współczesne zagadnienia rozwoju sektora energetycznego i ...
136
WSPÓŁCZESNE ZAGADNIENIA ROZWOJU SEKTORA ENERGETYCZNEGO I ROLNICZEGO Szkoła Główna Gospodarstwa Wiejskiego w Warszawie Warszawa 2010
Transcript of współczesne zagadnienia rozwoju sektora energetycznego i ...
WSPÓŁCZESNE ZAGADNIENIA ROZWOJU SEKTORA ENERGETYCZNEGO
I ROLNICZEGO
Szkoła Główna Gospodarstwa Wiejskiego w Warszawie Warszawa 2010
2
Redakcja naukowa: Piotr F. Borowski Marek Klimkiewicz Małgorzata Powałka Recenzenci: Piotr F. Borowski Jerzy Buliński Andrzej Chochowski Stanisław Gach Marek Gaworski Małgorzata Jaros Marek Klimkiewicz Jacek Klonowski Adam Kupczyk Aleksander Lisowski Zbigniew Majewski Zygmunt Owsiak Małgorzata Powałka Jędrzej Trajer Tadeusz Waściński Janusz Wojdalski ISBN 978-83-7583-194-8 Druk: Agencja Reklamowo-Wydawnicza A. Grzegorczyk, www.grzeg.com.pl
3
SPIS TREŚCI
Rozdział 1 Energetyka przyjazna środowisku Piotr F. BOROWSKI
5
Rozdział 2 Chemizacja rolnictwa w świetle krajowych i europejskich przepisów prawnych Anna MAŁECKA, Jan KAMIŃSKI
14
Rozdział 3 Wybrane aspekty sporządzania kiszonek w belach osłanianych folią Stanisław GACH, Krzysztof KORPYSZ, Ireneusz SKONIECZNY
27
Rozdział 4 Analiza zużycia folii przy różnych sposobach osłaniania bel zielonki Stanisław GACH, Ewa PIOTROWSKA, Ireneusz SKONIECZNY
41
Rozdział 5 Analiza kosztów ponoszonych przy różnych sposobach osłaniania bel zielonki Stanisław GACH, Ireneusz SKONIECZNY
55
Rozdział 6 Charakterystyka otoczkowania i powlekania nasion Tomasz LESZCZUK
65
Rozdział 7 Ekonomiczno – techniczne aspekty pozyskania energii z biomasy pochodzącej z uprawy miskantusa olbrzymiego przetwarzanej w postaci brykietów Waldemar IZDEBSKI, Jacek SKUDLARSKI
77
Rozdział 8 Współspalanie biomasy w elektrowni „Kozienice” S.A. –pierwsze doświadczenia Krzysztof KORPYSZ, Monika MOSIONEK
87
Rozdział 9 Produkcja ekologiczna a rynek konsumentów w Polsce Anna KOWALCZYK, Marek GAWORSKI
99
Rozdział 10 Efektywność zużycia energii w małym zakładzie przetwórstwa mięsnego Janusz WOJDALSKI, Bogdan DRÓŻDŻ, Paweł LIPIŃSKI
110
Rozdział 11 Analiza czynników warunkujących efektywną pracę silnika o zapłonie samoczynnym zasilanego nieprzetworzonym olejem rzepakowym Marek KLIMKIEWICZ, Ján JOBBÁGY, Ján SIMONÍK,
122

4
5
Rozdział 1
ENERGETYKA PRZYJAZNA ŚRODOWISKU
Piotr F. BOROWSKI
Mówiąc o energetyce przyjaznej środowisku należy zastanowić się w jaki sposób produkować coraz więcej energii przy coraz mniejszej ingerencji w środowisko naturalne. Jednym ze sposobów produkcji czystej energii jest rolnictwo energetyczne. Rozwój rolnictwa energetycznego zapewni polskiemu rolnictwu opłacalne ekonomicznie wykorzystanie gruntów odłogowanych (wyłączonych z upraw) oraz ugorów i nieużytków o powierzchni rzeczywistej do 2 mln. hektarów. Stanowi to około 15% użytków rolnych w Polsce. Rolnictwo energetyczne umożliwi setkom tysięcy mieszkańców wsi uczestnictwo w korzyściach z przebudowy energetyki, przede wszystkim elektroenergetyki, na bardziej konkurencyjną. Średniofalowo rolnictwo energetyczne ograniczy pogłębiającą się barierę rozwojowa wsi polegającą na nieadekwatności infrastruktury w postaci wiejskich sieci elektroenergetycznych. Długofalowo rozwój rolnictwa energetycznego tworzy natomiast fundamentalna podstawę pod trwałą opłacalność produkcji rolnej, polegającą na rozszerzeniu możliwości zbytu produkcji rolnej na dwa wielkie i newralgiczne rynki: żywnościowy i energetyczny.
ŚWIATOWE ZAPOTRZEBOWANIE NA ENERGIĘ PIERWOTNĄ
Wraz z rozwojem gospodarczym systematycznie wzrasta globalne zapotrzebowanie na energię, która jest kluczem i motorem napędowym rozwoju gospodarczego każdej gospodarki. Świat bez energii nie byłby możliwy do wyobrażenia i zaakceptowania w XXI wieku. Na początku obecnego stulecia globalna roczna produkcja energii elektrycznej wyniosła około 15000 TWh, z czego: • 9000 TWh w krajach o rozwiniętej gospodarce rynkowej, • 1700 TWh w krajach byłego ZSRR i Europy Centralnej i Wschodniej, • 1300 TWh w Chinach, • 3000 TWh w krajach rozwijających się [URE].
Zarówno produkcja jak i zużycie energii elektrycznej nie jest równomierne. Blisko 80% całej produkcji zużywają kraje rozwinięte, których ludność stanowi 30% całej populacji Ziemi. Pozostałe 20% energii zużywają kraje rozwijające się, w których zamieszkuje ok. 4 mld. ludzi.
Niezależnie od opracowywanych scenariuszy popyt na energię w najbliższych latach będzie systematycznie wzrastał, natomiast może różnić się jego dynamika.
6
Właściwe funkcjonowanie każdej gospodarki uzależnione jest od szeroko pojętej energetyki, która zajmuje niezwykle ważne miejsce w codziennym życiu. Dlatego dla każdego państwa priorytetem jest zapewnienie bezpieczeństwa energetycznego. Energia umożliwia produkcję w przemyśle i w rolnictwie, transport, właściwe funkcjonowanie biur i mieszkań. Wszędzie tam gdzie jest stosowana energia należy zastanowić się nad jej efektywnym wykorzystywaniem.
Według Reference Scenerio w ciągu najbliższych 25 lat zapotrzebowanie na energię będzie systematycznie wzrastać. W stosunku do dzisiejszego zapotrzebowania nastąpi ponad 50% przyrost popytu na energię ogółem, natomiast zapotrzebowanie w niektórych grupach (np. ropa i gaz) wzrośnie nawet o 60%. Unia Europejska zobowiązała się do roku 2020 ograniczyć o 20% emitowane przez siebie ilości gazów cieplarnianych (w porównaniu z rokiem 1990). Rolnictwo jest tym rodzajem działalności człowieka, którego powodzenie w znaczący sposób uzależnione jest od warunków klimatycznych dlatego należy się spodziewać, że zmiana klimatu spowodowana wzrostem stężenia w atmosferze gazów cieplarnianych w znacznym stopniu wpłynie na wyniki działalności rolniczej. Unia zamierza osiągnąć postawiony cel środowiskowy, przede wszystkim ograniczając zużycie energii i zwiększając wykorzystanie energii odnawialnej. Gospodarka europejska powinna obrać taki kierunek polityki, który będzie łączyć kwestie energii z troską o ochronę środowiska oraz opierać się na jasnych celach i konkretnym harmonogramie działań, aby kształtować energooszczędną, niskoemisyjną gospodarkę. ENERGIA W ROLNICTWIE
Zużycie energii elektrycznej na wsi można podzielić na energię wykorzystywaną w gospodarstwie domowym oraz zużywaną na potrzeby produkcji rolnej i prac pomocniczych w gospodarstwie rolnym. We współczesnych gospodarstwach energia elektryczna stała się podstawowym nośnikiem, za pomocą którego zaspokajanych jest wiele potrzeb. Rosnące ceny energii spowodowały, że opłaty związane z ogrzewaniem i użytkowaniem odbiorników energii elektrycznej stały się odczuwalnym wydatkiem w budżetach domowych. Gospodarstwa rolne w celu obniżenia kosztów związanych z opłatami mogą iść w kierunku niezależności energetycznej. Autonomiczne gospodarstwo rolne, powinno produkować dla siebie energię. Metody są dwie — wykorzystanie odnawialnych źródeł energii (wiatru, słońca, spadku wody) albo produkowanie paliwa na własne potrzeby w obrębie gospodarstwa. Zużycie energii przez urządzenia pracujące w gospodarstwie rolnym zależy nie tylko od znamionowej mocy elektrycznej, ale także od takich parametrów jak: sprawność agregatu, jakość izolacji termicznej obudowy, temperatura otoczenia, efektywność oddawania ciepła do otoczenia (dlatego tak ważne jest prawidłowe ustawienie odbiornika i zapewnienie skutecznej wentylacji). Sprzęt chłodniczy: lodówki i zamrażarki pracują praktycznie w sposób ciągły i właśnie dlatego kluczową rolę odgrywa wysokość zużycia energii. Można je obniżyć przez właściwy dobór sprzętu. Szacuje się, że 60-70% zużycia energii elektrycznej w gospodarstwach rolnych to energia na potrzeby różnego rodzaju napędów. Wstępna ocena napędów stosowanych w rolnictwie prowadzi do wniosku, że najczęściej używane są silniki o stosunkowo niskiej sprawności. Wiele z nich jest przewymiarowanych. Stosowanie przewymiarowanych silników napędowych (o mocy większej od potrzeb) powoduje nieuzasadnione straty energii. Silniki takie pracują także przy niskim współczynniku mocy, co powoduje niepotrzebne ograniczenie przepustowości i zbędne
7
przegrzewanie przewodów, linii zasilających i transformatorów. Nawet niewielka poprawa sprawności silników może prowadzić do znaczących oszczędności energii elektrycznej [BAPE]. Wzrastające zapotrzebowanie na energię oraz wyczerpujące się zapasy jej nośników sprawiają, iż konieczne jest wprowadzanie sposobów jej oszczędzania i efektywniejszego użycia. Dyrektywa 2006/32/EC w sprawie efektywności wykorzystania energii i usług energetycznych, w której Państwa Członkowskie zobowiązały się do oszczędności na poziomie 9% energii dostarczanej odbiorcom końcowym w okresie 9 lat od wejścia w życie dyrektywy ma przyczynić się do podniesienia poziomu efektywności zużywania energii.
PODSTAWY PRAWNE
Ustawa Prawo energetyczne z 1997 roku wraz z kolejnymi nowelizacjami oraz Założenia polityki energetycznej Polski do 2030 roku opracowane przez Ministerstwo Gospodarki odgrywają szczególnie ważną rolę w zakresie kształtowania lokalnej polityki energetycznej, która została powierzona jednostkom samorządu terytorialnego. Rozwój projektów energetycznych opartych na źródłach skojarzonej produkcji energii i ciepła stanowi podstawę do działań na lokalnych rynkach energetycznych. Istnieje zatem potrzeba stworzenia regionalnych programów energetycznych uwzględniających dotychczasowe składniki szeroko rozumianej infrastruktury energetycznej, projektów rozwoju sieci energetycznych, rozwoju energetyki opartej o regionalne odnawialne i alternatywne źródła energii. Planowanie gospodarki energetycznej w gminie nie powinno być traktowane jedynie jako obowiązek narzucony przez Ustawę (artykuły od 17 do 20) według której planowanie i organizacja zaopatrzenia w ciepło, energię elektryczną i paliwa gazowe należą do zadań własnych gminy. Kreowanie przez władze lokalne polityki energetycznej w regionie jest istotnym czynnikiem bezpieczeństwa energetycznego. Sprawny, zrównoważony system energetyczny oparty również na paliwach bardziej przyjaznych środowisku naturalnemu jest ważnym czynnikiem wpływającym na lokalny rozwój gospodarczy.
Bezpieczeństwo energetyczne Polski wymaga zapewnienia dostaw odpowiedniej ilości energii elektrycznej po rozsądnych cenach przy równoczesnym zachowaniu wymagań ochrony środowiska. Przewiduje się wzrost finalnego zapotrzebowania na energię elektryczną z poziomu ok. 111 TWh w 2006 r. do ok. 172 TWh w 2030 r., tzn. o ok. 55%, co jest spowodowane przewidywanym wykorzystaniem istniejących jeszcze rezerw transformacji rynkowej i działań efektywnościowych w gospodarce. Zapotrzebowanie na moc szczytową wzrośnie z poziomu 23,5 MW w 2006 r. do ok. 34,5 MW w 2030 r. Zapotrzebowanie na energię elektryczną brutto wzrośnie z poziomu ok. 151 TWh w 2006 r. do ok. 217 TWh w 2030 r. Wzrost zapotrzebowania na energię nie powinien wpływać na zwiększenie produkcji gazów cieplarnianych. Ochrona klimatu wraz z przyjętym przez UE pakietem klimatyczno-energetycznym powoduje konieczność przestawienia produkcji energii na technologie o niskiej emisji CO2. W istniejącej sytuacji szczególnego znaczenia nabiera wykorzystywanie wszelkich dostępnych technologii z równoległym podnoszeniem poziomu bezpieczeństwa energetycznego i obniżaniem emisji zanieczyszczeń przy zachowaniu efektywności ekonomicznej. Osiągnięcie celów unijnych w zakresie energii odnawialnej wymagać będzie produkcji energii elektrycznej brutto z OZE w 2020 r. na poziomie ok. 31 TWh, co będzie stanowić 18,4% produkcji całkowitej, a w 2030 r. - poziom 39,5 TWh, co oznacza ok. 18,2% produkcji całkowitej. Największy udział będzie stanowić energia z elektrowni
8
wiatrowych – w 2030 r. ok. 18 TWh, co będzie stanowić ok. 8,2% przewidywanej produkcji całkowitej brutto. Istotnym elementem poprawy bezpieczeństwa energetycznego jest rozwój energetyki rozproszonej, wykorzystującej lokalne źródła energii, jak metan czy OZE. Rozwój tego typu energetyki pozwala również na ograniczenie inwestycji sieciowych, w szczególności w system przesyłowy. System zachęt dla energetyki rozproszonej w postaci systemów wsparcia dla OZE i kogeneracji będzie skutkował znacznymi inwestycjami w energetykę rozproszoną.
Polityka energetyczna wiele uwagi poświęca także rozwojowi energetyki odnawialnej. Najważniejszym przedsięwzięciem w tym obszarze będzie wypracowanie ścieżki dochodzenia do realizacji celów zawartych w pakiecie klimatycznym, w podziale na poszczególne rodzaje OZE i związane z nimi technologie. Dokument rządowy wyznacza następujące cele: 15% udział OZE w zużyciu energii finalnej w 2020 r. oraz 10% udział biopaliw w rynku paliw transportowych w 2020 r. Polska będzie także dążyć do większego wykorzystania biopaliw II generacji. Ponadto prowadzone będą działania, które pomogą w rozwoju biogazowni rolniczych oraz farm wiatrowych na lądzie i morzu. Nowe jednostki OZE i umożliwiające ich przyłączenie sieci elektroenergetyczne, będą mogły uzyskać bezpośrednie wsparcie z funduszy europejskich oraz środków funduszy ochrony środowiska. Według rządu, do 2020 roku w każdej gminie w Polsce powinna funkcjonować przynajmniej jedna biogazownia rolnicza produkująca energię elektryczną i cieplną. Moc każdego obiektu ma wynosić od 0,7 do 3,0 MW, a łącznie od 2 do 3 tysięcy MW. Surowcem do produkcji biogazu powinny być rośliny energetyczne (głównie kukurydza) i odpady rolnicze (gnojowica, resztki poubojowe). Kierunki rozwoju sektora biogazowego można wytyczyć porównując dane z pozostałych krajów unijnych. Znaczący udział w produkcji biogazu w krajach UE mają biogazownie wysypiskowe (głównie w Wielkiej Brytanii) oraz biogazownie rolnicze (głównie w Niemczech). Szacuje się, że biogaz rolniczy będzie w najbliższych latach siłą napędową we wszystkich krajach Unii dzięki rozwojowi upraw energetycznych, m.in. takich jak: kukurydza, pszenica czy nasiona słonecznika. BIOGAZOWNIE JAKO ELEMENT ENERGETYKI ROZPROSZONEJ
Energetyka rozproszona (generacja rozproszona, wytwarzanie rozproszone) jest stosunkowo nową dziedziną zatem nie istnieje jeszcze ugruntowana i powszechnie akceptowana terminologia. Według CIGRE generacja rozproszona oznacza źródła o mocach nie przekraczających 50 – 100 MW, których rozwój nie jest planowany centralnie, nie podlegające też centralnemu dysponowaniu mocą, przyłączone najczęściej do sieci rozdzielczej. Można przyjąć, że energetyka rozproszona to małe (o mocy znamionowej do 50–150 MW) jednostki lub obiekty wytwórcze, przyłączane bezpośrednio do sieci rozdzielczych lub zlokalizowane w sieci elektroenergetycznej odbiorcy (za urządzeniem kontrolno-rozliczeniowym), często produkujące energię elektryczną z energii odnawialnych lub niekonwencjonalnych, równie często w skojarzeniu z wytwarzaniem ciepła [Biczel, Paska 2003]. Wykorzystanie lokalnych źródeł energii do ogrzewania może wpłynąć na obniżkę kosztów, a zagospodarowanie odpadów podnieść stan środowiska naturalnego [Sosnowska 2009].
Nowe zadania dla rolnictwa to produkcja roślin na cele energetyczne i ograniczenie zużycia energii. Ze względu na bezpieczeństwo energetyczne, państwa członkowskie Unii Europejskiej, dążąc do dywersyfikacji źródeł energii, będą zwiększały udział energii odnawialnej w energetyce. Globalne ocieplenie wymusza
9
na rolnictwie nie tylko adaptację do nowych warunków klimatycznych, ale również do prowadzonej polityki klimatycznej. Produkcja i zastosowanie OZE to również sposób na ograniczenie emisji CO2 do atmosfery, ale też nowe miejsca pracy na wsi. Ministerstwo Gospodarki opracowało Program Innowacyjna Energetyka - Rolnictwo Energetyczne, który przyczyni się do realizacji międzynarodowych zobowiązań wynikających z dyrektywy Parlamentu Europejskiego i Rady 2009/28/WE z dnia 23 kwietnia 2009 r. „W sprawie promowania stosowania energii ze źródeł odnawialnych” zmieniającej i w następstwie uchylającej dyrektywy 2001/77/WE oraz 2003/30/WE, będącej jednym z elementów tzw. pakietu klimatyczno-energetycznego, w której założono dla Polski cele na 2020 rok w postaci wzrostu udziału energii odnawialnej w bilansie energii finalnej do 15% oraz w rynku paliw transportowych do 10%. Wspomniany Program jest elementem promowania bardziej ekologicznego wzrostu gospodarczego, pozytywnie wpłynie na rozwój wykorzystania odnawialnych źródeł energii oraz przyczyni się do zredukowania emisji gazów cieplarnianych. Ponadto realizacja działań zawartych w Programie może zwiększyć tempo rozwoju gospodarczego Polski [Ministerstwo Gospodarki 2009]. Kierunki działań w rolnictwie, które mogą przyczynić się do skuteczniejszej realizacji założeń dotyczących ochrony klimatu to przede wszystkim: (1) unikanie bądź ograniczanie emisji gazów cieplarnianych do atmosfery oraz (2) zwiększanie ilości wiązanego w biosferze węgla. Rolnictwo jest źródłem ponad 50% całkowitej emisji metanu (CH4) i ponad 80% podtlenku azotu (N2O). Sektor ten jest także istotnym źródłem emisji dwutlenku węgla (CO2), zarówno w wyniku wykorzystywania paliw kopalnych jak i w efekcie spalania materii organicznej czy zubażania gleby w substancje organiczną. W Polsce rolnictwo jest źródłem 74% całkowitej emisji podtlenku azotu i 23% metanu. Tak znaczny udział w emisji – zwłaszcza metanu i podtlenku azotu tj. gazów cieplarnianych o znacznie wyższym niż dwutlenek węgla wskaźniku ocieplenia wskazuje, że podejmowanie działań w sektorze rolniczym jest sprawą ważną [Karaczan].
BIOMASA W ENERGETYCE ROZPROSZONEJ – CZYLI BIOGAZOWNIE ROLNICZE W KAŻDEJ GMINIE
Biogaz jest paliwem gazowym wytwarzanym przez mikroorganizmy z materii organicznej w warunkach beztlenowych. Jest mieszaniną głównie metanu i dwutlenku węgla. W zależności od substratów (rodzaju materii organicznej) skład wytwarzanego biogazu może się wahać – metan (CH4) od 40% do 80%, dwutlenek węgla (CO2) od 20% do 55%, siarkowodór (H2S) od 0,1% do 5,5% oraz wodór (H2), tlenek węgla (CO), azot (N2), tlen (O2) – w śladowych ilościach. Biogaz może powstawać samorzutnie w procesach rozkładu substancji organicznych lub można go produkować celowo. Ze względu na rodzaj substratu wykorzystywanego do wytwarzania biogazu można wyróżnić źródła zwierzęce (z produkcji rolniczej) – gnojowica, odchody zwierząt; źródła pochodzące z produkcji roślinnej – uprawy energetyczne, odpady zielone, a także źródła komunalne – odpady organiczne, osad ściekowy – i przemysłowe: z produkcji spożywczej (mleczarskiej, cukierniczej, mięsnej itp.), z wytwarzania produktów kosmetycznych oraz z odpadów papierniczych. Wytworzony w ten sposób biogaz może być stosowany do produkcji energii elektrycznej i cieplnej w skojarzeniu - tzw. kogeneracji, jako paliwo silnikowe (CNG) do pojazdów, a także po oczyszczeniu może być wtłaczany do rurociągów gazowych zasilanych gazem ziemnym. Obecnie źródła powstawania biogazu można zamknąć w czterech kategoriach: składowiska odpadów, oczyszczalnie ścieków,
10
biogazownie rolnicze i biogazownie energetyczne. Zmiany zachodzące na rynku energetycznym przyczyniają się do intensyfikowania działań mających na celu znalezienie alternatywnych źródeł energii. Nowe rozwiązania nie powinny pominąć biogazu – nośnika energetycznego łatwego w pozyskaniu i transporcie. Biogazownie rolnicze produkują energię w sposób wysoce efektywny. Skojarzona produkcja energii cieplnej oraz elektrycznej pozwala na osiągnięcie sprawności przetworzenia energii zawartej w biogazie nawet do około 87% z czego około 37% stanowi energia elektryczna natomiast pozostałe 50% energia cieplna, które praktycznie bez strat mogą być wykorzystane w obszarze danej lokalizacji.
Dotychczasowe źródła biogazu (składowiska odpadów, oczyszczalnie ścieków, biogazownie rolnicze) to tylko niewielka część jego możliwości produkcyjnych. Obecnie może być produkowany w odpowiednich instalacjach (biogazowniach energetycznych) wyłącznie z biomasy, np. kiszonki kukurydzy, słonecznika czy zbóż. Biorąc pod uwagę strukturę rolnictwa oraz możliwy areał pozyskania biomasy, niewątpliwie jest to duża szansa dla Polski. Obecnie w całej Europie buduje się równolegle kilkaset biogazowni energetycznych. Wytwarzany w ten sposób biogaz jest wykorzystywany do produkcji energii elektrycznej i cieplnej lub po standaryzacji może być wprowadzany do sieci gazowej jako alternatywne źródło dla gazu wydobywczego oraz jako paliwo silnikowe dla pojazdów samochodowych (CNG).
W ocenie Przewodniczącego Parlamentu Europejskiego Jerzego Buzka hasło biogazownia w każdej gminie to minimum możliwe do zrealizowania. W ciągu najbliższych 11 lat w Polsce może powstać nawet kilka tys. biogazowni. Szacowany potencjał surowcowy pozwala na wyprodukowanie rocznie 5 mld m3 biogazu, o parametrach jakościowych wysokometanowego gazu ziemnego. Stwarza to możliwość działania dla około 2000 biogazowni, każda o mocy 1 MW. Na potrzeby biogazowni o mocy 1 MW potrzeba kukurydzy zebranej z ok. 500 ha. Większość gmin rolniczych w Polsce posiada taki areał i chętnie przeznaczyłaby go pod uprawę roślin energetycznych. Jerzy Buzek ocenia, że w Polsce może rozwijać się energetyka jądrowa, węglowa i energetyka rozproszona, zwłaszcza biogazownie. W Polsce powinny być rozwijane różne źródła energii, ale na pewno musi rozwijać się energetyka rozproszona. Zdaniem przewodniczącego z pewnością opłacalna będzie budowa biogazowi. Niewątpliwą zaletą biogazowi, że możliwość rozwiązywania wielu problemów związanych z zapotrzebowania na energię. Biogazownie dają możliwość przetworzenia szkodliwych odpadów na nawozy lub energię elektryczną i gaz. Ta sama instalacja potrafi jednocześnie zagospodarować odpady (np. z ubojni), których utylizacja jest wielce kłopotliwa, wyprodukować świetny nawóz naturalny oraz ogrzać całe gospodarstwo rolne. Oprócz korzyści społecznych należy wymienić pozytywne efekty dla środowiska, z których najważniejsze to zerowy bilans CO2, brak emisji do atmosfery produktów spalania paliw kopalnych (SO2, NO2 i węglowodorów) oraz zmniejszenie eutrofizacji wód poprzez stosowanie bardziej przyswajalnego nawozu – produktu fermentacji (tym samym brak odpadów).
Program budowy biogazowni jest formą realizacji zaleceń zawartych w rządowym programie "Innowacyjna Energetyka Rolnictwo Energetyczne". Zakłada on m.in. inwestycje w innowacyjną energetykę rozproszoną, odnawialno-gazową. Rozproszona energetyka rolna sprzyjać będzie spełnieniu ekologicznych wymagań Unii Europejskiej.
Biogazownia rolnicza jest instalacją służąca do celowej produkcji biogazu z odchodów zwierzęcych, biomasy roślinnej lub organicznych odpadów (przemysł spożywczy) i składa się z układu podawania biomasy, komory fermentacyjnej,
11
zbiornika biogazu, zbiornika magazynowego przefermentowanego substratu i agregatu kogeneracyjnego. W Polsce biogazownie nie są jeszcze wykorzystywana na tak szeroką skalę, jak np. w Chinach (6 milionów biogazowni). Istotnym czynnikiem społecznym spowalniającym rozwój biogazowni rolniczych w Polsce jest brak wiedzy o procesach i technologiach wytwarzania i zagospodarowania wytworzonego biogazu, procedurach postępowania przy lokalizacji inwestycji, dostępie do technologii i źródeł finansowania, jak i z braku znajomości problematyki w administracji publicznej. Realizacja programu rozwoju rynku biogazowni wymaga zatem dotarcia do wielu grup beneficjentów. Zadanie to wymusza przeprowadzenie szeroko zakrojonej akcji informacyjno-edukacyjno-promocyjnej, która powinna wyjaśnić zasadność realizacji programu oraz rozwiać stereotypy i bariery społeczne, w tym wynikające z obaw i zagrożeń związanych z wytwarzaniem biogazu.
Szansą na rozwój wykorzystania biogazu w Polsce jest duży potencjał energetyczny krajowego rolnictwa. Ten potencjał surowcowy szacuje się na możliwość wytworzenia 5-6 mld m3 biogazu, o parametrach jakościowych gazu ziemnego wysokometanowego rocznie. Potencjał ten zakłada (na realnym poziomie) wykorzystanie w pierwszej kolejności produktów ubocznych rolnictwa, płynnych i stałych odchodów zwierzęcych oraz produktów ubocznych i pozostałości przemysłu rolno-spożywczego. Równocześnie z wykorzystaniem tych surowców przewiduje się prowadzenie upraw roślinnych, w tym określanych jako energetyczne, z przeznaczeniem na substrat dla biogazowni. Jest to możliwe docelowo na około 700 tys. ha, co pozwoli na pełne zabezpieczenie krajowych potrzeb żywnościowych oraz pozyskanie surowców niezbędnych do wytwarzania biopaliw i biogazu. Rezultatem realizacji programu będzie stworzenie bezpieczeństwa energetycznego każdej gminy rolniczej w postaci lokalnego źródła wytwórczego. Inna zaletą rozproszonych, odnawialno-gazowych źródeł energii jest ich stosunkowo krótki termin realizacji. Pierwsze biogazownie powstaną już w 2010 roku. - to czas, kiedy Polsce będzie bardzo dokuczał deficyt mocy - zużycie energii będzie rosło, a nie powstaną jeszcze, poza Bełchatowem i Łagiszą, nowe elektrownie węglowe. Energetyka rozproszona wydaje się więc być doskonałym sposobem na złagodzenie kryzysu energetycznego.
POTENCJAŁ PRODUKCJI BIOGAZU ROLNICZEGO W POLSCE
Potencjał biogazu powstałego z roślin energetycznych - ze względu na olbrzymi areał użytków rolnych oraz powierzchnię odłogów i ugorów Polska posiada ogromne możliwości przeznaczenia części tych obszarów na celowe uprawy roślin energetycznych wykorzystywanych do produkcji biogazu. Obecnie najbardziej popularną rośliną pod względem wydajności energetycznej (ilości wytwarzanego biogazu do kosztu wytworzenia biomasy) wydaje się być kukurydza powszechnie uprawiana na paszę (kiszonkę). Produkcja biogazu z gnojowicy resztek poubojowych - w Polsce istnieje ok. 1300 gospodarstw zajmujących się hodowlą bydła, 3000 gospodarstw zajmujących się hodowlą trzody, 3500 gospodarstw zajmujących się hodowlą drobiu - razem 7800 gospodarstw o obsadzie zwierząt powyżej 100 SD, w których produkcja biogazu możliwa jest z technicznego punktu widzenia. Według Polskiej Izby Biomasy potencjał wsadu do produkcji biogazu wynosi 38 mln m3/rok gnojowicy i 661057 t/rok odpadów poubojowych.
12
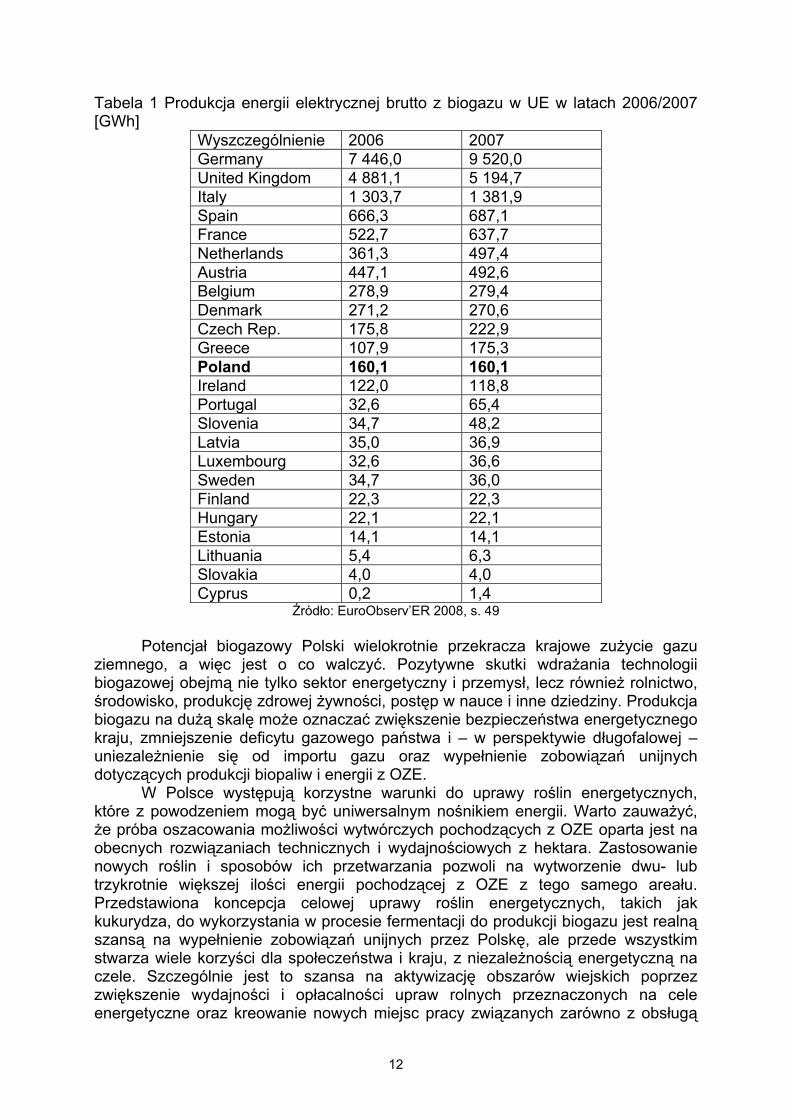
Tabela 1 Produkcja energii elektrycznej brutto z biogazu w UE w latach 2006/2007 [GWh]
Wyszczególnienie 2006 2007Germany 7 446,0 9 520,0United Kingdom 4 881,1 5 194,7 Italy 1 303,7 1 381,9Spain 666,3 687,1France 522,7 637,7 Netherlands 361,3 497,4 Austria 447,1 492,6 Belgium 278,9 279,4 Denmark 271,2 270,6 Czech Rep. 175,8 222,9 Greece 107,9 175,3 Poland 160,1 160,1Ireland 122,0 118,8 Portugal 32,6 65,4 Slovenia 34,7 48,2 Latvia 35,0 36,9 Luxembourg 32,6 36,6 Sweden 34,7 36,0 Finland 22,3 22,3 Hungary 22,1 22,1 Estonia 14,1 14,1 Lithuania 5,4 6,3 Slovakia 4,0 4,0 Cyprus 0,2 1,4
Źródło: EuroObserv’ER 2008, s. 49
Potencjał biogazowy Polski wielokrotnie przekracza krajowe zużycie gazu ziemnego, a więc jest o co walczyć. Pozytywne skutki wdrażania technologii biogazowej obejmą nie tylko sektor energetyczny i przemysł, lecz również rolnictwo, środowisko, produkcję zdrowej żywności, postęp w nauce i inne dziedziny. Produkcja biogazu na dużą skalę może oznaczać zwiększenie bezpieczeństwa energetycznego kraju, zmniejszenie deficytu gazowego państwa i – w perspektywie długofalowej – uniezależnienie się od importu gazu oraz wypełnienie zobowiązań unijnych dotyczących produkcji biopaliw i energii z OZE.
W Polsce występują korzystne warunki do uprawy roślin energetycznych, które z powodzeniem mogą być uniwersalnym nośnikiem energii. Warto zauważyć, że próba oszacowania możliwości wytwórczych pochodzących z OZE oparta jest na obecnych rozwiązaniach technicznych i wydajnościowych z hektara. Zastosowanie nowych roślin i sposobów ich przetwarzania pozwoli na wytworzenie dwu- lub trzykrotnie większej ilości energii pochodzącej z OZE z tego samego areału. Przedstawiona koncepcja celowej uprawy roślin energetycznych, takich jak kukurydza, do wykorzystania w procesie fermentacji do produkcji biogazu jest realną szansą na wypełnienie zobowiązań unijnych przez Polskę, ale przede wszystkim stwarza wiele korzyści dla społeczeństwa i kraju, z niezależnością energetyczną na czele. Szczególnie jest to szansa na aktywizację obszarów wiejskich poprzez zwiększenie wydajności i opłacalności upraw rolnych przeznaczonych na cele energetyczne oraz kreowanie nowych miejsc pracy związanych zarówno z obsługą
13
biogazowni, rozwojem infrastruktury do produkcji instalacji biogazowych, jak i ze wzrostem inwestycji na terenach produkujących „zieloną energię” ze względu na niższą cenę i koszty przesyłu energii. Z uwagi na wysoki potencjał pozyskiwania tego surowca w Polsce, produkcja i wykorzystanie energetyczne biogazu jest również szansą na spełnienie zobowiązań wynikających z rozszerzenia Unii Europejskiej oraz innych umów międzynarodowych, dotyczących osiągnięcia do roku 2010 7,5 % udziału energii elektrycznej wytwarzanej z odnawialnych źródeł energii (OŹE) oraz 5,75 % udziału biokomponentów i biopaliw w strukturze paliw transportowych. KIERUNKI DZIAŁAŃ DLA ROLNIKÓW
Zgodnie z Programem minister właściwy do spraw rolnictwa przy współudziale agencji i instytucji mu podległych odpowiedzialny jest za opracowanie i rozpowszechnienie przewodnika dotyczącego zasad i kosztów budowy biogazowni, jej korzyści dla środowiska i zużycia energii w gospodarstwie a także procedur administracyjnych, jakie musi przejść potencjalny inwestor. Ponadto przewodnik ten będzie także rozpowszechniał wiedzę dotyczącą możliwości współfinansowania tego typu przedsięwzięć ze środków unijnych i krajowych. Poza tym minister odpowiedzialny jest za opracowanie programów informacyjnych dla rolników o możliwościach i korzyściach płynących z produkcji i wykorzystywania biogazu wraz z propozycjami harmonogramu jego wdrażania i związanymi z tym zadaniami dla rolników [Ministerstwo Gospodarki 2009]. BIBLIOGRAFIA 1. BAPE, Poradnik dla rolników jak oszczędzać energię elektryczną. 2. Biczel P., Paska J.: Energetyka rozproszona, Elektroenergetyka 4/2003. 3. Karaczan Z.: Redukcja emisji gazów cieplarnianych w rolnictwie,
www.fdpa.org.pl 4. Ministerstwo Gospodarki, Program Innowacyjna Energetyka - Rolnictwo
Energetyczne 2009. 5. Sosnowska A.: Koncepcja tworzenia klastrów regionalnych, [w:] P. Borowski, M.
Powałka, Planowanie i zarządzanie w energetyce, Warszawa 2009.
14
Rozdział 2
CHEMIZACJA ROLNICTWA W ŚWIETLE KRAJOWYCH
I EUROPEJSKICH PRZEPISÓW PRAWNYCH
Anna MAŁECKA, Jan KAMIŃSKI WSTĘP
Intensyfikacja produkcji rolnej w XX wieku przyczyniła się do pogorszenia jakości i postępującej degradacji środowiska przyrodniczego. Dlatego od początku XXI wieku w Europie daje się zauważyć nowy, prośrodowiskowy trend w polityce rolnej. Polityka rolna UE jest nastawiona na promowanie przyjaznych dla środowiska metod produkcji, czego wyrazem jest wprowadzona w 2003 roku reforma Wspólnej Polityki Rolnej (WPR). WPR to część tzw. strategii lizbońskiej i jej celem jest rozwój efektywnego i zrównoważonego rolnictwa [Wigier 2007, Duer 2007]. Wzrastające wymagania związane z ochroną środowiska dotyczą również ograniczania stosowania nawozów mineralnych w rolnictwie. Zasady zrównoważonego nawożenia mają na celu utrzymanie żyzności gleby i wysokich, dobrych jakościowo plonów przy zachowaniu korzystnych proporcji między kosztami nawożenia a jego efektywnością [Podleśna 2006]. W celu zminimalizowania negatywnych skutków stosowania nawozów mineralnych w rolnictwie wprowadza się wiele regulacji prawnych, które odnoszą się przede wszystkim do: warunków wprowadzania nawozów do obrotu handlowego, sposobów aplikacji nawozów oraz ich składowania [Igras 2006]. CEL I ZAKRES PRACY
W pracy dokonano analizy aktualnie obowiązujących aktów prawnych dotyczących gospodarki stałymi nawozami mineralnymi. Oceniono wpływ prawodawstwa na ograniczanie zużycia nawozów mineralnych oraz na racjonalne ich wykorzystanie w rolnictwie. Przeprowadzone analizy miały wykazać, jak przepisy prawne z zakresu nawożenia mineralnego wpływają na organizację gospodarki nawozowej w polskim rolnictwie.
15
MATERIAŁ I METODY
W latach 2001-2003 Najwyższa Izba Kontroli (NIK) przeprowadziła kontrolę stosowania środków chemicznych w rolnictwie. Wyniki ujawniły, że w tych latach system nadzoru nad obrotem i stosowaniem środków chemicznych jeszcze nie był w pełni skuteczny. W niektórych gospodarstwach objętych badaniem stwierdzono przypadki stosowania nawozów nie posiadających zezwolenia na obrót, nawozów przeterminowanych, powodujących zagrożenie dla zdrowia. Stwierdzono również stosowanie do rozsiewu nawozów sprzętu, którego stan techniczny nie spełniał wymogów bezpieczeństwa. Wyniki tej kontroli przyczyniły się do podjęcia prac legislacyjnych nad usprawnieniem systemu kontroli obrotu i stosowania środków chemicznych w polskim rolnictwie zgodnie ze standardami UE [NIK 2004].
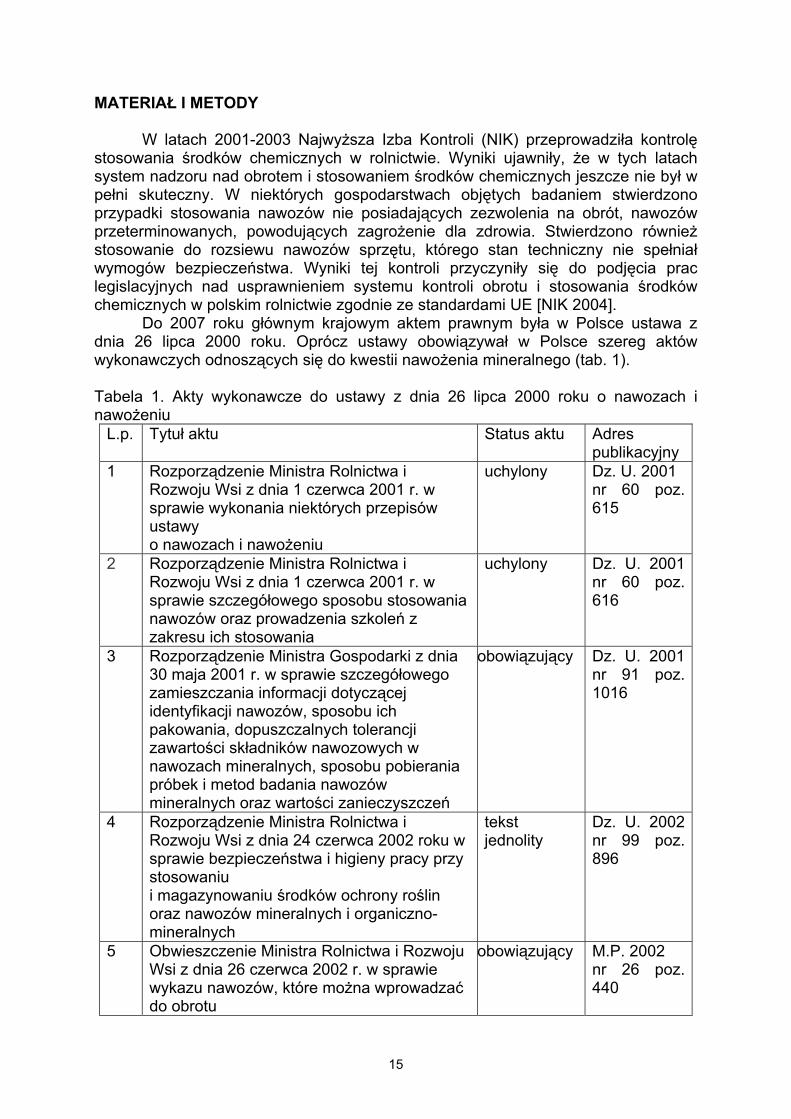
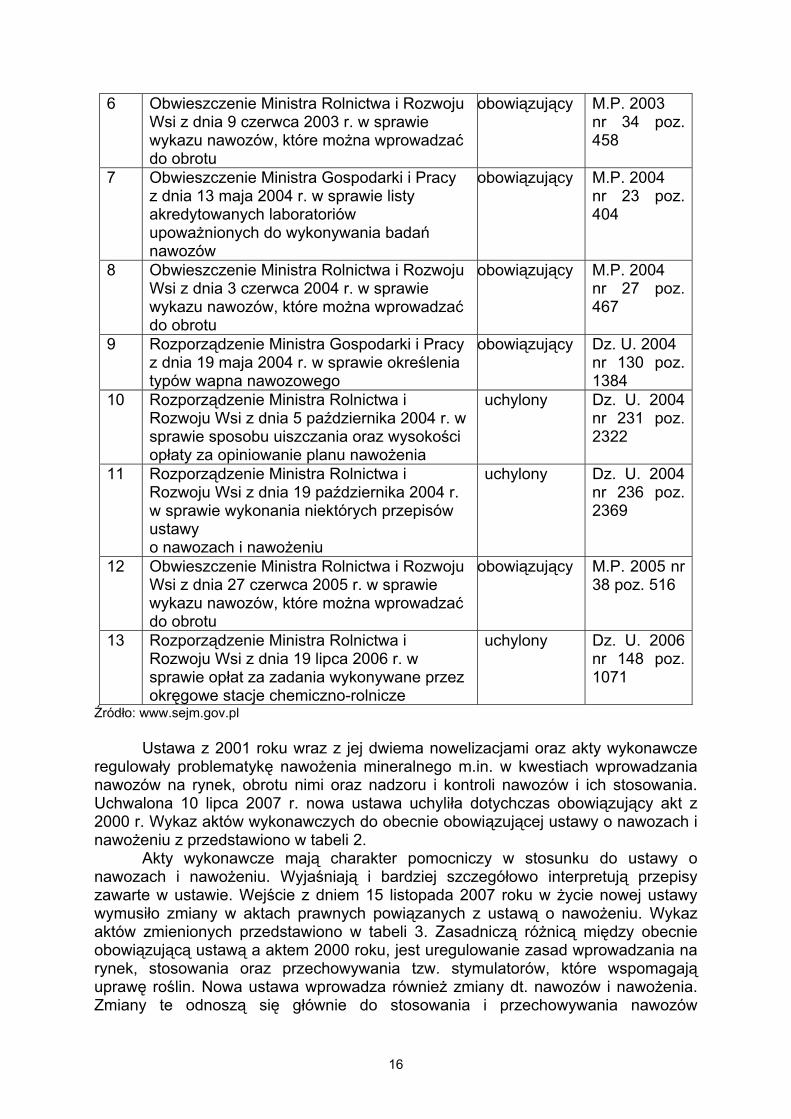
Do 2007 roku głównym krajowym aktem prawnym była w Polsce ustawa z dnia 26 lipca 2000 roku. Oprócz ustawy obowiązywał w Polsce szereg aktów wykonawczych odnoszących się do kwestii nawożenia mineralnego (tab. 1).
Tabela 1. Akty wykonawcze do ustawy z dnia 26 lipca 2000 roku o nawozach i nawożeniu
L.p. Tytuł aktu Status aktu Adres publikacyjny
1 Rozporządzenie Ministra Rolnictwa i Rozwoju Wsi z dnia 1 czerwca 2001 r. w sprawie wykonania niektórych przepisów ustawy o nawozach i nawożeniu
uchylony Dz. U. 2001 nr 60 poz. 615
2 Rozporządzenie Ministra Rolnictwa i Rozwoju Wsi z dnia 1 czerwca 2001 r. w sprawie szczegółowego sposobu stosowania nawozów oraz prowadzenia szkoleń z zakresu ich stosowania
uchylony Dz. U. 2001 nr 60 poz. 616
3 Rozporządzenie Ministra Gospodarki z dnia 30 maja 2001 r. w sprawie szczegółowego zamieszczania informacji dotyczącej identyfikacji nawozów, sposobu ich pakowania, dopuszczalnych tolerancji zawartości składników nawozowych w nawozach mineralnych, sposobu pobierania próbek i metod badania nawozów mineralnych oraz wartości zanieczyszczeń
obowiązujący Dz. U. 2001 nr 91 poz. 1016
4 Rozporządzenie Ministra Rolnictwa i Rozwoju Wsi z dnia 24 czerwca 2002 roku w sprawie bezpieczeństwa i higieny pracy przy stosowaniu i magazynowaniu środków ochrony roślin oraz nawozów mineralnych i organiczno-mineralnych
tekst jednolity
Dz. U. 2002 nr 99 poz. 896
5 Obwieszczenie Ministra Rolnictwa i Rozwoju Wsi z dnia 26 czerwca 2002 r. w sprawie wykazu nawozów, które można wprowadzać do obrotu
obowiązujący M.P. 2002 nr 26 poz. 440
16
6 Obwieszczenie Ministra Rolnictwa i Rozwoju Wsi z dnia 9 czerwca 2003 r. w sprawie wykazu nawozów, które można wprowadzać do obrotu
obowiązujący M.P. 2003 nr 34 poz. 458
7 Obwieszczenie Ministra Gospodarki i Pracy z dnia 13 maja 2004 r. w sprawie listy akredytowanych laboratoriów upoważnionych do wykonywania badań nawozów
obowiązujący M.P. 2004 nr 23 poz. 404
8 Obwieszczenie Ministra Rolnictwa i Rozwoju Wsi z dnia 3 czerwca 2004 r. w sprawie wykazu nawozów, które można wprowadzać do obrotu
obowiązujący M.P. 2004 nr 27 poz. 467
9 Rozporządzenie Ministra Gospodarki i Pracy z dnia 19 maja 2004 r. w sprawie określenia typów wapna nawozowego
obowiązujący Dz. U. 2004 nr 130 poz. 1384
10 Rozporządzenie Ministra Rolnictwa i Rozwoju Wsi z dnia 5 października 2004 r. w sprawie sposobu uiszczania oraz wysokości opłaty za opiniowanie planu nawożenia
uchylony Dz. U. 2004 nr 231 poz. 2322
11 Rozporządzenie Ministra Rolnictwa i Rozwoju Wsi z dnia 19 października 2004 r. w sprawie wykonania niektórych przepisów ustawy o nawozach i nawożeniu
uchylony Dz. U. 2004 nr 236 poz. 2369
12 Obwieszczenie Ministra Rolnictwa i Rozwoju Wsi z dnia 27 czerwca 2005 r. w sprawie wykazu nawozów, które można wprowadzać do obrotu
obowiązujący M.P. 2005 nr 38 poz. 516
13 Rozporządzenie Ministra Rolnictwa i Rozwoju Wsi z dnia 19 lipca 2006 r. w sprawie opłat za zadania wykonywane przez okręgowe stacje chemiczno-rolnicze
uchylony Dz. U. 2006 nr 148 poz. 1071
Źródło: www.sejm.gov.pl
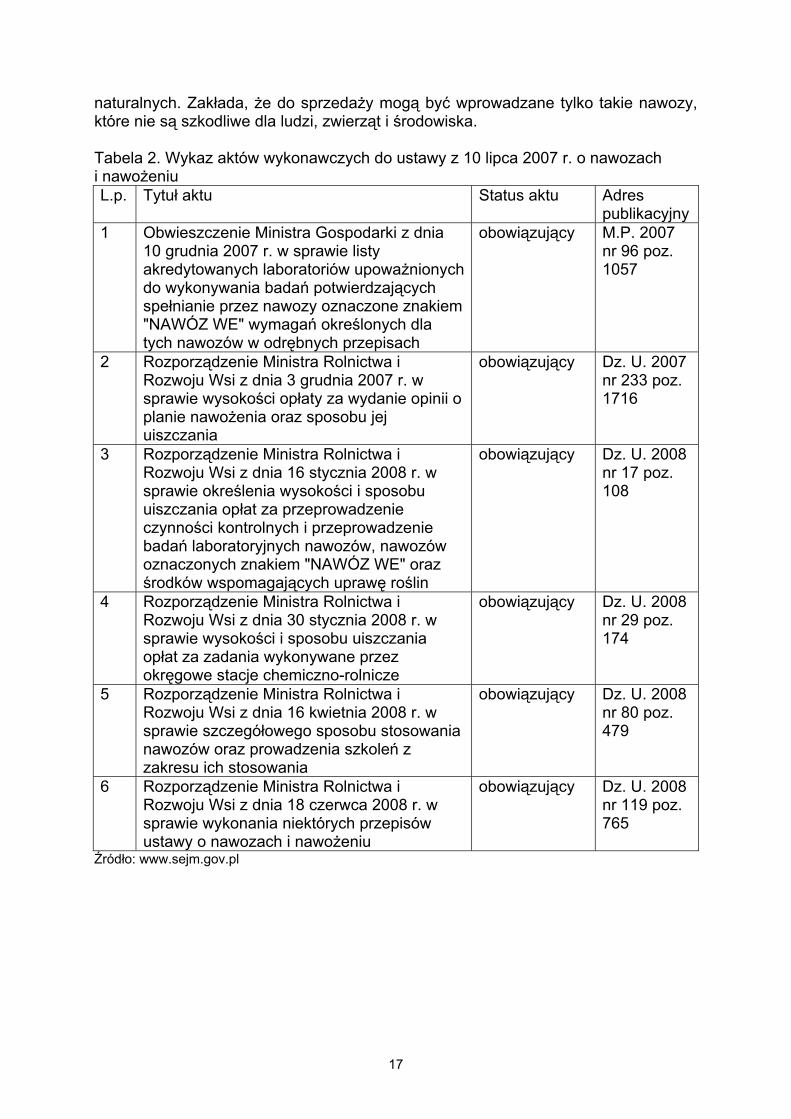
Ustawa z 2001 roku wraz z jej dwiema nowelizacjami oraz akty wykonawcze regulowały problematykę nawożenia mineralnego m.in. w kwestiach wprowadzania nawozów na rynek, obrotu nimi oraz nadzoru i kontroli nawozów i ich stosowania. Uchwalona 10 lipca 2007 r. nowa ustawa uchyliła dotychczas obowiązujący akt z 2000 r. Wykaz aktów wykonawczych do obecnie obowiązującej ustawy o nawozach i nawożeniu z przedstawiono w tabeli 2.
Akty wykonawcze mają charakter pomocniczy w stosunku do ustawy o nawozach i nawożeniu. Wyjaśniają i bardziej szczegółowo interpretują przepisy zawarte w ustawie. Wejście z dniem 15 listopada 2007 roku w życie nowej ustawy wymusiło zmiany w aktach prawnych powiązanych z ustawą o nawożeniu. Wykaz aktów zmienionych przedstawiono w tabeli 3. Zasadniczą różnicą między obecnie obowiązującą ustawą a aktem 2000 roku, jest uregulowanie zasad wprowadzania na rynek, stosowania oraz przechowywania tzw. stymulatorów, które wspomagają uprawę roślin. Nowa ustawa wprowadza również zmiany dt. nawozów i nawożenia. Zmiany te odnoszą się głównie do stosowania i przechowywania nawozów
17
naturalnych. Zakłada, że do sprzedaży mogą być wprowadzane tylko takie nawozy, które nie są szkodliwe dla ludzi, zwierząt i środowiska.
Tabela 2. Wykaz aktów wykonawczych do ustawy z 10 lipca 2007 r. o nawozach i nawożeniu L.p. Tytuł aktu Status aktu Adres
publikacyjny 1 Obwieszczenie Ministra Gospodarki z dnia
10 grudnia 2007 r. w sprawie listy akredytowanych laboratoriów upoważnionych do wykonywania badań potwierdzających spełnianie przez nawozy oznaczone znakiem "NAWÓZ WE" wymagań określonych dla tych nawozów w odrębnych przepisach
obowiązujący M.P. 2007 nr 96 poz. 1057
2 Rozporządzenie Ministra Rolnictwa i Rozwoju Wsi z dnia 3 grudnia 2007 r. w sprawie wysokości opłaty za wydanie opinii o planie nawożenia oraz sposobu jej uiszczania
obowiązujący Dz. U. 2007 nr 233 poz. 1716
3 Rozporządzenie Ministra Rolnictwa i Rozwoju Wsi z dnia 16 stycznia 2008 r. w sprawie określenia wysokości i sposobu uiszczania opłat za przeprowadzenie czynności kontrolnych i przeprowadzenie badań laboratoryjnych nawozów, nawozów oznaczonych znakiem "NAWÓZ WE" oraz środków wspomagających uprawę roślin
obowiązujący Dz. U. 2008 nr 17 poz. 108
4 Rozporządzenie Ministra Rolnictwa i Rozwoju Wsi z dnia 30 stycznia 2008 r. w sprawie wysokości i sposobu uiszczania opłat za zadania wykonywane przez okręgowe stacje chemiczno-rolnicze
obowiązujący Dz. U. 2008 nr 29 poz. 174
5 Rozporządzenie Ministra Rolnictwa i Rozwoju Wsi z dnia 16 kwietnia 2008 r. w sprawie szczegółowego sposobu stosowania nawozów oraz prowadzenia szkoleń z zakresu ich stosowania
obowiązujący Dz. U. 2008 nr 80 poz. 479
6 Rozporządzenie Ministra Rolnictwa i Rozwoju Wsi z dnia 18 czerwca 2008 r. w sprawie wykonania niektórych przepisów ustawy o nawozach i nawożeniu
obowiązujący Dz. U. 2008 nr 119 poz. 765
Źródło: www.sejm.gov.pl
18
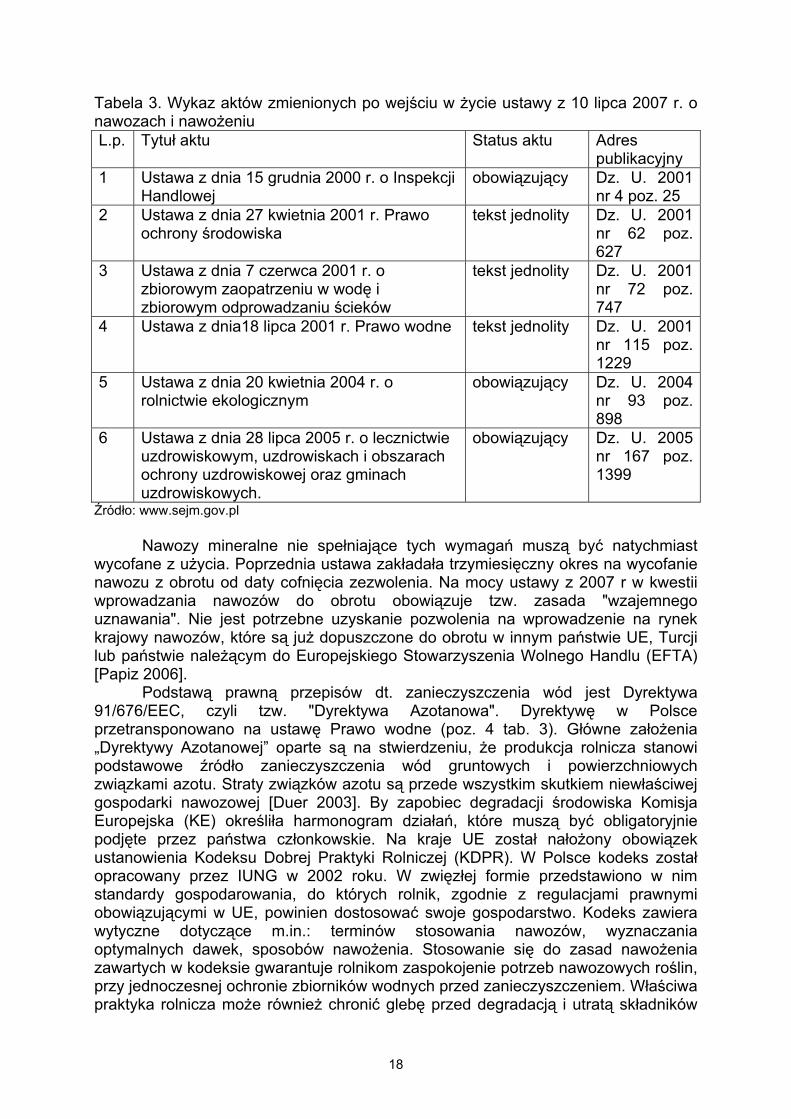
Tabela 3. Wykaz aktów zmienionych po wejściu w życie ustawy z 10 lipca 2007 r. o nawozach i nawożeniu L.p. Tytuł aktu Status aktu Adres
publikacyjny 1 Ustawa z dnia 15 grudnia 2000 r. o Inspekcji
Handlowej obowiązujący Dz. U. 2001
nr 4 poz. 25 2 Ustawa z dnia 27 kwietnia 2001 r. Prawo
ochrony środowiska tekst jednolity Dz. U. 2001
nr 62 poz. 627
3 Ustawa z dnia 7 czerwca 2001 r. o zbiorowym zaopatrzeniu w wodę i zbiorowym odprowadzaniu ścieków
tekst jednolity Dz. U. 2001 nr 72 poz. 747
4 Ustawa z dnia18 lipca 2001 r. Prawo wodne tekst jednolity Dz. U. 2001 nr 115 poz. 1229
5 Ustawa z dnia 20 kwietnia 2004 r. o rolnictwie ekologicznym
obowiązujący Dz. U. 2004 nr 93 poz. 898
6 Ustawa z dnia 28 lipca 2005 r. o lecznictwie uzdrowiskowym, uzdrowiskach i obszarach ochrony uzdrowiskowej oraz gminach uzdrowiskowych.
obowiązujący Dz. U. 2005 nr 167 poz. 1399
Źródło: www.sejm.gov.pl
Nawozy mineralne nie spełniające tych wymagań muszą być natychmiast wycofane z użycia. Poprzednia ustawa zakładała trzymiesięczny okres na wycofanie nawozu z obrotu od daty cofnięcia zezwolenia. Na mocy ustawy z 2007 r w kwestii wprowadzania nawozów do obrotu obowiązuje tzw. zasada "wzajemnego uznawania". Nie jest potrzebne uzyskanie pozwolenia na wprowadzenie na rynek krajowy nawozów, które są już dopuszczone do obrotu w innym państwie UE, Turcji lub państwie należącym do Europejskiego Stowarzyszenia Wolnego Handlu (EFTA) [Papiz 2006].
Podstawą prawną przepisów dt. zanieczyszczenia wód jest Dyrektywa 91/676/EEC, czyli tzw. "Dyrektywa Azotanowa". Dyrektywę w Polsce przetransponowano na ustawę Prawo wodne (poz. 4 tab. 3). Główne założenia „Dyrektywy Azotanowej” oparte są na stwierdzeniu, że produkcja rolnicza stanowi podstawowe źródło zanieczyszczenia wód gruntowych i powierzchniowych związkami azotu. Straty związków azotu są przede wszystkim skutkiem niewłaściwej gospodarki nawozowej [Duer 2003]. By zapobiec degradacji środowiska Komisja Europejska (KE) określiła harmonogram działań, które muszą być obligatoryjnie podjęte przez państwa członkowskie. Na kraje UE został nałożony obowiązek ustanowienia Kodeksu Dobrej Praktyki Rolniczej (KDPR). W Polsce kodeks został opracowany przez IUNG w 2002 roku. W zwięzłej formie przedstawiono w nim standardy gospodarowania, do których rolnik, zgodnie z regulacjami prawnymi obowiązującymi w UE, powinien dostosować swoje gospodarstwo. Kodeks zawiera wytyczne dotyczące m.in.: terminów stosowania nawozów, wyznaczania optymalnych dawek, sposobów nawożenia. Stosowanie się do zasad nawożenia zawartych w kodeksie gwarantuje rolnikom zaspokojenie potrzeb nawozowych roślin, przy jednoczesnej ochronie zbiorników wodnych przed zanieczyszczeniem. Właściwa praktyka rolnicza może również chronić glebę przed degradacją i utratą składników
19
mineralnych, natomiast ograniczenie konieczności nawożenia powoduje zmniejszenie kosztów dla całego gospodarstwa. Spełnienie wymagań Zwykłej Dobrej Praktyki Rolniczej (ZDPR) jest obligatoryjne dla gospodarstw starających się o wsparcie finansowe z Sekcji Gwarancji Europejskiego Funduszu Orientacji i Gwarancji Rolnej, dlatego ZDPR ma istotne znaczenie. NADZÓR I KONTROLA W ZAKRESIE NAWOŻENIA MINERALNEGO
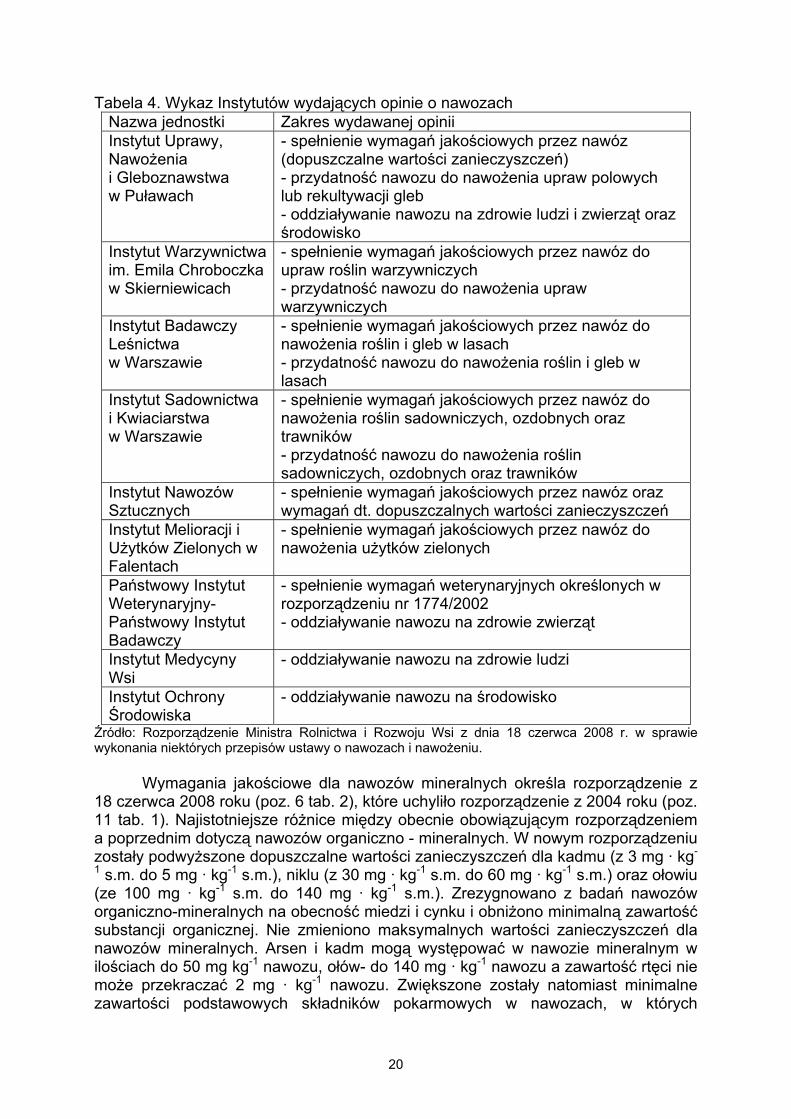
Do obrotu w Polsce mogą być dopuszczone 3 typy nawozów mineralnych: „Nawozy WE”, nawozy będące mieszankami typów nawozów „Nawóz WE” oraz nawozy dopuszczone tylko na rynek krajowy na mocy pozwolenia Ministra Rolnictwa i Rozwoju Wsi. Kryteria jakościowe dla „Nawozów WE” są określone w Załączniku A Rozporządzenia (WE) nr 2003/2003 Parlamentu Europejskiego i Rady Europejskiej z 13 października 2003 r. Do wprowadzania „Nawozów WE” do obrotu nie są potrzebne dodatkowe pozwolenia a odpowiedzialność za jakość i prawidłowe oznakowanie nawozów spada wyłącznie na podmioty wprowadzające te nawozy do obrotu. Pozostałe typy nawozów podlegają przepisom prawa krajowego. Wprowadza się je do obrotu po uzyskaniu zezwolenia ministra rolnictwa a wniosek o wydanie pozwolenia na wprowadzenie nawozu do obrotu jest składany przez producenta lub importera nawozu. W porównaniu z ustawą o nawozach i nawożeniu z 2000 roku, w ustawie z 10 lipca 2007 roku wprowadzono podział producentów nawozów na producentów nawozów wyprodukowanych w Polsce i producentów nawozów wyprodukowanych bądź wprowadzonych do obrotu w innym państwie członkowskim UE. Jednocześnie definicja słowa importer nawozu nabrała innego znaczenia. Importerem nawozu od 15 listopada 2007 roku jest ten, kto przywozi nawóz z państw nie należących do UE. Aby uzyskać zezwolenie na wprowadzenie do obrotu, nawóz musi najpierw przejść szereg badań w laboratoriach posiadających akredytację. Następnie wydawana jest opinia o spełnieniu przez nawóz wymagań jakościowych oraz o przydatności nawozu do stosowania (tab. 4).
Do uzyskania zezwolenia na wprowadzenie do obrotu konieczne są: wyniki badań nawozu, opinia odpowiedniego Instytutu o spełnieniu przez nawóz wymagań jakościowych i przydatności do stosowania. Wprowadzane na rynek handlowy nawozy mineralne muszą być zgodne z Polskimi Normami ustanowionymi przez Komitet Normalizacyjny (KN). Certyfikacja nawozów ma chronić producenta i rolnika przed wyprodukowaniem albo stosowaniem nawozów o nieodpowiedniej jakości. W postępowaniu certyfikacyjnym zwraca się szczególną uwagę na ewentualne negatywne skutki oddziaływania nawozu na rośliny uprawne i zanieczyszczenie środowiska. Wiele nawozów mineralnych posiada certyfikat wydany przez Polskie Centrum Badań i Certyfikacji (PCBC). W ramach Certyfikacji Wyrobów PCBC oferuje znak „Nawóz WE”. Postępowanie certyfikacyjne w przypadku nawozu ubiegającego się o ten znak poprzedzają badania prowadzone przez jedno z dziesięciu akredytowanych laboratoriów. Wykaz tych laboratoriów obwieszcza Minister Gospodarki i Pracy. On też przekazuje KE wniosek producenta o przyznanie znaku „Nawóz WE”.
20
Tabela 4. Wykaz Instytutów wydających opinie o nawozach Nazwa jednostki Zakres wydawanej opinii Instytut Uprawy, Nawożenia i Gleboznawstwa w Puławach
- spełnienie wymagań jakościowych przez nawóz (dopuszczalne wartości zanieczyszczeń) - przydatność nawozu do nawożenia upraw polowych lub rekultywacji gleb - oddziaływanie nawozu na zdrowie ludzi i zwierząt oraz środowisko
Instytut Warzywnictwa im. Emila Chroboczka w Skierniewicach
- spełnienie wymagań jakościowych przez nawóz do upraw roślin warzywniczych - przydatność nawozu do nawożenia upraw warzywniczych
Instytut Badawczy Leśnictwa w Warszawie
- spełnienie wymagań jakościowych przez nawóz do nawożenia roślin i gleb w lasach - przydatność nawozu do nawożenia roślin i gleb w lasach
Instytut Sadownictwa i Kwiaciarstwa w Warszawie
- spełnienie wymagań jakościowych przez nawóz do nawożenia roślin sadowniczych, ozdobnych oraz trawników - przydatność nawozu do nawożenia roślin sadowniczych, ozdobnych oraz trawników
Instytut Nawozów Sztucznych
- spełnienie wymagań jakościowych przez nawóz oraz wymagań dt. dopuszczalnych wartości zanieczyszczeń
Instytut Melioracji i Użytków Zielonych w Falentach
- spełnienie wymagań jakościowych przez nawóz do nawożenia użytków zielonych
Państwowy Instytut Weterynaryjny-Państwowy Instytut Badawczy
- spełnienie wymagań weterynaryjnych określonych w rozporządzeniu nr 1774/2002 - oddziaływanie nawozu na zdrowie zwierząt
Instytut Medycyny Wsi
- oddziaływanie nawozu na zdrowie ludzi
Instytut Ochrony Środowiska
- oddziaływanie nawozu na środowisko
Źródło: Rozporządzenie Ministra Rolnictwa i Rozwoju Wsi z dnia 18 czerwca 2008 r. w sprawie wykonania niektórych przepisów ustawy o nawozach i nawożeniu.
Wymagania jakościowe dla nawozów mineralnych określa rozporządzenie z 18 czerwca 2008 roku (poz. 6 tab. 2), które uchyliło rozporządzenie z 2004 roku (poz. 11 tab. 1). Najistotniejsze różnice między obecnie obowiązującym rozporządzeniem a poprzednim dotyczą nawozów organiczno - mineralnych. W nowym rozporządzeniu zostały podwyższone dopuszczalne wartości zanieczyszczeń dla kadmu (z 3 mg · kg-
1 s.m. do 5 mg · kg-1 s.m.), niklu (z 30 mg · kg-1 s.m. do 60 mg · kg-1 s.m.) oraz ołowiu (ze 100 mg · kg-1 s.m. do 140 mg · kg-1 s.m.). Zrezygnowano z badań nawozów organiczno-mineralnych na obecność miedzi i cynku i obniżono minimalną zawartość substancji organicznej. Nie zmieniono maksymalnych wartości zanieczyszczeń dla nawozów mineralnych. Arsen i kadm mogą występować w nawozie mineralnym w ilościach do 50 mg kg-1 nawozu, ołów- do 140 mg · kg-1 nawozu a zawartość rtęci nie może przekraczać 2 mg · kg-1 nawozu. Zwiększone zostały natomiast minimalne zawartości podstawowych składników pokarmowych w nawozach, w których
21
producent deklaruje zawartość azotu, potasu lub fosforu. Dla każdego z tych składników minimalna zawartość wynosi 2% czystego pierwiastka w przeliczeniu na masę związku, w którym on występuje [poz. 11 tab. 1, poz. 6 tab. 2].
W obowiązujących europejskich i krajowych normach jakości nawozów więcej uwagi poświęcono składowi chemicznemu nawozów niż właściwościom fizycznym granul nawozu. Ze względu na to, że właściwości fizyczne granul nawozu wykazują silny wpływ na równomierność wysiewu, rozpoczęto prace nad normalizacją składu masowego nawozów. Badania wykazały, że najbardziej równomierny wysiew osiąga się, gdy 90% masy nawozu stanowią granule o średnicy 2,5- 4,0 mm. W związku z tym proponuje się, żeby ustalić średni wymiar granul na 3,25 mm (+/-0,25 mm), przy czym ziarna o średnicy mniejszej niż 1 mm powinny stanowić max. 0,25%, a ziarna o średnicy większej niż 5mm - max. 10% masy wszystkich granul [Jadczyszyn 2005, Podleśna 2006].
Inspekcja Jakości Handlowej Artykułów Rolno-Spożywczych to organ nadzorujący wprowadzanie nawozów do obrotu. Upoważnieni pracownicy Inspekcji kontrolują stosowane nawozy w zakresie wymagań jakościowych w tym na zawartość zanieczyszczeń. Na mocy ustawy o nawożeniu z 10 lipca 2007 r. pracownicy Inspekcji uprawnieni są również do wstępu na grunty oraz pobierania próbek. W przypadku niezgodności nawozu z wymaganiami wojewódzki Inspektor Jakości Handlowej może nakazać wycofanie z obrotu lub zniszczenie nawozu na koszt rolnika.
Organem kontrolującym stosowanie i przechowywanie nawozów jest Inspekcja Ochrony Środowiska. Główny Inspektor Ochrony Środowiska upoważnia pracowników Inspekcji do przeprowadzania niezbędnych czynności kontrolnych w celu ustalenia czy gospodarka nawozami w danym gospodarstwie jest prowadzona zgodnie z wymogami prawnymi. Na mocy ustawy z dnia 20 lipca 1991 r. o Państwowej Inspekcji Ochrony Środowiska po stwierdzeniu uchybień w stosowaniu nawozów mineralnych w gospodarstwie wojewódzki inspektor ochrony środowiska może ukarać rolnika karą pieniężną, nakazać usunięcie uchybień lub nawet żądać przeprowadzenia postępowania służbowego przeciwko rolnikowi. TRANSPORT I PRZECHOWYWANIE NAWOZÓW MINERALNYCH
Niewłaściwe magazynowanie nawozów mineralnych może powodować niekontrolowane przedostawanie się znacznych ilości składników mineralnych do gleb oraz wód gruntowych, zatem składowanie i przechowywanie nawozów jest objęte szczegółowymi uregulowaniami prawnymi.
Według KDPR (2002) zarówno nawozy pakowane w worki jak i te dostarczane luzem powinny być przechowywane w zamkniętych magazynach lub przynajmniej pod dachem. Stałe nawozy mineralne należy przechowywać w oryginalnych opakowaniach. Dopuszczalne jest składowanie tych nawozów w pryzmach na nieprzepuszczalnym podłożu, pod przykryciem z wodoszczelnego materiału. Teren, na którym zakłada się pryzmę powinien charakteryzować się równą powierzchnią i znajdować się poza granicami stref ochrony wód. Maksymalna wysokość pryzm nawozów jest uzależniona od sposobu załadunku nawozów i może wynosić od 2 m (przy załadunku ręcznym) do 4 m (przy załadunku zmechanizowanym). Stosy worków z nawozami należy ułożyć na drewnianych podkładkach zachowując odstępy między stosami umożliwiające dojazd. Najkorzystniej jest układać worki warstwami na krzyż, przy czym każdy typ nawozu osobno. W przypadku długiego czasu składowania nawozu, należy co 2- 3 miesiące przekładać worki aby nie dopuścić do
22
zbrylenia nawozu. Nawozy w formie sypkiej najkorzystniej jest przechowywać w magazynach posiadających posadzkę izolującą przed wilgocią. Nawozy sypkie można składować poza magazynem pod warunkiem, że pryzma zostanie usypana w suchym, zacienionym i osłoniętym od wiatru miejscu. Najkorzystniejsze jest miejsce na lekkim wzniesieniu, które zapewni odpływ wód opadowych. Stanowisko pod pryzmę powinno być pokryte nieprzepuszczalnym materiałem np.: papą, folią lub workami polietylenowymi. Wysokość pryzmy usypanego nawozu powinna wynosić maksymalnie 1,5 m. Niedopuszczalne jest składowanie w warunkach polowych nawozów o stężeniu azotu większym niż 28%. Ze względu na możliwość wydzielania się substancji palnych a nawet samozapłonu nawozów, przy ich składowaniu należy zachować szczególne środki ostrożności by wyeliminować zagrożenie powstania pożaru [Gorlach, Mazur 2001]. Wszystkie typy nawozów powinny być przechowywane w budynkach niepalnych. Dopuszcza się jednak przechowywanie tych substancji w budynkach drewnianych oprócz stodół i budynków dla zwierząt. Idealnym rozwiązaniem jest zacienione, murowane pomieszczenie bez okien. W przeciwnym wypadku należy ograniczyć dostęp promieni słonecznych do pomieszczenia np. poprzez pomalowanie szyb białą farbą lub wstawienie specjalnych, matowych szyb. Istotne jest zachowywanie czystości w magazynie nawozów mineralnych. Odpadki i śmieci należy wrzucać do zamykanych hermetycznie pojemników natomiast worki po nawozach należy usuwać poza magazyn [Ustawa z dnia 26 lipca 2000 r. o nawozach i nawożeniu (Dz.U. 2000 nr 89 poz. 991), poz. 4 tab. 1].
Budynek przeznaczony do składowania nawozów należy zabezpieczyć przed działaniem deszczu oraz zapewnić w nim naturalną lub mechaniczną wentylację. W przypadku konieczności ogrzewania budynku należy używać do tego grzejników centralnego ogrzewania lub pieców ceramicznych, ale paleniska muszą znajdować się na zewnątrz budynku. Z uwagi na występujące zagrożenie pożarowe pomieszczenia do składowania nawozów mineralnych powinny być zabezpieczone odpowiednim sprzętem gaśniczym. Dodatkowo w magazynie należy umieścić wykaz przechowywanych w nim nawozów oraz instrukcję BHP uwzględniającą zasady składowania nawozów [Ustawa z dnia 26 lipca 2000 r. o nawozach i nawożeniu (Dz.U. 2000 nr 89 poz. 991), poz. 4. tab. 1].
Niewiele miejsca w przepisach prawnych poświęca się transportowi stałych nawozów mineralnych. Dominują ogólne stwierdzenia dotyczące tej kwestii. W myśl ustawy z 10 lipca 2007 roku o nawożeniu sypkie nawozy mineralne podczas przewożenia powinny być zabezpieczone w sposób uniemożliwiający ich rozsypywanie się, pylenie i zamoknięcie. Również ich załadunek i rozładunek nie może powodować zanieczyszczenia środowiska. BEZPIECZEŃSTWO I HIGIENA PRACY Z NAWOZAMI MINERALNYMI
W obchodzeniu się z nawozami mineralnymi obowiązują zasady postępowania z chemicznymi związkami nieorganicznymi. Z powodu powstawania toksycznych pyłów przy przygotowaniu, przesypywaniu i rozsypywaniu nawozów, na niebezpieczeństwo narażona jest nieosłonięta skóra ludzi pracujących z nawozami. Działanie szkodliwych pyłów może również powodować zatrucia organizmu człowieka, częściową lub całkowitą utratę wzroku oraz choroby układu oddechowego. Dlatego rolnik podczas pracy z nawozami mineralnymi powinien mieć ubranie ochronne (obuwie, rękawice itp.) oraz, gdy to konieczne, również maskę. Po zakończeniu pracy wymagane jest dokładne umycie ciała w ciepłej wodzie. Kobiety i
23
dzieci nie powinny być zatrudniane do prac z nawozami [Ustawa z dnia 26 lipca 2000 r. o nawozach i nawożeniu (Dz.U. 2000 nr 89 poz. 991), poz. 4 tab. 1].
Mechanizacja prac związanych z nawożeniem ogranicza kontakt człowieka z nawozami, co z kolei zmniejsza ryzyko negatywnego oddziaływania nawozu na organizm [Gorlach, Mazur 2001]. Według KDPR (2002) z nawozami powinny pracować tylko osoby, które ukończyły szkolenia w tym zakresie lub są absolwentami szkół rolniczych. Aby wyeliminować ryzyko nieszczęśliwego wypadku podczas stosowania sprzętu do nawożenia, należy zabezpieczyć jego elementy ruchome montując specjalne osłony. Po zakończonej pracy sprzęt należy wyczyścić. Mycie sprzętu powinno się odbywać w specjalnych myjniach, w których podłoże ma miąższość co najmniej 50 cm. Idealne biologiczne podłoże takiej myjni składa się ze słomy (ok. 50%), torfu (ok. 25%) oraz gleby (ok. 25%). Dopuszczalne jest także mycie sprzętu na polu, jednak należy często zmieniać miejsce postoju maszyny [KDPR 2002].
STOSOWANIE NAWOZÓW MINERALNYCH NA UŻYTKACH ROLNYCH
Aplikację nawozów należy przeprowadzać w sposób, który nie stwarza zagrożenia dla ludzi i zwierząt. Wysiew nawozów powinien być wykonany równomiernie na całym polu. Należy wykluczyć przedostanie się nawozu poza granice pola. W odległościach do 20 m od zbiorników wodnych, stref ochrony wód oraz ujęć wody nawożenie należy wykonywać ręcznie. Na tych obszarach obowiązują szczególne zasady stosowania nawozów dotyczące: sprzętu, dawek, rodzaju i postaci nawozu [KDPR 2002].
Podstawę systemu nawożenia powinien stanowić plan zużycia nawozów. Obowiązek opracowania takiego planu w myśl ustawy o nawożeniu mają hodowcy drobiu (powyżej 40000 stanowisk), hodowcy świń (powyżej 2000 stanowisk), rolnicy nabywający nawozy naturalne oraz rolnicy składający wnioski rolno- środowiskowe w ramach pakietu rolnictwo zrównoważone [Rozporządzenie Rady Ministrów z dnia 20 lipca 2004 r. w sprawie przedsięwzięć rolno-środowiskowych Dz.U. nr 174 poz.1809]. Istnieją programy komputerowe do sporządzania planu nawożenia. IUNG Puławy oferuje kilka takich programów np. NewSald i Plano RS. Plan nawożenia powinien uwzględniać zakwaszenie gleb, ich zasobność w składniki pokarmowe i na tej podstawie określać dawki i terminy stosowania nawozów pod poszczególne uprawy. Prawidłowo wykonany plan nawożenia spełnia również cel ekonomiczny, gdyż pozwala oszczędnie gospodarować nawozami. Aby plan nawozowy był wiarygodny, należy go sporządzać co rok z kilkumiesięcznym wyprzedzeniem na podstawie planowanej struktury zasiewów [Jadczyszyn 2006].
Przebieg warunków klimatycznych ma duży wpływ na oddziaływanie nawozów mineralnych na glebę i rośliny uprawne. Duże opady mogą powodować wymywanie azotu i potasu do wód gruntowych natomiast w zbyt niskiej temperaturze gleby aktywność korzeni roślin zostaje zahamowana prowadząc do zmniejszenia pobierania składników pokarmowych z nawozu. Przyjmuje się, że najkorzystniejsza temperatura gleby wynosi 15 - 20ºC. Oprócz temperatury gleby, również jej skład granulometryczny i odczyn wpływają na działanie nawozów. Biorąc pod uwagę powyższe czynniki nie należy stosować nawozów zimą na glebach zamarzniętych lub pokrytych śniegiem, na powierzchniach zalanych wodą oraz na lekkich glebach o dużej przepuszczalności, gdy spodziewane są intensywne opady [KDPR 2002].
Badania odczynu są przeprowadzane przez stacje chemiczno rolnicze na wniosek rolnika. Powinny być przeprowadzane regularnie raz na 4 - 6 lat. Kwaśny
24
odczyn gleby (pH < 5,5) wskazuje na konieczność przeprowadzenia zabiegu wapnowania. Do odkwaszania gleb należy stosować nawozy wapniowe lub wapniowo-magnezowe, które posiadają atest i są dopuszczone do obrotu. Atest stanowi gwarancję bezpieczeństwa tych nawozów dla środowiska glebowego oraz roślin [KDPR 2002].
Szczególną uwagę w KDPR poświęcono nawożeniu pól, które znajdują się na zboczach. Nachylenie terenu powyżej 10% stwarza niebezpieczeństwo powierzchniowego zmywania składników mineralnych z pola. W związku z tym na gruntach bez okrywy roślinnej o dużym nachyleniu terenu nie należy stosować nawozów azotowych a zabiegów nawożenia i ochrony roślin nie należy przeprowadzać łącznie.
Racjonalne nawożenie uzupełnia różnicę między potrzebami pokarmowymi rośliny a ilością składników mineralnych, które są dostępne w glebie. W związku z tym do ustalenia optymalnych dawek nawozów pod uprawy, oprócz znajomości potrzeb pokarmowych konkretnych roślin, konieczna jest wiedza o zasobności gleb w azot, potas i fosfor. Bilans składników pokarmowych powinien też uwzględniać tzw. „działanie następcze nawozów” i płodozmian [Filipek 2002, Mercik 2004]. Na potrzeby doradztwa nawozowego tworzone są algorytmy obliczeń dawek nawozowych. Według KDPR (2002) saldo azotu w gospodarstwie nie powinno przekraczać 30 kg N · ha-1 natomiast dawki potasu i fosforu powinny równoważyć ilości pierwiastków, które zostały pobrane z gleby. Zalecenia nawozowe sformułowane na podstawie badań gleb i warunków klimatycznych konkretnego gospodarstwa zapewniają gospodarowanie nawozami mineralnym zgodne z DPR [Winiarski A. 2006, Jadczyszyn 2006]. WYMAGANIA AGROTECHNICZNE STAWIANE MASZYNOM DO APLIKACJI NAWOZÓW MINERALNYCH
Plony roślin zależą między innymi od jakości wykonania zabiegu. W związku z tą zależnością ważny jest dobór maszyn do nawożenia. Optymalny dobór maszyn powinien gwarantować uzyskanie dobrego jakościowo plonu i wysokiej efektywności zabiegu przy jednoczesnym ograniczeniu zagrożenia środowiska przyrodniczego. Dlatego w polskim i unijnym prawodawstwie wiele miejsca poświęca się na ustalenie optymalnych wymagań agrotechnicznych dla maszyn do nawożenia. Zestaw wymagań dla maszyn stosowanych w rolnictwie został opracowany przez IBMER pod nazwą: „System Maszyn Rolniczych” (SMR). Opracowanie aktualizowano kilkukrotnie. Przez ok. 20 lat stanowiło ono podstawę badań maszyn rolniczych. Zawarte w SMR wymagania dla maszyn miały charakter obligatoryjny a ich nieprzestrzeganie groziło niedopuszczeniem do obrotu. Zmiana systemu gospodarczego i mechanizmy rynkowe sprawiły, że od 1990 r. badania jakości pracy maszyn przestały być obowiązkowe. SMR przestał mieć charakter restrykcyjny i obecnie służy głównie jako źródło informacji o maszynach rolniczych.
Maszyny rolnicze również obecnie podlegają obligatoryjnym badaniom, ale wykonywane one są pod kątem bezpieczeństwa pracy. Bezpieczeństwo maszyn do chemizacji rolnictwa, w tym również rozsiewaczy, bada się w dwóch aspektach: bezpieczeństwa dla operatora oraz bezpieczeństwa dla środowiska. Przepisy dt. ochrony środowiska zawierają wymagania agrotechniczne dla maszyn, które wykorzystywane są do nawożenia i aplikacji środków ochrony roślin. Problematyka ta jest w sferze zainteresowań Międzynarodowej Organizacji Normalizacyjnej, Europejskiego Komitetu Normalizacyjnego oraz ustawodawstwa krajów europejskich.
25
W Polsce również istnieje wiele norm, które odnoszą się do wymagań, jakie powinny spełniać maszyny do rozsiewu nawozów mineralnych. Główny nacisk w normach jest położony na uzyskanie odpowiednich parametrów pracy maszyn do rozsiewu stałych nawozów mineralnych. Według normy PN-EN 13739 maksymalna wartość wskaźnika nierównomierności poprzecznej powinna wynosić 15% przy wysiewie nawozów granulowanych. Wyższy wskaźnik powoduje znaczne obniżenie plonów w stosunku do identycznej dawki nawozu rozsianej równomiernie. Rozsiewacz powinien ponadto zapewniać równomierny wysiew nawozu na skraju pola, a dopuszczalna wartość wskaźnika nierównomierności dla siewu granicznego wynosi do 25%. Ważna jest też nierównomierność podłużna wysiewu nawozu. Odchylenie od nastawionej normy wysiewu nie powinno przekraczać granicy +/- 10% przy pochyleniu rozsiewacza do 20% wzdłuż i w poprzek kierunku jazdy. Konstrukcja rozsiewacza natomiast powinna zgodnie z normami zapewnić sprawne opróżnianie zbiornika nawozowego z resztek nawozu po zakończonej pracy [Kamiński 2000, Kamionka 2006]. Za podstawowe kierunki w dalszym rozwoju konstrukcyjnym rozsiewaczy uznaje się: utrzymanie dokładności rozsiewu, zachowanie wymaganych szerokości roboczych (zwłaszcza przy siewie granicznym), zastosowanie urządzeń do różnicowania dawki nawozu na powierzchni pola. STWIERDZENIA I WNIOSKI
Ze względu na to, że ponad 60% powierzchni kraju stanowią użytki rolne, rolnicy są w głównej mierze odpowiedzialni za ochronę przestrzeni rolniczej. Problemem jest jednak fakt, że rolnik ustalając dawki nawozowe i postępując z nawozami mineralnymi w swoim gospodarstwie nie kieruje się tylko i wyłącznie uwarunkowaniami prawnymi i troską o środowisko. Często wpływ ma na to głównie aspekt ekonomiczny, rozumiany jako chęć uzyskania jak najwyższych plonów, oraz możliwości finansowe gospodarstw. Dlatego ważne jest, żeby przepisy prawne jasno określały wymagania związane z wykorzystaniem nawozów mineralnych w produkcji rolniczej.
Prace legislacyjne są ukierunkowane na opracowanie przepisów prawnych przeciwdziałających zagrożeniom dla środowiska naturalnego, jakie niesie ze sobą współczesne rolnictwo. Dotyczy to także nawożenia mineralnego, ponieważ ze wszystkich środków stosowanych w chemizacji rolnictwa, to właśnie nawozów mineralnych zużywa się w Polsce najwięcej i zużycie to systematycznie wzrasta. Należy zatem koncentrować się na doskonaleniu technologii nawożenia, aby zwiększać efektywność zabiegu i ograniczać do minimum skażenie środowiska i pogorszenie jakości plonów.
Dawki nawozów mineralnych w rolnictwie powinny być ustalane na podstawie zasobności gleb oraz wymagań pokarmowych roślin. Stosowanie optymalnych dawek nawozów pozwoliłyby na zwiększenie wielkości i jakości plonów upraw. Ze względów finansowych w większości gospodarstwach nie wykonuje się badań chemizmu gleb. W związku z tym zgodnie z Dobrą Praktyką Rolniczą badania powinny być przeprowadzane co kilka lat. Gospodarstwa powinny korzystać w szerszym zakresie z usług doradztwa nawozowego.
Prawodawstwo europejskie stawia coraz bardziej restrykcyjne wymagania co do jakości nawozów oraz bezpieczeństwa ich stosowania aby zapobiec zagrożeniu zdrowia i życia ludzi i zwierząt oraz zanieczyszczeniu środowiska.
26
BIBLIOGRAFIA 1. Duer I.: Zasady dobrej praktyki rolniczej i jej umocowania prawne. Materiały
szkoleniowe IUNG. Nr 87. 2003. s. 5-18. 2. Duer I.: Integracja ochrony środowiska ze wspólną polityką rolną UE oraz
wskaźniki do oceny wpływu rolnictwa na środowisko. Studia i Raporty IUNG – PIB. Zeszyt 4. 2007. s. 9-20.
3. Filipek T. (red.): Podstawy i skutki chemizacji agroekosystemów. Wydawnictwo Akademii Rolniczej, Lublin. 2002.
4. Gorlach E., Mazur T.: Chemia rolna. Podstawy żywienia i zasady nawożenia roślin. Wydawnictwo Naukowe PWN. Warszawa 2001.
5. Igras J.: Środowiskowe skutki nawożenia roślin w Polsce. Problemy Inżynierii Rolniczej. Nr 1. 2006. s. 83-95.
6. Jadczyszyn T.: Sporządzanie planu nawożenia z uwzględnieniem badań gleby. Studia i Raporty IUNG – PIB. Zeszyt 1. 2006. s. 37-44.
7. Kamiński J.R.: Metoda oceny wpływu parametrów tarcz rozsiewających na efektywność nawożenia (skrót rozprawy doktorskiej). Prace Naukowo - Badawcze IBMER. Warszawa. Nr 2. 2000. s. 5-30.
8. Kamionka J.: Wpływ techniki na efektywność pogłównego nawożenia zbóż (rozprawa habilitacyjna). Inżynieria Rolnicza. Nr 15. 2005.
9. Mercik S. (red.): Chemia rolna. Podstawy teoretyczne i praktyczne. Wydawnictwo SGGW. Warszawa 2004.
10. Papiz H.: Nowe regulacje prawne dotyczące obrotu nawozów i środków wspomagających uprawę roślin. Studia i Raporty IUNG–PIB. Zeszyt 2. 2006. s. 41-48.
11. Podleśna A.: Zasady zrównoważonego nawożenia. Wieś Jutra. Nr 7. 2006. 12. Wigier M.: Wspólna Polityka Rolna oraz kierunki jej modyfikacji. Studia i Raporty
IUNG – PIB. Zeszyt 7. 2007. s. 21-32. 13. Winiarski A. Klasyfikacja i wymagania jakościowe dla nawozów WE. Studia i
Raporty IUNG – PIB. Zeszyt 2. 2006. s. 25-40. 14. Kodeks Dobrej Praktyki Rolniczej, IUNG, Puławy, 2002. 15. Rozporządzenie Ministra Rolnictwa i Rozwoju Wsi z dnia 19 lipca 2006 r. w
sprawie opłat za zadania wykonywane przez okręgowe stacje chemiczno-rolnicze (Dz. U. 2006 nr 148 poz. 1071).
16. Rozporządzenie Ministra Rolnictwa i Rozwoju Wsi z dnia 19 października 2004 r. w sprawie wykonania niektórych przepisów ustawy o nawozach i nawożeniu (Dz. U. 2004 nr 236 poz. 2369).
17. Rozporządzenie Ministra Rolnictwa i Rozwoju Wsi z dnia 24 czerwca 2002 r. w sprawie bezpieczeństwa i higieny pracy przy stosowaniu i magazynowaniu środków ochrony roślin oraz nawozów mineralnych i organiczno-mineralnych (Dz. U. 2002 nr 99 poz. 896).
18. Ustawa z dnia z 10 lipca 2007 r. o nawozach i nawożeniu (Dz. U. 2005 nr 249 poz. 2103).
19. Ustawa z dnia 21 stycznia 2005 r. o zmianie ustawy o nawozach i nawożeniu (Dz. U. 2005 nr 249 poz. 2103).
20. Ustawa z dnia 2 kwietnia 2004 r. o zmianie ustawy o nawozach i nawożeniu (Dz. U. 2004 nr 91 poz. 876).
21. Ustawa z dnia 26 lipca 2000 r. o nawozach i nawożeniu (Dz. U. 2000 nr 89 poz. 991).
22. Ustawa z dnia 20 lipca 1991 r. o Państwowej Inspekcji Ochrony Środowiska (Dz. U. 1991 nr 77 poz. 335).
27
Rozdział 3
WYBRANE ASPEKTY SPORZĄDZANIA KISZONEK W BELACH OSŁANIANYCH FOLIĄ
Stanisław GACH, Krzysztof KORPYSZ, Ireneusz SKONIECZNY WSTĘP
Trwałe użytki zielone w 2002 r. zajmowały powierzchnię 3,6 mln ha, co stanowiło 18,4% powierzchni ogólnej gruntów będących w użytkowaniu gospodarstw rolnych i 21,1% powierzchni użytków rolnych. W stosunku do roku 1996 r. odnotowano spadek powierzchni trwałych użytków zielonych w gospodarstwach rolnych o 156,9 tys. ha (o 4,2%). Powierzchnia łąk trwałych stanowiła w 2002 r. 71,1% powierzchni użytków zielonych [Dmochowska 2002].
Ruń łąkowa pochodząca z trwałych użytków zielonych oraz z użytków przemiennych (lucerna i koniczyna lub ich mieszanki z trawami) mogą być konserwowane w postaci siana, kiszonki lub suszu.
Stosowane najczęściej w praktyce formy konserwacji zielonki w postaci kiszonki i siana charakteryzują się zróżnicowaną ilością strat składników pokarmowych. W strukturze strat składników pokarmowych wyróżnia się straty polowe i straty konserwacji. Wg badań amerykańskich przy zbiorze zielonki z przeznaczeniem na siano całkowite straty suchej masy wynoszą 24-28%, przy czym większość z nich powstaje podczas zbioru, a tylko 5% podczas przechowywania. Natomiast przy produkcji kiszonki całkowite straty suchej masy są niższe i wynoszą 14-24%, w tym połowa z nich powstaje podczas przechowywania [Rotz 1995].
Najmniejsze straty całkowite występują przy zbiorze podsuszonej zielonki do wilgotności ok. 50%. Straty polowe rosną wraz ze spadkiem wilgotności i największe występują przy zbiorze siana wysuszonego w warunkach polowych do wilgotności względnej poniżej 20%. Straty w fazie konserwacji maleją wraz ze zmniejszeniem zawartości wody, ale to jest równoznaczne z dłuższym przebywaniem roślin na polu, co z kolei powoduje utratę części składników w tej fazie zbioru [Zastawny, 1993]. Zbiór siana podsuszonego do wilgotności poniżej 40% w formie luźnej i przy dosuszaniu aktywną wentylacją w miejscu składowania nie znajduje zainteresowania w naszym kraju, mimo istnienia pełnego zestawu potrzebnych maszyn i urządzeń [Olszewski, Pintara 1998].
28
Zmniejszenie strat jest możliwe przez upowszechnienie zakiszania [Gach 2003]. Sporządzanie kiszonki że świeżej zielonki charakteryzuje się bardzo małymi stratami polowymi, ale największymi w fazie konserwacji. W takich warunkach podczas procesu kiszenia wydzielana jest duża ilość soków kiszonkowych, których wyciekanie jest powodem strat składników pokarmowych (związków mineralnych i azotowych oraz witamin). Ponadto jest niekorzystne ze względów ekologicznych, albowiem prowadzi do zanieczyszczenia środowiska. Szczegółowe badania [Kahlstadt 1996] wykazały, że biologiczne zapotrzebowanie tlenu (BZT5) soku kiszonkowego jest ponad 150 razy większe niż w przypadku ścieków komunalnych.
Kluczowe znaczenie dla zapobiegania wytwarzaniu się soków kiszonkowych i zapewnienia właściwego przebiegu fermentacji ma składowanie do zakiszania zielonki podsuszonej w warunkach polowych. Podsuszenie zielonki do wilgotności względnej ok. 60%, eliminuje wydzielanie soków kiszonkowych i zapewnia właściwy przebieg procesu fermentacji poprzez wzrost tzw. pojemności buforowej i ciśnienia osmotycznego komórek. Dzięki temu zostają stworzone sprzyjające warunki do rozwoju bakterii mlekowych powodujących szybki wzrost zawartości kwasu mlekowego, a przy tym zahamowanie wytwarzania kwasu octowego, a zwłaszcza niepożądanego kwasu masłowego [Podkówka 1979].
TECHNOLOGICZNE ASPEKTY PRODUKCJI KISZONEK Proces produkcji kiszonki obejmuje szereg podstawowych operacji technologicznych, które muszą być wykonane w określonej kolejności w optymalnych terminach agrotechnicznych – począwszy od koszenia a na składowaniu skończywszy. Wybór właściwego terminu koszenia ma znaczny wpływ na jakość paszy [Zastawny 1993]. Wyniki wielu badań, jak również doświadczenia z praktyki wykazują, że wysokość pozostawionego ścierniska po skoszeniu powinna wynosić 5-6 cm. Niższe koszenie przynosi tylko pozorne korzyści w postaci większej ilości zebranej zielonki z jednostki powierzchni, pozbawia jednak trawy w znacznej części dolnych liści i łodyg, zawierających dużo substancji zapasowych potrzebnych roślinom do wtórnego odrastania i odbudowy aparatu asymilacyjnego. Ścinanie większej ilości darni i zwiększenie ilości chwastów [Nowak 1992] może także prowadzić do zanieczyszczenia zielonki ziemią zawierającą mikroorganizmy niekorzystnie wpływające na przebieg konserwacji [Zastawny 1993].
Dla przebiegu podsuszania roślin, a także fermentacji istotna jest mechaniczna obróbka skoszonej zielonki (kondycjonowanie), poprzez stosowanie kosiarki z zamontowanymi kondycjonerami (zgniataczami lub spulchniaczami). W efekcie pracy zgniataczy następuje głównie zgniatanie i łamanie roślin, a spulchniaczy - ścieranie wierzchniej warstwy i nastroszenie pokosu [Olszewski, Pintara 1998, Gach, Pintara 2000]. Zgniatacze są zalecane do obróbki roślin grubołodygowych, czyli motylkowatych i niektórych gatunków traw, natomiast spulchniacze – do runi łąkowej z trwałych użytków zielonych [Gach, Pintara 2000]. Generalnie zabieg mechanicznej obróbki zbieranej zielonki ułatwia odparowanie wody z głębszych warstw komórek roślin, co przyspiesza suszenie i skraca czas przebywania zielonki na polu. Dzięki skróceniu czasu schnięcia zielonki o 30-50% uzyskuje się jakościowo lepszą paszę. Dlatego też w wielu krajach kondycjonowanie zielonek jest powszechnie stosowane, np. w Holandii 80% zbieranych zielonek jest poddawanych temu zabiegowi [Gach, Pintara 2000]. Niektóre kosiarki z kondycjonerami wyposażone są w dodatkowe urządzenia bierne lub aktywne do
29
formowania pokosów. Dzięki temu eliminuje się zabiegi przetrząsania i zgrabiania, niezbędne przy sporządzaniu siana, co w znacznym stopniu usprawnia przebieg zbioru [Gach 2009].
Do zbioru podsuszonej zielonki używa się, obok sieczkarń i przyczep zbierających, prasy formujące bele cylindryczne i wielkogabarytowe bele prostopadłościenne.
Zarówno prasy zwijające jak również tłokowe formujące wielkogabarytowe bele prostopadłościenne są coraz częściej wyposażane w zespoły rozdrabniające podsuszoną zielonkę, których rozwiązania konstrukcyjne są podobne do stosowanych w przyczepach zbierających [Sęk i in. 1997, Besozzi, Pignedoli 1996, Fenyvesi, Bellus 2000]. Zastosowanie tych urządzeń wiąże się z wyższą ceną zakupu, zwiększa masę prasy, zapotrzebowanie na moc, nakłady na obsługę oraz nieznacznie straty ilościowe zielonki. Jednak dzięki rozdrobnieniu zielonki przed sprasowaniem następuje wzrost zagęszczenia bel zarówno cylindrycznych (5 – 15%) jak i prostopadłościennych (5 – 10%), przez co zmniejsza się ich liczba na 1 ha [Skonieczny 2009]. Dzięki temu zmniejsza się zużycie sznurka lub siatki oraz folii do ich owijania. Ponadto zmniejszają się koszty transportu i przechowywania. Pocięcie zbieranej zielonki wpływa korzystnie na proces fermentacji, a więc i jakość kiszonki oraz ułatwia jej skarmianie.
Możliwość poprawy zdolności zielonek do zakiszania, szczególnie trudno kiszących się (rośliny motylkowate drobnonasienne, czyli koniczyna, lucerna lub ich mieszanki z trawami), a tym samym zmniejszenia strat składników pokarmowych, można osiągnąć między innymi w wyniku sterowania przebiegiem procesu mikrobiologicznego za pomocą różnych dodatków kiszonkarskich [Netz, Sorge 1994, Dulcet 1999b, Fenyvesi L., Bellus Z. 2000, Burs i in. 2004]. Obecnie zaleca się ich dozowanie nie tylko do pasz trudno lecz także łatwo zakiszających się. Zasadniczo mechanizm działania dodatków kiszonkarskich sprowadza się do obniżenia pH zielonej masy, co zapobiega psuciu się pasz pod wpływem szkodliwych drobnoustrojów i chroni przed niektórymi niepożądanymi zmianami chemicznymi [Dulcet 1999a].
Na krajowy rynek wprowadzono różne preparaty produkcji krajowej i zagranicznej (Lactomix, Bactozym, Bacilina, Inokulant 1188, Mais Kofasil, Microsoil, Sila – Bas), podając przy tym dokładną charakterystykę poszczególnych preparatów, jak również zalecane dawki dla ich skutecznego działania. Skuteczność działania preparatów zależy od równomiernego wymieszania określonej ich ilości z masą roślinną przeznaczoną do kiszenia [Dulcet 1999b, Burs i in. 2004]. Potrzebne jest przy tym dostosowanie technik ich aplikacji do zielonek przeznaczonych do zakiszania m. in. przez stosowanie specjalnych dozowników preparatów chemicznych zamontowanych na maszynach zbierających. Ze względu na stan skupienia rozróżnia się preparaty ciekłe (roztwory lub ich zawiesiny) i stałe (sproszkowane, granulowane). Obecnie w praktyce częściej stosuje się dozowniki do preparatów ciekłych, które są proste w budowie i uniwersalne, ponieważ można je stosować również do preparatów stałych rozpuszczonych w wodzie i rozprowadzanych w postaci zawiesiny. Ze względu na sposób dodawania preparatu do zielonki w maszynie zbierającej dozowniki można podzielić na opadowe (grawitacyjne) i ciśnieniowe, które produkowane są częściej. W dozownikach ciśnieniowych, pompa podaje preparat pod niewielkim ciśnieniem do dysz najczęściej szczelinowych, które są umieszczone w różnych miejscach maszyn zbierających. W przypadku nabudowania urządzenia dozującego na prasie zwijającej (rys. 1) lub tłokowej wielkogabarytowej (rys. 2) dysza lub dysze wylotowe powinny być
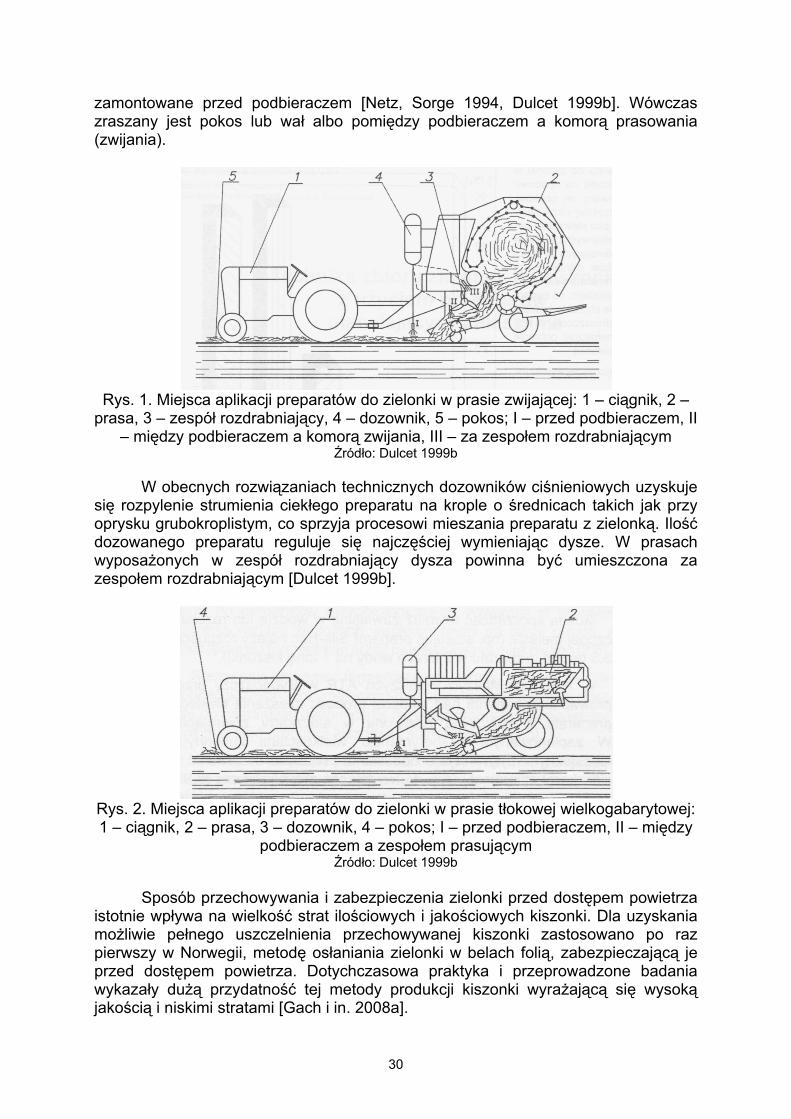
30
zamontowane przed podbieraczem [Netz, Sorge 1994, Dulcet 1999b]. Wówczas zraszany jest pokos lub wał albo pomiędzy podbieraczem a komorą prasowania (zwijania).
Rys. 1. Miejsca aplikacji preparatów do zielonki w prasie zwijającej: 1 – ciągnik, 2 –
prasa, 3 – zespół rozdrabniający, 4 – dozownik, 5 – pokos; I – przed podbieraczem, II – między podbieraczem a komorą zwijania, III – za zespołem rozdrabniającym
Źródło: Dulcet 1999b
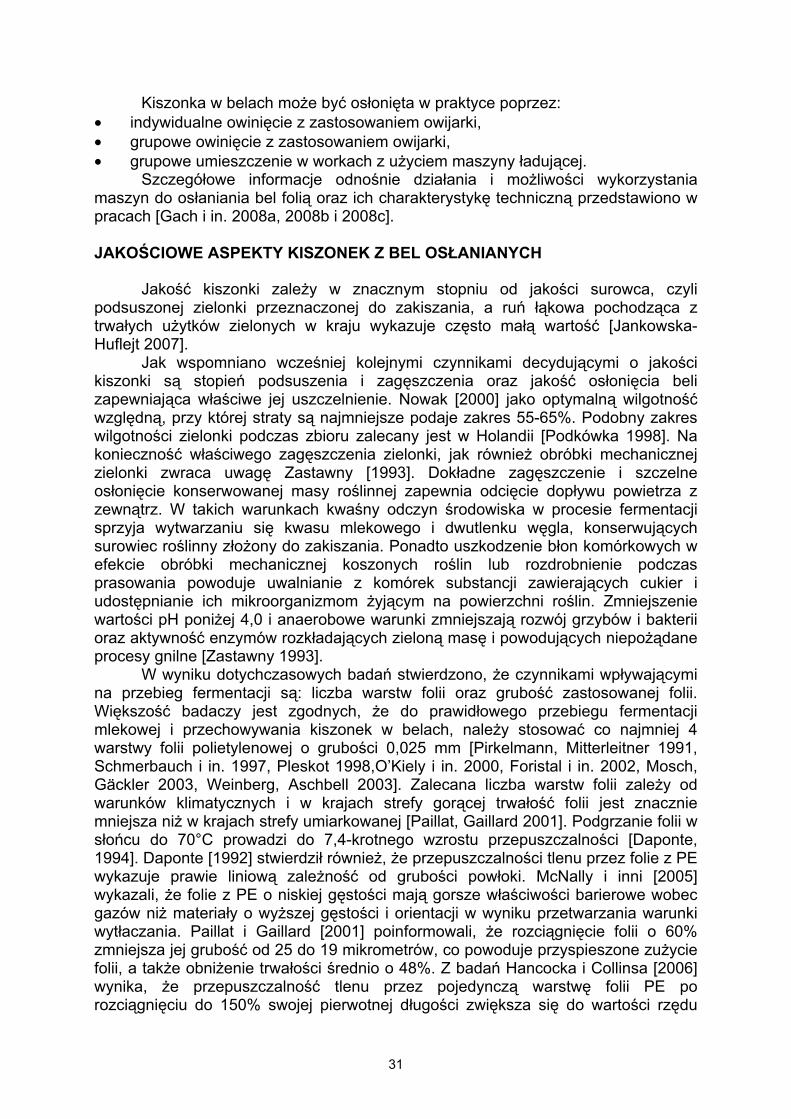
W obecnych rozwiązaniach technicznych dozowników ciśnieniowych uzyskuje się rozpylenie strumienia ciekłego preparatu na krople o średnicach takich jak przy oprysku grubokroplistym, co sprzyja procesowi mieszania preparatu z zielonką. Ilość dozowanego preparatu reguluje się najczęściej wymieniając dysze. W prasach wyposażonych w zespół rozdrabniający dysza powinna być umieszczona za zespołem rozdrabniającym [Dulcet 1999b].
Rys. 2. Miejsca aplikacji preparatów do zielonki w prasie tłokowej wielkogabarytowej: 1 – ciągnik, 2 – prasa, 3 – dozownik, 4 – pokos; I – przed podbieraczem, II – między
podbieraczem a zespołem prasującym Źródło: Dulcet 1999b
Sposób przechowywania i zabezpieczenia zielonki przed dostępem powietrza istotnie wpływa na wielkość strat ilościowych i jakościowych kiszonki. Dla uzyskania możliwie pełnego uszczelnienia przechowywanej kiszonki zastosowano po raz pierwszy w Norwegii, metodę osłaniania zielonki w belach folią, zabezpieczającą je przed dostępem powietrza. Dotychczasowa praktyka i przeprowadzone badania wykazały dużą przydatność tej metody produkcji kiszonki wyrażającą się wysoką jakością i niskimi stratami [Gach i in. 2008a].
31
Kiszonka w belach może być osłonięta w praktyce poprzez: • indywidualne owinięcie z zastosowaniem owijarki, • grupowe owinięcie z zastosowaniem owijarki, • grupowe umieszczenie w workach z użyciem maszyny ładującej. Szczegółowe informacje odnośnie działania i możliwości wykorzystania maszyn do osłaniania bel folią oraz ich charakterystykę techniczną przedstawiono w pracach [Gach i in. 2008a, 2008b i 2008c]. JAKOŚCIOWE ASPEKTY KISZONEK Z BEL OSŁANIANYCH Jakość kiszonki zależy w znacznym stopniu od jakości surowca, czyli podsuszonej zielonki przeznaczonej do zakiszania, a ruń łąkowa pochodząca z trwałych użytków zielonych w kraju wykazuje często małą wartość [Jankowska-Huflejt 2007].
Jak wspomniano wcześniej kolejnymi czynnikami decydującymi o jakości kiszonki są stopień podsuszenia i zagęszczenia oraz jakość osłonięcia beli zapewniająca właściwe jej uszczelnienie. Nowak [2000] jako optymalną wilgotność względną, przy której straty są najmniejsze podaje zakres 55-65%. Podobny zakres wilgotności zielonki podczas zbioru zalecany jest w Holandii [Podkówka 1998]. Na konieczność właściwego zagęszczenia zielonki, jak również obróbki mechanicznej zielonki zwraca uwagę Zastawny [1993]. Dokładne zagęszczenie i szczelne osłonięcie konserwowanej masy roślinnej zapewnia odcięcie dopływu powietrza z zewnątrz. W takich warunkach kwaśny odczyn środowiska w procesie fermentacji sprzyja wytwarzaniu się kwasu mlekowego i dwutlenku węgla, konserwujących surowiec roślinny złożony do zakiszania. Ponadto uszkodzenie błon komórkowych w efekcie obróbki mechanicznej koszonych roślin lub rozdrobnienie podczas prasowania powoduje uwalnianie z komórek substancji zawierających cukier i udostępnianie ich mikroorganizmom żyjącym na powierzchni roślin. Zmniejszenie wartości pH poniżej 4,0 i anaerobowe warunki zmniejszają rozwój grzybów i bakterii oraz aktywność enzymów rozkładających zieloną masę i powodujących niepożądane procesy gnilne [Zastawny 1993].
W wyniku dotychczasowych badań stwierdzono, że czynnikami wpływającymi na przebieg fermentacji są: liczba warstw folii oraz grubość zastosowanej folii. Większość badaczy jest zgodnych, że do prawidłowego przebiegu fermentacji mlekowej i przechowywania kiszonek w belach, należy stosować co najmniej 4 warstwy folii polietylenowej o grubości 0,025 mm [Pirkelmann, Mitterleitner 1991, Schmerbauch i in. 1997, Pleskot 1998,O’Kiely i in. 2000, Foristal i in. 2002, Mosch, Gäckler 2003, Weinberg, Aschbell 2003]. Zalecana liczba warstw folii zależy od warunków klimatycznych i w krajach strefy gorącej trwałość folii jest znacznie mniejsza niż w krajach strefy umiarkowanej [Paillat, Gaillard 2001]. Podgrzanie folii w słońcu do 70°C prowadzi do 7,4-krotnego wzrostu przepuszczalności [Daponte, 1994]. Daponte [1992] stwierdził również, że przepuszczalności tlenu przez folie z PE wykazuje prawie liniową zależność od grubości powłoki. McNally i inni [2005] wykazali, że folie z PE o niskiej gęstości mają gorsze właściwości barierowe wobec gazów niż materiały o wyższej gęstości i orientacji w wyniku przetwarzania warunki wytłaczania. Paillat i Gaillard [2001] poinformowali, że rozciągnięcie folii o 60% zmniejsza jej grubość od 25 do 19 mikrometrów, co powoduje przyspieszone zużycie folii, a także obniżenie trwałości średnio o 48%. Z badań Hancocka i Collinsa [2006] wynika, że przepuszczalność tlenu przez pojedynczą warstwę folii PE po rozciągnięciu do 150% swojej pierwotnej długości zwiększa się do wartości rzędu
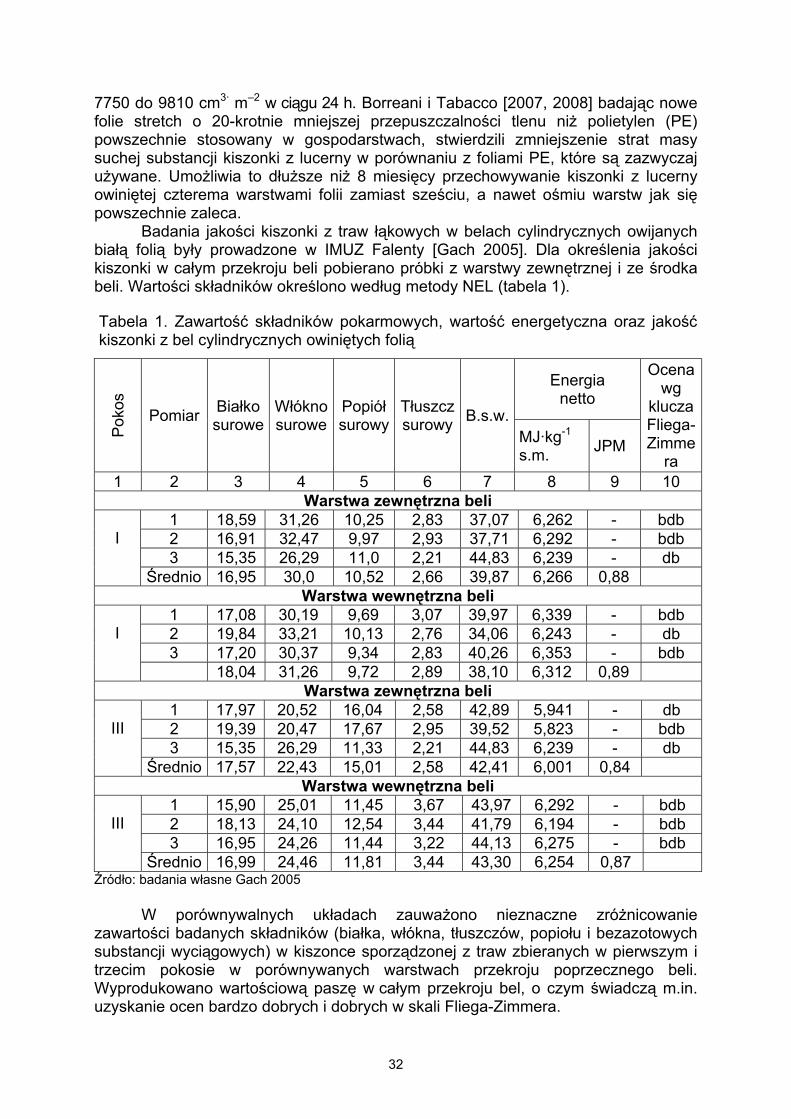
32
7750 do 9810 cm3· m–2 w ciągu 24 h. Borreani i Tabacco [2007, 2008] badając nowe folie stretch o 20-krotnie mniejszej przepuszczalności tlenu niż polietylen (PE) powszechnie stosowany w gospodarstwach, stwierdzili zmniejszenie strat masy suchej substancji kiszonki z lucerny w porównaniu z foliami PE, które są zazwyczaj używane. Umożliwia to dłuższe niż 8 miesięcy przechowywanie kiszonki z lucerny owiniętej czterema warstwami folii zamiast sześciu, a nawet ośmiu warstw jak się powszechnie zaleca.
Badania jakości kiszonki z traw łąkowych w belach cylindrycznych owijanych białą folią były prowadzone w IMUZ Falenty [Gach 2005]. Dla określenia jakości kiszonki w całym przekroju beli pobierano próbki z warstwy zewnętrznej i ze środka beli. Wartości składników określono według metody NEL (tabela 1).
Tabela 1. Zawartość składników pokarmowych, wartość energetyczna oraz jakość kiszonki z bel cylindrycznych owiniętych folią
Pok
os
Pomiar Białko surowe
Włókno surowe
Popiół surowy
Tłuszcz surowy
B.s.w.
Energia netto
Ocena wg
kluczaFliega-Zimme
ra MJ·kg-1
s.m. JPM
1 2 3 4 5 6 7 8 9 10 Warstwa zewnętrzna beli
I
1 18,59 31,26 10,25 2,83 37,07 6,262 - bdb 2 16,91 32,47 9,97 2,93 37,71 6,292 - bdb 3 15,35 26,29 11,0 2,21 44,83 6,239 - db
Średnio 16,95 30,0 10,52 2,66 39,87 6,266 0,88 Warstwa wewnętrzna beli
I
1 17,08 30,19 9,69 3,07 39,97 6,339 - bdb 2 19,84 33,21 10,13 2,76 34,06 6,243 - db 3 17,20 30,37 9,34 2,83 40,26 6,353 - bdb 18,04 31,26 9,72 2,89 38,10 6,312 0,89
Warstwa zewnętrzna beli
III 1 17,97 20,52 16,04 2,58 42,89 5,941 - db 2 19,39 20,47 17,67 2,95 39,52 5,823 - bdb 3 15,35 26,29 11,33 2,21 44,83 6,239 - db
Średnio 17,57 22,43 15,01 2,58 42,41 6,001 0,84 Warstwa wewnętrzna beli
III
1 15,90 25,01 11,45 3,67 43,97 6,292 - bdb 2 18,13 24,10 12,54 3,44 41,79 6,194 - bdb 3 16,95 24,26 11,44 3,22 44,13 6,275 - bdb
Średnio 16,99 24,46 11,81 3,44 43,30 6,254 0,87 Źródło: badania własne Gach 2005
W porównywalnych układach zauważono nieznaczne zróżnicowanie
zawartości badanych składników (białka, włókna, tłuszczów, popiołu i bezazotowych substancji wyciągowych) w kiszonce sporządzonej z traw zbieranych w pierwszym i trzecim pokosie w porównywanych warstwach przekroju poprzecznego beli. Wyprodukowano wartościową paszę w całym przekroju bel, o czym świadczą m.in. uzyskanie ocen bardzo dobrych i dobrych w skali Fliega-Zimmera.
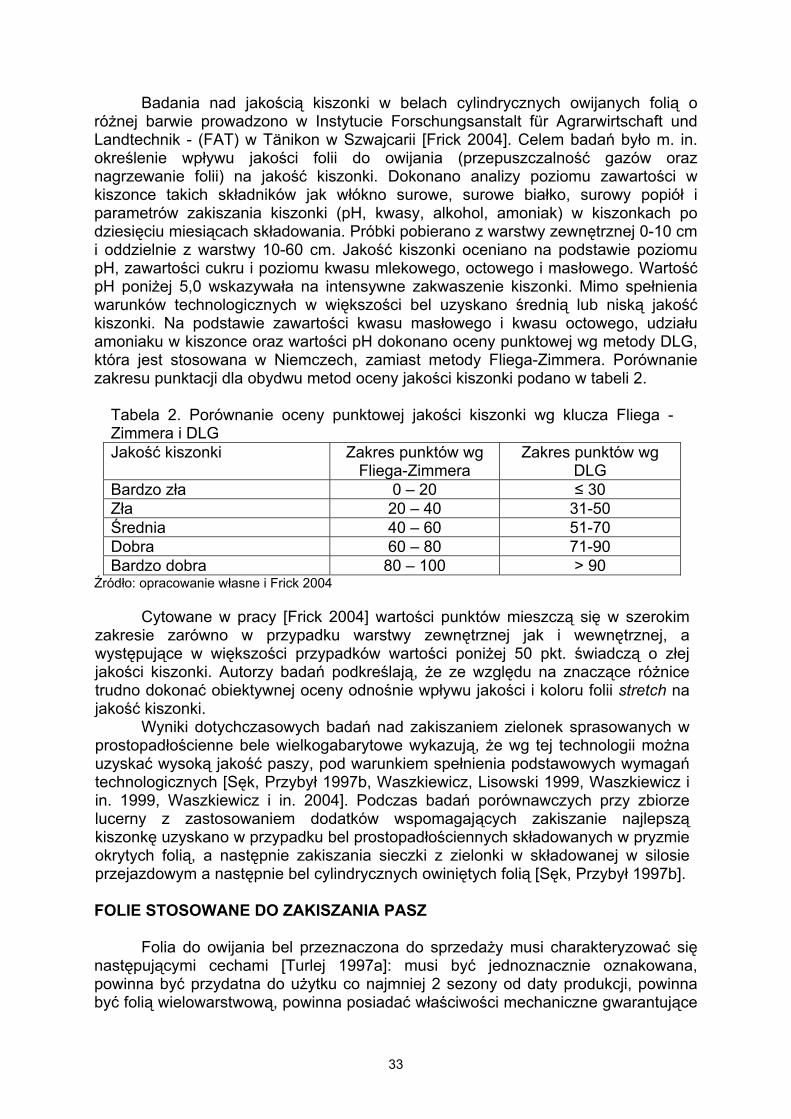
33
Badania nad jakością kiszonki w belach cylindrycznych owijanych folią o różnej barwie prowadzono w Instytucie Forschungsanstalt für Agrarwirtschaft und Landtechnik - (FAT) w Tänikon w Szwajcarii [Frick 2004]. Celem badań było m. in. określenie wpływu jakości folii do owijania (przepuszczalność gazów oraz nagrzewanie folii) na jakość kiszonki. Dokonano analizy poziomu zawartości w kiszonce takich składników jak włókno surowe, surowe białko, surowy popiół i parametrów zakiszania kiszonki (pH, kwasy, alkohol, amoniak) w kiszonkach po dziesięciu miesiącach składowania. Próbki pobierano z warstwy zewnętrznej 0-10 cm i oddzielnie z warstwy 10-60 cm. Jakość kiszonki oceniano na podstawie poziomu pH, zawartości cukru i poziomu kwasu mlekowego, octowego i masłowego. Wartość pH poniżej 5,0 wskazywała na intensywne zakwaszenie kiszonki. Mimo spełnienia warunków technologicznych w większości bel uzyskano średnią lub niską jakość kiszonki. Na podstawie zawartości kwasu masłowego i kwasu octowego, udziału amoniaku w kiszonce oraz wartości pH dokonano oceny punktowej wg metody DLG, która jest stosowana w Niemczech, zamiast metody Fliega-Zimmera. Porównanie zakresu punktacji dla obydwu metod oceny jakości kiszonki podano w tabeli 2.
Tabela 2. Porównanie oceny punktowej jakości kiszonki wg klucza Fliega - Zimmera i DLG Jakość kiszonki Zakres punktów wg
Fliega-Zimmera Zakres punktów wg
DLG Bardzo zła 0 – 20 ≤ 30 Zła 20 – 40 31-50 Średnia 40 – 60 51-70 Dobra 60 – 80 71-90 Bardzo dobra 80 – 100 > 90
Źródło: opracowanie własne i Frick 2004
Cytowane w pracy [Frick 2004] wartości punktów mieszczą się w szerokim zakresie zarówno w przypadku warstwy zewnętrznej jak i wewnętrznej, a występujące w większości przypadków wartości poniżej 50 pkt. świadczą o złej jakości kiszonki. Autorzy badań podkreślają, że ze względu na znaczące różnice trudno dokonać obiektywnej oceny odnośnie wpływu jakości i koloru folii stretch na jakość kiszonki.
Wyniki dotychczasowych badań nad zakiszaniem zielonek sprasowanych w prostopadłościenne bele wielkogabarytowe wykazują, że wg tej technologii można uzyskać wysoką jakość paszy, pod warunkiem spełnienia podstawowych wymagań technologicznych [Sęk, Przybył 1997b, Waszkiewicz, Lisowski 1999, Waszkiewicz i in. 1999, Waszkiewicz i in. 2004]. Podczas badań porównawczych przy zbiorze lucerny z zastosowaniem dodatków wspomagających zakiszanie najlepszą kiszonkę uzyskano w przypadku bel prostopadłościennych składowanych w pryzmie okrytych folią, a następnie zakiszania sieczki z zielonki w składowanej w silosie przejazdowym a następnie bel cylindrycznych owiniętych folią [Sęk, Przybył 1997b].
FOLIE STOSOWANE DO ZAKISZANIA PASZ
Folia do owijania bel przeznaczona do sprzedaży musi charakteryzować się następującymi cechami [Turlej 1997a]: musi być jednoznacznie oznakowana, powinna być przydatna do użytku co najmniej 2 sezony od daty produkcji, powinna być folią wielowarstwową, powinna posiadać właściwości mechaniczne gwarantujące
34
dobre przyleganie poszczególnych warstw do siebie jak i całej powłoki foliowej do beli, powinna zapobiegać deformowaniu się gotowych owiniętych bel w czasie składowania, musi posiadać odpowiednie zabezpieczenie przed promieniowaniem ultrafioletowym (UV) tak, aby zapewnić ochronę bel przez co najmniej rok od daty owijania, musi być nieszkodliwa dla środowiska i łatwa do utylizacji po użyciu. Zabezpieczenie przed promieniowaniem ultrafioletowym jest najistotniejszym parametrem folii. Ultrafiolet niszczy bowiem chemiczną strukturę polietylenu i w efekcie prowadzi do pękania folii i w następstwie do gnicia kiszonki. Producent folii powinien zagwarantować stabilność folii przez co najmniej 1 rok od daty owinięcia beli. Z punktu widzenia użytkownika istotne jest zabezpieczenie kiszonki od momentu sporządzania, czyli owijania beli z podsuszonej zielonki, aż do terminu skarmiania kiszonki. W praktyce szerokie zastosowanie mają tzw. folie stretch z liniowego polietylenu niskiej gęstości (PE-LLD). Są one produkowane w ten sam sposób (wytłaczanie metodą ekstruzji) i składają się z trzech warstw: Środkowa warstwa zawiera podstawowe struktury folii i daje niezbędną stabilność i sprężystość. Na wewnętrznej warstwie jest nanoszony klej, dla zagwarantowania sklejania się warstw folii. Zewnętrzna warstwa zawiera stabilizatory – substancje zapobiegające degradacji pod wpływem UV. Do białych i kolorowych folii tej warstwy są również dodawane substancje pigmentowe.
Worki foliowe wytwarzane są najczęściej z białej warstwy zewnętrznej oraz czarnej wewnętrznej. Obydwie wykonane są z tych samych materiałów, czyli mieszanek różnego rodzaju polietylenu, które stanowi: polietylen liniowy niskiej gęstości (PE LLD), polietylen katalizujący metalocenem (PE – M), polietylen niskiej gęstości (PE – LTD) i barwniki czy dodatki modyfikujące odpowiedzialne za stabilność na działanie UV.
Dla folii stretch do osłaniania kiszonek w Europie istnieją dwa standardy: DLG (Niemieckie Towarzystwo Rolnicze) i AFNOR (Association Française de Normalization) [Frick 2004]. W tabeli 3 wyróżniono kryteria oceny i minimalne wymagania zawarte w zaleceniach DLG. Określają one, z jednej strony, wymagania dotyczące właściwości mechanicznych i fizycznych, a z drugiej metody badań laboratoryjnych pomiarów, które tylko nieznacznie się różnią.
W Instytucie FAT Tänikon w Szwajcarii przeprowadzono badania z 15 foliami do owijania w oparciu o standardy DLG [Frick 2004]. Używane folie miały standardowe grubości 0,025 mm i szerokość 500 mm i charakteryzowały się różnymi barwami: pięć było białych, cztery jasnozielone, jedna zielona, trzy ciemno-zielone i dwie czarne. Analizowano jakość folii (właściwości mechaniczne i fizyczne, odporność na starzenie – stabilność), podatność na nagrzewanie folii, jakość uzyskiwanej paszy. Folii stretch do owijania bel stawiane są wysokie wymagania jakościowe, przy czym chodzi tu nie tylko dobre właściwości mechaniczne (wytrzymałość na rozciąganie, wydłużenie przy zerwaniu) i siłę sklejania, ale także wysoką stabilność wobec naświetlania pasmem ultrafioletowym (UV) promieni słonecznych dla ochrony przed szybkim rozkładem. Badane folie niemal wszystkie te wymagania spełniły [Frick 2004].
Podobne badania zgodnie z powyższą metodyką przeprowadzono również w Niemczech [Mosch i Gäckler 2003]. Przedmiot badań stanowiły folie: Rani Wrap – biała, Rani Wrap – zielona i Lakufol Agra – biała (tabela 4).
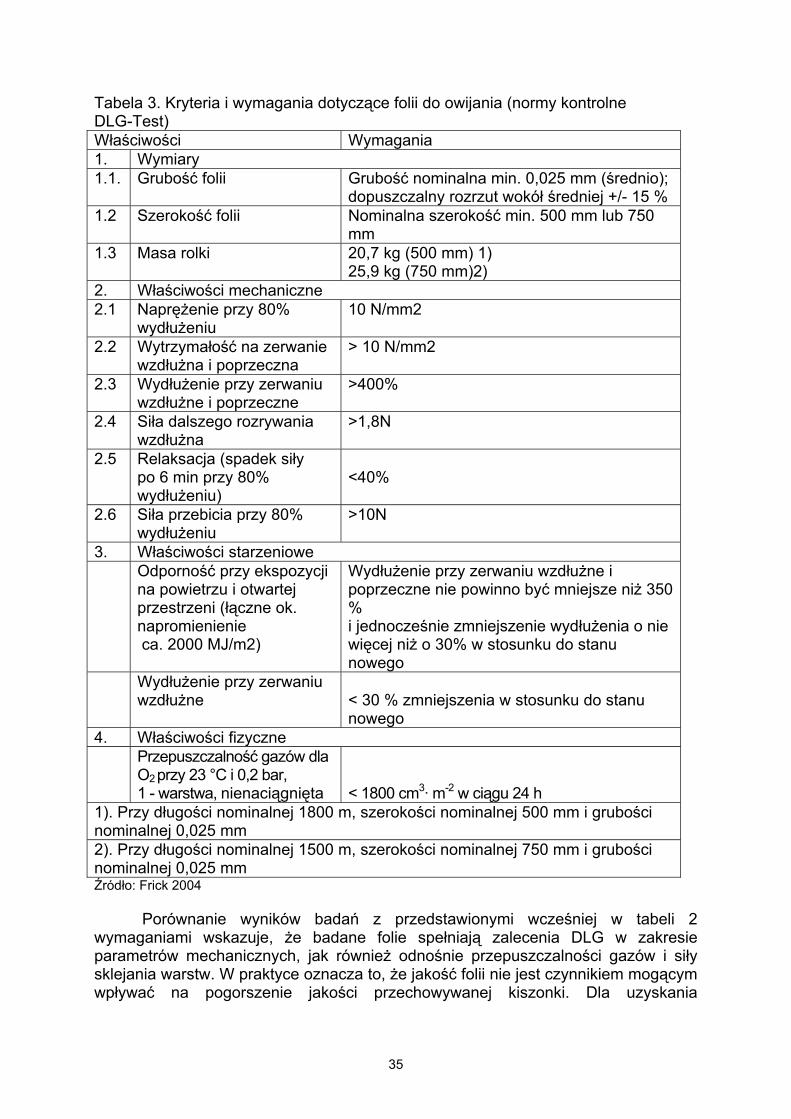
35
Tabela 3. Kryteria i wymagania dotyczące folii do owijania (normy kontrolne DLG-Test) Właściwości Wymagania 1. Wymiary 1.1. Grubość folii Grubość nominalna min. 0,025 mm (średnio);
dopuszczalny rozrzut wokół średniej +/- 15 % 1.2 Szerokość folii Nominalna szerokość min. 500 mm lub 750
mm 1.3 Masa rolki 20,7 kg (500 mm) 1)
25,9 kg (750 mm)2) 2. Właściwości mechaniczne 2.1 Naprężenie przy 80%
wydłużeniu 10 N/mm2
2.2 Wytrzymałość na zerwanie wzdłużna i poprzeczna
> 10 N/mm2
2.3 Wydłużenie przy zerwaniu wzdłużne i poprzeczne
>400%
2.4 Siła dalszego rozrywania wzdłużna
>1,8N
2.5 Relaksacja (spadek siły po 6 min przy 80% wydłużeniu)
<40%
2.6 Siła przebicia przy 80% wydłużeniu
>10N
3. Właściwości starzeniowe Odporność przy ekspozycji
na powietrzu i otwartej przestrzeni (łączne ok. napromienienie ca. 2000 MJ/m2)
Wydłużenie przy zerwaniu wzdłużne i poprzeczne nie powinno być mniejsze niż 350 % i jednocześnie zmniejszenie wydłużenia o nie więcej niż o 30% w stosunku do stanu nowego
Wydłużenie przy zerwaniu wzdłużne
< 30 % zmniejszenia w stosunku do stanu nowego
4. Właściwości fizyczne Przepuszczalność gazów dla
O2 przy 23 °C i 0,2 bar, 1 - warstwa, nienaciągnięta
< 1800 cm3· m-2 w ciągu 24 h
1). Przy długości nominalnej 1800 m, szerokości nominalnej 500 mm i grubości nominalnej 0,025 mm 2). Przy długości nominalnej 1500 m, szerokości nominalnej 750 mm i grubości nominalnej 0,025 mm Źródło: Frick 2004
Porównanie wyników badań z przedstawionymi wcześniej w tabeli 2
wymaganiami wskazuje, że badane folie spełniają zalecenia DLG w zakresie parametrów mechanicznych, jak również odnośnie przepuszczalności gazów i siły sklejania warstw. W praktyce oznacza to, że jakość folii nie jest czynnikiem mogącym wpływać na pogorszenie jakości przechowywanej kiszonki. Dla uzyskania
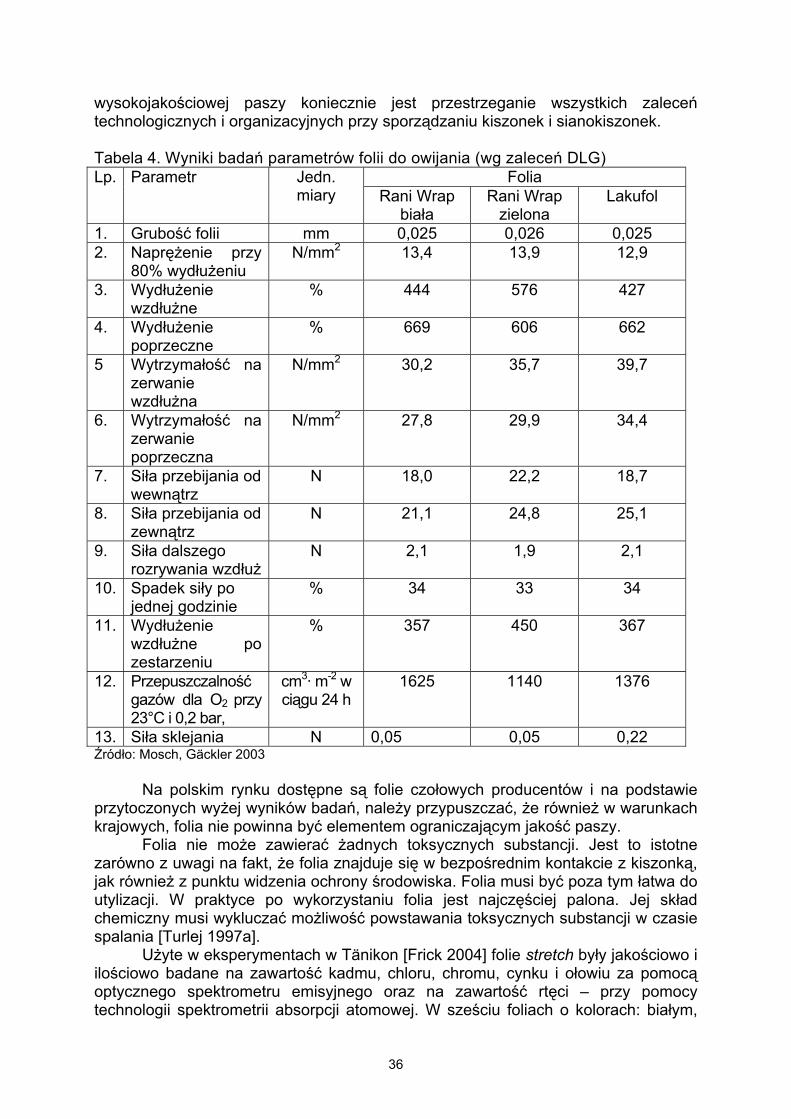
36
wysokojakościowej paszy koniecznie jest przestrzeganie wszystkich zaleceń technologicznych i organizacyjnych przy sporządzaniu kiszonek i sianokiszonek.
Tabela 4. Wyniki badań parametrów folii do owijania (wg zaleceń DLG) Lp. Parametr Jedn.
miary Folia
Rani Wrap biała
Rani Wrap zielona
Lakufol
1. Grubość folii mm 0,025 0,026 0,025 2. Naprężenie przy
80% wydłużeniu N/mm2 13,4 13,9 12,9
3. Wydłużenie wzdłużne
% 444 576 427
4. Wydłużenie poprzeczne
% 669 606 662
5 Wytrzymałość na zerwanie wzdłużna
N/mm2 30,2 35,7 39,7
6. Wytrzymałość na zerwanie poprzeczna
N/mm2 27,8 29,9 34,4
7. Siła przebijania od wewnątrz
N 18,0 22,2 18,7
8. Siła przebijania od zewnątrz
N 21,1 24,8 25,1
9. Siła dalszego rozrywania wzdłuż
N 2,1 1,9 2,1
10. Spadek siły po jednej godzinie
% 34 33 34
11. Wydłużenie wzdłużne po zestarzeniu
% 357 450 367
12. Przepuszczalność gazów dla O2 przy 23°C i 0,2 bar,
cm3· m-2 w ciągu 24 h
1625 1140 1376
13. Siła sklejania N 0,05 0,05 0,22 Źródło: Mosch, Gäckler 2003
Na polskim rynku dostępne są folie czołowych producentów i na podstawie przytoczonych wyżej wyników badań, należy przypuszczać, że również w warunkach krajowych, folia nie powinna być elementem ograniczającym jakość paszy.
Folia nie może zawierać żadnych toksycznych substancji. Jest to istotne zarówno z uwagi na fakt, że folia znajduje się w bezpośrednim kontakcie z kiszonką, jak również z punktu widzenia ochrony środowiska. Folia musi być poza tym łatwa do utylizacji. W praktyce po wykorzystaniu folia jest najczęściej palona. Jej skład chemiczny musi wykluczać możliwość powstawania toksycznych substancji w czasie spalania [Turlej 1997a].
Użyte w eksperymentach w Tänikon [Frick 2004] folie stretch były jakościowo i ilościowo badane na zawartość kadmu, chloru, chromu, cynku i ołowiu za pomocą optycznego spektrometru emisyjnego oraz na zawartość rtęci – przy pomocy technologii spektrometrii absorpcji atomowej. W sześciu foliach o kolorach: białym,
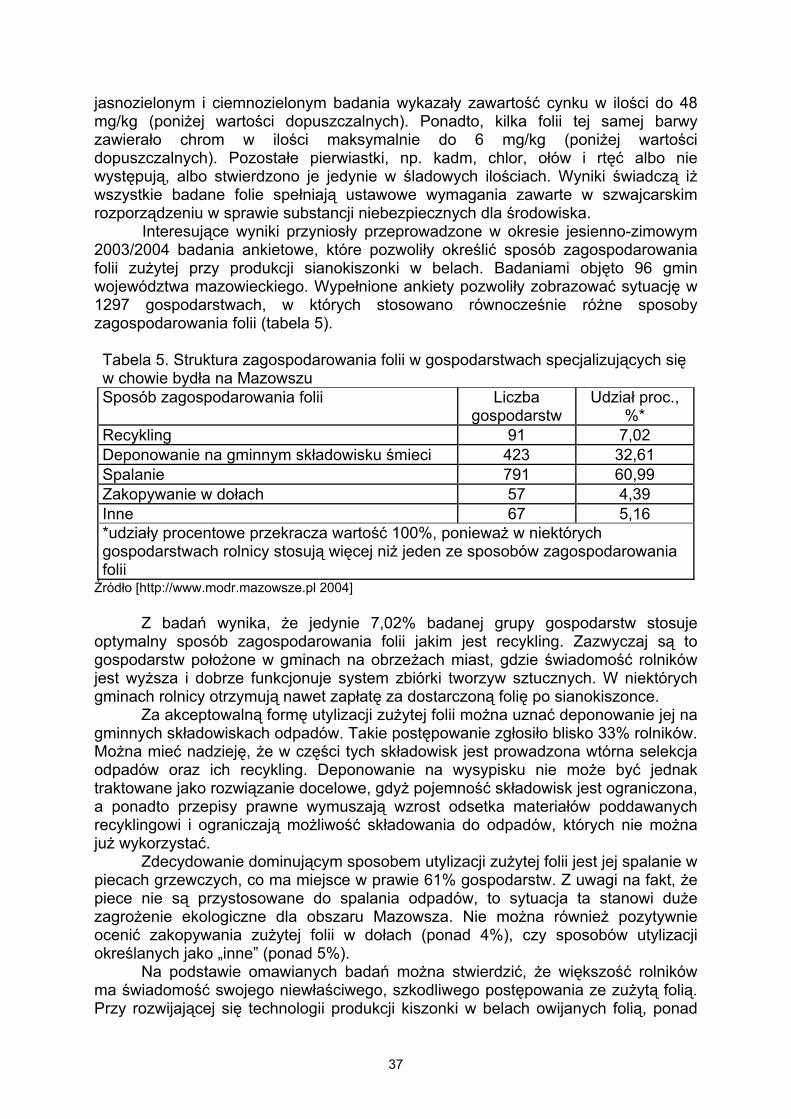
37
jasnozielonym i ciemnozielonym badania wykazały zawartość cynku w ilości do 48 mg/kg (poniżej wartości dopuszczalnych). Ponadto, kilka folii tej samej barwy zawierało chrom w ilości maksymalnie do 6 mg/kg (poniżej wartości dopuszczalnych). Pozostałe pierwiastki, np. kadm, chlor, ołów i rtęć albo nie występują, albo stwierdzono je jedynie w śladowych ilościach. Wyniki świadczą iż wszystkie badane folie spełniają ustawowe wymagania zawarte w szwajcarskim rozporządzeniu w sprawie substancji niebezpiecznych dla środowiska.
Interesujące wyniki przyniosły przeprowadzone w okresie jesienno-zimowym 2003/2004 badania ankietowe, które pozwoliły określić sposób zagospodarowania folii zużytej przy produkcji sianokiszonki w belach. Badaniami objęto 96 gmin województwa mazowieckiego. Wypełnione ankiety pozwoliły zobrazować sytuację w 1297 gospodarstwach, w których stosowano równocześnie różne sposoby zagospodarowania folii (tabela 5).
Tabela 5. Struktura zagospodarowania folii w gospodarstwach specjalizujących się w chowie bydła na Mazowszu Sposób zagospodarowania folii Liczba
gospodarstw Udział proc.,
%* Recykling 91 7,02 Deponowanie na gminnym składowisku śmieci 423 32,61 Spalanie 791 60,99 Zakopywanie w dołach 57 4,39 Inne 67 5,16 *udziały procentowe przekracza wartość 100%, ponieważ w niektórych gospodarstwach rolnicy stosują więcej niż jeden ze sposobów zagospodarowania folii
Źródło [http://www.modr.mazowsze.pl 2004] Z badań wynika, że jedynie 7,02% badanej grupy gospodarstw stosuje
optymalny sposób zagospodarowania folii jakim jest recykling. Zazwyczaj są to gospodarstw położone w gminach na obrzeżach miast, gdzie świadomość rolników jest wyższa i dobrze funkcjonuje system zbiórki tworzyw sztucznych. W niektórych gminach rolnicy otrzymują nawet zapłatę za dostarczoną folię po sianokiszonce.
Za akceptowalną formę utylizacji zużytej folii można uznać deponowanie jej na gminnych składowiskach odpadów. Takie postępowanie zgłosiło blisko 33% rolników. Można mieć nadzieję, że w części tych składowisk jest prowadzona wtórna selekcja odpadów oraz ich recykling. Deponowanie na wysypisku nie może być jednak traktowane jako rozwiązanie docelowe, gdyż pojemność składowisk jest ograniczona, a ponadto przepisy prawne wymuszają wzrost odsetka materiałów poddawanych recyklingowi i ograniczają możliwość składowania do odpadów, których nie można już wykorzystać.
Zdecydowanie dominującym sposobem utylizacji zużytej folii jest jej spalanie w piecach grzewczych, co ma miejsce w prawie 61% gospodarstw. Z uwagi na fakt, że piece nie są przystosowane do spalania odpadów, to sytuacja ta stanowi duże zagrożenie ekologiczne dla obszaru Mazowsza. Nie można również pozytywnie ocenić zakopywania zużytej folii w dołach (ponad 4%), czy sposobów utylizacji określanych jako „inne” (ponad 5%).
Na podstawie omawianych badań można stwierdzić, że większość rolników ma świadomość swojego niewłaściwego, szkodliwego postępowania ze zużytą folią. Przy rozwijającej się technologii produkcji kiszonki w belach owijanych folią, ponad
38
70% zużytej folii jest niewłaściwie zagospodarowane i może stanowić w przyszłości duże zagrożenie dla środowiska wiejskiego. W przyszłości rozważenia wymaga stosowanie folii ekologicznych (np. folii biodegradowalnych), które nie obciążają środowiska.
PODSUMOWANIE
Zakiszanie zielonek niskołodygowych w formie prasowanej znajduje szerokie zastosowanie w rolnictwie, ze względu na szereg praktycznych elementów i kompletność wyposażenia technicznego.
Wyniki dotychczasowych badań nad zakiszaniem zielonek sprasowanych w bele wielkogabarytowe wykazują, że wg tej technologii można uzyskać wysoką jakość paszy, pod warunkiem spełnienia podstawowych wymagań technologicznych: wartościowego, niezanieczyszczonego ziemią, surowca roślinnego, obróbki mechanicznej pokosów, właściwego zagęszczenia podsuszonej do wymaganej wilgotności zielonki i dokładnego osłonięcia folią.
Możliwość poprawy zdolności zielonek do zakiszania, szczególnie trudno kiszących się, a tym samym zmniejszenia strat składników pokarmowych, można osiągnąć między innymi przez stosowanie różnych dodatków kiszonkarskich.
Istnieją metodyczne podstawy oceny przydatności folii do osłaniania bel a nieliczne publikacje potwierdzają pełną przydatność folii do owijania bel, natomiast brak jest badań odnośnie folii, z której wykonane są worki osłaniające bele.
W Polsce, przy produkcji kiszonki w belach owijanych folią, ponad 70% zużytej folii jest niewłaściwie zagospodarowane i może stanowić w przyszłości duże zagrożenie dla środowiska wiejskiego.
BIBLIOGRAFIA 1. Besozzi M., Pignedoli S.: Nuove tecnologie per l’insilamento delle rotoballe,
Meccanica agraria, L’Informatore Agrario, 1996, nr 41, s. 49 – 51. 2. Burs W., Jankowska-Huflejt H., Wróbel B., Zastawny J. Użytkowanie kośne
użytków zielonych. Materiały dla rolników. Krajowe Centrum Rolnictwa Ekologicznego – Regionalne Centrum Doradztwa Rozwoju Rolnictwa i Obszarów Wiejskich, Radom, 2004, ss. 42.
3. Borreani G., Tabacco E.: New Oxygen Barrier Stretch Film Enhances Quality of Alfalfa Wrapped Silage. Agron., 2008, J 100, s. 942-948.
4. Borreani, G., C. Bisaglia, and E. Tabacco.. Effects of a new-concept wrapping system on alfalfa round bale silage. Trans. ASABE, 2007, 50, s. 781–787.
5. Daponte, T. Coextruded films in silage. Plasticulture, 1992, 96(4), s. 35–44. 6. Daponte, T.: Barrier films for soil fumigation. Plasticulture. 1994, 102(2), s. 17–
24. 7. Dmochowska H.: Powszechny Spis Rolny GUS, 2002, ss. 152. 8. Dulcet E.: Metody i technika dodawania preparatów ułatwiających zakiszanie
zielonek. Technika rolnicza, 1998a, R 54, nr 3, s. 10-11. 9. Dulcet E.: Technika zbioru zielonek na kiszonki z użyciem preparatów
ułatwiających zakiszanie. Przegląd Techniki Rolniczej i Leśnej, 1998b, nr 5, s. 6-8.
10. Fenyvesi L., Bellus Z.: Connections of compactness of silage bales. Hungarian Agricultural Engineering, 2000, nr 13, s. 20 – 24.
39
11. Foristal P.D., O’Kiely P., Lenchan JJ: The influence of polyethyene film type and level of cover on ensiling conditions in baled silage. Proceedings of the Agricultural Research Forum, 2002, 11 – 12th Math, Tullamore, Irland, p. 82.
12. Frick R.: Eignung von Wickelfolien für die Ballensilage. FAT – Berichte, 2004, nr 61, s. 16.
13. Gach S.: Analiza i ocena technologii sporządzania kiszonek z zielonek niskołodygowych. Rozprawa habilitacyjna, SGGW, Warszawa, 2003, ss. 114.
14. Gach S.: Straty zielonki powstające podczas kiszenia i przechowywania. Postępy Nauk Rolniczych, 2005, nr 4, s. 91 – 101.
15. Gach S., Pintara Cz.: Zbiór zielonek z zastosowaniem kondycjonerów. Postępy Nauk Rolniczych, 2004, s. 65-76.
16. Gach S., Korpysz K., Ivanov S., Skonieczny I.: Tendencje w rozwoju konstrukcji owijarek do bel podsuszonej zielonki. Technika Rolnicza Ogrodnicza Leśna, 2008 a, nr 3, s. 7 – 10.
17. Gach S., Korpysz K., Ivanov S., Skonieczny I.: Analiza możliwości wykorzystania różnego typu owijarek do bel podsuszonej zielonki. Technika Rolnicza Ogrodnicza Leśna, 2008 b, nr 4, s. 8 – 11.
18. Gach S., Korpysz K., Ivanov S., Skonieczny I.: Analiza parametrów technicznych owijarek do bel podsuszonej zielonki. Technika Rolnicza Ogrodnicza Leśna, 2008 c, nr 5, s. 20 – 24.
19. Hancock, D.W., M. Collins. Forage preservation method influences alfalfa nutritive value and feeding characteristics. Crop Sci., 2006, 46, s.688–694.
20. Jankowska – Huflejt H.: Rolno – środowiskowe znaczenie trwałych użytków zielonych. Problemy Inżynierii Rolniczej, 2007, nr 1, s. 23 – 34.
21. Kahlstadt J.: Abwasser von Flachsiloanlagen. Quantitative und qualitative Erfassung. Landtechnik, 1996, Jg 51(1), s. 26-27.
22. McNally, G.M., C. Laffin, P.D. Forristal, P. O'Kiely, and C.M. Small. The effect of extrusion conditions and material properties on the gas permeation properties of LDPE/LLDPE silage wrap films. J. Plast. Film Sheeting, 2005, 21, s. 27–37.
23. Mosch G., Gäckler S.. Stretchen was die folie hält. DLZ – Agrarmagazin, 2003, Jg. 54, nr 5, s. 102 – 104.
24. Netz B., Sorge R.: Silierung in folieumwickelten Rundgrossballen. Neue Landwirschaft, 1993, nr 4, s. 74 – 77.
25. Netz B., Sorge R.: Siliermittelanwendung fur Rundballensilage? Neue Landwirschaft, 1994, Jg. 5, nr 2, s. 77 – 81.
26. Nowak J. Wpływ wysokości koszenia na ilość i jakość zbieranych pasz zielonych. Zeszyty Problemowe Postępów Nauk Rolniczych, 1992, nr 2, s. 47 – 56.
27. Nowak J.: Wpływ rodzaju i wilgotności zbieranej paszy na jakość kiszonki w belach cylindrycznych. Postępy Nauk Rolniczych, 2000, R 47/52, s. 119 – 135.
28. O’Kiely P., Forristal D., Lenehan J.J.: Baled silage conservation characteristics as influenced by forage dry matter concentration, bale dencity and the number of wraps of plastic film used. Proceeding of the Agricultural Reasearch Farum, University College Dublin (Belfield), 2000, s. 61 – 62.
29. Olszewski T., Pintara Cz.: Ocena stanu i główne kierunki w technice i technologiach zbioru i konserwacji pasz zielonych. Inżynieria Rolnicza, 1998, 2, s. 153-162.
30. Paillat J.M., Gaillard D.: Air-tighteness of wrapped bales and resistance of polythene stretch film under tropical and temperate conditions. J. Agrc. Engng. Res., 2001, 79 (1), s. 15 – 22.
40
31. Pirkelmann H., Mitterleitner H.: Groβballen Hohe Leistung kostet viel. DLG – Mitteilungen/agrar – inform. 1991, nr 5, s. 46 – 48.
32. Pleskot R.: Folie samoprzylepne do sianokiszonek. Top Agrar Polska, 1998, 5: 124-125.
33. Podkówka W.: Nowoczesne metody kiszenia pasz. Wyd. IV, PWRiL, Warszawa, 1979, ss. 377.
34. Podkówka W.: Kierunki w produkcji kiszonek i siana w Europie. Zeszyty Problemowe Postępów Nauk Rolniczych, 1998, 462, s. 25 - 39.
35. Roszkowski A.: Mechanizacja zbioru i konserwacji pasz zielonych. PWRiL, Warszawa, 1979, ss. 360.
36. Roszkowski A.: Technologie zakiszania zielonek niskołodygowych zbieranych prasami - ocena stanu i perspektywy. Problemy Inżynierii Rolniczej, 1998, R.6, nr 1, s. 89-108.
37. Rotz C.A.: Loss models for forage harvest. Transaction of the ASAE, 1995, 38 (6), s. 1621-1631.
38. Schmerbauch K.J., Furll Ch., Kaiser E.: Grassilagebereitung mit einem hochverdichtenden pressverfahren. Landtechnik, 1997, Jg. 52, nr 1, s. 16 – 17.
39. Sęk T., Przybył J., Durczak K. Urządzenia tnące w prasach do bel wielkogabarytowych. Przegląd Techniki Rolniczej i Leśnej, 1997, nr 7.
40. Sęk T., Przybył J.: Porównanie technologii zbioru sianokiszonki. Materiały VII Sympozjum im. prof. Cz. Kanafojskiego: Problemy budowy oraz eksploatacji maszyn i urządzeń rolniczych. Politechnika Warszawska, Płock, 1997, 202-207.
41. Skonieczny I.: Wpływ kształtu i wymiarów bel zakiszanej zielonki na nakłady materiałowo – ekonomiczne. Rozprawa doktorska, 2009, ss. 102.
42. Turlej A.: Kiszonka w belach – czy to się opłaca? Technika Rolnicza, 1997a, R 46, nr 2, s. 24 – 25.
43. Turlej A.: Sianokiszonka w belach owijanych folią – jak to się robi? Technika Rolnicza, R 46, 1997b, nr 3, s. 22 – 23.
44. Waszkiewicz Cz., Gach S., Kostyra K., Lisowski A.: Effekt of size reduction degree on the quality of hay silage. Annals of Warsaw Agricult. Univ. SGGW, 1999, No 34, , 29 - 32.
45. Waszkiewicz Cz., Lisowski A.: Jakość paszy w technologii zbioru prasą wielkogabarytową. Problemy Inżynierii Rolniczej, 1999, 3, s. 29 - 34.
46. Waszkiewicz Cz., Lisowski A., Gach S., Zastawny J.: Prace badawczo-rozwojowe nad wybranymi maszynami do zbioru zielonek na siano i kiszonki. Woda Środowisko Obszary Wiejskie, 2004, T. 4 Zeszyt 1 (10), s. 293 – 309.
47. Zastawny J.: Wartość pokarmowa różnie konserwowanych pasz objętościowych z użytków zielonych w świetle badań chemicznych i zootechnicznych. Rozprawa habilitacyjna, IMUZ, Falenty, 1993, ss.102.
41
Rozdział 4
ANALIZA ZUŻYCIA FOLII PRZY RÓŻNYCH SPOSOBACH OSŁANIANIA BEL ZIELONKI
Stanisław GACH, Ewa PIOTROWSKA, Ireneusz SKONIECZNY WSTĘP
Zakiszanie zielonek niskołodygowych w formie prasowanej znajduje szerokie zastosowanie w rolnictwie, ze względu na mniejsze straty składników pokarmowych i masy suchej substancji niż w przypadku siana. Kiszonki są nie tylko pewniejszą ale też i tańszą formą konserwacji zielonek niż siano, a wyniki licznych badań krajowych i zagranicznych dowodzą również, że żywienie zwierząt kiszonkami przynosi lepsze efekty produkcyjne. Kiszonka w wielu krajach od lat stanowi dominującą formę konserwacji zielonek niskołodygowych, gdzie obok metod tradycyjnych wprowadzono metody z zastosowaniem pras formujących duże bele cylindryczne lub prostopadłościenne [Gach 2003]. Rozwojowi tych technologii towarzyszy postęp w konstrukcji maszyn i urządzeń wiodących stwarzając jednocześnie możliwość skompletowania pełnych linii technologicznych do sporządzania kiszonek z wykorzystaniem pras zwijających lub tłokowych formujących wielkogabarytowe bele prostopadłościenne [Gach i in. 2008]. Bele otrzymywane z pras zwijających i tłokowych mają różne kształty i wymiary. Do osłaniania bel podsuszonej zielonki stosuje się różne sposoby, z których każdy wiąże się z wykorzystaniem innych maszyn jak również materiału do osłaniania bel, który może stanowić folia z rolki o grubości 0,025 mm lub z worka o grubości do ok. 0,18 mm [Skonieczny 2009].
W literaturze można spotkać nieliczne publikacje, gdzie zamieszczono zależności teoretyczne na określenie ilości folii zużywanej do owinięcia bel sprasowanej zielonki. Dotyczą one jednak tylko owijania pojedynczych bel lub też z zastosowaniem owijarki szeregowej do owijania bel cylindrycznych [Ivanovs, Skonieczny 2005, Ivanovs i in. 2007]. Dlatego też w pracy podjęto próbę opracowania własnych zależności teoretycznych zużycia folii dla wszystkich sposobów osłaniania bel zielonki [Skonieczny 2009].
Analizie poddano wszystkie występujące w praktyce sposoby osłaniania bel, a więc: • owijanie folią pojedynczych bel cylindrycznych – oznaczone jako CP, • owijanie folią bel prostopadłościennych pojedynczych lub podwójnych – PP, • owijanie folią bel cylindrycznych owijarką szeregową – CSz,
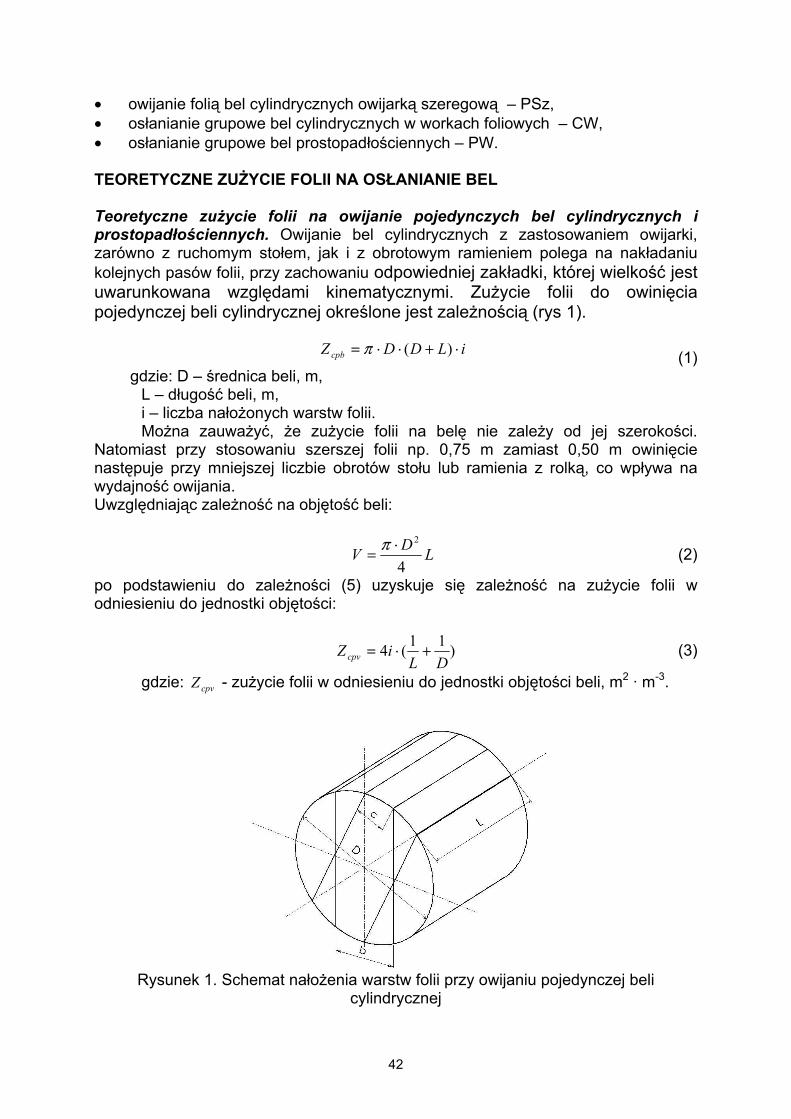
42
• owijanie folią bel cylindrycznych owijarką szeregową – PSz, • osłanianie grupowe bel cylindrycznych w workach foliowych – CW, • osłanianie grupowe bel prostopadłościennych – PW. TEORETYCZNE ZUŻYCIE FOLII NA OSŁANIANIE BEL Teoretyczne zużycie folii na owijanie pojedynczych bel cylindrycznych i prostopadłościennych. Owijanie bel cylindrycznych z zastosowaniem owijarki, zarówno z ruchomym stołem, jak i z obrotowym ramieniem polega na nakładaniu kolejnych pasów folii, przy zachowaniu odpowiedniej zakładki, której wielkość jest uwarunkowana względami kinematycznymi. Zużycie folii do owinięcia pojedynczej beli cylindrycznej określone jest zależnością (rys 1).
iLDDZcpb ⋅+⋅⋅= )(π (1) gdzie: D – średnica beli, m, L – długość beli, m, i – liczba nałożonych warstw folii.
Można zauważyć, że zużycie folii na belę nie zależy od jej szerokości. Natomiast przy stosowaniu szerszej folii np. 0,75 m zamiast 0,50 m owinięcie następuje przy mniejszej liczbie obrotów stołu lub ramienia z rolką, co wpływa na wydajność owijania. Uwzględniając zależność na objętość beli:
LDV4
2⋅= π (2)
po podstawieniu do zależności (5) uzyskuje się zależność na zużycie folii w odniesieniu do jednostki objętości:
)11(4DL
iZcpv +⋅= (3)
gdzie: cpvZ - zużycie folii w odniesieniu do jednostki objętości beli, m2 · m-3.
Rysunek 1. Schemat nałożenia warstw folii przy owijaniu pojedynczej beli
cylindrycznej
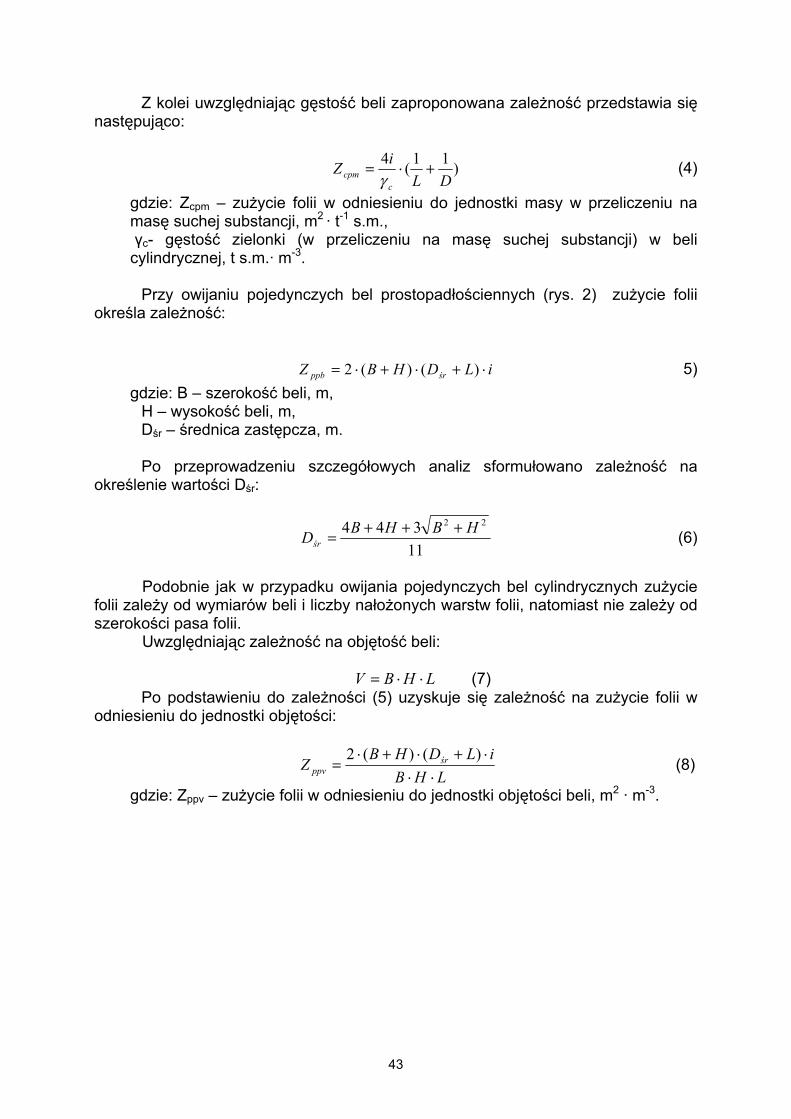
43
Z kolei uwzględniając gęstość beli zaproponowana zależność przedstawia się następująco:
)11(4DL
iZc
cpm +⋅=γ
(4)
gdzie: Zcpm – zużycie folii w odniesieniu do jednostki masy w przeliczeniu na masę suchej substancji, m2 · t-1 s.m., γc- gęstość zielonki (w przeliczeniu na masę suchej substancji) w beli cylindrycznej, t s.m.· m-3.
Przy owijaniu pojedynczych bel prostopadłościennych (rys. 2) zużycie folii
określa zależność:
iLDHBZ śrppb ⋅+⋅+⋅= )()(2 5) gdzie: B – szerokość beli, m, H – wysokość beli, m, Dśr – średnica zastępcza, m.
Po przeprowadzeniu szczegółowych analiz sformułowano zależność na
określenie wartości Dśr:
11344 22 HBHBDśr
+++= (6)
Podobnie jak w przypadku owijania pojedynczych bel cylindrycznych zużycie
folii zależy od wymiarów beli i liczby nałożonych warstw folii, natomiast nie zależy od szerokości pasa folii.
Uwzględniając zależność na objętość beli:
LHBV ⋅⋅= (7) Po podstawieniu do zależności (5) uzyskuje się zależność na zużycie folii w
odniesieniu do jednostki objętości:
LHB
iLDHBZ śrppv ⋅⋅
⋅+⋅+⋅=
)()(2 (8)
gdzie: Zppv – zużycie folii w odniesieniu do jednostki objętości beli, m2 · m-3.
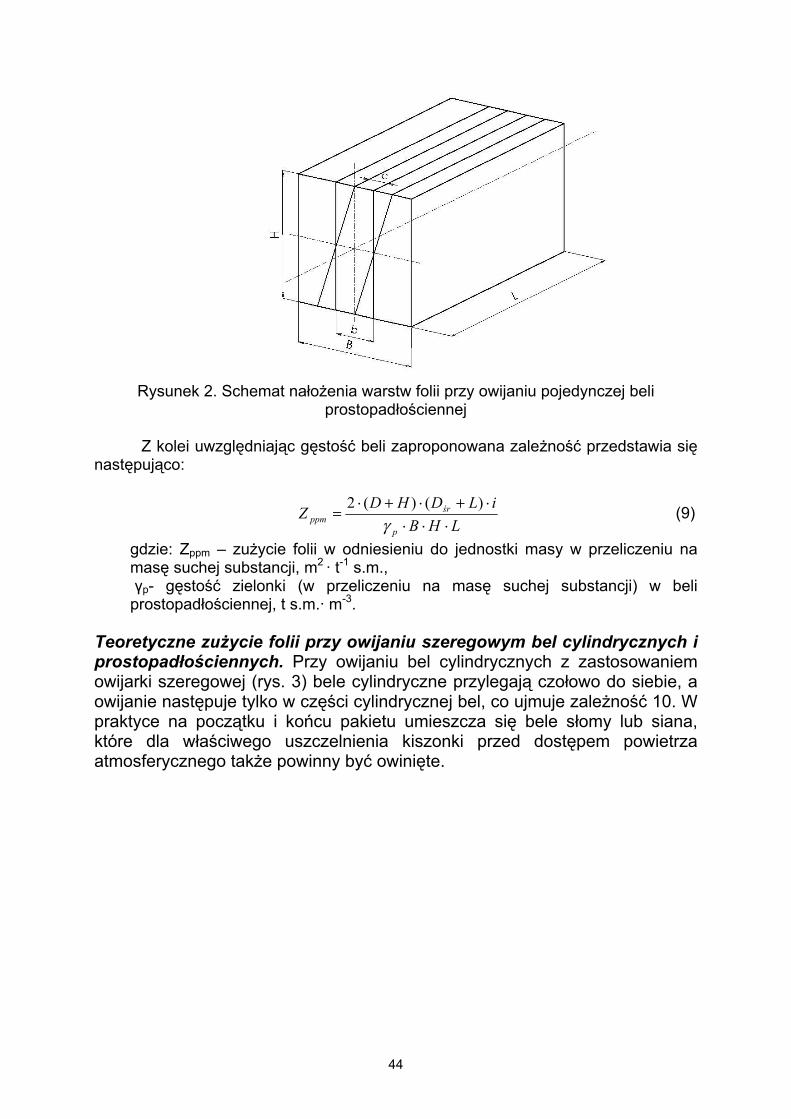
44
Rysunek 2. Schemat nałożenia warstw folii przy owijaniu pojedynczej beli
prostopadłościennej
Z kolei uwzględniając gęstość beli zaproponowana zależność przedstawia się następująco:
LHB
iLDHDZ
p
śrppm ⋅⋅⋅
⋅+⋅+⋅=
γ)()(2 (9)
gdzie: Zppm – zużycie folii w odniesieniu do jednostki masy w przeliczeniu na masę suchej substancji, m2 · t-1 s.m., γp- gęstość zielonki (w przeliczeniu na masę suchej substancji) w beli prostopadłościennej, t s.m.· m-3.
Teoretyczne zużycie folii przy owijaniu szeregowym bel cylindrycznych i prostopadłościennych. Przy owijaniu bel cylindrycznych z zastosowaniem owijarki szeregowej (rys. 3) bele cylindryczne przylegają czołowo do siebie, a owijanie następuje tylko w części cylindrycznej bel, co ujmuje zależność 10. W praktyce na początku i końcu pakietu umieszcza się bele słomy lub siana, które dla właściwego uszczelnienia kiszonki przed dostępem powietrza atmosferycznego także powinny być owinięte.
45
Rysunek 3. Schemat nałożenia warstw folii przy owijaniu bel cylindrycznych z
zastosowaniem owijarki szeregowej
nniLDZcszb
)2( +⋅⋅⋅⋅= π (10)
gdzie: n – liczba owiniętych bel. Uwzględniając zależność (2) na objętość beli cylindrycznej, po podstawieniu do zależności (10) uzyskuje się zależność na zużycie folii w odniesieniu do jednostki objętości:
nDniZcszv ⋅+⋅⋅= )2(4 (11)
gdzie: Zcpv – zużycie folii w odniesieniu do jednostki objętości beli, m2 · m-3. Następnie po uwzględnieniu gęstości beli zależność przedstawia się następująco:
nD
niZc
cszm ⋅⋅+⋅⋅=
γ)2(4 (12)
gdzie: Zcpm – zużycie folii w odniesieniu do jednostki masy w przeliczeniu na masę suchej substancji, m2 · t-1 s.m..
Owijanie szeregowe bel prostopadłościennych odbywa się przy poprzecznym
ułożeniu bel w dwóch warstwach (jedna na drugiej) (rys. 4). W związku z tym zużycie folii określa zależność:
n
nniBHnL
Z ss
pszb
)2()(2 +⋅⋅⋅⋅+⋅= (13)
gdzie: ns – liczba bel w stosie.
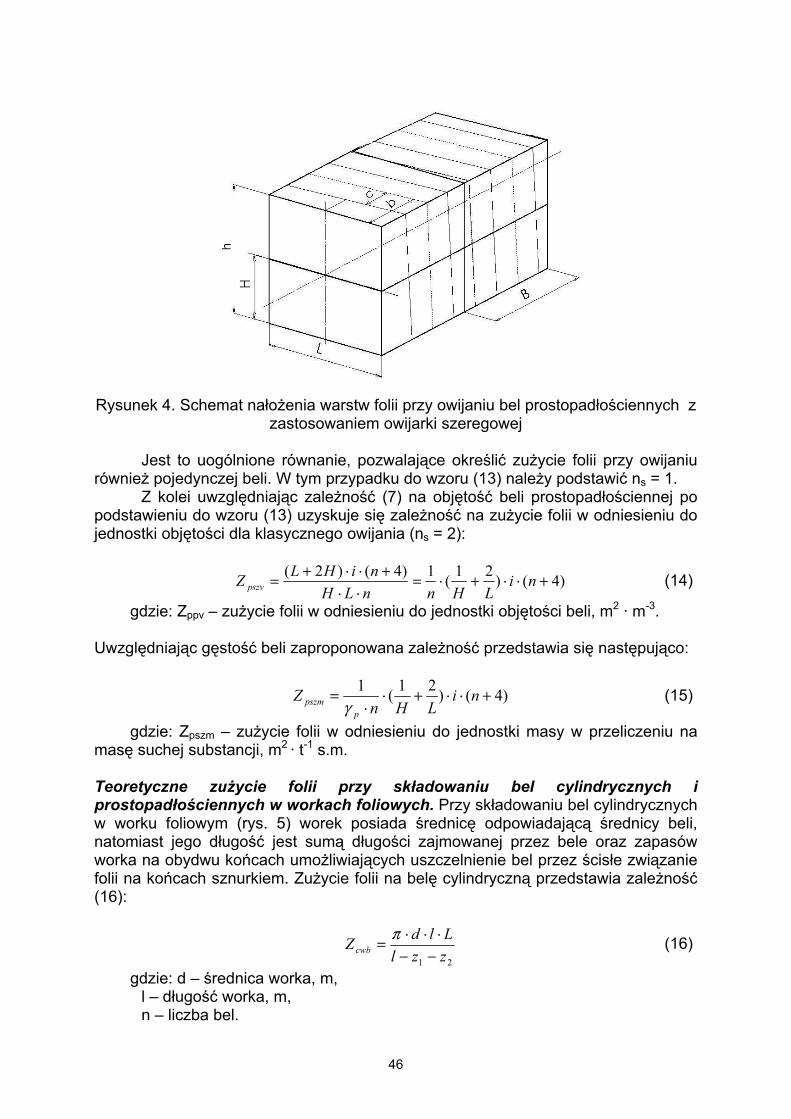
46
Rysunek 4. Schemat nałożenia warstw folii przy owijaniu bel prostopadłościennych z
zastosowaniem owijarki szeregowej
Jest to uogólnione równanie, pozwalające określić zużycie folii przy owijaniu również pojedynczej beli. W tym przypadku do wzoru (13) należy podstawić ns = 1.
Z kolei uwzględniając zależność (7) na objętość beli prostopadłościennej po podstawieniu do wzoru (13) uzyskuje się zależność na zużycie folii w odniesieniu do jednostki objętości dla klasycznego owijania (ns = 2):
)4()21(1)4()2( +⋅⋅+⋅=⋅⋅
+⋅⋅+= niLHnnLH
niHLZ pszv (14)
gdzie: Zppv – zużycie folii w odniesieniu do jednostki objętości beli, m2 · m-3.
Uwzględniając gęstość beli zaproponowana zależność przedstawia się następująco:
)4()21(1 +⋅⋅+⋅⋅
= niLHn
Zp
pszm γ (15)
gdzie: Zpszm – zużycie folii w odniesieniu do jednostki masy w przeliczeniu na masę suchej substancji, m2 · t-1 s.m.
Teoretyczne zużycie folii przy składowaniu bel cylindrycznych i prostopadłościennych w workach foliowych. Przy składowaniu bel cylindrycznych w worku foliowym (rys. 5) worek posiada średnicę odpowiadającą średnicy beli, natomiast jego długość jest sumą długości zajmowanej przez bele oraz zapasów worka na obydwu końcach umożliwiających uszczelnienie bel przez ścisłe związanie folii na końcach sznurkiem. Zużycie folii na belę cylindryczną przedstawia zależność (16):
21 zzlLldZcwb −−⋅⋅⋅= π (16)
gdzie: d – średnica worka, m, l – długość worka, m, n – liczba bel.
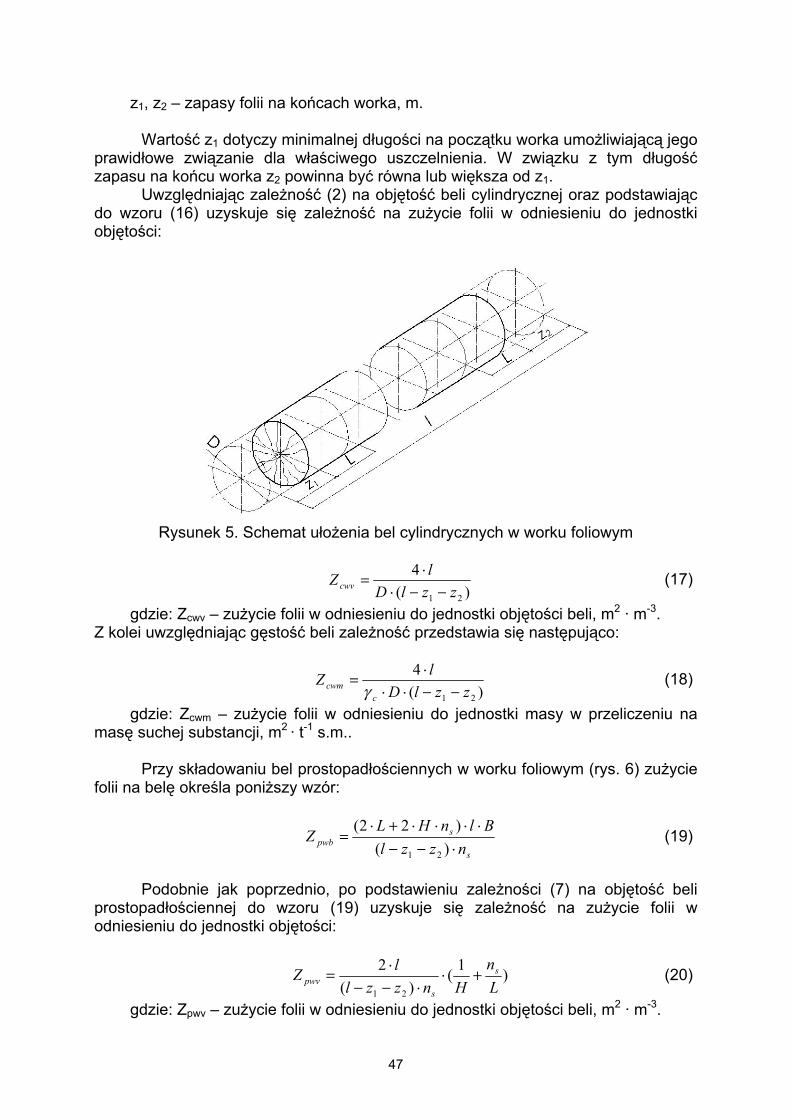
47
z1, z2 – zapasy folii na końcach worka, m. Wartość z1 dotyczy minimalnej długości na początku worka umożliwiającą jego
prawidłowe związanie dla właściwego uszczelnienia. W związku z tym długość zapasu na końcu worka z2 powinna być równa lub większa od z1.
Uwzględniając zależność (2) na objętość beli cylindrycznej oraz podstawiając do wzoru (16) uzyskuje się zależność na zużycie folii w odniesieniu do jednostki objętości:
Rysunek 5. Schemat ułożenia bel cylindrycznych w worku foliowym
)(
4
21 zzlDlZcwv −−⋅⋅= (17)
gdzie: Zcwv – zużycie folii w odniesieniu do jednostki objętości beli, m2 · m-3. Z kolei uwzględniając gęstość beli zależność przedstawia się następująco:
)(
4
21 zzlDlZ
ccwm −−⋅⋅
⋅=γ
(18)
gdzie: Zcwm – zużycie folii w odniesieniu do jednostki masy w przeliczeniu na masę suchej substancji, m2 · t-1 s.m..
Przy składowaniu bel prostopadłościennych w worku foliowym (rys. 6) zużycie folii na belę określa poniższy wzór:
s
spwb nzzl
BlnHLZ
⋅−−⋅⋅⋅⋅+⋅
=)(
)22(
21
(19)
Podobnie jak poprzednio, po podstawieniu zależności (7) na objętość beli
prostopadłościennej do wzoru (19) uzyskuje się zależność na zużycie folii w odniesieniu do jednostki objętości:
)1()(
2
21 Ln
HnzzllZ s
spwv +⋅
⋅−−⋅= (20)
gdzie: Zpwv – zużycie folii w odniesieniu do jednostki objętości beli, m2 · m-3.
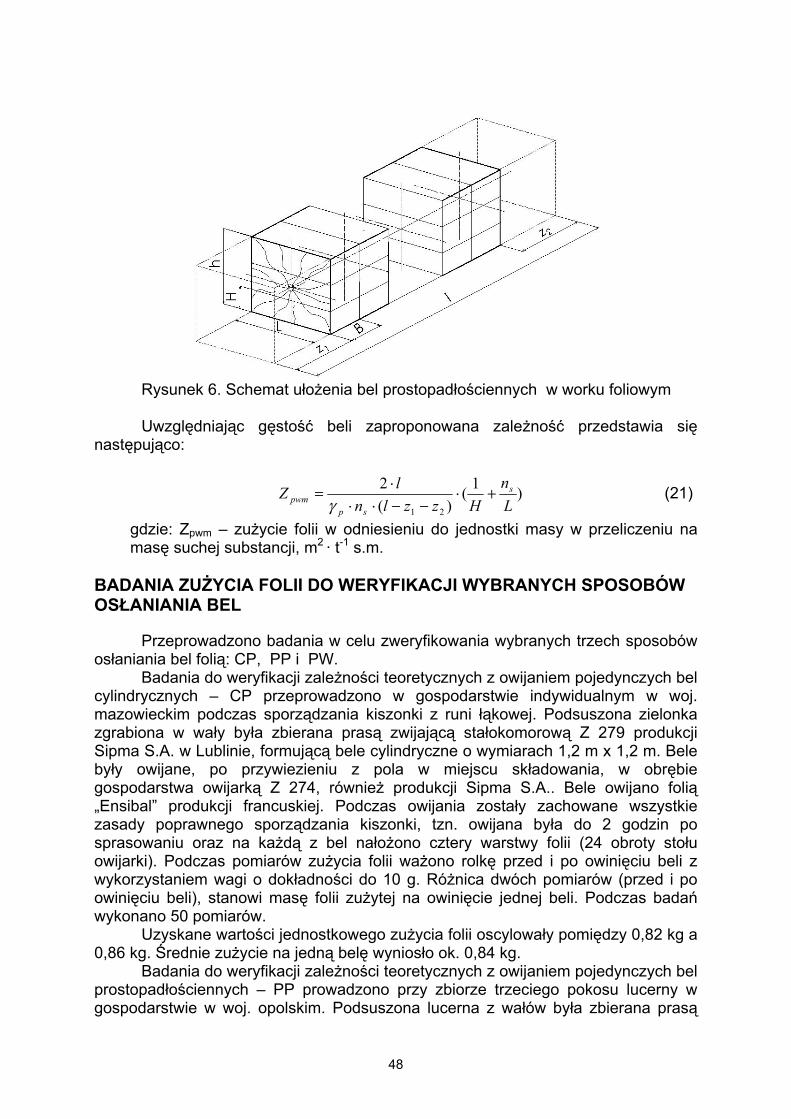
48
Rysunek 6. Schemat ułożenia bel prostopadłościennych w worku foliowym
Uwzględniając gęstość beli zaproponowana zależność przedstawia się
następująco:
)1()(
2
21 Ln
HzzlnlZ s
sppwm +⋅
−−⋅⋅⋅=
γ (21)
gdzie: Zpwm – zużycie folii w odniesieniu do jednostki masy w przeliczeniu na masę suchej substancji, m2 · t-1 s.m.
BADANIA ZUŻYCIA FOLII DO WERYFIKACJI WYBRANYCH SPOSOBÓW OSŁANIANIA BEL
Przeprowadzono badania w celu zweryfikowania wybranych trzech sposobów osłaniania bel folią: CP, PP i PW.
Badania do weryfikacji zależności teoretycznych z owijaniem pojedynczych bel cylindrycznych – CP przeprowadzono w gospodarstwie indywidualnym w woj. mazowieckim podczas sporządzania kiszonki z runi łąkowej. Podsuszona zielonka zgrabiona w wały była zbierana prasą zwijającą stałokomorową Z 279 produkcji Sipma S.A. w Lublinie, formującą bele cylindryczne o wymiarach 1,2 m x 1,2 m. Bele były owijane, po przywiezieniu z pola w miejscu składowania, w obrębie gospodarstwa owijarką Z 274, również produkcji Sipma S.A.. Bele owijano folią „Ensibal” produkcji francuskiej. Podczas owijania zostały zachowane wszystkie zasady poprawnego sporządzania kiszonki, tzn. owijana była do 2 godzin po sprasowaniu oraz na każdą z bel nałożono cztery warstwy folii (24 obroty stołu owijarki). Podczas pomiarów zużycia folii ważono rolkę przed i po owinięciu beli z wykorzystaniem wagi o dokładności do 10 g. Różnica dwóch pomiarów (przed i po owinięciu beli), stanowi masę folii zużytej na owinięcie jednej beli. Podczas badań wykonano 50 pomiarów.
Uzyskane wartości jednostkowego zużycia folii oscylowały pomiędzy 0,82 kg a 0,86 kg. Średnie zużycie na jedną belę wyniosło ok. 0,84 kg. Badania do weryfikacji zależności teoretycznych z owijaniem pojedynczych bel prostopadłościennych – PP prowadzono przy zbiorze trzeciego pokosu lucerny w gospodarstwie w woj. opolskim. Podsuszona lucerna z wałów była zbierana prasą
49
tłokową wielkogabarytową Krone BIGPACK 1270 o przekroju komory 1,2 x 0,7 m i długości beli 2 m. Bele owijano owijarką przyczepianą irlandzkiej firmy McHale 998 używając folii Silotite o szerokości 0,75 m. Konstrukcja owijarki pozwalała na owijanie dwóch bel o powyższych wymiarach, co uwzględniono przy weryfikowaniu zależności teoretycznej. W tym przypadku zużycie folii określano na podstawie zużycia rolek folii na określoną liczbę bel. Wyniki badań z 7 pomiarów owijania bel (podwójnych) prostopadłościennych wskazały, że z dwóch rolek folii najczęściej owinięto 36 bel (18x2), a w dwóch przypadkach po 38 bel i w jednym 34 bele. Na podstawie uzyskanych wyników określono zużycie powierzchniowe i masowe folii przypadające na jedną belę oraz wartość średnią, równą 1,39 kg.
Badania do weryfikacji zużycia folii wg sposobu PW prowadzono przy zbiorze runi łąkowej z trzeciego pokosu w gospodarstwie w woj. opolskim. Do prasowania podsuszonej zielonki z wałów wykorzystywano prasę wielkogabarytową Krone BIGPACK 1270 XC formującą bele o wymiarach 1,2 x 0,7 x 2,3 m. Sprasowane bele były przetransportowane do miejsca osłaniania z wykorzystaniem przyczep uniwersalnych a ich wyładunek z przyczep i załadunek na stół ładowarki firmy AG BAG odbywał się z wykorzystaniem ładowarki samojezdnej. Bele były pakowane do worków foliowych o średnicy 2,7 m i długości 45 m.
Przeprowadzono 12 pomiarów grupowego pakowania bel do worków foliowych. W większości worków zapakowano po 95 bel (w ostatnim stosie dla ułatwienia wiązania worka ładowano o jedna belę mniej, czyli 2 zamiast 3). Analogiczne jak poprzednio, określono zużycie powierzchniowe i masowe folii przypadające na jedną belę oraz wartość średnią, równą 0,77 kg.
Wykorzystując wyprowadzone wcześniej zależności zużycia powierzchniowego folii na belę po uwzględnieniu masy 1m2 (obliczonej z danych zestawionych w tabeli 1) określono teoretyczne masowe zużycie folii na belę. Wartości zużycia folii uzyskane z obliczeń i z wyników badań oraz wartości obliczonego błędu względnego przedstawiono w tabeli 2.
Weryfikacja polegała na porównaniu wartości zużycia folii z obliczeń teoretycznych z wynikami uzyskanymi z badań eksperymentalnych. Różnicę między wynikami uzyskiwanymi z obliczeń teoretycznych (wt ) i badań polowych (wb) w odniesieniu do wartości uzyskanych z badań, określono jako błąd względny (δw).
b
btw w
ww −=δ ·100% (22)
Wartości obliczonego błędu względnego dla poszczególnych sposobów osłaniania bel zielonki zamieszczono w tabeli 2.
Jak można zauważyć najmniejszy błąd występuje przy owijaniu pojedynczych bel, nieco większy przy umieszczaniu bel w workach, a największy przy owijaniu bel prostopadłościennych. We wszystkich przypadkach zużycie folii uzyskane z badań jest większe niż z obliczeń teoretycznych. Zdecydowanie większą wartość błędu przy owijaniu bel prostopadłościennych niż cylindrycznych można wytłumaczyć tym, że w pierwszym przypadku ze względu na kształt bela obraca się ze stałą prędkością i dzięki temu utrzymana jest założona wartość zakładki. Natomiast w drugim przypadku przy przejściu beli z powierzchni płaskiej na krawędzie wartość prędkości się zmienia, a ściślej ulega zmniejszeniu, przez co zakładka jest większa i zużycie folii wzrasta.
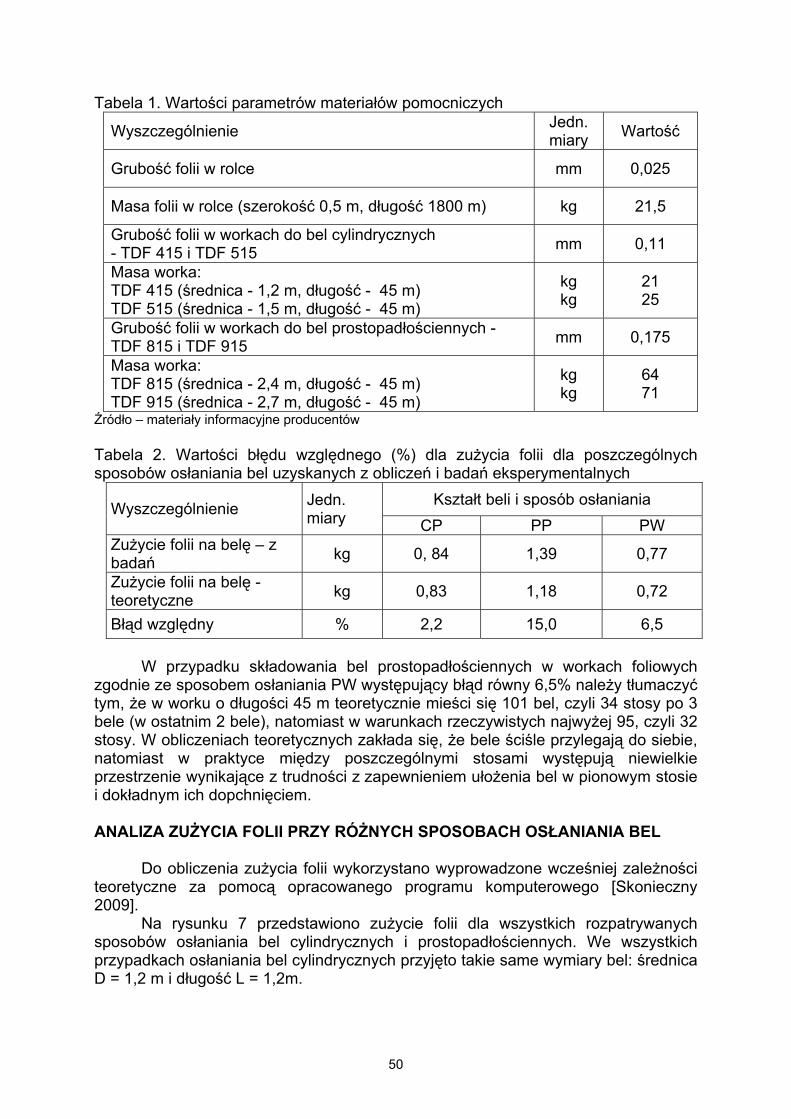
50
Tabela 1. Wartości parametrów materiałów pomocniczych
Wyszczególnienie Jedn. miary Wartość
Grubość folii w rolce mm 0,025
Masa folii w rolce (szerokość 0,5 m, długość 1800 m) kg 21,5
Grubość folii w workach do bel cylindrycznych - TDF 415 i TDF 515 mm 0,11
Masa worka: TDF 415 (średnica - 1,2 m, długość - 45 m) TDF 515 (średnica - 1,5 m, długość - 45 m)
kg kg
21 25
Grubość folii w workach do bel prostopadłościennych - TDF 815 i TDF 915 mm 0,175
Masa worka: TDF 815 (średnica - 2,4 m, długość - 45 m) TDF 915 (średnica - 2,7 m, długość - 45 m)
kg kg
64 71
Źródło – materiały informacyjne producentów
Tabela 2. Wartości błędu względnego (%) dla zużycia folii dla poszczególnych sposobów osłaniania bel uzyskanych z obliczeń i badań eksperymentalnych
Wyszczególnienie Jedn. miary
Kształt beli i sposób osłaniania CP PP PW
Zużycie folii na belę – z badań kg 0, 84 1,39 0,77
Zużycie folii na belę - teoretyczne kg 0,83 1,18 0,72
Błąd względny % 2,2 15,0 6,5
W przypadku składowania bel prostopadłościennych w workach foliowych zgodnie ze sposobem osłaniania PW występujący błąd równy 6,5% należy tłumaczyć tym, że w worku o długości 45 m teoretycznie mieści się 101 bel, czyli 34 stosy po 3 bele (w ostatnim 2 bele), natomiast w warunkach rzeczywistych najwyżej 95, czyli 32 stosy. W obliczeniach teoretycznych zakłada się, że bele ściśle przylegają do siebie, natomiast w praktyce między poszczególnymi stosami występują niewielkie przestrzenie wynikające z trudności z zapewnieniem ułożenia bel w pionowym stosie i dokładnym ich dopchnięciem.
ANALIZA ZUŻYCIA FOLII PRZY RÓŻNYCH SPOSOBACH OSŁANIANIA BEL
Do obliczenia zużycia folii wykorzystano wyprowadzone wcześniej zależności
teoretyczne za pomocą opracowanego programu komputerowego [Skonieczny 2009].
Na rysunku 7 przedstawiono zużycie folii dla wszystkich rozpatrywanych sposobów osłaniania bel cylindrycznych i prostopadłościennych. We wszystkich przypadkach osłaniania bel cylindrycznych przyjęto takie same wymiary bel: średnica D = 1,2 m i długość L = 1,2m.
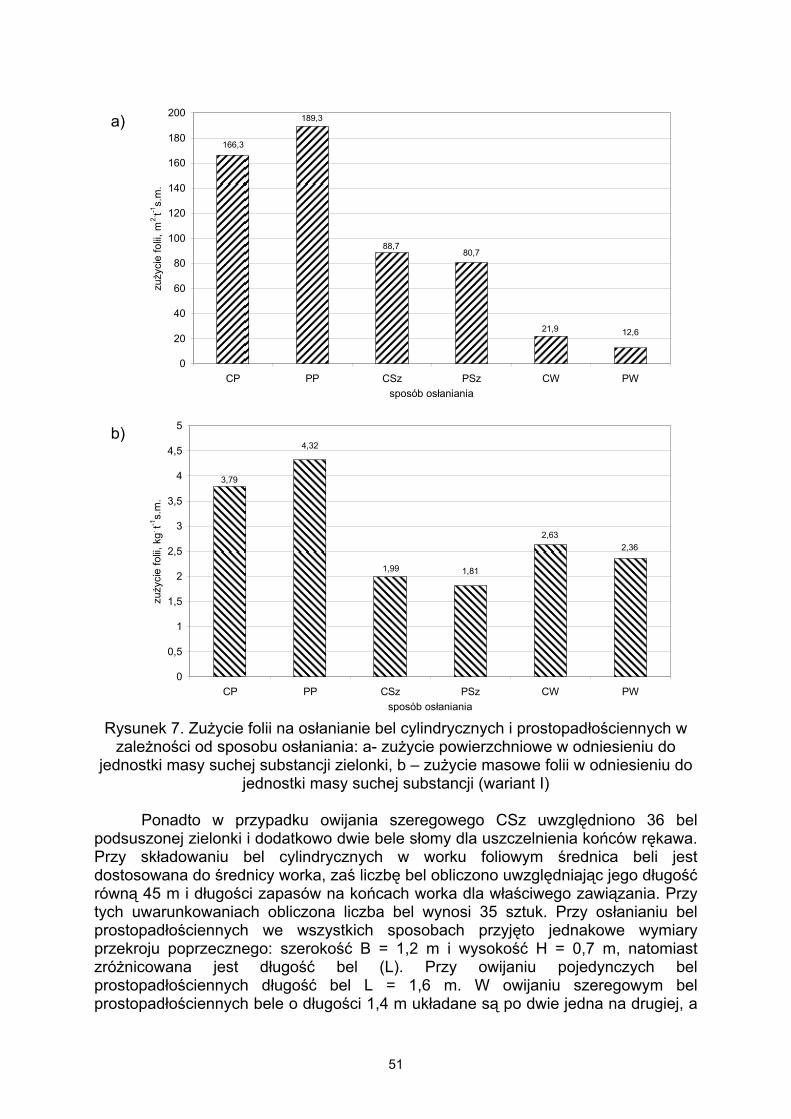
51
a)
b)
Rysunek 7. Zużycie folii na osłanianie bel cylindrycznych i prostopadłościennych w zależności od sposobu osłaniania: a- zużycie powierzchniowe w odniesieniu do
jednostki masy suchej substancji zielonki, b – zużycie masowe folii w odniesieniu do jednostki masy suchej substancji (wariant I)
Ponadto w przypadku owijania szeregowego CSz uwzględniono 36 bel
podsuszonej zielonki i dodatkowo dwie bele słomy dla uszczelnienia końców rękawa. Przy składowaniu bel cylindrycznych w worku foliowym średnica beli jest dostosowana do średnicy worka, zaś liczbę bel obliczono uwzględniając jego długość równą 45 m i długości zapasów na końcach worka dla właściwego zawiązania. Przy tych uwarunkowaniach obliczona liczba bel wynosi 35 sztuk. Przy osłanianiu bel prostopadłościennych we wszystkich sposobach przyjęto jednakowe wymiary przekroju poprzecznego: szerokość B = 1,2 m i wysokość H = 0,7 m, natomiast zróżnicowana jest długość bel (L). Przy owijaniu pojedynczych bel prostopadłościennych długość bel L = 1,6 m. W owijaniu szeregowym bel prostopadłościennych bele o długości 1,4 m układane są po dwie jedna na drugiej, a
12,621,9
166,3
189,3
88,780,7
0
20
40
60
80
100
120
140
160
180
200
CP PP CSz PSz CW PWsposób osłaniania
zuży
cie
folii,
m2.t-1
s.m
.
2,362,63
3,79
4,32
1,99 1,81
0
0,5
1
1,5
2
2,5
3
3,5
4
4,5
5
CP PP CSz PSz CW PWsposób osłaniania
zuży
cie
folii,
kg. t-1
s.m
.
52
całkowita liczba wynosi n = 64 i dodatkowo po dwie bele słomy na końcach dla uszczelnienia rękawa. Przy umieszczaniu bel w workach foliowych bele układane są w pionowych stosach po trzy i długość L = 2,2m została dostosowana do średnicy worka równej 2,7 m, a obliczona liczba bel po uwzględnieniu zapasów na końcach worka wynosi n = 101 sztuk.
Przy owijaniu bel założono nałożenie 4 warstw folii, przyjmując zagęszczenie beli równe 0,16 t s.m.·m-3 [Lisowski 1996].
Wartości powierzchniowego zużycia folii w odniesieniu do jednostki masy są znacznie zróżnicowane. W przypadku owijania pojedynczych bel cylindrycznych o wymiarach 1,2 x 1,2 m, najczęściej spotykanych w krajowym rolnictwie zużycie wynosi 166,3 m2·t-1 s.m.. Przy owijaniu pojedynczych bel prostopadłościennych zużycie wynosi 189,3 m2·t-1 s.m.. Warto zauważyć, że objętości rozpatrywanych bel cylindrycznych i prostopadłościennych są niemal identyczne, a przy tym samym zagęszczeniu również masy, to jednostkowe zużycie folii w przypadku bel prostopadłościennych jest ponad 14% większe niż cylindrycznych, co jest zgodne z doniesieniami literaturowymi [Uppenkamp 1992]. Przy owijaniu szeregowym zużycie folii wyniosło 71,1 m2·t-1 s.m. dla bel cylindrycznych i jest o 13,5% większe niż bel prostopadłościennych (80,7 m2·t-1 s.m.).
Porównując zużycie folii na osłonięcie bel w workach foliowych można zauważyć, ze w przypadku bel cylindrycznych wynosi ono 21,9 m2·t-1 s.m., a prostopadłościennych 12,6 m2·t-1 s.m., czyli jest o ok. 74% większe.
Na rysunku 7b przedstawiono wartości masowego zużycia folii w odniesieniu do jednostki masy osłanianej zielonki w przeliczeniu na masę suchej substancji. Jak można dostrzec w przypadku owijania bel folią zarówno pojedynczych jak i z zastosowaniem owijarki szeregowej proporcje między jednostkowymi wartościami zużycia folii są identyczne, albowiem zastosowana folia posiada jednakową grubość, a tym samym i masę jednostkową.
Natomiast przy umieszczaniu bel w workach foliowych proporcje się zmieniają, albowiem grubość folii w worku do bel cylindrycznych wynosi 0,11 mm, a do bel prostopadłościennych 0,175 mm, a w związku z tym charakteryzują się zróżnicowaną masą jednostki powierzchni worka. W związku z tym zużycie masowe folii w przypadku bel cylindrycznych wynosi 2,53 kg·t-1s.m., a prostopadłościennych 2,36 kg·t-1s.m.. Tak więc zużycie masowe folii do owijania bel cylindrycznych jest tylko o ok. 7,2 % większe niż prostopadłościennych.
Na rysunku 8 zaprezentowano zużycie folii zmieniając tylko średnicę bel cylindrycznych D = 1,5 m dla wszystkich sposobów ich osłaniania, przy zachowaniu identycznych jak poprzednio warunków osłaniania bel prostopadłościennych.
Jak można zauważyć we wszystkich przypadkach osłaniania bel cylindrycznych zużycie folii jest mniejsze. Wzrost średnicy beli spowodował zwiększenie ich masy w związku z tym jednostkowe zużycie folii przy owijaniu pojedynczych bel wynoszące 150 m2·t-1 s.m. zmniejszyło się o ok. 10%, a przy owijaniu szeregowym (71,1 m2·t-1 s.m.) nastąpiło zmniejszenie o ok. 20%. Porównując zużycie folii przy owijaniu szeregowym bel jest ono ok. 12 % mniejsze niż prostopadłościennych.
Podobnie przy osłanianiu bel cylindrycznych o średnicy 1,5m w workach foliowych zużycie folii zmniejsza się do wartości równej 17,6 m2·t-1s.m., a więc zużywa się o ok. 19,6% folii mniej niż na owijanie bel o średnicy 1,2m. Podobnie w zwiększenie średnicy beli zmienia relacje w odniesieniu do zużycia folii na osłanianie bel prostopadłościennych, które jest o ok. 40% większe niż prostopadłościennych, (a przy średnicy 1,2 m było o ok. 74% większe).
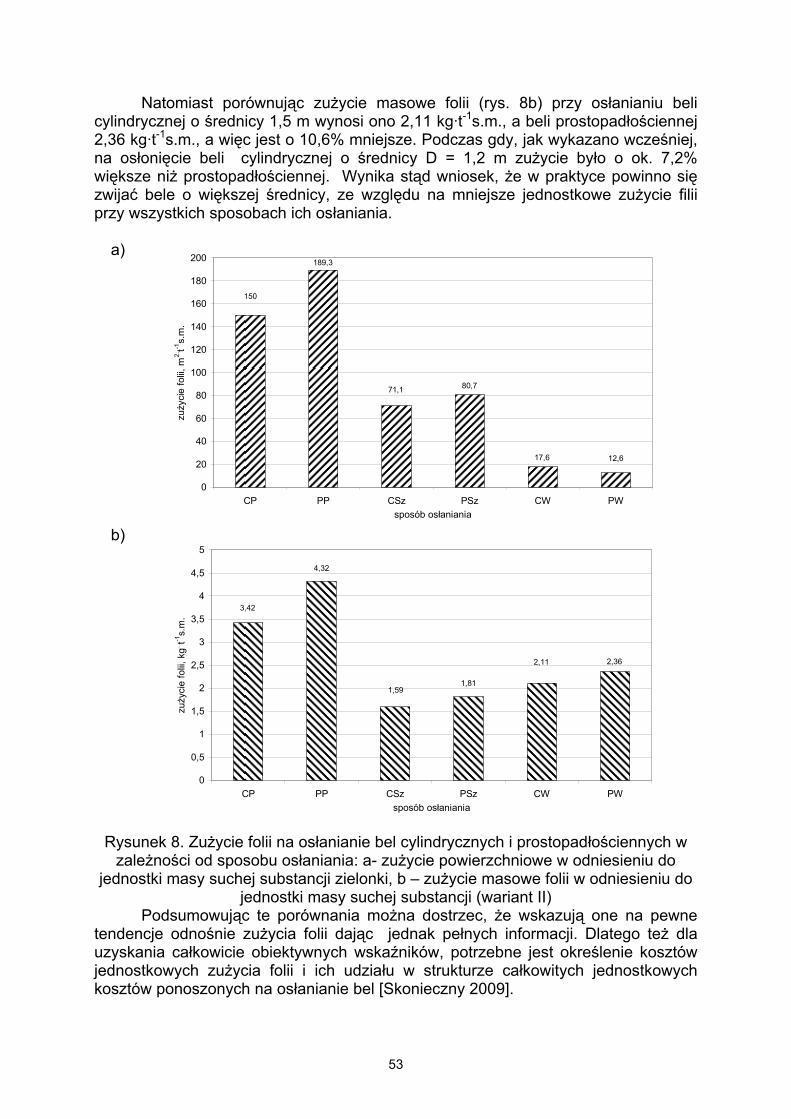
53
Natomiast porównując zużycie masowe folii (rys. 8b) przy osłanianiu beli cylindrycznej o średnicy 1,5 m wynosi ono 2,11 kg·t-1s.m., a beli prostopadłościennej 2,36 kg·t-1s.m., a więc jest o 10,6% mniejsze. Podczas gdy, jak wykazano wcześniej, na osłonięcie beli cylindrycznej o średnicy D = 1,2 m zużycie było o ok. 7,2% większe niż prostopadłościennej. Wynika stąd wniosek, że w praktyce powinno się zwijać bele o większej średnicy, ze względu na mniejsze jednostkowe zużycie filii przy wszystkich sposobach ich osłaniania.
a)
b)
Rysunek 8. Zużycie folii na osłanianie bel cylindrycznych i prostopadłościennych w zależności od sposobu osłaniania: a- zużycie powierzchniowe w odniesieniu do
jednostki masy suchej substancji zielonki, b – zużycie masowe folii w odniesieniu do jednostki masy suchej substancji (wariant II)
Podsumowując te porównania można dostrzec, że wskazują one na pewne tendencje odnośnie zużycia folii dając jednak pełnych informacji. Dlatego też dla uzyskania całkowicie obiektywnych wskaźników, potrzebne jest określenie kosztów jednostkowych zużycia folii i ich udziału w strukturze całkowitych jednostkowych kosztów ponoszonych na osłanianie bel [Skonieczny 2009].
12,617,6
150
189,3
71,1 80,7
0
20
40
60
80
100
120
140
160
180
200
CP PP CSz PSz CW PWsposób osłaniania
zuży
cie
folii,
m2.t-1
s.m
.
1,811,59
4,32
3,42
2,11 2,36
0
0,5
1
1,5
2
2,5
3
3,5
4
4,5
5
CP PP CSz PSz CW PWsposób osłaniania
zuży
cie
folii,
kg. t-1
s.m
.
54
WNIOSKI 1. Wyprowadzone zależności teoretyczne zużycia folii zostały pozytywnie
zweryfikowane w wyniku przeprowadzonych badań eksperymentalnych, a o ich prawidłowości świadczą także logiczne przebiegi zmian zużycia folii w różnych sposobach i wariantach osłaniania bel zielonki.
2. Z zależności teoretycznych wynika, że jednostkowe zużycie folii nie zależy od jej szerokości w rolce, która ma wyłącznie wpływ na wydajność owijania.
3. Zużycie folii na owinięcie beli prostopadłościennej o tej samej objętości jest większe niż cylindrycznej.
4. Zwijanie bel o większej średnicy jest korzystne, ze względu na zmniejszenie jednostkowego zużycia folii przy wszystkich sposobach ich osłaniania.
BIBLIOGRAFIA 1. Gach S.: Analiza i ocena technologii sporządzania kiszonek z zielonek
niskołodygowych. Rozprawa habilitacyjna, SGGW, Warszawa, 2003: ss. 114. 2. Gach S., Korpysz K., Ivanovs S., Skonieczny I.: Analiza parametrów
technicznych owijarek do bel podsuszonej zielonki. Technika Rolnicza Ogrodnicza Leśna 2008, nr 5: 20 – 24.
3. Ivanovs S., Skonieczny I.: Investigation into certain ways of sealing a group of rols of stalked crops. Proceeding of the International Conference, New Technological Processes and Investigation Methods for Agricultural Engineering, No. 10, Institute of Agricultural Engeenering LUA, Raudondvaris, 8 – 9 September 2005: 186 – 192.
4. Ivanovs S., Gach S., Skonieczny I.: Sravnitelnaja ocenka, raschoda germetirizujuščej plenki pri različnych technołogijach pressovanija i germetizacii stebelćatych materiałov. Materiały 5 Meżdunarodnoj Naućno-praktičeskoj Konferencii „Ekołogija i selskochozajstvennaja technika”, t. 2, Sankt Petersburg, 2007: 225 – 231.
5. Lisowski A.: Rozwiązania konstrukcyjne zespołów zasilających, prasujących i wiążących w wielkogabarytowych prasach zbierających. Przegląd Techniki Rolniczej i Leśnej, 1996 nr 10: 14 -17.
6. Skonieczny I.: 2009. Wpływ kształtu i wymiarów bel zakiszanej zielonki na nakłady matariałowo – ekonomiczne. Rozprawa doktorska. IBMER Warszawa 2009.
7. Uppenkamp N..: Qaderballen. Landtechnik, Jg 47 1992, nr 5. 1992: 219 – 222.
55
Rozdział 5
ANALIZA KOSZTÓW PONOSZONYCH PRZY RÓŻNYCH SPOSOBACH
OSŁANIANIA BEL ZIELONKI
Stanisław GACH, Ireneusz SKONIECZNY WSTĘP
Efektywne przygotowanie pasz poprzez stosowanie odpowiednich technologii, przy minimalnych stratach może przynieść wymierne korzyści. Problem ten jest istotny ze względów praktycznych, albowiem udział kosztów pasz w całkowitych kosztach produkcji zwierzęcej stanowi od 70 do 75% [Nazarov i in. 2001].
W literaturze przedmiotu można spotkać prace, których celem było określenie nakładów ponoszonych na zbiór i konserwacje zielonek niskich na kiszonkę. Stosowano przy tym różne metody, najczęściej formułowano modelowe linie technologiczne z udziałem pras zwijających oraz pras formujących wielkogabarytowe bele prostopadłościenne [Nazarow 2001; Gach i in. 2007] lub też z zastosowaniem modelowania matematycznego [Gach 2003]. Przy doborze odpowiednich zestawów maszyn i urządzeń rolniczych dla technologii lub ocenie technologii produkcji kiszonek przyjmowano jako kryteria wartości nakładów energetycznych, robocizny i kosztów. Wyniki przeprowadzonych badań i analiz nad określeniem tych nakładów wykazały, że w ich strukturze (zwłaszcza kosztów) znaczący udział stanowią operacje związane ze składowaniem i zabezpieczeniem zakiszanego surowca roślinnego przed dostępem powietrza [Gach 3003; Gach i in. 2007]. W technologiach sporządzania kiszonki w formie prasowanej, do osłaniania bel podsuszonej zielonki stosuje się różne sposoby, z których każdy wiąże się z wykorzystaniem maszyn o znacząco zróżnicowanej cenie zakupu jak również materiału do osłaniania bel. Przy rozpatrywaniu całej technologii obraz struktury jest zaciemniony, albowiem koszty materiałowe w zdecydowanej większości obejmują koszty folii i skrajnie koszty sznurka, a inne – koszty wszystkich maszyn i ciągników biorących udział w technologii, zużywanego paliwa i robocizny [Gach 2003].
Dotychczas brak jest badań i analiz dotyczących wyłącznie operacji związanych z osłanianiem bel uwzględniających wszystkie możliwe sposoby stosowane dotychczas w praktyce. Różnorodność zastosowanych maszyn jak również folii do osłaniania bel przed dostępem powietrza może znacząco rzutować na zużycie materiałów pomocniczych i ponoszone koszty [Skonieczny 2009]. Celowe
56
jest zatem dokładne poznanie kosztów ponoszonych na realizację tylko tej jednej operacji i przy różnych formach osłaniania bel. MATERIAŁ I METODY
W celu określenia wskaźników eksploatacyjnych agregatów i maszyn oraz zużycia paliwa przeprowadzono badania w warunkach produkcyjnych sporządzania kiszonki w belach osłanianych folią.
Charakterystyka warunków pracy, obejmująca m.in. miejsce pracy, energii, czy maszyny współpracujące została przeprowadzona zgodnie z zaleceniami normy PN-90/R-55003. Badania eksploatacyjne maszyn przeprowadzono zgodnie z wymaganiami zawartymi w normie branżowej BN-77/9195-02, a podziału czasu pracy dokonano zgodnie z normą BN-76/9195-01. Zużycie paliwa określono metodą pełnego zbiornika.
Określenia nakładów materiałowo-ekonomicznych ponoszonych przy zastosowaniu poszczególnych technologii produkcji kiszonki z traw łąkowych dokonano zgodnie z obowiązującą metodologią w oparciu o metodyki opracowane w IBMER, które przystosowano i poszerzono o elementy wynikające z zastosowania własnych analiz teoretycznych [Muzalewski, Olszewski 2000; Muzalewski 2008, Skonieczny 2009]. Rozpatrywane sposoby osłaniania bel będą realizowane z udziałem następujących agregatów lub maszyn: CP – owijanie pojedynczych bel cylindrycznych owijarką Z 274 Sipma SA w Lublinie współpracującą z ciągnikiem Ursus 335, PP – owijanie bel prostopadłościennych pojedynczych lub podwójnych z zastosowaniem owijarki przyczepianej McHale 998 współpracującej z ciągnikiem John Deere 6210, CSz – owijanie bel cylindrycznych owijarką szeregową Stretch-O-Matic z własnym silnikiem spalinowym, PSz – owijanie bel prostopadłościennych, podobnie jak w przypadku bel cylindrycznych, owijarką szeregową Stretch-O-Matic, CW – osłanianie bel cylindrycznych w workach foliowych z zastosowaniem ładowarki AG BAG BALLERINA z własnym silnikiem spalinowym, PW – osłanianie bel prostopadłościennych w workach foliowych z wykorzystaniem ładowarki AG BAG SQARE BALE BAGGER z własnym silnikiem spalinowym. Parametry techniczne oraz ceny maszyn i materiałów pomocniczych zestawiono w tabeli 1.
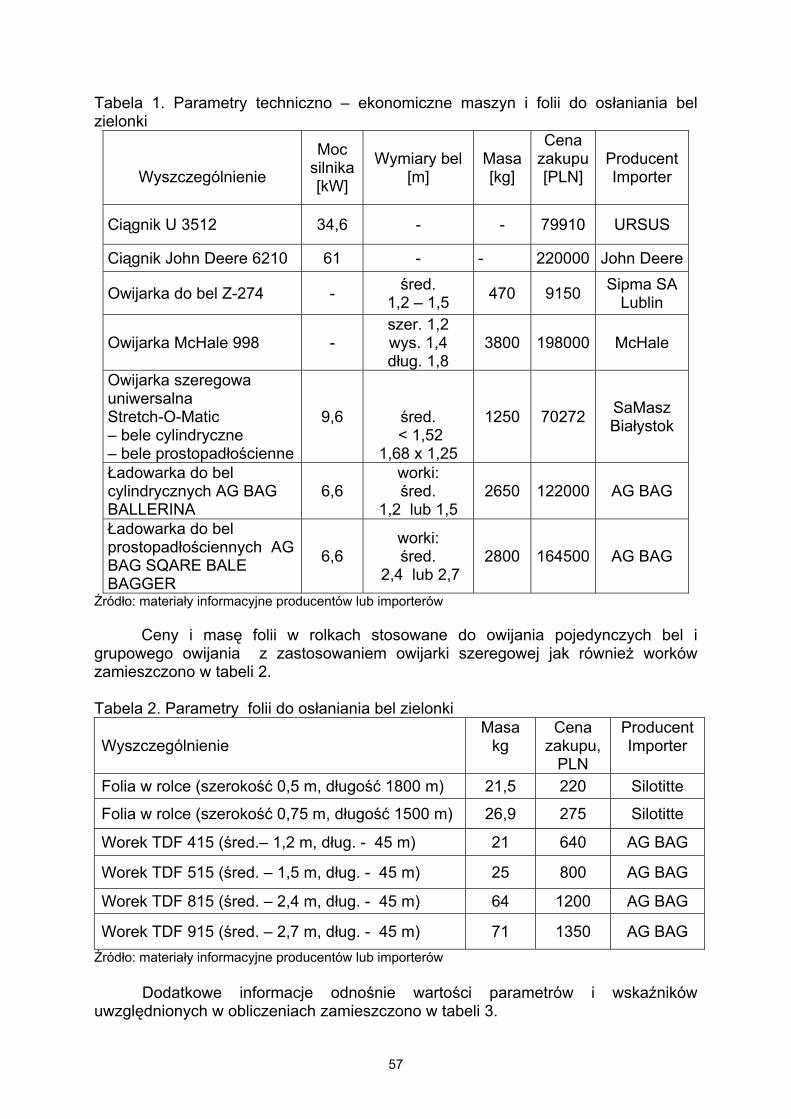
57
Tabela 1. Parametry techniczno – ekonomiczne maszyn i folii do osłaniania bel zielonki
Wyszczególnienie
Moc silnika[kW]
Wymiary bel [m]
Masa [kg]
Cena zakupu [PLN]
Producent Importer
Ciągnik U 3512 34,6 - - 79910 URSUS
Ciągnik John Deere 6210 61 - - 220000 John Deere
Owijarka do bel Z-274 - śred. 1,2 – 1,5 470 9150 Sipma SA
Lublin
Owijarka McHale 998 - szer. 1,2 wys. 1,4 dług. 1,8
3800 198000 McHale
Owijarka szeregowa uniwersalna Stretch-O-Matic – bele cylindryczne – bele prostopadłościenne
9,6
śred. < 1,52
1,68 x 1,25
1250
70272
SaMasz Białystok
Ładowarka do bel cylindrycznych AG BAG BALLERINA
6,6 worki: śred.
1,2 lub 1,5 2650
122000
AG BAG
Ładowarka do bel prostopadłościennych AG BAG SQARE BALE BAGGER
6,6 worki: śred.
2,4 lub 2,7 2800 164500 AG BAG
Źródło: materiały informacyjne producentów lub importerów
Ceny i masę folii w rolkach stosowane do owijania pojedynczych bel i grupowego owijania z zastosowaniem owijarki szeregowej jak również worków zamieszczono w tabeli 2. Tabela 2. Parametry folii do osłaniania bel zielonki
Wyszczególnienie
Masa kg
Cena zakupu,
PLN
Producent Importer
Folia w rolce (szerokość 0,5 m, długość 1800 m) 21,5 220 Silotitte
Folia w rolce (szerokość 0,75 m, długość 1500 m) 26,9 275 Silotitte
Worek TDF 415 (śred.– 1,2 m, dług. - 45 m) 21 640 AG BAG
Worek TDF 515 (śred. – 1,5 m, dług. - 45 m) 25 800 AG BAG
Worek TDF 815 (śred. – 2,4 m, dług. - 45 m) 64 1200 AG BAG
Worek TDF 915 (śred. – 2,7 m, dług. - 45 m) 71 1350 AG BAG
Źródło: materiały informacyjne producentów lub importerów
Dodatkowe informacje odnośnie wartości parametrów i wskaźników uwzględnionych w obliczeniach zamieszczono w tabeli 3.
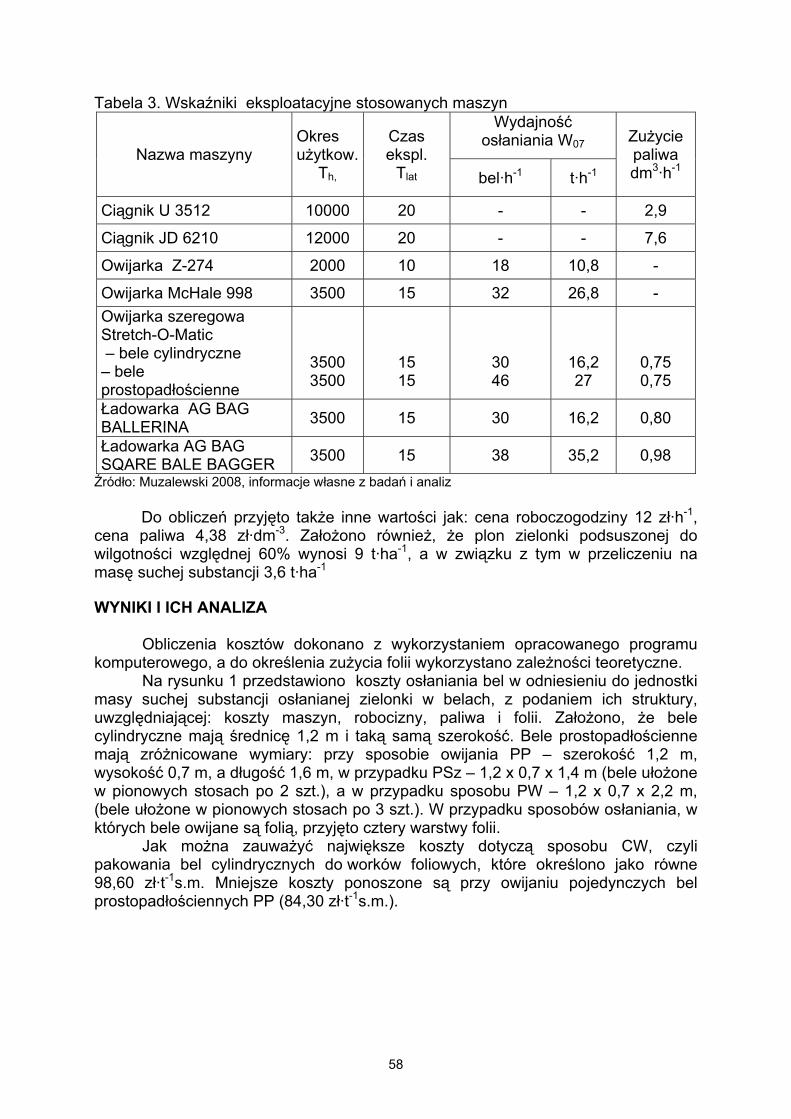
58
Tabela 3. Wskaźniki eksploatacyjne stosowanych maszyn
Nazwa maszyny Okres użytkow.
Th,
Czas ekspl.
Tlat
Wydajność osłaniania W07 Zużycie
paliwa dm3·h-1 bel·h-1 t·h-1
Ciągnik U 3512 10000 20 - - 2,9
Ciągnik JD 6210 12000 20 - - 7,6
Owijarka Z-274 2000 10 18 10,8 -
Owijarka McHale 998 3500 15 32 26,8 - Owijarka szeregowa Stretch-O-Matic – bele cylindryczne – bele prostopadłościenne
3500 3500
15 15
30 46
16,2 27
0,75 0,75
Ładowarka AG BAG BALLERINA 3500 15 30 16,2 0,80
Ładowarka AG BAG SQARE BALE BAGGER 3500 15 38 35,2 0,98 Źródło: Muzalewski 2008, informacje własne z badań i analiz
Do obliczeń przyjęto także inne wartości jak: cena roboczogodziny 12 zł·h-1,
cena paliwa 4,38 zł·dm-3. Założono również, że plon zielonki podsuszonej do wilgotności względnej 60% wynosi 9 t·ha-1, a w związku z tym w przeliczeniu na masę suchej substancji 3,6 t·ha-1 WYNIKI I ICH ANALIZA
Obliczenia kosztów dokonano z wykorzystaniem opracowanego programu komputerowego, a do określenia zużycia folii wykorzystano zależności teoretyczne.
Na rysunku 1 przedstawiono koszty osłaniania bel w odniesieniu do jednostki masy suchej substancji osłanianej zielonki w belach, z podaniem ich struktury, uwzględniającej: koszty maszyn, robocizny, paliwa i folii. Założono, że bele cylindryczne mają średnicę 1,2 m i taką samą szerokość. Bele prostopadłościenne mają zróżnicowane wymiary: przy sposobie owijania PP – szerokość 1,2 m, wysokość 0,7 m, a długość 1,6 m, w przypadku PSz – 1,2 x 0,7 x 1,4 m (bele ułożone w pionowych stosach po 2 szt.), a w przypadku sposobu PW – 1,2 x 0,7 x 2,2 m, (bele ułożone w pionowych stosach po 3 szt.). W przypadku sposobów osłaniania, w których bele owijane są folią, przyjęto cztery warstwy folii.
Jak można zauważyć największe koszty dotyczą sposobu CW, czyli pakowania bel cylindrycznych do worków foliowych, które określono jako równe 98,60 zł·t-1s.m. Mniejsze koszty ponoszone są przy owijaniu pojedynczych bel prostopadłościennych PP (84,30 zł·t-1s.m.).
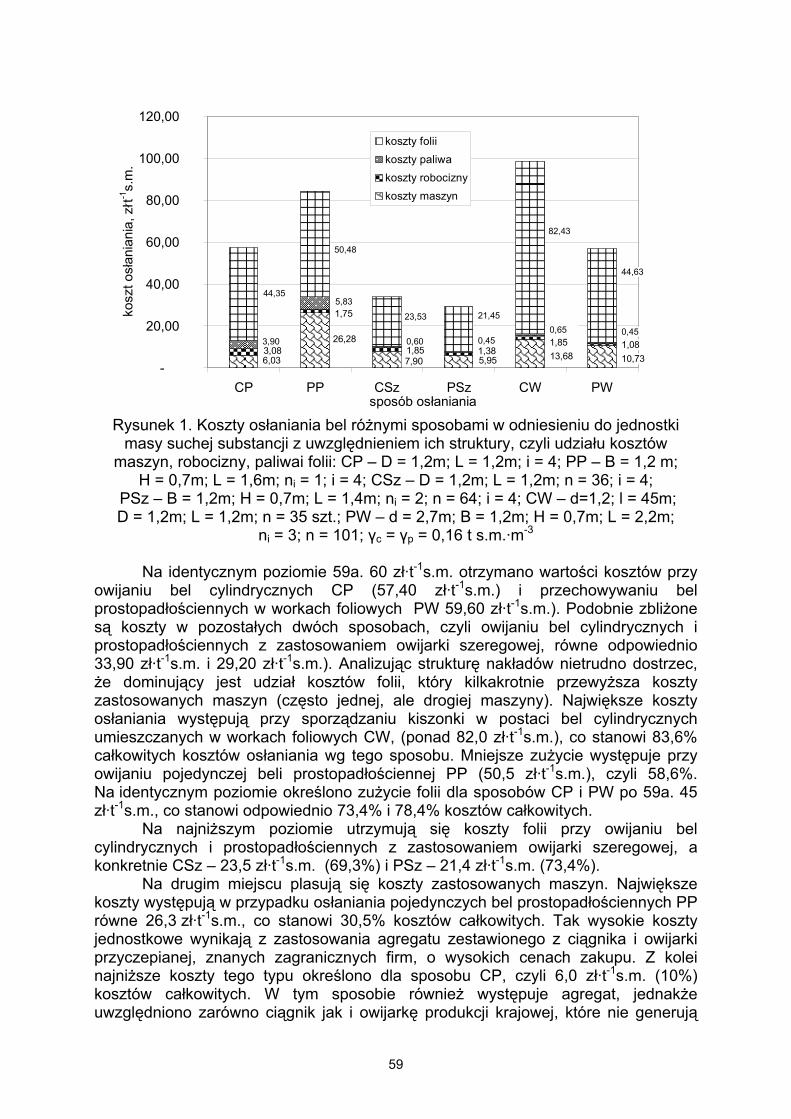
59
Rysunek 1. Koszty osłaniania bel różnymi sposobami w odniesieniu do jednostki
masy suchej substancji z uwzględnieniem ich struktury, czyli udziału kosztów maszyn, robocizny, paliwai folii: CP – D = 1,2m; L = 1,2m; i = 4; PP – B = 1,2 m;
H = 0,7m; L = 1,6m; ni = 1; i = 4; CSz – D = 1,2m; L = 1,2m; n = 36; i = 4; PSz – B = 1,2m; H = 0,7m; L = 1,4m; ni = 2; n = 64; i = 4; CW – d=1,2; l = 45m; D = 1,2m; L = 1,2m; n = 35 szt.; PW – d = 2,7m; B = 1,2m; H = 0,7m; L = 2,2m;
ni = 3; n = 101; γc = γp = 0,16 t s.m.·m-3
Na identycznym poziomie 59a. 60 zł·t-1s.m. otrzymano wartości kosztów przy
owijaniu bel cylindrycznych CP (57,40 zł·t-1s.m.) i przechowywaniu bel prostopadłościennych w workach foliowych PW 59,60 zł·t-1s.m.). Podobnie zbliżone są koszty w pozostałych dwóch sposobach, czyli owijaniu bel cylindrycznych i prostopadłościennych z zastosowaniem owijarki szeregowej, równe odpowiednio 33,90 zł·t-1s.m. i 29,20 zł·t-1s.m.). Analizując strukturę nakładów nietrudno dostrzec, że dominujący jest udział kosztów folii, który kilkakrotnie przewyższa koszty zastosowanych maszyn (często jednej, ale drogiej maszyny). Największe koszty osłaniania występują przy sporządzaniu kiszonki w postaci bel cylindrycznych umieszczanych w workach foliowych CW, (ponad 82,0 zł·t-1s.m.), co stanowi 83,6% całkowitych kosztów osłaniania wg tego sposobu. Mniejsze zużycie występuje przy owijaniu pojedynczej beli prostopadłościennej PP (50,5 zł·t-1s.m.), czyli 58,6%. Na identycznym poziomie określono zużycie folii dla sposobów CP i PW po 59a. 45 zł·t-1s.m., co stanowi odpowiednio 73,4% i 78,4% kosztów całkowitych.
Na najniższym poziomie utrzymują się koszty folii przy owijaniu bel cylindrycznych i prostopadłościennych z zastosowaniem owijarki szeregowej, a konkretnie CSz – 23,5 zł·t-1s.m. (69,3%) i PSz – 21,4 zł·t-1s.m. (73,4%).
Na drugim miejscu plasują się koszty zastosowanych maszyn. Największe koszty występują w przypadku osłaniania pojedynczych bel prostopadłościennych PP równe 26,3 zł·t-1s.m., co stanowi 30,5% kosztów całkowitych. Tak wysokie koszty jednostkowe wynikają z zastosowania agregatu zestawionego z ciągnika i owijarki przyczepianej, znanych zagranicznych firm, o wysokich cenach zakupu. Z kolei najniższe koszty tego typu określono dla sposobu CP, czyli 6,0 zł·t-1s.m. (10%) kosztów całkowitych. W tym sposobie również występuje agregat, jednakże uwzględniono zarówno ciągnik jak i owijarkę produkcji krajowej, które nie generują
10,73 13,68 5,95 7,90
26,28
6,03 1,08 1,85
1,38 1,85
1,75
3,08
0,45 0,65 0,45 0,60
5,83
3,90
44,63
82,43
21,45 23,53
50,48
44,35
-
20,00
40,00
60,00
80,00
100,00
120,00
CP PP CSz PSz CW PWsposób osłaniania
kosz
t osł
ania
nia,
zł. t-1
s.m
.koszty foliikoszty paliwakoszty robociznykoszty maszyn
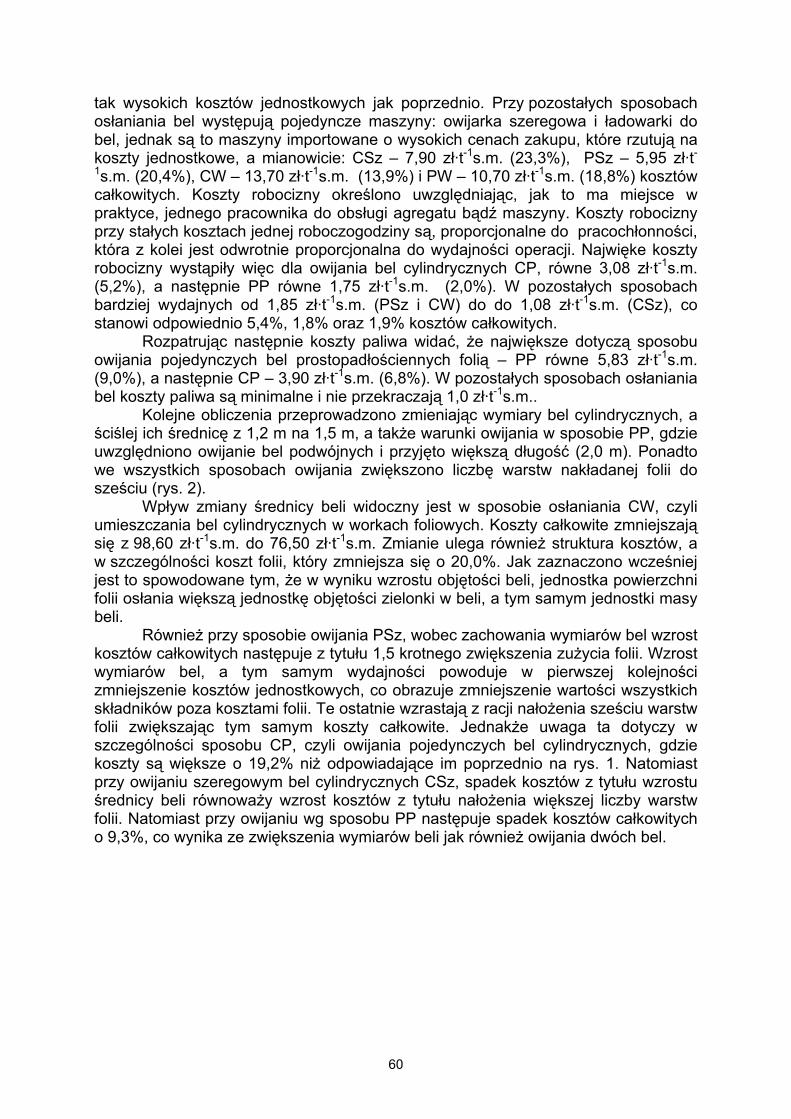
60
tak wysokich kosztów jednostkowych jak poprzednio. Przy pozostałych sposobach osłaniania bel występują pojedyncze maszyny: owijarka szeregowa i ładowarki do bel, jednak są to maszyny importowane o wysokich cenach zakupu, które rzutują na koszty jednostkowe, a mianowicie: CSz – 7,90 zł·t-1s.m. (23,3%), PSz – 5,95 zł·t-1s.m. (20,4%), CW – 13,70 zł·t-1s.m. (13,9%) i PW – 10,70 zł·t-1s.m. (18,8%) kosztów całkowitych. Koszty robocizny określono uwzględniając, jak to ma miejsce w praktyce, jednego pracownika do obsługi agregatu bądź maszyny. Koszty robocizny przy stałych kosztach jednej roboczogodziny są, proporcjonalne do pracochłonności, która z kolei jest odwrotnie proporcjonalna do wydajności operacji. Najwięke koszty robocizny wystąpiły więc dla owijania bel cylindrycznych CP, równe 3,08 zł·t-1s.m. (5,2%), a następnie PP równe 1,75 zł·t-1s.m. (2,0%). W pozostałych sposobach bardziej wydajnych od 1,85 zł·t-1s.m. (PSz i CW) do do 1,08 zł·t-1s.m. (CSz), co stanowi odpowiednio 5,4%, 1,8% oraz 1,9% kosztów całkowitych.
Rozpatrując następnie koszty paliwa widać, że największe dotyczą sposobu owijania pojedynczych bel prostopadłościennych folią – PP równe 5,83 zł·t-1s.m. (9,0%), a następnie CP – 3,90 zł·t-1s.m. (6,8%). W pozostałych sposobach osłaniania bel koszty paliwa są minimalne i nie przekraczają 1,0 zł·t-1s.m..
Kolejne obliczenia przeprowadzono zmieniając wymiary bel cylindrycznych, a ściślej ich średnicę z 1,2 m na 1,5 m, a także warunki owijania w sposobie PP, gdzie uwzględniono owijanie bel podwójnych i przyjęto większą długość (2,0 m). Ponadto we wszystkich sposobach owijania zwiększono liczbę warstw nakładanej folii do sześciu (rys. 2).
Wpływ zmiany średnicy beli widoczny jest w sposobie osłaniania CW, czyli umieszczania bel cylindrycznych w workach foliowych. Koszty całkowite zmniejszają się z 98,60 zł·t-1s.m. do 76,50 zł·t-1s.m. Zmianie ulega również struktura kosztów, a w szczególności koszt folii, który zmniejsza się o 20,0%. Jak zaznaczono wcześniej jest to spowodowane tym, że w wyniku wzrostu objętości beli, jednostka powierzchni folii osłania większą jednostkę objętości zielonki w beli, a tym samym jednostki masy beli.
Również przy sposobie owijania PSz, wobec zachowania wymiarów bel wzrost kosztów całkowitych następuje z tytułu 1,5 krotnego zwiększenia zużycia folii. Wzrost wymiarów bel, a tym samym wydajności powoduje w pierwszej kolejności zmniejszenie kosztów jednostkowych, co obrazuje zmniejszenie wartości wszystkich składników poza kosztami folii. Te ostatnie wzrastają z racji nałożenia sześciu warstw folii zwiększając tym samym koszty całkowite. Jednakże uwaga ta dotyczy w szczególności sposobu CP, czyli owijania pojedynczych bel cylindrycznych, gdzie koszty są większe o 19,2% niż odpowiadające im poprzednio na rys. 1. Natomiast przy owijaniu szeregowym bel cylindrycznych CSz, spadek kosztów z tytułu wzrostu średnicy beli równoważy wzrost kosztów z tytułu nałożenia większej liczby warstw folii. Natomiast przy owijaniu wg sposobu PP następuje spadek kosztów całkowitych o 9,3%, co wynika ze zwiększenia wymiarów beli jak również owijania dwóch bel.
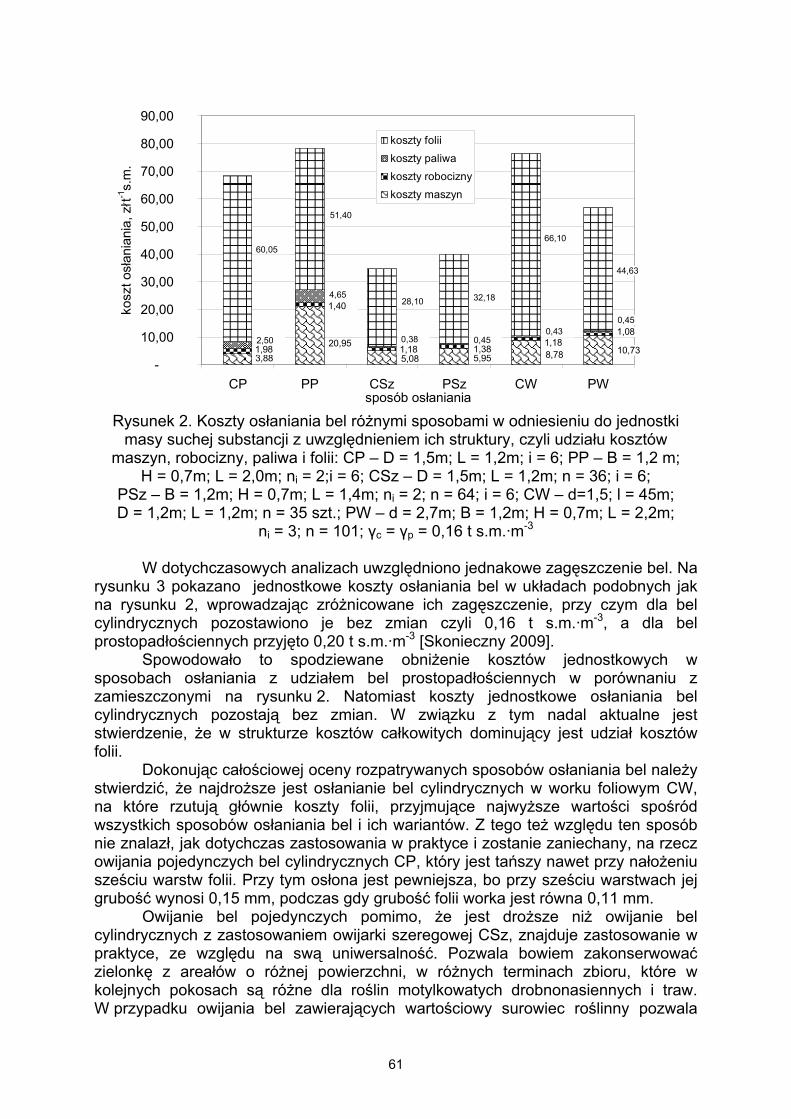
61
Rysunek 2. Koszty osłaniania bel różnymi sposobami w odniesieniu do jednostki
masy suchej substancji z uwzględnieniem ich struktury, czyli udziału kosztów maszyn, robocizny, paliwa i folii: CP – D = 1,5m; L = 1,2m; i = 6; PP – B = 1,2 m;
H = 0,7m; L = 2,0m; ni = 2;i = 6; CSz – D = 1,5m; L = 1,2m; n = 36; i = 6; PSz – B = 1,2m; H = 0,7m; L = 1,4m; ni = 2; n = 64; i = 6; CW – d=1,5; l = 45m; D = 1,2m; L = 1,2m; n = 35 szt.; PW – d = 2,7m; B = 1,2m; H = 0,7m; L = 2,2m;
ni = 3; n = 101; γc = γp = 0,16 t s.m.·m-3
W dotychczasowych analizach uwzględniono jednakowe zagęszczenie bel. Na rysunku 3 pokazano jednostkowe koszty osłaniania bel w układach podobnych jak na rysunku 2, wprowadzając zróżnicowane ich zagęszczenie, przy czym dla bel cylindrycznych pozostawiono je bez zmian czyli 0,16 t s.m.·m-3, a dla bel prostopadłościennych przyjęto 0,20 t s.m.·m-3 [Skonieczny 2009].
Spowodowało to spodziewane obniżenie kosztów jednostkowych w sposobach osłaniania z udziałem bel prostopadłościennych w porównaniu z zamieszczonymi na rysunku 2. Natomiast koszty jednostkowe osłaniania bel cylindrycznych pozostają bez zmian. W związku z tym nadal aktualne jest stwierdzenie, że w strukturze kosztów całkowitych dominujący jest udział kosztów folii.
Dokonując całościowej oceny rozpatrywanych sposobów osłaniania bel należy stwierdzić, że najdroższe jest osłanianie bel cylindrycznych w worku foliowym CW, na które rzutują głównie koszty folii, przyjmujące najwyższe wartości spośród wszystkich sposobów osłaniania bel i ich wariantów. Z tego też względu ten sposób nie znalazł, jak dotychczas zastosowania w praktyce i zostanie zaniechany, na rzecz owijania pojedynczych bel cylindrycznych CP, który jest tańszy nawet przy nałożeniu sześciu warstw folii. Przy tym osłona jest pewniejsza, bo przy sześciu warstwach jej grubość wynosi 0,15 mm, podczas gdy grubość folii worka jest równa 0,11 mm.
Owijanie bel pojedynczych pomimo, że jest droższe niż owijanie bel cylindrycznych z zastosowaniem owijarki szeregowej CSz, znajduje zastosowanie w praktyce, ze względu na swą uniwersalność. Pozwala bowiem zakonserwować zielonkę z areałów o różnej powierzchni, w różnych terminach zbioru, które w kolejnych pokosach są różne dla roślin motylkowatych drobnonasiennych i traw. W przypadku owijania bel zawierających wartościowy surowiec roślinny pozwala
10,73 8,78 5,95 5,08 20,95
3,88
1,08 1,18
1,38 1,18
1,40
1,98
0,45 0,43
0,45 0,38
4,65
2,50
44,63
66,10
32,18 28,10
51,40
60,05
-
10,00
20,00
30,00
40,00
50,00
60,00
70,00
80,00
90,00
CP PP CSz PSz CW PWsposób osłaniania
kosz
t osł
ania
nia,
zł. t-1
s.m
.koszty foliikoszty paliwakoszty robociznykoszty maszyn
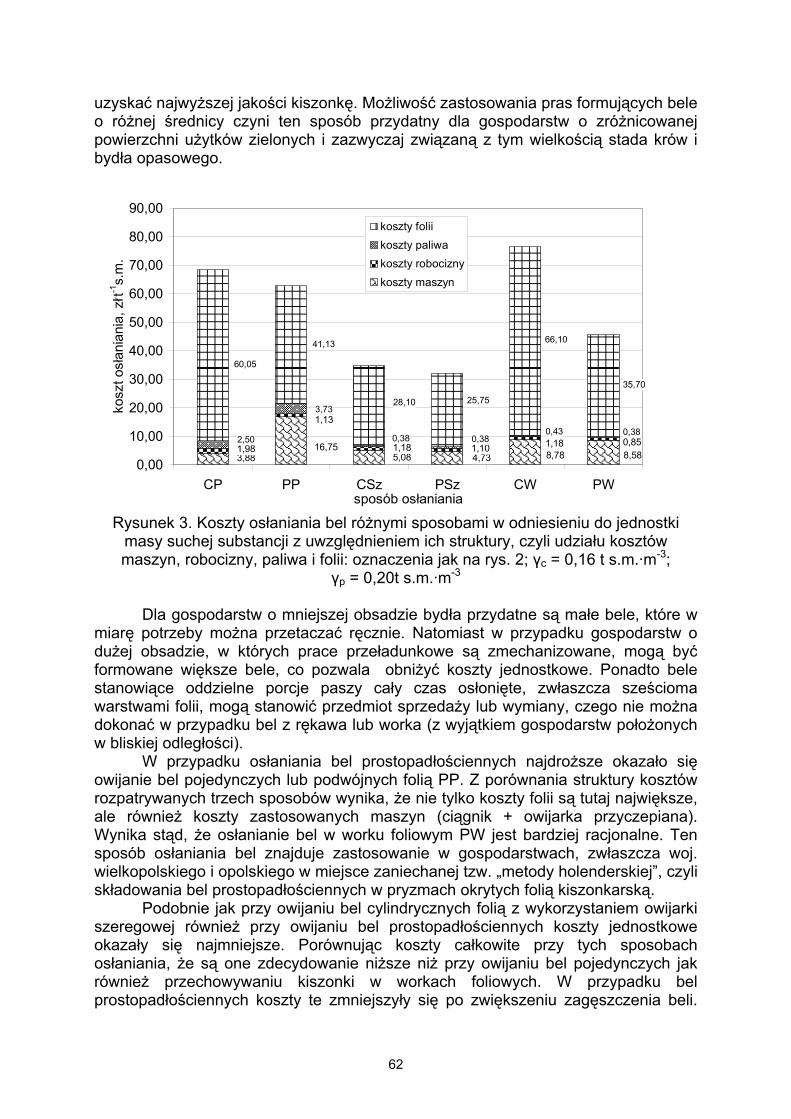
62
uzyskać najwyższej jakości kiszonkę. Możliwość zastosowania pras formujących bele o różnej średnicy czyni ten sposób przydatny dla gospodarstw o zróżnicowanej powierzchni użytków zielonych i zazwyczaj związaną z tym wielkością stada krów i bydła opasowego.
Rysunek 3. Koszty osłaniania bel różnymi sposobami w odniesieniu do jednostki
masy suchej substancji z uwzględnieniem ich struktury, czyli udziału kosztów maszyn, robocizny, paliwa i folii: oznaczenia jak na rys. 2; γc = 0,16 t s.m.·m-3;
γp = 0,20t s.m.·m-3
Dla gospodarstw o mniejszej obsadzie bydła przydatne są małe bele, które w miarę potrzeby można przetaczać ręcznie. Natomiast w przypadku gospodarstw o dużej obsadzie, w których prace przeładunkowe są zmechanizowane, mogą być formowane większe bele, co pozwala obniżyć koszty jednostkowe. Ponadto bele stanowiące oddzielne porcje paszy cały czas osłonięte, zwłaszcza sześcioma warstwami folii, mogą stanowić przedmiot sprzedaży lub wymiany, czego nie można dokonać w przypadku bel z rękawa lub worka (z wyjątkiem gospodarstw położonych w bliskiej odległości).
W przypadku osłaniania bel prostopadłościennych najdroższe okazało się owijanie bel pojedynczych lub podwójnych folią PP. Z porównania struktury kosztów rozpatrywanych trzech sposobów wynika, że nie tylko koszty folii są tutaj największe, ale również koszty zastosowanych maszyn (ciągnik + owijarka przyczepiana). Wynika stąd, że osłanianie bel w worku foliowym PW jest bardziej racjonalne. Ten sposób osłaniania bel znajduje zastosowanie w gospodarstwach, zwłaszcza woj. wielkopolskiego i opolskiego w miejsce zaniechanej tzw. „metody holenderskiej”, czyli składowania bel prostopadłościennych w pryzmach okrytych folią kiszonkarską.
Podobnie jak przy owijaniu bel cylindrycznych folią z wykorzystaniem owijarki szeregowej również przy owijaniu bel prostopadłościennych koszty jednostkowe okazały się najmniejsze. Porównując koszty całkowite przy tych sposobach osłaniania, że są one zdecydowanie niższe niż przy owijaniu bel pojedynczych jak również przechowywaniu kiszonki w workach foliowych. W przypadku bel prostopadłościennych koszty te zmniejszyły się po zwiększeniu zagęszczenia beli.
3,8816,75
5,08 4,73 8,78 8,581,98
1,13
1,18 1,10 1,18 0,852,50
3,73
0,38 0,380,43 0,38
60,05
41,13
28,10 25,75
66,10
35,70
0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
80,00
90,00
CP PP CSz PSz CW PWsposób osłaniania
kosz
t osł
ania
nia,
zł. t-1
s.m
.
koszty foliikoszty paliwakoszty robociznykoszty maszyn
63
Przy nałożeniu sześciu warstw folii, grubość osłaniającej folii przy sposobie PSz wynosi 0,15 mm, podczas gdy grubość worka stosowanego w sposobie PW, o średnicy 2,75 m wynosi 0,175 mm.
WNIOSKI 1. Przy osłanianiu bel cylindrycznych największe koszty wystąpiły przy ich
przechowywaniu w workach foliowych CW, które wynoszą 98,60 zł/t s.m. dla bel o średnicy 1,2 m i 76,50 zł/t s.m. w przypadku bel o średnicy 1,5 m. W strukturze kosztów dominuje koszt folii, który stanowi odpowiednio 83,6% i 86,4% kosztów całkowitych, a następnie koszt ładowarki (13,9%) i (11,5%). Wysokie koszty są przyczyną braku zainteresowania tym sposobem osłaniania bel w praktyce.
2. Owijanie pojedynczych bel cylindrycznych CP wymaga poniesienia kosztów o wartości 57,40 zł/t s.m. dla bel o średnicy 1,2 m i czterech warstwach folii i 68,40 zł/t s.m. w przypadku bel o średnicy 1,5 m i sześciu warstwach folii. Tutaj również dominujący jest udział folii, który stanowi odpowiednio 73,4% i 88,5%.
3. Najmniejsze koszty osłaniania bel cylindrycznych określono przy zastosowaniu owijarki szeregowej CSz, w rozpatrywanych wariantach równe ok. 34,0 zł/t s.m. i maksymalnym udziale kosztów folii 82,6% i kosztów maszyny 23,1%.
4. Przy osłanianiu bel prostopadłościennych najdroższe jest owijanie pojedynczych bel PP, gdzie koszt przy czterech warstwach wynosi 84,3 zł/t s.m., a przy owijaniu bel podwójnych sześcioma warstwami 62,7 zł/t s.m., na co zasadniczy wpływ ma udział kosztów folii stanowiący odpowiednio 59,8% i 65,6%, jak również kosztów zaangażowania ciągnika i owijarki (31,2% i 26,6%).
5. Koszty osłaniania bel prostopadłościennych w workach foliowych PW, przy większym zagęszczeniu zielonki wynoszą 45,50 zł/t s.m., głównie z tytułu kosztów folii (78%) jak i zastosowanej ładowarki (19,0%).
6. Przy osłanianiu bel prostopadłościennych z zastosowaniem owijarki szeregowej PSz, podobnie jak cylindrycznych, uzyskano najmniejsze koszty równe 32,0 zł/t s.m, a przy tym udział folii stanowi 80,6% i ładowarki do bel 14,8%.
7. W strukturze kosztów jednostkowych, przy dominującym udziale kosztów folii i niekiedy zastosowanych maszyn udział pozostałych składników kosztów jest minimalny. Największe koszty robocizny wystąpiły przy owijaniu pojedynczych bel cylindrycznych CP, równe 3,08 zł/t s.m. (5,2%), a następnie przy owijaniu pojedynczych bel prostopadłościennych PP równe 1,75 zł/t s.m. (2,0%). Przy tych sposobach otrzymano również, największe koszty paliwa, przy czym większe dotyczą tego drugiego sposobu PP równe 5,83 zł/t s.m. (9,0%), a nieco mniejsze w przypadku sposobu CP – 3,90 zł/ t s.m. (6,8%).
8. Najmniejsze koszty osłaniania bel zarówno cylindrycznych jak i prostopadłościennych przy zastosowaniu owijarki szeregowej są zachęcające do prowadzenia badań i analiz, w tym również jakości uzyskiwanej paszy, zmierzających do wyjaśnienia przyczyn braku szerszego zainteresowania tym sposobem osłaniania bel w praktyce.
BIBLIOGRAFIA 1. Gach S.: Analiza i ocena technologii sporządzania kiszonek z zielonek
niskołodygowych. Rozprawa habilitacyjna, SGGW, Warszawa, 2003: s. 114.
64
2. Gach S., Barszczewski J., Filipowicz D.: Analiza nakładów ponoszonych w różnych technologiach zakiszania runi łąkowej. Woda Środowisko Obszary Wiejskie, 2007, T. 4 Zeszyt 1 (10), 2007. s. 293 – 309.
3. Lisowski A.: Rozwiązania konstrukcyjne zespołów zasilających, prasujących i wiążących w wielkogabarytowych prasach zbierających. Przegląd Techniki Rolniczej i Leśnej, nr 10.1996. s. 14 -17.
4. Muzalewski A.: Koszty eksploatacji maszyn. Nr 23, Wydawnictwo IBMER, Warszawa. 2008. s. 47.
5. Muzalewski A., Olszewski T.: Ekonomiczno – organizacyjne aspekty zespołowego użytkowania maszyn rolniczych. IBMER, Warszawa 2000. s. 91.
6. Nazarov S.I.; Sarsynov V.A.; Kuz’mickij A.V.: Ocenka effektivnosti technologij zagotovki stebel’catych kormov. Tech.Sel’.Choz. nr 3, 2001. s. 14-16.
7. Skonieczny I.: Wpływ kształtu i wymiarów bel zakiszanej zielonki na nakłady materiałowo – ekonomiczne. Rozprawa doktorska. IBMER Warszawa 2009.
8. Uppenkamp N.: Qaderballen. Landtechnik, Jg 47, nr 5: 1992. s. 219 – 222. 9. PN-90/R-55003 Maszyny rolnicze. Metody badań. Charakterystyka warunków
pracy maszyn do prac polowych. 10. BN-76/9195-01 Maszyny rolnicze. Podział czasu pracy. 11. BN-77/9195-02 Maszyny rolnicze. Metody badań eksploatacyjnych.
65
Rozdział 6
CHARAKTERYSTYKA OTOCZKOWANIA I POWLEKANIA NASION
Tomasz LESZCZUK WSTĘP
Granulacja jest procesem aglomeracji małych cząstek materiałów rozdrobnionych w większe zespoły i prowadzona jest w obecności cieczy. Mechanizm otaczania polega na formowaniu granulki z pylistego materiału wokół zarodka granulacji. W tym przypadku zarodkiem dla granulki jest nasiono, na którym nabudowuje się granulka ze zwilżonego rozdrobnionego materiału będącego w ruchu.
Otoczkowanie nasion roślin warzywnych, przemysłowych i kwiatów polega na powiększeniu wymiarów ziarna przez naniesienie drobnego materiału otaczającego. Celem granulowania nasion jest dopasowanie wielkości, kształtu i własności nasion do wymogów procesu wysiewania. Dodatkową korzyścią jest możliwość wprowadzenia do wnętrza granuli substancji wspomagających kiełkowanie, a także środków chemicznych lub biologicznych. Otoczki zazwyczaj produkowane są zgodnie z ustaloną specyfikacją kalibrażu, odpowiadającą wymaganiom stosowanych siewników. W zależności od rodzaju nasion, masa nasion po otoczkowaniu jest zwiększana o około 100 do 5000% [http://www.germains.pl].
Głównym celem otoczkowania nasion w rolnictwie i ogrodnictwie jest przystosowanie nasion do siewu maszynowego, aby w ten sposób uniknąć wysokich kosztów robocizny związanych z sianiem, pikowaniem i przerywaniem roślin w polu. Granulaty nasion powinny posiadać przynajmniej tę samą liczbę wschodów w polu, co nasiona surowe. Od początku rozwoju technik granulacyjnych uważano, ze granulat powinien być możliwie mały dla uzyskania maksymalnych wschodów polowych. Definicja wschodów polowych może być miernikiem sprawdzającym i kontrolującym sposób otoczkowania nasion.
Otoczka umożliwia umieszczenie preparatów grzybobójczych i owadobójczych w bezpiecznej odległości od zarodka, nasienia co równocześnie zmniejsza ryzyko toksycznego oddziaływania użytych preparatów na ten zarodek.
Otoczka nasienna wzbogacana jest również o mikroskładniki, których deficyt glebowy jest powszechnie występującym zjawiskiem, a których obecność jest wprost niezbędna dla prawidłowego rozwoju roślin, w początkowej fazie wzrostu.
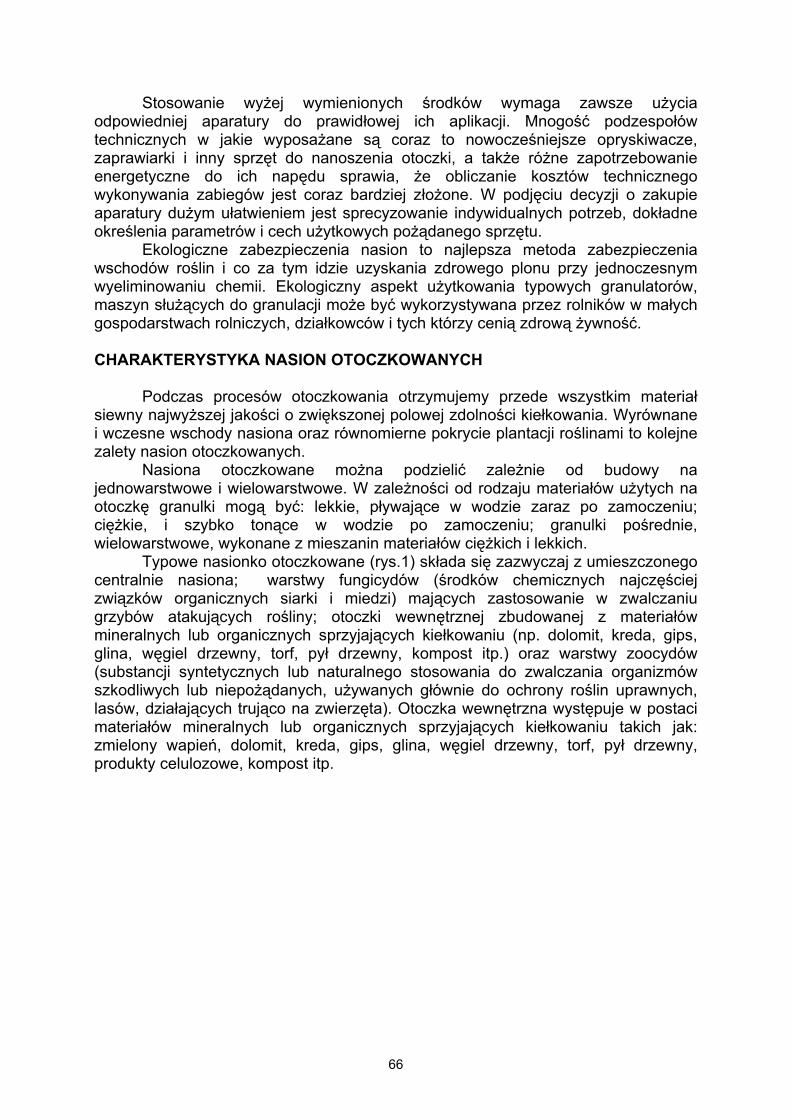
66
Stosowanie wyżej wymienionych środków wymaga zawsze użycia odpowiedniej aparatury do prawidłowej ich aplikacji. Mnogość podzespołów technicznych w jakie wyposażane są coraz to nowocześniejsze opryskiwacze, zaprawiarki i inny sprzęt do nanoszenia otoczki, a także różne zapotrzebowanie energetyczne do ich napędu sprawia, że obliczanie kosztów technicznego wykonywania zabiegów jest coraz bardziej złożone. W podjęciu decyzji o zakupie aparatury dużym ułatwieniem jest sprecyzowanie indywidualnych potrzeb, dokładne określenia parametrów i cech użytkowych pożądanego sprzętu.
Ekologiczne zabezpieczenia nasion to najlepsza metoda zabezpieczenia wschodów roślin i co za tym idzie uzyskania zdrowego plonu przy jednoczesnym wyeliminowaniu chemii. Ekologiczny aspekt użytkowania typowych granulatorów, maszyn służących do granulacji może być wykorzystywana przez rolników w małych gospodarstwach rolniczych, działkowców i tych którzy cenią zdrową żywność.
CHARAKTERYSTYKA NASION OTOCZKOWANYCH
Podczas procesów otoczkowania otrzymujemy przede wszystkim materiał siewny najwyższej jakości o zwiększonej polowej zdolności kiełkowania. Wyrównane i wczesne wschody nasiona oraz równomierne pokrycie plantacji roślinami to kolejne zalety nasion otoczkowanych.
Nasiona otoczkowane można podzielić zależnie od budowy na jednowarstwowe i wielowarstwowe. W zależności od rodzaju materiałów użytych na otoczkę granulki mogą być: lekkie, pływające w wodzie zaraz po zamoczeniu; ciężkie, i szybko tonące w wodzie po zamoczeniu; granulki pośrednie, wielowarstwowe, wykonane z mieszanin materiałów ciężkich i lekkich.
Typowe nasionko otoczkowane (rys.1) składa się zazwyczaj z umieszczonego centralnie nasiona; warstwy fungicydów (środków chemicznych najczęściej związków organicznych siarki i miedzi) mających zastosowanie w zwalczaniu grzybów atakujących rośliny; otoczki wewnętrznej zbudowanej z materiałów mineralnych lub organicznych sprzyjających kiełkowaniu (np. dolomit, kreda, gips, glina, węgiel drzewny, torf, pył drzewny, kompost itp.) oraz warstwy zoocydów (substancji syntetycznych lub naturalnego stosowania do zwalczania organizmów szkodliwych lub niepożądanych, używanych głównie do ochrony roślin uprawnych, lasów, działających trująco na zwierzęta). Otoczka wewnętrzna występuje w postaci materiałów mineralnych lub organicznych sprzyjających kiełkowaniu takich jak: zmielony wapień, dolomit, kreda, gips, glina, węgiel drzewny, torf, pył drzewny, produkty celulozowe, kompost itp.
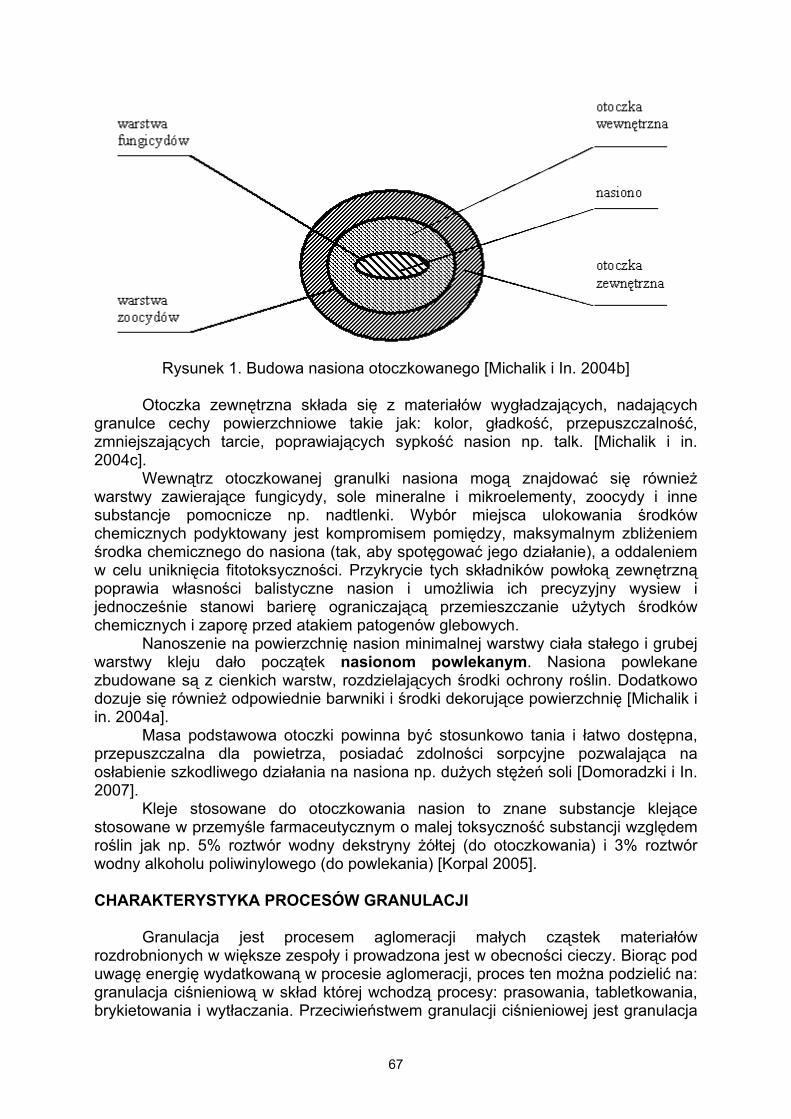
67
Rysunek 1. Budowa nasiona otoczkowanego [Michalik i In. 2004b]
Otoczka zewnętrzna składa się z materiałów wygładzających, nadających
granulce cechy powierzchniowe takie jak: kolor, gładkość, przepuszczalność, zmniejszających tarcie, poprawiających sypkość nasion np. talk. [Michalik i in. 2004c].
Wewnątrz otoczkowanej granulki nasiona mogą znajdować się również warstwy zawierające fungicydy, sole mineralne i mikroelementy, zoocydy i inne substancje pomocnicze np. nadtlenki. Wybór miejsca ulokowania środków chemicznych podyktowany jest kompromisem pomiędzy, maksymalnym zbliżeniem środka chemicznego do nasiona (tak, aby spotęgować jego działanie), a oddaleniem w celu uniknięcia fitotoksyczności. Przykrycie tych składników powłoką zewnętrzną poprawia własności balistyczne nasion i umożliwia ich precyzyjny wysiew i jednocześnie stanowi barierę ograniczającą przemieszczanie użytych środków chemicznych i zaporę przed atakiem patogenów glebowych.
Nanoszenie na powierzchnię nasion minimalnej warstwy ciała stałego i grubej warstwy kleju dało początek nasionom powlekanym. Nasiona powlekane zbudowane są z cienkich warstw, rozdzielających środki ochrony roślin. Dodatkowo dozuje się również odpowiednie barwniki i środki dekorujące powierzchnię [Michalik i in. 2004a].
Masa podstawowa otoczki powinna być stosunkowo tania i łatwo dostępna, przepuszczalna dla powietrza, posiadać zdolności sorpcyjne pozwalająca na osłabienie szkodliwego działania na nasiona np. dużych stężeń soli [Domoradzki i In. 2007].
Kleje stosowane do otoczkowania nasion to znane substancje klejące stosowane w przemyśle farmaceutycznym o malej toksyczność substancji względem roślin jak np. 5% roztwór wodny dekstryny żółtej (do otoczkowania) i 3% roztwór wodny alkoholu poliwinylowego (do powlekania) [Korpal 2005]. CHARAKTERYSTYKA PROCESÓW GRANULACJI
Granulacja jest procesem aglomeracji małych cząstek materiałów rozdrobnionych w większe zespoły i prowadzona jest w obecności cieczy. Biorąc pod uwagę energię wydatkowaną w procesie aglomeracji, proces ten można podzielić na: granulacja ciśnieniową w skład której wchodzą procesy: prasowania, tabletkowania, brykietowania i wytłaczania. Przeciwieństwem granulacji ciśnieniowej jest granulacja
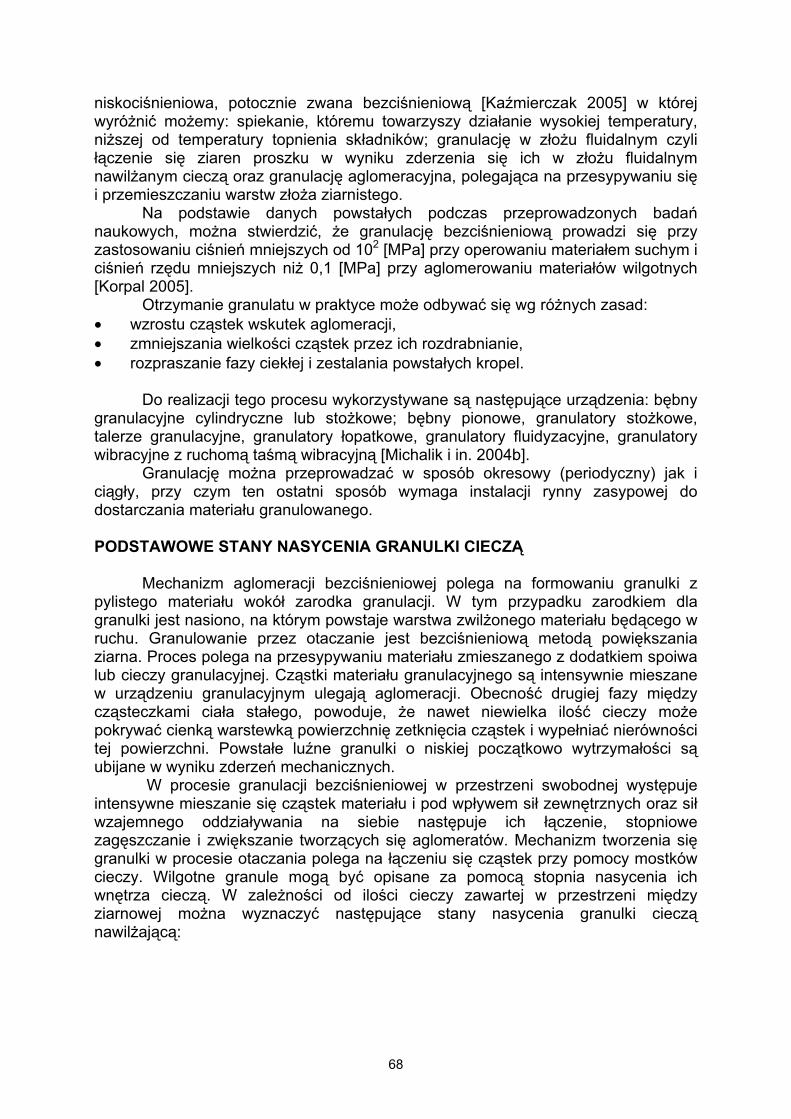
68
niskociśnieniowa, potocznie zwana bezciśnieniową [Kaźmierczak 2005] w której wyróżnić możemy: spiekanie, któremu towarzyszy działanie wysokiej temperatury, niższej od temperatury topnienia składników; granulację w złożu fluidalnym czyli łączenie się ziaren proszku w wyniku zderzenia się ich w złożu fluidalnym nawilżanym cieczą oraz granulację aglomeracyjna, polegająca na przesypywaniu się i przemieszczaniu warstw złoża ziarnistego.
Na podstawie danych powstałych podczas przeprowadzonych badań naukowych, można stwierdzić, że granulację bezciśnieniową prowadzi się przy zastosowaniu ciśnień mniejszych od 102 [MPa] przy operowaniu materiałem suchym i ciśnień rzędu mniejszych niż 0,1 [MPa] przy aglomerowaniu materiałów wilgotnych [Korpal 2005].
Otrzymanie granulatu w praktyce może odbywać się wg różnych zasad: • wzrostu cząstek wskutek aglomeracji, • zmniejszania wielkości cząstek przez ich rozdrabnianie, • rozpraszanie fazy ciekłej i zestalania powstałych kropel.
Do realizacji tego procesu wykorzystywane są następujące urządzenia: bębny granulacyjne cylindryczne lub stożkowe; bębny pionowe, granulatory stożkowe, talerze granulacyjne, granulatory łopatkowe, granulatory fluidyzacyjne, granulatory wibracyjne z ruchomą taśmą wibracyjną [Michalik i in. 2004b].
Granulację można przeprowadzać w sposób okresowy (periodyczny) jak i ciągły, przy czym ten ostatni sposób wymaga instalacji rynny zasypowej do dostarczania materiału granulowanego. PODSTAWOWE STANY NASYCENIA GRANULKI CIECZĄ
Mechanizm aglomeracji bezciśnieniowej polega na formowaniu granulki z pylistego materiału wokół zarodka granulacji. W tym przypadku zarodkiem dla granulki jest nasiono, na którym powstaje warstwa zwilżonego materiału będącego w ruchu. Granulowanie przez otaczanie jest bezciśnieniową metodą powiększania ziarna. Proces polega na przesypywaniu materiału zmieszanego z dodatkiem spoiwa lub cieczy granulacyjnej. Cząstki materiału granulacyjnego są intensywnie mieszane w urządzeniu granulacyjnym ulegają aglomeracji. Obecność drugiej fazy między cząsteczkami ciała stałego, powoduje, że nawet niewielka ilość cieczy może pokrywać cienką warstewką powierzchnię zetknięcia cząstek i wypełniać nierówności tej powierzchni. Powstałe luźne granulki o niskiej początkowo wytrzymałości są ubijane w wyniku zderzeń mechanicznych.
W procesie granulacji bezciśnieniowej w przestrzeni swobodnej występuje intensywne mieszanie się cząstek materiału i pod wpływem sił zewnętrznych oraz sił wzajemnego oddziaływania na siebie następuje ich łączenie, stopniowe zagęszczanie i zwiększanie tworzących się aglomeratów. Mechanizm tworzenia się granulki w procesie otaczania polega na łączeniu się cząstek przy pomocy mostków cieczy. Wilgotne granule mogą być opisane za pomocą stopnia nasycenia ich wnętrza cieczą. W zależności od ilości cieczy zawartej w przestrzeni między ziarnowej można wyznaczyć następujące stany nasycenia granulki cieczą nawilżającą:
69
1 – stan mostkowy 2 – stan kanałowy
3 – stan kapilarny 4 – stan kropelkowy Rysunek 2. Stany nasycenia granulki cieczą [Michalik i in. 2004b]
Kiedy między cząsteczkami ciała stałego w punktach zetknięcia lub dużego
zbliżenia powstają pojedyncze mostki cieczy wówczas mamy do czynienia ze stanem mostkowym. Zwiększenie ilości cieczy powoduje osiągnięcie najpierw stanu kanałowego, gdzie występujące wcześniej pojedyncze mostki cieczy łączą się tworząc wewnątrz granulki kanaliki cieczowe, a po wypełnieniu wewnętrznych porów cieczą, stanu kapilarnego. Dalsze ilości doprowadzanej cieczy powodują powstanie stanu kropelkowego. Należy pamiętać, że bardzo ważną rolę odgrywa tutaj średnica materiału poddawanego aglomeracji. W przypadku materiałów składających się z cząstek bardzo drobnych (o wielkościach od 1 do 10 μm) do powstawania granulek nie jest konieczny dodatek środka wiążącego. W czasie granulacji słabsze granulki mogą zwiększać swoją trwałość lub ulegać ponownemu rozkładowi. Również zbyt duża podatność na wchłanianie wilgoci lub nawet wiązanie się z wodą często uniemożliwia proces granulowania bezciśnieniowego i konieczna staje się odpowiednia ingerencja w skład surowców np. przez wprowadzenie innego składnika, powodującego polepszenie tzw. podatności na granulowanie.
Do łączenia cząstek przyczyniają się siły napięcia powierzchniowego cieczy granulacyjnej i siły kapilarne. W procesie granulowania następuje stopniowe zagęszczanie i zabudowywanie granulek pod wpływem sił zewnętrznych oraz wzajemnego oddziaływania granulek podczas toczenia. W czasie granulacji słabsze granulki ulegają rozpadowi lub wzmocnieniu. Rozpad powoduje powstawanie materiału drobnego w złożu granulowanego materiału, który należy odsiać od właściwego granulatu. Warunkiem koniecznym do tego, aby nastąpiło połączenie się drobnych cząstek w większy aglomerat jest zbliżenie się ich do takiego stopnia, by zaczęły działać siły wiążące. W wyniku działania tych sił może powstać granulka o pewnej spoistości. Aglomeracja może przebiegać według różnych mechanizmów i można je podzielić na dwie grupy. W pierwszej grupie dominuje siła przyciągania między cząsteczkami bez połączeń ziaren za pomocą innego materiału zaś w drugiej mostki materiałowe przenoszące siły wiążące, utworzone z substancji łączącej.
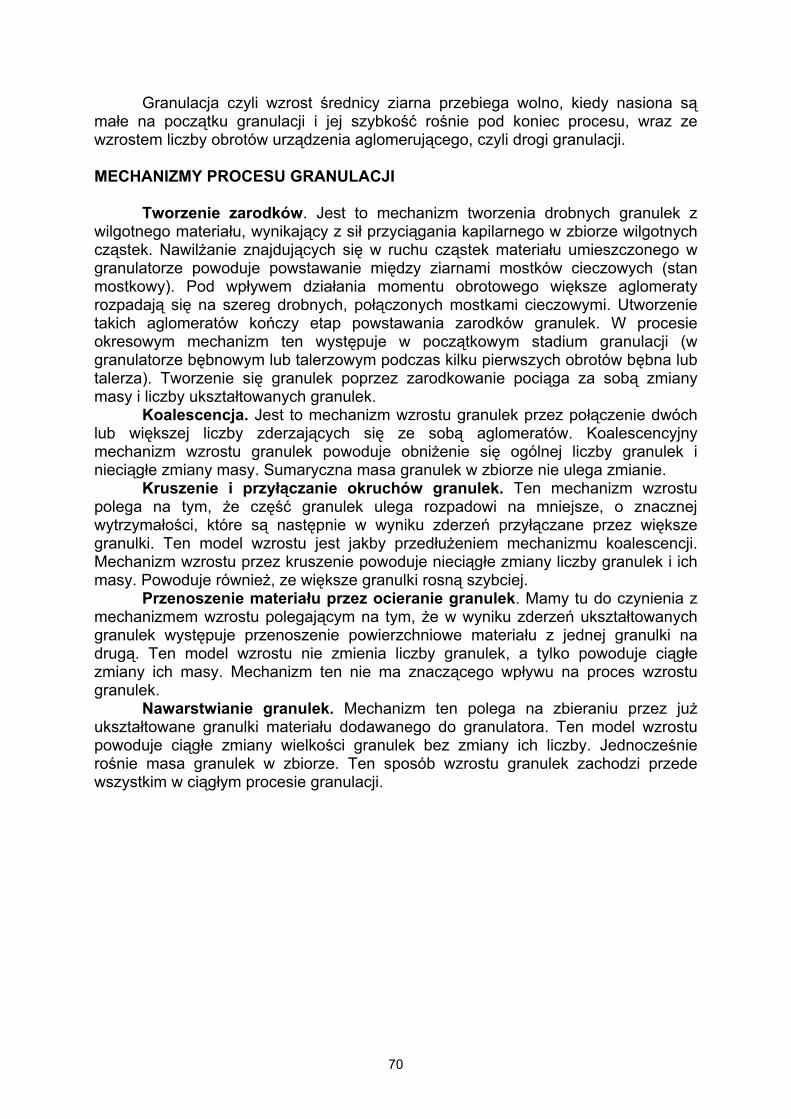
70
Granulacja czyli wzrost średnicy ziarna przebiega wolno, kiedy nasiona są małe na początku granulacji i jej szybkość rośnie pod koniec procesu, wraz ze wzrostem liczby obrotów urządzenia aglomerującego, czyli drogi granulacji.
MECHANIZMY PROCESU GRANULACJI
Tworzenie zarodków. Jest to mechanizm tworzenia drobnych granulek z wilgotnego materiału, wynikający z sił przyciągania kapilarnego w zbiorze wilgotnych cząstek. Nawilżanie znajdujących się w ruchu cząstek materiału umieszczonego w granulatorze powoduje powstawanie między ziarnami mostków cieczowych (stan mostkowy). Pod wpływem działania momentu obrotowego większe aglomeraty rozpadają się na szereg drobnych, połączonych mostkami cieczowymi. Utworzenie takich aglomeratów kończy etap powstawania zarodków granulek. W procesie okresowym mechanizm ten występuje w początkowym stadium granulacji (w granulatorze bębnowym lub talerzowym podczas kilku pierwszych obrotów bębna lub talerza). Tworzenie się granulek poprzez zarodkowanie pociąga za sobą zmiany masy i liczby ukształtowanych granulek.
Koalescencja. Jest to mechanizm wzrostu granulek przez połączenie dwóch lub większej liczby zderzających się ze sobą aglomeratów. Koalescencyjny mechanizm wzrostu granulek powoduje obniżenie się ogólnej liczby granulek i nieciągłe zmiany masy. Sumaryczna masa granulek w zbiorze nie ulega zmianie.
Kruszenie i przyłączanie okruchów granulek. Ten mechanizm wzrostu polega na tym, że część granulek ulega rozpadowi na mniejsze, o znacznej wytrzymałości, które są następnie w wyniku zderzeń przyłączane przez większe granulki. Ten model wzrostu jest jakby przedłużeniem mechanizmu koalescencji. Mechanizm wzrostu przez kruszenie powoduje nieciągłe zmiany liczby granulek i ich masy. Powoduje również, ze większe granulki rosną szybciej.
Przenoszenie materiału przez ocieranie granulek. Mamy tu do czynienia z mechanizmem wzrostu polegającym na tym, że w wyniku zderzeń ukształtowanych granulek występuje przenoszenie powierzchniowe materiału z jednej granulki na drugą. Ten model wzrostu nie zmienia liczby granulek, a tylko powoduje ciągłe zmiany ich masy. Mechanizm ten nie ma znaczącego wpływu na proces wzrostu granulek.
Nawarstwianie granulek. Mechanizm ten polega na zbieraniu przez już ukształtowane granulki materiału dodawanego do granulatora. Ten model wzrostu powoduje ciągłe zmiany wielkości granulek bez zmiany ich liczby. Jednocześnie rośnie masa granulek w zbiorze. Ten sposób wzrostu granulek zachodzi przede wszystkim w ciągłym procesie granulacji.
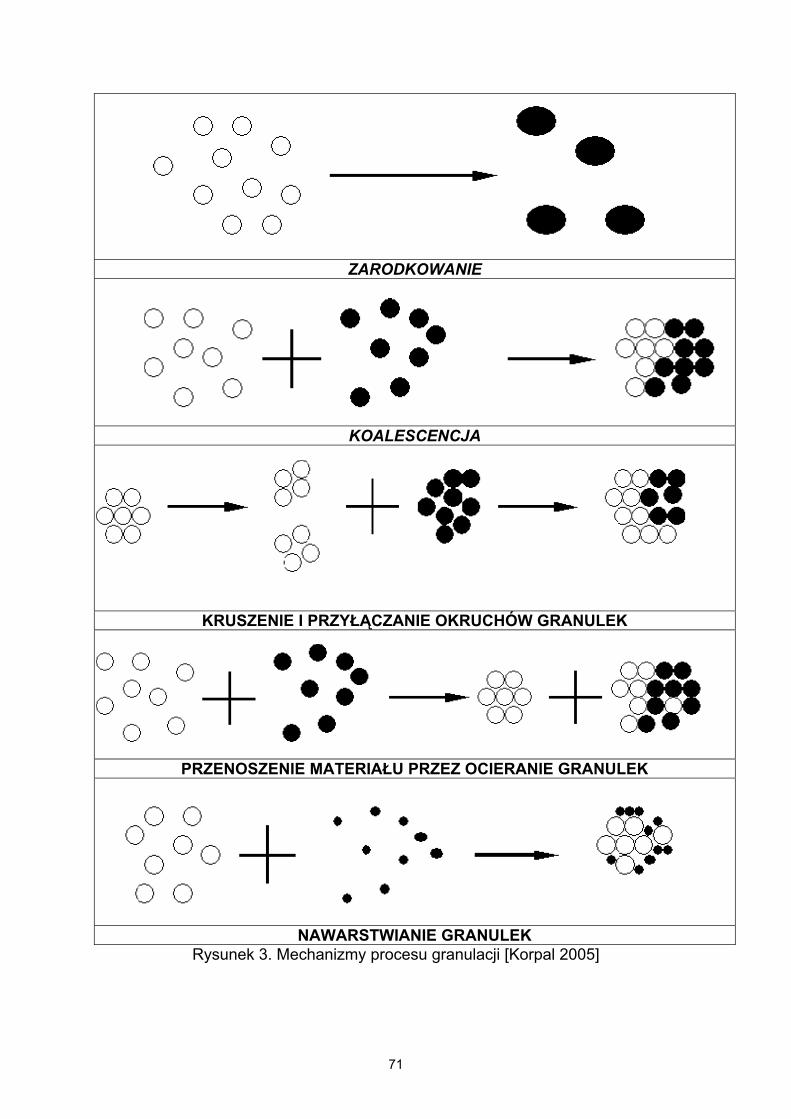
71
ZARODKOWANIE
KOALESCENCJA
KRUSZENIE I PRZYŁĄCZANIE OKRUCHÓW GRANULEK
PRZENOSZENIE MATERIAŁU PRZEZ OCIERANIE GRANULEK
NAWARSTWIANIE GRANULEK Rysunek 3. Mechanizmy procesu granulacji [Korpal 2005]
72
RODZAJE GRANULACJI
Warunki wzrostu granulek zależą głównie od zawartości wilgoci i czasu granulowania. W zależności od warunków granulacyjnych, można wydzielić trzy podstawowe typy granulacji aglomeracyjnej [Domaradzki 1978].
Granulacja kroplowa - polegająca na wkraplaniu cieczy lub dodawaniu mokrych nasion do mieszaniny suchego pyłu. Uzyskane tak granulki cechuje duża porowatość i kulisty kształt. Granulacja wzrostowa - polegająca na ruchu otaczającym nawilżonego materiału w urządzeniach bębnowych, talerzowych fluidalnych i drgających. Granulacja sferoidalna warstwowa – polegająca na wzroście średnicy nasiona przez nakładanie nowych warstw na powierzchni granulek. Do procesu dodaje się zarodki np. nasiona z granulacji kroplowej i naprzemiennie — pył i ciecz granulacyjną. Podawanie zawiesiny złożonej z pyłu w cieczy, wymaga zastosowania podsuszania, często w tym samym aparacie. Proces powtarza się wielokrotnie aż do uzyskania granulek o pożądanej średnicy.
OTOCZKOWANY SUROWIEC NA TLE INNYCH GRANULOWANYCH MATERIAŁÓW
Granulacja materiałów sproszkowanych i towarzyszące jej procesy (mieszanie, rozdrabnianie, klasyfikacja) zależą w znacznym stopniu od właściwości fizykomechanicznych i reologicznych tych materiałów [Kłassien i In. 1989].
Materiały ziarniste stanowią obszerną grupę materiałów pochodzenia naturalnego lub sztucznego o złożonych własnościach fizycznych. Wiąże się to z równoczesnym występowaniem składnika będącego ciałem stałym oraz płynu wypełniającego przestrzenie miedzy ziarnami. Do opisów jednostki ziarna wykorzystuje się parametry wymienione w tabeli nr 3 jako własności fizykochemiczne materiału.
Jako materiały surowcowe w procesie granulacji można stosować między innymi: warzywa (marchew, pietruszka, por, seler, cebula, burak ćwikłowy); produkty zbożowe, (śruta żytnia i pszenna, występujące osobno lub razem w mieszaninie z innymi komponentami jak: susze zielonek, mączki rybne, kostne, maczki motylkowe, produkty mineralne i farmaceutyczne); specjalistyczne pasze dla ryb; produkty spożywcze (cukier puder, mączka herbatnikowa, susze owocowe, syrop ziemniaczany; pył solny; pyliste odpady technologiczne (komunalne i przemysłowe); itp [Korpal 2005].
Cieczą granulacyjną jest najczęściej woda, najczęściej z rozpuszczonymi mikrododatkami (roztwór gumy arabskiej, roztwór żelatyny); roztwór kleju lub zawiesiny. PARAMETRY PROCESU
Planując badania potrzebne do realizacji celów pracy, a w szczególności ustalenie zakresów zmienności poszczególnych parametrów, zawsze należy posłużyć się koniecznością przeprowadzenia doświadczalnych badań wstępnych. W wielu pracach naukowych i badawczych stawiano hipotezy, które później próbowano udowodnić, że na proces granulowania bezciśnieniowego decydujący wpływ mają parametry wymienione w tabeli 1.
73
Tabela 1. Parametry w procesie granulacji talerzowej [Korpal 2005] Własności
fizykochemiczne materiału Parametry konstrukcyjno-
eksploatacyjne Proces granulowania
- skład granulometryczny - struktura materiału - czynniki kształtu - porowatość - cechy wytrzymałościowe - wilgotność - gęstość usypowa - kąt naturalnego usypu - higroskopijność - współczynnik tarcia zewnętrznego - współczynnik tarcia wewnętrznego
- średnica talerza granulacyjnego - wysokość obrzeża talerza - częstość obrotów talerza - kąt pochylenia talerza - miejsce dozowania surowców sypkich - miejsce dozowania cieczy granulacyjnej - sposób dozowania cieczy granulacyjnej - rodzaj napędu granulatora - ustawienie zgarniaków - rodzaj rozdrabniacza - rodzaj dozownika - rodzaj materiału talerza
- wydajność - rozkład granulometryczny - zapotrzebowanie mocy - stopień wypełnienia talerza - stopień pokrycia powierzchni talerza - stopień zagęszczenia granulek - samooczyszczanie powierzchnia talerza - wytrzymałość mechaniczna granulek - zawartość wilgoci w granulacie
TECHNOLOGIA POWLEKANIA NASION
Proces otaczania i powlekania jest bezciśnieniową metodą powiększania
średnicy ziarna i może obywać się w [Michalik i in. 2004b]: • bębnach granulacyjnych cylindrycznych lub stożkowych, • bębnach pionowych, • talerzach granulacyjnych, • granulatorach wibracyjnych, • na ruchomej taśmie granulacyjnej, • aparatach ze złożem fluidalnym. WYNIKI BADAŃ NAUKOWYCH
Podstawowym zastosowaniem otoczkowania jest produkcja nasion przystosowanych do punktowego wysiewu w polu roślin przemysłowych, np. buraka, roślin baldaszkowatych, cebulowych. Odbiorcami nasion otoczkowanych są przede wszystkim plantatorzy warzyw: buraka ćwikłowego, cukrowego, marchwi, pietruszki, cebuli, porów, rzodkiewki, sałaty, pomidorów papryki, kapusty i w mniejszym wymiarze: kopru, fenkula, ogórków, pasternaku, kapusty pekińskiej i ziół. Jest to odrębna dziedzina ogrodnictwa przemysłowego, wymagająca nasion szybko kiełkujących o wysokiej sile kiełkowania. Zabiegi zaprawiania lub wykorzystanie otoczkowanego materiału siewnego, mimo zwiększonych nakładów na ich zakup czy przygotowanie, niosą wiele korzyści producentom warzyw. Główną zaletą jest wyeliminowanie lub ograniczenie zabiegów z wykorzystaniem środków ochrony roślin w trakcie wzrostu roślin, co znacznie obniża koszty produkcji [http://www.techagra.com].
Przedstawione poniżej wyniki badań naukowych [Michalik i in. 2004c] przedstawiają przegląd korzyści wynikających z zastosowania nasion otoczkowanych.
74
Otoczkowane nasiona cebuli, marchwi, buraka ćwikłowego, zachowują przy przechowywaniu wysokie zdolności kiełkowania. W przypadku otoczkowania nasion marchwi nie stwierdzono negatywnego wpływu na jakość nasion, nawet po trzech latach składowania.
Otoczkowanie nasion buraka cukrowego zmniejsza zapotrzebowanie na pracę fizyczną i pozwala osiągnąć korzyści, jakie daje precyzyjne podanie fungicydów, insektycydów i mikroelementów np. manganu dla wyrównania ich niedoborów w glebie.
Nasiona otoczkowane sałaty wysianej w szklarni dają wschody opóźnione o jeden do dwu dni w stosunku do nasion surowych, jednak nie ma to wpływu na ich ogólną zdolność kiełkowania. Nasiona sałaty magazynowane w optymalnych warunkach przechowują się dobrze. W warunkach podwyższonej wilgotności i temperatury nasiona otoczkowane tracą szybciej zdolność kiełkowania, zależnie od odmiany sałaty. W przeciwieństwie do sałaty, otoczkowane nasiona marchwi i cebuli wypadają lepiej w długim przechowywaniu niż nasiona surowe.
Obniżenie zdolności kiełkowania nasion otoczkowanych, obserwowane przy dużych pojemnościach wodnych podłoża, jest spowodowane przez materiał otoki. W próbach polowych otrzymano wyniki takie same dla nasion otoczkowanych, jak i czystych.
Istnieje możliwość obniżenia kiełkowania nasion papryki, pietruszki, marchwi i buraka ćwikłowego przez materiał otoki, który ogranicza dostęp tlenu do nasion. Dodatek do otoki nadboranu nie poprawi kiełkowania.
Dodanie otoki mikroelementów (manganu, cynku i żelaza, pojedynczo i w mieszance) do nasion jęczmienia, poprawia jego kiełkowanie i wczesną fazę wzrostu roślin.
Włączenie do otoki tlenku manganu dla buraków, zapobiega wystąpieniu objawów niedoboru tego pierwiastka we wczesnych etapach wschodów polowych. Zabieg ten jest również oszczędną i efektywną metodą dostarczania manganu do siewek buraka cukrowego, zbyt małych dla dokonania oprysku. Zaleca się też dodawanie siarczanu magnezu do nasion buraka w ilości 4g/kg nasion w celu ochrony przed patogenami zgorzeli siewek.
Wprowadzenie do otok nawozów sztucznych może pokryć tylko wczesną fazę zapotrzebowania na nawozy. Dodanie ich do otok naniesionych na trawy i nasiona roślin strączkowych w ilości do 5% nawozów sztucznych daje w polu dobre kiełkowanie niektórych gatunków. Pokrycie nasion rzepaku otoczką z trudno rozpuszczalnego w wodzie polimeru pozwala na wysiew jesienny. W czasie zimy otoka pęka i gdy narastają sprzyjające warunki wiosną, nasiona kiełkują zapewniając wschody wcześniejsze niż przy siewie wiosennym.
Coraz powszechniejsze dodawanie pestycydów do otoczek zmniejsza zanieczyszczenie środowiska naturalnego spowodowane opryskami na dużą skalę. Techniki otoczkowania wprowadzające w skład nasiona pestycydy o działaniu ogólnoustrojowym do otok ryżu, pszenicy i jęczmienia, pozwalają uzyskać jak najdłuższą ochronę upraw.
Dodawanie do nasiona środków odstraszających ptaki, powoduje zwiększoną ich śmiertelności.
Wapń jest dobrym materiałem pokryciowym dla wysiewu koniczyny zaszczepionej na kwaśnych łąkach.
Pokrycie nasion krochmalem zwiększa sypkość nasion bawełny i pozwala na łatwiejszy wysiew siewnikiem. Naniesienie na powierzchnię zewnętrzna otoki talku lub skrobi zwiększa sypkość granulatu.
75
Pył drzewny z drzew liściastych, dolomitu i kaolinu dodany z 10% roztworem dekstryny żółtej jako mieszanina otoczkująca do nasion rzodkiewki odmiana Lucynka powiększa granule, czyniąc je puste w środku. Dobre wyniki zdolności kiełkowania dla 3,4 i 6 dnia otrzymywane są przy zawartości pyłu drzewnego 0-20% i 70-90% w mieszaninie otoczkującej [Domaradzki 2004].
WNIOSKI
Otoczkowanie nasion jest zabiegiem uszlachetniającym materiał siewny, polegający na pokryciu nasion warstwą substancji otoczkującej. Głównym czynnikiem, który wpłynął na rozpowszechnianie otoczkowania w rolnictwem jest precyzyjny punktowy wysiew, głównie w przypadku roślin drobnonasiennych [http://www.coltnasiona.pl/]. W procesie otoczkowania nasiona są czyszczone, sortowane, ważone, myte, a następnie pokrywane otoczką składającą się z odpowiedniej warstwy powierzchniowej. Nasiona otoczkowane mają zmieniony kształt, masę oraz rozmiar.
O skuteczności połączenia cząstek decydują siły powstające na styku kontaktu ciała stałego i cieczy nawilżającej. Przy nieodpowiednim dobrze składu i wynikających z niego właściwości podatności na granulację może okazać się, że proces ten może uniemożliwiać tworzenie granulek i ich wzrost. Należy w taki przypadku rozważyć wprowadzenie do składu surowcowego dodatkowych substancji, poprawiającej zwilżalność i higroskopijność mieszaniny.
Skład chemiczny cieczy nawilżającej i jej właściwości powinny być tak dobrane, by oprócz odpowiedniej wytrzymałości otoczka pozwalała na optymalny transport wody do nasiona w zróżnicowanych warunkach glebowych. Można to osiągnąć po przez zastosowanie odpowiedniego materiału takiego dodanego do otoczkowania jak: pył drzewny, torf, kaolin, szpat, dekstryny, modyfikaty celulozy, guma arabska, alkohol poliwinylowy, octan poliwnylu [Korpal 2005].
Bardzo ważnym czynnikiem warunkującym tworzenie się i wzrost granulek jest ruch materiału w talerzu. W granulatorze talerzowym charakter tego ruchu zależy od prędkości obrotowej talerza i jego pochylenia względem poziomu. Częstość obrotów talerza decyduje w dużym stopniu o właściwym dla tego procesu przesypowym ruchu materiału. Warunki przesypu powinny zapewniać nie tylko toczenie się cząstek po powierzchni talerza, ale także zapobiegały niszczeniu już powstałych granulek o żądanym rozmiarze.
Na skład granulometryczny produktu wywiera również miejsce dozowania do talerza sypkich składników i cieczy granulometrycznej. Badania granulowania w skali laboratoryjnej jak i przemysłowej wykazały, że miejsce dozowania surowców stałych i ciekłych jest ważne, gdyż cały materiał sypki powinien być wyłapywany przez otoczkowane nasiona [Korpal 2005].
W wyniku procesu otoczkowania nasion otrzymuje się wilgotny produkt, który podaje się procesowi suszenia. W czasie tego procesu wzrasta wytrzymałość mechaniczna granulek przez tworzenie się mostków krystalicznych. Procesy granulacji prowadzi się w celu: • otrzymania jednorodnych, nierozdzielających się mieszanin ciał stałych, • wytworzenia produktu bez wartości pyłu (istotne w przypadku pasz i materiałów
uciążliwych dla ludzi i środowiska), • podwyższenie jakości (wartości handlowej) produktu przez uzyskanie
odpowiedniego uziarnienia i kształtu ziaren,
76
• wytworzenia nasion o wielkości umożliwiającej ich punktowy wysiew, zaopatrzone w niezbędne składniki odżywcze i ochronne (otoczkowanie, powlekanie),
• polepszania warunków składowania produktów luzem, ich przesyłania i dozowania,
• podwyższenia ciężaru objętościowego np. dla lepszego wykorzystania pojemności opakowań,
• wytworzenie określonego stanu powierzchni cząstek np. dla zmniejszenia skłonności do zbrylania, zmiany szybkości rozpuszczalnika,
• modyfikacji składu, struktury wewnętrznej i powierzchni ziarnowej np. dla zmniejszenia higroskopijności materiałów, zmiany ich reaktywności itp.
BIBLIOGRAFIA 1. Domaradzki M.: Praca doktorska, Kinetyka granulacji pyłów w granulatorze
talerzowym, Akademia Techniczno Rolnicza, Bydgoszcz 1978 2. Domaradzki M., Korpal W.: Dobór składu mieszaniny pyłów do otoczkowania
nasion rzodkiewki roztworem dekstryny. Acta Agrophysica. Nr 4(3). 2004. s.625-636
3. Domoradzki M., Korpal W., Weiner W.: Technologia przygotowania torfu do otoczkowania nasion. Inżynieria Rolnicza. Nr 5 (93). 2007. s. 107-114
4. Kaźmierczak R.: Rozprawa doktorska, Nakłady energetyczne w procesie granulacji talerzowej, Politechnika Łódzka, Łódź 2005.
5. Korpal W.: Rozprawy naukowe Akademii Rolniczej w Lublinie, Granulowanie materiałów rolno spożywczych metodą bezciśnieniową, Wydawnictwo Akademii Rolniczej w Lublinie, Lublin 2005.
6. Kłassien P.W., Griszajew I.G., (tłumaczenie z rosyjskiego dr inż. Bogusław Kochański, dr inż. Edward Rzyski) Podstawy techniki granulacji, Wydawnictwa Naukowo-Techniczne, Warszawa 1989.
7. Michalik B., Weiner W.: Wybrane zagadnienia z nasiennictwa roślin ogrodniczych, artykuł: Technologia otoczkowania i powlekania nasion. Domoradzki M., Korpal W., Wydawnictwo: Drukrol, Kraków, 2004. s. 111-117
8. Michalik B., Weiner W.: Wybrane zagadnienia z nasiennictwa roślin ogrodniczych, artykuł: Zastosowanie granulacji aglomeracyjnej do otoczkowania nasion. Domoradzki M., Korpal W., Wydawnictwo: Drukrol, Kraków, 2004. s.171-175
9. Michalik B., Weiner W.:. Wybrane zagadnienia z nasiennictwa roślin ogrodniczych, artykuł: Zastosowanie i charakterystyka nasion otoczkowanych. Domoradzki M., Holcman J., Wydawnictwo: Drukrol, Kraków, 2004 s.176-180
10. Surowiński Jan i inni: Sposób otoczkowania nasion do wysiewu punktowego, Opis Patentowy Patentu Tymczasowego RP nr 89540, 1976.
11. Wolski Tadeusz i inni: Środek do otoczkowania nasion zwłaszcza buraka cukrowego. Opis Patentowy RP nr 141 958, 1988.
12. http://www.agroswiat.pl 13. http://www.coltnasiona.pl/ 14. http://www.farmer.pl 15. http://www.germains.pl 16. http://www.syngenta-seeds.pl 17. http://www.techagra.com
77
Rozdział 7
EKONOMICZNO – TECHNICZNE ASPEKTY POZYSKANIA ENERGII Z BIOMASY
POCHODZĄCEJ Z UPRAWY MISKANTUSA OLBRZYMIEGO PRZETWARZANEJ
W POSTACI BRYKIETÓW
Waldemar IZDEBSKI, Jacek SKUDLARSKI WSTĘP Przepisy Unii Europejskiej przyjęte również przez polskie władze nakazują wzrost udziału energii pochodzącej z biomasy co powoduje konieczność poszukiwania efektywnych nośników energii. Najbardziej popularnym źródłem biomasy jest słoma zbożowa. Tym bardziej, że jak wykazują badania w Polsce istnieje nadwyżka słomy, którą można wykorzystać na cele energetyczne [Gradziuk 2003]. Zaletą zbóż jako źródła biomasy jest fakt, że producenci dysponują wystarczającym doświadczeniem w zakresie uprawy zbóż a ponadto produkcja na cele energetyczne nie wymaga dodatkowych w uprawie maszyn rolniczych. Wadą zbóż jako źródła biomasy są stosunkowo niskie plony słomy w odniesieniu do plonu biomasy z roślin energetycznych. Alternatywnym źródłem biomasy może być miskant olbrzymi (Miscanthus x giganteus) będący mieszańcem międzygatunkowym Miskanta chińskiego (Miscanthus sinensis) i Miskanta cukrowego (Miscanthus sacchariflorus) [Podleśny 2005]. Uprawa tej rośliny daje możliwości uzyskania wyższego plonu biomasy niż w przypadku zbóż. Plon biomasy z miskanta w zależności od warunków siedliskowych może osiągać poziom 10-30 [t s.m.⋅ha-1]. Ponadto zaletą jest fakt, że słoma z miskanta w odniesieniu do słomy zbożowej jest odporniejsza na skutki opadów deszczu lub śniegu stąd jest lepsza w przechowywaniu [Wywiad1].
Perspektywa uprawy tej rośliny uzależniona jest w dużej mierze od aspektów ekonomicznych. Obejmują one relację ceny sprzedaży biomasy do ponoszonych kosztów. Wcześniejsze analizy odnoszące się do lat 2007- 2009 wykazały, że produkcja biomasy z miskanta olbrzymiego na cele energetyki zawodowej na tle innych roślin może była opłacalna ale tylko w przypadku bezpośredniej sprzedaży elektrowniom lub elektrociepłowniom po cenach przez nie oferowanych. Jednakże w
78
tym przypadku konkurencyjną do miskantusa była uprawa kukurydzy na ziarno oraz buraków cukrowych [Matyka 2008, Osiak i in. 2009].
Innym sposobem umożliwiającym poszerzenie rynku zbytu na biomasę w tym również biomasę z miskanta oraz zwiększenia szans na uzyskanie wyższej opłacalności produkcji jest przetwarzanie biomasy na brykiety. Tym bardziej, że brykiety jako źródło energii mogą być wykorzystywane nie tylko w energetyce zawodowej ale dzięki bogatej ofercie kotłów grzewczych również na cele gospodarstwach domowych. Oczywiście w przypadku przetwarzania biomasy warunkiem jej opłacalności jest koszt pozyskania energii zawartej w brykietach od ceny energii zawartej w konwencjonalnych nośnikach np. węglu kamiennym.
Analizy dotyczące opłacalności brykietowania słomy zbożowej wykazały że jest ona zmienna i zależy w dużej mierze od ekonomicznych warunków otoczenia gospodarstwa [Skudlarski, Izdebski 2010]. We wspomnianych analizach koszt pozyskania energii z brykietu ze słomy wynosił zależnie od warunków od 18 do 32 zł⋅GJ-1, co w niektórych sytuacjach przekraczało wartość energetyczną węgla kamiennego (26 zł⋅tGJ-1) [Skudlarski, Izdebski 2010]. Brak w dostępnej literaturze publikacji dotyczących kosztów przetwarzania biomasy z miskanta nie pozwala na ocenę konkurencyjności tej uprawy tej rośliny w stosunku do roślin zbożowych.
Znajomość opłacalności produkcji biomasy z miskanta olbrzymiego oraz kosztów przetwarzania jej na brykiety ma szczególne znaczenie dla perspektyw uprawy tej rośliny przeznaczeniem na cele energetyczne.
TECHNOLOGICZNE ASPEKTY PRODUKCJI I PRZETWARZANIA BIOMASY Z MISKANTUSA OLBRZYMIEGO
Przygotowanie gleby pod uprawę miskanta olbrzymiego oraz ochrona chemiczna lub mechaniczna nie wymagają specjalistycznych maszyn. Stąd w uprawie tej rośliny można zastosować maszyny i narzędzia stosowane w uprawie zbóż oraz traw [Podleśny 2005, wywiad1]. W związku z wegetatywnym sposobem rozmnażania miskanta olbrzymiego zakładanie plantacji tej rośliny dokonywane jest poprzez sadzenie. W tym celu mogą być wykorzystane sadzarki do rozsady [wywiad1]. W przypadku braku ekonomicznego uzasadnienia zakupu sadzarki do rozsady na potrzeby własne możliwe jest korzystanie z usług firm zajmujących się sprzedażą sadzonek oraz ich sadzeniem [Internet1].
Zbiór miskantusa może odbywać się na dwa sposoby z wykorzystaniem maszyn stosowanych w zbiorze traw i kukurydzy. Pierwszy sposób przypomina zbiór traw na siano. Jest to koszenie kosiarką do trawy wyposażoną w kondycjoner a następnie zbiór prasą. Kolejnym etapem zbioru jest załadunek, rozładunek oraz zwózka sprasowanych bel miskantusa, które to czynności dokonuje się sprzętem do słomy zbóż i rzepaku. Podobieństwo technologii zbioru miskantusa i słomy zbóż rozciąga się także na sposób magazynowania. miskantus bardzo dobrze przechowuje się w stogach i podobnie jak rzepak w trakcie magazynowania zmniejsza swoją wilgotność [Podleśny 2005, wywiad1].
Drugi sposób przypomina zbiór kukurydzy. Jest to koszenie sieczkarnią i transport rozdrobnionej masy do magazynu. Problemem przy wykorzystaniu maszyn do zbioru jest ich większe obciążenie oraz przyśpieszone stępianie się elementów tnących maszyn, a co za tym idzie częstsze naprawy i konieczność wymiany ich podzespołów [wywiad1].
Przykładowe karty technologiczne uprawy miskanta dla gospodarstw wielkoobszarowych przedstawiono w tabelach 1-3.
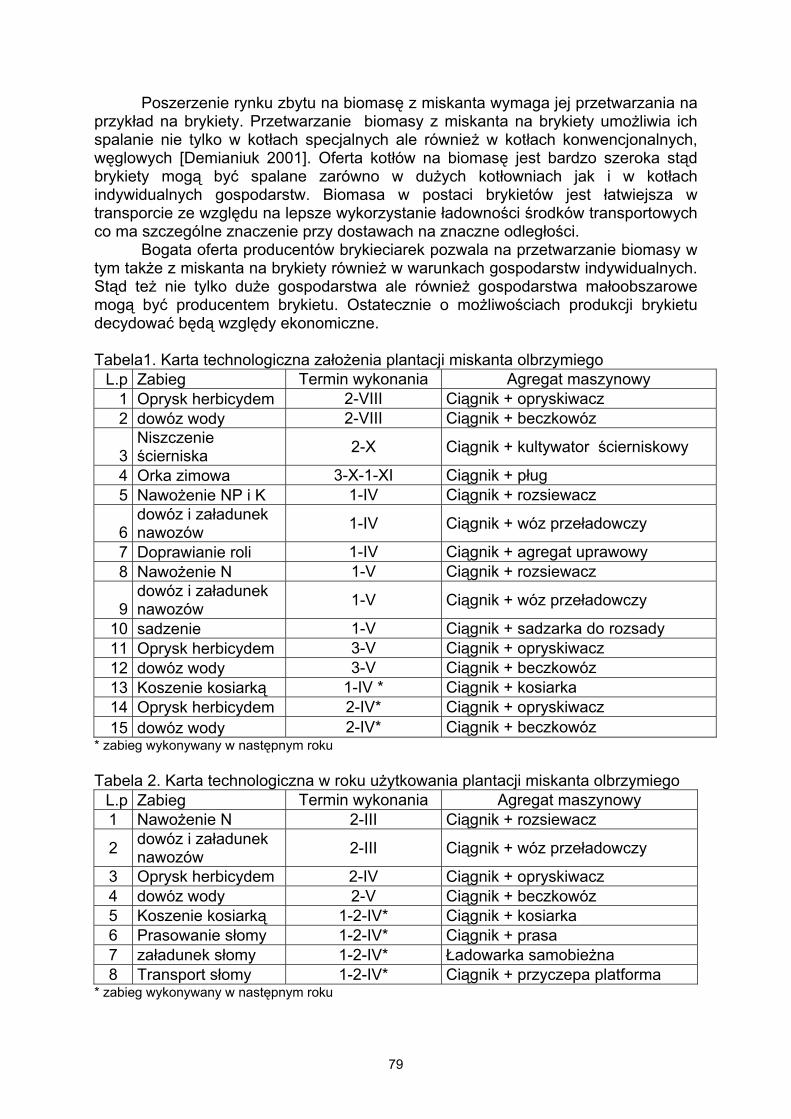
79
Poszerzenie rynku zbytu na biomasę z miskanta wymaga jej przetwarzania na przykład na brykiety. Przetwarzanie biomasy z miskanta na brykiety umożliwia ich spalanie nie tylko w kotłach specjalnych ale również w kotłach konwencjonalnych, węglowych [Demianiuk 2001]. Oferta kotłów na biomasę jest bardzo szeroka stąd brykiety mogą być spalane zarówno w dużych kotłowniach jak i w kotłach indywidualnych gospodarstw. Biomasa w postaci brykietów jest łatwiejsza w transporcie ze względu na lepsze wykorzystanie ładowności środków transportowych co ma szczególne znaczenie przy dostawach na znaczne odległości.
Bogata oferta producentów brykieciarek pozwala na przetwarzanie biomasy w tym także z miskanta na brykiety również w warunkach gospodarstw indywidualnych. Stąd też nie tylko duże gospodarstwa ale również gospodarstwa małoobszarowe mogą być producentem brykietu. Ostatecznie o możliwościach produkcji brykietu decydować będą względy ekonomiczne.
Tabela1. Karta technologiczna założenia plantacji miskanta olbrzymiego
L.p Zabieg Termin wykonania Agregat maszynowy 1 Oprysk herbicydem 2-VIII Ciągnik + opryskiwacz 2 dowóz wody 2-VIII Ciągnik + beczkowóz
3 Niszczenie ścierniska 2-X Ciągnik + kultywator ścierniskowy
4 Orka zimowa 3-X-1-XI Ciągnik + pług 5 Nawożenie NP i K 1-IV Ciągnik + rozsiewacz
6 dowóz i załadunek nawozów 1-IV Ciągnik + wóz przeładowczy
7 Doprawianie roli 1-IV Ciągnik + agregat uprawowy 8 Nawożenie N 1-V Ciągnik + rozsiewacz
9 dowóz i załadunek nawozów 1-V Ciągnik + wóz przeładowczy
10 sadzenie 1-V Ciągnik + sadzarka do rozsady 11 Oprysk herbicydem 3-V Ciągnik + opryskiwacz 12 dowóz wody 3-V Ciągnik + beczkowóz 13 Koszenie kosiarką 1-IV * Ciągnik + kosiarka 14 Oprysk herbicydem 2-IV* Ciągnik + opryskiwacz 15 dowóz wody 2-IV* Ciągnik + beczkowóz
* zabieg wykonywany w następnym roku
Tabela 2. Karta technologiczna w roku użytkowania plantacji miskanta olbrzymiego L.p Zabieg Termin wykonania Agregat maszynowy 1 Nawożenie N 2-III Ciągnik + rozsiewacz
2 dowóz i załadunek nawozów 2-III Ciągnik + wóz przeładowczy
3 Oprysk herbicydem 2-IV Ciągnik + opryskiwacz 4 dowóz wody 2-V Ciągnik + beczkowóz 5 Koszenie kosiarką 1-2-IV* Ciągnik + kosiarka 6 Prasowanie słomy 1-2-IV* Ciągnik + prasa 7 załadunek słomy 1-2-IV* Ładowarka samobieżna 8 Transport słomy 1-2-IV* Ciągnik + przyczepa platforma
* zabieg wykonywany w następnym roku
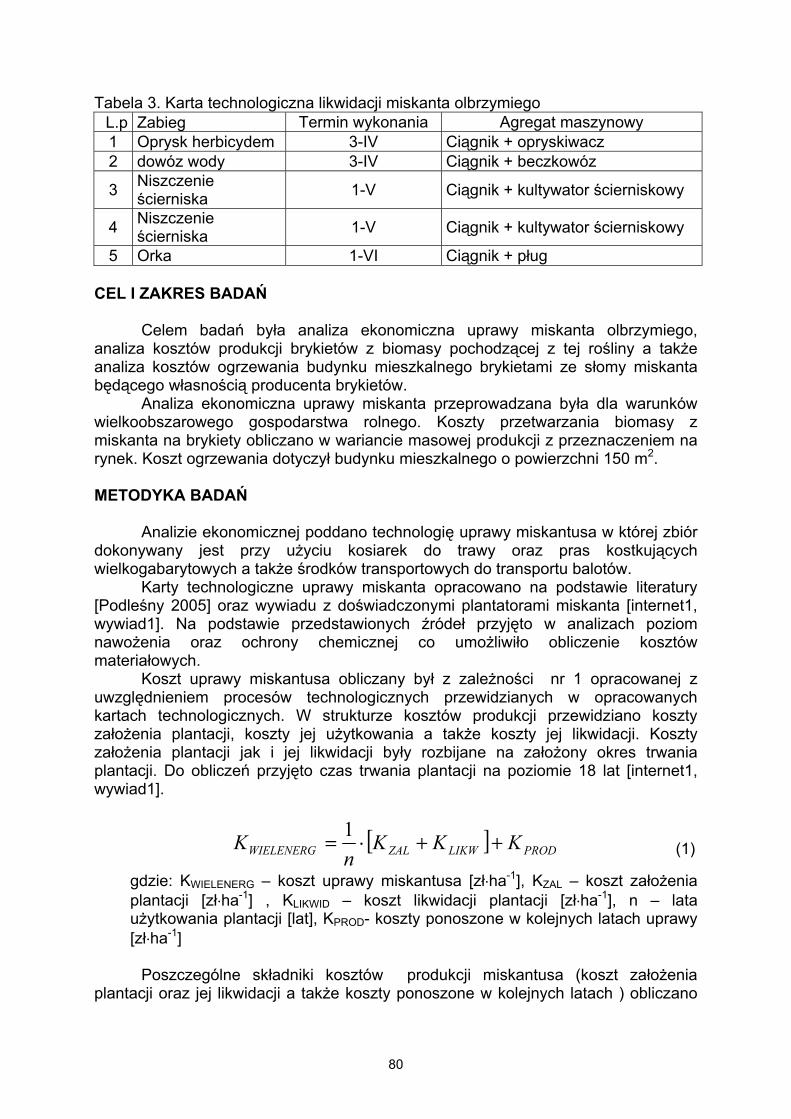
80
Tabela 3. Karta technologiczna likwidacji miskanta olbrzymiego L.p Zabieg Termin wykonania Agregat maszynowy 1 Oprysk herbicydem 3-IV Ciągnik + opryskiwacz 2 dowóz wody 3-IV Ciągnik + beczkowóz
3 Niszczenie ścierniska 1-V Ciągnik + kultywator ścierniskowy
4 Niszczenie ścierniska 1-V Ciągnik + kultywator ścierniskowy
5 Orka 1-VI Ciągnik + pług CEL I ZAKRES BADAŃ
Celem badań była analiza ekonomiczna uprawy miskanta olbrzymiego, analiza kosztów produkcji brykietów z biomasy pochodzącej z tej rośliny a także analiza kosztów ogrzewania budynku mieszkalnego brykietami ze słomy miskanta będącego własnością producenta brykietów.
Analiza ekonomiczna uprawy miskanta przeprowadzana była dla warunków wielkoobszarowego gospodarstwa rolnego. Koszty przetwarzania biomasy z miskanta na brykiety obliczano w wariancie masowej produkcji z przeznaczeniem na rynek. Koszt ogrzewania dotyczył budynku mieszkalnego o powierzchni 150 m2.
METODYKA BADAŃ
Analizie ekonomicznej poddano technologię uprawy miskantusa w której zbiór dokonywany jest przy użyciu kosiarek do trawy oraz pras kostkujących wielkogabarytowych a także środków transportowych do transportu balotów.
Karty technologiczne uprawy miskanta opracowano na podstawie literatury [Podleśny 2005] oraz wywiadu z doświadczonymi plantatorami miskanta [internet1, wywiad1]. Na podstawie przedstawionych źródeł przyjęto w analizach poziom nawożenia oraz ochrony chemicznej co umożliwiło obliczenie kosztów materiałowych.
Koszt uprawy miskantusa obliczany był z zależności nr 1 opracowanej z uwzględnieniem procesów technologicznych przewidzianych w opracowanych kartach technologicznych. W strukturze kosztów produkcji przewidziano koszty założenia plantacji, koszty jej użytkowania a także koszty jej likwidacji. Koszty założenia plantacji jak i jej likwidacji były rozbijane na założony okres trwania plantacji. Do obliczeń przyjęto czas trwania plantacji na poziomie 18 lat [internet1, wywiad1].
[ ] PRODLIKWZALWIELENERG KKKn
K ++⋅= 1 (1)
gdzie: KWIELENERG – koszt uprawy miskantusa [zł⋅ha-1], KZAL – koszt założenia plantacji [zł⋅ha-1] , KLIKWID – koszt likwidacji plantacji [zł⋅ha-1], n – lata użytkowania plantacji [lat], KPROD- koszty ponoszone w kolejnych latach uprawy [zł⋅ha-1]
Poszczególne składniki kosztów produkcji miskantusa (koszt założenia
plantacji oraz jej likwidacji a także koszty ponoszone w kolejnych latach ) obliczano

81
na podstawie zależności opracowanych zgodnie z literaturą [Kalkulacje kosztów... 1998, Klepacki, Gołębiewska 2003]:
BZP
n
iReiNASSORNAWZAL DKKKKKK −⎟⎠
⎞⎜⎝
⎛ ++++⋅= ∑=1
1,1 (2)
BZP
n
iReiSORNAWPROD DKKKKK −⎟⎠
⎞⎜⎝
⎛ +++⋅= ∑=1
1,1 (3)
BZP
n
iReiSORLIKW DKKKK −⎟⎠
⎞⎜⎝
⎛ ++⋅= ∑=1
1,1 (4)
gdzie: KNAW- koszt nawożenia [zł⋅ha-1], KSOR- koszt zużytych środków ochrony roślin [zł⋅ha-1], KNAS- koszt zasadzenia plantacji: koszt sadzonek oraz usługi sadzenia [zł⋅ha-1], KR - koszt robocizny [zł⋅ha-1], Kei - koszt eksploatacji agregatu wykonującego określony zabieg lub usługi (dotyczy założenia plantacji) [zł⋅ha-1], DBZP – dopłaty bezpośrednie do produkcji [zł⋅ha-1], n - liczba zabiegów w uprawie miskantusa.
Koszt zasadzenia plantacji obliczano jako sumę kosztu zużytych sadzonek
oraz kosztu usługi sadzenia przez wyspecjalizowaną firmę. Koszt zużytych sadzonek przyjęto na poziomie 12000 zł⋅ha-1 zgodnie z informacjami podanymi przez plantatorów [wywiad1]. Koszt usługi przyjęto wg cennika kosztów firm usługowych na poziomie 1000 zł/ha [internet1]. Ceny środków do produkcji (m.in. nawozy, pestycydy) przyjmowano wg danych IERiGŻ [Rynek rolny..2009] oraz od sprzedawców środków do produkcji rolnej.
Koszty eksploatacji stanowiące składową kosztów produkcji obliczono z zależności 5 opartej na metodyce IBMER z uwzględnieniem wskaźników prezentowanych w literaturze [Lorencowicz 2008].
( )
pph
mnRmUB
h
Rme CZ
TCk
WCKTWC
Ki
i
ii
iii
i
ii
i⋅⋅+
⋅+⎟
⎟⎠
⎞⎜⎜⎝
⎛⋅++
⋅= 2,1
10002,0 (5)
gdzie: Kei- koszt eksploatacji i-tej maszyny(ciągnika) [zł⋅h-1], WRi- wykorzystanie roczne i-tej maszyny [h⋅rok-1], Cmi- cena i-tej maszyny (ciągnika) [zł], Kubi- koszt ubezpieczenia i-tej maszyny (ciągnika) [zł⋅rok-1], kni- współczynnik kosztów napraw (procentowa wartość ceny nowego ciągnika) [%], Thi- normatywne wykorzystanie ciągnika (maszyny) w okresie trwania [h], Zpi- godzinowe zużycie paliwa i-tego ciągnika (maszyny samobieżnej) [l⋅h-1], Cpi- cena paliwa [zł⋅l-1]
W niniejszych analizach założono, że uprawa miskanta olbrzymiego odbywa się w warunkach gospodarstwa wielkoobszarowego w którym ciągniki i maszyny rolnicze są bardzo intensywnie wykorzystane. Stąd przyjęto w obliczeniach kosztów eksploatacji ciągników i maszyn okres amortyzacji 6 lat. W takich warunkach wykorzystanie roczne na przykład ciągnika wynosi ok. 1600 godzin.
Obliczone koszty odnoszono do 1 t s.m. oraz do 1 GJ energii zawartej w plonie. Plon s.m. przyjęto na poziomie 20 t⋅ha-1 zgodnie z wartością odnotowaną przez plantatorów. [internet1, wywiad1]. Wartość opałową miskanta olbrzymiego przyjęto na podstawie literatury na poziomie 15 GJ⋅t-1 [Majtkowski , Internet3].
82
Koszt brykietowania obliczano na przykładzie zestawu do brykietowania firmy X (firma udostępniła cenę oraz dane eksploatacyjne brykieciarki zastrzegając swoją nazwę do wiadomości autorów) uwzględniając parametry techniczno - eksploatacyjne oraz koszty napraw podane przez producenta.
ECPRReeeeWEBB
BAbryk KKnCZK
WCkK +⋅+⋅++⎟⎟
⎠
⎞⎜⎜⎝
⎛ ⋅⋅= 11,1 (6)
gdzie: Kbryk – koszt brykietowania [zł⋅h-1], kA – stawka amortyzacji brykieciarki (14%-dane producenta), CB – cena zestawu do brykietowania [zł], WB – wykorzystanie roczne zestawu do brykietowania [h⋅rok-1], KWEB- koszt wymiany zużytych elementów roboczych [zł⋅rok-1], Zee – zużycie energii elektrycznej przez urządzenia wchodzące w skład zestawu do brykietowania [kWh], Cee - cena energii elektrycznej [zł⋅kWh-1], Nr – liczba pracowników pracujących przy obsłudze zestawu do brykietowania [-], KR1 – stawka za godzinę pracy personelu [zł⋅h-1], KECP- koszt pracy ciągnika pomocniczego [zł⋅h-1].
Wydajność brykieciarki przyjęto na poziomie 800 kg⋅h-1. Wartość tę oparto na podstawie opinii przedstawiciela handlowego producenta .
W technologii brykietowania uwzględniono pracę ciągnika podającego baloty do rozdrabniacza. Koszt eksploatacji ciągnika obliczono zgodnie z metodyką IBMER [Lorencowicz 2008]. Wykorzystanie roczne takiego ciągnika odpowiadało wykorzystaniu rocznemu brykieciarki.
Koszt pracy ludzi (2 osoby obsługujące brykieciarkę oraz 1 ciągnik) przyjęto na poziomie 60 zł⋅h-1 ( 20 zł⋅h-1 dla każdego pracownika).
Obliczenia kosztów brykietowania dokonano dla czterech wariantów wielkości produkcji brykietów. W wariancie I założono, że maszyna brykietuje 1000 ton słomy rocznie, w wariancie II: 2000 ton, w wariancie III: 3000 ton oraz w wariancie IV: 4000 ton.
Obliczone koszty powiększono o 10% na dodatkowe koszty (koszty pośrednie) związane z procesem brykietowania m.in. oświetlenie wnętrza budynku, wentylacja, ogrzewanie, koszty socjalne pracowników.
Obliczone koszty odnoszono do 1 tony zbrykietowanej słomy miskanta oraz 1 GJ energii. W dalszej kolejności odnoszono je do kosztu pozyskania energii z węgla kamiennego, która przy cenie 700 zł⋅ha-1 (stan z II 2010- dane IERiGŻ) wynosi 26 zł⋅GJ-1.
W celu pełniejszego przedstawienia efektów ekonomicznych brykietowania miskanta obliczono koszt ogrzewania budynku mieszkalnego. Założono że jest to budynek właściciela linii do brykietowania, stąd nie uwzględniano potencjalnych kosztów związanych z logistyką dostaw do klienta oraz marży producenta, które to wielkości na tym etapie rozważań są trudne do oszacowania.
Zapotrzebowanie na energię cieplną budynku mieszkalnego oszacowano na podstawie jednostkowego zapotrzebowania, które w polskich warunkach dla budynków spełniających normy izolacyjne wynosi 100 kWh⋅m-2 powierzchni na cały sezon grzewczy [Internet2]. Stąd przyjmując powierzchnię budynku 150 m2 oszacowano, że zapotrzebowanie na energię cieplną takiego budynku wynosi w roku przeciętnie 15 000 kWh. Dla określenia kosztów nośników energii ich wartość opałowa wyrażona w MJ⋅kg-1 zamieniana była na kWh przy uwzględnieniu, że 1 kWh to 3600 kJ [Internet2]. W związku z tym w analizach operowano kosztem
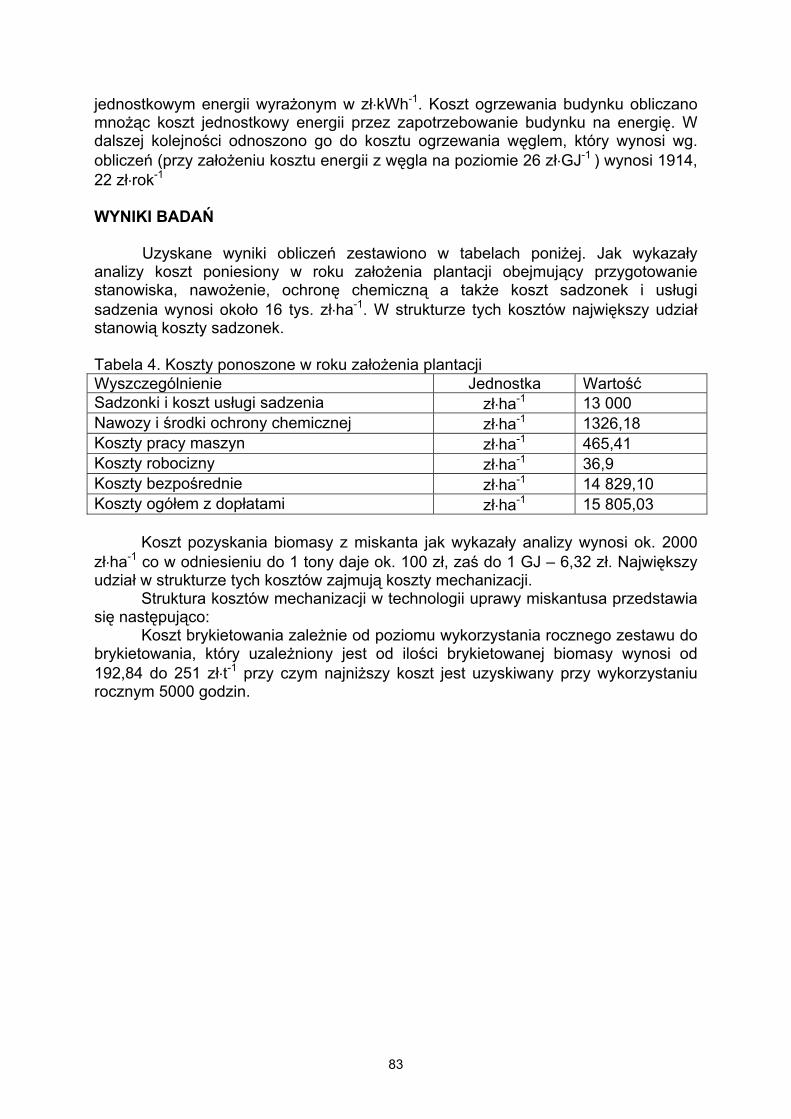
83
jednostkowym energii wyrażonym w zł⋅kWh-1. Koszt ogrzewania budynku obliczano mnożąc koszt jednostkowy energii przez zapotrzebowanie budynku na energię. W dalszej kolejności odnoszono go do kosztu ogrzewania węglem, który wynosi wg. obliczeń (przy założeniu kosztu energii z węgla na poziomie 26 zł⋅GJ-1 ) wynosi 1914, 22 zł⋅rok-1
WYNIKI BADAŃ
Uzyskane wyniki obliczeń zestawiono w tabelach poniżej. Jak wykazały
analizy koszt poniesiony w roku założenia plantacji obejmujący przygotowanie stanowiska, nawożenie, ochronę chemiczną a także koszt sadzonek i usługi sadzenia wynosi około 16 tys. zł⋅ha-1. W strukturze tych kosztów największy udział stanowią koszty sadzonek.
Tabela 4. Koszty ponoszone w roku założenia plantacji Wyszczególnienie Jednostka Wartość Sadzonki i koszt usługi sadzenia zł⋅ha-1 13 000 Nawozy i środki ochrony chemicznej zł⋅ha-1 1326,18 Koszty pracy maszyn zł⋅ha-1 465,41 Koszty robocizny zł⋅ha-1 36,9 Koszty bezpośrednie zł⋅ha-1 14 829,10 Koszty ogółem z dopłatami zł⋅ha-1 15 805,03
Koszt pozyskania biomasy z miskanta jak wykazały analizy wynosi ok. 2000 zł⋅ha-1 co w odniesieniu do 1 tony daje ok. 100 zł, zaś do 1 GJ – 6,32 zł. Największy udział w strukturze tych kosztów zajmują koszty mechanizacji.
Struktura kosztów mechanizacji w technologii uprawy miskantusa przedstawia się następująco:
Koszt brykietowania zależnie od poziomu wykorzystania rocznego zestawu do brykietowania, który uzależniony jest od ilości brykietowanej biomasy wynosi od 192,84 do 251 zł⋅t-1 przy czym najniższy koszt jest uzyskiwany przy wykorzystaniu rocznym 5000 godzin.
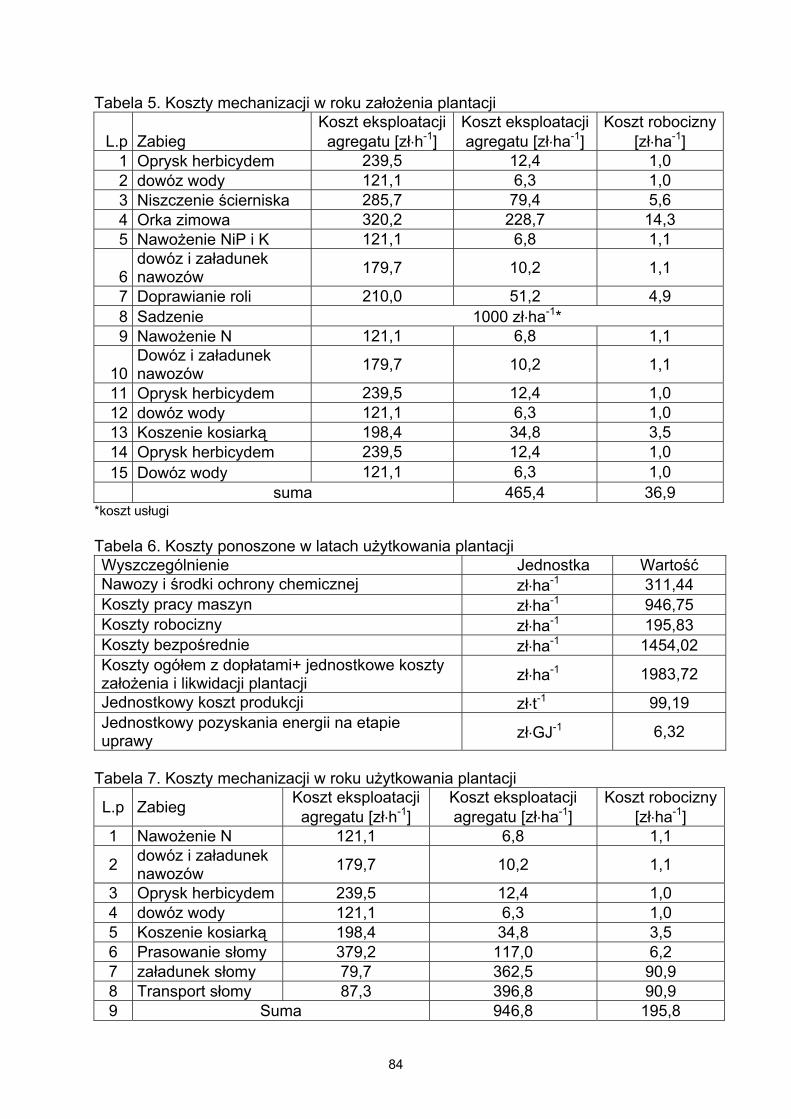
84
Tabela 5. Koszty mechanizacji w roku założenia plantacji
L.p Zabieg Koszt eksploatacji agregatu [zł⋅h-1]
Koszt eksploatacji agregatu [zł⋅ha-1]
Koszt robocizny[zł⋅ha-1]
1 Oprysk herbicydem 239,5 12,4 1,0 2 dowóz wody 121,1 6,3 1,0 3 Niszczenie ścierniska 285,7 79,4 5,6 4 Orka zimowa 320,2 228,7 14,3 5 Nawożenie NiP i K 121,1 6,8 1,1
6 dowóz i załadunek nawozów 179,7 10,2 1,1
7 Doprawianie roli 210,0 51,2 4,9 8 Sadzenie 1000 zł⋅ha-1* 9 Nawożenie N 121,1 6,8 1,1
10 Dowóz i załadunek nawozów 179,7 10,2 1,1
11 Oprysk herbicydem 239,5 12,4 1,0 12 dowóz wody 121,1 6,3 1,0 13 Koszenie kosiarką 198,4 34,8 3,5 14 Oprysk herbicydem 239,5 12,4 1,0 15 Dowóz wody 121,1 6,3 1,0
suma 465,4 36,9 *koszt usługi Tabela 6. Koszty ponoszone w latach użytkowania plantacji Wyszczególnienie Jednostka Wartość Nawozy i środki ochrony chemicznej zł⋅ha-1 311,44 Koszty pracy maszyn zł⋅ha-1 946,75 Koszty robocizny zł⋅ha-1 195,83 Koszty bezpośrednie zł⋅ha-1 1454,02 Koszty ogółem z dopłatami+ jednostkowe koszty założenia i likwidacji plantacji zł⋅ha-1 1983,72
Jednostkowy koszt produkcji zł⋅t-1 99,19 Jednostkowy pozyskania energii na etapie uprawy zł⋅GJ-1 6,32
Tabela 7. Koszty mechanizacji w roku użytkowania plantacji
L.p Zabieg Koszt eksploatacji agregatu [zł⋅h-1]
Koszt eksploatacji agregatu [zł⋅ha-1]
Koszt robocizny[zł⋅ha-1]
1 Nawożenie N 121,1 6,8 1,1
2 dowóz i załadunek nawozów 179,7 10,2 1,1
3 Oprysk herbicydem 239,5 12,4 1,0 4 dowóz wody 121,1 6,3 1,0 5 Koszenie kosiarką 198,4 34,8 3,5 6 Prasowanie słomy 379,2 117,0 6,2 7 załadunek słomy 79,7 362,5 90,9 8 Transport słomy 87,3 396,8 90,9 9 Suma 946,8 195,8
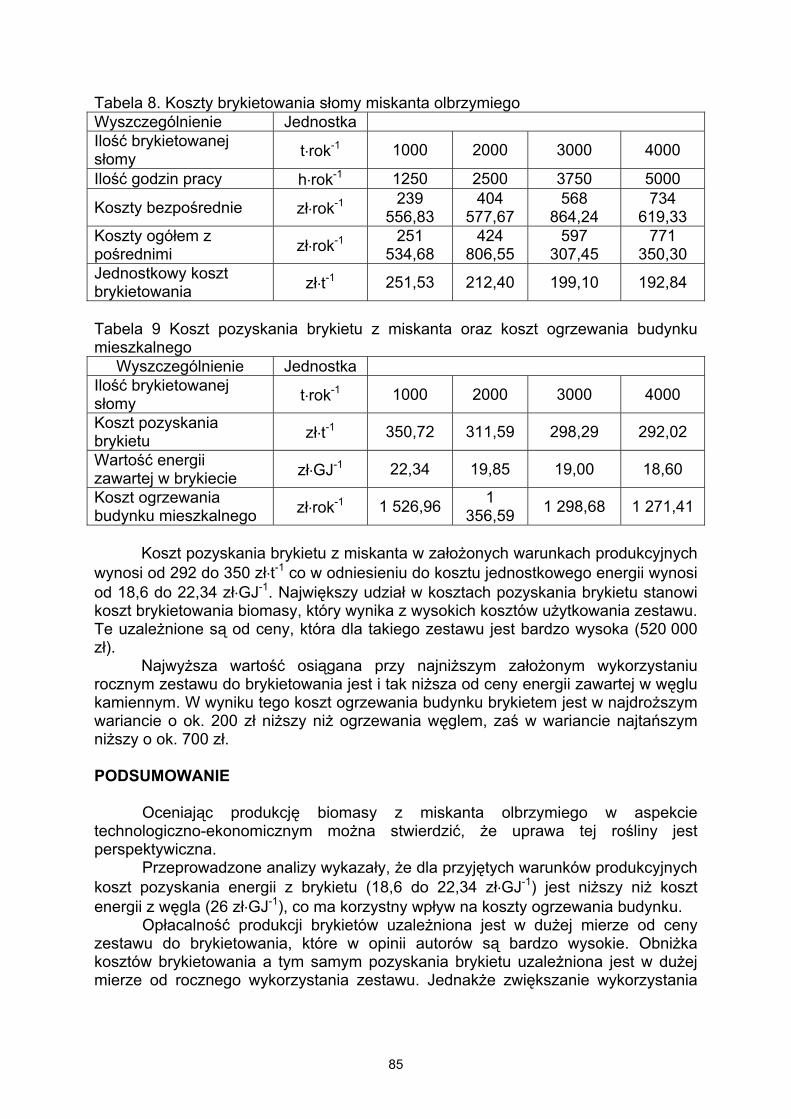
85
Tabela 8. Koszty brykietowania słomy miskanta olbrzymiego Wyszczególnienie Jednostka Ilość brykietowanej słomy t⋅rok-1 1000 2000 3000 4000
Ilość godzin pracy h⋅rok-1 1250 2500 3750 5000
Koszty bezpośrednie zł⋅rok-1 239 556,83
404 577,67
568 864,24
734 619,33
Koszty ogółem z pośrednimi zł⋅rok-1 251
534,68 424
806,55 597
307,45 771
350,30 Jednostkowy koszt brykietowania zł⋅t-1 251,53 212,40 199,10 192,84
Tabela 9 Koszt pozyskania brykietu z miskanta oraz koszt ogrzewania budynku mieszkalnego
Wyszczególnienie Jednostka Ilość brykietowanej słomy t⋅rok-1 1000 2000 3000 4000
Koszt pozyskania brykietu zł⋅t-1 350,72 311,59 298,29 292,02
Wartość energii zawartej w brykiecie zł⋅GJ-1 22,34 19,85 19,00 18,60
Koszt ogrzewania budynku mieszkalnego zł⋅rok-1 1 526,96 1
356,59 1 298,68 1 271,41
Koszt pozyskania brykietu z miskanta w założonych warunkach produkcyjnych
wynosi od 292 do 350 zł⋅t-1 co w odniesieniu do kosztu jednostkowego energii wynosi od 18,6 do 22,34 zł⋅GJ-1. Największy udział w kosztach pozyskania brykietu stanowi koszt brykietowania biomasy, który wynika z wysokich kosztów użytkowania zestawu. Te uzależnione są od ceny, która dla takiego zestawu jest bardzo wysoka (520 000 zł).
Najwyższa wartość osiągana przy najniższym założonym wykorzystaniu rocznym zestawu do brykietowania jest i tak niższa od ceny energii zawartej w węglu kamiennym. W wyniku tego koszt ogrzewania budynku brykietem jest w najdroższym wariancie o ok. 200 zł niższy niż ogrzewania węglem, zaś w wariancie najtańszym niższy o ok. 700 zł.
PODSUMOWANIE
Oceniając produkcję biomasy z miskanta olbrzymiego w aspekcie technologiczno-ekonomicznym można stwierdzić, że uprawa tej rośliny jest perspektywiczna.
Przeprowadzone analizy wykazały, że dla przyjętych warunków produkcyjnych koszt pozyskania energii z brykietu (18,6 do 22,34 zł⋅GJ-1) jest niższy niż koszt energii z węgla (26 zł⋅GJ-1), co ma korzystny wpływ na koszty ogrzewania budynku.
Opłacalność produkcji brykietów uzależniona jest w dużej mierze od ceny zestawu do brykietowania, które w opinii autorów są bardzo wysokie. Obniżka kosztów brykietowania a tym samym pozyskania brykietu uzależniona jest w dużej mierze od rocznego wykorzystania zestawu. Jednakże zwiększanie wykorzystania
86
rocznego jest ograniczone zdolnościami produkcyjnymi zestawów do brykietowania i czasem pracy personelu. BIBLIOGRAFIA 1. Demianiuk L.: Brykietowanie rozdrobnionych materiałów roślinnych. Praca
doktorska. Politechnika Białostocka. Białystok 2001 2. Gradziuk P.: Potencjał produkcyjny słomy. Wieś Jutra 2 (55): 2003. 42-45 3. Internet1: informacje zawarte na stronie firmy BIO-ENERGIA (producenta
biomasy z miskantusa oraz usługodawcy w zakresie zakładania plantacji) oraz wywiad z jej przedstawicielem. http://www.miskantuspolska.pl
4. Internet2: Koszty ogrzewania. http://www.elterm.pl/strony/i/35.php 5. Kalkulacje kosztów produkcji rolniczej, lipiec 1998, ODR Iwonicz 6. Klepacki B., Gołębiewska B.: Opłacalność produkcji zbóż-analiza porównawcza.
Wieś Jutra, 5 (58): 2003. s. 15-17 7. Lorencowicz E.: Poradnik użytkownika techniki rolniczej w tabelach. APRA,
Bydgoszcz 2008 8. Majtkowski W.: Wieloletnie rośliny energetyczne (wierzba, miskant, ślazowiec
pensylwański), agrotechnika i zagrożenia upraw, produktywność. http://www.polskiklubekologiczny.org/biomasa/doc/MAJTKOWSKI.pdf
9. Matyka M.: Opłacalność i konkurencyjność produkcji roślin energetycznych oraz ich wpływ na rynek żywności. Energia Odnawialna. MODR Warszawa, odział Poświętne. 2008. 106-114.
10. Osiak J., Skudlarski J., Izdebski W.: Assessment of profitability levels of agricultural biomass production for purposes of the professional energy sector. TEKA Kom. Energ. Roln – OL PAN 9: 2009. 205-210
11. Podleśny J.: Miskant olbrzymi (Miscanthus x giganteus) - uprawa i możliwości wykorzystania. Wieś Jutra 2005 7(84): 36-37
12. Rynek Rolny. Analizy. Tendencje. Oceny (marzec 2010) IERiGŻ, Warszawa 13. Skudlarski J., Izdebski W.: Czy brykiet ze słomy wciąż się opłaca?
Agromechanika 3: 2010. 53-54 14. Wywiad1: wywiad przeprowadzony z p. Eugeniuszem Gostomskim plantatorem
Miskanta olbrzymiego (www.miskantolbrzymi.pl)
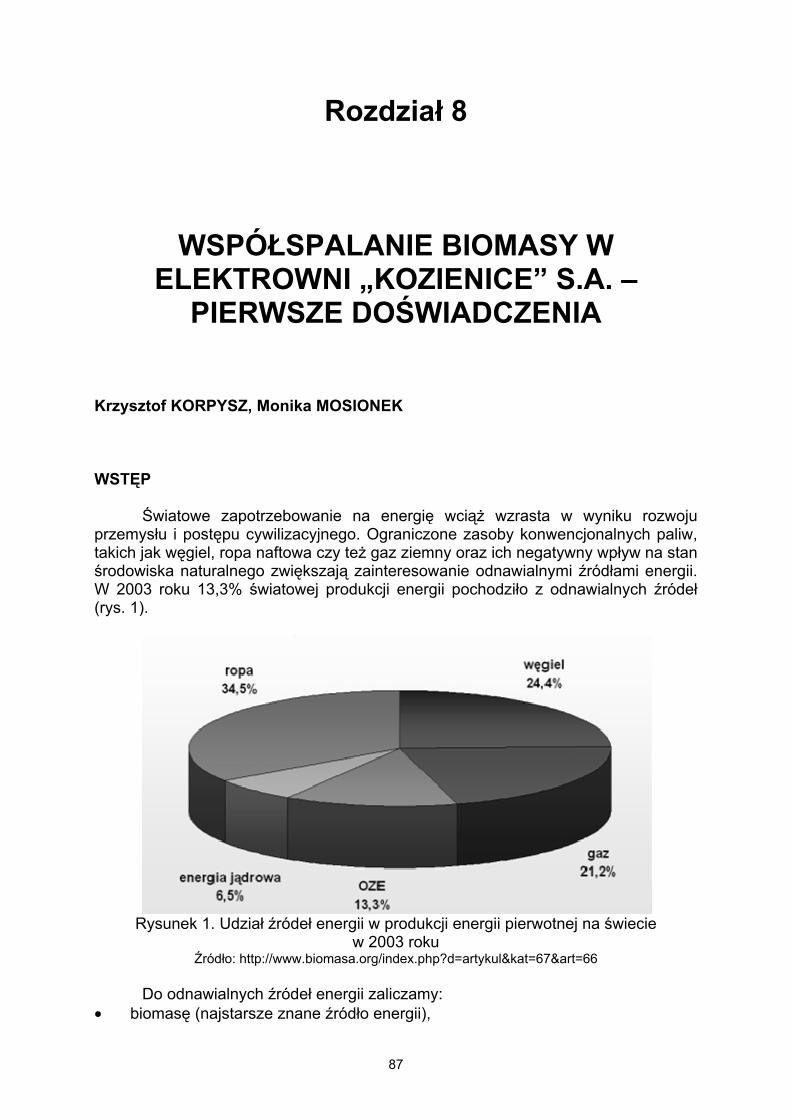
Krzysz WSTĘP
Śprzemytakich jśrodowW 200(rys. 1)
R
• bi
WSELEK
PI
ztof KORP
P
Światowe ysłu i postęak węgiel,
wiska natur3 roku 13).
Rysunek 1.
Źró
Do odnawomasę (na
SPÓŁKTROIERW
PYSZ, Mon
zapotrzebępu cywiliz ropa naftoralnego zw,3% świat
Udział źró
dło: http://ww
ialnych źróajstarsze z
Ro
SPALOWNI
WSZE D
nika MOSI
bowanie nzacyjnego.owa czy tewiększają zowej prod
ódeł energw
ww.biomasa.
ódeł energnane źródł
87
ozdzia
LANIE„KOZDOŚW
ONEK
na energię. Ogranicz
eż gaz ziemzainteresowukcji ener
ii w produkw 2003 rok.org/index.ph
ii zaliczamło energii),
ał 8
E BIOMZIENICWIADC
ę wciąż wzone zasobmny oraz icwanie odngii pochod
kcji energiiku hp?d=artykul
my: ,
MASYCE” SCZEN
wzrasta wby konwench negatywnawialnymidziło z odn
pierwotne
l&kat=67&art
Y W S.A. –
IA
w wyniku ncjonalnychwny wpływ źródłami nawialnych
ej na świec
t=66
rozwoju h paliw, na stan energii.
h źródeł
cie
• en• en• en• en
Europe2,5%, [EuropeMinistepierwot
Wnajczęśniewielzaledw
Źród
Z
2008] cźródeł obowiąudział tdla firmskutkujroku nprzedsprzedstwytworzastępcpowiniewynikaj
nergię wodnergię wnęnergię wiatnergię Słoń
Udział OZejskiego Cczyli 104 ejskie St
erstwa Gotnej osiągnWśród alteściej używki odsete
wie 6,5% w
Rysunek
dło: Kamieńs
Zgodnie zcelem przw produkc
ązującym wten będziem sektora e dotkliwy
nałożył 64iębiorcy wtawienia drzonej w oczych. W oen w rokjącej z u
dy, ętrza Ziemitru, ńca [Rozpo
ZE w prentrum EnPJ, nato
owarzyszespodarki w
nął wartośćernatywnycwana do k biomasyogólnym b
k 2. Struktu
ski Z., PriorytMinisterstw
z aktualnymzyjętym nacji energii w 2009 ro wzrastał aenergetyc
ymi karam4 kary nw 2008 do umorzodnawianyodniesieniuu 2008 omorzonych
i (energię g
orządzenie
rodukcji energii Odnmiast w 2enia Inicjaw 2005 roć 5%, czylich zasobówytwarzany bierze bilansie zu
ura wykorzw Pol
tety Rządu wo Gospodark
m Rozporza 2010 rok
elektrycznoku wskaźaż do 12,9cznego, boi. Prezes
na kwotę roku nie
zenia Prezch źródłacu do obowosiągnąć nh świadec
88
geotermaln
e 2003].
energii pieawialnej w2003 rokuatyw Spooku wkład 187 PJ. w najwięk
nia ciepła udział w życia OZE
zystania odsce w 200
w zakresie kieki, Warszawa
ządzenie Mk jest osiąnej. Stanonikiem wy
9% w 2017owiem nieUrzędu R27,984 wywiąza
zesowi URch energii;iązku dotynie mniej ctw pocho
ną),
erwotnej w 2000 rok wzrósł dołecznych d OZE w
sze znaczna indywwytwarza
E (rys. 2).
dnawialnyc5 roku erunków roza, 8 paździer
Ministra Gągnięcie 10owi to znacynoszącym7 roku. Stwwywiązyw
Regulacji Emln złotyli się z RE świad; nie uiści
yczącego eniż 7%
odzenia lu
w Polsceku był szado około 3
2009]. strukturze
zenie ma bwidualne pniu energ
ch zasobów
zwoju energernika 2008 r.
ospodarki 0,4% udziczny skok
m 8,7%. Wwarza to zn
anie się zEnergetyki ych [URE
obowiązkdectw pocli także w
energii zielosumy en
ub z opłat
e według acowany n3% czyli Według
e zużycia
biomasa. Jpotrzeby,
gii elektryc
w energii
etyki odnawia
[Rozporząału odnaw
k w porówW kolejnych
aczące wyz tego obopod konie
2009]. ków uzyskchodzenia wymaganyc
onej wskaźergii elektty zastępc
oceny a około 113 PJ bilansu energii
est ona jedynie
cznej –
alnej,
ądzenie wialnych naniu z h latach yzwanie owiązku ec 2009 Ukarani kania i energii
ch opłat źnik ten trycznej czej, w
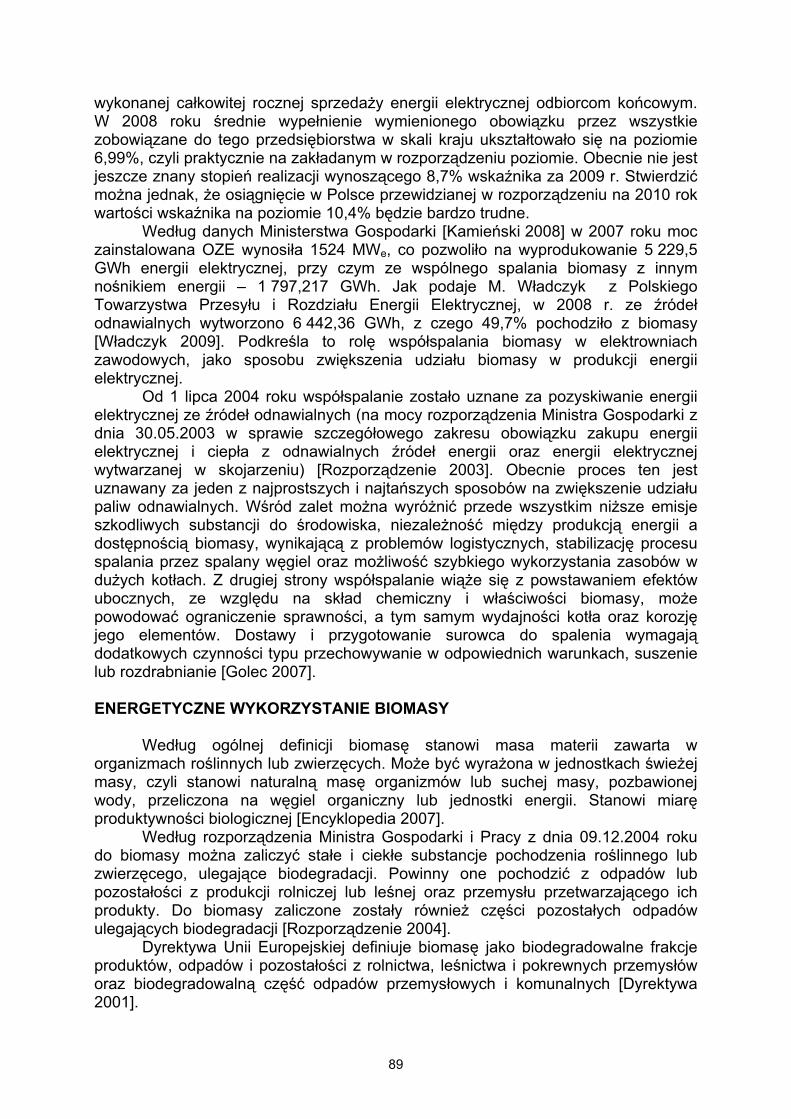
89
wykonanej całkowitej rocznej sprzedaży energii elektrycznej odbiorcom końcowym. W 2008 roku średnie wypełnienie wymienionego obowiązku przez wszystkie zobowiązane do tego przedsiębiorstwa w skali kraju ukształtowało się na poziomie 6,99%, czyli praktycznie na zakładanym w rozporządzeniu poziomie. Obecnie nie jest jeszcze znany stopień realizacji wynoszącego 8,7% wskaźnika za 2009 r. Stwierdzić można jednak, że osiągnięcie w Polsce przewidzianej w rozporządzeniu na 2010 rok wartości wskaźnika na poziomie 10,4% będzie bardzo trudne.
Według danych Ministerstwa Gospodarki [Kamieński 2008] w 2007 roku moc zainstalowana OZE wynosiła 1524 MWe, co pozwoliło na wyprodukowanie 5 229,5 GWh energii elektrycznej, przy czym ze wspólnego spalania biomasy z innym nośnikiem energii – 1 797,217 GWh. Jak podaje M. Władczyk z Polskiego Towarzystwa Przesyłu i Rozdziału Energii Elektrycznej, w 2008 r. ze źródeł odnawialnych wytworzono 6 442,36 GWh, z czego 49,7% pochodziło z biomasy [Władczyk 2009]. Podkreśla to rolę współspalania biomasy w elektrowniach zawodowych, jako sposobu zwiększenia udziału biomasy w produkcji energii elektrycznej.
Od 1 lipca 2004 roku współspalanie zostało uznane za pozyskiwanie energii elektrycznej ze źródeł odnawialnych (na mocy rozporządzenia Ministra Gospodarki z dnia 30.05.2003 w sprawie szczegółowego zakresu obowiązku zakupu energii elektrycznej i ciepła z odnawialnych źródeł energii oraz energii elektrycznej wytwarzanej w skojarzeniu) [Rozporządzenie 2003]. Obecnie proces ten jest uznawany za jeden z najprostszych i najtańszych sposobów na zwiększenie udziału paliw odnawialnych. Wśród zalet można wyróżnić przede wszystkim niższe emisje szkodliwych substancji do środowiska, niezależność między produkcją energii a dostępnością biomasy, wynikającą z problemów logistycznych, stabilizację procesu spalania przez spalany węgiel oraz możliwość szybkiego wykorzystania zasobów w dużych kotłach. Z drugiej strony współspalanie wiąże się z powstawaniem efektów ubocznych, ze względu na skład chemiczny i właściwości biomasy, może powodować ograniczenie sprawności, a tym samym wydajności kotła oraz korozję jego elementów. Dostawy i przygotowanie surowca do spalenia wymagają dodatkowych czynności typu przechowywanie w odpowiednich warunkach, suszenie lub rozdrabnianie [Golec 2007]. ENERGETYCZNE WYKORZYSTANIE BIOMASY
Według ogólnej definicji biomasę stanowi masa materii zawarta w organizmach roślinnych lub zwierzęcych. Może być wyrażona w jednostkach świeżej masy, czyli stanowi naturalną masę organizmów lub suchej masy, pozbawionej wody, przeliczona na węgiel organiczny lub jednostki energii. Stanowi miarę produktywności biologicznej [Encyklopedia 2007].
Według rozporządzenia Ministra Gospodarki i Pracy z dnia 09.12.2004 roku do biomasy można zaliczyć stałe i ciekłe substancje pochodzenia roślinnego lub zwierzęcego, ulegające biodegradacji. Powinny one pochodzić z odpadów lub pozostałości z produkcji rolniczej lub leśnej oraz przemysłu przetwarzającego ich produkty. Do biomasy zaliczone zostały również części pozostałych odpadów ulegających biodegradacji [Rozporządzenie 2004].
Dyrektywa Unii Europejskiej definiuje biomasę jako biodegradowalne frakcje produktów, odpadów i pozostałości z rolnictwa, leśnictwa i pokrewnych przemysłów oraz biodegradowalną część odpadów przemysłowych i komunalnych [Dyrektywa 2001].
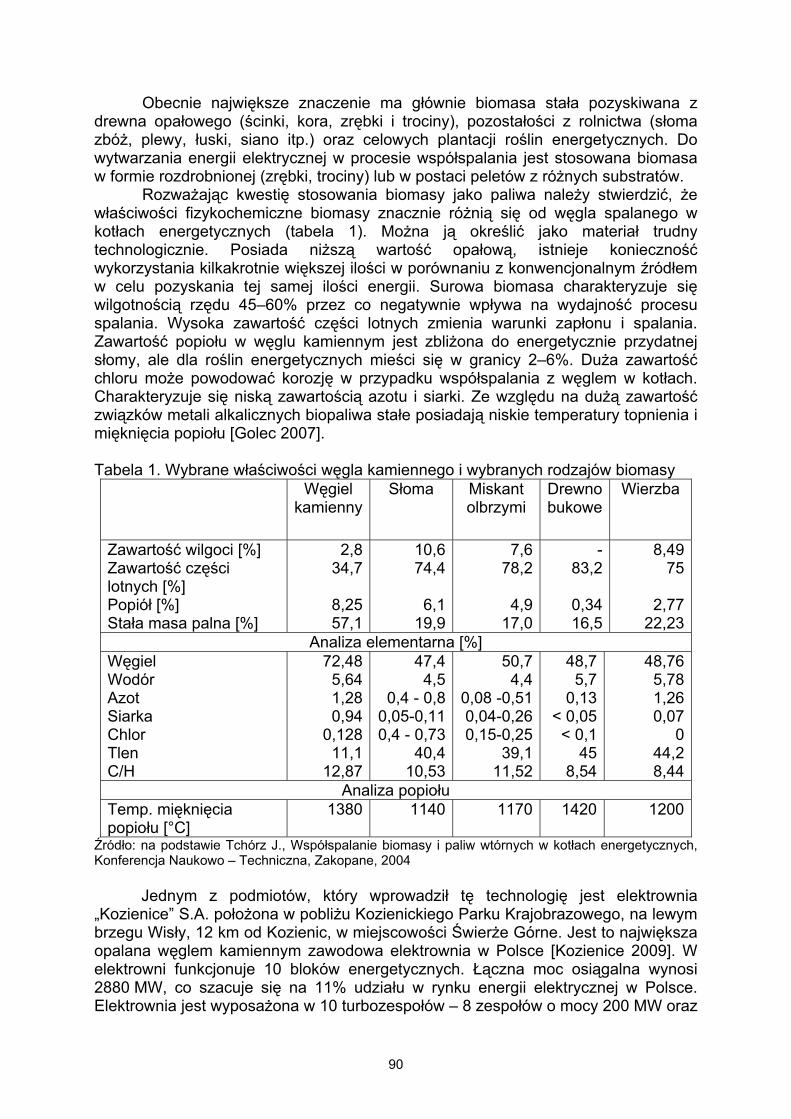
90
Obecnie największe znaczenie ma głównie biomasa stała pozyskiwana z drewna opałowego (ścinki, kora, zrębki i trociny), pozostałości z rolnictwa (słoma zbóż, plewy, łuski, siano itp.) oraz celowych plantacji roślin energetycznych. Do wytwarzania energii elektrycznej w procesie współspalania jest stosowana biomasa w formie rozdrobnionej (zrębki, trociny) lub w postaci peletów z różnych substratów.
Rozważając kwestię stosowania biomasy jako paliwa należy stwierdzić, że właściwości fizykochemiczne biomasy znacznie różnią się od węgla spalanego w kotłach energetycznych (tabela 1). Można ją określić jako materiał trudny technologicznie. Posiada niższą wartość opałową, istnieje konieczność wykorzystania kilkakrotnie większej ilości w porównaniu z konwencjonalnym źródłem w celu pozyskania tej samej ilości energii. Surowa biomasa charakteryzuje się wilgotnością rzędu 45–60% przez co negatywnie wpływa na wydajność procesu spalania. Wysoka zawartość części lotnych zmienia warunki zapłonu i spalania. Zawartość popiołu w węglu kamiennym jest zbliżona do energetycznie przydatnej słomy, ale dla roślin energetycznych mieści się w granicy 2–6%. Duża zawartość chloru może powodować korozję w przypadku współspalania z węglem w kotłach. Charakteryzuje się niską zawartością azotu i siarki. Ze względu na dużą zawartość związków metali alkalicznych biopaliwa stałe posiadają niskie temperatury topnienia i mięknięcia popiołu [Golec 2007]. Tabela 1. Wybrane właściwości węgla kamiennego i wybranych rodzajów biomasy
Węgiel kamienny
Słoma Miskant olbrzymi
Drewno bukowe
Wierzba
Zawartość wilgoci [%] Zawartość części lotnych [%] Popiół [%] Stała masa palna [%]
2,834,7
8,2557,1
10,674,4
6,119,9
7,678,2
4,917,0
- 83,2
0,34 16,5
8,4975
2,7722,23
Analiza elementarna [%] Węgiel Wodór Azot Siarka Chlor Tlen C/H
72,485,641,280,94
0,12811,1
12,87
47,44,5
0,4 - 0,80,05-0,110,4 - 0,73
40,410,53
50,74,4
0,08 -0,510,04-0,260,15-0,25
39,111,52
48,7 5,7
0,13 < 0,05
< 0,1 45
8,54
48,765,781,260,07
044,28,44
Analiza popiołu Temp. mięknięcia popiołu [°C]
1380 1140 1170 1420 1200
Źródło: na podstawie Tchórz J., Współspalanie biomasy i paliw wtórnych w kotłach energetycznych, Konferencja Naukowo – Techniczna, Zakopane, 2004
Jednym z podmiotów, który wprowadził tę technologię jest elektrownia „Kozienice” S.A. położona w pobliżu Kozienickiego Parku Krajobrazowego, na lewym brzegu Wisły, 12 km od Kozienic, w miejscowości Świerże Górne. Jest to największa opalana węglem kamiennym zawodowa elektrownia w Polsce [Kozienice 2009]. W elektrowni funkcjonuje 10 bloków energetycznych. Łączna moc osiągalna wynosi 2880 MW, co szacuje się na 11% udziału w rynku energii elektrycznej w Polsce. Elektrownia jest wyposażona w 10 turbozespołów – 8 zespołów o mocy 200 MW oraz
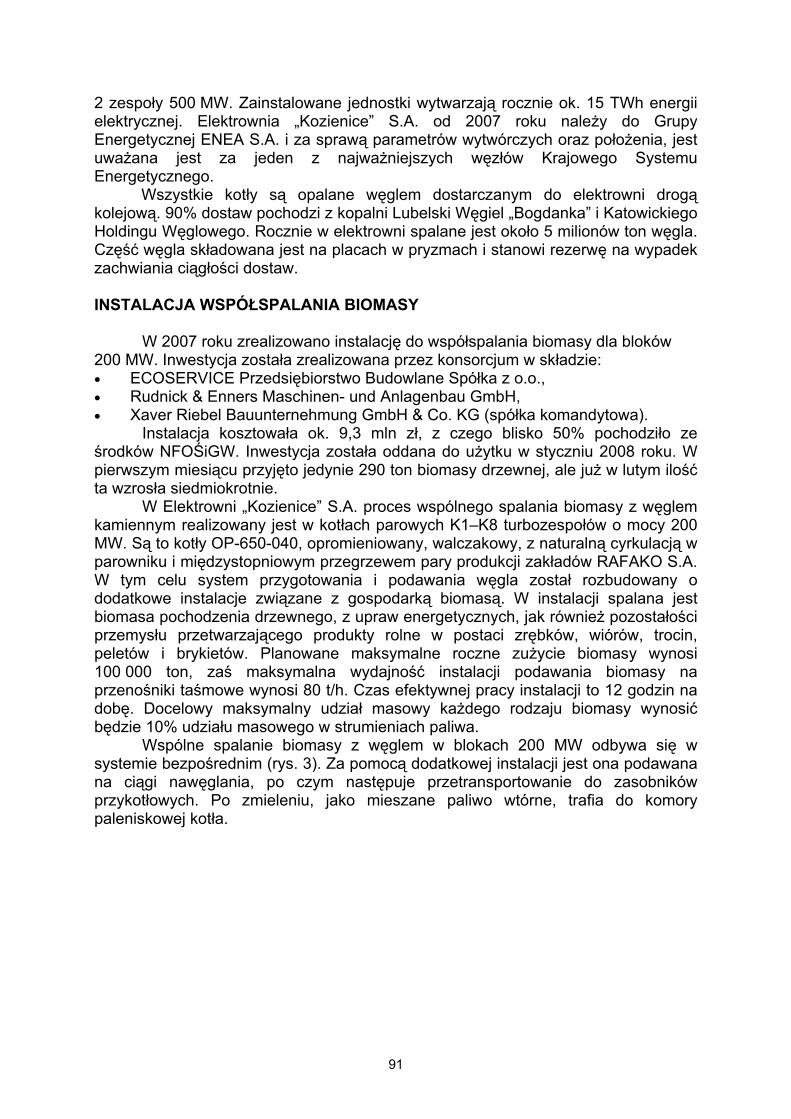
91
2 zespoły 500 MW. Zainstalowane jednostki wytwarzają rocznie ok. 15 TWh energii elektrycznej. Elektrownia „Kozienice” S.A. od 2007 roku należy do Grupy Energetycznej ENEA S.A. i za sprawą parametrów wytwórczych oraz położenia, jest uważana jest za jeden z najważniejszych węzłów Krajowego Systemu Energetycznego.
Wszystkie kotły są opalane węglem dostarczanym do elektrowni drogą kolejową. 90% dostaw pochodzi z kopalni Lubelski Węgiel „Bogdanka” i Katowickiego Holdingu Węglowego. Rocznie w elektrowni spalane jest około 5 milionów ton węgla. Część węgla składowana jest na placach w pryzmach i stanowi rezerwę na wypadek zachwiania ciągłości dostaw. INSTALACJA WSPÓŁSPALANIA BIOMASY
W 2007 roku zrealizowano instalację do współspalania biomasy dla bloków 200 MW. Inwestycja została zrealizowana przez konsorcjum w składzie: • ECOSERVICE Przedsiębiorstwo Budowlane Spółka z o.o., • Rudnick & Enners Maschinen- und Anlagenbau GmbH, • Xaver Riebel Bauunternehmung GmbH & Co. KG (spółka komandytowa).
Instalacja kosztowała ok. 9,3 mln zł, z czego blisko 50% pochodziło ze środków NFOŚiGW. Inwestycja została oddana do użytku w styczniu 2008 roku. W pierwszym miesiącu przyjęto jedynie 290 ton biomasy drzewnej, ale już w lutym ilość ta wzrosła siedmiokrotnie.
W Elektrowni „Kozienice” S.A. proces wspólnego spalania biomasy z węglem kamiennym realizowany jest w kotłach parowych K1–K8 turbozespołów o mocy 200 MW. Są to kotły OP-650-040, opromieniowany, walczakowy, z naturalną cyrkulacją w parowniku i międzystopniowym przegrzewem pary produkcji zakładów RAFAKO S.A. W tym celu system przygotowania i podawania węgla został rozbudowany o dodatkowe instalacje związane z gospodarką biomasą. W instalacji spalana jest biomasa pochodzenia drzewnego, z upraw energetycznych, jak również pozostałości przemysłu przetwarzającego produkty rolne w postaci zrębków, wiórów, trocin, peletów i brykietów. Planowane maksymalne roczne zużycie biomasy wynosi 100 000 ton, zaś maksymalna wydajność instalacji podawania biomasy na przenośniki taśmowe wynosi 80 t/h. Czas efektywnej pracy instalacji to 12 godzin na dobę. Docelowy maksymalny udział masowy każdego rodzaju biomasy wynosić będzie 10% udziału masowego w strumieniach paliwa.
Wspólne spalanie biomasy z węglem w blokach 200 MW odbywa się w systemie bezpośrednim (rys. 3). Za pomocą dodatkowej instalacji jest ona podawana na ciągi nawęglania, po czym następuje przetransportowanie do zasobników przykotłowych. Po zmieleniu, jako mieszane paliwo wtórne, trafia do komory paleniskowej kotła.
Źróenerg
magazyprzygotbezpoś
SElektropięciomplacówjeden (składowstacjonprzeno
składowdozowaprzenonastępWęgiel miejscuukłady zadecyzostałypodawaalterna
WnawęglInżynieBlokówdokumepodejmistniejeWydziaharmondostaw
Rysunek ódło: Ścieżkoetycznych na
Biomasa ynowana towane spśrednio przSystem po
owni „Koziema placamw do składo(plac nr 1)wych oraznarne wspośników taśMieszankawana. Masania biomśnikami tanie zmiesz i biomau, gdzie bpoboru pr
ydował bezy włączoneania biomtywnym w W przypalania przer
era Ruchuw sporządzentują usz
muje decyze przypuszału Zakunogramów
w biomasy i
3. Schemao M., Zuwałaa tle doświad
skale p
dostarczanale kiero
pecjalne mzy stanowisodawania enice” S.A
mi nawęglaowania zap) – o mniez jego poomagane śmowych, da biomasy sa ta, po w
masy opisaaśmowymi zana ze stsa doprow
biomasa jerób węgla. zpośredni e do procemasy pozw
ośmiu bloadku awarywa jej pou. Mistrz zzają na miezkodzenia. zje w zakzczenie, żupu Paliw
i koordyni zmianie te
at bezpośrea J., Pronobisdczeń eksploprzemysłową
na do eleowana beiejsce przysku do odbbiomasy j
A. Miejsce ania (rys. pasów węgejszych wyobieraniemprzez ładodostarczanjest przyw
wcześniejszanej w djest poda
trumieniemwadzane
est podawaO lokalizadostęp do
esu współswala na kach o mo
arii instalaodawanie dzmianowy
ejscu awariPo wstęp
resie usunże awaria w Produnacji dostaerminu dos
92
edniego prs M., Zalety ioatacyjnych pą, Elektroene
ektrowni trezpośredniygotowaniabioru biomaest ściśle przygotow4). W zagla – 4 więymiarach.
m z hałdyowarki kołony do młynwożona trazym zważedalszej czawana wra
m pyłu węgsą osobn
ana do spacji miejscao zasileniaspalania b
wspólne ocy 200 MWacji do sdo węgla i
wraz z ii protokół w
pnej ocenienięcia awa
będzie sukcyjnych aw biomasstaw do cz
rocesu wspi wady współpierwszego rergetyka Nr 0
ransportemo do uka i transpoasy . powiązany
wania i trankładzie zloększe o jeRozmiesz
y zajmują owe. Pobr
nów kulowyansportem
eniu, trafia zęści pracaz z węgleglowego jesnymi strumpalenia znaa przygoto
a bloków niomasy z wspalanie
W każdy. spalania binformuje pracownikwedług ope uszkodzearii. Jeżelisię przedł
wyznaczsy, podejmzasu usunię
półspalaniałspalania bioroku współsp06.2003
m samochkładu nawortu bioma
y z układensportu biookalizowanednakowej zczaniem w
się ładowrany węgieych a nastę
m samochodo instalac
cy. Z dozem do młyst wdmuchmieniami. ajdują się owania i tranr 1 i 2, kwęglem. P
paliwa p
biomasy mo tym zda
kiem Wydzpracowanegeń Dyżurni zachodziużać, wówzony do
muje decyzjęcia awari
a biomasy
omasy w kotłpalania biom
odowym nwęglania. sy, zlokaliz
em nawęgomasy grano obok spowierzch
węgla na warko-zwael jest, sysępnie do kodowym i cji do podazownika bynów kulohiwana do Bezpośrewagi do
ansportu bktóre najwcPołożenie podstawow
mistrz zmrzeniu Dyżziału Nawgo schema
ny Inżynieri taka potwczas pra przygot
zję o wstrzi.
ach asy na
nie jest Zostało zowane
glania w aniczy z siebie 5 hni oraz placach ałowarki stemem otłów. nie jest
awania i biomasa owych a
kotłów. dnio w węgla i
biomasy cześniej miejsca
wego z
mianowy żurnego
węglania atu oraz r Ruchu trzeba i acownik towania zymaniu
93
Taka organizacja dostaw i procedury awaryjne pozwalają na utrzymanie zaopatrzenia elektrowni w biomasę w systemie „just on time”. Elektrownia nie gromadzi zapasów biomasy, co sprzyja utrzymaniu jej wysokiej jakości i ogranicza możliwość nadmiernego wzrostu wilgotności.
Komory podłóg ruchomych zbudowane są ze ścian żelbetonowych o wysokości 5 m ponad powierzchnię terenu i zadaszone stalową wiatą. Płyta denna wyposażona jest w elementy konstrukcyjne (prowadnice) ruchomych podłóg, które podają biomasę równomiernie na układ przenośników taśmowych i zgrzebłowych, transportując w kierunku kontenera buforowego i kaskady zsypującej, a następnie na przenośniki węglowe. Na przenośniku taśmowym transportującym biomasę zabudowany jest separator taśmowy, którego zadaniem jest usunięcie części metalowych mogących znajdować się w transportowanej biomasie. Przenośniki dostarczają paliwo do istniejącego układu przenośników transportujących paliwo do zasobników przykotłowych kotłów K1 – K8.
Pomiar masowy ilości podanej do procesu spalania biomasy polega na bezpośrednim ważeniu jej strumienia legalizowaną wagą przenośnikową o klasie dokładności 1. W rozumieniu Rozporządzenia Ministra Gospodarki z dnia 19 grudnia 2005 r. w sprawie szczegółowego zakresu obowiązków uzyskania i przedstawienia do umorzenia świadectw pochodzenia, uiszczenia opłaty zastępczej oraz zakupu energii elektrycznej i ciepła wytworzonych w odnawialnych źródłach energii [Rozporządzenie 2005] jest to pomiar całkowitej ilości biomasy dostarczanej do jednostki spalającej. Regulacja udziału masowego biomasy w podawanej do zasobników przykotłowych mieszance realizowana jest z wykorzystaniem sygnału pochodzącego z wag taśmociągowych węgla kamiennego (na przenośnikach taśmowych). Taka konfiguracja urządzeń pozwala ściśle określić strumienie paliw dostarczane do jednostki współspalającej – zespołu bloków 200 MW elektrowni „Kozienice” S.A.
W pierwszym miesiącu pracy instalacji przyjęto ponad 290 ton biomasy drzewnej, a już w lutym ilość ta wzrosła siedmiokrotnie (do blisko 2112 ton biomasy drzewnej). W marcu dodatkowo wzięła udział we współspalaniu biomasa rolna, ale nadal największy udział miało spalanie biomasy drzewnej (rys. 4). W okresie od stycznia 2008 do kwietnia 2009 dostarczono do elektrowni łącznie 111 108,3 ton biomasy. Każdego miesiąca elektrownia odbierała średnio 6 944,30 ton surowca.
Rys
W
gdy w tego noIII kwarII kwarzostaną
Owstępnmożna roku spmateriasezono
Wokresiejest ogmogłobw poselektrycteż wrzzewnęt
Wenergii proporcCałkoweksploarówna j
sunek 4. Zm
W I kwartaI kwartale
ośnika enertał 2008 rortale 2008 ą zachowaOd wrześn
nej fazie ilozaobserw
palono więał leśny (ryowości dosW Elektro
e zimowymraniczony.
by przyczyszczególnycznej z biozesień. Tratrze warunW 2008 ro
uzyskanecjonalna d
wita ilość atacji instajest zatem
miany ilośc
ale 2008 roe 2009 rokergii w procoku – bliskroku. Mo
ane. nia 2008 roość ta była wować spadęcej biomays. 4). Spastępu do biowni „Kozim dostęp d
Można prnić się do
ych kwartomasy nalansport bioki atmosfe
oku zostałoej z tego do ilości energii ch
alacji wynos 15,32 GJ/
ci biomasyw ujęc
Źródło: Elek
oku elektroku wielkośćcesie wspóko 40000 tżna przyp
oku zwiękznikoma.
dek ilości sy rolnej n
adek zużycopaliwa. ienice” S.Ado surowcórzypuszczawiększej s
tałach. Naeży pokładopaliwa w eryczne, jako spalone wźródła w zużytego
hemicznej si 1510 96/t
94
y dostarczociu miesięcktrownia „Koz
ownia kupić ta przekółspalania ton, dwukrouszczać, ż
szył się udOd paździprzyjętego
niż leśnej, cia biomasy
A. biomasów niezbędać, że skłastabilnościajwiększe dać w takitrzecim kwk to może wraz z węg
poszczegsurowca uzyskana
63,31GJ. Ś
onej do Elecznym zienice” S.A.
iła blisko 6kroczyła 9w analizowotnie więceże w nast
dział biomaiernika 200
o surowca. w pozostay w miesią
sa nie jesdnych do adowanie b ilości suro
nadzieje ch miesiącwartale rokmieć miejs
glem łączngólnych m
i jego wa w pierwrednia war
ektrowni „K
.
6 000 ton b000 ton. Nwanym okrej niż w potępnych la
asy rolnej,08 roku do
W stycznałych miesiącach zimo
st magazyprodukcji biomasy nowca zuży
na wytwcach jak liku nie jest sce zimą. ie 98 657 tiesiącach
wartości opszych cztertość energ
Kozienice”
biomasy, pNajwiększyresie przypoprzedzajątach propo
, podczas marca 20iu i kwietniącach domowych świa
ynowana, „zielonej
a terenie zytego do pworzenie piec, sierputrudnion
ton biomasroku jest
pałowej (rerech kwagetyczna b
S.A.
podczas y udział pada na ącym go orcje te
gdy we 09 roku iu 2009
minował adczy o
więc w energii” zakładu rodukcji energii
pień czy y przez
sy. Ilość wprost
rys. 5). artałach biomasy

Wwzięło czterokchemic743 78Przyrosponad rokuje
Rys
Rys
W pierwszudział 43
krotnie więczna uzysk2,53 GJ. Śst energii cdwukrotniena kolejne
sunek 5. Zm„
sunek 6. Zm„
zej połowi3829 ton ęcej energkana z biomŚrednia wachemicznee większy miesiące
miany ilośc„Kozienice
miany ilośc„Kozienice
ie 2009 robiomasy. ii niż w p
masy od startość opałej pochodzą
niż w tyci na ogólny
ci energii ce” S.A. w 2Źródło: Elek
ci energii ce” S.A. w 2Źródło: Elek
95
oku w proW II kwa
oprzedzajątycznia do łowa surowącej z biom
ch samych y bilans zu
chemicznej008 roku wktrownia „Koz
chemicznej009 roku wktrownia „Koz
ocesie proartale tegącym go Iczerwca 2
wca w tymmasy w ma
miesiącacużycia biom
uzyskanew ujęciu mizienice” S.A.
uzyskanew ujęciu mizienice” S.A.
odukcji eno roku wI kwartale 2009 roku o
m okresie waju i czerwch w 2008
masy w kol
ej z biomasiesięcznym.
ej z biomasiesięcznym.
nergii elektwytworzono
(rys. 6). osiągnęła w
wynosi 16,9wcu 2009 ro8 roku, co ejnych lata
sy w Elektrom
sy w Elektrom
trycznej o blisko Energia wartość 97 GJ/t. oku jest dobrze
ach.
owni
owni
96
Określenie ilości energii elektrycznej wytworzonej z biomasy opiera się na aktualnym Rozporządzeniu Ministra Gospodarki [Rozporządzenie 2008], w którym określono, że do energii wytwarzanej w odnawialnych źródłach energii zalicza się część energii elektrycznej odpowiadającą udziałowi energii chemicznej biomasy w energii chemicznej paliwa zużywanego do wytwarzania energii, obliczaną na podstawie rzeczywistych ilości i wartości opałowych. Rozporządzenie zawiera także stosowne wzory do obliczania ilości energii objętej zielonymi certyfikatami.
W roku 2008 Elektrownia Kozienice wyprodukowała łącznie 14,1 TWh energii elektrycznej, z tego 160,46 GWh z biomasy [Skonsolidowany raport 2008], co stanowiło 1,14%. Uwzględniając jednak, że współspalanie dotyczy jedynie bloków o mocy 200 MW, to udział biomasy w produkcji energii elektrycznej przez te jednostki można określić na około 1,8%. Przeciętny roczny udział masowy biomasy w strumieniu paliwa zasilającym te bloki oszacować można na około 3%. PODSUMOWANIE
Przedsięwzięcia związane ze wspólnym spalaniem węgla i biomasy budzą wiele zarówno pozytywnych jak i negatywnych opinii. Z jednej strony współspalanie jest najlepszym sposobem na wzrost zużycia odnawialnych źródeł energii i spełnienie rosnących wymagań prawnych w tym zakresie. Z drugiej strony natomiast proces wdrażania, przygotowania i realizacji inwestycji wymaga dużych nakładów finansowych, stworzenia dodatkowych stanowisk pracy dla osób zajmujących się ewidencjonowaniem, przyjmowaniem oraz rozliczaniem dostaw biomasy, co powoduje wzrost kosztów działalności wytwórców energii. Biomasa ma zupełnie inne niż węgiel parametry w aspekcie wartości opałowej, temperatur spalania, temperatur topnienia popiołu. Zwiększone dodatki biomasy powodują trudności w automatycznym prowadzeniu kotła i mogą przyczyniać się do zmniejszenia jego trwałości.
Dodawanie biomasy do węgla powoduje obniżenie wydajności młyna (liczonej w energii paliwa dostarczanego do kotła), co przy braku jego zapasu powoduje niedotrzymanie wydajności kotła. Przyczynia się to do wzrostu własnego zapotrzebowania na energię. Współspalanie biomasy z węglem może powodować zwiększone tworzenie się osadów w palenisku oraz na powierzchniach ogrzewalnych, szybszą korozję wysokotemperaturową po stronie spalin oraz pogorszenie sprawności układów odpylania. W konsekwencji może to powodować zwiększenie częstotliwości i kosztów remontów i napraw.
Brak jednak jak dotąd dłuższych doświadczeń w tej dziedzinie, gdyż w poszczególnych jednostkach wytwórczych współspalanie jest prowadzone przez zbyt krótki okres. Na podstawie badań obiektowych i symulacyjnych przeprowadzonych w elektrowni Kozienice [Bielaczyc 2009] stwierdzono, że współspalanie wysoko przetworzonej biomasy przy udziale do 6% nie pogarsza własności dynamicznych bloku energetycznego. Autorzy uznali za możliwe zwiększenie ilości współspalanej biomasy, nie pogarszając jednocześnie własności regulacyjnych i sprawności bloku, co wymaga jednak zmian w układzie układów regulacji automatycznej. Zwiększenie udziału biomasy powyżej 6% zauważalnie obniża maksymalne wydajności młynów węglowych. Odmienne właściwości biomasy stwarzają zagrożenie „zasypaniem” młynów i zakłóceniami ich pracy. Współspalanie biomasy powoduje pojawienie się głębszych i częściej występujących wewnętrznych zakłóceń pracy kotła wobec spalania samego węgla.
97
Warto także podkreślić, że elektrownia Kozienice nie pokryła pełnych kosztów inwestycji związanej z współspalaniem biomasy bowiem ponad 50% pochodziło z bezzwrotnej dotacji NFOŚiGW.
Uruchomienie instalacji do wspólnego spalania biomasy z węglem w elektrowni „Kozienice” S.A. już w pierwszym roku użytkowania przyniosło szereg korzyści nie tylko dla elektrowni, które ująć można następująco: • zredukowane zostały opłaty za korzystanie ze środowiska, • uzyskane z tytułu produkcji energii elektrycznej z biomasy świadectwa
pochodzenia (prawa majątkowe), zwiększają przychody spółki, • nastąpiło ograniczenie zużycia paliw kopalnych, • spółka uzyskała znaczną dotację na budowę instalacji, co zmniejsza koszty
amortyzacji, • redukcja emisji dwutlenku węgla, • wspólne spalanie biomasy z węglem skutkuje emisją unikniętą dwutlenku węgla
w wysokości 151,1 tys. ton. W dłuższej perspektywie biomasa nie jest w stanie zaspokoić rosnącego
zapotrzebowania na energię elektryczną. Trwające wśród specjalistów branżowych dyskusje sugerują, że współspalanie biomasy z węglem w elektrowniach zawodowych, w przyszłości, nie będzie mogło być uznawane za produkowanie tzw. „zielonej energii”. Zaryzykować można twierdzenie, że głównym powodem współspalania biomasy z węglem w elektrowniach zawodowych jest potrzeba wywiązania się przez Polskę z przyjętych zobowiązań dotyczących udziału energii elektrycznej produkowanej ze źródeł odnawialnych w całkowitej produkcji energii. Nie bez znaczenia są również niebagatelne korzyści finansowe jakie są udziałem elektrowni dzięki współspalaniu. Sądzić można, że energia elektryczna uzyskiwana ze współspalania biomasy w elektrowniach zawodowych może przestać być uznawana prawnie za tzw. „zieloną energię” i wówczas proceder ten zostanie gwałtownie przerwany. Zmieni to radykalnie techniczne, technologiczne, ekonomiczne i ekologiczne spojrzenie na omawiane zagadnienie.
Należy jednak także wspomnieć o aktualnej roli elektrowni zawodowych na rynku biomasy. Obecnie można stwierdzić, iż jest to rola negatywna. Elektrownie jako wielcy odbiorcy dyktują ceny biomasy energetycznej i stanowią bardzo silną konkurencję dla lokalnych niewielkich jej odbiorców. Stwierdzić można, że zaburza to naturalną i swobodną konkurencję na tym rynku.
Obecnie instalacje do współspalania biomasy funkcjonują według założonych planów, w kolejnych latach następuje stopniowy wzrost udziału biomasy w strumieniu paliwa. Rozwój przedsięwzięć jest możliwy dzięki szeregu dotacjom, w tym między innymi z Narodowego Funduszu Ochrony Środowiska i Gospodarki Wodnej.
W dostawach biomasy pojawiają się problemy logistyczne. Lokalny rynek nie jest w stanie zaspokoić wzrastającego zapotrzebowania elektrowni na ten surowiec. Poszukiwanie dostawców na terenie całej Polski wiąże się z dodatkowymi kosztami transportu, co będzie przekładało się na cenę biomasy. Także znaczny import biomasy nie wpływa korzystnie na krajowy rynek tego surowca. Aktualnie biomasa stanowi pewnego rodzaju substytut i uzupełnienie, bowiem w procesie współspalania to zawsze węgiel będzie podstawowym surowcem produkcyjnym. Wydaje się, że wobec zmniejszania ilości praw do emisji dwutlenku węgla, w najbliższej przyszłości nieuniknione będzie wykorzystanie energii jądrowej w celu zachowania bezpieczeństwa energetycznego kraju.
98
BIBLIOGRAFIA 1. Bielaczyc A., Lasota S., Fennig W., Kielian R., Lipiński M.: Wpływ współspalania
biomasy na pracę UAR obciążenia bloków 200 MW wraz z koncepcją ich modernizacji na przykładzie Elektrowni „Kozienice” S.A. Energetyka, 10, 2009
2. Dyrektywa 2001/77/WE Parlamentu Europejskiego i Rady z dnia 27 września 2001 roku w sprawie wspierania produkcji na rynku wewnętrznym energii elektrycznej wytwarzanej ze źródeł odnawialnych. Dz.U.UE.L.01. 283.33; 2001
3. Encyklopedia PWN, Wydawnictwo Naukowe PWN, Warszawa 2007 4. Golec T.: Współspalanie biomasy w kotłach energetycznych, Elektroenergetyka
nr 4, 2007 5. Kamieński Z.: Priorytety Rządu w zakresie kierunków rozwoju energetyki
odnawialnej, Ministerstwo Gospodarki, Warszawa, 8 października 2008 r. 6. Rozporządzenia Ministra Gospodarki z dnia 19 grudnia 2005 r. w sprawie
szczegółowego zakresu obowiązków uzyskania i przedstawienia do umorzenia świadectw pochodzenia, uiszczenia opłaty zastępczej oraz zakupu energii elektrycznej i ciepła wytworzonych w odnawialnych źródłach energii Dz. U. Nr 261 poz. 2187, 2005
7. Rozporządzenie Ministra Gospodarki i Pracy z dnia 9 grudnia 2004 r. w sprawie szczegółowego zakresu obowiązku zakupu energii elektrycznej i ciepła wytworzonych w odnawialnych źródłach energii. Dz. U. Nr 267, poz.2656; 2004
8. Rozporządzenie Ministra Gospodarki z dnia 14 sierpnia 2008 r. w sprawie szczegółowego zakresu obowiązków uzyskania i przedstawienia do umorzenia świadectw pochodzenia, uiszczenia opłaty zastępczej, zakupu energii elektrycznej i ciepła wytworzonych w odnawialnych źródłach energii oraz obowiązku potwierdzania danych dotyczących ilości energii elektrycznej wytworzonej w odnawialnym źródle energii. Dz.U. nr 156, poz. 969; 2008
9. Rozporządzenie Ministra Gospodarki, Pracy i Polityki Społecznej z dnia 30 maja 2003 r. w sprawie szczegółowego zakresu obowiązku zakupu energii elektrycznej i ciepła z odnawialnych źródeł energii oraz energii elektrycznej wytwarzanej w skojarzeniu z wytwarzaniem ciepła. Dz. U. Nr 104 poz. 971; 2003
10. Skonsolidowany raport roczny Grupy Kapitałowej ENEA za 2008r. http://www.ir.enea.pl/pl/news/17/Raporty-okresowe/2009-04-30/Skonsolidowany-raport-roczny-Grupy-Kapitalowej-ENEA-za-2008r_-515.html ; data dostępu – luty 2009
11. Strona internetowa elektrowni „Kozienice” S.A. Informacje ogólne. http://www.elko.com.pl/elkoweb/ site/site.php?module=page&cmd=show&code=ofirmie1&id_section=1; data dostępu – luty 2009
12. Strona internetowa Europejskiego Stowarzyszenia Inicjatyw Społecznych http://esis.org.pl/asp/pl_start asp?typ=14&menu=22&strona=1; data dostępu – luty 2009
13. Strona internetowa Urzędu Regulacji Energetyki http://www.ure.gov.pl/portal/pdb/491/3395/ Prawie_28_milionow_zlotych_kar_za_nieprzestrzeganie_obowiazkow.html; data dostępu luty – 2009
14. Tchórz J.: Współspalanie biomasy i paliw wtórnych w kotłach energetycznych, Konferencja Naukowo – Techniczna, Zakopane, 2004
15. Władczyk M.: Skąd prąd? Energia Elektryczna nr 12. Biuro Polskiego Towarzystwa Przesyłu i Rozdziału Energii; 2009
99
Rozdział 9
PRODUKCJA EKOLOGICZNA A RYNEK KONSUMENTÓW W POLSCE
Anna KOWALCZYK, Marek GAWORSKI WSTĘP
Produkcja ekologiczna zalicza się do dynamicznie rozwijanych obszarów
rolnictwa na świecie. Jest to system gospodarowania zrównoważony pod względem ekologicznym i ekonomicznym, dzięki czemu możliwe jest harmonijne funkcjonowanie człowieka i przyrody w procesie produkcji rolnej. Głównym celem rolnika – ekologa, staje się zapewnienie naturalnej żyzności gleby, zdrowotności roślin i zwierząt.
W Polsce rolnictwo ekologiczne cieszy się coraz większym zainteresowaniem wśród krajowych rolników. Wstąpienie Polski do Unii Europejskiej, opracowanie stosownych regulacji prawnych i stworzenie systemu kontroli w rolnictwie ekologicznym oraz wsparcie finansowe dla tego typu gospodarowania spowodowało znaczący wzrost liczby gospodarstw i powierzchni upraw ekologicznych.
Rynek żywności pochodzącej z upraw ekologicznych stanowi odpowiedź na wymagania konsumentów dbających o zdrowie i świadomych zależności między sposobem produkcji a jakością zdrowotną żywności. W Polsce rynek ten znajduje się w początkowej fazie rozwoju a rynkowy udział produktów ekologicznych upraw jest wciąż niewielki. W związku ze wzrostem świadomości społeczeństwa, zmianą zachowań i preferencji konsumentów i ich indywidualnych oczekiwań wobec żywności oczekuje się wzrostu popytu na żywność ekologiczną oraz podaży tej kategorii żywności.
Wobec szerokiego spektrum zagadnień związanych z rozwojem produkcji żywności metodami ekologicznymi celem podjętych badań była analiza preferencji i zachowań konsumentów na rynku żywności ekologicznej. Zakresem opracowania objęto zbiór problemów związanych z bieżącym rozwojem i perspektywami doskonalenia produkcji i rynku żywności ekologicznej. Sformułowany zakres pracy stanowił inspirację do rozwinięcia zagadnień tworzących przesłanki kształtowania rynku żywności ekologicznej, tj. rolnictwa ekologicznego i łańcucha żywnościowego.
MATER
opinii i miały fostanowzawodoBadaniNajliczngrupy). WYNIK
ekologiokreśle„zdrowaraczej n„raczej większoi „zdrowna niekekologi
WNa ryszakupuekologiekologiproduk
Ż
pośred
RIAŁ I MET
Realizujączachowań
ormę ankiewili zróżnicowego. Pra objęły niejszą gru
KI BADAŃ
Na podsticzna” de
enia. Na pya żywnośćnie. Odpow
tak”), brość osób nwa żywnośkorzyść zaicznej. Wśród bad
sunku 1 pu żywnościcznych „riczną raz
któw ekolog
Ry
Żywność eni, czyli po
TODY
c podjęty cń polskich ety. Osobacowaną grzebadanyc
grupę upę respon
RYNKU K
tawie baklaruje 86ytanie czy ć”, tylko 27wiedzi twierak zdanianie dostrześć” i uważaarówno ko
danych osrzedstawio
ci ekologicrzadziej n
w miesiągicznych cz
ysunek 1. C
ekologicznoprzez odn
cel pracy,konsume
ami badanygrupę osóch zostałoresponden
ndentów st
KONSUME
dań stwi6% respotermin „ży
7% responerdzącej uda zadeklarega różnicyają je za toonsumentó
sób 71% zono odpowcznej. Z diż raz naącu, a zazęściej niż
CzęstotliwoŹródł
a definiowniesienie do
100
w maju ntów na ryymi byli peób pod wo 100 osóbntów w tanowiły os
ENTÓW ŻY
erdzono, ndentów,
ywność ekondentów zadzieliło 59 rowało 4%y pomiędzożsame. Mów, jak i p
zadeklarowwiedzi respdanych wya trzy miealedwie 1ż raz w tygo
ość zakupuło: badanie w
wana jest po metody p
2009 rokuynku żywnłnoletni miwzględem b, w tym różnych
soby w wie
YWNOŚCI
że znajozaś pozo
ologiczna” adeklarowa% respond
% osób. Wy określen
Mylne traktoproducentó
wało, iż kupondentów
ynika, iż 2esiące”, 261% respoodniu.
u żywnoścwłasne
przez konsuprodukcji (r
u przeprowności ekoloeszkańcy
wykształ73 kobietyprzedział
eku 18-25
EKOLOG
omość postałe 14%jest tożsa
ało odpowdentów (28Wyniki te
niami „żywnowanie tyc
ów certyfik
upuje żywnw pytanych27% osób 6% osób ondentów
i ekologicz
umentów grys. 2).
wadzono bogicznej. BWarszawyłcenia i y i 27 męłach wieklat (44% b
GICZNEJ
ojęcia „ż% nie znmy z okreś
wiedź „nie”,8% – „tak”
potwierdzność ekoloch określeńkowanej ży
ność ekoloh o często
kupuje pkupuje żdeklaruje
znej
głównie w
badania Badania y, którzy statusu
ężczyzn. kowych. badanej
żywność na tego śleniem 10% – , 31% – zają, iż ogiczna” ń działa ywności
ogiczną. otliwość
produkty żywność
zakup
sposób
R
W
produkproduknie zaekologiodżywc
wpływesię infokomerckonsum
wedługprodukprasa ekologi
Ry
Rysunek 2.
W opinii 3kowana bekowana w tawiera koniczna poccze (6,8%)Konsumen
em różnycormacjamicyjnymi (menckie). Głównym
g konsumektów ekolog
– 17% oicznej jest
ysunek 3. Ź
Charakter
35,1% badez użycia śtradycyjnycnserwantóchodzi z ) oraz podlnci podejmh czynnikói pochodzreklama,
źródłem wentów Integicznych (
oraz progrdla 11% re
Źródła info
rystyka żywŹródł
danych kośrodków cch gospodaw. Konsuczystego ega dodatmują decyów. Opróczącymi od
opakowan
wiedzy i inernet (22%22%). Poz
ramy telewespondent
ormacji o żyŹródł
101
wności ekoło: badanie w
onsumentóchemii rolnarstwach e
umenci wyśrodowiskkowej kontyzje o z
cz własnegrodziny,
nie) oraz
nformacji %) oraz infzostałe źrówizyjne –tów rodzina
ywności ekło: badanie w
ologicznej własne
ów żywnośnej, 21,6%ekologicznyrażali rówka (8,1%)troli (5,4%
zakupie żygo doświad
przyjaciółz publiczn
na temat formacje uódła, które
15%. Źróa i znajomi
kologicznejwłasne
w opinii ko
ść ekologi% osób uw
ych, a 20,3wnież opi, jest bog). ywności edczenia ko, znajomy
nymi (me
żywności umieszcza
wskazywaódłem wiei (rys. 3).
j w opinii k
onsumentó
czna to żważa, że je3%, iż żywinię, iż żgata w s
ekologicznonsumenciych, informedia, orga
ekologiczane na etyali konsumedzy o ży
konsument
ów
żywność est ona
wność ta żywność składniki
nej pod kierują
macjami anizacje
nej jest ykietach menci to ywności
tów
produk(33%). w mnie– 3%.
ekologirodzinyzwiąza
pozostaopakowznaku jednostwierzą responżywnoś
R
Z
produk31,6% respon9,4%, m2,9%, pwarzyw
rozwiniiż na rymięsa 66%, p
Konsumenktów ekolo
Duże znaejszym stop
Na pytanicznych poy (rys. 4). Nne z walorKonsumenałych prowaniu okregraficznegtki certyfik
zapewniedentów wyść”.
Rysunek 4.
Z przeproktów ekolog
wskazańdentów. Bmięso – 7,przetwory wne – 0,9%Na rysunkęcia oferty
ynku produ– 77% or
przetworów
nci przy zaogicznych czenie mapniu kieruj
nie dotyczonad połowNa dalszycrami zdrownci zapytaoduktów eślenia „żgo żywnośującej na
eniu sprzeyróżnik sta
Czynniki d
owadzonycgicznych sń. WarzywBadani wsk
3%, mlekodla niemow
%. ku 5 przey poszczeguktów ekoloraz wędlin w dla dzieci
akupie żyw– 36% o
ają równieżą się ceną
zące czynwa respondch miejsca
wotnymi żywani o sposnieekologiywność eści ekologopakowan
edawcy, iżanowi znaj
decydująceko
Źródł
ch badań są produktywa i owkazali równo i przetwowląt i dziec
dstawionogólnych progicznych – 73%. J
i i niemowl
102
wności ekooraz wartoż walory smą – 9% ora
nników dedentów (53ch wśród mwności ekosób odróżicznych w
ekologicznaicznej wsk
niu – 18%.ż dany prjdujące się
e o zakupionsumentóło: badanie w
wynika, y zbożowe
woce kupunież na zaory – 6,5%ci – 2,1%,
odpowiedroduktów enajsłabiej
Jako najlepląt – 57% a
ologicznej kościami odmakowe –az terminem
ecydującyc3%) wskazmotywów zologicznej żniania prowskazywala” – 35% kazało 19%. Wśród barodukt jesę na opak
e żywnośców własne
iż wśróde (makaronuje odpo
akup nastę, zioła – 3wędliny –
dzi ankietoekologicznyrozwiniętapiej rozwina także pro
kierują siędżywczymi19% wskam przydatn
ch o zakała troskę zakupu zni ich waloroduktów eli głównie
responde% respondadanych 1t ekologic
kowaniu ok
ci ekologicz
d najczęśny, kasze, wiednio 2ępujących ,2%, piecz1,7%, prze
owanych nych. Respo
a jest ofertaniętą uznaoduktów zb
ę głównie ji tych proazań. Konsności do s
kupie proo zdrowiealazły się
rami smakoekologiczne obecnoentów. Obdentów, a 4% wskaz
czny, a dkreślenie „
znej w opin
ciej kupowpłatki, nas20,3% i produktów
zywo – 3%etwory owo
na temat ondenci wa słodyczy ali ofertę sbożowych –
akością oduktów sumenci pożycia
oduktów swoje i kwestie owymi. ych od
ość na becność
nazwę zało, że la 14% „zdrowa
nii
wanych siona) –
11,1% w: jaja – %, soki –
ocowe i
stopnia wskazali,
– 88%, oków – – 56%.
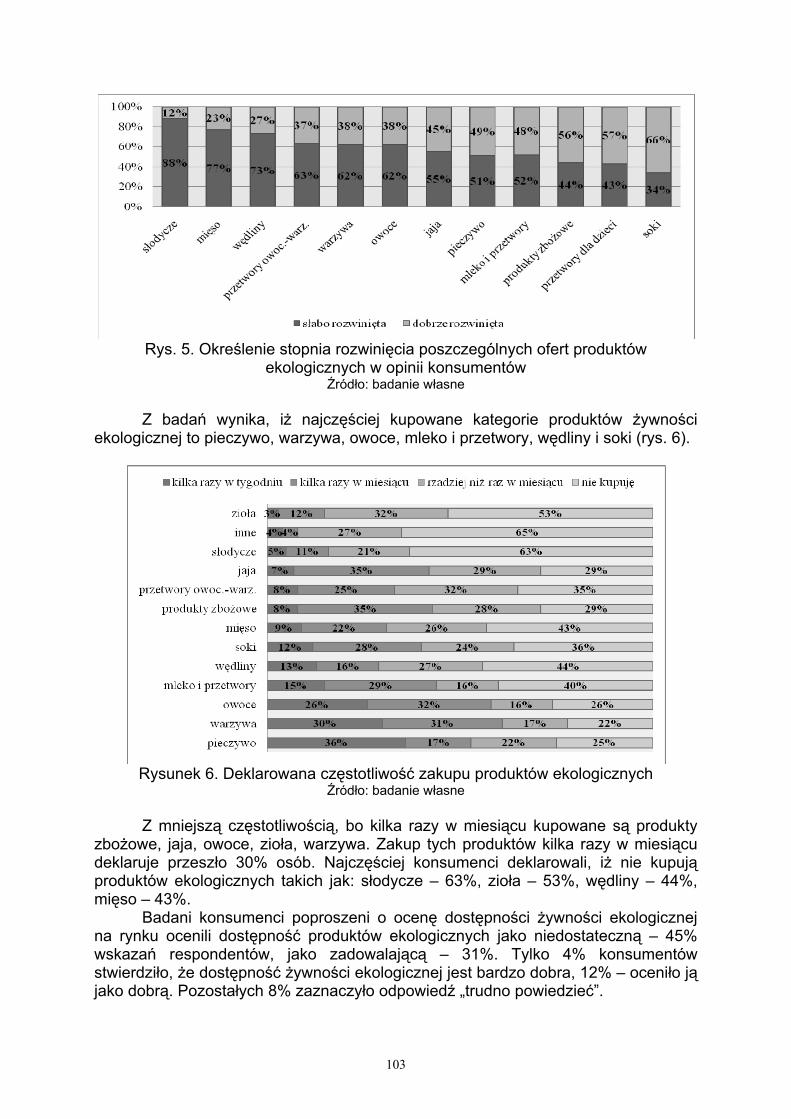
103
Rys. 5. Określenie stopnia rozwinięcia poszczególnych ofert produktów
ekologicznych w opinii konsumentów Źródło: badanie własne
Z badań wynika, iż najczęściej kupowane kategorie produktów żywności
ekologicznej to pieczywo, warzywa, owoce, mleko i przetwory, wędliny i soki (rys. 6).
Rysunek 6. Deklarowana częstotliwość zakupu produktów ekologicznych
Źródło: badanie własne
Z mniejszą częstotliwością, bo kilka razy w miesiącu kupowane są produkty zbożowe, jaja, owoce, zioła, warzywa. Zakup tych produktów kilka razy w miesiącu deklaruje przeszło 30% osób. Najczęściej konsumenci deklarowali, iż nie kupują produktów ekologicznych takich jak: słodycze – 63%, zioła – 53%, wędliny – 44%, mięso – 43%.
Badani konsumenci poproszeni o ocenę dostępności żywności ekologicznej na rynku ocenili dostępność produktów ekologicznych jako niedostateczną – 45% wskazań respondentów, jako zadowalającą – 31%. Tylko 4% konsumentów stwierdziło, że dostępność żywności ekologicznej jest bardzo dobra, 12% – oceniło ją jako dobrą. Pozostałych 8% zaznaczyło odpowiedź „trudno powiedzieć”.
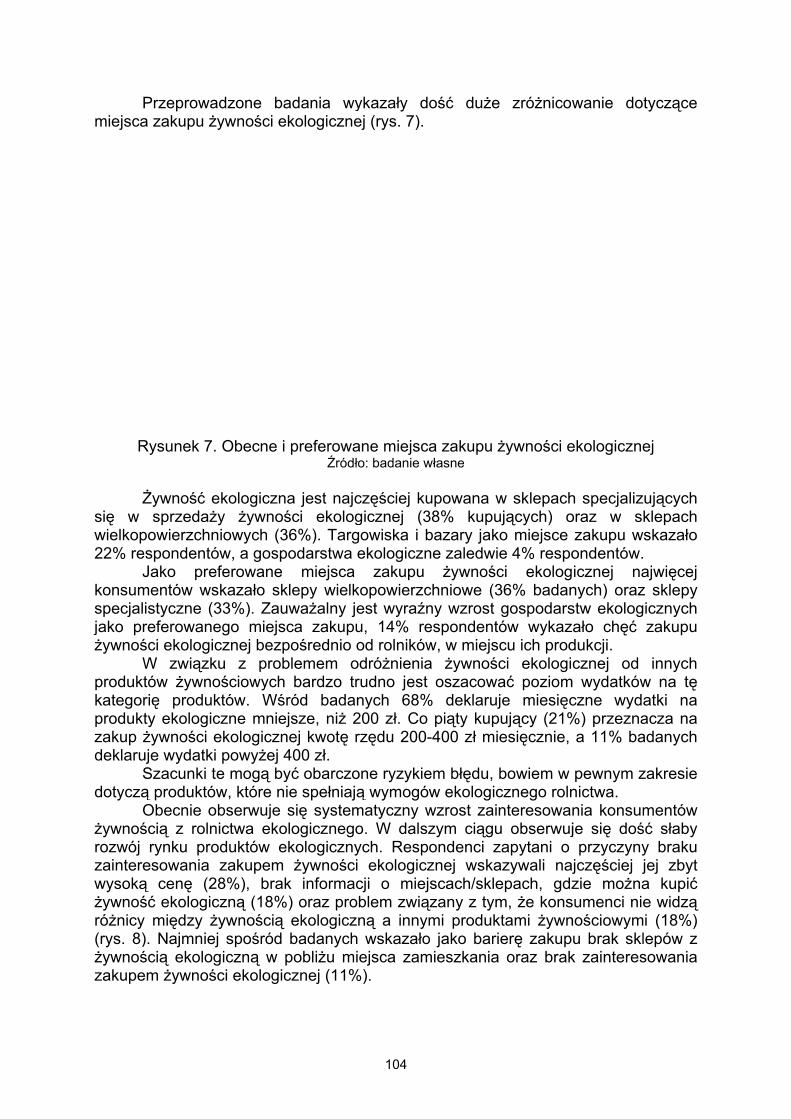
miejsca
R
Żsię w wielkop22% re
Jkonsumspecjaljako prżywnoś
Wprodukkategoprodukzakup żdeklaru
Sdotyczą
Ożywnośrozwój zainterewysokążywnośróżnicy(rys. 8)żywnośzakupe
Przeprowaa zakupu ż
Rysunek 7.
Żywność esprzedaż
powierzchnespondentóJako pre
mentów wsistyczne (3referowaneści ekologiW związk
któw żywnorię produk
kty ekologicżywności e
uje wydatkiSzacunki tą produktóObecnie ością z roln
rynku proesowania ą cenę (2ść ekologicy między ż). Najmnieścią ekologem żywnoś
adzone bażywności e
. Obecne i
ekologicznży żywnośniowych (3ów, a gospeferowane skazało sk33%). Zauego miejscznej bezp
ku z probościowych któw. Wśczne mnieekologiczni powyżej 4te mogą by
ów, które nobserwuje nictwa ekooduktów ezakupem
28%), brakczną (18%żywnością ej spośród giczną w pści ekologic
adania wyekologiczne
preferowaŹródł
a jest najcści ekolog36%). Targpodarstwa
miejsca klepy wielkuważalny jeca zakupu
pośrednio oblemem o
bardzo trród badan
ejsze, niż 2nej kwotę r400 zł. yć obarczoie spełniająsię system
ologicznegoekologicznyżywności
k informac%) oraz pro
ekologiczbadanych
pobliżu micznej (11%
104
ykazały dej (rys. 7).
ane miejscało: badanie w
częściej kugicznej (3gowiska i bekologiczn
zakupu kopowierzcest wyraźnu, 14% reod rolników
odróżnieniarudno jest nych 68%200 zł. Co rzędu 200-
one ryzykieą wymogów
matyczny wo. W dalszych. Resp ekologiczcji o miejblem zwiąną a innym wskazałoiejsca zam
%).
ość duże
a zakupu żwłasne
upowana w38% kupubazary jakone zaledwie
żywnoścchniowe (3ny wzrost espondentów, w miejsca żywnośc
oszacowa% deklaruj
piąty kup-400 zł mie
em błędu, bw ekologicwzrost zainzym ciąguondenci zznej wskascach/skleązany z tymmi produk
o jako bariemieszkania
zróżnicow
żywności e
w sklepachujących) oo miejsce e 4% respoci ekolog36% badangospodarsów wykazcu ich prodci ekologiać poziome miesięcujący (21%esięcznie,
bowiem w cznego rolnnteresowau obserwujzapytani o azywali naepach, gdzm, że konstami żywnerę zakuporaz brak
wanie do
ekologiczne
h specjalizoraz w szakupu wondentów.icznej na
nych) orazstw ekologzało chęć dukcji. cznej od
m wydatkówczne wyda%) przezna
a 11% ba
pewnym znictwa. nia konsumje się dośprzyczyny
ajczęściej jzie można
sumenci nienościowymu brak skl
k zainteres
tyczące
ej
ujących klepach skazało ajwięcej z sklepy icznych zakupu
innych w na tę atki na acza na adanych
zakresie
mentów ść słaby y braku jej zbyt a kupić e widzą i (18%) lepów z sowania
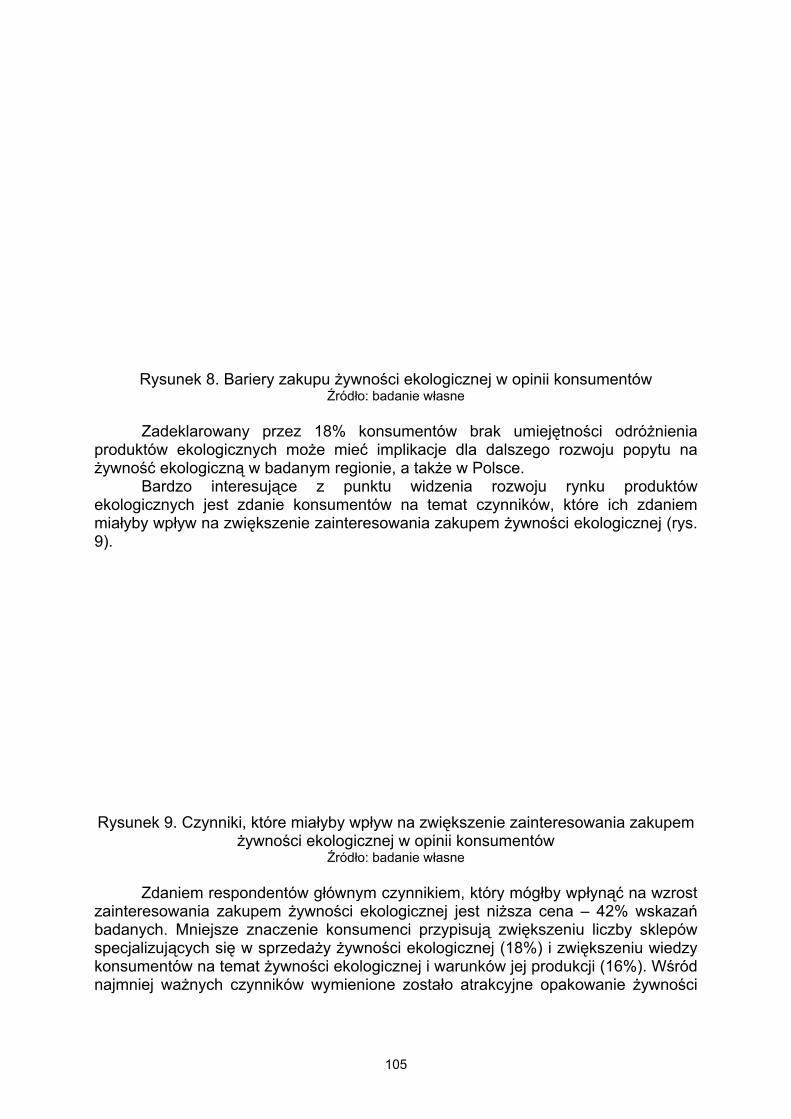
R
Zprodukżywnoś Bekologimiałyby9).
Rysun
Z
zainterebadanyspecjalkonsumnajmnie
Rysunek 8
Zadeklarowktów ekolość ekologicBardzo iicznych jey wpływ na
ek 9. Czyn
Zdaniem reesowania ych. Mniejsizujących
mentów naej ważnyc
. Bariery z
wany przegicznych
czną w badnteresując
est zdanie a zwiększe
nniki, któreżywnoś
espondentzakupem sze znaczsię w sprz temat żywh czynnikó
zakupu żywŹródł
ez 18% może miedanym regce z pu
konsumeenie zainte
miałyby wści ekologic
Źródł
tów głównyżywności
zenie konszedaży żywwności ekoów wymien
105
wności ekoło: badanie w
konsumeneć implikacionie, a tak
unktu widntów na tresowania
wpływ na zwcznej w opło: badanie w
ym czynnikekologiczn
sumenci prwności ekoologicznej inione zost
logicznej wwłasne
ntów brakcje dla dakże w Polsdzenia rotemat czy
a zakupem
większeniepinii konsumwłasne
kiem, którynej jest niżrzypisują zologicznej warunkówtało atrakc
w opinii kon
k umiejętnalszego rosce. ozwoju rynników, ktżywności
e zainteresmentów
y mógłby wższa cenazwiększen(18%) i zw
w jej producyjne opak
nsumentów
ności odróozwoju pop
ynku protóre ich zekologiczn
sowania za
wpłynąć naa – 42% wiu liczby s
większeniu kcji (16%)
kowanie ży
w
óżnienia pytu na
oduktów zdaniem nej (rys.
akupem
a wzrost wskazań sklepów
wiedzy . Wśród ywności
106
ekologicznej (1%) oraz zwiększenie liczby sklepów wielko powierzchniowych (super- i hipermarketów) oferujących żywność ekologiczną (4%). DYSKUSJA PROBLEMÓW ROZWOJU ROLNICTWA EKOLOGICZNEGO
Na przestrzeni wielu dziesięcioleci termin „rolnictwo ekologiczne” był różnie rozumiany i interpretowany. Współcześnie termin ten określa system gospodarowania, który jest zrównoważony pod względem ekologicznym, ekonomicznym i społecznym. Aktywizuje przyrodnicze mechanizmy produkcji roślinnej poprzez stosowanie naturalnych środków produkcji, a także zapewnia trwałą żyzność gleby oraz zdrowotność roślin i zwierząt [Żakowska-Biemans, Gutkowska 2003]. Najważniejsze zasady stosowane w rolnictwie ekologicznym obejmują: • dążenie do zamknięcia obiegu materii w gospodarstwie i uzyskanie
samodzielności paszowo-nawozowej gospodarstwa; • utrzymanie żyzności gleby przez stosowanie płodozmianu i nawożenie
organiczne (obornik, nawozy zielone, kompost); • zapewnienie zwierzętom gospodarskim warunków bytowych zgodnych z ich
potrzebami gatunkowymi; • stawianie jako celu produkcji jakości, a nie jej maksymalizacji.
Rolnictwo ekologiczne, choć tradycyjne, jest najnowocześniejszym systemem produkcji rolniczej. Wykorzystuje doświadczenia pokoleń i najnowsze osiągnięcia nauki. Jest to produkcja intensywna, pracochłonna i wymagająca głębszej wiedzy i znajomości mechanizmów zachodzących przyrodzie. W rolnictwie nie stosuje się nawozów sztucznych i chemicznych środków ochrony roślin, przez co plony, choć często mniejsze, są lepszej jakości (więcej składników mineralnych w przeliczeniu na masę plonu, mniejsza ilość zawartej wody) i mają lepsze walory smakowe.
W celu zapewnienia jak najlepszej jakości produktom ekologicznym funkcjonuje szeroko rozwinięty system kontroli i certyfikacji rolnictwa ekologicznego. Konsument sięgając po produkty rolnictwa ekologicznego musi mieć pewność, iż zostały one wyprodukowane zgodnie z obowiązującymi przepisami. Budowanie zaufania klientów jest priorytetem, dlatego też obowiązek uczestnictwa w systemie kontroli mają wszyscy producenci, przetwórcy oraz importerzy produktów ekologicznych.
Od kilkudziesięciu lat rolnictwo ekologiczne cieszy się coraz większym zainteresowaniem wśród polskich rolników. Przyczyn tego zainteresowania należy upatrywać nie tylko w negatywnych ocenach intensywnych metod produkcji, ale również w coraz wyższej świadomości konsumentów i rosnącym poziomie ich wymagań w stosunku do produktu i producenta. Uregulowanie statusu rolnictwa ekologicznego w krajach Unii Europejskiej i wprowadzenie odpowiednich dopłat do tego typu produkcji miało również niewątpliwy wpływ do wzrost ilości gospodarstw ekologicznych. Integracja Polski z UE istotnie zwiększyła zainteresowanie tym sposobem gospodarowania, przede wszystkim ze względu na wysokie subwencje, a także lepsze możliwości zbytu żywności produkowanej metodami ekologicznymi [Harasim 2007].
Ostatnie lata w rolnictwie to dynamicznie rosnące zainteresowanie produkcją żywności metodami ekologicznymi na świecie, a zwłaszcza w Unii Europejskiej. Na świecie powierzchnia upraw ekologicznych przekracza 31 mln ha, z czego ¼ przypada na kraje UE. Polska, mimo dobrych warunków odstaje od średniego w UE udziału gospodarstw i areału objętego produkcją ekologiczną. W Unii w 2005 roku gospodarstwa ekologiczne stanowiły 1,7 % ogólnej liczby gospodarstw i 3,9 %
107
powierzchni użytków rolnych. W Polsce udział ten wynosił odpowiednio 0,97% i 0,37%.
Można stwierdzić, iż wyraźny wpływ na wzrost zainteresowania ekologicznym sposobem gospodarowania nastąpił po integracji Polski z Unią Europejską, kiedy to rolnicy uzyskali możliwość ubiegania się o dodatkowego wsparcie finansowe do swojej działalności. Rolnictwo ekologiczne ma w Polsce duże możliwości rozwoju. Liczba gospodarstw ekologicznych systematycznie rośnie. Dynamika rozwoju rolnictwa ekologicznego powinna się utrzymać w najbliższych latach, na co wskazują ogólnoświatowe trendy. DYSKUSJA PRZESŁANEK ROZWOJU PRODUKCJI ŻYWNOŚCI EKOLOGICZNEJ
Termin „żywność ekologiczna” określa żywność, której sposób wytwarzania jest zgodny z zasadami zawartymi w rozporządzeniu Rady EWG nr 2092/91 w sprawie rolnictwa ekologicznego oraz znakowania jego produktów i środków spożywczych z późniejszymi zmianami. Żywność ekologiczna produkowana jest bez użycia nawozów sztucznych i chemicznych środków ochrony roślin, przy zachowaniu żyzności gleby oraz różnorodności biologicznej. Termin ten określa produkty wytworzone w rolnictwie ekologicznym i przetwarzane według ściśle przestrzeganych i kontrolowanych zasad, w oparciu o które upoważnione jednostki kontrolne przyznają ekologiczny znak towarowy [Łuczka-Bakuła 1993]. Rozporządzenie 2092/91 określa, iż żywność ekologiczna zawiera co najmniej 95% składników organicznych. Produkt częściowo ekologiczny zawiera od 50% do 95% składników organicznych, natomiast produkt non-organic zawiera poniżej 50% składników organicznych. Produkty ekologiczne nie zawierają sztucznych barwników, środków konserwujących, środków zapachowych czy smakowych.
Pojęcie żywności ekologicznej wiąże się nie tylko z samą strefą produkcji, ale obejmuje również przetwarzanie, magazynowanie, pakowanie, transport, dystrybucję i handel. Jakość produktu zapewniana jest przez zachowanie odpowiednich standardów na wszystkich etapach wprowadzania produktu do obrotu [Łuczka-Bakuła 1993].
Konsument, sięgając po certyfikowaną żywność ekologiczną ma gwarancję, że dany produkt pochodzi z upraw bez stosowania środków chemicznych, nie zanieczyszczających środowiska naturalnego. Żywność ta produkowana jest w gospodarstwach ekologicznych, które podlegają corocznym inspekcjom prowadzonym przez upoważnione jednostki certyfikujące. Ekologiczne przetwory produkowane są na bazie produktów pochodzących z certyfikowanych gospodarstw, przy zastosowaniu naturalnych i tradycyjnych technologii, które zapewniających maksymalną ochronę wartości odżywczych produktów. Zabiegi te sprawiają, iż końcowe produkty są wolne od chemicznych zanieczyszczeń, syntetycznych konserwantów i sztucznych barwników [Pilarski i in. 2003].
W Polsce rynek produktów ekologicznych jest na początku drogi prowadzącej do rozwoju i sukcesu. Polscy konsumenci zmieniają swoje przyzwyczajenia żywieniowe i coraz częściej włączają do swojej codziennej diety produkty pochodzące z rolnictwa ekologicznego. Produkty te postrzegane są jako przyjazne środowisku, zdrowe, o dużej wartości odżywczej, mające dobry i naturalny smak.
Oferta krajowej żywności ekologicznej jest na razie dość skromna ilościowo, a asortyment mało zróżnicowany. Konsumenci mają utrudniony dostęp do tego typu produktów, co spowodowane jest głównie rozproszeniem producentów i punktów
108
sprzedaży. Nie bez znaczenia jest tu także mała skala produkcji żywności ekologicznej, jej rozdrobnienie, sezonowość, brak profesjonalnych magazynów przechowalniczych zarówno u producentów, jak i handlowców oraz brak odpowiedniej infrastruktury i organizacji handlu produktami rolnictwa ekologicznego.
Jak wskazują doświadczenia innych krajów europejskich [Torjusen i in. 2001] w rozwoju żywności ekologicznej istotna staje się identyfikacja celów związanych z produkcją ekologiczną, a także doskonalenie komunikacji i współpracy między konsumentami i producentami żywności ekologicznej. PODSUMOWANIE
Polska, dzięki sprzyjającym warunkom środowiskowym jest krajem o dużych możliwościach rozwoju rolnictwa ekologicznego. Systematyczny wzrost liczby gospodarstw i powierzchni upraw ekologicznych stwarza warunki dla wzrostu produkcji i podaży produktów ekologicznych.
Szczególnie istotne dla perspektywicznego doskonalenia rynku żywności ekologicznej jest opracowanie spójnej strategii rozwoju rolnictwa ekologicznego, która uwzględniać będzie uwarunkowania środowiskowe, społeczne, ekonomiczne oraz doświadczenia krajów innych Unii Europejskiej w zakresie rozszerzania idei ekologicznego gospodarowania. Wdrażanie strategii stwarzać będzie warunki dla zróżnicowanego i wielofunkcyjnego rozwoju polskiej wsi.
Polski rynek żywności ekologicznej jest na początku drogi prowadzącej do osiągnięcia europejskiego poziomu rozwoju. Wymagane jest więc podjęcie działań mających na celu budowanie i szerzenie pozytywnego wizerunku żywności ekologicznej wśród polskich konsumentów. Konsumenci powinni mieć szeroki dostęp do rzetelnych i pełnych informacji na temat żywności ekologicznej, gdyż jak sami przyznali w przeprowadzonej ankiecie jednym z czynników, który mógłby mieć wpływ na wzrost zainteresowania zakupem tej kategorii żywności jest zwiększenie poziomu wiedzy na temat żywności ekologicznej i warunków jej produkcji. Konieczne staje się opracowanie i przeprowadzenie krajowej akcji promocyjno-informacyjnej na temat rolnictwa ekologicznego i żywności ekologicznej.
Wyniki przeprowadzonych badań wykazały, iż konsumenci znają i cenią żywność ekologiczną. Mimo deklarowanej znajomości pojęcia „żywność ekologiczna” nabywcy mylnie utożsamiają tą kategorię żywności z tzw. zdrową żywnością i innymi produktami znakowanymi w sposób sugerujący ich pochodzenie z ekologicznego rolnictwa. Opracowanie i wypromowanie jednolitego i krajowego znaku graficznego rolnictwa ekologicznego z pewnością ułatwiłoby konsumentom identyfikację produktów ekologicznych. Wymagane są także działania zmierzające do wyeliminowania z rynku nieuczciwych producentów, którzy poprzez niewłaściwe i nieprecyzyjne znakowanie swoich produktów wprowadzają klientów w błąd.
Poważną barierą rozwoju rynku żywności ekologicznej jest brak współpracy między producentami żywności ekologicznej i innymi uczestnikami rynku. Ekologiczni producenci mają trudności z przystosowaniem się do wymogów przemysły przetwórczego oraz nowoczesnych systemów dystrybucji żywności.
Wyniki badań wskazują, iż głównym czynnikiem wpływającym na zakup żywności ekologicznej jest troska o zdrowie swoje i rodziny, a także walory zdrowotne tej kategorii żywności. Produkty ekologiczne wywołują u konsumentów pozytywne skojarzenia i są traktowane jako produkty zdrowe, odżywcze i o wysokiej jakości.
109
Polski rynek żywności ekologicznej cechuje się niskim poziomem zróżnicowania asortymentu i małą skalą produkcji poszczególnych partii produktów. Współczesny konsument oczekuje dużej różnorodności asortymentu, dlatego przyszłe działania powinny mieć na celu wzbogacenie i urozmaicenie oferty żywności ekologicznej oraz zwiększenie jej dostępności poprzez rozbudowę kanałów dystrybucji. Należy dążyć do zwiększenia liczby sklepów specjalizujących się w sprzedaży żywności ekologicznej, a także zwiększenia udziału produktów ekologicznych w ogólnej ofercie sklepów wielkopowierzchniowych.
Dalszy rozwój rynku żywności pochodzącej z upraw ekologicznych wymaga stymulowania podaży i orientacji prorynkowej krajowych producentów żywności ekologicznej. Działania te w połączeniu z promocją produktów ekologicznych i rozwojem różnorodnych form ich sprzedaży sprawią, iż żywność ekologiczna na stałe zagości w codziennej diecie polskich konsumentów [Kowalczyk 2009]. BIBLIOGRAFIA 1. Harasim A.: Możliwości rozwoju rolnictwa ekologicznego w Polsce. Instytut
Uprawy, Nawożenia i Gleboznawstwa - Państwowy Instytut Badawczy, Puławy 2007
2. Kowalczyk A.: Analiza rynku produktów ekologicznych z uwzględnieniem preferencji konsumentów. Praca magisterska (maszynopis), Wydział Inżynierii Produkcji, SGGW, Warszawa 2009.
3. Łuczka-Bakuła W.: Od ekologicznego rolnictwa do rynku ekologicznej żywności; wybrane problemy ekologiczne gospodarki alternatywnej. Wydawnictwo WiS, Poznań. 1993.
4. Pilarski S., Grzybowska M., Brzeziński M.: Rynek żywności ekologicznej. Wydawnictwo Wyższej Szkoły Agrobiznesu, Łomża. 2003.
5. Torjusen H., Lieblein G., Wandel M., Francis C.A.: Food system orientation and quality perception among consumers and producers of organic food in Hedmark County, Norway. Food Quality and Preference, No. 12, 2001. p. 207-216.
6. Żakowska-Biemans S., Gutkowska K. Rynek żywności ekologicznej w Polsce i w krajach Unii Europejskiej. Wydawnictwo SGGW, Warszawa 2003.
110
Rozdział 10
EFEKTYWNOŚĆ ZUŻYCIA ENERGII W MAŁYM ZAKŁADZIE
PRZETWÓRSTWA MIĘSNEGO Janusz WOJDALSKI, Bogdan DRÓŻDŻ, Paweł LIPIŃSKI WYKAZ STOSOWANYCH OZNACZEŃ Ac - dobowe zużycie energii cieplnej (Ac= Brz
rwQ ), GJ/24 h
Ae - dobowe zużycie energii elektrycznej czynnej, kW⋅h/24 h At1 - całkowite zużycie energii (uwzględniając przelicznik 1kW⋅h = 12MJ), MJ/24 h At2 - całkowite zużycie energii (uwzględniając przelicznik 1kW⋅h = 3,6MJ), MJ/24 h Bce1 - dobowe zużycie paliwa umownego z przeliczenia wartości At1, kg c.e./24 h Bce2 - dobowe zużycie paliwa umownego z przeliczenia wartości At2, kg c.e./24 h Brz - zużycie paliwa rzeczywistego, kg/24 h EE - efektywność energetyczna, kg mięsa/MJ, kg mięsa/kg c.e., kg mięsa/kW·h K1 - kubatura pomieszczeń produkcyjnych zakładu przypadająca na 1 kg mięsa
produkowanego w ciągu doby, m3/kg K2 - ogólna kubatura zakładu przypadająca na 1 kg mięsa produkowanego w ciągu
doby, m3/kg Km - moc zainstalowana urządzeń elektrycznych na 1 Mg produkowanego mięsa w
ciągu doby, (Km = P · Z-1) kW/Mg mięsa Kp - wielkość dobowej produkcji mięsa na 1 pracownika zatrudnionego w zakładzie,
Mg/osobę n - liczba pracowników zatrudnionych w zakładzie, osoby P - łączna moc zainstalowana urządzeń elektrycznych, kW r - współczynnik korelacji Uel - zużycie energii elektrycznej na 1 pracownika zatrudnionego w zakładzie,
kW⋅h/osobę Uen - moc zainstalowana na 1 pracownika zatrudnionego w zakładzie, kW/osobę Qce - wartość opałowa paliwa umownego (29,3076 MJ/kg c.e.),
rwQ - wartość opałowa paliwa rzeczywistego, MJ·kg-1
V1 - kubatura pomieszczeń produkcyjnych zakładu, m3 V2 - ogólna kubatura pomieszczeń zakładu, m3
111
Wc - zakładowy wskaźnik jednostkowego zużycia ciepła w ciągu doby (Wc=Ac·Z-1), MJ/Mg mięsa
We - zakładowy wskaźnik jednostkowego zużycia energii elektrycznej dla okresu dobowego (We=Ae·Z-1), kW⋅h/Mg mięsa
Wce1 - zakładowy wskaźnik jednostkowego zużycia paliwa umownego z uwzględnieniem przeliczenia 1 kW⋅h = 12 MJ, kg c.e./Mg mięsa
Wce2 - zakładowy wskaźnik jednostkowego zużycia paliwa umownego z uwzględnieniem przeliczenia 1 kW⋅h = 3,6MJ, kg c.e./Mg mięsa
Wrz1 - zakładowy wskaźnik jednostkowego zużycia energii ogółem zawartej w paliwie rzeczywistym (z uwzględnieniem przeliczenia 1 kW⋅h = 12MJ), MJ/Mg mięsa
Wrz2 - zakładowy wskaźnik jednostkowego zużycia energii ogółem zawartej w paliwie rzeczywistym (z uwzględnieniem przeliczenia 1 kW⋅h = 3,6MJ), MJ/Mg mięsa
Wt1 - zakładowy wskaźnik jednostkowego zużycia energii ogółem (z uwzględnieniem przeliczenia 1 kW⋅h = 12MJ), MJ/Mg mięsa.
Wt2 - zakładowy wskaźnik jednostkowego zużycia energii ogółem (z uwzględnieniem przeliczenia 1 kW⋅h = 3,6MJ), MJ/Mg mięsa
Z - dobowa produkcja mięsa, Mg/24 h WPROWADZENIE
Efektywność jest określana jako skutek działalności produkcyjnej (przemysłowej) będący ilorazem uzyskanego efektu do poniesionego nakładu. Można ją wyrażać także stosując wskaźniki jednostkowego zużycia energii z uwzględnieniem danych charakteryzujących zakład produkcyjny. Efektywność energetyczna może być wyrażana jako zmniejszenie zużycia energii podczas przemian, przesyłania i jej finalnego wykorzystania. Może to być skutkiem zmian w technologii, zapewniających niezmienny lub wyższy poziom produkcji lub usług [Dyrektywa 2006]. Jest to też miarą ekoefektywności polegającą na osiąganiu poprawy wyników środowiskowych związanych z: poszanowaniem energii, zmniejszaniem zużycia zasobów naturalnych, redukcją emisji zanieczyszczeń oraz ograniczaniem ilości wytwarzanych odpadów na każdym etapie produkcji i przetwarzania mięsa [Pagan i in. 2002, Ramirez i in. 2006].
Zużycie nośników energii w zakładach przetwórstwa mięsnego zależy od wielu czynników spośród, których wymienia się np.: termofizyczne właściwości surowca, wielkość i strukturę przerobu, stosowaną technologię produkcji, stopień zmechanizowania operacji produkcyjnych oraz stopień wykorzystania zdolności przerobowej [Fritzson i Berntsson 2006, Marcotte i in. 2008, Somsen i in. 2004, Tkacz i in. 2000]. Ilości zużywanych nośników energii są uwzględniane w pozwoleniu zintegrowanym stanowiącym zbiór wymagań i zasad wpływających na efektywną ochronę środowiska z uwzględnieniem najlepszych dostępnych technik produkcyjnych [European Commission 2006, IFC – World Bank Group 2007, Ramirez i in. 2006, WS Atkins Int. 1998].
Z wymienionych prac wynika też, że nie zostały w pełni wyjaśnione przyczyny zmienności zużycia nośników energii w małych zakładach mięsnych, stanowiących pierwszy etap przerobu surowca.
Celem pracy było określenie efektywności zużycia energii w małym zakładzie przetwórstwa mięsnego zajmującego się ubojem trzody chlewnej. Praca ma dostarczyć materiałów przydatnych do budowy modeli zakładów tej branży jako użytkowników energii oraz do określenia zależności między wielkością uboju zwierząt
112
rzeźnych a zużyciem nośników energii służących do oceny efektywności energetycznej produkcji.
MATERIAŁ I METODYKA
Materiały badawcze zebrano w małym zakładzie przetwórstwa mięsnego (ubojnia) zatrudniającego ogółem 21 osób, przerabiającym średnio w ciągu doby (Z) od 100 do 130 sztuk żywca. Produkcja mięsa w ciągu doby wynosiła od 7300 do 9580 kg. Powierzchnia użytkowa zakładu wynosiła 327 m2, a kubatura 1182 m3. Moc zainstalowana wszystkich urządzeń elektrycznych zakładu (P) wynosiła 31,5 kW. Strukturę mocy zainstalowanych urządzeń elektrycznych w zakładzie przedstawiono w tabeli 1. Tabela 1. Struktura mocy zainstalowanej badanego zakładu
Lp. Dział zakładu, procesy technologiczne Moc zainstalowana [kW] 1 Magazyn żywca 1,0 2 Ubój 1,5 3 Rozbiór i wykrawanie 2,0 4 Instalacja wentylacyjna 2,0 5 Chłodnie 16,0 6 Pompy 3,0 7 Strefa nieprodukcyjna 3,0 8 Oświetlenie zakładu 3,0 9 Ogółem 31,5
Z tabeli 1 wynika, że największą pozycję w bilansie mocy zainstalowanej urządzeń
elektrycznych stanowiły urządzenia chłodnicze (50,7%). Udział pozostałych poszczególnych pozycji nie przekraczał 10%.
Średnia wartość wskaźnika Km dla okresu dobowego wynosiła 3,66 kW/Mg produkowanego mięsa. Wskaźnik ten obejmuje następujące procesy produkcyjne: wygłodzenie przedubojowe, ubój i obróbka poubojowa, wychładzanie półtusz (do temperatury 0 ÷ -1oC), rozbiór i wykrawanie. W zakładzie stosowano typowe technologie związane z ubojem, co prezentuje schemat (rys. 1).
Realizacja celu pracy wymagała m. in. posłużenia się modelem zakładu przemysłu spożywczego jako użytkownika nośników energii (rys. 2) oraz zakładowymi wskaźnikami jednostkowego zużycia nośników energii. Obejmują one wszystkie odbiorniki energii związane z przemianami nośników i ich użytkowaniem w zakładzie traktowanym jako całość.
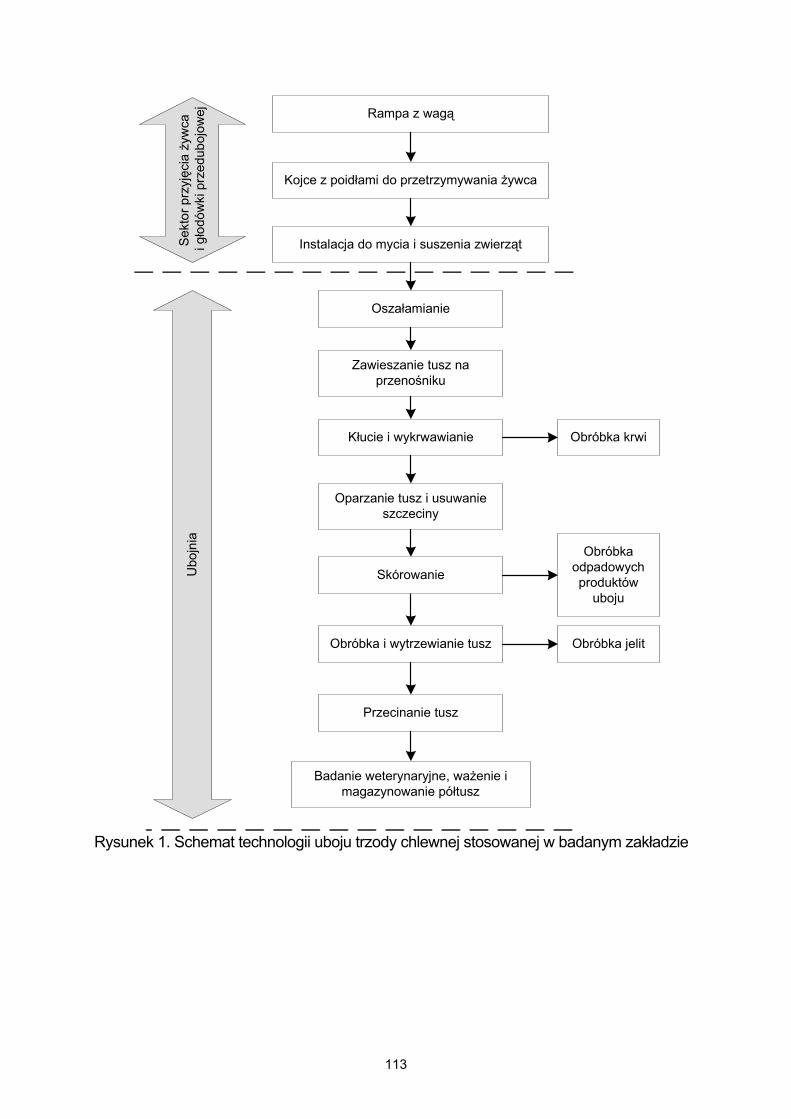
113
Rysunek 1. Schemat technologii uboju trzody chlewnej stosowanej w badanym zakładzie
Rampa z wagą
Kojce z poidłami do przetrzymywania żywca
Instalacja do mycia i suszenia zwierząt
Oszałamianie
Sekt
or p
rzyjęc
ia ż
ywca
i gł
odów
ki p
rzed
uboj
owej
Ubo
jnia
Zawieszanie tusz na przenośniku
Kłucie i wykrwawianie
Oparzanie tusz i usuwanie szczeciny
Obróbka i wytrzewianie tusz
Przecinanie tusz
Badanie weterynaryjne, ważenie i magazynowanie półtusz
Obróbka krwi
Obróbka jelit
Skórowanie
Obróbka odpadowych produktów
uboju
114
Rysunek 2. Przepływy materiałowo-energetyczne w analizowanym zakładzie
Odbiorniki chłodu (magazyny chłodnicze)
Odbiorniki energii elektrycznej - silniki, grzejnictwo
Odbiorniki pary wodnej, gorącej wody, mycie,opalanie tusz zwierzęcych
Mag
azyn
owan
ie ż
ywca
,
Ubó
j i o
brób
ka
poub
ojow
a ,
- osz
ałam
iani
e p rąd
em
elek
trycz
nym
,
- kł u
cie
i wyk
rwaw
ian i
e,- o
parz
anie
,
- usu
wan
ie s
zcz e
ciny
,
- zde
jmow
anie
skó
ry,
- usu
wan
ie n
arz ą
dów
w
ewnę
trzny
c h,
- pod
ział
tusz
y,
- myc
ie k
ońco
we
tusz
y,
Wyc
hład
zan i
e po
uboj
owe ,
Tra n
spor
t wew
n ętr
zny
Pół
tusz
e i e
lem
enty
m
ięsn
e d o
dy
stry
bucj
i (Z)
Ście
ki
do o
czys
zcza
l ni
Prod
ukcj
a pa
ry w
odne
j (w
ytw
orni
c a p
ary)
i go
rące
j wod
y
Wyt
war
zan i
e chło
du
( spręż
arki
am
onia
kaln
e)
Wod
a go
rąca
Uzd
atni
anie
wod
y,
hydr
ofor
nia
Wod
a st
udzi
enn a
do
chło
dze n
ia
Wod
a do
pro
cesó
w i
oper
acji
prod
ukcy
jny c
h i d
o m
ycia
Uzu
peł n
iani
e ub
ytkó
w w
ody
Mag
azyn
o wan
ie o
leju
op
ałow
ego
Ene
rgia
chł
odu
Par
a w
odna
Bezp
ośre
dnie
zuż
yci e
pal
iw (p
rop a
n-bu
tan)
Ener
gia
e lek
trycz
na
(nis
kie
napięc
ie)
Ole
j
opał
owy
Wod
a st
udzi
enna
Żyw
iec
wie
przo
wy
115
Do oceny energochłonności produkcji zakładu przetwórstwa mięsnego stosuje się różne wskaźniki, które pozwalają na bieżącą analizę funkcjonowania badanego obiektu. Poprzez porównanie z wynikami uzyskiwanymi w podobnych zakładach można wskazać kierunki możliwych zmian, których celem powinno być zwiększenie efektywności energetycznej. Aby scharakteryzować gospodarkę energetyczną badanego zakładu przyjęto następujące wskaźniki wyrażające: − zużycie energii elektrycznej na 1 pracownika zatrudnionego w zakładzie:
nAU e
el = [kW⋅h/osobę] (1)
− moc zainstalowana urządzeń elektrycznych przypadająca na 1 pracownika w zakładzie:
nPUen = [kW/osobę] (2)
− moc zainstalowana urządzeń elektrycznych na 1 Mg produkowanego mięsa ciągu doby:
ZPKm = [kW/Mg] (3)
− dobowa produkcja mięsa na 1 zatrudnionego w zakładzie:
nZKp = [Mg/osobę] (4)
− kubatura pomieszczeń produkcyjnych zakładu przypadająca na 1 kg produkowanego mięsa w ciągu doby:
ZVK 1
1 = [m3 pomieszczeń prod./kg] (5)
− całkowita kubatura zakładu przypadająca na 1 kg produkowanego mięsa w ciągu doby:
ZVK 2
2 = [m3 ogółem/kg] (6)
− zakładowe wskaźniki zużycia energii elektrycznej i cieplnej na 1 Mg produkowanego mięsa w ciągu doby:
ZAW e
e = [kW⋅h/Mg] (7)
ZAW c
c = [GJ/Mg] (8)
w którym: Ac= Brz610−⋅r
wQ - dobowe zużycie energii cieplnej, GJ/dobę Z punktu widzenia kosztów i oceny określonej technologii istotne jest posługiwanie się wartością wskaźnika, który obejmowałby łączne zużycie energii w zakładzie produkcyjnym jak też w przeliczeniu na energię ze źródeł alternatywnych. W tym celu przyjęto następujące wskaźniki jednostkowego zużycia energii:
116
Z
QBAZAW
rwrzet
t
61
110012,0 −⋅⋅+⋅== [GJ/Mg] (9)
Z
QBAZ
AWrwrzet
t
62
2100036,0 −⋅⋅+⋅== [GJ/Mg] (10)
w którym: At1- łączne zużycie energii (przelicznik 1 kW⋅h = 12 MJ uwzględnia sprawność produkcji i transportu energii elektrycznej), GJ/dobę At2 - całkowite zużycie energii (uwzględniające przelicznik 1 kW⋅h = 3,6 MJ), GJ/dobę
Powyższe wskaźniki przeliczono na jednostkowe zużycie paliwa umownego:
Wce1 = Wt1/Qce (11) Wce2 = Wt2/Qce (12)
Efektywność energetyczną (EE) należy traktować jako odwrotność poszczególnych wskaźników jednostkowego zużycia energii (We, Wc, Wt1, Wt2).
Wskaźniki łącznego zużycia energii przeliczono również na energię, która może być pozyskana z różnych źródeł, stosując następujące wzory:
Wrz1 = Wt1/ r
wQ (13) Wrz2 = Wt2/ r
wQ (14) Pełny zakres metodyki badania energochłonności zakładów przemysłu rolno-
spożywczego zawiera publikacja Wojdalskiego i Dróżdża [2006]. Zagadnieniom badania energochłonności skumulowanej poświęcona jest praca Piechockiego (1997).
Przyjęto założenie, że dobowa wielkość produkcji (Z) ma wpływ na zapotrzebowanie nośników energii w zakładzie produkcyjnym. Dotychczasowe badania wykazały, że czynnik ten ma największą przydatność ze względu na ocenę oddziaływania zakładów mięsnych na środowisko i określenie najlepszych dostępnych technik produkcyjnych [IFC – World Bank Group 2007, WS Atkins Int. 1998]. W celu określenia wpływu wielkości produkcji mięsa (Z) na zużycie nośnika energii (A) będące rzeczywistą wielkością obserwowaną w praktyce przyjęto równanie:
A = b + Az (15) w którym: A – zużycie nośników energii (zmienna objaśniana - Ae, Ac), Z – wielkość produkcji mięsa (zmienna objaśniająca).
Przy spełnieniu warunków:
aZ ≥ b oraz Z ≥ 0 (16) zastosowanie otrzymanych równań regresji z uwzględnieniem współczynników korelacji (r) i determinacji (R2) pozwala częściowo wyjaśnić omawiany problem w analizowanym zakładzie przetwórstwa mięsnego. Wykorzystanie równań regresji do charakterystyki energochłonności produkcji zakładów przemysłu spożywczego w różnych porach roku szczegółowo przedstawili Muller i in. [2007]. WYNIKI I DYSKUSJA
W tabeli 2 przedstawiono zakresy wskaźników techniczno-organizacyjnych charakteryzujących badany zakład.
117
Tabela 2. Wskaźniki techniczno-organizacyjne badanego zakładu
Lp Wskaźnik Jednostki Zakres Minimum Maksimum
1 Uel kW⋅h/osobę 14,2 22,2 2 Uen kW / osobę 1,5 (wartość średnia) 3 Kp Mg/osobę 0,347 0,456 4 K1 m3 pomieszczeń prod./kg 0,022 0,028 5 K2 m3 ogółem/kg 0,123 0,162
W tabeli 3 przedstawiono zakresy zmienności dobowego zużycia nośników
energii w ciągu 24 dni roboczych. Tabela 3. Zużycie nośników energii w badanym zakładzie z uwzględnieniem produkcji mięsa
Zmienna zależna, wskaźniki zużycia nośników energii
Oznaczenia i jednostki Zakres Średnio
Energia elektryczna
Ae [kWh/24 h] 299,0 – 476,0 387,5 We [kWh/Mg mięsa] 37,0 – 52,0 44,5 EEe [kg mięsa/kWh] 19,2 – 27,0 22,5
Energia cieplna Ac [MJ/24h] 7484,0 – 9555,0 8519,0
Wc [MJ/Mg mięsa] 970,0 – 1110,0 1040,0 EEc [kg mięsa/MJ] 0,90 – 1,03 0,96
Energia ogółem
At1 [MJ/24 h] 11072,0 – 15267,0 13169,0 Wt1 [MJ/Mg mięsa] 1420,0 - 1720,0 1570,0 EEt1 [kg mięsa/MJ] 0,58 – 0,70 0,63
At2 [MJ/24 h] 8560,0 – 11268,0 9914,0 Wt2 [MJ/Mg mięsa 1110,0 – 1280,0 1195,0 EEt2 [kg mięsa/MJ] 0,78 – 0,90 0,84
Paliwo umowne
Bce1 [kg.c.e./24 h] 377,8 - 520,9 449,3 Wce1 [kg c.e./Mg mięsa] 48,4 - 58,7 53,6 EEce1 [kg mięsa/kg c.e.] 17,0 – 20,7 18,6
Bce2 [kg.c.e./24 h] 292,1 - 384,5 338,3 Wce2 [kg c.e./Mg mięsa] 37,9 - 43,7 40,8 EEce2 [kg mięsa/kg c.e.] 22,9 – 26,4 24,5
Największe dobowe wahania wystąpiły w zużyciu energii elektrycznej (ponad
50%) a najniższe w dobowym zużyciu energii cieplnej (poniżej 30%). Wykorzystując analizę statystyczna zebranego materiału otrzymano równania
regresji liniowej wyrażające zmienność zużycia energii, które przedstawiono w tabeli 4.
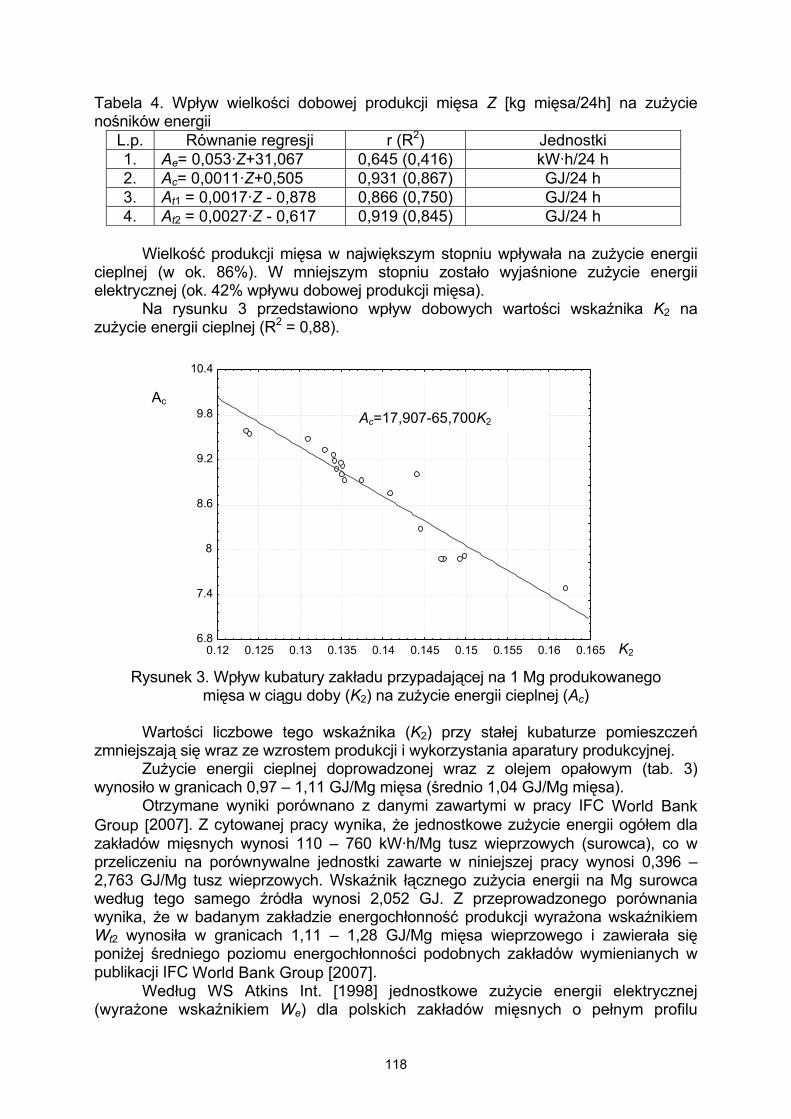
118
Tabela 4. Wpływ wielkości dobowej produkcji mięsa Z [kg mięsa/24h] na zużycie nośników energii
L.p. Równanie regresji r (R2) Jednostki 1. Ae= 0,053·Z+31,067 0,645 (0,416) kW·h/24 h 2. Ac= 0,0011·Z+0,505 0,931 (0,867) GJ/24 h 3. At1 = 0,0017·Z - 0,878 0,866 (0,750) GJ/24 h 4. At2 = 0,0027·Z - 0,617 0,919 (0,845) GJ/24 h
Wielkość produkcji mięsa w największym stopniu wpływała na zużycie energii
cieplnej (w ok. 86%). W mniejszym stopniu zostało wyjaśnione zużycie energii elektrycznej (ok. 42% wpływu dobowej produkcji mięsa).
Na rysunku 3 przedstawiono wpływ dobowych wartości wskaźnika K2 na zużycie energii cieplnej (R2 = 0,88).
Rysunek 3. Wpływ kubatury zakładu przypadającej na 1 Mg produkowanego
mięsa w ciągu doby (K2) na zużycie energii cieplnej (Ac)
Wartości liczbowe tego wskaźnika (K2) przy stałej kubaturze pomieszczeń zmniejszają się wraz ze wzrostem produkcji i wykorzystania aparatury produkcyjnej.
Zużycie energii cieplnej doprowadzonej wraz z olejem opałowym (tab. 3) wynosiło w granicach 0,97 – 1,11 GJ/Mg mięsa (średnio 1,04 GJ/Mg mięsa).
Otrzymane wyniki porównano z danymi zawartymi w pracy IFC World Bank Group [2007]. Z cytowanej pracy wynika, że jednostkowe zużycie energii ogółem dla zakładów mięsnych wynosi 110 – 760 kW·h/Mg tusz wieprzowych (surowca), co w przeliczeniu na porównywalne jednostki zawarte w niniejszej pracy wynosi 0,396 – 2,763 GJ/Mg tusz wieprzowych. Wskaźnik łącznego zużycia energii na Mg surowca według tego samego źródła wynosi 2,052 GJ. Z przeprowadzonego porównania wynika, że w badanym zakładzie energochłonność produkcji wyrażona wskaźnikiem Wt2 wynosiła w granicach 1,11 – 1,28 GJ/Mg mięsa wieprzowego i zawierała się poniżej średniego poziomu energochłonności podobnych zakładów wymienianych w publikacji IFC World Bank Group [2007].
Według WS Atkins Int. [1998] jednostkowe zużycie energii elektrycznej (wyrażone wskaźnikiem We) dla polskich zakładów mięsnych o pełnym profilu
6.8
7.4
8
8.6
9.2
9.8
10.4
0.12 0.125 0.13 0.135 0.14 0.145 0.15 0.155 0.16 0.165
Ac
K2
Ac=17,907-65,700K2
119
produkcji wynosi średnio ok. 720 kW·h/Mg produktu (w zakresie od 80 do 2440 kWh/Mg ubitego i przetworzonego żywca). Analogiczne wartości dla energii cieplnej wynosiły 12,9 GJ/Mg produktu (w zakresie od 5,89 do 58,1 GJ/Mg produktu). Ramirez i in. [2006] podaje zużycie energii 2,097 GJ/Mg przerabianej wieprzowiny według typowej technologii w kilku państwach europejskich. To samo źródło przedstawia, że w zależności od stopnia zamrożenia energochłonność może osiągać 3,884 GJ/Mg przerabianej wieprzowiny.
Skonecki i in. [2001] przedstawiają odrębnie zużycie wybranych nośników energii wynoszące: dla paliw – 4,311 GJ/Mg wyrobów a dla pary wodnej – 3,613 GJ/Mg. W opracowaniu European Commission (2006) przedstawiono tylko energochłonność wybranych produktów wymieniając 2500 – 4000 kWh/Mg szynki oraz 150 – 180 m3 metanu/Mg szynki. Cytowana praca nie podaje podstaw metodycznych wyznaczania wymienionych wskaźników. Np. Jekayinfa [2007] uwzględnił także nakłady pracy ludzkiej w trzech zakładach pokrewnej branży (przetwórstwa drobiarskiego) różniących się stopniem zmechanizowania operacji produkcyjnych.
Wskaźniki przedstawione w tabeli 3 mogą być przydatne w analizie oddziaływania zakładu produkcyjnego na środowisko.
Po przeliczeniu wskaźników Wt1 i Wt2, uwzględniając wartości opałowe różnych paliw zawarte w literaturze [Niedziółka i Zuchniarz, 2006, Rosiński i in, 2006], w tablicy 5 przedstawiono zużycie wymienionych nośników energii (paliwo rzeczywiste). Do obliczeń zastosowano wartości opałowe r
wQ wyrażone w MJ/kg paliwa rzeczywistego.
Tabela 5. Wskaźniki jednostkowego zużycia energii pochodzącej z różnych paliw
Nośniki energii Wartość opałowa
rwQ , [MJ/kg]
Wskaźniki jednostkowego zużycia paliw
Wrz1 [kg/Mg mięsa]
Wrz2 [kg/Mg mięsa]
Brykiety drzewne 18,0 87,2 66,4 Brykiety ze słomy 17,1 91,8 69,9 Ciekłe odpady łatwopalne 37,2 42,2 32,1
Słoma pszenna 17,3 90,7 69,1 Słoma jęczmienna 16,1 97,5 74,2 Słoma kukurydziana 16,8 93,4 73,1 Słoma rzepakowa 15,0 104,7 79,7 Pył drzewny 17,0 92,3 70,3 Trociny 19,3 81,3 61,9 Zrębki wierzby 16,5 95,2 72,4 Pelety 18,0 87,2 66,4
Wybrane dane liczbowe zawarte w tabeli 5 mogą być wykorzystywane
podczas analizy możliwości zastępowania paliw energią pochodzącą ze źródeł alternatywnych.
Przedstawione w pracy wyniki badań mogą być przydatne do porównań z innymi zakładami przetwórstwa mięsnego zarówno pod względem ich specyficznych cech wynikających z technologii produkcji, stosowanych metod badawczych jak i
120
stosowanych rozwiązań technicznych np. odzyskiwania energii cieplnej [Fritzson i Berntsson 2006, Singh 1986, Simpson i Kubicki 1998].
PODSUMOWANIE
Analizowany zakład mięsny charakteryzował się zmniejszonymi wskaźnikami jednostkowego zużycia nośników energii w porównaniu z cytowaną literaturą. Analiza podstawowego profilu produkcji (ubój i produkcji mięsa) umożliwiła określenie energochłonności istotnego etapu składającego się na pełny profil produkcji występujący w dużych zakładach mięsnych, których energochłonność jest 3 – 10 krotnie większa. Przeprowadzone badania dowiodły, że celowe jest prowadzenie aktywnego monitoringu zużycia nośników energii jako jednej z najlepszych technik zarządzania gospodarką energetyczną w powiązaniu z aktualną wielkością produkcji. Wyniki zawarte w pracy mogą być przydatne do weryfikacji standardów środowiskowych. Otrzymane wyniki odnoszą się do określonych warunków produkcji i stopnia wykorzystania mocy zainstalowanej urządzeń elektrycznych dzięki czemu mogą być przydatne np. do oszacowania kosztów produkcji i emisji zanieczyszczeń do atmosfery w porównywalnych zakładach produkcyjnych. BIBLIOGRAFIA 1. Dyrektywa 2006/32/WE Parlamentu Europejskiego i Rady z dnia 5 kwietnia 2006
r. w sprawie efektywności końcowego wykorzystania energii i usług energetycznych oraz uchylająca dyrektywę Rady 93/76/EWG.
2. European Commission, Integrated Pollution Prevention and Control. Reference Document on Best Available Techniques in the Food, Drink and Milk Industries, 2006. s. 149-151.
3. Fritzson A., Berntsson Th.: Energy efficiency in the slaughter and meat processing industry - opportunities for improvements in future energy markets. Journal of Food Engineering, 2006. 77, 792–802.
4. IFC – World Bank Group,. Environmental, Health, and Safety Guidelines for Meat Processing, April 30, 2007. s. 1-16.
5. Jekayinfa S. O.: Energetic Analysis of Poultry Processing Operations. Leonardo Journal of Sciences, Issue 10, 2007. s. 77-92.
6. Lipiński P.: Analiza użytkowania energii w Zakładzie Mięsnym w Zakroczymiu. Praca inżynierska. WTRiL. Warszawa1999.
7. Marcotte M. A.R. Taherian, Y. Karimi.: Thermophysical properties of processed meat and poultry products. Journal of Food Engineering, 88, 2008. s. 315–322;
8. Muller D.C.A., Marechal F.M.A., Wolewinski T., Roux P.J.: An energy management method for the food industry. Applied Thermal Engineering, 27, 2007. s. 2677-2686;
9. Niedziółka I., Zuchniarz A.: Analiza energetyczna wybranych rodzajów biomasy pochodzenia roślinnego. MOTROL, Motoryzacja i Energetyka Rolnictwa. Tom 8A. Lublin, 2006. s. 232-237;
10. Pagan R., M. Renouf, P. Prasad, Eco-efficiency manual for meat processing. Meat and Livestock Australia Ltd.; 2002.
11. Piechocki J.: Metoda badania energochłonności przetwórstwa mleka. Zeszyty Naukowe Akademii Rolniczo-Technicznej w Olsztynie. Olsztyn 1997.
12. Ramirez C.A., M. Patel, K. Blok: How much energy to process one pound of meat? A comparison of energy use and specific energy consumption in the meat industry of four European countries. Energy, 31, 2006. s. 2047–2063;
121
13. Rosiński M., Furtak L., Łuksa A., Stępień A., Wykorzystanie olejów roślinnych i urządzeń do spalania w procesach suszarniczych. MOTROL, Motoryzacja i Energetyka Rolnictwa. Tom 8A. Lublin, 2006. 243-250.
14. Somsen D., A. Capelle, J. Tramper: Production yield analysis in the poultry processing industry. Journal of Food Engineering, 65, 2004. 479–487;
15. Simpson A., Kubicki M.: Ochrona środowiska w przemyśle mięsnym. FAPA.Warszawa, 1998. 42-45
16. Singh R.P., Energy accounting of food processing operations (in Energy in Food Processing. Elsevier. Amsterdam – Oxford – New York – Tokyo, 26); 1986.
17. Skonecki S., Laskowski J.: Szymczak W, Analiza zużycia energii w zakładzie mięsnym. MOTROL, Motoryzacja i Energetyka Rolnictwa. Tom IV. Lublin, 2001. 326 -332;
18. Tkacz K., Budny J., Borowski J.: Charakterystyka energetyczna obróbki cieplnej mięsa wołowego. Inżynieria Rolnicza, 5 (16), 2000. 241-248;
19. Wojdalski J., Dróżdż B.: Podstawy analizy energochłonności produkcji zakładów przemysłu rolno-spożywczego. MOTROL, Motoryzacja i Energetyka Rolnictwa. Tom 8A. Lublin, 2006. 294-304;
20. WS Atkins Int., Ochrona środowiska w przemyśle rolno-spożywczym. Standardy środowiskowe. FAPA, Warszawa, 31, 78, 87, 1998. 106-107.
122
Rozdział 11 ANALIZA CZYNNIKÓW WARUNKUJACYCH
EFEKTYWNĄ PRACĘ SILNIKA O ZAPŁONIE SAMOCZYNNYM
NA NIEPRZETWORZONYM OLEJU RZEPAKOWYM*
Marek KLIMKIEWICZ, Ján JOBBÁGY, Ján SIMONÍK WSTĘP
Skończyła się era taniej ropy naftowej, a jej niedostatek i dążenie do ograniczenia emisji zanieczyszczeń spowodowały ponowne zainteresowanie olejami roślinnymi jako paliwami odnawialnymi. Olej rzepakowy (OR) jako paliwo brany był pod uwagę już przez wynalazcę silnika o zapłonie samoczynnym (SZ) Rudolfa Diesla. Olej roślinny może być alternatywnym paliwem. Gdy podczas II wojny światowej brakowało paliw, był używany do zasilania SZ jako paliwo zastępujące olej napędowy (ON). W literaturze opisywanych jest wiele przykładów wykorzystywania mieszaniny oleju napędowego z olejem roślinnym do zasilania SZ [Bocheński 2003]. Z uwzględnieniem właściwości (OR) został zaprojektowany silnik Elsbetta. Silnik ten charakteryzuje się specjalną konstrukcją tłoka, komory spalania, układu zasilania paliwem i chłodzenia. Silniki specjalnie konstruowane do pracy na olej na rzepakowy się nie rozpowszechniły. Obecnie producenci ciągników rolniczych (Fendt, John Deere, Pronar Narew) prowadzą próby wprowadzenia na rynek ciągników, które mogą pracować zarówno na OR jak i na ON.
Zastosowanie nieprzetworzonego OR może zmniejszyć koszty wytwarzania biopaliw (przez uproszczenie technologii produkcji), transportu oraz magazynowania, szczególnie w przypadku stosowania na potrzeby własnych gospodarstw rolnych. Wtedy odpady w postaci makuchów mogą zostać zagospodarowane jako pasza dla bydła. Przy uproszczonej technologii produkcji uzyskuje się ok. 30 % oleju i około 70% wytłoków (makuchów).
W pracy przeprowadzono analizę czynników związanych z zastosowaniem nieprzetworzonego oleju rzepakowego do zasilania SZ. Bezpośrednie zastosowanie
123
nieprzetworzonego oleju rzepakowego obniżyłoby koszty zamiany paliwa kopalnego na biopaliwa.
ANALIZA PROBLEMU
W pracy przeprowadzono analizę czynników związanych z zastosowaniem nieprzetworzonego oleju rzepakowego do zasilania SZ. Bezpośrednie zastosowanie nieprzetworzonego oleju rzepakowego obniżyłoby koszty zamiany paliwa kopalnego na biopaliwa.
Problem należy rozpatrywać z uwzględnieniem rozwoju społecznego i prognoz wymagań, które się nieustannie zmieniają. Identyfikując potrzebę należy określić: • jaką funkcję ma spełnić projektowany wytwór? – zastąpienie paliwa kopalnego
odnawialnym; • jaką społeczna potrzebę należy zaspokoić? - umożliwić rolnikom korzystanie z
paliwa wytwarzanego we własnych gospodarstwach; • jakie powinny być zachowane relacje wytworu względem innych obiektów
systemu? – zasilanie olejem rzepakowym i olejem napędowym musi być zamienne;
• jakie warunki i wymagania muszą być bezwzględnie spełnione?- trwałość, niezawodność, niska emisja spalin, ekonomiczność, efektywność.
ZASTOSOWANIE DIAGRAMU ISHIKAWY DO OPRACOWANIA KONCEPCJI WYKORZYSTANIA NIEPRZETWORZONEGO OLEJU ROŚLINNEGO DO ZASILANIA SILNIKÓW O ZAPŁONIE SAMOCZYNNYM
Za pomocą diagramu Ishikawy można przeprowadzić graficzną analizę wpływu różnych czynników oraz ich wzajemnych powiązań na rozwiązywany problem. Graficzna postać analizy wprowadza przejrzystość. Porządkuje logicznie i chronologicznie przyczyny. Jego zastosowanie ułatwia ustalenie czynników istotnych oraz zapobiega pominięciu jakiegoś z nich, ponieważ wypisanie grup (kategorii) przyczyn zmusza do analizy wszystkich elementów.
Rozwiązywanym problemem jest zastosowanie oleju rzepakowego jako paliwa do zasilania SZ (rys. 1). Na początku przyjęto główne kategorie przyczyn według Ishikawy a następnie zredukowano ich liczbę do czterech. Za główne przyczyny uznano „Materiały”, „Urządzenia”, „Otoczenie” i „Osoby”. Czynniki drugorzędne i niższych poziomów są bezpośrednio związane z czynnikami głównymi i stanowią ich rozwinięcie.
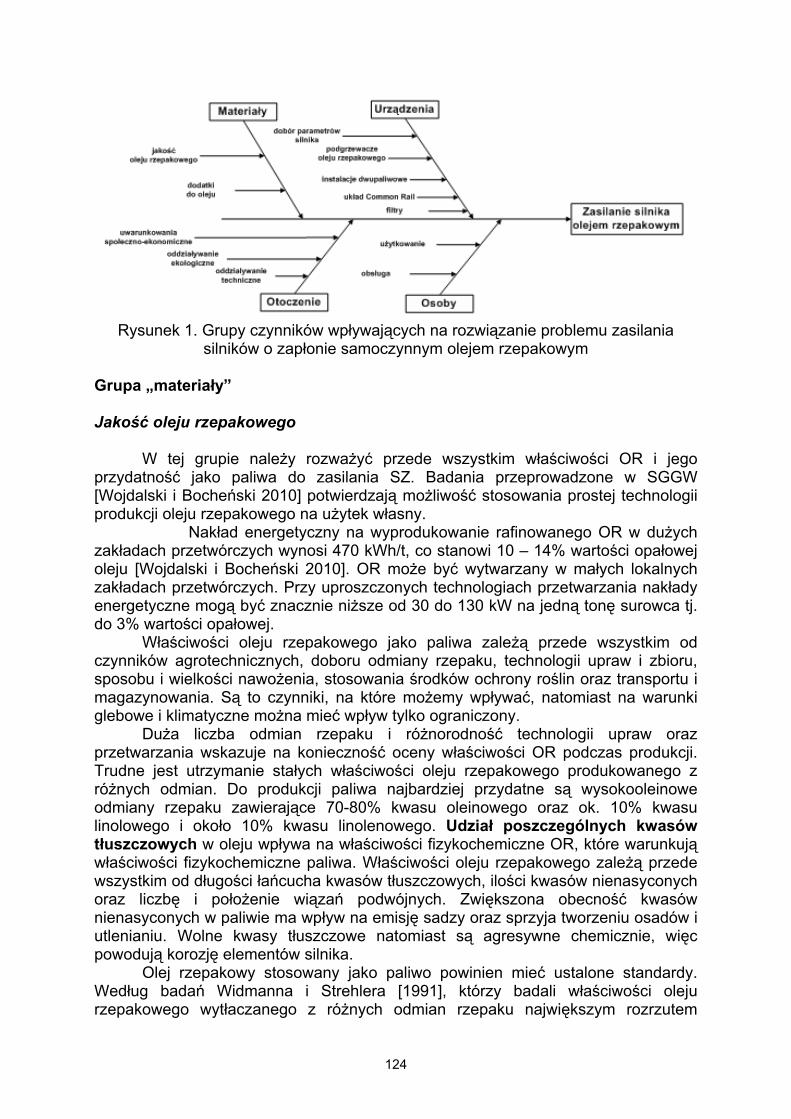
124
Rysunek 1. Grupy czynników wpływających na rozwiązanie problemu zasilania
silników o zapłonie samoczynnym olejem rzepakowym Grupa „materiały” Jakość oleju rzepakowego
W tej grupie należy rozważyć przede wszystkim właściwości OR i jego przydatność jako paliwa do zasilania SZ. Badania przeprowadzone w SGGW [Wojdalski i Bocheński 2010] potwierdzają możliwość stosowania prostej technologii produkcji oleju rzepakowego na użytek własny.
Nakład energetyczny na wyprodukowanie rafinowanego OR w dużych zakładach przetwórczych wynosi 470 kWh/t, co stanowi 10 – 14% wartości opałowej oleju [Wojdalski i Bocheński 2010]. OR może być wytwarzany w małych lokalnych zakładach przetwórczych. Przy uproszczonych technologiach przetwarzania nakłady energetyczne mogą być znacznie niższe od 30 do 130 kW na jedną tonę surowca tj. do 3% wartości opałowej.
Właściwości oleju rzepakowego jako paliwa zależą przede wszystkim od czynników agrotechnicznych, doboru odmiany rzepaku, technologii upraw i zbioru, sposobu i wielkości nawożenia, stosowania środków ochrony roślin oraz transportu i magazynowania. Są to czynniki, na które możemy wpływać, natomiast na warunki glebowe i klimatyczne można mieć wpływ tylko ograniczony.
Duża liczba odmian rzepaku i różnorodność technologii upraw oraz przetwarzania wskazuje na konieczność oceny właściwości OR podczas produkcji. Trudne jest utrzymanie stałych właściwości oleju rzepakowego produkowanego z różnych odmian. Do produkcji paliwa najbardziej przydatne są wysokooleinowe odmiany rzepaku zawierające 70-80% kwasu oleinowego oraz ok. 10% kwasu linolowego i około 10% kwasu linolenowego. Udział poszczególnych kwasów tłuszczowych w oleju wpływa na właściwości fizykochemiczne OR, które warunkują właściwości fizykochemiczne paliwa. Właściwości oleju rzepakowego zależą przede wszystkim od długości łańcucha kwasów tłuszczowych, ilości kwasów nienasyconych oraz liczbę i położenie wiązań podwójnych. Zwiększona obecność kwasów nienasyconych w paliwie ma wpływ na emisję sadzy oraz sprzyja tworzeniu osadów i utlenianiu. Wolne kwasy tłuszczowe natomiast są agresywne chemicznie, więc powodują korozję elementów silnika.
Olej rzepakowy stosowany jako paliwo powinien mieć ustalone standardy. Według badań Widmanna i Strehlera [1991], którzy badali właściwości oleju rzepakowego wytłaczanego z różnych odmian rzepaku największym rozrzutem
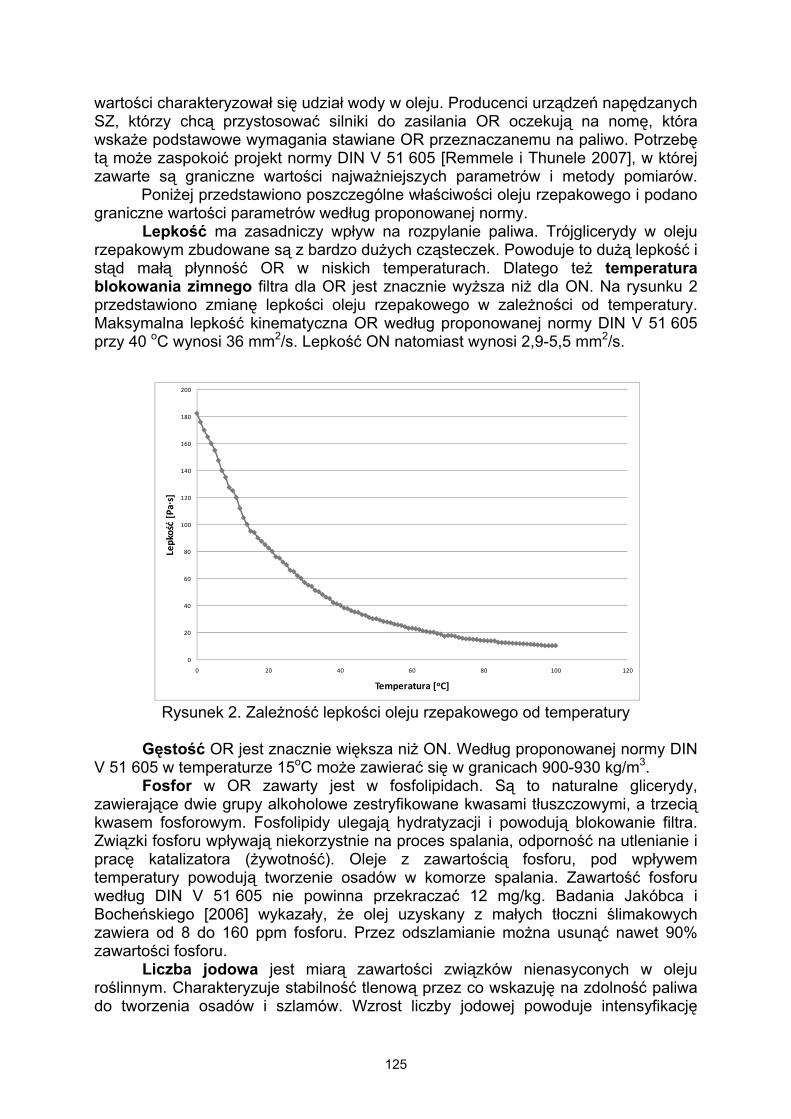
125
wartości charakteryzował się udział wody w oleju. Producenci urządzeń napędzanych SZ, którzy chcą przystosować silniki do zasilania OR oczekują na nomę, która wskaże podstawowe wymagania stawiane OR przeznaczanemu na paliwo. Potrzebę tą może zaspokoić projekt normy DIN V 51 605 [Remmele i Thunele 2007], w której zawarte są graniczne wartości najważniejszych parametrów i metody pomiarów. Poniżej przedstawiono poszczególne właściwości oleju rzepakowego i podano graniczne wartości parametrów według proponowanej normy.
Lepkość ma zasadniczy wpływ na rozpylanie paliwa. Trójglicerydy w oleju rzepakowym zbudowane są z bardzo dużych cząsteczek. Powoduje to dużą lepkość i stąd małą płynność OR w niskich temperaturach. Dlatego też temperatura blokowania zimnego filtra dla OR jest znacznie wyższa niż dla ON. Na rysunku 2 przedstawiono zmianę lepkości oleju rzepakowego w zależności od temperatury. Maksymalna lepkość kinematyczna OR według proponowanej normy DIN V 51 605 przy 40 oC wynosi 36 mm2/s. Lepkość ON natomiast wynosi 2,9-5,5 mm2/s.
Rysunek 2. Zależność lepkości oleju rzepakowego od temperatury
Gęstość OR jest znacznie większa niż ON. Według proponowanej normy DIN V 51 605 w temperaturze 15oC może zawierać się w granicach 900-930 kg/m3.
Fosfor w OR zawarty jest w fosfolipidach. Są to naturalne glicerydy, zawierające dwie grupy alkoholowe zestryfikowane kwasami tłuszczowymi, a trzecią kwasem fosforowym. Fosfolipidy ulegają hydratyzacji i powodują blokowanie filtra. Związki fosforu wpływają niekorzystnie na proces spalania, odporność na utlenianie i pracę katalizatora (żywotność). Oleje z zawartością fosforu, pod wpływem temperatury powodują tworzenie osadów w komorze spalania. Zawartość fosforu według DIN V 51 605 nie powinna przekraczać 12 mg/kg. Badania Jakóbca i Bocheńskiego [2006] wykazały, że olej uzyskany z małych tłoczni ślimakowych zawiera od 8 do 160 ppm fosforu. Przez odszlamianie można usunąć nawet 90% zawartości fosforu.
Liczba jodowa jest miarą zawartości związków nienasyconych w oleju roślinnym. Charakteryzuje stabilność tlenową przez co wskazuję na zdolność paliwa do tworzenia osadów i szlamów. Wzrost liczby jodowej powoduje intensyfikację
0
20
40
60
80
100
120
140
160
180
200
0 20 40 60 80 100 120
Lepk
ość
[Pa∙
s]
Temperatura [oC]
126
wydzielania osadów na końcówkach wtryskiwaczy, na ściankach komory spalania oraz na elementach tłoka. Wartość liczby jodowej według DIN V 51 605 powinna zawierać się w granicach 95-125 g jodu na 100 gram oleju. Duża liczba jodowa paliwa może prowadzić do zmniejszenia trwałości i niezawodności silnika.
Woda i zanieczyszczenia stałe powodują zużycie i uszkodzenia aparatury paliwowej, wpływają też na tworzenie się osadów i szlamów wpływających na zmniejszenie trwałości i niezawodności silnika. W wytłoczonym oleju znajdują się cząstki stałe w ilości 1-13% masy oleju pochodzące z rozdrobnionych ziaren rzepaku oraz zanieczyszczeń ze środowiska, które dostały się w czasie zbioru, transportu i magazynowania. Dla małych wytwórni można zalecić oczyszczanie przez sedymentację, filtrację lub odwirowanie. Maksymalna zawartość zanieczyszczeń według przygotowywanej normy może wynosić 24 mg/kg. Paliwa nie powinny zawierać zanieczyszczeń o wielkości powyżej 5-10 μm. Na podstawie badań własnych [Klimkiewicz 2006] oszacowano, że największy udział w uszkodzeniach aparatury paliwowej miały przypadki spowodowane zanieczyszczonym paliwem. Wzrost zawartości wody w paliwie sprzyja rozwojowi mikroorganizmów. Maksymalna zawartość wody w OR według DIN V 51605 może wynosić 0,075% (m/m).
Związki siarki odkładają się na cząstkach sadzy i zmniejszają efektywność katalizatora. Mała zawartość siarki w oleju rzepakowym oznacza, że nie występuje szkodliwe jej oddziaływanie na katalizatory oraz nie powoduje zanieczyszczenia spalin (maksymalna zawartość siarki według DIN V 51605 – 10 mg/kg).
Zawartość popiołu określa udział nieorganicznych składników w paliwie. Duży ich udział może wskazywać, że paliwo będzie przyczyną zużycia elementów układu paliwowego (maksymalna zawartość popiołu według DIN V 51605 – 0,01 m/m).
Punkt zapłonu OR jest znacznie wyższy niż ON. Minimalna wartość punktu zapłonu OR według DIN V 51605 wynosi 220 oC.
Wartość opałowa OR określa energię cieplną zawartą w paliwie przy całkowitym i zupełnym spaleniu, odniesioną do jednostki masy paliwa bez uwzględnienia energii kondensacji wody. Minimalna wartość opałowa OR wg DIN V 51605 wynosi 36 MJ/kg.
Pozostałość po koksowaniu określa tendencję paliw do odkładania osadów węglowych. Oleje rzepakowe charakteryzują się wyższą wartością tego parametru niż ON. Dla OR maksymalna wartość pozostałości po koksowaniu wg DIN V 51605 może wynosić 0,40 % (m/m).
OR charakteryzuje wyższa liczba kwasowa niż ON. Według DIN V 51605 liczba kwasowa OR nie powinna być większa niż 2 mg KOH/g oleju. Zawartość wody, mikroorganizmów i enzymów w OR sprzyja wzrostowi liczby kwasowej. Z badań Cieślikowskiego i Ślipka [2006] wynika, że w czasie przechowywania OR jego kwasowość wzrasta w różnym w stopniu w zależności od warunków przechowywania i odmiany rzepaku, z której olej został wytłoczony
Miarą odporności na utlenianie jest okres indukcji. Oleje rzepakowe o dużej zawartości kwasu oleinowego (18:1) mają czas indukcji ok. 82 godzin, kwasy linolowe (18:2) czas indukcji ok. 20 godzin, a kwas linolenowy ma czas indukcji 1,3 godziny. Odporność na utlenianie odgrywa zasadniczą rolę przy przechowywania OR i określa odporność na przemiany chemiczne podczas magazynowania. Minimalna wartość okresu indukcji dla OR wg DIN V 51605 w temperaturze 110 oC wynosi 6 godz.
127
Liczba cetanowa określa zdolność do samozapłonu paliwa. Parametr ten dla OR przyjmuje niższe wartości niż dla ON. Według normy DIN V 51605 minimalna wartość liczby cetanowej dla oleju rzepakowego może wynosić 39.
Proponowana norma DIN V 51605 ogranicza też sumaryczną zawartość wapnia i magnezu w OR. Zawartość tych pierwiastków nie powinna przekraczać 20 mg/kg.
Właściwością która charakteryzuje zdolność paliwa do tworzenia mieszaniny paliwowo-powietrznej jest temperatura odparowania paliwa. Wysoka wartość temperatury odparowania paliwa powoduje gorsze spalanie i skłonność do tworzenia nagarów na częściach silnika. Temperatura początku destylacji ma wpływ na łatwość rozruchu silnika. Zawartość ciężkich, trudno odparowujących frakcji powoduje niezupełne i niecałkowite spalanie, wydzielanie sadzy oraz odkładanie nagarów na końcówkach wtryskiwaczy i denkach tłoków. Temperatury odparowania OR są o ok. 100 oC wyższe w porównaniu z ON.
Olej rzepakowy od oleju napędowego różni też zawartość tlenu. OR zawiera ok. 10%-12% tlenu dlatego podczas spalania ma mniejsze zapotrzebowanie na tlen niż olej napędowy.
Olej rzepakowy charakteryzuje się bardzo dobrą smarnością. OR nie wymaga stosowania dodatków smarnościowych, natomiast powoduje korozję elementów miedzianych oraz agresywnie oddziałuje na niektóre gatunki gumy.
Największe różnice między OR i ON dotyczą lepkości, masy molowej, temperatury blokowania zimnego filtra, masy molowej, temperatury zapłonu i krzywej destylacji. Do właściwości oleju rzepakowego mających istotne znaczenie w eksploatacji tego paliwa i zależnych od technologii wytwarzania należą: zawartość kwasów tłuszczowych i glicerydów, zawartość fosforu, zawartość zanieczyszczeń stałych i wody. Są to krytyczne czynniki wynikające z analizy diagramu Ishikawy.
Dodatki stosowane do oleju rzepakowego
Poprawę spalania OR w SZ można uzyskać również przez wprowadzenie dodatków (ON, benzyna, etanol, emulsja wodna) lub modyfikację chemiczną OR.
Niezupełne spalanie OR spowodowane jego właściwościami sprzyja przedostawaniu się paliwa do miski olejowej i negatywnie wpływa na jakość oleju smarującego. Właściwości OR można poprawić przez stosowanie dodatków. Z badań przeprowadzonych w SGGW z różnymi dodatkami wynika, że najkorzystniejszy jest dodatek 30% oleju rzepakowego, który powoduje obniżenie lepkości, gęstości i temperatury odparowania paliwa. Dodatek benzyny powoduje poprawę wielu parametrów, ale zmniejsza liczbę cetanową. Zastosowanie etanolu powodowało natomiast rozwarstwienie faz mieszanin.
Na rynku znajdują się specjalne dodatki polepszające spalanie oleju rzepakowego. Według producenta preparatu DFX dodając go w ilości 3 ml na 1 litr oleju zapewnia się skuteczną ochronę silnika i układu wtryskowego przed zakoksowaniem, zwiększa moc silnika, obniża zużycie paliwa, ogranicza zawartość cząstek stałych i szkodliwych substancji w spalinach oraz zadymienie spalin. Grupa „Urządzenia”
Ocena możliwości zastosowania OR jako paliwa musi uwzględniać: • koszty zastosowania, • porównanie z innymi paliwami,
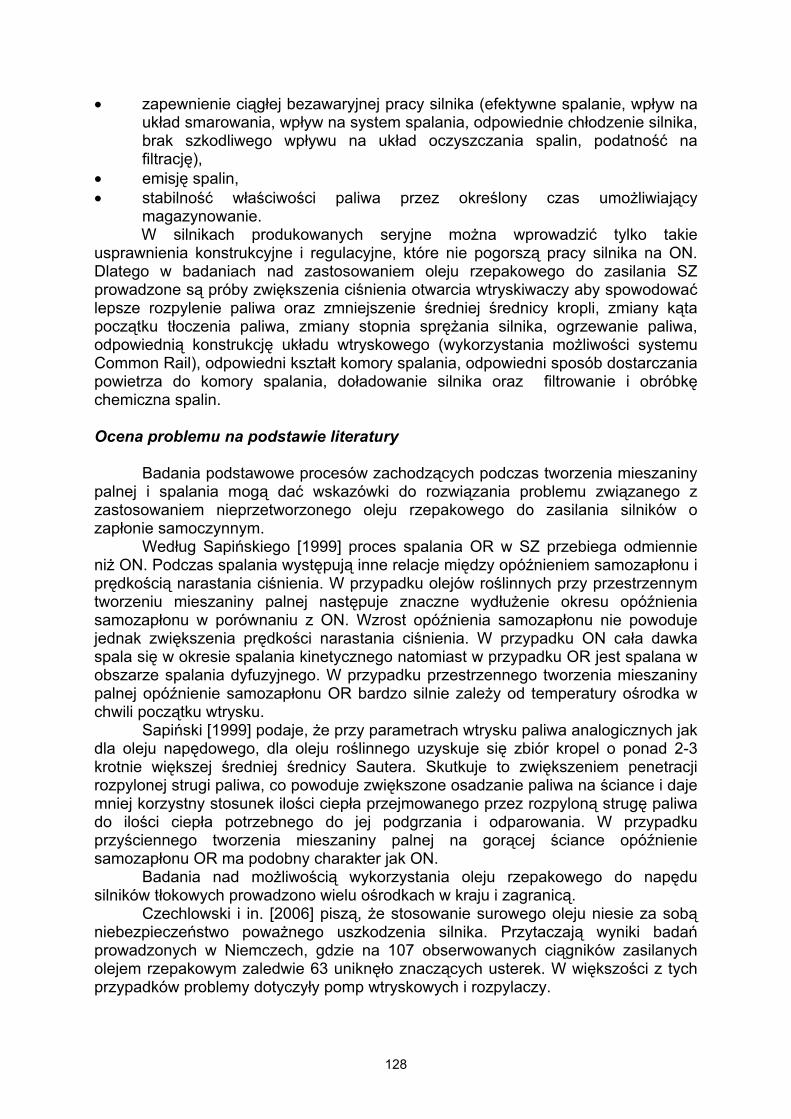
128
• zapewnienie ciągłej bezawaryjnej pracy silnika (efektywne spalanie, wpływ na układ smarowania, wpływ na system spalania, odpowiednie chłodzenie silnika, brak szkodliwego wpływu na układ oczyszczania spalin, podatność na filtrację),
• emisję spalin, • stabilność właściwości paliwa przez określony czas umożliwiający
magazynowanie. W silnikach produkowanych seryjne można wprowadzić tylko takie usprawnienia konstrukcyjne i regulacyjne, które nie pogorszą pracy silnika na ON. Dlatego w badaniach nad zastosowaniem oleju rzepakowego do zasilania SZ prowadzone są próby zwiększenia ciśnienia otwarcia wtryskiwaczy aby spowodować lepsze rozpylenie paliwa oraz zmniejszenie średniej średnicy kropli, zmiany kąta początku tłoczenia paliwa, zmiany stopnia sprężania silnika, ogrzewanie paliwa, odpowiednią konstrukcję układu wtryskowego (wykorzystania możliwości systemu Common Rail), odpowiedni kształt komory spalania, odpowiedni sposób dostarczania powietrza do komory spalania, doładowanie silnika oraz filtrowanie i obróbkę chemiczna spalin. Ocena problemu na podstawie literatury
Badania podstawowe procesów zachodzących podczas tworzenia mieszaniny palnej i spalania mogą dać wskazówki do rozwiązania problemu związanego z zastosowaniem nieprzetworzonego oleju rzepakowego do zasilania silników o zapłonie samoczynnym.
Według Sapińskiego [1999] proces spalania OR w SZ przebiega odmiennie niż ON. Podczas spalania występują inne relacje między opóźnieniem samozapłonu i prędkością narastania ciśnienia. W przypadku olejów roślinnych przy przestrzennym tworzeniu mieszaniny palnej następuje znaczne wydłużenie okresu opóźnienia samozapłonu w porównaniu z ON. Wzrost opóźnienia samozapłonu nie powoduje jednak zwiększenia prędkości narastania ciśnienia. W przypadku ON cała dawka spala się w okresie spalania kinetycznego natomiast w przypadku OR jest spalana w obszarze spalania dyfuzyjnego. W przypadku przestrzennego tworzenia mieszaniny palnej opóźnienie samozapłonu OR bardzo silnie zależy od temperatury ośrodka w chwili początku wtrysku.
Sapiński [1999] podaje, że przy parametrach wtrysku paliwa analogicznych jak dla oleju napędowego, dla oleju roślinnego uzyskuje się zbiór kropel o ponad 2-3 krotnie większej średniej średnicy Sautera. Skutkuje to zwiększeniem penetracji rozpylonej strugi paliwa, co powoduje zwiększone osadzanie paliwa na ściance i daje mniej korzystny stosunek ilości ciepła przejmowanego przez rozpyloną strugę paliwa do ilości ciepła potrzebnego do jej podgrzania i odparowania. W przypadku przyściennego tworzenia mieszaniny palnej na gorącej ściance opóźnienie samozapłonu OR ma podobny charakter jak ON.
Badania nad możliwością wykorzystania oleju rzepakowego do napędu silników tłokowych prowadzono wielu ośrodkach w kraju i zagranicą.
Czechlowski i in. [2006] piszą, że stosowanie surowego oleju niesie za sobą niebezpieczeństwo poważnego uszkodzenia silnika. Przytaczają wyniki badań prowadzonych w Niemczech, gdzie na 107 obserwowanych ciągników zasilanych olejem rzepakowym zaledwie 63 uniknęło znaczących usterek. W większości z tych przypadków problemy dotyczyły pomp wtryskowych i rozpylaczy.
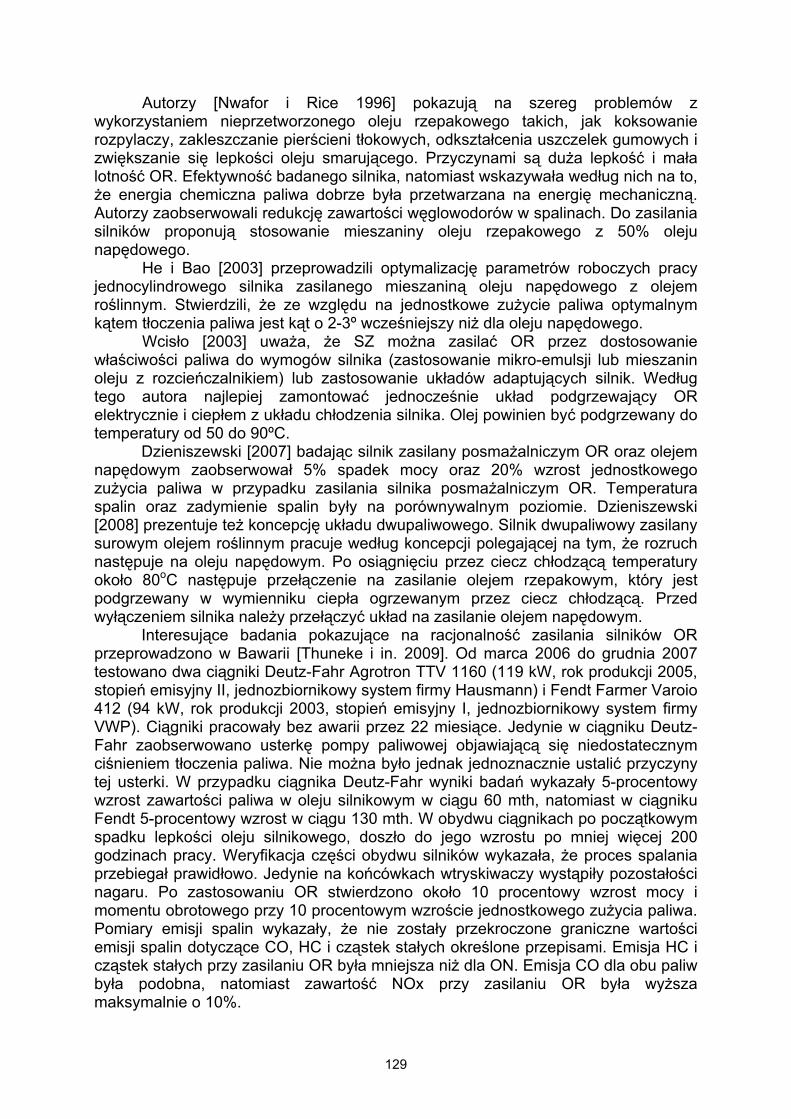
129
Autorzy [Nwafor i Rice 1996] pokazują na szereg problemów z wykorzystaniem nieprzetworzonego oleju rzepakowego takich, jak koksowanie rozpylaczy, zakleszczanie pierścieni tłokowych, odkształcenia uszczelek gumowych i zwiększanie się lepkości oleju smarującego. Przyczynami są duża lepkość i mała lotność OR. Efektywność badanego silnika, natomiast wskazywała według nich na to, że energia chemiczna paliwa dobrze była przetwarzana na energię mechaniczną. Autorzy zaobserwowali redukcję zawartości węglowodorów w spalinach. Do zasilania silników proponują stosowanie mieszaniny oleju rzepakowego z 50% oleju napędowego.
He i Bao [2003] przeprowadzili optymalizację parametrów roboczych pracy jednocylindrowego silnika zasilanego mieszaniną oleju napędowego z olejem roślinnym. Stwierdzili, że ze względu na jednostkowe zużycie paliwa optymalnym kątem tłoczenia paliwa jest kąt o 2-3º wcześniejszy niż dla oleju napędowego.
Wcisło [2003] uważa, że SZ można zasilać OR przez dostosowanie właściwości paliwa do wymogów silnika (zastosowanie mikro-emulsji lub mieszanin oleju z rozcieńczalnikiem) lub zastosowanie układów adaptujących silnik. Według tego autora najlepiej zamontować jednocześnie układ podgrzewający OR elektrycznie i ciepłem z układu chłodzenia silnika. Olej powinien być podgrzewany do temperatury od 50 do 90ºC. Dzieniszewski [2007] badając silnik zasilany posmażalniczym OR oraz olejem napędowym zaobserwował 5% spadek mocy oraz 20% wzrost jednostkowego zużycia paliwa w przypadku zasilania silnika posmażalniczym OR. Temperatura spalin oraz zadymienie spalin były na porównywalnym poziomie. Dzieniszewski [2008] prezentuje też koncepcję układu dwupaliwowego. Silnik dwupaliwowy zasilany surowym olejem roślinnym pracuje według koncepcji polegającej na tym, że rozruch następuje na oleju napędowym. Po osiągnięciu przez ciecz chłodzącą temperatury około 80oC następuje przełączenie na zasilanie olejem rzepakowym, który jest podgrzewany w wymienniku ciepła ogrzewanym przez ciecz chłodzącą. Przed wyłączeniem silnika należy przełączyć układ na zasilanie olejem napędowym. Interesujące badania pokazujące na racjonalność zasilania silników OR przeprowadzono w Bawarii [Thuneke i in. 2009]. Od marca 2006 do grudnia 2007 testowano dwa ciągniki Deutz-Fahr Agrotron TTV 1160 (119 kW, rok produkcji 2005, stopień emisyjny II, jednozbiornikowy system firmy Hausmann) i Fendt Farmer Varoio 412 (94 kW, rok produkcji 2003, stopień emisyjny I, jednozbiornikowy system firmy VWP). Ciągniki pracowały bez awarii przez 22 miesiące. Jedynie w ciągniku Deutz-Fahr zaobserwowano usterkę pompy paliwowej objawiającą się niedostatecznym ciśnieniem tłoczenia paliwa. Nie można było jednak jednoznacznie ustalić przyczyny tej usterki. W przypadku ciągnika Deutz-Fahr wyniki badań wykazały 5-procentowy wzrost zawartości paliwa w oleju silnikowym w ciągu 60 mth, natomiast w ciągniku Fendt 5-procentowy wzrost w ciągu 130 mth. W obydwu ciągnikach po początkowym spadku lepkości oleju silnikowego, doszło do jego wzrostu po mniej więcej 200 godzinach pracy. Weryfikacja części obydwu silników wykazała, że proces spalania przebiegał prawidłowo. Jedynie na końcówkach wtryskiwaczy wystąpiły pozostałości nagaru. Po zastosowaniu OR stwierdzono około 10 procentowy wzrost mocy i momentu obrotowego przy 10 procentowym wzroście jednostkowego zużycia paliwa. Pomiary emisji spalin wykazały, że nie zostały przekroczone graniczne wartości emisji spalin dotyczące CO, HC i cząstek stałych określone przepisami. Emisja HC i cząstek stałych przy zasilaniu OR była mniejsza niż dla ON. Emisja CO dla obu paliw była podobna, natomiast zawartość NOx przy zasilaniu OR była wyższa maksymalnie o 10%.
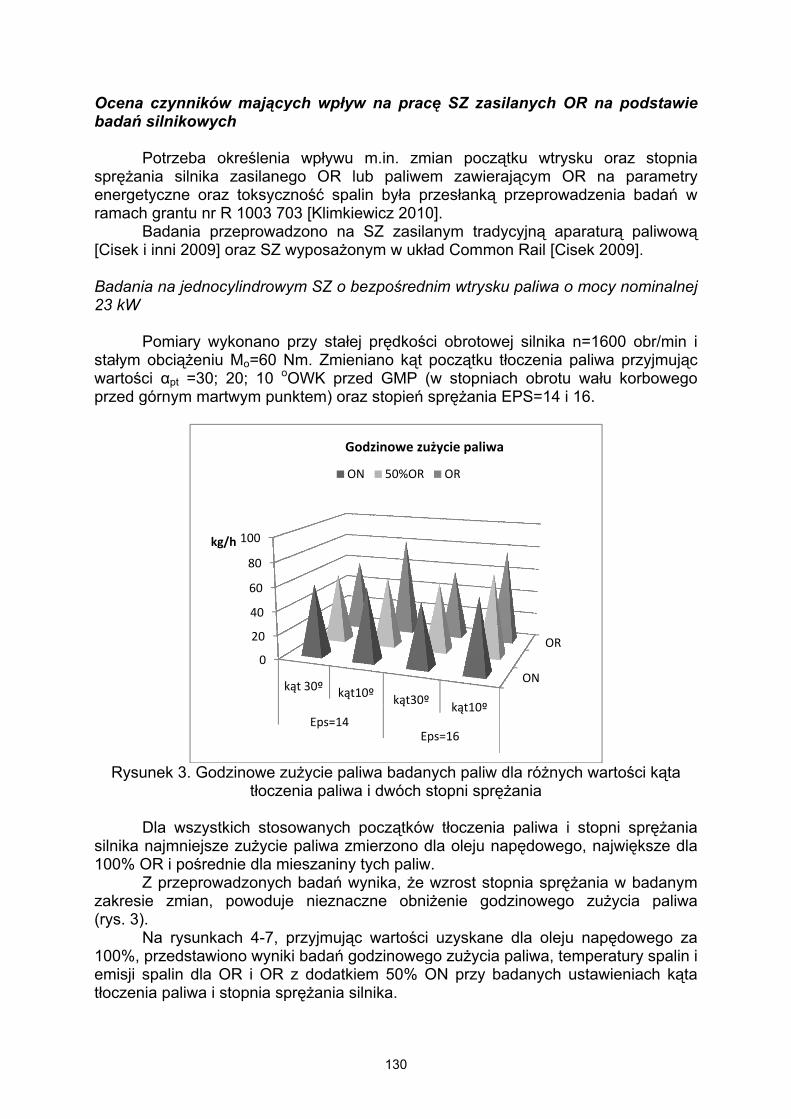
Ocenabadań
sprężaenergeramach
[Cisek Badani23 kW
stałym wartoścprzed g
Rysu
silnika 100% O
Zzakresi(rys. 3)
100%, emisji stłoczen
czynnikósilnikowy
Potrzeba nia silnika
etyczne orah grantu nrBadania pi inni 2009
ia na jedno
Pomiary wobciążeni
ci αpt =30górnym ma
unek 3. Go
Dla wszysnajmniejsz
OR i pośreZ przeprowie zmian, ). Na rysunkprzedstawspalin dla
nia paliwa i
k
ów mającyych
określeniaa zasilaneaz toksyczr R 1003 70przeprowad9] oraz SZ w
ocylindrowy
wykonano u Mo=60 N; 20; 10 o
artwym pun
odzinowe ztłocze
stkich stosze zużycie
ednie dla mwadzonych
powoduje
kach 4-7, wiono wynik
OR i OR stopnia sp
0
20
40
60
80
100
k
kg/h
ych wpływ
a wpływu ego OR luzność spa03 [Klimkiedzono na wyposażon
wym SZ o b
przy stałejNm. ZmienoOWK przenktem) ora
zużycie palenia paliwa
sowanych e paliwa zmmieszaniny h badań we nieznac
przyjmującki badań goz dodatkie
prężania s
kąt 30º kąt1
Eps=14
Go
ON
130
w na prac
m.in. zmub paliwelin była prewicz 2010
SZ zasilanym w ukła
bezpośredn
ej prędkoścniano kąt ed GMP (
az stopień s
liwa badana i dwóch s
początków
mierzono dtych paliw
wynika, że czne obni
c wartości odzinowegem 50% Oilnika.
10º kąt30º
Ep
odzinowe zu
N 50%OR
cę SZ zas
mian począem zawierrzesłanką 0]. anym tradad Commo
nim wtrysk
ci obrotowpoczątku t(w stopniasprężania
nych paliw stopni sprę
w tłoczeniadla oleju na
w. wzrost stożenie god
uzyskanego zużycia ON przy b
kąt10º
ps=16
użycie paliwa
OR
silanych O
ątku wtrysrającym O
przeprowa
ycyjną apon Rail [Cis
ku paliwa o
wej silnika tłoczenia pch obrotu EPS=14 i
dla różnycężania
a paliwa i apędoweg
opnia sprężdzinowego
e dla olejupaliwa, teadanych u
ON
OR
a
OR na pod
sku oraz OR na paadzenia ba
araturą pasek 2009].
o mocy nom
n=1600 obpaliwa prz
wału korb16.
ch wartośc
stopni spgo, najwięk
żania w bao zużycia
u napędowmperaturyustawienia
dstawie
stopnia rametry adań w
aliwową
minalnej
br/min i yjmując bowego
i kąta
prężania ksze dla
adanym paliwa
wego za spalin i ch kąta
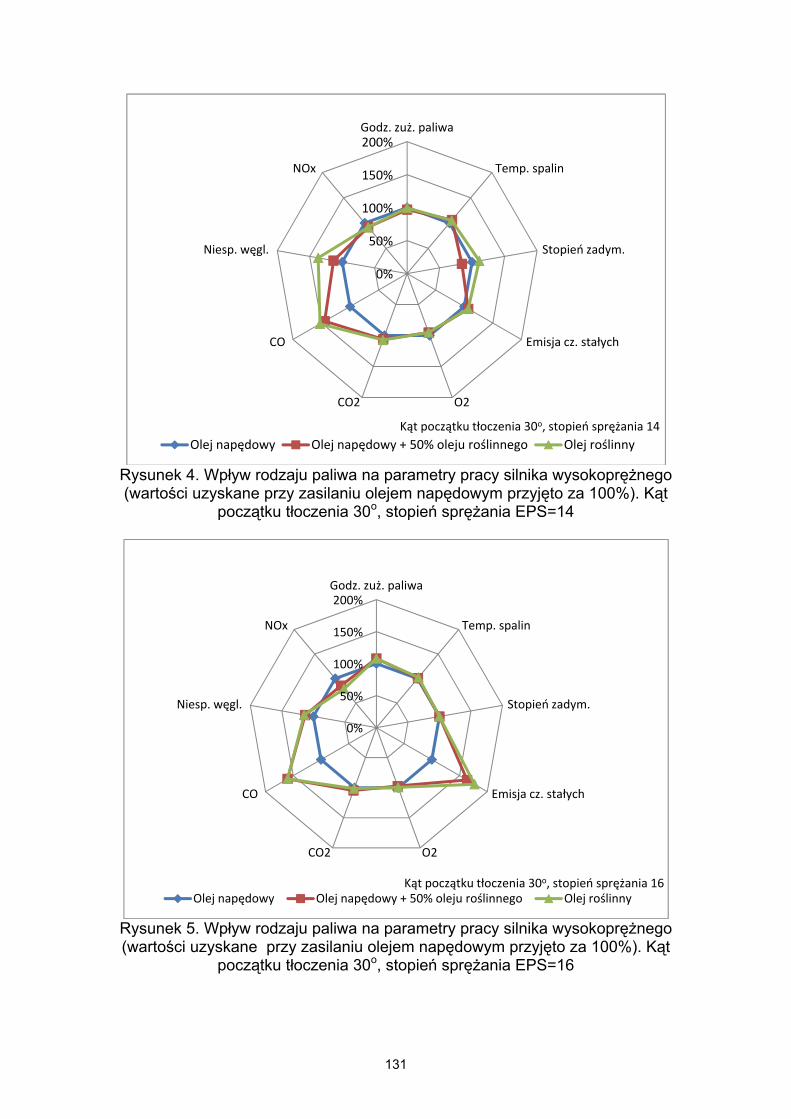
131
Rysunek 4. Wpływ rodzaju paliwa na parametry pracy silnika wysokoprężnego (wartości uzyskane przy zasilaniu olejem napędowym przyjęto za 100%). Kąt
początku tłoczenia 30o, stopień sprężania EPS=14
Rysunek 5. Wpływ rodzaju paliwa na parametry pracy silnika wysokoprężnego (wartości uzyskane przy zasilaniu olejem napędowym przyjęto za 100%). Kąt
początku tłoczenia 30o, stopień sprężania EPS=16
0%
50%
100%
150%
200%Godz. zuż. paliwa
Temp. spalin
Stopień zadym.
Emisja cz. stałych
O2CO2
CO
Niesp. węgl.
NOx
Kąt początku tłoczenia 30o, stopień sprężania 14 Olej napędowy Olej napędowy + 50% oleju roślinnego Olej roślinny
0%
50%
100%
150%
200%Godz. zuż. paliwa
Temp. spalin
Stopień zadym.
Emisja cz. stałych
O2CO2
CO
Niesp. węgl.
NOx
Kąt początku tłoczenia 30o, stopień sprężania 16Olej napędowy Olej napędowy + 50% oleju roślinnego Olej roślinny
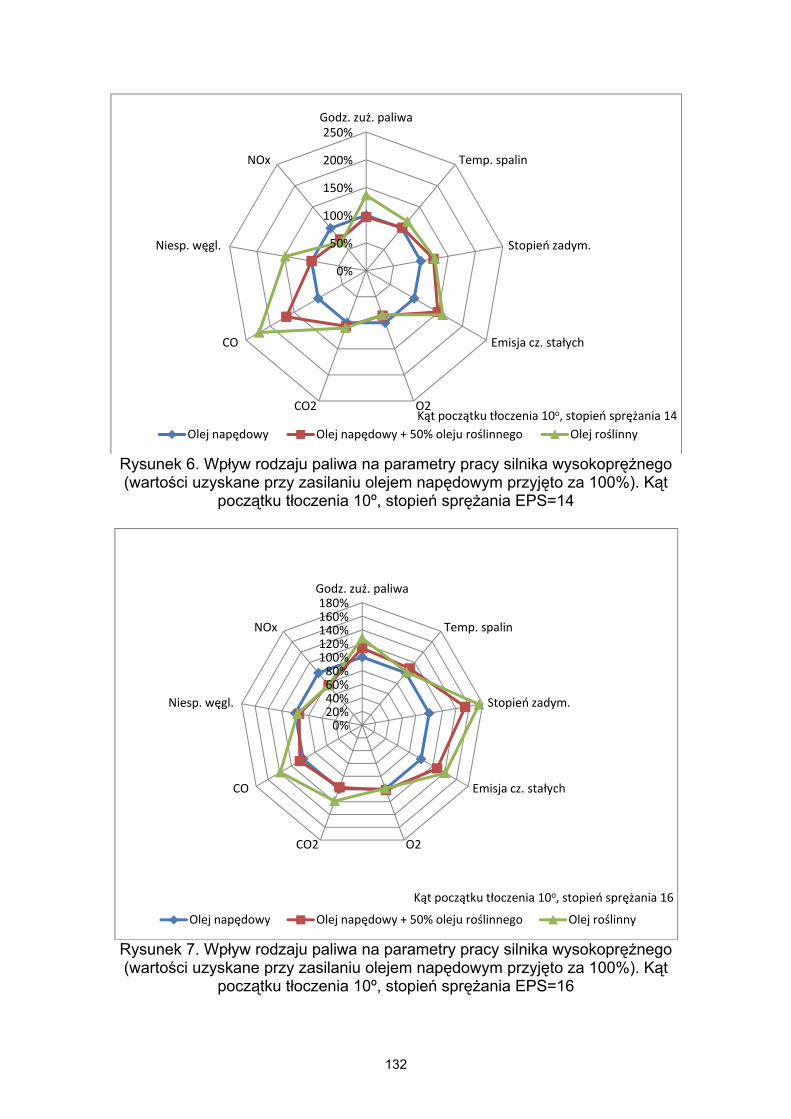
132
Rysunek 6. Wpływ rodzaju paliwa na parametry pracy silnika wysokoprężnego (wartości uzyskane przy zasilaniu olejem napędowym przyjęto za 100%). Kąt
początku tłoczenia 10º, stopień sprężania EPS=14
Rysunek 7. Wpływ rodzaju paliwa na parametry pracy silnika wysokoprężnego (wartości uzyskane przy zasilaniu olejem napędowym przyjęto za 100%). Kąt
początku tłoczenia 10º, stopień sprężania EPS=16
0%
50%
100%
150%
200%
250%Godz. zuż. paliwa
Temp. spalin
Stopień zadym.
Emisja cz. stałych
O2CO2
CO
Niesp. węgl.
NOx
Kąt początku tłoczenia 10o, stopień sprężania 14Olej napędowy Olej napędowy + 50% oleju roślinnego Olej roślinny
0%20%40%60%80%
100%120%140%160%180%
Godz. zuż. paliwa
Temp. spalin
Stopień zadym.
Emisja cz. stałych
O2CO2
CO
Niesp. węgl.
NOx
Kąt początku tłoczenia 10o, stopień sprężania 16
Olej napędowy Olej napędowy + 50% oleju roślinnego Olej roślinny
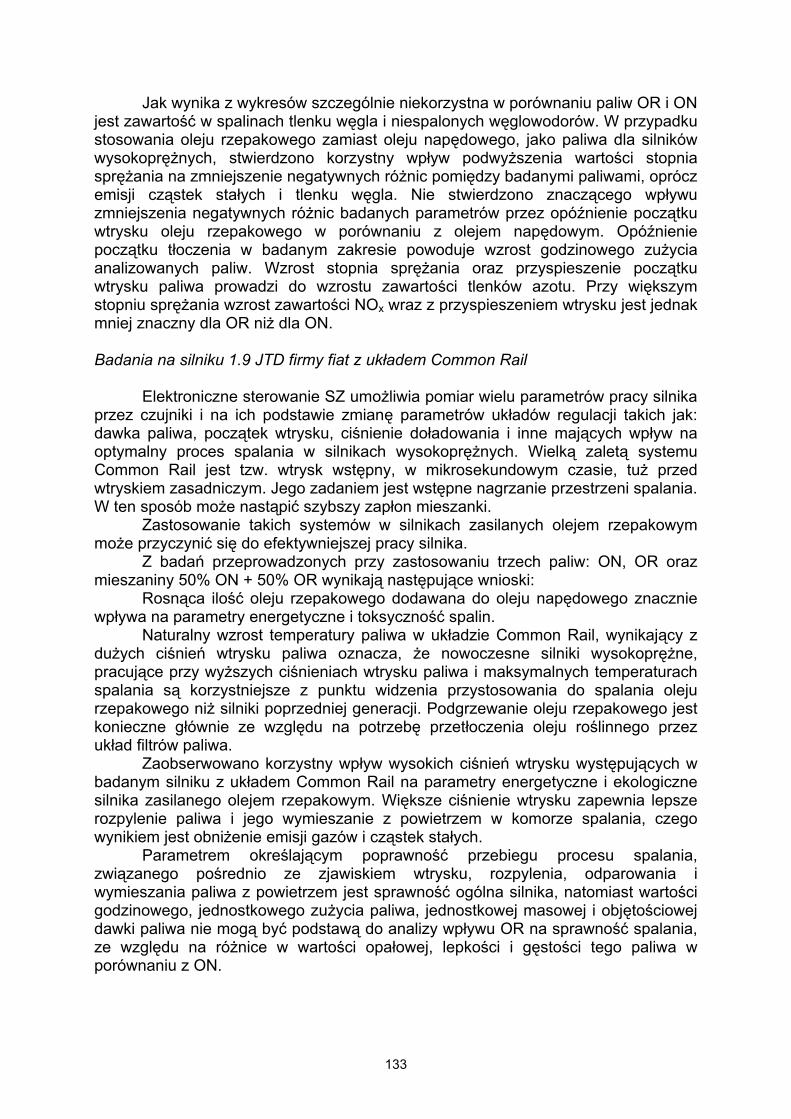
133
Jak wynika z wykresów szczególnie niekorzystna w porównaniu paliw OR i ON jest zawartość w spalinach tlenku węgla i niespalonych węglowodorów. W przypadku stosowania oleju rzepakowego zamiast oleju napędowego, jako paliwa dla silników wysokoprężnych, stwierdzono korzystny wpływ podwyższenia wartości stopnia sprężania na zmniejszenie negatywnych różnic pomiędzy badanymi paliwami, oprócz emisji cząstek stałych i tlenku węgla. Nie stwierdzono znaczącego wpływu zmniejszenia negatywnych różnic badanych parametrów przez opóźnienie początku wtrysku oleju rzepakowego w porównaniu z olejem napędowym. Opóźnienie początku tłoczenia w badanym zakresie powoduje wzrost godzinowego zużycia analizowanych paliw. Wzrost stopnia sprężania oraz przyspieszenie początku wtrysku paliwa prowadzi do wzrostu zawartości tlenków azotu. Przy większym stopniu sprężania wzrost zawartości NOx wraz z przyspieszeniem wtrysku jest jednak mniej znaczny dla OR niż dla ON. Badania na silniku 1.9 JTD firmy fiat z układem Common Rail
Elektroniczne sterowanie SZ umożliwia pomiar wielu parametrów pracy silnika przez czujniki i na ich podstawie zmianę parametrów układów regulacji takich jak: dawka paliwa, początek wtrysku, ciśnienie doładowania i inne mających wpływ na optymalny proces spalania w silnikach wysokoprężnych. Wielką zaletą systemu Common Rail jest tzw. wtrysk wstępny, w mikrosekundowym czasie, tuż przed wtryskiem zasadniczym. Jego zadaniem jest wstępne nagrzanie przestrzeni spalania. W ten sposób może nastąpić szybszy zapłon mieszanki.
Zastosowanie takich systemów w silnikach zasilanych olejem rzepakowym może przyczynić się do efektywniejszej pracy silnika.
Z badań przeprowadzonych przy zastosowaniu trzech paliw: ON, OR oraz mieszaniny 50% ON + 50% OR wynikają następujące wnioski:
Rosnąca ilość oleju rzepakowego dodawana do oleju napędowego znacznie wpływa na parametry energetyczne i toksyczność spalin.
Naturalny wzrost temperatury paliwa w układzie Common Rail, wynikający z dużych ciśnień wtrysku paliwa oznacza, że nowoczesne silniki wysokoprężne, pracujące przy wyższych ciśnieniach wtrysku paliwa i maksymalnych temperaturach spalania są korzystniejsze z punktu widzenia przystosowania do spalania oleju rzepakowego niż silniki poprzedniej generacji. Podgrzewanie oleju rzepakowego jest konieczne głównie ze względu na potrzebę przetłoczenia oleju roślinnego przez układ filtrów paliwa.
Zaobserwowano korzystny wpływ wysokich ciśnień wtrysku występujących w badanym silniku z układem Common Rail na parametry energetyczne i ekologiczne silnika zasilanego olejem rzepakowym. Większe ciśnienie wtrysku zapewnia lepsze rozpylenie paliwa i jego wymieszanie z powietrzem w komorze spalania, czego wynikiem jest obniżenie emisji gazów i cząstek stałych.
Parametrem określającym poprawność przebiegu procesu spalania, związanego pośrednio ze zjawiskiem wtrysku, rozpylenia, odparowania i wymieszania paliwa z powietrzem jest sprawność ogólna silnika, natomiast wartości godzinowego, jednostkowego zużycia paliwa, jednostkowej masowej i objętościowej dawki paliwa nie mogą być podstawą do analizy wpływu OR na sprawność spalania, ze względu na różnice w wartości opałowej, lepkości i gęstości tego paliwa w porównaniu z ON.
134
Grupa „Otoczenie”
Wprowadzenie OR do zasilania SZ może wywierać wpływ na bliższe i dalsze otoczenie. Możemy tu wyróżnić aspekty związane z oddziaływaniem ekonomiczno-społecznym związanym z uprawą rzepaku, jego przetwarzaniem na paliwo, opłacalnością, uregulowaniami prawnymi oraz aspekty techniczne i ekologiczne związane z wpływem zastosowania oleju rzepakowego na trwałość i niezawodność silników i emisję spalin. Z punktu widzenia analizy diagramu Ishikawy wszystkie te czynniki są krytycznymi. Każdy z tych czynników ma istotny wpływ na możliwość zastosowania oleju rzepakowego do zasilania silnika o zapłonie samoczynnym. Obszerne opracowanie tego zagadnienia można znaleźć między innymi w pracy Kupczyka [2008]. Grupa „Osoby”
Bezawaryjną i efektywną pracę silników mogą zapewnić wyszkoleni operatorzy maszyn, którzy poznali właściwości oleju rzepakowego wpływające na pracę silnika. Od nich przede wszystkim zależy jakiej jakości paliwo roślinne będzie wlewane do zbiorników, jakie będą warunki użytkowania oraz obsługa techniczna silników zasilanych olejem rzepakowym. PODSUMOWANIE
Z przeprowadzonej w pracy analizy wynika, że olej rzepakowy może stać się paliwem zastępującym olej napędowy. Warunkiem stosowania tego paliwa jest zachowanie granicznych właściwości oleju według wskazań przygotowywanych norm. Na obecnym etapie rozwoju silników o zapłonie samoczynnym zaleca się stosowanie dwupaliwowych instalacji silnika. Rozruch silnika należy przeprowadzać na oleju napędowym i dopiero po nagrzaniu silnika zasilać go olejem rzepakowym. Również pracę silnika należy kończyć zasilając go olejem napędowym, aby przepłukać układ paliwowy. Zaleca się też częściej wymieniać olej smarujący w porównaniu z silnikami zasilanymi olejem napędowym oraz częściej przeprowadzać obsługę układu paliwowego. Problem zanieczyszczania rozpylaczy można rozwiązać wprowadzając do oleju rzepakowego dodatki myjące oraz poprawiające spalanie. BIBLIOGRAFIA 1. Bocheński C.: Biodiesel paliwo rolnicze. Wydawnictwo SGGW Warszawa 2003. 2. Cieślikowski B., Ślipek Z.: Zmienność cech oleju rzepakowego w warunkach
przechowywania. Inżynieria Rolnicza. Nr 13 (88). 2006. s. 61-68 3. Cisek J.: Określenie wpływu 3 paliw: olej napędowy (ON), olej rzepakowy (OR)
oraz mieszanina OR50%/ON50% na parametry pracy silnika wysokoprężnego. Maszynopis. Praca finansowana z grantu nr R 1003 703 ,,Zastosowanie oleju rzepakowego jako paliwa do silników wysokoprężnych ciągników i pojazdów rolniczych”. 2009.
4. Cisek J., Wcisło G., Sędzik M.: Badania wpływu oleju napędowego, oleju rzepakowego oraz mieszaniny 50% oleju napędowego z olejem rzepakowym przy zmianach początku tłoczenia paliwa i stopnia sprężania silnika na parametry energetyczne, toksyczność spalin oraz wykresy indykatorowe silnika wysokoprężnego. Maszynopis. Praca finansowana z grantu nr R 1003 703
135
,,Zastosowanie oleju rzepakowego jako paliwa do silników wysokoprężnych ciągników i pojazdów rolniczych”. 2009.
5. Czechlowski M., Krysztofiak A., Adamski M., Antczak W.: Wpływ stosowania oleju rzepakowego jako paliwa na trwałość aparatury wtryskowej silników ZS. Inżynieria Rolnicza. Nr 12 (87). 2006. s. 85-92.
6. Dzieniszewski G.: Wybrane problemy zasilania silnika Diesla zużytym olejem roślinnym. Inżynieria Rolnicza. Nr 9 (97). 2007. s. 49-56.
7. Dzieniszewski G.: Wybrane problemy stosowania biopaliw do zasilania silników z zapłonem samoczynnym. Inżynieria Rolnicza. Nr 10 (108). 2008. s. 39-45.
8. He Y., Bao Y.D.: Study on rapeseed oil as alternative fuel for a single-cylindre diesel engine. Renewable Energy 28 (2003) 1447-1453.
9. Jakóbiec J., Bocheński C.: Badania wpływu parametrów tłoczenia na zawartość kwasów karboksylowych oraz glicerolu w oleju rzepakowym. Acta Agrophysica, 8(1), 2006. 95-102.
10. Klimkiewicz M.: Modelowanie procesu odnowy aparatury paliwowej ciągników i samojezdnych maszyn rolniczych. Wydawnictwo SGGW, (Rozprawy Naukowe I Monografie) Warszawa, 2006. s. 127.
11. Kupczyk A. Stan Aktualny i perspektywy wykorzystania biopaliw transportowych w Polsce na tle UE, Cz. IV. Aktualne Uwarunkowania i wykorzystanie biopaliw transportowych w Polsce. Biopaliwa II generacji. Energetyka 2008, nr 2, s. 149-153.
12. Nwafor O.M.I., Rice G.: Performance of Rapeseed Oil Blends in a Diesel Engine. Applied Energy, Vol. 54, No. 4, 1996. pp. 345-354.
13. Remmele E., Thunele K.: Pre-Standard Din V 51 605 for Rapeseed oil fuel. !5th European biomass conference & Exhibition, 17-11 May 2007, Berlin 2007.
14. Sapiński A.: Spalanie olejów roślinnych w silniku o zapłonie samoczynnym. 25th International Conference on Combustion Engines. KONES’99. Zakopane. 1999. s. 194-204.
15. Thuneke K., Gassner Th., Ember P.: Czy olej rzepakowy to nadal alternatywa? Energia odnawialna. AGROmechanika 3/2009. s. 55-58.
16. Wcisło G.: Możliwości zasilania olejem rzepakowym silników wysokoprężnych w pojazdach rolniczych. Inżynieria Rolnicza. Nr 10 (52). 2003. s. 43-49.
17. Widmann B.A, Strehler A.: Pflanzeöl als Energieträger. Kraftstoffeigenschaften, Emissionen, Erfahrungen. Vortrag bei Landtechnik 1991, Braunschweig 24. und 25.10.
18. Wojdalski J., Bocheński C.: Badania procesu spalania oleju rzepakowego i jego mieszanin z dodatkami w komorze badawczej, przy zmiennych parametrach powietrza i doprowadzenia paliwa (Common Rail) Raport z realizacji projektu badawczego KBN N 502 007 31/0573. Maszynopis 2010
* Praca finansowana z grantu nr R 1003 703-,,Zastosowanie oleju rzepakowego jako paliwa do silników wysokoprężnych ciągników i pojazdów rolniczych”

4