BAT_met_niez_r4
63
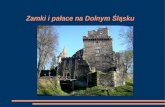
Rozdział 4 Produkcja metali nieżelaznych 355 4 Technologie produkcji aluminium z surowcw pierwotnych i wtrnych 4.1 Stosowane technologie i techniki 4.1.1 Aluminium pierwotne 4.1.1.1 Produkcja tlenku glinu Tlenek glinu wytwarza się z boksytw w procesie Bayera. Proces ten wykonywany jest zwykle w pobliżu terenw kopalń, ale w Europie są miejsca, w ktrych boksyt przetwarzany jest na tlenek glinu w tym samym miejscu, w ktrym pracuje piec do wytapiania aluminium lub w autonomicznych rafineriach aluminium. Parowanie Ogrzewanie Wytrącanie Chłodzenie Ogrzewanie roztworu Trawienie Odparowywanie rzutowe roztworu Przygotowanie piasku Oddzielanie drobnych pozostałości Przygotowanie surowcw Usuwanie zanieczyszczeń Klasyfikacja Boksyt CaO Para Dodanie roztworu Para NaOH Zanieczyszczenia Kalcynowanie Płukanie Paliwo Zaszczepianie Woda Płukanie piasku Płukanie pozostałości Likwidacja pozostałości Woda Woda ! ! ! ! ! ! ! ! ! ! Rysunek 4.1: Produkcja tlenku glinu proces Bayera Cały proces jest procesem standardowym we wszystkich miejscach; w procesie tym do ekstrakcji tlenku glinu z boksytu w podwyższonych temperaturach i ciśnieniach w urządzeniu ekstrakcyjnym stosowana jest soda kaustyczna. Wytwarzany jest tu szlam zawierający rozpuszczony glinian sodu oraz mieszaninę tlenkw metali zwaną masą Bayera, usuwaną w zagęszczaczach. Roztwr glinianu jest chłodzony i zaszczepiany tlenkiem glinu w celu krystalizacji hydratyzowanego tlenku glinu [tm, Irish EPA 1996 Irlandzka Agencja Ochrony Środowiska 1996]. Przed użyciem lub wysyłką kryształy są płukane, a następnie kalcynowane w piecach obrotowych lub w kalcynatorach ze złożem fluidalnym/zawiesinowym [tm 77, Al Expert Group 1998 - Grupa Ekspertw ds.
Transcript of BAT_met_niez_r4

Rozdział 4
Produkcja metali nieżelaznych 355
4 Technologie produkcji aluminium z surowców pierwotnych i wtórnych 4.1 Stosowane technologie i techniki
4.1.1 Aluminium pierwotne 4.1.1.1 Produkcja tlenku glinu Tlenek glinu wytwarza się z boksytów w procesie Bayera. Proces ten wykonywany jest zwykle w pobliżu terenów kopalń, ale w Europie są miejsca, w których boksyt przetwarzany jest na tlenek glinu w tym samym miejscu, w którym pracuje piec do wytapiania aluminium lub w autonomicznych rafineriach aluminium.
Parowanie
Ogrzewanie
Wytrącanie
Chłodzenie
Ogrzewanie roztworu
Trawienie
Odparowywanie rzutowe roztworu
Przygotowanie piasku
Oddzielanie drobnych
pozostałości
Przygotowaniesurowców
Usuwanie zanieczyszczeń
Klasyfikacja
Boksyt
CaO
Para
Dodanie roztworu
Para
NaOH
Zanieczyszczenia
Kalcynowanie
Płukanie
Paliwo
Zaszczepianie
Woda
Płukanie piasku
Płukanie pozostałości
Likwidacja pozostałości
Woda
Woda
!
!
!
!
!
!
!
!
!
!
Rysunek 4.1: Produkcja tlenku glinu � proces Bayera Cały proces jest procesem standardowym we wszystkich miejscach; w procesie tym do ekstrakcji tlenku glinu z boksytu w podwyższonych temperaturach i ciśnieniach w urządzeniu ekstrakcyjnym stosowana jest soda kaustyczna. Wytwarzany jest tu szlam zawierający rozpuszczony glinian sodu oraz mieszaninę tlenków metali zwaną masą Bayera, usuwaną w zagęszczaczach. Roztwór glinianu jest chłodzony i zaszczepiany tlenkiem glinu w celu krystalizacji hydratyzowanego tlenku glinu [tm, Irish EPA 1996 � Irlandzka Agencja Ochrony Środowiska 1996]. Przed użyciem lub wysyłką kryształy są płukane, a następnie kalcynowane w piecach obrotowych lub w kalcynatorach ze złożem fluidalnym/zawiesinowym [tm 77, Al Expert Group 1998 - Grupa Ekspertów ds.

Rozdział 4
Produkcja metali nieżelaznych 356
Aluminium 1998; tm 90 Al Expert Group 1998 - Grupa Ekspertów ds. Aluminium 1998]. Mogą tu występować również inne metale, takie jak wanad, które również można odzyskać z roztworu. Chociaż proces podstawowy jest procesem standardowym w całym przemyśle, stosuje się w nim różne urządzenia, w szczególności urządzenia ekstrakcyjne i kalcynatory. Stosowanie różnych urządzeń wpływa przede wszystkim na zużycie energii w tej technologii [tm 77, Al Expert Group 1998 - Grupa Ekspertów ds. Aluminium 1998]. Są one przedstawione w dalszej części niniejszego rozdziału. 4.1.1.2 Produkcja aluminium w procesie elektrolizy Aluminium wytwarzane jest z materiałów pierwotnych przez redukcję elektrolityczną tlenku aluminium (tlenek glinu) rozpuszczonego w stopionym kriolicie w temperaturze ok. 960 oC [tm 6, HMIP (Inspektorat ds. Zanieczyszczeń Środowiska JKM) Al. 1993; tm 100, NL Al. 1998] Elektrolizery zawierają katodę węglową, izolowaną za pomocą cegieł ogniotrwałych wewnątrz prostokątnego pancerza stalowego oraz anodę węglową, zawieszoną na przewodzącej elektrycznie belce anody. Elektrolizery takie połączone są szeregowo w celu utworzenie linii redukcji elektrycznej (linia potencjału). Z anody węglowej prąd stały przepływa przez kąpiel do katody i stamtąd szyną zbiorczą do następnej wanny elektrolitycznej [tm 6, HMIP (Inspektorat ds. Zanieczyszczeń Środowiska JKM) Al. 1993; tm 100, NL Al. 1998]. W celu podtrzymania zawartości tlenku glinu na poziomie 2 � 6% w roztopionej kąpieli, do wanien dodawany jest tlenek glinu; w nowoczesnej instalacji, dodawanie takie sterowane jest za pomocą komputera. W celu obniżenia temperatury topnienia kąpieli, co umożliwia pracę wanien elektrolitycznych w niższej temperaturze, dodaje się związki fluorków. Fluorek glinu (AlF3), najpowszechniej stosowany dodatek, neutralizuje również tlenek sodu występujący jako zanieczyszczenie we wsadowym tlenku glinu. Obecnie większość elektrolizerów pracuje przy zawartości AlF3 w kąpieli na poziomie znacznie wyższym w stosunku do składu stechiometrycznego; wraz ze wzrostem nadmiaru AlF3 w kąpieli, zwiększa się emisja fluorków [tm 6, HMIP (Inspektorat ds. Zanieczyszczeń Środowiska JKM) Al 1993; Al 1993; tm 77 Al Expert Group 1998 - Grupa Ekspertów ds. Aluminium 1998; tm 100, NL Al 1998]. Ciekłe aluminium osadzane jest na katodzie w dolnej części wanny elektrolitycznej, a tlen łączy się z anodą węglową, tworząc dwutlenek węgla. Z tego względu anody węglowe zużywają się bez przerwy podczas procesu. Układy elektrolizerów rozróżniane są według typu anody oraz metody używanej do zasilania tlenkiem glinu, tak jak to przedstawiono na rys. 4.2 [tm 6 & 17, HMIP (Inspektorat ds. Zanieczyszczeń Środowiska JKM) Al 1993; tm 100, NL Al 1998]. Istnieją dwa podstawowe rodzaje elektrolizerów, tj. Søderberga i Prebake. a) Anody Søderberga wykonywane są na miejscu z pasty kalcynowanego koksu naftowego oraz
paku węglowego, która spieka się za pomocą ciepła pochodzącego z kąpieli. Prąd doprowadzany jest do anody Søderberga przez sworznie, które należy wyjmować i ponownie ustawiać wyżej w anodzie wraz z jej zużywaniem. Kiedy anoda zużywa się, przez powłokę anodową przechodzi więcej pasty, dzięki czemu zapewniony jest proces, który nie wymaga wymiany anod. Tlenek glinu dodawany jest okresowo do elektrolizerów Søderberga przez otwory wykonane przez rozbicie twardej skorupy tlenku glinu oraz zakrzepłego elektrolitu, pokrywającego kąpiel. W nowoczesnych instalacjach stosowane są automatyczne systemy zasilania punktowego, eliminując w ten sposób potrzebę regularnego rozbijania twardej powłoki. Dla wychwytu gazów, do dolnej części obudowy anody zamocowana jest osłona

Rozdział 4
Produkcja metali nieżelaznych 357
gazowa. W celu zmniejszenia emisji smół i WWA, opary są wychwytywane i spalane za pomocą palników. Można również wychwytywać i oczyszczać gazy wentylacyjne pochodzące z hali elektrolizerów.
b) Anody typu Prebake wytwarzane są z mieszaniny kalcynowanego koksu naftowego oraz paku
węglowego, formowanej w bloki i spiekanej w osobnej instalacji do produkcji anod. Instalacja do produkcji anod jest często integralną częścią instalacji aluminium pierwotnego i powinna być objęta definicją instalacji dla takich urządzeń. Wkład emisji z produkcji anod powinien być również włączony do emisji ogólnych. Więcej szczegółów dotyczących tego procesu przedstawionych jest w rozdziale 12 �Węgiel i grafit�. Anody zawieszone są w elektrolizerach na prętach wieszakowych zamocowanych do belek anodowych, służących również jako przewodnik elektryczny. Anody są stopniowo opuszczane w miarę ich zużywania i są wymieniane przed zaatakowaniem prętów przez kąpiel. Pozostałości anod, znane jako niedopałki anod, są oczyszczane z materiału kąpieli i zawracane do obiegu przez instalację do produkcji anod.

Rozdział 4
Produkcja metali nieżelaznych 358
Rysunek 4.2: Elektrolizery do produkcji aluminium pierwotnego Elektrolizery typu Prebake wyposażone są zwykle w 12 � 40 osobnych anod, wymienianych w regularnych odstępach czasu. W dużej elektrolizerni anody wymieniane są często, co pociąga za sobą usuwanie osłon pokryw elektrolizera. Chociaż wyciek z konserwowanego elektrolizera jest zwykle niewielki (w zależności od wydajności systemu wyciągowego), to całkowita wydajność

Rozdział 4
Produkcja metali nieżelaznych 359
wyciągania z innych elektrolizerów jest mniejsza. Wynikiem tego jest wzrost emisji niezorganizowanych w przypadku jednoczesnego zdjęcia kilku pokryw. Elektrolizery typu Prebake mogą reprezentować jeden z dwóch typów, w zależności od sposobu dodawania tlenku glinu. • W przypadku elektrolizera ze wstępnie spieczonymi anodami, tlenek glinu doprowadzany jest
do elektrolizerów po rozbiciu skorupy na obwodzie (elektrolizer typu SWPB). Podczas tej operacji, na całej długości elektrolizerów muszą być otwarte okapy wychwytujące gaz.
• Elektrolizery ze wstępnie spieczonymi anodami CWPB zasilane są tlenkiem glinu po rozbiciu skorupy, wzdłuż linii środowej lub w wybranych punktach na linii środkowej elektrolizera (podajnik punktowy � pf) (elektrolizer typu CWPB). Tego typu metody zasilania wsadem można realizować bez otwierania okapów wychwytu gazów.
System wychwytu gazów służy do doprowadzania gazów technologicznych do instalacji ograniczania emisji, w którym do usuwania i odzyskiwania HF i fluorków stosowane są płuczki wieżowe z suchym tlenkiem glinu. Płuczka wieżowa służy również do usuwania smół resztkowych, lecz nie usuwa dwutlenku siarki. Tlenek glinu opuszczający płuczki wieżowe usuwany jest za pomocą filtrów workowych lub filtra elektrostatycznego i jest zwykle doprowadzany bezpośrednio do elektrolizerów. Można również wychwytywać gazy wentylacyjne pochodzące z elektrolizerni, które można oczyszczać w układzie mokrych płuczek wieżowych. W procesie tym katody nie zużywają się, lecz z upływem czasu pogarsza się ich jakość. Elektrolit absorbowany jest przez bloki węgla, które należy wymienić po upływie 5 � 8 lat z powodu pęcznienia i pękania, czego wynikiem jest przenikanie roztopionego elektrolitu i aluminium do pręta katodowego i pancerza stalowego. Wskutek reakcji miedzy azotem i węglem powstają małe ilości cyjanków. Resztki katodowe określane są jako zużyta wykładzina wanny; dla tego typu materiału stosuje się kilka cykli likwidacji i recyklingu [tm 42, Ausmelt 1998; tm 77 Al Expert Group 1998 - Grupa Ekspertów ds. Aluminium 1998; tm 100, NL Al 1998]; są one przedstawione niżej, w punkcie 4.2.1.4. Ciekłe aluminium jest okresowo usuwane z elektrolizerów do tygli za pomocą syfonów próżniowych. Tygle transportowane są do urządzenia odlewniczego, a aluminium wprowadzane jest do pieców podgrzewających. W piecach tych dodawane są dodatki stopowe i kontrolowana jest temperatura. Kożuchy (szumowiny) wytwarzane w tych piecach przez utlenianie kąpieli aluminiowej na jej powierzchni są zgarniane; dla zminimalizowania dalszego utleniania kożuchów można używać uszczelnionych zbiorników; stosowana jest również osłona w postaci azotu lub argonu [tm 106, Farrell 1998]. W niniejszym rozdziale określenie �kożuchy� dotyczy szumowin i kożuchów żużlowych. 4.1.1.3 Rafinacja Na tym etapie metal jest rafinowany w celu usunięcia zanieczyszczeń, takich jak cząsteczki tlenków sodu, magnezu, wapnia oraz wodoru. Taki etap rafinacji wykonywany jest przez wprowadzanie gazu do ciekłego metalu, zwykle w przyłączonym reaktorze. Zastosowany gaz oczyszczający różni się w zależności od zanieczyszczeń; argon lub azot używany jest do usuwania wodoru, a mieszanina chloru i argonu lub azotu używana jest do usuwania zanieczyszczeń metalicznych. Do usuwania magnezu stosowany jest również fluorek aluminium. Metal jest następnie filtrowany przed odlaniem.

Rozdział 4
Produkcja metali nieżelaznych 360
Nastawianie dokładnego składu stopu jest realizowane również w piecu podgrzewającym przez dodanie odpowiedniego metalu (Si, Cu, Mg, Pb, Sn, Zn) lub stopu przejściowego metalu z aluminium (Ti, Cr, Fe, Mn, Ni) [tm 116, Secondary Al Expert Group 1998 �Grupa Ekspertów ds. Aluminium Wtórnego 1998]. W celu rozdrabniania ziaren metalu stosowane są również inne dodatki; najpowszechniej stosowany jest tu tytan lub borek tytanu. Na tym etapie wytwarzane są kożuchy, które są usuwane z powierzchni roztopionego metalu; zawraca się je do obiegu w przemyśle aluminium wtórnego. 4.1.1.4 Odlewanie Kęsiska płaskie, teowniki lub kęsy odlewane są w maszynach do półciągłego odlewania pionowego, w których stosowane są krystalizatory metalowe chłodzone wodą i stół podtrzymujący w dolnej części krystalizatorów. Stół ten opuszczany jest wraz z formowaniem wlewka. W innych metodach odlewania stosowane są wlewnice metalowe (statyczne lub z ciągłym przemieszczaniem się) ciągłe odlewanie cienkich blach oraz ciągłe odlewanie walcówki [tm6, HMIP (Inspektorat ds. Zanieczyszczeń Środowiska JKM) Al 1993]. Na tym etapie wytwarzane są dodatkowe niewielkie ilości kożucha, który usuwany jest z powierzchni ciekłego metalu.
4.1.2 Aluminium wtórne 4.1.2.1 Procesy produkcji Podstawową właściwością produkcji aluminium wtórnego jest różnorodność spotykanych surowców oraz różnorodność stosowanych pieców [tm 116, ALFED 1998]. Z tych względów, rodzaj surowca i jego wstępne przygotowanie wykorzystywane są do wybrania najlepszego typu pieca, który używany będzie dla określonego typu złomu, biorąc pod uwagę � między innymi � wielkość takiego złomu, zawartość w nim tlenków oraz stopień jego zanieczyszczenia [tm 145, Winter 1998]. Czynniki te wpływają również na dobór topników związanych z procesem, dla maksymalizowania odzysku aluminium [tm 2, HMIP (Inspektorat ds. Zanieczyszczeń Środowiska JKM) Al 1993; tm 77 i 116, ALFED 1998]. Dobór technologii przetwarzania różni się w zależności od instalacji. Duża ilość czynników wpływających na wybór technologii oznacza, że istnieje potencjał dla wielu ekonomicznych strategii, które można rozwijać w podobnych okolicznościach. Do topienia szerokiego asortymentu surowców wtórnych używane są piece obrotowe i płomienne; w piecach obrotowych może być zamontowany mechanizm przechylania; podaje się, że zmniejsza to ilość potrzebnego topnika [tm 145, Winter 1998]. Do wytapiania czystszych gatunków aluminium stosowane są piece indukcyjne i proces Meltower. Piece płomienne posiadają często kotlinę13 boczną. Do przenoszenia ciekłego metalu przez kotlinę boczną stosowany jest czasami układ pompowania (mechaniczny lub elektromagnetyczny); do wspomagania wytapiania małych części stosowane jest gniazdo wsadowe. Pompy elektromagnetyczne nie posiadają żadnych części ruchomych; ich praca opiera się na zewnętrznym elektromagnesie wzbudzającym siłę elektromagnetyczną; w gnieździe wsadowym i w piecu wzbudzane jest mieszanie. Używane są również inne pompy, posiadające żaroodporne części wewnętrzne, a także stosowane są metalowe �spinnery� [tm 145, Winter 1998].
13 kotlina = gniazdo (przyp. tłum.)

Rozdział 4
Produkcja metali nieżelaznych 361
W piecach płomiennych może być również wykorzystywany pochyły trzon w obszarze zasilania metalem, gdzie można umieszczać pozycje zawierające duże kawałki żelaza. Aluminium wytapiane jest z podłoża żelaznego, które pozostaje na trzonie. W ten sposób minimalizuje się zanieczyszczenie wytopu żelazem [tm 77, Al Expert Group 1998 - Grupa Ekspertów ds. Aluminium 1998; tm 116, ALFED 1998]. Szczegółowe dane dotyczące niektórych pieców przedstawione są w punkcie 2.5.2. Typowymi źródłami złomu aluminiowego są: złom technologiczny, zużyte puszki po napojach (UBC), folie, złom po wyciskaniu, złom przemysłowy, wióry oraz stary walcowany i odlewany metal. Ponadto, aluminium odzyskuje się również z kożucha i żużli solnych. Występować tu mogą różne zanieczyszczenia, które należy wziąć pod uwagę przy dobieraniu wstępnego przetwarzania oraz przy projektowaniu pieca [tm 77, Al Expert Group - Grupa Ekspertów ds. Aluminium]. Złom jest czasami sortowany najpierw na typy stopów dla wytworzenia pożądanego stopu przy minimalnym przetwarzaniu ponownym [tm 116, ALFED 1998; tm 121, Hoogovens 1998]. Złom taki jak UBC oraz wióry jest głównym źródłem materiałów doprowadzanych do przetwarzania, które mogą być zanieczyszczone. Czasami konieczne jest usunięcie powłok oraz odolejenie przed przetapianiem, w celu poprawienia szybkości wytapiania (i sprawności cieplnej) oraz w celu zmniejszenia potencjału emisji [tm 121, Hoogovens 1998; tm 122, ETSU 1998]. Wytapianie oczyszczonego materiału może zmniejszyć zużycie energii oraz wytwarzanie kożuchów. Procesy wstępnego przygotowania przedstawione są w tabeli 4.24.
N 2 , Ar , Cl 2
Topniki
Surowce
Piec do wytapiania
Piec podgrzewający
Odlewanie
Wyrób
Przetwarzanie wstępne
Ograniczanie emisji
Kożuchy
Przetwarzanie kożuchów
Odzyskiwanie
Pył pofiltra-cyjny
Żużel solny do odzyskiwania, jeżeli to możliwe
Rysunek 4.3: Podstawowy proces aluminium wtórnego

Rozdział 4
Produkcja metali nieżelaznych 362
Duża ilość różnych topników stosowana jest w przemyśle wtórnym do wspomagania przetwarzania metalu na wiele sposobów. Przykładem jest tu zastosowanie soli stopionej (mieszaniny chlorków sodu i potasu oraz niektórych fluorków) dla zapobiegania utlenianiu i dla absorpcji zanieczyszczeń. Gazy piecowe zawierają chlorki i HCl wytwarzany z soli. Stosowane są również topniki ogniotrwałe oraz topniki fluorowane. Żużel solny spuszczany jest po metalu. Istnieją zróżnicowania w ilościach topników solnych, uzależnione od stosowanego pieca i zawartości tlenków w surowcu. Wstępne przygotowanie materiału wsadowego może o połowę zmniejszyć zużycie soli (przykład 4.06). Podano również, że dla statycznego pieca obrotowego używa się do 1,8 kg soli na kg składników niemetalicznych i <0,5 kg na kg dla przechylnego pieca obrotowego [tm, Winter 1998]. Zastosowanie pieców płomiennych z boczną kotliną i wnęką do ładowania oraz układem pompowania może zwiększyć ilość gatunków złomu, włączając w to folię oraz drobne wióry, które można wytapiać w takich piecach. Piece te mogą również zmniejszyć stratę metalu przez utlenianie bez stosowania dużych ilości soli lub innego topnika [tm 121, Hoogovens 1998; tm 122 i 123 ETSU 1998]. 4.1.2.2 Proces rafinacji i odlewania Metal można spuszczać z pieca do wytapiania, w którym stosuje się dodatki stopowe bezpośrednio do układu odlewania lub przez układ transportowy do pieca do podgrzewania (w którym można wprowadzać inne dodatki stopowe). Metal jest następnie oczyszczany w piecu do podgrzewania lub w reaktorze, w celu usunięcia gazów i innych metali, zasadniczo w taki sam sposób jak w przypadku aluminium pierwotnego. W aluminium wtórnym może występować magnez, który może wymagać redukcji. Do usuwania magnezu stosowane jest traktowanie ciekłego aluminium mieszaninami chloru gazowego; używany jest tu również fluorek glinowy sodu i fluorek glinowy potasu [tm 116, Al Expert Group 1998 - Grupa Ekspertów ds. Aluminium 1998; tm 34, US EPA 1995 - Amerykańska Agencja Ochrony Środowiska 1995]. Drugi z tych materiałów jest produktem ubocznym w produkcji niektórych stopów pośrednich. Duże wlewki, kęsy i kęsiska płaskie odlewane są w taki sam sposób jak aluminium pierwotne; można tu również wytwarzać cały asortyment mniejszych wlewków (np. dla zaopatrywania przemysłu odlewniczego) w dużej różnorodności stopów, w zależności od końcowego zastosowania. Ciekłe aluminium można również transportować do użytkowników końcowych transportem drogowym, w specjalnych izolowanych cieplnie pojemnikach. 4.1.2.3 Kożuchy i żużle Aluminium łatwo się utlenia, co jest istotnym czynnikiem w procesach produkcji. Wytapianie aluminium bez ochronnych topników wytwarza warstwę tlenków określaną jako kożuch. Jest ona zgarniana z powierzchni metalu przed odlaniem. Kożuchy usunięte z pieca zawierają aluminium na poziomie 20 � 80 %. Kożuchy są czasami przetwarzane bezpośrednio po ich usunięciu z pieca w celu zmniejszenia emisji i dalszego utleniania zawartego w nich metalu. Stosowanymi tu metodami są: chłodzenie gazem obojętnym, prasowanie na gorąco w celu usunięcia ciekłego aluminium i chłodzenie w specjalnych ochładzaczach. Kożuchy zimne przetwarzane są w wielu procesach dla odzyskania aluminium, na przykład przez wytapianie w piecu obrotowym przy zastosowaniu topnika w postaci soli lub przez zastosowanie technik oddzielania, takich jak mielenie i przetwarzanie w celu oddzielenia tlenku od metalu [tm 116, ALFED 1998]. W tym drugim przypadku metal może być ponownie wytopiony w odpowiednich piecach; frakcję drobną można dalej przetworzyć, np. wprowadzić ponownie do

Rozdział 4
Produkcja metali nieżelaznych 363
procesu w przemyśle stalowym lub w procesie odzyskiwania żużlu solnego. Podaje się zmniejszenie ilości końcowego żużlu solnego i odpadów; niższe jest zużycie energii wskutek mniejszej ilości wsadu obojętnego materiału w piecu [ALSA 1999]. Do odzyskiwania aluminium z kożuchów oraz frakcji metalowej wytwarzanej z przetwarzania kożuchów stosowane są piece obrotowe. Dla ułatwienia tego procesu zwykle stosuje się topniki solne; sól zmniejsza utlenianie i wspomaga usuwanie niektórych zanieczyszczeń (np. Mg, Ca, Li). Istnieje kilka instalacji, w których żużel solny można odzyskiwać w procesie wypłukiwania i krystalizacji. W procesach takich mogą być wytwarzane granulki aluminium i sól, zawracane do obiegu. Podaje się [tm 90, Al Experts 1998 � Grupa Ekspertów ds. Aluminium 1998], że frakcję tlenków metali (głównie tlenki aluminium, wapnia i magnezu) można dalej przetwarzać i płukać w celu uzyskania miałkiego tlenku aluminium, sprzedawanego przemysłowi cementowemu. 4.1.2.4 Odzyskiwanie żużlu solnego Duże bloki żużlu solnego są kruszone do wielkości dających się transportować i są przesiewane w celu odzyskania metalowych granulek aluminium (typowo do 10%). Ostatecznie rozkruszony materiał rozpuszczany jest następnie w wodzie, w celu wprowadzania chlorków do roztworu dla wytworzenia solanki, z pozostawieniem nierozpuszczalnego tlenku aluminium oraz najdrobniejszych cząsteczek metalowych aluminium, które nie są zwykle zawracane do obiegu jako metal w sposób ekonomiczny. Na tym etapie procesu wydzielane są gazy; są to głównie gazy zawierające amoniak, metan, wodór i fosfinę. Istnieje tu również potencjał dla zwiększonych emisji pyłów na etapach kruszenia. Gazy te można wykorzystywać jako paliwo w innych częściach procesu [tm 116, ALFED 1998]. Solanka jest filtrowana w celu usunięcia nierozpuszczalnych tlenków; roztwór ten jest następnie przesyłany do parowania i krystalizacji, w których to procesach można odzyskać pierwotne chlorki sodu i potasu. Chlorki te są następnie ponownie używane jako topnik w procesie wytapiania. Resztkowe tlenki metali stanowią tlenki wapnia, magnezu i aluminium (do 65% Al2O3); zawierają one również siarczany, chlorki i azotany [tm 206, TGI 1999]. W przypadkach, w których dla frakcji tlenków istnieć będą potencjalne rynki zbytu, dla zmniejszenia ilości anionów do akceptowanych poziomów, konieczne będzie dalsze płukanie. Roztwór solanki z płukania można zawracać do stopnia rozpuszczania. Podaje się, że w niektórych przypadkach można uzyskać pełne odzyskiwanie materiałów występujących w żużlu solnym [tm 90, Al Experts 1998 � Grupa Ekspertów ds. Aluminium 1998]. 4.2 Aktualne poziomy emisji i zużycia
4.2.1 Aluminium pierwotne Oprócz CO2 związanego z natury z tym procesem, istnieją potencjalne możliwości emisji do atmosfery pyłów, SO2, HF, stałych fluorków, CO, PFC i WWA z systemu wyciągowego gazów z wanien oraz z systemu wentylacji elektrozlizerni. Istnieją tu potencjalne możliwości emisji do atmosfery pyłów, metali, chlorków i produktów spalania z pieców podgrzewających do obróbki w hali lejniczej [tm 6, HMIP (Inspektorat ds. Zanieczyszczeń Środowiska JKM) Al 1993; tm 100, NL Al. 1998]. Do wody/morza może być potencjalnie emitowana zawiesina stała, SO2, fluorki i WWA z mokrych płuczek gazów oraz woda deszczowa. Głównymi źródłami odpadów są zużyte materiały wykładzin wanien (SPL).

Rozdział 4
Produkcja metali nieżelaznych 364
Należy podawać emisje WWA do wody w postaci 6 związków z wykazu Borneffa oraz związki emitowane do atmosfery w postaci B(a)P [tm 29, PARCOM 1997; tm 128, Nordheim 1997]. Produkcja anod wraz z produkcją grafitu jest przedstawiona w rozdziale 12 niniejszego dokumentu. Używanie resztek anod z produkcji aluminium jako wsadu surowcowego do niniejszego procesu przyczynia się do tworzenia fluorków.
WEJŚCIE POTENCJALNE WYJŚCIA
Elektroliza
Produkcjatlenku glinu
Boksyt
Soda kaustyczna
Emisje do atmosfery Kalcynacja, pył, SO2, CO2, NOx
Emisja do gruntu Ekstrakcja� masa Bayera
Tlenek glinu
Tlenek glinu
Fluorek Aluminium
Anody lub pasta
Energia elektryczna
Emisja do atmosfery z procesu(fluorki, PFC , SO2 związki metali, pył,tlenki węgl
Wentylacja hali elektrolizerów(fluorki, PFC , SO2 metale, pył, PAH), NOx Emisje do wód Płuczki wieżowe (fluorki, WWA, SO 2 , metale, części stałe)Emisje do gruntu � Zużyte wykładziny wanien (SP
Aluminium
Odgazowywanie
PodgrzewanieGazy piecowe � Pył, chlorki, Emisje do gruntu �
wykładziny, filtry
Kożuchy
Energia
Rysunek 4.4: Wejście i wyjście z produkcji pierwotnego aluminium 4.2.1.1 Energia i inne wejścia W procesie tym istotne są wsady materiałowe i energetyczne. Dla wyprodukowania 1 tony tlenku glinu potrzeba ok. 2 ton boksytu; z tlenku glinu wytwarza się ok. 0,530 tony aluminium. Zużywają się anody węglowe; na tonę wytwarzanego aluminium zużywa się ok. od 0,4 do 0,45 tony węgla. Wysokie są również koszty energii, które mogą stanowić ok. 30% kosztów produkcji. W produkcji tlenku glinu potrzebna jest energia do trawienia i kalcynacji. Na zużycie energii wpływa głównie pochodzenie i skład chemiczny boksytu, typ zastosowanych urządzeń ekstrakcyjnych oraz typ zastosowanych kalcynatorów. W zakładach europejskich zużywa się od 8,0 do 13,5 GJ na tonę przy średniej wartości 11 GJ na tonę [tm 90, Al Expert Group 1998 - Grupa Ekspertów ds. Aluminium. 1998]. Zużywane ilości NaOH i CaO związane są również ze składem boksytów.
Parametr Typowe zakresy tlenku glinu kg/t
Boksyt 1970 � 2250 NaOH (50%) 33 � 160 CaO 35 � 110

Rozdział 4
Produkcja metali nieżelaznych 365
Woda 1000 � 6000 Energia GJ/t 8,0 � 13,5
Tabela 4.1: Zakresy wejściowe w produkcji tlenku glinu Na zmniejszenie zapotrzebowania na energię wpływa głownie zastosowanie rurowych urządzeń do ekstrakcji, które mogą pracować w wyższych temperaturach przy użyciu środka wymiany ciepła w postaci roztopionej soli. W zakładach takich zużycie energii jest na poziomie poniżej 10 GJ na tonę. Na etapie elektrolizy występuje wysokie zużycie energii, od 53 GJ na tonę dla najlepiej pracujących elektrolizerów CWPB (włączając w to produkcję anod) do 61 GJ na tonę dla niektórych tradycyjnych elektrolizerów Søderberga.
Parametr
Pre Bake (anoda wstępnie spieczona)
Søderberg (anoda samospiekająca)
tlenek glinu � kg/t Al 1900 � 1940 1900 - 1940 anody netto � kg/t Al 400 - 440 pasta anodowa � kg/t Al 500-580 Al F3 - kg/t Al 15-25 15-25 żywotność katody � lata 5-8 5-8 moc elektrolizy � kWh/kg Al 12,9-15,5 1,5-17,0 żeliwo z instalacji � kg/t Al 1,0-3,0 pasta kołnierzowa i ubijanie � kg/t Al
0-25
ogółem moc elektryczna � kWh/kg Al *
14,0-16,5 15,0-18
Uwaga. * Łącznie ze stratą prostownika, kontrolą zanieczyszczeń i zużyciem pomocniczym. Dane dotyczące energii na podstawie konwencji stosowanych w przemyśle. Dla produkcji anod 5500 MJ/t.
Tabela 4.2: Zakresy wejściowe dla elektrolizy W produkcji aluminium z metali zawracanych do obiegu zużywa się 5% mniej energii w porównaniu z pierwotną produkcją [tm 29, PARCOM 1997]. Parametr Wielkość Wytwarzane kożuchy � kg/t Al 10-25 Topniki - kg/t Al 0-1,5 Gazy � kg/t Al 0-6,0 Drobne wióry, itp. � kg/t Al 0-3 Woda � kg/t Al 200-12000 Energia ujednoradniania MJ/t Al 500-1200 Energia hali lejniczej � MJ/t Al 800 � 1900 * Uwaga. * Bez ponownego wytapiania zimnego metalu Tabela 4.3: Dane dotyczące zużycia w hali lejniczej

Rozdział 4
Produkcja metali nieżelaznych 366
4.2.1.2 Emisje do atmosfery W procesie tym istnieje pięć różnych źródeł: - • gazy z kalcynacji i ogrzewania w produkcji tlenku glinu; • gazy technologiczne ze spiekania anod; • gazy technologiczne z elektrolizerów; • wentylacja hali elektrolizerów; • odgazowywanie i odlewanie Potencjalne emisje ze stopnia elektrolizy: - • fluorki; • fluoropochodne węglowodoru (PFC); • smoły i wielopierścieniowe węglowodory aromatyczne (WWA); • dwutlenek siarki (SO2) oraz inne związki siarki; • pył; • związki metali; • tlenki azotu (NOx); • tlenek węgla (CO); • dwutlenek węgla (CO2) Emisje pochodzące z elektrolizerów oraz z wentylacji hali elektrolizerów powiązane są sprawnością, z jaką gazy spalania z elektrolizerów są wychwytywane [tm 29, PARCOM 1997; tm 100; NL Al. 1998]. 4.2.1.2.1 Wychwyt gazów a) Proces Prebake (proces z anodami wstępnie spieczonymi)
Elektrolizery CWPB są całkowicie obudowane i wyposażone w system do usuwania oparów. Typową wartością dla elektrolizerów CWPB w zakresie skuteczności wychwytu gazów odlotowych, zależną od konstrukcji układu usuwania, efektywności pokryw elektrolizerów oraz rozmieszczenia systemów wyciągowych i filtrów, w zakresie powietrza technologicznego wynosi 95 do > 99%. Efektywność wychwytu zależy od dobrego stopnia wyciągania, właściwie zaprojektowanych okapów odciągowych oraz właściwej obsługi dla zapewnienia otwarcia w tym czasie minimalnej ilości okapów odciągowych. Otwarte okapy odciągowe oraz okapy, które nie są dobrze uszczelnione umożliwiają przenikanie powietrza do systemu odciągania i wskutek tego zmniejszają skuteczność usuwania w pozostałych elektrolizerach. Elektrolizery SWPB są zwykle częściowo obudowane; efektywność wychwytu wynosi tu od ok. 85 do 95%. Efektywność wychwytu na tym poziomie wynika ze złego układu okapów odciągowych i polegania na zamknięciu gazów w zakrzepłej powłoce tlenków glinu. Niektóre elektrolizery SWPB są w pełni wyposażone w okapy odciągowe, lecz należy je otwierać częściej dla dodania tlenku glinu, wymiany anody i konserwacji. b) Proces Søderberg (proces z anodami samospiekającymi się) W przypadku konwencjonalnych elektrod VSS Søderberga, sytuacja podobna jest do SWPB. Łamacz skorupy i podajnik tlenku glinu zamocowane są na wózkach i elektrolizery są tylko

Rozdział 4
Produkcja metali nieżelaznych 367
częściowo pod okapami odciągowymi. Jest tu niski stopień automatyzacji i w konsekwencji występują problemy kontroli dokładnego doprowadzania tlenku glinu do kąpieli za pomocą tego systemu naczyń. Podczas łamania skorupy i doprowadzania tlenku glinu wzrastają emisje substancji zanieczyszczających powietrze do atmosfery z hali elektrolizerni. Stalowe śruby kontaktowe (sworznie) podpierające anody i przewodzące prąd muszą być wyciągane w regularnych odstępach czasu i umieszczane w wyższym położeniu. Podczas takiej operacji, emitowane są większe ilości WWA. Powłoka wychwytu gazu otaczająca obudowę anody przyłączona jest do prostego palnika gazowego prowadzącego do rury wylotowej gazu; palnik ten przeznaczony jest do spalania emitowanego CO i węglowodorów [tm 6, HMIP (Inspektorat ds. Zanieczyszczeń Środowiska JKM) 1993]. W konwencjonalnym układzie elektrod Søderberg wprowadzono kilka udoskonaleń. Celem była redukcja zjawisk anodowych i emisji z wanien do poziomu porównywanego z emisjami całkowitymi z wanien ze wstępnie spieczonymi anodami, włączając w to spiekanie anod. Podstawowymi właściwościami są tu: • automatyczne punktowe zasilanie tlenkiem glinu i sterowanie elektrolizą; • pełne pokrycie płaszczem skorupy kąpieli; • zastosowanie �suchej pasty� z niższą zawartością paku; • udoskonalony palnik do spopielania WWA i innych węglowodorów w gazach wylotowych z
wanny; • pełne pokrycie górnej części anody okapem odciągowym, który jest przyłączony do osobnego
wyciągu gazów i płuczki wieżowej z suchym tlenkiem glinu lub suchej górnej części anody w połączeniu z pastą do otworów sworzni i zwiększoną wysokością anody, w zależności od efektywności.
Wynikiem takich usprawnień jest znaczny wzrost wychwytu gazów [tm 29, PARCOM 1997]. W zależności od stopnia wykonanych modyfikacji, efektywność spotykana w typowych instalacjach VSS Søderberga mieści się w zakresie od 65 do 95% [tm 77, Al Expert Group 1998 - Grupa Ekspertów ds. Aluminium 1998]. Instalacje HSS Søderberga mają efektywność podobną do elektrolizerów SWPB. Z tego względu niekontrolowane emisje do hali elektrolizerów z SWPB i elektrolizerów Søderberga są znaczne i procesy te obejmują często wilgotne systemy płukania, takie jak płuczki wieżowe z wodą morską do usuwania fluorków i WWA z gazów wentylacyjnych pochodzących z elektrolizerni. Elektrolizery CWPB są znacznie bardziej efektywne w wychwycie gazów technologicznych, lecz uzależnione są od dobrej konstrukcji, konserwacji i obsługi. Stężenia kilku składników w gazach pochodzących z elektrolizerów przedstawione są w poniższej tabeli.
Rodzaj elektrolizera
Fluorki ogółem mg/Nm3
Pył mg/Nm3
Dwutlenek węgla mg/Nm3
VSS Søderberg 700 - 1700 500 - 1800 500 - 2000 Prebake z okapami odciągowymi
75 - 500 150 - 500 50 - 400
Tabela 4.4: Stężenia nieoczyszczonych gazów pochodzących z elektrolizerów aluminium pierwotnego [tm 29, OSPARCOM 1997]

Rozdział 4
Produkcja metali nieżelaznych 368
4.2.1.2.2 Fluorki Podczas elektrolizy z tygli emitowane są unoszące się w powietrzu gazowe i stałe fluorki. Główną substancją zanieczyszczającą (od 50 do 80%) jest gazowy fluorek wodoru (HF); pozostałość stanowią fluorki stałe (głównie fluorki aluminium i kriolit). HF tworzy się przez reakcję fluorku glinu i kriolitu z wodorem, wprowadzanym do wanny w postaci wody związanej w tlenku glinu, jako wodór resztkowy w anodach i jako wilgoć w powietrzu. Ponieważ nowoczesne wanny pracują często przy wysokiej nadwyżce stechiometrycznej AlF3 (12 � 13%), wytwarzanie fluorków wzrosło wraz z upływem lat i bardziej istotne stało się wychwytywanie oparów [tm 100, NL Al 1998]. Całkowite emisje fluorków z wanien wahają się w zakresie od 20 do 40 kg F na tonę aluminium. Przy efektywności wychwytu > 98% i przy efektywności oczyszczania > 99,5 do 99,9% w instalacjach z płukaniem na sucho, emisje kominowe mogą być na poziomie od 0,02 do 0,2 kg całkowitego F na tonę aluminium. Jako środek płuczący stosowany jest tlenek glinu. Tlenek glinu wychwytywany jest zwykle w filtrze workowym lub elektrofiltrze i następnie używany jest bezpośrednio w elektrolizerach. Fluorki wychwycone w dwutlenku glinu tworzą fluorek aluminium i fluorek sodu (po reakcji z tlenkiem sodu obecnym w tlenku glinu) i wpływają na ilość kriolitu w kąpieli elektrolitycznej. W kilku instalacjach obsługujących płuczki wieżowe z tlenkiem glinu wytwarzany jest nadmiar kriolitu z reakcji fluorków z zawartością sodu w tlenku glinu; jest on sprzedawany jako �kąpiel nadmiarowa�. Emisje niewychwycone odprowadzane są do atmosfery hali elektrolizerów i emitowane są przez system wentylacji. Emisje te mogą stanowić 0,4 � 0,8 kg na tonę aluminium wg obliczeń PARCOM, dając w efekcie całkowitą emisję fluorków w zakresie 0,4 � 1,0 kg F na tonę aluminium [tm 29, PARCOM 1997]. W większości instalacji Søderberga pracujących w Skandynawii, oprócz suchych płuczek wieżowych, do usuwania dwutlenku siarki (SO2) z gazów odlotowych stosowane są mokre płuczki wieżowe (z zastosowaniem wody morskiej lub sody kaustycznej) [tm 29, PARCOM 1997; tm 100, NL Al. 1998]. W niektórych instalacjach do powietrza wentylacyjnego w celu usuwania fluorków, dwutlenku siarki i pyłów z powietrza wentylacyjnego pochodzącego z hali elektrolizerów stosowane są również płuczki wieżowe z wodą morską Fluorki i chlorki emitowane są również na etapie odgazowywania i rafinacji. Ilość i składniki emisji zależą od zastosowanych środków do odgazowywania i rafinacji. 4.2.1.2.3 PFC (CF4 i C2F6) PFC jako czterofluorometan (CF4) i sześciofluoroetan (C2F6) wytwarzane są podczas zjawisk anodowych. Są one emitowane w stosunku CF4:C2F6 ok. 10:1. Po ich utworzeniu nie można ich usunąć ze strumienia gazu przy użyciu istniejącej technologii [tm 29, PARCOM 1997]. Zjawisko anodowe występuje, gdy zawartość tlenku glinu w elektrolicie obniża się poniżej 1 � 2% i na anodzie tworzy się warstewka gazu. Powoduje to wstrzymanie wytwarzania metalu i wzrost napięcia w wannie elektrolitycznej z 4 � 5 do 8 � 50 V. Czynnikami wpływającymi na wytwarzanie PFC są częstotliwość i czas trwania �zjawisk anodowych� oraz prąd roboczy w wannie elektrolitycznej. Głównym czynnikiem w sterowaniu zjawiskami anodowymi jest sterowanie napięciem w wannie elektrolitycznej i dodatki tlenków glinu [tm 6, HMIP (Inspektorat ds. Zanieczyszczeń Środowiska JKM) 1993].

Rozdział 4
Produkcja metali nieżelaznych 369
Emisje PFC z nowoczesnych instalacji można zminimalizować przez zastosowanie półciągłego zasilania punktowego tlenkiem glinu i usprawnionego sterowania procesem. Takie instalacje CWPB można obsługiwać przy częstotliwości zjawiska anodowego < 0,1 do 0,5 na wannę na dzień, w wyniku czego emisja mieści się w zakresie od 0,02 do 0,1 kg PFC na tonę Al [tm 77, Al Expert Group 1998 - Grupa Ekspertów ds. Aluminium 1998; tm 100, NL Al. 1998]. W wielu instalacjach starszego typu zjawiska anodowe wykorzystywane były jako regulator zawartości tlenku glinu w kąpieli i w konsekwencji emisje PFC mogły być znacznie wyższe. Zastosowanie nowoczesnych układów sterowania i automatycznego zasilania punktowego tlenkiem glinu w elektrolizerach Prebake i Søderberga minimalizuje ilość i czas trwania zjawisk anodowych [tm 29, PARCOM 1997; tm 77, Al Expert Group - Grupa Ekspertów ds. Aluminium]. Wraz z systemem sterowania, np. zastosowaniem wyrównywania wysokości anody lub sprężonego powietrza, może być stosowany automatyczny system zabijania zjawiska anodowego. Emisje PFC są kluczowym problemem środowiskowym dla przemysłu aluminiowego; aktualnie prowadzone są intensywne badania dla uzupełnienia niepełnej wiedzy o tego typu problemach i możliwościach ich rozwiązania. 4.2.1.2.4 Smoły i WWA Emisje smoły i WWA podczas elektrolizy w instalacjach wstępnego spiekania są nieistotne wskutek tego, że anody spiekane są w oddzielnej operacji. Bardzo małe ilości smoły i WWA mogą być emitowane z ograniczonej ilości instalacji wstępnego spiekania przy stosowaniu pasty węglowej dla przyłączeń wtykowych anod i dla kołnierzy ochronnych. Nieistotność emisji wskazują pomiary przy uruchamianiu nowych elektrolizerów i z instalacji z zastosowaniem pasty kołnierzowej [tm 100, NL Al 1998]. W instalacjach zawierających urządzenia do produkcji anod źródło smoły i WWA znajduje się w tej części procesu. Produkcja anod przedstawiona jest w rozdziale 12 niniejszego dokumentu; emisje ze zintegrowanego procesu dotyczą niniejszego rozdziału. Są przykłady, takie jak proces elektrolityczny, w których ta sama płuczka wieżowa z tlenkiem glinu i filtr tkaninowy używane są dla gazów technologicznych z instalacji produkcji anod. Wyniki pochodzące z tych instalacji nie wykazują żadnych różnic w skuteczności instalacji ograniczania emisji przy doprowadzaniu również gazów z procesu produkcji anod. Można stąd wyciągnąć wniosek, że płuczka wieżowa z tlenkiem glinu jest skuteczna w usuwaniu WWA i smoły z instalacji do produkcji anod oraz z elektrolizerów Søderberga. Zużyty tlenek glinu z płuczek wieżowych używany jest jako materiał wsadowy dla elektrolizerów (lecz nie do pokrywania kąpieli). Do usuwania smoły używane są również filtry elektrostatyczne [patrz rozdział 12]. Mokre płuczki wieżowe dla gazów wentylacyjnych usuwają również niektóre WWA, w szczególności frakcję pyłów. W instalacjach Søderberga, podczas elektrolizy, emitowane są smoły i WWA z powodu samospiekającej się anody. Emisje występują w wyniku parowania z nawęglania pasty. Najistotniejsze emisje pochodzą z operacji wyciągania sworzni. Emisje zależą od konstrukcji anody, jakości pasty i praktyk roboczych. Zasadniczo, zastosowanie płuczek wieżowych powoduje efektywne usuwanie smoły i WWA z gazów pochodzących z wanien [tm 29, PARCOM 1997, tm 77, Al Expert Group - Grupa Ekspertów ds. Aluminium]. Redukcje emisji WWA z anody wspomaga również zastosowanie suchej pasty anody oraz chłodniejszych górnych części anod. 4.2.1.2.5 Dwutlenek siarki i związki siarki Stosowane aktualnie anody zawierają siarkę w zakresie od 1 do ponad 3,5%. Siarka reagować będzie z tlenem powodując emisję dwutlenku siarki lub siarczku karbonylu � COS. Wskutek różnic

Rozdział 4
Produkcja metali nieżelaznych 370
w zawartości siarki w anodach, emisja dwutlenku siarki może być w zakresie od ok. 8 do ponad 30 kg na tonę Al, przy zużyciu anody na poziomie 0,04 tony na tonę Al (przy zawartości siarki w zakresie od 1 do ponad 3,5%). Dla COS podaje się, że ~10% siarki w anodzie przemienia się w COS lub 2 kg/t Al w przypadku anod zawierających 2,5% S. Emisje SO2 pochodzące z wentylacji hali elektrolizerów mieszczą się w zakresie od 0,2 do 0,6 kg na tonę (stężenie: od 0,1 do 3 mg/Nm3). Emisje pochodzące z powietrza technologicznego z elektrolizerów mają typowe stężenie w zakresie od 50 do 400 mg/Nm3 [tm 29, PARCOM 1997; tm 100, NL Al 1998]. W przypadku, gdy gaz technologiczny będzie płukany na mokro, zakres stężenia w emisji do atmosfery będzie typowo na poziomie 5 � 40 mg/Nm3. Podaje się, że siarka w anodach może mieć korzystny wpływ w procesie tłumienia niekorzystnych oddziaływań sody zawartej w resztkach anod przeznaczonych do recyklingu [tm 77, Al Expert Group 1998 - Grupa Ekspertów ds. Aluminium 1998]. 4.2.1.2.6 Pył Tlenek glinu i kriolit są podstawowymi pyłami emitowanymi podczas elektrolizy. W przypadku, gdy system wychwytu gazów nie będzie efektywny, emitowany będzie również tlenek glinu stosowany do usuwania fluorków z gazów odlotowych (tzw. wtórny dwutlenek glinu). Taki wtórny dwutlenek glinu zawierać będzie pewne ilości HF adsorbowane na powierzchni. Całkowita ilość wytwarzanych pyłów zmienia się i zależy od rodzaju stosowanego procesu oraz rodzaju tlenku glinu i mieści się w zakresie od 0,6 do 10 kg na tonę Al. Typowe stężenia pyłów dla wentylacji hali elektrolizerów są na poziomie od 0,5 do 5 mg/Nm3, a stężenia pyłów w powietrzu technologicznym mieszczą się w zakresie 150 � 500 mg/Nm3 przed odpylaniem i w zakresie 1 � 20 mg/Nm3 po odpylaniu emisji [tm 100, NL Al 1998]. Innym źródłem pyłów (i metali) jest odlewanie; opary pochodzące z hali lejniczej wychwytywane i oczyszczane są zwykle za pomocą filtra tkaninowego. Wykonane zostały pewne badania w zakresie obecności dioksyn w oparach pochodzących z procesu odlewania, gdyż do ich tworzenia może prowadzić zastosowanie chloru do odgazowywania i obecność węgla z gazów ze spalania. Wszystkie pomiary dotyczące hal lejniczych pieca do wytapiania pierwotnego wykazują poziomy znacznie poniżej 1 g/rok. 4.2.1.2.7 Metale Metale występują w stężeniach śladowych w tlenku glinu i fluorku glinu, wskutek czego mogą być emitowane podczas elektrolizy. Tellur usuwany jest z tlenku glinu wytwarzanego w instalacji, wskutek czego jest potencjalnym zanieczyszczeniem. Występują tu również inne, lotne metale, które mogą być emitowane z hali elektrolizerów oraz hali lejniczej. Na temat wpływu na środowisko dostępna jest tylko ograniczona ilość danych; nie uważa się, aby metale śladowe były w znacznych ilościach uwalniane do atmosfery [tm 100, NL Al 1998]. 4.2.1.2.8 Tlenki azotu Tlenki azotu (NOx) wytwarzane są podczas elektrolizy z powodu obecności azotu w anodzie, który może być utleniony na NOx. Zawartość azotu w anodach jest w zakresie od 0,2 do 0,4%. Po całkowitej przemianie azotu na NOx, emisja może występować na poziomie od 0,5 do 2 kg NO2 na tonę Al (stężenie 5 � 20 mg/Nm3 w kominie). Rzeczywiste ilości uwalnianych NOx są nadal

Rozdział 4
Produkcja metali nieżelaznych 371
przedmiotem dyskusji. Pomiary kontrolne wykonane dla dwóch instalacji wstępnego spiekania w Norwegii wykazały emisję na poziomie od 0,1 do 0,2 kg NO2 na tonę Al [tm 100, NL Al. 1998]. Gazy spalania z palników stosowanych w piecach do podgrzewania i wytapiania w hali lejniczej będą zawierać tlenki azotu. 4.2.1.2.9 Tlenek węgla Tlenek węgla (CO) wytwarzany jest podczas elektrolizy przez odwrotną reakcję aluminium metalicznego rozpuszczonego w elektrolicie z CO2 wytwarzanym na anodzie (2 Al + 3 CO2 → AL2O3 + 3 CO), co obniża wydajność elektrolizera. W nowoczesnym piecu do wytapiania, CO wytwarzany jest na poziomie od 100 do 150 kg na tonę Al przed jakimkolwiek ponownym utlenianiem na CO2. Wytwarzanie CO wzrasta również podczas zjawiska anodowego [tm 6, HMIP (Inspektorat ds. Zanieczyszczeń Środowiska JKM) Al. 1993; tm 100, NL Al 1998]. 4.2.1.2.10 Dwutlenek węgla Dwutlenek węgla (CO2) wytwarzany jest podczas elektrolizy przez reakcję anody węglowej z tlenem wytworzonym przez elektrolizę i przez reakcję wtórną z powietrzem. W wydajnej instalacji wstępnego spiekania zużywa się ok. 0.4 tony anod węglowych na tonę aluminium, co odpowiada od 1,4 do 1,7 ton CO2 na tonę aluminium. Jest to emisja znacznie mniejsza od emisji CO2 powstającej przy spalaniu paliw kopalnych stosowanych do wytwarzania energii elektrycznej wymaganej dla elektrolizy [tm 77, Al Expert Group 1998 - Grupa Ekspertów ds. Aluminium 1998]. Dwutlenek węgla emitowany jest również z palników stosowanych w piecach do podgrzewania i wytapiania. 4.2.1.2.11 Krótka charakterystyka podstawowych substancji zanieczyszczających atmosferę W poniższej tabeli przedstawiono główne substancje zanieczyszczające powietrze i źródła ich emisji, zgodnie z tym, co przedstawiono wyżej i w oparciu o stwierdzenia przedstawione w literaturze fachowej.
Składniki Gazy odlotowe z elektrolizerów
Wentylacja hali elektrolizerów
Odgazowywanie i podgrzewanie
Fluorki � gazowe i ogółem F
� ��� � (chlorki)
PFC (CF4, C2F6) ��� � Smoły i WWA �** �� ** SO2 (bez zastosowania płuczek wieżowych)* i COS
��* �
Dwutlenek węgla �� Pył � � � Uwaga. * W Skandynawii, po płukaniu na sucho do usuwania SO2 stosowane są zasadniczo płuczki
wodne; w płuczkach tych jako środek płuczący stosuje się zwykle wodę morską. ** Smoły i WWA związane są z procesem Søderberga i procesem wstępnego spiekania, które
posiadają zintegrowany proces produkcji elektrod. Związki te mogą być również właściwe dla małej ilości instalacji, w których do kołnierzy ochronnych złączy wtykowych anod stosowana jest pasta.
��� Bardziej istotne������ Mniej istotne Tabela 4.5: Znaczenie potencjalnych emisji z aluminium pierwotnego

Rozdział 4
Produkcja metali nieżelaznych 372
Parametr Pre Bake
(wstępnie spiekane anody)
VS (anody Søderberga)
HF �kg/t Al 0,15 � 2,0 0,2* � 3,5 Fluorki ogółem -kg/t Al 0,3 � 4,0 0,5* � 4,0 Pył �kg/t Al 0,6 � 7,0 1,5* � 10,0 SO2 �kg/t Al 10 � 30 10 � 30 SO2 �kg/t Al w przypadku stosowania płukania mokrego
1,0 � 3,5 1,0 � 3,5
CF4/C2F6 � kg/t Al 0,02 � 1,0 0,2 � 1,0 Dwutlenek węgla � t/t Al 1,4 � 1,6 1,6 � 1,9 B(a)P -g/t Al - 5 � 20 Uwaga. * Przy płukaniu wodnym dla wentylacji.
Tabela 4.6: Całkowite emisje do atmosfery z pieców do wytapiania pierwotnego aluminium Wielkość niekontrolowanych emisji przez wentylacje hali elektrolizerów oparta jest na 98% wychwycie oparów z elektrolizerów. Wydajność taka może być osiągnięta dla normalnych elektrolizerów CWPB; w przypadku osiągania niższej wydajności, np. w elektrolizerach SWPB i Sørderberga, wzrasta znaczenie wentylacji hali elektrolizerów [tm 77, Al Expert Group 1998 - Grupa Ekspertów ds. Aluminium. 1998; tm 100, NL Al 1998]. Wykonane zostały obliczenia dla gazów emitowanych z powietrza wentylacyjnego w pierwotnych piecach do wytapiania [tm 29, PARCOM 1997]. Obliczania te oparte były na stężeniu składników w gazach elektrolizerów i efektywności wychwytu okapu odciągowego i systemu wyciągowego. Obliczenie to ma znaczenie dla ustalenia istotności niewychwyconych emisji; prowadzi ono do takiego samego wniosku jak znaczenie wydajności systemu wychwytu oparów; czynnik ten uznaje się za jak najbardziej właściwy dla niniejszej pracy. Większość pieców do wytapiania wyposażona będzie w układ monitorowania takich emisji.
Związek Emisja kg/tonę Al
Pył 0,02 � 0,3 NOx < 0,1 � 0,4 SO2 0 � 3
Tabela 4.7: Hala lejnicza pierwotnego aluminium � emisje do atmosfery 4.2.1.2.12 Gazy klimatyczne Wytwarzanie aluminium pierwotnego powoduje emisję CO2 jako związku charakterystycznego dla procesu elektrolitycznego (z anod na bazie węgla) oraz ze spalania paliwa do wytwarzania tlenku glinu i wytwarzania elektryczności, w przypadku stosowania paliw kopalnych. Oprócz powyższych, podczas zjawiska anodowego w elektrolizerach wytwarzane są pochodne fluorowe węglowodorów nasyconych (PFC), takie jak CF4 i C2F6. Oba te gazy są istotnymi gazami klimatycznymi o 100-letnim globalnym potencjale cieplnym na poziomie odpowiednio 6500 i 9200. Obliczenia wykonane dla europejskich pieców do wytapiania aluminium pierwotnego wykazują, że całkowita ilość emitowanych gazów PFC, obliczona jako odpowiednik emisji CO2, była na poziomie ok. 15 milionów ton w roku 1990. Usprawnienia sterowania procesem elektrolizy znacznie zmniejszyły ilość zjawisk anodowych i czas trwania każdego zjawiska anodowego. Wskutek tego, w okresie ostatnich 10 lat znacznie zmniejszyła się emisja PFC; obliczenia

Rozdział 4
Produkcja metali nieżelaznych 373
wykazują, że w roku 2000 emisja ich odpowiednika w postaci CO2 będzie na poziomie poniżej 6 milionów ton. Na zmniejszenie bezpośrednich emisji CO2 wpływ miało również poprawienie efektywności innych części procesu, zmniejszając w ten sposób emisję całkowitą gazów klimatycznych. Odpowiednie emisje PFC pochodzące z różnych technologii przedstawione są w tabeli 4.5. Usprawnienia i dalsze redukcje przedstawione są w ramach technik, które należy wziąć pod uwagę przy określaniu BAT. Wciąż postępują prace na etapie pilotażowym mające na celu opracowanie obojętnego materiału anody w celu niewytwarzania dwutlenku węgla podczas elektrolizy; jest to nowo powstająca technika. Wyeliminowanie anody węglowej mogłoby również zapobiec tworzeniu się PFC. 4.2.1.3 Emisje do wody Wytwarzanie aluminium pierwotnego jest z istoty procesem suchym. Zrzucanie wody odpadowej jest zwykle ograniczone do wody chłodzącej, wody deszczowej z powierzchni i dachów oraz wody płuczek wodnych z wodą morską dla gazów wentylacyjnych pochodzących z hali elektrolizerów. Odpływowe wody deszczowe mogą być zanieczyszczone z powodu otwartego składowania surowców i deponowanych ciał stałych. Typowe wartości tego typu zanieczyszczeń są tu na poziomie < 0,03 kg/tonę Al dla zawiesiny stałej i < 0,02 kg/tonę Al dla rozpuszczonych chlorków. Ponadto, znaczne ilości wód odpadowych można odprowadzać, jeśli do ograniczania emisji zanieczyszczeń atmosfery używa się systemów mokrych [tm 100, NL Al 1998]. Produkcja anod może powodować wytwarzanie wód odpadowych składających się z wody chłodzącej, używanej do chłodzenia anod surowych oraz gazów odlotowych. Proces chłodzenia można realizować za pomocą pośrednich systemów wodnych, których wynikiem jest zrzucanie wody chłodzącej. Pośrednie systemy wodne można wykorzystywać również do chłodzenia gazów odlotowych, w celu dostosowania ich do przeprowadzenia przez systemy ograniczania emisji za pomocą zwykle stosowanych urządzeń technicznych (filtry workowe, elektrofiltry) [tm 100, NL Al. 1998]. Produkcja aluminium z boksytów jest procesem, w którym nie występuje zrzucanie wody w wyniku pracy w obiegu zamkniętym. Woda zawarta w masie Bayera lub wykorzystywana do jej transportu do miejsca likwidacji jest bardzo alkaliczna i jest z powrotem wpompowywana do instalacji w celu ponownego użycia [tm 77, Al Expert Group 1998 - Grupa Ekspertów ds. Aluminium 1998]. Etap elektrolizy jest procesem suchym, w którym bezpośrednio nie są wytwarzane żadne wody odpadowe. Zanieczyszczeniu wód deszczowych zapobiega się przez stosowanie odpowiednich technik, przedstawionych w pkt. 2.9.
Składniki
Prebake (anoda wstępnie spiekana)
Søderberg (anoda samospiekająca się)
Fluorki � kg/t Al 0 � 3,0 0 � 5,0 Zawiesina stała � kg/t Al 0 � 6,0 0 � 6,0 WWA (Boneff 6) � g/t Al 0 � 0,01 8 � 15
Tabela 4.8: Emisje do wody z instalacji elektrolitycznych pierwotnego aluminium

Rozdział 4
Produkcja metali nieżelaznych 374
4.2.1.4 Pozostałości technologiczne i odpady Z produkcją metali związane jest wytwarzanie kilku produktów ubocznych, pozostałości i odpadów, które są również wymienione w Europejskim Katalogu Odpadów (Decyzja Rady 94/3/EWG). Najistotniejsze odpady, właściwe dla danej technologii, przedstawione są niżej. 4.2.1.4.1 Masa Bayera Masa Bayera wytwarzana w procesie ekstrakcji tlenku glinu z boksytów jest istotnym odpadem, w stosunku do którego istnieją duże wymagania dotyczące jego likwidacji. Masa ta jest zasadniczo alkaliczna z procesu ekstrakcji i zawiera od 3 do 12 kg NaOH na tonę wytwarzanego tlenku glinu. Z tego względu wymaga ostrożnego transportowania. Aktualną praktyką jest osadzanie masy Bayera na miejscu wytwarzania lub w jego pobliżu, w specjalnie zaprojektowanych, uszczelnionych basenach. Nadmiar wody z basenów zawracany jest zwykle do procesu technologicznego. Podczas usuwania zanieczyszczeń z roztworu wytwarzanego podczas trawienia może być również wytwarzana sól zawierająca wanad. Sól ta jest głównym źródłem innych metali, takich jak wanad i tellur. 4.2.1.4.2 Zużyta wykładzina wanien Przy żywotności katod w zakresie 5 � 8 lat, powszechnej dla nowoczesnych instalacji, ilość zużytej wykładziny wanny (SPL) wynosi 20 � 30 kg/t wytwarzanego aluminium. Zwykle uważa się, że SPL składa się z dwóch różnych frakcji, części węglowej i materiału ogniotrwałego. Część węglowa jest rzeczywistą katodą elektrolizera, a pozostałość stanowią różne rodzaje materiału izolacyjnego. Te dwie frakcje są często oddzielane podczas demontażu katody. Zużyta katoda zawiera również materiał kąpieli, pręty stalowe służące do doprowadzania prądu do katody węglowej oraz często płatki metalu aluminium pochodzące z przenikania metalu do katody. Części te są ponownie używane bezpośrednio w instalacji lub, w przypadku prętów stalowych, wysyłane na zewnątrz zakładu do recyklingu. Część węglowa jest stosunkowo jednorodna, podczas gdy cześć ogniotrwała może składać się z wielu różnych rodzajów materiałów ogniotrwałych oraz innych rodzajów izolacji. Typowy skład SPL przedstawiony jest w poniższej tabeli [tm 134, EAA 1998].
Wykładzina węglowa
Izolacja Związek
Zakres [% wagowe] Al2O3 0 � 10 10 � 50
C 40 � 75 0 � 20 Na 8 � 17 6 � 14 F 10 � 20 4 � 10
CaO 1 - 6 1 - 8 SiO2 0 - 6 10 � 50
Metaliczne Al 0 - 5 0 CN 0,01 � 0,5 0 - 0,1
CN, wolny 0 � 0,2 0 � 0,05 Inne
Tabela 4.9: Skład zużytej wykładziny tygla

Rozdział 4
Produkcja metali nieżelaznych 375
Problematycznymi składnikami związanymi z tym materiałem są rozpuszczalny fluorek i rozpuszczalny cyjanek (CN). Ponadto, każde zwilżenie tego materiału wytwarza alkaliczną substancję wyługowaną i powoduje uwolnienie niewielkich ilości NH3 i PH3. WWA nie uważa się za stwarzające problemy, ponieważ wykładzina węglowa została już zwęglona w temperaturach powyżej 1250 °C i cała pasta ubijana została ogrzana powyżej 900 oC w elektrolizerze. Wymienione problematyczne składniki związane są głównie z częścią węglową SPL i częściami ogniotrwałymi będącymi w bezpośrednim kontakcie z częścią węglową. Jak widać z tabeli, zawartość tych składników jest niższa w części ogniotrwałej. Zużytą wykładzinę wanny można ponownie wykorzystywać, przetwarzać lub zlikwidować [tm 134, EAA 1998]. Ponowne użycie Ponownie użycie w piecach pirometalurgicznych. Ponowne użycie do produkcji kriolitu. Ponownie użycie w przemyśle cementowym. Ponowne użycie jako paliwo. Proces przetwarzania Proces w piecach obrotowych dla metali Reynoldsa. Proces pirohydrolizy Elkem (wytwarzany jest tu również kriolit) Proces Comalco Comtor. Proces Fortec/Ormet. Proces Alcoa/Ausmelt Osadzanie (deponowanie) Osadzanie na brzegu morza. Osadzanie na składowiskach jako niebezpieczny odpad. 4.2.1.4.3 Inne materiały Kożuchy pochodzące z procesów podgrzewania i przetwarzania stanowią od 15 do 20 kg na tonę wytwarzanego aluminium. Materiał ten zawiera od 30 do 80% aluminium; chłodzenie pod płaszczem gazu obojętnego zapobiega utlenianiu. Kożuchy są używane jako surowiec w przemyśle wtórnego aluminium. Zużyte filtry z przetwarzania metalu są zwykle likwidowane. Odpady stałe wytwarzane w instalacjach do oczyszczania gazów (pył i szlam) można ponownie używać [tm 77 i 90, Al Expert Group 1998 - Grupa Ekspertów ds. Aluminium 1998]. W przypadku nie spełniania standardów jakości, likwidowane są również resztki anody. Wykładziny pieca z procesu odlewania i procesu spiekania anod można odzyskiwać lub likwidować. Stosując odpowiednie techniki w zakresie zagospodarowania odpadów i metody odzyskiwania można zmniejszyć ilość odpadów przeznaczonych na składowiska. Patrz przykłady.

Rozdział 4
Produkcja metali nieżelaznych 376
Źródło Możliwości wykorzystania/przetwarzania
Kożuchy Al Odzyskiwanie. Pył pofiltracyjny Ponowne użycie w procesie. SPL Substancja do nawęglania, topnik i
wykładziny pieca. Cegły Z pieców do produkcji anod, ponowne
użycie. Stal Odzyskiwanie. Pył węglowy (instalacje anodowe)
Ponowne użycie.
Tabela 4.10: Możliwości zmniejszenia odpadów w przypadku pieca do wytapiania pierwotnego aluminium
Źródło Ilość kg na tonę Al
Kożuchy Al 15 � 25 SPL 20 � 30
Inne niebezpieczne odpady 7 � 15 Odpady nie niebezpieczne 12 � 14
Tabela 4.11: Ilości odpadów charakterystyczne dla produkcji aluminium pierwotnego Stal pochodząca z instalacji anodowej jest zwykle ponownie przetapiana w piecu indukcyjnym i odlewana ponownie w celu użycia w procesie. Innym potencjalnym źródłem takich emisji jest wytapianie stali zanieczyszczonej fluorkami; wymagany jest tu odpowiedni wychwyt i ograniczanie emisji.
4.2.2 Aluminium wtórne Z pieców do wytapiania i z pieców do przetwarzania mogą pochodzić potencjalne emisje do atmosfery takich substancji jak pyły, związki metali, chlorki, HCl i produkty złego spalania, takie jak dioksyny i inne związki organiczne. Możliwe jest tu powstawanie dioksyn w strefie spalania i w części chłodzenia systemu oczyszczania gazów odlotowych (synteza de-novo). Emisje te mogą pochodzić z procesu, w postaci emisji kominowych lub w postaci emisji niezorganizowanych, w zależności od wieku instalacji i zastosowanej technologii. Emisje kominowe są zwykle monitorowane w sposób ciągły lub okresowy; są one przedstawiane właściwym władzom przez personel terenowy lub przez zewnętrznych konsultantów.

Rozdział 4
Produkcja metali nieżelaznych 377
WEJŚCIE POTENCJALNE WYJŚCIA
Piec do wytapiania
Wstępna obróbka cieplna Wsad
Energia
Emisja do atmosfery � Związki organiczne Dymy, pyły, SO2, NOx Emisja do gruntu - Pył pofiltracyjny
Przetworzony złom
Topniki Doprowadzany materiał Paliwo
Emisja powietrza technolo- gicznego - SO2, związki metali, pyły, HF, HCl, związki organiczne, NOx
Emisja do wody - metale, części stałe Emisja do gruntu -
Żużel solny ~8% Al,
Kożuchy 25-80% Al
Aluminium
Odgazowanie
Podgrzewanie
Gazy piecowe � pyły, HCl Płuczka wieżowa � części stałe,HCl
Argon Azot Chlor
Wlewki
Pył pofiltracyjny, wykładziny pieców
Kożuchy Urządzenia do odlewania
Rysunek 4.5: Wejścia i wyjścia z produkcji aluminium wtórnego Uwaga: Dymy i pyły mogą być związane ze związkami organicznymi, takimi jak lotne składniki organiczne (VOC) i dioksyny. Niewłaściwe składowanie, przetwarzanie i transport kożuchów może powodować emisję amoniaku i innych gazów [tm 33, Mantle 1988]. Z operacji obsługi i przetwarzania kożuchów może być emitowany również pył. W przypadku niewłaściwego składowania wyrobów i materiałów, istnieją potencjalne możliwości uwalniania do wody zawiesiny stałej, metali i olejów. Podstawowy wpływ na znaczenie takich emisji ma rodzaj i jakość złomu. Problem ten przedstawiony jest szczegółowo w punkcie dotyczącym technik, które należy wziąć pod uwagę. Potencjalne źródła emisji istnieją na stopniach wstępnego przygotowania, wytapiania, odgazowywania i podgrzewania. Proces wstępnego przygotowania przedstawiony jest w pkt. 2.5; w przemyśle aluminium wtórnego, do wstępnego przygotowania złomu stosowane jest głównie suszenie wiórów i termiczne usuwanie powłok oraz mielenie i inne przetwarzanie mechaniczne, a także metody koncentracji w przypadku kożuchów i żużli solnych.

Rozdział 4
Produkcja metali nieżelaznych 378
Żużle solne powstają w przypadku stosowania mieszanin chlorków sodu i potasu do pokrywania roztopionego metalu dla zapobieżenia utlenianiu oraz zwiększenia uzysku i sprawności cieplnej. Żużle takie są zasadniczo wytwarzane w piecach obrotowych i mogą oddziaływać na środowisko w przypadku ich składowania na gruncie. Ilości wytwarzanego żużlu solnego zmieniają się istotnie i zależą od typu materiału, pieca i stopnia zanieczyszczenia aluminium, itp.. Istnieją tu możliwości swobodnego topienia soli w niektórych piecach przy zastosowaniu wielu rodzajów materiałów wsadowych; istnieją również możliwości recyklingu żużlu solnego. 4.2.2.1 Emisje do atmosfery Substancjami, które mogą być uwalniane do atmosfery są: • pył i dym; • związki metali; • materiały organiczne (lotne związki organiczne i dioksyny) i CO; • tlenki azotu (NOx); • dwutlenek siarki; • chlorki, HCl i HF. Znaczna część emisji tych substancji wytwarzana jest przez stosowane paliwo i zanieczyszczania materiału wsadowego. Niektóre pyły wytwarzane są przez miałki złom proszkowy lub przez opary soli [tm 77 i 90, Al Expert Group 1998 - Grupa Ekspertów ds. Aluminium 1998].
Składniki Wstępne przetwarzanie
Topienie Rafinacja i odgazowywanie
HCl, HF i chlorki � �� ��� Metale i związki �� �� �� Tlenki azotu � �� � (gazy spalania) SO2 � (przy zastosowaniu
odpowiedniego paliwa) � (przy zastosowaniu odpowiedniego paliwa)
� (gazy spalania)
Związki organiczne (VOC, dioksyny)
��� ���
Pyły ��� ��� �� Uwaga. ��� Bardziej istotne������ Mniej istotne
Tabela 4.12: Znaczenie potencjalnych emisji do atmosfery Ponadto, potencjalne emisje pyłów i fosfiny z przetwarzania żużlu solnego należy wziąć pod uwagę jako skutek oddziaływania na środowisko. 4.2.2.1.1 Wychwyt gazów Stosowane techniki przedstawione są w punkcie 2.7. W produkcji aluminium wtórnego, istotnym elementem jest usuwanie oparów, ponieważ pył i dym może być zarówno generowany z zanieczyszczeń znajdujących się we wsadzie, jak i powstawać na etapach spalania i topienia [tm 33, Mantle 1988]. Istotne znaczenie ma tu również istnienie kilku potencjalnych punktów emisji w piecu; należy wychwytywać emisje z takich punktów. Ponadto, w fazie procesu ładowania, do ograniczania emisji niezorganizowanych można stosować różne systemy. Na przykład, w celu zapobiegania emisjom podczas ładowania, można stosować wózki dokujące, które są szczelnie dociskane do drzwi wsadowych.

Rozdział 4
Produkcja metali nieżelaznych 379
Innym istotnym czynnikiem jest spalanie powłok organicznych w piecu wstępnego przygotowania lub w piecu do wytapiania; w celu oczyszczania powstających tu emisji, można zaprojektować systemy usuwania i ograniczania emisji. W przypadku niewłaściwego zaprojektowania, emisje niezorganizowane mogą osiągać znaczne poziomy. 4.2.2.1.2 Pył i metale Pyły i metale związane są ze sobą; są one wytwarzane z gazów spalania lub ze stosowanego złomu i topników. Niektóre metale występujące jako zanieczyszczenia są unoszone z oparami podczas wytapiania, tworząc pyły. Wytwarzanie dymów wskutek obecności węgla organicznego i chlorków może prowadzić do tworzenia się dioksyn, które będą związane również z pyłami. Do niszczenia ulatniających się ze strefy spalania substancji organicznych stosowane jest dopalanie; praktykowane jest tu również wdmuchiwanie materiałów obróbkowych, takich jak wapno, wodorowęglan sodu oraz węgiel. Do usuwania pyłów, w większości instalacji stosuje się (wysokowydajne) filtry workowe lub ceramiczne; wskutek tego emisje można zmniejszyć do poziomu od 0,6 do 20 mg/Nm3. W celu ochrony filtrów, przed filtrami często instalowany jest chwytacz iskier lub komora chłodząca. Można tu odzyskiwać energię; w tym celu najpowszechniej stosowane są palniki rekuperacyjne.
Składniki Typowe wartości (%) Zakres (%)
CaO 25 0 - 50 Al2O3 15 6 - 25 NaCl, KCl 35 20 - 50 Węgiel 6 1 - 6 Metale ciężkie * - 0,01 - 10 Al, metal. 3 2 - 7 PCDD/F 5 µg/kg 3 - 10 µg/kg Uwaga. * Zn, Pb, Cu, Mn, V, Cr, Ni, Sn, (w ilościach śladowych Co, As, Tl, Be, Sb)
Tabela 4.13: Typowy skład pyłów pofiltracyjnych pochodzących z aluminium wtórnego Chociaż technologia przetwarzania żużlu solnego może nie być procesem, który jest ujęty w pozwoleniu na produkcję aluminium, lokalnie należy wziąć pod uwagę potencjalnie istotne emisje pyłów z etapów kruszenia zamiejscowego. 4.2.2.1.3 Materiały organiczne (lotne związki organiczne, dioksyny) i CO Złe spalanie paliwa i związków organicznych w materiale zasilającym może powodować emisję substancji organicznych. Dla zoptymalizowania spalania, stosuje się efektywne systemy sterowania palnikiem i piecem. W przypadku doprowadzania do pieca, pod uwagę należy wziąć szczytowe szybkości spalania zawartych materiałów organicznych. Stwierdza się, że wstępne czyszczenie złomu powoduje usunięcie znacznej ilości materiałów organicznych i poprawia szybkość wytapiania [tm 122, ETSU 1998]. Zastosowanie mieszanin chloru do odgazowywania i usuwania magnezu oraz zastosowanie chlorków (topników solnych) stanowi źródło chloru dla potencjalnego tworzenia się dioksyn. Do niszczenia substancji organicznych wytwarzanych w piecu lub na etapach wstępnego przygotowania stosowane są dopalacze. Do usuwania substancji organicznych i dioksyn związanych z pyłami można dodawać węgiel oraz stosować skuteczną filtrację pyłów.

Rozdział 4
Produkcja metali nieżelaznych 380
4.2.2.1.4 Dwutlenek siarki i tlenki azotu Oba te związki wytwarzane są w wyniku zastosowanych w piecu systemów spalania. Zasadniczo, emisje nie są tu istotne. Do zminimalizowania emisji można tu stosować palniki z niskimi NOx i paliwa o niskiej zawartości siarki. Dla zmniejszenia termicznych NOx można tu stosować palniki tlenowo-paliwowe; istnieje możliwość, że wzbogacanie tlenem może mieć przeciwny skutek z powodu wyższych temperatur roboczych; wyższe stężenia są jednak związane z mniejszymi objętościami gazów i ilościami całkowitymi. Podawane emisje są tu, w zależności od pieca, w zakresie od 10 do 900 gramów NOx na tonę metalu [tm 116, ALFED 1998]. 4.2.2.1.5 HF, HCI i chlorki Chlor można stosować do obróbki ciekłego aluminium przed odlewaniem w celu usunięcia wodoru i magnezu (odmagnezowywanie). Jednym z możliwych zastosowań pieców obrotowych jest zastosowanie do usuwania magnezu bez dodatkowego użycia chloru. W przypadku użycia nadmiaru chloru może on być emitowany w postaci chlorku glinu, który może hydrolizować w zetknięciu z powietrzem tworząc HCl. W celu usunięcia takich związków, w niektórych miejscach używane są mokre płuczki wieżowe, a w innych stosowane jest płukanie suche lub półsuche. Ich tworzenie się można minimalizować przez dobrą kontrolę i zastosowanie mieszanin chloru i gazów obojętnych. Zastosowanie topników solnych w piecu do wytapiania może spowodować również emisję bardzo drobnych pyłów zawierających chlorki metali. Zastosowanie fluorków do usuwania magnezu lub jako topnika może spowodować uwolnienie, w małych ilościach, HF i fluorków. 4.2.2.1.6 Podsumowanie emisji do atmosfery
Emisje
Zakres
Pyły stałe mg/Nm3 < 5 - 50 HF mg/Nm3 < 5 Chlorki mg/Nm3 < 5 HCl mg/Nm3 3 - 40 SO2 mg/Nm3 15 - 530 NO2 mg/Nm3 40 - 420 Dioksyny ng/Nm3 < 0,1 - 1 VOC mg/Nm3 10 - 57 Zużycie energii MJ/t drobnych wiórów
3500 - 5200
Tabela 4.14: Suszenie wiórów
Emisje
Zakres
Pył mg/Nm3 < 1 - 35 HF mg/Nm3 0,1 - 5 Chlorki mg/Nm3 1 - 5 HCl mg/Nm3 0,1 - 40 Dioksyny ng/Nm3 < 0,1 - 1 Zużycie energii MJ/t 2000 - 8000
Tabela 4.15: Wytapianie w piecu indukcyjnym (emisje ograniczane)

Rozdział 4
Produkcja metali nieżelaznych 381
Emisje
Zakres
Pył mg/Nm3 1 - 30 HF mg/Nm3 0,1 - 5 Chlorki mg/Nm3 < 1 - 5 HCl mg/Nm3 0,1 - 40 SO2 mg/Nm3 5 - 520 NO2 mg/Nm3 50 - 450 Dioksyny ng/Nm3 < 0,1 - 1 VOC mg/Nm3 5 - 90 Zużycie energii MJ/t Al 4000 - 12000
Tabela 4.16: Wytapianie w piecu obrotowym (emisje ograniczone)
Emisje
Zakres
Pył mg/Nm3 < 0,1 - 35 HF mg/Nm3 0,1 - 5 Chlorki mg/Nm3 < 1 - 5 HCl mg/Nm3 0,5 - 40 SO2 mg/Nm3 0,5 - 515 NO2 mg/Nm3 15 - 450 Dioksyny ng/Nm3 < 0,1 - 1 VOC�s mg/Nm3 2 - 55 Zużycie energii MJ/t Al 3300 - 8000
Tabela 4.17: Wytapianie w piecu z boczną kotliną i w piecu płomiennym (emisje ograniczane)
Emisje
Zakres
Pył mg/Nm3 < 5 - 50 HF mg/Nm3 < 5 Chlorki mg/Nm3 1 - 5 HCl mg/Nm3 30 - 40 SO2 mg/Nm3 10 - 530 NO2 mg/Nm3 20 - 420 Dioksyny ng/Nm3 < 0,1 - 1 VOC mg/Nm3 5 - 57 Zużycie energii MJ/t 2300 - 3800
Tabela 4.18: Wytapianie w piecu z pochyłym trzonem (emisje ograniczane) 4.2.2.2 Emisje do wody Produkcja aluminium z surowców wtórnych jest zasadniczo procesem suchym. Zrzucanie wody ograniczone jest zwykle do wody chłodzącej, która jest często zawracana ponownie do obiegu oraz odpływowej wody deszczowej z powierzchni i z dachów. Odpływająca woda deszczowa może być zanieczyszczona surowcami składowanymi na otwartych powierzchniach, takimi jak zaolejony złom i deponowane części stałe. Typowe wartości dla tego typu zanieczyszczeń są < 0,03 kg/tonę Al dla zawiesiny stałej. Ponadto znaczne ilości wód odpadowych mogą być odprowadzane w przypadku używania systemów mokrych do ograniczania zanieczyszczenia powietrza.

Rozdział 4
Produkcja metali nieżelaznych 382
4.2.2.3 Pozostałości technologiczne i odpady Kożuchy pochodzące z procesów podgrzewania i obróbki stanowią od 15 do 20 kg na tonę wytwarzanego aluminium. Materiał ten zawiera znaczne ilości aluminium; wstępne przetwarzanie kożuchów, np. przez prasowanie i chłodzenie w atmosferze gazu obojętnego, zmniejsza utlenianie. Podczas przechowywania kożuchy mogą reagować z wilgocią (pochodzącą z powietrza) wytwarzając amoniak i inne gazy. Kożuchy używane są jako surowiec na innych etapach przemysłu aluminium wtórnego i są czasami wstępnie przetwarzane przez mielenie i klasyfikację powietrzną w celu oddzielenia aluminium od tlenku aluminium. Zużyte filtry służące do oczyszczania metali są zwykle likwidowane. W niektórych przypadkach, gdy do oczyszczania gazu stosowany jest wodorowęglan sodu, resztki części stałych można odzyskiwać za pomocą topnika solnego [tm 2, HMIP (Inspektorat ds. Zanieczyszczeń Środowiska JKM) Al 1993; tm 33, Mantle 1988; tm 145, Winter 1998]. Alternatywnie, pył pofiltracyjny można przetwarzać termicznie w celu niszczenia dioksyn. Wykładziny piecowe i pył mogą być odzyskiwane w procesach obróbki żużlem solnym lub likwidowane (usuwane).
Pozostałości
Pochodzenie Ilość Przetwarzanie Uwagi dotyczące przetwarzania
Żużel solny
Wytapianie w bębnowym piecu obrotowym
Do 500 kg/t Al Odzyskiwanie za pomocą technik rozpuszczania i krystalizacji. Wytwarzanie ponownie używanych substancji, jeżeli będzie to możliwe, granulat Al, mieszane sole, Al2O3.
Celem jest zapobieganie składowaniu na składowiskach odpadów.
Pył pofiltracyjny
Oczyszczanie gazów wylotowych
Do 35 kg/t Al (0.1 - 10 kg/t Al*)
Likwidacja ze wstępnym przetwarzaniem lub składowanie pod ziemią. Częściowa regeneracja za pomocą żużlu solnego lub zastosowanie w przemyśle stalowym.
W niektórych państwach jest zakaz deponowania na powierzchni; można przetwarzać cieplnie (zobojętnianie za pomocą NaHCO3 lub Na2CO3 " użycie z żużlem solnym)
Wykładziny pieców
Piec do wytapiania
~ 2 kg/t Al Możliwość regeneracji z kożuchami, w przeciwnym przypadku ługowanie i składowanie na składowiskach odpadów..
W niektórych państwach nie stosuje się żadnego deponowania na powierzchni. Podaje się wytwarzanie tłoczyw wtryskowych.
Kożuchy
Wszystkie piece, w których nie używana jest sól. Czyszczenie pieca do wytapiania, odlewnie
~ 25 kg/t Al 40 - 80 kg/t Al*)
Wytapianie w piecu obrotowym. Odzyskiwanie, grudki używane w bębnowym piecu obrotowym, pył z kożucha wykorzystywany do odzyskiwania żużlu solnego.
Celem jest tu zapobieżenie składowaniu na składowiskach odpadów.
Uwaga. * przy zastosowaniu pieca z zamkniętą kotliną ** Produkty niemetalowe (udziały tlenku ze złomu Al)
Tabela 4.19: Typowe pozostałości z produkcji aluminium wtórnego

Rozdział 4
Produkcja metali nieżelaznych 383
Emisje
Wielkość
Pył mg/Nm3 10 - 40 * Pył kg/t 300 - 700 Zużycie energii MJ/t 300 - 800
Uwaga. * Ilość pyłów zależy od zawartości metali w oryginalnych kożuchach.
Tabela 4.20: Przygotowanie kożuchów Firmowy topnik solny jest mieszaniną NaCl, KCl i fluorku wapnia. Można dodawać również pewną ilość fluorku, do 5%. Podczas spuszczania zużytego topnika z pieca (na tym etapie określanego jako topnik solny), zawiera on duże ilości tlenku glinu, które topnik oddzielił z surowców. Aluminium metaliczne stanowi do 8 � 10% całkowitego ciężaru żużlu solnego. Za pomocą procesów oddzielania i krystalizacji można odzyskać chlorki glinu, sodu i potasu dla dalszego wykorzystania. W przypadku niektórych instalacji, część tlenków można sprzedać po etapie wymywania lub można je deponować na składowisku odpadów
Składniki Typowa wartość (%) Zakres (%)
Al, metal 8 5 - 20 Części rozpuszczalne w wodzie*
37 20 - 40
Części nierozpuszczalne w wodzie **
55 45 - 75
PCDD/F 5 ng/kg < 10 ng/kg Uwaga: * Sole rozpuszczalne w wodzie. ** Tlenki metali, nie odzyskany metal i nierozpuszczalne sole.
Tabela 4.21: Typowy skład żużlu solnego
Emisje
Zakres
pył mg/Nm3 15 - 40 Amoniak mg/ m3 30 - 40 Fosfina mg/ m3 0.1 � 0.5 Siarkowodór ppm 50 - 100 Zużycie energii MJ/t 300 - 800
Tabela 4.22: Typowe wychwycone emisje do atmosfery z recyklingu żużlu solnego (bez wyziewów z kotła � jeżeli jest zainstalowany). Bardzo istotne znaczenie mogą mieć niezorganizowane emisje pyłów pochodzące z kruszenia żużlu solnego. 4.3 Techniki, które należy wziąć pod uwagę przy ustalaniu BAT W niniejszej części przedstawiono wiele technik służących do zapobiegania oraz ograniczania emisji i pozostałości, jak również techniki służące do zmniejszenia całkowitego zużycia energii. Wszystkie te techniki są dostępne w sprzedaży. Dla przedstawienia technik prezentujących wysoką efektywność w zakresie ochrony środowiska, przedstawione zostały odpowiednie przykłady. Techniki przedstawione jako przykłady zależą od informacji dostarczanych przez przemysł,

Rozdział 4
Produkcja metali nieżelaznych 384
europejskie Państwa Członkowskie oraz oceny Europejskiego Biura IPPC w Sewilli. Techniki podstawowe przedstawione w rozdziale 2, �powszechnie stosowane technologie� mają zastosowanie w największym zakresie do procesów przedstawionych w niniejszej części oraz wpływają na sposób kontroli i obsługi procesów głównych i związanych. Stosowane są również techniki wykorzystywane w innych sektorach, w szczególności te dotyczące usuwania smół i WWA. Na techniki, które należy wziąć pod uwagę w zależności od określonego miejsca w sposób istotny wpływają surowce dostępne dla danej okolicy, stosowana technologia, a w szczególności rodzaj i zmienność surowców wtórnych. Na przykład metale, które te surowce zawierają mogą być decydujące dla wyboru technologii. Przedstawione powyżej technologie są stosowane dla szerokiego asortymentu surowców wtórnych o różnej ilości i składzie; są one również reprezentatywne dla procesów stosowanych na świecie. Procesy pierwotne zostały rozwinięte w ostatnich latach; usprawnione zostało sterowanie warunkami pracy i technikami zasilania elektrolizerów wsadem oraz hermetyzacja i systemy ekstrakcji. Techniki takie opracowane zostały przez firmy z tego sektora z uwzględnieniem powyższych wymagań.
4.3.1 Składowanie i transport materiałów oraz procesy wstępnego przygotowania Składowanie surowców zależy od cech przedstawionych wyżej materiałów. Proszki miałkie przechowuje się w zamkniętych budynkach, silosach oraz uszczelnionych opakowaniach. Materiały niepylące i nierozpuszczalne przechowywane są w stosach na otwartych powierzchniach; pozycje duże przechowywane są osobno na otwartych powierzchniach. 4.3.1.1 Surowce pierwotne Surowcami są tu boksyty, soda kaustyczna, wapno, mieszaniny chloru, tlenek glinu, topniki, materiał anody, materiał wtórny i paliwo. Innymi ważnymi materiałami są wyroby, kożuchy, żużle i pozostałości technologiczne. Ważnymi aspektami są tu zapobieganie ucieczkom pyłów i wyciekom materiałów ciekłych. Zbieranie i oczyszczanie pyłu i cieczy oraz kontrola parametrów wejściowych i eksploatacyjnych procesów obsługi i zasilania wsadem Problemami charakterystycznymi dla tej grupy są: • Potencjalnie pylista natura boksytu, tlenku glinu i topników oznacza, że w tych przypadkach
może być właściwe składowanie zamknięte; w takich przypadkach może być potrzebne stosowanie zamkniętych systemów transportu i przetwarzania. Technikami, które należy tu rozważyć są obudowane przenośniki, pneumatyczne systemy transportu i silosy magazynowe.
• Pył wytwarzany w niektórych operacjach mielenia i oddzielania oznacza, że do tych procesów można stosować zbieranie i ograniczanie emisji.
• Lepszą od elektrofiltrów efektywność usuwania pyłów mają filtry tkaninowe lub ceramiczne.
Materiał Przechowywanie Transport Wstępne przetworzenie
Uwagi
Węgiel lub koks W zakrytych nawach. Silosy.
Osłonięte przenośniki. Pneumatyczne.
Paliwo, inne oleje i Zbiorniki lub Bezpieczny Podgrzewane Odpowietrzanie

Rozdział 4
Produkcja metali nieżelaznych 385
smoła beczki na obwałowanych powierzchniach.
rurociąg lub system ręczny.
przechowywanie i rurociągi.
wsteczne usuwanych gazów
Boksyt i tlenek glinu
W magazynach zamkniętych w przypadku wytwarzania pyłów.
Za pomocą systemów obudowanych z wychwytem gazów. Obudowane przenośniki.
Chlor gazowy lub mieszaniny zwierające chlor
Zatwierdzone zbiorniki ciśnieniowe
Zatwierdzone metody
Wyroby � płyty, kęsy, blachy i wlewki
Przechowywanie w miejscach otwartych.
Pozostałości technologiczne do odzyskania, np. kożuchy
W zależności od powstawania pyłów, miejsca osłonięte lub zamknięte.
W zależności od warunków.
Utrzymywanie w stanie suchym żużlu solnego i kożuchów. Odpowiedni system odprowadzania ścieków.
Odpady do likwidacji
W zależności od materiału, osłonięte lub zamknięte nawy magazynowe, uszczelnione bębny.
W zależności od warunków.
Odpowiedni system odprowadzania ścieków.
Tabela 4.23: Składowanie i transport materiałów pierwotnych i metody wstępnego przygotowania aluminium Kożuchy i inne pozostałości metalowe przeznaczone do odzyskiwania poza terenem należy ochłodzić, najlepiej w atmosferze obojętnej i należy je przechowywać w warunkach suchych lub w inny odpowiedni sposób, w zależności od materiału, np. redukcja wielkości. 4.3.1.2 Surowce wtórne Istnieje tu wiele różnych surowców wtórnych; od miałkich proszków do dużych pojedynczych pozycji. Zawartość metalu zmienia się w zależności od materiału; tak samo zmienia się zawartość innych metali i zanieczyszczeń. Surowce wtórne, zawierające olej lub składniki rozpuszczalne w wodzie, przechowywane są pod przykryciem. Kożuchy mogą hydrolizować wytwarzając gaz amoniak. Z tych względów, w zależności od wielkości materiałów oraz zakresu zanieczyszczeń zmieniać się będą techniki składowania, obsługi i wstępnego przygotowania. Czynniki te zmieniają się w zależności od miejsca; techniki przedstawione w części 2.4 stosowane są w zależności od danego miejsca i materiału. Problemami właściwymi dla tej grupy są: • Do usuwania oleju i powłok oraz do oddzielania aluminium od tlenków, stosowane są etapy
wstępnego przygotowania. Należy tu wziąć pod uwagę technikę usuwania oleju i powłok środkami cieplnymi, np. w suszarkach wiórów.

Rozdział 4
Produkcja metali nieżelaznych 386
• Innym etapami wstępnego przygotowania mogą być: granulacja, oddzielenie środków oraz oddzielanie magnetyczne w celu usunięcia zanieczyszczeń żelaznych. Są to techniki, które należy wziąć pod uwagę.
• Techniką, którą należy wziąć pod uwagę jest przetwarzanie kożuchów przez mielenie i kruszenie przy zastosowaniu dobrego systemu usuwania pyłów. Dla odzyskiwania innych metali, można również przetwarzać wytwarzany miałki proszek.
• Należy tu wziąć pod uwagę zastosowanie techniki rozdzielania pneumatycznego lub innego rodzaju techniki działające na zasadzie różnicy gęstości.
• Należy tu wziąć pod uwagę technikę składowania i transportu miałkiego proszku w sposób zapobiegający emisji pyłów.
Materiał Przechowywanie Obsługa Wstępne przetwarzanie
Uwagi
Paliwo inne oleje Zbiorniki i bębny na obwałowanych powierzchniach.
Bezpieczny rurociąg lub system ręczny
Przechowywanie podgrzewane i rurociągi.
Odpowietrzanie wsteczne usuwanych gazów
Topniki i sól W przypadku tworzenia pyłów, w pomieszczeniach obudowanych (Silosy)
Obudowane przenośniki z wychwytem pyłów.
Miałki proszek (kożuchy), itp..
W przypadku tworzenia pyłów, w pomieszczeniach obudowanych.
Urządzenia obudowane z wychwytem pyłów.
Mielenie i rozdzielanie na zasadzie różnicy gęstości.
Wióry W przypadku olejów rozpuszczalnych lub emulsji olejowych, w osłoniętych nawach magazynowych.
Ładowarka mechaniczna
Suszarka wiórów. Odwirowywanie.
Zbieranie oleju, w razie potrzeby.
Proszek gruboziarnisty
W otwartych lub osłoniętych nawach magazynowych.
Ładowarka mechaniczna
Suszarka wiórów, w razie potrzeby.
Zbieranie oleju, w razie potrzeby.
Bryły (surowca lub zużlu)
W miejscach otwartych
Ładowarka mechaniczna
Zbieranie oleju, w razie potrzeby.
Całe pozycje, folie i arkusze.
Otwarte lub osłonięte nawy magazynowe
Ładowarka mechaniczna
Zbieranie oleju, w razie potrzeby.
Chlor gazowy oraz mieszaniny zawierające chlor
W zatwierdzonych zbiornikach ciśnieniowych.
Zatwierdzone metody.
Wyroby � płyty, kęsy, arkusze i wlewki
Przechowywanie w miejscach otwartych.
Podgrzewanie
Pozostałości technologiczne do odzyskania, np. kożuchy, żużel solny i wykładziny.
W zależności od powstawania pyłów, w miejscach osłoniętych lub zamkniętych.
W zależności od warunków.
Rozdzielanie przez mielenie i/lub rozpuszczanie. Potencjalnie bardzo pyliste.
Kożuchy i żużel solny należy utrzymywać w stanie suchym. Odpowiedni system odprowadzania ścieków.
Odpady do likwidacji
W zależności od materiału, osłonięte lub zamknięte
W zależności od warunków.
Odpowiedni system odprowadzania

Rozdział 4
Produkcja metali nieżelaznych 387
nawy magazynowe lub zakryte pojemniki transportowe.
ścieków.
Tabela 4.24: Metody składowania, transportu i wstępnego przetwarzania materiałów wtórnych dla aluminium
4.3.2 Produkcja tlenku glinu z boksytów Standardową techniką, którą należy tu rozważyć, jest proces Bayera. Istnieje kilka odmian tego procesu, które należy wziąć pod uwagę podczas wyznaczania BAT. Są to: - • Transport, składowanie i kruszenie boksytów, wapna i innych materiałów w taki sposób, żeby
ilość generowanych pyłów była minimalna. • Konstrukcja i działanie urządzeń ekstrakcyjnych dla zminimalizowania zużycia energii, np.
zastosowanie rurowych urządzeń ekstrakcyjnych i wymienników ciepła z olejami termicznymi w celu umożliwienia maksymalnego odzysku ciepła oraz wyższej temperatury trawienia.
• Zastosowanie kalcynatorów ze złożem fluidalnym z podgrzewaniem wstępnym w celu wykorzystania ciepła zawartego w gazach odlotowych. Zastosowanie filtrów tkaninowych lub elektrofiltrów do usuwania kalcynowanego tlenku glinu i pyłów.
• Likwidacja masy Bayera w uszczelnionych miejscach z ponownym wykorzystaniem wody transportowej i powierzchniowej z basenów.
4.3.3 Procesy wytwarzania aluminium pierwotnego Elektrolizery przedstawione szczegółowo w części dotyczącej stosowanych technik są technikami, które należy rozważyć łącznie z poniższymi elementami, w celu zminimalizowania wpływu na środowisko: • Automatyczne, wielopunktowe doprowadzanie tlenku glinu; • Komputerowe sterowanie procesem elektrolizy na podstawie baz danych czynnych
elektrolizerów i monitorowanie parametrów roboczych elektrolizera; • Pełne pokrycie okapem odciągowym elektrolizera, przyłączonego do osobnego systemu
wyciągowego gazów i filtrującego. Zastosowanie mocnych pokryw elektrolizerów i odpowiednich szybkości wyciągania biorąc pod uwagę parowanie fluorków i wypalanie węgla.
• Wychwyt w długim okresie czasu oparów z elektrolizerów na poziomie od 98 do > 99%. W przypadku osiągania niższej wydajności wychwytu, pod uwagę należy wziąć wychwyt i oczyszczanie gazów wentylacyjnych.
• Zminimalizowanie czasu wymiany anod oraz innych czynności, które wymagają zdemontowania pokryw elektrolizerów. Chłodzenie styków w obudowie. Zastosowanie programowanego systemu obsługi i konserwacji elektrolizerów.
• Dla elektrolizerów Søderberga: - Pełne pokrycie okapami odciągowymi górnej części anod, przyłączonych do osobnego wyciągu gazów i płuczki wieżowej z suchym tlenkiem glinu lub: - Sucha górna cześć anody w połączeniu z pastą do otworu sworznia i zwiększenie wysokości anody (w zależności od wykazywanej wydajności). Właściwe zaprojektowane i utrzymywane palniki do spopielania CO i WWA o niskiej masie cząsteczkowej i innych węglowodorów w gazach odlotowych z wanien, gdzie jest to potrzebne.

Rozdział 4
Produkcja metali nieżelaznych 388
• Wypłukiwanie fluorków i HF z oparów elektrolizerów przy zastosowaniu tlenku glinu, po którym następuje usuwanie pyłów w układzie filtrów tkaninowych lub w układzie filtrów tkaninowych z płuczką wodną, dla osiągnięcia całkowitego usuwania fluorków na poziomie 99,9%. Tlenek glinu należy ponownie wykorzystać w tym procesie.
• W przypadku usuwania siarki w układzie z płuczką mokrą, układ taki należy stosować z układem do usuwania fluorków, HF i smół.
• W przypadku zintegrowanej instalacji do produkcji anod, zastosowanie układu płuczki wieżowej z tlenkiem glinu i filtra tkaninowego lub filtrów z powłoką węglową do usuwania oparów smoły na etapach mielenia, mieszania i spiekania. Zastosowanie tlenku glinu w procesie elektrolizy.
• Zastosowanie sprawdzonych wydajnych metod oczyszczania w instalacji żerdziowej dla odzysku fluorków i węgla. Wychwyt oparów zawierających fluorki z procesu oczyszczania i z topienia elementów stalowych.
• Stosowanie węgla niskosiarkowego na anody i pasty anod. • Stosowanie obrotowego wprowadzania gazów lub topników w piecach podgrzewających. PRZYKŁAD 4.01 STEROWANIE WARUNKAMI PRACY ELEKTROLIZERA Krótka charakterystyka: - Temperatura kąpieli, napięcie i prąd elektryczny są jedynymi parametrami procesu elektrolizy, które można bezpośrednio mierzyć. Z tego względu, sterowanie procesem elektrolizy opiera się na danych pochodzących z takiej ograniczonej ilości parametrów. Rozwój mikroprocesorów umożliwił symulowanie, za pomocą nowoczesnych komputerów, procesu elektrolizy przez obliczanie złożonych modeli dynamicznych dla kinetyki i pól magnetycznych, w oparciu o takie ograniczone dostępne informacje. Wynikiem tego jest usprawnione sterowanie procesem i bardziej płynny proces elektrolizy. Płynna obsługa procesu przyczyni się zasadniczo do niższych emisji fluorków i pyłów. Główne korzyści dla środowiska: - Usprawnione sterowanie procesem można stosować również w celu zmniejszenia emisji PFC. Zjawiska anodowe, powodujące emisję PFC, są bezpośrednio związane z niskimi stężeniami tlenku glinu. Stężenia tlenku glinu w elektrolicie nie mogą być mierzone bezpośrednio z powodu bardzo agresywnej natury tego związku. Z tego względu, zjawiska anodowe zostały wykorzystane jako dodatkowa metoda sterowania stężeniem tlenku glinu. Zjawiska anodowe występują, gdy stężenie tlenku glinu obniży się poniżej 1%; dzięki temu można wyznaczyć określone stężenia tlenku glinu. Dzięki symulacji elektrolizy za pomocą nowoczesnych komputerów można obliczyć i skorygować stężenie tlenu glinu. Korekcja stężenia tlenku glinu w elektrolicie zmniejsza ilość zjawisk anodowych. Zjawiska anodowe są jednak potrzebne do okresowego ustawiania symulowanych stężeń tlenku glinu. Z tego względu, takie usprawnione sterowanie procesem wyposażone jest często w automatyczny system zabijania zjawisk anodowych. System taki zniekształca automatycznie warstwę gazową poniżej anody, występującą podczas zjawisk anodowych, przy użyciu sprężonego powietrza. Dane eksploatacyjne: - Emisje PFC można zmniejszyć przez usprawnione sterowanie procesem. Na przykład, elektrolizery CWPB z centralnym punktem zasilania wsadem można zasadniczo obsługiwać przy częstotliwości zjawiska anodowego na poziomie od 0,2 do 0,5 na wannę na dzień, co powoduje emisję PFC na poziomie od 0,05 do 0,1 kg na tonę aluminium. W przypadku stosowania nowoczesnych komputerów do sterowania procesem, ilość zjawisk anodowych można dalej zmniejszyć do częstotliwości poniżej 0,1 zjawiska anodowego na wannę na dzień. W ten sposób zmniejsza się emisję PFC do poziomu poniżej 0,03 kg na tonę aluminium. Skutki oddziaływania na środowisko: - Usprawnione sterowanie procesem elektrolizy powoduje zmniejszenie zużycia energii. Przejście na punktowe zasilanie wsadem związane jest z wyższą

Rozdział 4
Produkcja metali nieżelaznych 389
emisją fluorków w gazach pochodzących z elektrolizerów, co wpływa na wielkość systemu suchego płukania gazów pochodzących z elektrolizerów. Aspekty ekonomiczne: - Przejście z konwencjonalnych instalacji Søderberga lub CWPB na podajnik punktowy ze sterowaniem procesem, od ~100 do 250 € na tonę produkcji rocznej. Możliwość zastosowania: - Wszystkie instalacje Søderberga i CWPB wyposażone są w sterowanie komputerowe; istnieją tu różnice w zakresie technik sterowania i sposobu obsługi. Istnieją możliwości optymalizacji. Przykładowe zakłady: - w Norwegii, Francji, Holandii Bibliografia: - [tm 100, NI Al. 1998] PRZYKŁAD 4.02 ZASTOSOWANIE PŁUKANIA NA SUCHO W ALUMINIUM PIERWOTNYM Krótka charakterystyka: - Płukanie na sucho służy do odzyskiwania fluorków przez adsorpcję na tlenku glinu stosowanym jako środek płuczący. Świeży tlenek glinu wprowadzany jest na stopniu reaktorowym wraz z powietrzem technologicznym z elektrolizy. Większa część absorpcji fluorków gazowych (HF) na tlenku glinu zachodzi na tym stopniu reaktorowym. Mieszanina powietrza technologicznego z tlenkiem glinu wprowadzana jest do systemu usuwania pyłów, gdzie tlenek glinu wzbogacony we fluorki oddzielany jest od powietrza technologicznego. Do usuwania pyłów używane są zasadniczo filtry workowe. W filtrach workowych uzyskuje się dodatkową adsorpcję przez placek filtracyjny, narastający na filtrach. Tlenek glinu usuwany z powietrza technologicznego wykorzystywany jest jako tlenek aluminium zasilający elektrolizę (tzw. �wtórne zasilanie tlenkiem glinu�). Głównym celem suchego systemu płukania jest usuwanie fluorków i pyłów z powietrza technologicznego. Występuje również dodatkowa adsorpcja SO2 na tlenku glinu. Taki SO2 zawracany jest do elektrolizy przez wtórne zasilanie tlenkiem glinu. SO2 wychwycony przez tlenek glinu jest w pełni uwalniany w procesie elektrolizy przy podgrzewaniu tlenku glinu. Z tego względu, emisja SO2 nie jest zmniejszana w systemie płukania na sucho. Główne korzyści dla środowiska: - System płukania na sucho z usuwaniem pyłów zapewnia bardzo wysoką efektywność usuwania, powyżej 99,9% dla fluorków ogółem. Dokładna efektywność oczyszczania zależy od konstrukcji urządzeń, właściwości tlenku glinu oraz elastyczności i konserwacji instalacji. W najbardziej efektywnych instalacjach płukania na sucho, w których wykorzystywany jest tlenek glinu przy dużej powierzchni właściwej i przy kilkukrotnym zawracaniu tlenku glinu do reaktora, osiągane są średnie skuteczności na poziomie > 99,9% dla fluorków ogółem. Dane eksploatacyjne: - Za pomocą systemów płukania na sucho można osiągać następujące poziomy emisji:
dla fluorków gazowych (HF): od 0,03 do 0,2 kg na tonę aluminium; dla fluorków ogółem: od 0,05 do 0,3 kg na tonę aluminium; pyły: od 0,2 do 0,5 kg na tonę aluminium Skutki oddziaływania na środowisko: - W płukaniu na sucho zużywa się znaczne ilości energii, tj. ok. 350 kWh na tonę aluminium. W dostępnej literaturze nie są przedstawione żadne inne skutki oddziaływania na środowisko.

Rozdział 4
Produkcja metali nieżelaznych 390
Aspekty ekonomiczne: - Koszt inwestycyjny poprawy skuteczności oczyszczania istniejącego systemu oczyszczania na sucho z usuwaniem pyłów określa się na poziomie 5 milionów €. Na podstawie danych pochodzących z zakładów pragnących zachować anonimowość, koszty inwestycyjne nowych systemów płukania na sucho z usuwaniem pyłów są w zakresie od 10 do 50 milionów €. W zakładach pragnących zachować anonimowość, koszty eksploatacyjne wynoszą od 5 do 15 € na tonę aluminium. Możliwość zastosowania: - W większości instalacji. Przykładowe instalacje: - W ogromnej większości zakładów aluminium pierwotnego stosowane jest płukanie na sucho z zastosowaniem tlenku glinu i uzupełniającym usuwaniem pyłów za pomocą filtrów workowych, do zmniejszania emisji. W niektórych przypadkach, do usuwania pyłów stosowane są elektrofiltry. Bibliografia: - [tm 100, NL Al. 1998] PRZYKŁAD 4.03 ZASTOSOWANIE PŁUKANIA NA MOKRO W ALUMINIUM PIERWOTNYM Krótka charakterystyka: - Emisje powodowane przez elektrolizę można ograniczać za pomocą płukania mokrego. Płukanie mokre stosuje się zasadniczo jako uzupełniające ograniczanie emisji w stosunku do płukania na sucho. Uzupełniające płukanie na mokro stosuje się głównie do usuwania SO2; zmniejsza ono również emisje fluorków i, w mniejszym zakresie, pyłów. Płukanie na mokro można stosować do gazów pochodzących z elektrolizerów oraz do gazów wentylacyjnych z hali elektrolizerów. Proces płukania na mokro opiera się na zasadzie absorpcji i przemianie substancji zanieczyszczających przez środek płuczący. Jako środek płuczący mogą być stosowane różne środki czyszczące. W przemyśle aluminiowym często stosuje się wodę morską oraz w określonych zastosowaniach, wodorotlenek sodu (NaOH) lub węglan sodu (Na2CO3). SO2 przemieniany jest za pomocą tych środków na wodne siarczany. Inną możliwością jest przemiana SO2 na gips przy zastosowaniu wapna zawierającego środki płuczące, takie jak hydrat wapna, wapień oraz mieszaniny wodorotlenków wapnia i magnezu. Środek płuczący musi być odświeżany; dla zapewnienia ciągłej absorpcji i przemiany środek zużyty musi być zrzucany. Główne korzyści dla środowiska: - Usuwanie SO2 i innych kwaśnych gazów w celu lokalnego, regionalnego i dalekosiężnego zmniejszenia niekorzystnego wpływu tych gazów. Dane eksploatacyjne: - Dla płuczek mokrych stwierdza się efektywność usuwania SO2 na poziomie od 80 do ponad 90%. Emisje SO2 można zmniejszyć do stężeń na poziomie od 25 do 50 mg/Nm3 a obciążenie do poziomu od 0,6 do 4 kg SO2 na tonę aluminium. Ponadto, uzupełniające płukanie na mokro powoduje zmniejszenie emisji fluorków i pyłów. Przy stosowaniu płukania na mokro jako uzupełniającego ograniczania emisji, podaje się poziomy emisji fluorków ogółem (gazowych i pyłowych) na poziomie od 0,02 do 0,2 kg na tonę aluminium. W takich przypadkach, emisje pyłów zmniejszone były do od 0,1 do 0,3 kg na tonę aluminium. Skutki oddziaływania na środowisko: - We wszystkich systemach płukania na mokro wymagane jest odprowadzanie z systemu zaabsorbowanych i przemienionych substancji zanieczyszczających. Odprowadzanie takie można wykonywać w postaci wody odpadowej (woda morska), odpadów płynnych (NaOH i Na2CO3) oraz w postaci gipsu.

Rozdział 4
Produkcja metali nieżelaznych 391
a) Woda morska: Ścieki pochodzące z płuczek wieżowych z wodą morską (od 20 do 300 m3 na tonę aluminium) w zakładzie aluminium są nieznacznie kwaśne i zawierają fluorki, siarczany/siarczyny, zawiesinę stałą i zanieczyszczenia śladowe (np. nikiel); ścieki te są ubogie w tlen. Z tego względu, w zakładach wykorzystujących wodę morską zainstalowane są zwykle instalacje do usuwania zawiesiny stałej, w celu spełnienia wymagań obowiązujących norm prawnych w zakresie zrzucania do morza. Oczyszczanie wód odpadowych polega zwykle na flokulacji i sedymentacji. W wyniku oczyszczania wód odpadowych powstaje szlam, który należy zlikwidować. Wodę morską stosowaną w wieżowych płuczkach wodnych można również oczyszczać za pomocą biocydów; woda ta odprowadzana jest również do morza. W płukaniu przy użyciu wody morskiej występuje dodatkowe zużycie energii na poziomie 150 kWh na tonę aluminium. b) NaOH: W przypadku płuczek wieżowych stosujących NaOH wymagane jest zrzucanie zagęszczonych ścieków (ok. 1 m3 na tonę aluminium). Substancje zanieczyszczające występujące w takich ściekach można porównać do substancji zanieczyszczających występujących w odprowadzanej wodzie morskiej, lecz mają one wyższe stężenia. Tym niemniej, pozostanie wpływ na środowisko wodne. Aspekty ekonomiczne: - Dla uzupełniającego płukania na mokro powietrza technologicznego sporządzone zostały kosztorysy. Kosztorysy takie przedstawione są dla systemów płukania, w których stosowana jest woda morska jak również NaOH. a) Woda morska: stwierdzone koszty inwestycji mieszczą się w zakresie od 9 do 36 milionów €. W zależności od rocznej wydajności produkcyjnej, koszty inwestycji są w zakresie od 75 do 250 € na tonę zdolności produkcyjnej. Stwierdzone całkowite koszty roczne mieszczą się w zakresie od 2,6 do 7,5 miliona €.. W zależności od rocznej wydajności produkcyjnej, koszty roczne są w zakresie od 40 do 70 € na tonę aluminium. b) NaOH: stwierdzone koszty inwestycyjne są w zakresie od 12 do 40 milionów €. W zależności od rocznej wydajności produkcyjnej, koszty inwestycji mieszczą się w zakresie od 100 do 250 € na tonę zdolności produkcyjnej. Stwierdzone całkowite koszty roczne są w zakresie od 4 do 7 milionów €. W stosunku do rocznej wydajności produkcyjnej, całkowite koszty roczne mieszczą się w zakresie od 100 do 200 € na tonę aluminium. Możliwość zastosowania: - Technika ta stosowana jest, gdy stężenia dwutlenku siarki w powietrzu przekraczają dalekosiężne, lokalne lub regionalne dopuszczalne wartości norm z zakresu jakości powietrza. Podobne techniki płukania można również stosować do usuwania fluorków, dwutlenku siarki i WWA z powietrza wentylacyjnego hali elektrolizerów, w niektórych instalacjach SWPB i Søderberga. W tym przypadku inne są koszty inwestycji i eksploatacji. Przykładowe zakłady: - Mokre płukanie powietrza technologicznego pochodzącego z elektrolizy jest stosowane w Europie tylko w Skandynawii. Wszystkie zakłady w Norwegii i w Szwecji wyposażone są w systemy płukania mokrego. W niektórych instalacjach Sørderberga zainstalowane są również systemy płukania powietrza wentylacyjnego z elektrolizerni. Takie mokre płuczki wieżowe pracują głównie w zakładach aluminium położonych nad brzegiem w morza, w których jako środek płuczący wykorzystywana jest woda morska. Ponadto, w Norwegii pracuje jeden zakład, w którym jako środek płuczący stosowany jest NaOH; w USA pracuje jeden zakład, w którym wykorzystywany jest Na2CO3. Bibliografia: - [tm 100, NL Al 1998].

Rozdział 4
Produkcja metali nieżelaznych 392
4.3.4 Piece do wytapiania wtórnego
Niektóre z technik przedstawionych w części 2.7 i 2.8 stosowane są do usuwania i ograniczania oparów oraz do systemów sterowania procesami stosowanych w tych piecach. Techniki te, w czasie opracowywania niniejszego dokumentu, nie były normalnie stosowane we wszystkich instalacjach. Piece przedstawione jako dostępne techniki są technikami, które należy wziąć pod uwagę przy ustalaniu najlepszych dostępnych technik BAT. Poniżej przedstawiono techniki, które należy wziąć pod uwagę przy ustalaniu BAT dla tych pieców. • Dobór materiału wsadowego, odpowiedniego dla danego typu pieca i ograniczania
zanieczyszczeń oraz do transportu nieodpowiednich surowców do innych operatorów za pomocą przeznaczonych do tego celu urządzeń, dla umożliwienia: a) zapobiegania stosowania tam, gdzie możliwe jest praktyczne osiąganie maksymalnego
uzysku bez stosowania soli; b) zminimalizowania użycia soli w innych przypadkach; c) odzyskania jak największej ilości produktów ubocznych, np. odzyskiwanie całego
wytwarzanego żużlu solnego. Celem jest zapobieganie składowania na wysypiskach. W przypadku składowania na wysypiskach wymagany jest tu bezpieczny, uszczelniony i zamknięty system [tm 206, TGI 1999].
• Stosowanie � jeżeli to możliwe � uszczelnionego wózka załadowczego lub podobnego
uszczelnionego układu. • Stosowanie palników tlenowo-paliwowych, w przypadku wykazanych oszczędności
energetycznych i korzyści dla środowiska. • Stosowanie, gdy jest to możliwe, obudów, okapów odciągowych i ukierunkowanych na obiekt
systemów odciągowych oparów do zbierania emisji niezorganizowanych. • Usuwanie oleju i materiałów organicznych przez osuszanie wiórów, odwirowywanie lub za
pomocą innej metody usuwania powłok, przed etapem wytapiania lub topienia, jeżeli piec i system ograniczania emisji nie będą odpowiednio skonstruowane dla zbierania zawartości organicznych.
• Stosowanie pieców indukcyjnych bezrdzeniowych dla stosunkowo małych ilości czystego metalu.
• Stosowanie dopalaczy, gdzie jest to konieczne, do usuwania węgla organicznego wraz z dioksynami.
• Wdmuchiwanie węgla wraz z wapnem w celu zmniejszenia ilości kwaśnych gazów i węgla organicznego wraz z dioksynami.
• Odzyskiwanie ciepła, jeżeli jest to możliwe i celowe. • Stosowanie odpowiedniej technologii filtrowania, np. filtrów tkaninowych lub ceramicznych. Dla istniejących technologii, w zależności od typu pieca, pod uwagę należy wziąć zastosowanie systemów pompowania metalu i uszczelnionego ładowania oraz sterowania wychwytem oparów. W poniższej tabeli przedstawiono zalety i wady pieców do wytapiania i topienia wtórnego.

Rozdział 4
Produkcja metali nieżelaznych 393
Rodzaj pieca Odmiany Podstawowe zastosowanie
Zalety Wady Wychwyt gazów
Uwagi
Standardowy Topienie większych objętości czystego złomu i pierwotnego wsadu.
# Duża pojemność metalu (100t). # Niewiele ograniczeń w zakresie
wielkości wsadu # Małe użycie żużlu solnego.
# Niższa sprawność cieplna. # Ograniczone typy wsadu
Półszczelny # Wysokie uzyski dzięki jakości wsadu.
# Czasami używane pompy do ciekłego metalu.
Z boczną kotliną
Jak wyżej, lecz z możliwością efektywnego odzyskiwania niektórych drobniejszych wsadów.
# Duża pojemność metalu. # Szerszy zakres możliwego
wsadu. # Zwykle bez żużlu solnego.
# Niższa sprawność cieplna.
Półszczelny # W zależności od jakości wsadu, możliwość otrzymywania wysokich uzysków.
# Czasami używane pompy do ciekłego metalu.
Płomienny
Z pochyłym trzonem
Oddzielanie aluminium od zanieczyszczeń metalowych o wyższej temperaturze topnienia (np. żelaza/stali).
# Bardzo wydajny w zakresie usuwania zanieczyszczeń o wysokiej temperaturze topnienia.
# Niższa sprawność cieplna.
Półszczelny # Czasami zawarte w innych typach pieców.
# Uzysk zależny od zanieczyszczeń.
Ze stałą osią Recykling szerokiego asortymentu materiałów wsadowych.
# Bez ograniczeń w zakresie wsadu.
# Dobra wydajność cieplna # Skuteczne usuwanie magnezu # Bez wytwarzania kożuchów # Możliwość wytopów o dużych
objętościach (> 65t)
# Stosunkowo wysokie zużycie topników solnych.
# Może być ograniczona wielkość wsadu.
Półszczelny Można powtórnie przetwarzać powstałe żużle solne.
Obrotowy
Przechylny Jak wyżej # Jak wyżej, lecz mniejsze zużycie topnika i niższa wydajność.
# Może być ograniczona wielkość wsadu.
Półszczelny # Tendencja do używania dla niższych gatunków złomu.
Bezrdzeniowy (tyglowy)
Topienie czystszego złomu lub pierwotnego wsadu.
# Osiąganie wysokich uzysków. # Bez gazów spalania # Nie wymagane topniki solne. # Elastyczne stosowanie
(możliwość produkcji okresowej i ciągłej)
Stosunkowo mały ładunek (< 10 t) Ograniczony rodzaj materiałów wsadowych Może być ograniczona wielkość wsadu.
Otwarty, z okapem
Indukcyjny
Kanałowy Jak wyżej. # Osiąganie wysokich uzysków # Bez gazów spalania # Nie wymagane topniki solne
Jak wyżej, lecz zdolność do większych pojemności (~20 - 25t)
Półszczelny
Piec szybowy Topienie czystych wlewków i złomu własnego w odlewniach.
# Lepsza sprawność cieplna
# Ograniczone rodzaje wsadu.
# Może być ograniczona wielkość wsadu.
Półszczelny # Stosowany w procesie Meltower.
Tabela 4.25: Piece do wytapiania wtórnego

Rozdział 4
Produkcja metali nieżelaznych 394
W poniższych przykładach przedstawiono sposób rzeczywistego wyeliminowania topnika solnego, zmniejszenia jego ilości oraz końcowego odzyskania. Każdą z tych możliwości należy rozważyć w odniesieniu do zastosowanej technologii. Każda z tych pozycji posiada charakterystyczne dla niej zalety i wady, takie jak ograniczenia w materiale wsadowym oraz objętości metalu, które należy wziąć pod uwagę. PRZYKŁAD 4.04 ZASTOSOWANIE SYSTEMU POMPOWANIA METALI Krótka charakterystyka: - Piec płomienny z boczną kotliną, gniazdem załadowczym i systemem pompowania metalu.
KOTLINABOCZNA
TOPNISKO GŁÓWNE
5 t/h5 t/h
POMPA INDUKCYJNA DO METLU
- maks. 8 t/min- moc 65 kW- nie ma ruchomych części
KOTLINA WSADOWA - średnica 1,5 m - turbulencja wytwarzana przez metal = szybkie zanurzenie wsadu = minimalizowanie strat wytapiania bez użycia
Normalna praca - wsad lekki i małogabarytowy (strzępy/bele/wykrojki) Powlekane, laminowane, zaolejone
(Ciekły metal + wlewki RSI )
TRANSPORT
PIEC WIELOKOMOROWY Całkowita wydajność wytapiania
Uruchamianie i Wyjątkowe zmiany stopów Złom wsadowy i wlewki pierwotne - bez zanieczyszczeń - masywne kawałki
5 t/h
Kubeł skipowy wsadu (uszczelniony) - wsad powlekany, laminowany, zaolejony - duże części
2 palniki z gorącym powietrzem
Rysunek 4.6: Przykład systemu pompowania metali Główne korzyści dla środowiska: - Potencjalne wyeliminowanie topnika solnego. Większy zakres surowców niż w przypadku zwykłego pieca płomiennego, lepszy wychwyt gazów piecowych. Dane eksploatacyjne: - Zwiększenie uzysku metalu z 83 do 88%, zmniejszenie kosztów energii. Skutki oddziaływania na środowisko: - Zmniejszenie ilości odpadów wymagających przetworzenia. Związana z tym redukcja zużycia energii oraz emisji z pieca. Aspekty ekonomiczne: - Koszty (1997) pieca 30 tonowego i systemu pompowania elektromagnetycznego £ 1800000 (2,73 miliona €), szacunkowe oszczędności (energii, zwiększonego uzysku, oszczędności topnika oraz oszczędności na przetwarzaniu) £ 832000 (1,26 miliona €) na rok. Okres zwrotu 2,2 roku. Koszty systemu pompowania i gniazda wsadowego ~ £ 300000 (456000 €). Możliwość zastosowania: - Nowe i modernizowane piece płomienne. Nie mogą być stosowane do pracy okresowej. Można stosować również inne metody pompowania. Przykładowe instalacje: - Systemy pompowania są stosowane szeroko w całej Europie.

Rozdział 4
Produkcja metali nieżelaznych 395
Bibliografia: - [tm 123, ETSU 1998]. [tm 122, McLelan 1998] PRZYKŁAD 4.05 MINIMALIZOWANIE ILOŚCI TOPNIKA SOLNEGO Krótka charakterystyka: - Zminimalizowanie ilości topnika solnego przez zastosowanie przechylnego pieca obrotowego. Główne korzyści dla środowiska: - Zmniejszenie ilości wytwarzanego żużlu solnego z 1,8 do < 0,5 kg soli na kg zawartości niemetalicznej. Dane eksploatacyjne: - Zmniejszenie współczynnika zużycia soli z 1 � 1,8 do < 0,5. Skutki oddziaływania na środowisko: - Zmniejszenie ilości wytwarzanych odpadów wymagających przetwarzania. Związane z tym zmniejszenie zużycia energii i emisji z procesu przetwarzania. Aspekty ekonomiczne: - Nieznane � koszt pieca pomniejszony o oszczędności na kosztach z zakupu i przetwarzania soli. Efektywnie pracują 4 zakłady. Możliwość zastosowanie: - Piece nowe i modernizowane. Ograniczenia w zakresie wielkości. Nie stosowane dla wszystkich wsadów. Przykładowe instalacje: - Pracujące zakłady w USA, Niemczech i w Zjednoczonym Królestwie WB i IP. Bibliografia: - [tm 145, Winter 1998] PRZYKŁAD 4.06 MINIMALIZOWANIE ILOŚCI TOPNIKA SOLNEGO Krótka charakterystyka: - Minimalizowanie ilości odpadów wytwarzanych przez wstępne przygotowanie kożuchów. Kożuchy są mielone i przesiewane w celu oddzielenia głównej frakcji aluminium od tlenku. Frakcję aluminium odzyskuje się w piecu obrotowym; wstępne przygotowanie zmniejsza ilość topioną oraz ilość potrzebnej soli. Główne korzyści dla środowiska: - Zmniejszenie ilości wytwarzanych odpadów ze 118 kg na 100 kg do 66 kg na 100 kg odzyskanych kożuchów. Dane eksploatacyjne: - Dla 100 kg nieprzetworzonych kożuchów zużywa się ~72 kg soli do topienia i wytwarza 45 kg aluminium i 118 kg pozostałości żużlu solnego. Pozostałości ogółem ~118 kg. 100 kg kożuchów, po przeróbce przez mielenie i przesiewanie wytwarza 70 kg ziarna aluminiowego, 12,5 kg pyłów do przetworzenia, 12,5 kg ponownie używanego materiału i 5 kg żelaza. 70 kg ziarna aluminium zużywa 32,5 kg soli do topienia i wytwarza 45 kg aluminium i ~54 kg pozostałości żużlu solnego. Całkowita ilość pozostałości ~66 kg. Skutki oddziaływania na środowisko: - Zmniejszenie ilości używanego żużlu solnego redukuje emisje chlorków, zmniejsza poleganie na przetwarzaniu żużlu solnego lub likwidacji. Wskutek mniejszego obciążenia pieca, mniejsze zużycie energii i mniejsza emisja z procesu przetwarzania. Aspekty ekonomiczne: - Nieznane � koszty mielenia i przesiewania pomniejszone o oszczędności na kosztach z przetwarzania oraz opłat za likwidację. Wiele zakładów pracuje w sposób efektywny.

Rozdział 4
Produkcja metali nieżelaznych 396
Możliwość zastosowania: - Większość kożuchów o dużej zawartości tlenków. Przykładowe instalacje: - Zakłady pracują w Hiszpanii, Włoszech, Niemczech i w Zjednoczonym Królestwie WB i IP. Bibliografia: - IDALSA 1999. PRZYKŁAD 4.07 ODZYSKIWANIE ŻUŻLU SOLNEGO Krótka charakterystyka: - Odzyskiwanie żużlu solnego w celu odzyskania aluminium, soli i części tlenków. Duże bloki żużlu solnego są kruszone na możliwe do przetwarzania wielkości; odzyskiwanie granulek aluminium przez przesiewanie (zwykle do 10%). Drobno pokruszony materiał jest następnie rozpuszczany w wodzie w celu wprowadzenia chlorków do roztworu dla wytworzenia solanki, z pozostawieniem nierozpuszczalnego tlenku aluminium i najdrobniejszych cząsteczek metalowych aluminium, które zwykle nie są w sposób ekonomiczny odzyskiwane w postaci metalu. W procesach tych występują pewne zróżnicowania; w niektórych używana jest zimna woda a następnie solanka jest zagęszczana celem krystalizacji; w innych stosowana jest gorąca woda. Gazy wydzielane są w procesie na etapie rozpuszczania; gazy te zawierają głownie amoniak, metan, wodór i fosfinę. Gazy te można wykorzystywać jako paliwo w innych częściach procesu [tm 116, ALFED 1998]. Solanka jest filtrowana w celu usunięcia nierozpuszczalnych tlenków, a roztwór jest następnie doprowadzany do krystalizacji, w której można odzyskać oryginalne chlorki sodu i potasu, które można następnie użyć jako topnik w piecach do wytapiania. Tlenki stanowią tu tlenki Ca, Mg i Al z anionami chlorków, fluorków, siarczanów i azotanów. Wypłukany tlenek używany jest w przemyśle cementowym. Podaje się, że pył piecowy pochodzący z oczyszczania gazów z pieców wtórnych przy zastosowaniu wodorowęglanu sodu odzyskiwany jest w Austrii i w Hiszpanii w procesie odzyskiwania soli. Główne korzyści dla środowiska: - Zmniejszenie ilości składowanej na wysypiskach, odzyskiwanie soli do ponownego użycia, możliwość wytwarzania tlenku glinu dla wykorzystywania w innych przemysłach, odzyskiwanie części aluminium [tm 206, TGI 1999]. Dane eksploatacyjne: - brak danych. Skutki oddziaływania na środowisko: - Zmniejszenie ilości wytwarzanych odpadów wymagających likwidacji. W przypadku nie stosowania dopalania, istnieje możliwość uwalniania fosfiny do atmosfery. W operacjach kruszenia wytwarza się dużo pyłów; jak wynika z obserwacji, pyły takie mogą mieć znaczny negatywny wpływ na środowisko z powodu powstawania emisji niezorganizowanych. Aspekty ekonomiczne: - Nieznane � koszty urządzeń technologicznych. Kilka zakładów pracuje w sposób efektywny; koszty przetwarzania są podobne do kosztów likwidacji, lecz unika się �odpowiedzialności w przyszłości�. Możliwości zastosowania: - We wszystkich procesach, w których stosowany jest topnik solny. Przykładowe instalacje: - w Niemczech, Hiszpanii, Francji, Włoszech i Zjednoczonym Królestwie WB i IP. Bibliografia: - [tm 116, ALFED 1998]; [tm 145, Winter 1998].

Rozdział 4
Produkcja metali nieżelaznych 397
PRZYKŁAD 4.08 ZASTOSOWANIE USZCZELNIONEGO WÓZKA ZAŁADOWCZEGO Krótka charakterystyka: - Złom do pieca płomiennego doprowadzany jest za pomocą wózka załadowczego lub skipu załadowczego. System jest takiej wielkości, aby skip załadowczy uszczelniany był w otwartych drzwiczkach pieca podczas wyładunku złomu i w tym czasie podtrzymane było uszczelnienie pieca. Główne korzyści dla środowiska: - Za pobieganie niezorganizowanym emisjom podczas załadunku złomu. Dane eksploatacyjne: - Brak danych. Obserwacje potwierdzają efektywność tego systemu. Skutki oddziaływania na środowisko: - Pozytywny efekt w postaci zapobiegania występowaniu niezorganizowanych emisji dymu i oparów. Aspekty ekonomiczne: - Brak danych, lecz przypuszcza się, że są niskie koszty w przypadku skipu załadowczego o odpowiedniej wielkości. Możliwość zastosowania: - Potencjalne dla niektórych pieców nieobrotowych. Przykładowe instalacje: - System ten pracuje w Belgii. Bibliografia: - [tm 121, Hoogovens 1998] PRZYKŁAD 4.09 ZASTOSOWANIE DOCELOWEGO WYCHWYTU OPARÓW Krótka charakterystyka: - System wychwytu spalin można zaprojektować w taki sposób, aby wydajność zbierania wentylatora mogła być skierowana do źródeł oparów zmieniających się podczas cyklu ładowania, wytapiania i spuszczania. Docelową wydajność wychwytu oparów można osiągnąć za pomocą automatycznie sterowanych zasuw przyłączonych do regulatorów pieca, np. do otwierania drzwiczek, stanu palnika oraz pochylenia pieca. Z tego względu, działanie zasuwy można zainicjować operacjami ładowania, wytapiania i spuszczania oraz odpowiednio skierować wychwyt oparów. Główne korzyści dla środowiska: - Zapobieganie i minimalizacja emisji niezorganizowanych do atmosfery. Dane eksploatacyjne: - Brak danych. Obserwacje wskazują, że systemy takie są bardzo efektywne w przypadku ich właściwego zaprojektowania i sterowania. Skutki oddziaływania na środowisko: - Skutek pozytywny. Zapobieganie emisjom niezorganizowanym i optymalizacja zużycia energii przez wentylatory. Aspekty ekonomiczne: - Brak danych. Stosunkowo niskie koszty systemu sterowania i zasuwy. Zastosowanie: - W większości instalacji. Przykładowe instalacje: - w Zjednoczonym Królestwie WB i IP, Francji Bibliografia: - [tm 106, Farrell 1998]

Rozdział 4
Produkcja metali nieżelaznych 398
PRZYKŁAD 4.10 WYCHWYT OPARÓW Krótka charakterystyka: - Obudowa wychwytu oparów ze strefy ładowania i spuszczania dla pieca obrotowego w celu umożliwienia zastosowania jednego punktu do usuwania.
Palnik
Wylot palnika
Drzwiczki załadowcze
Obudowa wychwytu oparów
Otwórspustowy
Obudowa wychwytu oparów
Otwórspustowy
Drzwiczki załadowcze (okno wsadowe)
Rysunek 4.7: Schemat zintegrowanego systemu zbierania oparów W zastosowaniach do produkcji innych metali, zastosowano otwory spustowe na drzwiczkach załadowczych oraz bardziej zwartą obudowę. Główne korzyści dla środowiska: - Łatwiejszy, efektywny wychwyt oparów z jednego punktu. Dane eksploatacyjne: - Brak danych. Obserwacje wykazują efektywne zbieranie oparów. Skutki oddziaływania na środowisko: - Skutek pozytywny � dobra skuteczność zbierania przy zmniejszonym zużyciu mocy. Aspekty ekonomiczne: - Niskie koszty zmian; efektywne sprawdzenie w kilku instalacjach. Możliwość zastosowania: - We wszystkich piecach obrotowych. Przykładowe instalacje: - Francja, Zjednoczone Królestwo WB i IP. Bibliografia: - [tm 106, Farell, 1998]
4.3.5 Procesy rafinacji

Rozdział 4
Produkcja metali nieżelaznych 399
• Stosowanie chloru zmieszanego z argonem lub azotem jako odczynnikiem odgazowywania lub usuwania magnezu lub stosowanie fluorku glinu, KF lub Na3AlF6. Zbieranie i oczyszczanie powstałych gazów w celu usunięcia � w razie potrzeby � gazów kwaśnych.
• Stosowanie � jeżeli jest to właściwe � połączonych w linii elektrolizerów dla dodatków gazowych do ciekłego metalu.
• Stosowanie połączonych w linii ceramicznych filtrów metalu do usuwania części stałych z ciekłego wytopu.
Technologie i techniki rafinacji nadają się do stosowania z nowymi i istniejącymi instalacjami.
4.3.6 Procesy odlewania Procesy przedstawione w części dotyczącej stosowanych technik są technikami, które należy wziąć pod uwagę wraz z efektywnym usuwaniem oparów z rynien spustowych i urządzeń do odlewania, gdzie jest to potrzebne. Nie został w pełni zbadany potencjał w zakresie powstawania dioksyn w procesie rafinacji dla pierwotnej i wtórnej produkcji aluminium. Zaleca się ilościowe określenie tego problemu. Techniki i procesy zbierania oparów nadają się do zastosowania w nowych i istniejących instalacjach.
4.3.7 Kożuchy Procesy przedstawione w części dotyczącej stosowanych technik są technikami, które należy wziąć pod uwagę, wraz z poniższymi elementami, dla zminimalizowania wpływu na środowisko: - • Chłodzenie kożuchów w uszczelnionych pojemnikach w atmosferze gazu obojętnego. • Zapobieganie zwilżaniu kożuchów. • Przetwarzanie i odzyskiwanie kożuchów, jeżeli jest to możliwe. • Zminimalizowanie ilości materiałów do składowania na wysypiskach. Techniki składowania i przetwarzania nadają się do stosowania w nowych i istniejących instalacjach.
4.3.8 Zintegrowana produkcja anod Technikami, które należy tu rozważyć jest zastosowanie procesów przedstawionych w rozdziale 12. Stosowanie układu płuczki wieżowej z tlenkiem aluminium i filtra tkaninowego z oczyszczania gazów pochodzących z elektrolizerów jest możliwe dla gazów pochodzących z produkcji anod. Na etapach mieszania i formowania można stosować filtr koksowy.
4.3.9 Wychwyt oparów/gazów i ograniczanie emisji 4.3.9.1 Aluminium pierwotne Technikami, które należy wziąć pod uwagę dla zbierania oparów z elektrolizerów stosowanych do produkcji aluminium pierwotnego, są techniki przedstawione wcześniej w niniejszym rozdziale, służące do uszczelniania elektrolizerów i podtrzymania efektywności zbierania. Należy tu rozważyć

Rozdział 4
Produkcja metali nieżelaznych 400
technikę usuwania fluorków przez zastosowanie suchej płuczki wieżowej, za którą zainstalowany jest filtr tkaninowy. W razie potrzeby, można tu również wziąć pod uwagę technikę zbierania powietrza wentylacyjnego z pomieszczeń elektrolizerów. Dla ładowania pieców do odlewania, pod uwagę należy wziąć również zastosowanie okapów wtórnych. Dla zmniejszenia całkowitych emisji SO2, do usuwania dwutlenku siarki można rozważyć zastosowanie płuczek wieżowych z wodą morską i ze środkami kaustycznymi. Lokalnie należy rozważyć skutki oddziaływania na środowisko wodne. 4.3.9.2 Aluminium wtórne Techniki przedstawione w części 2.7 i 2.8 niniejszego opracowania, służące do uszczelniania pieców, wychwytu oparów, usuwania pyłów, kwaśnych gazów i dioksyn są technikami, które należy wziąć pod uwagę dla różnych etapów procesu produkcji aluminium wtórnego. Techniką, którą należy rozważyć dla etapów transportu i odlewania jest zastosowanie okapów wtórnych. Istnieje tu kilka problemów właściwych dla określonych regionów; niektóre z nich zostały omówione wcześniej w niniejszym rozdziale. Zasadniczo, technologie produkcji przedstawione w niniejszym rozdziale, w połączeniu z odpowiednim systemem ograniczania emisji, spełniają wymagania najostrzejszych norm z zakresu ochrony środowiska.
4.3.10 Sterowanie procesem Przedstawione w części 2.6 zasady sterowania procesem dotyczą również technologii produkcji stosowanych w niniejszej Grupie. Niektóre z tych procesów można usprawnić przez zastosowanie wielu z tych technik. Dla wszystkich technologii należy wziąć pod uwagę monitorowanie warunków pracy elektrolizera oraz zastosowanie porównawczych baz danych do przewidywania zakłóceń procesów, takich jak zjawiska anodowe oraz do sterowania punktowego wprowadzania tlenku glinu.
4.3.11 Woda odpadowa (ścieki) Jest to problem charakterystyczny dla określonego regionu; podaje się, że istniejące instalacje oczyszczania są na wysokim poziomie. Wszystkie wody odpadowe należy oczyszczać w celu usunięcia zawiesiny stałej i olejów/smół; zaabsorbowane gazy kwaśne (np. dwutlenek siarki, HCl) należy � w razie potrzeby � zobojętniać. Pod uwagę należy wziąć techniki przedstawione w części 2.9. W wielu instalacjach, woda chłodząca i oczyszczone wody odpadowe, włączając w to wodę deszczową, są ponownie wykorzystywane lub zawracane do obiegu w zakresie procesu.
4.3.12 Pozostałości technologiczne Pod uwagę należy wziąć techniki dotyczące zasad minimalizacji i ponownego użycia pozostałości technologicznych.
4.3.12.1 Aluminium pierwotne Kożuch można ponownie wprowadzać do obiegu, a wykładziny wanien elektrolitycznych można ponownie wykorzystywać.

Rozdział 4
Produkcja metali nieżelaznych 401
PRZYKŁAD 4.11 WYKORZYSTANIE ZUŻYTEJ WYKŁADZINY/TYGLA Krótka charakterystyka: - Zastosowanie zawartości węgla wykładzin wanien (SPL) w procesach cieplnych. Główne korzyści dla środowiska: - Wykorzystanie zawartości energii węgla, wykorzystanie resztkowego AlF3 jako topnika. Zniszczenie zawartości cyjanków (CN). Dane eksploatacyjne: - Brak danych szczegółowych. Są efektywne zastosowania przy wypalaniu cementu, jako substancji do nawęglania w produkcji stali i jako substytutu koksu w produkcji wełny żużlowej. Skutki oddziaływania na środowisko: - skutki pozytywne. Wykorzystanie wartości energetycznej SPL. Wyeliminowanie odpadów deponowanych na gruncie. Unikanie wprowadzania energii i związanych z tym emisji, w przypadku cieplnego przetwarzania SPL. Aspekty ekonomiczne: - Brak dochodu netto; lecz uniknięcie kosztów przetwarzania i likwidacji. Możliwość zastosowania: - Wszystkie SPL, pod warunkiem, że zezwalają na to przepisy dotyczące przewozu odpadów. Przykładowe instalacje: - we Francji, w Norwegii Bibliografia: - [tm 106, Farrell 1998]: 4.3.12.2 Aluminium wtórne Wykładziny pieców i pyły pofiltracyjne można ponownie stosować w niektórych procesach; wykorzystanie wodorowęglanu sodu jako suchego środka do płukania może umożliwiać przesyłanie powstałego pyłu pofiltracyjnego do systemu odzyskiwania żużlu solnego. Istnieją techniki odzyskiwania żużlu solnego przeznaczone do odzyskiwania soli, aluminium i tlenku aluminium. W odpowiednich procesach można stosować kożuchy. Przykłady przedstawione zostały wcześniej, w niniejszym rozdziale. 4.4 Najlepsze dostępne techniki BAT W celu lepszego zrozumienia treści tego rozdziału czytelnik powinien zapoznać się ze wstępem do niniejszego dokumentu, a w szczególności z jego piątą częścią: �Jak rozumieć i stosować niniejszy dokument�. Techniki oraz związane z nimi poziomy emisji i/lub zużycia, jak również zakresy poziomów, jakie przedstawiono w niniejszym rozdziale, zostały ocenione w toku procesu iteracyjnego obejmującego następujące etapy:
• określenie kluczowych zagadnień dotyczących ochrony środowiska w obrębie danego sektora; którymi dla wytwarzania aluminium są fluorki (wraz z HF), pył, SO2, COS, WWA, VOC, opary, gazy cieplarniane (PFC i CO2), dioksyny (wtórne), chlorki i HCl oraz pozostałości, takie jak resztki boksytu, SPL, pył pofiltracyjny i żużel solny;
• zbadanie technik najistotniejszych z punktu widzenia tych kluczowych zagadnień; • określenie poziomów emisji optymalnych dla środowiska na podstawie danych dostępnych
w Unii Europejskiej i na świecie;

Rozdział 4
Produkcja metali nieżelaznych 402
• zbadanie warunków, w których te poziomy emisji zostały uzyskane, takich jak koszty, oddziaływanie na środowisko, główne cele i motywacja dla wprowadzania tych technik;
• wybór najlepszych dostępnych technik BAT oraz związanych z nimi poziomów emisji i/lub zużycia dla tego sektora w ogóle, zgodnie z art. 2 ust. 11 oraz załącznikiem 4 do dyrektywy.
Europejskie Biuro IPPC i odpowiednia Techniczna Grupa Robocza (TWG) pełniły główną rolę przy fachowej ocenie każdego z tych działań, jak również miały wpływ na sposób przedstawienia ich wyników w niniejszym opracowaniu. Na podstawie tej oceny w niniejszym rozdziale przedstawiono konkretne techniki oraz � w miarę możliwości � poziomy emisji i zużycia związane ze stosowaniem najlepszych dostępnych technik BAT, które są uważane za odpowiednie dla całości sektora i w wielu przypadkach odzwierciedlają aktualną charakterystykę eksploatacyjną niektórych instalacji w obrębie sektora. Tam gdzie prezentowane są poziomy emisji lub zużycia �związane z najlepszymi dostępnymi technikami BAT� oznacza to, że poziomy te odzwierciedlają skutki oddziaływania na środowisko, jakie można przewidzieć w wyniku zastosowania w tym sektorze opisanych technik, mając na uwadze bilans kosztów i korzyści stanowiących nieodłączny element definicji BAT. Jednakże nie są to graniczne wielkości emisji czy zużycia i nie powinny być tak rozumiane. W niektórych przypadkach uzyskanie lepszych poziomów emisji lub zużycia może być technicznie możliwe, jednak ze względu na związane z tym koszty lub skutki oddziaływania na środowisko nie są one uważane za właściwe jako BAT dla całego sektora. Poziomy takie mogą jednak być uznane za uzasadnione w bliżej określonych przypadkach, w których występują szczególne okoliczności przemawiające za wdrożeniem danych technik. Poziomy emisji i zużycia związane z zastosowaniem BAT muszą być rozpatrywane z uwzględnieniem szczególnych warunków odniesienia (np.: okresów uśredniania). Należy odróżnić opisane powyżej pojęcie �poziomów związanych z zastosowaniem BAT� od określenia �osiągalny poziom� stosowanego gdzie indziej w tym dokumencie. W przypadku, gdy poziom jest opisany jako �osiągalny� przy zastosowaniu danej techniki lub kombinacji technik, oznacza to, że można go uzyskać stosując te techniki po pewnym czasie w dobrze utrzymywanej i obsługiwanej instalacji lub procesie. Dostępne dane dotyczące kosztów wraz z opisem technik omówionych w poprzednim rozdziale zostały przedstawione łącznie. Wskazują one przybliżoną wielkość przewidywanych kosztów. Jednak rzeczywisty koszt zastosowania danej techniki będzie w dużym stopniu zależał od konkretnej sytuacji z uwzględnieniem, na przykład, wysokości podatków, opłat oraz specyfikacji technicznej dla danej instalacji. Dokładna ocena tych specyficznych dla danego miejsca czynników nie jest w tym dokumencie możliwa. W przypadku braku danych dotyczących kosztów, wnioski odnoszące się do ekonomicznej użyteczności technik zostały wyciągnięte na podstawie obserwacji istniejących instalacji. Najlepsze dostępne techniki BAT przedstawione ogólnie w niniejszym rozdziale mają stanowić punkt odniesienia ułatwiający ocenę aktualnych wyników osiągniętych w ramach istniejącej instalacji lub propozycję dla nowej instalacji. Może to się okazać pomocne przy określaniu właściwych warunków �w oparciu o najlepsze dostępne techniki BAT� dla danej instalacji lub w ustaleniu ogólnych, wiążących przepisów zgodnie z art. 9 ust. 8. Przewiduje się, że nowe instalacje mogą być projektowane tak, aby osiągać lub nawet przekraczać ogólne przedstawione tu poziomy właściwe dla BAT. Uważa się również, że istniejące instalacje mogłyby zbliżyć się do ogólnych poziomów właściwych dla BAT bądź osiągać lepsze wyniki, w zależności od technicznych i ekonomicznych możliwości zastosowania technik w poszczególnych przypadkach.

Rozdział 4
Produkcja metali nieżelaznych 403
Dokumenty referencyjne BAT wprawdzie nie ustalają prawnie wiążących norm, lecz mają za zadanie dostarczać informacji stanowiących wskazówki dla przemysłu, Państw Członkowskich i społeczeństwa na temat osiągalnych poziomów emisji i zużycia przy stosowaniu konkretnych technik. Odpowiednie wartości dopuszczalne dla każdego konkretnego przypadku będą musiały zostać określone z uwzględnieniem celów dyrektywy dotyczącej zintegrowanego zapobiegania i ograniczania zanieczyszczeń (IPPC) oraz lokalnych uwarunkowań. W niniejszym podsektorze na najlepsze dostępne techniki wpływa wiele czynników; konieczna jest tu więc metoda badania tych technik. Przyjęty sposób podejścia przedstawiony jest niżej. Przede wszystkim, dobór technologii silnie zależy od surowców dostępnych dla określonego terenu. Najbardziej istotnymi czynnikami są tu: skład, występowanie innych zawartych metali, rozkład ich wielkości (włączając w to zdolność do tworzenia pyłów) oraz stopień zanieczyszczenia materiałem organicznym. Po drugie, technologia taka powinna być odpowiednia do zastosowania z najlepszymi dostępnymi systemami wychwytywania i ograniczania emisji gazów. Zastosowana technologia wychwytu spalin i ograniczania emisji zależeć będzie od charakterystyk głównych technologii, np. niektóre procesy są łatwiejsze do uszczelnienia. Inne technologie mogą posiadać zdolność do łatwiejszej przeróbki materiałów niskiego gatunku i dzięki temu zmniejszać szerszy wpływ na środowisko przez zapobieganie likwidacji. W końcu pod uwagę wzięto zagadnienia dotyczące wody i odpadów, w szczególności zminimalizowanie odpadów i zdolność do ponownego użycia pozostałości i wody w zakresie danej technologii lub w innych technologiach. Przy dobieraniu technologii, pod uwagę bierze się również czynnik w postaci energii zużywanej w określonych procesach. Z tych względów, dobór najlepszych dostępnych technik BAT w sensie ogólnym jest złożony i uzależniony od powyższych czynników. Zmieniające się wymagania oznaczają, że na BAT wpływają głównie dostępne surowce na określonym terenie i wymagana wydajność instalacji, tj. problemy właściwe dla określonego terenu. Zalecaną metodologię, którą zastosowano w niniejszym opracowaniu, można streścić w poniższych punktach:- • Sprawdzenie określonej technologii w przemyśle i jej niezawodności; • Ograniczenia dotyczące materiału wsadowego, który może być przetwarzany; • Na dobór technologii wpływa rodzaj materiału zasilającego i inne materiały w nim zawarte; • Ograniczenia w zakresie poziomu produkcji. � np. sprawdzona górna wartość graniczna lub
minimalna wydajność wymagana z ekonomicznego punktu widzenia; • Możliwość zastosowania najnowszych i efektywnych technik wychwytu i ograniczania emisji
dla danej technologii. • Możliwość osiągnięcia najniższych poziomów emisji za pomocą kombinacji technologii i
ograniczania emisji. Odpowiadające im emisje przedstawione są w dalszej części. • Inne aspekty, takie jak bezpieczeństwo związane z technologiami. W czasie sporządzania niniejszego dokumentu pracowało kilka kombinacji technologii i ograniczania emisji spełniających wymagania najwyższych standardów środowiskowych oraz wymagania najlepszych dostępnych technik BAT. Technologie takie różnią się pod względem wydajności, jaką można osiągnąć oraz materiałów, które można zastosować; przedstawiono tu kilka kombinacji. We wszystkich technologiach maksymalizowane jest ponowne użycie pozostałości i minimalizowanie emisji do wody. Ekonomiczność tych technologii jest różna. Niektóre z nich

Rozdział 4
Produkcja metali nieżelaznych 404
wymagają pracy na wysokim poziomie wydajności w celu osiągnięcia ekonomicznej pracy, a inne są niezdolne do uzyskania wysokich poziomów wydajności. Techniki wychwytu i ograniczania emisji używane wraz w takimi technologiami przedstawione zostały w ramach technik, które należy rozważyć przy ustalaniu BAT, a ich zastosowanie w układzie z procesem hutniczym spowoduje uzyskanie wysokiego poziomu ochrony środowiska. Zgodnie z tym, co przedstawiono w ogólnym wstępie do niniejszego dokumentu, w części niniejszej zaproponowano techniki i emisje uważane za ogólnie zgodne z BAT. Celem jest tu przedstawienie podstawowych wskazań poziomów emisji i zużycia, które można uznawać za odpowiedni wzorzec dla wydajności opartej na BAT. Wykonuje się to przez podanie osiągalnych poziomów w zakresach, stosowanych ogólnie dla instalacji nowych i zmodernizowanych. W istniejących instalacjach mogą wystąpić czynniki takie jak ograniczenia w zakresie przestrzeni i wysokości, które uniemożliwiają pełne przyjęcie takich technik. Poziom ten zmieniał się będzie również wraz z czasem, w zależności od stanu urządzeń, ich konserwacji i sterowania technologicznego instalacji ograniczającej emisję. Praca technologii źródłowej wpływać będzie również na wydajność, gdyż istnieje prawdopodobieństwo zmian temperatur, objętości gazu a nawet charakterystyk materiałów w całym procesie technologicznym lub we wsadzie. Z tych względów osiągalne emisje stanowią tylko podstawę, na której można ocenić rzeczywistą efektywność instalacji. Na poziomie lokalnym należy wziąć pod uwagę dynamikę technologii oraz inne problemy, właściwe dla danego terenu. W przykładach przedstawionych w części dotyczącej technik, które należy rozważyć przy ustalaniu BAT, podane są stężenia dotyczące niektórych istniejących technologii.
4.4.1 Transport i składowanie materiałów Wnioski wyciągnięte dla najlepszych dostępnych technik w zakresie transportu materiałów i składowania przedstawione są w części 2.17 niniejszego dokumentu i dotyczą materiałów niniejszego rozdziału. Są to następujące techniki: • Zastosowanie systemów magazynowania płynów zawartych w nieprzepuszczalnych
obwałowaniach posiadających pojemność do pomieszczenia przynajmniej objętości największego zbiornika magazynowego w obrębie obwałowania. W każdym Państwie Członkowskim istnieją różne wytyczne, których należy odpowiednio przestrzegać. Obszary magazynowania należy zaprojektować w taki sposób, aby wycieki z górnych części zbiorników i z układów doprowadzających były przechwytywane i zawarte w obwałowaniu. Należy wyświetlać zawartości zbiorników i używać odpowiednich alarmów. Dla zapobiegania przepełnieniu zbiorników należy stosować planowane dostawy i automatyczne układy sterowania.
• Kwas siarkowy i inne materiały aktywne należy również przechowywać w zbiornikach z podwójnymi ściankami lub w zbiornikach ustawionych w obwałowaniach odpornych chemicznie, o tej samej pojemności. Za uzasadnione uważa się stosowanie układów wykrywania wycieków i alarmów. W przypadku istnienia ryzyka zanieczyszczenia wód gruntowych, powierzchnia magazynowania powinna być nieprzepuszczalna i odporna na oddziaływanie przechowywanego materiału.
• W celu zbierania rozlanego materiału, punkty doprowadzania powinny znajdować się w obrębie obwałowań. W celu zmniejszeni emisji VOC, należy stosować wentylację wsteczną wypartych gazów do pojazdu doprowadzającego. W celu zapobiegania rozlewom, należy rozważyć możliwość zastosowania automatycznego ponownego uszczelnienia złączy doprowadzających.

Rozdział 4
Produkcja metali nieżelaznych 405
• Materiały niezgodne (np. materiały ulegające utlenieniu i organiczne) należy posegregować i w zbiornikach magazynowych lub na obszarach składowania zastosować gazy obojętne, jeżeli będzie to konieczne.
• W razie potrzeby, do spuszczania z obszarów otwartego przechowywania należy stosować kolektory olejowe lub stałe. Materiały, które mogą uwalniać olej, należy przechowywać na powierzchniach betonowych posiadających krawężniki lub inne wyposażenie ograniczające. Należy zastosować metody oczyszczania ścieków dla przechowywanych substancji chemicznych.
• W celu szybkiego wykrywania wycieków i zapobiegania uszkodzeniu przez pojazdy i inne urządzenia, przenośniki przesypowe i rurociągi powinny znajdować się na bezpiecznych, otwartych powierzchniach, powyżej gruntu. W przypadku istnienia rurociągów podziemnych, ich przebieg można udokumentować i oznaczyć oraz przyjąć bezpieczny system wykopów.
• W celu zapobiegania rozerwania i powstawaniu wycieków, należy stosować właściwie zaprojektowane, mocne zbiorniki ciśnieniowe dla gazów (włączając w to LPG) wraz z monitorowaniem ciśnienia w zbiornikach i rurociągach. Przyrządów monitorujących gazy należy używać na ograniczonych obszarach i w pobliżu zbiorników zasobnikowych.
• Tam, gdzie będzie to wymagane, dla materiałów pylistych można stosować uszczelnione systemy doprowadzania, składowania i odzyskiwania, a do codziennego przechowywania można używać silosów. Materiały pyliste należy przechowywać w całkowicie zamkniętych budynkach, w których mogą nie być wymagane specjalne urządzenia filtrujące.
• Tam, gdzie będzie to właściwe i zgodne ze zmniejszaniem tendencji materiału do tworzenia pyłów, można stosować środki uszczelniające (takie jak melasy i PVA).
• W celu zapobiegania emisji pyłów, w punktach dostawy, silosach, pneumatycznych systemach transportowych i w punktach przenoszenia przenośników, jeżeli będzie to wymagane, należy stosować obudowane przenośniki z właściwie zaprojektowanymi, wydajnymi urządzeniami wyciągowymi i filtrującymi.
• Materiały niepyliste i nierozpuszczalne można przechowywać na uszczelnionych powierzchniach ze spustem i kolektorem ścieków.
• Opiłki, wióry oraz inne materiały zawierające oleje rozpuszczalne lub emulsje olejowe należy przechowywać pod pokrywą w celu zapobiegania wymywaniu przez wodę deszczową.
• Dla zminimalizowania wytwarzania i przenoszenia pyłów na określonym terenie, można stosować usprawnione układy transportowe. Przed zrzucaniem należy zbierać i oczyszczać wodę deszczową wymywającą pyły.
• Do czyszczenia pojazdów używanych do dostawy lub obsługi pylistych materiałów, należy używać myjni przejezdnych i strumieni wody lub innych urządzeń do czyszczenia. Na dobór metody wpływać będą lokalne warunki, np. tworzenie się lodu. Można wykorzystywać planowane kampanie oczyszczania dróg.
• Dla zapobiegania rozlewom i do wykrywania wycieków można zastosować systemy inwentaryzacji i kontroli.
• Dla określania jakości surowców i planowania metod technologicznych, w systemie obsługi i składowania materiałów można zawrzeć systemy pobierania próbek materiałów i probiercze. Systemy takie należy zaprojektować i obsługiwać według tych samych standardów jak systemy obsługi i składowania.
• Powierzchnie składowania reduktorów takich jak węgiel, koks oraz zręby drewna należy nadzorować pod względem powstania pożaru wskutek samozapłonu.
• Należy stosować właściwe zasady projektowe i konstrukcyjne oraz odpowiednią konserwację. Poniżej przedstawiona jest tabela, w której w skrócony sposób przedstawiono obsługę/transport i składowanie materiałów.

Rozdział 4
Produkcja metali nieżelaznych 406
Surowiec
Sposób składowania Obsługa/transport Wstępne
przetwarzanie Uwagi
Paliwa i inne oleje
Zbiorniki lub beczki na obwałowanych obszarach.
Zabezpieczony rurociąg lub system ręczny.
Podgrzewane przechowywanie i rurociągi.
Odpowietrzanie wsteczne usuniętych gazów
Topniki i sól
Obudowane powierzchnie (Silosy), w przypadku powstawania pyłów.
Obudowane przenośniki z wychwytem pyłów.
Miałki proszek
Powierzchnie obudowane, w przypadku powstawania pyłów.
Osłonięte z wychwytem pyłów.
Mielenie i rozdzielanie wg gęstości.
Wióry
Osłonięte nawy magazynowe, w przypadku olejów rozpuszczalnych oraz emulsyjnych.
Ładowarka mechaniczna. Suszarka wiórów. Odwirowywanie.
Zbieranie oleju, w razie potrzeby.
Proszek gruboziarnisty
Otwarte lub osłonięte nawy magazynowe.
Ładowarka mechaniczna. Suszarka wiórów, w razie potrzeby.
Zbieranie oleju, w razie potrzeby.
Gruby (surowiec lub żużel)
Otwarte. Ładowarka mechaniczna. Zbieranie oleju, w razie potrzeby.
Całe pozycje, folie i arkusze
W otwartych lub osłoniętych nawach magazynowych.
Ładowarka mechaniczna. Zebranie oleju, w razie potrzeby.
Chlor gazowy oraz mieszaniny zawierające chlor
Zatwierdzone zbiorniki ciśnieniowe.
Zatwierdzone metody.
Wyroby � płyty, kęsy, arkusze i wlewki
W miejscach otwartych. Wstępne podgrzewanie.
Pozostałości technologiczne dla odzyskiwania, np. kożuchy, żużel solny i wykładziny.
W miejscach osłoniętych lub obudowanych, w zależności od wytwarzania pyłów.
Zależy od warunków. Rozdrabnianie przez mielenie i/lub rozpuszczanie. Potencjalnie bardzo pyliste.
Kożuchy i żużel solny muszą być utrzymywane w stanie suchym. Odpowiedni system odprowadzania cieczy.
Odpady do likwidacji
W zależności od materiału, w osłoniętych lub obudowanych nawach magazynowych lub w zakrytych pojemnikach do transportu.
W zależności od warunków.
Odpowiedni system odprowadzania cieczy.
Tabela 4.26: Podsumowanie technik obsługi/transportu i składowania dla aluminium
4.4.2 Dobieranie technologii Dla wytapiania aluminium pierwotnego można dobrać tylko proces oparty na najlepszej dostępnej technice BAT. Przedstawione są tu również inne techniki, łącznie z technikami dla aluminium wtórnego, uważane za BAT. 4.4.2.1 Wytapianie aluminium pierwotnego Biorąc pod uwagę powyższe czynniki, dla produkcji aluminium pierwotnego za BAT uważa się stosowanie elektrolizerów ze wstępnie spieczoną anodą CPWB, z automatycznym wielopunktowym wprowadzaniem tlenku glinu. Technologia ta charakteryzuje się następującymi właściwościami: • Komputerowe sterowanie procesem elektrolizy na podstawie czynnych baz danych
elektrolizerów i monitorowanie parametrów pracy elektrolizerów w celu zminimalizowania zużycia energii oraz zmniejszenia ilości i skrócenia trwania zjawisk anodowych.

Rozdział 4
Produkcja metali nieżelaznych 407
• Pełne pokrycie elektrolizerów okapami odciągowymi, przyłączonymi do układu odciągowego gazów i filtrów. Zastosowanie mocnych pokryw elektrolizerów oraz odpowiednich szybkości ekstrakcyjnych. Uszczelniony system chłodzenia resztek anod.
• Wychwyt oparów z elektrolizerów na poziomie powyżej 99% w długim okresie czasu. Zminimalizowanie czasu otwierania pokryw i wymiany anod. Zastosowanie programowanych systemów obsługi i konserwacji elektrolizerów.
• Zastosowanie sprawdzonych, efektywnych metod oczyszczania w instalacji do żerdziowania do odzyskiwania fluorków i węgla. Zastosowanie efektywnego systemu usuwania i filtrowania.
• W przypadku, gdy lokalne, regionalne lub dalekosiężne wpływy na środowisko wymagać będą zmniejszenia emisji dwutlenku siarki, należy zastosować � jeżeli będzie to możliwe � węgiel o małej zawartości siarki na anody lub pastę anodową lub system wypłukiwania dwutlenku siarki.
• W celu usunięcia pyłów, fluorków i HF, za pomocą płuczek wieżowych z tlenkiem glinu i filtrów tkaninowych, należy oczyszczać gazy pochodzące z procesów wytapiania pierwotnego. Efektywność płukania dla fluorków ogółem powinna być na poziomie > 99,8 %; w elektrolizerach należy stosować tlenek glinu.
• W przypadku zintegrowanej instalacji do produkcji anod, gazy technologiczne należy oczyszczać w systemie płuczki wieżowej z tlenkiem glinu i filtra tkaninowego oraz stosować tlenek glinu w elektrolizerach. Smoły pochodzące z procesów mieszania i formowania można usuwać za pomocą filtra koksowego.
• Sprawdzony system gospodarowania środowiskiem, sterowania pracą i utrzymaniem ruchu. 4.4.2.2 Wytapianie aluminium wtórnego W przypadku produkcji aluminium z surowców wtórnych na poziomie lokalnym, należy wziąć pod uwagę zróżnicowanie w materiale wsadowym. Zróżnicowanie takie będzie miało wpływ na układ pieców, sortowanie złomu oraz obróbkę wstępną i związane z tym systemy wychwytu i ograniczania emisji. W zależności od stosowanych materiałów wsadowych, technologiami wytapiania i topnienia uważanymi za BAT są tu piece płomienne, przechylny piec obrotowy, piec obrotowy, piec indukcyjny Meltower.
Piec Wychwyt gazów
Zalety Wady Uwagi
Piec płomienny. Półszczelny Duża pojemność metalu
Niższa wydajność; ograniczony materiał wsadowy
Zastosowanie uszczelnionego systemu ładowania (wózek załadowczy)
Piec płomienny z kotliną boczną/ gniazdem załadowczym
Półszczelny Gniazdo załadowcze umożliwia efektywne odzyskiwanie drobnego materiału. Większy zakres wsadowego materiału.
Niska wydajność cieplna
Zastosowanie uszczelnionego systemu ładowania (wózek załadowczy)
Piec obrotowy Półszczelny Bez ograniczeń w zakresie wsadowego materiału. Dobra sprawność cieplna.
Stosunkowo wysokie zużycie żużlu solnego.
Planowane usuwanie oparów.
Przechylny piec obrotowy
Półszczelny Wydajny dla niskich gatunków wsadowego materiału włączając
Ograniczona pojemność metalu
Minimalne użycie topników solnych w porównaniu z nieprzechylnym

Rozdział 4
Produkcja metali nieżelaznych 408
w to kożuchy. Dobra sprawność cieplna.
piecem obrotowym.
Piec indukcyjny Otwarty, z okapami
Brak gazów spalania.
Ograniczona pojemność metalu i materiału wsadowego
Przydatny dla małych wsadów czystego metalu.
Piec szybowy (Meltower)
Półszczelny Podgrzewanie wsadu.
Dla czystego metalu.
Tabela 4.27: Piece do produkcji aluminium wtórnego uważane za BAT Technologia ta charakteryzuje się następującymi właściwościami: - • Dobieraniem materiału wsadowego odpowiedniego dla danego pieca i systemu ograniczania
zanieczyszczeń oraz do transportu nieodpowiednich surowców do innych operatorów za pomocą przeznaczonych do tego celu urządzeń, w celu umożliwienia: a) zapobiegania stosowaniu soli tam, gdzie jest możliwe osiąganie maksymalnego
praktycznego uzysku bez użycia soli; b) zminimalizowania użycia soli w innych przypadkach; c) odzyskania tylu produktów ubocznych ile będzie możliwe, tj. odzyskanie całego
wytwarzanego żużlu solnego. Celem jest tu � jeżeli jest to możliwe � zapobieganie składowaniu na składowisku odpadów.
• Zastosowaniem � jeżeli jest to możliwe � uszczelnionego wózka załadowczego lub podobnego uszczelnionego systemu wsadowego.
• Zastosowanie obudów lub okapów w miejscach zasilania i spuszczania oraz docelowe systemy odciągowe oparów � jeżeli jest to możliwe � dla zminimalizowania zużycia energii.
• Usuwanie olejów i materiałów organicznych za pomocą wirówki do wiórów, suszenia wiórów oraz innych metod do usuwania powłok, przed etapem wytapiania lub topienia (w celu redukcji możliwości emisji dioksyn i substancji organicznej i dla maksymalizowania wydajności energetycznej), jeżeli piec nie posiada specjalnej konstrukcji dla zbierania zawartości organicznych.
• Zastosowanie bezrdzeniowych (tyglowych) pieców indukcyjnych dla stosunkowo małych ilości czystego metalu.
• Zastosowanie dopalaczy, gdzie to konieczne, do usuwania węgla organicznego łącznie z dioksynami.
• Wprowadzanie węgla aktywnego i wapna � w razie potrzeby � dla usuwania kwaśnych gazów i węgla organicznego łącznie z dioksynami.
• Odzyskiwanie ciepła, jeżeli jest to celowe. • Zastosowanie filtrów tkaninowych lub ceramicznych do usuwania pyłów. 4.4.2.3 Inne etapy technologiczne Technikami, które należy wziąć pod uwagę przy ustalaniu BAT i które są podawane dla wstępnego przygotowania, rafinacji, produkcji tlenku glinu (4.3.2), zintegrowanej instalacji do produkcji (rozdział 12), są najlepszymi dostępnymi technikami BAT i są podsumowane niżej. Zastosowanie określonej techniki zależy od surowców i innych urządzeń, dostępnych w instalacji lub w jej pobliżu. Tworzą one część całego procesu, łącznie z poniższymi procesami.

Rozdział 4
Produkcja metali nieżelaznych 409
Etap technologiczny Technika Uwagi
Produkcja tlenku glinu Proces Bayera Optymalny dla zmniejszenia
zużycia energii, usuwania pyłów i ponownego użycia wody transportowej masy Bayera.
Rafinacja Zastosowanie mieszanin chloru i argonu/azotu lub topnika solnego (AlF3).
Dodawanie przez wdmuchiwanie Cl2,Ar,N2.
Podgrzewanie lub odgazowywanie
Wychwyt oparów z pieców i rynien spustowych; chłodzenie, filtr tkaninowy � w razie potrzeby.
Wlewnice zależne od produktu.
Produkcja anod. Patrz rozdział 12 Tabela 4.28: Inne etapy technologiczne uważane za najlepsze dostępne techniki BAT dla produkcji aluminium pierwotnego
Etap technologiczny Technika Uwagi
Rafinacja Zastosowanie mieszanin chloru i argonu/azotu lub topnika solnego (AlF3).
Gaz obojętny lub prasowanie kożucha.
Przetwarzanie kożuchów. W osłonie gazu obojętnego i chłodzenie w uszczelnionym bębnie lub prasowanie kożucha.
Jeżeli mokry, tworzenie się amoniaku.
Podgrzewanie lub odgazowanie.
Wychwyt oparów z pieców i rynien spustowych; chłodzenie, filtr tkaninowy � w razie potrzeby.
Tabela 4.29: Inne etapy technologiczne uważane za najlepsze dostępne techniki BAT dla produkcji aluminium wtórnego Zaleca się dalsze zbadanie potencjalnego tworzenia się dioksyn podczas etapów rafinacji i odlewania przy produkcji aluminium wtórnego.
4.4.3 Wychwyt gazów i ograniczanie emisji W systemach wychwytu oparów stosowanych dla produkcji pierwotnej i wtórnej należy wykorzystywać systemy uszczelniania elektrolizerów i pieców; powinny one mieć konstrukcję umożliwiającą podtrzymywanie podciśnienia dla uniknięcia wycieków i niezorganizowanych emisji. Należy stosować systemy podtrzymujące szczelność pieców i z okapami. Przykładami są tu: dodawanie materiałów przez okapy, uszczelnione wózki załadowcze i zastosowanie solidnych zaworów obrotowych w układach zasilania. Wtórny wychwyt oparów jest kosztowny i zużywa dużo energii. Często praktykuje się stosowanie systemów inteligentnych, zdolnych do kierowania odciągu oparów na źródła oparów na czas trwania oparów, dla zminimalizowania zużycia energii. Najlepszymi dostępnymi technikami BAT dla systemów oczyszczania gazów i oparów są te, w których wykorzystywane jest chłodzenie i odzyskiwanie ciepła przed filtrem tkaninowym. Można tu stosować filtry tkaninowe oraz ceramiczne, w których zastosowano nowoczesne wysokowydajne materiały we właściwie zaprojektowanej i utrzymywanej konstrukcji. Charakteryzują się one układami wykrywania pęknięć worka i bezpośrednimi metodami czyszczenia.

Rozdział 4
Produkcja metali nieżelaznych 410
Systemy do odzyskiwania kwaśnych gazów, wprowadzanie węgla/wapna do usuwania dioksyn i związanego z tym pyłu oraz etapy odzyskiwania metalu są takie, jak przedstawiono wcześniej. Za najlepszą dostępną technikę BAT uznaje się tu stosowanie tlenku glinu jako środka płuczącego do usuwania fluorków i HF przy zastosowaniu tlenku glinu, który wszedł w reakcję, w produkcji aluminium pierwotnego. Systemy wychwytu oparów są najlepszymi praktycznymi rozwiązaniami przedstawionymi w technikach scharakteryzowanych w części 2.7.
Etap technologiczny
Wychwyt oparów
Filtr tkaninowy
Usuwanie WWA
Usuwanie lotnych
związków organicznych
Surowce � (jeżeli pyliste)
� (jeżeli pyliste)
Wytapianie pierwotne
� � (z płuczką wieżowa z
suchym tlenkiem glinu)
�
Zintegrowana instalacja do
produkcji anod
� � � �
Produkcja tlenku glinu
� � (lub elektrofiltr)
Podgrzewanie i odgazowywanie
� �
Tabela 4.30: Zastosowania ograniczania emisji uważane za najlepsze dostępne techniki BAT dla produkcji aluminium pierwotnego. Etap technologiczny
Wychwyt oparów
Dopalanie Filtr Usuwanie kwaśnych
gazów
Usuwanie VOC
Surowce � (jeżeli pyliste)
� (jeżeli pyliste)
Wytapianie wtórne
� � (w razie potrzeby)
� �(w razie potrzeby)
�(w razie potrzeby)
Suszenie wiórów i usuwanie powłok
�(w razie potrzeby)
�(w razie potrzeby)
�(w razie potrzeby)
�(w razie potrzeby)
�(w razie potrzeby)
Podgrzewanie i odgazowywanie
�(w razie potrzeby)
�(w razie potrzeby)
Przetwarzanie żużlu solnego i kożuchów
� � (dla wodoru, fosfiny, itp.)
�
Tabela 4.31: Zastosowania ograniczania emisji uważane za najlepsze dostępne techniki BAT dla produkcji aluminium wtórnego. Za cześć tych procesów uważa się � jeżeli jest to możliwe � wykorzystanie lub recykling kożuchów i pyłów pofiltracyjnych. W przypadku dostępności wystarczającego ciepła, na większości etapów można będzie odzyskiwać energię i wykorzystywać odzyskane ciepło. W produkcji aluminium wtórnego można wykorzystywać w najprostszy sposób odzyskiwane ciepło za pomocą palników rekuperacyjnych i stosować je do wstępnego podgrzewania wsadu.

Rozdział 4
Produkcja metali nieżelaznych 411
Do stosowania w innych częściach procesu rozważane są inne systemy ograniczania emisji; przedstawione są one w poniższej tabeli.
Etap technologiczny Składniki gazów wylotowych
Opcja ograniczania emisji
Obsługa surowców
Pył Zapobieganie i właściwe przechowywanie. Wychwyt pyłów i filtr tkaninowy.
Wstępne przetwarzanie surowców
Pył Materiał organiczny*
Właściwe przetwarzanie wstępne. Wychwyt pyłów i filtr tkaninowy. Obsługa procesu, dopalanie i właściwe chłodzenie gazów.
Wytapianie pierwotne (Elektrolityczne)
Pył, fluorki, PFC, (Węglowodory i WWA**), Dwutlenek siarki
Obsługa procesu i wychwyt gazów. Płuczka wieżowa z tlenkiem glinu, po której występuje czyszczenie w filtrze tkaninowym. W razie potrzeby, oczyszczanie gazu w mokrej płuczce wieżowej.
Wytapianie wtórne Pył i metale Kwaśne gazy/halogenki Materiał organiczny*
Obsługa procesu, wychwyt gazów i efektywne usuwanie pyłu. Płukanie, w razie potrzeby. Obsługa procesu, dobieranie materiału i wstępne przygotowanie, dopalanie i właściwe chłodzenie gazów, wprowadzanie węgla, efektywne usuwanie pyłów.
Podtrzymywanie i rafinacja. Pył, halogenki i metale Materiał organiczny*
Obsługa procesu i wychwyt/oczyszczanie gazów. Obsługa procesu, dopalanie i właściwe chłodzenie gazów.
Procesy przetwarzania żużlu solnego i kożuchów
Pył, amoniak, fosfiny i metale
Obsługa procesu i wychwyt/oczyszczanie gazów.
Uwaga. * Materiały organiczne obejmują VOC podawany jako węgiel całkowity (bez CO) i dioksyny. ** W przypadku zintegrowanej instalacji do produkcji.
Tabela 4.32: Podsumowanie potencjalnych substancji zanieczyszczających i opcji ograniczania zanieczyszczeń 4.4.3.1 Emisje do atmosfery związane z zastosowaniem najlepszych dostępnych technik BAT Emisje do atmosfery obejmują emisje wychwycone/ograniczone z różnych źródeł oraz emisje niezorganizowane i niewychwycone, pochodzące z tych źródeł. Wynikiem zastosowania nowoczesnych, właściwie obsługiwanych systemów ograniczania emisji jest skuteczne usuwanie substancji zanieczyszczających środowisko; informacje dostępne podczas sporządzania niniejszego dokumentu wskazują, że emisje niezorganizowane mogą stanowić największą część całkowitej emisji wprowadzanej do atmosfery [tm 29, PARCOM 1997]. W przypadku aluminium pierwotnego, całkowita emisja do atmosfery pochodzi z emisji:
• powstającej podczas odbioru, składowania, mieszania i pobierania próbek materiału; • z pieców do wytapiania, podgrzewania i rafinacji z towarzyszącym układem przenoszenia
metalu oraz obsługi i oczyszczania gorących gazów; • z systemu obsługi kożuchów.
W przypadku aluminium wtórnego całkowita emisja do atmosfery pochodzi z emisji: • powstającej podczas odbioru, składowania, mieszania i pobierania próbek materiału; • z pieców do wytapiania, podgrzewania i rafinacji z towarzyszącym układem przenoszenia
metalu oraz transportu i oczyszczania gorących gazów;

Rozdział 4
Produkcja metali nieżelaznych 412
• z systemów chłodzenia i transportu kożuchów i żużlu.
Emisje niezorganizowane mogą być znacznie wyższe od emisji wychwytywanych i emisji ograniczonych; należy je oceniać lokalnie. Emisje takie można oceniać na podstawie skuteczności wychwytu oparów i przez monitorowanie (patrz część 2.7) i efektywność wychwytu z elektrolizerów jest w długim okresie czasu na poziomie > 99%. Charakterystyki nieczyszczonych gazów pochodzących z elektrolizerów przedstawione są w tabeli 5.4; można je wykorzystywać do wskazania możliwego wpływu emisji niezorganizowanych. W produkcji ołowiu i metali szlachetnych, w której używane są piece obrotowe, stosowane są wydajne i mocne układy okapów odciągowych, które w istotnym stopniu zmniejszają emisje niezorganizowane do atmosfery. Technika ta stosowana jest dla pieców obrotowych do produkcji aluminium. W przypadku niektórych pieców płomiennych stosowane są uszczelnione wózki załadowcze oraz skipy załadowcze, które również w znacznym stopniu zmniejszają emisje niezorganizowane do atmosfery. Techniki te przedstawiono w przykładach, wcześniej w niniejszym rozdziale. W poniższych tabelach zestawiono takie techniki oraz związane z nimi emisje wychwycone i ograniczone.
Substancja zanieczyszczająca
Zakres odpowiadający stosowaniu BAT
Techniki, które można użyć do osiągnięcia tych
poziomów
Uwagi
Pyły
1 � 5 mg/Nm3 Filtr tkaninowy Zależy od charakterystyki pyłu.
SO2
Nie dotyczy Kontrola zawartości siarki w anodach
Celem jest tu zminimalizowanie SO2.
Węglowodory fluorowe
< 0,1 zjawisk anodowych na elektrolizer na dzień
Sterowanie procesem na podstawie baz danych czynnych elektrolizerów
< 0,1 kg/t Al
HF Fluorki ogółem
< 0,2 mg/Nm3 < 0,5 mg/Nm3
Płuczka wieżowa z tlenkiem glinu i filtr tkaninowy
Dla procesów zintegrowanej produkcji anod � patrz rozdział 12
Uwaga. Tylko wychwytywane emisje. Odpowiadające emisje podane są jako średnie dzienne w oparciu o ciągłe monitorowanie w okresie pracy. W przypadkach, w których ciągłe monitorowanie nie jest stosowane, wartość ta oznacza średnią w okresie pobierania próbek. W przypadku używanego systemu ograniczania zanieczyszczeń, przy projektowaniu systemu należy wziąć pod uwagę charakterystykę gazu i pyłu oraz właściwą temperaturę pracy, która będzie stosowana. Tabela 4.33: Emisje do atmosfery odpowiadające stosowaniu BAT dla elektrolizy aluminium pierwotnego.
Substancja zanieczyszczająca
Zakres odpowiadający stosowaniu BAT
Techniki, które można użyć do osiągnięcia tych
poziomów
Uwagi
Pyły
1 � 5 mg/Nm3 Filtr tkaninowy
Chlorki, fluorki i kwaśne gazy
SO2 ; 50 + 200 mg-Nm3 Chlorki ; 5 mg-Nm3 Fluorki; 1 mg-Nm3
Wodne lub półsuche alkaliczne płuczki wieżowe.
NOx
< 100 mg/Nm3 < 100 � 300 mg/Nm3
Palnik o niskiej emisji NOx Planik tlenowo-paliwowy
Wyższe wartości związane są ze wzbogacaniem tlenem w celu zmniejszenia zużycia energii. W takich przypadkach, zmniejsza się objętość gazu emisja masowa.

Rozdział 4
Produkcja metali nieżelaznych 413
Uwaga. Tylko wychwytywane emisje. Odpowiadające emisje podane są jako średnie dzienne w oparciu o ciągłe monitorowanie w okresie pracy. W przypadkach, w których ciągłe monitorowanie nie jest stosowane, wartość ta oznacza średnią w okresie pobierania próbek. W przypadku używanego systemu ograniczania zanieczyszczeń, przy projektowaniu systemu pod uwagę należy wziąć charakterystykę gazu i pyłu oraz właściwą temperaturę pracy, która będzie stosowana. Tabela 4.34: Emisje do atmosfery odpowiadające stosowaniu BAT dla podtrzymywania temperatury i odgazowania ciekłego metalu z aluminium pierwotnego i wtórnego.
Substancja zanieczyszczająca
Zakres odpowiadający
stosowaniu BAT
Techniki, które można użyć do osiągnięcia tych poziomów
Uwagi
Pył
1 � 5 mg/Nm3 Filtr tkaninowy Za pomocą wysokowydajnych filtrów tkaninowych można uzyskać niskie poziomy metali ciężkich. Stężenie metali ciężkich związane jest ze stężeniem pyłów i z proporcjami metali w pyłach.
Chlorki, fluorki i gazy kwaśne
SO2 < 50 � 200 mg/Nm3 Chlorki < 5 mg/Nm3 Fluorki < 1 mg/Nm3
Płuczka wieżowa wodna lub półsucha alkaliczna.
NOx
< 100 mg/Nm3 < 100 � 300 mg/Nm3
Palnik niskich NOx. Palnik tlenowo-paliwowy.
Wyższe wartości związane są ze wzbogaceniem tlenu dla zmniejszenia użycia energii. W tych przypadkach, zmniejszane są objętość gazu i emisja masowa.
Całkowity węgiel organiczny jako C
< 5 � 15 mg/Nm3 < 5 � 50 mg/Nn3
Dopalacz. Optymalne spalanie.
Wstępna obróbka wtórnego materiału dla usunięcia powłok organicznych, w razie potrzeby.
Dioksyny
< 0,1 � 0,5 ng TEQ/Nm3
Wysoko wydajny system usuwania pyłów (tj. filtr tkaninowy), oziębianie po dopalaczu. Dostępne są inne techniki (np. adsorpcja na węglu aktywnym, katalizator utleniający).
Uwaga. Tylko wychwytywane emisje. Odpowiadające emisje podane są jako średnie dzienne w oparciu o ciągłe monitorowanie w okresie pracy. W przypadkach, w których ciągłe monitorowanie nie jest stosowane, wartość ta oznacza średnią w okresie pobierania próbek. W przypadku używanego systemu ograniczania zanieczyszczeń, przy projektowaniu systemu pod uwagę należy wziąć charakterystykę gazu i pyłu oraz właściwą temperaturę pracy, która będzie stosowana. W przypadku SO2 i całkowitego usuwania węgla, zróżnicowanie stężeń gazu surowego w procesach okresowych może wpływać na efektywność systemu ograniczania emisji. Tabela 4.35: Emisje do atmosfery odpowiadające stosowaniu BAT dla wstępnego przetwarzania materiałów (włączając w to osuszanie wiórów), wytapiania i topienia wtórnego aluminium.
4.4.4 Wody odpadowe (ścieki) Jest to zagadnienie charakterystyczne dla określonego miejsca; istniejące systemy oczyszczania spełniają wysokie wymagania norm. Wszystkie wody odpadowe należy oczyszczać w celu usunięcia zawiesiny stałej i olejów/smół, zaabsorbowanych gazów kwaśnych (np. dwutlenku siarki, HF, HCI) i należy je zobojętniać w razie potrzeby. Technikami, które należy wziąć pod uwagę są

Rozdział 4
Produkcja metali nieżelaznych 414
techniki przedstawione w części 2.9. W wielu instalacjach woda chłodząca i oczyszczona woda odpadowa jest ponownie używana lub recyklingowana w zakresie procesu. Dla pierwotnego i wtórnego aluminium, całkowite emisje do wody pochodzą z: - • produkcji tlenku glinu; • systemu składowania materiałów • systemu chłodzenia transformatora elektrolizerni; • systemu płuczek wieżowych, jeżeli jest używany; • z systemu oczyszczania wód odpadowych i wody odpływowej. Zużycie wody jest minimalne, gdyż procesy te są zasadniczo suche, oprócz systemów mokrych płuczek wieżowych. W poniższej tabeli przedstawiono stężenia uzyskiwane przy zastosowaniu odpowiednich metod oczyszczania ścieków. Tam, gdzie będzie to odpowiednie, do procesu można zawracać szlamy.
Składniki
Stężenie mg/l
Uwagi
Zawiesina stała 14 Obejmuje instalację do produkcji anod.
ChZT 37 Obejmuje instalację do produkcji anod.
Fluorki 17 Obejmuje instalację do produkcji anod.
Ogółem węglowodory
0,8 Obejmuje instalację do produkcji anod.
Uwaga: - Emisje z instalacji aluminium Dunkirk podane w postaci średnich dziennych podczas pracy instalacji.
Tabela 4.36: Emisje do wody odpowiadające stosowaniu najlepszych dostępnych technik BAT dla produkcji aluminium pierwotnego z towarzyszącą instalacją do produkcji anod
4.4.5 Pozostałości technologiczne Zasady minimalizacji i ponownego wykorzystywania pozostałości technologicznych są technikami tworzącymi część najlepszych dostępnych technik BAT. Technologie produkcji w niniejszym sektorze opracowane zostały w przemyśle w celu zmaksymalizowania wykorzystania większości pozostałości technologicznych pochodzących z urządzeń produkcyjnych oraz do produkcji pozostałości w postaci umożliwiającej ich wykorzystanie w innych technologiach produkcji. Potencjalne końcowe wykorzystanie pozostałości przedstawiono w części 4.2.1.4 i 4.2.2.3. W częściach tych przedstawiono również pewne ilości przykładowe dla określonych instalacji. • Szczególnymi przykładami są: • Wykorzystanie SPL w innych technologiach jako surowca lub jako paliwa, jeżeli będzie to
możliwe. • Zminimalizowanie użycia topników, gdzie jest to możliwe. • Recykling żużlu solnego dla odzyskania części aluminium, soli i tlenków. • Ponowne wykorzystanie wykładzin pieca, gdzie jest to możliwe.

Rozdział 4
Produkcja metali nieżelaznych 415
• Ponowne wykorzystanie w procesie pyłów pofiltracyjnych z produkcji aluminium pierwotnego. • Jeżeli będzie to możliwe, ponowne wykorzystanie w procesie pyłów pofiltracyjnych z pieców
aluminium wtórnego. W razie potrzeby, oczyszczanie takich pyłów pofiltracyjnych przed ich likwidacją w celu zniszczenia dioksyn.
Ilość wytwarzanych pozostałości zależy w znacznym stopniu od surowców, a w szczególności od zawartości sodu w materiałach pierwotnych, zawartości innych metali nieżelaznych (np. Mg) w materiałach wtórnych oraz obecności innych zanieczyszczeń, takich jak materiały organiczne. Z tych względów, emisje do gruntu mogą bardzo zależeć od danej okolicy i materiału oraz od wcześniej przedstawionych czynników. Dlatego też bez wyszczególnienia parametrów surowców nie jest możliwe opracowanie realnej, typowej tabeli z ilościami związanymi z zastosowaniem BAT. Zasady BAT obejmują zapobieganie i minimalizowanie odpadów oraz ponowne wykorzystanie pozostałości, zawsze, gdy jest to możliwe. W praktyce takiej szczególnie efektywny jest przemysł.
Źródło Możliwości użycia/przetworzenia
Kożuchy Al Odzyskiwanie. Pył pofiltracyjny Ponowne użycie w procesie. SPL Substancja do nawęglania, topnik i
wykładziny pieca Cegły Z pieców anodowych, ponowne
użycie. Stal Odzyskiwanie. Pył węglowy (instalacja do produkcji anod)
Ponowne użycie.
Tabela 4.37: Opcje dla pozostałości pochodzących z pieca do wytapiania aluminium pierwotnego
Pozostałości
Pochodzenie Przetwarzanie Uwagi dotyczące przetwarzania
Żużel solny
Wytop w obrotowym piecu bębnowym
Odzyskiwanie za pomocą technik kruszenia, rozpuszczania i krystalizacji. Produkcja ponownie używanych substancji, jeżeli będzie to możliwe, granulatu Al, mieszanych soli, Al2O3 (i innych tlenków).
Procesy te powinny osiągać wysoki standard w zakresie ochrony środowiska. Należy wychwytywać i oczyszczać emisje niezorganizowane pyłów i gazów takich jak fosfina czy wodór. Celem jest tu zapobieganie składowaniu na wysypisku.
Pył pofiltracyjny
Oczyszczanie gazów wylotowych
Likwidacja ze wstępnym przetworzeniem lub pod ziemią. Częściowo regenerowane przy użyciu żużlu solnego lub stosowane w przemyśle stalowym.
W niektórych krajach zakaz deponowania na powierzchni; można stosować obróbkę cieplną (neutralizacja za pomocą NaHCO3 lub Na2CO3 " użycie z żużlem solnym).
Wykładziny pieca
Piec do wytapiania
Potencjalne regenerowanie za pomocą kożuchów; w przeciwnym przypadku ługowanie + składowanie na wysypisku.
W niektórych krajach nie stosuje się likwidacji powierzchni. Stwierdza się wytwarzanie tworzyw wtryskowych.
Kożuchy
Wszystkie piece, w których nie jest używana
Wytapianie w piecu obrotowym. Odzyskiwanie, tabletki stosowane w
Celem jest tu zapobieganie składowaniu na wysypisku.

Rozdział 4
Produkcja metali nieżelaznych 416
sól. Czyszczenie pieca do wytapiania, odlewni.
obrotowym piecu bębnowym, pył kożuchowy używany do odzyskiwania żużlu solnego.
Uwaga. * przy użyciu pieca z zamkniętą kotliną. ** Produkty niemetalowe (udział tlenków ze złomu Al)
Tabela 4.38: Opcje dla pozostałości pochodzących z produkcji aluminium wtórnego
4.4.6 Koszty dotyczące technik Dane dotyczące kosztów zostały opracowane dla wielu różnych technologii i systemów ograniczania emisji. Przedstawiono tu niektóre koszty, gdy były one dostępne dla przykładów przedstawionych wyżej, w niniejszym rozdziale. Dane dotyczące kosztów są w znacznym stopniu uzależnione od określonej okolicy i zależą od wielu czynników; jednakże podane zakresy umożliwiają dokonanie pewnych porównań. Inne dane dotyczące kosztów przedstawione zostały w załączniku do niniejszego dokumentu, co umożliwia dokonanie porównania kosztów technologii i systemów ograniczania emisji w całym przemyśle metali nieżelaznych. 4.5 Nowo powstające techniki
• Ponowne wykorzystywanie pyłów po z produkcji aluminium wtórnego zademonstrowane
zostało w Hiszpanii i w Austrii. Pyły i opary pochodzące z pieca obrotowego oczyszczane są za pomocą wodorowęglanu sodu i węgla aktywnego jako środka płuczącego, dla usuwania chlorków wytwarzanych przez topnik solny; tworzy się chlorek sodu. Pył wychwytywany jest za pomocą filtra tkaninowego i może być dodawany z solą wprowadzaną do pieca [tm 145, Winter 1998].
• Do odzyskiwania żelaza z masy Bayera istnieje kilka technologii; nie są one stosowane na skalę przemysłową [tm 212, Notes 1993]. Prowadzone są również badania dotyczące zastosowania masy Bayera w budownictwie, cegłach i betonie.
• Anody obojętne. Rozwój nowych anod nie zawierających węgla, umożliwiających konstruowanie zupełnie nowych elektrolizerów bez jakichkolwiek bezpośrednio zużywających się części i wytwarzających na anodzie tlen zamiast dwutlenku węgla. W ten sposób można uniknąć również emisji WWA pochodzących z procesu. Technologia ta jest na etapie instalacji pilotażowej i nie została jeszcze udokumentowana w wystarczający sposób w pracy testowej.
• Zwilżane katody. Rozwój nowych materiałów na katody i powłoki dla istniejących materiałów katodowych w celu osiągnięcia lepszej wydajności procesu elektrolitycznego. Proces ten jest na etapie rozwoju; zostały one przetestowane w elektrolizerach doświadczalnych.
• Oddzielanie stopu. Techniki rozdzielania złomu aluminiowego na różne rodzaje stopów zostały przetestowane za pomocą lasera i technik prądów wirowych. Korzyścią będzie tu łatwiejszy dobór materiałów do recyklingu i zdolność do łatwiejszej produkcji odpowiednich stopów w zakładach recyklingowych.
• Obrotowe wstrzykiwanie topnika lub gazu dla rafinacji. Umożliwia to lepiej kontrolowane dodawania topników do pieców podgrzewających. Technika ta stosowana jest już w kilku zakładach.
• Katalityczne worki filtrowe dla kontroli uwalniania dioksyn. Katalizator w większym stopniu niszczy dioksyny niż je wychwytuje.
• Zastosowanie elektrycznego pieca łukowego dla przetapiania kożuchów nie zawierających soli. • Przetwarzanie żużlu solnego w suchym stanie.

Rozdział 4
Produkcja metali nieżelaznych 417
• Odzyskiwanie soli za pomocą elektro-dializy zamiast stężania. • Ciągłe monitorowanie HF w emisjach kominowych dla wykrywania niesprawności systemów
ograniczania zanieczyszczeń (płuczka wieżowa z tlenkiem glinu/filtr tkaninowy).