Wpływ odkształcenia plastycznego na postać krzywych ... text.pdf · PtRh10-Pt o średnicy...
7
NR 4/2014 INŻYNIERIA MATERIAŁOWA 325 Dr inż. Marek Opiela ([email protected]) – Instytut Materiałów Inżynierskich i Biomedycznych, Politechnika Śląska, Gliwice MAREK OPIELA Wpływ odkształcenia plastycznego na postać krzywych CTPc nowo opracowanej stali mikrostopowej WPROWADZENIE Warunkiem wytworzenia drobnoziarnistej mikrostruktury wyrobów stalowych jest prowadzenie przetwórstwa hutniczego w warunkach zapewniających drobnoziarnistą mikrostrukturę austenitu przed przemianą tej fazy zachodzącą podczas chłodzenia wyrobów z tem- peratury końca obróbki plastycznej stali na gorąco. W przypadku stali konstrukcyjnych konwencjonalnych, drobnoziarnistą mikro- strukturę austenitu można uzyskać przez obniżenie temperatury końca obróbki plastycznej na gorąco, zapewniającej przebieg re- krystalizacji austenitu odkształconego plastycznie, nie dopuszcza- jącej jednak do rozrostu ziaren fazy γ przed rozpoczęciem przemia- ny zachodzącej podczas chłodzenia wyrobów. Uwzględniając, że wielkość ziaren austenitu zrekrystalizowanego jest funkcją tempe- ratury i szybkości odkształcenia, to jednakową wielkość ziaren Fe γ można uzyskać tylko w przypadku blach o niezbyt dużej grubości, w których odkształcenie plastyczne podczas walcowania rozkłada się równomiernie w ich przekroju. Natomiast w przypadku odku- wek o złożonej postaci i różnej grubości odkształcenie plastyczne nie rozkłada się równomiernie, przez co wielkość ziaren austenitu zrekrystalizowanego w różnych ich miejscach jest zróżnicowana. Dlatego odkuwki ze stali konwencjonalnych poddaje się normalizo- waniu w celu rozdrobnienia ziaren i ujednolicenia ich właściwości, a ze stali stopowych – ulepszaniu cieplnemu. Normalizowania nie wymagają odkuwki ze stali mikrostopowych wykonane w prawi- dłowo dobranych warunkach obróbki plastycznej, gdyż wprowa- dzone do stali mikrododatki ułatwiają wytworzenie jednorodnej pod względem wielkości ziaren mikrostruktury drobnoziarnistej i nie dopuszczają do rozrostu ziaren austenitu zrekrystalizowanego. Natomiast obecność mikrododatków w stalach do ulepszania ciepl- nego pozwala na wytwarzanie odkuwek metodami obróbki cieplno- -plastycznej, co ma istotne znaczenie ekonomiczne [1÷8]. Względy ekonomiczne decydują, że obecnie przeważająca część odkuwek dla przemysłu motoryzacyjnego, maszyn górniczych, rolniczych i innych jest wytwarzana ze stali mikrostopowych fer- rytyczno-perlitycznych. Jedną z pierwszych stali mikrostopowych, zastosowanych na wały korbowe silników w Thyssen Edelstahl- werke była stal gatunku 49MnVS3 zawierająca 0,44÷0,54% C, do 0,6% Si, 0,6÷1,0% Mn, 0,045÷0,065% S i 0,08÷0,13% V, wyka- zująca R e > 450 MPa, R m od 750 do 900 MPa oraz energię łamania próbek KV od 15 do 30 J [9]. Tak duże właściwości mechaniczne elementów kutych uzyskuje się, dobierając właściwie warunki ku- cia, tj. temperaturę nagrzewania wsadu i odkształcenia plastycz- nego, gdyż rozkład odkształceń i szybkości odkształcenia podczas wytwarzania odkuwek matrycowych o złożonej postaci jest trudny do regulacji. Warunki nagrzewania wsadu do kucia nie powinny powodować całkowitego rozpuszczenia w roztworze stałym faz międzywęzłowych wprowadzonych do stali mikrododatków, gdyż jest to przyczyną niekorzystnego rozrostu ziaren. Odkształcenie z dużą szybkością oraz krótkotrwałe przerwy na przeniesienie wy- twarzanego elementu z jednego do drugiego wykroju matrycy nie stwarzają dogodnych warunków dla pełnego przebiegu rekrysta- lizacji statycznej, umożliwiającej rozdrobnienie ziaren austenitu. Wprawdzie przemiana γ → α austenitu odkształconego plastycznie zarówno grubo-, jak i drobnoziarnistego zaczyna się na granicach ziaren i granicach bliźniaczych oraz pasmach odkształcenia, to w przypadku gruboziarnistej fazy γ nie zapewnia to dostatecznie drobnoziarnistej mikrostruktury i oczekiwanych właściwości me- chanicznych elementów kutych. Wytworzone w tych warunkach odkuwki, chłodzone z temperatury końca obróbki plastycznej na wolnym powietrzu, uzyskują wprawdzie dużą wytrzymałość wsku- tek silnego utwardzenia wydzieleniowego, lecz małą odporność na pękanie. Skutecznym sposobem zwiększenia ciągliwości i plastycz- ności stali ferrytyczno-perlitycznych jest otrzymanie mikrostruktu- ry składającej się z jak najdrobniejszych ziaren ferrytu przedeutek- toidalnego i jak najdrobniejszych obszarów perlitu, ograniczonych granicami wąskokątowymi, będącymi pojedynczymi koloniami lub obszarami obejmującymi kilka sąsiadujących ze sobą kolonii. Można to osiągnąć przez przeprowadzenie przemiany w austenicie o jak najdrobniejszym ziarnie i obniżenie temperatury przemiany ferrytycznej i perlitycznej. Badania nad zwiększeniem ciągliwości mikrostopowych stali ferrytyczno-perlitycznych doprowadziły do opracowania gatunków z obniżoną zawartością węgla. Przykładem takiego gatunku jest stal 27MnSiVS6 zawierająca 0,25÷0,30% C, 1,30÷1,60% Mn, 0,5÷0,8% Si, 0,030÷0,050% S i 0,08÷0,13% V. Stal ta wykazuje R e > 500 MPa, R m od 800 do 950 MPa oraz energię łamania próbek KV od 40 do 60 J [10]. W porównaniu z odkuwkami o mikrostrukturze ferrytyczno- -perlitycznej większe właściwości wytrzymałościowe, a zwłaszcza odporność na pękanie, uzyskują elementy kute w matrycach metodą obróbki cieplno-plastycznej ze stali niskostopowych do ulepszania cieplnego z mikrododatkami Ti, Nb i V oraz N lub B [11÷14]. Ta metoda polega na odkształceniu plastycznym stali w warunkach kucia regulowanego z następnym hartowaniem zwykłym lub izo- termicznym odkuwek bezpośrednio z temperatury końca kucia. Jednak hartowanie odkuwek z temperatury końca kucia bezpo- średnio po zakończeniu odkształcenia plastycznego nie zapewnia oczekiwanych właściwości użytkowych wyrobów, zwłaszcza ze stali stopowych zawierających Cr, Mo i V. Wiąże się to z oddzia- ływaniem na przemianę martenzytyczną dużej gęstości dyslokacji oraz wydzielaniem się na tych defektach sieciowych dyspersyjnych cząstek węglików w austenicie odkształconym plastycznie podczas hartowania wyrobów. Wtedy stal bezpośrednio po zahartowaniu uzyskuje dużą twardość i kruchość, a martenzyt zubożony w węgiel i składniki stopowe jest bardziej podatny na odpuszczanie. Powo- duje to obniżenie temperatury przemian fazowych węglików stopo- wych zachodzących podczas odpuszczania oraz rozmycie, a nawet zanik efektu twardości wtórnej. Dlatego dla uniknięcia niekorzyst- nego wpływu dużej gęstości dyslokacji i wydzielania się z ich udziałem dyspersyjnych węglików nie tylko wprowadzonych do stali mikrododatków, austenit odkształcony plastycznie przed har- towaniem należy doprowadzić do stanu zrekrystalizowanego przy- najmniej w 50%. Można to uzyskać przez wytrzymanie odkuwek w temperaturze końca kucia przez czas t 0,5 potrzebny do utworzenia 50% frakcji austenitu zrekrystalizowanego, wykonując w tym okre- sie np. operację okrawania. Bezpośrednie hartowanie zwykłe odku- wek z temperatury końca kucia lub po upływie czasu t 0,5 ogranicza
Transcript of Wpływ odkształcenia plastycznego na postać krzywych ... text.pdf · PtRh10-Pt o średnicy...
NR 4/2014 I N Ż Y N I E R I A M A T E R I A Ł O W A 325
Dr inż. Marek Opiela ([email protected]) – Instytut Materiałów Inżynierskich i Biomedycznych, Politechnika Śląska, Gliwice
MAREK OPIELA
Wpływ odkształcenia plastycznego na postać krzywych CTPc
nowo opracowanej stali mikrostopowej
WPROWADZENIE
Warunkiem wytworzenia drobnoziarnistej mikrostruktury wyrobów stalowych jest prowadzenie przetwórstwa hutniczego w warunkach zapewniających drobnoziarnistą mikrostrukturę austenitu przed przemianą tej fazy zachodzącą podczas chłodzenia wyrobów z tem-peratury końca obróbki plastycznej stali na gorąco. W przypadku stali konstrukcyjnych konwencjonalnych, drobnoziarnistą mikro-strukturę austenitu można uzyskać przez obniżenie temperatury końca obróbki plastycznej na gorąco, zapewniającej przebieg re-krystalizacji austenitu odkształconego plastycznie, nie dopuszcza-jącej jednak do rozrostu ziaren fazy γ przed rozpoczęciem przemia-ny zachodzącej podczas chłodzenia wyrobów. Uwzględniając, że wielkość ziaren austenitu zrekrystalizowanego jest funkcją tempe-ratury i szybkości odkształcenia, to jednakową wielkość ziaren Feγ można uzyskać tylko w przypadku blach o niezbyt dużej grubości, w których odkształcenie plastyczne podczas walcowania rozkłada się równomiernie w ich przekroju. Natomiast w przypadku odku-wek o złożonej postaci i różnej grubości odkształcenie plastyczne nie rozkłada się równomiernie, przez co wielkość ziaren austenitu zrekrystalizowanego w różnych ich miejscach jest zróżnicowana. Dlatego odkuwki ze stali konwencjonalnych poddaje się normalizo-waniu w celu rozdrobnienia ziaren i ujednolicenia ich właściwości, a ze stali stopowych – ulepszaniu cieplnemu. Normalizowania nie wymagają odkuwki ze stali mikrostopowych wykonane w prawi-dłowo dobranych warunkach obróbki plastycznej, gdyż wprowa-dzone do stali mikrododatki ułatwiają wytworzenie jednorodnej pod względem wielkości ziaren mikrostruktury drobnoziarnistej i nie dopuszczają do rozrostu ziaren austenitu zrekrystalizowanego. Natomiast obecność mikrododatków w stalach do ulepszania ciepl-nego pozwala na wytwarzanie odkuwek metodami obróbki cieplno--plastycznej, co ma istotne znaczenie ekonomiczne [1÷8].
Względy ekonomiczne decydują, że obecnie przeważająca część odkuwek dla przemysłu motoryzacyjnego, maszyn górniczych, rolniczych i innych jest wytwarzana ze stali mikrostopowych fer-rytyczno-perlitycznych. Jedną z pierwszych stali mikrostopowych, zastosowanych na wały korbowe silników w Thyssen Edelstahl-werke była stal gatunku 49MnVS3 zawierająca 0,44÷0,54% C, do 0,6% Si, 0,6÷1,0% Mn, 0,045÷0,065% S i 0,08÷0,13% V, wyka-zująca Re > 450 MPa, Rm od 750 do 900 MPa oraz energię łamania próbek KV od 15 do 30 J [9]. Tak duże właściwości mechaniczne elementów kutych uzyskuje się, dobierając właściwie warunki ku-cia, tj. temperaturę nagrzewania wsadu i odkształcenia plastycz-nego, gdyż rozkład odkształceń i szybkości odkształcenia podczas wytwarzania odkuwek matrycowych o złożonej postaci jest trudny do regulacji. Warunki nagrzewania wsadu do kucia nie powinny powodować całkowitego rozpuszczenia w roztworze stałym faz międzywęzłowych wprowadzonych do stali mikrododatków, gdyż jest to przyczyną niekorzystnego rozrostu ziaren. Odkształcenie z dużą szybkością oraz krótkotrwałe przerwy na przeniesienie wy-twarzanego elementu z jednego do drugiego wykroju matrycy nie stwarzają dogodnych warunków dla pełnego przebiegu rekrysta-
lizacji statycznej, umożliwiającej rozdrobnienie ziaren austenitu. Wprawdzie przemiana γ → α austenitu odkształconego plastycznie zarówno grubo-, jak i drobnoziarnistego zaczyna się na granicach ziaren i granicach bliźniaczych oraz pasmach odkształcenia, to w przypadku gruboziarnistej fazy γ nie zapewnia to dostatecznie drobnoziarnistej mikrostruktury i oczekiwanych właściwości me-chanicznych elementów kutych. Wytworzone w tych warunkach odkuwki, chłodzone z temperatury końca obróbki plastycznej na wolnym powietrzu, uzyskują wprawdzie dużą wytrzymałość wsku-tek silnego utwardzenia wydzieleniowego, lecz małą odporność na pękanie. Skutecznym sposobem zwiększenia ciągliwości i plastycz-ności stali ferrytyczno-perlitycznych jest otrzymanie mikrostruktu-ry składającej się z jak najdrobniejszych ziaren ferrytu przedeutek-toidalnego i jak najdrobniejszych obszarów perlitu, ograniczonych granicami wąskokątowymi, będącymi pojedynczymi koloniami lub obszarami obejmującymi kilka sąsiadujących ze sobą kolonii. Można to osiągnąć przez przeprowadzenie przemiany w austenicie o jak najdrobniejszym ziarnie i obniżenie temperatury przemiany ferrytycznej i perlitycznej. Badania nad zwiększeniem ciągliwości mikrostopowych stali ferrytyczno-perlitycznych doprowadziły do opracowania gatunków z obniżoną zawartością węgla. Przykładem takiego gatunku jest stal 27MnSiVS6 zawierająca 0,25÷0,30% C, 1,30÷1,60% Mn, 0,5÷0,8% Si, 0,030÷0,050% S i 0,08÷0,13% V. Stal ta wykazuje Re > 500 MPa, Rm od 800 do 950 MPa oraz energię łamania próbek KV od 40 do 60 J [10].
W porównaniu z odkuwkami o mikrostrukturze ferrytyczno--perlitycznej większe właściwości wytrzymałościowe, a zwłaszcza odporność na pękanie, uzyskują elementy kute w matrycach metodą obróbki cieplno-plastycznej ze stali niskostopowych do ulepszania cieplnego z mikrododatkami Ti, Nb i V oraz N lub B [11÷14]. Ta metoda polega na odkształceniu plastycznym stali w warunkach kucia regulowanego z następnym hartowaniem zwykłym lub izo-termicznym odkuwek bezpośrednio z temperatury końca kucia. Jednak hartowanie odkuwek z temperatury końca kucia bezpo-średnio po zakończeniu odkształcenia plastycznego nie zapewnia oczekiwanych właściwości użytkowych wyrobów, zwłaszcza ze stali stopowych zawierających Cr, Mo i V. Wiąże się to z oddzia-ływaniem na przemianę martenzytyczną dużej gęstości dyslokacji oraz wydzielaniem się na tych defektach sieciowych dyspersyjnych cząstek węglików w austenicie odkształconym plastycznie podczas hartowania wyrobów. Wtedy stal bezpośrednio po zahartowaniu uzyskuje dużą twardość i kruchość, a martenzyt zubożony w węgiel i składniki stopowe jest bardziej podatny na odpuszczanie. Powo-duje to obniżenie temperatury przemian fazowych węglików stopo-wych zachodzących podczas odpuszczania oraz rozmycie, a nawet zanik efektu twardości wtórnej. Dlatego dla uniknięcia niekorzyst-nego wpływu dużej gęstości dyslokacji i wydzielania się z ich udziałem dyspersyjnych węglików nie tylko wprowadzonych do stali mikrododatków, austenit odkształcony plastycznie przed har-towaniem należy doprowadzić do stanu zrekrystalizowanego przy-najmniej w 50%. Można to uzyskać przez wytrzymanie odkuwek w temperaturze końca kucia przez czas t0,5 potrzebny do utworzenia 50% frakcji austenitu zrekrystalizowanego, wykonując w tym okre-sie np. operację okrawania. Bezpośrednie hartowanie zwykłe odku-wek z temperatury końca kucia lub po upływie czasu t0,5 ogranicza

326 I N Ż Y N I E R I A M A T E R I A Ł O W A ROK XXXV
obróbkę cieplną wyrobów kutych wyłącznie do odpuszczania, na-tomiast hartowanie izotermiczne odkuwek eliminuje w zupełności kosztowne ulepszanie cieplne. Na przykład elementy kute ze stali 25GVN o mikrostrukturze bainitu górnego wytworzone metodą obróbki cieplno-plastycznej z zastosowaniem czasu t0,5 i harto-wania zbliżonego do izotermicznego uzyskują Rp0,2 > 650 MPa, Rm > 900 MPa, energię łamania KV > 45 J oraz twardość od 280 do 290 HB [15]. Łatwiejsza w realizacji jest obróbka cieplno-plastycz-na z zastosowaniem hartowania zwykłego odkuwek z temperatury końca obróbki plastycznej i następnego wysokiego odpuszczania. Szczególnie przydatne w tym przypadku są stale z mikrododatkiem boru, zwiększającego hartowność, oraz tytanu stanowiącego osłonę dla tego pierwiastka przed wiązaniem się w stabilny azotek BN.
Niezbędnym warunkiem prawidłowego projektowania warun-ków obróbki cieplno-plastycznej, a w szczególności kontrolowane-go chłodzenia odkuwek z temperatury końca kucia jest znajomość wykresów przemian austenitu przechłodzonego. Jednak klasycz-ne wykresy CTPc mają ograniczoną przydatność do opracowania warunków chłodzenia wyrobów z temperatury końca obróbki pla-stycznej na gorąco. Dużą przydatność techniczną mają natomiast wykresy przemian austenitu przechłodzonego odkształconego plastycznie. Na przykład w pracy [16] przeprowadzono badania wpływu odkształcenia plastycznego na postać krzywych przemian austenitu przechłodzonego stali zawierającej 0,17% C, 1,37% Mn, 0,26% Si, 0,24% Cr, 0,48% Mo oraz mikrododatki Nb, V, Ti i B w ilości odpowiednio 0,025%, 0,019%, 0,004% i 0,002%. Przepro-wadzone badania wykazały, że odkształcenie plastyczne austenitu przed przemianą powoduje wydatne przyspieszenie przemian dy-fuzyjnych, tj. ferrytycznej i perlitycznej oraz silne przesunięcie do krótszego czasu przemiany bainitycznej, a także niewielkie obniże-nie temperatury Ms stali.
W pracach [17, 18] wykazano, że odkształcenie plastyczne au-stenitu przed rozpoczęciem przemian fazowych stali zawierającej 0,24% C, 1,55% Mn, 0,87% Si, 0,4% Al, 0,034% Nb i 0,023% Ti spowodowało zwiększenie obszaru zatoki ferrytycznej oraz pod-wyższenie temperatury przemiany γ → α, niezależnie od szybkości chłodzenia. Ponadto zaobserwowano nieznaczne obniżenie tempe-ratury początku przemiany bainitycznej oraz wyraźne przesunięcie przemiany ferrytycznej do krótszego czasu. Podobne zagadnienia były przedmiotem badań w pracach [19÷25].
Celem pracy jest zbadanie wpływu odkształcenia plastycznego na postać krzywych przemian austenitu przechłodzonego nowo opracowanej stali z mikrododatkami Nb, Ti, V i B, przeznaczonej do wytwarzania odkuwek metodą obróbki cieplno-plastycznej.
MATERIAŁ I METODYKA bADAń
Badania przeprowadzono na stali o następującym składzie che-micznym (w % mas.): 0,28% C, 1,41% Mn, 0,29% Si, 0,008% P, 0,004% S, 0,26% Cr, 0,11% Ni, 0,22% Mo, 0,20% Cu, 0,027% Nb, 0,028% Ti, 0,019% V, 0,003% B, 0,025% Al, 0,056% Ce, 0,030% La, 0,020% Nd.
Wytop stali o masie 100 kg wykonano w laboratoryjnym próż-niowym piecu indukcyjnym typu VSG-100S firmy PVA TePla AG. Modyfikację wtrąceń niemetalicznych prowadzono miszmetalem (~50% Ce, ~20% La, ~20% Nd) w ilości 2 g na 1 kg stali. Odlewanie prowadzono w atmosferze argonu, przez nagrzaną kadź pośrednią do wlewnicy żeliwnej z nadstawką o przekroju kwadratowym: góra – 160/dół – 140×640 mm. Wstępną przeróbkę plastyczną wlewka na gorąco na płaskownik o przekroju 32×160 mm przeprowadzono metodą kucia swobodnego na szybkobieżnej prasie hydraulicznej firmy Kawazoe o nacisku 300 MN. Nagrzewanie wlewka do kucia odbywało się w piecu kuźniczym gazowym. Zakres temperatury kucia wynosił 1200÷900°C, z dogrzewaniem międzyoperacyjnym, tak aby nie następowało schłodzenie materiału do temperatury po-niżej 900°C.
Oceny wpływu odkształcenia plastycznego na gorąco na przemia-ny fazowe austenitu przechłodzonego badanej stali przy chłodzeniu
ciągłym próbek dokonano metodą dylatometryczną. Eksperyment wykonano w Instytucie Metalurgii Żelaza w Gliwicach za pomocą dylatometru DIL 805A/D firmy Bäehr Thermoanalyse GmbH wy-posażonego w głowicę pomiarową typu LVDT o teoretycznej roz-dzielczości ±0,057 μm. Grzanie próbek w dylatometrze realizowano metodą indukcyjną za pomocą generatora o częstotliwości 250 kHz. Nagrzewanie oraz wytrzymanie izotermiczne próbek w zadanej temperaturze prowadzono w próżni 0,05 Pa (5∙10–4 mbar), wytwo-rzonej przez pompę rotacyjną i turbomolekularną. Chwilowe od-chyłki temperatury od zadanej wartości nie przekraczały ±1,0°C. Pomiar temperatury prowadzono za pomocą termoelementu typu S PtRh10-Pt o średnicy drutów 0,1 mm. Obie końcówki termoelemen-tów zgrzewano do próbek w środku ich długości.
Badania i analizę wyników przeprowadzono zgodnie z zalece-niami normy ASTM [26] z zastosowaniem techniki przykładania stycznej do krzywej dylatacyjnej w pobliżu początku i końca prze-miany fazowej. W przypadku przemian nierozdzielnych (występu-jących jedna po drugiej) w analizie wykorzystywano różniczko-wanie numeryczne krzywych dylatacyjnych. W przypadku analizy przemiany ferrytycznej i perlitycznej do wyznaczenia temperatury początku i końca przemiany fazowej wykorzystano metodę trans-formacji liniowej analizowanego odcinka krzywej dylatacyjnej.
Na podstawie przeprowadzonych badań wyznaczono wartości krytyczne temperatury stali (Ac1, Ac3 i Ms) oraz zakresy przemian fazowych austenitu przechłodzonego w stanie nieodkształconym oraz po odkształceniu plastycznym w temperaturze 885°C, a tak-że po odkształceniu plastycznym w temperaturze 1100°C. Badania przemian fazowych nieodkształconego austenitu prowadzono na próbkach rurkowych ϕ4×ϕ3×7 mm, natomiast przemiany fazowe austenitu odkształconego plastycznie badano na próbkach walco-wych pełnych ϕ4×7 mm. Wszystkie próbki przed prowadzeniem właściwego doświadczenia poddawano stabilizacji cieplnej, tj. na-grzewano do temperatury 650°C z szybkością 10°C/s, wygrzewano w tej temperaturze przez 600 s, a następnie schładzano do tempera-tury otoczenia z szybkością 30°C/min.
W przypadku wyznaczania przemian fazowych austenitu prze-chłodzonego nieodkształconego plastycznie, próbki nagrzewano z szybkością 10°C/s do temperatury 885°C, będącej początkiem kontrolowanego chłodzenia. Próbki austenityzowano w tej tempe-raturze przez 600 s, a następnie chłodzono do temperatury otocze-nia z różną szybkością, tj. 234°C/s, 99°C/s, 50°C/s, 20°C/s, 10°C/s, 4°C/s, 2°C/s, 1°C/s, 0,5°C/s (30°C/min), 0,25°C/s (15°C/min), 0,1°C/s (6°C/min), 0,05°C/s (3°C/min) oraz 0,016°C/s (1°C/min).
Wyznaczono dwa wykresy przemian fazowych austenitu prze-chłodzonego odkształconego plastycznie (OCTPc – odkształcenie--czas-temperatura-przemiana). W pierwszym wariancie próbki po nagrzaniu do temperatury 885°C z szybkością 10°C/s austenity-zowano przez 600 s i w tej temperaturze odkształcano plastycznie przez ściskanie. W wariancie drugim próbki po austenityzowaniu w temperaturze 1200°C przez 300 s schładzano do temperatury 1100°C, w której realizowano odkształcenie plastyczne. W obu wariantach wartość odkształcenia rzeczywistego próbek wynosiła φ = –0,69, a szybkość odkształcenia 1 s–1. Próbki po odkształceniu plastycznym chłodzono do temperatury otoczenia z różną szyb-kością, tj. 95°C/s, 79°C/s, 50°C/s, 20°C/s, 10°C/s, 6°C/s, 4°C/s, 2°C/s, 1°C/s, 0,5°C/s (30°C/min), 0,25°C/s (15°C/min), 0,1°C/s (6°C/min), 0,05°C/s (3°C/min) oraz 0,016°C/s (1°C/min).
W celu identyfikacji mikrostruktury produktów przemian au-stenitu przechłodzonego próbki po badaniach dylatometrycznych poddano analizie metalograficznej na mikroskopie świetlnym Neo-phot 2 z cyfrową rejestracją obrazów, przy powiększeniach 400× i 800×. Badania mikrostruktury próbek prowadzono na zgładach poprzecznych – w przypadku próbek nieodkształconych oraz na zgładach wzdłużnych – w przypadku próbek odkształconych pla-stycznie. Na próbkach zmierzono twardość HV10 sposobem Vic-kersa przy obciążeniu 98 N za pomocą uniwersalnego twardo-ściomierza Swiss Max 300. Na każdej próbce wykonano po pięć pomiarów, a ich wartości średnie zamieszczono na wykresach.
NR 4/2014 I N Ż Y N I E R I A M A T E R I A Ł O W A 327
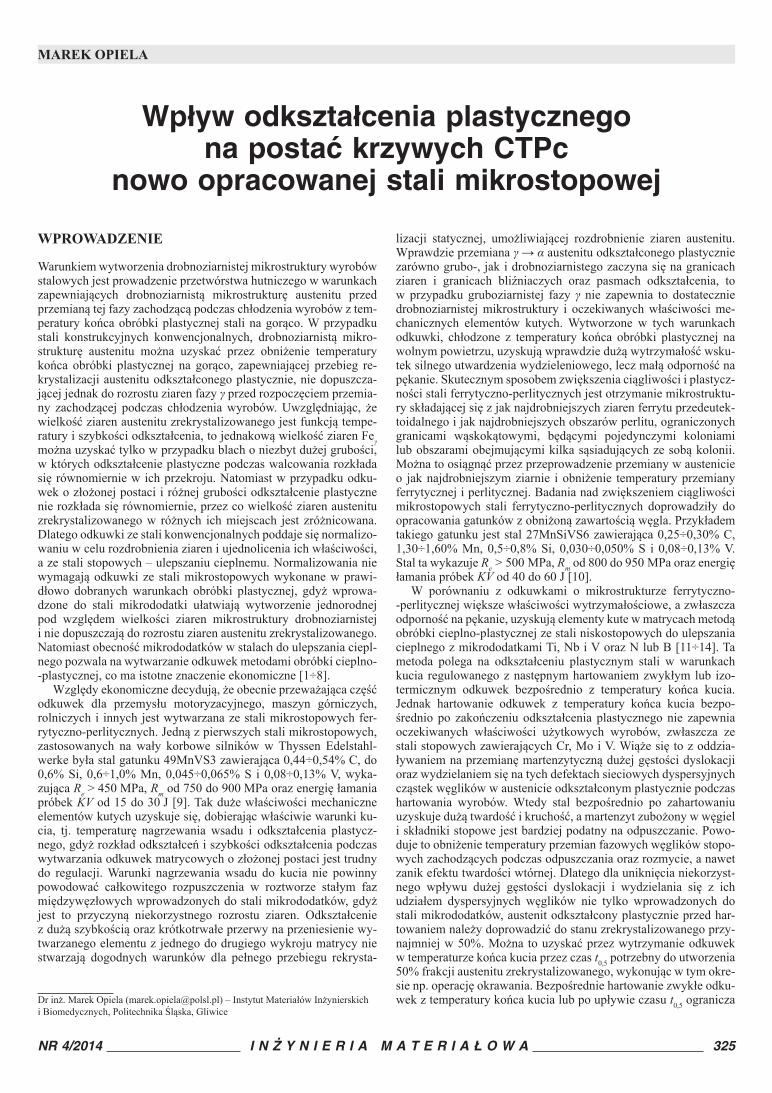
WYNIKI bADAń I ICH OMÓWIENIEWykres przemian austenitu przechłodzonego badanej stali oraz wybrane obrazy mikrostruktury próbek chłodzonych z temperatury 885°C z szybkością w zakresie od 234°C/s do 1°C/min przedsta-
wiono na rysunku 1. Na podstawie przeprowadzonego eksperymen-tu wykazano, że badana stal cechuje się temperaturą Ac3 = 843°C, Ac1 = 707°C oraz dość niską temperaturą Ms wynoszącą 370°C. Chłodzenie próbek w szerokim zakresie szybkości, tj. od 234 do
Rys. 1. Wykres CTPc stali (a) oraz mikrostruktura uzyskana po chłodzeniu próbek z temperatury 885°C z szybkością: b) 99°C/s, c) 50°C/s, d) 20°C/s, e) 10°C/s, f) 4°C/s, g) 1°C/s, h) 6°C/min, i) 3°C/min, j) 1°C/minFig. 1. The CCT diagram of the steel (a) and the microstructure obtained after cooling the specimens from the temperature of 885°C with a rate: b) 99°C/s, c) 50°C/s, d) 20°C/s, e) 10°C/s, f) 4°C/s, g) 1°C/s, h) 6°C/min, i) 3°C/min, j) 1°C/min

328 I N Ż Y N I E R I A M A T E R I A Ł O W A ROK XXXV
50°C/s, zapewnia uzyskanie mikrostruktury martenzytycznej (rys. 1a), przy czym twardość próbek chłodzonych w tym zakresie zmniejsza się nieznacznie i wynosi 527 HV10 dla szybkości chło-dzenia 234°C/s, 512 HV10 dla 99°C/s oraz 506 HV10 dla 50°C/s. Próbki chłodzone w analizowanym zakresie szybkości, tj. od 234 do 50°C/s, wykazują mikrostrukturę drobnolistwowego martenzytu (rys. 1b÷1c). Zmniejszenie szybkości chłodzenia próbek do 20°C/s skutkuje uzyskaniem mikrostruktury martenzytyczno-bainitycznej (rys. 1d) o znikomym udziale bainitu (ok. 2%). Tak mały udział tej fazy w mikrostrukturze stali chłodzonej z szybkością 20°C/s jest wynikiem bardzo krótkiego czasu na realizację przemiany ba-initycznej, wynoszącego ok. 6 s. Dalsze zmniejszenie szybkości chłodzenia powoduje, że w mikrostrukturze stali pojawia się ferryt. Wielofazowa mikrostruktura stali, w skład której wchodzi marten-zyt, bainit oraz ferryt, występuje w szerokim zakresie szybkości chłodzenia, tj. od 10°C/s do 0,25°C/s. Szacunkowy udział poszcze-gólnych faz w tym zakresie szybkości chłodzenia wyznaczony me-todą dylatometryczną zmienia się w sposób następujący: martenzyt – od 95% do 2%, bainit – od 4% do 95% oraz ferryt – od 1% do 3%. Twardość próbek chłodzonych w analizowanym zakresie szybkości zmniejsza się od 488 do 256 HV10. Na szczególną uwagę zasługu-je dominujący udziału w mikrostrukturze martenzytu, utrzymujący się na poziomie 63% dla szybkości chłodzenia 2°C/s. Zmniejszenie szybkości chłodzenia do 0,1°C/s powoduje utworzenie w mikro-strukturze stali perlitu (rys. 1h÷1j). Udział tego składnika struktu-ralnego w mikrostrukturze stali zwiększa się od 2% do 38% wraz ze zmniejszeniem szybkości chłodzenia od 0,1°C/s do 0,016°C/s. Stal chłodzona z szybkością 0,016°C/s wykazuje drobnoziarnistą mikrostrukturę ferrytyczno-perlityczną (rys. 1j) o twardości ok. 144 HV10.
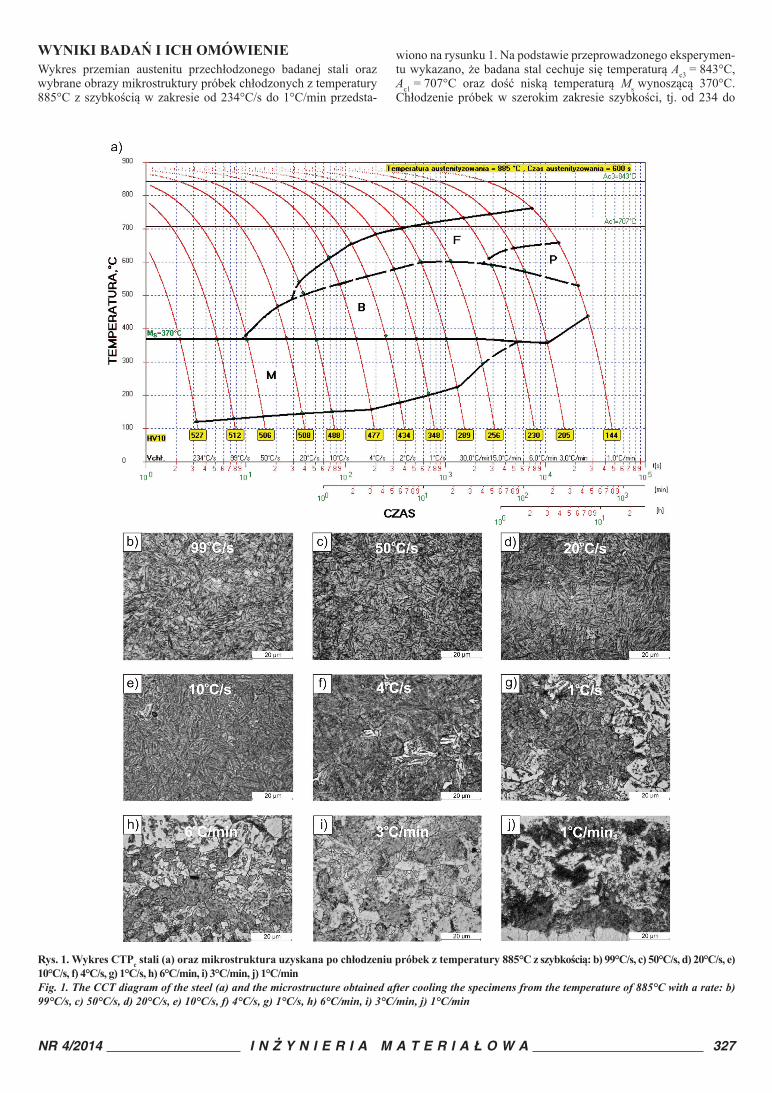
Odkształcenie plastyczne badanej stali w temperaturze austeni-tyzowania (885°C) przed rozpoczęciem kontrolowanego chłodzenia spowodowało, że zakresy temperaturowo-czasowe poszczególnych przemian fazowych austenitu przechłodzonego (rys. 2) są nieznacz-nie przesunięte względem zakresów przemian fazowych austenitu przechłodzonego nieodkształconego plastycznie w kierunku krót-szego czasu. Odkształcenie plastyczne austenitu przed przemianą powoduje wyraźne przyspieszenie przemiany perlitycznej oraz słabe przesunięcie do krótszego czasu przemiany bainitycznej. Czynnikiem decydującym o przesunięciu zakresów przemian fazo-wych austenitu przechłodzonego jest zwiększona szybkość dyfuzji w austenicie odkształconym plastycznie oraz duża gęstość miejsc dogodnych do zarodkowania heterogenicznego produktów prze-mian dyfuzyjnych tej fazy, tj. pasma odkształcenia i ścinania o du-żej gęstości dyslokacji oraz spiętrzenia dyslokacji przed granicami ziaren. Nie stwierdzono natomiast istotnego wpływu odkształcenia plastycznego w temperaturze 885°C na przemianę ferrytyczną. Nie nastąpiło przesunięcie tej przemiany w kierunku krótszego czasu w porównaniu z zakresem tej przemiany fazowej austenitu nieod-kształconego plastycznie. Zamiast wyraźnego zwiększenia udziału ferrytu będącego wynikiem zwiększenia potencjalnych miejsc za-rodkowania, określony dylatometrycznie udział tej fazy zmniejszył się. Nie wzrosła również temperatura początku przemiany γ → α, co jest wynikiem odmiennym w porównaniu ze stalą o podobnym składzie chemicznym, lecz nie zawierającą pierwiastków ziem rzadkich. Wyznaczona temperatura Ms austenitu odkształconego plastycznie wynosi 356°C i jest niższa od temperatury początku przemiany martenzytycznej nieodkształconej fazy γ. Duża gęstość dyslokacji spowodowana odkształceniem plastycznym fazy wej-ściowej przed rozpoczęciem przemiany utrudnia ruch granic mię-dzyfazowych i wzrost kryształów martenzytu. Te defekty sieciowe stanowią przeszkody dla migracji granic międzyfazowych i powo-dują zaburzenie prawidłowej budowy krystalicznej. Stąd duża gę-stość dyslokacji w austenicie odkształconym plastycznie spowodo-wała obniżenie temperatury początku przemiany γ → αʹ.
Uzyskanie w mikrostrukturze wyłącznie martenzytu (rys. 2b) wymaga zastosowania szybkości chłodzenia 95°C/s. Twardość próbki chłodzonej z tą szybkością wynosi 529 HV10. Zmniejszenie
szybkości chłodzenia do 50°C/s, 20°C/s i 10°C/s powoduje poja-wienie się w mikrostrukturze stali bainitu (rys. 2c÷2e), przy czym udział tej fazy dla wskazanych szybkości chłodzenia jest znikomy i nie przekracza 2%. W zakresie szybkości chłodzenia od 6°C/s do 0,5°C/s w mikrostrukturze stali, oprócz martenzytu i bainitu, wystę-puje także w śladowych ilościach ferryt. Podobnie jak w przypad-ku wykresu przemian fazowych austenitu przechłodzonego nieod-kształconego plastycznie, również w przypadku odkształcenia fazy γ przed kontrolowanym chłodzeniem, dominującą fazą w szerokim zakresie szybkości chłodzenia jest martenzyt. Procentowy udział tej fazy zmienia się od 100% dla szybkości chłodzenia 95°C/s do 3% dla 0,25°C/s. Wraz ze zmniejszeniem szybkości chłodzenia zwięk-sza się wyraźnie udział bainitu. Maksymalny jego udział, tj. 94%, występuje po chłodzeniu stali z szybkością 0,25°C/s. Po chłodzeniu stali z tą szybkością w mikrostrukturze stali pojawia się także perlit. Zmniejszenie szybkości chłodzenia do 0,1°C/s i 0,05°C/s skutkuje zwiększeniem udziału perlitu (rys. 2h, i). Chłodzenie stali z szyb-kością 0,016°C/s zapewnia utworzenie mikrostruktury ferrytyczno--perlitycznej z niewielkim udziałem bainitu (rys. 2j). Odkształcenie plastyczne fazy γ przed kontrolowanym chłodzeniem spowodowało wzrost gęstości dyslokacji i umocnienie w wyniku rozdrobnienia ziaren, czego potwierdzeniem jest większa twardość próbek chło-dzonych z tą samą szybkością w porównaniu z twardością próbek nieodkształconych plastycznie.
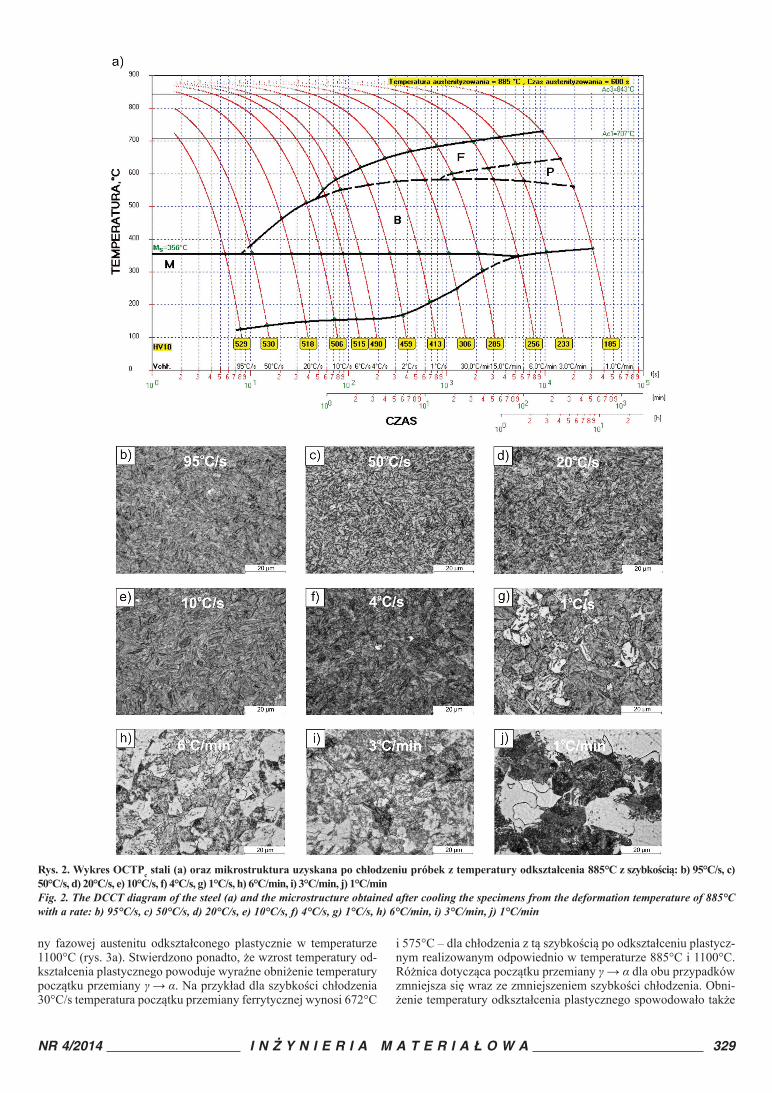
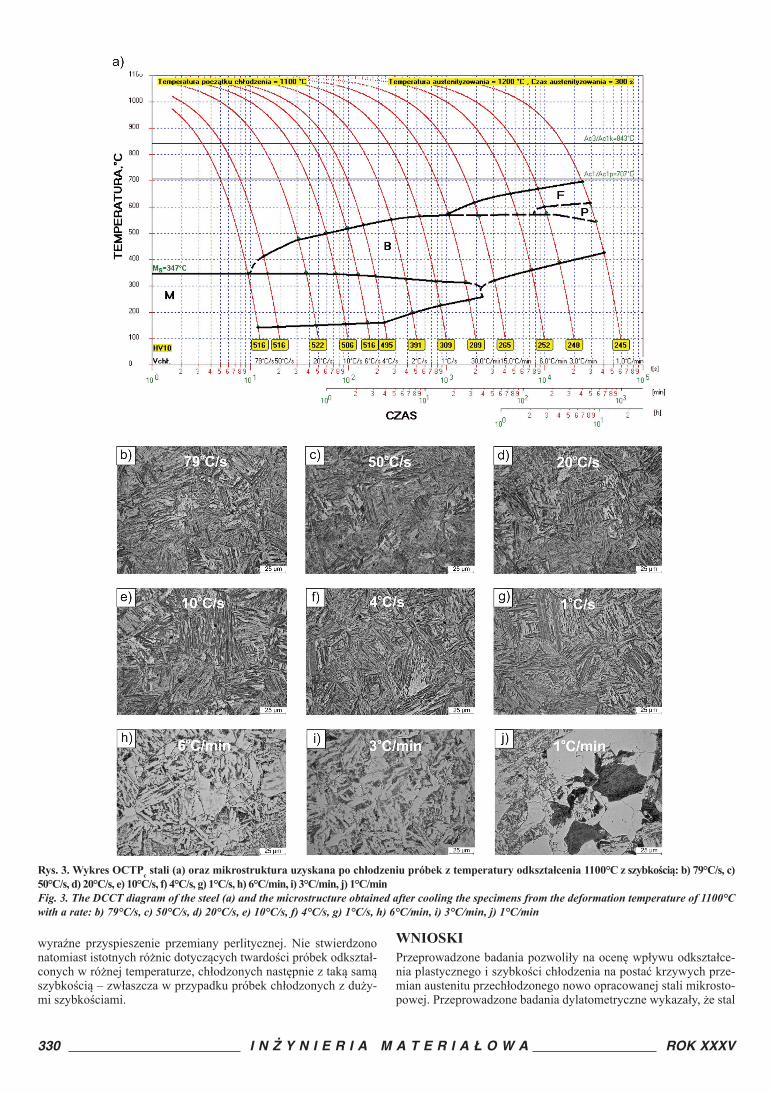
Wykres przemian austenitu przechłodzonego, odkształconego plastycznie w temperaturze 1100°C oraz mikrostrukturę próbek chłodzonych z tej temperatury z szybkością w zakresie od 79°C/s do 0,016°C/s przedstawiono na rysunku 3. Wyznaczona tempera-tura początku przemiany martenzytycznej wynosi 347°C i jest nie-co niższa od temperatury Ms austenitu odkształconego plastycznie w temperaturze 885°C i wyraźnie niższa od temperatury Ms au-stenitu nieodkształconego plastycznie. Uzyskanie mikrostruktury martenzytycznej (rys. 3b) wymaga zastosowania szybkości chło-dzenia 79°C/s. Twardość próbki chłodzonej z tą szybkością wynosi 516 HV10 i jest wyraźnie mniejsza od twardości próbki chłodzonej z podobną szybkością po odkształceniu plastycznym w temperatu-rze 885°C. Jest to wynikiem bardziej gruboziarnistej mikrostruk-tury austenitu pierwotnego po austenityzowaniu w temperaturze 1200°C.
Chłodzenie próbek w szerokim zakresie szybkości, tj. od 50°C/s do 1°C/s, po odkształceniu plastycznym w temperaturze 1100°C, gwarantuje uzyskanie mikrostruktury martenzytyczno-bainitycz-nej. Szacunkowy udział tych faz w wymienionym zakresie szybko-ści chłodzenia wyznaczony metodą dylatometryczną zmienia się od 85% do 5% dla martenzytu oraz od 15% do 95% dla bainitu, przy czym twardość próbek zmniejsza się od 516 do 309 HV10. Zmniej-szenie szybkości chłodzenia do 0,5°C/s powoduje pojawienie się w mikrostrukturze stali ferrytu, przy czym jego udział jest śladowy i wynosi ok. 3%. W zakresie szybkości chłodzenia od 0,25°C/s do 0,1°C/s stal ma mikrostrukturę bainityczno-ferrytyczną o dominu-jącym udziale bainitu. W mikrostrukturze badanej stali chłodzonej z szybkością 0,016°C/s po wcześniejszym odkształceniu plastycz-nym w temperaturze 1100°C występuje ferryt, bainit oraz perlit (rys. 3j) o szacunkowym udziale tych faz wynoszącym odpowied-nio 75%, 20% i 5%. Twardość próbki chłodzonej z tą szybkością wynosi 245 HV10.
Porównując ze sobą wykresy przemian austenitu przechłodzo-nego, odkształconego plastycznie w temperaturze 885 i 1100°C, nie stwierdzono istotnych różnic dotyczących obszarów tempe-raturowo-czasowych przemiany martenzytycznej i bainitycznej. Znamienne jest to, że w bardzo szerokim zakresie szybkości chło-dzenia, zwłaszcza w przypadku odkształcenia plastycznego reali-zowanego w temperaturze 1100°C, stal wykazuje mikrostrukturę martenzytyczno-bainityczną.
Analizując wykres przemian austenitu przechłodzonego stali od-kształconej plastycznie w temperaturze 885°C (rys. 2a), można za-uważyć bardzo wyraźne przesunięcie zatoki przemiany ferrytycznej w kierunku krótszego czasu w porównaniu z granicami tej przemia-
NR 4/2014 I N Ż Y N I E R I A M A T E R I A Ł O W A 329
ny fazowej austenitu odkształconego plastycznie w temperaturze 1100°C (rys. 3a). Stwierdzono ponadto, że wzrost temperatury od-kształcenia plastycznego powoduje wyraźne obniżenie temperatury początku przemiany γ → α. Na przykład dla szybkości chłodzenia 30°C/s temperatura początku przemiany ferrytycznej wynosi 672°C
i 575°C – dla chłodzenia z tą szybkością po odkształceniu plastycz-nym realizowanym odpowiednio w temperaturze 885°C i 1100°C. Różnica dotycząca początku przemiany γ → α dla obu przypadków zmniejsza się wraz ze zmniejszeniem szybkości chłodzenia. Obni-żenie temperatury odkształcenia plastycznego spowodowało także
Rys. 2. Wykres OCTPc stali (a) oraz mikrostruktura uzyskana po chłodzeniu próbek z temperatury odkształcenia 885°C z szybkością: b) 95°C/s, c) 50°C/s, d) 20°C/s, e) 10°C/s, f) 4°C/s, g) 1°C/s, h) 6°C/min, i) 3°C/min, j) 1°C/minFig. 2. The DCCT diagram of the steel (a) and the microstructure obtained after cooling the specimens from the deformation temperature of 885°C with a rate: b) 95°C/s, c) 50°C/s, d) 20°C/s, e) 10°C/s, f) 4°C/s, g) 1°C/s, h) 6°C/min, i) 3°C/min, j) 1°C/min
330 I N Ż Y N I E R I A M A T E R I A Ł O W A ROK XXXV
wyraźne przyspieszenie przemiany perlitycznej. Nie stwierdzono natomiast istotnych różnic dotyczących twardości próbek odkształ-conych w różnej temperaturze, chłodzonych następnie z taką samą szybkością – zwłaszcza w przypadku próbek chłodzonych z duży-mi szybkościami.
WNIOSKIPrzeprowadzone badania pozwoliły na ocenę wpływu odkształce-nia plastycznego i szybkości chłodzenia na postać krzywych prze-mian austenitu przechłodzonego nowo opracowanej stali mikrosto-powej. Przeprowadzone badania dylatometryczne wykazały, że stal
Rys. 3. Wykres OCTPc stali (a) oraz mikrostruktura uzyskana po chłodzeniu próbek z temperatury odkształcenia 1100°C z szybkością: b) 79°C/s, c) 50°C/s, d) 20°C/s, e) 10°C/s, f) 4°C/s, g) 1°C/s, h) 6°C/min, i) 3°C/min, j) 1°C/minFig. 3. The DCCT diagram of the steel (a) and the microstructure obtained after cooling the specimens from the deformation temperature of 1100°C with a rate: b) 79°C/s, c) 50°C/s, d) 20°C/s, e) 10°C/s, f) 4°C/s, g) 1°C/s, h) 6°C/min, i) 3°C/min, j) 1°C/min
NR 4/2014 I N Ż Y N I E R I A M A T E R I A Ł O W A 331
cechuje się temperaturą Ac3 = 843°C, Ac1 = 707°C oraz dość niską temperaturą Ms wynoszącą 370°C. Postać krzywych CTPc przemian austenitu przechłodzonego wskazuje, że w szerokim zakresie szyb-kości chłodzenia stal ma mikrostrukturę martenzytyczną. Nawet po chłodzeniu stali z małą szybkością, tj. 2°C/s, udział w mikrostruk-turze fazy αʹ wynosi ponad 60%. Wskazuje to, że stal ma dużą har-towność, gwarantowaną przez mikrododatek boru, a mikrododatek tytanu, wiążąc azot w TiN, zapobiega tworzeniu się BN.
Odkształcenie plastyczne stali w temperaturze 885°C przed roz-poczęciem przemian fazowych nieznacznie zmieniło postać wykre-su przemian austenitu przechłodzonego. Wyznaczona temperatura Ms austenitu odkształconego plastycznie wynosi 356°C i jest niższa od temperatury początku przemiany martenzytycznej nieodkształ-conej fazy γ. Odkształcenie plastyczne austenitu przed przemianą powoduje wyraźne przyspieszenie przemiany perlitycznej oraz słabe przesunięcie do krótszego czasu przemiany bainitycznej. Nie wykazano natomiast wyraźnego wpływu odkształcenia plastycz-nego na przemianę ferrytyczną. Stwierdzono ponadto, że próbki odkształcone plastycznie w temperaturze 885°C przed ich kontro-lowanym chłodzeniem wykazują większą twardość w porównaniu z twardością próbek nieodkształconych plastycznie, chłodzonych z tą samą szybkością. Jest to wynikiem większej gęstości dyslokacji i umocnienia wynikającego z rozdrobnienia ziaren.
Bardzo wyraźne przesunięcie w prawo zatoki ferrytycznej po odkształceniu plastycznym w temperaturze 1100°C w porównaniu z jej położeniem na wykresie CTPc austenitu przechłodzonego nie-odkształconego plastycznie jest wynikiem wysokiej temperatury austenityzowania, wynoszącej 1200°C.
Postać krzywych przemian austenitu odkształconego plastycznie badanej stali w pełni predysponują ją do wytwarzania odkuwek har-towanych bezpośrednio z temperatury końca kucia.
Wyznaczone wykresy przemian austenitu przechłodzonego nie-odkształconego i odkształconego plastycznie będą stanowiły pod-stawę do opracowania warunków obróbki cieplno-plastycznej od-kuwek z badanej stali.
PODZIĘKOWANIE
Praca naukowa częściowo finansowana ze środków budże-towych na naukę w latach 2010÷2013 jako projekt badawczy nr N N508 585239.
LITERATURA[1] Gladman T.: The physical metallurgy of microalloyed steels. The Institute
of Materials, London (1997).[2] Kuziak R., Bołd T., Cheng Y.: Microstructure control of ferrite-pearlite
high strength low alloy steels utilizing microalloying additions. Journal of Materials Processing and Technology 53 (1995) 255÷262.
[3] Jahazi M., Eghbali B.: The influence of hot forging conditions on the mi-crostructure and mechanical properties of two microalloyed steels. Journal of Materials Processing and Technology 113 (2001) 594÷598.
[4] Balart M. J., Davis C. L., Strangwood M.: Cleavage initiation in Ti-V-N and V-N microalloyed ferritic-pearlitic forging steels. Materials Science and Engineering A284 (2000) 1÷13.
[5] Opiela M., Grajcar A., Gołombek K.: The influence of hot-working con-ditions on the structure and mechanical properties of forged products of microalloyed steel. Archives of Materials Science and Engineering 59 (2013) 28÷39.
[6] Opiela M.: Thermomechanical treatment of the C-Mn steel with Nb, Ti, V and B microadditions. Archives of Materials Science and Engineering 28 (2007) 377÷380.
[7] Adamczyk J.: Development of the microalloyed constructional steels. Journal of Achievements in Materials and Manufacturing Engineering 14 (2006) 9÷20.
[8] Rasouli D., Khameneh S., Akbarzadeh A., Daneshi G. H.: Effect of cool-ing rate on the microstructure and mechanical properties of microalloyed forging steel. Journal of Materials Processing and Technology 206 (2008) 92÷98.
[9] Van Tyne C. J., Krauss G., Matlock D. K. (eds.): Proceedings of a Sym-posium Fundamentals and Applications of Microalloying Forging Steels, Colorado, USA (1996).
[10] Adamczyk J.: Inżynieria materiałów metalowych. Wydawnictwo Politech-niki Śląskiej, Gliwice (2004).
[11] Adamczyk J., Opiela M., Grajcar A.: Struktura i własności mechaniczne ele-mentów kutych metodą obróbki cieplno-mechanicznej. Conference Proceed-ings of 11th International Scientific Conference Achievements in Mechanical and Materials Engineering AMME’2002, Gliwice-Zakopane (2002) 7÷12.
[12] Jandowá D., Divišová R., Skálová L., Drnek J.: Refinement of steel micro-structure by free-forging. Journal of Achievements in Materials and Manu-facturing Engineering 16 (2006) 17÷24.
[13] Adamczyk J., Opiela M.: Engineering of forged products of microalloyed constructional steels. Journal of Achievements in Materials and Manufac-turing Engineering 15 (2006) 153÷158.
[14] Ozgowicz W., Opiela M., Grajcar A., Kalinowska-Ozgowicz E., Krukiewicz W.: Metallurgical products of microalloy constructional steels. Journal of Achievements in Materials and Manufacturing Engineering 44 (2011) 7÷34.
[15] Adamczyk J., Kalinowska-Ozgowicz E., Ozgowicz W., Wusatowski R.: Interaction of carbonitrides V(C, N) undissolved in austenite on the struc-ture and mechanical properties of microalloyed V-N steels. Journal of Ma-terials Processing and Technology 54 (1995) 23÷32.
[16] Adamczyk J., Opiela M.: Influence of the thermomechanical treatment pa-rameters on the inhomogeneity of the austenite structure and mechanical properties of the Cr-Mo steel with Nb, Ti, and B microadditions. Journal of Materials Processing and Technology 157 (2004) 456÷461.
[17] Grajcar A., Opiela M.: Influence of plastic deformation on CCT-diagrams of low-carbon and medium-carbon TRIP-steels. Journal of Achievements in Materials and Manufacturing Engineering 29 (2008) 71÷78.
[18] Grajcar A., Opiela M.: Diagrams of supercooled austenite transformations of low-carbon and medium-carbon TRIP-steels. Archives of Materials Sci-ence and Engineering 32 (2008) 13÷16.
[19] Yin S., Sun X., Liu Q., Zhang Z.: Influence of deformation on transforma-tion of low-carbon and high Nb-containing steel during continuous cool-ing. Journal of Iron and Steel Research 17 (2010) 43÷47.
[20] Garcia C., Capdevila C., Caballero F. G., San Martin D.: Effect of mo-lybdenum on continuous cooling transformations in two medium carbon forging steels. Journal of Materials Science 36 (2001) 565÷571.
[21] Olasolo M., Uranga P., Rodriguez J. M., López B.: Effect of austenite mi-crostructure and cooling rate on transformation characteristics in a low carbon Nb-V microalloyed steel. Materials Science and Engineering A528 (2011) 2559÷2569.
[22] Eghbali B., Abdollah-Zadeh A.: Deformation-induced ferrite transforma-tion in a low carbon Nb-Ti microalloyed steel. Materials and Design 28 (2007) 1021÷1026.
[23] Skubisz P., Adrian H., Sińczak J.: Controlled cooling of drop forged mi-croalloyed-steel automotive crankshaft. Archives of Metallurgy and Mate-rials, 56 (2011) 93÷107.
[24] Kong J., Xie C.: Effect of molybdenum on continuous cooling bainite transformations of low-carbon microalloyed steel. Materials and Design 27 (2006) 1169÷1173.
[25] Zhang M., Li L., Fu R.Y., Krizan D., De Cooman B. C.: Continuous cool-ing transformation diagrams and properties of micro-alloyed TRIP steel. Materials Science and Engineering A438-440 (2006) 296÷299.
[26] Standard practice for quantitative measurement and reporting of hypo-eutectoid carbon and low-alloy steel phase transformations. A1033-04 (2004).






![Wpływ sposobu napawania rur kotłowych na mikrostrukturę i ... text.pdf · Biuletyn Instytutu Spawalnictwa 5 (2010) 84÷87. [5] Blicharski M.: Inżynieria powierzchni. WNT, Warszawa](https://static.fdocuments.pl/doc/165x107/5c795a9609d3f2d2178c3b86/wplyw-sposobu-napawania-rur-kotlowych-na-mikrostrukture-i-textpdf-biuletyn.jpg)