Robocza Instrukcja Spawania PG32_IBC Rev 3

of 3
-
Upload
kristof-mc -
Category
Documents
-
view
52 -
download
0
Transcript of Robocza Instrukcja Spawania PG32_IBC Rev 3
-
Data/Date: Sep.19,2011
Rodzaj prdu i biegunowo/ Current and
polarity
Zakres prdw/
Amperage
Dla lica/ Face side
Dla grani/ Root side
Spoina wzduna paszcza C
zoo
wa,
1.0
mm Paszcz: S43932
(stal ferrytyczna)
TIG (GTAW) automat.
DC EN (- na elek.)
80-90 AArgon10-14 l/min
Argon 10-12 l/min
NF
Brak 1. Program spawania plPG32_50_75 vs= 6,5mm/s
Spoina wzduna komory spalania C
zoo
wa,
2,5
mm Komora spalania:
S43932 (stal ferrytyczna)
TIG (GTAW) automat.
DC EN (- na elek.)
80-90 AArgon10-14 l/min
Argon 10-12 l/min
NF
1. Przesadzenie max. 0.6 mm.
1. Program spawania koPG32_50_75 vs=1,2mm/s
Komora-wywijka
Czo
ow
a,
2,
5 m
m
Komora: S43932 (stal ferrytyczna)
Wywijka: S43932 (stal ferrytyczna)
TIG (GTAW) rcznie
DC EN (- na elek.)
190-200 A
Argon 16-18 l/min
Argon 20-24 l/min
430Ti fi. 2.4-3.2
mm
1. Przesadzenie max. 0.6 mm 2. Podtopienie max. 0.25 mm.
Brak
Paszcz-wywijka
Czo
ow
a,
1,
0 m
m
Paszcz: S43932 (stal ferrytyczna)
Wywijka: S43932 (stal ferrytyczna)
TIG (GTAW) rcznie
DC EN (- na elek.)
180-200 A
Argon 16-18 l/min
Argon 20-24 l/min
430Ti fi. 1.6-2.4
mm
1. Nierwnoci na powierzchni wywijki niedopuszczalne. 2. Skontroluj przetopienie grani na wysokoci krca.
1. Gaz osonowy grani podcz do grnej czujki, zakorkuj krce, dolna czujka otwarta. 2. Po zakoczeniu spawania wywijki odwr wymiennik do spawania paszcz- sito nie zmieniajc podczenia gazu osony grani. Czas napeniania gazem ok. 1min.
ASME Exhibit No 9-9 Rev. 0 ISO 9001 Formularz 64 Wydanie 0
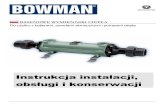
Robocza Instrukcja Spawania Nr/Work Procedure No . PG32- IBC
Numeru rysunku zoeniowego/Assembly drawing No. ACPR320004 rev.2Obowizuje dla projektu/Apply to the project: Prestige PG32-IBC
Zmiana/Rev . 3
Rodzaj spoiny/ Type of
weld
Prd spawania/ Welding current Uwagi do VT/
VT remarksUwagi/ Remarks
Spoina/ WeldSzkic zcza/
Sketch of joint
Proces spawalni-
czy/ Welding process
Zcze spawane/ Joint Parametry spawania/ Welding parameters
Gatunek materiau detalu/ Grade of
parent metal
Materia dodatkowy/ Filler metal
Gaz osonowy/ Shielding
gases
Strona 1 z 3PG32-IBC
-
Paszcz-sito-gitara
Czo
ow
a,
1,0
mm
Paszcz: S43932 (stal ferrytyczna)
Sito: S43932 (stal ferrytyczna)
Gitara: 304L (stal austenityczna)
TIG (GTAW) rcznie
DC EN (- na elek.)
200-250 A
Argon 16-18 l/min
Argon 20-24 l/min
ER 316LSi fi. 2.0-3.2
mm
Brak 1. Napenij gazem podkadowym w pozycji pionowej podajc gaz przez dolny krciec zostawiajc niezamknit czujk.
Sito-rurka P
achw
inow
a,
0,
7 m
m
SIto: S43932 (stal ferrytyczna) Rurka: S43932 (stal ferrytyczna)
TIG (GTAW) rcznie
DC EN (- na elek.)
120-145 A
Argon 16-18 l/min
Argon 20-24 l/min
NF
1.Wystawanie rurki min. 1mm
Brak
Koek-wywijka
Zgrz
eina
ko
ka
Koek: 304L (stal austenityczna) Wywijka: S43932 (stal ferrytyczna)
SW (rcznie)
DC EP (+ na
pisto.)
Czas spaw. 60-
80 ms
Ar-82% CO2- 18% 9-12 l/min
NB NF
1. Do okoa koka musi by widoczna wypywka.
Czujka+ paszcz, krcie+ paszcz C
zoo
wa,
0.
5 m
m
Paszcz: S43932 (stal ferrytyczna)
czujka: 304L (stal austenityczna)
TIG (GTAW) rcznie
DC EN (- na elek.)
75-90 AArgon 18-20 l/min
Argon 10-12 l/min
NF
1.Kontroluj prostopade ustawienie krca do osi wymiennika
Brak
Czujka+ paszcz, krcie+ paszcz
Pac
hwin
owa
1.3m
m
Paszcz: S43932 (stal ferrytyczna) Krciec: TP304L
(stal austenityczna)
TIG (GTAW) rcznie
DC EN (- na elek.)
80-115 AArgon 18-20 l/min
Argon 20-24 l/min
ER 316LSi 2.0-2.4mm
1.Skontroluj prostopade ustawienie krca do osi wymiennika przed spawaniem- w razie potrzeby skoryguj
Brak
Paszcz-zawiesie
Pac
hwin
owa,
1,
0/2,
0 m
m Paszcz: S43932 (stal ferrytyczna) Zawiesie grne:
S43932 (stal ferrytyczna)
TIG (GTAW) rcznie
DC EN (- na elek.)
100-160 A
Argon 16-18 l/min
Argon 20-24 l/min
430Ti fi. 1,6-2,0
mm
1. Podtopienie na paszczu niedopuszczalne.
1. Napenij gazem podkadowym w pozycji pionowej podajc gaz przez dolny krciec zostawiajc niezamknit czujk. 2. Po 50 s obr wymiennik do pozycji spawania.
Sito-komora spalania
Czo
ow
a,
2,5
mm
Sito: S43932 (stal ferrytyczna)
Komora spalania: S43932
(stal ferrytyczna)
TIG (GTAW) rcznie
DC EN (- na elek.)
190-200 A
Argon 16-18 l/min
Argon 20-24 l/min
430Ti fi. 2,4-3,2
mm
1. Przesadzenie max. 0.6 mm 1. Podtopienie max. 0.25 mm
Brak
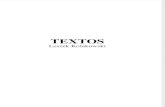
Strona 2 z 3PG32-IBC
-
Wspornik tabliczki - paszcz
Spo
ina
scze
pna
Wspornik tabliczki: S43932
(stal ferrytyczna) Paszcz: S43932 (stal ferrytyczna)
TIG (GTAW) rcznie
DC EN (- na elek.)
100-160 A
Argon 16-18 l/min
Argon 20-24 l/min
NF
1. Podtopienie na paszczu niedopuszczalne
1. Napenij gazem podkadowym w pozycji pionowej podajc gaz przez dolny krciec zostawiajc niezamknit czujk. 2. Po 50 s obr wymiennik do pozycji spawania.
Kominek+ gitara+ stoper
Czo
ow
a 0.
8mm
+
spo
ina
scze
pna
Kominek: 304L (stal austenityczna)
Gitara:304L (stal austenityczna)
Stoper:304L (stal austenityczna)
TIG (GTAW) rcznie
DC EN (- na elek.)
60-80 AArgon 18-20 l/min
Argon 10-12 l/min
NF
1.Kontrola po spawaniu- kratery niedopuszczalne
Brak
Rurka spywu kondensatu
+miska+ stoper
Czo
ow
a 1.
0mm
+
spo
ina
scze
pna
Rurka spywu kondensatu:304L (stal austenityczna)
Gitara: 304L (stal austenityczna)
Stoper: 304L (stal austenityczna)
TIG (GTAW) rcznie
DC EN (- na elek.)
60-80 AArgon 18-20 l/min
Argon 10-12 l/min
NF
1.Kontrola po spawaniu- kratery niedopuszczalne
Brak
Gitara+ miska
Czo
ow
a
1.
5mm
Gitara: 304L (stal austenityczna)
Miska: 304L (stal austenityczna)
TIG (GTAW) rcznie
DC EN (- na elek.)
160-200 A
Argon 18-20 l/min
Argon 20-24 l/min
NF
1. Kratery niedopuszczalne 2.Wymagane pene przetopienie na grani.
1. W przypadku szczelin uyj drutu spawalniczego 316LSi
W. Karda H. Szreder
Obowizuje od:
Uwagi oglne/general remarks: 1. NB- bez gazu podkadowego/ no backing gas, NF- bez materiau dodatkowego/ no filer metal 2. Robocza Instrukcja Spawania opracowana zostaa na podstawie odpowiednich Instrukcji spawania WPS przywoanych w Licie spoin Nr PG32-IBC/ This Work Procedure was prepared acc. to the adequate WPS assigned by the List of welds No. PG32-IBCPrzygotowa: WE Sprawdzi: QCM
Strona 3 z 3PG32-IBC