Wykorzystanie ablacji laserowej w zdobniczym grawerowaniu ... text.pdf · czasie do starych grafik...
6
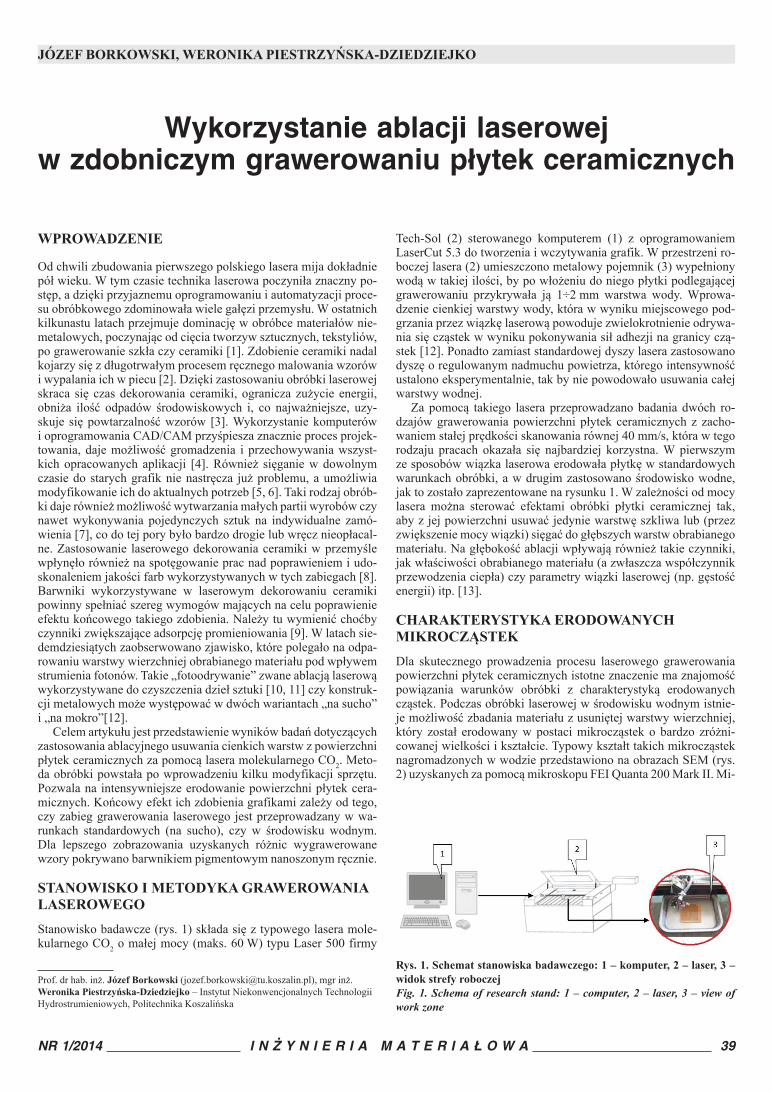
NR 1/2014 INŻYNIERIA MATERIAŁOWA 39 Prof. dr hab. inż. Józef borkowski ([email protected]), mgr inż. Weronika Piestrzyńska-Dziedziejko – Instytut Niekonwencjonalnych Technologii Hydrostrumieniowych, Politechnika Koszalińska JóZEF bORKOWSKI, WERONIKA PIESTRZYńSKA-DZIEDZIEJKO Wykorzystanie ablacji laserowej w zdobniczym grawerowaniu płytek ceramicznych WPROWADZENIE Od chwili zbudowania pierwszego polskiego lasera mija dokładnie pół wieku. W tym czasie technika laserowa poczyniła znaczny po- stęp, a dzięki przyjaznemu oprogramowaniu i automatyzacji proce- su obróbkowego zdominowała wiele gałęzi przemysłu. W ostatnich kilkunastu latach przejmuje dominację w obróbce materiałów nie- metalowych, poczynając od cięcia tworzyw sztucznych, tekstyliów, po grawerowanie szkła czy ceramiki [1]. Zdobienie ceramiki nadal kojarzy się z długotrwałym procesem ręcznego malowania wzorów i wypalania ich w piecu [2]. Dzięki zastosowaniu obróbki laserowej skraca się czas dekorowania ceramiki, ogranicza zużycie energii, obniża ilość odpadów środowiskowych i, co najważniejsze, uzy- skuje się powtarzalność wzorów [3]. Wykorzystanie komputerów i oprogramowania CAD/CAM przyśpiesza znacznie proces projek- towania, daje możliwość gromadzenia i przechowywania wszyst- kich opracowanych aplikacji [4]. Również sięganie w dowolnym czasie do starych grafik nie nastręcza już problemu, a umożliwia modyfikowanie ich do aktualnych potrzeb [5, 6]. Taki rodzaj obrób- ki daje również możliwość wytwarzania małych partii wyrobów czy nawet wykonywania pojedynczych sztuk na indywidualne zamó- wienia [7], co do tej pory było bardzo drogie lub wręcz nieopłacal- ne. Zastosowanie laserowego dekorowania ceramiki w przemyśle wpłynęło również na spotęgowanie prac nad poprawieniem i udo- skonaleniem jakości farb wykorzystywanych w tych zabiegach [8]. Barwniki wykorzystywane w laserowym dekorowaniu ceramiki powinny spełniać szereg wymogów mających na celu poprawienie efektu końcowego takiego zdobienia. Należy tu wymienić choćby czynniki zwiększające adsorpcję promieniowania [9]. W latach sie- demdziesiątych zaobserwowano zjawisko, które polegało na odpa- rowaniu warstwy wierzchniej obrabianego materiału pod wpływem strumienia fotonów. Takie „fotoodrywanie” zwane ablacją laserową wykorzystywane do czyszczenia dzieł sztuki [10, 11] czy konstruk- cji metalowych może występować w dwóch wariantach „na sucho” i „na mokro”[12]. Celem artykułu jest przedstawienie wyników badań dotyczących zastosowania ablacyjnego usuwania cienkich warstw z powierzchni płytek ceramicznych za pomocą lasera molekularnego CO 2 . Meto- da obróbki powstała po wprowadzeniu kilku modyfikacji sprzętu. Pozwala na intensywniejsze erodowanie powierzchni płytek cera- micznych. Końcowy efekt ich zdobienia grafikami zależy od tego, czy zabieg grawerowania laserowego jest przeprowadzany w wa- runkach standardowych (na sucho), czy w środowisku wodnym. Dla lepszego zobrazowania uzyskanych różnic wygrawerowane wzory pokrywano barwnikiem pigmentowym nanoszonym ręcznie. STANOWISKO I METODYKA GRAWEROWANIA LASEROWEGO Stanowisko badawcze (rys. 1) składa się z typowego lasera mole- kularnego CO 2 o małej mocy (maks. 60 W) typu Laser 500 firmy Tech-Sol (2) sterowanego komputerem (1) z oprogramowaniem LaserCut 5.3 do tworzenia i wczytywania grafik. W przestrzeni ro- boczej lasera (2) umieszczono metalowy pojemnik (3) wypełniony wodą w takiej ilości, by po włożeniu do niego płytki podlegającej grawerowaniu przykrywała ją 1÷2 mm warstwa wody. Wprowa- dzenie cienkiej warstwy wody, która w wyniku miejscowego pod- grzania przez wiązkę laserową powoduje zwielokrotnienie odrywa- nia się cząstek w wyniku pokonywania sił adhezji na granicy czą- stek [12]. Ponadto zamiast standardowej dyszy lasera zastosowano dyszę o regulowanym nadmuchu powietrza, którego intensywność ustalono eksperymentalnie, tak by nie powodowało usuwania całej warstwy wodnej. Za pomocą takiego lasera przeprowadzano badania dwóch ro- dzajów grawerowania powierzchni płytek ceramicznych z zacho- waniem stałej prędkości skanowania równej 40 mm/s, która w tego rodzaju pracach okazała się najbardziej korzystna. W pierwszym ze sposobów wiązka laserowa erodowała płytkę w standardowych warunkach obróbki, a w drugim zastosowano środowisko wodne, jak to zostało zaprezentowane na rysunku 1. W zależności od mocy lasera można sterować efektami obróbki płytki ceramicznej tak, aby z jej powierzchni usuwać jedynie warstwę szkliwa lub (przez zwiększenie mocy wiązki) sięgać do głębszych warstw obrabianego materiału. Na głębokość ablacji wpływają również takie czynniki, jak właściwości obrabianego materiału (a zwłaszcza współczynnik przewodzenia ciepła) czy parametry wiązki laserowej (np. gęstość energii) itp. [13]. ChARAKTERYSTYKA ERODOWANYCh MIKROCZąSTEK Dla skutecznego prowadzenia procesu laserowego grawerowania powierzchni płytek ceramicznych istotne znaczenie ma znajomość powiązania warunków obróbki z charakterystyką erodowanych cząstek. Podczas obróbki laserowej w środowisku wodnym istnie- je możliwość zbadania materiału z usuniętej warstwy wierzchniej, który został erodowany w postaci mikrocząstek o bardzo zróżni- cowanej wielkości i kształcie. Typowy kształt takich mikrocząstek nagromadzonych w wodzie przedstawiono na obrazach SEM (rys. 2) uzyskanych za pomocą mikroskopu FEI Quanta 200 Mark II. Mi- Rys. 1. Schemat stanowiska badawczego: 1 – komputer, 2 – laser, 3 – widok strefy roboczej Fig. 1. Schema of research stand: 1 – computer, 2 – laser, 3 – view of work zone
Transcript of Wykorzystanie ablacji laserowej w zdobniczym grawerowaniu ... text.pdf · czasie do starych grafik...
NR 1/2014 I N Ż Y N I E R I A M A T E R I A Ł O W A 39
Prof. dr hab. inż. Józef borkowski ([email protected]), mgr inż. Weronika Piestrzyńska-Dziedziejko – Instytut Niekonwencjonalnych Technologii Hydrostrumieniowych, Politechnika Koszalińska
JóZEF bORKOWSKI, WERONIKA PIESTRZYńSKA-DZIEDZIEJKO
Wykorzystanie ablacji laserowej w zdobniczym grawerowaniu płytek ceramicznych
WPROWADZENIE
Od chwili zbudowania pierwszego polskiego lasera mija dokładnie pół wieku. W tym czasie technika laserowa poczyniła znaczny po-stęp, a dzięki przyjaznemu oprogramowaniu i automatyzacji proce-su obróbkowego zdominowała wiele gałęzi przemysłu. W ostatnich kilkunastu latach przejmuje dominację w obróbce materiałów nie-metalowych, poczynając od cięcia tworzyw sztucznych, tekstyliów, po grawerowanie szkła czy ceramiki [1]. Zdobienie ceramiki nadal kojarzy się z długotrwałym procesem ręcznego malowania wzorów i wypalania ich w piecu [2]. Dzięki zastosowaniu obróbki laserowej skraca się czas dekorowania ceramiki, ogranicza zużycie energii, obniża ilość odpadów środowiskowych i, co najważniejsze, uzy-skuje się powtarzalność wzorów [3]. Wykorzystanie komputerów i oprogramowania CAD/CAM przyśpiesza znacznie proces projek-towania, daje możliwość gromadzenia i przechowywania wszyst-kich opracowanych aplikacji [4]. Również sięganie w dowolnym czasie do starych grafik nie nastręcza już problemu, a umożliwia modyfikowanie ich do aktualnych potrzeb [5, 6]. Taki rodzaj obrób-ki daje również możliwość wytwarzania małych partii wyrobów czy nawet wykonywania pojedynczych sztuk na indywidualne zamó-wienia [7], co do tej pory było bardzo drogie lub wręcz nieopłacal-ne. Zastosowanie laserowego dekorowania ceramiki w przemyśle wpłynęło również na spotęgowanie prac nad poprawieniem i udo-skonaleniem jakości farb wykorzystywanych w tych zabiegach [8]. Barwniki wykorzystywane w laserowym dekorowaniu ceramiki powinny spełniać szereg wymogów mających na celu poprawienie efektu końcowego takiego zdobienia. Należy tu wymienić choćby czynniki zwiększające adsorpcję promieniowania [9]. W latach sie-demdziesiątych zaobserwowano zjawisko, które polegało na odpa-rowaniu warstwy wierzchniej obrabianego materiału pod wpływem strumienia fotonów. Takie „fotoodrywanie” zwane ablacją laserową wykorzystywane do czyszczenia dzieł sztuki [10, 11] czy konstruk-cji metalowych może występować w dwóch wariantach „na sucho” i „na mokro”[12].
Celem artykułu jest przedstawienie wyników badań dotyczących zastosowania ablacyjnego usuwania cienkich warstw z powierzchni płytek ceramicznych za pomocą lasera molekularnego CO2. Meto-da obróbki powstała po wprowadzeniu kilku modyfikacji sprzętu. Pozwala na intensywniejsze erodowanie powierzchni płytek cera-micznych. Końcowy efekt ich zdobienia grafikami zależy od tego, czy zabieg grawerowania laserowego jest przeprowadzany w wa-runkach standardowych (na sucho), czy w środowisku wodnym. Dla lepszego zobrazowania uzyskanych różnic wygrawerowane wzory pokrywano barwnikiem pigmentowym nanoszonym ręcznie.
STANOWISKO I METODYKA GRAWEROWANIA LASEROWEGOStanowisko badawcze (rys. 1) składa się z typowego lasera mole-kularnego CO2 o małej mocy (maks. 60 W) typu Laser 500 firmy
Tech-Sol (2) sterowanego komputerem (1) z oprogramowaniem LaserCut 5.3 do tworzenia i wczytywania grafik. W przestrzeni ro-boczej lasera (2) umieszczono metalowy pojemnik (3) wypełniony wodą w takiej ilości, by po włożeniu do niego płytki podlegającej grawerowaniu przykrywała ją 1÷2 mm warstwa wody. Wprowa-dzenie cienkiej warstwy wody, która w wyniku miejscowego pod-grzania przez wiązkę laserową powoduje zwielokrotnienie odrywa-nia się cząstek w wyniku pokonywania sił adhezji na granicy czą-stek [12]. Ponadto zamiast standardowej dyszy lasera zastosowano dyszę o regulowanym nadmuchu powietrza, którego intensywność ustalono eksperymentalnie, tak by nie powodowało usuwania całej warstwy wodnej.
Za pomocą takiego lasera przeprowadzano badania dwóch ro-dzajów grawerowania powierzchni płytek ceramicznych z zacho-waniem stałej prędkości skanowania równej 40 mm/s, która w tego rodzaju pracach okazała się najbardziej korzystna. W pierwszym ze sposobów wiązka laserowa erodowała płytkę w standardowych warunkach obróbki, a w drugim zastosowano środowisko wodne, jak to zostało zaprezentowane na rysunku 1. W zależności od mocy lasera można sterować efektami obróbki płytki ceramicznej tak, aby z jej powierzchni usuwać jedynie warstwę szkliwa lub (przez zwiększenie mocy wiązki) sięgać do głębszych warstw obrabianego materiału. Na głębokość ablacji wpływają również takie czynniki, jak właściwości obrabianego materiału (a zwłaszcza współczynnik przewodzenia ciepła) czy parametry wiązki laserowej (np. gęstość energii) itp. [13].
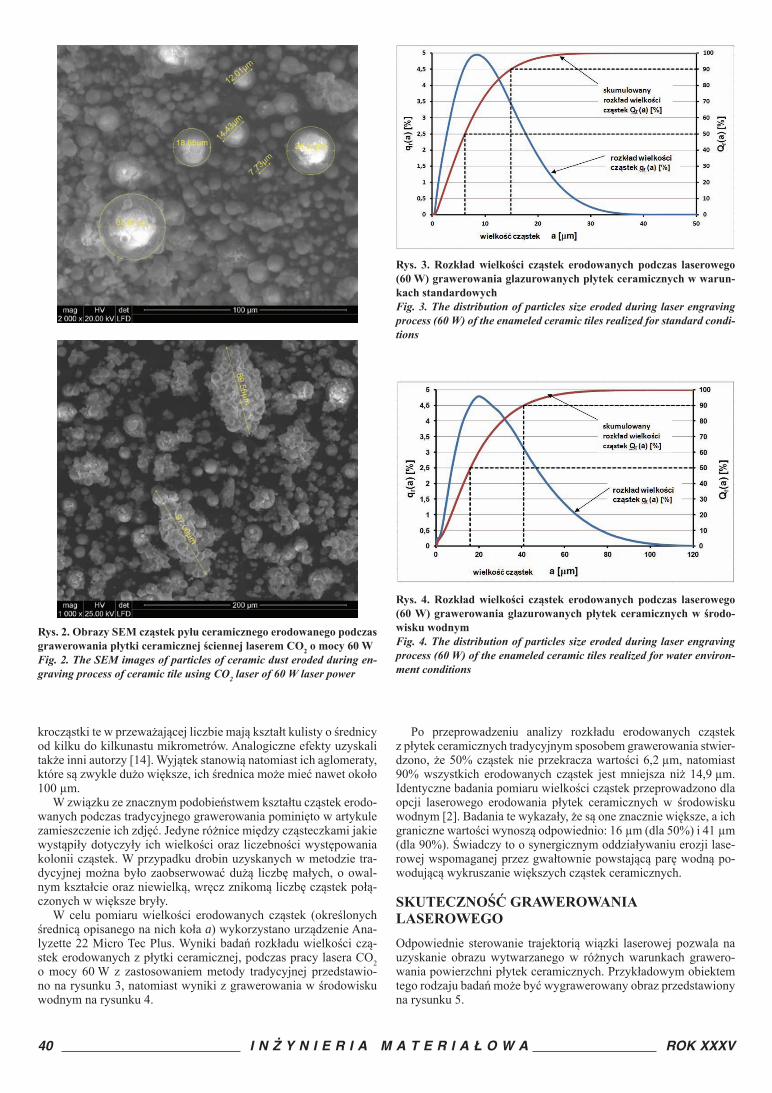
ChARAKTERYSTYKA ERODOWANYCh MIKROCZąSTEK Dla skutecznego prowadzenia procesu laserowego grawerowania powierzchni płytek ceramicznych istotne znaczenie ma znajomość powiązania warunków obróbki z charakterystyką erodowanych cząstek. Podczas obróbki laserowej w środowisku wodnym istnie-je możliwość zbadania materiału z usuniętej warstwy wierzchniej, który został erodowany w postaci mikrocząstek o bardzo zróżni-cowanej wielkości i kształcie. Typowy kształt takich mikrocząstek nagromadzonych w wodzie przedstawiono na obrazach SEM (rys. 2) uzyskanych za pomocą mikroskopu FEI Quanta 200 Mark II. Mi-
Rys. 1. Schemat stanowiska badawczego: 1 – komputer, 2 – laser, 3 – widok strefy roboczejFig. 1. Schema of research stand: 1 – computer, 2 – laser, 3 – view of work zone
40 I N Ż Y N I E R I A M A T E R I A Ł O W A ROK XXXV
krocząstki te w przeważającej liczbie mają kształt kulisty o średnicy od kilku do kilkunastu mikrometrów. Analogiczne efekty uzyskali także inni autorzy [14]. Wyjątek stanowią natomiast ich aglomeraty, które są zwykle dużo większe, ich średnica może mieć nawet około 100 µm.
W związku ze znacznym podobieństwem kształtu cząstek erodo-wanych podczas tradycyjnego grawerowania pominięto w artykule zamieszczenie ich zdjęć. Jedyne różnice między cząsteczkami jakie wystąpiły dotyczyły ich wielkości oraz liczebności występowania kolonii cząstek. W przypadku drobin uzyskanych w metodzie tra-dycyjnej można było zaobserwować dużą liczbę małych, o owal-nym kształcie oraz niewielką, wręcz znikomą liczbę cząstek połą-czonych w większe bryły.
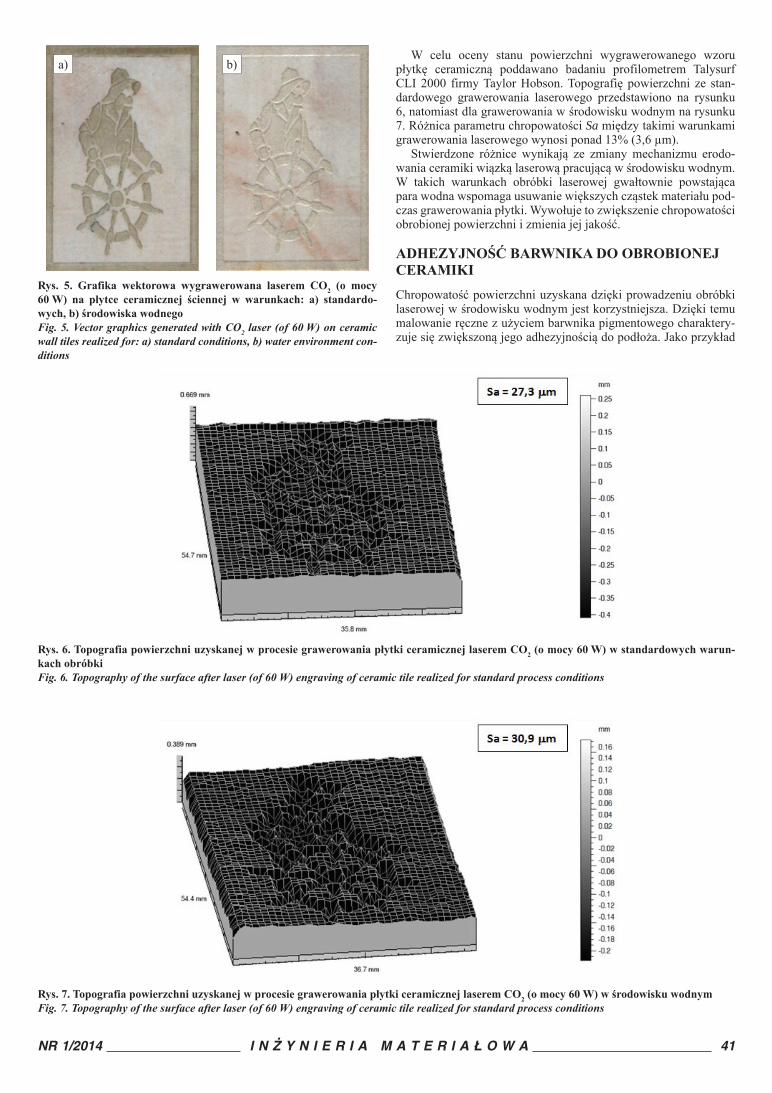
W celu pomiaru wielkości erodowanych cząstek (określonych średnicą opisanego na nich koła a) wykorzystano urządzenie Ana-lyzette 22 Micro Tec Plus. Wyniki badań rozkładu wielkości czą-stek erodowanych z płytki ceramicznej, podczas pracy lasera CO2 o mocy 60 W z zastosowaniem metody tradycyjnej przedstawio-no na rysunku 3, natomiast wyniki z grawerowania w środowisku wodnym na rysunku 4.
Po przeprowadzeniu analizy rozkładu erodowanych cząstek z płytek ceramicznych tradycyjnym sposobem grawerowania stwier-dzono, że 50% cząstek nie przekracza wartości 6,2 µm, natomiast 90% wszystkich erodowanych cząstek jest mniejsza niż 14,9 µm. Identyczne badania pomiaru wielkości cząstek przeprowadzono dla opcji laserowego erodowania płytek ceramicznych w środowisku wodnym [2]. Badania te wykazały, że są one znacznie większe, a ich graniczne wartości wynoszą odpowiednio: 16 µm (dla 50%) i 41 µm (dla 90%). Świadczy to o synergicznym oddziaływaniu erozji lase-rowej wspomaganej przez gwałtownie powstającą parę wodną po-wodującą wykruszanie większych cząstek ceramicznych.
SKUTECZNOŚć GRAWEROWANIA LASEROWEGOOdpowiednie sterowanie trajektorią wiązki laserowej pozwala na uzyskanie obrazu wytwarzanego w różnych warunkach grawero-wania powierzchni płytek ceramicznych. Przykładowym obiektem tego rodzaju badań może być wygrawerowany obraz przedstawiony na rysunku 5.
Rys. 2. Obrazy SEM cząstek pyłu ceramicznego erodowanego podczas grawerowania płytki ceramicznej ściennej laserem CO2 o mocy 60 WFig. 2. The SEM images of particles of ceramic dust eroded during en-graving process of ceramic tile using CO2 laser of 60 W laser power
Rys. 3. Rozkład wielkości cząstek erodowanych podczas laserowego (60 W) grawerowania glazurowanych płytek ceramicznych w warun-kach standardowychFig. 3. The distribution of particles size eroded during laser engraving process (60 W) of the enameled ceramic tiles realized for standard condi-tions
Rys. 4. Rozkład wielkości cząstek erodowanych podczas laserowego (60 W) grawerowania glazurowanych płytek ceramicznych w środo-wisku wodnymFig. 4. The distribution of particles size eroded during laser engraving process (60 W) of the enameled ceramic tiles realized for water environ-ment conditions
NR 1/2014 I N Ż Y N I E R I A M A T E R I A Ł O W A 41
W celu oceny stanu powierzchni wygrawerowanego wzoru płytkę ceramiczną poddawano badaniu profilometrem Talysurf CLI 2000 firmy Taylor Hobson. Topografię powierzchni ze stan-dardowego grawerowania laserowego przedstawiono na rysunku 6, natomiast dla grawerowania w środowisku wodnym na rysunku 7. Różnica parametru chropowatości Sa między takimi warunkami grawerowania laserowego wynosi ponad 13% (3,6 µm).
Stwierdzone różnice wynikają ze zmiany mechanizmu erodo-wania ceramiki wiązką laserową pracującą w środowisku wodnym. W takich warunkach obróbki laserowej gwałtownie powstająca para wodna wspomaga usuwanie większych cząstek materiału pod-czas grawerowania płytki. Wywołuje to zwiększenie chropowatości obrobionej powierzchni i zmienia jej jakość.
ADhEZYJNOŚć bARWNIKA DO ObRObIONEJ CERAMIKIChropowatość powierzchni uzyskana dzięki prowadzeniu obróbki laserowej w środowisku wodnym jest korzystniejsza. Dzięki temu malowanie ręczne z użyciem barwnika pigmentowego charaktery-zuje się zwiększoną jego adhezyjnością do podłoża. Jako przykład
Rys. 5. Grafika wektorowa wygrawerowana laserem CO2 (o mocy 60 W) na płytce ceramicznej ściennej w warunkach: a) standardo-wych, b) środowiska wodnegoFig. 5. Vector graphics generated with CO2 laser (of 60 W) on ceramic wall tiles realized for: a) standard conditions, b) water environment con-ditions
Rys. 6. Topografia powierzchni uzyskanej w procesie grawerowania płytki ceramicznej laserem CO2 (o mocy 60 W) w standardowych warun-kach obróbkiFig. 6. Topography of the surface after laser (of 60 W) engraving of ceramic tile realized for standard process conditions
Rys. 7. Topografia powierzchni uzyskanej w procesie grawerowania płytki ceramicznej laserem CO2 (o mocy 60 W) w środowisku wodnym Fig. 7. Topography of the surface after laser (of 60 W) engraving of ceramic tile realized for standard process conditions
a) b)
42 I N Ż Y N I E R I A M A T E R I A Ł O W A ROK XXXV
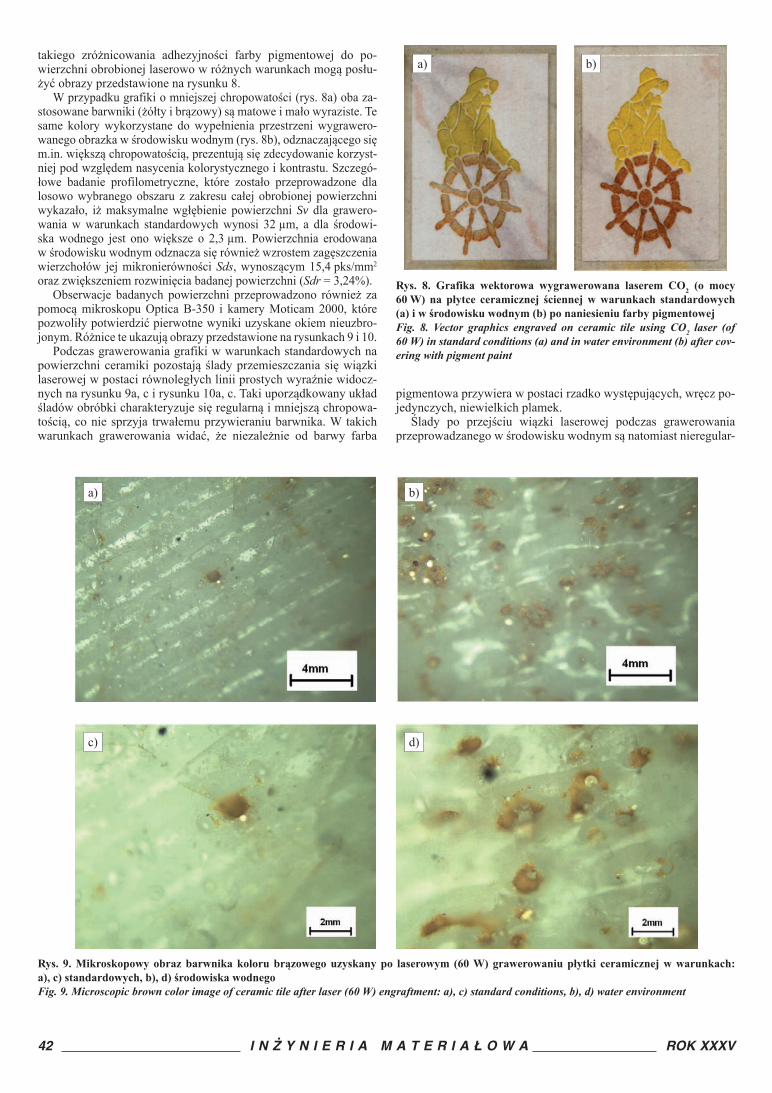
takiego zróżnicowania adhezyjności farby pigmentowej do po-wierzchni obrobionej laserowo w różnych warunkach mogą posłu-żyć obrazy przedstawione na rysunku 8.
W przypadku grafiki o mniejszej chropowatości (rys. 8a) oba za-stosowane barwniki (żółty i brązowy) są matowe i mało wyraziste. Te same kolory wykorzystane do wypełnienia przestrzeni wygrawero-wanego obrazka w środowisku wodnym (rys. 8b), odznaczającego się m.in. większą chropowatością, prezentują się zdecydowanie korzyst-niej pod względem nasycenia kolorystycznego i kontrastu. Szczegó-łowe badanie profilometryczne, które zostało przeprowadzone dla losowo wybranego obszaru z zakresu całej obrobionej powierzchni wykazało, iż maksymalne wgłębienie powierzchni Sv dla grawero-wania w warunkach standardowych wynosi 32 µm, a dla środowi-ska wodnego jest ono większe o 2,3 µm. Powierzchnia erodowana w środowisku wodnym odznacza się również wzrostem zagęszczenia wierzchołów jej mikronierówności Sds, wynoszącym 15,4 pks/mm2 oraz zwiększeniem rozwinięcia badanej powierzchni (Sdr = 3,24%).
Obserwacje badanych powierzchni przeprowadzono również za pomocą mikroskopu Optica B-350 i kamery Moticam 2000, które pozwoliły potwierdzić pierwotne wyniki uzyskane okiem nieuzbro-jonym. Różnice te ukazują obrazy przedstawione na rysunkach 9 i 10.
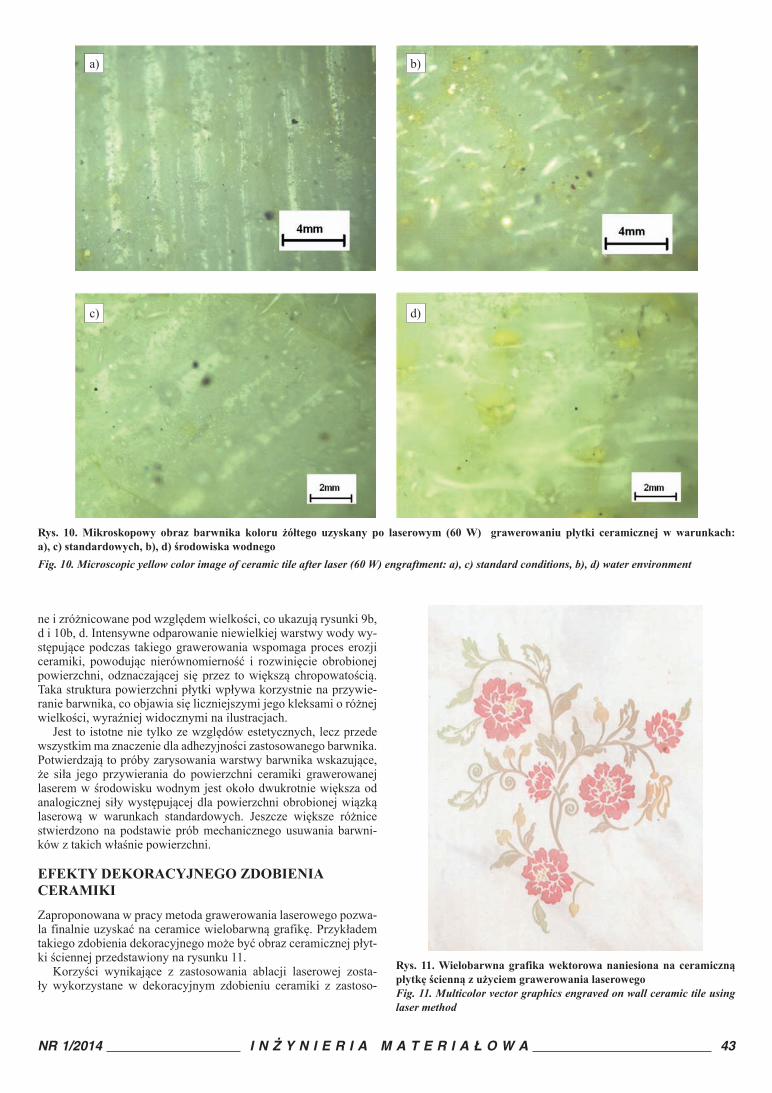
Podczas grawerowania grafiki w warunkach standardowych na powierzchni ceramiki pozostają ślady przemieszczania się wiązki laserowej w postaci równoległych linii prostych wyraźnie widocz-nych na rysunku 9a, c i rysunku 10a, c. Taki uporządkowany układ śladów obróbki charakteryzuje się regularną i mniejszą chropowa-tością, co nie sprzyja trwałemu przywieraniu barwnika. W takich warunkach grawerowania widać, że niezależnie od barwy farba
Rys. 8. Grafika wektorowa wygrawerowana laserem CO2 (o mocy 60 W) na płytce ceramicznej ściennej w warunkach standardowych (a) i w środowisku wodnym (b) po naniesieniu farby pigmentowejFig. 8. Vector graphics engraved on ceramic tile using CO2 laser (of 60 W) in standard conditions (a) and in water environment (b) after cov-ering with pigment paint
Rys. 9. Mikroskopowy obraz barwnika koloru brązowego uzyskany po laserowym (60 W) grawerowaniu płytki ceramicznej w warunkach: a), c) standardowych, b), d) środowiska wodnegoFig. 9. Microscopic brown color image of ceramic tile after laser (60 W) engraftment: a), c) standard conditions, b), d) water environment
pigmentowa przywiera w postaci rzadko występujących, wręcz po-jedynczych, niewielkich plamek.
Ślady po przejściu wiązki laserowej podczas grawerowania przeprowadzanego w środowisku wodnym są natomiast nieregular-
b)
d)
a)
a) b)
c)
NR 1/2014 I N Ż Y N I E R I A M A T E R I A Ł O W A 43
ne i zróżnicowane pod względem wielkości, co ukazują rysunki 9b, d i 10b, d. Intensywne odparowanie niewielkiej warstwy wody wy-stępujące podczas takiego grawerowania wspomaga proces erozji ceramiki, powodując nierównomierność i rozwinięcie obrobionej powierzchni, odznaczającej się przez to większą chropowatością. Taka struktura powierzchni płytki wpływa korzystnie na przywie-ranie barwnika, co objawia się liczniejszymi jego kleksami o różnej wielkości, wyraźniej widocznymi na ilustracjach.
Jest to istotne nie tylko ze względów estetycznych, lecz przede wszystkim ma znaczenie dla adhezyjności zastosowanego barwnika. Potwierdzają to próby zarysowania warstwy barwnika wskazujące, że siła jego przywierania do powierzchni ceramiki grawerowanej laserem w środowisku wodnym jest około dwukrotnie większa od analogicznej siły występującej dla powierzchni obrobionej wiązką laserową w warunkach standardowych. Jeszcze większe różnice stwierdzono na podstawie prób mechanicznego usuwania barwni-ków z takich właśnie powierzchni.
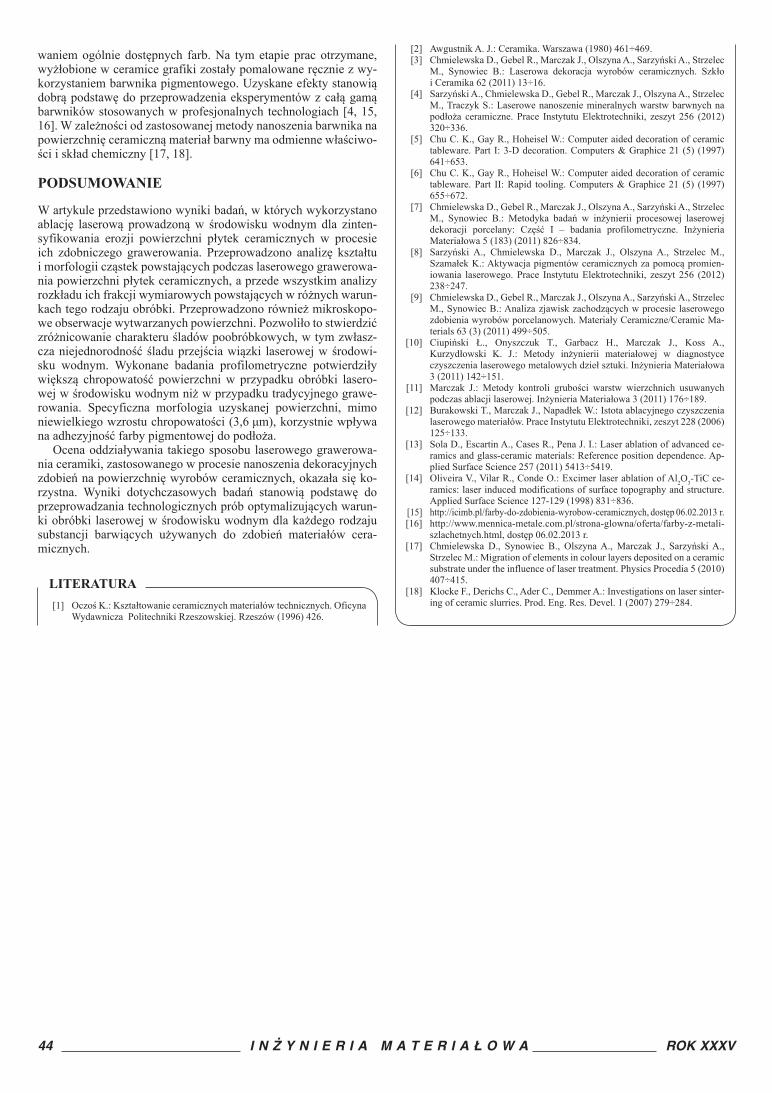
EFEKTY DEKORACYJNEGO ZDObIENIA CERAMIKIZaproponowana w pracy metoda grawerowania laserowego pozwa-la finalnie uzyskać na ceramice wielobarwną grafikę. Przykładem takiego zdobienia dekoracyjnego może być obraz ceramicznej płyt-ki ściennej przedstawiony na rysunku 11.
Korzyści wynikające z zastosowania ablacji laserowej zosta-ły wykorzystane w dekoracyjnym zdobieniu ceramiki z zastoso-
Rys. 10. Mikroskopowy obraz barwnika koloru żółtego uzyskany po laserowym (60 W) grawerowaniu płytki ceramicznej w warunkach: a), c) standardowych, b), d) środowiska wodnegoFig. 10. Microscopic yellow color image of ceramic tile after laser (60 W) engraftment: a), c) standard conditions, b), d) water environment
Rys. 11. Wielobarwna grafika wektorowa naniesiona na ceramiczną płytkę ścienną z użyciem grawerowania laserowegoFig. 11. Multicolor vector graphics engraved on wall ceramic tile using laser method
b)
d)
a)
c)
44 I N Ż Y N I E R I A M A T E R I A Ł O W A ROK XXXV
waniem ogólnie dostępnych farb. Na tym etapie prac otrzymane, wyżłobione w ceramice grafiki zostały pomalowane ręcznie z wy-korzystaniem barwnika pigmentowego. Uzyskane efekty stanowią dobrą podstawę do przeprowadzenia eksperymentów z całą gamą barwników stosowanych w profesjonalnych technologiach [4, 15, 16]. W zależności od zastosowanej metody nanoszenia barwnika na powierzchnię ceramiczną materiał barwny ma odmienne właściwo-ści i skład chemiczny [17, 18].
PODSUMOWANIE
W artykule przedstawiono wyniki badań, w których wykorzystano ablację laserową prowadzoną w środowisku wodnym dla zinten-syfikowania erozji powierzchni płytek ceramicznych w procesie ich zdobniczego grawerowania. Przeprowadzono analizę kształtu i morfologii cząstek powstających podczas laserowego grawerowa-nia powierzchni płytek ceramicznych, a przede wszystkim analizy rozkładu ich frakcji wymiarowych powstających w różnych warun-kach tego rodzaju obróbki. Przeprowadzono również mikroskopo-we obserwacje wytwarzanych powierzchni. Pozwoliło to stwierdzić zróżnicowanie charakteru śladów poobróbkowych, w tym zwłasz-cza niejednorodność śladu przejścia wiązki laserowej w środowi-sku wodnym. Wykonane badania profilometryczne potwierdziły większą chropowatość powierzchni w przypadku obróbki lasero-wej w środowisku wodnym niż w przypadku tradycyjnego grawe-rowania. Specyficzna morfologia uzyskanej powierzchni, mimo niewielkiego wzrostu chropowatości (3,6 μm), korzystnie wpływa na adhezyjność farby pigmentowej do podłoża.
Ocena oddziaływania takiego sposobu laserowego grawerowa-nia ceramiki, zastosowanego w procesie nanoszenia dekoracyjnych zdobień na powierzchnię wyrobów ceramicznych, okazała się ko-rzystna. Wyniki dotychczasowych badań stanowią podstawę do przeprowadzania technologicznych prób optymalizujących warun-ki obróbki laserowej w środowisku wodnym dla każdego rodzaju substancji barwiących używanych do zdobień materiałów cera-micznych.
LITERATURA[1] Oczoś K.: Kształtowanie ceramicznych materiałów technicznych. Oficyna
Wydawnicza Politechniki Rzeszowskiej. Rzeszów (1996) 426.
[2] Awgustnik A. J.: Ceramika. Warszawa (1980) 461÷469.[3] Chmielewska D., Gebel R., Marczak J., Olszyna A., Sarzyński A., Strzelec
M., Synowiec B.: Laserowa dekoracja wyrobów ceramicznych. Szkło i Ceramika 62 (2011) 13÷16.
[4] Sarzyński A., Chmielewska D., Gebel R., Marczak J., Olszyna A., Strzelec M., Traczyk S.: Laserowe nanoszenie mineralnych warstw barwnych na podłoża ceramiczne. Prace Instytutu Elektrotechniki, zeszyt 256 (2012) 320÷336.
[5] Chu C. K., Gay R., Hoheisel W.: Computer aided decoration of ceramic tableware. Part I: 3-D decoration. Computers & Graphice 21 (5) (1997) 641÷653.
[6] Chu C. K., Gay R., Hoheisel W.: Computer aided decoration of ceramic tableware. Part II: Rapid tooling. Computers & Graphice 21 (5) (1997) 655÷672.
[7] Chmielewska D., Gebel R., Marczak J., Olszyna A., Sarzyński A., Strzelec M., Synowiec B.: Metodyka badań w inżynierii procesowej laserowej dekoracji porcelany: Część I – badania profilometryczne. Inżynieria Materiałowa 5 (183) (2011) 826÷834.
[8] Sarzyński A., Chmielewska D., Marczak J., Olszyna A., Strzelec M., Szamałek K.: Aktywacja pigmentów ceramicznych za pomocą promien-iowania laserowego. Prace Instytutu Elektrotechniki, zeszyt 256 (2012) 238÷247.
[9] Chmielewska D., Gebel R., Marczak J., Olszyna A., Sarzyński A., Strzelec M., Synowiec B.: Analiza zjawisk zachodzących w procesie laserowego zdobienia wyrobów porcelanowych. Materiały Ceramiczne/Ceramic Ma-terials 63 (3) (2011) 499÷505.
[10] Ciupiński Ł., Onyszczuk T., Garbacz H., Marczak J., Koss A., Kurzydłowski K. J.: Metody inżynierii materiałowej w diagnostyce czyszczenia laserowego metalowych dzieł sztuki. Inżynieria Materiałowa 3 (2011) 142÷151.
[11] Marczak J.: Metody kontroli grubości warstw wierzchnich usuwanych podczas ablacji laserowej. Inżynieria Materiałowa 3 (2011) 176÷189.
[12] Burakowski T., Marczak J., Napadłek W.: Istota ablacyjnego czyszczenia laserowego materiałów. Prace Instytutu Elektrotechniki, zeszyt 228 (2006) 125÷133.
[13] Sola D., Escartin A., Cases R., Pena J. I.: Laser ablation of advanced ce-ramics and glass-ceramic materials: Reference position dependence. Ap-plied Surface Science 257 (2011) 5413÷5419.
[14] Oliveira V., Vilar R., Conde O.: Excimer laser ablation of Al2O3-TiC ce-ramics: laser induced modifications of surface topography and structure. Applied Surface Science 127-129 (1998) 831÷836.
[15] http://icimb.pl/farby-do-zdobienia-wyrobow-ceramicznych, dostęp 06.02.2013 r.[16] http://www.mennica-metale.com.pl/strona-glowna/oferta/farby-z-metali-
szlachetnych.html, dostęp 06.02.2013 r.[17] Chmielewska D., Synowiec B., Olszyna A., Marczak J., Sarzyński A.,
Strzelec M.: Migration of elements in colour layers deposited on a ceramic substrate under the influence of laser treatment. Physics Procedia 5 (2010) 407÷415.
[18] Klocke F., Derichs C., Ader C., Demmer A.: Investigations on laser sinter-ing of ceramic slurries. Prod. Eng. Res. Devel. 1 (2007) 279÷284.