przekladnie_pasowe
70
PORADNIK KONSTRUKTORA Przekładnie pasowe ogólnego przeznaczenia z pasami klinowymi produkcji „STOMIL SANOK” S.A. stosowane w budowie maszyn i urządzeń wydanie piąte, kwiecień 2012
description
PKM, mechanika, przekladnie, pasowe
Transcript of przekladnie_pasowe
-
PORADNIK KONSTRUKTORAPrzekadnie pasowe oglnego przeznaczenia
z pasami klinowymi produkcji STOMIL SANOK S.A. stosowane w budowie maszyn i urzdze
wydanie pite, kwiecie 2012
Sanockie Zakady Przemysu Gumowego STOMIL SANOK Spka Akcyjna38 - 500 Sanok, ul. Reymonta 19
tel.: (+48) 13 46 54 444fax: (+48) 13 46 54 455
Zakad Produkcji Pasw Klinowychtel.: (+48) 13 46 54 400fax: (+48) 13 46 54 401
-
PRZEKADNIE PASOWE OGLNEGO PRZEZNACZENIAZ PASAMI KLINOWYMI PRODUKCJI "STOMIL SANOK" S.A.
STOSOWANE W BUDOWIE MASZYN I URZDZE
PORADNIK KONSTRUKTORAWYDANIE PITE, KWIECIE 2012
OPRACOWA:MGR IN. WOJCIECH STAREGO
-
3PORADNIK KONSTRUKTORA
"STOMIL SANOK" S.A.Spis treci
Spis treci
1. Informacje oglne. ................................................................................................................................................................................................................................ 5
1.1. Wstp. .................................................................................................................................................................................................................................................... 5
1.2. Zalety przekadni zpasami klinowymi. ............................................................................................................................................................ 5
1.3. Czynniki wpywajce na trwao pasa. ......................................................................................................................................................... 6
1.4. Zasady prawidowej eksploatacji przekadni zpasami klinowym. ................................................................................... 8
1.5. Charakterystyczne uszkodzenia przekadni zpasami klinowymi iich przyczyny. ........................................... 9
2. Pasy klinowe oglnego przeznaczenia stosowane w napdach pasowychmaszyn i urzdze. ............. 11
2.1. Pasy klinowe produkcji "STOMIL SANOK" S.A. ..................................................................................................................................... 11
2.2. Pasy klinowe wskoprofilowe (wskie) produkcji "STOMIL SANOK" S.A. .............................................................. 12
2.3. Pasy klinowe normalnoprofilowe (klasyczne) produkcji "STOMIL SANOK" S.A. .............................................. 16
2.4. Pasy klinowe zespolone produkcji "STOMIL SANOK" S.A. ........................................................................................................ 22
3. Obliczanie przekadni zpasami klinowymi produkcji "STOMIL SANOK" S.A. .................................................................. 27
3.1. Ilo pasw wprzekadni. .......................................................................................................................................................................................... 27
3.2. Wytyczne dla wyboru profilu pasa klinowego. .................................................................................................................................. 27
3.3. Wspczynnik warunkw pracy kT. .................................................................................................................................................................. 29
3.4. Wspczynnik kta kf. .................................................................................................................................................................................................... 31
3.5. Wspczynnik dugoci kL. ...................................................................................................................................................... 32
3.6. Moce znamionowe N1 przenoszone przez jeden pas. ............................................................................................................... 34
3.7. Wzory i oznaczenia. ........................................................................................................................................................................................................... 46
3.8. Przykad obliczenia przekadni pasowej z dwoma koami. ................................................................................................... 47
4. Koa rowkowe. ...................................................................................................................................................................................................................................... 51
4.1. Koa pasowe dla pasw wskich i klasycznych. ................................................................................................................................ 51
4.2. Koa rowkowe dla pasw zespolonych. ...................................................................................................................................................... 56
5. Nacig pasw. ....................................................................................................................................................................................................................................... 59
5.1. Kontrola nacigu pasa przez pomiar ugicia cigna pasa. ................................................................................................... 59
5.2. Kontrola nacigu pasa przez pomiar obrotw. ................................................................................................................................... 61
5.3. Kontrola nacigu pasa przez pomiar statycznej siy osiowej. ............................................................................................ 62
5.4. Okrelenie obcienia osiowego w stanie dynamicznym. ..................................................................................................... 62
-
5PORADNIK KONSTRUKTORA
"STOMIL SANOK" S.A.1. Informacje oglne
1. Informacje oglne.
1.1. Wstp.
Poradnik dotyczy, stosowanych wprzemyle maszynowym, przekadni zpasami klinowymi produkcji "STO-MIL SANOK" S.A. Zosta opracowany wcelu dostarczenia wskazwek dla prawidowego doboru parametrw przekadni. Niniejsze informacje stanowi podstawowe wytyczne dotyczce stosowania wyrobu inie zwal-niaj zobowizku stosowania si do zasad projektowania ibudowy maszyn iurzdze oraz przepisw BHP.
Zawiera praktyczne porady prawidowej obsugi ikonserwacji przekadni, specyfikacj pasw klinowych wskoprofilowych, normalnoprofilowych izespolonych produkcji "STOMIL SANOK" S.A. stosowanych do na-pdu przekadni wprzemyle maszynowym, oraz informacje potrzebne do poprawnego okrelenia:
wielkoci iiloci pasw do przenoszenia wymaganej mocy; wymiarw k pasowych; dugoci pasa oraz rozstawu osi; wymaganego nacigu; warunkw pracy ikonserwacji; warunkw magazynowania.Pasy klinowe "STOMIL SANOK" S.A. speniaj wymagania producentw pojazdw samochodowych, gr-
nictwa, przemysu maszynowego, kolejnictwa iwielu innych. Produkt ten wytwarzany jest od ponad 40-tu lat, aproces produkcji jest stale modernizowany. Stosowanie systemu sterowania jakoci (Certyfikat RW TV zEssen na zgodno systemu jakoci Spki znorm EN ISO 9001), zapewnia uzyskanie doskonaego produk-tu speniajcego bez zastrzee swoj rol. Pasy "STOMIL SANOK" S.A. s zaprojektowane tak, aby speniay oczekiwania najbardziej wymagajcych uytkownikw.
Program produkcyjny zawiera wiele grup pasw klinowych, znajdujcych zastosowanie wnapdach prze-mysowych, rolniczych, motoryzacyjnych iinnych. Wstandardowej ofercie "STOMIL SANOK" S.A. znajduj si pasy:
wskoprofilowe (wskie); normalnoprofilowe (klasyczne); zespolone; szerokoprofilowe; wariatorowe; dwustronnego dziaania; paskie pasy napdowe; mikropasy.Na yczenie klientw produkujemy pasy klinowe nietypowe owymiarach iwasnociach uzgadnianych
indywidualnie.Aby nasz produkt mg by szybko dostarczony do klienta, zostaa stworzona sie wyspecjalizowanych
dystrybutorw posiadajcych peny asortyment pasw klinowych. Wykaz dystrybutorw znajduje si na ostatniej stronie.
1.2. Zalety przekadni zpasami klinowymi.
Przekadnia pasowa zpasami klinowymi gwarantuje spokojn, cich ipynn prac. Zalet jej jest zdol-no do agodzenia gwatownych zmian obcienia itumienie drga. Prosta itania konstrukcja (bez kaduba ismarowania) nie wymaga specjalnej obsugi ikonserwacji przez co uzyskuje si redukcj kosztw eksploata-cji. Zuyte pasy klinowe mona szybko iatwo wymieni bez przeduania czasu postoju maszyny. Przekadnie pasowe zpasami klinowymi daj moliwo przenoszenia mocy na znaczn odlego oraz du swobod wdoborze rozstawu osi k. Przeoenie moe by zatwoci zmieniane przez zastosowanie k zwieloma rowkami ornych rednicach iprzekadanie pasa zjednych rowkw na drugie. Zalet przekadni pasowej jest nie przenoszenie napdu wczasie krtkotrwaych przecie, co zabezpiecza inne mechanizmy napdu przed nadmiernymi przecieniami awefekcie ich uszkodzeniem. Przekadnie pasowe s mao wraliwe na
-
6PORADNIK KONSTRUKTORA
"STOMIL SANOK" S.A. 1. Informacje oglne
niedoskonaoci wzajemnego ustawienia osi waw. Napdy pasowe daj moliwo rozdziau mocy, czyli przenoszenia napdu zjednego wau na inne.
1.3. Czynniki wpywajce na trwao pasa.
a) Ilo pasw wzespole.
Przekadnia pasowa jest konstruowana dla optymalnej iloci uytych pasw. Jeli liczba pasw wzespole maleje, ywotno pozostaych pasw zmniejsza si nieproporcjonalnie. Jeeli dla przykadu: wedug oblicze napd wymaga uycia 10-ciu pasw, ijeli jeden pas usuniemy, ywotno pozostaych pasw zmniejszy si nie o10%, ale o30%.
b) Nacig pasw.
Do doskonaego przenoszenia mocy iosignicia wymaganej ywotnoci pasw wanym czynnikiem jest prawidowe napicie pasw. Pasy powinny by tak naprone, aby pojawiajcy si polizg na kole nie prze-kroczy 1%.
Zbyt may nacig powoduje nadmierny polizg pasw na kole pasowym, zbyt duy - zmniejszenie ywot-noci pasa oraz szybsze zuycie oysk wmaszynie napdowej lub napdzanej. Wczasie transportu iprze-chowywania maszyn zaleca si zmniejszenie nacigu pasw. Aby nacig by poprawny zlecamy obliczy go, wykona ikontrolowa zgodnie zmetodami opisanymi wrozdziale 5.
c) Poprawne dobranie koa pasowego.
Wanym czynnikiem niezawodnoci irwnej pracy pasw klinowych jest dokadne spenienie warunkw okrelonych dla k pasowych:
pasy powinny pracowa na koach rowkowych owymiarach dostosowanych do przekroju pasa, tak aby pas styka si tylko bocznymi (roboczymi) powierzchniami ze ciankami rowkw k;
rowki k pasowych powinny by gadkie, bez okalecze, wyszczerbie izanieczyszcze, szczeglnie smarw iolejw. Powierzchni zbienych k rowkowych nie naley lakierowa;
wszystkie krawdzie rowkw k pasowych powinny by zaokrglone promieniem r>1 mm naley przestrzega minimalnej zalecanej rednicy koa dla danego przekroju pasa chyba, e za wszelk
cen chce si uzyska zwarto przekadni nawet kosztem obnienia sprawnoci izmniejszenia ywot-noci pasa;
wszystkie koa pasowe powinny by wywaane statycznie (stopie jakoci Q wg VDI 2060), dodatkowo koa pasowe ktrych prdko obwodowa przekracza 30 m/s, lub jeli stosunek rednicy do szerokoci wieca koa pasowego dp/s < 4 przy v > 20 m/s, powinny by wywaane dynamicznie (stopie jako-ci Q 6.3);
ze wzgldu na ywotno pasa wskazane jest uycie k oduej rednicy, dla ktrych prdko pasa bdzie wynosia 25-30 m/s;
koa rowkowe naley wykonywa zgodnie zzaleceniami zawartymi wrozdziale 4.
d) czenie pasw wzespoy pasowe.
Wcelu przeniesienia mocy przewyszajcej moc przenoszon przez jeden pas stosuje si napdy pasowe zoone zkilku pojedynczych pasw otym samym przekroju itej samej dugoci, skompletowane wjeden zesp, lub stosuje si pasy zespolone. Przy ustalaniu liczby pasw wprzekadni naley mie na uwadze, e wnajkorzystniejszych warunkach pracuje pas pojedynczy. Wprzekadni wielopasowej wszelkie rnice wymiarowe poszczeglnych pasw i rowkw na koach wywouj pasoytnicz moc krc izwikszone polizgi pasw, co odbija si niekorzystnie zarwno na sprawno przekadni jak i na ywotno pasw. Wporwnaniu zzespoami pasowymi lepsze warunki przenoszenia mocy posiada pas zespolony.
Wnapdach wielopasowych, dla zapewnienia porwnywalnego naprenia kadego pojedynczego pasa, naley stosowa wycznie pasy kompletowane wedug wymaganej tolerancji dugoci.
-
7PORADNIK KONSTRUKTORA
"STOMIL SANOK" S.A.1. Informacje oglne
Tolerancja dugoci pasw wzespole jest znacznie mniejsza wstosunku do tolerancji pasw nie pracuj-cych wzespole. "STOMIL SANOK" S.A. produkuje rwnie pasy omaej tolerancji dugoci (znadrukiem L=L), ktre nie wymagaj kompletowania wzespoy pasowe.
Wprzypadku uszkodzenia jednego zpasw naley wymieni cay zesp pasw. Nie naley czy pasw rnych producentw wzesp pasw.
Nie wolno, na koa dla zespow pasowych, stosowa pasw zespolonych.
e) Uycie rolek napinajcych.
Wprzekadni gdzie nie jest moliwe nacignicie pasa przez zmian odlegoci midzy maszyn nap-dzajc amaszyn napdzan mona uy do napinania pasa, rolki napinajcej. Innym zjawiskiem, ktre wymaga uycia rolki napinajcej pas s drgania dugiego cigna pasa omaym napiciu lub krtkiego cigna przy gwatownych zmianach obcienia.
Kade uycie rolek zwiksza czstotliwo przegi pasa oraz wprowadza dodatkowe naprenia zginaj-ce, co skraca jego ywotno.
Rolki napinajce mog by umieszczone wewntrz jak ina zewntrz pasa. Rolki napinajce umieszczone po zewntrznej stronie pasa powoduj ugicie pasa wprzeciwn stron ni przy normalnej pracy, co powa-nie zmniejsza ywotno pasa. Zaleca si wic stosowanie rolek wewntrz pasa.
Rolki wewntrzne powinny posiada rowki o wymiarach jak dla k roboczych. Dla pasw normalno-profilowych izespolonych dopuszcza si paskie rolki wewntrzne. rednica rolki wewntrznej powinna by wiksza lub rwna minimalnej rednicy zalecanej dla danego przekroju pasa. Rolka wewntrzna zmniejsza kt opasania, dlatego naley umieci j jak najbliej duego koa.
Rolki zewntrzne musz by paskie iorednicy wikszej lub rwnej 1,5 rednicy minimalnej, zalecanej dla danego przekroju pasa. Zewntrzna rolka zwiksza kt opasania, dlatego naley umieszcza j jak najbliej maego koa.
Wewntrzne jak izewntrzne rolki napinajce powinny by umieszczane od strony cigna biernego (lu-nego), wyklucza to zmian kierunku obrotw przekadni.
f) Czysto.
Przekadnia pasowa jest wraliwa na chemiczne oddziaywanie otoczenia, jego temperatur iwilgotno, oraz na smary izanieczyszczenia. Wprzypadku gdy pracuje ona wrodowisku ozwikszonym zanieczysz-czeniu naley chroni j osonami. Szczeglnej ochrony przed zanieczyszczeniami wymagaj pasy zespolone.
Oleje ismary powoduj zmniejszenie sprzenia pasa zkoem oraz chemicznie oddziaywuj na pas po-wodujc szybkie jego zniszczenie.
Drobne zanieczyszczenia typu proch ipiasek powoduj szybsze si cieranie powierzchni bocznych pasa ikoa. Due zanieczyszczenia typu drobne kamienie mog spowodowa uszkodzenie (wyszczerbienie) koa pasowego lub zerwanie pasa.
Przekadnia powinna by osonita inienaraona na bezporedni wpyw warunkw atmosferycznych.
g) Magazynowanie pasw.
Prawidowo przechowywane pasy klinowe nie trac na wasnociach przez wiele lat. Produkty gumowe przechowywane wniekorzystnych warunkach iprzy nieprawidowym obchodzeniu si, zmieniaj swoje wa-snoci fizyczne. Zmiany te wywoane s np. przez dziaanie tlenu, ozonu, skrajnie niekorzystnych temperatur, wiata, wilgoci lub rozpuszczalnikw.
Magazyn powinien by suchy iwolny od kurzu. Pasw nie wolno przechowywa wsplnie ztakimi mate-riaami jak: rozpuszczalniki, paliwo, smary, kwasy iinne chemikalia.
Niskie temperatury skadowania nie s na og szkodliwe dla pasw klinowych, poniewa jednak nabie-raj one sztywnoci, przed montaem naley je ogrza do temperatury +20oC. Pasy naley chroni przed bezporednim dziaaniem rda ciepa.
Pasy klinowe naley chroni przed wiatem, wszczeglnoci przed bezporednim napromieniowaniem sonecznym isilnym wiatem sztucznym zduym udziaem promieni ultrafioletowych jak np. nie osonite wietlwki (tworzy si ozon).
-
8PORADNIK KONSTRUKTORA
"STOMIL SANOK" S.A. 1. Informacje oglne
Aby przeciwdziaa szkodliwym wpywom ozonu, pomieszczenia magazynowe nie mog posiada urz-dze wytwarzajcych ozon jak np. fluoroscencyjne rda wiata, lampy rtciowe, elektryczne urzdzenia wysokiego napicia itp.
Do magazynowania pasw klinowych nie nadaj si pomieszczenia oduej wilgotnoci. Wzgldna wilgot-no powietrza jest najkorzystniejsza gdy jest poniej 65%.
Naley zwrci uwag, aby pasy byy przechowywane nienaprone inie znieksztacone. Jeeli przecho-wywane s wiszco, to trzpie na ktrym pasy wisz powinien mie rednic co najmniej 10-krotnej gruboci pasa.
1.4. Zasady prawidowej eksploatacji przekadni zpasami klinowym.
Po zamontowaniu przekadni iwyregulowaniu naprenia pasa przekadnia pasowa praktycznie nie wy-maga konserwacji. Aby zapewni zadawalajc ibezawaryjn prac przekadni oraz dugi czas ywotnoci pasa naley postpowa wedug wskazwek:
przy projektowaniu przekadni naley uwzgldni moliwo zmiany odlegoci pomidzy koami paso-wymi wcelu atwego zaoenia pasa anastpnie nacignicia go dla uzyskania wymaganego polizgu (uwzgldniajc 1,5 %-ow moliwo cakowitego dopuszczalnego wyduenia pasa podczas pracy, oraz 1%-ow tolerancj dugoci pasa);
koa pasowe powinny by wykonane zgodnie zwymiarami izaleceniami zawartymi wniniejszym po-radniku (wpunkcie 1.3.c);
rowki k pasowych powinny by czyste, bez uszkodze isubstancji zabezpieczajcych przed korozj. Pas powinien by dokadnie ustawiony w rowkach tak, aby ca powierzchni boczn styka si ze ciankami rowka; niedopuszczalne jest, aby pas styka si zkoem powierzchni doln (wyjtek: napdy specjalne jak napdy pasko-klinowe);
wczeniejsza wymiana uszkodzonych (zuytych) k pasowych zapobiega niespodziewanym awariom pasa iprzekadni;
nigdy nie naley uywa adnych substancji zwikszajcych przyczepno pasa do koa; jest to zbytecz-ne ico wicej szkodliwe;
pasy naley zakada rcznie iprzy najmniejszym rozstawie k rowkowych; niedopuszczalne jest uy-wanie jakichkolwiek narzdzi pomocniczych;
po dokadnym ustawieniu pasw wrowkach naley wyregulowa wstpnie nacig; nastpnie urucho-mi przekadni bez obcienia na krtki okres czasu iponownie skorygowa nacig;
dopuszczalna nierwnolego osi k przekadni nie powinna by wiksza ni 1 mm na 100 mm dugo-ci osi, atolerancja wzajemnego przesunicia rowkw k nie powinna przekracza 0,25% odlegoci pomidzy osiami;
podczas pierwszych godzin pracy pas bdzie si wydua iwtym czasie wymagana jest korekta jego nacigu. Jak wynika zdowiadczenia, po pierwszej godzinie pracy pod penym obcieniem, pas wy-dua si ok. 70% wartoci cakowitego dopuszczalnego wyduenia, ktre wynosi 1,5% dugoci pasa dla pasw zkordem poliestrowym oraz 0,5% dla pasw zkordem aramidowym;
naley zabezpieczy przekadni oson ochraniajc; nacig pasw wwarunkach normalnej pracy naley okresowo sprawdza iregulowa; wprzekadniach wielopasowych naley stosowa wycznie zespoy pasowe zoone zpasw specjal-
nie kompletowanych wg wymaganej tolerancji dugoci; przy uszkodzeniu jednego zpasw wzespole pasowym naley wymieni cay zesp pasw; w przypadku zabrudzenia pasw klinowych naley je czyci mieszank glicerynowo-spirytusow
wstosunku 1:10, nie powinno si uywa innych rodkw chemicznych. Do czyszczenia pasw nie wolno stosowa ostrych przedmiotw, jak szczotki druciane, papier cierny itp. poniewa zachodz mechaniczne uszkodzenia powierzchni pasa.
-
9PORADNIK KONSTRUKTORA
"STOMIL SANOK" S.A.1. Informacje oglne
1.5. Charakterystyczne uszkodzenia przekadni zpasami klinowymi iich przyczyny.
Rodzaj uszkodzenia Prawdopodobne przyczyny1. Zerwanie pasa po krtkim okresie pracy. naderwanie pasa przy nakadaniu go na
koo pasowe; zablokowanie napdu wskutek awarii ma-
szyny napdzanej, lub dostanie si do nap-du obcych cia;
le obliczony napd ze zbyt ma iloci pa-sw (le dobrany wspczynnik warunkw pracy kT);
2. Jednostronne zuycie pasa na powierzchni bocznej.
zbyt dua nierwnolego osi k paso-wych;
3. Wczeniejsze zuycie powierzchni bocznych na caej dugoci pasa.
za duy moment rozruchowy (zwaszcza przy napdach z duym momentem roz-ruchowym maszyny napdzajcej i duym momentem oporu wczasie rozruchu maszy-ny napdzanej naley stosowa urzdzenia umoliwiajce agodny rozruch);
nieprawidowy kt lub nadmierne zuycie rowka koa pasowego;
zbyt mae naprenie pasa; zbyt czste wystpowanie krtkotrwaych
przecie przekadni np. wskutek awarii maszyny napdzanej;
zbyt maa ilo pasw; brak prostoliniowoci wustawieniu k pa-
sowych; przekroczona minimalna rednica koa; powierzchnia rowkw ozbyt duej chropo-
watoci;4. Miejscowe starcie powierzchni bocznych. za mae naprenie pasa;
blokowanie koa maszyny napdzanej np.: wskutek uszkodzenia oysk;
5. Wyobienia powierzchni bocznej na caej du-goci pasa.
tarcie pasa owystp maszyny; praca pasa w schodkowo zuytym rowku
koa pasowego; wadliwy profil rowka;
6. Poprzeczne pknicie pasa na spodniej stronie zastosowanie zewntrznej rolki napinajcej zamiast wewntrznej;
zbyt maa rednica rolki napinajcej; nadmierna lub zbyt niska temperatura pracy; zbyt duy polizg; wpywy chemiczne; nadmierne naprenie pasa;
7. Stwardnienia ipknicia owijki. silne oddziaywanie kurzu; zbyt dua temperatura otoczenia; oddziaywanie chemikalii;
8. Odklejanie si tkaniny owijkowej i objawy spczenia gumy.
skutek dugotrwaego oddziaywania na pas oleju, smaru lub innych chemikaliw;
-
10PORADNIK KONSTRUKTORA
"STOMIL SANOK" S.A. 1. Informacje oglne
9. Silne drgania. rozstaw osi znacznie wikszy ni zalecano; due obcienie uderzeniowe; zbyt mae naprenie pasa; niewywaone koa rowkowe; przeciony napd; nieprawidowy kt rowka;
10. Skrcanie si pasw. brak prostoliniowoci wustawieniu k; niewaciwy profil pasa lub rowka; nadmierne drgania; zbyt mae naprenie pasa; przedostanie si obcych cia do rowkw; przeciony napd;
11. Spadanie pasw z k po krtkim okresie pracy.
zbyt mae naprenie pasa; za maa czstotliwo kontroli iregulacji na-
prenia pasa;12. Zbyt gona praca przekadni. koa pasowe nie s prostoliniowo osadzone;
zbyt mae naprenie pasa; napd przeciony; niewywaone koa rowkowe;
13. Nierwnomierne naciganie si pasw. wadliwe rowki k; uycie pasw nie kompletowanych wzesp
pasw; uzupenienie wzestawie czci pasw zuy-
tych pasami nowymi; zoenie zestawu z pasw rnych produ-
centw;14. Nadmierne grzanie si oysk. oyska nie s nasmarowane;
zbyt duy nacig; niewywaone koa rowkowe;
15. Zmniejszenie si prdkoci koa napdzanego. sprawd wzajemn relacj rednic k iprdkoci;
za may nacig;16. Rne naprenie pasw pracujcych wze-spole pasowym.
pasy niekompletowane w zespoy pasowe lub bez nadruku L=L;
rne rednice podziaowe poszczeglnych rowkw wkole pasowym;
stosowanie pasw wkomplecie ornej ja-koci lub rnych producentw;
uzupenienie kompletu pasw ju pracuj-cych pasem nowym.
-
11PORADNIK KONSTRUKTORA
"STOMIL SANOK" S.A.2. Pasy klinowe oglnego przeznaczenia
2. Pasy klinowe oglnego przeznaczenia stosowane w napdach pasowych maszyn i urzdze.
2.1. Pasy klinowe produkcji "STOMIL SANOK" S.A.
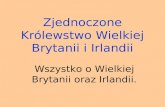
Rys. 2.1. Rodzaje pasw klinowych, produkcji "STOMIL SANOK" S.A., stosowanych w przemyle maszynowym.
Pasy klinowe owijane
ZespolonePojedyncze
Wskoprofilowe(wskie)
Normalnoprofilowe(klasyczne)
Pasy Wzmocnione[SPZ, SPA,SPB, SPC]
Pasy Standard[SPZ/S SPA/S, SPB/S, SPC/S]
Pasy Wzmocnione[Z, A, B, 20,C, 25, D, E]
Pasy Wzmocnione o dugoci
powyej10 000 mm[D, E]
Pasy Standard[Z/S, A/S, B/S,
20x12.5/S, C/S,25x16/S,D/S, E/S]
Zespolonewskoprofilowe
Zespolone normalnoprofilowe
Pasy Wzmocnione[15J, SPC BP]
Pasy Standard[15J/S,
SPC BP/S]
Pasy standard[A BP/S,B BP/S,C BP/S]
Pasy Wzmocnione[A BP, B BP, C BP]
-
12PORADNIK KONSTRUKTORA
"STOMIL SANOK" S.A. 2. Pasy klinowe oglnego przeznaczenia
2.2. Pasy klinowe wskoprofilowe (wskie) produkcji "STOMIL SANOK" S.A.
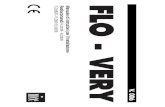
Budowa izalety.
Wskoprofilowe pasy klinowe produkcji "STOMIL SANOK" S.A. dziki sprawdzonej technologii, specjalnie opracowanej konstrukcji (rys. 2.2.) izestawieniu odpowiednio dobranych surowcw stanowi niezawodny element napdw zarwno przemysowych jak isamochodowych.
Rys. 2.2. Budowa pasa wskoprofilowego (wskiego).
Stosowane do produkcji tych pasw wysokiej jakoci kauczuki chloroprenowe, kordy poliestrowe itkaniny baweniane, zapewniaj pasom odporno na temperatur ioleje.
Na yczenie odbiorcw zapewnia si wykonanie pasw wwersji antyelektrostatycznej.Kord jest impregnowany ipowlekany specjaln mieszank gumow dziki czemu osignito homogenicz-
ne poczenie kordu zrdzeniem inakadk gumow. Pogumowana owijka ztkaniny krzyowej nadaje pasom odporno na cieranie, du elastyczno iwytrzymao zmczeniow. Pasy klinowe s stale badane przez statyczne idynamiczne urzdzenia kontrolne. Funkcjonowanie istae doskonalenie systemu jakoci wnaszym zakadzie zapewnia produkt openej identyfikowalnoci ipowtarzalnoci.
Wasnoci pasw klinowych wskoprofilowych: przenoszone moce s znacznie wiksze od mocy przenoszonych przez pasy klinowe klasyczne o tej
samej szerokoci podziaowej. Dziki tak zaoszczdzonej przestrzeni instalacyjnej koszty kompletnego napdu s ook. 30% nisze wstosunku do napdu zpasami klasycznymi;
stosunek wysokoci do szerokoci pasa wynosi ok. 1:1,2; mog pracowa z prdkoci pasa do 40m/s; dua powierzchnia zewntrzna pasa wstosunku do pola przekroju polepsza odprowadzenie ciepa mog pracowa wtemperaturze od -35oC do +100oC; minimalne rednice k pasowych (dla waciwej pracy przekadni) s wiksze ni dla pasw klasycznych.
Odmiany konstrukcyjne iich oznaczenie.
Wskoprofilowe pasy klinowe produkcji "STOMIL SANOK" S.A. zostay specjalnie skonstruowane zprze-znaczeniem dla przemysu maszynowego. Dziedziny zastosowania rozcigaj si od lekkoobcionych nap-dw, jak np. pompy rotacyjne, a do wysokoobcionych mechanizmw mielcych ikruszarek kamieni. Pasy te produkowane s wg normy PN - ISO 4184. Zgodnie zdecyzjami komitetu ISO TC41, profil wski otrzyma oznaczenie kodowe SPZ, SPA, SPB, SPC (SP - oznaczenie profilu wskiego, Z; A; B; C; - oznaczenie wielkoci przekroju pasa).
W"STOMIL SANOK" S.A. produkowane s dwie odmiany konstrukcyjne pasw wskoprofilowych: podstawow wersj pasw tego profilu s pasy Wzmocnione oznaczone symbolami: SPZ, SPA, SPB,
SPC, (nadruk na pasie wkolorze tym); drug wersj pasw wskich, s pasy typu Standard. Jest to wersja, ktrej pasy maj ook. 25% mniej-
sz ywotno wstosunku do pasw wwersji Wzmocnionej. Pasy te oznacza si symbolami: SPZ/S, SPA/S, SPB/S, SPC/S (nadruk na pasie wkolorze zielonym).
Nakadka gumowa
Cigno z kordu linkowego
Rdze gumowy
Owijka
-
13PORADNIK KONSTRUKTORA
"STOMIL SANOK" S.A.2. Pasy klinowe oglnego przeznaczenia
Tabela 2.1. Wymiary pasw wskoprofilowych.
wymiary wmilimetrach
Pas wski oznaczenie ISO, DIN SPZ SPA SPB SPC
orientacyjna szer. grna l0 9,7 12,7 16,3 22szeroko podziaowa lp 8,5 11 14 19wysoko pasa h0 8 10 13 18wys. nad lini podziaow bp 2 2,8 3,5 4,8min.r. podziaowa koa dp min 63 90 140 224masa 1 mb pasa [kg] 0,08 0,14 0,22 0,42dopuszczalna prd. pasa [m/s] 40
Okrelenie dugoci.
Normy ISO oraz DIN przyjmuj szeroko podziaow lp (skuteczn) jako podstawow dla normowania pasw klinowych irowkw k pasowych. Jest to szeroko pasa klinowego, ktra zostaje niezmieniona gdy pas zostaje zgity pod ktem 90o. Dugo podziaowa Lp jest wic dugoci pasa klinowego mierzon na wysokoci swej szerokoci podziaowej. Wzwizku ztym ten wymiar naley uwaa za miarodajny wcelu okrelenia dugoci pasa. Std te, przy okreleniu dugoci pasa naley zwrci uwag na rodzaj dugoci pomiarowej iewentualnie przeliczy j, stosujc do naszych pasw wartoci przeliczeniowe ztabeli 2.2.
Wedug norm stopniowanie dugoci pasa (dugoci podziaowej) odbywa si wedug szeregu liczb nor-malnych R40. Rzeczywisty program produkcyjny "STOMIL SANOK" S.A. obejmuje wiele dugoci zpoza tego szeregu. Dokadne informacje mona znale wkatalogach pasw klinowych wydawanych przez "STOMIL SANOK" S.A.
-
14PORADNIK KONSTRUKTORA
"STOMIL SANOK" S.A. 2. Pasy klinowe oglnego przeznaczenia
Tabela 2.2. Proponowane dugoci pasw wskoprofilowych*.
wymiary wmilimetrach
Lp Lp Lp Lp537 875 1212 723 1232 3750 1250 4000 1800 6700562 887 1237 757 1250 4000 1320 4250 2240 7100587 900 1250 782 1320 4250 1400 4500 2360 7500612 912 1320 832 1400 4500 1500 4750 2500 8000
637 925 1400 857 1500 4750 1600 5000 2650 8500662 937 1500 882 1600 5000 1700 5300 2800 9000687 947 1600 932 1700 1800 5600 3000 9500700 962 1700 957 1800 1900 6000 3150 10000
712 987 1800 957 1900 2000 3350719 1000 1900 982 2000 2120 3550721 1012 2000 1007 2120 2240 3750737 1037 2120 1032 2240 2360 4000
762 1062 2240 1057 2360 2500 4250787 1087 2360 1082 2500 2650 4500800 1112 3000 1107 2650 2800 4750812 1125 1132 2800 3000 5000
825 1137 1157 3000 3150 5300837 1162 1180 3150 3350 5600850 1187 1182 3350 3550 6000862* 1200 1207 3550 3750 6300
Odchyki dugoci podziaowej Lp - wedug tabeli 2.3.Dopuszczalna rnica dugoci Lp pasw pracujcych wzespole pasowym - wedug tabeli 2.3. *Dokadne informacje oaktualnie produkowanych dugociach pasw mona uzyska zkatalogw pasw klinowych wydawanych przez "STOMIL SANOK" S.A. Dugoci oznaczone tustym drukiem s zszeregu liczb normalnych R40 izalecane s przez "STOMIL SANOK" S.A.
Lz Lp + 13 mmLw Lp - 37 mm
Lz - dugo zewntrzna pasaLp - dugo podziaowa pasaLw - dugo wewntrzna pasa
Masa 1 mb: ~ 0,08 kg
Lz Lp + 18 mmLw Lp - 45 mm
Lz - dugo zewntrzna pasaLp - dugo podziaowa pasaLw - dugo wewntrzna pasa
Masa 1 mb: ~ 0,14 kg
Lz Lp + 22 mmLw Lp - 60 mm
Lz - dugo zewntrzna pasaLp - dugo podziaowa pasaLw - dugo wewntrzna pasa
Masa 1 mb: ~ 0,22 kg
Lz Lp + 30 mmLw Lp - 75 mm
Lz - dugo zewntrzna pasaLp - dugo podziaowa pasaLw - dugo wewntrzna pasa
Masa 1 mb: ~ 0,42 kg
wzakresie:1240-3000 mm 1240-5000 mm 1250-6000 mm 2050-10000 mm
moliwe jest wykonanie kadej dugoci pasa na yczenie odbiorcy po wczeniejszym uzgodnieniu ze "STOMIL SANOK" S.A.
SPZ SPA SPB SPC
-
15PORADNIK KONSTRUKTORA
"STOMIL SANOK" S.A.2. Pasy klinowe oglnego przeznaczenia
Tabela 2.3. Odchyki dugoci podziaowej Lp pasw wskoprofilowych.
wymiary wmilimetrach
Przekrj pasa
SPZ,SPZ/S
SPA,SPA/S
SPB,SPB/S
SPC,SPC/S
Dopuszczalne rnice dugoci
Lp midzy pasami pracujcymiwzespoleTolerancja Zakres dugoci
6 537-630 28 631-800 732-800 2
10 801-1000 801-1000 213 1001-1250 1001-1250 1250 216 1251-1600 1251-1600 1251-1600 220 1601-1737 1601-2000 1601-2000 1800-2000 225 2001-2500 2001-2500 2001-2500 432 2501-2932 4L=L 1738-3000 2933-5000 2501-6096 2501-10000
Tolerancje dugoci pasw wwersji L=L
2 1738-3000 2933-3150 2501-3150 2501-3150 4 3 3151-5000 3151-5000 3151-5000 65 5001-6096 5001-8000 108 8001-10000 16
Pasy oprofilu wskim zgodne zISO iDIN.
Wskoprofilowe pasy klinowe produkcji "STOMIL SANOK" S.A. odpowiadaj normie ISO 4184, zktr zgodna jest norma DIN 7753 cz 1. Pasy te odpowiadaj wswej budowie iwasnociach wskoprofilowym pasom kli-nowym wedug normy USA RMA/MPTA. WUSA znormalizowane s trzy przekroje wskich pasw klinowych, s to pasy: 3V/9N, 5V/15N, 8V/25N.
Pas 3V/9N odpowiada wprzyblieniu pasowi SPZ, pas 5V/15N - pasowi SPB. Dla 8V/25N nie ma porwnywal-nego wskiego pasa klinowego wg ISO.
Pas 3V/9N i5V/15N moe bez problemu pracowa wkoach pasowych odpowiednich do pasw SPZ - Z/10 iSPB - B/17 (rys 4.1, f ). Nie zaleca si jednak odwrotnego stosowania bez korekty profilu rowka (rys. 4.1, g ; h).
Przykad oznaczenia pasa wg RMA/MPTA:
pas 3V 800 pas 9N 2032
3 - 3/8 cala wynosi grna szeroko pasa, 9 - grna szeroko pasa wmmV - oznaczenie pasa - pas wskoprofilowy pojedynczy N - oznaczenie pasa wskoprofilowego800 - dugo zewntrzna pasa wcalach pojedynczego (wprzypadku pasa podzielona przez 10 (1 cal = 25.4 mm) zespolonego zamiast N dugo zewntrzna pasa wmm: bdzie litera J) Lzew= (800 x 25,4 mm)/10 = 2032 mm 2032 - dugo zewntrzna wmm
Przykady zamawiania:
a) pasy klinowe pojedyncze np. pas oprzekroju SPZ idugoci podziaowej Lp = 950 mm: pas klinowy SPZ - 950, ilo sztuk,
b) pasy klinowe do pracy wzespole np. zesp 3-ch pasw oprzekroju SPZ idugoci podziaowej Lp = 950 mm: pas klinowy 3 SPZ - 950, ilo sztuk.
-
16PORADNIK KONSTRUKTORA
"STOMIL SANOK" S.A. 2. Pasy klinowe oglnego przeznaczenia
2.3. Pasy klinowe normalnoprofilowe (klasyczne) produkcji "STOMIL SANOK" S.A.
Budowa izalety.
Pasy klinowe klasyczne wykonywane s t sam metod co pasy klinowe wskie. Dziki zastosowaniu sprawdzonej technologii wytwarzania, najlepszych surowcw, specjalnej konstrukcji, dajemy uytkownikowi doskonay pas klinowy zdolny przenie due moce przy optymalnej ywotnoci izapewnieniu bezpiecze-stwa.
Rys. 2.3. Budowa pasa normalnoprofilowego (klasycznego).
Wasnoci pasw klinowych normalnoprofilowych: stosunek wysokoci do szerokoci pasa wynosi ok. 1 : 1,6; maksymalna prdko pasa nie powinna przekracza 30 m/s; minimalna, zalecana rednica koa pasowego jest mniejsza ni dla pasw oprofilu wskim; temperatura pracy zaley od rodzaju konstrukcji pasa.Klasyczne pasy klinowe produkuje si dla przemysu przede wszystkim jako czci zamienne. Dla nowych
napdw zaleca si stosowanie - zprzyczyn kosztw iwielkoci przekadni - prawie zawsze ukad napdowy zwskimi pasami klinowymi. Jedynie przy napdach specjalnych, jak np. napdy pasko-klinowe, napdy zmaksymalnie maymi rednicami k pasowych, stosuje si pasy klasyczne.
Odmiany konstrukcyjne iich oznaczenie.
Pasy klinowe klasyczne produkcji "STOMIL SANOK" S.A. s produkowane wg wymaga normy PN - ISO 4184 (zwyjtkiem profili 20 i25, ktre produkowane s wedug Stomil Sanok ZN - 71).
W "STOMIL SANOK" S.A. produkowane s trzy odmiany konstrukcyjne pasw normalnoprofilowych, oprzekroju Z, A, B, 20, C, 25, D, E. Podstawow wersj s pasy oznaczone symbolami Z, A, B, 20, C, 25, D, E (nadruk na pasie wkolorze tym). Jest to wersja Wzmocniona, produkowana wzakresie dugoci 500 - 10000 mm, ktra moe pracowa wtemperaturze od -35oC do +100oC.
Drug wersj s pasy typu Standard; pasy te maj o ok. 25% mniejsz ywotno w sto-sunku do pasw w wersji Wzmocnionej. Oznaczane s one symbolami: Z/S, A/S, B/S, 20x12.5/S, C/S, 25x16/S, D/S, E/S (zielony nadruk na pasie).
Trzeci wersj s pasy Wzmocnione oznaczone symbolami: D, E (ty nadruk na pasie). Produkowane s one wycznie wzakresie dugoci 10000 - 20000 mm. Cigno wtych pasach stanowi tkanina kordowa wiskozowa. Mog one pracowa wtemperaturze od -30oC do +60oC. Zgodnie zISO dugo pasw wskich iklasycznych produkcji "STOMIL SANOK" S.A. jest okrelona za pomoc dugoci podziaowej.
Nakadka gumowaCigno z kordu linkowego
Rdze gumowy
Owijka
-
17PORADNIK KONSTRUKTORA
"STOMIL SANOK" S.A.2. Pasy klinowe oglnego przeznaczenia
Tabela 2.4. Wymiary pasw normalnoprofilowych.wymiary wmilimetrach
0
Pasklasyczny
oznaczenie ISO Z A B - C - D Eoznaczenie DIN 10 13 17 20 22 25 32 40
orientacyjna szeroko grna l0 10 13 17 20 22 25 32 40
szeroko podziaowa lp 8,5 11 14 17 19 21 27 32
wysoko pasa h0 6 8 11 12,5 14 16 20 23
wysoko pasa nad lini podziaow bp 2,5 3,3 4,2 4,8 5,7 6,3 8,1 9,6
min. r. podziaowa koa dp min. 50 71 112 160 180 250 355 500
masa 1 mb pasa [kg] 0,07 0,12 0,20 0,27 0,37 0,44 0,69 1,03
dopuszczalna prdko pasa [m/s] 30
Oznaczenie pasw wg ISO iDIN.
Klasyczne pasy klinowe produkcji "STOMIL SANOK" S.A. zgodne s znorm ISO 4184. Dodatkowo pro-dukowane s przekroje 20 i25 zgodne zDIN 2215 anie ujte w ISO, ktrych zprzyczyn wymienialnoci iracjonalizacji naley unika.
Norma DIN za oznaczenie wielkoci przekroju pasa przyjmuje podanie grnej szerokoci pasa, midzyna-rodowo stosuje si oznaczenie pasa przez liter, np. pas 17 oznaczany jest liter B. Norma ISO 4184 przyj-muje dla pomiaru dugoci pasw wskich iklasycznych dugo podziaow (skuteczn). Wedug DIN dla okrelenia dugoci pasa obowizuje jednak nadal dugo wewntrzna. Std te, przy okreleniu dugoci pasa naley zwrci uwag na rodzaj dugoci pomiarowej iewentualnie przeliczy j stosujc do naszych pasw wartoci przeliczeniowe ztabeli 2.5.
Wedug norm stopniowanie dugoci pasa (dugoci podziaowej) odbywa si wedug szeregu liczb nor-malnych R40. Rzeczywisty program produkcyjny "STOMIL SANOK" S.A. obejmuje wiele dugoci spoza tego szeregu. Dokadne informacje mona znale wkatalogach pasw klinowych wydawanych przez "STOMIL SANOK" S.A.
-
18PORADNIK KONSTRUKTORA
"STOMIL SANOK" S.A. 2. Pasy klinowe oglnego przeznaczenia
Tabela 2.5. Proponowane dugoci pasw normalnoprofilowych*.
wymiary wmilimetrach
Lp Lp Lp500 1500 500 1400 4500 630 1190 3350530 1600 530 1500 4750 670 1250 3550560 1700 560 1600 5000 710 1259 3750582 1800 600 1700 750 1260 4000
600 1900 630 1800 800 1320 4250630 2000 670 1900 820 1400 4500670 2120 710 2000 865 1500 4750710 2240 750 2120 870 1600 5000
750 2360 800 2240 890 1700 5300800 2500 850 2360 945 1800 5600850 2650 900 2500 970 1900 6000900 2800 950 2650 990 2000 6300
950 3000 1000 2800 1000 2120 67001000 1040 3000 1020 2240 71001060 1060 3150 1060 2360 75001120 1120 3350 1100 2500 8000
1180 1180 3550 1120 2650 85001250 1210 3750 1145 2800 90001320 1250 4000 1165 3000 9500
1400 1320 4250 1180 3150 10000
Odchyki dugoci podziaowej Lp - wedug Tabeli 2.6.
Dopuszczalna rnica dugoci Lp pasw pracujcych wzespole pasowym - wedug Tabeli 2.6. *Dokadne informacje oaktualnie produkowanych dugociach pasw mona uzyska zkatalogw pasw klinowych wydawanych przez "STOMIL SANOK" S.A.Dugoci oznaczone tustym drukiem s zszeregu liczb normalnych R40 izalecane s przez "STOMIL SANOK" S.A.
Lz Lp + 16 mmLw Lp - 24 mm
Lz - dugo zewntrzna pasaLp - dugo podziaowa pasaLw - dugo wewntrzna pasa
Masa 1 mb: ~ 0,07 kg
Lz Lp + 20 mmLw Lp - 30 mm
Lz - dugo zewntrzna pasaLp - dugo podziaowa pasaLw - dugo wewntrzna pasa
Masa 1 mb: ~ 0,12 kg
Lz Lp + 26 mmLw Lp - 44 mm
Lz - dugo zewntrzna pasaLp - dugo podziaowa pasaLw - dugo wewntrzna pasa
Masa 1 mb: ~ 0,20 kg
wzakresie
1210-3000 mm 1220-5000 mm 1260-10000 mm
moliwe jest wykonanie kadej dugoci pasa na yczenie odbiorcy po wczeniejszym uzgodnieniu ze "STOMIL SANOK" S.A.
Z A B
Z
A
B
6
10 13
8 11
17
20
C
25
12,5
20
16
25 22
14
D
E
23
40
20
32
-
19PORADNIK KONSTRUKTORA
"STOMIL SANOK" S.A.2. Pasy klinowe oglnego przeznaczenia
Tabela 2.5. Proponowane dugoci pasw normalnoprofilowych* - c.d.
wymiary wmilimetrach
Lp Lp Lp1190 4000 1320 4250 1320 42501320 4250 1400 4500 1400 45001400 4500 1500 4750 1500 47501500 4750 1600 5000 1600 5000
1600 5000 1700 5300 1700 53001700 5300 1800 5600 1800 56001800 5600 1900 6000 1900 60001900 6000 2000 6300 2000 6300
2000 6300 2120 6700 2120 67002120 6700 2240 7100 2240 71002240 7100 2360 7500 2360 75002360 7500 2500 8000 2500 8000
2500 8000 2650 8500 2650 85002650 8500 2800 9000 2800 90002800 9000 3000 9500 3000 95003000 9500 3150 10000 3150 10000
3150 10000 3350 33503350 3550 35503550 3750 3750
3750 4000 4000
Odchyki dugoci podziaowej Lp - wedug Tabeli 2.6.
Dopuszczalna rnica dugoci Lp pasw pracujcych wzespole pasowym - wedug Tabeli 2.6. *Dokadne informacje oaktualnie produkowanych dugociach pasw mona uzyska zkatalogw pasw klinowych wydawanych przez "STOMIL SANOK" S.A. Dugoci oznaczone tustym drukiem s zszeregu liczb normalnych R40 izalecane s przez "STOMIL SANOK" S.A.
Lz Lp + 30 mmLw Lp - 48 mm
Lz - dugo zewntrzna pasaLp - dugo podziaowa pasaLw - dugo wewntrzna pasa
Masa 1 mb: ~ 0,27 kg
Lz Lp + 36 mmLw Lp - 54 mm
Lz - dugo zewntrzna pasaLp - dugo podziaowa pasaLw - dugo wewntrzna pasa
Masa 1 mb: ~ 0,37 kg
Lz Lp + 39 mmLw Lp - 61 mm
Lz - dugo zewntrzna pasaLp - dugo podziaowa pasaLw - dugo wewntrzna pasa
Masa 1 mb: ~ 0,44 kg
wzakresie
1260-10000 mm 1260-10000 mm 1320-10000 mm
moliwe jest wykonanie kadej dugoci pasa na yczenie odbiorcy po wczeniejszym uzgodnieniu ze "STOMIL SANOK" S.A.
Z
A
B
6
10 13
8 11
17
20
C
25
12,5
20
16
25 22
14
D
E
23
40
20
32
20 C 25
-
20PORADNIK KONSTRUKTORA
"STOMIL SANOK" S.A. 2. Pasy klinowe oglnego przeznaczenia
Tabela 2.5. Proponowane dugoci pasw normalnoprofilowych* - c.d.
wymiary wmilimetrach
Lp Lp2000 5000 45002120 5300 47502240 5600 50002360 6000 53002500 6300 56002650 6700 60002800 7100 63003000 7500 67003150 8000 71003350 8500 75003550 9000 80003750 9500 85004000 10000 90004250 95004500 10000
4750
Odchyki dugoci podziaowej Lp - wedug Tabeli 2.6.
Dopuszczalna rnica dugoci Lp pasw pracujcych wzespole pasowym - wedug Tabeli 2.6. *Dokadne informacje oaktualnie produkowanych dugociach pasw mona uzyska zkatalogw pasw klinowych wydawanych przez "STOMIL SANOK" S.A.Dugoci oznaczone tustym drukiem s zszeregu liczb normalnych R40 izalecane s przez "STOMIL SANOK" S.A.
Lz Lp + 50 mmLw Lp - 70 mm
Lz - dugo zewntrzna pasaLp - dugo podziaowa pasaLw - dugo wewntrzna pasa
Masa 1 mb: ~ 0,69 kg
Lz Lp + 57 mmLw Lp - 88 mm
Lz - dugo zewntrzna pasaLp - dugo podziaowa pasaLw - dugo wewntrzna pasa
Masa 1 mb: ~ 1,03 kg
wzakresie:
2000-10000 mm 4400-10000 mm
moliwe jest wykonanie kadej dugoci pasa na yczenie odbiorcy po wczeniejszym uzgodnieniu ze "STOMIL SANOK" S.A.
Z
A
B
6
10 13
8 11
17
20
C
25
12,5
20
16
25 22
14
D
E
23
40
20
32
Z
A
B
6
10 13
8 11
17
20
C
25
12,5
20
16
25 22
14
D
E
23
40
20
32
D E
-
21PORADNIK KONSTRUKTORA
"STOMIL SANOK" S.A.2. Pasy klinowe oglnego przeznaczenia
Tabela 2.6. Odchyki dugoci podziaowej Lp dla pasw normalnoprofilowych.
wymiary wmilimetrach
Przekrj pasa Z A B C D E 20 25
Tolerancja Zakres dugoci Tolerancja Zakres dugoci
+11 - 6 500 500 +5 - 10 1190-1250 1250
+13 - 6 501-630 501-630 630 +6 - 12 1251-1400 1251-1400
+15 - 7 631-800 631-800 631-800 +7 - 14 1401-1600 1401-1600
+17 - 8 801-1000 801-1000 801-1000 +8 - 16 1601-2000 1601-2000
+19 - 10 1001-1250 1001-1250 1001-1250 +9 - 18 2001-2279 2001-2279
+23 - 11 1251-1600 1251-1600 1251-1600 1251-1600 +10 - 20 2280-2650 2280-2650
+27 - 13 1601-2000 1601-2000 1601-2000 1601-2000 2000 +11 - 22 2651-2811 2651-2811
+31 - 16 2001-2360 2001-2500 2001-2500 2011-2500 +12 - 24 2812-3150 2812-3150
+37 - 18 2501-2800
L = L 2801-10000 2501-10000 2501-10000 4400-10000 3151-10000 2862-10000
+112 - 56 10001-15500 10001-15500
+140 - 70 12501-16000 12501-16000
+170 - 85 16001-20000 16001-20000
Tolerancje dugoci dla pasw wwersji L=L
4 2001-3000 2361-3150 2801-3150 2501-3150 2501-3150 4 2862-3150
6 3151-5000 3151-5000 3151-5000 3151-5000 4400-5000 6 3151-5000 3151-5000
10 5001-8000 5001-8000 5001-8000 5001-8000 10 5001-8000 5001-8000
16 8001-10000 8001-10000 8001-10000 8001-10000 16 8001-10000 8001-10000
Dopuszczalne rnice dugoci LP midzy pasami pracujcymi w jednym zespole
2 do 1250 2 do 1180
4 1251-2000 4 1181-1900
8 2001-3150 8 1901-3150
12 3151-5000 12 3151-5000
20 5001-8000 20 5001-8000
32 8001-12500 32 8001-10000
48 12501-20000
Przykady zamawiania:
a) pasy klinowe pojedyncze np. pas oprofilu B idugoci podziaowej Lp = 2360 mm: pas klinowy B - 2360, ilo sztuk,
b) pasy klinowe do pracy wzespole np. zesp 3-ch pasw oprofilu B idugoci podziaowej Lp = 2360 mm: pas klinowy 3 B - 2360, ilo sztuk.
-
22PORADNIK KONSTRUKTORA
"STOMIL SANOK" S.A. 2. Pasy klinowe oglnego przeznaczenia
2.4. Pasy klinowe zespolone produkcji "STOMIL SANOK" S.A.
Budowa izalety.
Pasy zespolone stanowi trwae poczenie, tam czc, 2, 3, 4, lub 5-ciu pasw pojedynczych odanym przekroju, rys. 2.4. Mog one by budowane zpasw wskich lub klasycznych. Wprzypadku ko-niecznoci zastosowania wikszej iloci eber ni 5 naley stosowa zestawy pasw zespolonych wg tabeli 4.6.
Rys. 2.4. Pas zespolony.
Pasy zespolone dziki tamie czcej stanowi trway, elastyczny wzdunie, asztywny poprzecznie ele-ment napdowy ocharakterystyce jednopasowej.
Niektre sytuacje napdowe nie daj si rozwiza pojedynczo pracujcymi pasami lub nawet zespoem pasw klinowych. Przy skrajnym obcieniu uderzeniowym i/lub przy pracy pulsujcej (np. sprarki, silniki spalinowe itd) pojedyncze pasy klinowe maj skonnoci do drga. To moe doprowadzi do skrcania pasa wrowku izniszczenia go, lub do wyskoczenia pasa zkoa pasowego. Takim awariom zapobiegaj pasy zespo-lone, poniewa ich tama czca znacznie zwiksza sztywno poprzeczn itym samym zapobiega drganiom pasa.
Pasy zespolone s przede wszystkim stosowane do polepszenia warunkw pracy wnapdach przy: pulsujcym biegu; skrajnym obcieniu uderzeniowym; duym rozstawie osi wpoczeniu zmaymi koami pasowymi; pionowych waach; pracy nawrotnej; napdach pasko-klinowych; napdach sprzgowych; technice transportowej.Zpowodzeniem s stosowane wprzemyle maszynowym np. przy wibratorach, gatrach, kruszarkach, ma-
szynach drogowych, kompresorach, wentylatorach, tokarkach, szlifierkach ifrezarkach. Pasy klinowe zespolone powinny pracowa na koach rowkowych wykonanych zgodnie ze wskazwkami
zawartymi wrozdziale 4.Przy zastosowaniu pasw zespolonych obowizuje oglna zasada, aby nie dopuszcza do bezporedniego
stykania si pasa zciaami obcymi jak kamienie, nagromadzony py, trociny itd. Wpodobnych warunkach napd musi by chroniony oson.
Oznaczenie pasw.
Komisja normalizacyjna ISO TC41/SC1 zastosowaa dla pasw zespolonych zpasami wskimi jako baz amerykask norm RMA/MPTA. Przy czym dotychczasowe oznaczenie profili 3V, 5V, 8V przemianowano na 9J, 15J, 25J.
Wprzypadku pasw zespolonych zprofilem klasycznym oznaczenie pasw pojedynczych A, B, C, D, E, przemianowano na: AJ, BJ, CJ, DJ, EJ.
tama czca
pasy pojedyncze
-
23PORADNIK KONSTRUKTORA
"STOMIL SANOK" S.A.2. Pasy klinowe oglnego przeznaczenia
Odmiany konstrukcyjne iich oznaczenie.
Pasy zespolone "STOMIL SANOK" S.A. produkowane s wg ZN-Stomil Sanok-65 ioznaczone s one symbo-lami 15J; ABP; B BP; C BP ktre odpowiadaj pasom zespolonym wg ISO osymbolach 15J; AJ; BJ; CJ.
Pasy te mog pracowa wtemperaturze od -30oC do +60oC przy prdkoci pasa nie przekraczajcej 30 m/s.
Okrelenie dugoci.
Wmidzynarodowej normie ISO 5290 ustalono efektywn szeroko nominaln rowka koa pasowego we jako warto bazow dla normalizacji rowka koa pasowego iprzynalenych im pasw klinowych zespolo-nych. Szeroko efektywna rowka jest to najwiksza szeroko rowka mierzona na prostoliniowych ciankach rowka. Dla wszystkich k pomiarowych iprzewanie dla k roboczych produkowanych seryjnie pojcie to pokrywa si zrzeczywist szerokoci grn rowka. Pooenie rednicy podziaowej dp (skutecznej) podane jest wzwizku ztym tylko jako warto przybliona. Dla obliczenia wymiarw imocy przekadni stosuje si wic rednic efektywn koa. Minimalne obliczeniowe rnice wprzeoeniu iczstotliwoci obrotowej nie maj praktycznego wpywu. Dugo efektywna Le jest dugoci pasa mierzon na wysokoci swej szeroko-ci efektywnej we. Wzwizku ztym dugo efektywn Le naley uwaa za miarodajn dla okrelenia du-goci pasa zespolonego. Ze wzgldu na brak zgodnoci co do dugoci pomiarowej okrelajcej dugo pasa zespolonego, naley przy okreleniu dugoci pasa zespolonego zwrci uwag na rodzaj dugoci pomia-rowej iewentualnie przeliczy j, stosujc do naszych pasw wartoci przeliczeniowe ztabeli 2.7. Oblicze przekadni zpasami zespolonymi naley dokona zgodnie zprzykadem podanym wpunkcie 3.8.
Wedug norm stopniowanie dugoci pasa zespolonego (dugoci efektywnej) odbywa si wedug szere-gu liczb normalnych R40. Rzeczywisty program produkcyjny "STOMIL SANOK" S.A. obejmuje wiele dugoci spoza tego szeregu. Dokadne informacje mona znale wkatalogach pasw klinowych wydawanych przez "STOMIL SANOK" S.A.
-
24PORADNIK KONSTRUKTORA
"STOMIL SANOK" S.A. 2. Pasy klinowe oglnego przeznaczenia
Tabela 2.7. Proponowane dugoci pasw zespolonych*.
wymiary wmilimetrach
e
H
w
40
oznaczenie przekroju pasa e
wymiary orientacyjnew H1 H
15J 17,5 15,5 16,7 11,7
ABP 15,88 13,3 10,1 6,2
B BP 19,05 16,7 13,5 8,6
C BP 25,4 23,0 17,0 11,8
SPC BP 25,4 22,6 23,0 17,7
15J ABP B BP C BP SPC BPLe Le Le Le Lp
2360 1320 1500 4750 2000 22402500 1400 1600 5000 2120 25002650 1500 1700 5300 2240 42502800 1600 1800 5600 2360 4500
3000 1700 1900 6000 2500 50003150 1800 2000 2650 56003350 1900 2120 2800 60003550 2000 2240 3000 6700
3750 2120 2360 31504000 2240 2500 33504250 2360 2650 35504500 2500 2800 3750
4750 2650 3000 40005000 2800 3150 42505300 3000 3350 45005600 3550 4750
6000 3750 5000400042504500
Odchyki dugoci podziaowej Le : 0,5%; LP : 0,5%.Dopuszczalna rnica dugoci Le lub LP pasw pracujcych wzespole pasowym - wedug Tabeli 2.8. *Dokadne informacje oaktualnie produkowanych dugociach pasw mona uzyska zkatalogw pasw klinowych wydawanych przez "STOMIL SANOK" S.A. Dugoci oznaczone tustym drukiem s zszeregu liczb normalnych R40 izalecane s przez "STOMIL SANOK" S.A.
Lw Le - 71 mm Lw Le - 36 mm Lw Le - 52 mm Lw Le - 68 mm Lw Lp - 74 mm
Lw - dugo wewntrzna pasa, Le - dugo efektywna pasa, Lp - dugo podziaowa pasa
Masa 1 jednego pasa: ~ 0,28 kg
Masa 1 jednego pasa: ~ 0,17 kg
Masa 1 jednego pasa: ~ 0,27 kg
Masa 1 jednego pasa: ~ 0,45 kg
Masa 1 jednego pasa: ~ 0,53 kg
wzakresie:
1500-6000 mm 1250-3000 mm 1250-10000 mm 2000-5000 mm 2000-6700 mm
moliwe jest wykonanie kadej dugoci pasa na yczenie odbiorcy po wczeniejszym uzgodnieniu ze "STOMIL SANOK" S.A.
-
25PORADNIK KONSTRUKTORA
"STOMIL SANOK" S.A.2. Pasy klinowe oglnego przeznaczenia
Tabela 2.8. Odchyki dugoci efektywnej pasw zespolonych.
wymiary wmilimetrach
Przekrj pasa Zakres dugoci Le lub LpOdchyki dugoci
Le lub Lp
Dopuszczalne rnice dugoci Le lub Lp midzy
pasami pracujcymi wjednym zespole
15J, ABP, B BP, C BP, SPC BP
do 1345
0,5%
41346 2690 62691 6000 106001 10000 16
Przykady zamawiania:
Poniewa midzynarodowo nie ma zgodnoci co do okrelenia dugoci pasa zespolonego, aasortyment zosta osignity, pasy zespolone produkcji "STOMIL SANOK" S.A. zamawia naley zgodnie zprzykadem:
a) pasy zespolone np. pas zespolony skadajcy si z3-ch cigien oprzekroju 15J idugoci efektywnej Le = 3000 mm:
pas klinowy 3 - 15J 3000, ilo sztuk,
b) pasy zespolone pracujce wzespole np. do napdu wymagany jest pas zespolony B BP o18-stu cignach idugoci efektywnej Le = 4250 mm. Oglnie potrzeba 4 pasy zespolone:
2 szt. z4 ebrami i2 szt. z5 ebrami (patrz tabela 4.6)
Zamwienie brzmi:
1 zestaw skadajcy si z: 2 sztuk pasw zespolonych 4 B BP - 4250 Le 2 sztuk pasw zespolonych 5 B BP - 4250 Le
-
27PORADNIK KONSTRUKTORA
"STOMIL SANOK" S.A.3. Obliczenia przekadni z pasami klinowymi
3. Obliczanie przekadni z pasami klinowymi produkcji "STOMIL SANOK" S.A.
3.1. Ilo pasw wprzekadni.
Aby uzyska optymalne warunki przenoszenia mocy, du niezawodno przekadni oraz wymagan y-wotno pasa niezbdne jest konstruowanie przekadni na bazie oblicze, ktrych celem jest dobranie opty-malnego przekroju iiloci pasw, ktrych naley uy wrozpatrywanej przekadni.
Wymagan ilo pasw dla przeniesienia okrelonej mocy oblicza si zzalenoci: gdzie: z- ilo wymaganych pasw wprzekadni (wyliczon warto zaokrglamy wgr do liczby cakowitej); N - moc przenoszona przez przekadnie; N1 - moc przenoszona przez jeden pas; kf - wspczynnik kta opasania; kT - wspczynnik warunkw pracy; kL - wspczynnik dugoci pasa.
Aby okreli wartoci wspczynnikw korekcji niezbdna jest znajomo podstawowych danych technicz-nych przekadni:
rodzaj maszyny napdzanej inapdzajcej; wymagana przenoszona moc [kW]; obroty maszyny napdzajcej [obr/min]; obroty maszyny napdzanej [obr/min]; warunki pracy przekadni. Przy wartociach porednich, przenoszonej mocy przez jeden pas oraz wspczynnikw, naley obliczy je
za pomoc interpolacji liniowej.
3.2. Wytyczne dla wyboru profilu pasa klinowego.
Przy pomocy poniszych wykresw istnieje moliwo dobrania odpowiedniego przekroju pasa klinowego, uwzgldniajc przy tym gospodarno iwielko konstrukcji.
Dla nowych napdw zaleca si stosowanie - zprzyczyn kosztw iwielkoci przekadni - prawie zawsze ukad napdowy zpasami wskoprofilowymi (wskimi). Jedynie przy napdach specjalnych jak np. napdy pasko - klinowe, napdy zmaksymalnie maymi rednicami k pasowych, stosuje si pasy normalnoprofilo-we (klasyczne).
Wielko zastosowanego przekroju zaley od prdkoci obrotowej mniejszego koa (nd [rotations/min]) imocy obliczeniowej (N0=N kT [kW]).
Uwzgldnienie optymalnych warunkw przenoszenia mocy oraz gospodarnoci uzyskuje si przez stoso-wanie duych k pasowych dla ktrych prdko pasa mieci si wgranicach 25-30 m/s. Zdowiadczenia wynika, e unika naley minimalnych rednic k pasowych. Przy doborze rednicy maego koa dp naley mie na uwadze, e zmniejszenie rednicy, przy ustalonych innych parametrach, powoduje wzrost siy obwo-dowej, co zwiksza obcienie oysk iwaw. Pasy wskoprofilowe charakteryzuj si wiksz zdolnoci przenoszenia mocy wstosunku do pasw normalnoprofilowych, wymagaj one jednak wikszych minimal-nych rednic. Przestrzega naley granicznej wartoci dopuszczalnej prdkoci pasa, ktra wynosi dla profili wskich 40 m/s, adla klasycznych 30 m/s.
Jeeli wzastosowanym wykresie doboru wielkoci przekroju pasa punkt przecicia znajduje si wpobliu linii rozgraniczajcej dwa przekroje, dobry napd uzyskamy stosujc oba przekroje. Naley obliczy prze-kadni zuyciem obu przekroi iwybra bardziej ekonomiczn, bardziej odpowiedni ze wzgldu na inne wymagania.
-
28PORADNIK KONSTRUKTORA
"STOMIL SANOK" S.A. 3. Obliczenia przekadni z pasami klinowymi
Rys. 3.1. Wykres wstpnego doboru wielkoci przekroju pasa wskoprofilowego.
Rys. 3.2. Wykres wstpnego doboru wielkoci przekroju pasa normalnoprofilowego.
-
29PORADNIK KONSTRUKTORA
"STOMIL SANOK" S.A.3. Obliczenia przekadni z pasami klinowymi
3.3. Wspczynnik warunkw pracy kT.Wspczynnik warunkw pracy kT uwzgldnia codzienny czas pracy irodzaj maszyny napdowej iroboczej.Obowizuje wycznie dla pasw odwch koach pasowych inie uwzgldnia innych warunkw pracy
przekadni, takich jak: napdy zrolkami napinajcymi, skrajnie niekorzystne warunki pracy (np: rcy kurz, wysokie temperatury lub niekorzystny wpyw innych rodkw).
Poniewa praktycznie niemoliwoci jest skrtowe opisanie kadej moliwej kombinacji: maszyna na-pdowa - warunki pracy - maszyna napdzana, dlatego polecane wartoci wspczynnika kT s wartociami wytycznymi. Wszczeglnych przypadkach, np: zwikszony moment rozruchowy, zwikszona czstotliwo wcze, praca przy nadzwyczajnym obcieniu uderzeniowym, przy znacznych bezwadnociach mas wpro-wadzanych wruch naley zwikszy warto wspczynnika kT.
Problem wielkoci obcienia przekadni jest wwielu przypadkach bardzo zoony. Niezwrcenie uwagi na ten fakt jest czsto przyczyn zej oceny obcienia iwkonsekwencji bdnego wyznaczenia wymiarowych cech konstrukcyjnych przekadni. Wwietle analizy obcienia suszne jest twierdzenie, e ta sama przekad-nia wrnych warunkach obcienia moe by stosowana do przenoszenia rnych mocy.
Warto wspczynnika kT, dla przykadowych maszyn, podano na nastpnej stronie.
-
30PORADNIK KONSTRUKTORA
"STOMIL SANOK" S.A. 3. Obliczenia przekadni z pasami klinowymi
Tabela 3.1. Warto wspczynnika kT dla przykadowych maszyn.
Przykady maszyn napdzanych
Przykady maszyn napdowychsilniki prdu przemiennego i silniki indukcyjne trjfazowe o normalnym momencie rozruchowym (wynosz-cym max. 2x moment znamionowy) np. silniki synchroniczne i jednofa-zowe z pomocnicz faz rozrucho-w, silniki indukcyjne trjfazowe z wczaniem przecznikiem gwiazda
- trjkt lub rozrusznikiem piercienia lizgowego, silniki bocznikowe prdu staego, silniki spalinowe i turbiny o obrotach powyej 600 obr/min.
silniki prdu przemiennego i silniki indukcyjne o wysokim momencie rozruchowym (wikszym ni 2-krot-ny moment znamionowy), np. silniki jednofazowe o wysokim momencie rozruchowym, silniki szeregowe i sze-regowo-bocznikowe prdu staego, silniki spalinowe i turbiny o obrotach poniej 600 obr/min.
Wspczynnik warunkw pracy kT
dla dziennego czasu trwania pracy [h] dla dziennego czasu trwania pracy [h]
do 10 od 10 do 16 powyej 16 do 10od 10 do 16 powyej 16
Napdy lekkie:dmuchawy i wycigi, mieszalniki cieczy, pompy i sprarki odrodkowe, przenoniki tamowe do materiaw lekkich, wentylatory o mocy do 7,5 kW;
1,0 1,1 1,2 1,1 1,2 1,3
Napdy rednie:maszyny drukarskie, mieszada do ciasta, obrabiarki do metali (tokarki, szlifierki), pdnie, pompy i sprarki tokowe trzy i wicej cylindrowe, pral-ki, prasy, tocznie, noyce, prdnice, przenoniki acuchowe i tamowe do materiaw cikich, sita obroto-we i wibracyjne, wentylatory i pompy o mocy powyej 7,5 kW;
1,1 1,2 1,3 1,2 1,3 1,4
Napdy cikie:dmuchawy wyporowe, maszyny: cegielniane, papiernicze i wkien-nicze, myny motkowe, piy tartacz-ne, pompy i sprarki tokowe jedno i dwu cylindrowe, prasy, brykieciarki, przenoniki: kubekowe, zgarniakowe i limakowe, rozpylacze, wzbudnice;
1,2 1,3 1,4 1,4 1,5 1,6
Napdy bardzo cikie:dwigniki i podnoniki, kalandry do gumy, kruszarki do kamieni, myny: kulowe, prtowe i rurowe.
1,3 1,4 1,5 1,5 1,6 1,8
-
31PORADNIK KONSTRUKTORA
"STOMIL SANOK" S.A.3. Obliczenia przekadni z pasami klinowymi
3.4. Wspczynnik kta kf.
Poniewa warto N1 zostaa okrelona na maym kole przy kcie opasania 180o, wspczynnik kta kf
koryguje warto mocy N1 , jeeli kt opasania jest mniejszy ni 180o.
Tabela 3.2. Warto wspczynnika kf
Kt opasaniaf
Wspczynnik kta
kf
0,00 180o 1,000,05 177o 0,990,10 174o 0,99
0,15 171o 0,980,20 169o 0,970,25 166o 0,97
0,30 163o 0,960,35 160o 0,950,40 157o 0,94
0,45 154o 0,930,50 151o 0,930,55 148o 0,92
0,60 145o 0,910,65 142o 0,900,70 139o 0,89
0,75 136o 0,880,80 133o 0,870,85 130o 0,86
0,90 127o 0,850,95 123o 0,831,00 120o 0,82
1,05 117o 0,811,10 113o 0,801,15 110o 0,78
1,20 106o 0,771,25 103o 0,751,30 99o 0,73
1,35 95o 0,721,40 91o 0,701,45 87o 0,68
1,50 83o 0,65
-
32PORADNIK KONSTRUKTORA
"STOMIL SANOK" S.A. 3. Obliczenia przekadni z pasami klinowymi
3.5. Wspczynnik dugoci kL.
Wspczynnik dugoci kL uwzgldnia czstotliwo zmian zginania zastosowanego pasa. Zaley on od przekroju idugoci podziaowej pasa.
Tabela 3.3. Warto wspczynnika dugoci kL dla pasw wskoprofilowych.
Pas SPZ Pas SPA Pas SPB Pas SPC
Lp kL Lp kL Lp kL Lp kL630 0,82 800 0,81 1250 0,82 2240 0,83
710 0,84 900 0,83 1400 0,84 2500 0,86
800 0,86 1000 0,85 1600 0,86 2800 0,88
900 0,88 1120 0,87 1800 0,88 3150 0,90
1000 0,90 1250 0,89 2000 0,90 3550 0,92
1120 0,93 1400 0,91 2240 0,92 4000 0,94
1250 0,94 1600 0,93 2500 0,94 4500 0,96
1400 0,96 1800 0,95 2800 0,96 5000 0,98
1600 1,00 2000 0,96 3150 0,98 5600 1,00
1800 1,01 2240 0,98 3550 1,00 6300 1,02
2000 1,02 2500 1,00 4000 1,02 7100 1,04
2240 1,05 2800 1,02 4500 1,04 8000 1,06
2500 1,07 3150 1,04 5000 1,06 9000 1,08
2800 1,09 3550 1,06 5600 1,08 10000 1,10
3150 1,11 4000 1,08 6300 1,10 11200 1,12
3550 1,13 4500 1,09 7100 1,12 12500 1,14
8000 1,14
-
33PORADNIK KONSTRUKTORA
"STOMIL SANOK" S.A.3. Obliczenia przekadni z pasami klinowymi
Tabela 3.4. Wartoci wspczynnika kL dla pasw klasycznych.
Pas Z Pas A Pas B Pas 20
Lp kL Lp kL Lp kL Lp kL424 0,87 662 0,81 942 0,81 950 0,77449 0,88 742 0,82 1042 0,84 1050 0,79474 0,89 832 0,85 1142 0,86 1170 0,80494 0,90 932 0,87 1292 0,88 1300 0,82524 0,91 1032 0,89 1442 0,90 1450 0,84
554 0,93 1152 0,91 1642 0,93 1650 0,87584 0,94 1282 0,93 1842 0,95 2050 0,91624 0,95 1432 0,96 2042 0,98 2300 0,93654 0,96 1632 0,99 2282 1,00 2550 0,96704 0,97 1732 1,00 2592 1,03 2850 0,98
734 0,99 1832 1,01 2842 1,05 3200 1,00824 1,00 2032 1,03 3192 1,07 3600 1,03924 1,03 2272 1,06 3592 1,10 4050 1,06
1024 1,06 2532 1,09 4042 1,13 4550 1,081144 1,08 2832 1,11 4542 1,15 5050 1,12
1274 1,11 3182 1,13 5042 1,18 5650 1,141424 1,14 4032 1,20 5642 1,20 6350 1,181624 1,17 5032 1,25 6342 1,23 8050 1,24
Pas C Pas 25 Pas D Pas E
Lp kL Lp kL Lp kL Lp kL1461 0,81 1314 0,76 3230 0,86 4834 0,911661 0,84 1516 0,79 3630 0,89 5084 0,921861 0,85 1864 0,82 4080 0,91 5384 0,942061 0,88 2064 0,84 4580 0,93 5684 0,952301 0,91 2304 0,86 5080 0,96 6084 0,96
2561 0,93 2564 0,88 5680 0,98 6384 0,972861 0,95 2864 0,91 6380 1,00 6784 0,993211 0,97 3214 0,93 7180 1,03 7184 1,003611 0,98 3614 0,95 7580 1,05 7584 1,013811 1,00 4064 0,98 8080 1,06 8084 1,02
4061 1,02 4564 1,00 8580 1,07 8584 1,034561 1,04 5064 1,03 9080 1,08 9084 1,055061 1,07 5664 1,05 9580 1,10 9584 1,065661 1,09 6364 1,08 10080 1,11 10084 1,076361 1,12 7164 1,11 11280 1,14 11284 1,10
7161 1,15 8064 1,13 12580 1,17 12584 1,128061 1,18 10064 1,19 14080 1,20 14084 1,15
10061 1,23 12564 1,25 16080 1,22 16084 1,18
-
SPZ
3.6. Moce znamionowe N1 przenoszone przez jeden pas.
Tabela 3.5. Moc znamionowa N1 przenoszona przez jeden pas o przekroju SPZ (9,7x8).
dp[mm]
ilub1/i
Prdko mniejszego koa nd [obr/min]
200 400 700 800 950 1200 1450 1600 2000 2400 2800 3200 3600 4000 4500 5000 5500 6000
Warto mocy znamionowej N1 [kW]
63
11,051,21,5>3
0,200,210,220,230,24
0,350,370,390,410,43
0,540,580,610,650,68
0,600,640,680,720,76
0,680,730,780,830,88
0,810,880,941,001,06
0,931,011,081,161,23
1,001,091,171,251,33
1,171,271,381,481,58
1,321,441,571,691,81
1,451,591,741,882,03
1,561,731,892,062,22
1,661,842,032,212,40
1,741,942,152,352,56
1,812,042,272,502,74
1,852,112,372,632,88
1,872,152,432,723,00
1,852,162,472,773,08
71
11,051,21,5>3
0,250,260,270,280,29
0,440,460,490,510,53
0,700,740,770,810,85
0,780,820,870,910,95
0,900,951,001,041,09
1,081,041,201,261,33
1,251,321,401,471,55
1,351,431,511,591,68
1,591,691,791,902,00
1,811,932,052,182,30
2,002,152,292,432,58
2,182,342,512,672,83
2,332,512,702,883,07
2,462,672,873,083,28
2,592,823,053,283,51
2,682,943,203,453,71
2,733,023,303,583,86
2,743,053,363,673,98
80
11,051,21,5>3
0,310,320,330,340,35
0,550,570,590,610,64
0,880,920,960,991,03
0,991,031,071,111,15
1,141,191,241,281,33
1,381,441,501,561,62
1,601,671,751,821,90
1,731,811,891,972,06
2,052,152,252,362,46
2,342,472,592,712,84
2,612,752,903,043,18
2,853,013,183,343,51
3,063,243,433,613,80
3,243,453,653,864,05
3,423,653,894,124,35
3,563,814,074,334,58
3,643,924,204,484,77
3,663,974,274,584,89
90
11,051,21,5>3
0,370,380,390,400,41
0,670,690,710,740,76
1,091,121,161,191,23
1,211,261,301,341,38
1,401,451,501,551,60
1,701,761,821,881,95
1,982,062,132,202,28
2,142,232,312,392,47
2,552,652,762,862,96
2,933,053,173,303,42
3,263,413,553,703,84
3,573,733,904,064,23
3,844,024,214,394,58
4,074,274,484,684,89
4,304,534,764,995,22
4,464,714,975,235,48
4,554,835,115,395,68
4,564,875,175,485,79
100
11,051,21,5>3
0,430,440,450,460,47
0,790,810,830,850,87
1,281,321,351,391,43
1,441,481,521,561,60
1,661,711,761,811,86
2,022,082,142,202,27
2,362,432,512,582,66
2,552,642,722,802,88
3,053,153,253,353,46
3,493,623,743,863,99
3,904,054,194,334,48
4,264,434,594,764,92
4,584,764,955,135,32
4,855,055,265,465,67
5,105,345,575,806,03
5,275,535,796,056,30
5,355,635,926,206,48
5,325,635,946,256,56
112
11,051,21,5>3
0,510,520,530,540,55
0,930,950,981,001,02
1,521,551,591,631,66
1,701,741,781,831,87
1,972,022,072,122,17
2,402,462,522,582,65
2,802,882,953,033,10
3,043,123,203,283,37
3,623,733,833,934,04
4,164,284,414,534,65
4,644,784,935,075,21
5,065,235,395,555,72
5,425,615,795,986,16
5,725,926,136,336,54
5,996,226,456,686,91
6,146,406,656,917,17
6,166,456,737,017,29
6,056,366,666,977,28
125
11,051,21,5>3
0,590,600,610,620,63
1,091,111,131,151,17
1,771,811,841,881,91
1,992,032,072,112,15
2,302,352,402,452,50
2,802,862,932,993,05
3,283,353,433,503,58
3,553,633,723,803,88
4,244,344,444,544,65
4,854,985,105,225,35
5,405,555,695,935,98
5,886,046,216,376,53
6,276,466,646,837,01
6,586,786,997,197,40
6,837,067,297,527,75
6,927,187,447,697,95
6,847,127,417,697,97
6,576,887,197,507,81
140
11,051,21,5>3
0,680,690,700,710,72
1,261,281,301,321,34
2,062,092,132,172,20
2,312,352,392,432,47
2,682,732,772,822,87
3,263,323,393,453,51
3,823,893,964,044,11
4,134,214,304,384,46
4,925,025,135,235,33
5,635,755,876,006,12
6,246,386,536,676,81
6,756,927,087,257,41
7,167,357,537,727,90
7,457,667,868,078,27
7,647,878,108,338,56
7,607,868,128,378,63
7,347,627,908,188,47
6,817,127,437,748,04
160
11,051,21,5>3
0,800,810,820,830,84
1,491,511,531,551,57
2,442,472,512,542,58
2,732,782,822,862,90
3,173,223,273,323,37
3,863,923,984,054,11
4,514,594,664,744,81
4,884,975,055,135,21
5,805,906,006,116,21
6,606,726,846,977,09
7,247,427,567,707,85
7,817,978,138,308,46
8,198,378,568,748,93
8,408,618,819,029,22
8,418,648,889,119,34
8,118,378,628,889,14
7,477,758,038,318,60
6,456,767,077,377,68
180
11,051,21,5>3
0,920,930,940,950,96
1,711,741,761,781,80
2,812,842,882,922,95
3,153,193,233,283,32
3,653,703,753,803,85
4,454,514,574,634,69
5,195,265,345,415,49
5,615,695,775,865,94
6,636,746,846,947,04
7,507,637,757,878,00
8,208,358,498,638,78
8,718,889,049,219,37
9,019,209,389,579,75
9,089,299,499,709,90
8,819,049,289,519,74
8,118,368,628,889,14
6,937,217,497,778,06
5,225,535,846,156,45
v [m/s] 5 10 15 20 25 30 35 40
koo pasowe wywaanie statyczne dynamiczne
Wymagana ilo pasw w przekadni:
gdzie:N moc przenoszona przez przekadni;N1 moc znamionowa przenoszona przez jeden pas; kT wspczynnik warunkw pracy, patrz tabela 3.1.;kf wspczynnik kta opasania, patrz tabela 3.2.; kL wspczynnik dugoci pasa, patrz tabela 3.3.
34PORADNIK KONSTRUKTORA
"STOMIL SANOK" S.A. 3. Obliczenia przekadni z pasami klinowymi
-
SPA
Tabela 3.6. Moc znamionowa N1 przenoszona przez jeden pas o przekroju SPA (12,7x10).
dp[mm]
ilub1/i
Prdko mniejszego koa nd [obr/min]
200 400 700 800 950 1200 1450 1600 2000 2400 2800 3200 3600 4000 4500 5000 5500 6000
Warto mocy znamionowej N1 [kW]
90
11,051,21,5>3
0,430,450,470,500,52
0,750,800,850,890,94
1,171,251,341,421,50
1,301,391,491,581,67
1,481,591,701,811,92
1,761,902,042,182,32
2,022,182,352,522,69
2,162,342,532,712,90
2,492,722,963,193,42
2,773,053,333,603,88
3,003,323,643,964,29
3,163,533,904,274,63
3,263,674,094,504,92
3,293,764,224,685,14
3,243,764,284,805,32
3,073,644,224,805,37
2,773,404,044,675,31
2,343,033,724,415,10
100
11,051,21,5>3
0,530,550,570,600,62
0,940,991,031,081,13
1,491,571,651,731,81
1,651,751,841,932,02
1,892,002,112,222,33
2,272,412,542,682,82
2,612,782,953,113,28
2,802,993,173,363,54
3,273,503,733,964,19
3,673,944,224,504,78
3,994,324,644,965,29
4,254,614,985,355,72
4,424,835,255,666,08
4,504,965,435,896,35
4,485,005,526,046,56
4,314,895,466,046,62
3,974,615,245,886,51
3,464,154,845,536,22
112
11,051,21,5>3
0,640,670,690,710,74
1,161,211,261,301,35
1,861,942,022,102,18
2,072,162,262,353,44
2,382,492,602,712,82
2,863,003,143,283,42
3,313,483,653,823,98
3,573,753,944,124,30
4,184,414,644,875,11
4,714,995,275,545,82
5,155,475,796,126,44
5,495,866,236,606,96
5,726,146,556,977,38
5,856,316,777,237,69
5,836,356,877,397,91
5,616,186,767,347,91
5,165,806,437,067,70
4,475,175,866,557,24
125
11,051,21,5>3
0,770,790,820,840,86
1,401,451,501,541,59
2,252,332,422,502,58
2,522,612,702,802,89
2,903,013,123,233,34
3,503,643,783,924,06
4,064,234,404,564,73
4,384,564,754,935,12
5,155,385,615,846,07
5,806,086,366,636,91
6,346,676,997,317,63
6,767,137,497,868,23
7,037,457,868,288,69
7,167,628,088,549,01
7,097,618,138,659,17
6,757,337,908,489,06
6,116,747,378,018,64
5,145,836,527,217,91
140
11,051,21,5>3
0,920,940,960,991,01
1,681,721,771,821,86
2,712,792,872,953,03
3,033,123,213,313,40
3,493,603,713,823,93
4,234,374,504,644,78
4,915,075,245,415,58
5,295,485,665,846,03
6,226,456,686,917,14
7,017,297,567,848,12
7,647,978,298,618,94
8,118,488,859,229,56
8,398,819,229,64
10,05
8,488,949,409,86
10,32
8,278,799,319,83
10,35
7,698,278,859,42
10,00
6,717,347,988,619,25
5,285,796,667,358,05
160
11,051,21,5>3
1,111,131,151,181,20
2,042,082,132,182,22
3,303,383,463,553,63
3,703,793,883,984,07
4,274,384,494,604,71
5,175,315,455,595,73
6,016,176,346,516,68
6,476,666,847,037,21
7,607,838,068,298,52
8,538,809,089,369,63
9,249,579,8910,2110,53
9,7210,0910,4610,8311,20
9,9410,3510,7711,1811,60
9,8710,3310,7911,2511,72
9,349,89
10,3810,9011,42
8,288,859,4310,0110,58
6,627,257,888,529,15
4,315,005,706,397,08
180
11,051,21,5>3
1,301,321,341,371,39
2,392,442,492,532,58
3,893,974,054,134,21
4,364,454,544,644,73
5,045,155,255,365,47
6,106,236,376,516,65
7,077,247,417,577,74
7,627,807,998,178,35
8,909,139,379,609,83
9,9310,2110,4910,7611,04
10,6711,0011,3211,6411,96
11,0911,4611,8312,2012,56
11,1511,5611,9812,3912,81
10,8111,2711,7312,1912,65
9,7810,2910,8111,3311,85
7,998,579,159,72
10,30
5,386,026,657,297,92
1,882,573,263,954,64
200
11,051,21,5>3
1,491,511,531,551,58
2,752,792,842,892,93
4,474,554,634,714,79
5,015,105,195,295,38
5,795,896,006,116,22
7,007,147,277,417,55
8,108,278,448,618,77
8,728,909,089,279,45
10,1310,3710,6010,8311,06
11,2211,4911,7712,0512,32
11,9212,2412,5612,8913,21
12,1912,5612,9313,3013,67
11,9812,4012,8113,2313,64
11,2511,7112,1712,6313,09
9,5010,0210,5411,0611,58
6,757,337,918,489,06
2,893,524,164,795,43
-----
224
11,051,21,5>3
1,711,731,751,781,80
3,173,213,263,303,35
5,165,245,325,405,48
5,775,875966,056,14
6,676,786,896,997,10
8,058,198,338,468,60
9,309,469,639,809,96
9,9710,1610,3410,5310,71
11,5111,7411,9712,2012,43
12,5912,8613,1413,4213,69
13,1513,4713,7914,1214,44
13,1313,4913,8614,2314,60
12,4512,8613,2813,6914,11
11,0411,5011,9612,4212,89
8,158,679,199,71
10,23
3,874,445,025,606,17
-----
-----
250
11,051,21,5>3
1,951,971,992,022,04
3,623,663,713,753,80
5,885,976,056,136,21
6,596,686,775,876,96
7,607,717,827,938,04
9,159,299,439,569,70
10,5310,6910,8611,0311,19
11,2611,4411,6311,8112,00
12,8513,0813,3113,5413,77
13,8414,1214,3914,6714,95
14,1314,4514,7715,1015,42
13,6213,9914,3614,7315,10
12,2212,6413,0513,4713,88
9,8310,2910,7511,2111,67
5,295,816,336,857,36
-----
-----
-----
v [m/s] 5 10 15 20 25 30 35 40
koo pasowe wywaanie statyczne dynamiczne
Wymagana ilo pasw w przekadni:
gdzie:N moc przenoszona przez przekadni;N1 moc znamionowa przenoszona przez jeden pas; kT wspczynnik warunkw pracy, patrz tabela 3.1.;kf wspczynnik kta opasania, patrz tabela 3.2.; kL wspczynnik dugoci pasa, patrz tabela 3.3.
35PORADNIK KONSTRUKTORA
"STOMIL SANOK" S.A.3. Obliczenia przekadni z pasami klinowymi
-
SPB15J
Tabela 3.7. Moc znamionowa N1 przenoszona przez jeden pas o przekroju SPB (16,3x13) 15J.
dp[mm]
ilub1/i
Prdko mniejszego koa nd [obr/min]
200 400 700 800 950 1200 1450 1600 1800 2000 2200 2400 2800 3200 3600 4000 4500
Warto mocy znamionowej N1 [kW]
140
11,051,21,5>3
1,081,121,171,221,27
1,922,022,122,212,31
3,023,193,363,533,70
3,353,553,743,944,13
3,834,064,294,524,76
4,554,845,145,435,72
5,195,555,906,256,61
5,545,936,326,717,10
5,956,396,837,277,71
6,316,807,297,788,26
6,627,157,698,238,76
6,867,448,038,619,20
7,157,848,529,209,89
7,177,958,739,51
10,29
6,897,778,659,52
10,40
6,287,258,239,20
10,18
5,006,107,208,309,39
160
11,051,21,5>3
1,371,411,461,511,56
2,472,572,662,762,86
3,924,104,274,444,61
4,374,574,764,965,15
5,015,245,475,705,93
5,986,286,576,867,15
6,867,217,567,928,27
7,337,728,118,508,89
7,898,338,779,219,65
8,388,879,369,85
10,33
8,809,339,87
10,4110,94
9,139,71
10,3010,8811,47
9,5210,2010,8911,5712,25
9,5310,3111,0911,8712,65
9,109,98
10,8611,7412,61
8,219,18
10,1611,1312,11
6,367,468,559,65
10,75
180
11,051,21,5>3
1,651,701,751,801,85
3,013,113,203,303,40
4,824,995,165,335,50
5,375,575,765,966,15
6,166,406,636,867,09
7,387,677,978,268,55
8,468,829,179,539,88
9,059,449,83
10,2210,61
9,7410,1810,6211,0611,50
10,3410,8311,3211,8012,29
10,8311,3811,9112,4412,98
11,2111,8012,3912,9713,56
11,6212,3012,9813,6614,35
11,4912,2713,0513,8314,61
10,7711,6512,5213,4014,28
9,4010,3711,3512,3213,30
6,687,778,879,97
11,07
200
11,051,21,5>3
1,941,992,032,082,13
3,543,643,743,843,93
5,695,866,036,216,38
6,356,556,756,947,14
7,307,537,767,998,23
8,749,049,339,629,91
10,0210,3710,7311,0811,43
10,7011,0911,4811,8712,26
11,5011,9412,3812,8213,26
12,1812,6713,1513,6414,13
12,7213,2513,7914,3314,86
13,1113,6914,2814,8615,45
13,4114,1014,7815,4616,14
13,0113,7914,5715,3616,14
11,8312,7113,5914,4615,34
9,7710,7511,7212,7013,68
5,856,958,049,14
10,24
224
11,051,21,5>3
2,282,322,372,422,47
4,184,284,374,474,57
6,736,907,077,247,41
7,527,717,918,108,30
8,638,869,109,339,56
10,3310,6210,9211,2111,50
11,8112,1712,5212,8713,23
12,5912,9813,3713,7614,15
13,4913,9314,3714,8015,24
14,2114,7015,1915,6816,16
14,7615,2915,8316,3716,90
15,1015,6916,2716,8617,44
15,1415,8316,5117,1917,87
14,2215,0015,7816,5717,35
12,2313,1113,9814,8615,74
9,0410,0110,9911,9612,94
3,184,285,386,477,57
250
11,051,21,5>3
2,642,692,742,792,83
4,864,965,055,155,25
7,848,018,188,358,52
8,758,949,149,339,53
10,0410,2710,5010,7410,97
11,9912,2812,5712,8713,16
13,6614,0114,3714,7215,07
14,5114,9015,2915,6816,07
15,4715,9116,3516,7817,22
16,1916,6817,1717,6618,15
16,6817,2117,7518,2818,82
16,8917,4718,0618,6519,23
16,4417,1317,8118,4919,17
14,6915,4716,2517,0317,81
11,4812,3613,2314,1114,99
6,637,618,589,56
10,53
-----
280
11,051,21,5>3
3,053,103,153,203,25
5,635,735,835,936,02
9,099,269,439,609,77
10,1410,3310,5310,7210,92
11,6211,8512,0812,3212,55
13,8214,1114,4114,7014,99
15,6516,0116,3616,7217,07
16,5616,9517,3417,7318,12
17,5217,9618,3918,8319,27
18,1718,6519,1419,6320,12
18,4819,0119,5520,0920,62
18,4319,0119,6020,1820,77
17,1317,8118,4919,1819,86
14,0414,8215,6016,3817,16
8,929,80
10,6811,5612,43
1,552,533,504,485,45
-----
315
11,051,21,5>3
3,533,583,633,683,73
6,536,626,726,826,92
10,5110,6810,8511,0211,19
11,7111,9112,1112,3012,50
13,4013,6313,8614,0914,32
15,8416,1316,4316,7217,01
17,7918,1518,5018,8519,21
18,7019,0919,4819,8720,26
19,5620,0020,4420,8821,32
20,0020,4920,9721,4621,95
19,9720,5121,0521,5822,12
19,4420,0320,6121,2021,78
16,7117,3918,0718,7619,44
11,4712,2513,0313,8114,59
3,404,285,166,046,91
-----
-----
355
11,051,21,5>3
4,084,124,174,224,27
7,537,637,737,827,92
12,1012,2712,4412,6112,78
13,4613,6513,8514,0414,24
15,3315,5715,8016,0316,26
17,9918,2818,5718,8619,16
19,96203120,6721,0221,37
20,7821,1721,5621,9522,34
21,3921,8322,2722,7123,15
21,4221,9122,3922,8823,37
20,7921,3321,8722,4022,94
19,4620,0520,6321,2221,80
14,4515,1315,8116,5017,18
5,916,697,478,259,03
-----
-----
-----
400
11,051,21,5>3
4,684,734,784,834,87
8,648,748,848,949,03
13,8213,9914,1614,3314,50
15,3415,5315,7315,9216,12
17,3917,6217,8518,0918,32
20,1720,4620,7521,0521,34
22,0222,3722,7223,0823,43
22,6223,0123,4023,7924,18
22,7623,1923,6324,0724,51
22,0722,5523,0423,5324,02
20,4621,0021,5422,0722,61
17,8718,4619,0419,6320,21
9,3710,0510,7411,4212,10
-----
-----
-----
-----
v [m/s] 5 10 15 20 25 30 35 40
koo pasowe wywaanie statyczne dynamiczne
Wymagana ilo pasw w przekadni:
gdzie:N moc przenoszona przez przekadni;N1 moc znamionowa przenoszona przez jeden pas; kT wspczynnik warunkw pracy, patrz tabela 3.1.;kf wspczynnik kta opasania, patrz tabela 3.2.; kL wspczynnik dugoci pasa, patrz tabela 3.3.
36PORADNIK KONSTRUKTORA
"STOMIL SANOK" S.A. 3. Obliczenia przekadni z pasami klinowymi
-
SPCSPC BP
Tabela 3.8. Moc znamionowa N1 przenoszona przez jeden pas o przekroju SPC (22x18) SPC BP.
dp[mm]
ilub1/i
Prdko mniejszego koa nd [obr/min]
200 300 400 500 600 700 800 950 1200 1450 1600 1800 2000 2200 2400 2800 3200
Warto mocy znamionowej N1 [kW]
224
11,051,21,5>3
2,903,023,143,263,38
4,084,264,444,264,80
5,195,435,675,916,15
6,236,536,837,137,43
7,217,577,928,288,64
8,138,558,979,399,81
8,999,479,95
10,4310,91
10,1910,7611,3311,9012,47
11,8912,6113,3314,0514,77
13,2214,0914,9515,8216,69
13,8114,7715,7316,6917,65
14,3515,4316,5117,5918,66
14,5815,7816,9818,1719,37
14,4715,7917,1118,4319,75
14,0115,4416,8818,3219,76
11,8913,5715,2516,9218,60
8,019,93
11,8513,7715,68
250
11,051,21,5>3
3,503,623,743,863,98
4,955,135,315,495,67
6,316,556,797,037,27
7,607,898,198,498,79
8,819,179,539,89
10,25
9,9510,3710,7911,2111,63
11,0211,5011,9812,4612,94
12,5113,0713,6414,2114,78
14,6115,3316,0516,7717,49
16,2117,0817,9518,8219,69
16,9217,8818,8319,7920,75
17,5218,5919,6720,7521,83
17,7018,9020,1021,3022,50
17,4418,7620,0821,4022,72
16,6918,1319,5721,0122,45
13,6015,2816,9618,6420,32
8,1210,0411,9613,8815,80
280
11,051,21,5>3
4,184,304,424,544,66
5,946,126,306,486,66
7,597,838,078,318,55
9,159,459,75
10,0510,35
10,6210,9811,3411,7012,06
12,0112,4312,8513,2713,69
13,3113,7914,2714,7515,23
15,1015,6716,2416,8117,38
17,6018,3219,0419,7620,48
19,4420,3121,1822,0522,92
20,2021,1622,1223,0724,03
20,7521,8322,9123,9925,07
20,7521,9523,1524,3525,54
20,1321,4522,7724,0925,41
18,8620,3021,7323,1724,61
14,1115,7917,4719,1520,83
6,108,029,93
11,8513,77
315
11,051,21,5>3
4,975,095,215,335,45
7,087,267,447,627,80
9,079,319,559,79
10,03
10,9411,2411,5411,8412,14
12,7013,0613,4213,7814,14
14,3614,7815,2015,6216,04
15,9016,3816,8617,3417,82
18,0118,5819,1519,7220,29
20,8821,6022,3223,0423,76
22,8723,7424,6025,4726,34
23,5824,5425,5026,4627,42
23,9124,9926,0727,1528,23
23,4724,6725,8727,0728,26
22,1823,5024,8226,1427,46
19,9821,4222,8624,3025,74
12,5314,2015,8817,5619,24
-----
355
11,051,21,5>3
5,875,996,116,236,35
8,378,558,738,919,09
10,7210,9611,2011,4411,68
12,9413,2413,5413,8414,14
15,0215,3815,7416,1016,46
16,9617,3817,8018,2218,64
18,7619,2419,7220,2020,68
21,1721,7422,3122,8823,45
24,3425,0625,7826,5027,22
26,2927,1628,0328,9029,77
26,8027,7628,7229,6830,64
26,6227,7028,7829,8630,94
25,3726,5727,7728,9730,17
22,9424,2625,5826,9028,22
19,2220,6622,1023,5424,98
-----
-----
400
11,051,21,5>3
6,866,987,107,227,34
9,809,98
10,1610,3410,52
12,5612,8013,0413,2813,52
15,1515,4515,7516,0416,34
17,5617,9218,2818,6419,00
19,7920,2120,6321,0521,47
21,8422,3222,8023,2823,76
24,5225,0925,6626,2326,80
27,8328,5529,2729,9930,70
29,4630,3331,2032,0732,94
29,5330,4931,4532,4133,37
28,4229,5030,5831,6632,74
25,8127,0128,2129,4130,60
21,5422,8624,1825,5026,82
15,4816,9118,3519,7921,23
-----
-----
450
11,051,21,5>3
7,968,088,208,328,44
11,3711,5511,7311,9112,09
14,5614,8015,0415,2815,52
17,5417,8318,1318,4318,73
20,2920,6521,0121,3721,73
22,8123,2323,6524,0724,48
25,0725,5526,0326,5126,99
27,9428,5129,0829,6530,22
31,1531,8732,5933,3134,03
32,0632,9333,8034,6735,54
31,3332,2933,2534,2135,16
28,6929,7730,8531,9233,00
23,9525,1526,3427,5428,74
16,8918,2119,5320,8522,17
-----
-----
-----
500
11,051,21,5>3
9,049,169,289,409,52
12,9113,0913,2713,4513,63
16,5216,7617,0017,2417,48
19,8620,1620,4620,7621,06
22,9223,2823,6424,0024,36
25,6726,0926,5126,9327,35
28,0928,5729,0529,5330,01
31,0431,6132,1832,7533,32
33,8534,5735,2936,0136,73
33,5834,4535,3136,1837,05
31,7032,6633,6234,5735,53
26,9428,0229,1030,1831,26
19,3520,5421,7422,9424,14
-----
-----
-----
-----
560
11,051,21,5>3
10,3210,4410,5610,6810,80
14,7414,9215,0915,2715,45
18,8219,0619,3019,5419,78
22,5622,8623,1623,4623,76
25,9326,2926,6527,0127,37
28,9029,3229,7430,1630,58
31,4331,9132,3932,8733,35
34,2934,8635,4336,0036,57
36,1836,9037,6238,3439,06
33,8334,7035,5736,4437,31
30,0531,0131,9732,9333,89
21,9022,9824,0625,1426,22
-----
-----
-----
-----
-----
630
11,051,21,5>3
11,8011,9212,0412,1612,28
16,8217,0017,1817,3617,54
21,4221,6621,9022,1422,38
25,5825,8826,1826,4826,78
29,2529,6129,9630,3230,68
32,3732,7933,2133,6334,04
34,8835,3635,8436,3236,80
37,3737,9438,5139,0739,64
37,5238,2438,9639,6840,40
31,7432,6133,4834,3535,22
24,9625,9226,8827,8428,79
-----
-----
-----
-----
-----
-----
v [m/s] 10 15 20 25 30 35 40
koo pasowe wywaanie statyczne dynamiczne
Wymagana ilo pasw w przekadni:
gdzie:N moc przenoszona przez przekadni;N1 moc znamionowa przenoszona przez jeden pas; kT wspczynnik warunkw pracy, patrz tabela 3.1.;kf wspczynnik kta opasania, patrz tabela 3.2.; kL wspczynnik dugoci pasa, patrz tabela 3.3.
37PORADNIK KONSTRUKTORA
"STOMIL SANOK" S.A.3. Obliczenia przekadni z pasami klinowymi
-
ZTabela 3.9. Moc znamionowa N1 przenoszona przez jeden pas o przekroju Z (10x6).
dp[mm]
ilub1/i
Prdko mniejszego koa nd [obr/min]
200 400 700 800 950 1200 1450 1600 2000 2400 2800 3200 3600 4000 4500 5000 5500 6000
Warto mocy znamionowej N1 [kW]
50
11,051,21,5>3
0,0620,0640,0660,0680,070
0,110,110,110,120,12
0,160,170,180,180,19
0,180,190,190,200,21
0,210,210,220,230,24
0,250,250,260,270,28
0,280,290,300,310,32
0,300,310,320,330,34
0,350,361,380,390,40
0,400,410,420,440,45
0,440,450,470,480,50
0,470,490,500,520,54
0,500,520,540,550,57
0,530,540,560,580,60
0,550,570,590,610,63
0,570,590,610,630,65
0,570,590,610,630,65
0,570,590,610,630,65
56
11,051,21,5>3
0,080,080,080,080,09
0,140,140,140,150,15
0,210,220,230,230,24
0,230,240,250,260,27
0,270,280,290,300,31
0,320,330,340,360,37
0,370,380,400,410,42
0,400,410,430,440,46
0,470,490,500,520,54
0,540,550,570,590,61
0,590,620,640,660,68
0,650,670,690,720,74
0,690,720,740,770,79
0,730,760,790,810,84
0,780,800,830,860,88
0,810,830,860,890,92
0,830,850,880,910,94
0,830,860,890,920,95
63
11,051,21,5>3
0,090,100,100,100,11
0,170,170,180,190,19
0,270,270,280,290,30
0,300,310,320,330,34
0,340,350,360,380,39
0,410,420,440,450,47
0,480,490,510,530,54
0,510,530,550,570,59
0,610,630,650,670,69
0,700,720,750,770,79
0,780,800,830,860,88
0,850,880,910,940,97
0,910,940,981,011,04
0,971,001,041,071,10
1,031,061,101,131,17
1,071,111,141,181,22
1,101,141,171,211,25
1,111,151,191,231,26
71
11,051,21,5>3
0,110,120,120,130,13
0,200,210,220,230,23
0,330,340,350,360,37
0,370,380,390,400,42
0,420,440,450,460,48
0,510,530,540,560,58
0,590,610,630,660,68
0,640,660,690,710,73
0,760,790,820,840,87
0,880,910,940,971,00
0,981,011,051,081,11
1,071,111,141,181,22
1,151,191,231,271,31
1,221,271,311,351,39
1,291,341,391,431,48
1,351,391,441,491,54
1,381,431,481,521,57
1,391,441,481,531,58
80
11,051,21,5>3
0,140,140,150,150,15
0,250,250,260,270,28
0,400,410,420,440,45
0,440,460,470,490,50
0,510,530,550,560,58
0,620,640,660,680,71
0,720,750,770,800,82
0,780,810,840,860,89
0,