Wpływ technologii wytwarzania wyrobów ze stopu Co28Cr6Mo ... text.pdf · czesnych metod...
7
2 INŻYNIERIA MATERIAŁOWA ROK XXXVI Wpływ technologii wytwarzania wyrobów ze stopu Co28Cr6Mo na ich właściwości fizyczne, mechaniczne i odporność korozyjną Adrian Mróz 1* , Jarosław Jakubowicz 2 , Monika Gierzyńska-Dolna 1 , Tomasz Wiśniewski 1 , Justyna Wendland 3 a Zakład Zaawansowanych Technologii Kształtowania, Instytut Obróbki Plastycznej, Poznań, * [email protected] 2 Instytut Inżynierii Materiałowej, Politechnika Poznańska, 3 Zakład Badania Metali, Instytut Obróbki Plastycznej, Poznań The effect of manufacturing technology of a Co28Cr6Mo alloy on physical and mechanical properties and corrosion resistance Metalic components of human joint endoprostheses are most often made of cobalt alloys. Those alloys owe their popularity to high tensil and fatigue strength, good corrosive resistance in the human body fluid environment and, most importantly, relatively high resistance to tribological wear in comparison to other metalic biomaterials. Even more stringent requirements for biomaterials necessitate permanent preparation of new materials or modification of the existing ones. The survey at determination of the influence of selected innovative technologies of production on physical and mechanical properties as well as corrosion resistance of Co28Cr6Mo alloy has been proposed. The samples were made with the use of selective laser melting and spark plasma sintering technologies. As a reference material the forged ASTM F1537 LC alloy was used. Regardless of the applied technologies phase transformation γ-Co → ε-Co were occurred in alloy microstructure. The transformation was most intense for samples which have been made using the selective laser melting technology. It was demonstrated by the increased hardness at the cost of decreased fracture toughness. Potentiodynamic tests show that the samples made with the use of spark plasma sintering technology were characterized by the lowest corrosion resistance. The survey which has been done show that the application of the above-mentioned technologies in manufacturing process of metallic endoprosthesis components is possible. Key words: Co28Cr6Mo alloy, selective laser melting, spark plasma sintering. Komponenty metalowe endoprotez stawów człowieka często są wykonywane ze stopów na osnowie kobaltu. Stopy te swoją popularność zawdzięczają dużej wytrzymałości doraźnej i zmęczeniowej, satysfakcjonującej odporności korozyjnej w środowisku płynów ustrojowych oraz, co najważniejsze, względnie największej odporności na zużycie tribologiczne w porównaniu z innymi biomateriałami metalowymi. Coraz większe wymagania stawiane biomateriałom skłaniają do ciągłego opracowywania nowych materiałów lub modyfikacji już istniejących. Podjęto więc badania mające na celu określenie wpływu wy- branych innowacyjnych technologii wytwarzania na właściwości fizyczne, mechaniczne oraz odporność korozyjną stopu Co28Cr6Mo. Próbki do badań wytworzono z zastosowaniem technologii selektywnego przetapiania laserowego oraz iskrowego spiekania plazmowego. Jako materiał odniesienia zasto- sowano próbki referencyjne, które wytworzono ze stopu po procesie kucia ASTM F1537 LC. Niezależnie od zastosowanej technologii w mikrostrukturze stopu dochodziło do przemiany fazowej γ-Co → ε-Co. Przemiana była najbardziej intensywna w przypadku próbek otrzymanych za pomocą selektywnego przetapiania laserowego. Świadczy o tym zwiększenie twardości stopu kosztem zmniejszonej odporności na kruche pękanie. Badania potencjodynamiczne wykazały, że najmniejszą odpornością korozyjną charakteryzowały się próbki wytworzone z zastosowaniem technologii iskrowego spiekania plazmo- wego. Przeprowadzone badania wykazały, że zastosowanie wymienionych technologii w procesie wytwarzania metalowych komponentów endoprotez jest możliwe. Słowa kluczowe: stop Co28Cr6Mo, selektywne przetapianie laserowe, iskrowe spiekanie plazmowe. Inżynieria Materiałowa 1 (203) (2015) 2÷8 DOI 10.15199/28.2015.1.1 © Copyright SIGMA-NOT WWW.SIGMA-NOT.PL MATERIALS ENGINEERING 1. WPROWADZENIE Współcześnie stosowane metalowe elementy endoprotez układu kostno-stawowego są wytwarzane głównie ze stali austenitycznej (316L), stopu na osnowie tytanu (Ti6Al4V) lub stopu na osnowie ko- baltu (Co28Cr6Mo) [1, 2]. Każdy z tych materiałów charakteryzuje się zespołem odpowiednich właściwości elektrycznych, magnetycz- nych i mechanicznych, które umożliwiają im sprostanie trudnym wa- runkom, jakie panują wewnątrz organizmu ludzkiego [3÷7]. Spośród wymienionych stopów najczęściej na elementy endoprotez stawu kolanowego biodrowego czy krążka międzykręgowego stosowane są stopy na osnowie kobaltu [8]. Swoją biozgodność stopy te zawdzię- czają zdolności wytwarzania na powierzchni bardzo cienkiej tlenko- wej warstwy pasywacyjnej o grubości do 3 nm, będącej mieszaniną tlenków chromu i molibdenu (z wyraźną przewagą Cr 2 O 3 ) [9÷11]. Stop Co28Cr6Mo wykazuje dużą wytrzymałość doraźną i zmęcze- niową, twardość, odporność korozyjną oraz najlepszą spośród wy- mienionych materiałów odporność na zużycie tribologiczne [1, 12]. Właściwości stopu Co28Cr6Mo mogą się różnić w zależności od składu chemicznego i zastosowanej technologii wytwarzania. Naj- częściej elementy endoprotez są wytwarzane ze stopu odlewnicze- go ASTM F75 lub ze stopu do przeróbki plastycznej ASTM F1537 z małą zawartością węgla (~0,05% mas. C) – oznaczone symbo- lem LC lub dużą zawartością węgla (>0,20% mas. C) – HC [13, 14]. Zastosowanie każdej z tych technologii wymaga znacznych nakładów finansowych i energetycznych. Ponieważ są to techno- logie wysokotemperaturowe, w wytwarzanych stopach występują problemy związane z rozrostem ziaren, przemianami fazowymi czy obecnością defektów struktury. Na utrudnienie procesów wy- twarzania wpływa ponadto ograniczona plastyczność stopu i jego względnie duża twardość (powyżej 325 HV0,5) [15, 16]. Restrykcyjne wymagania stawiane endoprotezom skłaniają do poszukiwania nowych, alternatywnych technologii wytwarzania lub sposobów modyfikacji materiałów już stosowanych. Szansę taką daje zastosowanie addytywnych technik kształtowania części metalowych z zastosowaniem szybkiego prototypowania lub nowo- czesnych metod metalurgii proszków. W pracy przedstawiono wyniki badań strukturalnych oraz wła- ściwości fizycznych, mechanicznych i odporności korozyjnej stopu Co28Cr6Mo otrzymanego za pomocą selektywnego przetapiania
Transcript of Wpływ technologii wytwarzania wyrobów ze stopu Co28Cr6Mo ... text.pdf · czesnych metod...
2 I N Ż Y N I E R I A M A T E R I A Ł O W A ROK XXXVI
Wpływ technologii wytwarzania wyrobów ze stopu Co28Cr6Mo na ich właściwości fizyczne,
mechaniczne i odporność korozyjnąAdrian Mróz1*, Jarosław Jakubowicz2, Monika Gierzyńska-Dolna1,
Tomasz Wiśniewski1, Justyna Wendland3
aZakład Zaawansowanych Technologii Kształtowania, Instytut Obróbki Plastycznej, Poznań, *[email protected] 2Instytut Inżynierii Materiałowej, Politechnika Poznańska, 3Zakład Badania Metali, Instytut Obróbki Plastycznej, Poznań
The effect of manufacturing technology of a Co28Cr6Mo alloy on physical and mechanical properties and corrosion resistance
Metalic components of human joint endoprostheses are most often made of cobalt alloys. Those alloys owe their popularity to high tensil and fatigue strength, good corrosive resistance in the human body fluid environment and, most importantly, relatively high resistance to tribological wear in comparison to other metalic biomaterials. Even more stringent requirements for biomaterials necessitate permanent preparation of new materials or modification of the existing ones. The survey at determination of the influence of selected innovative technologies of production on physical and mechanical properties as well as corrosion resistance of Co28Cr6Mo alloy has been proposed. The samples were made with the use of selective laser melting and spark plasma sintering technologies. As a reference material the forged ASTM F1537 LC alloy was used. Regardless of the applied technologies phase transformation γ-Co → ε-Co were occurred in alloy microstructure. The transformation was most intense for samples which have been made using the selective laser melting technology. It was demonstrated by the increased hardness at the cost of decreased fracture toughness. Potentiodynamic tests show that the samples made with the use of spark plasma sintering technology were characterized by the lowest corrosion resistance. The survey which has been done show that the application of the above-mentioned technologies in manufacturing process of metallic endoprosthesis components is possible.
Key words: Co28Cr6Mo alloy, selective laser melting, spark plasma sintering.
Komponenty metalowe endoprotez stawów człowieka często są wykonywane ze stopów na osnowie kobaltu. Stopy te swoją popularność zawdzięczają dużej wytrzymałości doraźnej i zmęczeniowej, satysfakcjonującej odporności korozyjnej w środowisku płynów ustrojowych oraz, co najważniejsze, względnie największej odporności na zużycie tribologiczne w porównaniu z innymi biomateriałami metalowymi. Coraz większe wymagania stawiane biomateriałom skłaniają do ciągłego opracowywania nowych materiałów lub modyfikacji już istniejących. Podjęto więc badania mające na celu określenie wpływu wy-branych innowacyjnych technologii wytwarzania na właściwości fizyczne, mechaniczne oraz odporność korozyjną stopu Co28Cr6Mo. Próbki do badań wytworzono z zastosowaniem technologii selektywnego przetapiania laserowego oraz iskrowego spiekania plazmowego. Jako materiał odniesienia zasto-sowano próbki referencyjne, które wytworzono ze stopu po procesie kucia ASTM F1537 LC. Niezależnie od zastosowanej technologii w mikrostrukturze stopu dochodziło do przemiany fazowej γ-Co → ε-Co. Przemiana była najbardziej intensywna w przypadku próbek otrzymanych za pomocą selektywnego przetapiania laserowego. Świadczy o tym zwiększenie twardości stopu kosztem zmniejszonej odporności na kruche pękanie. Badania potencjodynamiczne wykazały, że najmniejszą odpornością korozyjną charakteryzowały się próbki wytworzone z zastosowaniem technologii iskrowego spiekania plazmo-wego. Przeprowadzone badania wykazały, że zastosowanie wymienionych technologii w procesie wytwarzania metalowych komponentów endoprotez jest możliwe.
Słowa kluczowe: stop Co28Cr6Mo, selektywne przetapianie laserowe, iskrowe spiekanie plazmowe.
Inżynieria Materiałowa 1 (203) (2015) 2÷8DOI 10.15199/28.2015.1.1© Copyright SIGMA-NOT
WWW.SIGMA-NOT.PL
MATERIALS ENGINEERING
1. WPROWADZENIE
Współcześnie stosowane metalowe elementy endoprotez układu kostno-stawowego są wytwarzane głównie ze stali austenitycznej (316L), stopu na osnowie tytanu (Ti6Al4V) lub stopu na osnowie ko-baltu (Co28Cr6Mo) [1, 2]. Każdy z tych materiałów charakteryzuje się zespołem odpowiednich właściwości elektrycznych, magnetycz-nych i mechanicznych, które umożliwiają im sprostanie trudnym wa-runkom, jakie panują wewnątrz organizmu ludzkiego [3÷7]. Spośród wymienionych stopów najczęściej na elementy endoprotez stawu kolanowego biodrowego czy krążka międzykręgowego stosowane są stopy na osnowie kobaltu [8]. Swoją biozgodność stopy te zawdzię-czają zdolności wytwarzania na powierzchni bardzo cienkiej tlenko-wej warstwy pasywacyjnej o grubości do 3 nm, będącej mieszaniną tlenków chromu i molibdenu (z wyraźną przewagą Cr2O3) [9÷11]. Stop Co28Cr6Mo wykazuje dużą wytrzymałość doraźną i zmęcze-niową, twardość, odporność korozyjną oraz najlepszą spośród wy-mienionych materiałów odporność na zużycie tribologiczne [1, 12].
Właściwości stopu Co28Cr6Mo mogą się różnić w zależności od składu chemicznego i zastosowanej technologii wytwarzania. Naj-
częściej elementy endoprotez są wytwarzane ze stopu odlewnicze-go ASTM F75 lub ze stopu do przeróbki plastycznej ASTM F1537 z małą zawartością węgla (~0,05% mas. C) – oznaczone symbo-lem LC lub dużą zawartością węgla (>0,20% mas. C) – HC [13, 14]. Zastosowanie każdej z tych technologii wymaga znacznych nakładów finansowych i energetycznych. Ponieważ są to techno-logie wysokotemperaturowe, w wytwarzanych stopach występują problemy związane z rozrostem ziaren, przemianami fazowymi czy obecnością defektów struktury. Na utrudnienie procesów wy-twarzania wpływa ponadto ograniczona plastyczność stopu i jego względnie duża twardość (powyżej 325 HV0,5) [15, 16].
Restrykcyjne wymagania stawiane endoprotezom skłaniają do poszukiwania nowych, alternatywnych technologii wytwarzania lub sposobów modyfikacji materiałów już stosowanych. Szansę taką daje zastosowanie addytywnych technik kształtowania części metalowych z zastosowaniem szybkiego prototypowania lub nowo-czesnych metod metalurgii proszków.
W pracy przedstawiono wyniki badań strukturalnych oraz wła-ściwości fizycznych, mechanicznych i odporności korozyjnej stopu Co28Cr6Mo otrzymanego za pomocą selektywnego przetapiania

NR 1/2015 I N Ż Y N I E R I A M A T E R I A Ł O W A 3
laserowego (Selective Laser Melting, SLM) [17÷19] oraz iskrowe-go spiekania plazmowego (Spark Plasma Sintering, SPS) [20, 21] w odniesieniu do próbek referencyjnych, które zostały wytworzone ze stopu ASTM F1537 LC.
Ze względu na ideę budowy trójwymiarowych prototypów „warstwa po warstwie” największą zaletą technologii selektywne-go przetapiania proszków metali jest brak ograniczeń projektowych – jest możliwe wygenerowanie skomplikowanych struktur geome-trycznych, których nie da się wytworzyć metodami konwencjonal-nymi. Technologia ta wykazuje duży potencjał, zwłaszcza w zakre-sie wytwarzania endoprotez dedykowanych konkretnym pacjentom (custom design) [22]. Kolejną, zaproponowaną w artykule techno-logią, którą można zastosować w procesie wytwarzania endoprotez jest iskrowe spiekanie plazmowe. Technologia SPS, będąca jedną z najnowszych metod konsolidacji proszków, umożliwia wytwarza-nie spieków o gęstości porównywalnej do litych odpowiedników, a przez obniżenie energii aktywacji procesów dyfuzyjnych zabez-piecza ziarna przed nadmiernym rozrostem.
2. MATERIAŁ I METODYKA
Do wytworzenia próbek w technologii SLM i SPS użyto sferoidal-nego proszku stopowego ASTM F75 (Sandvic Ospray Ltd., Anglia) o ziarnistości 20÷60 µm. Próbki z materiału referencyjnego wycięto z pręta ze stopu ASTM F1537 LC z zastosowaniem frezarki CNC. Skład chemiczny użytych materiałów przedstawiono w tabeli 1.
Do wytworzenia próbek technologią selektywnego przetapiania laserowego wykorzystano urządzenie SLM® 250 HL (SLM Solu-tions GmbH, Niemcy). Moc lasera światłowodowego operującego w trybie pracy ciągłej wynosiła 175 W. Pozostałe parametry la-sera to długość fali 1070 nm i średnica plamki 200 µm. Prędkość naświetlania wypełnienia wynosiła 685 mm/s. Grubość warstwy proszku, po naświetleniu której następowało obniżenie platformy bazowej, wynosiła 30 µm. Proces przetapiania laserem przeprowa-dzono w atmosferze argonu (O2 < 0,3%).
Do wytworzenia spieków z wykorzystaniem iskrowego spiekania plazmowego zastosowano urządzenie SPS HP D 25 (FCT Systeme GmbH, Niemcy). Proces spiekania impulsami prądu stałego prze-prowadzono w temperaturze 1000°C w próżni. Zastosowano stałą prędkość nagrzewania wynoszącą 100°C/min oraz ciśnienie pra-sowania wynoszące 50 MPa. Czas trwania impulsu to 15 ms, nato-miast czas przerwy pomiędzy kolejnymi impulsami wynosił 3 ms. Czas spiekania w temperaturze docelowej wynosił 5 minut. Maksy-malna wartość natężenia prądu stałego to około 3,1 kA. Próbki wy-tworzone technologią selektywnego przetapiania laserowego ozna-czono skrótem SLM, a iskrowego spiekania plazmowego — SPS.
Obserwacje metalograficzne próbek przeprowadzono za pomocą mikroskopu świetlnego Eclipse L150 (Nikon, Japonia) wyposażo-
nego w program do analizy obrazu NIS Elements. W celu ujawnie-nia mikrostruktury przegotowane z próbek zgłady metalograficzne poddano trawieniu elektrolitycznemu z wykorzystaniem odczynni-ka będącego mieszaniną kwasu siarkowego IV i wody destylowa-nej. Następnie w celu przeprowadzenia analizy fazowej próbki oraz proszek stopowy ASTM F75 poddano badaniom rentgenowskim za pomocą dyfraktometru rentgenowskigo Empyrean (PANalytical, Holandia), z lampą miedzianą (Kα λ = 1,54178 Ǻ).
Gęstość pozorną próbek wyznaczono zgodnie z wytycznymi normy ISO 2738. Do nasycania próbek zastosowano wodę destylowaną ultra-czystą (ρc = 0,99753 g/cm3). Porowatość całkowitą obliczono na pod-stawie wyliczonych wartości gęstości pozornej i gęstości litego mate-riału (przyjętej jako średnia gęstość próbek po przeróbce plastycznej).
Pomiary twardości sposobem Vickersa przeprowadzono przy obcią-żeniu 4,9 N zgodnie z wytycznymi normy ISO 6507-1. Do badań zasto-sowano twardościomierz MICROMET 2104 (Wirtz-Buehler, Niemcy).
Statyczną próbę rozciągania przeprowadzono z użyciem stoli-ka tensometrycznego MT 5000HC (Gatan GmbH, Niemcy). Urzą-dzenie umożliwia odczyt aktualnej wartości siły rozciągającej oraz przemieszczenia trawersy. Próby przeprowadzono w temperatu-rze pokojowej przy stałej prędkością ruchu trawersy wynoszącej 1 mm/min. Statycznej próbie rozciągania poddane zostały (niestan-dardowe) próbki płaskie w kształcie „wiosełek” o długości 15 mm. Część pomiarowa próbek miała przekrój prostokątny o wymiarach 3×1 mm. Miejsca, w których nastąpiło zerwanie próbek, poddano obserwacji za pomocą skaningowego mikroskopu elektronowego Inspect S (FEI, USA).
Badanie odporności korozyjnej przeprowadzono za pomocą potencjostatu Solartron 1285 (Solartron Analytical) z komorą ko-rozyjną Eg&G Flat Cell o objętości 0,5 litra. Próby przeprowadzo-no w roztworze Ringera w temperaturze 37°C. Skanowanie prze-prowadzono od potencjału –1,5 V względem potencjału obwodu otwartego (OCP) do +2,5 V wzgl. OCP. Szybkość wzrostu poten-cjału wynosiła 0,5 mV/s. Do badań zastosowano platynowe elek-trody: referencyjną i przeciwstawną. Przed badaniami korozyjnymi wykonano pomiary chropowatości próbek za pomocą profilometru Hommel Etamic T8000RC (Jenoptik AG, Niemcy) w celu potwier-dzenia, że jakość powierzchni odpowiada wymogom normy ASTM F732 [14]. Po badaniach korozyjnych próbki poddano obserwa-cjom topografii powierzchni za pomocą SEM.
3. WYNIKI BADAŃ
3.1. Struktura i mikrostruktura
Na rysunku 1a przedstawiono mikrostrukturę stopu referencyjne-go Co28Cr6Mo z małą zawartością węgla po przeróbce plastycz-nej. Badany stop charakteryzował się drobnoziarnistą, jednofazową strukturą austenitu (γ-Co). Ujawnione trawieniem ziarna wykazywa-ły równoosiową budowę o średnicy równoważnej rzędu 10÷20 µm.
Ze względu na spodziewaną anizotropię mikrostruktury stopu otrzymanego technologią SLM obserwacje metalograficzne prze-prowadzono w dwóch prostopadłych płaszczyznach, oznaczonych: xy — prostopadle do kierunku nakładania kolejnych warstw prosz-ku oraz yz — w płaszczyźnie równoległej do kierunku nakładania kolejnych warstw proszku. W płaszczyźnie xy (rys. 1b) stwierdzo-no obecność charakterystycznych, nakładających się na siebie stref o zaokrąglonych krawędziach. Natomiast w płaszczyźnie yz (rys. 1c) zaobserwowano granice kolejno nakładanych warstw materia-łu. Ujawnione trawieniem ziarna charakteryzowały się nieregular-nym kształtem. Wyraźnie widoczna faza ε-Co świadczy o zajściu przemiany martenzytycznej γ-Co → ε-Co podczas procesu SLM. Mikrostrukturę stopu otrzymanego metodą SPS przedstawiono na rysunku 1d, na którym jest widoczny zarys sferoidalnych cząstek proszku użytego do spiekania. Nie zaobserwowano rozrostu czą-stek, nawet na granicach ziaren, gdzie strefa wpływu ciepła podczas procesu spiekania jest największa. Poszczególne ziarna zachowały strukturę austenitu (jasne obszary).Widoczne były także wydziele-
Tabela 1. Skład chemiczny stopów Co28Cr6MoTabele 1. Chemical composition of Co28Cr6Mo alloys
Skład chemiczny, % mas.
Pierwiastek Co28Cr6Mo (ASTM F75)
Co28Cr6Mo(ASTM F1537 LC)
Co reszta reszta
Cr 30,00 27,20
Mo 6,00 5,60
Ni < 0,50 0,01
Fe < 0,75 0,25
Si < 1,00 0,68
Mn — 0,68
C <0,35 0,03

4 I N Ż Y N I E R I A M A T E R I A Ł O W A ROK XXXVI
nia fazy ε-Co. Pory (ciemne obszary) charakteryzowały się porów-nywalnymi wymiarami i równomiernym rozłożeniem.
Analiza XRD (rys. 2) wykazała, że proszek stopu Co28Cr6Mo użyty do wytworzenia próbek z zastosowaniem technologii SLM i SPS charakteryzował się jednorodną pod względem fazowym strukturą. Piki widma: (111), (200), (220), (222), (331) odpowia-dają czystej fazie kobaltowej γ-Co, krystalizującej w układzie A1. Brak widocznych refleksów, które odpowiadałyby fazom Cr lub Mo wskazuje, że materiał proszku stanowił roztwór stały tych pier-wiastków w osnowie Co lub wydzielenia innych faz były maskowa-ne przez widoczne, dominujące piki.
Analizując widma badanych materiałów, niezależnie od zastoso-wanej technologii wytwarzania, zaobserwowano zmniejszenie się intensywności pików odpowiadających fazie γ-Co oraz pojawienie się refleksów od fazy heksagonalnej ε-Co w porównaniu z prosz-kiem Co28Cr6Mo. Niezależnie więc od rodzaju zastosowanej technologii wytwarzania stwierdzono zajście przemiany fazowej γ-Co → ε-Co. W przypadku technologii SLM przemiana martenzy-tyczna charakteryzowała się największą intensywnością — względ-nie najwyższy pik (101), który odpowiada fazie ε-Co.
Wyniki pomiarów gęstości pozornej i obliczeń porowatości cał-kowitej przedstawiono w tabeli 2. Zastosowanie technologii SLM, która polega na selektywnym przetapianiu ziaren proszku metalu oraz technologii SPS, w której podczas trwania procesu ma się do czynienia z jednoczesnym spiekaniem i prasowaniem, umożliwia wytworzenie materiałów o gęstości zbliżonej do gęstości materia-łów litych. Warunek ten musi być spełniony, aby otrzymane próbki charakteryzowały się odpowiednią wytrzymałością mechaniczną i odpornością korozyjną.
3.2. Właściwości mechaniczne
Wyniki pomiarów twardości i wytrzymałości na rozciąganie ze-stawiono w tabeli 3. Największą twardością charakteryzowały się
Rys. 1. Mikrostruktura stopu Co28Cr6Mo: a) ASTM F1537 LC, b) ASTM F75, technologia SLM (płaszczyzna xy), c) ASTM F75 tech-nologia SLM (płaszczyzna yz), d) technologia SPSFig. 1. Microstructure of the Co28Cr6Mo alloy: a) ASTM F1537, b) ASTM F75, SLM technology (xy plane), c) ASTM F75, SLM technol-ogy (yz plane), d) SPS technology
Rys. 2. Dyfraktogramy rentgenowskie proszku ASTM F75 oraz pró-bek ASTM F1537 LC, SLM oraz SPSFig. 2. X-ray diffraction patterns of ASTM F75 powder as well as ASTM F1537 LC, SLM and SPS samples
a)
b)
c)
d)
NR 1/2015 I N Ż Y N I E R I A M A T E R I A Ł O W A 5
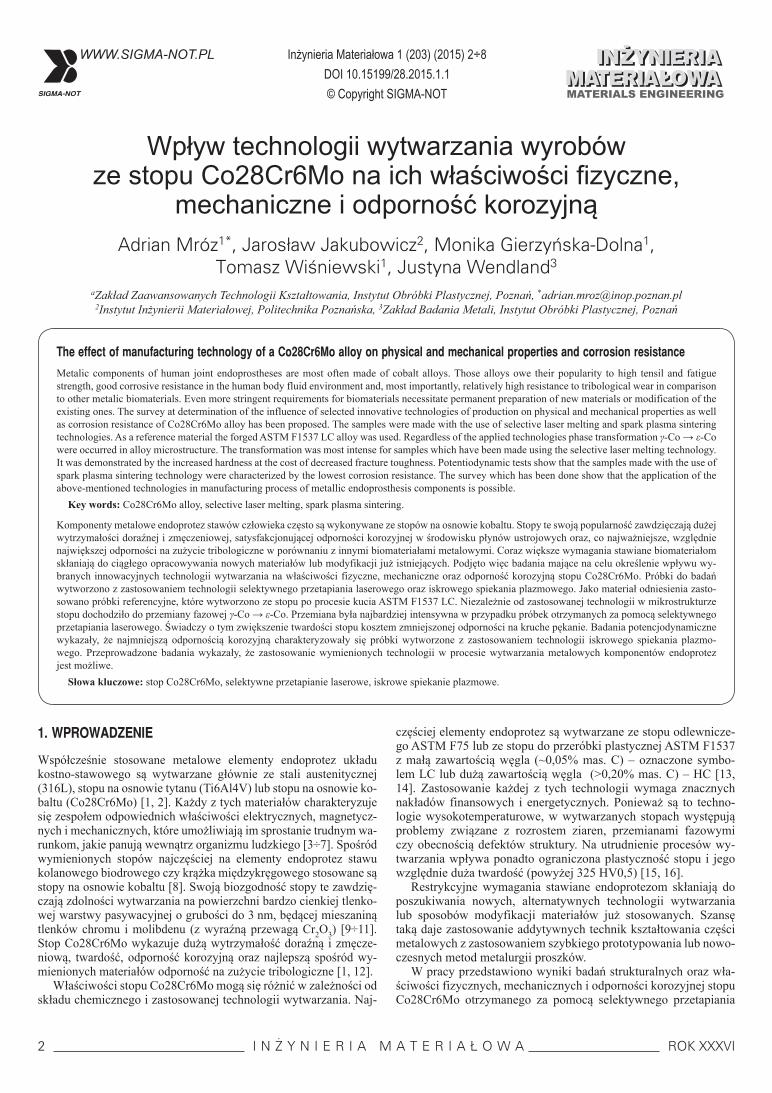
próbki wytworzone metodą SLM (474 HV0,5). Twardość próbek wytworzonych z zastosowaniem metody SPS (385 HV0,5) była zbliżona do twardości próbki referencyjnej ASTM F1537 LC (390 HV0,5).
W celu określenia wytrzymałości na rozciąganie przeprowadzo-no po pięć prób dla każdego wariantu materiału. Krzywe napręże-nia w funkcji przemieszczenia trawersy dla badanych materiałów przedstawiono na rysunku 3.
Uzyskane wyniki wskazują, że największą wytrzymałością na rozciąganie, wynoszącą 1354±7 MPa, a jednocześnie największą podatnością na odkształcenie plastyczne charakteryzuje się stop Co28Cr6Mo po przeróbce plastycznej. Zastosowanie technologii SLM spowodowało zmniejszenie wytrzymałości na rozciąganie do 1287±38 MPa przy jednoczesnym zwiększeniu podatności materia-łu na kruche pękanie. Próbki wykonane metodą SPS charakteryzo-wały się najmniejszą wytrzymałością na rozciąganie 1069±38 MPa, lecz zdecydowanie większą podatnością na odkształcenie plastycz-ne w porównaniu z próbkami wykonanymi metodą SLM. Dla po-
Tabela 2. Porównanie gęstości pozornej i porowatości całkowitej ma-teriałów w zależności od zastosowanej technologii: ASTM F1537 LC – próbka referencyjna, SLM, SPSTabele 2. Comparison of apparent density and total porosity of following materials, depending on applied technology: ASTM F1537 LC – a refer-ence sample, SLM, SPS
Materiał Gęstość pozorna g/cm3
Porowatość całkowita %
ASTM 1537 LC 8,36±0,02 —
SLM 8,30±0,01 0,71±0,08
SPS 8,11±0,10 3,09±0,62
Tabela 3. Porównanie twardości i wytrzymałości na rozciąganie ma-teriałów w zależności od zastosowanej technologii: ASTM F1537 LC – próbka referencyjna, SLM, SPSTabele 3. Comparison of hardness and tensile strength of following ma-terials depending on applied technology: ASTM F1537 LC – a reference sample, SLM, SPS
Materiał TwardośćHV0,5
Wytrzymałość na rozciąganieMPa
ASTM F1537 LC 390±4 1354±7
SLM 474±9 1287±38
SPS 385±9 1069±10
Rys. 3. Krzywe naprężenie–przemieszczenie próbek ze stopów Co28Cr6Mo w zależności od zastosowanej technologii wytwarzania: ASTM F1537 LC, SLM, SPSFig. 3. Tension–displacement of the traverse curves for Co28Cr6Mo al-loy samples depending on the manufacturing technology: ASTM F1537 LC – a reference sample, SLM, SPS
równania wytrzymałość stopu odlewniczego ASTM F75 nie prze-kracza 700 MPa [23].
Na rysunku 4 przedstawiono topografię przełomów powstałych w wyniku zerwania próbek podczas statycznej próby rozciągania. Na podstawie obserwacji SEM można stwierdzić, że przełomy pró-
Rys. 4. Przełomy badanych materiałów w kontraście elektronów wtór-nych: a) CNC, b) SLM, c) SPS; SEMFig. 4. Fractures of tested materials in secondary electron contrast: a) CNC, b) SLM, c) SPS; SEM
a)
b)
c)

6 I N Ż Y N I E R I A M A T E R I A Ł O W A ROK XXXVI
bek ze stopu Co28Cr6Mo po procesie kucia mają charakter pla-styczny (rys. 4a), po procesie SPS kwazikruchy (rys. 4b), natomiast w przypadku próbek SLM obserwowano przełomy kruche (rys. 4c).
3.3. Odporność korozyjna
Chropowatość Ra próbek po przeróbce plastycznej, SLM i SPS, przed badaniami korozyjnymi, wynosiła odpowiednio 0,037±0,003 µm, 0,041±0,003 µm oraz 0,049±0,004 µm. Zgodnie z ASTM F732 chropowatość nie przekraczała 0,050 μm. Na rysun-ku 5 przedstawiono krzywe polaryzacji stopów Co28Cr6Mo w za-leżności od zastosowanej technologii wywarzania.
W tabeli 4 zestawiono wartości wybranych parametrów elektroche-micznych, odczytanych z zarejestrowanych krzywych. Krzywe pola-ryzacji dla wszystkich badanych próbek charakteryzowały się powta-rzalnym kształtem. Wartości prądu korozyjnego Icor oraz potencjału korozyjnego Ecor określono z przecięcia odcinków prostych Tafela. Wartości Ecor stanowiące siłę elektromotoryczną ogniw korozyjnych były zbliżone dla każdej z badanych próbek, choć najmniejszą war-tość stwierdzono dla Co28Cr6Mo po przeróbce plastycznej (–1,05 V). Najmniejszą wartością Icor charakteryzowała się ASTM F1537 LC (1,07·10–7 A/cm2), największą próbka SLM (3,53·10–7 A/cm2).
W zakresie anodowym, tj. dla E > Ecor, dla potencjału większego niż –800 mV, wszystkie badane stopy wykazywały charakter pa-sywny. Na powierzchniach badanych próbek powstawała warstwa tlenków. Najmniejszą wartość prądu pasywacji Ip stwierdzono dla próbki referencyjnej ASTM F1537 LC (1,96·10–6 A/cm2), najwięk-szą natomiast dla próbki SLM (4,02·10–6 A/cm2). Należy przypo-mnieć, że im mniejsza wartość parametrów Ic oraz Ip, tym badany materiał wykazuje większą odporność korozyjną. Zakres pasyw-ny rozciąga się aż do zakresu transpasywacji, w którym następuje wzrost gęstości prądu i przekształcenie tlenków w rozpuszczalną sól.
Obserwacje topografii powierzchni skorodowanych próbek wy-kazały, że niezależnie od zastosowanej technologii wytwarzania ko-rozja w stopach Co28Cr6Mo postępowała po granicach ziaren. Na powierzchniach próbek SLM i SPS były widoczne ślady procesu trawienia (rys. 6).
Rys. 5. Krzywe polaryzacji dla próbek stopów Co28Cr6Mo w zależno-ści od zastosowanej technologii: ASTM F1537LC – próbka referencyj-na, SLM, SPS (roztwór Ringera, w temperaturze 37°C)Fig. 5. The polarization curves for Co28Cr6Mo alloys samples depend-ing on the applied technology: ASTM F1537 LC – a reference sample, SLM, SPS (Ringer solution, in temperature 37°C)
Tabela 4. Wartości najważniejszych parametrów korozyjnych próbek materiałów (Ecor – potencjał korozyjny, Icor – prąd korozyjny, Ip – prąd pasywacji) w zależności od zastosowanej technologii wytwarzaniaTabele 4. The most important corrosion parameters for tested materials (Ecor – corrosion potential, Icor – corrosion current, Ip – passivation cur-rent) depending on the technology
TechnologiaParametr
Ecor, V Icor, A/cm2 Ip, A/cm2
ASTM 1537 LC –1,05 1,07·10–7 1,96·10–6
SLM –0,98 3,53·10–7 4,02·10–6
SPS –0,96 2,88·10–7 3,45·10–6
Rys. 6. Topografia powierzchni skorodowanych w zależności od technologii w skali makro i mikro: a) ASTM 1537 LC, b) SLM, c) SPSFig. 6. The topography of corroded surfaces depending on the technology at the macro and micro scale: a) ASTM 1537 LC, b) SLM c) SPS
a) b) c)

NR 1/2015 I N Ż Y N I E R I A M A T E R I A Ł O W A 7
4. DYSKUSJAStopy na osnowie kobaltu są obecnie najczęściej stosowanymi mate-riałami na elementy endoprotez stawów człowieka. Zaprezentowane w artykule wyniki badań eksperymentalnych potwierdzają, że wy-bór technologii wytwarzania ma istotny wpływ na przemiany zacho-dzące w mikrostrukturze stopu Co28Cr6Mo. Natomiast mikrostruk-tura determinuje właściwości użytkowe wytworzonego materiału.
Na podstawie analizy widm rentgenowskich stwierdzono, że niezależnie od zastosowanej w badaniach technologii wytwarza-nia dochodziło do przemiany fazowej γ-Co → ε-Co. W przypadku stopu ASTM F1537 LC przemiana martenzytyczna była najpraw-dopodobniej indukowana mechanicznie, jako skutek działania du-żych naprężeń podczas procesu kucia. W metodzie SLM przemiana martenzytyczna była wynikiem przetapiania ziaren proszku wiązką lasera i szybkiego chłodzenia. Podczas procesu SPS następuje jed-nocześnie prasowanie, jak i spiekanie konsolidowanego proszku, przez który przepływają impulsy prądu stałego, nagrzewając go do temperatury spiekania. Przemiana martenzytyczna była spowodo-wana szybkimi zmianami temperatury w czasie trwania procesu. W przypadku zastosowania technologii SLM przemiana martenzy-tyczna charakteryzowała się większą intensywnością w porównaniu ze stopem spiekanym metodą SPS czy materiałem referencyjnym ASTM F1537 LC, co zostało potwierdzone podczas obserwacji me-talograficznych i podczas pomiarów twardości.
Zastosowanie technologii SLM i SPS umożliwiło uzyskanie pró-bek o gęstości zbliżonej do gęstości litego materiału referencyjnego. Daje to szansę na potencjalne zastosowanie tych technologii w pro-cesie wytwarzania endoprotez. Obecność porów w mikrostrukturze badanych materiałów była przyczyną zmniejszenia wytrzymałości mechanicznej. Największą wytrzymałością na rozciąganie spośród badanych materiałów charakteryzował się stop ASTM F1537 LC, najmniejszą materiał wytworzony metodą SPS. W próbie rozciąga-nia dla próbek po procesie kucia uzyskano największe odkształce-nie mierzone wielkością przemieszczenia trawersy stolika tensome-trycznego, co wskazuje na ich większą plastyczność w porównaniu z próbkami wytworzonymi z proszku metodami SLM i SPS.
Obserwacje SEM topografii powierzchni przełomów powstałych na skutek zerwania próbek podczas statycznej próby rozciągania wykazały, że próbki po procesie kucia wykazują cechy plastyczne (widoczne linie poślizgu wewnątrz ziaren, pomiędzy którymi po-wstały charakterystyczne grzbiety — ostre i wyciągnięte krawę-dzie). Proces pękania materiału po przeróbce plastycznej mógł być inicjowany na granicach ziaren w miejscach występowania dysper-syjnych węglików. W przypadku próbek wytworzonych w technolo-gii SPS na wykresie rozciągania również obserwuje się pojawienie się zakresu odkształcenia plastycznego. Przełomy próbek wyka-zują zarówno cechy przełomów plastycznych, jak i kruchych mię-dzykrystalicznych. Dla próbek wytworzonych w technologii SLM obserwowano przełomy kruche międzykrystaliczne, przebiegające wzdłuż kolejnych warstw nakładanego materiału. Taki charakter przełomu wynika najprawdopodobniej z przemiany martenzytycz-nej, jak i indukowanego cieplnie procesu dyfuzji atomów węgla do granic nowo powstałych ziaren podczas procesu [13, 14].
Krzywe polaryzacji dla stopów Co28Cr6Mo wytworzonych z za-stosowaniem każdej z prezentowanych technologii cechowały się powtarzalnym kształtem i szerokim zakresem pasywnym. Jednak porównanie wartości prądu korozyjnego i prądu pasywacji wskazu-je, że największą odpornością korozyjną charakteryzował się stop ASTM F1537 LC. Mniejszą odporność korozyjną próbek wytwo-rzonych w technologii SPS i SLM można tłumaczyć obecnością porów. Względnie najgorsze właściwości korozyjne wykazywały próbki wytworzone w technologii SLM, co może być tłumaczone prawdopodobnym zwiększeniem niejednorodności chemicznej sto-pu, spowodowanej procesami dyfuzyjnymi w procesie wytwarzania — dyfuzja atomów węgla do granic ziaren.
5. PODSUMOWANIEOtrzymane wyniki badań pozwalają na sformułowanie następują-cych wniosków: 1. Próbki wytworzone ze stopu kobaltu Co28Cr6Mo z zastosowa-
niem technologii SLM (Selective Laser Melting) i SPS (Spark Plasma Sintering) charakteryzowały się tym samym składem fa-zowym, co próbka wytworzona z materiału referencyjnego (stop ASTM F1537 LC).
2. Odporność korozyjna próbek wytworzonych technologiami SPS i SLM w porównaniu z ASTM F1537 LC była mniejsza, co prawdopodobnie wynika z większej porowatości całkowitej.
3. Wytrzymałość na rozciąganie próbek otrzymanych technologia-mi SLM i SPS była mniejsza w porównaniu ze stopem ASTM F1537 LC (1354±7 MPa) i wynosiła odpowiednio 1287±38 i 1069±38 MPa. Była jednak wystarczająca, aby te technologie zastosować do wytwarzania elementów endoprotez. Na podstawie uzyskanych wyników badań można stwierdzić, że
istnieją potencjalne możliwości zastosowania technologii selektyw-nego przetapiania laserowego lub iskrowego spiekania plazmowe-go w procesie wytwarzania endoprotez. Wymaga to jednak prze-prowadzenia dalszych badań, głównie dotyczących biozgodności i procesów zużycia tribologicznego. Należałoby również określić najkorzystniejsze parametry technologiczne obu procesów oraz pa-rametry ewentualnej obróbki cieplnej lub powierzchniowej.
PODZIĘKOWANIA
Badania przeprowadzono w ramach realizacji Projektu Rozwo-jowego z X konkursu Nr 13-0014-10 finansowanego przez Naro-dowe Centrum Badań i Rozwoju ze środków publicznych na naukę oraz w ramach rozprawy doktorskiej mgr inż. Adriana Mróz pt. „Technologie i właściwości endoprotez krążka międzykręgowego odcinka lędźwiowego kręgosłupa”.
Autorzy pracy dziękują prof. dr hab. inż. Konstantemu Skalskie-mu za konsultacje i udostępnienie części wyników badań realizo-wanych w ramach w/w projektu.
LITERATURA
[1] Hallab N., Link H. D., McAfee P. C.: Biomaterial optimization in total disc arthroplasty. Spine 20 (28) (2003) 139÷152.
[2] Taksali S., Grauer J. N., Vaccaro A. R.: Material considerations for inter-vertebral disc replacement implants. The Spine Journal 4 (2004) 231÷238.
[3] Benzel E. C.: Spine surgery. Techniques, comlication avoidance, and me-nagment. Second Edition, Vol. 2; Elsevier, Inc. Philadelphia (2005).
[4] Jurczyk M., Jakubowicz J.: Bionanomateriały, Wydawnictwo Politechniki Poznańskiej, Poznań (2008).
[5] Gierzyńska-Dolna M.: Biotribologia. Wydawnictwo Politechniki Częstochowskiej, Częstochowa (2002).
[6] Gierzyńska-Dolna M., Lijewski M., Mróz A., Brytsko A., Anosov V.: Tri-bological examination of lumbar intervertebral disc implants. Journal of Friction and Wear 34 (2013) 253÷261.
[7] Będziński R., Biomechanika inżynierska. Zagadnienia wybrane. Oficyna Wydawnicza Politechniki Wrocławskiej,Wrocław (1997).
[8] Zijlstra W. P., Bos N., Van Raaij J. J.: Large head metal-on-metal cement-less total hip arthroplasty versus 28 mm metal-on-polyethylene cementless total hip arthroplasty: design of a randomized controlled trial. BMC Mus-culoskelet Disord. 9 (2008) 136.
[9] Hodgson A., Kurz S., Virtanen S., Ferval V., Olsson C., Mischler S.: Pas-sive and transpassive behaviour of CoCrMo in simulated biological solu-tion. Electrochemica Acta 49 (2004) 2167÷2178.
[10] Jakubowicz J., Adamek G.: Preparation and properties of mechanically alloyed and electrochemically etched porous Ti-6Al-4V. Electrochemistry Communications 11 (2009) 1772÷1775.
[11] Turkan U., Ozturk O., Eroglu A. E.: Metal ion relese from tin coated CoCrMo orhopedic implant material. Surfach & Coatings Technology 200 (2006) 1520÷1527.

8 I N Ż Y N I E R I A M A T E R I A Ł O W A ROK XXXVI
[12] Mua D., Shen B. L., Oxidation resistance of boronized CoCrMo alloy. Int. Journal of Refractory Metals & Hard Materials 28 (2010) 424÷428.
[13] Takaichi A., Nakamoto T., Joko N. et al.: Microstructures and mechani-cal properties of Co-29Cr-6Mo alloy fabricated by selective laser melt-ing process for dental applications. Journal of the Mechanical Behavior of Biomedical Materials 21 (2013) 67÷76.
[14] Chiba A., Kumagai K., Nomura N., Miyakawa S.: Pin-on-disk wear be-havior in a like-on-like configuration in a biological environment of high carbon cast and low carbon forged Co-29Cr-6Mo alloys. Acta Materialia 55 (2007) 1309÷1318.
[15] Henriques B. Soares D., Silva F. S.: Microstructure, hardness, corrosion resistance and porcelain shear bond strength comparison between cast and hot pressed CoCrMo alloy for metal–ceramic dental restorations. Journal of the Mechanical Behavior of Biomedical Materials 12 (2012) 83÷92.
[16] Lee S., Takahashi E., Nomura N., Chiba A.: Effect of carbon addition on microstructure and mechanical properties of a wrought Co–Cr–Mo im-plant alloy. Materials Transactions 47 (2) (2006) 287÷290.
[17] Borsuk-Nastaj B., Młynarski M.: Zastosowanie technologii selektywnego topienia laserem (SLM) w wykonawstwie stałych uzupełnień protetyc-znych. Protet. Stomatol. 62 (3) (2012) 203÷210.
[18] Santos E. C., Shiomi M., Osakada K., Laoui T.: Rapid manufacturing of metal components by laser forming. International Journal of Machine Tools & Manufacture 46 (2006) 1459÷1468.
[19] Song B., Dong S., Zhang B., Liao H., Coddet C.: Effects of processing parameters on microstructure and mechanical property of selective laser melted Ti6Al4V. Materials and Design 35 (2012) 120÷125.
[20] Garbiec D., Rybak T., Hejduk F., Janczak M.: Nowoczesne urządzenie do iskrowego spiekania plazmowego proszków SPS HP D 25 w Instytucie Obróbki Plastycznej. Obróbka Plastyczna Metali 23 (3) (2011) 221÷225.
[21] Ibrahim A., Zhang F., Otterstein E., Burkel E.: Processing of porous Ti and Ti5Mn foams by spark plasma sintering. Materials and Design 32 (2011) 146÷153.
[22] De Beer N., Scheffer C.: Reducing subsidence risk by using rapid manu-factured patient-specific intervertebral disc implants. The Spine Journal 12 (11) (2012) 1060÷1066.
[23] Facchini L., Magalini E., Robotti P., Molinari A.: Mechanical and micro-structural characterization of ASTM F75 alloy produced by laser melting. Journal of Biomechanics 41 (2008) 234.





![Wpływ sposobu napawania rur kotłowych na mikrostrukturę i ... text.pdf · Biuletyn Instytutu Spawalnictwa 5 (2010) 84÷87. [5] Blicharski M.: Inżynieria powierzchni. WNT, Warszawa](https://static.fdocuments.pl/doc/165x107/5c795a9609d3f2d2178c3b86/wplyw-sposobu-napawania-rur-kotlowych-na-mikrostrukture-i-textpdf-biuletyn.jpg)