Statystyczne Sterowanie Procesami SPC Fragment Prezentacji
18
Statystyczne sterowanie procesami SPC © PROQUAL Management Institute 1 dr inż. Tomasz Greber [email protected] Statysty czne sterowanie procesami SPC (fragment prezentacji) Oznaczenia • Tg, USL, UT, GGT – tolerancja górna • Td, L SL, LT, DGT – toleranc ja dolna • s, σ – odchylenie standard owe • Xśr, - warto ść średnia • R –rozstęp • A 2 , d 2 , D 3 itp – stałe stat ysty czne • UCL , GGK, GGI – gór na gra nic a kontrolna na karci e kontr oln ej • LCL , DGK, DGI – dolna grani ca ko ntr olna na karcie kontrolnej • Cp, Cpk – wskaźniki zdolności długoterminowej • Pp, Ppk – wskaźniki zdolności krótkoterminowej • Cm, Cmk – wskaźniki zdolności maszyn • PPM – liczba części wadliwych na milion x
Transcript of Statystyczne Sterowanie Procesami SPC Fragment Prezentacji
Statystyczne sterowanie procesami SPC
Statystyczne sterowanie procesami SPC(fragment prezentacji)
dr in. Tomasz Greber [email protected]
Oznaczenia Tg, USL, UT, GGT tolerancja grna Td, LSL, LT, DGT tolerancja dolna s, odchylenie standardowe Xr, x - warto rednia R rozstp A2, d2, D3 itp stae statystyczne UCL, GGK, GGI grna granica kontrolna na karcie kontrolnej LCL, DGK, DGI dolna granica kontrolna na karcie kontrolnej Cp, Cpk wskaniki zdolnoci dugoterminowej Pp, Ppk wskaniki zdolnoci krtkoterminowej Cm, Cmk wskaniki zdolnoci maszyn PPM liczba czci wadliwych na milion
PROQUAL Management Institute
1
Statystyczne sterowanie procesami SPC
Podzia metod statystycznych w zarzdzaniu jakociStatystyczna kontrola jakoci Sterowanie procesami Statystyka w projektowaniu wyrobw (DOE)
Zastosowanie statystyki
Badanie zdolnoci maszyn
Badanie zdolnoci procesw
Analiza danych za pomoc podstawowych statystyk
Zakres SPC
SPCSPC, statystyczne sterowanie procesami, to zbir narzdzi sucych do oceny stabilnoci procesu. Narzdzia te dostarczaj informacji czy proces przebiega w sposb uporzdkowany, bez nietypowych zachowa.
PROQUAL Management Institute
2
Statystyczne sterowanie procesami SPC
Proste narzdzia SPC
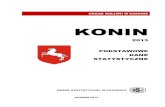
Diagram rozproszeniaJest to wykres o osiach poziomej i pionowej, na ktrych opisane s wartoci dwch badanych zmiennych - zmiennej niezalenej A i zalenej B (zalenej od wartoci parametru A). Nastpnie punktami zaznacza si zalenoci pomidzy zmiennymi otrzymujc chmur punktw[%]Procent produk. wyrobw wadliwych
2Wsprzdne punktu: Temperatura 31,5 C Procent brakw 2,3 %
1
0 15 20 25 30 35 40Temperatura na hali produkcyjnej
[C]
PROQUAL Management Institute
3
Statystyczne sterowanie procesami SPC
Wspczynnik korelacji - istotaKorelacja: r = 0,97369 6,5 6,0 5,5 5,0 4,5 Zmienna 2 4,0 3,5
Wspczynnik korelacji liniowej r wskazuje na zwizek pomidzy dwoma zmiennymi
Zmienna 1
Zmienna 2
3,0 2,5 2,0 1,5
3,9 5,5 1,2 1,1 3,5 3,9 5,6 3,4 5,7 3,8 5,1 4,8 2,9 1,6 1,7 5,7 5,5 1,2 2,7 3,9 5,4 4,4
4,8 5,9 1,9 2,0 3,5 3,9 6,0 4,3 5,0 4,4 5,2 5,0 3,8 2,3 2,2 6,0 6,0 2,0 3,5 4,6 5,1 5,3
?Zmienna 2
0
1
2
3 Zmienna 1
4
5
6
Korelacja: r = -0,6598 7
6
5
4
3
2
1
0 0 1 2 3 Zmienna 1 4 5 6
Analiza ParetoSuy do okrelenia najpowaniejszych przyczyn analizowanego problemu. Opiera si na zasadzie 20/80, wg ktrej stosunkowo niewiele przyczyn powoduje wikszo skutkw.100 90 Ilo produkowanych brakw 80 80 100
80% brakw70 60 50 4031
20% maszyn49
60
40
30 20 10 0 Maszyna 4 Maszyna 1 Maszyna 2 Maszyna 9 Maszyna 8 Maszyna 7 Maszyna 3 Maszyna 5 Maszyna 6 Maszyna 10 Warto Skumul.8 3 2 2 2 1 1 1
20
0
Udzia procentowy
PROQUAL Management Institute
4
Statystyczne sterowanie procesami SPC
Histogram10
Liczba wyrobw o danej rednicy Liczba kulek o danej rednicy
9 Tolerancja dolna 8 7 6 5 4 3 2 1 0 3,4 Tolerancja grna rednica kulki [mm] rednica wyrobu [mm]Warto cechy 33,26 33,28 33,30 33,36 33,54 33,56 33,75 33,78 33,79 33,79 33,79 33,82 33,82 Warto cechy 33,86 33,95 34,21 34,22 34,65 34,69 34,69 34,72 34,72 34,81 34,81 34,81 34,86 Warto cechy 34,87 34,87 34,88 34,90 34,92 34,96 35,09 35,12 35,16 35,28 35,29 35,53 35,62 Warto cechy 35,78 35,79 35,86 36,12 36,25 36,56 36,56 36,59 36,75 36,68 36,78 36,85 38,52
Tworzenie histogramuWarto cechy 31,82 32,01 32,01 32,05 32,23 32,60 32,95 33,03 33,05 33,06 33,10 33,12 33,26
Wynik najmniejszy = 31,82
Wynik najwikszy = 38,52
Przedzia (rozstp) = 38,52 - 31,82 = 6,7
PROQUAL Management Institute
5
Statystyczne sterowanie procesami SPC
Tworzenie histogramuLiczba pomiarw zebranych w tabeli = 65 Liczba przedziaw = 65 = okoo 8 Rozstp wynikw wynosi 6,7 Szeroko przedziaw = 6,7/8 1
Tworzenie histogramuDzieli si obszar w jakim wystpuj wyniki na 8 przedziaw o obliczonej szerokoci wynoszcej 1 i zlicza ile w kadym z tych przedziaw znajduje si wynikwPrzedzia (31-32> (32-33> (33-34> (34-35> (35-36> (36-37> (37-38> (38-39> Pomiary I IIIII I IIIII IIIII IIIII IIIII I IIIII IIIII IIIII II IIIII IIIII IIIII IIII I Liczba wynikw w przedziale 1 6 21 17 10 9 0 1
PROQUAL Management Institute
6
Statystyczne sterowanie procesami SPC
Tworzenie histogramuW zalenoci od liczby wynikw w poszczeglnych przedziaach, rysuje si odpowiednio wysokie supki
Ocena procesw
PROQUAL Management Institute
7
Statystyczne sterowanie procesami SPC
Rozkad normalny f(x)
x
Rozkad normalny - zasada 3 s
PROQUAL Management Institute
8
Statystyczne sterowanie procesami SPC
Podzia kart kontrolnychKarty kontrolneKarty kontrolne przy ocenie liczbowej Karty kontrolne przy ocenie alternatywnej (atrybutowe)
Karty podstawowe
Karty specjalne
p np
X-R X-S IX-MR Me-R
Ruchomej redniej CUSUM Karty dla krtkich serii
c u
y=
x
P
Wykrelna metoda - przykadPrzedziay Liczno Liczno skumulowana 1 1 6 17 34 47 45 18 14 3 2 1 1 1 2 8 25 59 106 151 169 183 186 188 189 190 Dystrybuanta empiryczna 0,005 0,010 0,042 0,131 0,310 0,557 0,794 0,889 0,963 0,978 0,989 0,994 1 klasowe 1,20-1,30 1,30-1,40 1,40-1,50 1,50-1,60 1,60-1,70 1,70-1,80 1,80-1,90 1,90-2,00 2,00-2,10 2,10-2,20 2,20-2,30 2,30-2,40 2,40-2,50
0,999
0,995 0,990 2
0,950
0,900 1 0,800 0,700 0,600 0 0,500 0,400 0,300 0,200 -1 0,100
Dystrybuanta empiryczna:0,050 -2 0,010 0,005
Sk = nsk/n gdzie: n liczno prby, nsk liczno skumulowana w danej grupie.
0,001 1,20 1,30 1,40 1,50 1,60 1,70 1,80 1,90 2,00 2,10 2,20 2,30 2,40 2,50
x
x
PROQUAL Management Institute
9
Statystyczne sterowanie procesami SPC
Wykres prawdopodobiestwa
Karta X-R - wzoryGrna granica kontrolnaUCL = X + A 2 R Punkt X=
Xn
XDolna granica kontrolna Grna granica kontrolna
X CL = X =k
LCL = X A 2 R
UCL = D 4 R
Punkt
RDolna granica kontrolna
R CL = R = k
R = Xmax X minR X k - rozstp - warto mierzonej cechy - liczba prbek - liczba pomiarw w prbce
LCL = D 3 R
n
A 2 , D 3 , D 4 - stae
PROQUAL Management Institute
10
Statystyczne sterowanie procesami SPCNr prbki
1
2
3
4
5
6
7
2 4 3 3 3 2
3 3 1 1 2 2
6 4 6 8 6 4
3 1 3 5 3 4
2 1 1 4 2 3
2 2 1 3 2 2
2 4 3 3 3 2
POMIARY
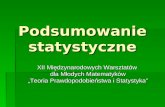
Karta X-R
X R
6Wartoci rednie
5 4 3 2 1 6 5
UCL=4,98
CL=3,00
LCL=1,02 UCL=6,19
Rozstpy
4 3 2 1 0LCL=0 CL=2,71
Nr prbki POMIARY
1
2
3
4
5
6
7
8
7
7
3
4
3
5
IX-MR1 0 4 19 8 7Wartoci zmierzone
MR
1
2UCL=9,72
6 5 4 3 2 1LCL=1,30 CL=5,29
5Ruchome rozstpy
UCL=5,90
4 3 2CL=1,50
1 0LCL=0
PROQUAL Management Institute
11
Statystyczne sterowanie procesami SPC
Karta wartoci celowejKarta stosowana przy krtkich seriach produkcyjnych
Wartoci monitorowan jest rnica pomidzy wartoci zakadan (nominaln) a zmierzon
Monitorowane jest odchylenie parametrw wyrobu od nominau
prz. X = X w. cel.
Karta MA (ruchomej redniej)Karta stosowana do obserwowania przesuni w procesie, ktre ciko zobaczy na kartach typu X-R
Mona regulowa czuo karty na przesunicia procesu
PROQUAL Management Institute
12
Statystyczne sterowanie procesami SPC
Karta p (ocena wadliwoci)Grna granica kontrolnaUCL = p + 3 p(1 p) n Punkt
p=
pDolna granica kontrolna
np CL = p = n
np n
LCL = p 3
p(1 p) n
p - frakcja wyrobw niezgodnych w prbce np - liczba wyrobw niezgodnych (wadliwych) w prbce n - liczno prbki (ilo wyrobw w prbce) p - rednia wadliwo
Karta u (analiza niezgodnoci)Grna granica kontrolnaUCL = u + 3 u n
Punkt
uDolna granica kontrolna
c CL = u = n
u=
c n
LCL = u 3
u n
u - liczba niezgodnoci na jednostk w prbce c - liczba niezgodnoci n - liczno prbki (ilo wyrobw w prbce) u - rednia liczba niezgodnoci na jednostk
PROQUAL Management Institute
13
Statystyczne sterowanie procesami SPC
Wskaniki zdolnoci
Wskaniki zdolnoci jakociowejZastosowanie: pozwalaj bada mona zdolno (jako) procesw pozwalaj bada zdolno maszyn na podstawie wskanika, okreli mona m.in. wadliwo produkcji jakiej naley si spodziewa przy danym procesie (lub maszynie)
PROQUAL Management Institute
14
Statystyczne sterowanie procesami SPC
Wskanik zdolnoci Cp i CpkCp = Tg Td 6 s
Tg x x Td Cpk = min ; 3s 3s Tg (Td) - grna (dolna) granica tolerancji s - odchylenie standardowe
WskanikiTd Cp=Cpk< 1 Tg Td Cp=1 > Cpk Tg
Xr.=Xnomin. Td Cp=Cpk=1 Tg Td
Xnomin. Xr. Cp=1 > Cpk ' Tg
Xr.=Xnomin.
Xnomin.Xr
PROQUAL Management Institute
15
Statystyczne sterowanie procesami SPC
Badanie zdolnoci jakociowej maszyn
Badanie zdolnociProcesu Cp i Cpk badania systematyczne wykorzystanie wynikw z kart kontrolnych
Maszyny Cm i Cmk badania krtkotrwae wykorzystanie duej prbki wyrobw (min. 50)
PROQUAL Management Institute
16
Statystyczne sterowanie procesami SPC
Wskaniki Cm i CmkCm = Tg Td 6 slub
Cm =
Tg Td 8s
Tg x x Td Cmk = min ; 3s 3s
lub
...
Wskaniki - podsumowanieOznaczenie wskanika Cp, Cpk Nazwa wskanika Wskanik zdolnoci procesu Wyznaczanie odchylenia standardowego Uwagi - dane pochodz zwykle z kart kontrolnych, - proces jest ustabilizowany statystycznie.
=
R s lub = d2 c4
Pp, Ppk
Wskanik wykonania procesu
=s =
1 xi x n 1 i
( (
) )
2
- proces nie jest ustabilizowany lub - rozpoczynamy monitorowanie procesu.
Cm, Cmk
Wskanik zdolnoci maszyny
=s =
1 xi x n 1 i
2
- badania s krtkotrwae, - dua liczba pomiarw, - zapewnione s optymalne warunki pracy maszyny.
PROQUAL Management Institute
17