NARZĘDZIA PROGRAMOWE W ERGONOMICZNEJ OCENIE …
5
3/2012 Technologia i Automatyzacja Montażu 28 NARZĘDZIA PROGRAMOWE W ERGONOMICZNEJ OCENIE STANOWISKA MONTAŻOWEGO JAKO MODUŁ SYSTEMU DORADCZEGO Bogusław REIFUR, Paweł KRÓL Zwiększająca się konkurencja, koszty zatrudnienia, krótkie serie wyrobów, zmieniający się rynek konsumen- ta to elementy, które powodują, że wymagania wobec pracowników w warunkach gospodarki rynkowej stają się coraz większe, przysparzając również wielu problemów pracodawcom. Te rosnące wymagania związane ze sta- wianymi zadaniami, szczególne pracami montażowymi, coraz częściej przekraczają możliwości statystycznego pracownika. Zbyt wysokie wymagania i dodatkowo nie zawsze profesjonalna ocena i sposób konfiguracji sta- nowiska montażowego sprawiają, że w dokonywaniu ich oceny niezbędne są narzędzia programowe. Projekto- wanie stanowiska montażowego z wykorzystaniem mo- dułów programowych, umożliwiających jego ocenę pod względem wymagań ergonomicznych oraz normatywów czasowych, oznacza w dzisiejszych warunkach funkcjo- nowania przemysłu oraz przestrzegania dyrektyw UE możliwość zwiększenia efektywności i korzyści ekono- micznych. Opracowany w ITMiA Politechniki Wrocławskiej moduł programowy [1, 2] jako uzupełnienie Systemu Dorad- czego Konfigurowania i Oceny Strefy Roboczej Monta- żu obejmujący stosowane w przemyśle UE metody do określania normatywów czasowych i oceny ergonomii, pozwala na uwzględnianie wszelkich uwarunkowań zwią- zanych z tworzeniem strefy stanowiska montażu ręczne- go na etapie tworzenia projektu. System ekspertowy do wyznaczania normatywów czasowych i oceny ergonomii powstał na bazie szkieletowego systemu ekspertowego PC-Schell z grupy AitechSPHINX. Umożliwia użytkow- nikowi korzystanie do wyboru z następujących metod: MTM – dla określenia normatywów czasowych oraz OWAS, EAWS, RULA, RENAULT – dla oceny ergonomii. Normatywy czasowe i metody do oceny ergonomii Określenie normatywów czasowych jest istotną czę- ścią procesu przygotowania produkcji. Z punktu widzenia osoby określającej normatywy czasowe ważne jest to, aby używana przez nią metoda była szybka w zastoso- waniu i dawała precyzyjne wyniki. Posiadanie wiedzy na temat ilości czasu potrzebnego do wykonania zadania pozwala menedżerowi osiągnąć i utrzymać wysoki po- ziom wykorzystania personelu, materiałów i wyposaże- nia [3, 4]. Dla zarządu firmy dane dotyczące normatywów czasowych są często nieprzejrzyste. Korzystniej jest tak- że dla mistrzów produkcji i brygadzistów, gdy mogą ana- lizować i ocenić w łatwy sposób swoje stanowiska pracy. Klasyczne metody określania normatywów czaso- wych nie uwzględniają aspektu ergonomii. W obliczu wzrostu liczby urazów układu mięśniowo-szkieletowego konieczne stało się opracowanie metodologii, która bę- dzie uwzględniała ergonomię w określaniu normatywów czasowych podczas projektowania procesu produkcyjne- go. Wymienione w tab. 1 metody i normy wykorzystywa- ne do oceny ergonomii weryfikują proces montażowy także pod względem określania normatywów czasowych. Tabela 1. Typy obciążeń ciała oraz odpowiadające im normy i metody oceny [5] Typy obciążeń Normy Metody CEN ISO Postawa ciała 1005-4 11226 OWAS AAWS IAD-BkB, EAWS Siła 1005-3 11228-2 RULA Manipulowa- nie ciężarami 1005-2 11228-1 LMM Powtarzalne czynności z udziałem kończyn gór- nych 1005-5 11228-3 OCRA Metoda Ovako Working Posture Analyzing System (OWAS). Metoda klasyfikuje postawy ciała podczas pra- cy, przypisując każdej z nich czterocyfrowy kod. Metoda analizy obciążenia statycznego OWAS służy do oceny wielkości obciążenia statycznego na stanowiskach pra- cy (tab. 2, 3, 4). Metoda bierze pod uwagę obciążenie pochodzące od czterech czynników: pozycja pleców, po- łożenie przedramion, praca nóg, wielkość obciążenia ze- wnętrznego. Sposób postępowania przy jej stosowaniu wiąże się z: 1. Wybraniem czynności (pozycji przy pracy) przewa- żającej w ciągu dnia pracy. 2. Określeniem kodu wybranej pozycji przy pracy, a potem odczytaniu typu kategorii obciążenia. 3. Zapoznaniem się z opisem dla wyznaczonej katego- rii obciążenia. 4. Zapoznaniem się z interpretacją kategorii (obciąże- nie małe, średnie lub duże).
Transcript of NARZĘDZIA PROGRAMOWE W ERGONOMICZNEJ OCENIE …

3/2012TechnologiaiAutomatyzacjaMontażu
28
NARZĘDZIA PROGRAMOWE W ERGONOMICZNEJ OCENIE STANOWISKA MONTAŻOWEGO
JAKO MODUŁ SYSTEMU DORADCZEGOBogusław REIFUR, Paweł KRÓL
Zwiększająca się konkurencja, koszty zatrudnienia,krótkieseriewyrobów,zmieniającysięrynekkonsumen-ta to elementy, które powodują, że wymagania wobecpracownikówwwarunkachgospodarkirynkowejstająsięcorazwiększe,przysparzając równieżwieluproblemówpracodawcom.Terosnącewymaganiazwiązanezesta-wianymi zadaniami, szczególnepracamimontażowymi,coraz częściej przekraczają możliwości statystycznegopracownika. Zbyt wysokie wymagania i dodatkowo niezawsze profesjonalna ocena i sposób konfiguracji sta-nowiskamontażowegosprawiają,żewdokonywaniuichoceny niezbędne są narzędzia programowe. Projekto-waniestanowiskamontażowegozwykorzystaniemmo-dułówprogramowych, umożliwiających jegoocenępodwzględemwymagańergonomicznychoraznormatywówczasowych,oznaczawdzisiejszychwarunkachfunkcjo-nowania przemysłu oraz przestrzegania dyrektyw UEmożliwość zwiększenia efektywności i korzyści ekono-micznych.
OpracowanywITMiAPolitechnikiWrocławskiejmodułprogramowy [1, 2] jako uzupełnienie Systemu Dorad-czegoKonfigurowania iOcenyStrefyRoboczejMonta-żuobejmującystosowane wprzemyśleUEmetodydookreślania normatywów czasowych i oceny ergonomii,pozwalanauwzględnianiewszelkichuwarunkowańzwią-zanychztworzeniemstrefystanowiskamontażuręczne-gonaetapietworzeniaprojektu.Systemekspertowydowyznaczania normatywów czasowych i oceny ergonomii powstałnabazieszkieletowegosystemuekspertowegoPC-Schell z grupyAitechSPHINX. Umożliwia użytkow-nikowi korzystanie do wyboru z następujących metod:MTM – dla określenia normatywów czasowych orazOWAS,EAWS,RULA,RENAULT–dlaocenyergonomii.
Normatywy czasowei metody do oceny ergonomii
Określenie normatywówczasowych jest istotną czę-ściąprocesuprzygotowaniaprodukcji.Zpunktuwidzeniaosoby określającej normatywy czasowe ważne jest to,abyużywanaprzezniąmetodabyłaszybkawzastoso-waniuidawałaprecyzyjnewyniki.Posiadaniewiedzynatemat ilości czasu potrzebnego do wykonania zadaniapozwalamenedżerowi osiągnąć i utrzymać wysoki po-ziomwykorzystania personelu,materiałów iwyposaże-nia[3,4].Dlazarządufirmydanedotyczącenormatywów
czasowychsączęstonieprzejrzyste.Korzystniejjesttak-żedlamistrzówprodukcjiibrygadzistów,gdymogąana-lizowaćiocenićwłatwysposóbswojestanowiskapracy.
Klasyczne metody określania normatywów czaso-wych nie uwzględniają aspektu ergonomii. W obliczuwzrostu liczbyurazówukładumięśniowo-szkieletowegokoniecznestałosięopracowaniemetodologii, którabę-dzieuwzględniałaergonomięwokreślaniunormatywówczasowychpodczasprojektowaniaprocesuprodukcyjne-go.
Wymienionewtab.1metodyinormywykorzystywa-ne doocenyergonomii weryfikująprocesmontażowytakżepodwzględemokreślanianormatywówczasowych.
Tabela 1. Typy obciążeń ciała oraz odpowiadające im normy imetodyoceny[5]
Typyobciążeń Normy MetodyCEN ISO
Postawaciała 1005-4 11226 OWAS
AAW
S
IAD-BkB,E
AWS
Siła 1005-3 11228-2 RULAManipulowa-nieciężarami
1005-2 11228-1 LMM
Powtarzalne czynności zudziałemkończyngór-nych
1005-5 11228-3 OCRA
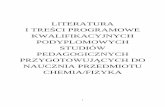
Metoda Ovako Working Posture Analyzing System (OWAS).Metodaklasyfikujepostawyciałapodczaspra-cy,przypisująckażdejznichczterocyfrowykod.Metodaanalizy obciążenia statycznegoOWAS służy do ocenywielkościobciążeniastatycznegonastanowiskachpra-cy (tab. 2, 3, 4).Metodabierzepoduwagęobciążeniepochodząceodczterechczynników:pozycjapleców,po-łożenieprzedramion,pracanóg,wielkośćobciążeniaze-wnętrznego.Sposób postępowania przy jej stosowaniuwiążesięz:1. Wybraniemczynności (pozycji przy pracy) przewa-
żającejwciągudniapracy.2. Określeniem kodu wybranej pozycji przy pracy,
apotemodczytaniutypukategoriiobciążenia.3. Zapoznaniemsięzopisemdlawyznaczonejkatego-
riiobciążenia.4. Zapoznaniemsięz interpretacjąkategorii (obciąże-
niemałe,średnielubduże).
TechnologiaiAutomatyzacjaMontażu3/2012
29
Tabela2.FragmentMacierzy84pozycjipracyOWAS[6]
Tabela3.OpiskategoriidlametodyOWAS[6]
Kategoria Opis1 Postawyróżnychczęściciałasąnormalne
inaturalne.Obciążenieukładumięśniowo--szkieletowego jest normalne i akceptowal-ne.Postawaciałaniemusibyćzmieniana.
2 Obciążenie poprzez postawy ciała lubprzez kombinacje postaw mogą zagra-żać układowi mięśniowo-szkieletowemu.Środki poprawy powinny zostać podjęte wbliskiejprzyszłości.
3 Obciążenie poprzez postawy ciała lubprzezkombinacjepostawmogązagrażaćukładowimięśniowo-szkieletowemu.Środ-ki poprawy powinny zostać podjęte takszybkojaktomożliwe.
4 Obciążenie poprzez postawy ciała lubprzez ich kombinacje bardzo zagrażająukładowimięśniowo-szkieletowemu.Środ-kipoprawypowinnyzostaćpodjętenatych-miast.
Tabela4.Wartościkodówdlamasyobiektu[6]
Kod Masa/ciężar1 Mniejniż10kg(około100N)2 Pomiędzy10i20kg(około100–200N)3 Więcejniż20kg(około200N)
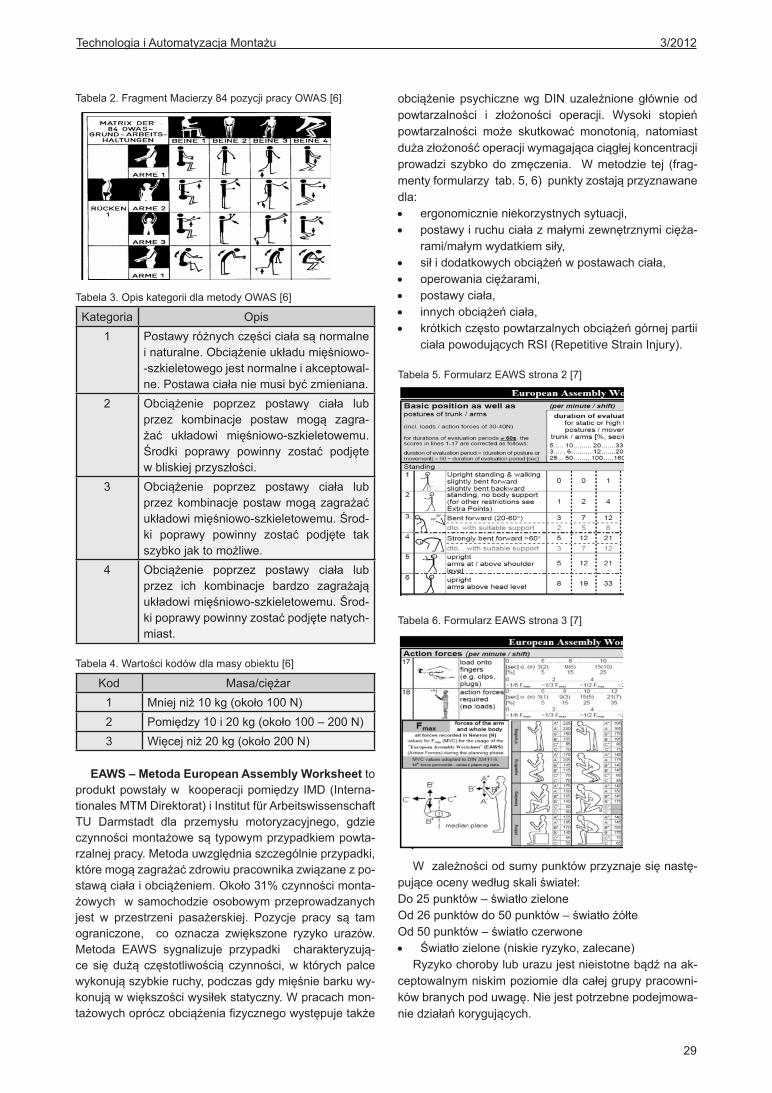
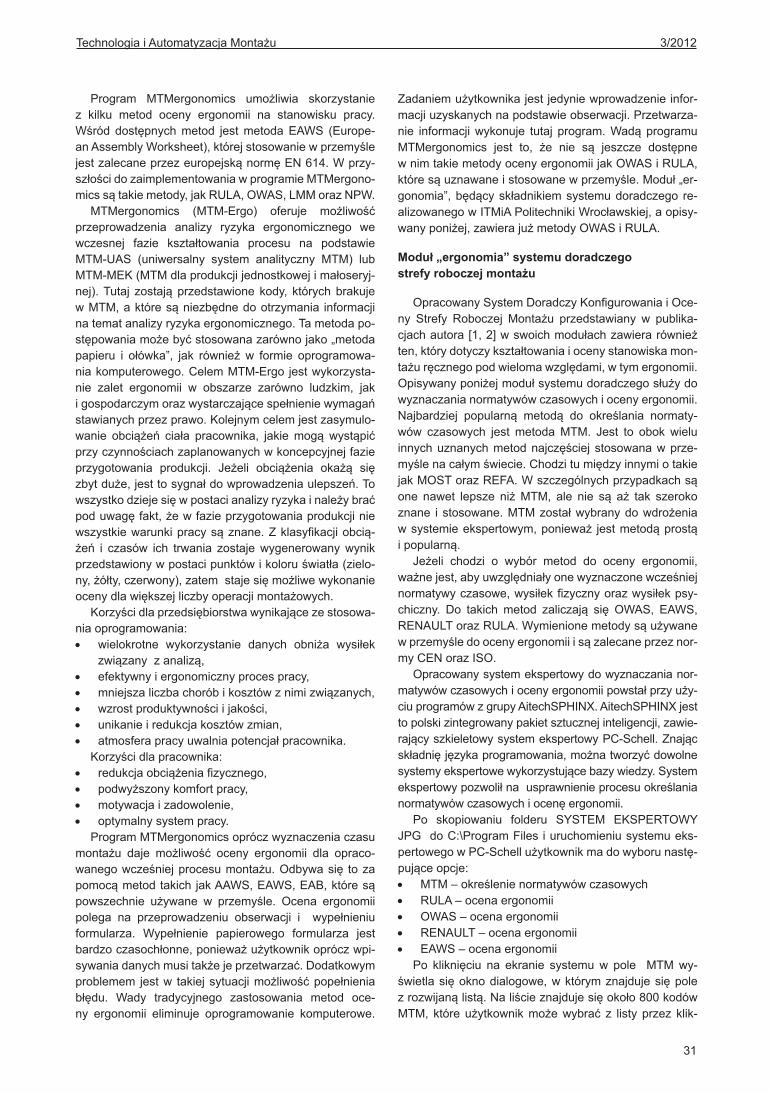
EAWS – Metoda European Assembly Worksheet to produktpowstaływkooperacjipomiędzyIMD(Interna-tionalesMTMDirektorat)iInstitutfürArbeitswissenschaftTU Darmstadt dla przemysłu motoryzacyjnego, gdzieczynnościmontażowesątypowymprzypadkiempowta-rzalnejpracy.Metodauwzględniaszczególnieprzypadki,któremogązagrażaćzdrowiupracownikazwiązanezpo-stawąciałaiobciążeniem.Około31%czynnościmonta-żowych wsamochodzieosobowymprzeprowadzanychjest w przestrzeni pasażerskiej. Pozycje pracy są tamograniczone, co oznacza zwiększone ryzyko urazów.Metoda EAWS sygnalizuje przypadki charakteryzują-cesiędużączęstotliwością czynności,wktórychpalcewykonująszybkieruchy,podczasgdymięśniebarkuwy-konująwwiększościwysiłekstatyczny.Wpracachmon-tażowychopróczobciążeniafizycznegowystępujetakże
obciążeniepsychicznewgDINuzależnionegłównieodpowtarzalności i złożoności operacji. Wysoki stopieńpowtarzalności może skutkować monotonią, natomiastdużazłożonośćoperacjiwymagającaciągłejkoncentracjiprowadzi szybkodo zmęczenia. Wmetodzie tej (frag-mentyformularzytab.5,6)punktyzostająprzyznawanedla:•• ergonomicznieniekorzystnychsytuacji,•• postawyiruchuciałazmałymizewnętrznymicięża-
rami/małymwydatkiemsiły,•• siłidodatkowychobciążeńwpostawachciała,•• operowaniaciężarami,•• postawyciała,•• innychobciążeńciała,•• krótkichczęstopowtarzalnychobciążeńgórnejpartii
ciałapowodującychRSI(RepetitiveStrainInjury).
Tabela5.FormularzEAWSstrona2[7]
Tabela6.FormularzEAWSstrona3[7]
Wzależnościodsumypunktówprzyznajesięnastę-
pująceocenywedługskaliświateł:Do25punktów–światłozieloneOd26punktówdo50punktów–światłożółteOd50punktów–światłoczerwone•• Światłozielone(niskieryzyko,zalecane)Ryzykochorobyluburazujestnieistotnebądźnaak-
ceptowalnymniskimpoziomiedlacałejgrupypracowni-kówbranychpoduwagę.Niejestpotrzebnepodejmowa-niedziałańkorygujących.

3/2012TechnologiaiAutomatyzacjaMontażu
30
•• Światłożółte(możliweryzyko,niezalecane)Powstaje ryzyko choroby lub urazu, które niemoże
byćlekceważone,dlacałejgrupylubczęścipracownikówbranychpoduwagę.Ryzykopowinnobyćoszacowane,analizowane razem z czynnikami je zwiększającymi.Działania korygujące powinny zostać przeprowadzonetakszybkojaktomożliwe.•• Światłoczerwone(wysokieryzyko,unikać)Ryzykochorobyluburazujestdużeiekspozycjanie
możebyćakceptowanadlażadnejczęścipracownikówbranychpoduwagę.
Metoda EAWS jest uniwersalnym narzędziem prze-znaczonymdoocenyergonomii.Uwzględniaonagłów-nie postawę, siłę oraz rytmpracy.Aby uzyskać ocenę,należy przeprowadzić obserwacje, wypełnić formularz izsumowaćpunktyprzyznawanewposzczególnychka-tegoriach.Mimoprzejrzystości i prostoty, zastosowanietejmetodyjestczasochłonne,dlategonajlepiejkorzystaćzEAWSprzyużyciuoprogramowania.
RULA – Rapid Upper Limb Assessment jestmetodąrozwiniętąnaużytekergonomicznej inspekcjistanowiskpracy,wktórychzgłaszanesąurazyzwiązanezgórnymipartiamiciała.RULAjestnarzędziem,któreoceniaobcią-żeniabiomechanicznecałegociałazeszczególnąuwagąskupionąnaszyi,tułowiuikończynachgórnych.MetodaRULAwymagamałoczasu,abywykonaćkompletnąoce-nę[8,9].Wynikiemjestocenapoziomuzagrożeniazdro-wiaizaleceniadotycząceichredukcji.MetodaRULAjestprzeznaczonadowszechstronnegoużytkuwdziedzinieoceny ergonomii.
PrzebiegocenyergonomiimetodąRULA:1. Obserwacjaiwybraniepostawydooceny.
MetodaocenyRULAodnosisiędowybranychokre-sówpracyiważnejest,abyobserwowaćprzyjmowa-nepodczaspracypostawy,którezostanąpoddaneocenie. Zależnie od typu studiumwybórmoże byćwykonanynapodstawienajdłużejprzyjmowanejpo-stawy albo tego, co wydaje się najgroźniejsze dla
zdrowiapracownika.Wniektórychprzypadkach,naprzykładkiedycyklpracyjestdługialbopostawajestzróżnicowana, poprawne jest wykonywanie oceny wregularnychinterwałach.
2. Ocena postawy.Każdemupołożeniuczęściciałaprzypisanajestliczbapunktów.Należyzaznaczyćprzypadkipołożeńczę-ściciała,którezaobserwowanopodczaspracy.Jeślijesttokonieczne,nakoniecnależydokonaćprzeglą-du przyznanych punktów iwprowadzić ewentualnekorekty.Punktyzposzczególnychsekcjisumujesię iwystawianesąocenycząstkowe,napodstawiektó-rych wystawiana jest ocena ogólna.
3. Podjęciezalecanychczynności.Użytkownikpoznajeocenęogólnąiczas,wktórympowinienwprowadzićśrodkizapobiegająceurazom:1do2:akceptowalne,3do4:wprowadzićśrodkizapobiegawczewbliskiejprzyszłości,5do6:wprowadzićśrodkizapobiegawczewkrótce,7:wprowadzićśrodkizapobiegawczenatychmiast.
Oprogramowanie do określenianormatywów czasowych i oceny ergonomii
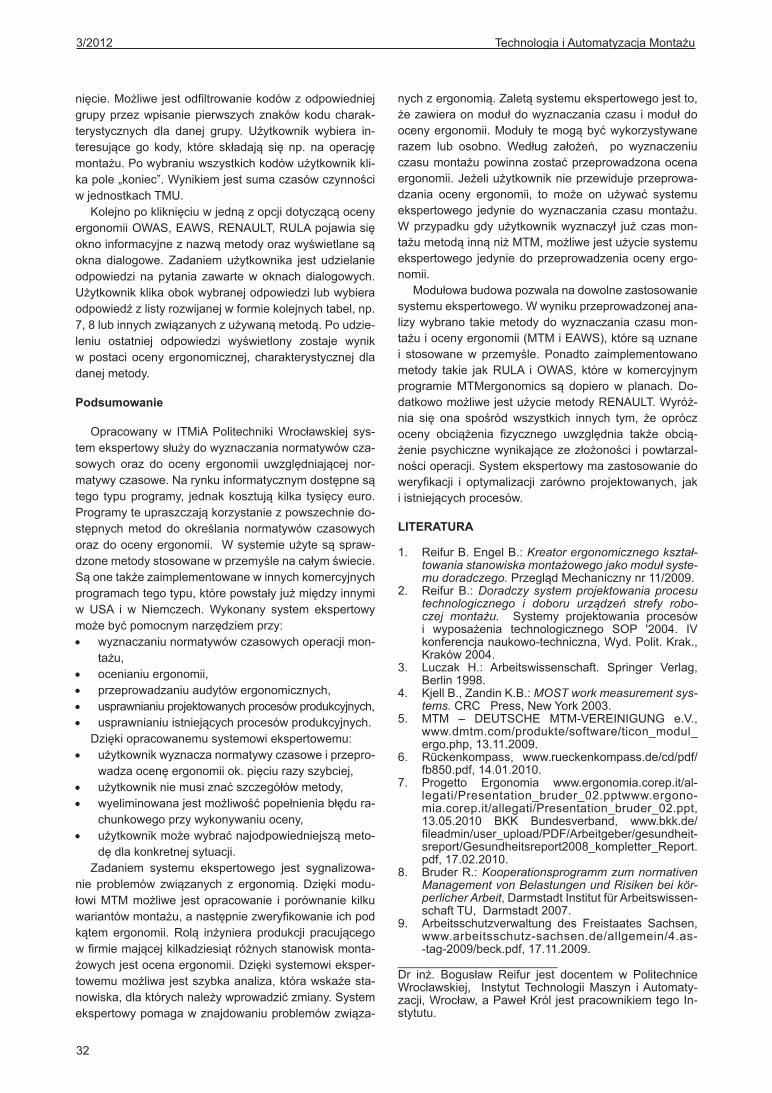
WykorzystywanywanalizachstanowiskmontażowychMTMergonomics(rys.1)jakoczęśćprogramuMTM-So-ftware-TiConjestwynikiemwspółpracyDeutscheMTM--Vereinigung oraz Institut für Arbeitswissenschaft TUDarmstadt.BazaTiCondlawszystkichswoichmodułówoferuje:•• aplikacjeMTM-1,MTM-2,MTM-UAS,MTM-MEK,•• aplikacje danych rozwijanych przez użytkownika
opartychnaMTM,•• aplikacjedotworzeniaformularzyimakr,•• ocenęikształtowanieprocesu,•• obserwacjecałkowitejsytuacjifizycznegoobciążenia
[44].
Rys.1.StrukturaMTMergonomics[5]
TechnologiaiAutomatyzacjaMontażu3/2012
31
Program MTMergonomics umożliwia skorzystanie z kilku metod oceny ergonomii na stanowisku pracy.Wśród dostępnychmetod jestmetodaEAWS (Europe-anAssemblyWorksheet),którejstosowaniewprzemyślejestzalecaneprzezeuropejskąnormęEN614.Wprzy-szłościdozaimplementowaniawprogramieMTMergono-micssątakiemetody,jakRULA,OWAS,LMMorazNPW.
MTMergonomics (MTM-Ergo) oferuje możliwośćprzeprowadzenia analizy ryzyka ergonomicznego wewczesnej fazie kształtowania procesu na podstawieMTM-UAS (uniwersalny system analityczny MTM) lubMTM-MEK(MTMdlaprodukcjijednostkowejimałoseryj-nej).Tutaj zostająprzedstawione kody, którychbrakujewMTM,aktóresąniezbędnedootrzymania informacjinatematanalizyryzykaergonomicznego.Tametodapo-stępowaniamożebyćstosowanazarównojako„metodapapieru i ołówka”, jak równieżw formie oprogramowa-niakomputerowego.CelemMTM-Ergo jestwykorzysta-nie zalet ergonomii w obszarze zarówno ludzkim, jak igospodarczymorazwystarczającespełnieniewymagaństawianychprzezprawo.Kolejnymcelemjestzasymulo-wanie obciążeń ciała pracownika, jakiemogąwystąpićprzyczynnościachzaplanowanychwkoncepcyjnejfazieprzygotowania produkcji. Jeżeli obciążenia okażą sięzbytduże,jesttosygnałdowprowadzeniaulepszeń.Towszystkodziejesięwpostacianalizyryzykainależybraćpoduwagęfakt,żewfazieprzygotowaniaprodukcjiniewszystkiewarunkipracysąznane.Zklasyfikacjiobcią-żeń i czasów ich trwania zostajewygenerowanywynikprzedstawionywpostacipunktówikoloruświatła(zielo-ny,żółty,czerwony),zatemstajesięmożliwewykonanieocenydlawiększejliczbyoperacjimontażowych.
Korzyścidlaprzedsiębiorstwawynikającezestosowa-nia oprogramowania:•• wielokrotne wykorzystanie danych obniża wysiłek
związanyzanalizą,•• efektywnyiergonomicznyprocespracy,•• mniejszaliczbachoróbikosztówznimizwiązanych,•• wzrostproduktywnościijakości,•• unikanieiredukcjakosztówzmian,•• atmosferapracyuwalniapotencjałpracownika.Korzyścidlapracownika:•• redukcjaobciążeniafizycznego,•• podwyższonykomfortpracy,•• motywacjaizadowolenie,•• optymalny system pracy.ProgramMTMergonomicsopróczwyznaczeniaczasu
montażu daje możliwość oceny ergonomii dla opraco-wanegowcześniejprocesumontażu.Odbywasię tozapomocąmetodtakichjakAAWS,EAWS,EAB,któresąpowszechnie używane w przemyśle. Ocena ergonomiipolega na przeprowadzeniu obserwacji i wypełnieniuformularza. Wypełnienie papierowego formularza jestbardzoczasochłonne,ponieważużytkownikopróczwpi-sywaniadanychmusitakżejeprzetwarzać.Dodatkowymproblemem jestw takiejsytuacjimożliwośćpopełnieniabłędu. Wady tradycyjnego zastosowania metod oce-ny ergonomii eliminuje oprogramowanie komputerowe.
Zadaniemużytkownikajestjedyniewprowadzenieinfor-macjiuzyskanychnapodstawieobserwacji.Przetwarza-nie informacjiwykonuje tutaj program.WadąprogramuMTMergonomics jest to, że nie są jeszcze dostępne wnimtakiemetodyocenyergonomiijakOWASiRULA,któresąuznawaneistosowanewprzemyśle.Moduł„er-gonomia”,będącyskładnikiemsystemudoradczego re-alizowanegowITMiAPolitechnikiWrocławskiej,aopisy-wanyponiżej,zawierajużmetodyOWASiRULA.
Moduł „ergonomia” systemu doradczegostrefy roboczej montażu
OpracowanySystemDoradczyKonfigurowaniaiOce-ny Strefy Roboczej Montażu przedstawiany w publika-cjachautora[1,2]wswoichmodułachzawierarównieżten,którydotyczykształtowaniaiocenystanowiskamon-tażuręcznegopodwielomawzględami,wtymergonomii.Opisywanyponiżejmodułsystemudoradczegosłużydowyznaczania normatywów czasowych i oceny ergonomii. Najbardziej popularną metodą do określania normaty-wów czasowych jestmetodaMTM. Jest to obok wieluinnychuznanychmetodnajczęściej stosowanawprze-myślenacałymświecie.ChodzitumiędzyinnymiotakiejakMOSTorazREFA.Wszczególnychprzypadkachsąone nawet lepsze niżMTM, ale nie są aż tak szerokoznane istosowane.MTMzostałwybranydowdrożeniawsystemieekspertowym,ponieważ jestmetodąprostąipopularną.
Jeżeli chodzi o wybór metod do oceny ergonomii,ważnejest,abyuwzględniałyonewyznaczonewcześniejnormatywyczasowe,wysiłekfizycznyorazwysiłekpsy-chiczny. Do takich metod zaliczają się OWAS, EAWS,RENAULTorazRULA.Wymienionemetodysąużywanewprzemyśledoocenyergonomiiisązalecaneprzeznor-myCENorazISO.
Opracowanysystemekspertowydowyznaczanianor-matywówczasowychiocenyergonomiipowstałprzyuży-ciuprogramówzgrupyAitechSPHINX.AitechSPHINXjesttopolskizintegrowanypakietsztucznejinteligencji,zawie-rającyszkieletowysystemekspertowyPC-Schell.Znającskładnięjęzykaprogramowania,możnatworzyćdowolnesystemyekspertowewykorzystującebazywiedzy.Systemekspertowypozwoliłnausprawnienieprocesuokreślanianormatywówczasowychiocenęergonomii.
Po skopiowaniu folderu SYSTEM EKSPERTOWYJPGdoC:\ProgramFilesiuruchomieniusystemueks-pertowegowPC-Schellużytkownikmadowyborunastę-pująceopcje:•• MTM–określenienormatywówczasowych•• RULA–ocenaergonomii•• OWAS–ocenaergonomii•• RENAULT–ocenaergonomii•• EAWS–ocenaergonomiiPo kliknięciu na ekranie systemuw pole MTMwy-
świetlasięoknodialogowe,wktórymznajdujesiępolezrozwijanąlistą.Naliścieznajdujesięokoło800kodówMTM, któreużytkownikmożewybrać z listy przez klik-
3/2012TechnologiaiAutomatyzacjaMontażu
32
nięcie.Możliwejestodfiltrowaniekodówzodpowiedniejgrupyprzezwpisaniepierwszychznakówkoducharak-terystycznych dla danej grupy. Użytkownik wybiera in-teresujące go kody, które składają się np. na operacjęmontażu.Powybraniuwszystkichkodówużytkownikkli-kapole„koniec”.WynikiemjestsumaczasówczynnościwjednostkachTMU.
KolejnopokliknięciuwjednązopcjidotyczącąocenyergonomiiOWAS,EAWS,RENAULT,RULApojawiasięoknoinformacyjneznazwąmetodyorazwyświetlanesąokna dialogowe. Zadaniemużytkownika jest udzielanieodpowiedzi napytania zawartewoknachdialogowych.Użytkownikklikaobokwybranejodpowiedzilubwybieraodpowiedźzlistyrozwijanejwformiekolejnychtabel,np.7,8lubinnychzwiązanychzużywanąmetodą.Poudzie-leniu ostatniej odpowiedzi wyświetlony zostaje wynik wpostaci ocenyergonomicznej, charakterystycznej dladanejmetody.
Podsumowanie
Opracowanyw ITMiAPolitechnikiWrocławskiej sys-temekspertowysłużydowyznaczanianormatywówcza-sowych oraz do oceny ergonomii uwzględniającej nor-matywyczasowe.Narynkuinformatycznymdostępnesątego typuprogramy, jednakkosztująkilka tysięcyeuro.Programyteupraszczająkorzystaniezpowszechniedo-stępnychmetoddookreślania normatywówczasowychorazdoocenyergonomii. Wsystemieużytesąspraw-dzonemetodystosowanewprzemyślenacałymświecie.Sąonetakżezaimplementowanewinnychkomercyjnychprogramachtegotypu,którepowstałyjużmiędzyinnymiw USA i w Niemczech.Wykonany system ekspertowymożebyćpomocnymnarzędziemprzy:•• wyznaczaniunormatywówczasowychoperacjimon-
tażu,•• ocenianiuergonomii,•• przeprowadzaniuaudytówergonomicznych,•• usprawnianiuprojektowanychprocesówprodukcyjnych,•• usprawnianiuistniejącychprocesówprodukcyjnych.Dziękiopracowanemusystemowiekspertowemu:•• użytkownikwyznaczanormatywyczasoweiprzepro-
wadzaocenęergonomiiok.pięciurazyszybciej,•• użytkownikniemusiznaćszczegółówmetody,•• wyeliminowanajestmożliwośćpopełnieniabłędura-
chunkowegoprzywykonywaniuoceny,•• użytkownikmożewybraćnajodpowiedniejsząmeto-
dędlakonkretnejsytuacji.Zadaniem systemu ekspertowego jest sygnalizowa-
nie problemów związanych z ergonomią.Dziękimodu-łowiMTMmożliwe jestopracowanie iporównaniekilkuwariantówmontażu,anastępniezweryfikowanieichpodkątemergonomii.Rolą inżyniera produkcji pracującegowfirmiemającejkilkadziesiątróżnychstanowiskmonta-żowychjestocenaergonomii.Dziękisystemowieksper-towemumożliwajestszybkaanaliza,którawskażesta-nowiska,dlaktórychnależywprowadzićzmiany.Systemekspertowypomagawznajdowaniuproblemówzwiąza-
nychzergonomią.Zaletąsystemuekspertowegojestto,żezawieraonmodułdowyznaczaniaczasuimodułdoocenyergonomii.Moduły temogąbyćwykorzystywanerazem lub osobno. Według założeń, po wyznaczeniuczasumontażupowinnazostaćprzeprowadzonaocenaergonomii.Jeżeliużytkowniknieprzewidujeprzeprowa-dzania oceny ergonomii, to może on używać systemuekspertowego jedyniedowyznaczania czasumontażu.Wprzypadkugdyużytkownikwyznaczył jużczasmon-tażumetodąinnąniżMTM,możliwejestużyciesystemuekspertowego jedyniedoprzeprowadzeniaocenyergo-nomii.
Modułowabudowapozwalanadowolnezastosowaniesystemuekspertowego.Wwynikuprzeprowadzonejana-lizywybrano takiemetodydowyznaczaniaczasumon-tażuiocenyergonomii(MTMiEAWS),któresąuznanei stosowanew przemyśle. Ponadto zaimplementowanometody takie jakRULA iOWAS, którew komercyjnymprogramieMTMergonomics są dopierow planach.Do-datkowomożliwejestużyciemetodyRENAULT.Wyróż-nia się ona spośród wszystkich innych tym, że opróczoceny obciążenia fizycznego uwzględnia także obcią-żeniepsychicznewynikającezezłożoności ipowtarzal-nościoperacji.Systemekspertowymazastosowaniedoweryfikacji i optymalizacji zarówno projektowanych, jak iistniejącychprocesów.
LITERATURA
1. ReifurB.EngelB.:Kreator ergonomicznego kształ-towania stanowiska montażowego jako moduł syste-mu doradczego.PrzeglądMechanicznynr11/2009.
2. ReifurB.:Doradczy system projektowania procesu technologicznego i doboru urządzeń strefy robo-czej montażu. Systemy projektowania procesów i wyposażenia technologicznego SOP '2004. IVkonferencjanaukowo-techniczna,Wyd.Polit.Krak.,Kraków2004.
3. Luczak H.: Arbeitswissenschaft. Springer Verlag,Berlin1998.
4. KjellB.,ZandinK.B.:MOST work measurement sys-tems. CRCPress,NewYork2003.
5. MTM – DEUTSCHE MTM-VEREINIGUNG e.V.,www.dmtm.com/produkte/software/ticon_modul_ergo.php,13.11.2009.
6. Rückenkompass, www.rueckenkompass.de/cd/pdf/fb850.pdf,14.01.2010.
7. Progetto Ergonomia www.ergonomia.corep.it/al-legati/Presentation_bruder_02.pptwww.ergono-mia.corep.it/allegati/Presentation_bruder_02.ppt,13.05.2010 BKK Bundesverband, www.bkk.de/fileadmin/user_upload/PDF/Arbeitgeber/gesundheit-sreport/Gesundheitsreport2008_kompletter_Report.pdf,17.02.2010.
8. BruderR.:Kooperationsprogramm zum normativen Management von Belastungen und Risiken bei kör-perlicher Arbeit,DarmstadtInstitutfürArbeitswissen-schaftTU,Darmstadt2007.
9. Arbeitsschutzverwaltung des Freistaates Sachsen,www.arbeitsschutz-sachsen.de/allgemein/4.as--tag-2009/beck.pdf,17.11.2009.
________________________Dr inż. Bogusław Reifur jest docentem w PolitechniceWrocławskiej, InstytutTechnologiiMaszyn iAutomaty-zacji,Wrocław,aPawełKról jestpracownikiemtegoIn-stytutu.