
Systemy IT wspierające koncepcje Lean Manufacturing oraz 6 ... · Lean Manufacturing oraz 6 Sigma...
12
Systemy IT wspierające koncepcje Lean Manufacturing oraz 6 Sigma 6 Sigma to metoda zarządzania jakością, której celem jest zmniejszenie średniej liczby defektów do 3.4 defektu na milion. W szerszym pojęciu to także dążenie do redukcji kosztów wytwarzania (mniej usterek to mniejszy koszt związany z ich wykrywaniem i usuwaniem). To również unikalna filozofia, która została spopularyzowana przez dyrektora generalnego GE. Jack Welch od 1995 uczynił 6 Sigma siłą napędową strategii biznesowej GE, co stało się kluczowe dla dynamicznego rozwoju firmy. Lean Manufacturing (produkcja odchudzona) to system zarządzania producją. Skupia się na osiąganiu jak najmniejszej ilości strat i ograniczaniu marnotraw- stwa (w całym procesie produkcyjnym - od magazynu z zapasami na minimalnym poziomie, poprzez dostar- czanie materiałów do produkcji na czas, zapewnienie minimalnych czasów przezbrajania i ograniczanie przesto- jów itp.). Charakterystyczne dla podejścia w duchu LEAN jest tzw. ciągłe doskonalenie. Coraz częściej koncepcje bazujące na LEAN Manufacturing oraz 6 Sigma wkraczają do zakładów produkcyjnych. Stosowanie prostych narzędzi, typu: monitorowanie kluczowych parametrów produkcji (KPI), monitorowanie wydajności (OEE) lub jakości (SPC) pozwala na rzeczywiste porównywanie i tzw. „benchmarking” pomiędzy maszynami, liniami, zmianami produkcyj- nymi lub wręcz całymi zakładami w ramach grupy firm. Jak usprawnić wdrożenie LEAN lub 6 Sigma dzięki informatyzacji procesów? Monitoring, raportowanie i alarmowanie stanów zagrażających jakości produkcji często prowadzone jest w sposób manualny, przy wykorzystaniu kartki papieru lub ewentualnie arkuszy kalkulacyjnych. Kolejnym, natural- nym krokiem jest przeniesienie tych dobrych praktyk do dedykowanych systemów informatycznych i ich usprawnienie, a docelowo - automatyzacja. W ofercie GE Intelligent Platforms dostępnych jest szereg rozwiązań, które odpowiadają na potrzeby każdego rodzaju i wielkości przedsiębiorstw. Dodatkowe obszary, które można optymalizować dzięki zastosowaniu oprogramowania przemysłowego Proficy • raportowanie – KPI, • proaktywne prowadzenie procesu – wsparcie dla autonomicznego utrzymania ruchu, • wizualizacja, analiza i optymalizacja, • wymiana informacji (z innymi systemami, np. biznesowymi, klasy ERP), • przepływ informacji w procesie (między maszynami/pracownikami/ działami firmy – tzw. Workflow). Główne obszary optymalizacji produkcji z wykorzystaniem oprogramowania Proficy Możesz wdrożyć strategię Lean bez oprogra- mowania, ale zajmie to ok. siedmiu lat. Z odpowiednim oprogramowaniem, możesz zrobić to samo w 3 lata i nie pozwolisz zyskom by Ci umknęły. „
Transcript of Systemy IT wspierające koncepcje Lean Manufacturing oraz 6 ... · Lean Manufacturing oraz 6 Sigma...
Systemy IT wspierające koncepcjeLean Manufacturing oraz 6 Sigma
6 Sigma to metoda zarządzania jakością, której celem jest zmniejszenie średniej liczby defektów do 3.4 defektu na milion. W szerszym pojęciu to także dążenie do redukcji kosztów wytwarzania (mniej usterek to mniejszy koszt związany z ich wykrywaniem i usuwaniem). To również unikalna filozofia, która została spopularyzowana przez dyrektora generalnego GE. Jack Welch od 1995 uczynił 6 Sigma siłą napędową strategii biznesowej GE, co stało się kluczowe dla dynamicznego rozwoju firmy.
Lean Manufacturing (produkcja odchudzona) to system zarządzania producją. Skupia się na osiąganiu jak najmniejszej ilości strat i ograniczaniu marnotraw-stwa (w całym procesie produkcyjnym - od magazynu z zapasami na minimalnym poziomie, poprzez dostar-czanie materiałów do produkcji na czas, zapewnienie minimalnych czasów przezbrajania i ograniczanie przesto-jów itp.). Charakterystyczne dla podejścia w duchu LEAN jest tzw. ciągłe doskonalenie.
Coraz częściej koncepcje bazujące na LEAN Manufacturing oraz 6 Sigma wkraczają do zakładów produkcyjnych. Stosowanie prostych narzędzi, typu: monitorowanie kluczowych parametrów produkcji (KPI), monitorowanie wydajności (OEE) lub jakości (SPC) pozwala na rzeczywiste porównywanie i tzw. „benchmarking” pomiędzy maszynami, liniami, zmianami produkcyj-nymi lub wręcz całymi zakładami w ramach grupy firm.
Jak usprawnić wdrożenie LEAN lub 6 Sigmadzięki informatyzacji procesów?Monitoring, raportowanie i alarmowanie stanów zagrażających jakości produkcji często prowadzone jest w sposób manualny, przy wykorzystaniu kartki papieru lub ewentualnie arkuszy kalkulacyjnych. Kolejnym, natural-nym krokiem jest przeniesienie tych dobrych praktyk do dedykowanych systemów informatycznych i ich usprawnienie, a docelowo - automatyzacja. W ofercie GE Intelligent Platforms dostępnych jest szereg rozwiązań, które odpowiadają na potrzeby każdego rodzaju i wielkości przedsiębiorstw.
Dodatkowe obszary, które można optymalizować dzięki zastosowaniu oprogramowania przemysłowego Proficy• raportowanie – KPI,• proaktywne prowadzenie procesu – wsparcie dla autonomicznego
utrzymania ruchu,• wizualizacja, analiza i optymalizacja,• wymiana informacji (z innymi systemami, np. biznesowymi, klasy ERP),• przepływ informacji w procesie (między maszynami/pracownikami/
działami firmy – tzw. Workflow).
Główne obszary optymalizacji produkcjiz wykorzystaniem oprogramowania Proficy
Możesz wdrożyć strategię Lean bez oprogra-mowania, ale zajmie to ok. siedmiu lat.
Z odpowiednim oprogramowaniem, możesz zrobić to samo w 3 lata i nie pozwolisz zyskom by Ci umknęły.
„

OEE to całkowita efektywność maszyn i urządzeń (Overall Equipment Effectiveness). OEE oblicza się mierząc, a następnie mnożąc przez siebie trzy czynniki: dostępność, wydajność i jakość. Wskaźnik OEE wyrażony jest jako wartość procentowa. Wartość wskaźnika OEE stanowi fundament dla usprawnień w duchu LEAN, ponieważ umożliwia pomiar efektywności na tle innych wskaźników charakteryzujących zakład produkcyjny, a także na tle innych branż, co jest przydatne dla analiz porównawczych. Prawidłowo obliczony wskaźnik OEE pozwala menedżerom podejmować w czasie rzeczy-wistym skuteczne, precyzyjne oraz obiektywne decyzje.
Obszar wydajności produkcjiMonitorowanie wydajności produkcji umożliwia lepsze wykorzystanie kapitału przedsiębiorstwa poprzez zastosowanie analiz porównawczych, wykorzystujących dane o wydajności całego procesu. Dzięki możliwościom identyfikacji i monitorowania stref wymagających ulepszenia, obszar ten stanowi ważny aspekt dla managerów dążących do zwiększania wydaj-ności produkcji. Dobrze monitorowane zagadnienia wydajności produkcji pozwalają odpowiedzieć na pytanie, jak produkować więcej, bez potrzeby inwestowania w dodatkowy sprzęt, ludzi lub zwiększenie kosztów materiałów. Podstawowym współczynnikiem umożliwiającym wydajne monitorowanie wydajności jest wskaźnik (współczynnik) OEE.
Dostępność wyrażana jest jako wskaźnik procentowy, jaki stanowi czas rzeczywiście przeznaczony na produkcję w stosunku do planowanego czasu produkcji. Planowane przestoje nie są zaliczane do planowanego czasu produkcji. Dostępność opisuje, jaka część czasu zaplanowanego na produkcję została rzeczywiście wykorzystana na realizację produkcji. Czynniki, które powodują, że dostępność jest mniejsza niż 100% to zwykle awarie maszyn i urządzeń oraz przestoje maszyn i urządzeń spowodowane nieoczekiwaną koniecznością ich przezbrojenia lub zmiany ich ustawień bądź konfiguracji.
Wydajność określa, ile produktów wyprodukowano w czasie rzeczywi-ście wykorzystanym na produkcję. Wydajność wyrażona jest jako wskaźnik procentowy obliczany przez podzielenie liczby wyrobów wyprodukowanych przez oczekiwaną liczbę wyrobów, które miały być wyprodukowane, gdyby produkcja była realizowana w idealnych warunkach bez żadnych zakłóceń oraz z nominalną szybkością. Czynniki, które powodują, że wydajność jest mniejsza niż 100% to zwykle obniżenie prędkości produkcji oraz przestoje maszyn i urządzeń.
Jakość to wskaźnik procentowy określony przez liczbę wyprodukowanych wyrobów dobrych (spełniających standardy jakościowe) podzieloną przez liczbę wszystkich wyprodukowanych wyrobów. Jakość może być pogorszona przez dwa rodzaje odrzutów: odrzuty na rozruchu i odrzuty produkcyjne. Odrzuty na rozruchu są spowodowane błędami występującymi na samym początku rozruchu linii produkcyjnej, na przykład: załadowania złych pudełek do kartonu, natomiast odrzuty produkcyjne powstają na skutek błędów w procesie produkcji, na przykład: uszkodzenie pudełek w wyniku ich zakleszczenia się na linii produkcyjnej.
OEE = Dostępność × Wydajność × Jakość
Dlaczego warto inwestować w nowoczesne systemy informatyczne dla produkcji?
Monitorowanie wydajności (Przykład 1)
Stan przed wdrożeniem:System zakładał ręczne wpisywanie danych o przestojach przez operatorów do bazy danych (Access). Wadą tego systemu było absorbowanie obsługi, niższa dokładność oraz nierejestrowanie mikroawarii np. poniżej 5 min.
Po wdrożeniu:Dzięki automatycznemu monitoringowi (online) pracy maszyn, system MES zbiera bardzo dokładne dane na temat czasu i przyczyn awarii, a także na bieżąco zapewnia informacje o aktualnych wynikach wydajności linii, nie tylko dla kierownictwa, ale także dla operatorów.
Standaryzacja procesu (Przykład 3)
Stan przed wdrożeniem:Pracownik utrzymania ruchu dokonywał co miesiąc prewencyjnych przeglądów jednostki napędowej. Każdy serwis powinien obejmować szereg czynności i testów. Brak doświadczenia u nowych pracowników sprawiał, że przegląd był wykonany nieprawidłowo, co prowadziło do awarii.
Po wdrożeniu:Zlecenie przeglądu jest generowane automatycznie po przekroczeniu określonej liczy roboczogodzin (czyli jeśli silnik nie pracuje - nie ma nadmiarowych przeglądów, co ogranicza koszty). Każdy pracownik otrzymuje w formie elektronicznej procedurę przeglądu do wykonania - kolejne czynności są zaznaczane jako ukończone, ewentualne komentarze przesyłane do kierownika, możliwe jest raportowanie czasu serwisu, a dzięki podłączonej dokumentacji w formie elektronicznej, ograniczony został czas związany z jej szukaniem w archiwach. Każdy przegląd jest wykonywany wg standardowej procedury, którą można monitorować i elastycznie optymalizować.
Monitorowanie jakości (Przykład 2)
Stan przed wdrożeniem:Rocznie wykonywano ok. 8 tys. analiz piwa gotowego. To duże straty: do każdej analizy potrzeba było 300 ml gotowego piwa, przy którego pobieraniu wylewało się znacznie więcej. Poza tym zużywane było mnóstwo odczynników, naczyń, sprzętu laboratoryjnego.
Po wdrożeniu:System na bieżąco monitoruje parametry filtrowanego piwa. Dzięki temu liczba analiz w laboratorium spadła z dwustu do kilku tygodniowo. W tej chwili wykonywane są tylko analizy sprawdzające. Raz na tydzień pobierana jest próbka piwa z tanków BBT i wykonywana jest pełna analiza i porównanie z wynikami podawanymi przez system informatyczny klasy MES.

Pozostałe wskaźniki stosowane przy monitorowaniu wydajności, które można wyznaczać i monitorować automatycznie w czasie rzeczywistym:
MTTR - Mean Time To Repair - średni czas potrzebny do naprawy maszyny produkcyjnej od momentu wystąpienia awarii (przestoju - downtime). Współczynnik jest automatycznie wyliczany przez rozwiązania klasy MES z rodziny Proficy do monitorowania wydajności produkcji.
MTBF - Mean Time Between Failures - średni czas bezawaryjnej pracy. W produkcji oznacza średni czas bezawaryjnej pracy pomiędzy przestojami (downtime). Dzięki wyznaczeniu tego współczynnika dla danej maszyny można ją porównywać z innymi pod kątem bezawaryjnej pracy. Współczynnik jest wyliczany automatycznie przez rozwiązania klasy MES z rodziny Proficy.
Do dokładnego obliczenia OEE niezbędne jest efektywne gromadzenie danych
Istnieje szereg sposobów obliczania wskaźnika OEE, jednak najbardziej skutecznym i niezawod-nym jest oparcie obliczeń na automatycznie gromadzonych danych, a nie na ręcznie wprowa-dzanych informacjach, które są bardziej podatne na błędy operatora. Aby można było efektywnie wykorzystać istniejące dane, należy przestrzegać kilku wymienionych zaleceń:
• Wszystkie dane, jeśli to możliwe, powinny być gromadzone w sposób automatyczny przy wykorzystaniu odpowiednich układów elektronicznych. Ręczne gromadzenie danych poprzez prowadzenie w formie papierowej rejestrów i dzienników, w których odnotowywane są przestoje oraz kody ich przyczyn, jest nieefektywne. Ponadto, dane zapamiętane w formie elektronicznej są natychmiast dostępne dla dalszych analiz.
• Proces gromadzenia danych powinien być szybki. Idealnie jest, gdy system nadąża z gromadzeniem danych tak, że odzwierciedlają one w czasie rzeczywistym efektywność i jakość produkcji. Duża szybkość gromadzenia danych jest szczególnie konieczna w tych przypadkach, w których informacja ma największy wpływ na proces produkcji.
• Dane muszą być dokładne. Czasami warunek ten trudno jest spełnić dlatego proces gromadzenia danych powinien być starannie przemyślany, efektywny i zgodny ze stosowaną w tym zakresie praktyką.
• Proces gromadzenia danych powinien być na tyle elastyczny, aby umożliwiał wykonywanie różnych analiz stosownie do zmieniających się priorytetów. Proces ten powinien także dać się łatwo rozbudować, co jest konieczne, aby system mógł być rozwijany.
• Proces gromadzenia danych powinien być spójny i dopasowany do celów przedsiębiorstwa. Różne wydziały mogą w różny sposób dokonywać pomiarów wskaźników zbliżonych do OEE, dlatego konieczne jest mierzenie wskaźników składających się na wartość OEE w sposób jednakowy w całym przedsiębiorstwie.
W jaki sposób system przeznaczony do określania OEE może wpływać na proces produkcji?Efektywnie wdrożony system służący do śledzenia i raportowania wartości wskaźnika OEE umożliwia monitorowanie kluczowych wskaźników efektyw-ności (KPI) dotyczących zarówno samego procesu produkcji, jak i globalnie całego przedsiębiorstwa. Mogąc automatycznie wykorzystywać groma-dzone przez ten system dane, menedżerowie mają możliwość śledzenia czasu trwania przestojów, poziomu odrzutów, oraz poziomu produkcji, oraz automatycznego lub ręcznego kojarzenia w czasie rzeczywistym specyficz-nych przyczyn ze zdarzeniami będącymi ich skutkiem.
Rys. 1. Rozkład czasów przestoju maszyn i urządzeń do pakowania.
Jeśli czegoś nie można zmierzyć, nie można tego ulepszyć...
„Lord Kelvin (Wiliam Thomas)
Korzyści z wdrożenia systemudo monitorowania wydajności:
Lepsze zarządzanie zasobami (ludzie, wyposażenie, materiał) dzięki pełnemu przeglądowi parametrów stanowiących składowe współczynnika OEE:• większa produkcja przy mniejszych kosztach.
Precyzyjna identyfikacja obszarów, które generują problemy:• minimalizowanie wpływu planowanych i nieplanowanych
zdarzeń związanych z przestojami linii lub poszczególnych maszyn,
• redukcja strat i konieczności ponownego wytwarzania produktów,
• wyższy maszynowy czas pracy.
Podejmowanie decyzji bazując na danych pochodzących prosto z linii, w celu zaplanowania wydatków koniecznych do ulepszenia istniejącego rozwiązania:• analiza produkcji w oparciu o zmianę, wyposażenie lub produkt
na linii,• powiązanie wydatków z możliwymi zyskami, które z nich
powinny płynąć.
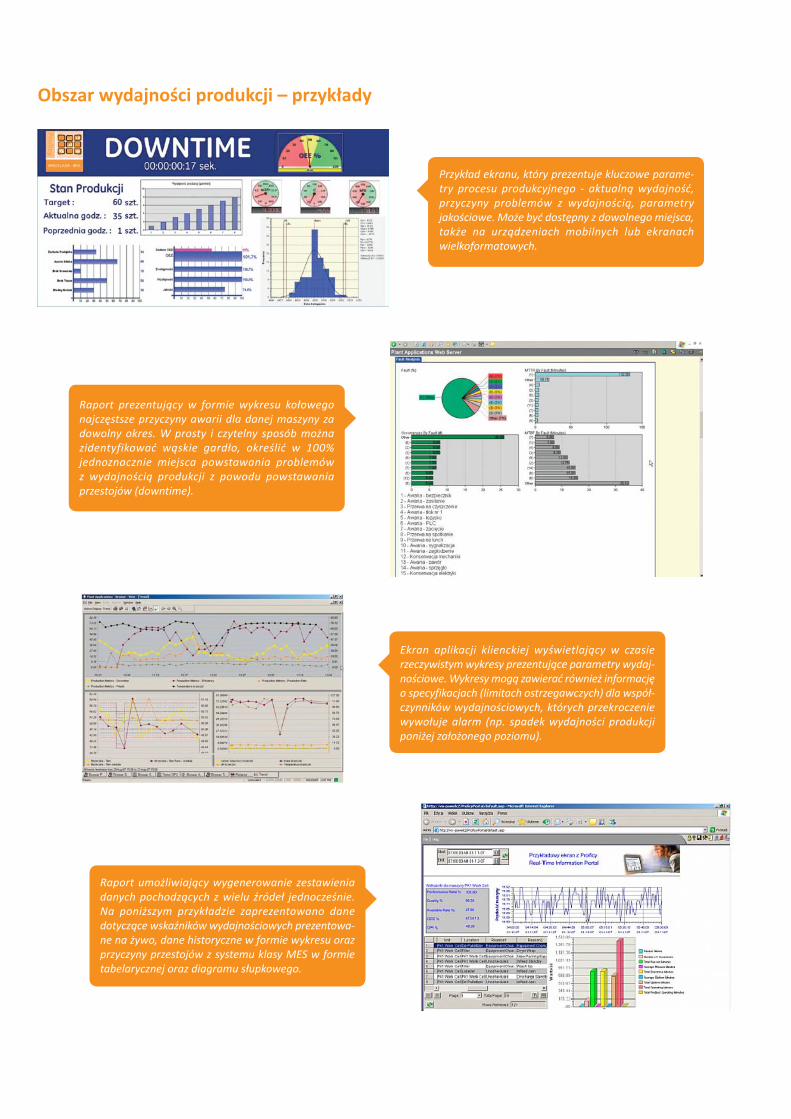
Obszar wydajności produkcji – przykłady
Przykład ekranu, który prezentuje kluczowe parame-try procesu produkcyjnego - aktualną wydajność, przyczyny problemów z wydajnością, parametry jakościowe. Może być dostępny z dowolnego miejsca, także na urządzeniach mobilnych lub ekranach wielkoformatowych.
Raport prezentujący w formie wykresu kołowego najczęstsze przyczyny awarii dla danej maszyny za dowolny okres. W prosty i czytelny sposób można zidentyfikować wąskie gardło, określić w 100% jednoznacznie miejsca powstawania problemów z wydajnością produkcji z powodu powstawania przestojów (downtime).
Ekran aplikacji klienckiej wyświetlający w czasie rzeczywistym wykresy prezentujące parametry wydaj-nościowe. Wykresy mogą zawierać również informację o specyfikacjach (limitach ostrzegawczych) dla współ-czynników wydajnościowych, których przekroczenie wywołuje alarm (np. spadek wydajności produkcji poniżej założonego poziomu).
Raport umożliwiający wygenerowanie zestawienia danych pochodzących z wielu źródeł jednocześnie. Na poniższym przykładzie zaprezentowano dane dotyczące wskaźników wydajnościowych prezentowa-ne na żywo, dane historyczne w formie wykresu oraz przyczyny przestojów z systemu klasy MES w formie tabelarycznej oraz diagramu słupkowego.
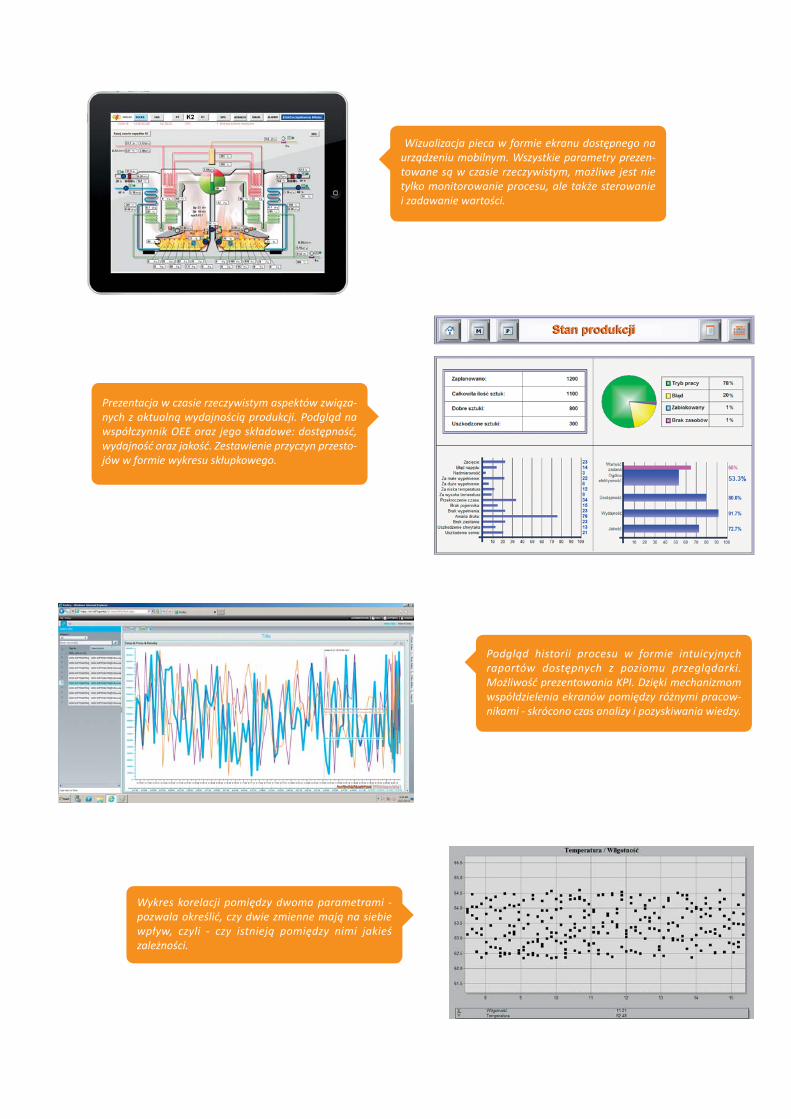
Wizualizacja pieca w formie ekranu dostępnego na urządzeniu mobilnym. Wszystkie parametry prezen-towane są w czasie rzeczywistym, możliwe jest nie tylko monitorowanie procesu, ale także sterowanie i zadawanie wartości.
Prezentacja w czasie rzeczywistym aspektów związa-nych z aktualną wydajnością produkcji. Podgląd na współczynnik OEE oraz jego składowe: dostępność, wydajność oraz jakość. Zestawienie przyczyn przesto-jów w formie wykresu skłupkowego.
Podgląd historii procesu w formie intuicyjnych raportów dostępnych z poziomu przeglądarki. Możliwość prezentowania KPI. Dzięki mechanizmom współdzielenia ekranów pomiędzy różnymi pracow-nikami - skrócono czas analizy i pozyskiwania wiedzy.
Wykres korelacji pomiędzy dwoma parametrami - pozwala określić, czy dwie zmienne mają na siebie wpływ, czyli - czy istnieją pomiędzy nimi jakieś zależności.

Obszar jakości produkcjiKompleksowe monitorowanie jakości produkcji umożliwia osiągnięcie wyraźnego obniżenia ilości odpadów produkcyjnych oraz strat w procesie. Konsekwentne poprawianie jakości produkcji ma wpływ na wszystkie jej aspekty oraz na satysfakcję klienta z gotowego wyrobu.
Zagadnienia optymalizacji i automatycznego monitorowania jakości produkcji w rozwiązaniach klasy MES obejmują 4 podstawowe obszary funkcjonalne:
• Specyfikacje,• Alarmowanie,• SPC,• Testy zgodności.
Specyfikacje Manager specyfikacji w rozwiązaniach zbudowanych w oparciu o platformę Proficy stanowi kompletne rozwiązanie do hierarchicznej organizacji specy-fikacji, limitów, planów przeprowadzania testów oraz innych parametrów, które mają być przywiązane do produktu.
AlarmowanieAspektem realizowanym w systemach SCADA i MES są strategie alarmowa-nia. W każdym zakładzie istnieje przynajmniej kilka źródeł alarmów, może wystąpić również kilka systemów, które alarmowanie obsługują i prezentują odpowiednie komunikaty pracownikowi. W związku z tym można wyróżnić dwie strategie dotyczące alarmowania i powody, dlaczego w niektórych przypadkach lepiej alarmować z systemu analitycznego (MES), a kiedy z systemu kontroli i sterowania (SCADA). SCADA dostarcza alarm w czasie rzeczywistym, często szybkość obsłużenia alarmu jest krytyczna. System MES ułatwia wydajne alarmowanie także na podstawie danych wprowadzanych ręcznie, alarmowanie bazuje na wartościach, które mogą być przeliczone w późniejszym czasie, alarmowanie uwzględnia produkty, które są produko-wane, oraz bierze pod uwagę specyfikacje technologiczne związane z tymi produktami, a także – umożliwia alarmowanie wg reguł SPC. Takie podejście pozwala na podejmowanie akcji zanim wystąpi poważny problem.
SPC (Statistical Process Control)czyli statystyczne sterownie procesem, zwane także systemem kart kontrol-nych, wykorzystuje analizę współczynników statystycznych do opracowania ujednoliconych typów wykresów oraz współczynników charakteryzujących wydolność procesu. Karty kontrolne (zwane często kartami kontrolnymi Shewhart’a) pozwalają na kontrolę stabilności procesu i zmian w nim zacho-dzących. SPC pozwala na monitorowanie, czy proces jest przewidywalny w swoim zachowaniu. Pozwala również w prosty sposób odróżnić naturalną zmienność procesu od zaburzeń, które generują jego niestabilność.
Testy zgodności. Nowoczesny system IT wspomagający produkcję pozwala generować automatyczne testy zgodności dla prowadzonego procesu. Takie testy lub raporty zgodności są często wymagane przez odbiorców produktów, są przypisane do konkretnej partii produkcyjnej. Stanowią dowód, że wszelkie kontrole jakości zostały wykonane, że otrzymywany produkt jest pozbawiony wad. A w przypadku ewentualnej reklamacji – informacje zawarte w tego typu raporcie pozwalają na odtworzenie genealogii produkcji w systemie zarządzającym produkcją u dostawcy.
Mówiąc o jakości produkcji, należy także wspomnieć o następujących pojęciach:
Karty kontrolne umożliwiają nadzorowanie procesu. Na podstawie pobranych próbek (co pewien okres), określa się czy przebiega on prawidłowo. Są często wykorzystywane jako jedno z podstawowych narzędzi monitorowania jakości w procesach, a także dążenia do ogólnej redukcji kosztów w procesie poprzez eliminowanie marnotrawstwa (mudy) polegającego na produkcji wyrobów wadliwych, niespełniających założonych norm (specyfikacji). Karty kontrolne często wypełniane są ręcznie, co jest procesem długotrwałym, mało elastycznym w kontekście raportowania oraz obarczonym możliwością popełnienia błędu ludzkiego. Istnieje szereg rozwiązań, które te działania znacznie usprawniają.
Histogram – lub wykres histogramunarzędzie stosowane w kontroli jakości. Dzięki niemu można przedstawić rozkład badanej cechy produktu lub półfabrykatu w sposób graficzny. Jeśli na histogram nanieść określone limity specyfikacji można wyznaczyć wskaźniki tzw. zdolności procesu.
Wskaźniki zdolności procesu: Cp, Cpk. (Process Capability Index)określają stopień spełnienia przez proces oczekiwanych parametrów jakościowych. Innymi słowy - pomagają określić, czy nasza produkcja jest zgodna z założonymi limitami technologicznymi (specyfikacjami). Cp określa precyzję procesu, czyli potencjalne możliwości procesu do produkcji wyrobu w określonej tolerancji.Cpk określa dokładność procesu, czyli na ile środek pasa tolerancji pokrywa się ze średnią wartością badanego parametru produkowanych wyrobów.Cpk o wartości 1.33 lub więcej jest uznawane za wartość, do której należy dążyć. Cpk jest wskaźnikiem długoterminowym.
Wskaźniki wydajności procesu: Pp, Ppk (Process Performance Index)inaczej miary zdolności procesuPp to stosunek pola tolerancji (górna wartość specyfikacji minus dolna wartość specyfikacji) do szerokości procesu (6 Sigma). Z punktu widzenia menadżera, wykorzystanie miary zdolności procesu pozwala określić, czy rozruch nowej produkcji przebiega zgodnie z oczekiwaniami, czy „zdolność procesu” wzrasta. Ppk jest wskaźnikiem krótkoterminowym.
Korzyści z wdrożenia systemudo monitorowania jakości:
• Redukcja strat i reklamacji klientów.• Lepsze wykorzystanie ludzi, maszyn oraz materiałów.• Alarmowanie przekroczenia stanów ostrzegawczych - mail lub
sms.• Porównanie zgodność produkcji z założonym specyfikacjami.• Wysoka jakość produkcji.• Raporty pozwalają na wyznaczenie wskaźników jakości dla
poszczególnych zmian.• Trendy dla jakości, w zależności od czasu, w łatwej do analizy
formie.• Ochrona, podpisy elektroniczne.
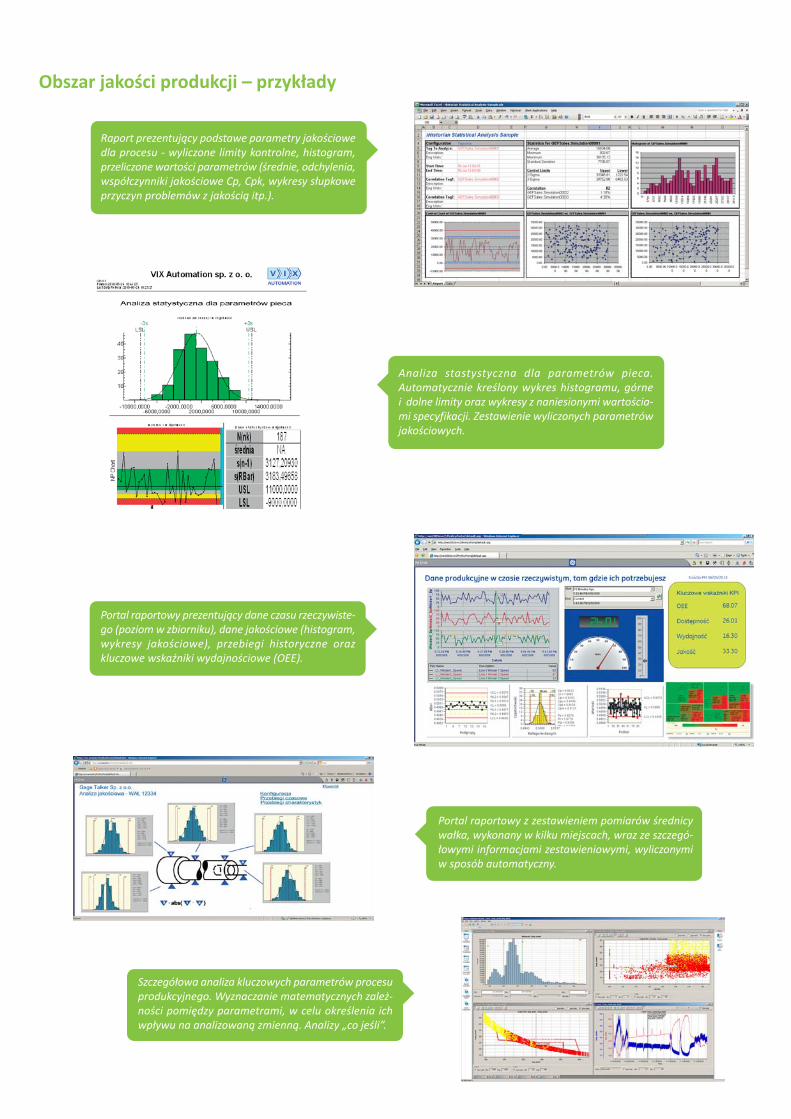
Analiza stastystyczna dla parametrów pieca. Automatycznie kreślony wykres histogramu, górne i dolne limity oraz wykresy z naniesionymi wartościa-mi specyfikacji. Zestawienie wyliczonych parametrów jakościowych.
Portal raportowy prezentujący dane czasu rzeczywiste-go (poziom w zbiorniku), dane jakościowe (histogram, wykresy jakościowe), przebiegi historyczne oraz kluczowe wskaźniki wydajnościowe (OEE).
Portal raportowy z zestawieniem pomiarów średnicy wałka, wykonany w kilku miejscach, wraz ze szczegó-łowymi informacjami zestawieniowymi, wyliczonymi w sposób automatyczny.
Szczegółowa analiza kluczowych parametrów procesu produkcyjnego. Wyznaczanie matematycznych zależ-ności pomiędzy parametrami, w celu określenia ich wpływu na analizowaną zmienną. Analizy „co jeśli”.
Obszar jakości produkcji – przykłady
Raport prezentujący podstawe parametry jakościowe dla procesu - wyliczone limity kontrolne, histogram, przeliczone wartości parametrów (średnie, odchylenia, współczynniki jakościowe Cp, Cpk, wykresy słupkowe przyczyn problemów z jakością itp.).
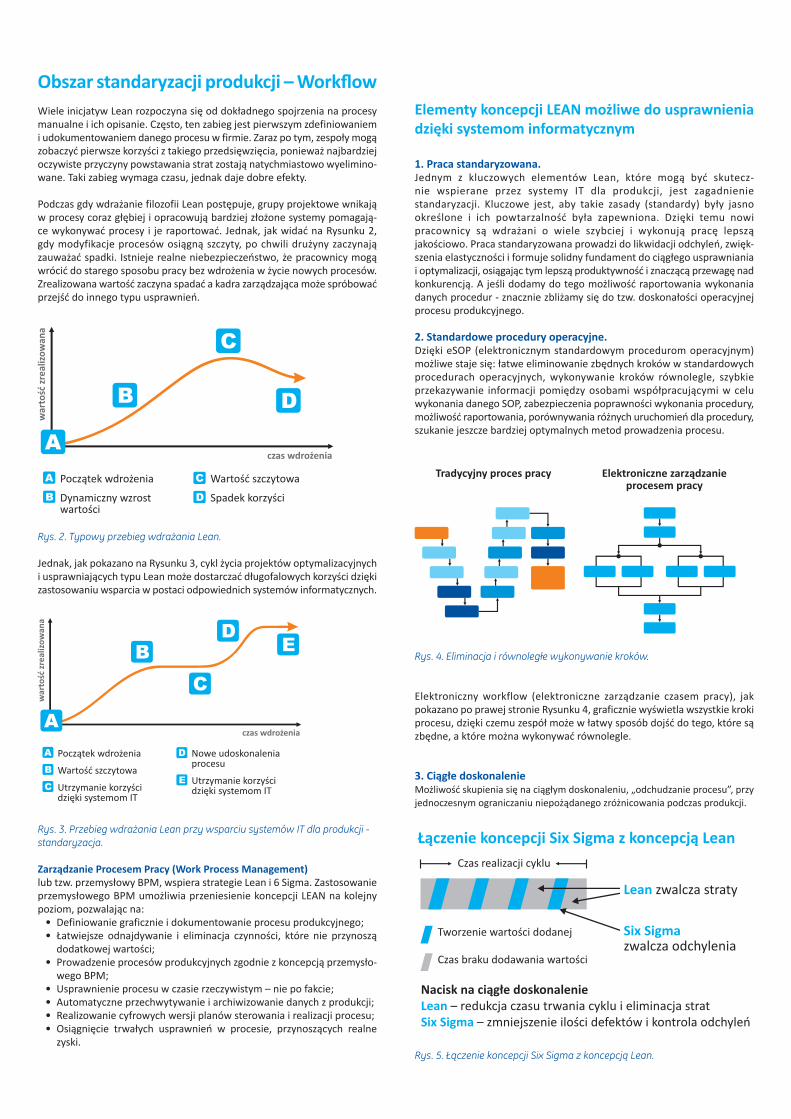
Obszar standaryzacji produkcji – Workfl owWiele inicjatyw Lean rozpoczyna się od dokładnego spojrzenia na procesy manualne i ich opisanie. Często, ten zabieg jest pierwszym zdefiniowaniem i udokumentowaniem danego procesu w firmie. Zaraz po tym, zespoły mogą zobaczyć pierwsze korzyści z takiego przedsięwzięcia, ponieważ najbardziej oczywiste przyczyny powstawania strat zostają natychmiastowo wyelimino-wane. Taki zabieg wymaga czasu, jednak daje dobre efekty.
Podczas gdy wdrażanie filozofii Lean postępuje, grupy projektowe wnikają w procesy coraz głębiej i opracowują bardziej złożone systemy pomagają-ce wykonywać procesy i je raportować. Jednak, jak widać na Rysunku 2, gdy modyfikacje procesów osiągną szczyty, po chwili drużyny zaczynają zauważać spadki. Istnieje realne niebezpieczeństwo, że pracownicy mogą wrócić do starego sposobu pracy bez wdrożenia w życie nowych procesów. Zrealizowana wartość zaczyna spadać a kadra zarządzająca może spróbować przejść do innego typu usprawnień.
Jednak, jak pokazano na Rysunku 3, cykl życia projektów optymalizacyjnych i usprawniających typu Lean może dostarczać długofalowych korzyści dzięki zastosowaniu wsparcia w postaci odpowiednich systemów informatycznych.
Rys. 2. Typowy przebieg wdrażania Lean.
Rys. 3. Przebieg wdrażania Lean przy wsparciu systemów IT dla produkcji - standaryzacja.
Zarządzanie Procesem Pracy (Work Process Management)lub tzw. przemysłowy BPM, wspiera strategie Lean i 6 Sigma. Zastosowanie przemysłowego BPM umożliwia przeniesienie koncepcji LEAN na kolejny poziom, pozwalając na:
• Definiowanie graficznie i dokumentowanie procesu produkcyjnego;• Łatwiejsze odnajdywanie i eliminacja czynności, które nie przynoszą
dodatkowej wartości;• Prowadzenie procesów produkcyjnych zgodnie z koncepcją przemysło-
wego BPM;• Usprawnienie procesu w czasie rzeczywistym – nie po fakcie;• Automatyczne przechwytywanie i archiwizowanie danych z produkcji;• Realizowanie cyfrowych wersji planów sterowania i realizacji procesu;• Osiągnięcie trwałych usprawnień w procesie, przynoszących realne
zyski.
Elementy koncepcji LEAN możliwe do usprawnienia dzięki systemom informatycznym
1. Praca standaryzowana. Jednym z kluczowych elementów Lean, które mogą być skutecz-nie wspierane przez systemy IT dla produkcji, jest zagadnienie standaryzacji. Kluczowe jest, aby takie zasady (standardy) były jasno określone i ich powtarzalność była zapewniona. Dzięki temu nowi pracownicy są wdrażani o wiele szybciej i wykonują pracę lepszą jakościowo. Praca standaryzowana prowadzi do likwidacji odchyleń, zwięk-szenia elastyczności i formuje solidny fundament do ciągłego usprawnianiai optymalizacji, osiągając tym lepszą produktywność i znaczącą przewagę nad konkurencją. A jeśli dodamy do tego możliwość raportowania wykonania danych procedur - znacznie zbliżamy się do tzw. doskonałości operacyjnej procesu produkcyjnego.
2. Standardowe procedury operacyjne. Dzięki eSOP (elektronicznym standardowym procedurom operacyjnym) możliwe staje się: łatwe eliminowanie zbędnych kroków w standardowych procedurach operacyjnych, wykonywanie kroków równolegle, szybkie przekazywanie informacji pomiędzy osobami współpracującymi w celu wykonania danego SOP, zabezpieczenia poprawności wykonania procedury, możliwość raportowania, porównywania różnych uruchomień dla procedury, szukanie jeszcze bardziej optymalnych metod prowadzenia procesu.
3. Ciągłe doskonalenieMożliwość skupienia się na ciągłym doskonaleniu, „odchudzanie procesu”, przy jednoczesnym ograniczaniu niepożądanego zróżnicowania podczas produkcji.
Rys. 4. Eliminacja i równoległe wykonywanie kroków.
Rys. 5. Łączenie koncepcji Six Sigma z koncepcją Lean.
Elektroniczny workflow (elektroniczne zarządzanie czasem pracy), jak pokazano po prawej stronie Rysunku 4, graficznie wyświetla wszystkie kroki procesu, dzięki czemu zespół może w łatwy sposób dojść do tego, które są zbędne, a które można wykonywać równolegle.

Organizacja procesów produkcyjnych za pomocą narzędzi klasy Workfl ow
Takie podejście do prowadzenia produkcji umożliwia cyfryzację zarówno zautomatyzowanych, jak i ręcznych procesów, występujących w większości zakładów produkcyjnych. W wielu wypadkach procesy wewnątrz firmy nie są udokumentowane – lub jeśli są, informacje pozostają zapisane w polityce firmy, lub podręczniku procedur, które leżą zakurzone na półce i rzadko ktoś do nich zagląda.
Być może największą wartością Lean jest to, że odpowiednia organizacja procesów produkcyjnych znacznie ułatwia firmom definiowanie i wprowa-dzanie w życie standardów pracy. Jak powiedział Taiichi Ohno z Toyota Motor Corporation, ojciec produkcji Lean, „Jeśli nie ma standardów, nie ma filozofii Kaizen”. Standaryzacja pracy jest fundamentem Lean oraz stałych ulepszeń. Bez tego osiągnięte rezultaty bardzo łatwo mogą zostać utracone.
Jest wiele filozofii mówiących o wspomaganiu managerów – oraz pośrednio operatorów i innych pracowników linii produkcyjnej – w sposobach utrzy-mania raz już wdrożonych standardów pracy. Ale końcowo procesy, które nie są odpowiednio prowadzone, wymykają się ze standardów, dlatego musi istnieć zautomatyzowany sposób na utrzymanie usprawnień.
Standaryzacja pracyPodczas gdy manualne narzędzia mogą wymagać dużego nakładu czasowe-go, co odbiega od strategii Lean, standaryzacja pracy może zostać włączona do oprogramowania klasy Workflow umożliwiając:
• Tworzenie instrukcji dla standaryzacji pracy;• Dostarczanie ww. instrukcji operatorom podczas wykonywania ich
zajęć;• Gromadzenie stanów wykonania poszczególnych procedur;• Analizę wydajności, dla identyfikacji najlepszych rozwiązań;• Łatwe modyfikowanie instrukcji standardów pracy i rozpowszechnianie
ich do zatwierdzenia i automatycznej implementacji.
Narzędzia informatyczne wspierające standaryzacjęNarzędzia organizujące pracę oferują system do tworzenia, lokowania, analizy, usprawniania i zmiany lokalizacji standardów pracy. Z łatwym w obsłudze systemem, zespoły mają mniej zmartwień i opóźnień w porów-naniu do tych bardziej doświadczonych pracowników, lecz z przestarzałymi narzędziami takimi jak stopery i notatniki. Zarządzanie procesem produk-cyjnym w odpowiedni sposób redukuje wymagany nakład pracy i uwalnia załogę od niepotrzebnych zajęć, pozwalając im skupić się na kluczowych zadaniach i ich stałym usprawnianiu.
Jak pokazano w przykładzie na Rysunku 6, poza wyświetlaniem ekranu z przydzielonymi zadaniami, operatorzy mogą w łatwy sposób zobaczyć instrukcje związane z poszczególnymi krokami i dowolnym wprowadza-niem danych. Dodatkowo, operatorzy mogą bezproblemowo dostać się do dokumentacji, która pomoże w wielu zagadnieniach powiązanych z procesem i związanymi z nim narzędziami. System zapisuje wydajność sprzętu i operatora do przyszłej analizy i uzupełnienia dokumentacji.
Podczas gdy system monitoruje i zarządza wykonywaniem zadań, nadzo-rujący mogą także analizować wyższy poziom systemu. Kierownicy mogą przeglądać wszystkie działające obecnie procesy, szacować wydajność, ustalać i wdrażać nowy, lepszy schemat działania jako standardowy, genero-wać raporty i wiele, wiele więcej.
System może także pomóc podczas sprawdzania rozwiązań. Podczas testo-wania, zespoły mogą nie tylko podejmować decyzje by usprawniać procesy i eliminować odpady – ale mogą faktycznie wdrażać pomysły od razu. Zaawansowani użytkownicy, eksperci produkcji mogą dokonywać częstych, natychmiastowych zmian w procesach, bez potrzeby czekania na pomoc ze strony wsparcia działu IT. To przyspiesza wyniki akcji testowych i utrzymuje tempo wdrażania usprawnień na wysokim poziomie.
Poza umożliwieniem zespołom wdrażania inicjatyw Lean, Zarządzanie Procesem Pracy pomaga także wprowadzać filozofię 6 Sigma, redukując defekty i kontrolując zmienność w procesie.
Korzyści z wprowadzenia standaryzacji produkcji:
• Obniżenie kosztów dzięki redukcji problemów i strat na produkcji.
• Zwiększenie jakości i wydajności produkcji już podczas pierwszego przebiegu.
• Poprawa zgodności ze specyfikacjami oraz jakości produkcji poprzez wprowadzanie w życie standardowych procedur operacyjnych (SOP).
• Ograniczenie czasu potrzebnego na szkolenie pracowników dzięki instrukcjom elektronicznym.
Obszar standaryzacji produkcjiWorkfl ow – przykładowe zastosowania
Przykład 1. Realizacja „odchudzonej” produkcjiWorkflow zapewnia dokumentowanie i realizację procesów, digitalizowanie czynności procesowych w celu ich zautomatyzowania, pomaga w elimino-waniu zbędnej powtarzalności oraz automatyzuje kroki procesów. Proficy Workflow rejestruje datę i czas wykonania zadania, oraz kto je wykonał, tworząc podstawy do usprawnienia procesu przy wykorzystaniu wiarygod-nych danych.
Przykład 2. Zarządzanie specyfikacjami produkcyjnymiZmiany specyfikacji mogą uaktywnić workflow procesu, który skieruje zmiany do zaaprobowania przez upoważnione do tego osoby, a następnie od menedżera kontroli jakości i do menedżera produkcji w celu ich powia-domienia i ostatecznego zaaprobowania zmian.
Przykład 3. Żądanie pobrania próbekGdy powstaną pewne warunki, takie jak przekroczenie wartości granicznych przez określone zmienne, lub upływ limitu czasu, Workflow może wysłać do działu jakości żądanie przeprowadzenia testów oraz pobrania dodatkowych próbek. Można także uaktywnić specjalny workflow przez uruchomienie logiki wykorzystującej systemy alarmowania dostępne w zakładowych aplika-cjach i systemach współpracujących z Workflow.
Przykład 4. Działania korygujące i naprawczeW module Workflow można przeprowadzić digitalizację procesu określonego w normach ISO 900x, realizowanego w celu uzyskania dowodu na efektyw-ność działania. Po zdigitalizowaniu tego procesu może on być wykorzystany do inicjowania działań naprawczych i korygujących w odpowiedzi na zaistnienie określonych problemów i zdarzeń. Można także rejestrować i przechowywać wszystkie dane dotyczące realizacji produkcji oraz dane wejściowe, w celu wykorzystania ich do późniejszych analiz.
Przykład 5. Przyczyny przestojów wykrywane są „w locie”Gdy system generuje zdarzenia powodujące przestój, moduł Workflow może w czasie rzeczywistym, w momencie zaistnienia takiego zdarzenia, ocenić warunki, które doprowadziły do tego stanu, określić kod przyczyny wystą-pienia przestoju i zapisać zwrotnie te przyczyny do systemu.
Rys. 6. Ekran z zadaniami do wykonania.

Rozwiązania z rodziny Profi cy wspierające nowoczesne prowadzenie produkcji
Proficy Historian to przemysłowy system archiwizacji danych odznaczający się łatwością we wdrożeniu i eksploatacji. Jest narzędziem bezpiecznym, skalowalnym, niezwykle szybkim i wydajnym, pracującym niezawodnie w najbardziej wymagających aplikacjach. Doskonale sprawdza się nawet w najtrudniejszych sytuacjach związanych z zarządzaniem danymi produkcyjnymi.
Proficy Troubleshooter jest rozbudowanym narzędziem analitycznym, wykorzystującym zaawansowane algoryt-my matematyczne do pozyskiwania wiedzy z danych historycznych pochodzących z procesu technologicz-nego. Narzędzie pomaga identyfikować przyczyny powstawania problemów produkcyjnych jak również umożliwia zapobieganie problemom w przyszłości.
Proficy HMI/SCADA - iFIX - jest nowoczesnym systemem SCADA w pełnej polskiej wersji językowej umożliwia-jącym wizualizację procesów automatyki, zbieranie danych i nadzorowanie przebiegu procesu. Daje możli-wość precyzyjnego monitorowania i kontroli.
Proficy Mobile – mobilne narzędzie dostarczające kluczowych informacji o procesie w czasie rzeczywi-stym. Pozwala na wydajną obsługę sytuacji alarmowych, intuicyjny wgląd w status urządzeń i zasobów, a także wsparcie dla pracy grupowej, dzięki mechanizmowi współdzielonych notatek powiązanych z urządzeniami. A dzięki technologii geolokalizacji - operator otrzymuje odpowiednie informacje w odpowiednim miejscu.
Proficy Plant Applications jest oprogramowaniem klasy MES umożliwiającym monitorowanie i optymalizację produkcji. Jest rozwiązaniem, które bazując na danych historycznych ułatwia wyselekcjonowanie i analizę obszarów, które mają największy wpływ na wydajność i efektywność produkcji. Modułowa budowa programu pozwala na skupienie uwagi na najbardziej istotnych aspektach produkcji.
Proficy Real-Time Information Portal jest bardzo zaawansowanym narzędziem raportowym, integru-jącym wszystkie źródła danych produkcyjnych w skali całego zakładu. Wykorzystuje do tego narzędzia anali-tyczne i techniki wizualizacyjne oparte na technologii www. Jest otwartym narzędziem do monitorowania pracy przedsiębiorstwa w czasie rzeczywistym lub w odniesieniu do danych archiwalnych.
Proficy Scheduler - jest narzędziem planistycznym, umożliwiającym tworzenie w czasie rzeczywistym efektywnych harmonogramów produkcji, w oparciu o przepustowość zasobów i dostępne środki produkcji. Pozwala na szybkie wykonywanie zadań produkcyjnych za pomocą intuicyjnego interfejsu, przedstawiającego użytkownikowi zdefiniowane ścieżki produkcyjne.
Proficy Workflow - jest systemem organizującym obieg informacji w procesie produkcyjnym. Pracuje w oparciu o architekturę typu SOA (architekturę zorientowaną na usługi). Stanowi bazę umożliwiającą dynamiczne podej-mowanie decyzji, która integruje automatyczne i ręczne procesy produkcyjne w skali całego przedsiębiorstwa
Proficy Maintenance Gateway - jest programem, który umożliwia połączenie tzw. wirtualnego modelu przedsiębiorstwa z systemu MES (Plant Applications) z systemami klasy CMMS (Maximo, SAP), a dzięki temu zasilanie go danymi pochodzącymi prosto z linii produkcyjnej w czasie rzeczywistym. Moduł Proficy Maintenace Gateway łączy systemy produkcyjne z systemami utrzymania ruchu.
Przykład 6. Zarządzanie zadaniami w przedsiębiorstwie, kreator decyzjiWorkflow poza zaawansowanymi możliwościami zarządzania przepływem zadań w procesie, oferuje również elementy związane z tworzeniem kreato-rów ułatwiających podejmowanie decyzji. Takie aplikacje mogą działać jako drzewa możliwych rozwiązań dla danego problemu, co sprawdza się w przypadkach, gdy dotychczasowi operatorzy odchodzą na emeryturę lub w zakładach, gdzie jest duża rotacja pracowników. Możliwe jest zebranie wiedzy od pracowników i przeniesienie ich do wersji elektronicznej. Dzięki temu nowi pracownicy są instruowani krok po kroku, co powinni w danym wypadku zrobić, jak się zachować, jakie decyzje podjąć. System może zadać w odpowiednim momencie pytania operatorowi lub może oczekiwać na wprowadzenie danych przez innych pracowników. Łączy w ten sposób pracowników obsługujących proces i umożliwia ich pełną współpracę.
Przykład 7. Ustawienia linii lub maszynyAby zredukować czas potrzebny do rozpoczęcia produkcji przemysłowy workflow obsługuje również zagadnienia związane z nastawami maszyn pod konkretną produkcję. System prowadzi użytkownika przez kolejne kroki potrzebne do ustawienia maszyny, udostępniając potrzebną dokumentację. Rejestruje jednocześnie czas, który był potrzebny na dokonanie nastaw podczas każdego z kroków danej procedury.
Proficy iFIX WebSpace jest w pełni funkcjonalnym systemem SCADA w przeglądarce internetowej. WebSpace jest prostym w użyciu klientem web, posia-dającym wszystkie funkcje iClienta iFIX. Narzędzie udostępnia użytkownikowi pełną kontrolę nad procesem i daje szerokie możliwości wizualizacyjne przedsiębiorstwa w sieci www wszystkich aspektów procesu produkcyjnego, jak również urządzeń i środków produkcji.

5S – Selekcja, Systematyka, Sprzątanie, Schludność, Samodyscyplina – najczęściej 5S opisuje utrzymanie porządku na stanowisku pracy. Wymaga od operatora systematyczności i przestrzegania ustalonych zasad. Często podejście do pracy wg 5S jest łączone z narzędziami Lean Manufacturing, np. TPM lub Just-in-time, SMED. 5S i ich codzienne praktykowanie jest podstawą do wdrażania innych narzędzi. 5S zakłada eliminowanie wszystkiego, co jest niepo-trzebne na stanowisku pracy do jej poprawnego wykonania. Oprogramowanie wspierające eliminowanie tzw. mudy – Proficy Workflow
6 Sigma – metoda zarządzania jakością, której celem jest zmniejszenie średniej liczby defektów do 3.4 defektu na milion. W szerszym pojęciu to także dążenie do redukcji kosztów wytwarzania (mniej usterek to mniejszy koszt związany z ich wykrywaniem i usuwaniem). Proficy Quality
APS – Advanced Planning System – system informatyczny do zaawansowanego planowania, harmonogramowania, symulowania i optymalizacji produkcji. Pomaga w podejmowaniu decyzji dotyczących procesu produkcyjnego. Umożliwia zmniejszenie kosztów i optymalizację czasu produkcji. Proficy Scheduler
BMS – Building Management Systems – koncepcja umożliwiająca powstawanie inteligent-nych budynków poprzez integrację, kontrolę i sterowanie wieloma aspektami ich pracy. Proficy może być wykorzystane m.in. do obsługi systemów alarmowych, przeciwpożarowych, sterowania wentylacją i klimatyzacją. Proficy iFIX
BPM – Business Process Management – rozwiązania IT umożliwiające zarządzanie procesami biznesowymi w przedsiębiorstwie. Przykładowym narzędziem realizującym funkcje tego systemu jest Proficy Workflow - mapuje procesy na schematy blokowe, zarządza także obiegiem informacji w procesie. Proficy Workflow
CMMS – Computerised Maintenance Management System – narzędzia informatyczne wspierające Działy Utrzymania Ruchu. Zawierają harmonogramy remontów i przeglądów maszyn. Proficy umożliwia zasilanie systemów CMMS danymi pochodzącymi bezpośrednio z linii produkcyjnej, co przekłada się na obniżenie kosztów gospodarki remontowej w przed-siębiorstwie. Proficy Maintenance Gateway
EMI – Enterprise Manufacturing Intelligence – Przemysłowe bazy danych (np. Proficy Historian) zasilają danymi systemy klasy MIS/MES/MOM, które prezentują te dane w formie łatwej do analizy i generowania zestawień (systemy raportowe, Proficy Portal). Możliwe jest prezentowanie danych z różnych źródeł we wspólnych systemach analityczno-raportowych, a również - wymiana danych z systemami ERP. Głównym celem jest przekształcanie danych w wiedzę. Proficy Real Time Information Portal.
HMI – Human Machine Interface – Interfejs „człowiek - maszyna”, czyli interfejs użytkownika prezentujący w sposób graficzny wizualizację procesu przemysłowego. Zwykle instalowany jest na komputerze PC, który komunikuje się ze specjalizowanymi systemami na produkcji (PLC, DCS). Proficy iFIX
KAIZEN – filozofia podejścia do procesu produkcyjnego, który opiera się na bezustannym jego polepszaniu poprzez ciągłe zaangażowanie pracowników. Stosowanie tej filozofii pozwala na skracanie czasu realizacji zadań w procesie, poprawę jakości, redukcję kosztów, ustale-nie kryteriów, wg których oceniani są pracownicy. W Kaizen stosowana jest m.in. metoda„5 why”. Proficy Plant Applications
KPI – Key Performance Indicators – kluczowe wskaźniki wydajności (lub efektywności) procesu produkcyjnego. Rozwiązania Proficy do zarządzania produkcją umożliwiają definiowanie i wyznaczanie dowolnych KPI, z najpopularniejszym z nich, czyli OEE włącznie. Pozwalają na porównywanie wydajności maszyn, linii produkcyjnych, ludzi itp. Proficy Plant Applications .
MES – Manufacturing Execution System – System Realizacji Produkcji, który pozwala na wypełnienie luki pomiędzy oprogramowaniem SCADA a oprogramowaniem biznesowym ERP. W czasie rzeczywistym pobiera i przetwarza dane ze stanowisk produkcyjnych. Pozwala na monitorowanie wydajności (przestoje, OEE), jakości (SPC), zarządzanie zleceniami produk-cyjnym wraz ze śledzeniem ich wykonania oraz genealogią produkcji. Kluczowym elementem systemu jest raportowanie, dające możliwość pełnej analizy współczynników KPI. Proficy Plant Applications
OPC – OLE (Object Linking and Embedding) for Process Control – otwarty standard komuni-kacyjny w automatyce przemysłowej. Wykorzystuje tzw. serwery OPC, które udostępniają dane ze świata automatyki przemysłowej (z dowolnego PLC, DCS) do aplikacji przemysłowych (SCADA, Historian, MES). Przykładem może być serwer IGS, który za pomocą technologii OPC udostępnia dane z ponad 100 rodzajów urządzeń. Proficy iFIX
PLC – Programmable Logic Controller – urządzania, które po zaprogramowaniu kontrolują i sterują pracą urządzeń, maszyn, procesów. W wyniku otrzymania sygnału na wejściu (analo-gowym lub dyskretnym) obliczane są wartości wyjść zgodnie z zaprogramowanymi zasadami przetwarzania danych. Sterowniki PLC działają w czasie rzeczywistym. Za pomocą protokołów (drajwerów) komunikacyjnych udostępniają dane (podgląd i sterowanie) do systemów typu HMI/SCADA iFIX. Popularnymi protokołami transferu danych jest OPC, Modbus, Profibus itp. W ofercie VIX Automation znajdują się japońskie sterowniki PLC Fuji Electric.
ROI – Return On Investment – zwrot z inwestycji. W przypadku rozwiązań do zarządzania produkcją ROI pozwala określić jaki jest przewidywany czas, po którym poniesione inwestycje na wdrożenie oprogramowania przemysłowego się zwrócą i zaczną przynosić zysk. Kalkulacje ROI mogą stanowić element towarzyszący instalacjom pilotażowym oprogramowania do zarządzania produkcją. Konsultacje Biznesowe VIX Automation
SCADA – Supervisory Control and Data Acquisition – system umożliwiający nadzór i sterowa-nie procesem technologicznym. Dane pochodzące z systemów automatyki są prezentowane w czasie rzeczywistym na ekranach synoptycznych, możliwe jest ich alarmowanie oraz archi-wizacja (np. w zintegrowanym Proficy Historian). Oprogramowanie SCADA iFIX wyposażone jest dodatkowo w możliwość programowania w języku VBA oraz dodatek WebSpace pozwa-lający na publikację ekranów synoptycznych w przeglądarce www. Proficy iFIX
SOA – Service-Oriented Architecture – Architektura zorientowana na usługi - opiera się na koncepcji, że najpierw powstają tzw. usługi oprogramowania, które realizują odpowied-nie potrzeby użytkownika, a następnie z tych usług budowane jest rozwiązanie w pełni te potrzeby zaspokajające. Przykładem SOA dopasowanym pod potrzeby przemysłu jest Proficy SOA implementowane sukcesywnie w oprogramowaniu GE Intelligent Platforms. Proficy Workflow.
Workflow – algorytm działania opisujący przepływ informacji i zadań od jednego uczestnika procesu do drugiego wg odpowiednich procedur wypracowanych w przedsiębiorstwie. Workflow w przemyśle oznacza zapewnienie poprawnej i powtarzalnej procedury interakcji działów produkcyjnych, ludzi oraz maszyn. Wykorzystuje SOA, otwarte protokoły komunika-cyjne, współpracuje z systemami SCADA, Historian, MES i innymi organizując kompleksowo przepływ informacji. Proficy Workflow
Słowniczek – Rozwiązania Proficy wsparciem dla nowoczesnego zarządzania produkcją
09.2013
VIX Automation sp. z o.o.Autoryzowany DystrybutorGE Intelligent PlatformsSiemianowicka 5a, 40-301 Katowicetel.: 32 782 71 90, 32 358 20 20fax: 32 782 71 99, 32 358 20 29www.vix.com.pl, [email protected]
* Znak GE Intelligent Platforms© 2013 VIX Automation sp. z o.o. Wszelkie prawa zastrzeżone.Wszelkie nazwy i znaki zastrzeżone są własnością ich prawnych właścicieli.Opracowanie wersji polskiej – VIX Automation sp. z o.o.
Prowadzimy konsultacje dla fi rmprodukcyjnych z zakresu:
• Systemy produkcyjne SCADA, przemysłowe bazy danych Historian.• MES: OEE, SPC, KPI, workflow, harmonogramowanie.• LEAN (a także 5S, 5why, 5W+1H, SMED, badania migawkowe,
diagram Ishikawy, PDCA, kaizen, OPL, SOP, diagram Pareto).• Pomoc w diagnozie problemów na produkcji i określeniu przyczyn ich
występowania.• Pomoc w analizie, jak obecnie istniejące rozwiązania do monitorowania
wydajności i jakości produkcji mogą być usprawnione i zoptymalizowane – wszystko to w kontekście możliwości budżetowych klienta.
• Wskazanie możliwości rozwoju i ulepszeń istniejących rozwiązań.• Porady, jak oprogramowanie GE Intelligent Platforms może znacząco
zwiększyć zyskowność produkcji.
Jesteś zainteresowany WYDAJNOŚCIĄ JAKOŚCIĄ STANDARYZACJĄ
produkcji?
Chętnie Ci o tym opowiemy, skonsultujemy i pomożemy wdrożyć!
Zadzwoń: +48 32 358 20 20Napisz: [email protected]


















