AGRO industry 2012/2
68
ISSN: 2083-0009 cena 54 PLN w tym 8% VAT technika i technologia w przemyśle spożywczym B R O W A R N I C Z Y C H I I F O R U M T E C H N O L O G I I 3 - 5 p a ź d z i e r n i k a E l b l ą g 2 0 1 2 II FORUM TECHNOLOGII BROWARNICZYCH 3-5 października 2012, Elbląg www.apbiznes.pl Ile parafii tyle biedronek s. 50 Koźlaki i Stouty – prawie wszystko s. 22 Ile parafii tyle biedronek s. 50 Polski owoc w polskim winie s. 6 2/2012 (6) WIOSNA
-
Upload
prografika -
Category
Documents
-
view
264 -
download
14
description
Skład publikacji dla Agencji Promocji Biznesu
Transcript of AGRO industry 2012/2
ISSN
: 208
3-00
09
cena 54 PLN w tym 8% VATtechnika i technologia w przemyśle spożywczym
BROWARNICZYCHII FORUM TECHNOLOGII
3-5 października
Elbląg
2012 II FORUM TECHNOLOGII BROWARNICZYCH 3-5 października 2012, Elbląg www.apbiznes.pl
I le paraf i i t y le b iedronek s . 5 0
Koźla
ki i S
touty
– praw
ie ws
zystko
s. 2
2
I le paraf i i t y le biedronek s . 50
Polski owoc w polskim winie s . 6
2/2012 (6) WIOSNA

EUROWATER Spółka z o.o. EUROWATER Spółka z o.o.Ul. Izabelińska 113, Lipków ul. Mydlana 1
PL 05-080 Izabelin (Warszawa) PL 51-502 Wrocław
Tel.: +48/22/722-80-25 Tel.: +48/71/345-01-15
www.eurowater.pl
Jakość piwaJakość wody
Począwszy od wody jako głównego składnika piwa, przez wodę do
mycia kadzi, aż po wodę do zasilania kotłów, nasza szeroka gama
urządzeń zapewnia spełnienie wszystkich wymagań stawianych
wodzie dla przemysłu browarniczego. Uzdatniamy wodę od 1936
roku. EUROWATER posiada wiedzę i doświadczenie oraz dysponuje
technologiami pozwalającymi projektować optymalne stacje
uzdatniania wody.

Aby zamówić prenumeratę należy wypełnić poniższy formularz i podesłać go na numer faxu 32 720 65 85 lub e-mailem: [email protected] Państwa adres e-mail zostanie przesłana faktura proforma, na podstawie której należy dokonać płatności. Fakturę VAT prześlemy natychmiast po wpłynięciu należności za prenumeratę.Po otrzymaniu płatności zostanie do Państwa przesłany aktualne wydanie czasopisma.W styczniu każdego roku na Państwa maila przyjdzie zapytanie o chęć przedłużenia prenumeraty.
Koszt prenumeraty rocznej: 216 PLN w tym 8% VAT
Wysyłając zamówienie wyrażam zgodę na przetwarzanie przez Agencję Promocji Biznesu moich danych osobowych w celach marketingowych. Agencja Promocji Biznesu gwarantuje zachowanie poufności danych osobowych zawartych w niniejszym zamówieniu zgodnie z wymogami ustawy o ochronie danych osobowych z dnia 29 sierpnia 1997 r. (Dz. U. z 1997 r., Nr 133, poz. 883 z późniejszymi zmianami). Osoba udostępniająca swoje dane ma prawo wglądu do nich oraz wnoszenia poprawek.w
ydaw
ca:
Agen
cja
Prom
ocji
Bizn
esu
S.C.
ul. S
kłod
owsk
iej-C
urie
42,
47-
400
Rac
ibór
zw
ww
.apb
izne
s.pl
zamów prenumeratę
Manager z wieloletnim doświadczeniem w przemyśle spożywczym podejmie pracę na stanowisku: dyrektora zakładu produkcyjnego, dyrektora ds. technicznych. Kontakt dostępny w redakcji.
Ogłoszenie
p o l e c ap o l e c a
o r g a n i z a t o r :o r g a n i z a t o r :@@or g a n i z a t o r :@or g a n i z a t o r :o r g a n i z a t o r :@or g a n i z a t o r :
Forum Technologii Browarniczych
Elbląg
3-5.10.
REDAKCJAul. Skłodowskiej-Curie 42, 47-400 Racibórz
tel. 32 726 79 47, fax 32 720 65 [email protected]
RADA PROGRAMOWA Lech Maryniak
Adam Pawełas (Carlsberg Polska)Ireneusz Plichta (ProEko)
prof. Janusz Wojdalski (SGGW)prof. Zygmunt Zander (UWM)
REDAKTOR NACZELNA Aleksandra Wojnarowska tel. 535 094 517
SEKRETARZ REDAKCJIJanusz Zakręta tel. 608 664 129
PRACOWNIA GRAFICZNA PROGRAFIKA.com.pl
DRUK Drukarnia Wydawnictwa NOWINY
ul. Olimpijska 20, 41-100 Siemianowice Śl.
WYDAWCAAgencja Promocji Biznesu
ul. Skłodowskiej-Curie 42, 47-400 Racibórztel. 32 726 79 47, fax 32 720 65 85
www.apbiznes.pl
Redakcja nie odpowiada za treść ogłoszeń oraz za treść i poprawność artykułów przygotowanych przez niezależnych autorów. Redakcja nie zwraca materiałów niezamówionych.
Kwartalnik. Nakład: do 2 000 egzemplarzy
Domowe warzenie piwa staje się katalizatorem dla domowego
wytwarzania innych pyszności: miodu pitnego, cydru, ale też
chleba, serów, wędlin – pisze Piotr Wypych w artykule „Piwo
własnoręcznie uwarzone”. Coś w tym jest. Ja poszłabym dalej: staje się
inspiracją do poszukiwania nowych smaków. Coraz więcej Polaków staje
się świadomymi konsumentami, poszukującymi produktów zdrowych,
o ciekawym smaku. Półki z piwem aż uginają się od rozmaitych odmian,
Grupa Żywiec rozpoczęła produkcję piwa typu Bock a Kompania
Piwowarska oferuje nam piwo pszeniczne. Nie wspominam o małych
browarach, gdyż miejsca nie starczy.
Czy „slow food” ma rację bytu w serowarstwie? Zapraszam Państwa
na wizytę w Spomleku, mleczarni, która jako pierwsza na dużą skalę
odważyła się na produkcję serów długodojrzewających. Czy odniosą
sukces? Czy świadomych konsumentów mamy w Polsce aż tylu, aby mogli
zjeść, nienajtańszy zresztą, ser z Radzynia Podlaskiego?
Kolejnym ciekawym zagadnieniem są polskie wina owocowe. Przez
niektórych wzgardzane, traktowane jako produkt niższej kategorii.
Tymczasem okazuje się, że producenci markowych win owocowych mają
sporo do zaoferowania, nie tylko pod kątem doznań organoleptycznych.
Mam nadzieję że znajdziecie Państwo w numerze interesujące artykuły
oraz inspirację.
Zapraszam do lektury.
nowe smaki poszukiwane
Aleksandra [email protected]
spis treści16
36
64
5 przetwórstwo owocowo-warzywne
Czas na „polski paradoks” – Prof. Iwona Wawer
Polski owoc w polskim winie – Aleksandra Wojnarowska
Cudze chwalicie, swego nie znacie – Dariusz Boroński
Bardziej świadomy konsument – Konrad Działak
Jedzmy więcej warzyw, pijmy więcej soków – relacja
12 browarnictwo
Uwarz sobie championaPolacy nie lubią piwa – Agnieszka Wołczaska-Prasolik „Marusia”
Od browaru domowego do rzemieślniczego. Piwo własnoręcznie uwarzone – Piotr Wypych
BOCK. Tradycyjny koźlak – Rafał Kowalczyk
Subiektywny ranking koźlaków Rafała KowalczykaStout a sprawa polska – Tomasz Kopyra
34 maszyny i urządzenia
Obniżanie kosztów – relacja ze spotkania w Krynicy – Janusz Zakręta
36 mleczarstwo
Wszystko co chcieliście wiedzieć o serze a baliście się zapytać – rozmowa z Edwardem Bajko
Sukces to podróż a nie miejsce przeznaczenia – rozmowa z Tadeuszem Łuczakiem
TECHMILK 2012 – fotorelacja
O mediach w przemyśle spożywczym – Janusz Zakręta
Co roku bijemy własne rekordy działalaności biznesowej czyli rok 2011 w SM Mlekovita
– Adrianna Sapinska
Ile parafi i tyle biedronek – rozmowa ze Stanisławem Skórą
51 energia – woda – środowisko
Modernizacja oczyszczalni ścieków w drożdżowni z wykorzystaniem deamonifi kacji i procesów beztlenowych – Ireneusz Plichta
Zastosowanie reaktorów SBR i MBR do oczyszczania ścieków z przemysłu mięsnego – Ewa Puszczało
Sonda AGROindustry, TAK czy NIE dla beztlenowego oczyszczania ścieków mleczarskich
Piwo własnoręcznie uwarzone
domowegodo rzemieślniczego
Od browaru
Wszystkoco chcieliście wiedzieć
o serzea baliście się zapytać
DLA BEZTLENOWEGO OCZYSZCZANIA ŚCIEKÓW MLECZARSKICH
Sonda AGROindustry:
TAKNIE
Bogusław Buczak Veolia Water
Beata MaczyszynAF Projects Sp. z o.o.
Tomasz KijowskiGrundfos
Ireneusz PlichtaProEko

Czas na „polski paradoks”
Prof. Iwona Wawer Warszawski Uniwersytet Medyczny
W Polsce produkowane są do-skonałej jakości wina z aronii, wiśni czy czarnej porzeczki. Wina z tych owoców otrzymane od krajowego producenta wypadły za-
skakująco dobrze w porównaniu do importowanych win gronowych. Różnice w wynikach testu są rzędu kilku procent. Nie powinno to dziwić, jeśli porównamy zawartość związków polifenolowych w winogronach i innych ciemnych owocach jagodowych. Aronia, czarna porzeczka i czarne jagody charakteryzu-ją się dużą zawartością polifenoli i wysoką aktywnością w wymiataniu rodników. Interesujące są wyniki dotyczące zdolności zmiatania rodnika ponadtlenko-wego (test ORAC) ponieważ jest to rodnik występujący w naszym organizmie. Najwyższa wartość ORAC, jaką otrzymano dla owoców to 160 µmol TE/g dla aronii, czarne porzeczki - 45, a ciemne winogrona tylko 7,4.
Wino aroniowe produkowane w Polsce jest tanie, a wykorzystywane w umiarkowanych ilościach (np. 1 kieliszek do kolacji) może wnieść wkład
w profilaktykę chorób układu krążenia. Obniżając ryzyko zawału serca u osób konsu-mujących dużo nasyconych
tłuszczów z tradycyjną polską dietą odegrałoby rolę „polskiego paradoksu”, podobnie jak czerwone wino gronowe u mieszkańców południowej Francji. Jesteśmy krajem Unii Europejskiej i można liczyć na to, że dobre polskie produkty, takie jak wino czy sok z aronii staną się znane w innych krajach i przyczynią się do polepszenia stanu zdrowia ich obywateli. Porzeczki, czarne jagody czy wiśnie były od wieków źródłem witamin i antyoksydantów w diecie. Obecnie, czarne porzeczki i aronia są uprawia-ne na dużych plantacjach i często pozostają na krzakach z powodu niskich cen skupu. Tymczasem wina z tych owoców mają cały zestaw cennych związków polifenolowych, ale są niedoceniane. Są to niewąt-pliwie produkty o walorach prozdrowotnych, które powinny być promowane jako dobry polski produkt, np. w hotelach czy na lotniskach.
Kupując wino, wybierzmy bogate w antocyjany wino aroniowe lub wiśniowe o intensywnym ciem-noczerwonym kolorze. Wino aroniowe jest świetne na letnie wieczory z kostką lodu, a w zimie podgrzane z dodatkiem korzennych przypraw.
Jednym z kryteriów wyboru wina może być zawartość polifenoli i zdolność wymiatania wolnych rodników. Na Wydziale Farmaceutycznym Warszawskiego Uniwersytetu Medycznego stosując spektrometrię EPR wykonano testy kilkudziesięciu win z różnych stron świata. Im większe stężenie polifenoli w próbce wina, tym większa aktywność antyoksydacyjna i zdolność likwidowania wzorcowego rodnika. Jak można było przewidzieć, najsilniejsze zdolności wymiatające rodniki miały wytrawne wina o ciemno-czerwonym kolorze. Gronowe wina białe znacznie słabiej wymiatały rodnik niż wina czerwone, a wina słodkie słabiej niż wytrawne.
w profilaktykę chorób układu krążenia. Obniżając ryzyko zawału serca u osób konsu-mujących dużo nasyconych
W l a t a c h 9 0 - t y c h z w r ó c o n o u w a g ę , ż e ś m i e r t e l n o ś ć z p o w o d u z a w a ł u serca jest najwyższa w krajach północnej Europy, a najniższa w południowej, w rejonach znanych z wysok ie j konsumpcji czerwonego w i n a . N a z w a n o t o zjawisko „francuskim p a r a d o k s e m ”. W e Franc j i i Włosze ch spożycie wina to 60-70 l/osobę/rok (oraz 53-100 zgonów z powodu zawału na 100 000 osób/rok), natomiast w Anglii 5-12 l/osobę rocznie (i aż 280-332 zg o n ów). N i e s te t y, c h o r o b y u k ł a d u krążenia są przyczyną ponad połowy zgonów również w Polsce.
Książka „Aronia Polski Paradoks” zawiera m. in. informacje o pochodzeniu i historii aronii oraz składnikach jakie są w niej zawarte, w tym ogromnej ilości antyoksydantów. Profesor Wawer przedstawia dlaczego aronia może być uznana za żywność funkcjonalną, czyli taką, która ma udowodnione funkcje prozdrowotne. Porusza także tematykę, odkrycia kolejnych związków chemicznych, określanych mianem „fi tamin”.
Najwyższa wartość ORAC, jaką otrzymano dla owoców to 160 µmol TE/g dla aronii, czarne porzeczki – 45, a ciemne winogrona tylko 7,4.
5e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl
p r z e t w ó r s t w o o w oco w o-w a r z y w ne
po l sk ie w ina owocowe

Dariusz BorońskiWiceprezes VIN-KON SA
Tradycja produkcji win owocowych w Polsce jest znana od lat i ceniona przez wielu. Któż z nas nie spróbował kiedyś dojrzewającego w piwnicy wina, sporządzonego przez dziadka czy wujka. Wina owocowe mają od lat niezmienioną technologię produkcji, a w swoim składzie zdrowe i dojrzałe owoce. Zachowują zatem wysoką jakość oraz walory zdrowotne. Tak! Potwierdzają to badania przeprowadzone przez Akademię Medyczną z Warszawy. Produkowane przez nas wina z wiśni, czarnej porzeczki czy aronii dzięki użyciu rodzimych,
dorodnych owoców posiadają takie same, a częstokroć wyższe, zdolności antyoksydacyjne niż wina gronowe. Przekłada się to na nasze zdrowie: nie dość, że raczymy się wspaniałym trunkiem to jeszcze serwujemy naszemu sercu cudowne lekarstwo, które dumnie możemy nazwać własnym, bo przecież powstało z rosnących wokół nas owoców. Czy chociażby z tych powodów nie zasługują nasze wina owocowe na preferencyjne traktowanie? Wszystkim nam winno leżeć na sercu spopularyzowanie rodzimych win. Jest to jeden z ważniejszych kierunków zagospodarowania naszych owoców.
Dodatkowym atutem naszych owoców jest ich ekologiczne pochodzenie. Takie też owoce stosuje VIN-KON, co roku poszerzając gamę win „Potęga Tradycji” z certyfi katem ekologicznym. Ponieważ polskie owoce są ciągle jeszcze uprawiane bez stosowania chemicznych środków ochrony (lub w bardzo małym stopniu, w porównaniu z owocami produkowanymi masowo w krajach wyżej rozwiniętych), spokojnie możemy nazywać wszystkie nasze wina owocowe ekologicznymi.
Chwalmy więc własne! Traktujmy nasze wina owocowe jak coś wyjątkowego! Nie wstydźmy się ich! Wino owocowe może być naszym towarem eksportowym.
A jabłko – jak wiadomo, można prze-
kąsić na świeżo, zjeść w jabłeczniku
lub wypić w soku. A co byście Państwo
powiedzieli o domowym winie? Tak,
słodkim winie owocowym, robionym
domowym sposobem, dumie naszych
ojców, wujków i sąsiadów. Czy to nie jest
ważny element naszej tradycji?
Niech no tylko zakwitną jabłonie
W Polsce powstają pierwsze upra-
wy winorośli, możemy się tez napić
pierwszych polskich win gronowych.
Nie oszukujmy się jednak: to jabłka,
nie winne grona „polskim” są owocem.
Podobnie jak śliwki w konfiturach,
wiśnie w dżemie czy agrest w placku.
Mamy nawet jabłoń Mickiewicza-
(odmiana jesienna, bardzo plenna,
ogólnoużytkowa, odporna na parcha
i mączniaka).
Dlaczego nie chcemy jabłkowego wina?
Przeciętny Polak uważa, że najtańsze
wino gronowe jest lepsze od wina
Polska jest światowym liderem w produkcji koncentratu jabłkowego. Co roku jednak producenci zagryzają paznok-cie jaka będzie w tym sezonie cena: czy da się zarobić? Światowa cena koncentratu ulega tak znaczącym wahaniom, że giełdy przypominają raczej kasyna a zachowania światowych graczy – grę w rosyjską ruletkę. Czy nie byłoby cudownie, gdyby nasze owoce w większym stopniu mogły być konsumowane przez nas samych?
Polski owoc w polskim winie
Aleksandra Wojnarowska
AGROindustry
Cudze chwalicie, swego nie znacieNadal bardzo brakuje w naszym kraju „proowocowej” polityki rolnej. Jesteśmy przecież potęgą w produkcji owoców i to nie tylko w Europie ale i na świecie. Dlaczego nie wykorzystać tej silnej strony? Wina owocowe mogą być naszą wizytówką. VIN-KON SA jako pierwsza fi rma w Polsce zaoferowała markowe, ekologiczne wina aroniowe.
p r z e t w ó r s t w o o w oco w o-w a r z y w ne
po l sk ie w ina owocowe
6 2 / 20 12

owocowego – ze smutkiem konstatuje
Elżbieta Pawłowska, dyrektor Krajowej
Rady Winiarstwa i Miodosytnictwa.
W poszukiwaniu dobrych win owo-
cowych udałam się do sklepów typu
„alkohole świata”. Oferta niewielka, za to
produkty – przepyszne. Co ważne – nie
znalazłam tam „wina typu jabol”, które
tak popsuło wizerunek owocowego
wina.
Złe skojarzeniaZ powodu tych zaszłości Vin-Kon
z Konina, producent doskonałych win
owocowych, nie zdecydował się na
wprowadzenie do swojego portfolio
„czystego” wina jabłkowego. Znajdzie-
my tu za to doskonałe produkty z aronii,
róży, czarnej porzeczki, jarzębiny czy
wiśni. To wino musi dojrzeć, odleżeć,
chociaż w tym przypadku zasada: im
starsze tym lepsze, nie ma zastoso-
wania.
Banderola na cydrzeCydry, jako niskoalkoholowe napoje
fermentowane stanowią doskonałą
alternatywę dla np. piw smakowych.
Akcyza dla cydrów jest jednak tak
wysoka, że producenci piw smako-
wych mogą spać spokojnie. Gdyby
przyszła pomoc w postaci zmniejszenia
stawki akcyzy o 50%, podobnie jak
to się dzieje w wielu krajach unijnych,
Polski owoc w polskim winie
>>
widzę potężne możliwości rozwoju tej
kategorii – przekonuje Pawłowska.
Kroplą, która przelewa czarę jest
banderola, którą należy zakupić (znaki
akcyzy są oddzielnie płatne) i nakleić
na każdą buteleczkę cydru. Banderola
psuje efekt. W konsekwencji cena
niskoprocentowego, orzeźwiającego
cydru szybuje w okolice produktów
o kilkunastoprocentowej zawartości
alkoholu. A zatem:
jeśli wino, to nie cydrBo ludz ie za cenę oczeku ją
„procentów”. Nasza inicjatywa, aby
szkolić sadowników na temat produkcji
win owocowych i cydrów spełzła na
Flottweg Polska • ul. Pelplińska 8b • 01-683 Warszawa • Tel.: + 48 22 732 22 30 • Fax: + 48 22 751 47 91 • [email protected] • [email protected]
DEKANTERY,SEPARATORY
I PRASY TAŚMOWEdo produkcji soków
owocowych i warzywnychwysokiej jakości
• optymalny uzysk• przeróbka ciągła• hygieniczne wykonanie• najwyższa jakość produktu
www.flottweg.com
reklama

Konrad Działak Dyrektor ds. Marketingu JANTOŃ Sp. K.
Tendencja dla kategorii win owocowych od wielu lat jest spadkowa i najprawdopodobniej na przestrzeni 2-3 lat wina gronowe przejmą koszulkę lidera. Wciąż jednak 56% wszystkich win sprzedawanych w kraju w 2011 roku należało do napojów fermentowanych (130 mln. litrów napojów fermentowanych na 100 mln. litrów win gronowych). Do grupy tej należą m.in. wina owocowe, wina owocowe aromatyzowane, napoje winne itp. Można zadać sobie pytanie, co będzie dalej, czy winiarstwo „owocowe” zniknie? Zapewne nie! Tu na odsiecz wkraczają wina owocowe produkowane z soków owocowych, których udział przy tworzeniu wina jest bardzo duży. Można
nazwać roboczo te wina „markowymi”. Od paru lat widoczna jest tendencja sprzyjająca produkcji wysokiej jakości win owocowych, które obecnie mają już prawie 17%
udziału we wszystkich napojach fermentowanych. Pozwoli to winiarstwu owocowemu istnieć na zauważalnym poziomie zarówno w kraju - i co najważniejsze - coraz silniej i szerzej za granicą.
Perełką w naszej ofercie jest ekologiczne wino ARONICA dostępne w trzech stopniach słodkości (wytrawna, półwytrawna i półsłodka). ARONICA wytworzona jest z ekologicznego soku aroniowego, którego właściwości prozdrowotne znane są chyba każdemu. Aronia łączy w sobie zalety czerwonego wina i zielonej herbaty, gdyż zawiera antocyjany, czyli związki skutecznie zwalczające wolne rodniki oraz katechiny i taniny, których to pozytywny wpływ na organizm znany jest już od czasów starożytnych. Owoce aronii nie akumulują takich pierwiastków jak: ołów, kadm, arsen czy cyna. Niezwykle istotne jest również to, że roślina nie wymaga oprysków przeciw szkodnikom czy chorobom, więc owoce nie zawierają śladów pestycydów.
Nasi zagraniczni klienci, którzy nie mieli wcześniej do czynienia z winem owocowym z chęcią sięgają po nasze produkty. W Polsce świadomość win owocowych wyprodukowanych na wysokim poziomie jest coraz większa, choć zdarza się, że ktoś przyrównuje obecne produkty do tych sprzedawanych 15 lat temu.
Normy stosowane przy produkcji win owocowych są bardziej restrykcyjne niż przy produkcji win gronowych i np. nie zezwalają na używanie tak wysokiej zawartości siarczynów w winie. Nasze badania przeprowadzane wśród konsumentów oraz rosnące słupki sprzedaży pokazują, że warto stawiać na jakość, a wtedy na pewno żadna konkurencja nie będzie groźna dla win owocowych i będziemy mogli śmiało tworzyć nową historię.
niczym – mówi Pawłowska – sadownicy
obawiają się wysokich stawek akcyzy.
Dobre wino ma swoją cenęNa pewno naszą grupą docelową nie są
konsumenci win najtańszych – tłumaczy Da-
riusz Boroński, wiceprezes VIN-KON – tym
bardziej, iż koncentrat soku winogronowego
bardzo często jest tańszy od owocowego.
Produkcja wina owocowego jest bar-
dziej skomplikowana aniżeli gronowego.
W tym drugim przypadku określone szczepy
winogron dobierane są pod kątem produkcji
konkretnego wina, tymczasem owoce
mają zróżnicowane cechy, co roku mają
inną kwasowość, inne parametry. Koszty
produkcji dobrego owocowego wina na
pewno nie są niższe aniżeli wina gronowego.
Bardziej świadomy konsument
Jak promować wino owocowe?Po pierwsze: dobrze o nim mówić,
po drugie pokazywać go w dobrym
otoczeniu, w towarzystwie markowych
produktów. Po trzecie: poczęstować.
Po prostu.
>>
Cydr i perryOd 25 czerwca 2011 r. obowiązuje nowa ustawa o wyrobie i rozlewie wyrobów winiarskich, obrocie tymi wyrobami i organizacji rynku wina. Nowa regulacja ma na celu stworzenie korzystniejszych warunków dla producentów win i wsparcie polskiego przemysłu winiarskiego. Ważna zmiany nastąpiły również w zakresie defi nicji, jakie pojawiają się w ustawie. Chodzi o wino owocowe markowe (art. 3 pkt. 1 lit. c) ustawy), cydr (uzyskiwany z jabłek lub soku jabłkowego) oraz perry (wytwarzane z gruszek lub soku gruszkowego). Te zmiany mają zachęcić do wznowienia produkcji niegdyś popularnych napojów niskoalkoholowych.
nastąpiły również w zakresie defi nicji, jakie pojawiają się w ustawie. Chodzi o wino owocowe markowe (art. 3 pkt. 1 lit. c) ustawy), cydr (uzyskiwany z jabłek lub soku jabłkowego) oraz perry (wytwarzane z gruszek lub soku gruszkowego). Te zmiany mają zachęcić do wznowienia
8 e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl2 / 20 12
p r z e t w ó r s t w o o w oco w o-w a r z y w ne
po l sk ie w ina owocowe

Now
ość Fructopol od kwietnia 2012
jest jedynym w Polsce dystrybutorem inwertazy „MAXINWERT” produkcji firmy DSM
Preparaty enzymatyczne firmy DSMMateriały klarujące firmy ErbsloehMateriały filtrujące firmy Dicalite EuropePłyty filtracyjne firmy Pall
klucz do produkcji wysokiej jakości soków owocowych
FRUCTOPOL Sp. z o.o. 02-532 Warszawa, ul. Rakowiecka 36 tel. 22 606 36 75 fax 22 606 37 15 [email protected] www.fructopol.com.pl

e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl
Dyskutowano o świadomości ży-
wieniowej Polaków, dobroczynnej roli
owoców, soków i warzyw w naszej
diecie oraz działaniach edukacyjnych
mających zwiększać świadomość na
temat prawidłowego odżywiania.
KUPS od wielu lat angażuje się
w propagowanie wiedzy na temat
dobroczynnych właściwości warzyw,
owoców i soków dla zdrowia czło-
wieka – powiedział Julian Pawlak,
prezes KUPS – ta kampania to jeden
z naszych najważniejszych projektów
informacyjno-promocyjnych, cieszy
jego rosnący zasięg oraz zauważalne
efekty w postaci wzrostu świadomości
odbiorców po pierwszej edycji.
Kampania fi nansowana jest w 50%
ze środków Unii Europejskiej, w 30%
z budżetu państwa, w 20% ze środków
Agencji Rozwoju Rolnictwa (Fundusz
Promocji Owoców i Warzyw). Budżet
kampanii to 4 miliony euro. Czas
trwania: 3 lata
Jedzmy więcej warzywpijmy więcej sokówDruga edycja kampanii „5 porcji warzyw, owocu lub soku” rozpoczęła się konferencją prasową z udziałem ekspertów i ludzi mediów.
10 2 / 20 1 1
C zy Polacy kupią wodę kokosową?Woda kokosowa to sok z młodych owoców palmy kokosowej. W rejonach występowania palmy kokosowej
spożywany przez tubylców od wieków. W ostatnich latach staje się coraz bardziej popularny w USA i w Europie. Na jego proz-drowotnych walorach poznali się zarówno celebryci, jak również koncerny napojowe.
W produkcję i dystrybucję wody koko-sowej zainwestowały znane gwiazdy, m.in. Madonna, Rihanna, Demi Moore, a także koncerny Coca-Cola i PepsiCo. W 2011 r. rynek wody kokosowej w USA uległ podwojeniu.Woda kokosowa jest naturalnym izotonikiem, zawiera duże ilości elektrolitów, a zwłaszcza potasu (zawiera 15 razy więcej potasu zwanego minerałem XXI wieku i wi-tamin niż dostępne na rynku napoje dla sportowców), a także wapnia i magnezu, przy braku cholesterolu i małej zawartości cukru. Ma właści-wości antybakteryjne, antywiruso-we i antygrzybiczne. Jest bardziej
odżywcza niż mleko, ma 2 razy mniej kalorii niż sok pomarańczowy.
T ego nikt jeszcze do końca nie wie. Zbiory mają być niższe aniżeli w roku ubiegłym. Z danych GUS wynika, że zbiory jabłek w 2011 r. wyniosły
2,5 mln ton. Jednocześnie następuje powolna, ale systematyczna koncentracja produkcji jabłek. Od 2002 do 2010 roku (pomiędzy jednym a drugim Powszechnym Spisem Rolnym) powierzchnia sadów z pro-dukcją jabłek zwiększyła się o 12,5 proc., a ogólna liczba producentów spadła o 28,1 proc. Liczba gospodarstw uprawiających ja-błonie na powierzchni do 1 ha użytków rolnych zmniejszyła się o ponad 31 proc. (spadek liczby producentów o 65,5 tys. gospodarstw), a po-wierzchnia sadów w takich jednostkach uległa zmniejszeniu o 15,1 proc. i wynosiła 24,9 tys. ha. Równolegle wzrastała liczba sadowników uprawiających jabłonie na powierzchni ponad 10 ha (zwiększyła się o 48 proc.) Prawie 27 proc. łącznej powierzchni sadów jabłonio-wych znajduje się dziś w takich gospodarstwach. Proces koncentracji i specjalizacji gospodarstw daje prawo przypuszczać, iż jabłka są przed-miotem coraz większej uwagi producentów. Nie wiemy jakie będą zbiory, możemy jednak przypuszczać, że zostaną w sposób optymalny zagospodarowane.
Czy mozna zrobic kokosy na wodzie?
Ile bedzie jabłek w 2012 roku?
. ,
,
W produkcję i dystrybucję wody koko-sowej zainwestowały znane gwiazdy, m.in. Madonna, Rihanna, Demi Moore, a także koncerny Coca-Cola i PepsiCo. W 2011 r. rynek wody kokosowej w USA uległ podwojeniu.Woda kokosowa jest naturalnym izotonikiem, zawiera duże ilości elektrolitów, a zwłaszcza potasu
XV
MIĘDZYNARODOWE SYMPOZJUM KRAJOWEJ UNII PRODUCENTÓW SOKÓW
„Strategia branży sokowniczej na trudne czasy”
23-25
maja 2012, Zakopane
Hotel Mercure Kasprowy
www.orbis.pl
PROGRAM RAMOWY
23 maja 2012, środa
14:00 Przyjazd gości
14.00-15.15
Obiad
15.15
Otwarcie XV
Sympozjum KUPS
15.45-19.15 RYNEK SOKÓW I BAZA SUROWCOWA DO ICH PRODUKCJI
20.00 Kolacja w chacie góralskiej
24 maja 2012, czwartek
9.00-14.00 NOWE WYZWANIA I PERSPEKTYWY
ROZWOJU BRANŻY
PREZENTACJE FIRM
14.00-15.00 Obiad
15.00-18.30
INNOWACYJNOŚĆ
BRANŻY SOKOWNICZEJ
PREZENTACJE FIRM
19.15
Zamknięcie Sympozjum
20.00 Uroczysta kolacja
25 maja 2012, piątek
Do 12.00 Wykwaterowanie
Prezentacje i dyskusja:• Przedstawienie w ujęciu historycznym i skutki koncentracji handlu w Polsce i UE• Podsumowanie wyników projektu ISAFRUT z punktu widzenia korzyści dla branży sokowniczej• Zmiany w strategii UE promocji produktów rolno-spożywczych• Rynek sokowniczy w Indiach• Aktualna sytuacja na rosyjskim rynku sokowniczym. Trendy i możliwości rozwoju.
Prezentacje i dyskusja:• Zmiany wymagań jakości handlowej soków – Dyrektywa sokowa i znakowanie• Nowe kierunki w technologiach w produkcji soków. GMO i nanotechnologia szansa czy zagrożenie dla branży sokowniczej• Prozdrowotne właściwości soków i ich miejsce w zbilansowanej diecie• Zmiana składu produktu – reformulacja jako odpowiedź na oczekiwania konsumentów• Wykorzystanie nowych odmian jabłek do produkcji mętnych i klarownych soków
Organizatorzy zapewniają tłumaczenie symultaniczne (j. angielski i j. polski). Organizatorzy zastrzegają sobie prawo wprowadzenia zmian w programie
Prezentacje i dyskusja:• Podsumowanie sezonu 2011/2012 z punktu widzenia producenta owoców i przetwórcy • Wstępne prognozy zbiorów owoców • Rynek zagęszczonych soków, w tym jabłkowy w Polsce• Rynek soków pitnych, nektarów i napojów owocowych• Rynek soków pomarańczowych • Wizja rozwoju branży soków zagęszczonych w Polsce na tle rynku światowego
Organizator: Stowarzyszenie Krajowa Unia Producentów Soków ul. Rakowiecka 36 lok. 340, 02-532 Warszawa www.kups.org.pl, e-mail: [email protected] tel. +48 22 6063863, tel./fax. +48 22 6464472
Patron medialny:

Autor zwycięskiej receptury, Grand Championa Birofilia, będzie
mógł uwarzyć swoje piwo domowe w Brackim Browarze Zamkowym
w Cieszynie w skali kilku tysięcy razy większej. Wszystkie koszty
produkcji pokryje Grupa Żywiec a piwo trafi na półki sklepowe w całej
Polsce 6 grudnia.
W Konkursie Piw Domowych Birofilia 2012 (www.festiwal-birofilia.pl)
jurorzy będą oceniać piwa w dziesięciu stylach: Bitter, Dry stout, Pils
niemiecki, Witbier, Hefeweizen, California Common, Amerykańskie IPA,
Rauchbock, Belgijskie Ciemne Mocne Ale i Barleywine.
Aby zakwalifikować się do konkursu należy do 7 czerwca br. zgłosić
uwarzone przez siebie piwa.
Na stronie Festiwalu www.festiwal-birofilia.pl oraz na fanpage’u
Festiwalu Birofilia na Facebooku dostępny jest kalendarz umożliwiający
sprawdzenie ile czasu potrzeba na uwarzenie trunku w danym stylu
piwnym. Piwowarzy, którzy chcą zgłosić piwo w stylu Amerykańskie IPA
powinni rozpocząć warzenie najpóźniej 14. kwietnia, Witbier -21. kwietnia,
Bitter - 28. kwietnia, a Hefeweizen 5. maja. Kalendarz pomaga nie tylko
wybrać kategorie, ale również ustawić przypomnienia informujące
o zbliżającym się terminie rozpoczęcia warzenia.
Piwa zgłoszone do Konkursu Piw Domowych przed 7 czerwca oceni
kilkunastoosobowe, międzynarodowe jury i w każdej z 10. kategorii wy-
bierze zwycięzcę. A spośród dziesięciu najlepszych wyłoniony zostanie
Grand Champion.
W zeszłym roku o najwyższy tytuł walczyło 200 piw, zgłoszonych
przez 88 piwowarów domowych z całej Polski (dla przypomnienia w 2010 r.
zgłoszono -177 piw; w 2009 r. – 134 piwa).
Zgłoszone piwa rywalizują o prestiżową nagrodę - możliwość uwa-
rzenia piwa według własnej receptury w Brackim Browarze Zamkowym
w Cieszynie.
Wszystkie informacje nt. Konkursu Piw Domowych oraz Festiwalu
Birofilia na stronie www.festiwal-birofilia.pl
Uwarz sobie championa
www.apbiznes.pl
ul. Skłodowskiej-Curie 4247-400 Racibórztel. 32 726 79 47tel. kom. 535 094 517fax 32 720 65 [email protected]
Patron forum
BROWARNICZYCHII FORUM TECHNOLOGII
Patronat medialny:
Patronat naukowy:
Agencja Promocji Biznesu s.c.
Organizator:
member of
B2B MEDIA GROUPbitubi.pl
Pamiętaj browarniku o spotkaniu w październiku !
Elbląg 3-5. 10. 2012
Wszyscy miłośnicy bursztynowego napoju w Polsce mogą jeszcze zgłaszać wyprodukowane przez siebie piwa do tegorocznego konkursu Piw Domowych Festiwalu Birofilia w Żywcu.
e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl
rekl
ama

Zastanówmy się nad tym, jakie
piwa są najpopularniejsze. Są to
znane marki koncernów piwowar-
skich, tak zwane „eurolagery”, czyli
piwa masowe, z definicji mające nie
posiadać zbyt charakterystycznego
smaku oraz piwa aromatyzowane.
Rynek tych drugich z roku na rok
rośnie a browary prześcigają się
w pomysłach nowych dodatków sma-
kowych. Piwa miodowe, owocowe,
miętowe, czekoladowe, migdałowe,
z a romate m r um ow ym – s ama
się zastanawiam, co jeszcze ten
rok i następne nowego przyniosą.
Chodzą słuchy, że piwo śledziowe
i czosnkowe, ale to tylko miłośnicy
prawdziwego piwa czynią żarty, żeby
jakoś odreagować tę niesprzyjającą
dla nich tendencję.
Żeby te trunki chociaż posiadały
delikatny powiew naturalnego aroma-
tu na tle bogatej słodowości! Choć
cień charakterystycznej dla napoju
piwem zwanego goryczki chmielowej!
W porządku – to byłyby piwa.
Proponuję eksperyment: kupcie do-
wolne polskie piwo smakowe, nalejcie do
szklanki i dajcie do spróbowania osobie
nieświadomej, że dostała do wypicia
piwo. Jeśli na pytanie: co to jest odpowie:
piwo, to poznała to tylko po pianie (choć
nie na każdym takim wynalazku piana
się pojawi) i/albo po tym, że napój jest
nagazowany (co nie jest cechą, w prze-
ciwieństwie do trwałej piany, przynależną
tylko piwu). Najprawdopodobniej jednak
odpowiedź padnie inna.
Proszę o wybaczenie tych polskich
browarników, których piwa smakowe
nie są takie, jak opisuję, jednakże
zmęczona tym zalewem sztucznych
dodatków nie próbowałam wszystkich
wariacji na temat „jak zrobić piwo, które
nie smakuje jak piwo”.
Zdarzają się chwalebne wyjątki od
reguły, jednakże wszystkie te zabiegi
mają na celu przede wszystkim sprze-
Agnieszka Wołczaska--Prasolik
„Marusia”
Polacy nie lubią piwaDane statystyczne pokazują, że Polska plasuje się w europejskiej czołówce w zakresie ilości litrów wypijanego piwa rocznie. Skąd zatem tytułowy wniosek?
132 / 20 12e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl
Nie bójcie się! Pokażcie Wasze umiejętności stworzenia Dobrego
Piwa, które będzie smakowało bez maskowania jego smaku dodatkami
Browar Amber– Złote Lwy Niepasteryzowane– Żywe Niefiltrowane– Koźlak Niefiltrowany oraz – NOWOŚĆ! Pszeniczne NiefiltrowaneBrowar Bernard:– Bernard Premium Lager 12-ka
jasne filtrowane– Bernard Premium Lager 12-ka jasne
niefiltrowane– Bernard Premium Lager 12-ka ciemne
niefiltrowaneBracki Browar Zamkowy:– Porter– BrackieBrowar Cerna Hora:– Moravske niefiltrowane– Velen (pszeniczne)– Modra Luna– KvasarBrowar Chotebor– Jasne 11, 12Browar Ciechan:– Wyborne– Pszeniczne– Miodowe– MaciejoweBrowar Czarnków:– Proletaryat jasne– Proletaryat ciemneBrowar Du Bocq– Blanche de NamourBrowar Eggenberg:– Nakouřený ŠvihákBrowar Fortuna:– Miłosław Pszeniczne– Miłosław Pilzner– Miłosław Koźlak– Fortuna WiśnioweBrowar Dubuisson:– Cuvee des TrollsBrowar Holba:– JasneBrowar Huyghe:– Delirium TremensBrowar Jabłonowo:– Piwo Na miodzie gryczanym– Piwo Tradycyjne– Trzy Zboża– Klasztorne– Weissbier– Weizenbock– BelfastBrowar Konstancin:– Żytnie niefiltrowane– Dawne niepasteryzowane– Czarny Dąb– PszeniczneBrowar Klaster:– jasne niefiltrowane 11Browar Kormoran:– Warnijskie niefiltrowane– Warnijskie miodowe– Warmiak– OlsztyńskieBrowar Krakonos:– Jasne– CiemneBrowar Lindemans:– Kriek– Faro– Apple– Gueuze
FESTIWAL DOBREGO PIWA 11-13 maja 2012 Piwa w kegach, które zaprezentują się we Wrocławiu:
Browar Litovel:– Jasne– Ciemne– MiodoweBrowar Lwówek Śląski:– Lwówek Książęcy Niefiltrowany– Lwówek Wrocławskie– Lwówek BelgBrowar Maisel’s Weisse– WeizenbierBrowar Na Jurze– Bursztynowe– Pszeniczne ciemne– Czekoladowe– Jurajski Pils– Jasne Pełne– MiodoweBrowar Namysłów:– ZamkoweBrowar OpatBrowar kontraktowy PINTA– Atak Chmielu – American India pale ale)– Dobry Wieczór (stout owsiany)– Odsiecz wiedeńska (lager wiedeński)Browar Platan:– Lobkowicz (jasne)– Merlin (ciemne)Browar Policka:– Jasne– CiemneBrowar Południe:– Krakowiak– Kresowe– StoutBrowar Primator:– Primator Weizen– Primator Premium– Primator Premium Dark– Primator Pale Ale– Primator StoutBrowar Poutník– Poutník 10%– Poutník 12%Browar Racibórz:– Raciborskie– TwierdzoweBrowar Rampusak– jasne niefiltrowaneBrowar Rychnov:– Zilvar– Kaśtan– KněžnaBrowar Rychtar:– jasne niefiltrowane 12Browar Sint Jozef:– Limburghse Witte– Pax Pils– Sint GummarusBrowar Svijany:– Rytíř– KvasnicakBrowar Tambor:– Tambor 11%Browar Vysoky Chlumec– Chlumecky Vit
I UWAGA!Nowy polski Browar – szczegóły jużwkrótce! …i wiele, wiele innych… Smacznego!
danie piwa, które piwa nie przypomina.
Produkcja większości z nich jest bardzo
prosta: zrób jakieś piwo – nie musi
być nawet smaczne i może posiadać
rozliczne wady – dodaj sztucznego
aromatu – i gotowe! Sztuczny aromat
zabije wszystko, co poza nim znajduje
się w spożywanym produkcie. Rewela-
cyjna sprawa – nawet jak piwo się nie
uda, można je sprzedać!
Czasem zdarzają s ię dodatk i
aromatów naturalnych, ale zazwy-
czaj tylko jako usprawiedliwienie dla
większościowego „zasypu” aromatów
sztucznych. Nie dotyczy to oczywiście
tylko omawianego tutaj napoju – wsze-
lakie produkty spożywcze można tak
potraktować.
Cóż począć, jest zapotrzebowanie
na takie trunki, to je robimy – tłumaczą
przedstawicie browarów. Trudno im się
dziwić, w końcu to przedsiębiorstwa
mające przynosić zysk, a nie domy
kultury piwnej non profi t.
Chwała tym, którzy piwa smakowe
traktują jako jeden z elementów bogatej
oferty, gorzej z tymi, którzy zrobili sobie
z całej produkcji zestaw ulepków. Przed-
siębiorstwa powinny choć w pewnym
stopniu starać się kreować trendy,
a nie tylko za nimi podążać. Takie mają
wizję przyszłości, reszta kieruje się tylko
tym, co „tu i teraz”. Dziwne, że tak wielu
przedsiębiorców tego nie rozumie.
Oferując jedynie aromatyzowane
piwa producenci utwierdzają konsu-
menta w przekonaniu, że takie napoje
właśnie mu smakują i od tego już tylko
krok do przerzucenia się na drinki typu
wódka z sokiem, czyli – utrata klienta
dla browaru. Apeluję do Browarów
Polskich, ich Właścicieli i Piwowarów:
Owoce do dżemu – chmiel do piwa!
Nie bójcie się! Pokażcie Wasze
umiejętności stworzenia Dobrego
Piwa, które będzie smakowało bez
maskowania jego smaku dodatkami,
które Piwu nie przystoją. No chyba, że
nie potrafi cie...
Na szczęście dzięki współorga-
nizacji Festiwalu Dobrego Piwa, który
odbędzie się już po raz trzeci w Zam-
kowych plenerach (Wrocław-Leśnica)
mam okazję dołożyć swoją cegiełkę
do rozwoju kultury piwnej w Polsce.
Co roku przyjeżdżają tysiące ludzi
z całej Polski, a również z zagranicy,
żeby zapoznać się z nowymi dla nich
smakami. Oczywiście na Festiwalu
znajdziecie również piwa miodowe,
wiśniowe i tym podobne, ale będzie to
mniejszość, a nie większość. Staramy
się przekonać publiczność, że lubi
piwo i co się okazuje – wcale nie jest to
takie trudne. Trzeba tylko nieco odwagi,
żeby skierować się nieco pod prąd
tendencjom i promować to, co dobre,
a nie to, co popularne.
Oprócz szerokiej gamy piw pol-
skich i zagranicznych uczestnicy FDP
będą mieli też jak co roku okazję spo-
tkania w zamkowych lochach z piwo-
warami domowymi, którzy przyjadą na
IX Wrocławskie Warsztaty Piwowarskie
i po wykładach na tematy zakażeń
w piwie oraz drożdżach piwowarskich
będą dzielić się swoimi piwowarskimi
doświadczeniami. Piwa będą mieli
głównie ze słodu i chmielu, a jeśli już
wrzucą owoce, to prawdziwe, do fer-
mentacji, a nie sztuczne, do gotowego
piwa.
– Piwo Na miodzie gryczanym– Piwo Tradycyjne– Trzy Zboża– Klasztorne– Weissbier– Weizenbock– BelfastBrowar Konstancin:– Żytnie niefiltrowane– Dawne niepasteryzowane– Czarny Dąb– PszeniczneBrowar Klaster:– jasne niefiltrowane 11Browar Kormoran:– Warnijskie niefiltrowane– Warnijskie miodowe– Warmiak– OlsztyńskieBrowar Krakonos:– Jasne– CiemneBrowar Lindemans:– Kriek– Faro– Apple– Gueuze
Browar Rampusak– jasne niefiltrowaneBrowar Rychnov:– Zilvar– Kaśtan– KněžnaBrowar Rychtar:– jasne niefiltrowane 12Browar Sint Jozef:– Limburghse Witte– Pax Pils– Sint GummarusBrowar Svijany:– Rytíř– KvasnicakBrowar Tambor:– Tambor 11%Browar Vysoky Chlumec– Chlumecky Vit
I UWAGA!Nowy polski Browar – szczegóły jużwkrótce! …i wiele, wiele innych… Smacznego!
z całej produkcji zestaw ulepków. Przed-
siębiorstwa powinny choć w pewnym
stopniu starać się kreować trendy,
a nie tylko za nimi podążać. Takie mają
wizję przyszłości, reszta kieruje się tylko
tym, co „tu i teraz”. Dziwne, że tak wielu
przedsiębiorców tego nie rozumie.
piwa producenci utwierdzają konsu-
menta w przekonaniu, że takie napoje
właśnie mu smakują i od tego już tylko
krok do przerzucenia się na drinki typu
wódka z sokiem, czyli – utrata klienta
dla browaru. Apeluję do Browarów
e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl


Zaczynamy zwykle od Brew-kita, jest to
„konserwa” zawierająca skondensowany
syrop, gotowy do fermentacji, wystarczy
otworzyć, rozcieńczyć, dodać drożdże
i po paru tygodniach mamy własne piwo.
Smak jego pozostawia jeszcze nieco do
życzenia, ale najważniejsze, że jest –
własnoręcznie zrobione prawdziwe piwo.
Szybko przestaje to wystarczać,
kolejnym stopniem wtajemniczenia
jest zacieranie: kilkugodzinny proces
technologiczny, w którym zaczynamy
produkcję od etapu słodu (skiełkowane
i wysuszone ziarno jęczmienia). Potrzeb-
ne będzie kolejne 500 zł na inwestycje:
Piotr Wypych
Ależ tak, okazuje się, że jest to i legalne,
i stosunkowo proste. Jedyny problem to
surowce, niedostępne w normalnej sieci
sprzedaży. Ale w internecie kryją się
prawdziwe skarby: sklepy piwowarskie,
gdzie można kupić słody, chmiele,
drożdże z całego świata, literatura,
fora dyskusyjne gdzie można zdobyć
potrzebną wiedzę.
Sprzęt potrzebny do domowej pro-
dukcji okazuje się być śmiesznie prosty
i tani: kilka plastikowych „wiaderek”
do robienia fermentacji, parę drobia-
zgów pomiarowych, kapslownica do
butelek, na początek 200 zł wystarczy.
Zamiast cieszyć się bogactwem
smaków, pozostaje nam zachwycać sie
różnorodnością opakowań, ciekawych
reklam i akcji marketingowych.
A gdy mamy ochotę na jakiś inny styl
piwa poza jasnym lagerem? Skazani je-
steśmy na nieliczne sklepy specjalistycz-
ne, wysokie ceny i piwa sprowadzone
z zagranicy, wymęczone długą podróżą…
Piwowarstwo domoweChyba, że… uwarzymy je sami!
Ale czy to legalne? Czy możliwe do
zrealizowania w domu, przecież to taki
skomplikowany proces technologiczny!
domowegodo rzemieślniczego
Od browaru
b r o w a r n i c t w o
br owar y r zemie ś ln icze
16 e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl2 / 20 12
Piwowarskie “zakręcenie” zaczyna się zwykle od wizyty w małym pubie z dobrym piwem – często za granicą: w Belgii, w Bawarii, w Wielkiej Brytanii – i zadziwienia: piwo może tak smakować? Po powrocie do kraju gorączkowo poszukujemy tamtego smaku i z przykrością stwierdzamy, że piwa oferowane przez krajowe browary smakują podejrzanie identycznie, a ich smak wyprany jest z wszelkich elementów niebezpiecznych, mogących spowodować skrzywienie ust „przeciętnego konsumenta”.
śrutownik do zmielenia słodu, garnek 30l
do zatarcia słodu i gotowania brzeczki,
wiaderko do filtracji. Co gorsza pojawiają
się konflikty z domownikami: kuchnia
zajęta na parę godzin, w wannie chłodzi
się gar z brzeczką, w sypialni bulgoce
fermentacja w fermentorze… W moim
przypadku dodatkowa inwestycja
w osobny palnik - taboret gazowy
pozwoliła przenieść warzenie do pralni
i zażegnać większość konfliktów do-
mowych. Rozsądna małżonka zresztą
szybko zaakceptuje takie hobby: nie
wiąże sie ono z wyjazdami, kosztami,
jest mało uciążliwe i satysfakcjonujące,
a także dostarcza zacnych i zdrowych
trunków domowego wyrobu. Często
to hobby staje się też katalizatorem
dla domowego wytwarzania innych
pyszności: miodu pitnego, cydru, ale też
chleba, serów, wędlin…
W kuflu robi się ciekawie: mamy całą
karuzelę rożnorodnych piw: najpierw
łatwiejsze w produkcji piwa górnej
fermentacji, bogate w owocowe aro-
maty: w tym mocniej chmielone style
angielskie, łagodne piwa pszeniczne,
mocno goryczkowe niemieckie Alty,
palone Portery. Gdy jesteśmy w stanie
zapewnić niższe temperatury fermentacji
(ok. 10oC) możemy robić lagery: słodowe
piwa monachijskie, mocne koźlaki,
trudne i wymagające technologicznie
złociste, delikatne pilsy i polski skarb
piwowarski: ciężki i pełen smaku Porter
Bałtycki. Aż wreszcie też i piwa, których
przeciętny konsument nie byłby w stanie
przełknąć: kwaśne jak cytryna Berliner
Weisse, piwa fladryjskie z posmakiem
octu balsamicznego, palone jak węgiel
drzewny stouty, dymione Rauchbier
i Ur-Bock, niewiarygodnie gorzkie mega-
-chmielowe amerykańskie IPA… Jest
w czym wybierać, ponad 80 styli piw-
nych, z czego w sklepach powszechnie
dostępne są … dwa – trzy.
Ale już nie chodzi tylko o produkt
końcowy, fascynujący jest sam poces
produkcji, jest w nim coś tajemnego, ma-
gicznego. Drobne zmiany nachmielenia,
składu wody, temperatury fermentacji
powodują powstanie w piwie trudno
uchwytnej równowagi smaków, pojawia
sie rześkość, perlistość, pełnia smaku.
Już nie chodzi o to, żeby złapać króliczka,
ale żeby gonić go. Jeżeli mamy dostecz-
ną ilość czasu, zapasy w piwniczce
zaczynają niepokojąco rosnąć: 200
butelek.. 500.. 1000… już nie ma tego
gdzie upchać. Naturalną koleją rzeczy
byłoby rozpocząć ich sprzedaż, ale to
nie wchodzi w rachubę: prawo zezwala
tylko na produkcję na własne potrzeby.
Więc może dałoby się jakoś zapłacić
akcyzę i podatek w uproszczony sposób?
Niestety, ustawodawca nie przewidział
takiej mozliwości, obmiar piwa do
naliczenia akcyzy musi być robiony pod
nadzorem pracownika Urzędu Celnego,
w zbionikach posiadających zatwier-
dzenie typu w Głównym Urzędzie Miar
i odpowiednio wycechowanych.
Browar RzemieślniczyA więc, może otworzymy prawdzi-
wy browar, taki mały, weekendowy
jakich pełno w Belgii, Bawarii, Szkocji
–jednoosobowy lub rodzinny browarek
w szopie czy w garażu, gdzie warzenie
odbywa się w weekend, a właściciel
często ma zupełnie inny zawód i za-
jęcie. Jakość piw z takich browarków
jest różna, czasem żałosna, czasem
wybitna, ale na pewno jest ciekawie
i różnorodnie. Można się tam udać do
lokalnego wiejskiego browaru po świeże,
niepasteryzowane piwo, tak jak całkiem
niedawno można było kupić mleko „u
gospodarza”, zamiast kupować wyprane
ze smaku UHT w kartonie.
W najbardziej „ubrowarnionym”
zakątku świata, w bawarskim mieście
Bamberg jest osiem takich browa-
rów w samym mieście, i jeszcze 150
w najbliższej okolicy, samo odwiedzenie
choćby części spośród nich to materiał
na ciekawy i pełen wrażeń urlop.
W Polsce jak się okazuje jest to
zjawisko prawie nieznane, co więcej
panuje powszechne mniemanie, że
browar jest to przedsiębiorstwo skazane
na fiasko: że formalności są nie do
załatwienia (certyfikacja zbiorników, za-
łożenie składu podatkowego), że wymogi
Sanepidu są wielokrotnie ostrzejsze niż
w innych krajach, sprzęt kosztuje mi-
liony i nie chce dobrze działać, trudno
o dobrych piwowarów, trudno konkuro-
wać z koncernami.
Piwo własnoręcznie uwarzone
172 / 20 12e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl
Fascynujący jest sam poces produkcji, jest w nim coś tajemnego, magicznego. Drobne zmiany nachmielenia, składu wody, temperatury fermentacji powodują powstanie w piwie trudno uchwytnej równowagi smaków, pojawia sie rześkość, perlistość, pełnia smaku. Już nie chodzi o to, żeby złapać króliczka, ale żeby gonić go

Co do kadr, wszyscy trzej wspólnicy
są doświadczonymi piwowarami domo-
wymi, a ponadto jeden z nas ma cenne
doświadczenie pracy na stanowisku
głównego piwowara w browarze restau-
racyjnym, to musi wystarczyć.
SprzętPrzy takim małym browarku możemy
sobie pozwolić na „partaninkę”, sklecenie
wyposażenia z różnych części rozmaite-
go pochodzenia, „po taniości”.
Można powiedzieć, że udało nam się
to całkiem dobrze i niedrogo. Na kocioł
warzelny zaadoptowaliśmy używany
reaktor chemiczny, porządny, w grubej
stali nierdzewnej, z zamontowanym
solidnym mieszadłem. Trzeba było go
wyposażyć w sprowadzony z Hiszpanii
wielki kuchenny palnik gazowy, którego
używają tam do przyrządzania paelli
(rozwiązanie to podpatrzyliśmy w małym
belgijskim browarze), izolację i kilka
dodatkowych drobiazgów, w sumie koszt
tego urządzenia nie przekroczył 15 tys.
Kadź fi ltracyjna wyszła jeszcze taniej,
jako podstawę do przeróbki posłużył
używany schładzalnik do mleka.
Tanków fermentacyjnych już nie mo-
gliśmy sklecić z byle czego, fermentacja
to serce i dusza piwa, nie można tu sobie
pozwolić na dezynwolturę, trzeba było
zakupić porządny sprzęt. Okazało się, że
koniunktura nam sprzyja – w Niemczech
bankrutuje sporo małych browarków i ry-
nek jest nasycony sprzętem używanym.
Udało nam się tam kupić przyzwoity
fermentor i trzy tanki leżakowe za
śmieszną cenę, dwu-trzykrotnej ceny
złomu plus transport. Wymagały one
nieco przeróbek, ale to mogliśmy łatwo
zrobić własnym sumptem już w Polsce.
Dodatkowe akcesoria: pompy, zawo-
ry, sprzęt chłodzący trzeba było kupić
nowe, kosztowały w sumie zaskakująco
dużo, ale i tak z łatwością zmieściliśmy
się w budżecie.
LokalPrzy naszym budżecie nie można
było marzyć o zakupie czy wybudo-
waniu budynku browaru, musieliśmy
coś wynająć. Znowu okazało się, że
koniunktura jest po naszej stronie, na
rynku nieruchomości jest spora podaż
pozamykanych sklepików, hurtowni,
masarni, magazynów i innych tego typu
pomieszczeń dobrze nadających się
pod mały browar. Wybraliśmy lokal po
hurtowni wędlin, dość duży, solidnie
zbudowany i dobrze wyposażony pod
względem sanitarnym, nie potrzebował
wielu przeróbek, a ponadto właściciele
zgodzili się kontynuować działalność
A co tam, raz kozie śmierć – zebrała
się trójka pasjonatów - piwowarów
domowych, z mocnym postanowieniem
otworzenia browaru rzemieślniczego.
I tu zaczyna się właściwa historia
browaru Artezan.
W zamierzeniu cały projekt otwarcia
tego mini-browaru ma mieć charak-
ter pilotażowy, rozpoznania bojem,
sprawdzenia, czy w ogóle takie przed-
sięwzięcie da się realizować w polskich
warunkach prawno-ekonomicznych.
Zależało nam głównie na możliwości
wyjścia z naszym hobby do szerszego
grona piwoszy, sens ekonomiczy
przedsięwziecia jest na drugim planie.
Kapitał i kadryPieniądze i ludzie – to są pro-
blemy kluczowe dla każdego nowo
powstającego przedsiębiorstwa,
a dla nas praktycznie nie istnieją.
Z założenia ma być to przedsięwzię-
cie tanie: albo założymy browar za
100-150 tys zł, albo nie warto się
w to bawić w ogóle. Taki wkład z łatwością
pokryjemy z własnych oszczędności,
a gdy przedsięwzięcie nie wypali,
będziemy w stanie to przeżyć. Ot,
taki kaprys panów w wieku średnim –
zamiast kupować używane Porsche,
stawiają sobie browar.
b r o w a r n i c t w o
br owar y r zemie ś ln icze
18 e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl2 / 20 12
Raz kozie śmierć – zebrała się trójka pasjonatów - piwowarów domowych, z mocnym postanowieniem otworzenia browaru rzemieślniczego. I tu zaczyna się właściwa historia browaru Artezan

hurtowni do czasu, aż nie załatwimy
wszystkich formalności i nie pobierać
od nas w tym czasie czynszu. W tym
momencie jeszcze nie wiedzieliśmy, ze
pozwoli nam to zaoszczędzić kilkanaście
tysięcy zł.
Koniec końców okazało się, że
przystosowanie budynku do nowych,
wciąż zaostrzających się wymogów
Sanepidu pochłonęło sporo pracy
i kosztów, ale wciąż udało nam się
zamknąć w stosunkowo niedużej sumie
15-20 tysięcy złotych. Dużo bardziej
bolesne były formalności związane
z legalnym przekształceniem obiektu
handlowego w produkcyjny, ale o tym
w następnym rozdziale.
FormalnościGdy rozpoczynaliśmy inwestycję, tak
naprawdę nikt z nas nie miał pojęcia,
jakich formalności należy dopełnić.
W zasadzie najprościej byłoby naj-
pierw dopytać się o to w urzędach,
ale ta ścieżka okazała się kompletnym
fi askiem, otrzymaliśmy z grubsza taką
odpowiedź: “tu ma Pan numer Dziennika
Ustaw, proszę sobie przeczytać, tam jest
wszystko napisane”.
Zaczęliśmy więc perygrynację po
urzędach zupełnie po omacku, robiąc
pierwszy krok, a po jego wykonaniu
dopytując jaki ma być następny. Okazało
się to dobrym sposobem, gdyż labirynt
który przygotowali dla nas ustawodawcy
okazał się długi, zawiły i kosztowny, więc
gdybyśmy od razu zdawali sobie sprawę
z jego rozmiarów i niebezpieczeństw
jakie w nim czychają, być może nie
podjęlibyśmy się tego przedsięwzięcia.
Przy pierwszej wizycie w Urzędzie
Gminy skierowano nas do drzwi Wy-
działu Ochrony Środowiska: puk-puk,
“Czy musimy mieć Państwa pozwolenie
na uruchomienie mini-browaru?”. Krót-
kie sprawdzenie w odnośnym rozporzą-
dzeniu ministra pokazało, że owszem,
musimy wystąpić o “DUŚ” - Decyzję
o środowiskowych uwarunkowaniach
inwestycji. Tu po raz pierwszy dała
o sobie znać klątwa nazwy naszego
przedsięwzięcia : BROWAR. Ustawo-
dawca nie przewidział czegoś takiego
jak mini-browar, który to z natury przy-
pomina bardziej dużą kuchnię niż zakład
przemysłowy, zatem musimy spełnić
takie same wymogi formalno-prawne
jabyśby budowali drugi browar żywiecki,
chociaż nasz browarek, pracując pełną
mocą będzie potrzebował 32 lat, żeby
wyprodukować tyle piwa, ile produkuje
się w Żywcu… przez jeden dzień.
To tak, jakby ktoś chciał postawić
wiejską kuźnię, a został zaliczony do
kategorii „Huty i inne zakłady meta-
lurgiczne”.
Trudno, jak trzeba to trzeba – zło-
żyliśmy odpowiednio przygotowany
i umotywowany wniosek i DUŚ otrzyma-
liśmy po niecałych dwóch miesiącach.
Okazało się, że procedura ma mały ale
niebezpieczy haczyk – każdy bezpośred-
ni sąsiad jest z urzędu powiadamiany
o planowanej inwestycji i ma prawo do
wniesienia protestu. Niby drobiazg, ale
wpłynięcie takiego protestu w praktyce
oznacza koniec inwestycji w danej
lokalizacji, bowiem jego rozpatrzenie
zajmuje … rok lub niewiele mniej, wtedy
już prościej i szybciej jest wyszukać nową
lokalizację. A prawdopodobieństwo
wpłynięcia protestów jest spore – wizeru-
nek browaru w powszechnym rozumieniu
jest taki: dymiący komin, szczury, kwaśny
smród fermentacji, pijacy koczujący pod
bramą. Nam udało się ominąć tą rafę
dzięki akcji informacyjno-negocjacyjnej
w sąsiedztwie browaru, co zdecydo-
wanie zalecamy każdemu inwestorowi
w podobnej sytuacji.
OK, mamy DUŚ, czy możemy za-
czynać inwestycję? Nie, proszę zajrzeć
do powiatu, do Architektury, chyba
oni będą chcieli coś od Państwa. Eee,
pewnie nie, przecież nie robimy żadnych
robót budowlanych, cała inwestycja to
192 / 20 12e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl

wstawienie sześciu niewielkich tanków
do istniejącego budynku, postawienie
ścianki działowej i wywiercenie dziury
w ścianie na wentylator. Ale okazało
się, że jednak tak, musimy wystąpić
o “Pozwolenie na zmianę sposobu użyt-
kowania budynku”, wydział Architektury
był w tej sprawie nieubłagany (bądź co
bądź, zakładamy BROWAR). Do wniosku
należy dołączyć m.in. Warunki zagospo-
darowania działki – dostaną je Państwo
w Urzędzie Gminy, po sąsiedzku. Dobra,
to chodźmy, weźmiemy je od razu.
• „Czy możemy dostać warunki zago-
spodarowania działki”.
• „Oczywiście, proszę wypełnić wnio-
sek, dołączyć mapkę, i będą gotowe
za 3-4 miesiące”.
• „TRZY MIESIĄCE??!!”.
I tak się zaczęła najbardziej dłu-
gotrwała, kosztowna i bezsensowna
epopeja biurokratyczna w historii otwie-
rania naszego browaru. Wypełnienie
wymogów wydziału Architektury koszto-
wało nas 6 miesięcy oczekiwania, ponad
20 wizyt w urzędach i u projektanta,
ponad 6 tys zł różnych kosztów. Zaczę-
liśmy to załatwiać w połowie lipca, i po
sporządzeniu inwentaryzacji, projektu,
uzgodnień branżowych, otrzymaniu
i uprawomocnieniu się decyzji, zatrud-
nieniu kierownika budowy, zgłoszeniu
budowy w Nadzorze Budowlanym,
wreszcie w końcu stycznia mogliśmy
legalnie w majestacie prawa tę dziurę
w ścianie wywiercić. A nie obyło się
bez zgrzytów: działka przylega do
drogi wojewódzkiej i jedno z uzgodnień
trzeba było zrobić z Zarządem Dróg,
który to, zapewne zaniepokojony słowem
BROWAR (znowu klątwa tej nazwy, od
razu staje przed oczami obraz z reklam:
TIRy ze słodem i chmielem, cysterny
z piwem, furgony z beczkami wyjeżdża-
jące z bram browaru we wszystkie strony
świata) zażądał dostarczenia koncepcji
rozwiązań komunikacyjnych i listy taboru
kołowego. Na szczęście uspokojony
faktem, że nasz tabor składać się będzie
z jednej furgonetki, która będzie prze-
jeżdżać przez bramę może z tuzin razy
w tygodniu, wydał zezwolenie na lokację
browaru w tym miejscu, kosztowało nas
to dodatkowe parę tygodni opóźnienia.
W dniu dzisiejszym pozostaje nam
jeszcze do załatwienia odbiór Sanepidu
i formalności w Urzędzie Celnym, odpo-
wiedzialnym za pobór akcyzy.
Wydaje się (odpukać), że przez ten
etap przejdziemy gładko, pierwsze
rozeznanie pokazuje, że nie będziemy
musieli zakładać składu podatkowego
w celu opłacenia akcyzy. Ponadto
będziemy musie l i cer t y f ikować
w Głównym Urzędzie Miar tylko dwa
zbiorniki – kocioł warzelny i fermentor,
podatek będziemy płacić po obmiarze
piwa w fermentorze.
Sama cer ty f ikacja zbiorników
to osobna gałąź wiedzy. Najpierw
producent sprzętu powinien uzyskać
zatwierdzenie typu dla całej linii zbior-
ników, gdyż procedura w zasadzie nie
przewiduje certyfi kacji pojedynczego
egzemplarza. Powoduje to poważny
problem, gdyż mamy zbiorniki używane,
które samodzielnie przerobiliśmy na
cele piwowarskie i trudno wyśledzić,
kto był ich oryginalnym producentem,
a co dopiero zmusić go do wystąpienia
z wnioskiem o zatwierdzenie typu.
Rozwiązaliśmy to w ten sposób, że
sami wystąpiliśmy jako producent
tego sprzętu - na szczęście i o dziwo
wygląda na to, że nie występują żad-
ne pozwolenia ani ograniczenia dla
spełniania roli producenta maszyn
dla przemysłu spożywczego. A po-
tem już sama procedura certyfikacji
w GUM przebiega nad podziw gład-
ko i profesjonalnie. Może ma na to
wpływ fakt, że jest dość kosztowna
– w naszym przypadku prawie podwaja
koszt zbiorników. Za to ubocznym efek-
tem będzie to, że będziemy pierwszym
w Polsce “producentem” sprzętu dla
b r o w a r n i c t w o
br owar y r zemie ś ln icze
20 e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl2 / 20 12

małych browarów, posiadającym za-
twierdzenie typu na ten sprzęt – być
może będzie to przydatne dla kolejnych
śmiałków otwierających podobne mini-
-browary, w razie wystąpienia popytu na
takie zbiorniki będziemy mogli zlecić
wykonanie kolejnych identycznych
egzemplarzy.
Drugi etap certyfi kacji zbiorników
to wizyta inspektora z Okręgowego
Urzędu Miar, który fi zycznie obmierzył
i wycechował z wielką dokładnością
nasze zbiorniki, było to dość skompliko-
wane technicznie i pracochłonne, zajęło
ponad dwa dni.
Przed nami, jeszcze odbiór Sane-
pidu i formalności w Urzędzie Celnym
i to już chyba będzie wszystko, opty-
mistycznie oceniamy, że w przeciągu
miesiąca – dwóch będziemy mogli
wreszcie zacząć warzyć piwo, po roku
bez mała kompletowania papierków.
Ale o tym już być może będę miał
okazję opowiedzieć dopiero w kolejnym
artykule.
PodsumowanieZdaję sobie sprawę, że dla wielu
czytelników artykułu – przedsiębiorców
już obeznanych z aparatem biurokra-
tycznym - nasze przygody mogą się
wydać zabawne, a ich bohaterowie na-
iwni. Jest to efekt zamierzony, chciałem
bez upiększania przedstawić rozterki
rzutkiego przedsiębiorcy, upewnionego
o “swobodzie działalności gospodar-
czej” i załatwianiu spraw “w jednym
okienku”, który bez ostrzeżenia zostaje
wciągnięty w tryby aparatu biurokra-
tycznego rodem z dzieł Kafki. Ileż
to czasu i bezsensownego wysiłku
kosztuje zgromadzenie wszystkich
papierków koniecznych do prowadzenia
drobnej rzemieślniczej działalności!
Trochę statystyki: jak dotychczas
musieliśmy odbyć 49 wizyt w róż-
nych urzędach i jeszcze kilkanaście
w „okołourzędowych” specjalistów, rze-
czoznawców i projektantów, wydaliśmy
ponad 15 tysięcy za projekty, uzgodnie-
nia, ekspertyzy i opłaty urzędowe (a liczę
tylko rzeczy kompletnie nieprzydatne
z punktu widzenia produkcji), to jest
ponad 10% kosztów naszej inwestycji.
Myślę, że te liczby przemawiają same
za siebie. Najbardziej bolesna jest
długotrwałość tych procedur, załatwia-
my te papierki już dziesiąty miesiąc,
i będziemy to kontynuować jeszcze
minimum przez jeden-dwa miesiące.
A przecież gdyby nie to, już od pół roku
moglibyśmy warzyć piwo. Piwosze
byliby zadowoleni, my byśmy zarabiali,
zarabiałby Skarb Państwa…
Tak czy inaczej, możemy już mieć
nadzieję, że uda nam się doprowadzić
sprawy do szczęśliwego zakończenia,
po zaspokojeniu roszczeń aparatu
biurokratycznego czeka nas jesz-
cze sporo normalnej piwowarskiej
roboty: złożenie w całość, przete-
stowanie i skalibrowanie sprzętu,
przełożenie receptur na większą ska-
lę, zdobycie nieco doświadczenia
z nową instalacją i wreszcie kolejna
wielka niewiadoma: sprzedaż. Ale już
mamy wrażenie, że najgorsze za nami
i jakby po długiej podróży przez dżunglę,
gestwa buszu zaczyna sie przerzedzać.
Jak Bóg pozwoli, już w lecie tego
roku mieszkańcy Warszawy i okolic
będą mogli skosztować nowego,
ciekawego piwa z małego browaru
rzemieślniczego.
Liquids to Value
GEA Mechanical Equipment
Odzyskaj piwo zOdzyskaj piwo zOdzyskaj piwo zOdzyskaj piwo zdrożdży!drożdży!drożdży!drożdży!Drożdże odpadoweDrożdże odpadoweDrożdże odpadoweDrożdże odpadowe oraz dna zbiorników zawierają nawetdo 90 % piwa resztkowego. Jeżeli nie chcesz go tracić zaufajsystemom odzysku piwa GEA Westfalia Separator. Naszewysokowydajne wirówki, dekantery lub kombinacje wiróweki dekanterów zapewniają rentowne przetwarzanie dla każdejwielkości browaru. Nie ma znaczenia czy stosujemy procesjedno- czy dwustopniowy: odzyskane piwo może byćzawrócone do procesu bez wpływu na pogorszenie jakościproduktu finalnego. Oznacza to, że ilość piwa dosprzedaży wzrasta bez zużywania dodatkowych surowcówdo produkcji.
Prosta kalkulacja:Prosta kalkulacja:Prosta kalkulacja:Prosta kalkulacja: zakładając produkcję 1 miliona hl na rokuzyskujemy około 40,000 hl drożdży odpadowych, z której to objętości możemy uzyskać około 60 % piwa resztkowego60 % piwa resztkowego60 % piwa resztkowego60 % piwa resztkowego.Zakładając 5 do 10 Euro za hl, daje to rocznie 120,000120,000120,000120,000 do240,000240,000240,000240,000 Euro dodatkowego dochodu.
Policz i porównaj – my też to robimy i możemy Ci przedstawićwszystkie dostępne rozwiązania.
Twój bezpośredni kontakt do serwisu 24/7:www.westfalia-separator.plwww.westfalia-separator.plwww.westfalia-separator.plwww.westfalia-separator.pl
GEA Westfalia Separator PolskaAleje Jerozolimskie 146D02-305 Warszawa (Polska)Telefon +48 691 97 00 63 · Faks +48 608 14 [email protected]
rekl
ama
e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl
B O C K
Koźlaka, a w zasadzie całą
ich gamę, kojarzymy dziś
z Bawarią. Jednak nie tam
to się zaczęło. Zanim rozpo-
częto je warzyć u podnóża Alp, najpierw
sprowadzano je z północy. Historia tego
stylu piwa sięga XIII wieku i powiązana
jest z rozkwitem miast Hanzy. Niegdyś
wpływowe zrzeszenie wolnych miast
było organizacją w Europie, której
podstawowym celem była dominacja
na rynku handlowym, głównie w krajach
z dostępem do morza Północnego
i Bałtyckiego. Hanza cieszyła się dużymi
przywilejami ówczesnych władców wielu
krajów i księstw, ponieważ znacząco
wpływała na rozwój ekonomiczny da-
nych regionów. Mimo zaufania włodarzy
dysponowała swoimi siłami zbrojnymi
i fl otą okrętów na wypadek, gdyby to
zaufanie i przywileje miały być pomniej-
szone. Do takich miast zaliczał się m.in.
Hamburg i Lubeka oraz później kluczowy
dla naszego stylu Einbeck.
Dzisiaj picie piwa ma bardziej socjal-
ny i towarzyski charakter. Tymczasem
jeszcze kilkaset lat temu piwo traktowano
jako element diety oraz środek medycz-
ny. Było bardziej treściwe, słodkie i mniej
alkoholowe. Nie dziwi więc, że Hanza
przywiązywała wielką wagę do tego
produktu jako ważnego towaru handlo-
wego. Rozkwit piwowarstwa, a przede
wszystkim Bocka mógł mieć miejsce
również z powodu upowszechnienia
chmielu jako surowca wprowadzającego
goryczkę do piwa. Wcześniej browarnicy
stosowali Gruit (czyt. Grut) – swoistą mie-
szaninę gorzkich ziół, której dystrybucję
kontrolowali właściciele ziemscy, czyli
książęta, lordowie i kościół – zbierając
tym samym rodzaj podatku. Możliwość
zastosowania chmielu uwolniła rynek,
co Hanza skwapliwie wykorzystała.
Takim centrum uprawy chmielu były
właśnie okolice miasta Einbeck. Z tego
też powodu rozkwitło tam piwowarstwo,
a Einbeck stał się ważnym punktem
piwnym na mapie miast Hanzy.
Słowo „Bock” oznacza kozła. Jedna
z teorii mówi, że pierwsze piwa w tym
stylu, lub raczej pierwowzory tego stylu,
były markowane właśnie wizerunkiem
tego zwierzęcia. Podobnie zresztą
jak to dziś robi wiele browarów. Inna
historia mówi o możliwym fonetycznym
nawiązaniu do staroniemieckiego słowa
„miód” (Pogkmedt), które później zostało
przeobrażone i skrócone. Najprawdo-
podobniejszym jednak źródłem nazwy
„Bock” jest skrócona i przekształcona
dialektem nazwa samego miasta
Einbeck, w którym „wszystko” ponoć
się zaczęło.
Czym właściwie jest bock, a po
naszemu koźlak? Generalnie jest to
Rafał Kowalczykbrowarzyciel.pl
T r a d y c y j n y K o ź l a k
„Największym wrogiem polskiego browarnictwa są polskie browary” ta koszmarna sentencja,
będąca parafrazą pewnego artykułu, który kiedyś mówił o piekarnictwie i niskiej jakości pieczywa,
póki co, nie ma zastosowania w segmencie piwowarskim.
b r o w a r n i c t w o
k o ź l a k i
e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl2 / 20 1222

mocniejsze piwo, które ma w sobie
wszystkiego odpowiednio więcej.
Stanowi więc swojego rodzaju koncen-
trację tego, co w piwie jest zacne, dobre
i pożądane. W zależności od rodzaju
koźlaka taka koncentracja może mieć
różny stopień, jednak zawsze wiązać
się będzie z ilością surowców oraz
z nakładami, jakie musiał ponieść browar
na wyprodukowanie tego szlachetnego
trunku. W całej grupie koźlaków znaj-
dziemy takie, które charakteryzują się
nieco odmiennymi parametrami, dlatego
traktowane są jako oddzielne style.
Koźlak Tradycyjny (Bockbier)
Najpopularniejszym ze wszystkich
koźlaków jest Koźlak Tradycyjny, do
którego walorów wydaje się nawiązy-
wać większość browarów. Ale czy na
pewno? Okazuje się, że na rynku panuje
spora dowolność. Czasem wystarczy,
że uwarzy się trochę mocniejsze piwo
i już zaczyna mienić się koźlakiem.
Tymczasem, to nie tylko o zawartość
alkoholu chodzi. Takie piwo powinno
charakteryzować się odpowiednimi
cechami: smakiem, aromatem i kolorem.
Ekstrakt początkowy 16 - 18 [°Plato]
Ekstrakt końcowy 4 - 6 [°Plato]
Alk. obj. 6,0 - 7,5 [%]
Goryczka 20 - 30 [IBU]
Kolor 25 - 45 [°EBC]
Piwo powinno być ciemne, zwykle
w kolorze mocniejszej herbaty, ciemnego
bursztynu do brązowego włącznie.
Klarowne. Piana drobna, jasna, lekko
zabarwiona w kolor piwa i bardzo trwała.
W zapachu przeważnie jest bardziej
„czyste” niż narzucające się ciężkimi,
słodkimi nutami owocowymi i kar-
melowymi. Pierwsze skrzypce grają
aromaty słodowe tożsame z zapachem
T r a d y c y j n y K o ź l a k
Jednak warto ją zapamiętać i przywołać wtedy, kiedy przyjdzie nam uwarzyć koźlaka. Jest to bowiem piwo, które nie toleruje obniżania nakładów kosztem swojej wysokiej jakości.
POZOSTAŁE KOŹLAKI
Koźlak Jasny (Maibock)
Jest to najjaśniejszy z koźlaków, który dzięki temu wydaje się bardziej rześki i lekki. Piwo jest mocniej chmielone i tradycyjnie serwowane w maju. Swoją naturą bardziej nawiązuje już do innych stylów, które przyjdzie degustować nam latem. Styl rodem z Bawarii.
Koźlak Podwójny (Doppelbock)
Styl powiązany również z Bawarią i tutejszym zakonem Paulinów. Powstało prawdopodobnie w XVII wieku i przez lata było warzone na potrzeby mnichów. Nazywane „płynnym chlebem” ułatwiało braciszkom przetrwanie okresu od Środy Popielcowej do Wielkanocy. Dziś jest nadal treściwe, jednak nieco mocniejsze i bardziej popularne na świeckich stołach.
Koźlak Lodowy (Eisbock)
Jest to kolejne mocne piwo, którego ostateczna postać kształtuje się podczas wymrażania zeń wody. W wyniku tego zabiegu zagęszcza się wszystko pozostałe, w tym alkohol i cukry resztkowe. W rezultacie piwo jest dość ciężkie i charakterem nawiązuje do innych trunków, takich jak np. sherry lub madera. Zawartość alkoholu zwykle jest w okolicy 10% obj., jednak wykorzystując tą technikę można wyprodukować dużo mocniejsze piwo.
Koźlak Pszeniczny (Weizenbock)
To ni mniej, ni więcej jak znany Weissbier, ale w mocniejszej, bardziej bogatej wersji. Ma ciemniejszy kolor od swojego słabszego krewnego i jeszcze bardziej arogancką pianę.
Koźlak Dawny (Urbock)
Nie jest to oficjalny styl koźlaka, jednak zasługuje na dwa zdania o sobie. Boki z przedrostkiem „Ur” warzone są w Austrii, Bawarii i pewnie jeszcze kilku innych miejscach. Jednak „Ur” w języku niemieckim znaczy „pra” – np. pradawny, więc piwo takie powinno przypominać swoje wczesne wcielenie, takie jakim było jeszcze w mieście Einbeck.
mocniejsze piwo, które ma w sobie
wszystkiego odpowiednio więcej.
że uwarzy się trochę mocniejsze piwo
i już zaczyna mienić się koźlakiem.
nam uwarzyć koźlaka. Jest to bowiem piwo, które nie toleruje obniżania nakładów kosztem swojej
Koźlak Podwójny (Doppelbock)
Styl powiązany również z Bawarią i tutejszym zakonem Paulinów. Powstało prawdopodobnie w XVII wieku i przez lata było warzone na potrzeby mnichów. Nazywane „płynnym chlebem” ułatwiało braciszkom przetrwanie okresu od Środy Popielcowej do Wielkanocy. Dziś jest nadal treściwe, jednak nieco mocniejsze i bardziej popularne na świeckich stołach.
Koźlak Lodowy (Eisbock)
>>
232 / 20 12e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl
ciemnego pieczywa lub podpiekanych
tostów. Możliwy jest również delikatny
akcent suszonych owoców: śliwek
i winogron. Aromat chmielowy nieobecny
lub na bardzo niskim poziomie. Brak lub
znikomy poziom estrów oraz zapachów
karmelowych. Możliwy akcent alkoholo-
wy w mocniejszych wersjach.
Smaki podstawowe, z racji podwyż-
szonego ekstraktu, są bardziej intensywne,
jednak powinny być dobrze zbalansowane.
Winny być głębokie, ale nie słodkie, mdłe
czy brzeczkowe. Retronosowo wyraźnie
słodowe. Możliwy smak przypieczonej
skórki od chleba, tostów lub nuta orze-
chowa, palona, jednak nie spalenizny.
Jeżeli obecny jest smak karmelu, to na
umiarkowanym poziomie bez charaktery-
stycznej drapiącej, ostrej nuty.
Goryczka powinna być względnie
niska do średniej i dobrze współgrać
z innymi smakami. Nie powinna grać
pierwszych skrzypiec i dominować
w balansie. Nie może być ostra, paląca
lub pikantna. Może przy tym dawać
wrażenie nakładania się, potęgowania
w kolejnych łykach. Ma swój udział
w fi niszu.
Umiarkowane nasycenie powinno
utworzyć gęstą pianę. Pełnia piwa
na średnim lub wyższym poziomie,
czyli umiarkowanie krągłe. Powinno
być dobrze odfermentowane, jednak
niezbyt wytrawne, pozostawiające
wrażenie treściwości. Nie powinno być
oblepiające. Winno być łagodne bez
ostrych i cierpkich posmaków. Jest to
mocny, ciemny lager o kompleksowym,
ale łagodnym, słodowym charakterze
bez dominacji karmelu. Może sprawiać
wrażenie piwa krzepkiego, jednak nigdy
zbyt alkoholowego.
Grzech zaniechaniaOdpowiednie atrybuty smaku i aro-
matu koźlaka można uzyskać poprzez
zastosowanie właściwych surowców
i technik warzelniczych. Ich brak to
właśnie główny grzech piwowarów, inspi-
rowany niejednokrotnie przez dyrektorów
fi nansowych, poszukujących oszczędno-
ści. Dodatek cukru lub innych surowców
niesłodowanych ma na celu obniżenie
kosztów, podniesienie poziomu eks-
traktu i w efekcie zawartości alkoholu.
Nie wpłynie to jednak pozytywnie na aro-
mat, ciemniejszy kolor i wreszcie smak
piwa. Jedyne co otrzymamy, to kolejnego
mocnego lagera, który efektywnie wpra-
wi nas w dobry humor, ale niekoniecznie
zachwyci swoją naturą. Browar który
ma na celu uwarzenie piwa spod znaku
rogatej bestii, nie powinien rezygnować
z pełnosłodowej wersji piwa. To właśnie
słód i aromaty pochodzenia słodowego
są głównymi atrybutami tego stylu.
Zastosowanie odpowiednich słodów
odwdzięczy się nam później zapachem
dobrze wypieczonego chleba, tostów,
czasem prażonego ziarna, orzechów
oraz subtelną nutą suszu owocowego.
Najlepszymi słodami, oprócz bazowego
słodu pilzneńskiego, będą szlachetne
słody Wiedeńskie i Monachijskie.
Inną ważną kwestią jest zastosowa-
nie odpowiednich technik warzelniczych.
Otóż tradycyjnie przy tej metodzie
wykorzystywano zacieranie dekokcyjne
SUBIEKTYWNY Koźlak Pivovaria Radom (Polska)Ekstrakt 16,3%, Alk. 7,5% obj.
Niepasteryzowane i niefi ltrowane. Piwo w kolorze bardzo ciemnego bursztynu z wiśniowym odcieniem. Klarowne. Piana drobna, średnio obfi ta w kolorze karmelowym – dość nietrwała.
Aromaty ortonosowo nie są intensywne, wręcz ubogie, słodowe bez dominującego karmelu. W smaku dominuje dobrze zbalansowana kwaśność i słodycz, a umiarkowana goryczka wychodzi dobitniej w drugim i trzecim łyku – wówczas jest lekko drapiąca. Retronosowo słodowe z karmelowymi nutami na dobrym nieprzekombinowanym poziomie. Lekka palona nuta i wyczuwalny cierpki alkoholowy posmak. Piwo wytrawne, dość głęboko odfermentowane, jednak pozostawia wrażenie półpełnego/krągłego. Idealny tradycyjny koźlak!
Słowo „Bock” oznacza kozła. Jedna z teorii mówi, że pierwsze piwa w tym stylu, lub raczej pierwowzory tego stylu, były markowane właśnie wizerunkiem tego zwierzęcia. Podobnie zresztą jak to dziś robi wiele browarów
RANKING KOŹLAKÓW
ciemnego pieczywa lub podpiekanych >>
b r o w a r n i c t w o
k o ź l a k i
e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl2 / 20 1224
ciemnego pieczywa lub podpiekanych ciemnego pieczywa lub podpiekanych
b r o w a r n i c t w o
k o ź l a k i

Fatalne
Niedobre
Przeciętne
Dobre
Bardzo dobre
Wybitne
gotując część zacieru. Ponadto brzeczkę
o podwyższonym ekstrakcie poddawano
dłuższemu gotowaniu. Nie wchodząc
głębiej w szczegóły technologiczne,
można zauważyć, że obie te techniki
obróbki termicznej wpływają na poja-
wianie się związków melanoidynowych
charakterystycznych dla tego stylu piwa.
To właśnie one decydują o ciemniejszym
kolorze i charakterystycznym aromacie
koźlaka. Podobnie jak w przypadku
surowców, również te zabiegi nie należą
do najtańszych i często rezygnuje się
z nich idąc „na skróty”.
Ostatecznie mocne piwo powinno
porządnie odfermentować i poleżeć
odpowiednio długo, aby dojrzało
i uzyskało swój kompleksowy charak-
ter. Grzech zaniechania dostatecznie
długiego leżakowania może skutkować
nie tylko nieciekawym bukietem, ale
również poważnymi wadami piwa. Doty-
czy to głównie bardzo ciężkich koźlaków
podwójnych (doppelbocków), które
niejednokrotnie powinny leżakować po
6-8 miesięcy.
Grzech przesadyZazwyczaj gdy z czegoś rezygnuje-
my, to wówczas próbujemy zrekompen-
sować to jakimiś substytutami i czasem
robimy to z mniejszą lub większą
przesadą. Tak też może być przy warze-
niu koźlaków. Kiedy nie stosujemy np.
przedłużonej termicznej obróbki zacieru
i brzeczki, wówczas „ratunkiem” może
być dodatek słodów specjalnych. Przy
błędnym założeniu, że koźlak tradycyjny
to mocno karmelowe piwo, możemy
zdecydować się na dodatek zbyt dużej
dozy słodów karmelowych. Poprawiamy
kolor, jednak wprowadzamy sporą ilość
aromatu, który bardziej kojarzy nam
się ze słodkimi wyrobami cukierników
niż piekarzy. Zamiast oczekiwanych
aromatów chleba możemy spodziewać
się aromatów i smaków słodkich cia-
stek, krówek, toffi oraz intensywnych
akordów słodkich suszonych owoców
np. dużych jasnych rodzynek lub
śliwek. Z powodu tych ostatnich taki
„karmelowy koźlak” może też nabierać
pewnych cech winnych, w szczególno-
ści, gdy podwyższoną słodycz musimy
zbalansować odpowiednią kwaśnością.
Cytując klasyka chciałoby się rzec:
Nie idźcie tą drogą! Nie oznacza to, że
w ogóle trzeba zarzucić stosowanie
słodów specjalnych. Warto jednak
rozważyć ilości lub „pochylić się” np.
nad słodem parzonym, którego niewielki
dodatek na pewno będzie lepszym
wyborem niż zastosowanie ciemnego
słodu karmelowego. Co prawda wów-
czas kolor naszego koźlaka będzie
bardziej czerwony, ale jest to mniejsze
„zło” biorąc pod uwagę wymogi stylu.
Koźlak Tradycyjny to piwo, które nie
nadaje się do pośpiesznego uwarzenia
i niezwłocznego sprzedania. Nie wy-
bacza błędów i oszczędności. Jest za
to synonimem jakości dzięki zastoso-
wanym słodom w odpowiedniej ilości
oraz innym nakładom niezbędnym do
uzyskania dobrego końcowego efektu.
Świadomy konsument kupując koźlaka
nie oczekuje jedynie mocnego piwa,
ale trunku, który zaoferuje coś więcej
niż sam alkohol.
SUBIEKTYWNY Rafała Kowalczyka
Najpopularniejszym ze wszystkich koźlaków jest Koźlak Tradycyjny, do którego walorów wydaje się nawiązywać większość browarów. Ale czy na pewno? Okazuje się, że na rynku panuje spora dowolność. Czasem wystarczy, że uwarzy się trochę mocniejsze piwo i już zaczyna mienić się koźlakiem
JopenBrowar Jopen BV (Holandia)6,5% alk. obj.
Piana tworzy się bardzo obfi cie, jednak dość szybko łączy się w duże bąble i opada. Kolor jasny zabarwiony w kolor piwa. Piwo w kolorze brązowym z osadem na dnie. Lekko nieklarowne. W aromacie nuty lekko czekoladowe i słodowe. Również obecne zapachy owocowe i dość wyraźnie alkoholowe. W smaku metaliczne, bardzo głęboko odfermen-towane i wytrawne. Brak oczekiwanej słodowości. Wyraźna alkoholowa cierpkość i długi efekt ściągający. Smaki podstawowe na niskim poziomie, a w szczególności słodycz, która jest obecna jedynie szczątkowo. Goryczka nie jest przeszkadzająca, czy zalegająca. Piwo półpełne, nasycenie zbyt wysokie – nie poprawia pijalności. Generalnie: kompozycja smaków i nikłe aromaty pozwalają wyeksponować alkoholowy charakter mimo dość niskiej jego zawartości.
RANKING KOŹLAKÓW
252 / 20 12e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl

Herbst BockBrowar Göller (Niemcy)7,0% alk. obj.
Kolor czerwony, bursztynowy, herbaciany. Piwo bardzo klarowne. Piana obfi ta, ale dość szybko opada. W aromacie głównie nuty słodowe – razowego pieczywa i suszonych jasnych winogron. W smaku ponownie słodowe i lekko karmelowe. Kwaśność i słodycz wysoka, ale zbalansowana. Goryczka silna, ma znaczący udział w fi niszu. Oprócz tego fi nisz karmelowo-kwaśny. Wyraźna nuta alkoholowa i swoista cierpkość. Czysty lagerowy charakter. Lekko metaliczny akcent. Piwo pełne i krągłe, ale nie jest tęgie. Nasycenie umiarkowane – poprawne jak na Bocka. Generalnie przyzwoity przedstawiciel stylu.
Amstel Bier BOCKBrowar Amstel (Holandia)7,0% alk. obj.
Kolor czerwonobrązowy, klarowny. Piana drobna, obfi ta
i przyzwoicie trwała. W zapachu „czyste”, żeby nie powiedzieć ubogie. Lekkie nuty słodowe i suszone owoce. W smaku metaliczne, ściągające i alkoholowe. Cierpkie. Głęboko odfer-mentowane – smaki niskie z wychodzącą na przód kwaśnością. Słodycz minimalna, a goryczka dość wyraźna ze znaczącym udziałem na fi niszu. Retronosowo również delikatnie słodowe. Pełnia piwa jest niska, za to nasycenie poprawnie umiarkowane. Główna nuta to alkohol, a to zbyt mało, aby się nim zachwycić.
Neuzeller BockBrowar Kloster – Neuzelle (Niemcy)6,2% alk. obj.
Kolor jasny, pomarańczowy, jasnej herbaty. Bardzo klarow-ne. Tworzy bardzo jasną pianę, tylko śladowo zabarwioną w kolor piwa. W aromacie głównie słodkie nuty słodowe, bisz-koptowe. Estry minimalne – dość czysty lagerowy charakter. Smaki podstawowe dobrze zbalansowane. Niska goryczka pozostawia na początku pustkę na języku, jednak po chwili jest delikatnie wyczuwalna. Retronosowo przeważające nuty jasnego słodu, herbatników. Mimo niskiej zaw. alk. wyczu-walna jest jego nuta, ale nie rozgrzewająca, ani cierpka. Finisz bardziej słodki, niż kwaśny lub goryczkowy. Szlachetny smak podobny do piw wiedeńskich. Piwo półpełne, a jednak spra-wia wrażenie nieco bardziej treściwego. Ma dobrą pijalność. Jest nisko nasycone CO2. Dobry przedstawiciel mocniejszego lagera, jednak jako koźlak tradycyjny powinien mieć nieco więcej charakteru.
Miłosław – Koźlak (Polska)Browar Fortuna7,5% alk. obj., Ekstrakt 16%
Piana tworzy się opornie, ale w końcu dość obficie, gdy zaczynamy nalewać z większej wysokości. Jest jasna, lekko zabarwiona w kolor piwa i średniotrwała. Piwo w kolorze ciem-noczerwonym, wpadającym w wiśniowy. Klarowne. W zapachu silne nuty karmelowe i słodowe – słodkie, cukiernicze. W smaku mocno rozczarowujące: metaliczne, alkoholowe i silnie wytrawne. Cierpkie i ściągające. Zaskakujący brak słodowej pełni i miękkich smaków słodu – za to ostry smak karmelu na początku i pustka na fi niszu, wręcz wodniste z nutą wszędobylskiego, rozgrzewającego alkoholu. Piwo kompletnie nieudane, gdy się porównuje do stylu. Sama moc niestety nie czyni jeszcze koźlakiem.
Browarzyciel.pl
To niezależna fi rma działająca w branży
browarniczej, która świadczy usługi
doradcze i szkoleniowe. Prowadzona jest
przez Rafała Kowalczyka, doświadczonego
piwowara - znawcę kultury i stylów piwa.
Jako ekspert w zakresie sensorycznej
oceny piwa jest od wielu lat sędzią
podczas konkursów piwowarskich.
Krytyk i recenzent rynku piwnego.
Jest też szkoleniowcem i wykładowcą
m.in. w Studium Piwa. Autor publikacji
na temat piwa w magazynach hobbystycznych
i prasie branżowej. Swoje usługi
fi rma Browarzyciel kieruje do osób
profesjonalnie zajmujących się piwem
oraz pasjonatów „złotego trunku”.
w fi niszu. Oprócz tego fi nisz karmelowo-kwaśny. Wyraźna nuta alkoholowa i swoista cierpkość. Czysty lagerowy charakter. Lekko metaliczny akcent. Piwo pełne i krągłe, ale nie jest tęgie.
26 e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl2 / 20 12
b r o w a r n i c t w o
k o ź l a k i

Dionizos Radom – Koźlak (Polska)Przez: Browar Gościszewo6,0% alk. obj.
Sposób „etykietowania” przyciąga uwagę – zamiast klasycznej etykiety cała butelka zawinięta jest w papier. Klarowne i ciemne piwo w kolorze czerwonomiedzianym. Niechętnie tworzy pianę, która - mimo drobnej początkowo struktury - szybko łączy się w większe pęcherzyki i zanika w niespełna 3 minuty. W zapachu bardzo wyraźne akordy karmelowe z akcentem palonym. Ciężki aromat toffi , krówek pomieszany z suszonymi owocami. Oprócz tego wyraźny aromat sherry. W smaku zadziwiający brak goryczki, który z utlenieniem powoduje rozczarowujące odczucie pustki po przełknięciu. Słodycz i kwaśność na dobrym, zrówno-ważonym poziomie, jednak mimo tego piwo jakby pozbawione jest swojej ważniejszej połowy. Niskie nasycenie nie wpływa korzystnie na tworzenie się piany, ani na poprawę pijalności. Piwo obarczone dwoma grzechami ciężkimi, gdyby nad nimi jednak popracować ocena mogłaby być znacznie wyższa.
Gniewosz – Piwo Koźlak (Polska)Browar Gontyniec6,0% alk. obj. Ekstrakt 14,1%
Piwo odwdzięcza się kolorem ciemnej herbaty. Piana zabar-wiona jest w kolor trunku, ale pozostaje dużo jaśniejsza, dlatego że ma strukturę drobnopęcherzykową. Średniotrwała. W zapachu wyczuwalny jest lekki aromat sherry (z winnym posmakiem), co może sugerować utlenienie. Poza tym nuta karmelowa, suszonych owoców z odrobiną nieblanszowanych migdałów. W smaku niska goryczka oraz lekko niezrównoważona kwaśność w porównaniu do cukrów resztkowych. Pustka po przełknięciu potwierdza utlenienie. Retronosowo ciekawie karmelowe, jednak również wyczuwalna jest fenolowa przyprawa – niby jeszcze intrygujące, ale niektórym osobom może to już przeszkadzać. Brak jest wyraźnej słodowości, czyli takiej solidnej bazy, którą można by równoważyć innymi komponentami bukietu. Podwyższenie ekstraktu niewątpliwie wpłynęłoby pozytywnie i bez specjalnego krygowania się moglibyśmy mówić… tak, to jest Koźlak.
Bock – Browar Żywiec (Polska)6,5% alk. obj. Ekstrakt 16,0%
Kolor jest z tych jaśniejszych i bardziej czerwony. Za to piana dość obfi ta i zaskakująco trwała. W zapachu czyste, lagerowe, jednak bez ferii oczekiwanych „koźlakowych” aromatów. Umiarkowanie słodowe przypominające jasne biszkopty, jasne pieczywo. W smaku nieco odmienne: na pierwszy plan wychodzi jednak karmel, słód oraz nuta alkoholowa. Posmak lekko cierpki i ściągający. Piwo półpełne, jednak aromaty
i smaki mogą sprawiać wrażenie nieco wyższej pełni. Smaki podstawowe dobrze zbalansowane z lekką przewagą kwaśności. Goryczka obecna, ale niedominująca. Generalnie porządnie odfermentowane i wytrawne piwo. Gdyby zawartość alk. była o 0,5% niższa, za to pełnia i słodycz nieznacznie wyższa, wówczas piwo zyskałoby na treści.
Pilsweiser – Bock Browar Grybów (Polska)8,1% alk. obj. Ekstrakt 17,0%
Bardzo jasne, zbyt jasne piwo jak na tradycyj-nego Koźlaka, ale producent powołuje się jedynie na to, iż jest to Bock. Klarowne, a w kolorze tylko nieznacznie ciemniejsze od pilznera. Piana biała, średnioobfita i równie średniotrwała. W zapachu głównie aromat słodów jasnych z lekką nutą cukierniczą (słodkich herbatników). Brak wyraźnych aromatów karmelowych. W smaku mocna i cierpka nuta alkoholowa. Rozgrzewające. Bardzo dobrze zbalanso-wane smaki podstawowe z dominującym słodem w tle. Posmak jest goryczkowy i alkoholowy, ale nie jest nieprzyjemny. W sumie dobre piwo, tylko czy to Koźlak? A jeżeli tak, to pod jaką posta-cią? Moim zdaniem jest to po prostu bardzo mocny jasny Lager, który ma więcej wspólnego z alkoholem, niż z naturą docenianą w koźlakach lub w podwójnych jego wersjach.
Bardzo jasne, zbyt jasne piwo jak na tradycyj-nego Koźlaka, ale producent powołuje się jedynie na to, iż jest to Bock. Klarowne, a w kolorze tylko nieznacznie ciemniejsze od pilznera. Piana biała, średnioobfita i równie średniotrwała. W zapachu głównie aromat słodów jasnych z lekką nutą cukierniczą (słodkich herbatników). Brak wyraźnych aromatów karmelowych. W smaku mocna i cierpka nuta alkoholowa. Rozgrzewające. Bardzo dobrze zbalanso-wane smaki podstawowe z dominującym słodem w tle. Posmak jest goryczkowy i alkoholowy, ale nie jest nieprzyjemny. W sumie dobre piwo, tylko czy to Koźlak? A jeżeli tak, to pod jaką posta-cią? Moim zdaniem jest to po prostu bardzo mocny jasny Lager, który ma więcej wspólnego z alkoholem, niż
272 / 20 12e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl
KoźlakBrowar Amber (Polska)6,5% alk. obj., Ekstrakt 15,1%
Piana mocno zabarwiona w kolor piwa, tworzy się obficie, jednak jest średniotrwała. Samo piwo prezentuje się atrakcyjnie - ma ciemny brązo-woczerwony kolor i jest bardzo klarowne. W zapachu „na bogato!” - wychodzą bardzo silne aromaty karmelowe oraz słodowe. Te ostatnie przypominają swoim zapachem ciemne żytnie pieczywo. Ponadto zapach toffi , cukierków karmelowych oraz ciężki aromat suszonych owoców: moreli, fi gi. W smaku przede wszystkim silne aromaty karmelowe oraz mocny udział goryczki, która po zbalansowaniu podwyższonej kwaśności ma duży udział w fi niszu. Goryczka i kwaśność sprawiają wrażenie cierpkości, a samo piwo wrażenie pełnego i sycącego. Nasycenie na poziomie lekko powyżej oczekiwanego. Piwo na pewno ma rzesze zwolenników, jednak jest przekombinowane karmelem i trochę ucieka poza styl.
Conelius KoźlakBrowar Sulimar (Polska)6,5% alk. obj., Ekstrakt 16,5%
Piwo w kolorze miedzianym, ciemnoczerwonym. Klarowne. Zabarwiona w kolor jasnobeżowy piana tworzy się obfi cie. Mimo, że struktura pęcherzyków jest drobna, to nie wpływa pozytywnie na jej trwałość - po 2 minutach piana zanika prawie całkowicie. W zapachu natarczywie karmelowe. Wyczuwalny jest też intensywny zapach suszu owocowego. W smaku również bogate! Mocno słodkie i równie kwaśne. Niby te dwa smaki są zbalansowane, ale nie tylko o to chodzi. Goryczka zbyt niska, jest lekko ostra - nie balansuje poprzednich dwóch smaków. Ponownie do nosa dochodzą aromaty cukierniczego karmelu, słodu oraz dodatkowo miodowo-winnych akcentów. Ogólnie rzecz ujmując, piwo jest pełne i nawet ciekawe, ale nie jest w stylu Koźlaka. Brak jest bowiem typowych, czystych nut słodowych i jest wyraźny nadmiar karmelu. Zapewne trunek ma wielu miłośników z segmentu piw aromatyzowanych i dla-tego gdyby było oceniane jako takie, to dostałoby niewątpliwie wysokie noty.
Adler BockBrowar Švyturys (Litwa)Alk. 7,0% obj.
Ma intensywny słodowy aromat. W smaku również głęboko słodowe z odrobiną nuty kwiatowej. Wrażenie obecności miodu może stanowić o utlenieniu lub o postępujących procesach starzenia. Goryczka obecna, jednak niewielka i szybko zanika. Jej udział w fi niszu jest śladowy i ogranicza się do zalegających drobin w przełyku. Nieźle zbalansowany i ciekawy - smakowo mocny Lager. Można by go zakwalifi kować jako jasnego koźlaka, jednak wówczas pasowałoby mu podnieść poziom goryczki.
KoźlakBrowar Krajan (Polska)6,0% alk. obj., Ekstrakt 14,0%
Piwo w kolorze ciemnoczerwonym jest klarowne i tworzy średnioobfi tą pianę. Piana jest dość jasna i wyraźnie zabarwiona w karmelowy odcień. Nie jest jednak wystarczająco trwała. W aromacie czujemy cięższe nuty suszu owocowego, słodu i karmelu. Brak aromatu chmielowego i silnych nut estrowych jest pozytywną cechą tego piwa. W smaku lepiej jest wyeksponowany charakter słodowy, a karmel nie narzuca się swoją obecnością. Smaki podstawowe na niskich poziomach nie powodują wrażenia pełni. Poprawia to jednak pijalność, którą można porównać do lekkich, jasnych piw. Goryczka jest niewielka podobnie jak pozostała słodycz, za to kwaśność nieznacznie podwyższona. Piwo jest porządnie odfermentowane. Generalnie jest to dobrze skomponowane piwo, jednak mało treściwe. Gdyby podnieść ekstrakt początkowy, na pewno zyskałoby więcej „ciała” i charakteru.
28 e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl2 / 20 12
b r o w a r n i c t w o
k o ź l a k i

30 e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl2 / 20 12
b r o w a r n i c t w o
Co jest więc narodowym
trunkiem Irlandii? Whiskey
i stout. Niektórzy napisaliby pewnie
whiskey i Guinness, bo dla wielu jest
on synonimem dry stouta. Jednak
sprowadzanie stouta jedynie do jego
wytrawnej odmiany jest wielkim zu-
bożeniem piwnego świata.
Stout wywodzi się w prostej linii z
porteru. Samo słowo stout możemy
przetłumaczyć jako tęgi(e), krzepki(e).
Kiedyś tym mianem określano każde
mocniejsze piwo. Wraz z rewolucją
przemysłową i sukcesem porteru,
pojawił się stout porter, czyli po pro-
stu mocniejsza wersja tego pierwszego.
Większość browarów warzących porter
miała w ofercie również stout porter. Tak
samo było w przypadku Guinnessa.
Po II wojnie światowej porter właściwie
wymarł, ale pozostał stout. Z tym, że
nie był już mocnym piwem. Co więcej,
przez różne koleje historii powstało wiele
odmian stouta, które łączy właściwie tylko
czarny, niemal nieprzejrzysty kolor oraz
wyraźne posmaki palone pochodzące
z dodatku palonego jęczmienia. Zasad-
niczo wspólna powinna być również
górna fermentacja, choć są od tej reguły
nieliczne wyjątki.
Tomasz Kopyra
StoutZ każdym rokiem w Polsce coraz huczniej obchodzone jest narodowe święto Irlandczyków, a więc dzień św. Patryka. Niestety w naszym kraju trunkiem, który wiąże się z tą okazją jest piwo koloru zielonego. Zwyczaj ten przywędrował najprawdopodobniej zza Oceanu, tyle że tam na zielono barwi się rzeki. Tak czy owak rodowity Irlandczyk zielonego piwa nie bierze do ust.
s t ou t y

312 / 20 12e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl
Żeby uzyskać stouta owsia-
nego, wystarczy ¼ słodu pale ale
zastąpić płatkami owsianymi. Milk
stout – pod koniec gotowania dodajemy
laktozy, tyle aby podbiła nam ekstrakt
początkowy o jakieś 2° Plato. W bardzo
prosty sposób możemy więc uwa-
rzyć trzy bardzo ciekawe piwa.
Tymczasem przykłady browarów
restauracyjnych, które uwarzyły stouta
można policzyć na palcach jednej ręki.
Zaś dużo trudniejsze pszeniczne czy
marcowe można spotkać w każdym
jednym takim przybytku. Podobnie
w przypadku browarów regionalnych stout
nie cieszy się popularnością. Myślę, że to
głębokie przekonanie naszych browarni-
ków, że Polak tego nie kupi. Moim zdaniem
równie błędne co to, iż polski konsument
preferuje mocne piwa, nie lubi goryczki,
a szczytem innowacji jest dla niego
kolejny aromatyzowany lager. Sukces
Guinnessa na całym świecie dowodzi,
że stout może się bardzo dobrze sprze-
dawać. Liczę na to, że polskie browary
odważniej sięgną po te wdzięczne style.
Z największym utęsknieniem oczekuję
pierwszego polskiego rosyjskiego stouta
imperialnego.
Stout to nie tylko Guinnessdry stout – czyli stout wytrawny. Naj-
popularniejszy styl z rodziny stoutów,
kiedy myślimy o Guinnessie mamy na
myśli właśnie to piwo. Jest to piwo dość
lekkie, od 9 do 12° Plato. W pubach do
jego wypychania zamiast CO2 używa
się mieszanki azotu i CO2. W sklepach
można zakupić stouta w puszce, który
w środku zawiera mały pojemniczek z
azotem. Azot sprawia, że piana która
powstaje na piwie jest niesamowicie
kremowa, drobna, gęsta i trwała –
często pozostaje na dnie po całkowitym
opróżnieniu szklanki. Jednocześnie
piwo z dodatkiem azotu smakuje
jakby w ogóle nie było nasycone, co
a sprawa polskapolskaJak uwarzyć stouta
Stout to jeden z najprostszych piw
do uwarzenia. Zawsze polecam go
początkującym piwowarom domowym.
Zasyp jest banalny – bazę stanowi słód
pale ale, a za paloność i ciemną, niemal
nieprzeniknioną barwę odpowiada
palone zboże. Zwykle jest to palony
niesłodowany jęczmień – głównie
dlatego, że jest najtańszy. Równie
dobre efekty można osiągnąć stosując
palone ziarna pszenicy, owsa czy żyta.
Podobnie jak palone słody np. black
patent lub Carafa. W zasypie palone
ziarno powinno stanowić 5-10%.
Zacieranie również nie sprawia
żadnych problemów. Słody jasne
zacierane są infuzyjnie, a więc spę-
dzają godzinę w wodzie o temp.
64-66°C. Pod koniec zacierania
dodaje się słody palone. Wystarczy
5-10 minut, aby bursztynowy zacier
przemienić w czarny i nieprzejrzysty.
Chmielenie tylko dla goryczki – można
zastosować angielskie odmiany jak
Challanger czy East Kent Golding,
ale równie dobre efekty daje na-
sza swojska Marynka. Fermentacja
w temp. 18°C i voilà mamy dry stouta.
można policzyć na palcach jednej ręki.
Stout to nie tylko
Żeby uzyskać stouta owsia-
nego, wystarczy ¼ słodu pale ale
zastąpić płatkami owsianymi. Milk
stout – pod koniec gotowania dodajemy
laktozy, tyle aby podbiła nam ekstrakt
początkowy o jakieś 2° Plato. W bardzo
prosty sposób możemy więc uwa-
rzyć trzy bardzo ciekawe piwa.
Tymczasem przykłady browarów
restauracyjnych, które uwarzyły stouta
można policzyć na palcach jednej ręki.
a sprawa a sprawa
Żeby uzyskać stouta owsia-
nego, wystarczy ¼ słodu pale ale
zastąpić płatkami owsianymi. Milk
stout – pod koniec gotowania dodajemy
laktozy, tyle aby podbiła nam ekstrakt
początkowy o jakieś 2° Plato. W bardzo
prosty sposób możemy więc uwa-
rzyć trzy bardzo ciekawe piwa.
Tymczasem przykłady browarów
restauracyjnych, które uwarzyły stouta
można policzyć na palcach jednej ręki.

32 2 / 20 12
b r o w a r n i c t w o
e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl
nieprzyzwyczajonemu konsumento-
wi jawi się jako wodnistość, pustka
w smaku. Tymczasem dry stout to piwo
do wielogodzinnego przesiadywania
w pubie. Za sprawą niezbyt wysokiej za-
wartości alkoholu i niskiego nasycenia,
nawet po kilku pintach można zachować
trzeźwość umysłu i nie czuć się pełnym.
Dry stout powinien mieć wyraźną nutę
paloną i intensywną goryczkę, która
co prawda nie jest obiektywnie bardzo
wysoka, ale ze względu na wytrawność
jest na pierwszym planie.
oatmeal stout – czyli stout owsiany.
Dodatek owsa, zwykle w postaci płat-
ków, (oatmeal po angielsku to owsianka)
sprawia że piwo to jest kremowe,
aksamitne, lepkie i nieco bardziej słod-
kie od dry stouta. Przeciętnie jest też
mocniejsze, pomimo tego jest podobnie
goryczkowe, co sprawia wrażenie picia
zimnej, gorzkiej czekolady.
milk stout – czyli stout mleczny. Bazę
stanowi stout owsiany lub wytrawny,
a wyjątkowość tego piwa polega na
dodatku cukru mlecznego czyli laktozy.
Pierwotnie w Anglii używano nazwy
milk stout lub cream stout (czyli stout
śmietankowy), polecano go też matkom
karmiącym jako korzystnie wpływający
na laktację. Z tego powodu, aby walczyć
z piciem alkoholu przez kobiety w ciąży
i karmiące, zakazano stosowania tych
nazw i obecnie styl ten określa się na
Wyspach Brytyjskich mianem sweet
stouta, czyli po prostu słodkiego stouta.
Zwykle jest znacznie mniej gorzki niż
dry stout, bardziej treściwy, aksamitny
i słodszy.
foreign extra stout – czyli stout
eksportowy. Mocniejsza wersja skie-
rowana na rynki kolonii brytyjskich
w krajach tropikalnych. Dlatego też
czasami zwany jest też tropikalnym
stoutem. Jest to bardziej ekstraktywna
wersja stouta (14-18° Plato) ze względu
na wyższy ekstrakt końcowy zwykle
charakteryzuje się również wyższą
goryczką.
russian imperial stout – czyli ro-
syjski stout imperialny. Według prze-
kazów było to bardzo mocne piwo,
które dostarczano na carski dwór
w Rosji. Piwo to dało początek na-
szemu porterowi bałtyckiemu, kiedy
zmieniono rodzaj fermentacji z górnej
na dolną. Za sprawą rewolucji piw-
nej święci swoje największe tryumfy.
W różnych zestawieniach najlepszych
piw na świecie układanych przez
piwnych pasjonatów piwa w tym
stylu, w skrócie określane jako RIS
zwykle okupują pierwsze miejsca.
Jest bardzo mocne, zwykle o eks-
trakcie powyżej 20° Plato, górną
granicę określa fantazja piwowara
i możliwości drożdży. Zawar tość
alkoholu często grubo przekracza
10%, piwo jest gęste, intensywne,
bardzo gorzkie i równie często bardzo
słodkie. Po prostu wielkie.
Stout po polskuStout - Browarmia Królewska
– jeden z niewielu stoutów z polskich
browarów restauracyjnych. Zdecy-
dowanie po słodkiej stronie. Oprócz
Browarmii stout warzony był w Browa-
rze Tumskim w Płocku i w browarze
Grodzka 15 z Lublina.
Stout - Browar Południe – nie-
ortodoksyjny, bo dolnofermentacyjny,
jednak całk iem niezły poza tym
przedstawiciel dry stouta. Receptura
dr Andrzeja Sadownika, odziedziczona
po Browarze GAB.
s t ou t y
Jeżeli komuś dziwna wyda się odmiana wyrazu porter, to należy sobie uświadomić, że wyraz ten odmieniamy tak samo
jak wyrazy kefir czy jogurt.
A zatem napiłbym się kefiru/jogurtu/porteru. Niestety coraz rzadziej można spotkać tę odmianę, która występowała w języku polskim od końca XIX wieku. Chcąc ją popularyzować konsekwentnie stosuję ją mimo, że za pierwszym razem zwykle brzmi ona archaicznie. Ale to kwestia przyzwyczajenia, a mając w pamięci piwowarski skarb Polski, jakim jest porter bałtycki, upowszechnianie tej prawidłowej odmiany wydaje się warte kruszenia kopii.

Flottweg Polska Daniel Olszewski • ul. Pelplińska 8b • 01-683 Warszawa • Tel.: 0048 22 732 22 30 • Fax: 0048 22 751 47 [email protected] • [email protected] • www.flottweg.com
SEPARATORY DO PIWAdla zachowania stałej
wysokiej jakości• Wydłużenie okresu trwałości użytkowej filtru- niższe zużycie ziemi okrzemkowej
- zoptymalizowane przebiegi produkcyjne- niższy ubytek piwa
• Nastawianie zmętnienia• Klarowanie młodego piwa
• Pierwszy stopień do filtracji piwa bez ziemi okrzemkowej
Zawiercie Czekoladowe – Browar
na Jurze – bardzo dobry przykład
wytrawnego, wyraźnie goryczkowego
stouta. Niestety nazwa kompletnie
chybiona. Piwo co prawda ma wyraźne
nuty czekoladowe, ale w polskich
realiach taka nazwa kojarzy się z piwem
aromatyzowanym. Miłośnik Guinnessa
nawet nie popatrzy w jego stronę,
a amator piw aromatyzowanych będzie
zaszokowany intensywną goryczką
i takimż palonym smakiem.
Wesołych Świąt – PINTA – piwo
również warzone w Browarze na Jurze
w Zawierciu, jednak za recepturę
i wykonanie odpowiada ekipa projektu
PINTA. Piwo w stylu stout owsiany,
bardzo dobre, kremowe, aksamitne,
wyraźnie czekoladowe. Wesołych
Świąt miało swoją premierę w grudniu,
stąd niekonwencjonalna nazwa. Nowa
warka będzie nosiła równie oryginalną
nazwę – Dobry wieczór.
Stout Ciechanowski – Browar
C i e c h a n – n i e s te t y n i e u d a n a
interpretacja stylu. Zbyt jasne, za
niska goryczka, za mało akcentów
palonych. Wygląda jakby piwowar
przestraszył się, że czarnego, gorzkie-
go, wytrawnego piwa nikt nie będzie
chciał pić. Ostrożnie sypnięto chmielu
i tak samo palonego jęczmienia. Tym-
czasem stout mimo swojej wysokiej
pijalności jest jednocześnie piwem
zdecydowanym, charakterystycznym.
W przypadku Stouta Ciechanowskiego
tego charakteru po prostu brak.
reklama
Stout to jeden z najprostszych piw do uwarzenia. Zawsze polecam go początkującym piwowarom domowym. Zasyp jest banalny – bazę stanowi słód pale ale, a za paloność i ciemną, niemal nieprzeniknioną barwę odpowiada palone zboże. Zwykle palony jest niesłodowany jęczmień – głównie dlatego, że jest najtańszy

ięcew j z d ję ć n a w w w . a p b i z n e s l . p
Obniżanie kosztów – relacja ze spotkania w Krynicy
Już po raz drugi spotkali się specjaliści, głównie z działów utrzymania ruchu zakładów spożywczych, aby podyskutować o optymalizacji kosztów. Tym razem spotkanie odbyło się w Krynicy a gościli nas niezmiernie kompetentni i serdeczni pracownicy rozlewni w Tyliczu, należącej do Coca-Cola HBC Polska. Uczestnicy obrad mieli okazję zwiedzić również zakład produkcyjny i „od podszewki” obejrzeć jak produkuje się „Kroplę Beskidu”
e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl2 / 20 1234
masz yny i ur z ądzenia
u t r z y m an i e r uchu
Nad całością obrad czuwał profesor
Stanisław Borkowski z Politechniki
Częstochowskiej, twórca teorii toyota-
ryzmu. Profesor wygłosił także wykład
inauguracyjny pod tytułem „Toyotaryzm.
Redukcja kosztów eksploatacji maszyn
i utrzymania procesów”. O efektyw-
nym zarządzaniu majątkiem firmy
w systemie IFS Applications opowiedział
zebranym Marcin Kusek z IFS Poland.
Bardzo ciekawą prelekcję przygotowali
także Tomasz Duś oraz Rafał Gałosz
z Browaru w Tychach, którzy opowie-
dzieli zebranym o analizach olejowych
w przewidywaniowym utrzymaniu
ruchu.
Założen iem konfe renc j i by ła
aktywna wymiana doświadczeń po-
między kadra techniczna zakładów
produkcyjnych, stąd wiele refera-
tów przygotowanych właśnie przez
praktyków, przedstawicieli zakładów
produkcyjnych. Kamil Ciepiela z Nutricia
Zakłady Produkcyjne w Opolu przygoto-
wał wystąpienie dotyczące diagnostyki:
kamer termowizyjnych, odwadniaczy
i wycieków sprężonego powietrza,
Krzysztof Nowak ze Słodowni Soufl ett
mówił o diagnostyce technicznej na
przykładzie słodowni, natomiast Artur
Janusz ZakrętaAGROindustry

Obniżanie kosztów – relacja ze spotkania w Krynicy
www.apbiznes.pl
e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl 352 / 20 12
Zebrani mieli okazję wysłuchać
także referatu dot. gospodarki mediami
technologicznymi oraz wziąć udział
w warsztacie SMED w Total Productive
Maintenance.
W wiosennym słońcu odbyła się
techniczna wycieczka do rozlewni
w Tyliczu. Można było pytać o każdą
techniczną kwestię. Krzysztof Rudnicki,
dyrektor zakładu Coca-Cola HBC
w Tyliczu osobiście oprowadzał Gości
po zakładzie.
Dziękujemy za dobry nastrój i liczne
przybycie.
Do zobaczenia za rok, na trzeciej
już edycji „Jak obniżać koszty remon-
tów i utrzymania systemów produkcji
w zakładach spożywczych”. Szcze-
góły, materiały, zapowiedzi i fotore-
lacje znajdziecie Panstwo na stronie
Jeżak (Coca-Cola HBC Polska) podjął
temat projektów oszczędzania energii
w zakładzie w Tyliczu. A automaty-
ce przemysłowej mówił Grzegorz
Karwowski z fi rmy Sick, natomiast.
Marek Bąkowski z NSK Polska
skupił się na temacie łożysk. Daniel
Duda z SEW Eurodrive z kolei zwracał
uwagę zebranych na energooszczędne
rozwiązania napędowe.

Czy ser w czerwonym worku jest dobry?
W latach osiemdziesiątych pojawi-
ła się technologia pakowania sera żół-
tego w worki – forma bardzo wygodna
dla producenta, zabezpieczająca
przed pleśnieniem, niepowodująca
utraty wagi. Ale nie bez konsekwencji
d la smaku produk tu. Smak sera
z worka jest mniej wyrazisty, przez
co zacierają s ię różnice między
gatunkami. Ale od 20 lat kupujemy te
wyroby i wszyscy zdążyliśmy się do
tego przyzwyczaić. Takie sery mogą
z powodzeniem służyć zaspokojeniu
głodu – nie psują smaku ketchupu
i dostarczają taniego białka.
To dlaczego postanowiliście produkować sery długodojrzewające?
Ktoś to musiał w końcu zrobić.
Na rynku sera w Polsce, w przeci-
Wszystkoco chcieliście wiedzieć
o serzea baliście się zapytać
W co jest zapakowany żółty ser? Wiadomo, w czerwoną folię. Przecież każdy to wie! Okazuje się że niewiele wiemy o serze. O serowych smakach i procesie produkcji sera przez duże „S” rozmawiamy z Edwardem Bajko, prezesem mleczarni Spomlek, która produkuje sery długodojrzewające.
Spółdzielcza Mleczarnia SPOMLEK z Radzynia Podlaskiego jest jednym
z największych polskich producentów sera żółtego typu holenderskiego i szwajcarskiego.
Ponad 1/4 wyprodukowanych tutaj serów znajduje odbiorców poza granicami Polski.
Spółdzielnia znana jest przede wszystkim jako producent specjalizujący się w wytwarzaniu
serów szlachetnych, wprowadzający na polski rynek nowe gatunki. Jako pierwsza w Polsce
zaoferowała ser z oczkami (Radamer) oraz ser długodojrzewający (Bursztyn). Oprócz
kilku gatunków serów żółtych, produkuje też artykuły proszkowane (m. in. mleko, maślankę, śmietankę, serwatkę), masło
i serki twarogowe do smarowania. Są one wytwarzane w czterech lokalizacjach:
w głównym zakładzie produkcyjnym w Radzyniu Podlaskim, w oddziałach
w Parczewie i Młynarach (okolice Elbląga) praz w dzierżawionej mleczarni „Ostrowia”
w Ostrowi Mazowieckiej.
SM SPOMLEK to ponad 100 lat tradycji spółdzielczości na ziemiach Polesia. Obecnie
należy do ponad 1700 udziałowców, wśród których ponad 1200 osób to rolnicy indywidu-
alni - dostawcy, a ponad 500 to pracownicy spółdzielni. Rocznie przerabia ponad 190 mln
litrów mleka krowiego.
mlec z a r s t w o
36 e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl2 / 20 12
r ozmowa
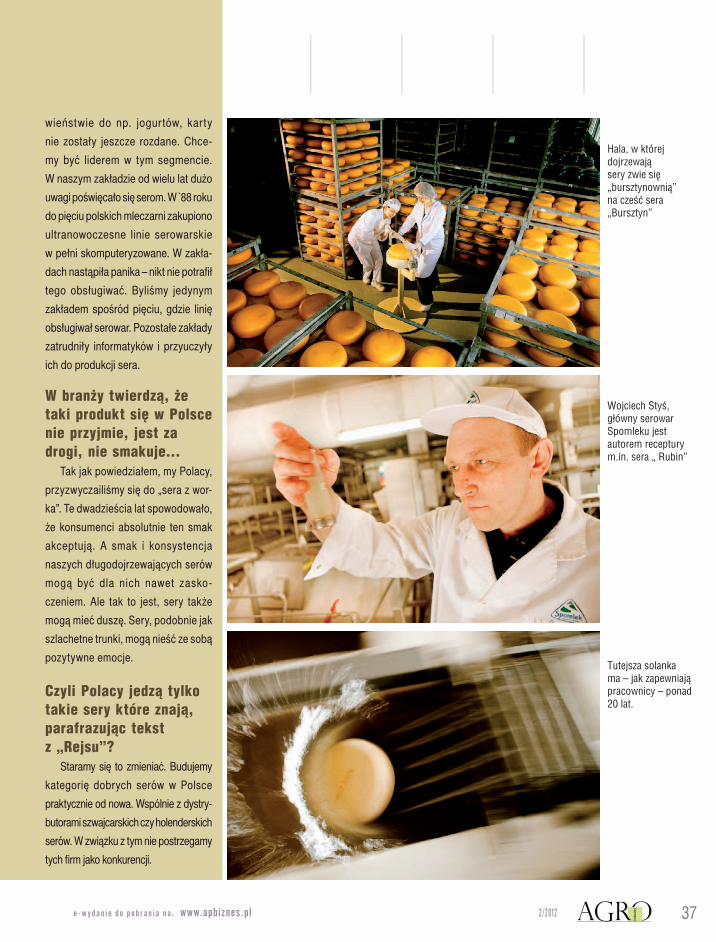
wieństwie do np. jogurtów, karty
nie zostały jeszcze rozdane. Chce-
my być liderem w tym segmencie.
W naszym zakładzie od wielu lat dużo
uwagi poświęcało się serom. W ̀ 88 roku
do pięciu polskich mleczarni zakupiono
ultranowoczesne linie serowarskie
w pełni skomputeryzowane. W zakła-
dach nastąpiła panika – nikt nie potrafi ł
tego obsługiwać. Byliśmy jedynym
zakładem spośród pięciu, gdzie linię
obsługiwał serowar. Pozostałe zakłady
zatrudniły informatyków i przyuczyły
ich do produkcji sera.
W branży twierdzą, że taki produkt się w Polsce nie przyjmie, jest za drogi, nie smakuje…
Tak jak powiedziałem, my Polacy,
przyzwyczailiśmy się do „sera z wor-
ka”. Te dwadzieścia lat spowodowało,
że konsumenci absolutnie ten smak
akceptują. A smak i konsystencja
naszych długodojrzewających serów
mogą być dla nich nawet zasko-
czeniem. Ale tak to jest, sery także
mogą mieć duszę. Sery, podobnie jak
szlachetne trunki, mogą nieść ze sobą
pozytywne emocje.
Czyli Polacy jedzą tylko takie sery które znają, parafrazując tekst z „Rejsu”?
Staramy się to zmieniać. Budujemy
kategorię dobrych serów w Polsce
praktycznie od nowa. Wspólnie z dystry-
butorami szwajcarskich czy holenderskich
serów. W związku z tym nie postrzegamy
tych fi rm jako konkurencji.
Hala, w której dojrzewają sery zwie się „bursztynownią” na cześć sera „Bursztyn”
Wojciech Styś, główny serowar Spomleku jest autorem receptury m.in. sera „ Rubin”
Tutejsza solanka ma – jak zapewniają pracownicy – ponad 20 lat.
e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl 372 / 20 12
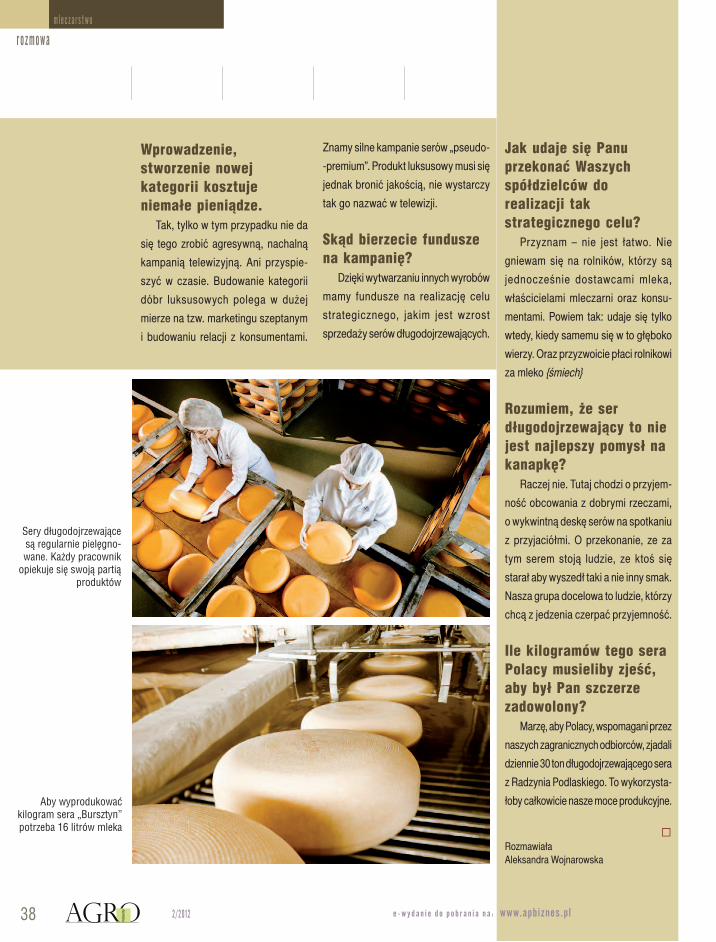
Wprowadzenie, stworzenie nowej kategorii kosztuje niemałe pieniądze.
Tak, tylko w tym przypadku nie da
się tego zrobić agresywną, nachalną
kampanią telewizyjną. Ani przyspie-
szyć w czasie. Budowanie kategorii
dóbr luksusowych polega w dużej
mierze na tzw. marketingu szeptanym
i budowaniu relacji z konsumentami.
Znamy silne kampanie serów „pseudo-
-premium”. Produkt luksusowy musi się
jednak bronić jakością, nie wystarczy
tak go nazwać w telewizji.
Skąd bierzecie fundusze na kampanię?
Dzięki wytwarzaniu innych wyrobów
mamy fundusze na realizację celu
strategicznego, jakim jest wzrost
sprzedaży serów długodojrzewających.
Jak udaje się Panu przekonać Waszych spółdzielców do realizacji tak strategicznego celu?
Przyznam – nie jest łatwo. Nie
gniewam się na rolników, którzy są
jednocześnie dostawcami mleka,
właścicielami mleczarni oraz konsu-
mentami. Powiem tak: udaje się tylko
wtedy, kiedy samemu się w to głęboko
wierzy. Oraz przyzwoicie płaci rolnikowi
za mleko {śmiech}
Rozumiem, że ser długodojrzewający to nie jest najlepszy pomysł na kanapkę?
Raczej nie. Tutaj chodzi o przyjem-
ność obcowania z dobrymi rzeczami,
o wykwintną deskę serów na spotkaniu
z przyjaciółmi. O przekonanie, ze za
tym serem stoją ludzie, ze ktoś się
starał aby wyszedł taki a nie inny smak.
Nasza grupa docelowa to ludzie, którzy
chcą z jedzenia czerpać przyjemność.
Ile kilogramów tego sera Polacy musieliby zjeść, aby był Pan szczerze zadowolony?
Marzę, aby Polacy, wspomagani przez
naszych zagranicznych odbiorców, zjadali
dziennie 30 ton długodojrzewającego sera
z Radzynia Podlaskiego. To wykorzysta-
łoby całkowicie nasze moce produkcyjne.
Rozmawiała Aleksandra Wojnarowska
Sery długodojrzewające są regularnie pielęgno-wane. Każdy pracownik
opiekuje się swoją partią produktów
Aby wyprodukować kilogram sera „Bursztyn” potrzeba 16 litrów mleka
mlec z a r s t w o
38 2 / 20 12
r ozmowa
e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl

mlec z a r s t w o
40 e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl2 / 20 12
Czy przemysł spożywczy jest innowacyjny?
Z pewnością jest oparty na po-
stępie, w każdej dziedzinie, zarówno
w mechanice, elektronice, informatyce,
we wszystkich gałęziach które dyna-
micznie się rozwijają. Polska stała się
wyjątkowo ciekawym miejscem, ma
doskonałe warunki do realizowania
wielu dziedzin. Pracowałem w prze-
myśle owocowo-warzywnym przez
15 lat i interesowały mnie granice zasię-
gu upraw. Polska jest poza zasięgiem
biologicznym (wyznaczonym przez bo-
taników) uprawy pomidora gruntowe-
go, jego północna granica ciągnie się
na Podkarpaciu. W groszku zielonym
z kolei Polska znajduje się na połu-
dniowej granicy, która przebiega mniej
więcej w połowie Polski. Jest to inna
roślina co do wymagań, również ilości
energii branej ze słońca. Jak widać
niemożliwe stało się możliwe, sukces
to podróż a nie miejsce przeznacze-
nia. Innowacyjność to nieustające
wyzwanie.
W jakim zakresie przyczyniacie się do wzrostu innowacyjności?
Aktualnie prowadzimy dwa inno-
wacyjne projekty. Jeden wiąże się
z podniesieniem zawartości białek
w żelatynie. Uruchamiamy w związku
z tym nową instalację na Białorusi.
Przyglądają się nam bacznie pol-
scy, ukraińscy i rosyjscy producenci.
To nie jest łatwy produkt do obróbki.
Rozruch instalacji wykazuje, że pracuje
zgodnie z założeniami projektowymi.
Drugi projekt wiąże się z rozwiązaniem
problemów nadmiernie obciążonych
ścieków mleczarskich. Proponujemy
rozwiązania, które na membranach
oczyszcza ścieki, rozdziela je na formę
płynną poniżej 100 ChZT, którą można
puścić do oczyszczalni oraz na formę
skondensowaną, która przeznaczona
jest do wywiezienia do biogazowi.
W pobliżu musi być oczywiście jakaś
biogazownia. Mleczarnia, która prze-
rabia 200-300 tys. litrów mleka będzie
miała 2-3 cysterny dziennie biomasy do
wywiezienia.
To rzeczywiście projekty,które nie kojarzą się z Alima-bis…
Zajmowaliśmy się do tej pory
głównie problemami związanymi
z mleczarstwem, zarówno w sferze
pozyskiwania mleka jak i technologii.
W tym roku przystępujemy do innych
Z Tadeuszem Łuczakiem, prezesem A-LIMA-BIS o jego mlecznej drodze do sukcesu rozmawia Aleksandra Wojnarowska
Sukces a nie miejsce przeznaczenia
to podróż
r o z mo w a
Po wielu latach pracy w przemyśle spożywczym odważyłem się i otworzyłem własną firmę. Naharowałem się nieźle ale dziś widzę, ze warto było podjąć wyzwanie – mówi Tadeusz Łuczak, prezes i jednocześnie właściciel firmy.
W Środzie Wielkopolskiej powstają instalacje, których miejsca przeznaczenia oddalone są o wiele tysięcy kilometrów. W firmie pracuje 110 osób.
Tadeusz Łuczak w zakładzie produkcyjnym A-LIMA-BIS w Środzie Wielkopolskiej
e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl 412 / 20 12
branż, szczególnie interesuje nas
przetwórstwo owocowo-warzywne
i browarnictwo.
W technologii membranowej jesteście wiodącą firmą w polskim mleczarstwie.
W techno log i i membranowej
zdominowaliśmy polski rynek, cho-
ciaż aktualnie 70% naszych obrotów
w tej dziedzinie stanowi już Rosja
i Białoruś.
Dlaczego tylko mleczarstwo? Przecież te technologie są wspólne dla wielu branż?
70-80% wszystk ich membran
sprzedawanych do przemysłu spożyw-
czego trafia do mleczarstwa właśnie.
Mleko posiada dużą gamę składników
o różnym ciężarze cząsteczkowym.
A cała technologia membranowa
opiera się na fizykochemii. Mleko jest
bardzo dobrym surowcem do tego typu
technologii, ponieważ posiada w swoim
składzie związki tj. sole mineralne,
cukier i różne białka bardzo różniące się
między sobą ciężarem cząsteczkowym
właśnie. Powstają też uboczne produkty
jego przetwarzania czyli np. serwatka.
Technologia membranowa jest tańsza
od innych technologii rozdziału, zagęsz-
czania czy uzdatniania, w związku z tym
szybko została zauważona.
Czy rozwiązania można dowolnie kopiować w innych branżach?
Instalacji z wykorzystaniem tech-
nologii membranowych nie można
wprost przenosić z jednej branży do
drugiej. Działania takie nie prowadzą
do sukcesu. Każda instalacja musi
być „szyta na miarę” w zależności od
surowca, końcowego produktu, celu,
warunków produkcji i wydajności.
D latego szukając rozwiązań dla
innych dziedzin przemysłu spożyw-
czego nie przenosi się ich wprost
z mleczarstwa.
Jako ciekawostkę mogę podać,
że bardzo ciekawym rozwiązaniem
z zastosowaniem technologii mem-
branowych jest np. produkcja piwa
bezalkoholowego. Również alkohol
etylowy można oddzielić na membra-
nach. Ten skoncentrowany alkohol
dodaje się później do innych piw, w celu
ich wzmocnienia.
Dziękuję za rozmowę.
Sukces a nie miejsce przeznaczenia

TECHMILK 2012
Euro-Pan od kilku lat jest wiernym uczestnikiem Techmilku. Na zdjęciu prezes Mieczysław Pankiewicz oraz Ryszard Gajos w trakcie prezentacji
Konferencja Techmilk 2012 zgromadziła, jak co roku potężną ilość przedstawicieli mleczarstwa oraz firm-dostawców maszyn i technologii. W spotkaniu uczestniczyło 160 mleczarzy oraz 170 przedstawicieli dostawców
Mocna ekipa z Lactalis Siemiatycze. Na zdjęciu Łukasz Arcimowicz oraz Sylwester Kalinowski
Czyżby właśnie nawiązywała się nowa przyjażń? Monika Szafran (DSM) oraz Małgorzata Milewska (Dr Oetker)
Krzysztof Skowroński (Tewes-Bis) odbiera podziękowania za wsparcie imprezy z rąk Władysława Kordana, prorektora UWM
Rzeczowa rozmowa o liniach rozlewniczych. Na zdjęciu Helmut Doliwa i Zofia Just (OSM Czarnków), Stanisław Marcinkowski (Veri-Service) oraz Stanisław Kwiatoń
Justyna Sobieska (Tewes-Bis) pełniła w tym roku rolę współorganizatora. Na zdjęciu w trakcie miłej pogawędki na tematy niezwiązane z branżą mleczarską
mlec z a r s t w o
42 e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl2 / 20 12
f o t o r e l a c j a
Uroczysty wieczór otwierają przedstawiciele sponsora (Tewes-Bis) i organizatora (Uniwersytet Warmińsko-Mazurski)
TECHMILK 2012
Prezesi ważnych zakładów oraz dostawcy technologii. Czy to spotkanie doprowadzi do jakiegoś kontraktu? Nigdy nie wiadomo…
Firma Culinar jest stałym bywalcem „mleczarskich” spotkań
Cezary Sejdak (OSM Łowicz) podczas sympatycznej rozmowy z Beatą Maczyszyn (AF Projekt)
Piękne przedstawicielki Brenntag, dystrybutora Saprony
3 kwietnia udziałowcy Raciborskiej Spółdzielni Mleczarskiej podjęli decyzję o sprzedaży zakładu nie-mieckiej fi rmie Zott. Niemiecki
producent posiada już w Polsce jeden zakład produkcyjny zlokalizowany w Opolu. Zott obiecuje rozwój zadłu-żonego na 7,5 mln zł za-kładu i kontynuowanie odbioru mleka od dotychczasowych dostawców.
Jednak kontrowersji wokół sprzedaży nie brakuje. Głos w spra-wie zabrał Waldemar Broś - prezes Krajowe-go Związku Spółdzielni Mleczarskich. Wyrazi ł zdziwienie i ubolewanie z powodu przejęcia mleczarni przez Zott. Podkreślił, że niezrozumiałym jest fakt, iż podmiot z wyrobioną marką i produktami wysokiej jakości potraf i to wszystko zaprzepaścić nieprzemyślanymi decyzjami wła-ścicielskimi. Broś ma żal również o to, że nikt z Raciborskiej Spółdzielni Mleczarskiej nie skontaktował się w tej sprawie ze związkiem. Prezes KZSM zaznaczył, że jeżeli musiało dojść do sprzedaży, to lepiej by kupiła to silna polska firma o dużo większych możliwościach niż Zott.
Jak donoszą lokalne media kontrower-sje budzi kwota za jaką Zott przejął majątek. Kupiec - jak wynika z nieofi -cjalnych informacji - zapłaci ok. 13,5 mln zł za fi rmę, zdaniem niektórych, wartą wiele więcej. Niestety prezes Raciborskiej Spółdzielni Mleczarskiej przestał odpowiadać na zapytania mediów - uzasadniając, ze są stronnicze i ich opinie negatywnie wpływają na sytuację mleczarni.
Informacja źródłowa: nowiny.pl
Co z Raciborskim Twarozkiem?.
e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl 432 / 20 12
kładu i kontynuowanie odbioru mleka od
Jednak kontrowersji wokół sprzedaży nie brakuje. Głos w spra-wie zabrał Waldemar Broś - prezes Krajowe-go Związku Spółdzielni Mleczarskich. Wyrazi ł zdziwienie i ubolewanie
żonego na 7,5 mln zł za-kładu i kontynuowanie odbioru mleka od
Jednak kontrowersji wokół sprzedaży nie brakuje. Głos w spra-wie zabrał Waldemar Broś - prezes Krajowe-go Związku Spółdzielni Mleczarskich. Wyrazi ł

Oczyszczanie ścieków i racjonalna
gospodarka mediami – to dwa główne
zagadnienia, którym poświęcona była
druga edycja konferencji „Energia-
-Woda-Środowisko w Przemyśle
Spożywczym”. Spotkanie odbywa
się raz w roku, w styczniu i gromadzi
specjalistów z różnych gałęzi przemysłu
spożywczego. Ogromną zaletą tych
spotkań jest wymiana doświadczeń
pomiędzy specjalistami, naukowcami
i praktykami. Dodatkową atrakcją jest
wycieczka techniczna obejmująca
zwiedzanie zakładu produkcyjnego. Janusz ZakrętaAGROindustry
ięcew j z d ję ć n a w w w . a p b i z n e s l . p
44 e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl2 / 20 12
m lec z a r s t w o
r e l a c j a
w przemyśle spożywczymO mediach
Helmut Doliwa, prezes OSM Czarnków odbiera podziękowania z rąk Aleksan-dry Wojnarowskiej, redaktor naczelnej AGROindustry. Na drugim planie Zofia Just, wiceprezes OSM Czarnków

W tym roku była to nowoczesna in-
stalacja beztlenowego oczyszczania
ścieków mleczarskich pracująca w OSM
Czarnków w zakładzie w Chodzieży.
Rolę Gospodarza obrad tego-
rocznej konferencji pełniła Okręgowa
Spółdzielnia Mleczarska w Czarnkowie,
a spółdzielnię reprezentowali: Helmut
Doliwa – prezes oraz Zofia Just –
wiceprezes.
Nowoczesnym metodom zarzą-
dzania zakładem produkcyjnym
poświęcił swoją prezentację Marcin
Kusek z IFS Poland. Natomiast referaty
o technologiach przygotowania wody
zaprezentowali: Jacek Grzech (Eu-
rowater) oraz Piotr Baran (Marcor).
Zaawansowane technologie oczysz-
czania ścieków to temat podjęty przez
szereg referentów. Temat modernizacji
oczyszczalni ścieków w drożdżowni
z wykorzystaniem deamonifikacji i pro-
cesów beztlenowych omówił Ireneusz
Plichta z Pro-Eko, nowoczesne systemy
MBR -Maciej Pietraszek z PPeko.
Bioreaktorami membranowymi zajęła
się także Ewa Puszczało z Politechniki
Śląskiej. Wybrane aplikacje z zakresu
oczyszczania ścieków przedstawili:
Bogusław Buczak (Veolia Water),
Agnieszka Stacha-Elsner (Wehrle),
rekl
ama
Klaudiusz Nowacki (Hach Lange) oraz
Grzegorz Warsztocki (Omc Envag).
Doświadczeniami w pracy reaktorów
beztlenowych dzielili się kolejno:
Tomasz Tłustochowicz (Climbex), Paweł
Kotulski i Tomasz Fortuński (Enviro Che-
mia), Michał Łupiński (Cargill Polska)
oraz Helmut Doliwa (OSM Czarnków)
Tematykę osadów i odpadów
produkcyjnych podjęły panie Maria
Dembowska ( Vinpol Toruń) oraz
Aleksandra Wiśniewska (AF Projects),
natomiast kwestię samego finanso-
wania inwestycji panowie Wiesław
Wasilewski (BigPol) oraz Jerzy Piszczek
(Polseff).
Ożywione dyskusje świadczyły,
ze podejmowana tematyka nie tylko
jest aktualna, ale wzbudza też emocje
ze względu na kontrowersje i spory
dotyczące stosowanych rozwiązań i ich
rzeczywistej skuteczności.
Dziękujemy wszystkim uczestnikom
za aktywny udział w konferencji i miłą
atmosferę podczas spotkania.
Już dziś zapraszamy na III edycję
konferencji „Energia- Woda-Środowi-
sko”, która na stałe weszła do kalen-
darza spotkań branżowych przemysłu
spożywczego.
Do zobaczenia za rok.
e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl
w przemyśle spożywczym
mlec z a r s t w o
46 e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl2 / 20 12
Podstawą sukcesu jest silna mar-
ka, znaczące były także poczynione
inwestycje, z których najważniejsze to:
• otwarcie fabryki produktów fermen-
towanych
Wprowadzona z sukcesem w 2008
roku linia jogurtów pitnych pod
nazwą POLSKIE notuje z roku na
rok dynamiczny rozwój, i co roku jest
wzbogacana o nowe rozwiązania
technologiczne, np. w roku 2009
obok gramatury 200 g i 250 g
wprowadzono gramaturę 400 g,
w 2010 roku jogurty o egzotycznych
smakach, a w 2011 nową linię
produktową MENU B o zerowej
zawartości tłuszczu.
W związku z dynamicznym rozwojem
tej kategorii produktów zadecydo-
wano o dalszych inwestycjach w za-
kresie produktów fermentowanych,
które zaowocowały uruchomieniem
nowej fabryki produktów fermento-
wanych, obejmującej rozbudowę
budynku produkcyjnego i budowę
Adrianna Sapińska
Kierownik Działu Marketingu
SM MLEKOVITA
Co roku bijemy własne rekordy działalaności biznesowejczyli rok 2011 w SM Mlekovita
Rok 2011 zamknął się przychodami w wysokości 2 910 117 tys. zł., co stanowi aż 16% wzrostu w porównaniu z rokiem 2010, gdzie uzyskano przychody 2 507 815 tys. zł. Dla przypomnienia, przychody roku 2009 zamknęły się wynikiem 1 899 487 tys. zł., przy 21% dynamice v/s roku 2008.
magazynu chłodniczego z instalacją
tunelu chłodniczego do szybkiego
schładzania produktów.
W nowym obiekcie zamontowano
część procesową - nowoczesną
fermentownię składającą s ię
z układu przygotowania surowca,
mieszania z dodatkami, pastery-
zacji, homogenizacji, zbiorników
fermentacyjnych, układu termizacji,
układu chłodzenia, układu buforo-
wania produktów oraz dozowania
dodatków smakowych oraz część
pakującą.
i n w e s t y c j e

e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl 472 / 20 12
Instalacja procesowa przygotowana
jest do wytwarzania codziennie 120
ton produktów fermentowanych.
Część pakująca obejmuje maszynę
pakującą napełniająco-zgrzewającą
kubki z pakerem w tacki i sztaplarkę
o wydajności do 20 tys. sztuk kub-
ków na godzinę. Wartość inwestycji
wyniosła ok. 22 mln PLN i została
sfi nansowana ze środków własnych.
Ważny jest także aspekt społeczny,
gdyż utworzono nowe miejsca
pracy.
• Uruchomienie ósmej linii do konfek-
cjonowania w fabryce konfekcjono-
wania sera
Jest to specjalistyczna linia służąca
do konfekcjonowania sera w wiórki
różnej wielkości oraz tzw. kostkę,
wyposażona w wagę oraz część
pakującą w torebki o gramaturach
odpowiednich zarówno dla klientów
detalicznych jak również segmentu
HoReCa – głównie pizzerii. Umoż-
liwia wiórkowanie i kostkowanie:
serów twardych, serów Mozza-
rella oraz innych gatunków serów
twardych dojrzewających typu
holenderskiego i szwajcarskiego.
Linia posiada funkcje samodziel-
nego pakowania poszczególnych
gatunków serów oraz ich mieszania
w ustalonych proporcjach i konfi -
Dzięki nowej inwestycji możliwe
jest wiórkowanie i kostkowanie
10 ton sera dziennie, co zwiększyło
dotychczasowe zdolności fabryki do
150 ton na dobę, natomiast w ciągu
najbliższego roku planowane jest
konfekcjonowanie 240 ton na dobę,
co z kolei będzie możliwe dzięki
planowanemu już w najbliższym
czasie uruchomieniu kolejnej linii
do plastrowania sera.
• Uruchomienie elektrociepłowni
gazowej
Elektrociepłownia gazowa produku-
je w technologii wysokosprawnej koge-
guracjach. Linia do wiórkowania
i kostkowania kosztowała ponad
4 mln PLN.
Dz i ś fab r yka ob e jmu je ha lę
p rodukcy jno – maga z ynową
o powierzchni uży tkowej ok .
10 tys. m ², wyposażoną w osiem
kompletnych linii produkcyjnych
d o k o n f e k c j o n o w a n i a s e r a
(5 w plastry, 2 w kawałki, 1 w wiórki
i kostkę), dwie nowoczesne dojrze-
walnie sera z kontrolą temperatury
środowiska dojrzewania sera, oraz
hale magazynowe i pomieszczenia
socjalne.
Co roku bijemy własne rekordy działalaności biznesowejczyli rok 2011 w SM Mlekovita
Udziały MLEKOVITY wraz z podmiotami zależnymi w rynku serów twardych dojrzewają-cych stanowią obecnie ponad 35%

mlec z a r s t w o
e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl48 2 / 20 12
neracji 1,6 MW prądu elektrycznego
oraz ciepło w postaci gorącej wody
i pary technologicznej o ciśnieniu
4 bar. Nowoczesna technologia
produkcj i energi i przyczynia s ię
do redukcji CO2, gdyż klasyczne
elek trownie uzyskują sprawność
ogólną poniżej 40%. Nowa elektrocie-
płownia wyposażona jest w unikatowy
system kondensacji spalin, dzięki
czemu uzyskuje sprawność ogólną
na poziomie 102% co czyni ją najbar-
dziej sprawnym tego typu obiektem
w Polsce. Wartość inwestycji wyniosła
ok. 6,5 mln PLN.
Rozbudowa struktury grupy
Włączyliśmy do naszej struktury
Obrzańską Spółdzielnię Mleczarską
i tym samym pozyskaliśmy dwa nowe
zakłady produkcyjne w Kościanie
i Pyrzycach. Dołączyła też do nas
OSM w Suszu. W związku z włą-
czeniem w struktury firmy Mlekovita
zakładów w Kościanie i w Suszu
wprowadzono do sprzedaży asorty-
ment produktów wytwarzany przez
te zakłady, przez oddział w Kościanie
- galanterią mleczarską w postaci
wyrobów UHT i świeżych, a przez
oddział w Suszu – ser Salami.
Po d c z a s Wa ln e g o Ze b r a n ia
członkowie spółdzielni wybrali Radę
Nadzorczą oraz jednogłośnie udzielili
absolutorium na kolejny rok działal-
ności Prezesowi Zarządu Dariuszowi
Sapińskiemu.
MLEKOVITA to największa mle-
czarska grupa w Polsce. Jest firmą ze
100-procentowym kapitałem polskim,
o długoletniej tradycji i z ustaloną
marką nie tylko na rynku polskim,
ale również za granicą. Tworzą ją
zakłady zajmujące się przetwórstwem
i dystrybucją wyrobów mleczarskich:
macierzysty w Wysokiem Mazowiec-
kiem, a także w Bielsku Podlaskim,
Białej Podlaskiej, Baranowie, Pyrzy-
cach, Morągu, Lubawie, Działdowie,
Suszu, Kośc ianie, Zakopanem i
Pilicy oraz magazyny dystrybucyjne
w Chrzanowie, Kluczborku, Toru-
niu, Piasecznie, Wyszkowie, Łodzi,
Białymstoku, Brzesku, Goręczynie
i Wolsz tyn ie. Wy twarza szerok i
asortyment markowych produktów
(ponad 400,w tym m.in.: sery twarde
dojrzewające typu holenderskiego,
szwajcarskiego i angielskiego, sery
topione i wędzone, sery sałatkowo
– kanapkowe, serek ziarnisty, sery
mozzarella, mleka UHT o zróżnicowa-
nej pojemności i zawartości tłuszczu,
mleka pasteryzowane, śmietanki
UHT, mleczka zagęszczone, mleczka
smakowe, kefiry, jogurty, maślanki,
twarogi i twarożki smakowe, śmietany
i śmietanki, masła i miksy maślane,
mleka w proszku oraz serwatkę
w proszku), które są liderami kategorii
w branży (np. mleko POLSKIE w butel-
ce, mleko WYPASIONE, ser FAVITA,
ser SOKÓŁ, masło ekstra POLSKIE,
itp.) i za swój największy sukces
uznaje przede wszystkim satysfakcję
klientów. Najwyższa jakość ofero-
wanych produktów zdobyła uznanie
i zaufanie klientów, czego dowodem
jest utrzymywana od lat pozycja lidera
w Polsce oraz lidera eksportu wśród
przedsiębiorstw branży mleczarskiej.
Efektywność zarządzania i osiągane
rokrocznie coraz lepsze wyniki finan-
sowe, bezpośrednio przekładają się
na systematyczny wzrost wartości
marki, która według najnowszego ran-
kingu opublikowanego przez dziennik
RZECZPOSPOLITA jest obecnie
najcenniejszą marką w produkcyjnym
sektorze polskiej gospodarki.
Ok. 360 ton sera przecięt-nie leżakuje w „burszty-nowni”.
Nominalne moce serowni w Radzyniu Podlaskim to 244 000 l mleka na dobę. Po uspraw-nieniach cyklu przerabia się tu średnio280 000 litrów na dobę.
i n w e s t y c j e

KATEDRA MLECZARSTWA I ZARZĄDZANIA JAKOŚCIĄ WYDZIAŁU NAUKI O ŻYWNOŚCI
UWM W OLSZTYNIE oraz
AARHUSKARLSHAMN ■ ALPMA ■ CSK FOOD ENRICHMENT ■ DIVERSEY
■ DSM ■ ECOLAB ■ FOSS ■ GEA PROCESS ENGINEERING GEA WESTFALIA SEPARATOR ■ GRUNDFOS ■ HUGART ■ MERCK ■ MILK HYDROSAN
MULTIVAC ■ NEUMO ■ OBRAM ■ PALSGAARD ■ PMT TRADING ■ PRO WAM SCANIA ■ TEWES-BIS ■ TREPKO ■ WILD ■ ZENTIS
partner:
KRAJOWY ZWIĄZEK SPÓŁDZIELNI MLECZARSKICH ZW. REW.
mają zaszczyt zaprosić do udziału w
JUBILEUSZOWYM XX SYMPOZJUM
TECHNIKA I TECHNOLOGIA
W PRZEMYŚLE MLECZARSKIM
które odbędzie się w dniach 15 -18 czerwca 2012 r.
na promie Scandynavia
płynącym z Gdańska do Nynanshamn w Szwecji
Informacje:
■ Kartę zgłoszenia (wraz z potwierdzeniem wpłaty) należy przesłać pocztą, faksem lub elektronicznie do dnia 15.04.2012 r.
■ Całkowity koszty uczestnictwa (miejsce w kabinie, wyżywienie, program kulturalny) wynosi 700 zł
■ Opłatę należy przesłać bezpośrednio na konto: Morskie Biuro Podróży PŻB S.A. ul. Portowa 3 81-350 Gdynia ING BANK ŚLĄSKI S.A 371050 0086 1000 0022 7362 7352 z dopiskiem Sympozjum Mleczarze do dnia 15.04.2012 r. ■ Faktury wystawia Morskie Biuro Podróży PŻB S.A. ■ Szczegółowe informacje: Tel.: 089 523 39 78 089 523 49 86 Faks: 089 523 34 02, e-mail: [email protected] [email protected] ■ Uwaga ! Kolejność zgłoszenia decyduje o zakwaterowaniu w kabinie 2, 3 lub 4 osobowej.
Ramowy program Sympozjum:
PIĄTEK, 15 czerwca 2012 13.00 ■ zbiórka uczestników, zaokrętowanie 15.00 ■ obiad 16.00 – 19.00 ■ otwarcie Sympozjum, wykłady 19.00 ■ kolacja SOBOTA, 16 czerwca 2012 7.30 – 8.30 ■ śniadanie 8.30 – 12.30 ■ wykłady 12.30 ■ obiad 13.30 – 19.00 ■ zwiedzanie Sztokholmu (z przewodnikiem) 20.00 ■ kolacja biesiadna NIEDZIELA, 17 czerwca 2012 7.30 – 9.00 ■ śniadanie 9.15 – 17.00 ■ zwiedzanie Sztokholmu oraz lunch 20.00 ■ uroczysta kolacja PONIEDZIAŁEK, 18 czerwca 2012 7.30 – 8.30 ■ śniadanie 8.30 – 12.30 ■ wykłady 12.30 ■ podsumowanie i zamknięcie Sympozjum 13.00 ■ przypłynięcie do Gdańska
K a t e d r a Mleczarstwa i Zarządzania Jakością
KATEDRA MLECZARSTWA I ZARZĄDZANIA JAKOŚCIĄ WYDZIAŁU NAUKI O ŻYWNOŚCI
UWM W OLSZTYNIE oraz
AARHUSKARLSHAMN ■ ALPMA ■ CSK FOOD ENRICHMENT ■ DIVERSEY
■ DSM ■ ECOLAB ■ FOSS ■ GEA PROCESS ENGINEERING GEA WESTFALIA SEPARATOR ■ GRUNDFOS ■ HUGART ■ MERCK ■ MILK HYDROSAN
MULTIVAC ■ NEUMO ■ OBRAM ■ PALSGAARD ■ PMT TRADING ■ PRO WAM SCANIA ■ TEWES-BIS ■ TREPKO ■ WILD ■ ZENTIS
partner:
KRAJOWY ZWIĄZEK SPÓŁDZIELNI MLECZARSKICH ZW. REW.
mają zaszczyt zaprosić do udziału w
JUBILEUSZOWYM XX SYMPOZJUM
TECHNIKA I TECHNOLOGIA
W PRZEMYŚLE MLECZARSKIM
które odbędzie się w dniach 15 -18 czerwca 2012 r.
na promie Scandynavia
płynącym z Gdańska do Nynanshamn w Szwecji
Informacje:
■ Kartę zgłoszenia (wraz z potwierdzeniem wpłaty) należy przesłać pocztą, faksem lub elektronicznie do dnia 15.04.2012 r.
■ Całkowity koszty uczestnictwa (miejsce w kabinie, wyżywienie, program kulturalny) wynosi 700 zł
■ Opłatę należy przesłać bezpośrednio na konto: Morskie Biuro Podróży PŻB S.A. ul. Portowa 3 81-350 Gdynia ING BANK ŚLĄSKI S.A 371050 0086 1000 0022 7362 7352 z dopiskiem Sympozjum Mleczarze do dnia 15.04.2012 r. ■ Faktury wystawia Morskie Biuro Podróży PŻB S.A. ■ Szczegółowe informacje: Tel.: 089 523 39 78 089 523 49 86 Faks: 089 523 34 02, e-mail: [email protected] [email protected] ■ Uwaga ! Kolejność zgłoszenia decyduje o zakwaterowaniu w kabinie 2, 3 lub 4 osobowej.
Ramowy program Sympozjum:
PIĄTEK, 15 czerwca 2012 13.00 ■ zbiórka uczestników, zaokrętowanie 15.00 ■ obiad 16.00 – 19.00 ■ otwarcie Sympozjum, wykłady 19.00 ■ kolacja SOBOTA, 16 czerwca 2012 7.30 – 8.30 ■ śniadanie 8.30 – 12.30 ■ wykłady 12.30 ■ obiad 13.30 – 19.00 ■ zwiedzanie Sztokholmu (z przewodnikiem) 20.00 ■ kolacja biesiadna NIEDZIELA, 17 czerwca 2012 7.30 – 9.00 ■ śniadanie 9.15 – 17.00 ■ zwiedzanie Sztokholmu oraz lunch 20.00 ■ uroczysta kolacja PONIEDZIAŁEK, 18 czerwca 2012 7.30 – 8.30 ■ śniadanie 8.30 – 12.30 ■ wykłady 12.30 ■ podsumowanie i zamknięcie Sympozjum 13.00 ■ przypłynięcie do Gdańska
K a t e d r a Mleczarstwa i Zarządzania Jakością
KATEDRA MLECZARSTWA I ZARZĄDZANIA JAKOŚCIĄ WYDZIAŁU NAUKI O ŻYWNOŚCI
UWM W OLSZTYNIE oraz
AARHUSKARLSHAMN ■ ALPMA ■ CSK FOOD ENRICHMENT ■ DIVERSEY
■ DSM ■ ECOLAB ■ FOSS ■ GEA PROCESS ENGINEERING GEA WESTFALIA SEPARATOR ■ GRUNDFOS ■ HUGART ■ MERCK ■ MILK HYDROSAN
MULTIVAC ■ NEUMO ■ OBRAM ■ PALSGAARD ■ PMT TRADING ■ PRO WAM SCANIA ■ TEWES-BIS ■ TREPKO ■ WILD ■ ZENTIS
partner:
KRAJOWY ZWIĄZEK SPÓŁDZIELNI MLECZARSKICH ZW. REW.
mają zaszczyt zaprosić do udziału w
JUBILEUSZOWYM XX SYMPOZJUM
TECHNIKA I TECHNOLOGIA
W PRZEMYŚLE MLECZARSKIM
które odbędzie się w dniach 15 -18 czerwca 2012 r.
na promie Scandynavia
płynącym z Gdańska do Nynanshamn w Szwecji
Informacje:
■ Kartę zgłoszenia (wraz z potwierdzeniem wpłaty) należy przesłać pocztą, faksem lub elektronicznie do dnia 15.04.2012 r.
■ Całkowity koszty uczestnictwa (miejsce w kabinie, wyżywienie, program kulturalny) wynosi 700 zł
■ Opłatę należy przesłać bezpośrednio na konto: Morskie Biuro Podróży PŻB S.A. ul. Portowa 3 81-350 Gdynia ING BANK ŚLĄSKI S.A 371050 0086 1000 0022 7362 7352 z dopiskiem Sympozjum Mleczarze do dnia 15.04.2012 r. ■ Faktury wystawia Morskie Biuro Podróży PŻB S.A. ■ Szczegółowe informacje: Tel.: 089 523 39 78 089 523 49 86 Faks: 089 523 34 02, e-mail: [email protected] [email protected] ■ Uwaga ! Kolejność zgłoszenia decyduje o zakwaterowaniu w kabinie 2, 3 lub 4 osobowej.
Ramowy program Sympozjum:
PIĄTEK, 15 czerwca 2012 13.00 ■ zbiórka uczestników, zaokrętowanie 15.00 ■ obiad 16.00 – 19.00 ■ otwarcie Sympozjum, wykłady 19.00 ■ kolacja SOBOTA, 16 czerwca 2012 7.30 – 8.30 ■ śniadanie 8.30 – 12.30 ■ wykłady 12.30 ■ obiad 13.30 – 19.00 ■ zwiedzanie Sztokholmu (z przewodnikiem) 20.00 ■ kolacja biesiadna NIEDZIELA, 17 czerwca 2012 7.30 – 9.00 ■ śniadanie 9.15 – 17.00 ■ zwiedzanie Sztokholmu oraz lunch 20.00 ■ uroczysta kolacja PONIEDZIAŁEK, 18 czerwca 2012 7.30 – 8.30 ■ śniadanie 8.30 – 12.30 ■ wykłady 12.30 ■ podsumowanie i zamknięcie Sympozjum 13.00 ■ przypłynięcie do Gdańska
K a t e d r a Mleczarstwa i Zarządzania Jakością
KATEDRA MLECZARSTWA I ZARZĄDZANIA JAKOŚCIĄ WYDZIAŁU NAUKI O ŻYWNOŚCI
UWM W OLSZTYNIE oraz
AARHUSKARLSHAMN ■ ALPMA ■ CSK FOOD ENRICHMENT ■ DIVERSEY
■ DSM ■ ECOLAB ■ FOSS ■ GEA PROCESS ENGINEERING GEA WESTFALIA SEPARATOR ■ GRUNDFOS ■ HUGART ■ MERCK ■ MILK HYDROSAN
MULTIVAC ■ NEUMO ■ OBRAM ■ PALSGAARD ■ PMT TRADING ■ PRO WAM SCANIA ■ TEWES-BIS ■ TREPKO ■ WILD ■ ZENTIS
partner:
KRAJOWY ZWIĄZEK SPÓŁDZIELNI MLECZARSKICH ZW. REW.
mają zaszczyt zaprosić do udziału w
JUBILEUSZOWYM XX SYMPOZJUM
TECHNIKA I TECHNOLOGIA
W PRZEMYŚLE MLECZARSKIM
które odbędzie się w dniach 15 -18 czerwca 2012 r.
na promie Scandynavia
płynącym z Gdańska do Nynanshamn w Szwecji
Informacje:
■ Kartę zgłoszenia (wraz z potwierdzeniem wpłaty) należy przesłać pocztą, faksem lub elektronicznie do dnia 15.04.2012 r.
■ Całkowity koszty uczestnictwa (miejsce w kabinie, wyżywienie, program kulturalny) wynosi 700 zł
■ Opłatę należy przesłać bezpośrednio na konto: Morskie Biuro Podróży PŻB S.A. ul. Portowa 3 81-350 Gdynia ING BANK ŚLĄSKI S.A 371050 0086 1000 0022 7362 7352 z dopiskiem Sympozjum Mleczarze do dnia 15.04.2012 r. ■ Faktury wystawia Morskie Biuro Podróży PŻB S.A. ■ Szczegółowe informacje: Tel.: 089 523 39 78 089 523 49 86 Faks: 089 523 34 02, e-mail: [email protected] [email protected] ■ Uwaga ! Kolejność zgłoszenia decyduje o zakwaterowaniu w kabinie 2, 3 lub 4 osobowej.
Ramowy program Sympozjum:
PIĄTEK, 15 czerwca 2012 13.00 ■ zbiórka uczestników, zaokrętowanie 15.00 ■ obiad 16.00 – 19.00 ■ otwarcie Sympozjum, wykłady 19.00 ■ kolacja SOBOTA, 16 czerwca 2012 7.30 – 8.30 ■ śniadanie 8.30 – 12.30 ■ wykłady 12.30 ■ obiad 13.30 – 19.00 ■ zwiedzanie Sztokholmu (z przewodnikiem) 20.00 ■ kolacja biesiadna NIEDZIELA, 17 czerwca 2012 7.30 – 9.00 ■ śniadanie 9.15 – 17.00 ■ zwiedzanie Sztokholmu oraz lunch 20.00 ■ uroczysta kolacja PONIEDZIAŁEK, 18 czerwca 2012 7.30 – 8.30 ■ śniadanie 8.30 – 12.30 ■ wykłady 12.30 ■ podsumowanie i zamknięcie Sympozjum 13.00 ■ przypłynięcie do Gdańska
K a t e d r a Mleczarstwa i Zarządzania Jakością

Panie Prezesie. Obniżyliście już cenę skupu mleka?
Na razie nie obniżyliśmy cen. Jeśli
jednak światowe, niskie ceny się utrzy-
mają, będziemy zmuszeni to zrobić.
Rzeka mleka płynie, mimo wszystko
musimy go skupić i przetworzyć.
Skąd się biorą te nagłe wahania cen?
W moim odczuciu są niczym nie-
uzasadnione. Narzuca mi się myśl
o działaniach spekulacyjnych.
W kryzysie głośniej słychać głosy o konsolidacji…
Z pewnością byłoby korzystniej
gdyby na rynku funkcjonowało kilkana-
ście silnych podmiotów. Stworzyłoby
to silną grupę do negocjacji z sieciami.
„Biedronek” jest już w Polsce tyle, ile
parafi i, pozycja hurtowni gwałtownie
spada, sieci dyktują nam warunki.
Obawiam się jednak, że opór pra-
cowników, lęk przed zwolnieniami, jest
najsilniejszą przeszkodą w konsolidacji.
Konsolidacja nie leży też w bezpośred-
nim interesie zarządów.
Czy uważa Pan, że polskie mleczarstwo jest przeinwestowane?
Uważam, ze pieniądze przeznaczo-
ne na rozwój technologiczny zakładów
należało przeznaczyć na konsolidację.
To, że integracja musi nastąpić – było
dla wszystkich jasne. Tymczasem sporo
środków – w moim odczuciu – zostało
zmarnowanych. Zbudowano zakłady,
które nie będą nigdy przerabiały mleka.
To są stracone lata. Mleczarnie mocno
konkurują między sobą gdy tymczasem
mogłyby współpracować.
W rezultacie kryzysu trzeba będzie sięgnąć do kieszeni rolnika…
Wszystko zależy od tego, jak długo
kryzys potrwa. Poprzedni trwał pra-
wie dwa lata, aktualny dopiero trzeci
miesiąc.
Wydaje mi się, że świadomość Waszych
dostawców jest bardzo wysoka. To właśnie jeden z Waszych rolników jako pierwszy zainwestował w mlekomaty…
Świadomość dostawców rośnie, ale
to nie był akurat najlepszy przykład.
Mlekomaty wiążą się z ogromną ilością
problemów, jakościowych i logistycz-
nych. Mentalną zmianę widzę raczej
w znikaniu gospodarstw poniżej 60
krów. Rolnicy przestali liczyć ile mogą
zyskać a zaczęli liczyć straty, jeśli nie
zwiększą gospodarstwa. Mentalna
zmiana nastąpi, jeśli gospodarstwa
będą ściśle wyspecjalizowane.
Włoszczowa znana jest z produkcji sera. Myśleliście o produkcji serów luksusowych, długodojrzewających?
Dawno temu odeszliśmy od techno-
logii produkcji tradycyjnych serów np.
w parafi nie. Staramy się zapewnić dobry
produkt w atrakcyjnej cenie. Polacy są
biedni a sery są drogie.
Dziękuję za rozmowę
Ze Stanisławem Skórą, prezesem OSM Włoszczowa o kryzysie i rynku mlekarozmawia Aleksandra Wojnarowska
Ile parafiityle biedronek
Marek Szczepanik prezentuje ser „made in Włoszczowa”. Poniżej zdjęcia z produkcji
mlec z a r s t w o
50 e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl2 / 20 12
r o z mo w a
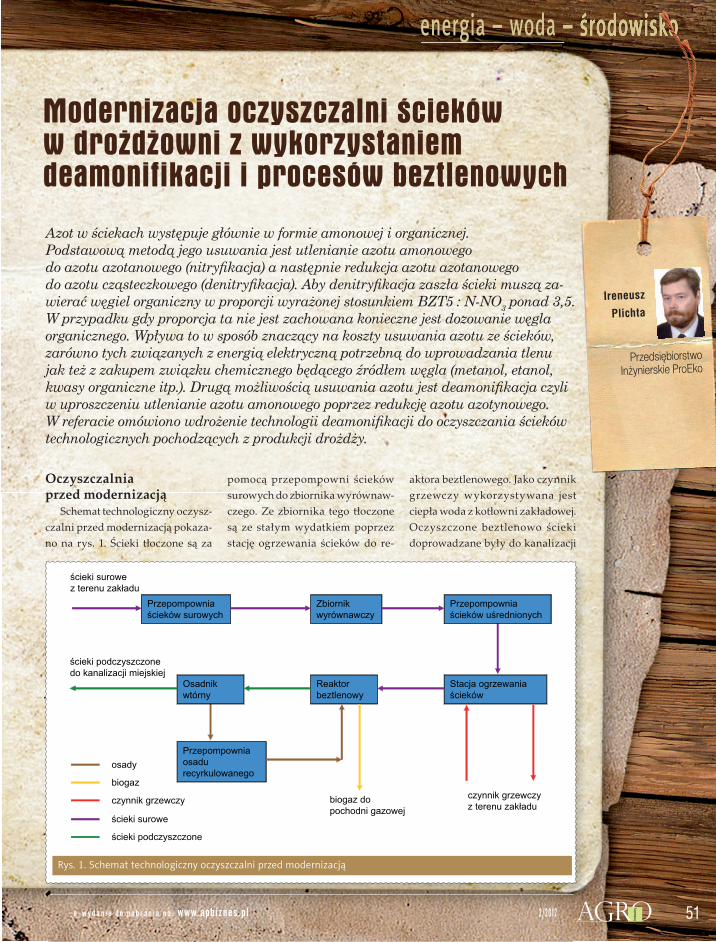
Rys. 1. Schemat technologiczny oczyszczalni przed modernizacją
51e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl
energia – woda – środowiskoenergia – woda – środowisko
Azot w ściekach występuje głównie w formie amonowej i organicznej. Podstawową metodą jego usuwania jest utlenianie azotu amonowego do azotu azotanowego (nitryfi kacja) a następnie redukcja azotu azotanowego do azotu cząsteczkowego (denitryfi kacja). Aby denitryfi kacja zaszła ścieki muszą za-wierać węgiel organiczny w proporcji wyrażonej stosunkiem BZT5 : N-NO3 ponad 3,5. W przypadku gdy proporcja ta nie jest zachowana konieczne jest dozowanie węgla organicznego. Wpływa to w sposób znaczący na koszty usuwania azotu ze ścieków, zarówno tych związanych z energią elektryczną potrzebną do wprowadzania tlenu jak też z zakupem związku chemicznego będącego źródłem węgla (metanol, etanol, kwasy organiczne itp.). Drugą możliwością usuwania azotu jest deamonifi kacja czyli w uproszczeniu utlenianie azotu amonowego poprzez redukcję azotu azotynowego. W referacie omówiono wdrożenie technologii deamonifi kacji do oczyszczania ścieków technologicznych pochodzących z produkcji drożdży.
Modernizacja oczyszczalni ścieków w drożdżowni z wykorzystaniem deamonifikacji i procesów beztlenowych
Ireneusz
Plichta
Przedsiębiorstwo Inżynierskie ProEko
Oczyszczalnia przed modernizacją
Schemat technologiczny oczysz-czalni przed modernizacją pokaza-no na rys. 1. Ścieki tłoczone są za
pomocą przepompowni ścieków surowych do zbiornika wyrównaw-czego. Ze zbiornika tego tłoczone są ze stałym wydatkiem poprzez stację ogrzewania ścieków do re-
aktora beztlenowego. Jako czynnik grzewczy wykorzystywana jest ciepła woda z kotłowni zakładowej. Oczyszczone beztlenowo ścieki doprowadzane były do kanalizacji
Przepompownia ścieków surowych
Zbiornik wyrównawczy
Przepompownia ścieków uśrednionych
Stacja ogrzewania ścieków
Reaktor beztlenowy
Osadnik wtórny
Przepompownia osadu recyrkulowanego
ścieki surowe z terenu zakładu
ścieki podczyszczone do kanalizacji miejskiej
biogaz do pochodni gazowej
czynnik grzewczy z terenu zakładu
ścieki surowe
ścieki podczyszczone
osady
biogaz
czynnik grzewczy
2 / 20 12
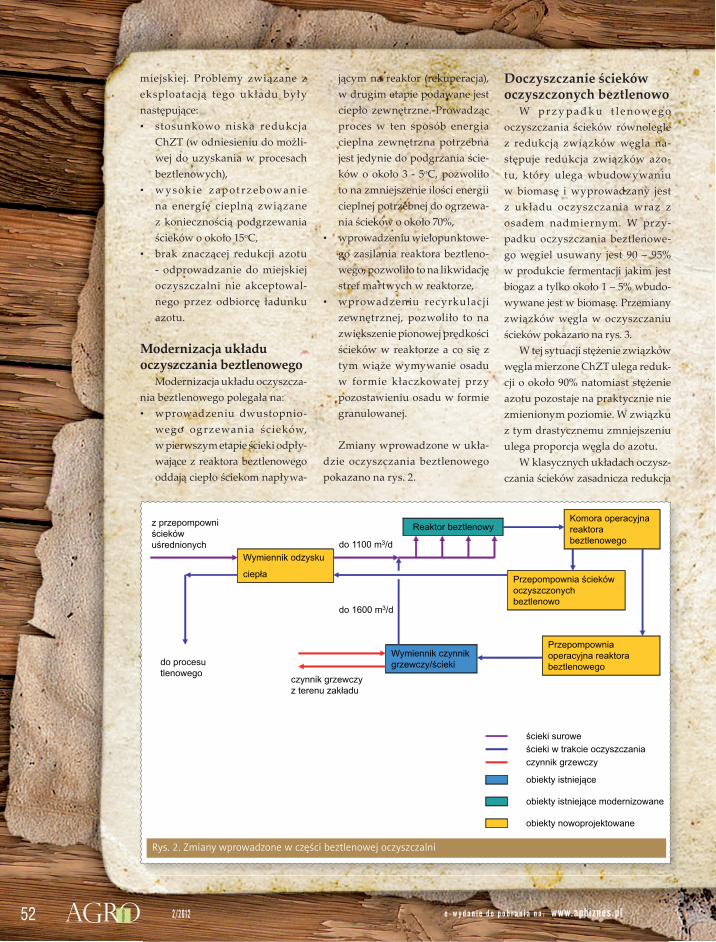
52 e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl2 / 20 12
miejskiej. Problemy związane z eksploatac ją tego układu były następujące:• stosunkowo niska redukc ja
ChZT (w odniesieniu do możli-wej do uzyskania w procesach beztlenowych),
• w ysok ie zapot rzebowa n ie na energię cieplną związane z koniecznością podgrzewania ścieków o około 15oC,
• brak znaczącej redukcji azotu - odprowadzanie do miejskiej oczyszczalni nie akceptowal-nego przez odbiorcę ładunku azotu.
Modernizacja układu oczyszczania beztlenowego
Modernizacja układu oczyszcza-nia beztlenowego polegała na:• wprowadzeniu dwustopnio-
wego ogrzewania śc ieków, w pierwszym etapie ścieki odpły-wające z reaktora beztlenowego oddają ciepło ściekom napływa-
jącym na reaktor (rekuperacja), w drugim etapie podawane jest ciepło zewnętrzne. Prowadząc proces w ten sposób energia cieplna zewnętrzna potrzebna jest jedynie do podgrzania ście-ków o około 3 - 5oC, pozwoliło to na zmniejszenie ilości energii cieplnej potrzebnej do ogrzewa-nia ścieków o około 70%,
• wprowadzeniu wielopunktowe-go zasilania reaktora beztleno-wego, pozwoliło to na likwidację stref martwych w reaktorze,
• wprowadzeniu recyrkulac ji zewnętrznej, pozwoliło to na zwiększenie pionowej prędkości ścieków w reaktorze a co się z tym wiąże wymywanie osadu w formie kłaczkowatej przy pozostawieniu osadu w formie granulowanej.
Zmiany wprowadzone w ukła-dzie oczyszczania beztlenowego pokazano na rys. 2.
Doczyszczanie ścieków oczyszczonych beztlenowo
W p r z y pad k u t l e n owe go oczyszczania ścieków równolegle z redukcją związków węgla na-stępuje redukcja związków azo-tu, który ulega wbudowywaniu w biomasę i wyprowadzany jest z układu oczyszczania wraz z osadem nadmiernym. W przy-padku oczyszczania beztlenowe-go węgiel usuwany jest 90 – 95% w produkcie fermentacji jakim jest biogaz a tylko około 1 – 5% wbudo-wywane jest w biomasę. Przemiany związków węgla w oczyszczaniu ścieków pokazano na rys. 3.
W tej sytuacji stężenie związków węgla mierzone ChZT ulega reduk-cji o około 90% natomiast stężenie azotu pozostaje na praktycznie nie zmienionym poziomie. W związku z tym drastycznemu zmniejszeniu ulega proporcja węgla do azotu.
W klasycznych układach oczysz-czania ścieków zasadnicza redukcja
Reaktor beztlenowy
Wymiennik odzysku
ciepła
z przepompowni ścieków uśrednionych
Komora operacyjna reaktora beztlenowego
Przepompownia ścieków oczyszczonych beztlenowo
do procesu tlenowego
Przepompownia operacyjna reaktora beztlenowego
Wymiennik czynnik grzewczy/ścieki
do 1100 m3/d
do 1600 m3/d
obiekty istniejące
obiekty istniejące modernizowane
obiekty nowoprojektowane
ścieki surowe
ścieki w trakcie oczyszczania
czynnik grzewczy z terenu zakładu
czynnik grzewczy
Rys. 2. Zmiany wprowadzone w części beztlenowej oczyszczalni

53e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl
energia – woda – środowisko
2 / 20 12
stężenia azotu osiągana jest poprzez utlenienie azotu amonowego do azotu azotanowego a następnie re-dukcję azotu azotanowego do azotu cząsteczkowego. Do redukcji azotu azotanowego wykorzystywany jest węgiel organiczny. Aby proces zachodził prawidłowo proporcja BZT5 : N-NO3 powinna być większa niż 3,5. Teoretycznie w omawianym przypadku proporcja ta w ściekach po reaktorze beztlenowym była zachowana (schemat bilansowy rys 6). Niestety, ze względu na charakter
ścieków około 50% ChZT w ściekach oczyszczonych beztlenowo stanowiło ChZT trudnorozkładalne oraz wręcz nierozkładalne, w związku z tym nieprzydatne w procesie denitryf ikac ji. W klasycznym układzie denitryfikacji co prawda musimy dostarczyć do układu 4,6 kg O2/kg N-NH4 ale w procesie de-nitryfikacji odzyskujemy 2,9 kg O2/kg N-NO3 które i tak musielibyśmy wprowadzić w celu utlenienia węgla. Nie odzyskiwany jest – co oczywiste – tylko tlen, który przyłączył się do wo-
Rys. 3. Przemiany związków węgla w oczyszczaniu ścieków
Rys. 4. Usuwanie azotu w procesie denitryfi kacji w przypadku gdy ścieki nie zawierają węgla organicznego
doru zawartego w jonie amonowym. W przypadku gdy ścieki są ubo-gie w węgiel organiczny nie dość, że musimy dostarczyć do układu 4,6 kg O2/kg N-NH4 to jeszcze jeste-śmy zmuszeniu do zakupu związku chemicznego będącego źródłem węgla. W przypadku gdy związkiem tym jest metanol, do układu należy doprowadzić około 3,3 kg metanolu na kg N-NO3. Schemat usuwania azotu w procesie denitryfi kacji w przypadku gdy ścieki nie zawierają węgla orga-nicznego pokazano na rys. 4.
PROCES BEZTLENOWYPROCES TLENOWY
CO2
ok. 50%
Ccałk
biomasa ok. 50%
Ccałkwęgie
l całk
ow
ity100 %
biogaz ok. 90 – 95%
Ccałk
biomasa
ok. 1 - 5%
Ccałk
węgiel resztkowy
ok.. 1 – 5%
Ccałk
węgie
l całk
ow
ity100 %
KOMORA NITRYFIKACJIścieki surowe
N-NH4 + Corg
KOMORA DENITRYFIKACJI
4,6 kg O2/kg N-NH4
NH4 + O2
N2
NO3- + H2O NO3
- + Corg N2 + CO2
Zapotrzebowanie tlenu w układzie: 4,6 kg O2/kg N-NH4
Zapotrzebowanie na metanol w układzie: 3,3 metanolu/kg N-NO3)
ścieki oczyszczone
3,5 kg CO2/kgN
zewnętrzne źródło węgla organicznego 5 kg CHZT/kg N-NO3
(ok. 3,3 kg metanolu/kg N-NO3)
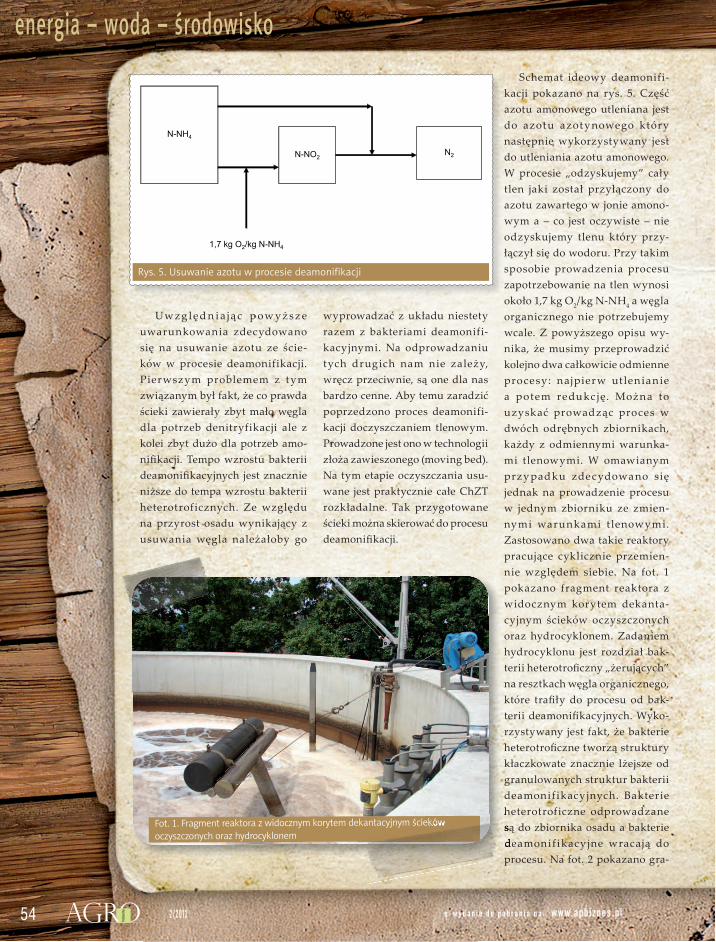
54 e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl
energia – woda – środowisko
Rys. 5. Usuwanie azotu w procesie deamonifi kacji
Uw zg lę d n i a jąc p ow y ż s z e uwarunkowania zdecydowano się na usuwanie azotu ze ście-ków w procesie deamonifikacji. Pierwszym problemem z tym związanym był fakt, że co prawda ścieki zawierały zbyt mało węgla dla potrzeb denitryfikacji ale z kolei zbyt dużo dla potrzeb amo-nifi kacji. Tempo wzrostu bakterii deamonifi kacyjnych jest znacznie niższe do tempa wzrostu bakterii heterotroficznych. Ze względu na przyrost osadu wynikający z usuwania węgla należałoby go
wyprowadzać z układu niestety razem z bakteriami deamonifi-kacyjnymi. Na odprowadzaniu tych drugich nam nie zależy, wręcz przeciwnie, są one dla nas bardzo cenne. Aby temu zaradzić poprzedzono proces deamonifi-kacji doczyszczaniem tlenowym. Prowadzone jest ono w technologii złoża zawieszonego (moving bed). Na tym etapie oczyszczania usu-wane jest praktycznie całe ChZT rozkładalne. Tak przygotowane ścieki można skierować do procesu deamonifi kacji.
Schemat ideowy deamonifi-kacji pokazano na rys. 5. Część azotu amonowego utleniana jest do azot u azot ynowego który następnie wykorzystywany jest do utleniania azotu amonowego. W procesie „odzyskujemy” cały tlen jaki został przyłączony do azotu zawartego w jonie amono-wym a – co jest oczywiste – nie odzyskujemy tlenu który przy-łączył się do wodoru. Przy takim sposobie prowadzenia procesu zapotrzebowanie na tlen wynosi około 1,7 kg O2/kg N-NH4 a węgla organicznego nie potrzebujemy wcale. Z powyższego opisu wy-nika, że musimy przeprowadzić kolejno dwa całkowicie odmienne procesy: najpierw ut len ian ie a potem redukc ję. Można to uzyskać prowadząc proces w dwóch odrębnych zbiornikach, każdy z odmiennymi warunka-mi tlenowymi. W omawianym przypadku zdec ydowa no się jednak na prowadzenie procesu w jednym zbiorniku ze zmien-nymi warunkami t lenowymi. Zastosowano dwa takie reaktory pracujące cyklicznie przemien-nie względem siebie. Na fot. 1 pokazano fragment reaktora z widocznym korytem dekanta-cyjnym ścieków oczyszczonych oraz hydrocyklonem. Zadaniem hydrocyklonu jest rozdział bak-terii heterotrofi czny „żerujących” na resztkach węgla organicznego, które trafi ły do procesu od bak-terii deamonifi kacyjnych. Wyko-rzystywany jest fakt, że bakterie heterotrofi czne tworzą struktury kłaczkowate znacznie lżejsze od granulowanych struktur bakterii deamonif ikacy jnych. Bakterie heterotroficzne odprowadzane są do zbiornika osadu a bakterie deamonif ikacy jne wracają do procesu. Na fot. 2 pokazano gra-
N-NH4
N-NO2
1,7 kg O2/kg N-NH4
N2
usuwania węgla należałoby go
Fot. 1. Fragment reaktora z widocznym korytem dekantacyjnym ścieków oczyszczonych oraz hydrocyklonem
heterotroficzne odprowadzane są do zbiornika osadu a bakterie deamonif ikacy jne wracają do procesu. Na fot. 2 pokazano gra-
Fot. 1. Fragment reaktora z widocznym korytem dekantacyjnym ścieków
2 / 20 12
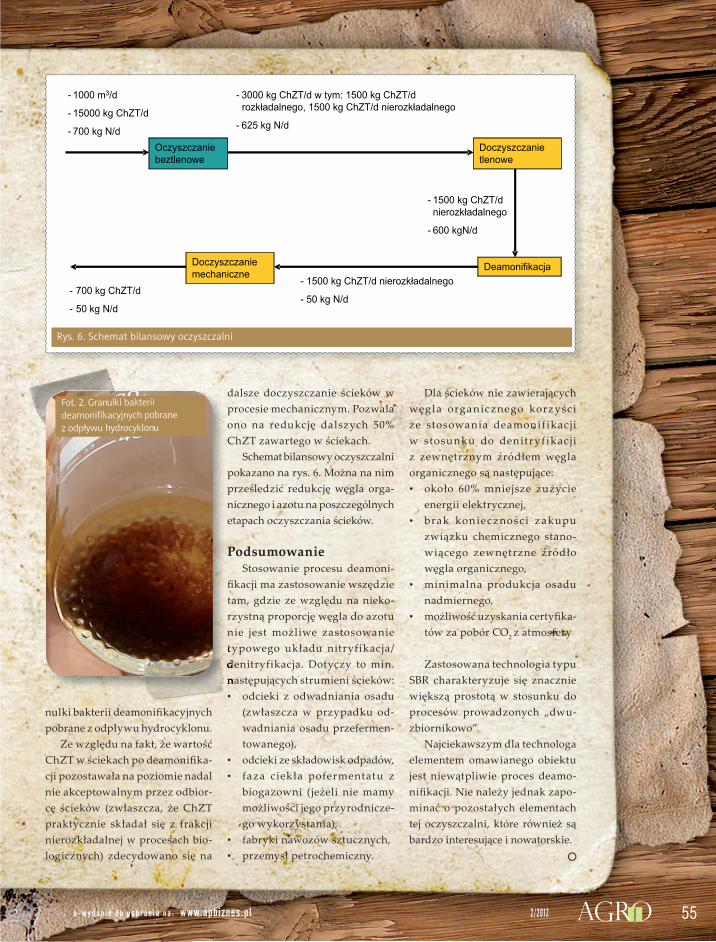
55e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl
nulki bakterii deamonifi kacyjnych pobrane z odpływu hydrocyklonu.
Ze względu na fakt, że wartość ChZT w ściekach po deamonifi ka-cji pozostawała na poziomie nadal nie akceptowalnym przez odbior-cę ścieków (zwłaszcza, że ChZT praktycznie składał się z frakcji nierozkładalnej w procesach bio-logicznych) zdecydowano się na
dalsze doczyszczanie ścieków w procesie mechanicznym. Pozwala ono na redukcję dalszych 50% ChZT zawartego w ściekach.
Schemat bilansowy oczyszczalni pokazano na rys. 6. Można na nim prześledzić redukcję węgla orga-nicznego i azotu na poszczególnych etapach oczyszczania ścieków.
PodsumowanieStosowanie procesu deamoni-
fi kacji ma zastosowanie wszędzie tam, gdzie ze względu na nieko-rzystną proporcję węgla do azotu nie jest możliwe zastosowanie typowego układu nitryfikacja/denitryfikacja. Dotyczy to min. następujących strumieni ścieków:• odcieki z odwadniania osadu
(zwłaszcza w przypadku od-wadniania osadu przefermen-towanego),
• odcieki ze składowisk odpadów,• faza c iekła pofermentatu z
biogazowni (jeżeli nie mamy możliwości jego przyrodnicze-go wykorzystania),
• fabryki nawozów sztucznych,• przemysł petrochemiczny.
Dla ścieków nie zawierających węgla organicznego korzyśc i ze stosowania deamonif ikac ji w stosunku do denit ryf ikac ji z zewnętrznym źródłem węgla organicznego są następujące:• około 60% mniejsze zużycie
energii elektrycznej,• brak kon iecznośc i zakupu
związku chemicznego stano-wiącego zewnętrzne źródło węgla organicznego,
• minimalna produkcja osadu nadmiernego,
• możliwość uzyskania certyfi ka-tów za pobór CO2 z atmosfery
Zastosowana technologia typu SBR charakteryzuje się znacznie większą prostotą w stosunku do procesów prowadzonych „dwu-zbiornikowo”.
Najciekawszym dla technologa elementem omawianego obiektu jest niewątpliwie proces deamo-nifi kacji. Nie należy jednak zapo-minać o pozostałych elementach tej oczyszczalni, które również są bardzo interesujące i nowatorskie.
Rys. 6. Schemat bilansowy oczyszczalni
Oczyszczanie beztlenowe
- 1000 m3/d
- 15000 kg ChZT/d
- 700 kg N/d
Doczyszczanie tlenowe
- 3000 kg ChZT/d w tym: 1500 kg ChZT/d rozkładalnego, 1500 kg ChZT/d nierozkładalnego
- 625 kg N/d
Deamonifikacja
- 1500 kg ChZT/d nierozkładalnego
- 600 kgN/d
Doczyszczanie mechaniczne
- 1500 kg ChZT/d nierozkładalnego
- 50 kg N/d- 700 kg ChZT/d
- 50 kg N/d
Fot. 2. Granulki bakterii deamonifi kacyjnych pobrane z odpływu hydrocyklonu
typowego układu nitryfikacja/denitryfikacja. Dotyczy to min. następujących strumieni ścieków:
2 / 20 12

56 e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl
ZASTOSOWANIE REAKTORÓW SBR I MBR DO OCZYSZCZANIA ŚCIEKÓW Z PRZEMYSŁU MIĘSNEGO
Przemysł mięsny jest gałęzią sektora spożywczego, który w bardzo dużym stopniu wpływa na degradację środowiska naturalnego. Ponad 90% wody pobieranej na potrzeby produkcyjne odprowadzane jest w postaci ścieków charakteryzujących się znaczną zawartością składników organicznych, dużym stężeniem zawiesiny, soli nieorganicznych oraz substancji biogennych. Ich zrzut jest nierównomierny i przebiega w sposób falowy.
Przemysł mięsny jest gałęzią sektora spożywczego, który w bardzo dużym stopniu wpływa na degradację środowiska naturalnego. Ponad 90% wody pobieranej na potrzeby produkcyjne odprowadzane jest w postaci ścieków charakteryzujących się znaczną zawartością składników organicznych, dużym stężeniem zawiesiny, soli nieorganicznych oraz substancji biogennych. Ich zrzut jest nierównomierny i przebiega w sposób falowy.Ewa
Puszczało
Instytut Inżynierii
Wody i Ścieków,
Politechnika Śląska
Ze względu na wysokie obcią-żenie, ścieki z przemysłu mięsnego przed odprowadzeniem do od-biornika powinny być poddane dokładnemu oczyszczeniu. Proces ten wymaga jednak zastosowania szeregu wzajemnie uzupełniają-cych się technologii zapewniają-cych uzyskanie takiego stopnia usunięcia ładunku zanieczyszczeń, by oczyszczone wody odpadowe mogły zostać odprowadzone do od-biornika naturalnego lub ponownie wykorzystanie jako woda technolo-giczna w cyklu produkcyjnym.
W ostatnich latach coraz więcej uwagi poświęca się rozwojowi nie-konwencjonalnych metod unieszko-dliwiania ścieków, między innymi ciśnieniowym technikom membra-nowym. Proces ultrafi ltracji zapew-nia usunięcie ze ścieków zawiesiny i wielkocząsteczkowych substancji refrakcyjnych pozostałych po bio-logicznym oczyszczaniu natomiast odwrócona osmoza umożliwia demineralizację oczyszczanych wód odpadowych oraz usunięcie małocząsteczkowych związków organicznych.
Procesy mikrofi ltracji i ultrafi l-tracji wprowadzono w technologii biologicznego oczyszczania ście-ków już na początku lat 70. Miały one na celu przede wszystkim zastąpienie osadników wtórnych w dotychczasowych instalacjach oczyszczania ścieków osadem czyn-nym. Obecnie obserwuje się coraz intensywniejszy rozwój technologii wytwarzania membran UF i MF no-wej generacji o lepszych właściwo-ściach transportowo-separacyjnych i mniej kosztownych, co zdecydo-wanie zwiększa atrakcyjność eko-nomiczną stosowania niskociśnie-niowych technik membranowych.
Zastosowanie do oczyszczania ścieków z przemysłu mięsnego ciśnieniowych procesów membra-nowych pozwoliłoby na uzyskanie wyższego stopnia ich oczyszczenia, jak również na wprowadzenie w cyklu produkcyjnym zamkniętego obiegu wody.
Cel i zakres pracyCelem podjętych badań było
porównanie efektywności oczysz-czania ścieków z przemysłu mię-
snego dwóch układach kojarzących ciśnieniowe techniki membranowe z biologiczną metodą osadu czyn-nego.
Zakres przeprowadzonych badań obejmował:• wyznaczanie właściwości trans-
portowo – płaskiej membrany osmotycznej oraz ultrafi ltracyj-nego modułu kapilarnego;
• - wyznaczenie najkorzystniej-szych parametrów biologiczne-go oczyszczania ścieków metodą osadu czynnego w reaktorze SBR;
• w y z n a c z e n i e n a j ko r z y s t-niejszych parametrów pracy bioreaktora membranowego membranowego;
• doczyszczanie ścieków, wstęp-nie oczyszczonych w bioreak-torze membranowym, metodą odwróconej osmozy.
Przedmiot badańBadania prowadzono na ście-
kach rzeczywistych pochodzących z Zakładu Przetwórstwa Mięsnego we Wrzosowej, prowadzącego prze-twórstwo i ubojnię trzody chlewnej.
2 / 20 12
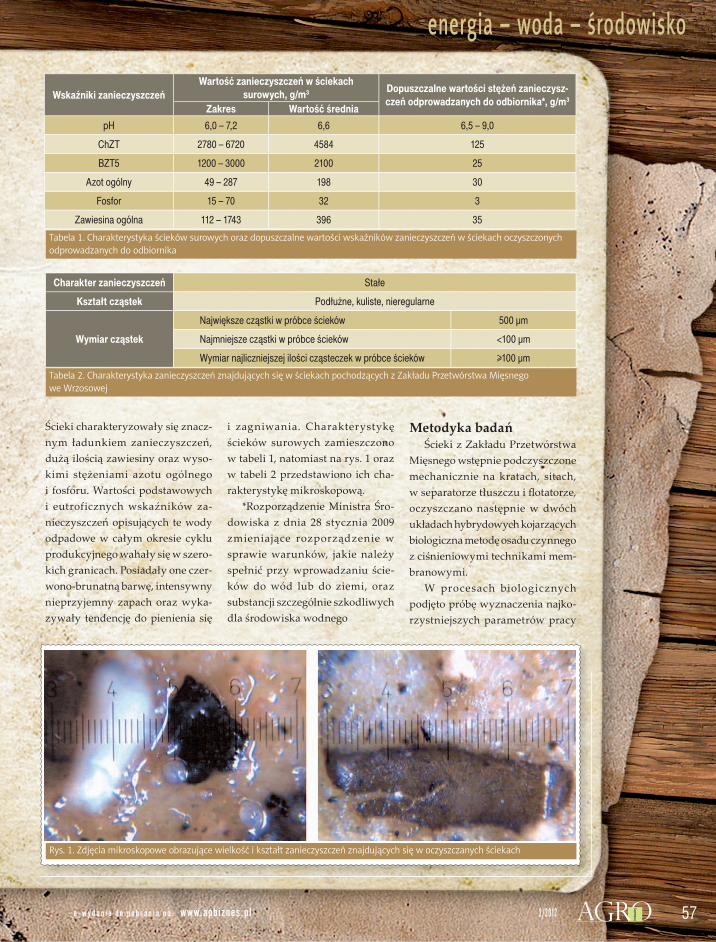
57e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl
energia – woda – środowisko
Ścieki charakteryzowały się znacz-nym ładunkiem zanieczyszczeń, dużą ilością zawiesiny oraz wyso-kimi stężeniami azotu ogólnego i fosforu. Wartości podstawowych i eutroficznych wskaźników za-nieczyszczeń opisujących te wody odpadowe w całym okresie cyklu produkcyjnego wahały się w szero-kich granicach. Posiadały one czer-wono-brunatną barwę, intensywny nieprzyjemny zapach oraz wyka-zywały tendencję do pienienia się
i zagniwania. Charakterystykę ścieków surowych zamieszczono w tabeli 1, natomiast na rys. 1 oraz w tabeli 2 przedstawiono ich cha-rakterystykę mikroskopową.
*Rozporządzenie Ministra Śro-dowiska z dnia 28 stycznia 2009 zmieniające rozporządzenie w sprawie warunków, jakie należy spełnić przy wprowadzaniu ście-ków do wód lub do ziemi, oraz substancji szczególnie szkodliwych dla środowiska wodnego
Metodyka badańŚcieki z Zakładu Przetwórstwa
Mięsnego wstępnie podczyszczone mechanicznie na kratach, sitach, w separatorze tłuszczu i fl otatorze, oczyszczano następnie w dwóch układach hybrydowych kojarzących biologiczna metodę osadu czynnego z ciśnieniowymi technikami mem-branowymi.
W procesach biologicznych podjęto próbę wyznaczenia najko-rzystniejszych parametrów pracy
Wskaźniki zanieczyszczeńWartość zanieczyszczeń w ściekach
surowych, g/m3 Dopuszczalne wartości stężeń zanieczysz-czeń odprowadzanych do odbiornika*, g/m3
Zakres Wartość średnia
pH 6,0 – 7,2 6,6 6,5 – 9,0
ChZT 2780 – 6720 4584 125
BZT5 1200 – 3000 2100 25
Azot ogólny 49 – 287 198 30
Fosfor 15 – 70 32 3
Zawiesina ogólna 112 – 1743 396 35
Charakter zanieczyszczeń Stałe
Kształt cząstek Podłużne, kuliste, nieregularne
Wymiar cząstek
Największe cząstki w próbce ścieków 500 µm
Najmniejsze cząstki w próbce ścieków <100 µm
Wymiar najliczniejszej ilości cząsteczek w próbce ścieków ≥100 µm
Tabela 1. Charakterystyka ścieków surowych oraz dopuszczalne wartości wskaźników zanieczyszczeń w ściekach oczyszczonych odprowadzanych do odbiornika
Tabela 2. Charakterystyka zanieczyszczeń znajdujących się w ściekach pochodzących z Zakładu Przetwórstwa Mięsnego we Wrzosowej
Rys. 1. Zdjęcia mikroskopowe obrazujące wielkość i kształt zanieczyszczeń znajdujących się w oczyszczanych ściekach
2 / 20 12

58 e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl
energia – woda – środowisko
osadu czynnego. Podstawowym parametrem było obciążenie osadu ładunkiem zanieczyszczeń (Ax), które zmieniano w zakresie war-tości od 0,005 do 0,5 gChZT/gsmd oraz związane z nim bezpośrednio obciążenie komór napowietrzania ładunkiem zanieczyszczeń (Av).
V
CQA ov
´= [gChZT/m3d] (1)
gdzie:Co – stężenie związków organicz-
nych w ściekach dopływających wyrażone jako ChZT [g02/m3],
V – objętość komory napowietrza-nia [m3],
Q – natężenie dopływu ścieków [dm3/d].
v
vx
X
AA = [gChZT/gsmd] (2)
gdzie:Xv – stężenie zawiesin osadu
w komorze napowietrzania [g/dm3].
Obydwa parametry zmieniano dozując do komory reaktora różne objętości ścieków surowych. W cią-gu doby oczyszczano od 0,3 dm3 do 80 dm3 wód odpadowych. Każda zmiana obciążenia łączyła się z wpracowaniem osadu.
Określano również hydraulicz-ny czas zatrzymania ścieków w bio-reaktorach (T) i wiek osadu (W).
Q
VT = [d] (3)
ER
v
XQXq
XVW
´+´
´= [d] (4)
gdzie:q – dobowa ilość osadu nadmier-
nego [dm3/d],XR – zawartość zawiesin w osadzie
nadmiernym [g/dm3],XE – zawartość zawiesiny w ście-
kach oczyszczonych [g/dm3].
Stężenie biomasy w komorach reakcyjnych zmieniano w granicach 4-40 kg/m3.
Podstawowym kryterium oceny efektywności oczyszczania ścieków w procesach membranowych był objętościowy strumień permeatu (Jv, m3/m2s) oraz stopień usunię-cia poszczególnych zanieczysz-czeń (R,%).
W badaniach określono właści-wości transportowo-separacyjne dwóch membran osmotycznych firmy Osmonics: octanowo-celu-lozowej SS10 oraz kompozytowej DS3SC. Własności transportowe wyznaczono dla wody dejonizo-wanej w zakresie ciśnień trans-membranowych od 0,5 do 2,0 MPa. Wraz ze wzrostem stosowanego ciśnienia zwiększał się strumień odbieranego permeatu. Zależ-ność ta miała charakter funkcji liniowej. Własności separacyjne membran określono fi ltrując przez nie 0,5% wag. wodny roztwór NaCl i wyznaczając współczynnik reten-cji jonów chlorkowych. Wynosił on odpowiednio 97% i 98%.
Efekt ywność oczyszczania ścieków (E) oceniono na podstawie obniżenia wartości następujących wskaźników zanieczyszczeń: organicznych t j. ChZT i BZT5, stężeń substancji biogennych: azotu ogólnego i fosforu oraz związków mineralnych. Oznaczano także sucha masę, pH i stężenie tlenu.
oo
Ss
SoSsE 100´
-= (5)
gdzie:Ss – stężenie wskaźnika w ściekach
surowych,So –stężenie wskaźnika w ściekach
oczyszczonych.
Osad czynny stosowany w pro-cesie biologicznego oczyszczania ścieków pochodził z oczyszczalni
biologicznej Zakładu Przetwórstwa Mięsnego, co zapewniło, że jego mikroflora bakteryjna była już wstępnie zaadaptowana do oczysz-czania tego rodzaju ścieków.
Proces oczyszczania ścieków w bioreaktorze sekwencyjnym zintegrowanym z procesem odwróconej osmozy
Oczyszczanie ścieków metodą biologiczną za pomocą osadu czynnego prowadzono w reaktorze o pojemności 30 dm3 połączonym ze zbiornikiem wyrównawczym o objętości 15 dm3. Reaktor wy-posażony był w dwie pompki napowietrzające MAXIMA R firmy „Elite” o średniej wydaj-ności 420 dm3 powietrza/h oraz mieszadło fi rmy „Heidolph” typu RZR 2020 z możliwością regulacji prędkości obrotowej w zakresie od 40 do 2000 obr./min. (rys. 2). Proces odwróconej osmozy pro-wadzono stosując urządzenie wysokociśnieniowe amerykańskiej fi rmy Osmonics z modułem pły-towo - ramowym o powierzchni czynnej membrany 155 cm2. Układ pracował w systemie cross-fl ow.
W pierwszej fazie przeprowa-dzonych badań wyznaczono opty-malne obciążenie osadu czynnego. Zakres pomiarowy obejmował wartości od 0,05 gChZT/gsmd do 0,5 gChZT/gsmd. Proces pro-wadzono przy stałym stężeniu osadu czynnego w bioreaktorze wynoszącym 4 kg/m3 i natężeniu przepływu ścieków 3-30 dm3/d. Wiek osadu zmieniano w zakresie 10 – 18 d, natomiast hydrauliczny czas zatrzymania 1 - 10 d.
Na rys. 3 przedstawiono wyzna-czoną zależność stopnia usunięcia ładunku zanieczyszczeń organicz-nych oraz substancji biogennych od obciążenia osadu.
2 / 20 12

59e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl
Rys. 2. Schemat bioreaktora SBR: (a) zbiornik wyrównawczy, (b) bioreaktor
Rys. 3. Zależność zmian wartości wskaźników zanieczyszczeń oczyszczanych ścieków od obciążenia osadu czynnego
Stwierdzono, że ilość usuwa-nych zanieczyszczeń organicznych oznaczonych jako ChZT limitowana była zmianami obciążenia osadu w całym przebadanym zakresie war-tości. Największy stopień obniżenia ChZT ścieków oczyszczonych, tj. 98,9%, uzyskano dla najniższego ze
stosowanych obciążeń 0,05 gChZT/gsmd. Umożliwiło to uzyskanie stężenia ChZT na poziomie 57 gO2/m3. Natomiast dla obciążenia osadu 0,5 gChZT/gsmd ChZT ścieków oczyszczonych wynosiło 270 gO2/m3, co świadczyło o 94,1% stopniu usunięcia ładunku zanieczyszczeń.
Nie zaobserwowano natomiast wyraźnej zależności zmiany war-tości BZT5 oczyszczanych ścieków od stosowanego obciążenia sub-stratowego osadu w przebadanych zakresie wartości. Obniżenie BZT5 było każdorazowo bardzo wysokie i utrzymywało się na poziomie 99% (20 gO2/m3).
Kolejne badania pozwoliły na wykazanie wpływu obciążenia osa-du czynnego na stopień usunięcia związków biogennych (rys. 3). Sto-pień usunięcia azotu ogólnego był największy w trakcie oczyszczania ścieków przy obciążeniu wynoszą-cym 0,15 gChZT/gsmd i wynosił 87,2%. Podczas gdy jego stężenie w ściekach surowych kształtowało się na poziomie 198 gNog/m3, to w ściekach oczyszczonych zma-lało do 25,3 gNog/m3. Natomiast najniższy stopień usunięcia tego biogenu wyniósł 70% (ścieki oczysz-czone 59,4 gNog/m3) dla obciążenia 0,5 gChZT/gsmd.
Od wartości tego parametru za-leżał również stopień usunięcia fos-foru. Jego najwyższą wartość tj. 75% (ścieki oczyszczone 2,8 gP/m3) uzy-skano dla obciążenia 0,15 gChZT/gsmd natomiast najniższą 53% (ścieki oczyszczone 8,9 gP/m3) dla 0,5 gChZT/gsmd.
Otrzymane wyniki badań po-zwoliły wnioskować, że najkorzyst-niejsze obciążenie osadu czynnego dla omawianego układu wynosiło 0,15 gChZT/gsmd. Pozwoliło ono na otrzymanie najlepszych rezultatów w procesie oczyszczania ścieków (tabela 3).
Widać wyraźnie, że podczas oczyszczania ścieków w reaktorze SBR przy takim obciążeniu osadu czynnego stopnie usunięcia ładun-ku zanieczyszczeń ze ścieków były na tyle wysokie, że oczyszczone kwalifi kowały się do odprowadze-nia do odbiornika naturalnego.
Mieszadło mechaniczne
Przelew
Mieszadło mechaniczne
Doprowadzenie powietrza
(b) (a)
Sto
pień
usu
nię
cia
ładu
nku
zan
iecz
yszc
zeń,
%
80
85
90
95
100
0 0,1 0,2 0,3 0,4 0,5
Obciążenie osadu, gChZT/gsmd
ChZT BZT 5
Sto
pie
ńus
unię
cia
zwią
zków
bio
gen
nych
,%
50
60
70
80
90
100
0 0,1 0,2 0,3 0,4 0,5
Obciążenie osadu, gChZT/gsmd
Azot ogólny Fosfor
2 / 20 12
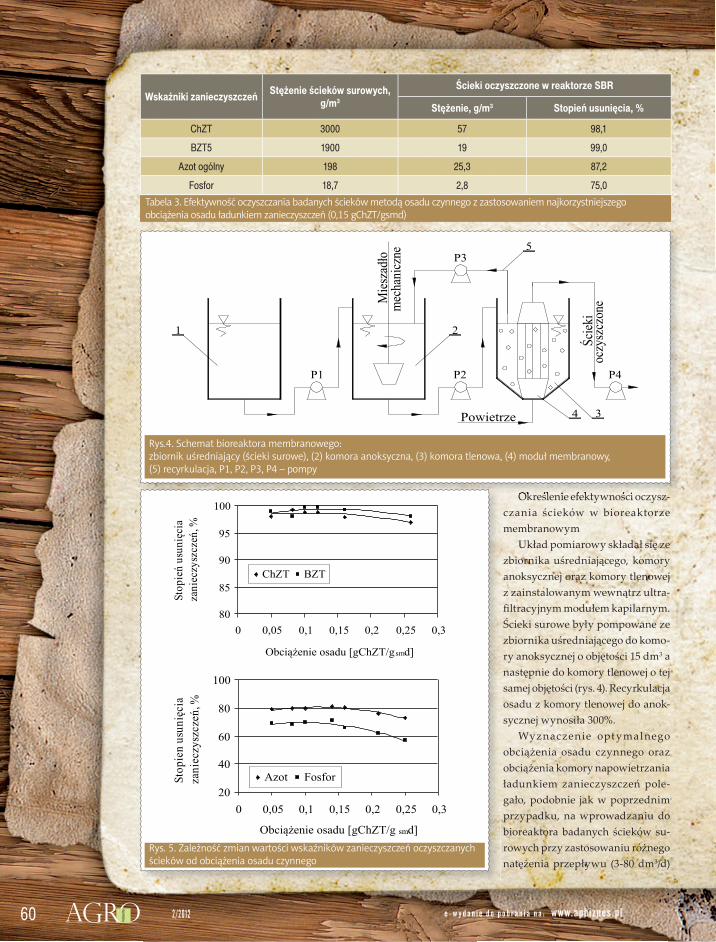
60 e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl
Tabela 3. Efektywność oczyszczania badanych ścieków metodą osadu czynnego z zastosowaniem najkorzystniejszego obciążenia osadu ładunkiem zanieczyszczeń (0,15 gChZT/gsmd)
Wskaźniki zanieczyszczeńStężenie ścieków surowych,
g/m3
Ścieki oczyszczone w reaktorze SBR
Stężenie, g/m3 Stopień usunięcia, %
ChZT 3000 57 98,1
BZT5 1900 19 99,0
Azot ogólny 198 25,3 87,2
Fosfor 18,7 2,8 75,0
Określenie efektywności oczysz-czania ścieków w bioreaktorze membranowym
Układ pomiarowy składał się ze zbiornika uśredniającego, komory anoksycznej oraz komory tlenowej z zainstalowanym wewnątrz ultra-fi ltracyjnym modułem kapilarnym. Ścieki surowe były pompowane ze zbiornika uśredniającego do komo-ry anoksycznej o objętości 15 dm3 a następnie do komory tlenowej o tej samej objętości (rys. 4). Recyrkulacja osadu z komory tlenowej do anok-sycznej wynosiła 300%.
Wyznaczenie optymalnego obciążenia osadu czynnego oraz obciążenia komory napowietrzania ładunkiem zanieczyszczeń pole-gało, podobnie jak w poprzednim przypadku, na wprowadzaniu do bioreaktora badanych ścieków su-rowych przy zastosowaniu różnego natężenia przepływu (3-80 dm3/d)
Określenie efektywności oczysz-
Rys.4. Schemat bioreaktora membranowego: zbiornik uśredniający (ścieki surowe), (2) komora anoksyczna, (3) komora tlenowa, (4) moduł membranowy, (5) recyrkulacja, P1, P2, P3, P4 – pompy
oczyszczone
1
P1
Ścieki
4Powietrze
P2
2
3
P4
mechaniczne
Mieszadło P3
5
Rys. 5. Zależność zmian wartości wskaźników zanieczyszczeń oczyszczanych ścieków od obciążenia osadu czynnego
Sto
pień
usu
nię
cia
zan
iecz
ysz
czeń
,%
Sto
pie
nu
sun
ięci
a
zan
iecz
ysz
czeń
,%
20
40
60
80
100
0 0,05 0,1 0,15 0,2 0,25 0,3
Obciążenie osadu [gChZT/g smd]
Azot Fosfor
80
85
90
95
100
0 0,05 0,1 0,15 0,2 0,25 0,3
Obciążenie osadu [gChZT/g smd]
ChZT BZT
2 / 20 12

61e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl
energia – woda – środowisko
Tabela 4. Efektywność oczyszczania ścieków w bioreaktorze membranowym przy zastosowaniu obciążenia osadu czynnego wynoszącego 0,14 gChZT/gsmd
oraz utrzymywaniu stałego stę-żenia tlenu ~3 g O2/m3. Wiek osadu zmieniano w zakresie wartości 13 – 23 d, natomiast stężenie osadu czynnego od 4 do 40 kg/m3 Hydrau-liczny czas zatrzymania kształtował się na poziomie 0,35 – 3,57 d.
Ten etap badań pozwolił na stwierdzenie, że wartości wskaź-ników ChZT i BZT5 charakte-ryzujących oczyszczane ścieki w nieznacznym stopniu limitowane były stosowanym obciążeniem osadu czynnego. Utrzymywały się na stałym poziomie w przypadku wszystkich przebadanych obciążeń i mieściły się w granicach 97% – 99% (15 – 28 gChZT/m3, 8 – 10 gBZT/m3) nie przekraczając wartości dopusz-czalnych normami dla ścieków odprowadzanych do odbiornika. Na rys. 5. przedstawiono zależności obniżenia ładunku zanieczyszczeń organicznych i biogennych od obciążenia osadu czynnego.
Wykazano natomiast wyraźną zależność stopnia usunięcia pier-wiastków biogennych z oczyszcza-nych ścieków od tego parametru. W przypadku azotu ogólnego dla obciążenia osadu czynnego wynoszącego 0,14 gChZT/gsmd stopień jego usunięcia był najwyż-szy i kształtował się na poziomie 81,4% (rys. 5). Podczas gdy stężenie azotu ogólnego w ściekach suro-wych wynosiło 130 gNog/m3, to w ściekach oczyszczonych zmalało ponad 5-krotnie (24,2 gNog/m3).
Najniższy stopień usunięcia azotu ogólnego wyniósł 72,7% (ścieki surowe 154 gNog/m3; ścieki oczysz-czone 42,1 gNog/m3) dla obciążenia 0,25 gChZT/gsmd.
Stwierdzono również, że w największym stopniu od obciążenia osadu zależała ilość usuniętego fosforu (rys. 5). Przy zastosowa-niu obciążenia osadu czynnego kształtującego się na poziomie 0,14 gChZT/gsmd jego stężenie w oczyszczonych ściekach wynosiło 2,9 gP/m3, co było równoznaczne z jego największym usunięciem wynoszącym 70,7%. Natomiast naj-niższy stopień usunięcia otrzymano dla obciążenia osadu 0,26 gChZT/gsmd. Wynosił on 57,1% co od-powiadało usunięciu fosforu ze ścieków surowych do stężenia równego 4,4 gP/m3.
Przyjęto więc, że najkorzyst-niejsze obciążenie osadu czynnego wynosiło 0,14 gChZT/gsmd a jego zastosowanie zapewniło najlepsze rezultaty oczyszczania ścieków (tabela 4).
Po przeanalizowaniu wyników badań stwierdzono, że oczyszczone ścieki mogły być bezpośrednio odprowadzone do odbiornika naturalnego, ponieważ żaden ze wskaźników zanieczyszczeń nie przekraczał wartości wyznaczo-nych normami.
Jak wynika z opracowań lite-raturowych oczyszczanie ścieków metodą osadu czynnego w biore-
aktorze membranowym umożli-wia stosowanie wyższych stężeń biomasy dochodzących nawet do 100 kg/m3. Jednak wzrost lepkości medium filtrowanego powoduje znaczne obniżenie wydajności modułu membranowego. Dlatego też w badaniach podjęto próbę określenia wpływu ilości biomasy na efektywność oczyszczania ście-ków oraz wielkości objętościowego strumienia permeatu. Przebadano stężenia osadu czynnego w zakresie wartości od 4 do 40 kg/m3. Każdora-zowo proces prowadzono przy za-stosowaniu wcześniej wyznaczone-go, optymalnego obciążenia osadu czynnego ładunkiem zanieczysz-czeń wynoszącego – 0,14 gChZT/gsmd. Pozostałe parametry pracy osadu czynnego kształtowały się na poziomie: obciążenie komory napowietrzania ładunkiem za-nieczyszczeń - 4200 gChZT/m3, stężenie tlenu ~3 g/m3, wiek osadu 20 d, hydrauliczny czas zatrzyma-nia – 0,35-3,5 d.
Na rys. 6 przedstawiono zmiany stopni usunięcia ładunku zanie-czyszczeń w zależności od stoso-wanego stężenia osadu czynnego.
Przeprowadzone badania ekspe-rymentalne wykazały, że stężenie osadu czynnego w bioreaktorze membranowym, w przebadanym zakresie wartości w niewielkim stopniu wpływał na efektywność oczyszczania ścieków. Stopień obniżenia wartości wskaźnika
Wskaźniki zanieczyszczeń
Stężenie ścieków surowych, g/m3
Ścieki oczyszczone w bioreaktorze membranowym
Stężenie, g/m3 Stopień usunięcia, %
ChZT 1480 22,0 98,1
BZT5 980 9,0 99,0
Azot ogólny 130 24,2 81,4
Fosfor 9,8 2,9 70,7
W Polsce spośród wielu zakładów mięsnych tylko niektóre posiadają własne oczyszczalnie ścieków, natomiast pozostałe wyposażone są jedynie w łapacze tłuszczu, kraty, sita i fl otatory.
2 / 20 12

62 e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl
energia – woda – środowisko
ChZT kształtował się w granicach od 96 – 98%, co odpowiadało jego stężeniu w ściekach od 32 gO2/m3 do 43 gO2/m3. Wartość BZT5 dla ście-ków oczyszczonych zmieniała się od 97 – 99% (6 gO2/m3 - 10 gO2/m3). Jak więc widać dla skrajnych stężeń biomasy istnieje niewielka tylko 2% różnica w stopniu usunięcia ładunków zanieczyszczeń. Dlatego też korzystne jest stosowanie w ko-morach bioreaktora membranowego wyższych stężeń osadu czynnego.
Stężenie osadu czynnego w niewielkim stopniu wpłynęło również na ilość usuwanych bio-genów. Obniżenie stężenia azotu ogólnego kształtowało się w gra-nicach 81 – 77%, natomiast fosforu od 67,1 do 70,7%. Dla stężenia biomasy równego 4 kg/m3 zawar-tość azotu ogólnego w ściekach oczyszczonych wynosiła 11 gNog/m3 a
fosforu 2,8 gPog/m3, podczas gdy dla stężenia osadu równego 30 kg/m3 odpowiednio: 18 gNog/m3, 2,9 gPog/m3. Można więc stwierdzić, że wszystkie badane wskaźniki zanieczyszczeń charakteryzujące ścieki oczyszczone spełniały nor-my określone w Rozporządzeniu Ministra Środowiska i można je było odprowadzić do odbiornika naturalnego.
Zastosowanie wyższego stężenia biomasy pozwoliło również, przy zachowaniu tego samego obciąże-nia osadu, na zwiększenie natężenia przepływu ścieków przez bioreaktor a także oczyszczanie wód odpa-dowych obciążonych większym ł adu n k i e m z a n i e c z y s z c z e ń . Umożliwiało również stosowanie krótszego hydraulicznego czasu zatrzymania ich w komorze bio-reaktora oraz zapewniało dłuższy
wiek osadu. Ważne było również to, że bez względu na własności sedy-mentacyjne osadu był on całkowicie zatrzymywany przez membranę.
Dl a t e go u k ł adu t e c h no -logicznego określono również j a k i j e s t u d z i a ł m e m b r a n w obn iża n iu war tośc i Ch ZT oczyszczanych ścieków. Okaza-ło się, że membrany zatrzymują w bioreaktorze około 10% ładunku zanieczyszczeń.
Przemysł przetwórstwa mię-snego produkuje duże ilości wyso-koobciążonych wód odpadowych. Jak wykazały przeprowadzone w pracy badania można je oczyścić biologicznie do takiego stopnia, aby nadawały się do odprowadzenia do odbiornika naturalnego, jednak z uwagi na konieczność zamykania obiegów wodnych w zakładach przemysłowych, wskazane byłoby ich doczyszczenie i powtórne skie-rowanie do cyklu technologicznego. W tym celu, po procesie oczysz-czania ścieków w bioreaktorze membranowym doczyszczono je metodą odwróconej osmozy.
Na rys. 7 przedstawiono zależ-ność objętościowego strumienia permeatu od czasu prowadzenie wysokociśnieniowego procesu membranowego.
W ciągu 12 godzin prowadzenia procesu odwróconej osmozy za-obserwowano nieznaczny spadek wydajności membrany w czasie. Po 30 minutach fi ltracji objętościo-wy strumień permeatu wynosił 5,4 × 10-6 m3/m2s, natomiast po 12 godzinach ustabilizował się na poziomie 4,5 × 10-6 m3/m2s.
Nie stwierdzono również wpły-wu czasu fi ltracji na efektywność usuwania ładunku zanieczyszczeń z doczyszczanych ścieków.
Wartości wyznaczonych wskaź-ników zanieczyszczeń, a więc ChZT, BZT5, stężenie azotu ogólne-
Rys. 6. Zależność stopnia usunięcia związków organicznych i substancji biogennych od stężenia osadu czynnego
70
75
80
85
90
95
100
Sto
pień
obn
iżen
ia
wsk
azni
ka
zani
eczy
szcz
eń, %
4 10 20 30 40
Stężenie osadu, kg/m3BZT5 ChZT
40
50
60
70
80
90
100
Sto
pień
obni
żeni
a
wsk
azn
ika
zan
iecz
yszc
zeń,
%
4 10 20 30 40
Stężenie osadu, kg/m3Fosfor Azot ogólny
2 / 20 12

63e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl
go i fosforu pozostawały na stałym poziomie w ciągu 12 godzin prowa-dzenia procesu. ChZT oczyszczo-nych ścieków wynosiło 1,5 gO2/m3 a BZT5 - 1 gO2/dm3. Stopień usunięcia azotu ogólnego kształtował się na poziomie 90%, natomiast fosforu na poziomie 99,7%. Stężenie obu biogenów obniżono odpowiednio do 1,8 i 0,3 g/m3. Ładunek zanie-czyszczeń występujący w ściekach w postaci chlorków i siarczanów, jak się tego spodziewano w niewielkim stopniu usunięty w bioreaktorze membranowym (poniżej 4,5%) został skutecznie zatrzymany przez membranę osmotyczną.
W tabeli 5 przedstawiono cha-rakterystykę oczyszczanych ście-ków w zintegrowanych układzie: bioreaktor membranowy - proces odwróconej osmozy.
Jak więc widać ścieki oczyszczone w układzie hybrydowym bioreaktor membranowy – odwrócona osmoza nadawały się do powtórnego użycia w zakładzie produkcyjnym jako woda technologiczna.
Warto zapamiętaćKorzystniejszym rozwiązaniem
w oczyszczaniu badanych ścieków okazał się bioreaktor membranowy.
Stopień usunięcia ładunku za-nieczyszczeń w obu rozwiązaniach był na tyle wysoki, że oczyszczo-ne wody odpadowe mogły być bezpośrednio odprowadzane do odbiornika, a doczyszczone w procesie odwróconej osmozy można było zawrócić do cyklu technolo-gicznego, co umożliwiłoby w przy-szłości zamknięcie obiegu wody w zakładzie produkcyjnym.
Bioreaktor membranowy może pracować przy kilkukrotnie wyż-szym stężeniu osadu czynnego w komorze napowietrzania. W klasycznych oczyszczalniach sto-sowane stężenie biomasy kształtuje się na poziomie 3 – 5 gsm/dm3, pod-czas gdy w komorze bioreaktora, jak wykazały przeprowadzone badania, optymalne stężenie osadu czynnego kształtowało się na pozio-mie 30 gsm/dm3.
Dzięki wyższemu stężeniu osadu czynnego w komorze na-powietrzania istnieje możliwość stosowania większych natężeń przepływu oczyszczonych ścieków w bioreaktorze membranowym, co wiąże się z większą wydajnością oczyszczania. Dla reaktora se-kwencyjnego natężenie przepływu wynosiło 9 dm3/d, podczas gdy w przypadku bioreaktora mem-branowego kształtowało się na poziomie 63 dm3/d.
Membrana oprócz biomasy zatrzymuje również wielkoczą-steczkowe substancje refrakcyjne. Dlatego w bioreaktorze membra-nowym obserwuje się kilkukrotnie krótszy czas hydraulicznego za-trzymania oczyszczanych ścieków w komorze reakcyjnej. Dla reaktora sekwencyjnego wynosił on 3,3 d natomiast w przypadku bioreaktora membranowego 0,5 d.
Rys. 7. Zależność objętościowego strumienia permeatu od czasu fi ltracji wysokociśnieniowej
y = -0,3446Ln(x) + 5,3228
R2 = 0,882
0
1
2
3
4
5
6
0 5 10 15Czas, h
Ob
jęto
ścio
wy
stru
mie
ńp
erm
eatu
,Jw
•10
6 ,m3 m
2 s
Wskaźniki zanieczyszczeń
Stężenie ścieków surowych,
g/m3
Ścieki oczyszczonew bioreaktorze membranowym
Ścieki doczyszczonew procesie odwróconej osmozy
Stężenie,g/m3
Stopień usunięcia, %
Stężenie,g/m3
Stopień usunięcia, %
ChZT 1112 68 98,1 1,5 96,0BZT5 1000 10 99,0 1 91,0
Azot ogólny 110 18 81,4 1,8 90,1Fosfor 11 2,9 70,1 0,3 99,7
Siarczany 252 241 4,4 37 85,3Chlorki 808 772 4,5 42 94,8
Twardość - 260 - 0 100Tabela 5. Efektywność oczyszczania ścieków w układzie kojarzącym bioreaktor membranowy z procesem odwróconej osmozy
W ostatnich latach coraz więcej uwagi poświęca się rozwojowi niekonwencjonalnych metod unieszkodliwiania ścieków, między innymi ciśnieniowym technikom membranowym. Proces ultrafi ltracji zapewnia usunięcie ze ścieków zawiesiny i wielkocząsteczkowych substancji refrakcyjnych pozostałych po biologicznym oczyszczaniu natomiast odwrócona osmoza umożliwia demineralizację oczyszczanych wód odpadowych oraz usunięcie małocząsteczkowych związków organicznych.
2 / 20 12
64 e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl
Zastosowanie procesów bez-
tlenowych w mleczarniach znane jest od dawna. Nie było jednak powszechne. Wątpliwości wynikały z problemów eksploatacyjnych obserwowanych w już pracujących instalacjach. Uzyskiwane redukcje ChZT były niższe niż spodzie-wane i tym samym mniejsza była produkcja biogazu, stosowane w praktyce obciążenia reaktorów dla ich poprawnej pracy musiały pozostawać w niskim zakresie (2-4 kg ChZT/m3×d), co zmniejszało atrakcyjność fi nansową inwestycji (w reaktorach wysoko obciążonych
obciążenia są na poziomie 15-28 kg ChZT/m3d). W wyniku zjawiska dezintegracji beztlenowego osadu granulowanego spowodowanego krystalizacją białek oraz wysoką zawartością tłuszczów, konieczne było kosztowne, częste zaszcze-pianie reaktorów nową biomasą i ponowne rozruchy reaktora. Ob-serwowano też częściowe lub cał-kowite zahamowanie aktywności metanowej bakterii beztlenowych, często konieczne było stosowanie częściowego by-passu reaktora beztlenowego w wyniku zabu-rzeń stosunku ChZT/N. Główne problemy związane z beztlenową obróbką ścieków mleczarskich dotyczą degradacji tłuszczów i/lub produktów ich hydrolizy LCFA (długo łańcuchowe kwasy tłusz-czowe). Negatywny wpływ LCFA na mikroorganizmy beztlenowe może powodować hamowanie pro-cesu biodegradacji, co prowadzi do
poważnej niestabilności reaktora beztlenowego oczyszczającego ścieki z zawartością tłuszczów. Tak więc efektywne beztlenowe oczyszczanie ścieków mleczar-skich jest możliwe w specyfi cznych przypadkach i przy spełnieniu pewnych warunków. Różnorodność produkcji mleczarskiej powoduje, że proces zastosowany w jednej mleczarni może nie być dobry dla drugiej. W tym świetle bardzo inte-resującą alternatywą dla mleczarni prowadzącą do produkcji OZE jest fermentacja metanowa osadów. Takie rozwiązanie zostało wybrane przez SM Mlekovita w Wysokiem Mazowieckiem. Odrębną sprawą jest fermentacja serwatki, która oddzielnie może być realizowana w wysokoefektywnych reaktorach o skuteczności rozkładu ChZT >99%, przy założeniu stałego dopływu tego substratu.
dr inż. Bogusław Buczak
Dyrektor Centrum Technologii Beztlenowych, Veolia Water
DLA BEZTLENOWEGO OCZYSZCZANIA ŚCIEKÓW MLECZARSKICH
Sonda AGROindustry
TAKNIE
2 / 20 12
raczej NIE

65e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl
energia – woda – środowisko
Beztlenowe oczyszczanie ście-ków, jak każdy proces utylizacji odpadów ma swoje plusy i minusy. Weryfikując większość zarzutów jakie są kierowane przeciwko tej metodzie, znajduje się mocne argu-menty żeby je podważyć np.: • Ścieki przemysłowe (np. mle-
czarskie) charakteryzują się bardzo wysokim wskaźnikiem ChZT- czy beztlenowy proces poradzi sobie z takim ładun-kiem? Jak najbardziej. Efektyw-ność procesów beztlenowych rośnie wraz ze wzrostem ładun-ku zanieczyszczeń w ściekach. Dodatkowo w porównaniu do metod tlenowych charaktery-zują się one wyższą sprawnością sięgającą 85-95%.
• Metoda beztlenowa pozwala na usuwanie wysokich zanieczysz-czeń w ściekach- czy generuje to wysokie koszty eksploatacyjne? Otóż nie. Fermentacja beztle-nowa jest biologicznym proce-sem zachodzącym samoistnie w środowisku beztlenowym (przy udziale bakterii beztle-nowych). Zatem proces utyli-zacji nie opiera się na dużym wydatku energetycznym jak w procesie tlenowym- polegają-cym na dostarczeniu tlenu, tylko na cyrkulacyjnym przepływie mieszaniny ścieków i osadu beztlenowego w reaktorze.
• Specyfi ką zakładów produkcyj-nych są chwilowe zrzuty dużych
ładunków, np. podczas mycia oraz nierównomierna produk-cja, co wtedy? Nie stanowi to problemu, ponieważ stosuje się przed reaktorem beztleno-wym zbiornik retencyjny, który niweluje wahania dopływu ścieków do fermentera oraz pozwala na uśrednienie ładunku mieszaniny.
• Zakłady produkcyjne nie mogą sobie pozwolić na zatrzymanie produkcji ze względu na awarie na oczyszczalni. Jakie jest ryzyko awarii reaktora beztlenowego? Kaskadowa budowa wnętrza reaktorów beztlenowych oraz brak dodatkowego wyposażenia w postaci urządzeń, np. miesza-dła, zapewnia ciągłą i bezawa-ryjną pracę obiektu.
• Jak zutylizować powstający pod-czas procesu osad? Ze względu na znikomy przyrost osadu beztleno-wego podczas procesu fermenta-cji, jest on towarem defi cytowym i stanowi produkt handlowy a nie odpad- w przeciwieństwie do osadów nadmiernych z procesu tlenowego.
• Co z uciążliwością zapachową? Nie ma problemu. Ze względu na fakt, że proces fermenta-c ji przebiega w warunkach b e z t l e n o w yc h z b i o r n i k i , w których odbywa się proces są szczelne. Natomiast powietrze ze zbiornika retencyjnego oraz budynku technologicznego jest odprowadzane do biofi ltra w celu dezodoryzacji.
• Przetwórnie spożywcze wy-korzystują wolną przestrzeń na terenie zakładu w celach rozwojowych- nowe hale, ma-gazyny. Ile miejsca zajmuje obiekt beztlenowej oczyszcza-lni ścieków? Mało. Beztleno-wa oczyszczalnia ścieków ma b udowę kompa k t ową. Z e względu na rozmiary reaktora H= ok. 24m, D= ok. 4m, rozbudo-wujemy obiekt wzwyż zaoszczę-dzając w ten sposób teren wokół zakładu. Ponadto stopień bez-tlenowy można dostawić do już istniejącej oczyszczalni tlenowej (modernizacja) lub wybudo-wać zupełnie jako nowy obiekt w stosunkowo krótkim czasie.
Jak wygląda stopa zwrot u takiej inwestycji? Na opłacalność inwestycji na wpływ: suma wyge-nerowanej oszczędności podczas eksploatacji (np. w porównaniu do systemu tlenowego), ilość powsta-jącego biogazu oraz sposób jego wykorzystania (kogereracja bądź spalanie w kotłach parowych), ewentualnie wysokość otrzyma-nego dofinansowania z UE (do 50%). W zależności od proporcji danych czynników, układa się stopa zwrotu inwestycji. Sposo-bem na szybki zwrot jest energe-tyczne wykorzystanie biogazu: uzysku pary podczas spalania w kotłach oraz wygenerowanie energii elektrycznej i c ieplnej w agregatach kogeneracyjnych.
Beata Maczyszyn
AF Projects Sp. z o.o.
DLA BEZTLENOWEGO OCZYSZCZANIA ŚCIEKÓW MLECZARSKICH
Beztlenow
e oczyszczanie ścieków
mleczarskich
TAKNIE
2 / 20 12
raczej TAK

66 e - w y d a n i e d o p o b r a n i a n a : www.apbiznes.pl2 / 20 12
energia – woda – środowisko
Tomasz Kijowski
Grundfos
Ireneusz Plichta
ProEko
Odpowiedź na to pytanie nie będzie jednoznaczna i prosta.
Ścieki pochodzące z produkcji mleczarskiej w większości cha-rakteryzują się dużą zmiennością, zależną od rodzaju produkcji, choć coraz częściej ma miejsce specja-lizacja poszczególnych zakładów w danym typie produkcji.
Uważam, że wybór technologii oczyszczania ścieków mleczar-skich, ze względu na specyfi czny
rodzaj produkcji, powinien być traktowany indywidualnie, po dokładnym przeanalizowaniu panujących warunków.
Należy zwrócić jednak uwagę, że ściek mleczarski zwykle cha-rakteryzuje się ekstremalnymi wahaniami koncentracji dopływu, wysokimi stężeniami związków azotu (pochodzących z procesów mycia), co wpływa na zachwiania procesu beztlenowego.
Ze względu na małą produkcję osadu, pojawia się niedogodny stosunek BZT/N, co wpływa nega-tywnie w przypadku zastosowania kolejnego etapu oczyszczania tle-nowego.
Wartość BZT5 pomiędzy 500 a 2000 mg/l powoduje, że zasto-sowanie procesu oczyszczania
beztlenowego, ze względu na ponie-sione wysokie nakłady fi nansowe może być fi nansowo niekorzystna w porównaniu z technologią tle-nową.
W końcu warto przeanalizować wartość temperatury ścieku mle-czarskiego na dopływie, co często wymaga jej podniesienia oraz niekorzystne zjawisko strącania się struwitu i węglanów wapnia w wyniku jej obniżania.
Pamiętać jednak należy o po-zytywnych aspektach stosowania reaktorów beztlenowych, jakimi będą niższa produkc ja osadu, niższy koszt energii w procesie napowietrzania oraz produkcja biogazu, co wpływa na obniżanie kosztów eksploatacyjnych.
Ścieki mleczarskie mogą być oczyszczane w procesie tlenowym jak i w procesie beztlenowo tleno-wym. W oczyszczaniu tlenowym główne nakłady energetyczne wią-żą się z koniecznością dostarczania tlenu, którego zapotrzebowanie jest wprost proporcjonalne do ładunku zanieczyszczeń zawartegow ściekach. Z kolei w oczyszczaniu beztlenowym główne nakłady energetyczne związane są koniecz-nością zapewnienia optymalnej temperatury procesu. Zapotrzebo-wanie energii cieplnej jest wprost proporcjonalne do ilości ścieków. Nie jest ono z kolei zależne od ładunku zanieczyszczeń w nich zawartego.
Z zależności tych wynika, że im wyższe stężenie zanieczysz-czeń w ściekach surowych tym większe korzyści osiągane są w wyniku stosowania beztlenowo tlenowego oczyszczania ścieków jako alternatywy do oczyszczania w procesie wyłącznie tlenowym. Dla bilansu kosztów znaczenie ma również fakt, że w wyniku roz-kładu beztlenowego uzyskujemy energię w postaci biogazu. Jej ilość jest wprost proporcjonalna do ła-dunku zanieczyszczeń zawartego w ściekach.
Za próg uzasadnionego za-stosowania tego typu procesów uważa się wartość ChZT w ście-kac h surow yc h na poziomie co najmniej 2000 gO2/m3 (przy uwzględnieniu kosztów utylizacji osadów ora z w ykorzysta n iu biogazu jako alternatywy dla stosowania gazu ziemnego). Próg ten ulega znaczącemu zwiększe-niu w przypadku gdy biogaz nie jest wykorzystywany. Wartość ta
jest właściwa dla oczyszczalni stosunkowo dużych - powyżej 2000 m3/d. Wraz ze spadkiem ilości ścieków kierowanych na oczyszczalnię rosło będzie mi-nimalne stężenie ChZT przy któr ym jest sens stosowania procesów bezt lenowych. Dla wartości ChZT powyżej 5000 gO2/m3 zawsze bardziej opłacalne będzie oczyszczanie beztleno-we od oczyszczania tlenowego. W przypadku oczyszczalni na które kierowany jest ładunek ChZT powyżej 5000 kg O2/d opła-ca się spalać biogaz w agregatach kogeneracyjnych, co znacząco wpływa na rentowność oczysz-czalni.
Należy się liczyć z rosnącymi kosztami zagospodarowania osa-dów ściekowych oraz wzrostem kosztów energii elektrycznej, co powodowało będzie dalsze obniżanie się progu opłacalności stosowania procesów beztleno-wych
Bez
tleno
we o
czys
zcza
nie
ście
ków
mle
czar
skic
hTA
KNI
E
raczej NIE
raczej TAK

NSK_Ad_HPS ACBB_AgroIndustry_PL_krzywe.indd 1 2012-04-12 14:39:41