Jtt 18. Warszawa, dni Ia maj 192a r.3 Tom LXI. PRZEGLĄD...
20
Jtt 18. Warszawa, dnia I maja 1923 r. Tom LXI. PRZEGLĄD TECHNICZNY TYGODNIK POŚWI CONY SPRAWOM TECHNIKI I PRZEMYSŁU. rok czterdziesty Redaktor Inżynier technolog Czesław Mihulshi, Przedpłat kwartaln . . 3 zł. polskich (podł. relacji, ustalanej dla bonów zlotowych) przyjmuje Administracja i Pocztowa Kasa Oszcz dności na konto Jf; 515. Zagranic . . . 5 fr. szw. kwartalnie. Cena numeru pojedynczego Mk. 2.000. Ceny ogłoszeń: Za jedn stronic mk. 45O.OO0 , nól stronicy 24O.OOO , ćwierć , , 13O.O0O , jedn ósm . . . . . , SO.OOO , jednq szesnast 40 000 Dopłaty: pierwsza stronica 50*/,. Biuro Redakcji i Administracji: Warszawa, ul. Czackiego No 3 (Gmach Stowarzyszenia Techników). Telefonu Na 57 04. Redakcja otwarto We wtorki, czwartki i pi tki od godz. 7 do 8'/, wieczorem. Administracja otwarta codziennie od godz. 12 do 2 po poi. i od 6 do 8 wieczorem. Wejście przez schody główne budynku albo przez sień w podwórzu wprost bramy M 3. APARATY KOPJOWE „ELLAMS'a" płaskie i rotacyjne. MASZTNY DO PISANIA „UNDERWOOD" biurowe i podróżne. ARYTMOMETRY systemu ODNERA G. GERLACH WARSZAWA m 4. Tow. Akc. Fabryk Budowy P dni, Maszyn i Odlewni Żelaza J.JOHN wr Ł o d z i P DNIE, TOKARKI, WYGŁADZIARKI, K AT 1 ! V STREBELAd0 \J X . JLS X OGRZEWAŃ CENTRALNYCH. Uchwyty samocentruj ce. Imadła l*ÓWHOległe. Koła z bate. Własne Biura Sprzedaży. Warszawa Lwów Kraków Poznań Lublin Al. Jerozolimska 51. ul. Zyblikiewicza 39. ul. Basztowa 24. Wały Zygmunta Augusta 2. Krak. Praedm. 58. Adres telegraficzny: „TRANSMISJA". Dostawa ze składów lub w terminach krótkich. Zakłady urz dzone na 1300 robotników i urz dników.
Transcript of Jtt 18. Warszawa, dni Ia maj 192a r.3 Tom LXI. PRZEGLĄD...
-
Jtt 18. Warszawa, dnia I maja 1923 r. Tom LXI.
PRZEGLĄD TECHNICZNYTYGODNIK POŚWIĘCONY SPRAWOM TECHNIKI I PRZEMYSŁU.
rok czterdziesty
Redaktor Inżynier-technolog Czesław Mihulshi,
P r z e d p ł a t ę kwartalną . . 3 z ł . polsk ich(podł. relacji, ustalanej dla bonów zlotowych)przyjmuje Administracja i Pocztowa Kasa
Oszczędności na konto Jf; 515.Z a g r a n i c ą . . . 5 f r . s z w . kwartalnie.
Cenanumeru pojedynczego
Mk. 2.000.
Ceny ogłoszeń:Za jedną stronicę mk. 45O.OO0
, nól stronicy 24O.OOO, ćwierć , , 13O.O0O, jedną ósmą . . . . . , SO.OOO, jednq szesnastą 40-000
Dopłaty: pierwsza stronica 50*/,.
Biuro Redakcji i Administracji: Warszawa, ul. Czackiego No 3 (Gmach Stowarzyszenia Techników). Telefonu Na 57-04.Redakcja otwarto We wtorki, czwartki i piątki od godz. 7 do 8'/, wieczorem. Administracja otwarta codziennie od godz. 12 do 2 po poi. i od 6 do 8 wieczorem.
Wejście przez schody główne budynku albo przez sień w podwórzu wprost bramy M 3.
APARATY KOPJOWE
„ELLAMS'a"płaskie i rotacyjne.
MASZTNY DO PISANIA
„UNDERWOOD"biurowe i podróżne.
ARYTMOMETRY systemu ODNERA
G. GERLACH WARSZAWA m 4.
Tow. Akc. Fabryk Budowy Pędni, Maszyn i Odlewni Żelaza
J.JOHNwr Łodzi
PĘDNIE,TOKARKI,
WYGŁADZIARKI,K A T 1 ! V S T R E B E L A d 0\J X . JLS X OGRZEWAŃ CENTRALNYCH.Uchwyty samocentrujące. Imadła l*ÓWHOległe. Koła zębate.
Własne Biura Sprzedaży.Warszawa Lwów Kraków Poznań Lublin
Al. Jerozolimska 51. ul. Zyblikiewicza 39. ul. Basztowa 24. Wały Zygmunta Augusta 2. Krak.-Praedm. 58.
Adres telegraficzny: „TRANSMISJA".
Dostawa ze składów lub w terminach krótkich.Zakłady urządzone na 1300 robotników i urzędników.
-
160 FitZEGLĄD TECHNICZNY. 18
5E5H5H5E5H5E5H5H5aSH5E
HEINR1CH HIWCHMEHWERKZEUGfABRIK
AKHAFFENBURGasasESEHasifsasHsaHasas
Jeneralni PrzedstawicieleDom Handlowy
Stefan LothWarszawa,
Marszałkowska 129, tel. 79-75
poleca precyzyjne narzędziamiernicze:
mikromierze, przymiary suwa-kowe, kalibry, szablony, płyty
• i linje, kątowniki, kątomierze,czujniki, tastry, cyrkle i t.i.p.Skład w Warszawie stale obficie
zaopatrzony.2C3
^ Spółka Akcyjna (r
Warszawskiej Odlewni i Fabryki Maszyn„METALLUM"
Warszawa, ul. Wolska 98, tel. 118-07.
Wykonywa wszelkiego rodzaju odlewy i cliwne z własnych i powierzonych modeli,koła pasowe i tryby daszkowe z formma'
szyn po cenach przystępnych.
Zakłady Elektryczne V E R T E X Tow. z ogr. w Warszawie) Marszałkowska JMa 98.Adr, telegr. WERTEX—WARSZAWA. Tel. 16-32 i 76-64.
k- -
„BE-TE-HA"Warszawa, ul. Miodowa Ns 2
Jeneralna Reprezentacja
Tow. Akc. ERNEST KRADSE i S ^Wiedeń Berlin
Prosimy o odwiedzenie naszego skła-du, bogato zaopatrzonego w precyzyjne
obrabiarki do metali i narzędzia.Skład:
Plac Trzech Krzyży Na 3.
211
FABRYKA
S. LANGIEWICZAWarszawa,
Przyokopowa 22, tel. 170-54
produkuje i sprzedaje:
Odlewy żeliwne,Odlewy z bronzu
fosforowego.
Białe metale:
Babbit, Magnolja.Lut spaw francuski.
217
-
. PRZEGLĄD TECHNICZNI. Mik
Fabryka Wyrobów Gumowych .
POLONITSpółka Akcyjna
Fabryka: Warszawa-Praga, ul. Otwocka 14, tel. 103-33.Zarząd: Warszawa, ul. Fredry JU10, tel. 192-48.
Adres telegr. „Nitpol"
wykonywa:
Gumowe Artykuły TechniczneW ę ż e do wody, piwa, pary—na wysokie ciśn'e-
nia, do.gazu, nafty i t. p,
Gumy powozowe,Wały g u m o w e papiernicze, litograficzne i t.p.
Wałki do wyżymaczek,nowe i reparacja uszkodzonych,
Klapy, sznury, mufki gazowe i wszelkieArtykuły formowe gumowe
i ebonitowe,Płótno gumowane, płyta stemplowa,
autopłyta i t. p.106.
Jeneralne Przedstawicielstwo BRACIA BORKOWSCYWarszawa, Jerozolimska 6. , 42
TOW. AKC. ZAKŁADÓW MECHANICZNYCH
BORMAIMIM, SZ.WEDE i S-KATelef. działu handlowego 7-22.
„ j, sprzedaży 2Q'86.
WARSZAWA, UL. SREBRNA Nr 16Telef. działu technicznego 20-63.
Fabryka egzystuje od 1875 roku. „ „ warsztatowego 278-28.
1. Kompletna budowa i remont) cu-krowni, gorzelni, syropiarni, fabryk drożdży,krochmalni, suszarni, fabryk chemicznych i su-chej destylacji.
2. Wszelkie aparaty i kotły dla prze-mysłu naftowego.
3. Kotły p a r o w e hydraulicznie nitowanewszelkich racjonalnych systemów na wysokiei niskie ciśuienie.
4. Maszyny parowe i pompy zwykłe,tryplex i wirowe.
5. Aparaty do zmiękczania i oczyszczania wody.6. Odparnice syat. „Kestnera", „Wel-
der - Jelinek" i zwykłe stojące*
7. Aparaty gorzelnicze i rektyfika-cyjne systemu „Bormanna" i „Bar-bet-Bormann".
8. R e g u l a t o r y automatyczne do pary dla go-rzelni (oszczędność na opale i obsłudze).
9. Precyzyjne i zwykłe r o z l e w a c z k i d obutelek.
10. B e c z k i żelazne, miary bronzowe i żelaznedo wszelkich płynów.
11. Konstrukcje żelazne i wszelkie robo-ty, wchodzące w zakres kot lars twa ż e -laznego i miedzianego.
12. Wszelkie roboty mechaniczne i armatura.
Przy budowie nowych i przebudowie starych urządzeń specjalnie uwzględniamy racjonalną gospodarkę parową,O s z c z ę d n o ś ć na opale doprowadzamy do maximum.
Wszystkie wyroby najnowszej konstrukcji i w najdokładniej szem wykonaniu.Zapasy piaterjałów na składzie. Ceny możliwie niskie.
47
-
162 PJRZS&LĄD TECHNICZNY. 18
1SPÓŁKA AKCYJNA
FABRYKI WAGONÓW
WACONZAKŁADY ł DYREKCJA: O S T R Ó W (POZN.)
TELEFONY: 304, 305, 309.
Wagony osobowe wszystkich klas, wagonysalonowe, sypialne, restauracyjne, wagonyspecjalne, wagony towarowe wszystkichtypów, wagony dla kolejek podjazdowych,
wagony dla kolei elektrycznych.
Lokomotywy elektryczne. Przesuwalniei krany elektryczne.
PRODUKCJA ROCZNA:
3000 wagonów towarowych,500 wagonów osobowych.
76
Poszukuję kompletu maszyndo przędzenia lnu
nowych, lub używanych,Oierty z ceną proszę nadesłać pod adresem: Stanisław Kubiczek,
w Uniejowie ziemi Kaliskiej.202
Noże do szelmaszyn,rurki giętkie do pras hydraulicznych
okazyjnie sprzeda firma„HAK", Marszałkowska 58.
223
Centralne Biuro Zakupównabędzie obrabiarki i maszyny
do urządzeń warsztatów kolejowych.Szczegółowe ogłoszenie w Moni-torze Ns di z d. 25 kwietnia r. b.
222
Przetarg.Centralne Biuro Zakupów P. K. P.
w Warszawie, Al. Jerozolimskie 48
zakupi 100.000 kg chlorku cynku.Szczegóły ogłoszono w J^ 91 Monitora z dn. 21 kwietnia r. b,
216
Dr. W. P, Kłobukowski, inżynier-chemlkFabryka maszyn i urządzeńogrzewniczych ł zdrowotnych
Spółka Akcyjna
w Warszawie, Aleje Jerozolimskie 67. — Telef. 15-03 i 15-04,30
S u s z a r n i e do owoców, warzyw, okopowizn, wysiodków buracianycli, cykorji, zbota, nasion U. p.Urządzenia do przetworów z owoców i warzyw.Kuchnie I piekarnie wojakowe polowe. Warnlki próżniowa—Wakuum, Autoklaw;Multlpl lkatory o g r z e w a n i a do pieców pokojowych — oszczędzają 80"/,, opalu.D r z w i c z k i p l e c o w e , nigdy nie tracą, hermetyczności, zwiększają, wydajność" ciepła.P i e c e ż e l a z n e z a s y p n e piaBzczowe do powolnego ciągłego palenia.C e n t r a l n e o g r z e w a n i e za pomocą kaloryferów żelaznych, nieprzypalających kumu.Nasady kominowe I wentylacyjne obrotowe i itałe. Kratki wentylacyjne.Wentylatory turbinowe dla fabryk niskiego I wysokiego ciśnienia.Wrzątnikl periodyczne i «i stałym wypływem wrzątku gorącego i ostudzonego.U r z ą d z e n i a k ą p i e l o w e : pieco kolumnowe; naftowe i gazowe, natryski i t, p.Aparaty dezynfekcyjne stale i przewoźne. Aparaty asenizacyjne.Piece do spalania śmieci atałe i przewoina, Pralnia I suszarni* de bielizn;.
J.ŻIMNOCHWarszawa,
Leszno 70, tel. 176-12.
Specjalności\Śfi\ Wiertarki szybkobieżne.i\||f Tłocznio mimośrodkowe.Irp2- Piły do cięoia żelaza.
™ 149 ^
Do budującej sięfabryki lokomotyw
są potrzebni
konstruktorzyi rysownicy
dobrze obeznam z instalacjami mecha"nicznemi.
Oferty z życiorysem, odpisami świa'dectw i z podaniem warunków refleks
tanci mogą składać do:
Dyrekcji Fabryki Wagonów i Lokomotyw
Tow, Akc. H. Cegielski - Poznań.
209
-
JNe 1 8 . Warszawa, dnia 1 Maja 1923 r. Tom LX.
PRZEGLĄD TECHNICZNYTYGODNIK POŚWIĘCONY SPRAWOM TECHNIKI I PRZEMYSŁU.
REDAKTOR Inżynier-teehnolog CZESŁAW MIKULSKI.
TREŚĆ: Stanisław Hempel. Przemysł chemiczny w Polsce i jego lokalizacja. — Wł, Witkoiuski. Zastosowanie pary przegrzanej do ko-tłów parowozowych. — Zasady organizacji pracy. — Wiadomości techniczne. — Kronika. — Wiadomości stowarzyszeń kotłowych.
Z 11-ma rysunkami w tekście.
PRZEMYSŁ CHEMICZNY W POLSCE I JEGO LOKALIZACJA1).Podał dr. chemji Stanisław Ilempel.
Dla orjentowania się w ogólnym rozwoju przemysłunaszego, ważnem jest wyodrębnić te czynniki objektywne,które, niezależnie od naszej woli i zamiarów ogólnych, bez-względnie o tym rozwoju decydują.
Obecny układ i stan przemysłu chemicznego w całemPaństwie Polskiem nie Jest wynikiem stopniowej ewolucjilogicznie związanych ze sobą fabryk, lecz tworem polityczno-etnograficznym, wynikłym z ostatniej wojny. Charaktery-żuje go przerost pewnych jego części i niedorozwój innych,Jest on w pewnym stopniu absurdem ekonomicznymw chwili obecnej Jeżeli spojrzymy na całokształt jego z te-oretycznego punktu widzenia, wydać się on nam może sa-niewystarczającym układem harmonijnym. W istocie har-monja ta zrealizować się da dopiero w przyszłości, obecniepanuje jeszcze w większości gałęzi przemysłu niepewnośći brak linii wytycznej.
Faktem, który powoduje ogólne przetasowanie w wiek-szóści gałęzi przemysłu jest głównie zjednoczenie GórnegoŚląaka z Polską. Połączenie się Kongresówki z Galicją! Po-znańskiem bezwarunkowo nie wprowadziło tylu nowychczynników.
Niżej przytoczone tablice wskazują, jak potężnym źró-dłem wytwórczości jest G. Śląsk, w porównania z innemidzielnlcami. Sątodane statystyczne GórnO-Śląskiego Związkuprzemysłu górniczo-hutniczego, ogłoszne na ostatniej wy-stawie w Katowicach.
, , '. , , . . , .
-• „ G.-Sląsk. Kongresówka. Gahc,a.Węgiel kamienny. . . ' . . . 32 851 6 834 1800
b r u n a t n y 155 37Ruda żelazna 138 303 19
„ cynkowa i ołowiana . . 483 71 9
Wyroby u b S n e koksowe '. '. 114Brykiety z węgla kamiennego . 277Surowiec żelaza . . . . . . 637 454
ż e l r S S T i - stal ziewną! \ 1160 - 595Półfabrykaty stalowni i pud- 83 49
łowniFabrykaty gotowe walcowni. . 794 \ 5 B 1
S c h e t n U 7 t e 0Ż 6 l a z n e g 0 '
Kwas s iarkowy^SO^Bi! '.'.'. 256 f 30Bezwodnik kwasu S0 2 p ł y n n y . 3
ŁL8Ucv°nkowa " ' ; ' • ' J S 8 WO ł ó w . . . , . . . ' . , ' . 4 8 3G i e j t a . . . . . . . . . . 3S r e b r o . . . . . . . . . . 8 0 0 0 k i l . , '•••
3 9 0 0 0 9 0 2 0 1 8 8 3
TABLIGA II.
Górnictwo węglowe. . . . .°ały przemysł górniczo -butni-
P ° w i y - p t M m y e i górniczy/że-"lazny, cynkowy, ołowiany,przetwórczy i t. d. . . .
Liczba robotnikóww 1921 r.G.-Śląsk. reszta Polski'148 384 62 348
42 405381578
109 448
47100218 896
Mając sposobność dokładnego zapoznania się z prze-mysłem chemicznym w całej Polsce, łącznie z Górnym Ślą-skiem, pozwolę sobie przedstawić objektywne widoki i drogiprzyszłego rozwoju naszego przemysłu chemicznego. Ogólnete wnioski wynikają z objektywnej analizy układu czynni-ków, decydujących o tym rozwoju.
Można dziś podzielić całe państwo na dwa tereny che-miczno-przemysłowe: jeden—zachodni,—jest nim G. Śląsk,i drugi — wschodni, — stanowią go inne dzielnice państwa.
Obydwie te części posiadają zupełnie odrębną fizjo-nomj • ^ gi z a 8 a d n f c z 0 >
Górno-Sląski przemysł chemiczny opiera się przede-wszystkiem na w asnych naturalnych surowcach i może bycz u P e ł m e uniezależniony od przywozu zagranicznego.
Posiada on swój kwas siarkowy i azotowy, cynk, ołów,żelazo i związki aromatyczne, produkty destylacji anioływęglowej. Charakterystyczną stroną całego przemysłu gór-no-śląskiego jest to, że tworzy on wielkie kompleksy fabry-czne samowystarczające sobie. Najbardziej charakterystyczneP°d ty111 względem są huty cynkowe i ołowiane, składają sięone bowiem z własnych kopalni węgla, blendy cynkoweji błyszczu ołowianego, z prażelni, instalacji kwasowych, war-sztatów przeróbki najrozmaitszych odpadków cynkowych,wreszcie hut ostatecznej przeróbki cynku i ołowiu na blachy,mvY * *• P- Dodać do tego jeszcze należy własne cegielnie,tartaki i fabryki szamotów.
Takich potężnych towarzystw, samowystarczającychaobie, jest killfa Oprócz tego grupy te tworzą jeszcze noweogólno-tery tonalne związki. Często grupy takie należą do0 | ó ł n o . n i e ^ i e c k i e g o z w i ą Z ku przemysłowego.
Fabryki kwasu siarkowego, tego podstawowego su-rowca dla całego przemysłu chemicznego, są włączone dotych wielkich kompleksów przemysłowych, jako fabrykacjeuboczne, wykorzystujące gaz siarkowy przy prażeniu blendycynkowej.
ja^o przykład porównawczy, przytoczę niektóre daneo instalacjach firmy Georg y. Giesches Erben". Firma taposiada własne kopalnie węgla, położone obok huty, własnekopalnie blendy i błyszczu cynkowego, prażelnie, instalacjekwasowe (komorowe i kontaktowe), huty dla przeróbki me-talu, fabryH wyrobów.ceramicznych—ogniotrwałycli i kwa-soodpornych, wreszcie osobną fabrykę gazu wodnego systemuMonda.
Prażelnie składają się tu z wielkiej ilości pieców naj-nowszych typów. Są one połączone z olbrzymiemi komoramiołowianemi lub systemami kontaktowemi. Wspomnianafirma posiada około 150 000 ml komór ołowianych. Wszelkiezaś inne dzielnice Polski posiadają razem około 30000 m*.A przecież poza Giesches Erben są na G. Śląsku inne wy-twórnie kwasu siarkowego. Ogólna maksymalna produkcjacałego G. Śląska wynosi około 250 0001 rocznie kwasu, gdyinne dzielnice wytworzyć mogą 30000Ł
Górno-śląska produkcja kwasu siarkowego opiera sięna surowcu, sprowadzanym z Tarnowskich Gór, który jakowypałek, daje wysokowartos-ciowy tlenek cynku, przerabianyna miejscu na metal i przedmioty wykończone. Produkcjazaś pozostałej części Polski opiera się na przywożonych z zamorza pirytach, które po wypaleniu dają mało wartościowy
') Referat, wygłoszony na Zjeździe Chemików Polskich dn. 6 kwietnia r. b. w Warszawie.
-
174 PRZEGLĄD TECHNICZNY. 1923.
tlenek żelaza. Jasnem więc jest, że w walce konkurencyjnejprodukcja górnośląska wyjdzie zwycięsko.
Trzeba teraz wziąć pod uwagę, że z produkcją kwasusiarkowego łączy się cały szereg fabrykacji chemicznych,przedewszystkiem fabrykacja superfosfatów. Obok górno-śląskich fabryk kwasowych, mieszczą się tam olbrzymie fa-bryki superfosfatów, również wielokrotnie przekraczająceprodukcję innych dzielnic.
Obecnie wielkie ilości kwasu siarkowego zostają wy-wożone do Niemiec, jednak wobec ogólnej dążności pań-stwowej do przeróbki w kraju własnych surowców na pro-dukty uszlachatnione, tworzy się korzystna konjunktura dlaprzeróbki tegoż kwasu na*miejscu. Górny Śląsk nie posiadawłasnej soli, lecz z łatwością sprowadzać ją będzie dla prze-róbki na kwas solny, siarczan sodu, siarczek sodu i t. p.
Potężne kompleksy przemysłowe g-śląskie z łatwościąbędą mogły uruchomić w przyszłości wyrób tych produktów,jak również siarczanu glinu, szkła wodnego i t. p.
Kwestja azotowa w Polsce ma dziś również swoje roz-wiązanie na G. Śląsku, w postaci państwowej fabryki w Cho-rzowie. Zakłady te są dziś największą i najpiękniejszą fa-bryką chemiczną w Polsce. Produkować ona dziś może 781amoniaku dziennie, a produkcję kwasu azotowego dopro-wadzić można do 1601 dziennie. Obecnie jednak wytwarzasię tylko 801 dziennie. Oprócz tego, fabryka posiada kom-pletną instalację do wyrobu saletry amonowej.
Niestety, fabryka ta nie została jeszcze uruchomionaw swej części kwasowej, pomimo że posiada kompletną in-stalację. Jaknajszybaze uruchomienie tych instalacji posiadapierwszorzędne znaczenie dla całego przemysłu chemicznegow Polsce. Istniejące bowiem u nas fabryki chemiczne musząsprowadzać saletrę sodową i amonową dla wyrobu kwasuazotowego i materjałów wybuchowych.
Wobec tego, że fabryka Chorzowska znajduje się bliskogranicy, zjawiły się projekty przeniesienia instalacji amonja-kalnej i kwasowej w głąb kraju. Jest to projekt zupełnienierealny, nie można bowiem odrywać tej produkcji odźródeł energji elektrycznej.
Jeżeli nawet sprawa azotowa w Polsce nie jest rady-kalnie rozwiązana przez fabrykę w Chorzowie, to w każdymrazie sytuacja ta potrwa jeszcze szereg lat w tym stanie.
Widzimy więc, że najważniejsze fabryki przemysłuchemicznego nieorganicznego,rwraz z jego naturalnemi su-rowcami, są uwięzione na Gr. Śląsku, poza tym zaś terenempozostają tylko fabryki sody, które z natury rzeczy musząsię.mieścić obok kopalni soli.
Co się tyczy produktów destylacji smoły węglowej, toi te, jak to wszystkim wiadomo, otrzymywane są głównie naGr. Śląsku. Dziewięć koksowni polskiej części Gf. Śląskai największa na kontynencie destylaraia w Świętochłowicachmogą dostarczyć olbrzymich ilości najczystszych surowcóworganicznych. Nowopowstałe projekty uwolnienia się odmonopolu górnośląskiego na związki aromatyczne przezpirogenezę ropy również są nierealne w chwili obecnej.Kosztowne urządzenia tego rodzaju miałyby znaczenie tylkomilitarne i prawdopodobnie nie mogłyby konkurować z ko-ksowniami już dziś istniejącemi. Gf. Śląsk posiada czteryduże fabryki materjałów wybuchowych technicznych: dyna-mitów, prochu czarnego, dynamonów chloranu i saletryamonowej,- Produkcja ich może w zupełności pokryć zapo-trzebowanie miejscowe.
Co się tyczy tych fabryk, to należy dążyć do stopnio-wego przeniesienia ich* wgłąb kraju, gdyż posiadają one dużeznaczenie wojenne. Umiejętne wykorzystanie tych fabrykuwolnić może państwo od budowy własnych zakładów wo-jennych.. Dodać należy, że Gr. Śląsk posiada kilka większychfabryk litoponu i innych proszków farbiarskich. Przecho-dząc do opisu przemysłu chemicznego we wschodniej częścipaństwa, zaznaczyć odrazu należy, że opiera się on w ogrom-nej większości na surowcach przywożonych.
Jedyne i najważniejsze surowce tej części są to: drzewoi sól. Przemysł przetwórczy z tych surowców stanowi dość du-
żą pozycję w ogólnym bilansie chemicznym,, nawet jakoprzemysł wywozowy. Również jest dość rozwinięty prze-mysł tłuszczowy, farmaceutyczny i wyrób jedwabiu sztucz-nego.
Te gałęzie przemysłu nie są zagrożone przez przemysłgórnośląski; przeciwnie, rozwój ich pójdzie jeszcze dalej.
Co się zaś tyczy wielkiego przemysłu organicznego, toprzeżywa on bezwarunkowo kryzys przejściowy i nie wia-domo nawet dziś jeszcze, w której części państwa zostanieulokowany. Chodzi tu głównie o wytwarzanie pół-produktów. Istniejące fabryki barwników opierają swojąwytwórczość na półproduktach zagranicznych; wprawdziezaczęto już u nas wyrabiać niektóre półprodukty, ale są tojeszcze produkcje drobne. Gdyby istniejące fabryki barw-ników zdolne były postępować solidarnie w tej sprawie i złą-czyć się w syndykat dla wytknięcia sobie wspólnej linji roz-wojowej, sprawa odrazu stanęłaby na pewniejszym gruncie.Powstałe jednak konsorcjum budowy fabryk półproduktówdlatego do niczego nie doszło, że żadna z fabryk szczerzenie chciała poprzeć tych planów. Indywidualizm i egoizmoddzielnych przedsiębiorstw sprawę tę pogrzebał.
Fabrykację półproduktów w póważnem znaczeniu roz-wiąże nie kapitał zagraniczny, na co wielu u nas się ogląda,ale przedewszystkiem wytworzenie się współdziałania po-między Górnym Śląskiem, posiadaczem wszystkich potrzeb-nych surowców, a konsumentami tych półproduktów —fabrykami barwników i farbiarniami. Jeżeli sprawa posta-wiona będzie na tym gruncie, można być pewnym, że zo-stanie rozwiązaną. Zestawiając wszystkie te fakty, możnadojść do przekonania, że, niezależnie od naszej woli, leczsiłą faktów, centrum całego przemysłu chemicznego w Pol-sce przesunęło się dziś na Górny Śląsk. Paktowi temu niemożemy się przeciwstawić, wynika on z geologicznego ukła-du Polski. Górny Śląsk, jest nietylko naszem źródłem ener-gietycznem, ale i źródłem wszystkich najważniejszych surow-ców chemicznych. Bezwarunkowo jest to dla państwa nie-wygodne, że przemysł chemiczny jest zcentralizowany nadgranicą. Z punktu widzenia wojennego przedstawia to dużeniebezpieczeństwo. Lecz w takim razie należy postawić so-bie pytanie, czy możliwe jest przesunięcie tego ośrodkaprzemysłowego na inne miejsce, dogodniej pod względemstrategicznym położone? Czy możliwe jest nadanie innegokierunku rozwojowi przemysłu, który lokuje się obok źró-deł, energietycznych i surowców? Czy uda się nagiąć powsta-jący przemysł do strategiczno-militarnych zadań? Czy źró-dła naftowe potrafią zastąpić bogate pokłady węgla w za-głębiu górnośląskiem?
Odpowiedź na to może być tylko taka:Zagłębie węglowe górnośląskie, dąbrowskie i krakow-
skie jest i będzie w przyszłości ośrodkiem całego przemysłupolskiego.
Plany polityczno-strategiczne należy nagiąć do tegozupełnie konkretnego faktu, a nie odwrotnie.
Stwierdzając ton fakt, musimy zgodzić się świadomiena szczere poparcie rozwoju przemysłu w tym' okręgu i uz-nać go za przemysł polski.
Że fabryki górnośląskie są w rękach niemców, jestsprawą narazie drugorzędną, ale stoją one na ziemi czystopolskiej i pracują w nich robotnicy polscy,
Wszelkie dążenie do wyemancypowania się ekono-micznego od Górnego Śląska jest niesłuszne, przeciwnie,powinniśmy utrwalać w społeczeństwie naszem przeświad-czenie, że G. Śląsk jest sercem naszego przemysłu.
Zadaniem polskich techników powinno być dążeniedo pracy na G. Śląsku i dla Gf. Śląska. Zadaniem ich jestzająć się nie tem, jak obejść się bez niego, ale przeciwnie,jak należy jego wytwórczość udoskonalić, a jego żyeie tech-niczne spolszczyć. Pod tym względem technicy polscymają przed sobą całe morze zagadnień i obowiązków.
Niestety, dużo jeszcze czasu upłynąć może, nim za-czniemy się dobrze orjentować, czem jest ta wielka i mister-na pracownia, którą mamy na Grdrnym Śląsku.
-
18. PRZEGLĄD TECHNICZNY.- 175
Zastosowanie pary przegrzanej do kotłów parowozowychPodał Wł. Witkowski. inż.
Para wodna przegrzana posiada pewne własności, którestawiają ją ponad parę nasyconą w dziedzinie zastosowaniapary wodnej do przekształcania energji cieplnej w ruch.
Para nasycona znajduje się w stanie równowagi niesta-łej:- dostatecznem jest nieskończenie małe obniżenie tempe-ratury pary nasyconej, przy zachowaniu innych warunkówbez zmiany, do wywołania w niej skroplenia się odpowied-niej jej ilości. Przeciwnie, w parze przegrzanej dopieroskończony spadek temperatury powoduje skroplenie, to zna-czy, że para przeg-rzana może oddać bez szkody dla siebiecałe swoje ciepło przegrzania i dopiero wtedy zacznie sięskraplać, gdy stanie sie parą nasyconą. Obniżenie się tempe-ratury pary odbywa się wszędzie tam, gdzie para w drodzeod kotła parowego do maszyny napotka ścianki chłodniejszeod samej pary. Szczególnie dotkliwie daje się to odczućw czasie wlotu pary do cylindra, gdy para zetknie się ześciankami kanału wlotowego, z powierzchnią pokrywy cy-lindra, tłoka oraz z powierzchniami trzona tłokowego i wresz-cie z boczną powierzchnią cylindra parowego, t. j . ze wszy-stkiemi temi powierzchniami, które przedtem, w okresie wy-lotu pary, były ochłodzone przez zetknięcie się z parą wyloto-wą. W tych warunkach para nasycona częściowo się skraplai wydziela z siebie wodę w postaci rosy, która pokrywachłodniejsze części .cylindra parowego. Ponieważ objętość1 kg pary nasyconej o 10 atm. ciśnienia równa się 0,197 m3,a objętość 1 kg wody otrzymanej z tej pary równa sięokoło 0,001 mi, t. j . 197 razy mniej, to próżnia, któraprzytem powstaje, wypełnia się świeżą parą, co oczywiściedaje w rezultacie zwiększony rozchód pary w cylindrze.W tych samych warunkach para przegrzana, o ile tylkobędzie dostatecznie silnie przegrzana, odda część swegociepła ściankom cylindra, ale się nie skropli. Skrople-nie może nastąpić tylko wtedy, gdy tego zapasu ciepław parze przegrzanej okaże się za mało, i para przegrzanadojdzie do stanu nasycenia. Zastosowanie więc pary dosta-tecznie silnie przegrzanej zapobiega całkowicie skraplaniusię pary w cylindrze, i w tym właśnie tkwi jedna z ważniej-szych zalet pary przegrzanej. Panuje ogólne przekonanie,że przy tym procesie skraplania się pary nasyconej w cy-lindrze ciśnienie pary nie zniża się dzięki dopływowi świeżejpary, tak że spadek linji wlotu na wykresie indykatorowymjest przypisywany wyłącznie dławieniu pary w kanale wlo-towym, a, więc jest zależny od mniej lub więcej prawidło-wej budowy maszyny. Tymczasem przeczy temu następu-jąca okoliczność: inżynierowie francuskiej dr. żel. du Nordzauważyli, że spadek linji wlotu jest silniejszy w przedniejczęści cylindra, aniżeli w tylnej. Ponieważ przednia częśćcylindra jest bardziej ochładzaną przez wpływy zewnętrzne,i skraplanie się pary nasyconej' powinno być w tej częścisilniejsze, to powyższą różnicę w spadku linji wlotu możnaobjaśnić tylko różnicą w spadku ciśnienia, pochodzącymz powodu skraplania się pary. Pozatem Sanzin, na zasadzieswych doświadczeń, kategorycznie twierdzi, że spadek łinjiwlotu przy parze przegrzanej jest mniejszy niż przy parze na-syconej. Z powyższego wynikałoby, że skraplanie pociągaza sobą i spadek ciśnienia, a więc i w tym wypadku paraprzegrzana wywierałaby swój wpływ dodatni.
Dalej para nasycona wraz ze wzrostem temperatury,a więc i ciśnienia, zmniejsza swoją objętość właściwą, kurczysię, jak wskazuje załączona tabliczka:
Tymczasem para przegrzana o ciśnieniu np. 10 atm.w miarę wzrostu stopniił przegrzania zwiększa swoją obję-tość właściwą, jak to widać z następującej tabliczki:
p =
t° =
V =
y —'•
2
119
0,896
1,116
4'
143
0,467
2,141
6
160
0,319
3,135
8
169•
0,243
4,115
10
179
0,197
5,076
12
187
0,166
6,024
14
194
0,144
6,944
t ~
V EB
T =
179
0,197
5,076
200
0,212
4,717
250
0,238
4,202
300
0,264
3,788
350
0,289-
3,460
400
0,314
3,184
450
0,338
2,988
500
0,303
2,755
Z zestawienia powyższych tablic wynika, że np. w po-równaniu z objętością właściwą pary nasyconej o ciśnieniu10 atm., przyrost objętości właściwej tej pary, przegrzanej do250°, wynosi:
0,238 — 0,19767197 X 100 = 212
a pary, przegrzanej do 350°, równa się
0,289 — 0,1970,197 X 100 = i7%.
To znaczy, że jedna i ta sama porcja pary, wpuszczonado cylindra, będzie miała, jako para przegrzana do 350°, cię-żar właściwy o 47$ mniejszy, aniżeli jako para nasyconaDo otrzymania 1 kg pary nasyconej o ciśnieniu 10 atrn. po-trzeba zużyć 661 ciepłoatek; ażeby tę parę przegrzać od 179°do 350°, potrzeba zużyć jeszcze tylko 89 cal, przyczemotrzymujemy objętość, o il% większą. Ażeby to zwiększenieobjętości otrzymać zapomocą wyparowania nowej porcjipary nasyconej, potrzeba zużyć 66Lx0,47 S5 311 cieplostek,t. j . z górą 3 razy więcej. Oczywiście wygodniej jest zwięk-szyć objętość pary przegrzaniem tej samej pary, aniżeli wy-parowaniem nowej ilości wody. I im silniej będzie paraprzegrzaną, tem silniej ujawni się powyższa zaleta paryprzegrzanej.
W parowozie o parze nasyconej, do cylindra dochodziwłaściwie nie para nasycona, lecz tak zwana para mokra, t. j .para, zawierająca zawieszone w niej krople wody. W prze-grzewaczu te krople wody powinny uledz wyparowaniu; za-daniem więc przegrzewacza jest usunąć możliwość wprowa-dzenia do cylindra takich składowych części pary wodnej,które tylko zajmują miejsce, nie wykonywują żadnej pracyi wynoszą przez cylinder do atmosfery ciepło, które otrzy-mały w kotle. Jednakże w przeciwieństwie do pary nasyco-nej para przegrzana jest złym przewodnikiem ciepła, t. j . wy-miana ciepła ze środowiskiem otaczającym parę przegrzanądokonywa się bardzo powoli. Ta okoliczność utrudnia pracęprzegrzewacza w tym stopniu, że w najlepszym razie do cy-lindra dostaje się mieszanina pary przegrzanej z parą nasy-coną, a nieraz i kropla wody przeleci przez przegrzewaczbez wyparowania. Okoliczność ta ustala zatem pewne krę-pujące warunki, które muszą być zachowane przy budowieprzegrzewacza. Ponieważ para przegrzana przejmuje ciepłoz trudnością i źle przenosi to ciepło od jednej warstwy dodrugiej, to para przegrzewaną być winna w strumieniach cien-kich, t. j . w rurkach o stosunkowo małej średnicy. Powtóre,para w przegrzewaczu powinna zmieniać swój kierunekbiegu, w celu możliwie najlepszego przemieszania oddziel-nych warstw. Złe przewodnictwo ciepła, będąc do pewnegostopnia wadą pary przegrzanej w momencie jej tworzeniasię, jest za to zaletą w okresie zużytkowania pary przegrza-nej: para ta traci mniej ciepła w przelocie pomiędzy prze-grzewaczem a cylindrem i wewnątrz samego cylindra, tembardziej, że zjawiska te odbywają się bardzo szybko.
gdzie p atm.—jest ciśnienie pary, t — temperatura pary,V — objętość właściwa pary, •( — ciężar właściwy pary.
') Eeferat wygłoszony na kursach dla inżynierów, zorganizo-wanych przez Warszawskie Tow. Politechniczne.
-
176 PRZEGLĄD TECHNICZNY. 1923
Ostatecznie, wszystko, co było dotychczas powiedziane,sprowadza się praktycznie do tego, że przy wykonaniu tejsamej pracy parowdz o parze przegrzanej daje oszczędnośćw zużyciu paliwa i wody w porównaniu z parowozem0 parze nasyconej. Te zalety pary przegrzanej znane byłyod dawna. Już w 1832 r., t. j . w czasie zbiegającym się z po-czątkiem budowy dróg żel. na kontynencie europejskim, sto-sowano parę przegrzaną do kotłów parowych stałych. Na-stępnie para przegrzana została zużytkowaną i w kotłachstatków parowych. Przesąd' o braku miejsca na parowoziewywołał spóźnienie w zastosowaniu pary przegrzanej do ko-tłów parowozowych i dopiero w 1890 r. zaczynające próbyw tym kierunku. Zjawiło się dużo pomysłów: jedne pozo-stały tylko na papierze, drugie zostały urzeczywistnione1 podlegały próbom, ale utrzymała się tylko jedna konstruk-cja, mianowicie przegrzewacz systemu Schmidta w rurachpłomiennych. Daje on przegrzanie wysokie — 350°, a ta gra-nica unormowaną została warunkami pobocznemi, miano-wicie trudnością uszczelniania i znalezienia odpowiedniegosmaru, a z drugiej strony jest zupełnie wystarczająca do tychcelów, do jakich przegrzewacz jest przeznaczony. W rezul-tacie przegrzewacz tak duże przynosi korzyści, a tak mało•wymaga zachodu i kosztów przy eksploatacji, że stał się onniezbędną częścią każdego nowego parowozu. Istnieją na-
wet pomysły, mające na celu zastosowanie przegrzewaozydo starych parowozów z zachowaniem minimum kosztówinstalacyjnych.
Szybkość przelotu pary przez rurki przegrzewacza jestzmienna i dosięga 40 m/sek. w parowozach pośpiesznych.
Zastosowanie przegrzewacza na parowozie wymagapewnych zmian w częściach maszyny parowozu. Tłok niepowinien wywierać nacisku na opaski tłokowe, a trzon tło-kowy — opierać się na dławnicach cylindrowych, przednieji tylnej. 2 tego powodu trzon tłokowy musi być przejścio-wym i przednią swoją częścią opiera się albo na specjalnymsuwaku, poruszającym się wraz z trzonem po przednim rów-noleżniku, przytwierdzonym do pokrywy cylindrowej, alboteż do przedniej dławnicy przytwierdza się konsolę, na któ-rej umieszczony jest pierścień; w pierścieniu tym poruszasię przednia część trzona tłokowego. "W ten sposób tłok wrazz trzonem opiera się na dwóch zewnętrznych punktach, niewywiera nacisku na dolną część cylindra i nie opiera się nadławnicach cylindrowych. Zapobiega to przedwczesnemuowalizowaniu cylindra i zachowuje opaski tłokowe i pakunkidławnic cylindrowych szczelnemi. Tłoki są typu szwedz-kiego, trzy opasko we.
ZASADY ORGANIZACJI PRACY.Istnieją dwa czynniki zasadnicze każdej organizacji wy
twórczej: maszyny i materjały—z jednej strony, oraz -praca—a drugiej. I od ich prawidłowego funkcjonowania zależy standanej organizacji. O ile jednak kwestje, dotyczące maszyni materjałów, są bliskie i zrozumiałe dla wielu inżynierów na-leżycie wykształconych i uzdolnionych, o tyle zagadnienia, do-tyczące organizacji pracy, są tak złożonym splotem najroz •maitszych czynników, że stanowią wciąż jeszcze krainę małoznaną. Pomimo wielu znakomitych prac, przedewszystkieminżynierów i przemysłowców amerykańskich, zaczynając odTaylora, a kończąc na Bmersonie i Fordzie, postulaty organi-zacji pracy, któreby ogarniały całokształt najrozmaitszych jejprzejawów i uwzględniały zarówno jej stronę materjalną, jaki duchową, nie są jeszcze ostatecznie ustalone. Praca jednakw tym kierunku postępuje nadal naprzód. Wzorując sie na. ta-kich apostołach organizacji pracy jak H. Emerson, który wy-znaczał główne zasady organizacji („12 zasad wydajności" „The12 principles ot efficiency") główny inż. wytwórni HydraulicPressed Steel Go. w 01eveland, Ohio, W. E. Irish podaje 10 za-sad organizacji, które jedynie zapewniają jej prawidłową pra-cę i stały rozwój1 (Industrial Management, January, 1923).
„Mechanizm ludzki" („the nian-machine") porównujeautor % ustrojem maszyny, w której kółka stanowią robotnicy,łożyska - majstrowie, a podstawę i ramę—inżynierowie. Nale-ży się zapatrywać na ten ustrój tak, że każda część jego jestrównie ważną i tylko przeznaczoną do różnych czynności. Żeinżynier* siedzi na wygodnym folelu przy biurku, a robotnikpracuje w znacznie cięższych fizycznie warunkach, np. kopiącziemię, nie wynika to wcale z wyższości jednego od drugiego,a tylko z tego, że każdy z nich stosuje w najlepszy sposób swo-je uzdolnienie i przygotowanie. „Jedyną różnicą jest to, że pra-ca inżyniera jest związana ze znacznie większym ryzykiem dlaprzedsiębiorstwa, gdyż może ona przynieść również wielkiezyski, jak i straty, dużo większe niż praca robotnika. A wyso-ka płaca za tę pracę inżyniera wynika poprostu stąd, że wa-runki tak się składają, iż mniejszość ludzi może posiadać i roz •winąć należyte uzdolnienia dla zajęcia takiego stanowiska".
Oczywiście, uważamy zawsze robotnika za człowieka i sta-ramy poznać jego psychologię. „Ale,—mówip.Irish,—wielu jesttakich ̂ ludzi, którzy się zapatrują tak, jak gdyby umysłowość ro-botnika była o tyle ograniczoną, że wystarczy jej zaledwie nato, by potrafił on dojść sam od miejsca noclegu do fabryki,a po pracy — do domu (o ile go posiada), zaś podczas godzinpracy—umysł jego pozostaje w bezczynności". „Gdyby ludzietakich poglądów zechcieli przezwyciężyć swe fałszywe skrupuły i wejść w środowisko robotników, tak, by zajrzeć pod maskę,okrywającą istotne ioh oblicze, byliby nieraz bardzo zdumieni".
Autor uważa za jedną z najważniejszych zasad organiza-cji: absolutnie sprawiedliwy stosunek do robotnika, jako czło-
wieka do człowieka, potwierdzając taki sam postulat H. Emer-sona. „Mechanizm ludzki", jak każdy inny, powinien praco-wać spokojnie, sprawnie, wydajnie. W tym celu należy poza-tem przeprowadzić selekcję i dostosowanie wzajemne „kółe-czek", wprowadzić należytego ustroju i wymiarów „łożyska*oraz ustawić mocną i sztywną „ramę".
Łatwiej jest to wykonać, gdy się ma organizować mecha-nizm taki na nowo, trudniej —naprawić już istniejący. W każ-dym razie należy i tu przeprowadzić selekcję każdej kategorjimechanizmów i dostosować te kategorje pomiędzy sobą. „Sma-rowanie" takiego mechanizmu jest łatwe, gdy majstrowie tralć-tują po ludzku robotników, a inżynierowie podejmują swojączęść odpowiedzialności i starają się wytworzyć jaknajłatwiejsząi jaknajbardziej zajmującą dla każdego pracę. Jeżeli wszyscyi każdy z osobna rozumieją, że dopóki oni oddają wytwórczości
• swe najlepsze wysiłki, są oni uważani za. równych sobie, nieza-leżnie od wykonywanej roboty, wówczas zespół taki może pra-cować wydajnie i osiągać pomyślnie cele, do których jest prze-znaczony.
Takie poglądy ustalił Wydział Badań wspomnianej wy-twórni. Po dobraniu należytych części składowych „mecha-nizmu ludzkiego" należy się starać, by usunąć wszelkie możliwew nim tarcia i straty. Niezależnie od tego, co i gdzieby się zła-mało w mechanizmie, powinien on być zawsze gotów do prowa-dzenia bez przerwy i strat dalszej wydajnej pracy. W tym ce-lu wypracowano następujące wytyczne, ujęte w 10 postulatów:
Po pierwsze. Niezależnie od tegd, do jakiej roboty zostajeprzyjęty pracownik Wydziału, musi onjbyc zawsze gotów chęt-nie oddać się tej pracy, którą mu przeznaczą, nie bacząc ani najej rodzaj, ani na czas trwania. Musi się on zgodzić wykony-wać chętnie (w prawidłowych warunkach) te czynności, którez wyników badania jego uzdolnień, okażą się najbardziej dlaniego odpowiednie, nawet gdyby były one zupełnie innego cha-rakteru, niż te do których się on zgłosił.
Po drugie. Należy uznać, że jedynym celem Wydziału(wytwórni) jest wykonanie pracy, gdzie i kiedy jej zachodzipotrzeba, i że nikt nie będzie zmuszony, bez przyczyny, do wy-konania pracy, bez względu na godzinę, czy czas, w dzień, czyw nocy, kiedykolwiek wypadek się zdarzy.
Po trzecie. Nie może być od nikogo żądane wykonaniew jakichkolwiek okolicznościach pracy, której jego zwierzchniknie chce lub nie może w jakimś wypadku wykonać, lecz każdypracownik powinien być wspomożony w wykonywaniu przy-jemnego dlań obowiązku, jaki stanowi powierzony mu praca.
Czwarte: Hasa, poglądy lub wyznanie nie powinno da-wać podstaw do wyznaczania stanowisk "pracowników i nieniapodziału na lepszych i gorszych pomiędzy żadną kategorjąpracowników, dopóki wszyscy oddają pracy najlepsze swewysiłki.
Piąte: Płaca zależy jedynie od wyników i kategorjipracy, którą może wykonać dany pracownik; niema ustało*
-
J\6 18. PRZEGLĄD TECHNICZNY. 177
nych norm dla jakiejkolwiek klasy, tak że każdy jest wyna-gradzany, stosownie do zdolności indywidualnych, niezależnieod innych pracowników tejże kategorji, których zdolności sąwyższe lub niższe. Wydalenie w każdym wypadku może byćstosowane tylko jako środek ostateczny, gdy sprawiedliwetraktowanie nie osiąga celii.
Szóste: Wszelkie wskazówki i instrukcje dla każdegopracownika powinny wychodzić tylko z jednego źródła i pra-cownik powinien być odpowiedzialny za wyniki tylko przedtymże źródłem.
Nie wolno nikomu i w żadnym wypadku porzucić pracy,do której jest się przeznaczonym, dopóki nie będzie wydanezarządzenie bezpośrednie od tej osoby, która pracownikowidaną robotę wyznaczyła, albo od innej osoby, upoważnionejprzez pierwszą.
Siódme: Niema wyrazu „nie mogęa w słowniku wytwórnii jeżeli się jakiekolwiek zamierzenie nie udaje, musi ono byćpodejmowane ponownie, aż dopóki wyniki nie będą całkowitei zadawalające. Praca twórcza jest pożądana ponad wszel-kie rozważania i nikt nie może wpaść w niełaskę, gdy się staralecz nie osiąga, natomiast nie osiąganie staranności jest nie dowybaczenia.
Ósme: Każdy pracownik, zaczynając od robotnika i koń-cząc na inżynierze, powinien tak ułożyć swą robotę w powie-
- rzonej sobie części prac zakładu, ażeby mógł w każdej chwiliopuścić ją bez znaczniejszego wpływu na bieg tej pracy.
Każdy musi skierować wszystkie wysiłki ku temu, abycel ten został osiągnięty. Pomocnicy danego pracownika po-winni być przygotowani do podjęcia w każdej chwili prac ichszefa, w razie jego nieobecności, bądź czasowej, bądź też stałej.
Dziewiąte. Każdy pracownik powinien mieć możnośćczęstej styczności z kierownikiem wydziału, ażeby śmiałoprzedkładać mu, siedząc przy stole, swoje poglądy, dotyczącemożliwych ulepszeń, oraz wypowiadać skargi lub kłopoty, któ-re ma w fabryce lub poza nią. Poglądy te powinny być roz-ważone przez inżynierów. Skargi powinny być utrzymanew najściślejszej tajemnicy i zabezpieczone wszelkiemi środka-mi przed ich wykryciem. Lecz każdy wiedzieć musi, że czyn-ność ta w żadnym razie nie może mieć na celu przysłużeniasię komuś lub wyróżnienie kogokolwiek, ale zmierza ku temu,by stworzyć taki układ dążeń i myśli pracownika, przy którympraca jego będzie bardziej wydajna, bo będzie on pozbawionywszelkich trosk, prócz tej jedynie, by jaknajlepiej pracować.
I w ten sposób stanie się on skłonny do obfitszej i sta-ranniejszej pracy dla wydziału.
Dziesiąte: Jedynym celem wszystkich tych prawidełpracy jest jaknajlepsze wykonanie zadań wytwórni, spokojnybieg maszyny, który trwać ma stale, przy wszelkich warun-kach, oraz zapewnienie ludziom, stanowiącym składowe częścitej maszyny — większej i lepszej wydajności.
Gdy AV dobranym w należyty sposób zespole części me-chanizmu, jakiekolwiek kółeczko zaczyna się nad miarę roz-rastać, ogarniając coraz więcej pracy, powinno być ono pod-niesione do godności „łożyska", gdzie wówczas zacznie chętniei z korzyścią wykonywać bardziej odpowiednią pracę.
Największą przeszkodą na drodze postępu jest, jak twier-dzi p, Irish, przekonanie, że skoro ktoś zaczął raz wykonywaćpewną pracę, to musi nią się i nadal zajmować. Tymczasemwszak my sami tego nie wiemy, jakie możliwości się w naskryją i jaką pracę potrafilibyśmy wykonywać z największąwydajnością.
Wobec tego pierwsza zasada z powyżej przytoczonych,nabiera szczególnej wagi; chodzi tylko o to, by przezwyciężyćzwykły sceptycyzm ludzki, co do tej nowości i by badaniauzdolnień były należycie prowadzone. Udatne scharaktery-zowanie uzdolnień zapewne przyczyni się do tego, że danyosobnik i sam uczuje się najbardziej odpowiednim do wyzna-czonej mu pracy, a wówczas znacznie chętniej będzie ją wyko-nywał. Nieodpowiednie zaś zajęcie nigdy nie da pożądanejwydajności. Ludzie—to są, jak powiada autor,—kołki, które,bywają kwadratowe albo okrągłe, i chodzi o to, by kwadrato-wy kołek był zawsze w kwadratowej dziurze, a okrągły —w okrągłej.
Przykładów nieodpowiedniego wyznaczenia pracy można,oczywiście, przytoczyć mnóstwo. Autor, 'powołuje się na je-den z nich, mianowicie na chłopca, który został przyjęty donauki przy naprawie ciężkich pras.
Po pewnym zwykłym okresie czasu, kiedy to każdy no-wy robotnik oswoi się już z otoczeniem tak, że go ono prze-stanie dziwić, wykazują się jego zdolności.
Dany robotnik, jak się okazało, nie mógł się należyciewprawić w samodzielnej pracy odpowiedniemi narzędziami, na-tomiast doskonale zawsze wiedział, jak daną naprawę należywykonać i umiał doskonale pokierować pomocnikami. .
Następnie zwrócono uwagę na to, że zauważał on z ła-twością, gdy jakakolwiek drobna część maszyny zaczynała żledziałać, i szybko orjentował się w sposobach jej naprawy.
Te spostrzeżenia były podstawą do tego, że wyznaczonogo na stanowisko kontrolera smarowania i dozorcę maszyn(machinę inspector). Okazało się, że był on najlepszym pra-cownikiem na tem odpowiedzialnem stanowisku i z całem od-daniem się pracował. Nie było też rzeczą niezbędną, by do-zorca taki sam wykonywał naprawę, jak nieraz dotąd się zda-rzało. W tym celu był wyznaozony inny pracownik. Czaspostoju maszyn zmniejszył się znacznie i zarówno kierowni-ctwo fabryki, jak sam pracownik byli zadowoleni. To jestprzykładem tego, jak kwadratowy kołek znalazł się w kwadra-towym otworze, będąc przedtem w okrągłym.
Zawdzięczając staranności i należycie ustalonym uzdol-nieniom, małe „kółeczko" zaczęło zarazem wykonywać bardziejodpowiedzialną pracę „łożyska". Cz. M.
WIADOMOŚCI TECHNICZNE.
Lotnictwo angielskie w 1922 r.Ubiegły rok nie przyniósł większych zmian w stanie lot-
nictwa w.Anglji, w porównaniu z r. 1921. Zatrudnienie prze-mysłu'lotniczego angielskiego jest ciągle jeszcze niezadawa-lające, a lotnictwo handlowe jest wciąż jeszcze dalekie odmożności polegania na własnych siłach i może istnieć jedyniedzięki subsydjom państwowym. Natomiast nowe ustroje pła-towców wykazują godne uwagi rezultaty, wskazujące, że kon-struktorzy już' przeszli od gorączkowej pracy okresu wojennegodo spokojniejszego systematycznego opracowania swych po-mysłów.
Z pośród najciekawszych nowych kreacji wysuwa się napierwszy ^ l a n cały metalowy dwupłatowiec fabryki Boultoni Paul, Ltd., Norwich dla angielskiego ministerstwa lotnictwa.Zalety płatowców metalowych, budowanych już od kilku lat (np.„Silyer Streak* fabr. Short w Anglji; francuski Clement-Bayard,wystawiony w r, 1914 na wystawie „Olympia"; niemieckieJunkera^a od 1915 r.) ze stali, glinu i duraluminium, są dziśdostatecznie stwierdzone i uznane; należy do nich w pierwszejlinji zwiększona:, w porównaniu z drewnianym, wytrzymałość
płatowca metalowego przy tej samej wadze, względnie zmniej-szenie wagi przy jednakowej wytrzymałości, większa pewnośćdobroci materjału, odporność na wpływy atmosferyczne i t. p.Wielką trudność do niedawna napotykało użycie stali, którastosowana w nader cienkich przekrojach łatwo mogła być uszko-dzona przez wpływy atmosferyczne i rdzę,—obecnie, zastoso-wanie nierdzewiejącej stali usunęło i te obawy.
Nie mniej jak poprzedni zasługuje na uwagę dwupłatowiecHandley-Page ze szczelinami w powierzchniach nośnych dladźwigania torped. Dzięki takiej budowie skrzydeł, obciążonypłatowiec może się wznosić wolno i z niewielkiego rozbiegu,dzięki czemu może być użyty na pokładzie statku wojennego.Pod wozie ma kształt litery „Wu w celu umożliwienia central-nego umocowania torpedy możliwie blisko dna kabiny. Po-dobnie jak i w innych płatowcach do miotania torped, spalinysilnika kierowane są tak, aby w razie potrzeby mogły ogrzewaćtorpedę. Przy użyciu 450-cio konnego silnika „Lion" fabrykiNapier chyżość płatowca (max.) przy zamkniętych skrzydłachwynosi 175 km/g., przy lądowaniu z otwartemi szczelinamiskrzydeł chyżość spada do Ę>bkm/g. Waga płatowca z uzbro-
-
178 PRZEGLĄD TECHNICZNY. 1923
j e n i e m , p i lo tem, pa l iwem i smarem, dla pięciogodzinnego lotun a wysokości około 1000 m wynosi około 3000 kg.
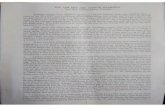
W e d ł u g spółczesnych pojąć, płatowce torpedowe są naj-bardzie j s k u t e c z n y m środkiem dla a taku n a wodzie, n p . statków,m i o t a n i e zaś bomb lotniczych przeznacza się wyłącznie do ata-ków n a lądzie, przyczem płatowiec, przystosowany do miotaniab o m b , służy jednocześnie do wywiadów i t . p. pracy. Randley-Page budu ję i obecnie, podobnie jak przy końcu wojny, dlal o t n i c t w a angielskiego wielkie płatowce o dwu i czterech, sil-n i k a c h do dźwigania dużych ilości bomb n a dalekie odległości.O s t a t n i t y p podobnego płatowca powstał z t y p u W. 8 szesnasto-osobowego p ł a t o w c a te j fabryki.
P ł a t o w i e c pędzony jest przez 2 silniki „Lion" Napier'a,m a największą cnyżość lotu około 200 fcm./g.; chyżość lądowania857«ft/g.; załogę stanowią-: umieszczeni n a p r z o d z i e wydłużo-n e g o k o r p u s u — artylerzysta i 'telegrafista, bezpośrednio zan i m i i wyżej siedzi pilot, aa pilotem — dowódca i drugi pilot,zaś z t y ł u , n a pół drogi do steru, siedzi drugi artylerzysta obsłu-gu jący 2 k a r a b i n y maszynowe—umieszczone ponad i pod kor-p u s e m p ł a t o w c a , i strzelające: pierwszy n a boki i w tył, ponad,s terem, a drugi —w dół i w tył.
P o p r z e d n i k i e m metalowych płatowców Boulton i P a u l ' ab y ł w Anglji płatowiec ciężarowy „Silver Streak" zbudowanyprzez Short Brothers Ltd., w Eoohester w 1920 r. Niezależnieod prób z tym płatowcem, trwających ciągle jeszcze, angielskieminist. lotnictwa zamówiło dalsze dwa płatowce, również dlastudjów. Specjalnie dokładnym badaniom, podlega niszczącywpływ osadów atmosferycznych na części metalowe (korrozja,rdzewienie i t. p.). Wszystkie części metalowe tych dwupła-towców wykonane są ze stali nierdzewiejącej, zaś powierzchnienośne pokryte są blachą z.duraluminium, grubości około 0,35 mm.Śmigło jest całkowicie stalowe i ma ruchome skrzydła (patent
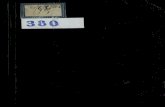
wykonali bardzo interesujące płatowce: dla spółdziałania z flotądwupłatowiec obserwacyjny „Bison", wznosi się i ląduje na po-kładzie statku wojennego. Siedzenie pilota znajduje się wyso-ko, zaraz za silnikiem (450 k. m. „Lion" fabr. Napier), za pilotemznajduje się umieszczona niżej kabina dla obserwatora i tele-grafisty, za nią zaś — gniazdo dla altylerzysty. Płatowiec masię odznaczać łatwością manewrowania i. niską chyżością przylądowaniu.
Dwupłatowiec „Aldersiiot" tejże fabryki jest przezna-czony do miotania bomb na dalekich odległościach, załogę mazłożoną z 3 osób; urządzenia do kierowania płatowcem wykonanesą podwójnie i umieszczone przy obok siebie znajdujących sięsiedzeniach dwóch pilotów. Zapasowy pilot może również być
Rys. 1. Szkielet 2-płatowca fabr. Bolton & Pani, Ltd.Cały stalowy — „Ali steel".
O. Short i F. Webber), pozwalające na zmianę kąta pochyleniapodczas lotu. Dalszą osobliwością jest to, że górna powierzchnianośna tego płatowca jest przerwana i składa sią z dwóch skrzy-deł, umieszczonych z obu stron korpusu, w celu zapewnienianiczem nieskrępowanego dla pilota pola obserwacji, zwłaszczado góry. Płatowiec posiada 9-cio cyl. silnik o cylindrach w kie-runku promieni gwiazdy, mocy 380 k. m., typ „Jupiter" fabr.Bristol Aeropl. Co., chłodzony powietrzem. Wymiary ze-wnętrzne płatowca są:długość—8,23; szerokość —12,80; wysokość—3,27m;
' inne dane:waga próżnego . . 900 kg, kompletnego. . 1680kgsiła nośna pożyteczna . . . . . . . • • • 778%chyżość przyziemna około 240 /m/g.
„ na wysok. 3 hm „ • 220 „n lądowania . . . . . . - . . • • 80 „
czas wznoszenia się do 3 km . . . . . . . . 10 minut;najwyższe wzniesienie się • 6,7 km.
Ta sama fabryka zbudowała również przed dwu laty„łódkę powietrzną" typ „Oromarty" — wielki dwupłatowy hy-droplan, niedawno przyjęty przez lotnictwo angielskie podłuższym, okresie prób, które dowiodły, że pomimo znacznejwagi (około 91), łatwy jest do kierowania w powietrzu. W celuspółdziałania z szybkiemi krążownikami, hydroplan „Cromarty"ma urządzenie do telegrafji bez drutu na dalekie odległości,dość dużego kalibru działo do atakowania łódek podwodnychi urządzenie do miotania bomb. Energji dostarczają 2 silnikipo 600 k. ni. typu „Condor" fabr. Rolls-Royce,—załoga składasię z 5 ludzi.
Tenże płatowiec przystosowany do lotnictwa cywilnegomieści 18 podróżnych i po 22,7 Jcg bagażu na osobę.
A. V. Boe i Co. Lid., („Ayro^-w Manchester i Southampton,
Rys. 2. 2-płatowiec obserwacyjny morski „Bison" fabr. „Avre".
telegrafistą i miotać bomby,—w tym celu musi zejść do dolnegopiętra kabiny. Za pilotami siedzi artylerzysta, którego kojecrównież komunikuje się z dolną kabiną. Płatowiec- porusza650 k. m. silnik Rolls-Royce'a „Condor". Obydwa płatowcesą całe metalowe, z wyjątkiem niektórych części skrzydeł,które są drewniane. Jeden z płatowców typu „Aldershot"ostatnio zaopatrzono w wielki silnik mocy aż 1000 k. m. typu„Gub" Napiera. Silnik ten ma 16 cylindrów, ustawionychw dwóch skrzyżowanych płaszczyznach, tworzących ]iterę„Xu.Rezultaty podobno bardzo udatnych prób nie są opublikowanedotąd.
Zakłady The Blaakburn Aeroplane and Motor Oo.y Ltd.,w Leeds, w dalszym ciągu zajmują się udoskonaleniem swychdwupłatowców torpedowych dla służby morskiej typu „Swift",dostarczanych marynarkom wszystkich prawie mocarstw. Naj-nowszy typ, przeznaczony dla rządu angielskiego, — jest towielki płatowiec do rzucania torped i bomb w celu obrony wy-brzeży. Płatowiec może wypuszczać torpedy do 21 cali a. (534 Mim)lub bomby wagi 820 kr/ i ma być poruszany przez 1000 k. m.silnik Napier'a „Cub". Płatowce tego wyrobu są tak budowane,że różne typy, np. płatowiec do miotania torped i płatowiecwywiadowczy, przeznaczone do wzlotów i lądowania z pokładustatku wojennego, mają wszystkie części, jednakowe dla obutypów, ściśle zamienne, co znakomicie zmniejsza ilość części za-pasowych. Płatowce „Swift" wzlatują po przebiegu 100 stópna pokładzie statku, jadącego z chyżością 20 węzłów/godz;w razie potrzeby mogą one siadać na powierzchni wody, naktórej utrzymują się, dzięki obecności zbiorników z powietrzemodpowiedniej pojemności. Płatowce te zbudowane są całkowicieze stali, prócz zasadniczego wiązania płatów, które jest z drzewa;zaopatrzone są one również w przyrządy do łatwego podnosze-nia płatowców na statek. Załoga takiego płatowca składa sięz 4 osób: pilota, obserwatora, telegrafisty i artylerzysty; ener-gję dostarcza 450 k. m, silnik Napier'a typu „Lion", chyżośćlotu wynosi 185/cm/g., przy lądowaniu 72&m/g.
Fabryka De Havilland Airaraft Go., Ltd., Edgware, Mid-dlessex w ciągu ubiegłego roku zbudowała osobowy dwupłato-wiec typu D H 34, będący ulepszeniem dawnego typu D H 18,używanego często na linjach europejskich.
Płatowiec dźwiga 2 pilotów, 10 podróżnych i 800 do1100 kg towarów. Od 13 kwietnia do 7 października 1922 r.płatowiec ten przeleciał 332 razy między Londynem i Paryżem,t. j . przebył około 130 000fem w powietrzu, prócz tego odbyłpodróż Londyn-Beiiin i z powrotem; na 165 dni był w drodze127 dni, przyczem z tej ilości wciągu 45 dni wykonywał po czteryprzeloty między powyższemi dwiema stolicami; po przebyciuw powietrzu z górą 700 godzin był w zupełnie dobrym staniei dotąd znajduje się w dalszej służbie. Jak widać z powyższego*spółczeane płatowce odpowiedniej budowy wykazują znacznie
-
18. PRZEGLĄD TECHNICZNY. 179
dłuższy czas pracy, niż zwykle dotąd przyjmowane 200 godzin.Chyżość płatowca tego, poruszanego przez 450 k. m. silnikNapier'a „Lion", jest największa—195/m/g., normalna zaś —170/tm/g.; zapas paliwa it. p. wystarcza na 3lj2 godz. lotu z nor-malną chyżością. ; .
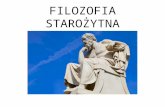
The Bristol Aeroplane Co., Ltd., buduje w dalszym ciągu(prócz nowych typów dla ministerstwa lotnictwa) dwupłatowceosobowe. Jeden typ dziesięcioosobowy „Bristol" wykazuje je-dynie niewielkie zmiany w stosunku do tegoż typu z r. 1921,natomiast drugi dwupłatowiec „taxi" trzyosobowy jest nowymtypem. Płatowiec ten ma 100 k. m. silnik Bristol „Lueifer"
. o 3 cylindrach w jednej płaszczyźnie, ustawionych pod kątem120°; silnik ten, chłodzony powietrzem, wytrzymał bardzo uciąż-liwe próby oficjalne ministerstwa lotnictwa. Dla dogodności
Rys. 3. Trzyosobowy płatowiec „Taxi" fabr. „Bristol",
reperacji i rewizji, silnik jest umocowany, podobnie jak wszystkiesilniki płatowców „Bristol",— tak, że po usunięciu jednej dźwi-gni,' cały silnik obraca się około pionowej osi, odsłaniając do-stęp do ulatniącza, magneto i t. p'. oraz tylnej części silnika,—bez usuwania żadnej części ani osłony silnika. Dolne i górnepłaty skrzydeł są zamienne w celu zmniejszenia ilości częścizapasowych. Podwozie ma sprężyny i katarakty olejowe dlaułatwienia lądowania. Siedzenia obu pasażerów znajdują siębezpośrednio za pilotem, poza siedzeniem jest miejsce dladwóch sporyoh kufrów. "Wymiary płatowca są nast.: długość—7,08m; szerokość— 9,45 m; wysokość— 2,7Om; waga pustego pła-towca—550 kg, waga z paliwem i t. p. oraz pasażerami i ba-gażem — 91.0%; chyżość największa przyziemna z pełnymładunkiem — 145 km/g. Zużycie paliwa, przy chyżości około130/cm/g., wynosi 22,7 ltr./g., co stanowi 5,73 Icmfl Itr.
Inne fabryki angielskie pracują głównie dla lotnictwawojskowego angielskiego, dlatego też o pracy ich niewielewolno publikować. The Oloucestershire Aircrafł Co., Lid., bu-duje w dalszym ciągu swe płatowce typu ^Mars"; — ostatnityp, „Mars X", bojowy wywiadowca typu morskiego ma silnik220 k. m. rotacyjny fabr. Bentley. Inny płatowiec wywiadowczytejże fabryki „Nighthawk" ma 400 k. m. silnik „Jupiter"fabr. Bristol.
Oddział lotniczy znanych zakładów William Baardmore.and Co., Ltd., zajęty był wyrobem całkowicie z metalu wyko-nanych śmigieł dla minist, lotnictwa. Śmigła wyrabiane byłydwu-i cztero skrzydłowe o średnicy 2,743 do 3,353 m. Po prze-zwyciężeniu pierwszych trudności, śmigła metalowe dały do-bre wyniki. Obecnie fabryka zajęta jest konstrukcją śmigłametalowego, pozwalającego na zmianę skoku. Wreszcie8. E. Saunders Ltd., Gowes buduje hydropiany „Valentia" we-dług projektów zakładów Vickern'a. ,. S. P.
Szwedzka Akademja Nauk Inżynierskich.W historji techniki poczesne miejsce zajmują szwedzcy
inżynierowie, którzy twórczością swą rozszerzyli sławę szwedz-kiej sztuki inżynierskiej daleko poza granice swego kraju.Wspomnimy tu tylko o trzech mężach: znakomitym mecha-niku, Chrystoforze Polhem, który w XVIII stuleciu dał wielepomysłów w dziedzinie górnictwa i hutnictwa, o Janie Erics-sonie, który w pierwszej połowie XIX wieku stworzył wielepodziwu godnych arcydzieł technicznych w Belgji, Angljia przedewszystkiem W Ameryce, i wreszcie o De Laval'u, twór-cy turbiny parowej.
Szwedzcy inżynierowie stworzyli własną organizację p. n.Syenska Teknologforeningen z siedzibą w Sztokholmie. Człon-kowie tego związku są naturalnie rozproszeni po całej Szwecji.W większych miastach i okręgach przemysłowych istniejąniiejścowe związki techniczno-rzemieślnicze i przemysłowe,które częściowo nawiązały ścisły kontakt ze Związkiem Szwedz-to-óh inżynierów. Związek ten dzieli się na wiele sekcji facho-
wych i wydaje znane czasopismo techniczne p. n.. TekniskTidskrift.
W zrozumieniu wielkiego znaczenia dla Szwecji przemy-słu drzewnego, papierniczego i przetworów celulozowych,utworzono w tej dziedzinie specjalny związek fachowy p. n.Związku Szwedzkich Inżynierów, pracujących w przemyślepapierniczym i przetworów celulozowych. Słynny szwedzkiprzemysł hutniczy i górniczy posiada własną organizację, któ-rej założenie datuje się jeszcze od początku XVIII stuleciai która od roku 1817 wydaje swe słynne roczniki. Instytucjata jest czynna zarówno na polu gospodarczem, jak też i tech-niczno-naukowem. Pozatem istnieje jeszcze Szwedzki Zwią-zek Przemysłowy, do którego należą związki fachowe przemy-słowców, mechaników, elektrotechników i t. p.
Z instytucji naukowych w pierwszym rzędzie należy .wy-mienić Państwowy Zakład Badania Materjałów, założony w ro-ku 1896- Dzieli się on na wydziały: mechaniczny, techniczno-budowlany, elektryczno-fizyczny i chemiczno-górniczy. Urzą-dzony według wymagań nowoczesnych zakład daje dostatecz-ną gwarancję jakości wykonanych, prac. Na uwagę zasługujerównież Instytut Metalograficzny, który zajmuje ważne miejscew szeregu szwedzkich instytutów naukowych.
Wychodząc jednak z założenia, że dla dalszego rozwojuprzemysłu należy przeprowadzać badania naukowe w sposóbbardziej planowy i jednolity niż to było dotychczas, otwartowr. 1919 Królewską Szwedzką Akademję Nauk Inżynierskich.
Z założenia swego Akademja jest stowarzyszeniem nau-kowem i jednocześnie centralnym instytutem badawczym. Za-daniem jej więc jest utrzymywanie jaknajściślejszego kontak-tu ze wszystkimi instytutami badawczymi i naukowymi, współ-praca z nimi i popieranie badań w ścisłym związku z organi-zacjami przemysłowemi. W wypadku, gdy niema możnościprzekazania danych badań istniejącym, już instytutom, zada-niem Akademji jest zakładanie nowych instytutów. W tensposób, przy współdziałaniu Akademji, powstało już kilka in-stytucji specjalnych do przeprowadzania badań..
Według statutu, zatwierdzonego przez rząd, Akademjaliczy conajrnniej 57, conaj wyżej 80 członków. Pierwszych 40członków mianuje rząd. Poczynając od tej liczby, członkomAkademji przysługuje prawo powoływania reszty członków,w granicach wyżej wymienionej liczby. Akademja dzieli sięna wydziały. Wydział pierwszy obejmuje mechanikę, budowęokrętów i techniczną naukę o cieple.
Dalej następują wydziały: elektrotechniczny, budowla-ny, ćhemji technicznej, hutniczo-górniczy, techniki produkcji,techniki organizacji przemysłu (wytwarzanie, organizacja fa-bryk i t. p.), oraz wydział nauk pomocniczych. Decydującymczynnikiem przy wyborze na członka akademji są wybitneprace techniczno-naukowe. Obok ludzi nauki są tu reprezen-towani także ludzie praktyki. Ustanowiono wiek nieprzekra-czalny członków Akademji, a to w ten sposób, że każdy czło-nek czynny, po osiągnięciu 65 lat życia, zostaje mianowanyczłonkiem honorowym, a więc wychodzi z liczby członkówczynnych i uprawnionych do głosowania. Przy zakładaniuAkademji stworzono niewielkie koło członków honorowych, bymieć możność korzystania z rad starszych wybitnych przedsta-wicieli techniki.
Statut Akademji głosi o jej zadaniu: „W celu popieraniabadań techniczno-naukowyah, a przez to samo i szwedzkiegoprzemysłu, oraz w celu odkrycia naturalnych skarbów narodo-wych, Akademja będzie się troszczyć o przeprowadzanie plano-wych badań i rozwiązywanie zagadnień technicznych, o ile sięone tyczą wyzyskania w pierwszym rzędzie rodzimych skar-bów naturalnych, oraz o założenie specjalnych instytutów,jeżeli się to okaże koniecznem. Akademja będzie dalej wspie-rać: badania, przeprowadzane na politechnikach, urzędach dobadania materjałów i laboratorjach przemysłowych; praceuzdolnionych badaczów, drogą pożyczek lub stypendiów. Bę-dzie ona dalej wyróżniać wybitne prace na polu badaii, bezwzględu na to, czy one powstały na skutek ogłaszania konkur-sów, czy też z innych jakichkolwiek pobudek. Będzie wreszciepublikować w sposób odpowiedni ważne prace swych członkówi instytutów, lub prace badaczów i instytutów przez się wspie-ranych, oraz we wszelki sposób właściwy będzie pracować nadrozwiązaniem postawionych zagadnień". ,
Akademja rozporządza 2 miljonami koron kapitału zakła-dowego, ufundowanego przez przemysł, oraz stałym rocznym
-
180 PRZEGLĄD TECHNICZNY. 1923
wkładem państwowym i subsydjami, udzielanemi przez pań-stwo lub poszczególne grupy przemysłowe. Obecnie rocznasuma wydatków Akademji wynosi okrągło 450 000 koron."W pierwszym rzędzie Akademja zajęła się sprawami badaniamaterjałów budowlanych, gospodarki cieplnej i organizacjipracy.
Dla spraw gospodarki cieplnej, uznanych za szczególnieważne, Akademja utworzyła specjalny Instytut. Prace roz-ciągają się przedewszystkiem na zastosowanie krajowych ma-terjałów palnych, jak drzewo, smoła drzewna, torf, łupki bitu-miczne, następnie na ekonomiczne zastosowanie materjałówpalnych w przemyśle i gospodarstwie domowem. W celu roz-powszechnienia wyników badań cieplnych, służy zbiór bardzodobrze opracowanych publikacji Akademji, wreszcie urządzanesą wykłady, kursy i wystawy, podobnie jak to czyni w Niem-czech Zakład Gospodarki Cieplnej. Wielką wagę przywiązujesię do tego, by pobudzić poszczególne ośrodki przemysłu dozakładania własnych komitetów cieplnych. Przy InstytucieCieplnym Akademji zorganizowano komisję doradczą, któraskłada się z pewnej liczby członków Akademji, z przedstawi-cieli innych instytutów i związków, jak również władz pań-stwowych i organizacji gospodarczych. W ten sposób w je-dnej organizacji połączono wszystkie sfery, zainteresowanesprawami gospodarki cieplnej.
Prace nad badaniem materjałów budowlanych i organi-zacją pracy powierzono specjalnym komisjom.-
Komisja do badania materjałów budowlanych zajęła sięprzedewszystkiem nader ważną dla krajów północnych sprawąprzewodnictwa cieplnego. W tej dziedzinie przeprowadzono
bardzo obszerne i cenne studja nad konstrukcjami i materja-łami budowlanemi. Przeprowadzono także planowe badaniakonstrukcji budowli w kierunku rozwiązania kwestji, jaka jestdzisiaj droga ekonomicznego, t. zn. oszczędnego sposobu wzno-szenia budowli. Badania te wyłoniły cały szereg kwestji spe-cjalnych, których opracowanie już podjęto.
Komisja organizacji pracy zajmuje się rozwojem psycho-techniki, naukową organizacją zakładów przemysłowych.i wszystkiemi innemi zagadnieniami, które należą do tej nowejdziedziny. Z innych prac, podjętych już przez Akademję,wspomnimy o następujących: zastosowanie gazów wielkopie-cowych, produkty uboczne w wytwórczości celulozy, produktyuboczne w wytwórczości węgla drzewnego, zastosowanie małowartościowych materjałów opałowych, prędkość ekonomicznaobrabiarek, pewność działania długich przewodów elektrycz-nych o największem napięciu, opór elektryczny materjałówogniotrwałych, aparaty do sztucznego suszenia zboża, bada-nia żelaza i stali, próby ze smarami, kwestje -smarowania ło-żysk i t. p.
Akademja planuje otwarcie własnej księgarni technicz-nej, zakrojonej na większą skalę, oraz posiada bibljotekętechniczną.
Również i historja techniki znajduje w niej zupełne zro-zumienie ; planuje się otwarcie muzeum technicznego na wzórNiemieckiego Muzeum w Monachjum.
Powyższe uwagi wykazują, z jak wielkiem zrozumieniemznaczenia wiedzy technicznej dla rozwoju przemysłu wzięli siędo pracy dzielni szwedzcy inżynierowie.
J. O.
KRONIKA.
Z. Akademji Górniczej vr Krakowie. Kolegjum ProfesorówAkademji Górniczej w Krakowie zatwierdziło na posiedzeniu, w dniu18 kwietnia 1923 r. wniosek Rady Wydziału Górniczego, aby w związ-ku z położeniem kamienia węgielnego pod budową Gmachu Akade-mji, mianować pierwszym honorowym doktorem Akademji GórniczejPana Prezydenta Rzeczypospolitej Polskiej Stanisława Wojciechow-skiegp.
Pozatem przyznano doktoraty honorowe Inż. HieronimowiKondratowiczowi, seniorowi polskiego górnictwa, Wojciechowi Kor-fantemu, pierwszemu posłowi Ziemi Śląskiej, Leonowi Syroczyńskie-mn, pierwszemu profesorowi górnictwa i Stanisławowi Skarbińskiemu,prezesowi Rady Zjazdu przemysłowców górniczych w Dąbrowie.
Dyplom honorowy zostanie wręczony Panu Prezydentowi Rze-czypospolitej w Belwederze przez osobną delegację profesorów, wrę-czenie dyplomów innym doktorom honorowym nastąpi przy uro-czystości położenia kamienia węgielnego pod budowę Gmachu Aka-demji Górniczej, która odbędzie się ewentualnie w ostatnią niedzielęmaja lub w początku czerwca.
Odczyt o szkolnictwie zawodowem w Ameryce. "We wtorek18 z. rn. w Sekcji Nauczycieli Szkół Zawodowych odbył się odczytp. Williama Orr'a z Urzędu do spraw szkolnictwa zawodowegow Waszyngtonie (Federal Board of Vocational Education).
Prelegent na wstąpię zobrazował wspaniały rozwój szkolnictwazawodowego w Ameryce w ostatnich 15 latach. Przedtem w StanachZjednoczonych bądź istniały szkoły ludowe bez specjalizacji zawo-dowej, bądź uczelnie wyższe: uniwersytety z wydziałami tećhniczne-mi i instytuty technologiczne. Obecnie wypełniona została luka po-między elementarnem a uniwersyteckiem szkolnictwem technicznsmprzez rozbudowanie szkolnictwa technicznego powszechnego o pozio-mie średnim. Szkolnictwo., zawodowe w Ameryce jest bardzo zróż-niczkowane i poszczególne szkoły pozostają na bardzo różnym pozio-mie, poczynając od wyższych szkół ludowych, a kończąc na gimna-zjach technicznyoh i przeróżnych szkołach średnich. Osobną grupęstanowią, szkoły fabryczne i dokształcające.
Początkowo zakładano wiele szkół kupieckich i handlowych,gdyż nie wymagają one nakładów. Wkrótce przekonano się, że szkołytego typu są „tandetą" i dał się zauważyć intensywny odpływ odnich młodzieży. Obecnie w szkołach handlowych kształci się za-ledwie 10 do 20$ chłopców, resztę stanowią dziawczyny. W bardziejprzemysłowych miejscowościach udział chłopców w szkołach handlo-wych jest jeszcze bardziej nikły, ze względu na współzawodnictwoszkół tzemieślniczo-teehnicznych i technicznych.
Irakiś czas przepowiadano dużą przyszłość szkołom „koopera-tywnym") finansowanym przez przemysł i dostarczającym mu wykwa-lifikowanych pracowników. Nie spełniły one pokładanych w nichnadziei, gdyż przemysł chciał mieć. z tych szkół jedynie instytucjętreningu zawodowego i sprzeciwiał się często wprowadzaniu przed-miotów ogólno-kształczących. Jedynie w okręgu Oincinnati, ośrodkuprecyzyjnego przemysłu maszynowego, ten typ szkół utrzymał sięi okazał się zdolnym do życia.
Prelegent omówił szczegółowo organizację szkolnictwa zawo-dowego, utrzymywanego z opłat szkolnyeh lub z podatków lokalnychprzy udzielaniu zapomóg rządowych szkołom, wykazującym się od-powiednim poziomem.
Co się tyczy stosunków europejskich, to prelegent zauważyłwiele inicjatywy w kierunku stwarzania szkolnictwa zawodowego.Pomiędzy innemi zainteresowała go bardzo średnia szkoła technicz-na dla dzieci emigrantów rosyjskich w Sofji. Kształci się w niejokoło 300 młodych ludzi w nader przyśpieszonem tempie. Jej orga-nizacja i program świadczy, ile można zrobić, gdy się ma jasno wy-tknięty cel, nawet w najtrudniejszych warunkach. Szkoły tego typumogłyby mieć u nas powodzenie na kresach wschodnich.
Z miejskiej szkoły rzemiosł w Radomiu. Wychodząc z zało-żenia, że warsztat zaopatrzony w szereg obrabiarek, choćby to byłwarsztat szkolny, nie powinien pozostać nieprodukcyjnym, że przytemnajlepszą szkołą praktyczną dla uczniów jest praca w warunkachjaknajbardziej zbliżonych do normalnych, a więc praca przy prawi-dłowo zorganizowanej i racjonalnie prowadzonej wytwórczości, ra-domska szkoła rzemiosł ten rodzaj wytwórczości zastosowała w war-sztatach szkolnych.
Zdając sobie jednak sprawę z tego, że cele szkolenia uczniów niąpozwalają na zamknięcie się w ramach jednostronnej wytwórczości'masowej, lecz wymagają objęcia szerokiego zakresu czynności i ope-racji, jako przedmiot wytwórczości obrane zostały narzędzia i przy-rządy warsztatowe, jako najbardziej odpowiadające przytoczonymwarunkom i nadające sit) do wytwarzania serjami. Przy wyborzerodzajów narzędzi kierowano się poza innemi i tym względem, abypuścić w obieg narzędzia, których brak daje się odczuwać na naszymrynku i które zbyt małe znajdują zastosowanie w naszych warsztatach,jakkolwiek ich praktyczność i wartość użytkowa zostały gdzieindziejjuż dawno ustalone.
Wyroby szkoły radomskiej oddawna zdobyły sobie uznaniei świadczą, że w naszych ciężkich warunkach można zdobyć się natyp szkoły, tak forsownie wprowadzany obecnie w Szwecji i Niem-czech. Wydany świeżo katalog narzędzi wyrabianych przez szkołąobejmuje cały szereg narządzi pomocniczych, traserskich i mierniczych,a nawet małą ręczną wiertarkę i przyrząd do zataczania frezów.Katalog jest ozdobnie wydany i świadczy o inicjatywie kierowników.
Konkurs na pawilon polski na wystawie paryskiej. Departa-ment Sztuki Ministerstwa Oświaty w ścisłem porozumieniu z Jene-ralnym Delegatem Polskim ogłosił konkurs architektoniczny na pro-jekt pawilonu polskiego na międzynarodowej wystawie sztuki deko-
. racyjnej współczesnej w Paryżu w 1925 r., wyznaczając cztery równo-rzędne poważne nagrody, z terminem 1 lipca 1923 r.
Bliższe warunki konkursu oraz plany podstawowe można otrzy-mać w Departamencie Sztuki, w Wydziale Architektury PolitechnikiWarszawskiej i -w Kole Architektów.
SPROSTOWANIE.1. W art. inż. K. Nowickiego p. t. „Nowe typy kotłów" (J* 16
„Przegl. Techn.") należy sprostować następ. omyłki druku;Str. 160, prawa szp., wiersz 18 od góry: zam. rys. 8 pow. być: rys. 18
. . . .. ' » 22 „ „ „ 14,6 m2 „ „ 78,6 m\u 161 „ 12 „ „ „ 1980 m« „ , 198 m'. „ a .••• • , v • . l,63«ł»-, , 0.168 m*
2. W art. prof, Rodziewicza-Bielewicza p. t. „O wpływie wal-cowania na własności żelaza i stali" w M 16 „Przegl. Techn.:
na str. 158, lewa szp., wiersz 3, 10 i 16 od góiy. zam. likwidacja,pow. być: likwacja.
•;.•• Vi . ' • » . » » f> » 4 1 o d g ó l T z » m - s t a t e c z n i e p o w .być ostatecznie-
-
PBZBGLĄD TECHNICZNY 181
WIADOMOŚĆSTOWARZYSZEŃ DOZORU KOTŁÓW W POLSCE•Redaktor, „Wiadomości" Inżynier Technolog Jan Komarnicki przyjmuje w pląlki pomiędzy 18-tą a 20-tą w lokalu Redakcji „Mechanik"" "> Warszawie
Marszaikowska 46. Tel. 1-47.
TEEŚĆ: R. BiedrzycM i M. Knabe. Ciekawe wyniki badania instalacyj parowych. — A. WysoMńshi. Ciepło w gospodarstwie rolnem.Bibljograf]a cieplna.
CIEKAWE WYNIKI BADANIA INSTALACYJ PAROWYCH.Podał R. Biedrzycki i 21. Knabe, Inżynierowie.
W pewnej papierni, zbudowanej przed dziesięciu latyi przerabiającej odpadki papierowe na szary papier pakowyi ustnikowy, pracowała instalacja parowa złożona z dwóchzespołów:
1) lokomobila Wolfa, zbudowana w 1912 roku na 15stm. z podwójnem przegrzewaniem i kondensacją. Pow.ogrz. kotła 20 m2, pow. rusztu 0,71 m2. Wymiary maszyny(tandem):T>i= 202 mm, Dn—401 mm, d = 49/49/0 mm, # = 4 0 0 m m ,n = 210.
2) kocioł na 6 atm. o pow. ogrz. 50,47 w3, pow.ruszt. 1,4 TO2 i stara parowa maszyna nabyta w stanie uży-wanym, „ustawiona gospodarczym sposobem" i zbudowanaw Zgorzelicach w 1885 r. z rozrządem pary Collmanna o wy-miarach cylindra:D = 276 mm d = 4r5jo mm, S — 5Q0mm, n = l20 na minutę.
Ponieważ maszyny „pracowały", kontroli rozchoduopału i materjałów na jednostkę wyprodukowanego papierunie prowadzono, uważano bowiem, że maszyny pracują nor-malnie. Pomimo to zauważono, że lokomobila pracuje co-raz gorzej, co przypisywano zużyciu lokomobili oraz przy-puszczano, że wybrana przy zakupie moc maszyny byłazbyt małą. Ponieważ jednak zdaniem nowego kierownikainstalacja pracowała niezadowalniająco, i pod względemmocy i pod względem rozchodu węgla, udało mu się nakło-nić właścicieli papierni do przeprowadzenia badań. Bada-nie to dały wyniki następujące:
• A) lokomobila:1) Przeciętna moc maszyny wynosiła przy kilkugo-
dzinnych badaniach i przy największem obciążeniu, jakiedało się uzyskać w fabryce przeciętnie i stale 86,2 MK in-dykowanych, 2) wszelkie próby zwiększenia obciążenia wy-woływały szybki spadek obrotów oraz ciśnienia w kotle,3) najwyższa uzyskiwana chwilowo moc wynosiła 103 MK,4) zupełny brak przegrzania przy wlocie do cylindra wyso-koprężnego, 5) znaczne przeciążenie rusztów (na metrzespalano 187 kg węgla na godzinę), 6) odparowanie na metrkwadratowy pow. ogrz. kotła stanowiło 30,9 kg/godz., 7) roz-chód pary wynosił 7,15 kg MK ind./godz.
Ten typ lokomobili Wolfa posiadać powinien przy peł-nem ciśnieniu 15 atm. w kotlg, moc normalną 95 MK, mocmaks. stałą — 135 MK i moc maks. przejściową 155 MKRozchód pary przy „pomiarach odbiorczych" wykonywanychw Niemczech wynosił około 3,7 kg/MK, a ilość węgla 0,47kgjMKi. Sprawność lokomobili uznać wobec tego należałoza nienormalną, ponieważ:l)cjnoc lokomobili dosięgała zaledwie 2/s gwarantowanej,2) średni rozchód pary przekraczał prawie dwukrotnie roz-chód gwarantowany, 3) rozchód węgla na MK/godzinę wy-nosił 1,54 kg zamiast jak wyżej 0,47, t. j . przeszło 3 razyWięcej, co pomimo gorszego gatunku węgla stanowi cyfrębardzo wysoką.
Pierwsze wykresy jakie zdjęte zostały, odrazu zwróciłynaszą uwagę na bardzo znaczne dławienie pary w przejściupomiędzy cylindrami, a rankinizowanie wykresów dało wy-niki, przedstawione na rys. 1, na którym widoczna jest stfa-ta 3,5 atm. ciśnienia w przelotni. Pozatem kształt wykre-sów jest zupełnie prawidłowy.
Rys. 1, Wykres pierwotny lokomobili.
Na rys. 2 widzimy, że przelotnie pomiędzy cylindramiwysoko i niskoprężnym stanowią dwie.,rury o średnicy82 m/m., prowadzące od cylindra wysokoprężnego do prze-grzewacza II i od przegrzewacza II do cylindra niskoprę-żnego. Przegrzewacz składa się z 51 rurek o prześwicie18 mm i umieszczony jest w dymnicy.
Przy próbach laboratoryjnych lokomobili tego typuprzegrzewacz taki podnosił temperaturę pary około 50° C,dzięki czemu straty na wstępną kondensacją przy wlociedo. cylindra niskoprężnego redukują się prawie do zera,w zależności od stopnia przegrzania (Z. d. V. D, L, 1921 r.h& 27). Słuszna teoretycznie konstrukcja, napotkała prak-tyczne trudności, których, nie przewidział konstruktor,a mianowicie: gara wychodząca z cylindra wysokoprężnegozawiera smar cylindrowy w stanie rozpylonym, który do-staje się do przegrzewacza II-giego. Prześwity przelotnii kierunek pary zmieniają się kilkakrotnie, szybkość zaśi ilość pary jest ciągle zmienna nawet w stosunku do jedne-go obrotu maszyny, dzięki czemu przegrzewacz gra jedno-cześnie rolę odoliwiacza, w którym na ściankach rurek osia-da smar. Podczas pracy para porywa osiadające smary,jednak przy każdem zatrzymaniu maszyny smar, którypozostaje w rurkach, przypala się podczas rozpalania ko-tła dzięki wysokiej temperaturze rurek nie chłodzonychprzepływem pary. Tworzy on koksową twardą skorupę,której para porwać już nie zdoła. Odpowiednio do zarasta-nia rurek zmniejszają się ich wolne przekroje,, co zwiększaopór, t. j . powoduje bardzo'znaczne przeeiwciśnienie w cylin-
-
182 PRZEGLĄD TECHNICZNY. 1923
drze •wysokoprężnym, a więc zmniejszenie jego mocy i bez-użyteczny spadek ciśnienia w przelotni, (który w danym wy-padku wyniósł 3,5 atm.). Zjawisko to wywołało zmniejsze-nie mocy maszyny prawie o i/i i zwiększenie rozchodu pary,a zatem i węgla powyżej 50$. Jak widać z rys. 2, czyszcze-nie cienkich rurek przegrzewacza, wobec braku dostępu jestprawie niewykonalne.
dynie zewnętrznemu zanieczyszczeniu sadzą przegrzewaczzawdzięcza, że nie został przepalony. Zalecone też zostałosprowadzenie nowego przegrzewacza z powodu wielkich tru-dności oczyszczenia spiralnych rur starego przegrzewacza.
Nowy przegrzewacz zmniejszy rozchód pary o 15 do20%, w zależności od stopnia przegrzania, a więc i forso-wania kotła.
Rys. 2. Budowa przegrzewacza dla cylindra nisfcoprążnego.
Przegrzewacz Il-gi został zupełnie za naszą poradąusunięty i zastąpiony zwykłą rurą o średnicy rur wyloto-wych, umieszczoną w dymnicy (por. rys. 3). Powtórne indy-
kowanie' dało rezulta-ty, przedstawione narys. 4. Średnia mocmaszyny wynosiła o-koło 130 MK. Mak-symalna moc przy11,6 atm. ciśnienia wkotle stanowiła 138,3'MK. 3) rozchód paryprzy .zupełnym brakuprzegrzania przed cyl.wysokoprężnym i niż-szem od normalnego,ciśnieniu wlotu(wobecprzeciążenia palenis-ka) stanowił 4,7 kg/IMKi/godz. Otrzyma-liśmy więc zwiększe-nie się mocy o 44 MK,czyli 50$ i zmniejsze-nie j ednostko wego roz-chodu pary o 34!o. Dal-sze zmniejszenie roz-chodu pary, a więci stopnia przeciążeniakotła zależy od dopro-wadzenia do porządkuI-go przegrzewacza.Za przyczynę niedzia-łania I-go przegrzewa-
czauważać należy forsowanie kotła przez chęć uzyskania więk-szej mocy od maszyny, pracującej już i tak z nadmiernym roz-chodem pary, dzięki wyżej wskazanym usterkom. Powodo-wało tp stałe przerzucanie wody do przegrzewacza. Woda,odparowując, pozostawiała w rurkach kamień kotłowy i je-
Rys. 3. Rura którą zastąpiony zostałprzegrz6wa.cz cylindra niskoprężnego.
Ponieważ węgiel stosowany w Niemczech podczas próblaboratoryjnych jest znacznie wyższej wartości opałowej(7,800 cal.), aniżeli stosowany u nas w normalnym ruchufabrycznym (obecnie 5,000 — 6,000 ciepł.), przeto wymiarypaleniska uznano za niedostateczne i powodujące forsownąpracę oraz znaczne straty kominowe. Zalecono wobec tegonadstawienie paleniska z przód u na długość jednej r usztowiny.
16-15141312II10987e5A52
Po usunięciu firzegrzewaczamiędzy cylindrami
tyft'202; Djs-iOI-.cM 9/49/0; S=400
h*2IO; PS=95-I35
Rys. 4. Ostateczny wykres lokomobili.
B) Starą maszyna parowa prowadziła suchą jedyniepołowę maszyny papierniczej, gdyż-przypuszczano, że niebędzie ona w stanie pociągnąć całej maszyny.
Po zdjęciu pierwszego wykresu indykatora przy biegumaszyny'luzem, otrzymano obraz przedstawiony na rys. 5.Na podstawie tego wykresu w pierwszej' chwili trudno byłokategorycznie określić braki rozrządu pary. Po obciążeniumaszyny- otrzymano wykres przedstawiony na rys. 6, napodstawie którego ustalono co następuje: 1) spóźniony_ wlotprzedzwrotowy. W zależności od obciążenia i położenia rejgulatora opóźnienie wlotu ulega zmianom, a {mianowicie:
-
18. PKZEG-LĄD TECHNICZNY. 183
a) przy biegu luzem wpust- pary zaczyna się o 45$ pozamartwym punktem, czyli prawie o pół. skoku zapóźno,b) przy obciążeniu normalnem wpust pary zaczyna się o 20%poza martwym punktem, 2) moment zamknięcia zaworówwpustowych jest prawie stały i niezależny od regulatorai następuje w granicach 80 — 90$ poza martwym punktem,5) zwiększanie napełnienia przez regulator odbywa się pod-
Maszyna luzemciśnienie w kolie 6 abn.
spóźnienie wbusfu30%
przedwytpust napeł. i rozprężanie
spóźnienie wpusrunapełń.i rozprężanie
r h\% .55!
Ty-f. pi=0,9i; n»88i Ni=O,ai-,Rys. 5. Pierwotne wykresy jałowego biegu maszyny parowej,
czas ruchu tłoka w przeciwnym kierunku, 4) ciśnienie parywlotowej jest znacznie niższe niż w rurociągu przed maszy-ną, gdyż wlot odbywa się w okresie największej szybkościtłoka, 5) para rozpręża się na przestrzeni kilku zaledwieprocentów skoku, gdyż 6) zawory wypustowe otwierają sięprawie jednocześnie z zamknięciem zaworów wpustowych.
wrotną stronę, a więc, że 2) ustawienie rozrządu pary, czyliukład kół stożkowych na wale stawidłowym i na wale głów-nym jest wadliwy.
Przy pomocy obliczenia graficznego i regulacji na zi-mno ustawiony został kąt zaklinowania kół zębatych i po*prawiony sam rozrząd, pary, poczem otrzymaliśmy po uru-chomeniu i obciążeniu maszyny wykresy przedstawione narys. 7. Wykresy te pokazały, że otrzymujemy z maszynymoc jak poprzednio, przy napełnieniu zaledwie 13#, a więcmożność dołączenia mokrej części maszyny papierniczej,która zabierała z lokomobili około 15 MK. Bieg maszynypapierniczej, pędzonej przez jeden tylko silnik, dawał gwa-rancję stałej wagi papieru.
Wydmuch ze starej maszyny po jej wyregulowaniu,okazał się nie wystarczającym dla potrzeb cylindrów suszą-cych maszyny papierniczej. Spowodowało to koniecznośćdodawania znacznej ilości świeżej, a zdławionej pary doprzewodu pary odlotowej. Zwiększenie zaś obciążenia tejmaszyny zwiększyło ilość wydmuchu, zmniejszając ilośćświeżej pary. Na wypadek gdyby ilość wydmuchu w lecie,albo przy cieńszych gatunkach papieru okazała się zbytwielką, wskazano możność wyzyskania tej pary do podgrze-wania wody zasilającej kocioł parowy.
Po wyregulowaniuPrzód-, pM,WrI23i Ni>8,9.
Z Ni-8,9+7,6*16,5.
Spóźnienie wpushiJp% li
35% , | Fi. pi=0,8l5; n=86; NM,6.
jprzedwybust spóźnienie wbusru,JX,\ 70% . , .23%
Rys. 6. Pierwotne wykresy po obciążeniu maszyny.
7) Sprężanie rozpoczyna się o 35$ przed martwym punktem;poza martwym punktem następuje rozprężanie tej pary,połączone z silnem studzeniem jej przez pokrywę i chło-dniejsze ścianki cylindra aż do chwili spóźnionego wpustu.Na tej podstawie zdecydowano, że: 1) maszyna ta od chwilijej ustawienia „gospodarczym sposobem" obraca się w od-
Po wyregulowaniu.
; fji-0,94; n=l23i Ni-7,6.
Rys. 7. Ostateczne wykresy maszyny parowej.
Ostatecznie otrzymano wyniki następujące:1) ogólna moc instalacji przed badaniem wynosiła:
lokomobila 86 MKjmaszyna parowa. . • 17 „ „
Razem 103 MKiPo przeprowadzeniu zmian: lokomobila . . 130 „ „
maszyna parowa . . 35 „ „Razem 165
a więc: 1) zwiększenie mocy instalacji o 60^ i zwiększenie pro-dukcji papierni w tym samym stosunku. 2) zmniejszenieilości zużywanego wlokomobili paliwa na jednego MKi/godz.powyżej Bó%.
Po wykonaniu wszystkich zaleconych zmian i prze-róbek, koszty paliwa, w stosunku do zwiększonej ilości wy-produkowanego papieru, spadną prawie do połowy.
Ciepło w gospodarstwie rolnem.Podał A. Wysokiński, Inżynier Stów. Dozoru Kotłów w Warszawie.
Praca mechaniczna w rolnictwie.O racjonalnej gospodarce cieplnej w rolnictwie mało się
TI nas mówi, jeszcze mniej się o niej myśli w praktyce. Przy-znać trzeba, że są po temu powody, i to nietylko przemijającenatury społeczno-politycznej, lecz również takie, które leżąw istocie rzeczy pracy na roli.
Najlepiej zobrazuje to załączony wykres (rys. 1), którywskazuje zapotrzebowanie mooymaszyn w różnych poracli rokuw majątku o 500 hektarach ornej ziemi. Na górze wykresuprzewiduje się całkowite wykonanie 'młócki w okresie żniworaz orkę zapomocą zaprzęgu. W dole młocka jest rozłożona
na kilka okresów, orka zaś w całości zmechanizowana. Wykresten zapożyczony jest z miesięcznika „ Archiv ftir Waermewirt-schaft" (grudzień 1922 r.) i oczywiście rzeczą specjalistów jestocenić, w jakiej mierze odpowiada on naszym swoistym warun-kom. Sądzić jednak można, że zasadniozycli różnic w przebieguzapotrzebowania mechanicznej pracy nie będzie.
Przy najdalej idącym zmechanizowaniu pracy czysto roi.-niczej, jak to wskazuje wykres dolny, pługi zużywają około %całego zapotrzebowania siły mechanicznej, młocka okołoreszta idzie na drobne maszyny codziennego użytku.
.Dwie cechy wybitnie charakteryzują, omawianą sprawę.Pierwsza to nierówuomierność zapotrzebowania w różnych po-rach roku, o znacznem obciążeniu szczytowem miesięcy letnichi jesiennych, druga wynika z samej natury stosowanych narzę-dzi, które pracować muszą na otwartempolu w różnychmiejscach.
-
184 PRZEGLĄD TECHNICZNY. 1923
Takie warunki pracy odrazu uniemożliwiają ulubionychwyt pionierów doskonalenia gospodarki cieplnej, a mianowi-cie: połączenie pracy mechanicznej z wykorzj^staniem ciepłapary odlotowej (lub gazów spalinowych) dla celów grzejnychw ubocznych przedsiębiorstwach przemysłowo-rolniczych, jak—maślarnie, mleczarnie, gorzelnie, suszarnie i t. p. Wobec nie-możności radykalnej poprawy wykorzystania energji cieplnejw rolnictwie, pozostaje zwrócić baczną uwagą na podniesieniespdlczynnika oddzielnych maszyn samych w sobie.
Wydajność maszynw dobrach b 600 ha. ornej ziemi
206
W
RC
\
n
mtocja, ur czasie iriiw(orka %
jueezt
iOO%4
armejrotomiki /'&/>
i
Tnłocka, w róinym ezu/e(orka- mechaniczna)
^
itownifiii