NORMA_ZAKLADOWA.pdf
68
NORMA ZAKŁADOWA I część SZYBY ZESPOLONE II część SZYBY SPECJALNE III część KATALOG FIGUR Wydanie 4 kwiecień 2007
Transcript of NORMA_ZAKLADOWA.pdf

NORMA ZAKŁADOWA
I część SZYBY ZESPOLONE
II część SZYBY SPECJALNE
III część KATALOG FIGUR
Wydanie 4
kwiecień 2007

©Copyright by PRESS GLASS SA® IV/2007/PL
2/68
SPIS TREŚCI I część SZYBY ZESPOLONE
1. Wstęp
1.1 Przedmiot normy 1.2 Określenia
2. Oznaczenia
2.1 Sposób oznaczenia budowy szyby 2.2 Przykładowe oznaczenia na ramce dystansowej
3. Wymagania
3.1 Trwałość szyby zespolonej 3.2 Kształt i wymiary szyb zespolonych 3.3 Materiał 3.4 Wykonanie 3.5 Oznakowanie CE i etykietowanie
4. Pakowanie, przechowywanie i transport
4.1 Pakowanie 4.2 Przechowywanie 4.3 Transport
5. Badania
5.1 Badania i kontrola 5.2 Opis badań 5.3 Ocena wizualna 5.4 Cechy fizyczne wyłączone z oceny 5.5 Mycie i czyszczenie szkła
II część SZYBY SPECJALNE
1. Możliwości techniczne urządzeń do obróbki szkła w PRESS GLASS SA
1.1 Obróbka krawędzi 1.2 Wiercenie otworów 1.3 Nanoszenie emalii na szkło 1.4 Hartowanie szkła płaskiego 1.5 Gięcie i hartowanie 1.6 Wygrzewanie termiczne szkła hartowanego (Heat Soak Test) wg PN-EN 14179-1 1.7 Znakowanie szyb hartowanych wygrzewanych termicznie (HST)

©Copyright by PRESS GLASS SA® IV/2007/PL
3/68
2. Szyby bezpieczne hartowane
2.1 Własności szkła hartowanego płaskiego i giętego 2.2 Szyby hartowane z sitodrukiem, emaliowane 2.3 Szyby bezpieczne hartowane silikonowane powłoką Opaci-Coat 2.4 Wymiary i tolerancje dla szyb hartowanych płaskich i giętych zgodnie z normą PN-EN
12150-1 2.5 Znakowanie szyb hartowanych 2.6 Badania szyb hartowanych 2.7 Dopuszczalne wady w szybach hartowanych 2.8 Inne własności szyb hartowanych 2.9 Szyby hartowane do zastosowań meblowych
3. Szkło warstwowe
3.1 Definicje wg PN-EN ISO 12543-1, PN-EN 357 3.2 Dopuszczalne odchyłki wymiarów pojedynczych szyb warstwowych łączonych litą cienką
powłoką lub żywicą (wg PN-EN ISO 12543-5) 3.3 Dopuszczalne wady szyb 3.4 Oznaczenie szyb ochronnych wg PN-EN 356 3.5 Oznaczenie szyb ognioodpornych wg PN-EN 357 3.6 Oznaczenie i znakowanie szyb płaskich wg PN-EN 12600
4. Inne szyby specjalne
4.1 Szyby klejone silikonem, szyby strukturalne. 4.2 Szyby półhartowane
5. Zakładowa Kontrola Produkcji
III część KATALOG FIGUR
Bibliografia

©Copyright by PRESS GLASS SA® IV/2007/PL
4/68
I część – SZYBY ZESPOLONE
1. Wstęp
1.1 Przedmiot normy
1.1.1. Szyby zespolone
Izolacyjna szyba zespolona (IGU)
Zespół składający się co najmniej z dwóch tafli szkła, oddzielonych jedną lub kilkoma ramkami
dystansowymi, hermetycznie uszczelniony wzdłuż obrzeża, mechanicznie stabilny i trwały.
Głównym przeznaczeniem izolacyjnych szyb zespolonych jest instalowanie ich w oknach,
drzwiach, ścianach osłonowych, dachach i ścianach działowych, w których występują
zabezpieczenia obrzeży przed bezpośrednim promieniowaniem ultrafioletowym.
W przypadku braku zabezpieczenia obrzeży przed bezpośrednim promieniowaniem
ultrafioletowym, takim jak w systemach oszkleń strukturalnych, zaleca się stosowanie
dodatkowych europejskich warunków technicznych.
Rys.1 Schemat budowy szyby jednokomorowej i dwukomorowej.
strona zewnętrzna
strona wewnętrzna
strona wewnętrzna
strona zewnętrzna
adsorbent pary wodnej (sito molekularne)
szyba jednokomorowa szyba dwukomorowa 1 2 3 4 1 2 3 4 5 6
uszczelnienie wewnętrzne
uszczelnienie zewnętrzne
(polisulfid, poliuretan lub silikon)
szkło
butyl
ramka dystansowa

©Copyright by PRESS GLASS SA® IV/2007/PL
5/68
1.2 Określenia
1.2.1 Grubość nominalna szyby zespolonej jednokomorowej – suma grubości poszczególnych
szyb i szerokości ramki dystansowej.
1.2.2 Grubość nominalna szyby zespolonej dwukomorowej –suma grubości poszczególnych
szyb i szerokości ramek dystansowych.
Uwaga: Odchyłki grubości szyb zespolonych w stosunku do grubości nominalnej określa Tabela nr
1 Normy Zakładowej.
2. Oznaczenia
2.1 Sposób oznaczenia budowy szyby
Szyby zespolone są oznaczane z podaniem następujących danych :
a) grubości szkieł i ich nazw,
b) szerokości ramki ( ramek ),
c) wymiarów : szerokości i wysokości.
2.2 Przykładowe oznaczenia na ramce dystansowej
a) Szyba jednokomorowa ze szkieł o jednakowej grubości 4mm, z ramką dystansową szerokości
16mm, wypełniona argonem, wykonana przez Press-Glas dnia 15.03.2007 o godzinie 12:15, numer
zamówienia Z/2453/2007 pozycja 1, zgodnie z normą PN-EN 1279.
PN-EN 1279 PRESS-GLAS SA 2007/03/15 12:15 Z/2453/2007 p.1 Float 4mm
hart./16/Thermofloat 4mm Ar
b) Szyba dwukomorowa ze szkła float oraz thermofloat o jednakowej grubości 4mm i ramek
dystansowych o jednakowej szerokości 6mm, wykonana przez Press-Glas dnia 19.03.2007 o godzinie
9:54, numer zamówienia Z/2260/2007 pozycja 39, zgodnie z normą PN-EN 1279.
PN-EN 1279 PRESS-GLAS SA 2007/03/19 09:54 Z/2260/07 P.39 Float 4mm/6/ Float
4mm/6/Thermofloat 4mm

©Copyright by PRESS GLASS SA® IV/2007/PL
6/68
3. Wymagania
3.1 Trwałość szyby zespolonej Trwałość szyby zespolonej jest zapewniona poprzez spełnienie następujących warunków:
− wskaźnik przenikania wilgoci, wartość I, będzie zgodny z wymaganiami EN 1279-2,
− wytrzymałość uszczelnienia obrzeża będzie spełniać wymagania EN 1279-4,
− proces produkcyjny będzie uwzględniał wymagania EN 1279-6,
− zalecenia podane w rozdziale 4.4 i w załączniku B, EN 1279-5 będą spełnione,
− a w przypadku izolacyjnych szyb zespolonych wypełnionych gazem, wymaganie dotyczące
szybkości ubytku gazu będzie zgodne z EN 1279-3.
Uwaga: W przypadku zastosowania w szybie zespolonej dwukomorowej dwóch szyb ze szkła niskoemisyjnego (np. na pozycjach 2 i 4 lub 3 i 5 –wg Rys1), ze względu na obciążenie termiczne środkowa szyba powinna być hartowana lub mieć zeszlifowane krawędzie.
3.2 Kształt i wymiary szyb zespolonych
W przypadku izolacyjnych szyb zespolonych o kształcie prostokąta, należy podać najpierw wymiar
szerokości, a następnie wymiar wysokości. Wymiary należy podać w pełnych milimetrach.
Dopuszcza się, po uzgodnieniu między producentem i odbiorcą, produkcję szyb zespolonych o
innych kształtach niż prostokątne. Każdorazowo należy określić wszystkie wymiary zgodnie z
Katalogiem Figur zawartym w III części Normy. W przypadku braku możliwości określenia
któregokolwiek wymiaru w figurze, należy dostarczyć szablon wielkości 1 : 1 wykonany z twardej
tektury lub sklejki. Krawędziami szyb są zewnętrzne krawędzie szablonu. W przypadku szyb
zespolonych wykonanych na podstawie szablonu dopuszcza się tolerancje wymiarów ± 2 mm.
Szablony są przechowywane przez okres 30 dni od daty produkcji szyb. Reklamacje dotyczące
wymiarów szyb, po tym okresie nie będą uwzględniane.
Uwaga1: W przypadku braku informacji przy wykonywaniu szyb o kształtach innych niż
prostokątne, przyjmujemy założenie, że figura przedstawia szybę widzianą z wnętrza
pomieszczenia (dotyczy firm produkujących stolarkę pcv i drewnianą).

©Copyright by PRESS GLASS SA® IV/2007/PL
7/68
Uwaga 2: Jeżeli w zamówieniach zawierających szkło ornamentowe nie określono sposobu
ułożenia wzoru ornamentu, wówczas standardowo zakładamy, iż ma on być ułożony wzdłuż
wymiaru, który jest wysokością szyby w zamówieniu.
Uwaga 3: W przypadku wystąpienia szkieł refleksyjnych, należy określić w zamówieniu
usytuowanie powłoki refleksyjnej w szybie zespolonej (pozycja wg rys.1)
Szyby zespolone mogą być wykonane ze szkieł monolitycznych oraz szkieł warstwowych o różnych
grubościach, oddzielonych ramką dystansową.
Grubość szyby zespolonej nie powinna odbiegać od grubości nominalnej uzgodnionej między
producentem a odbiorcą o więcej niż odchyłki zawarte w Tabeli nr1 (Tablica 3 – wg EN 1279-1).
Tabela nr 1 - Odchyłki grubości szyb zespolonych w stosunku do grubości nominalnej
Pierwsza szyba Druga szyba IGU tolerancja grubości
a) Szkło odprężone 1) Szkło odprężone ± 1,0mm
b) Szkło odprężone Szkło hartowane lub wzmocnione 2) ± 1,5mm
c) Szkło odprężone Szkło klejone (warstwowe) 3)
Grubość ≤ 6 mm i całkowita grubość ≤12 mm ± 1,0mm
w innych przypadkach ± 1,5mm
d)Szkło odprężone Szkło wzorzyste ± 1,5mm
e)Szkło hartowane lub wzmocnione Szkło hartowane lub wzmocnione ± 1,5mm
f)Szkło hartowane lub wzmocnione Kompozyt szkło/tworzywa sztuczne 4) ± 1,5mm
g)Szkło hartowane lub wzmocnione Szkło wzorzyste ± 1,5mm
h) Kompozyt szkło/tworzywa sztuczne Kompozyt szkło/tworzywa sztuczne ± 1,5mm
i) Kompozyt szkło/tworzywa sztuczne Szkło wzorzyste ± 1,5mm
1) Grubości tafli są określane wartościami nominalnymi
2) Termicznie hartowane szkło bezpieczne, termicznie wzmacniane szkło lub chemicznie wzmacniane szkło

©Copyright by PRESS GLASS SA® IV/2007/PL
8/68
3) Szkło warstwowe lub bezpieczne szkło warstwowe składające się z dwóch odprężonych płyt szkieł float (każda o
maksymalnej grubości 12mm), i międzywarstwy z płyty tworzywa sztucznego. W przypadku innych
zespołów szkła warstwowego lub bezpiecznego szkła warstwowego, patrz EN ISO 12543-5, a następnie
zastosować zasady obliczania podane w 5.3.3 wg normy EN 1279-1.
4) Kompozyty szkło /tworzywa sztuczne są ze szkła warstwowego zawierającego co najmniej jedną płytę
plastycznego tworzywa oszkleniowego, patrz EN ISO 12543-1.
Tabela nr 2. Orientacyjne maksymalne powierzchnie dla szyb zespolonych*.
Grubość szyby
Maksymalna powierzchnia
(m2)
Maksymalna długość boku
(mm)
Minimalny odstęp między szybami
(mm)
Maksymalny stosunek
boków
Przykład opisu zestawu
3 1,5 1500 9 12 16
1:6 3-9-3 3-12-3 3-16-3
4 2,00 2,50 3,35 3,35
2000 2500 2500 2500
6 9
12 16
1:6 4-6-4 4-9-4
4-12-4 4-16-4
5 2,50 3,50 5,00 5,00
2500 3000 3300 3300
6 9
12 16
1:10 5-6-5 5-9-5
5-12-5 5-16-5
6 3,00 4,50 7,00 7,00
3000 3000 3500 3500
6 9
12 16
1:10 6-6-6 6-9-6
6-12-6 6-16-6
8 4,00 6,00 8,75
10,00
3000 3000 3500 5000
6 9
12 16
1:10 8-6-8 8-9-8
8-12-8 8-16-8
10 13,50 5000 16 1:10 10-16-10
� maksymalna długość drugiego boku szyby, ze względów produkcyjnych jest ograniczona do
2700 mm,
� przy stosowaniu w szybie zespolonej szkła o różnych grubościach, powierzchnię ogranicza
zawsze szyba o mniejszej grubości,
� przy przeliczaniu grubości szkła warstwowego na grubość szyby float stosuje się współczynnik
0,63,
� stosowane są ramki dystansowe o szerokości powyżej 16mm, którym odpowiadają dane z

©Copyright by PRESS GLASS SA® IV/2007/PL
9/68
tabeli takie same jak dla odstępu między szybami 16mm.
* Zamieszczone w tabeli maksymalne wymiary produkowanych szyb zespolonych mają
zastosowanie przy spełnieniu następujących warunków:
1 – szklenie pionowe,
2 – wysokość szklenia 0 ÷ 8 m ponad powierzchnię gruntu,
3 – klinowanie na czterech bokach,
4 – nie dotyczy szklenia narożników budynków,
5 – przyjęto średnie obciążenie wiatrem w Polsce.
W przypadku niespełnienia któregokolwiek z wyżej wymienionych warunków, zamawiający musi
podać niezbędne informacje o zastosowaniu szyby i sposobie oszklenia w celu obliczenia grubości i
rodzaju szkła do konkretnych warunków.
Tabela nr 3. Skuteczność uszczelnienia szyb zespolonych wg PN-EN 1279 Szkło w budownictwie. Szyby zespolone izolacyjne.
Zastosowanie do: Skuteczność uszczelnienia: Obowiązująca
metoda:
Wymaganie:
Przenikanie pary wodnej PN-EN 1279-2 Zgodnie z PN-EN 1279-2 Wszystkie systemy IGU
Adhezja szczeliwa do szkła PN-EN 1279-4 Zgodnie z PN-EN 1279-4
Szybkość ubytku gazu
PN-EN 1279-3 Zgodnie z PN-EN 1279-3 IGU wypełnione gazem:
- koncentracja gazu Poddać zakładowej kontroli
produkcji według PN-EN
1279-6
Zgodnie z PN-EN 1279-6,
Załącznik A.3

©Copyright by PRESS GLASS SA® IV/2007/PL
10/68
3.3 Materiał
3.3.1 Szkło.
Rodzaj i jakość szkła uzgadnia się miedzy producentem i odbiorcą przed przystąpieniem do
wykonywania zlecenia. W zespoleniach stosuje się:
a) podstawowe wyroby ze szkła według EN 572-1:
• szkło float wg EN 572-2 • szkło zbrojone polerowane według EN 572-3 • szkło płaskie ciągnione według EN 572-4 • wzorzyste szkło walcowane według EN 572-5 • wzorzyste szkło zbrojone wg EN 572-6
b) podstawowe wyroby ze szkła specjalnego:
• szkło borokrzemianowe według EN 1748-1-1 • tworzywa szklano-krystaliczne według EN 1748-2-1 • szkło krzemianowe z tlenkami metali ziem alkalicznych według prEN 14178-1
c) szkła przetworzone:
• termicznie wzmocnione szkło sodowo-wapniowo-krzemianowe według EN 1863-1 • termicznie hartowane szkło sodowo-wapniowo-krzemianowe według EN 12150-1 • termicznie hartowane, wygrzewane, bezpieczne szkło sodowo-wapniowo-krzemianowe według
prEN 14179-1 • chemicznie wzmocnione szkło sodowo-wapniowo-krzemianowe według EN 12337-1 • termicznie hartowane bezpieczne szkło borokrzemianowe według EN 13024-1 • termicznie hartowane bezpieczne szkło krzemianowe z tlenkami metali ziem alkalicznych według
prEN 14321-1szkło warstwowe i bezpieczne szkło warstwowe według EN 12543 –1,-2,-3 • szkło powlekane według EN 1096-1 • szkło o obrabianej powierzchni (np. piaskowane, wytrawiane kwasem)
d) lub inne szkła przetworzone, np. kompozyt szkło-tworzywo sztuczne, składające się co najmniej
z jednego wyrobu szklanego podstawowego lub przetworzonego podanego wyżej oraz co najmniej z jednej warstwy płyt tworzywa sztucznego,
e) lub inne szkła objęte lub nie, europejskimi specyfikacjami.
Tafle szklane, przetworzone lub nie, mogą być:
- przezroczyste, przejrzyste lub nieprzezroczyste
- bezbarwne lub barwne

©Copyright by PRESS GLASS SA® IV/2007/PL
11/68
3.3.2 Pozostałe materiały potrzebne do wykonania szyb zespolonych powinny zapewnić jakość
wyrobu zgodną z wymaganiami normy EN 1279 - 1÷6.
3.4 Wykonanie
Technologia wykonania szyb ma zapewnić odpowiednią ich jakość. Odstępstwa wymiarowe
wynikają z tolerancji pracy maszyn i urządzeń.
W szybach jednokomorowych ze szkła float dopuszcza się przesunięcie szyb względem siebie do
1mm. W szybach dwukomorowych dopuszcza się przesunięcie szyb względem siebie do 1mm, a
szyb skrajnych do 2mm. W przypadku stosowania szkła hartowanego, bezpiecznego czy innego
specjalnego, o ile brak dwustronnych uzgodnień stosuje się odchyłki wymiarowe podane w Tabeli
nr 4.

©Copyright by PRESS GLASS SA® IV/2007/PL
12/68
Tabela nr 4 -Odchyłki długości i szerokości szyb zespolonych
Wszystkie szyby ze szkła "float" i/lub z ciągnionego szkła płaskiego
Odchyłki długości i szerokości
Wymiar boku ≤3m
grubość boku ≤ 6 mm
± 2mm
grubość boku > 6 mm ± 3mm Wymiar boku >3m grubość boku ≤ 6 mm ± 3mm
grubość boku > 6 mm ± 4mm W przypadku uszczelnienia niezależnie od długości i grubości + 1mm
szkło-szkło -2mm
Co najmniej jedna szyba ze szkła hartowanego
Wymiar boku ≤3m
niezależnie od grubości
± 3mm
Wymiar boku >3m niezależnie od grubości ± 4mm
Co najmniej jedna szyba ze szkła walcowanego
grubość szkła walcowanego ≤ 10 mm
± 4mm
grubość szkła walcowanego > 10 mm +8mm -4mm
Co najmniej jedna szyba ze szkła klejonego (warstwowego)
Wymiar boku ≤1,5m
całkowita grubość szyby klejonej
± 3mm
≤ 16mm całkowita grubość szyby klejonej ± 4mm > 16mm Wymiar boku >1,5m całkowita grubość szyby klejonej ± 4mm Wymiar boku ≤2,5m ≤ 16mm całkowita grubość szyby klejonej ± 5mm > 16mm Wymiar boku >2,5m całkowita grubość szyby klejonej ± 5mm
≤ 16mm całkowita grubość szyby klejonej ± 6mm > 16mm
W przestrzeni między szybami mogą być trwale zamontowane:
• elementy dekoracyjne (tzw. szprosy międzyszybowe).
W celu zapewnienia odstępu pomiędzy szprosem, a szybami (≥ 2 mm na stronę) stosowane są
przezroczyste przekładki dystansowe tzw. bumpony*.
Wskutek niekorzystnych wpływów otoczenia, przy szprosach mogą okresowo powstawać drgania.
Ograniczeniu drgań oraz ograniczeniu tworzenia się mostka termicznego służą właśnie bumpony,
przyklejone w miejscach krzyżowania szprosów.
Wzrost temperatury może powodować zwiększanie długości szprosów a co za tym idzie

©Copyright by PRESS GLASS SA® IV/2007/PL
13/68
nieznaczne odchylenia kształtu. Widoczny materiał surowy i nieznaczne odbarwienia w obrębie
cięcia, uwarunkowane są procesem wytwarzania.
Ilość i rozmieszczenie bumponów zależy od ilości i długości pól szprosów i pozostaje w gestii
producenta,
• elementy dzielące szybę zespoloną na mniejsze pola poprzez zastosowanie tzw. szprosów
wiedeńskich (duplex).
Zastosowanie szprosów wiedeńskich o szerokościach innych niż w aktualnej ofercie każdorazowo
należy uzgodnić.
Szprosy wiedeńskie należy stosować w przestrzeni międzyszybowej, pozostawiając min. 2 mm
odstępu po każdej stronie pomiędzy szprosem, a szybą. W przypadku wykonywania łuków, szpros
wiedeński tworzą dwie ramki dystansowe o minimalnym promieniu gięcia R ≥ 70 mm .
W przypadku naklejania szprosów zewnętrznych na szybę należy pamiętać o stosowaniu
odpowiedniego spoiwa (zalecany jest miękki silikon pogodowy), który skleja szybę ze szprosem
zewnętrznym zapewniając odstęp min. 4 mm.
Rys. 2 Wykonanie szprosów wewnętrznych i zewnętrznych
W przypadku stosowania szprosów międzyszybowych istnieje możliwość:
� wykonania pól łukowych, przy czym należy uwzględnić minimalny promień gięcia, który
wynosi odpowiednio:
- dla szprosu o szerokości 8 mm - R ≥ 80 mm (tylko łuk)**
- dla szprosu o szerokości 18 mm - R ≥ 170 mm,
- dla szprosu o szerokości 26 mm - R ≥ 200 mm,
- szpros o szerokości 45 mm nie może być gięty,
min 2 mm

©Copyright by PRESS GLASS SA® IV/2007/PL
14/68
� wykonania kombinacji łączenia szerokości szprosów
* W przypadku ramek dystansowych szerszych niż 18 mm nie stosuje się bumponów ( nie zaleca się stosowania szprosów
dla odstępów między szybami większych niż 18 mm) .
** Należy pamiętać, iż szpros 8mm jest łączony za pomocą nakładek i w przypadku połączenia łuku z odcinkiem prostym,
promień gięcia powinien wynosić R ≥ 160 mm .
Tabela nr 5 Przykłady kombinacji łączenia szprosów międzyszybowych
Rys. 3 Przykład łączenia
� wykonania kombinacji łączenia szprosów giętych pod różnym kątem,
� wykonania łączenia szprosów pod różnym kątem (przykłady rozwiązań zamieszczone są w
ofercie szprosów),
Szpros
bazowy 8 mm 18 mm 26 mm 45 mm Maksymalne w ymiary pola (mm)
8 mm X _ _ _ 700 x 70 0
18 mm_ X X _ 1 200 x 70 0
26 mm_ X X _ 1 200 x 70 0
45 mm_
X X X 1 200 x 12 00
UWAGA: W przypadku szprosów typu DUPLEX (szpros wiedeński) maksymalny dopuszczalny wymiar pola nie może przekraczać 1200 mm

©Copyright by PRESS GLASS SA® IV/2007/PL
15/68
3.4.1 Wymiarowanie rozmieszczenia szprosów:
� od krawędzi szyby do osi szprosa ( w przypadku podania rozmieszczenia w milimetrach),
� od wewnętrznej krawędzi ramki dystansowej do osi szprosa ( w przypadku podania podziału
ułamkowego).
Tolerancja rozmieszczenia szprosów wynosi maksimum 2 mm od wymiarów nominalnych.
3.4.2 Ramka dystansowa Stosuje się ramki dystansowe gięte w narożach (łączone na bokach w maksimum 4 miejscach) lub
ramki cięte.
Przerwa w łączeniu ramek nie może być większa niż 1 mm.
3.5 Oznakowanie CE i etykietowanie
Symbol oznakowania CE jest umieszczony na naklejonej etykiecie (gdy nie jest to możliwe,
wówczas na opakowaniu lub w załączonych dokumentach handlowych np. dowodzie
dostawy). Oznakowaniu CE towarzyszy informacja o adresie strony internetowej
zawierającej właściwości/charakterystyki wyrobu zgodnie z wymaganiami normy.
4. Pakowanie, przechowywanie i transport
4.1 Pakowanie
Szyby zespolone powinny być ustawione na stojakach. Standardowo do przewozu szyb
zespolonych stosuje się stojaki metalowe typu L lub A. Podstawa stojaka z bokami powinna
tworzyć kąt prosty. Wszystkie części metalowe stojaka, które stykają się z szybami zespolonymi
powinny być wyłożone gumą, lub innym materiałem amortyzującym. Szyby zespolone ustawiane
na stojakach powinny być zabezpieczone taśmami przed przesuwaniem się. Między szybami
należy stosować przekładki korkowe, tekturowe lub drewniane.

©Copyright by PRESS GLASS SA® IV/2007/PL
16/68
Inne opakowania należy ustalić między odbiorcą i dostawcą.
4.2. Przechowywanie
Szyby zespolone powinny być przechowywane w pomieszczeniach krytych, suchych,
przewiewnych, zabezpieczonych przed opadami atmosferycznymi oraz bezpośrednim
promieniowaniem słonecznym, o temperaturze nie przekraczającej 40oC.
Za wady powstałe w wyniku złego przechowywania dostawca nie ponosi odpowiedzialności.
4.3. Transport
W większości przypadków transport realizowany jest przez własne specjalistyczne zestawy
samochodów ciężarowych, przystosowane do przewożenia szkła. Rozładunek stojaków ze szkłem z
samochodu jest przeprowadzany przez odbiorcę.
Odbiorca jest odpowiedzialny za prawidłowy przebieg rozładunku.
Odbiór własny odbywa się na życzenie i ryzyko odbiorcy (w zakresie stłuczek
i uszkodzeń szkła podczas transportu).

©Copyright by PRESS GLASS SA® IV/2007/PL
17/68
5. Badania
5.1 Badania i kontrola izolacyjnych szyb zespolonych obejmują:
5.1.1 Badania okresowe
− Okresowe, o niskiej częstotliwości badania i kontrole są częścią procedury kontroli produkcji i
są wykonywane przez stronę trzecią jako część nadzoru nad produkcją .
− Po przeprowadzeniu inspekcji zakładowej kontroli produkcji przez stronę trzecią
częstotliwość początkowa badań okresowych powinna być raz na rok, o ile nie zmieniono
istotnych materiałów do produkcji szyb zespolonych. Jeżeli zmieniono istotny materiał (wg
EN 1279-1), to badanie okresowe należy powtórzyć. Gdy badanie to zbiegnie się z przyszłym
badaniem okresowym, powtórzenie tego badania nie jest konieczne.
Zakres badań okresowych:
− Zgodność geometrii uszczelnienia z opisem systemu wg PN-EN 1279-6
− Współczynnik przenikania wilgoci wg PN-EN 1279-2
− Szybkość ubytku gazu wg PN-EN 1279-3
5.1.2 Zakładową kontrolę produkcji
Prowadzona kontrola polega na:
− kontroli dostaw,
− monitorowaniu procesu wytwarzania,
− kontroli końcowej wg Planu badań szyb zespolonych.

©Copyright by PRESS GLASS SA® IV/2007/PL
18/68
5.2 Opis badań
5.2.1 Sprawdzanie kształtu i wymiarów należy wykonać za pomocą odpowiednich przymiarów
lub sprawdzianów. Sprawdzanie szerokości i długości odbywa się za pomocą miary zwijanej,
sprawdzanie grubości za pomocą suwmiarki lub mikrometru.
5.2.2 Sposób sprawdzania szkła.
Sprawdzanie jakości szkła i wykonania szyb zespolonych polega na oględzinach prowadzonych
okiem nieuzbrojonym w warunkach naturalnego oświetlenia na tle matowego, czarnego ekranu
lub w świetle przechodzącym i /lub odbitym w zależności od zastosowanego szkła w zespoleniu i
odpowiadającej mu specyfikacji technicznej (np. normy). Wady niewidoczne z odległości
określonej w danej normie nie są kwalifikowane jako wady.
5.3 Ocena wizualna
Oceny szyb zespolonych dokonuje się zgodnie z tabelą nr 6.
Tabela nr 6 Dopuszczalne wady w szybach zespolonych
5.4 Cechy fizyczne wyłączone z oceny :
do 1,0 m2 od 1,0 do 2,0 m2 powyżej 2,0 m2
1Wady punktowe
w postaci wtrąceń ciał obcychniedopuszczalne niedopuszczalne niedopuszczalne
2
Wady punktowe i liniowe
w postaci pęcherzy:
- pęcherze pękające
i otwarte
- pęcherze zamknięte
niedopuszczalne
dopuszczalne 2 szt.
o wymiarze max.2 mm
w pasie brzeżnym
dopuszczalne o wymiarze do 3
mm, nieskupione*
niedopuszczalne
dopuszczalne 3 szt.
o wymiarze max.2 mm
w pasie brzeżnym
dopuszczalne o wymiarze do 3
mm, nieskupione*
niedopuszczalne
dopuszczalne 5 szt.
o wymiarze max.2 mm
w pasie brzeżnym
dopuszczalne o wymiarze do 3
mm, nieskupione*
3 Wady liniowe w postaci rys
dopuszczalne
o łącznej długości do
40 mm i maksymalnej długości
pojedynczej rysy do 15 mm
w pasie brzeżnym
dopuszczalne rysy pojedyncze
o długości do 20 mm*
dopuszczalne
o łącznej długości do
45 mm i maksymalnej długości
pojedynczej rysy do 15 mm
w pasie brzeżnym
dopuszczalne rysy pojedyncze
o długości do 20 mm*
dopuszczalne
o łącznej długości do
50 mm i maksymalnej długości
pojedynczej rysy do 15 mm
w pasie brzeżnym
dopuszczalne rysy pojedyncze
o długości do 20 mm*
4Wady w postaci wyszczerbień
i odprysków przy krawędziach
dopuszczalne pojedyncze
o najwiekszym wymiarze do
3,0 mm*
dopuszczalne pojedyncze
o najwiekszym wymiarze do 3,0
mm*
dopuszczalne pojedyncze
o najwiekszym wymiarze do
3,0 mm*
Pas brzeżny o szerokości 20 mm
Występowanie wad w szybie zespolonej o powierzchni:Lp Nazwa wady
UWAGA 1: * nie dotyczy szyb zespolonych przeznaczonych do szklenia strukturalnego.

©Copyright by PRESS GLASS SA® IV/2007/PL
19/68
- interferencja,
- efekt przy stosowaniu podwójnych szyb,
- kondensacja pary wodnej na powierzchniach zewnętrznych szyb,
- zwilżalność szkła izolacyjnego wskutek wilgoci,
- odchylenia barwy,
- pęknięcia szyb stwierdzone później niż w dniu dostawy.
Wyjaśnienie pojęć:
5.4.1 Interferencja
Zjawisko interferencji światła zwane prążkami Brewstera pojawia się w szybach zespolonych
wówczas :
- gdy są one wykonane ze szkieł o bardzo małej różnicy grubości, mieszczącej się w przedziale
od 400 do 700 nm, tj. długości składowych fal światła białego.
Stosowane w szybach zespolonych szkło float charakteryzuje się minimalnymi różnicami grubości,
co stanowi jego wielką zaletę. Zastosowanie szkła float do budowy szyby zespolonej może
prowadzić do powstania niepożądanego zjawiska interferencji światła. W szkle ciągnionym,
produkowanym metodą Pittsburgh, różnice grubości są znacznie większe niż w szkle float, dlatego
przy zastosowaniu go w szybie zespolonej prążki Brewstera praktycznie nie występują,oraz gdy
równocześnie obie tafle znajdują się względem siebie pod niewielkim kątem, tj. gdy różnica
równoległości tafli jest rzędu od 400 do 700nm.
Różnica ta w praktyce jest niezauważalna i nie wpływa na właściwości użytkowe szyby zespolonej.
Przy zaistnieniu obu opisanych wyżej warunków, następuje interferencja światła, widoczna w
postaci szerokich plam, pasów lub pierścieni, rozmieszczonych w różnych miejscach na
powierzchni szyby zespolonej. Zjawisko to jest bardziej widoczne przy oglądaniu szyby pod kątem.
Nie może ono być traktowane jako wada i nie może podlegać reklamacji.

©Copyright by PRESS GLASS SA® IV/2007/PL
20/68
5.4.2. Efekt przy stosowaniu podwójnych szyb
Szkło izolacyjne ma zamkniętą objętość gazu / powietrza, którego stan ustalany jest przez ciśnienie
powietrza atmosferycznego, wysokość miejsca wytwarzania ponad zerowym poziomem
odniesienia ( NN ) oraz przez temperaturę powietrza w czasie i miejscu produkcji.
Przy budowie szkła izolacyjnego na innych wysokościach, przy zmianie temperatur i odchyleniach
barometrycznych powietrza ( wysokie i niskie ciśnienie ) powstają nieuchronnie wklęsłe i wypukłe
wygięcia pojedynczych szyb i tym samym optyczne zniekształcenia. Również wielokrotne odbicia
zwierciadlane mogą występować na powierzchniach szkła izolacyjnego. Wzmocnione odbicia
zwierciadlane mogą być rozpoznane jeżeli np. tło oszklenia jest ciemne lub jeżeli szyby są
powlekane. Zjawisko to jest fizyczną prawidłowością wszystkich jednostek szkła izolacyjnego.

©Copyright by PRESS GLASS SA® IV/2007/PL
21/68
5.4.3. Kondensacja na powierzchniach zewnętrznych szyb
Woda kondensacyjna tworzy się, gdy wilgotne powietrze graniczy z powierzchniami o
odpowiednio niższej temperaturze, oziębia się do stanu nasycenia, po czym następuje skraplanie
się nadmiaru wilgoci na tych powierzchniach. Na szybach izolacyjnych może występować zjawisko
kondensacji pary wodnej na jej zewnętrznej powierzchni ( od zewnątrz pomieszczenia).
Przyczyna tego zjawiska jest następująca:
- szyba zewnętrzna stanowi zimną, uwarunkowaną atmosferycznie płaszczyznę, na której przy
odpowiednio wysokiej wilgotności, może tworzyć się kondensat. Przyczyna tych zimnych,
zewnętrznych powierzchni, tkwi właśnie w dobrej ciepłochronności szyb izolacyjnych (niskie
wartości współczynnika przenikania ciepła U ). Z pomieszczenia przedostaje się na zewnątrz tylko
niewielka ilość ciepła, wobec czego szyba zewnętrzna posiada niską temperaturę.
Efekt kondensacyjny na zewnętrznych powierzchniach szyby ze szkła izolacyjnego jest zjawiskiem
uwarunkowanym przez właściwości fizyczne samego szkła oraz istniejące warunki atmosferyczne
(niska temperatura i wysoka wilgotność powietrza). Całkowite wyeliminowanie tego zjawiska nie
jest możliwe, z uwagi na to, że szyba zewnętrzna poddawana jest zmiennym warunkom
atmosferycznym.
Reasumując, efekt kondensacyjny w żadnym wypadku nie świadczy o wadliwości, ale
raczej potwierdza wysoką jakość szkła izolacyjnego.
Kondensacja pary wodnej na zewnętrznej powierzchni szyby, ale od wewnątrz pomieszczenia,
występuje najczęściej w pomieszczeniach o dużej wilgotności i niedostatecznej wentylacji.
Występowanie zaparowania na szybie nie jest wadą a jedynie zjawiskiem fizycznym.
5.4.4. Zwilżalność szkła izolacyjnego wskutek wilgoci
Zwilżalność powierzchni szkła na zewnętrznej stronie szkła izolacyjnego może być różna w
zależności np. od odcisków rolek i palców, etykietek, papieru, ssawek próżniowych, pozostałości
materiałów uszczelniających, środków gładzących lub ślizgowych. Przy wilgotnych powierzchniach
szkła wskutek tworzenia się nalotu, deszczu lub wody, różna zwilżalność może być widoczna w
postaci wyraźnych plam, teoretycznie o większej przeźroczystości.

©Copyright by PRESS GLASS SA® IV/2007/PL
22/68
5.4.5 Odchylenia barwy
Szkło float nominalnie bezbarwne w rzeczywistości posiada odcień zielony lub niebieskozielony.
Jest on spowodowany zawartością jonów żelaza wprowadzanych do zestawu szklarskiego z
surowcami, przez rozpuszczające się materiały ogniotrwałe i z innych źródeł.
Odcień szkła zależy od Fe 2+ / Fe 3+( stosunek ilości jonów dwuwartościowych i trójwartościowych
żelaza), mogą wystąpić różnice w szkłach float poszczególnych producentów.
Taki odcień szkła jest naturalną cechą szkła float.
Dodatkowo odcień szkłu bezbarwnemu nadają powłoki ( warstwy tlenków metali na powierzchni
szkła dzięki którym ma specjalne własności np. powłoki niskoemisyjne).
Widziany odcień szkła zależy od rodzaju powłoki, grubości szkła, oświetlenia, kąta patrzenia na
powierzchnię szyby.
5.4.6 Pękanie szkła
Szkło jest ciałem stałym bezpostaciowym, posiada znikome naprężenia wewnętrzne, dzięki czemu
daje się ciąć i obrabiać. Jest ciałem jednorodnym twardym i kruchym. Pęknięciom ulega na skutek
działania termicznych lub mechanicznych czynników zewnętrznych. Tego typu pęknięcia szkła
powstałe po dostarczeniu szyb do klienta nie są ujęte w gwarancji i nie mogą być podstawą do
reklamowania szyb.
W celu zwiększenia odporności szkła na pęknięcia wywołane obciążeniami termicznymi czy
mechanicznymi, szkło można poddać procesowi hartowania.

©Copyright by PRESS GLASS SA® IV/2007/PL
23/68
5.5 Mycie i czyszczenie szkła • Powierzchnia szkła powinna być regularnie myta w zależności od stopnia zabrudzenia.
• Zabrudzeń stałych, takich jak zaprawa cementowa, nie wolno usuwać na sucho.
W tym celu powierzchnię szyby należy obficie zwilżyć czystą wodą w celu odmoczenia i zmycia
twardych i ostrych cząstek.
• Tłuszcz i pozostałości mas uszczelniających należy usunąć np. spirytusem lub izopropanolem,
a następnie spłukać obficie wodą.
• Zabrudzenia na powłokach silikonowych OPACI – COAT można zmywać wyłącznie wodą.
• Do czyszczenia powłok refleksyjnych, znajdujących się na pozycji 1 nie należy używać
jakichkolwiek substancji żrących i alkalicznych (fluor, chlor), ani proszków czyszczących, gdyż
mogą one uszkodzić powłokę.
Mycie powinno odbywać się z użyciem zwykłych detergentów , a do usuwania zabrudzeń w
postaci tłustych plam można użyć np. acetonu, przestrzegając zasad stosowania tych środków *.
Za wady szkła powstałe na skutek nieprawidłowego mycia, czy używania niewłaściwych środków
myjących oraz wpływu zanieczyszczeń zewnętrznych (atmosferycznych i innych) dostawca szyb
nie odpowiada.
*Producenci szkła refleksyjnego zalecają stosowanie do czyszczenia powłoki refleksyjnej zawiesiny zawierającej tlenek
ceru ( 50÷160 g /l wody).

©Copyright by PRESS GLASS SA® IV/2007/PL
24/68
II część – SZYBY SPECJALNE
1. Możliwości techniczne urządzeń do obróbki szkła w PRESS GLASS SA 1.1. Obróbka krawędzi
1.1.1. Szlifowanie i polerowanie krawędzi szkła:
szlif ołówkowy (trapezowy) – wykonywany przy pomocy tarcz diamentowych
- krawędź szlifowana – matowy szlif na całej krawędzi
- krawędź polerowana – błyszcząca krawędź
- kąt szlifowania i polerowana dla szlifu ołówkowego - α= 45 o
szlifowanie i polerowanie pod różnymi kątami
kształty szlifowanych i polerowanych szyb – wielokąty o krawędziach prostych
(np. trójkąty, trapezy, prostokąty)
– Grubość szkła: 2 ÷ 19 mm
– Minimalny format szkła: 100 x 200 mm
Maksymalny format szkła: 2700 x 5000 mm
α
T Tmin = 2 mm α = 0 ÷ 60° długość boku z fazą maks. 2000mm
©Copyright by PRESS GLASS SA® IV/2007/PL
25/68
1.1.2. Stępianie krawędzi
krawędź stępiana – zatępione ostre krawędzie szkła przy pomocy szlifierki pasowej.
Tego typu obróbkę krawędzi wykonuje się przed procesem hartowania w celu zwiększenia
wytrzymałości szkła na pęknięcia podczas procesu hartowania.
kształty stępianych szyb każdy kształt
– grubość szkła 3÷8 mm
1.2. Wiercenie otworów:
– Minimalna grubość szkła: 3 mm
– Maksymalna grubość szkła wiercenie z obu głowicami: 38 mm
– Maksymalna grubość szkła wiercenie z górną głowicą: 50 mm
– Minimalna średnica wiercenia: 3 mm
– Maksymalna średnica wiercenia z obu głowicami: 130 mm
– Maksymalna średnica wiercenia z górną głowicą: 200 mm
1.3. Nanoszenie emalii na szkło:
1. Metodą sitodruku (zwłaszcza do wykonań elementów przeziernych): – Grubość szkła: 2,85 ÷ 19 mm
– Maksymalne wielkości tafli:
3,9 mm i grubsze 1500 x 3000 mm
2,85 mm do 3,8 mm 1100 x 2200 mm

©Copyright by PRESS GLASS SA® IV/2007/PL
26/68
2. Metodą walca Burkle (zwłaszcza do wykonań elementów nieprzeziernych):
– Minimalny wymiar - jeden z boków musi być większy lub równy 400 mm
– Maksymalny wymiar:
– Grubość szkła: 2,85 ÷ 19 mm
– Maksymalne wielkości tafli:
4,8 mm i grubsze 1600x 4000 mm
3,9 mm do 4,7 mm 1600 x 3000 mm
2,85 mm do 3,8 mm 1100 x 2200 mm
1.4. Hartowanie szkła płaskiego – Grubość szkła: 2,85 ÷ 19 mm
– Maksymalne wielkości tafli:
4,8 mm i grubsze 2440 x 6000 mm
3,9 mm do 4,7 mm 2440 x 3000 mm
2,85 mm do 3,8 mm 1100 x 2200 mm
– Minimalny wymiar tafli: 100 x 250 mm
– Hartowanie kierunkowe: Stosuje się w celu uzyskania jednego
kierunku odbicia rolek z pieca
hartowniczego na całej fasadzie
budynku, czy w innym zastosowaniu
w celu poprawienia względów
estetycznych i harmonii oszklenia.
a) według wysokości H oznacza, że
rolki pieca będą prostopadłe do
wymiaru H
b) według szerokości B
oznacza, że rolki pieca będą
prostopadłe do wymiaru B.
B(szerokość)
H(w
yso
kość)
2440
(a)
H(wysokość)
2440
(b)
B(s
zero
kość)

©Copyright by PRESS GLASS SA® IV/2007/PL
27/68
Nie jest możliwe zahartowanie kierunkowe szyby, której wymiar B lub H ze względu na kierunek
przekracza szerokość pieca (2440 mm).
Taki przypadek upoważnia do hartowania danej szyby w innym kierunku niż wszystkie pozostałe w
zleceniu bez dodatkowych uzgodnień z odbiorcą.
W celu wykonania hartowania kierunkowego każdorazowo w zamówieniu powinien być
określony przez odbiorcę sposób hartowania ze względu na kierunkowość. Brak określenia
upoważnia do hartowania bez uwzględniania kierunkowości.
1.5 Gięcie i hartowanie Tabela nr 7
Minimalny promień gięcia
[mm]
Grubość szkła
[mm]
Minimalne wymiary tafli
[mm]*
Maksymalne wymiary tafli
[mm]*
450 4 – 8 200 x 350 1000 x 2440
1000 5 – 8 300 x 600 2440 x 3660
1500 10 – 12 300 x 600 2440 x 3660
2000 15 – 19 300 x 600 2440 x 3660
* Podane wymiary dotyczą szkła płaskiego przeznaczonego do gięcia. Pogrubienie oraz podkreślenie wskazują bok szkła, który może zostać
poddany gięciu.
1.6 Wygrzewanie termiczne szkła hartowanego ( Heat Soak Test ) wg PN-EN 14179-1 – Grubość szkła: 3,8 ÷ 19 mm
– Maksymalne wielkości tafli:
- dla usługi 2500 x 5000 mm
- dla własnej produkcji :
• 3,8 – 4,7 2440 x 3000 mm
• 4,8 i grubsze 2440 x 5000 mm
– Minimalny wymiar tafli: jeden z boków musi być
większy lub równy 400 mm
– ”Heat Soak Test” – stanowi dodatkowe badanie szyb mające na celu wyeliminowanie tzw.
„samoistnych pęknięć” szyb zamontowanych na fasadzie budynku. Tego typu pęknięcia są
spowodowane wtrąceniami siarczku niklu w strukturze szkła. Przeprowadzenie tego badania

©Copyright by PRESS GLASS SA® IV/2007/PL
28/68
wymaga dodatkowego zlecenia w uzgodnieniu pomiędzy dostawca a odbiorcą.
Test ten pozwala wyeliminować szyby posiadające wtrącenia NiS o krytycznej wielkości
powodujące kumulacje naprężeń rozciągających i pękanie szkła.
1.7 Znakowanie szyb hartowanych wygrzewanych termicznie (HST)
Zgodnie z normą PN-EN 14179-1 punkt 12 szyby hartowane wygrzewane termicznie powinny być
oznakowane w sposób czytelny i trwały (nadruk, wytrawienie, piaskowanie). Oznakowanie
powinno zawierać następujące informacje:
-nazwę lub znak firmowy producenta
-numer normy PN-EN 14179-1
2. Szyby bezpieczne hartowane :
- płaskie,
- gięte
- płaskie lub gięte emaliowane.
Definicje :
Szyba bezpieczna hartowana - szyba poddana obróbce termicznej lub chemicznej w celu
wytworzenia naprężeń powodujących wzrost wytrzymałości mechanicznej oraz pękających w
wyniku udaru lub przeciążenia w sposób bezpieczny. Może być płaska lub wygięta o zadanym
promieniu.
Szyba bezpieczna hartowana emaliowana – szyba hartowana, której jedna z powierzchni co
najmniej w 50% pokryta jest szkliwem niskotopliwym (emalią). Może być płaska lub gięta.

©Copyright by PRESS GLASS SA® IV/2007/PL
29/68
2.1. Własności szkła hartowanego płaskiego i giętego.
Szkło hartowane charakteryzuje się podwyższoną wytrzymałością mechaniczną i termiczną oraz
szczególnym sposobem pękania przy rozbiciu na drobne nie kaleczące odłamki, przez co uważane
jest za bezpieczne.
Zwiększoną wytrzymałość mechaniczną i termiczną szkła hartowanego tłumaczy się jako wynik
określonego rozkładu naprężeń termicznych w płycie szklanej, w której przy symetrycznym,
jednorodnym ochładzaniu uzyskuje się taki układ naprężeń, gdzie warstwy zewnętrzne stanowią
strefę naprężeń ściskających, warstwy wewnętrzne strefę naprężeń rozciągających.
Naprężenia ściskające w powierzchniowych warstwach szkła umożliwiają przyłożenie obciążenia
zginającego znacznie większego niż w przypadku szkła normalnie odprężonego poprzez
skompensowanie naprężeń rozciągających i zmniejszenie w ten sposób wypadkowego
naprężenia lokalnego. Średnie naprężenie niszczące dla szkła hartowanego przewyższa
kilkakrotnie wytrzymałość zwykłego szkła. Zmniejszone zostaje również zjawisko statycznego
zmęczenia szkła. Przez superpozycję naprężeń osiąga się zmniejszenie niebezpiecznego
największego naprężenia rozrywającego, limitującego wytrzymałość szkła.
Rys. 4. Układ naprężeń występujących w szybie hartowanej
W stanie zahartowania defekty powierzchniowe nie mogą się rozprzestrzeniać poprzez
zewnętrzna strefę, znajdującą się pod naprężeniem ściskającym.
2t strefa naprężeń ściskających
6t strefa naprężeń rozciągających
2t strefa naprężeń ściskających

©Copyright by PRESS GLASS SA® IV/2007/PL
30/68
Po przekroczeniu wytrzymałości mechanicznej, szkło hartowane pęka na drobne i nieostre
odłamki, przez co zaliczane jest do szkieł bezpiecznych. Szkło hartowane termicznie ma szerokie
zastosowanie w budownictwie, meblach, sprzęcie AGD (zastosowane w kuchenkach dzięki
wysokiej odporności termicznej), przemyśle motoryzacyjnym, komunikacji kolejowej, lotniczej,
okrętowej, przemyśle transportowym i wielu innych gałęziach gospodarki.
Hartowaniu termicznemu można poddawać szkło float bezbarwne, barwione w masie, szkło z
powłokami „twardymi” i niektóre rodzaje szkła z powłokami „miękkimi” (taką możliwość zawsze
ustala producent szkła), szkło płaskie ciągnione oraz szkło walcowane.
Firma PRESS GLASS SA posiada możliwość wykonania hartowania szkła płaskiego oraz gięcia i
hartowania szkła. Dzięki temu istnieje możliwość hartowania :
- dla szkła płaskiego - wszystkich tych rodzajów szkieł
- dla gięcia szkła i hartowania - szkieł float bezbarwnych, barwionych w masie, szkieł z powłokami
twardymi oraz niektórych szkieł z powłokami specjalnymi.
2.2. Szyby hartowane z sitodrukiem, emaliowane
Jedną z metod nanoszenia emalii na szkło jest sitodruk.
Emalia ceramiczna stosowana do sitodruku podczas hartowania szyb wtapia się w ich
powierzchnię tworząc trwałą powłokę.
W przypadku pokrycia sitodrukiem powierzchni szyby większej niż 50% mówimy o szkle
emaliowanym. Sitodruk może być również naniesiony tylko na części szyby wyznaczonej
dowolnym wzorem tworząc dekoracyjną szybę przezierną.
Dzięki istnieniu całej palety barw emalii oraz różnych rodzajów emalii ceramicznych kryjących i
transparentnych np. dających efekt satynowania możliwości dekorowania szyb hartowanych są
bardzo szerokie. Rzeczywisty kolor emalii można określić oglądając wypaloną próbkę na szkle.
Odcień szkła wpływa znacznie na ostateczny kolor emalii.
Szkło emaliowane, podobnie jak szkło hartowane jest szkłem bezpiecznym.

©Copyright by PRESS GLASS SA® IV/2007/PL
31/68
W przypadku szyb nieprzeziernych ocenę wizualną przeprowadza się ustawiając je na ciemnym tle
(wtedy efekt tzw. „rozgwieżdżonego nieba” – powstający podczas wypalania emalii w procesie
hartowania nie jest widoczny i w żaden sposób nie zmniejsza jakości i walorów estetycznych szkła
emaliowanego). Powierzchnię emaliowaną ocenia się patrząc poprzez szkło.
Wady niewidoczne z odległości określonej w normie odpowiedniej dla danego szkła nie są
kwalifikowane jako wady.
2.3. Szyby bezpieczne hartowane silikonowane powłoką Opaci-Coat
Tego rodzaju szyby mają przede wszystkim zastosowanie na fasadach budynków w pasach
nieprzeziernych. Oprócz wymagań dotyczących szkła hartowanego istotny dla tych szyb jest stan
powierzchni silikonowanej.
Ocenę wizualną takich szyb przeprowadza się podobnie jak szkło emaliowane ustawiając je na
ciemnym tle – (wtedy smugi i prześwity – wrażenie „rozgwieżdżonego nieba” nie są widoczne)*.
Powłokę ocenia się patrząc poprzez szkło. Wszelkie wady powłoki niewidoczne z odległości 1 m
uważa się za dopuszczalne.
Na powłokach silikonowych Opaci-Coat nie należy stosować żadnych klejów ani taśm klejących.
Uszczelki lub inne materiały mające kontakt z powłoką muszą uzyskać pozytywne wyniki o braku
wzajemnych reakcji chemicznych.
* Zarówno emalie jak i powłoki Opaci-Coat nie są absolutnie nieprzepuszczalne dla światła.

©Copyright by PRESS GLASS SA® IV/2007/PL
32/68
2.4. Wymiary i tolerancje dla szyb hartowanych płaskich i giętych zgodnie z normą PN-
EN 12150-1
2.4.1. Grubość szkła dla szyb płaskich hartowanych i giętych hartowanych
Tabela nr 8.
Grubość znamionowa i tolerancje grubości szkieł przeznaczonych do hartowania
Tolerancje grubości dla poszczególnych rodzajów szkła
[mm]
Grubość nominalna
d
ciągnione szkło płaskie szkło ornamentowe szkło float
4 ± 0,2 ± 0,5 ± 0,2
5 ± 0,3 ± 0,5 ± 0,2
6 ± 0,3 ± 0,5 ± 0,2
8 ± 0,4 ± 0,8 ± 0,3
10 ± 0,5 ± 1,0 ± 0,3
12 ± 0,6 nie produkowane ± 0,3
15 nie produkowane nie produkowane ± 0,5
19 nie produkowane nie produkowane ± 1,0
Wymiary szyb hartowanych są wyznaczone przez możliwości technologiczne urządzeń obróbki
wstępnej oraz możliwości pieca hartowniczego.

©Copyright by PRESS GLASS SA® IV/2007/PL
33/68
2.4.2. Tolerancje wymiarów szkła.
2.4.2.1 Szyby hartowane płaskie
2.4.2.1.1 Tolerancje wymiarów szkła długości H, szerokości B, prostokątności dla szyb
hartowanych płaskich.
Rys.5: Tolerancje dla wymiarów szyb prostokątnych płaskich
B – szerokość szyby, H – długość szyby
Tabela nr 9
Tolerancje szerokości B i długości H (PN-EN 12150-1) dla szyb hartowanych płaskich
Tolerancja, t [mm] Wymiary nominalne boku, B
lub H grubość znamionowa
d ≤ 12
grubość znamionowa
d > 12
≤ 2000 ± 2,5 ± 3,0
2000 < B lub H ≤ 3000 ± 3,0 ± 4,0
> 3000 ± 4,0 ± 5,0
Uwaga: Zastosowanie mniejszych tolerancji wymaga dodatkowych uzgodnień między
dostawca a odbiorcą.

©Copyright by PRESS GLASS SA® IV/2007/PL
34/68
2.4.2.1.2 Prostoliniowość dla szyb hartowanych płaskich
W procesie hartowania nie jest możliwe wytworzenie szyby o prostoliniowości szkła
odprężonego (nie hartowanego). Odchylenie od prostoliniowości zależy od grubości, rozmiarów,
stosunku boków szyby.
W pewnych tolerancjach dopuszcza się:
– wypukłość całkowitą
– wypukłość lokalną
Rys. 6: Przedstawienie całkowitej i lokalnej wypukłości szyby
Wypukłość całkowita może być kompensowana przez ramy i listwy przyszybowe.
1-2. wypukłość całkowita pomiar wykonuje się wzdłuż krawędzi
szyby B lub H i po przekątnej
wynik podaje się w % długości boku
3-4. wypukłość lokalna
pomiar wykonuje się na odcinkach 300 mm
w odległości 25 mm od krawędzi wzdłuż
boków
wynik podaje się w mm/300 mm

©Copyright by PRESS GLASS SA® IV/2007/PL
35/68
Tabela nr 10
Wartości dopuszczalnej wypukłości całkowitej i lokalnej.
Rodzaj szkła Wypukłość
wg PN–EN 12150 –1
całkowita lokalna
float 0,003 mm/mm 0,5 mm/300 mm
Inne rodzaje szkła-ciągnione, walcowane 0,004 mm/mm 0,5 mm/300 mm
Uwaga: Zastosowanie mniejszych tolerancji wymaga dodatkowych uzgodnień między
dostawcą a odbiorcą.
2.4.2.2. Szyby gięte hartowane
2.4.2.2.1 Tolerancje wymiarów dla szyb giętych hartowanych
Podstawowe parametry ( Rys. 7 ) :
- długość formatki - L
- długość zewnętrzna łuku - B
- promień zewnętrzny łuku - RZ
- promień wewnętrzny łuku - Rw
- wysokość promienia - H
- cięciwa - C
- kąt gięcia - α
- grubość szkła - d
- obróbka krawędzi – szlifowanie lub polerowanie
Rys.7

©Copyright by PRESS GLASS SA® IV/2007/PL
36/68
Tabela nr 11
Tolerancje długości formatki dla szyb giętych hartowanych.
Tolerancja, t [mm] Wymiary nominalne długości
formatki
L [ mm ]
grubość znamionowa
d ≤ 12
grubość znamionowa
d > 12
≤ 2000 ± 2,5 ± 3,0
2000 < B lub H ≤ 3000 ± 3,0 ± 4,0
> 3000 ± 4,0 ± 5,0
Tabela nr 12
Tolerancje długości zewnętrznej łuku B formatki dla szyb giętych hartowanych.
Tolerancja*, t [mm]
grubość znamionowa
d ≤ 12
grubość znamionowa
d > 12
± 3 mm/m (nie mniej niż ± 3mm) ± 5,0 mm/m (nie mniej niż ± 5mm)
Tabela nr 13
Tolerancje długości dla parametrów: RZ, Rw, H, C dla szyb giętych hartowanych
Tolerancja*, t [mm]
grubość znamionowa
d ≤ 12
grubość znamionowa
d > 12
± 3 mm/m (nie mniej niż ± 3mm) ± 4 mm/m (nie mniej niż ± 4mm)
* Wymiary wyprodukowanej szyby giętej nie powinny być większe niż wymiary wyznaczonego łuku będącego wynikiem
powiększenia nominalnych wymiarów o tolerancje t , ani mniejsze niż wymiary wyznaczonego łuku pomniejszonego o
tolerancje t.

©Copyright by PRESS GLASS SA® IV/2007/PL
37/68
2.4.2.2.2 Prostoliniowość dla szyb giętych hartowanych.
Podstawowe parametry :
- wypukłość lokalna
- wypukłość całkowita
- uskok
Tabela nr 14
Wartości dopuszczalnej wypukłości całkowitej, lokalnej i uskoku.
Grubość szkła Tolerancje prostoliniowości, t [mm]
lokalna całkowita* uskok**
d ≤ 10 3mm/300mm 3mm/m 8mm
d > 10 3mm/300mm 4mm/m 10mm
* nie mniej niż 3 mm ** nie mniej niż 8 mm
2.4.3 Otwory w szkle płaskim przeznaczonym do hartowania
( dla szkła giętego hartowanego konieczne są indywidualne ustalenia dotyczące możliwości wykonania otworów i ich tolerancji ).
Otwory wiercone
Średnica otworów wierconych
Średnica otworu nie może być mniejsza niż grubość szkła, min φ 3mm.
Rozmieszczenie otworów wierconych
Ze względów technologicznych procesu hartowania istnieją ograniczenia położenia otworów w
odniesieniu do krawędzi szyby, odległości od naroża szyby, również położenia otworów względem
siebie (PN – EN 12150 –1).
Ograniczenia zależą od:
– nominalnej grubości szkła – d
– wymiarów boków – B,H
– średnicy otworu – φ
– kształtu szyby
– liczby otworów

©Copyright by PRESS GLASS SA® IV/2007/PL
38/68
Poniżej wymienione są występujące zazwyczaj ograniczenia usytuowania otworów, przy czym
ograniczenia te są ważne dla szyb z maksymalnie czterema otworami.
W przypadku większej ilości otworów konieczne są uzgodnienia między dostawcą a odbiorcą.
a) Odległość a krawędzi otworu wierconego od krawędzi szkła nie powinna być mniejsza niż 2d.
Rys. 8: Odległość między otworem wierconym i krawędzią szkła
b) Odległość b między krawędziami otworów nie powinna być mniejsza niż 2d.
Rys.9: Zależność między dwoma otworami wierconymi
c) Odległość c krawędzi otworu od naroża szkła nie powinna być mniejsza niż 6d.
Rys. 10: Zależność między otworem wierconym i narożem szkła (szyby)

©Copyright by PRESS GLASS SA® IV/2007/PL
39/68
Tolerancje dla średnic otworów wierconych
Tabela nr 15
Tolerancje dla średnic otworów wierconych
Średnica znamionowa, φ
[mm]
Tolerancje
[mm]
3 ≤ φ ≤ 20 ± 1,0
20 < φ ≤ 100 ± 2,0
φ>100 Wg uzgodnienia z producentem
Tolerancje rozmieszczenia otworów wierconych
Pomiary miejsc rozmieszczenia otworów wykonuje się w dwóch kierunkach pod kątem prostym ( x , y ) od tego samego punktu odniesienia dla wszystkich otworów do środka otworu. Rys 11 Tabela nr 16
Tolerancje rozmieszczenia otworów wierconych Tolerancja rozmieszczenia otworów wierconych [mm]
Wymiar szkła
[mm]
Nominalna grubość szkła
d ≤ 12
Nominalna grubość szkła
d > 12
≤ 2000 ± 2,5 ± 3,0
2000 < B lub H ≤ 3000 ± 3,0 ± 4,0
> 3000 ± 4,0 ± 5,0
X
Y
Rys. 11

©Copyright by PRESS GLASS SA® IV/2007/PL
40/68
Otwory prostokątne
Wielkość otworów prostokątnych
Wielkość otworów prostokątnych nie może być większą niż trzecia część odpowiednio szerokości i
wysokości formatki szkła Rys. 12
h ≤ H / 3
c ≤ B / 3
Rozmieszczenie otworów prostokątnych
Pas ( a , b ) pomiędzy otworem prostokątnym a krawędzią szkła nie może być mniejszy niż połowa wymiaru otworu w danym kierunku. Rys.12 a ≥ h / 2 b ≥ c / 2 Naroża otworów prostokątnych muszą być zaokrąglone. Minimalny promień zaokrąglenia R = 9 mm.
Rys. 12
h
a
b c
Y
X
R
B
H

©Copyright by PRESS GLASS SA® IV/2007/PL
41/68
Tolerancje wykonania otworów prostokątnych
Tabela nr 17
Tolerancje wykonania otworów prostokątnych Bok otworu
[mm]
Tolerancje ( h , c )
[mm]
h lub c ± 3,0
Tolerancje rozmieszczenia otworów prostokątnych
Pomiary rozmieszczenia otworów prostokątnych wykonuje się w dwóch kierunkach pod kątem prostym od osi X i Y będącymi osiami ( punktami ) odniesienia do najbliższej krawędzi otworu prostokątnego. Tabela nr 18
Tolerancje rozmieszczenia otworów prostokątnych Tolerancja rozmieszczenia otworów prostokątnych ( a , b ) [mm]
Wymiar szkła
[mm]
Nominalna grubość szkła
d ≤ 12
Nominalna grubość szkła
d > 12
≤ 2000 ± 2,5 ± 3,0
2000 < B lub H ≤ 3000 ± 3,0 ± 4,0
> 3000 ± 4,0 ± 5,0
Wycięcia na krawędzi i w narożach
Można wykonać wiele konfiguracji nacięć i wycięć. W Normie Zakładowej podane są ogólne zasady rozmieszczenia i tolerancji. Wielkość wycięć na krawędzi
Wielkość wycięć na krawędzi nie może być większą niż trzecia część odpowiednio szerokości i
wysokości formatki szkła Rys. 13
c ≤ B / 3
h ≤ H / 3

©Copyright by PRESS GLASS SA® IV/2007/PL
42/68
Rozmieszczenie wycięć na krawędzi
Odległość pomiędzy dwoma wycięciami na krawędzi (k) musi być większa lub równa połowie szerokości większego z nich . Za szerokość wycięcia na krawędzi uznaje się wymiar mierzony równolegle do krawędzi na której jest wykonane wycięcie. k ≥ h/2 Odległość pomiędzy wycięciem na krawędzi a brzegiem tafli szkła (j) musi być większa lub równa połowie szerokości wycięcia i nie mniejsza niż 100 mm. j ≥ h/2 Naroża wewnętrzne wycięć muszą być zaokrąglone. Minimalny promień zaokrąglenia R ≥ 9mm.
Tolerancje wykonania wycięć na krawędzi
Tabela nr 19
Tolerancje wykonania wycięć na krawędzi Bok wycięcia
[mm]
Tolerancje ( h1, h2 , c1 , c2 )
[mm]
h lub c ± 3,0
Rys. 13
X
Y
j
h1 R
k
j
h2
c2
c1
B
H

©Copyright by PRESS GLASS SA® IV/2007/PL
43/68
Tolerancje rozmieszczenia wycięć na krawędzi
Pomiary rozmieszczenia wycięć na krawędzi wykonuje się w dwóch kierunkach pod kątem prostym od osi X i Y będącymi osiami ( punktami ) odniesienia do najbliższej krawędzi wycięcia; Rys.14
Tabela nr 20
Tolerancje rozmieszczenie wycięć na krawędzi Tolerancja rozmieszczenia wycięć na krawędzi ( a1, a2 , a3 , a4 , b1 , b2 , b3 , b4 )
[mm]
Wymiar szkła
[mm]
Nominalna grubość szkła
d ≤ 12
Nominalna grubość szkła
d > 12
≤ 2000 ± 2,5 ± 3,0
2000 < B lub H ≤ 3000 ± 3,0 ± 4,0
> 3000 ± 4,0 ± 5,0
Y
X
Rys. 14 a1
a2
a3 a4
b1
b3
b2
b4

©Copyright by PRESS GLASS SA® IV/2007/PL
44/68
Wielkość wycięć w narożu
Wielkość wycięć w narożu nie może być większą niż trzecia część odpowiednio szerokości i
wysokości formatki szkła Rys. 15
c ≤ B / 3
h ≤ H / 3
Naroża wewnętrzne wycięć muszą być zaokrąglone. Minimalny promień zaokrąglenia R ≥ 9mm.
Tolerancje wykonania wycięć w narożu
Tabela nr 21
Tolerancje wykonania wycięć w narożu Bok wycięcia
[mm]
Tolerancje ( h , c )
[mm]
h lub c ± 3,0
Y
X
Rys. 15
h
c
a
b
R
H
B

©Copyright by PRESS GLASS SA® IV/2007/PL
45/68
Tolerancje rozmieszczenia wycięć na krawędzi
Pomiary rozmieszczenia wycięć w narożu wykonuje się w dwóch kierunkach pod kątem prostym od osi X i Y będącymi osiami ( punktami ) odniesienia do najbliższej krawędzi wycięcia.
Tabela nr 22
Tolerancje rozmieszczenia wycięć w narożu Tolerancja rozmieszczenia wycięć w narożu ( a , b )
[mm]
Wymiar szkła
[mm]
Nominalna grubość szkła
d ≤ 12
Nominalna grubość szkła
d > 12
≤ 2000 ± 2,5 ± 3,0
2000 < B lub H ≤ 3000 ± 3,0 ± 4,0
> 3000 ± 4,0 ± 5,0
Szyby modelowe
Podobnie jak w przypadku produkcji szyb zespolonych, istnieje możliwość produkowania szyb
specjalnych, ( które również mogą być zastosowane w zespoleniach) o kształtach innych niż
prostokątne.
Szczegółowe dane dotyczące tego zagadnienia zawarte są w I części Normy Zakładowej w punkcie
3.2 na str. 6 i odnoszą się również do szyb specjalnych.
2.5 Znakowanie szyb hartowanych
Zgodnie z normą PN-EN 12150-1 punkt 10 szyby hartowane powinny być oznakowane w sposób
czytelny i trwały (nadruk, wytrawienie, piaskowanie). Oznakowanie powinno zawierać następujące
informacje:
- nazwę lub znak firmowy producenta
- numer normy PN-EN 12150 –1

©Copyright by PRESS GLASS SA® IV/2007/PL
46/68
2.6 Badania szyb hartowanych
Badania szyb hartowanych i hartowanych emaliowanych wykonuje się zgodnie z PN-EN 12150-1.
2.6.1 Badania charakterystyk krytycznych
–Siatka spękań – w rozbitej szybie hartowanej zlicza się odłamki w wybranym kwadracie o boku
50 x 50 mm.
Badanie dało wynik pozytywny, jeżeli liczba odłamków w każdej próbce jest nie mniejsza niż podana w Tabeli nr 23, dla odpowiedniego rodzaju szkła: Tabela nr 23
Rodzaj szkła Grubość [mm] Min liczba odłamków [szt.]
3 15
4÷12 40
Float, ciągnione,
emaliowane
15÷19 30
Wzorzyste 4÷10 30
- długość odłamków szkła nie powinna przekraczać 100mm
Przykładowy obraz siatki
spękań szkła hartowanego
grubości
10 mm.
Struktura pęknięć odpowiada
wymaganiom norm
dotyczących szkła
hartowanego.

©Copyright by PRESS GLASS SA® IV/2007/PL
47/68
– Badanie wytrzymałości na uderzenie wahadłem (elementem z oponami) – próbie
podlegają szyby hartowane i hartowane emaliowane. Badanie wahadłem odtwarza sytuację
przypadkowego zderzenia człowieka z szybą. Wymaga się aby szyby uderzane wahadłem różnych
wysokości (zgodnie z PN-EN 12600) wytrzymały uderzenie lub pękły w sposób bezpieczny.
- Badanie wytrzymałości szyb na zginanie – wykonuje się dla szyb hartowanych i
hartowanych emaliowanych. Szyby poddaje się czteropunktowemu zginaniu wg PN-EN 1288-3.
Badana szyba powinna wytrzymać obciążenie o wartości podanej w tabeli nr 30 w zależności od
rodzaju szkła.

©Copyright by PRESS GLASS SA® IV/2007/PL
48/68
2.7 Dopuszczalne wady w szybach hartowanych
Tabela nr 24
Powierzchnia szyby Lp
Rodzaj wady do1,0 m2 1,0 ÷ 2,0 m2 powyżej 2,0 m2
1. Wady punktowe w postaci wtrąceń ciał obcych
niedopuszczalne niedopuszczalne niedopuszczalne
2. Pęcherze otwarte (pękające)
niedopuszczalne
niedopuszczalne niedopuszczalne
3. Pęcherze zamknięte Dopuszczalne 2 sztuki o wymiarze max 2 mm
Dopuszczalne 3 sztuki o wymiarze max 2 mm
Dopuszczalne 5 sztuk o wymiarze max 2 mm
4. Wady liniowe w postaci rys
Dopuszczalne o łącznej długości do 40 mm i grubości do 0,1 mm oraz maksymalnej długości pojedynczej rysy do 15 mm W pasie brzeżnym dopuszczalne rysy pojedyncze o długości do 20 mm*
Dopuszczalne o łącznej długości do 45 mm i grubości do 0,1 mm oraz maksymalnej długości pojedynczej rysy do 15 mm W pasie brzeżnym dopuszczalne rysy pojedyncze o długości do 20 mm*
Dopuszczalne o łącznej długości do 50 mm i grubości do 0,1 mm oraz maksymalnej długości pojedynczej rysy do 15 mm W pasie brzeżnym dopuszczalne rysy pojedyncze o długości do 20 mm*
5. Wady krawędzi Krawędź stępiana – dopuszcza się niewielkie odpryski na krawędzi pod warunkiem ich stępienia Krawędź szlifowana (matowa) – odpryski, niedoszlifowania (błyszczące miejsca) – niedopuszczalne Krawędź polerowana (błyszcząca) – matowe miejsca, odpryski –niedopuszczalne
6. Plamy, smugi Dopuszczalne, jeśli nie są widoczne z odległości określonej przez normę właściwą dla danego rodzaju szkła w warunkach oświetlenia dziennego**.
7. Wady sitodruku: – ubytki na powierzchni emaliowanej – ubytki, naddatki przy krawędzi nadruku – wygląd i jakość powierzchni emaliowanej: – kolor emalii
– dopuszcza się nie skupione o wielkości max 0,5 mm – dopuszczalne o długości max 20mm i szerokości do 1 mm
– powierzchnia emaliowana powinna być gładka, jednorodna, ewentualne niewielkie smugi i zacieki są dopuszczalne w pasie brzeżnym o szerokości ok. 20 mm. Dopuszcza się niewielką różnicę odcieni emalii niewidoczną z odległości 1 metra. – porównanie z wzorcem (wypalona próbka emalii naniesionej na określone
szkło) Ocenę wizualną szyb przeprowadza się w warunkach oświetlenia dziennego**. Szyby z powłokami ocenia się zgodnie z wytycznymi normy PN–EN 1096–1.
Pas brzeżny o szerokości 20mm
Uwaga: * nie dotyczy szyb zespolonych przeznaczonych do szklenia strukturalnego
** oświetlenie dzienne – odpowiada równomiernie zachmurzonemu niebu przy braku bezpośredniego
światła słonecznego ( wg PN-EN 1096 – 1).

©Copyright by PRESS GLASS SA® IV/2007/PL
49/68
Rozmieszczenie sitodruku – tolerancje rozmieszczenia ustala się indywidualnie z klientem (na
podstawie rysunku). W przypadku, gdy nie są określone tolerancje rozmieszczenia sitodruku,
przyjmuje się tolerancje odległości sitodruku od krawędzi szlifu ± 3 mm.
Kolor emalii ustala się na podstawie wypalonej próbki emalii na określonym szkle (rodzaj szkła i
grubość). Rodzaj szkła ma wpływ na kolor emalii widzianej przez szkło, grubość szkła daje
odpowiedni odcień.
2.8 Inne własności szyb hartowanych
– Anizotropia (zjawisko powstawania tęczy) – pola naprężeń powstałe podczas hartowania
wywołują w szkle podwójne załamanie światła, które staje się widoczne w świetle
spolaryzowanym – pola naprężeń są widoczne w postaci barwnych obszarów zwanych
„polami polaryzującymi” lub „plamkami lamparta” .
„Pola polaryzujące” są widoczne na szybie obserwowanej pod niewielkim kątem również w świetle
dziennym (dobrze widać to zjawisko na hartowanych szybach samochodowych).
– „Falistość od wałków” ( „Roler Waves”) – powstają podczas hartowania szkła w piecach
poziomych – są to zniekształcenia powierzchni na skutek zetknięcia się gorącej szyby
(temperatura bliska punktowi mięknięcia) z rolkami pieca. Powstają wtedy odchylenia
prostoliniowości szkła. Zniekształcenia te są zwykle widoczne w świetle odbitym.
Przy składaniu zamówień na szyby do szklenia fasad budynków zaleca się, aby odbiorca
uwzględnił zjawisko „roler waves” i określił kierunek nakładania szyb do pieca hartowniczego
(hartowanie kierunkowe) – patrz możliwości techniczne urządzeń obróbki szkła pkt.1.4.
– „Odbicie wałków” - przy szkle, którego grubość przekracza 8 mm, mogą uwydatnić się znaki
małych odcisków („odbicie wałków”).
Wytrzymałość termiczna – właściwości termicznie hartowanego szkła pozostają nie zmienione w
temperaturze do 2500C, jak również w temperaturze poniżej 00C.
Szkło termicznie hartowane może wytrzymać szoki termiczne ok. 2000C.

©Copyright by PRESS GLASS SA® IV/2007/PL
50/68
2.9. Szyby hartowane do zastosowań meblowych
2.9.1. Szyby hartowane do zastosowań meblowych są termicznie hartowanymi szybami
bezpiecznymi.
Charakteryzują się zwiększoną wytrzymałością mechaniczną w porównaniu ze zwykłymi szybami
nie hartowanymi oraz tym, że pękają na drobne, nie kaleczące odłamki.
Szyby nie posiadają trwałego oznakowania.
Zamówienie na takie szyby powinno posiadać zapis informujący o zastosowaniu ich w meblach. W
innym przypadku zamówienie na szyby hartowane będzie traktowane jak zamówienie na szyby do
zastosowań budowlanych i zostanie wykonane zgodnie z p.2 cz. II Normy Zakładowej (min. szyby
zostaną oznakowane w sposób trwały).
2.9.2. Prostoliniowość
Wypukłość całkowita : max 0,003mm/mm
pomiaru dokonuje się wzdłuż krawędzi szyby i przekątnych
Wypukłość lokalna : max 0,5mm/ 300mm
pomiar wykonuje się wzdłuż krawędzi szyby w odległości 25mm od niej.
2.9.3. Badanie charakteru siatki spękań
Szybę rozbija się uderzając w punkcie znajdującym się w środku dłuższego boku szyby, w
odległości 13mm od krawędzi.
Ocena charakteru siatki spękań polega na zliczeniu ilości odłamków zawartych w kwadracie 50 x
50mm (wybiera się obszar występowania największych odłamków).
©Copyright by PRESS GLASS SA® IV/2007/PL
51/68
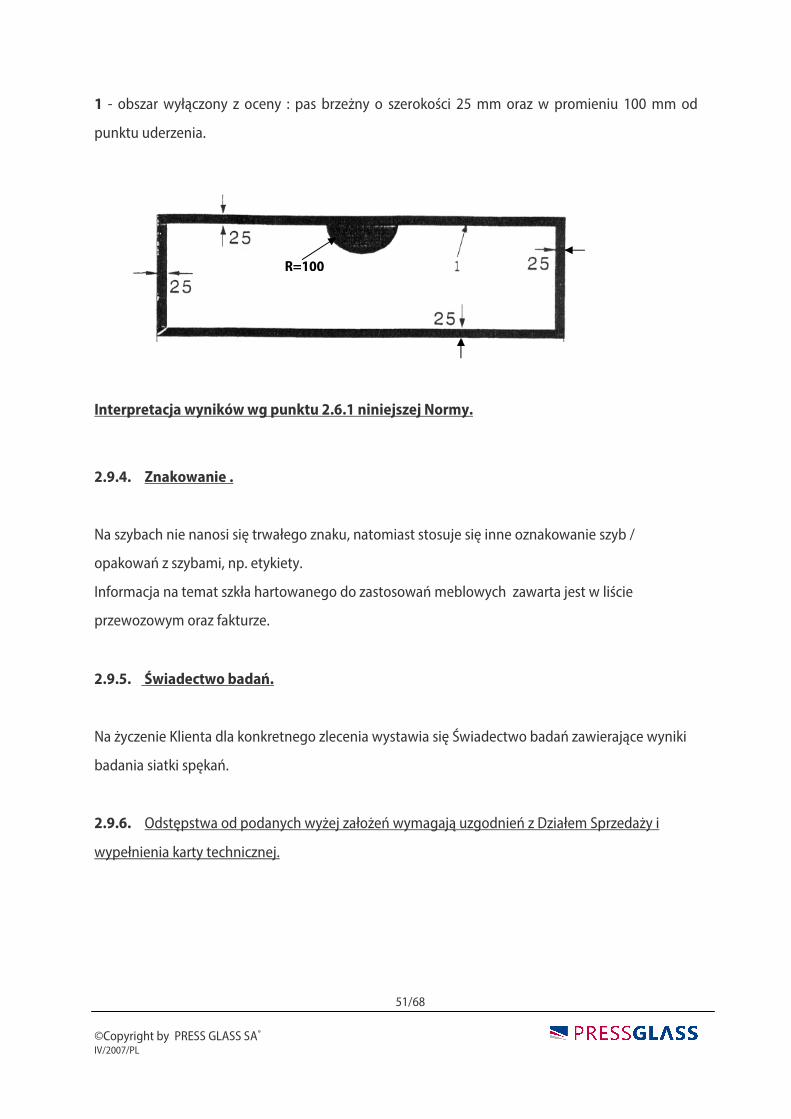
1 - obszar wyłączony z oceny : pas brzeżny o szerokości 25 mm oraz w promieniu 100 mm od
punktu uderzenia.
Interpretacja wyników wg punktu 2.6.1 niniejszej Normy.
2.9.4. Znakowanie .
Na szybach nie nanosi się trwałego znaku, natomiast stosuje się inne oznakowanie szyb /
opakowań z szybami, np. etykiety.
Informacja na temat szkła hartowanego do zastosowań meblowych zawarta jest w liście
przewozowym oraz fakturze.
2.9.5. Świadectwo badań.
Na życzenie Klienta dla konkretnego zlecenia wystawia się Świadectwo badań zawierające wyniki
badania siatki spękań.
2.9.6. Odstępstwa od podanych wyżej założeń wymagają uzgodnień z Działem Sprzedaży i
wypełnienia karty technicznej.
R=100

©Copyright by PRESS GLASS SA® IV/2007/PL
52/68
3. Szkło warstwowe.
3.1. Definicje wg PN–EN ISO 12543–1, PN-EN 357
Szkło warstwowe: zespół składający się z płyty szklanej połączonej z jedną lub wieloma płytami
szkła i/lub z płytą z plastycznego tworzywa oszkleniowego oraz z jedną lub wieloma
międzywarstwami.
Proces łączenia przez odpowiednie wlewanie, to proces łączenia, w którym międzywarstwę,
otrzymywana poprzez wlewanie cieczy między szkło lub płyty
plastyczne z tworzywa oszkleniowego, utwardza się chemicznie, w wyniku którego otrzymuje się
gotowy wyrób
Element oszkleniowy ognioodporny:
Element konstrukcyjny składający się z jednego wyrobu szklanego przezroczystego lub
przejrzystego lub wiekszej ich liczby, zamocowany w obudowie, uszczelniony i unieruchomiony,
łącznie ze wszystkimi specjalnymi materiałami konstrukcyjnymi, poddany klasyfikacji po
przeprowadzonych badaniach.
Szczegółowe informacje dotyczące szyb ognioodpornych produkowanych jako szyby pojedyncze
oraz wchodzące w skład szyb zespolonych zawiera Instrukcja producenta szkła ognioodpornego
Ognioodporność:
Właściwość zdefiniowana poprzez następujące określenia:
R – obciążenie powierzchni oporowej nośnej: zdolność elementu konstrukcyjnego do
przeciwstawiania się oddziaływaniu ognia na jedna powierzchnię lub więcej powierzchni przez
określony czas, bez utraty trwałości strukturalnej
E – szczelność: zdolność elementu konstrukcyjnego o funkcji rozdzielającej do wytrzymywania
ekspozycji ogniowej tylko z jednej strony, bez przenoszenia ognia na nieogniową stronę, jako
wyniku przejścia znacznej ilości płomieni lub gorących gazów ze strony ogniowej do nieogniowej i

©Copyright by PRESS GLASS SA® IV/2007/PL
53/68
nie spowodowanie skutkiem tego zapalenia nieogniowej strony lub jakichkolwiek przylegających
do niej materiałów.
W – zmniejszenie promieniowania; zdolność elementu konstrukcyjnego o funkcji rozdzielającej do
wytrzymywania ekspozycji ogniowej tylko z jednej strony przez określony czas, podczas gdy
zmierzone wypromieniowane ciepło przed oszkleniem jest mniejsze od wymaganego poziomu
I – izolacja: zdolność elementu konstrukcyjnego do wytrzymywania ekspozycji ogniowej tylko z
jednej strony bez przenoszenia ognia, będącego skutkiem znacznego przewodzenia ciepła ze
strony ogniowej do nieogniowej, i powodującego zapalenie powierzchni nie narażonej na
działanie ognia lub innego materiału przylegającego do tej powierzchni oraz stanowienia
dostatecznej bariery przed ciepłem, by chronić człowieka znajdującego się w pobliżu elementu
konstrukcyjnego przez okres opisany według odpowiedniej klasyfikacji.
S – dymoszczelność: zdolność elementu konstrukcyjnego do zmniejszenia przepuszczalności
gorących lub zimnych gazów, lub dymu, z jednej strony na drugą.
Klasyfikacja ognioodporności powinna odnosić się do kompletnego elementu oszkleniowego ,
który zawiera wyroby szklane, z podaniem wszystkich wymiarów i tolerancji. Klasy oznacza się
literą(-ami) przedstawiającą(-ymi) uwzględnione wymaganie(-a) funkcjonalne, po którym podaje
się czas eksploatacji, wyrażony w minutach:
R(minuty)/E(minuty)/EW(minuty)/EI(minuty)/S(minuty)
3.2. Dopuszczalne odchyłki wymiarów pojedynczych szyb warstwowych łączonych litą
cienką powłoką lub żywicą (wg PN–EN ISO 12543-5)
Nominalne wymiary szerokości i długości nie powinny być większe niż opisany prostokąt będący
wynikiem powiększenia wymiaru nominalnego o górne odchylenie graniczne, ani mniejsze niż
opisany prostokąt będący wynikiem zmniejszenia o dolne odchylenie graniczne.
W przypadku szkła klejonego składającego się z szyb hartowanych, odchyłki od wymiarów należy
odnosić do szkła hartowanego.

©Copyright by PRESS GLASS SA® IV/2007/PL
54/68
Tolerancje wymiarów szkła: długości H, szerokości B, prostokątności –patrz Rys. 5.
Tabela nr 25
Graniczne odchylenia t szerokości B lub długości H [mm] Nominalna grubość > 8mm Nominalne wymiary
B lub H [mm] Nominalna
grubość ≤ 8mm
Każda tafla szkła o nominalnej grubości
<10mm
Co najmniej jedna tafla szkła o nominalnej grubości ≥10mm
< 1100
< 1500
< 2000
< 2500
> 2500
+ 2,0 - 2,0 + 3,0 - 2,0 + 3,0 - 2,0 + 4,5 - 2,5 + 5,0 - 3,0
+ 2,5 - 2,0 + 3,5 - 2,0 + 3,5 - 2,0 + 5,0 - 3,0 + 5,5 - 3,5
+ 3,5 - 2,5 + 4,5 - 3,0 + 5,0 - 3,5 + 6,0 - 4,0 + 6,5 - 4,5
Rys. 16 Przesunięcie
Tabela nr 26
Maksymalne przesunięcie
Nominalny wymiar B lub H (mm)
Maksymalne dopuszczalne przesunięcie d (mm)
B,H < 1000 2,00 1000 ≤ B,H < 2000 3,00 2000 ≤ B,H < 4000 4,00
B,H ≥ 4000 6,00 W przypadku szkła warstwowego ognioodpornego przyjmuje się następujące graniczne
odchylenia:
B,H ± t

©Copyright by PRESS GLASS SA® IV/2007/PL
55/68
Tabela nr 27
Grubość międzywarstwy Graniczne odchyłki
< 1 mm ± 0,4 mm
≥ 1 mm do < 2 mm ± 0,5 mm
≥ 2 mm do < 5 mm ± 0,6 mm
≥ 5 mm ± 1,0 mm
3.3. Dopuszczalne wady szyb.
Wady mniejsze niż 0,5 mm nie są brane pod uwagę.
Wady większe niż 3 mm nie są dopuszczalne.
Szkło warstwowe należy oglądać, ustawiwszy je w pozycji pionowej
i równoległej do matowego szarego ekranu, przy jasnym rozproszonym świetle dziennym
lub równoważnym.
Obserwator powinien znajdować się w odległości 2 m od szkła patrząc na nie prostopadle
(matowy ekran będzie po drugiej stronie szkła).
3.3.1 Dopuszczalne wady punktowe w polu widzenia Tabela nr 28
Wielkość wady d w [mm]
0,5<d≤1,0 1,0 < d ≤ 3,0
Wielkość szyby A
w [m2]
Dla wszystkich wielkości
A ≤ 1 1< A ≤ 2 2< A ≤ 8 A>8
Liczba dopuszczalnych
wad
2 szyby 3 szyby 4 szyby 5≥ szyb
Bez ograniczeń, jednak nie mogą występować w skupisku
1 2 3 4
2 3 4 5
1/m2 1,5/m2
2/m2 2,5/m2
1,2/m2
1,8/m2 2,4/m2 3/m2
Skupisko wad występuje wtedy, gdy cztery lub więcej wad znajduje się w odległości < 200 mm
od siebie.

©Copyright by PRESS GLASS SA® IV/2007/PL
56/68
Odległość ta jest zmniejszona do:
180 mm dla szkła warstwowego składającego się z trzech szyb,
150 mm dla szkła warstwowego składającego się z czterech szyb
100 mm dla szkła warstwowego składającego się z pięciu lub więcej szyb.
3.3.2 Liczba dopuszczalnych wad liniowych w polu widzenia
Tabela nr 29
Powierzchnia szyby Liczba dopuszczalnych wad o długości ≥30mm ≤ 5 m2 niedopuszczalne
5 do 8m2 1 > 8 m2 2
Wady liniowe o długości mniejszej niż 30 mm są dopuszczalne
Pęknięcia – nie dopuszcza się występowania pęknięć.
Zmarszczki i smugi – w polu widzenia nie dopuszcza się występowania zmarszczek i smug.
Wady w pasie brzeżnym
Pas brzeżny- pas wzdłuż krawędzi szyby.
Wielkość pasa brzeżnego:
w szybach o wielkości ≤ 5 m2 szerokość pasa brzeżnego wynosi 15 mm
w szybach o wielkości > 5m2 szerokość pasa brzeżnego wynosi 20 mm
W pasie brzeżnym przewidzianym do obramowania dopuszcza się pęcherzyki jeśli obszar
zapęcherzenia nie przekracza 5% powierzchni pasa brzeżnego.
W pasie brzeżnym nie przewidzianym do obramowania dopuszcza się tylko te wady, które nie są
zauważalne podczas badania.
3.4. Oznaczenie szyb ochronnych wg PN-EN 356
Zgodnie z normą PN–EN 356 punkt 12, wyroby, które spełniają wymagania tej normy, powinny
być zaopatrywane w notę dostawczą, zawierającą oznaczenie kodowe np. PN–EN 356 P1A,

©Copyright by PRESS GLASS SA® IV/2007/PL
57/68
zgodnie z tablicą 4 normy j.w. To samo oznaczenie może być nanoszone na wyrób ( np. na
życzenie Klienta) lub może być pominięte.
3.5. Oznaczenie szyb ognioodpornych wg PN-EN 357
Zgodnie z normą PN-EN 357 szyby ognioodporne oznacza się
literą(-ami) przedstawiającą(-ymi) uwzględnione wymaganie(-a) funkcjonalne, po którym podaje
się czas eksploatacji, wyrażony w minutach:
R(minuty)/E(minuty)/EW(minuty)/EI(minuty)/S(minuty)
3.5.1. Znakowanie szyb ognioodpornych
Na szybach ognioodpornych nanosi się trwały znak w prawym dolnym narożu w odległości ok.
30mm od krawędzi szyby.
Pojedyncze szyby do zastosowań wewnętrznych
PYROBEL
Rys.17
miejsce naniesienia trwałego znaku Wzór znaku
PYROBEL 16
EI30 PRESS GLASS
2007/01

©Copyright by PRESS GLASS SA® IV/2007/PL
58/68
Szyby pojedyncze do zastosowań zewnętrznych
Rys.18
Szyby zespolone z szybą ognioodporną
Rys. 19
miejsce naniesienia znaku - na szybie ognioodpornej - pozycja w szybie zespolonej #4: znak czytany na szybie ognioodpornej od wewnątrz pomieszczenia. Montaż szyb zespolonych z szybą ognioodporną w budynku należy prowadzić zgodnie z
instrukcją szklenia szyb ognioodpornych.
3.6. Oznaczenie i znakowanie szyb płaskich według PN-EN 12600
Odporność na uderzenie wahadłem (elementem z oponami) bada się dla szyb płaskich
stosowanych w budownictwie.
W zależności od rodzaju szkła, sposobu pękania na skutek uderzenia ( A-sposób pękania szkła
miejsce naniesienia znaku
Szyba warstwowa Szyba ognioodporna

©Copyright by PRESS GLASS SA® IV/2007/PL
59/68
odprężonego, B- sposób pękania szkła warstwowego, C- sposób pękania szkła bezpiecznego
hartowanego) oraz wysokości, z której spada element z oponami ( klasa 3 – wysokość 190mm,
klasa 2 – wysokość 450mm, klasa 1 – wysokość 1200mm) klasyfikację wyrobu szklanego –szyby
płaskiej można przedstawić następująco:
np.: 2(B)2 – oznacza 2 klasę odporności szyby warstwowej na uderzenie wahadłem
1(C)1– oznacza 1 klasę odporności szyby bezpiecznej hartowanej na uderzenie wahadłem.
W uzgodnieniu z Klientem, po uzyskaniu stosownych świadectw badań można taki znak nanosić
na szybę.
4. Inne szyby specjalne
4.1 Szyby klejone silikonem, szyby strukturalne.
Jednym z zastosowań szkła w nowoczesnej architekturze jest szklenie strukturalne. Jest to
technologia mocowania szyb do konstrukcji budynku za pomocą lepiszcza na bazie silikonu,
którym łączy się metal, szkło i inne materiały panelowe z konstrukcyjnymi elementami budynku.
Szkło stosowane do oszkleń strukturalnych podlega ocenie zgodnie z wymaganiami dla szkła w
budownictwie.
Silikonom konstrukcyjnym stosowanym w szkleniu strukturalnym stawiane są rygorystyczne
wymagania wytrzymałości i trwałości. Silikony powinny wykazywać dużą odporność na
promieniowanie UV i zmiany pogodowe.
Nacisk obciążenia wiatrem na elewację jest przenoszony przez silikonową masę uszczelniającą na
konstrukcyjne elementy budynku. Masa uszczelniająca musi utrzymywać swoją swoistą
niepodzielność i przyczepne wiązanie aby podtrzymywać panele połączone z elewacją. Tam, gdzie
jest używany wyżej opisany sposób połączenia konstrukcyjnego paneli elewacyjnych, muszą
zostać zastosowane istniejące specjalne procedury zapewniające skuteczną i prawidłową pod
względem wykonania realizację projektu.

©Copyright by PRESS GLASS SA® IV/2007/PL
60/68
4.2 Szyby półhartowane.
Szyby półhartowane (TVG) – wg PN-EN 1863 uzyskuje się na drodze obróbki termicznej. Ma ona na
celu zwiększenie wytrzymałości mechanicznej i termicznej szyb.
Takiej obróbce poddaje się szkło o grubości do 10 mm.
Szkło półhartowane ze względu na zwiększoną wytrzymałość na zginanie oraz sposób pękania ma
zastosowanie do łączenia warstwowego. Szyby warstwowe mogą być zastosowane jako elementy
fasadowego systemu bez-ramowego z mocowaniami punktowymi. Umiejscowienie otworów i
wycięć powinno być takie jak dla szyb hartowanych. Wszelkie obróbki szkła należy wykonywać
przed wzmacnianiem termicznym .
Można przyjąć, że szkło półhartowane ma wytrzymałość mechaniczną pomiędzy szkłem nie
hartowanym i hartowanym. Również zwiększona wytrzymałość termiczna jest istotna w przypadku
zamontowania szyb na fasadzie budynku. W przypadku pęknięć szyb (pęknięcia do krawędzi)
duże kawałki spojone lepiszczem nie odpadają od fasady budynku co zwiększa bezpieczeństwo
użytkowników.
Szyb półhartowanych nie zalicza się jednak do szyb bezpiecznych.
Tabela nr 30
Wartości wytrzymałości mechanicznej różnych rodzajów szkła (PN-EN 12150-1; PN-EN 1863-1)
Rodzaj szkła Wartości wytrzymałości
mechanicznej [N/mm2]
Float: bezbarwne barwne powlekane
120
Emaliowane float (przy rozciąganiu emaliowanej powierzchni)
75
Har
tow
ane
Szkło wzorzyste i płaskie ciągnione 90
Float: bezbarwne barwne powlekane
70
Emaliowane float (przy rozciąganiu emaliowanej powierzchni)
45
Półh
arto
wan
e
Szkło wzorzyste i płaskie ciągnione 55

©Copyright by PRESS GLASS SA® IV/2007/PL
61/68
5. Zakładowa Kontrola Produkcji
Kontrola jakości wyrobu przebiega zgodnie z Planem Kontroli i Badań.
Obejmuje:
samokontrolę – sprawdzanie jakości wyrobów na każdym etapie produkcji przez pracowników
produkcyjnych
kontrolę inspekcyjną – przeprowadzana przez kontrolerów na poszczególnych etapach produkcji
poprzez pobranie próby, na podstawie której sprawdza się zgodność produkowanych wyrobów.
kontrolę i badania końcowe – badana jest losowo wybrana próba z przygotowanej do wysyłki
partii szkła. W ocenie wysyłki uwzględnia się także sposób pakowania i zabezpieczenia szyb na
stojakach końcowych (opakowaniach).
Ocenę wyrobów przeprowadza się na podstawie wymagań zawartych w PN–EN 12150–1, PN–
EN1096–1, PN–EN ISO 12543–1÷6, PN–EN 356, PN-EN 357, PN-EN 12600, PN-EN 572-2, -4,-5, PN-
EN 1863-1, PN-EN 14179-1, PN-EN 1288-3.
Kontroli podlegają dostawy surowców i materiałów do produkcji, w sposób ciągły odbywa się
monitoring parametrów procesów co umożliwia wczesne reagowanie na nieprawidłowości w
procesie.

©Copyright by PRESS GLASS SA® IV/2007/PL
62/68
III część – KATALOG FIGUR*

©Copyright by PRESS GLASS SA® IV/2007/PL
63/68

©Copyright by PRESS GLASS SA® IV/2007/PL
64/68

©Copyright by PRESS GLASS SA® IV/2007/PL
65/68

©Copyright by PRESS GLASS SA® IV/2007/PL
66/68
* Patrz : Uwaga 1 wg punktu 3.1, części I Normy

©Copyright by PRESS GLASS SA® IV/2007/PL
67/68
BIBLIOGRAFIA
W niniejszej Normie wykorzystano informacje pochodzące z następujących źródeł:
– PN–EN 1279 –1÷6 - Szkło w budownictwie. Szyby zespolone izolacyjne
– PN–EN 12150 – 1 - Szkło w budownictwie. Termicznie hartowane szkło bezpieczne sodowo-
wapniowe
– PN-EN 14179-1 - Szkło w budownictwie. Termicznie hartowane, wygrzewane, bezpieczne
szkło sodowo-wapniowo-krzemianowe
– PN–EN 572 –1÷9 - Podstawowe wyroby ze szkła sodowo wapniowo krzemianowego
– PN–EN 1096– 1 - Szkło w budownictwie. Szkło powlekane
– PN–EN–ISO 12543–1÷6 - Szkło warstwowe i bezpieczne szkło warstwowe
– PN–EN 356 - Szyby ochronne
– PN-EN 12600 - Szkło w budownictwie. Badanie wahadłem. Udarowa metoda badania i
klasyfikacja szkła płaskiego
– PN–EN 357 - Szkło w budownictwie. Ognioodporne elementy oszkleniowe z przezroczystych
lub przejrzystych wyrobów szklanych. Klasyfikacja ognioodporności.
– PN–EN 1863-1 - Szkło w budownictwie – Cieplnie wzmocnione szkło sodowo-wapniowo-
krzemianowe – Część 1: Definicja i opis
– PN–EN 1288-3 - Szkło w budownictwie. Określenie wytrzymałości szkła na zginanie. Część 3:
Badanie na próbkach podpartych na dwóch podporach (czteropunktowe zginanie).
– Technologia szkła - praca zbiorowa

©Copyright by PRESS GLASS SA® IV/2007/PL
68/68
Opracował zespół:
...............................
Kierownik Działu Jakości –Tychy
Kierownik Działu Jakości –Nowa Wieś
Zatwierdził:
Wiceprezes Zarządu
Dyrektor d.s. Produkcyjno-Technicznych
Pełnomocnik Prezesa Zarządu
ds. Jakości
...........................................