOGU: JAROSLAWSOBKOWIAK.BLOG.PL
Czytaj więcej na blogu
10
Co można zmieścić na A3
Fundamentem wszystkich zmian jest ciągłe doskonalenie w cyklu PDCA (PDCA czyli Plan Do Check Act, a więc cykl ciągłego doskonalenia,
o którym wkrótce na blogu). To dla mnie kluczowy element systematycznego rozwoju organizacji. Często przytaczam historię z jednej z rozmów
kwalifikacyjnych, którą prowadziłem dla klienta, w ramach szerszego projektu. Na pytanie co kandydat robi, gdy rzeczywisty odczyt wskaźników
istotnie odbiega od zadanego celu, odpowiedział jakby to była „oczywista oczywistość”: „emituję a trójkę”. O co chodzi z tą „a trójką”?
Raport A3 jest zapoczątkowaną przez Toyotę metodą rozwiązywania problemu przy wykorzystaniu cyklu PDCA. Na kartce A3 (stąd nazwa) mie-
ści się szczegółowy opis problemu, analiza przyczyn źródłowych przy wykorzystaniu dostępnych narzędzi TQM. Dodatkowo znajdują się: opis
i plan działań korygujących, pomiar efektów oraz w przypadku osiągnięcia oczekiwanych efektów i rozwiązania problemu – zasady standaryza-
cji działań wynikające z przeprowadzonego projektu.
Dekalog
Rok temu pisałem o pięciu fundamentalnych dla Lean zasadach:
1. Wartość jest definiowana wyłącznie przez klienta.
2. Rynek decyduje o tempie produkcji.
3. Pracownicy dodający wartość są najistotniejszym ogniwem doskonalenia procesów.
4. Eliminacja strat w strumieniu wartości.
5. Wykorzystanie całego systemu pomiaru efektów do wsparcia poprawy efektywności.
Chciałbym do nich wrócić i nie tylko je rozszerzyć, ale również przedstawić w nieco inny sposób. Ostatnio natknąłem się na analizę pryncypiów
Lean dokonaną przez Michael’a Balle, który tak przedstawił bezdyskusyjne fundamenty Lean.
Czytaj więcej na blogu
Czytaj więcej na blogu

11
INSIDE HBC
Realizacja projektów wdrożeniowych
w II i III kw. 2015 roku
Paged Meble
Przeprowadzenie kompleksowego projektu wdrożeniowego w zakres
opracowania i wdrożenia z zespołami zadaniowymi zmiany w obsza-
rach produkcyjnych i planistycznym oraz w systemach zarządczych.
Badura
• Współpraca ze spółką OCEANIC polegała na przeprowadzeniu
szkolenia „Total Productive Maintenance”.
Tarczyński S.A.
Współpraca ze spółką polegała na:
• opracowaniu map przepływu procesu oraz norm produkcyjnych
dla wszystkich wyrobów grupy
• opracowaniu i wdrożeniu systemu przepływu i rejestracji
półproduktów i produktów gotowych, obejmującego również
organizację magazynu produktów gotowych jako supermarketu
• analizie przepływu surowca oraz produktu gotowego w całej
grupie obejmującego również przygotowanie rozwiązań polega-
jących na pomiarze i kontroli przepływu
Dodatkowo w dniu 10 kwietnia 2015 roku Rada Nadzorcza spółki Tar-
czyński S.A. powołała Jarosława Sobkowiaka, prezesa HBC sp. z o.o.
na stanowisko Członka Zarządu. Prezes Sobkowiak pełnić będzie tę
funkcję do 31 grudnia 2015 roku.
AXTONE
Współpraca w zakresie identyfikacji obszarów procesu produkcyjne-
go i wspomagających, których zmiana zwiększy efektywność działań.
Kierunki rozwiązań zostały określone na podstawie Lean Manufactu-
ring.
FAM-Pionki
Reorganizacja struktury organizacyjnej oraz realizowanych procesów,
których efektem miało być uzyskanie poprawy efektywności i wyni-
ków funkcjonowania.
ISD Polska
Audyt operacyjny w zakresie efektywności realizowanych procesów
dotyczących zarówno procesu produkcyjnego, jak i działań wspoma-
gających.
12
INSIDE HBC
Realizacja projektów wdrożeniowych
w II i III kw. 2015 roku
Wzmocnienie zespołu konsultantów HBC
W związku z dynamicznym rozwojem spółki HBC oraz wzrastającą liczbą prowadzonych w jednym czasie projektów wdrożeniowych w III i IV kw.
2015 zespół konsultantów powiększony został o kolejnych specjalistów lean:
Adam Stopiński
Absolwent Zarządzania i Inżynierii Produkcji na Politechnice Śląskiej oraz studiów podyplomowych na Uniwersy-
tecie Ekonomicznym w Katowicach i na AGH w Krakowie. Dodatkowo ukończył kursy optymalizacji procesów oraz
doskonalenia jakości wg Lean Six Sigma. Pracował także w przemyśle ciężkim oraz samochodowym. W HBC jest
odpowiedzialny za wdrażanie projektów poprawy i wzrostu efezktywności linii produkcyjnych. Prowadził wiele pro-
jektów, których efektem była redukcja zidentyfikowanych strat.
Krzysztof Gwadera
Absolwent Politechniki Świętokrzyskiej Wydziału Zarządzania i Inżynierii Produkcji. Ukończył studia podyplomo-
we z Zarzadzania Jakością we Wrocławiu. Posiada 9 letnie doświadczenie z zakresu projektowania linii i stanowisk
produkcyjnych przy zastosowaniu metodologii 3P, realizacji projektów Kaizen 5S, wizualnego zarządzania, w PZL
w Mielcu. Lider Lean w fabryce, odpowiedzialny m.in. za montaż kabiny śmigłowców Black Hawk. Inżynier Produkcji
realizujący zadania optymalizacji procesów „montuj” samolotu klasy STOL.
Szanowni Państwo,
jest nam niezmiernie oddać w państwa ręce nową wersję strony internetowej spółki HBC (www.hbc.pl).
Jej ostateczny kształt i wygląd jest konsekwencją wielu dyskusji, a ponad wszystko wynika z celów strate-
gicznych naszej organizacji oraz wytycznych odnoszących się do procesu komunikacji.
Strona internetowa jest w dzisiejszych czasach podstawowym narzędziem komunikacji i bardzo często
pierwszym na jakie napotykają kontrahenci, osoby zainteresowane ofertą czy współpracą z organizacją.
Dlatego też niezwykle istotne w procesie przygotowywania projektu było spełnienie istotnych warunków
odnoszących się do procesu komunikacji - przejrzystości, intuicyjności oraz ułatwienia użytkownikowi
znalezienia podstawowych informacji po które na stronę zaglądnął.
Nowa strona wpisuje się w obecne najnowsze standardy będąc narzędziem oszczędnym w efekty i zło-
żoność struktury, na korzyść efektywnej nawigacji, profesjonalnego wyglądu i optymalizacji treści, która
jest jej kwintesencją.
Gorąco zachęcamy do wejścia na stronę i podzielenia się swoimi uwagami oraz spostrzeżeniami. Zgodnie
z zasadami lean i ją można konsekwentnie ulepszać i optymalizować, aby ułatwić wszystkim, którzy będą
ją w późniejszym czasie odwiedzać sprawną nawigację i zdobycie najważniejszych informacji.
WWW.HBC.PL

www.hbc.pl