Zagadnienie zachowania trwałości projektu współfinansowanego z ...

Jerzy Z. Sobolewski (red.), Przemysław Siemiński, Janusz Sobieszczański
Techniki wytwarzania projektowanie procesów technologicznych
Warszawa 2012

Politechnika Warszawska Wydział Samochodów i Maszyn Roboczych Kierunek studiów "Edukacja techniczno informatyczna" 02-524 Warszawa, ul. Narbutta 84, tel. (22) 849 43 07, (22) 234 83 48 ipbmvr.simr.pw.edu.pl/spin/, e-mail: [email protected]
Opiniodawca: dr inż. Piotr SKAWIŃSKI Projekt okładki: Norbert SKUMIAŁ, Stefan TOMASZEK Projekt układu graficznego tekstu: Grzegorz LINKIEWICZ Skład tekstu: Magdalena BONAROWSKA Publikacja bezpłatna, przeznaczona dla studentów kierunku studiów "Edukacja techniczno informatyczna" Copyright © 2012 Politechnika Warszawska Utwór w całości ani we fragmentach nie może być powielany ani rozpowszechniany za pomocą urządzeń elektronicznych, mechanicznych, kopiujących, nagrywających i innych bez pisemnej zgody posiadacza praw autorskich.
ISBN 83-89703-97-1 Druk i oprawa: STUDIO MULTIGRAF SP. Z O.O., ul. Ołowiana 10, 85-461 Bydgoszcz

Spis treści
Wstęp...................................................................... 5
1. Projektowanie odlewów i odkuwek ................... 7
1.1 Rodzaje półfabrykatów.................................................................. 8 1.2 Projektowanie odlewów ................................................................ 9 1.3 Projektowanie odkuwek .............................................................. 16 1.4 Literatura ..................................................................................... 28
2. Metodyka projektowania technologicznego .... 29
2.1. Zasady podziału procesu technologicznego ............................... 30 2.2. Dokumentacja technologiczna.................................................... 37 2.3. Naddatki na obróbkę................................................................... 38 2.4. Dobór baz obróbkowych ............................................................ 46 2.5. Normowanie czasu ..................................................................... 51 2.6. Technologia obróbki zewn. powierzchni walcowych ................ 56 2.7. Technologia obróbki otworów.................................................... 65 2.8. Technologia obróbki powierzchni płaskich................................ 69 2.9. Literatura .................................................................................... 84
3. Programowanie obróbki na tokarki i frezarki CNC................................................... 85
3.1. Wstęp.......................................................................................... 86 3.2. Programowanie tokarek CNC..................................................... 90 3.3. Programowanie frezarek CNC.................................................. 111 3.4. Literatura .................................................................................. 132
4. Dobór narzędzi i parametrów skrawania....... 135
4.1. Wskazania podstawowe. Materiały narzędziowe..................... 136 4.2. Dobór narzędzi i parametrów skrawania przy toczeniu ........... 140 4.3. Dobór narzędzi i parametrów skrawania przy wierceniu,
rozwiercaniu i pogłębianiu....................................................... 161 4.4. Frezowanie ............................................................................... 167 4.5. Szlifowanie ............................................................................... 175 4.6. Literatura .................................................................................. 183


Wstęp Niniejsze materiały zostały opracowane w ramach realizacji Programu Rozwojowego Politechniki Warszawskiej współfinansowanego przez Unię Europejską w ramach Europejskiego Funduszu Społecznego - PROGRAM OPERACYJNY KAPITAŁ LUDZKI. Przeznaczone są dla studentów kierunku EDUKACJA TECHNICZNO INFORMACYJNA na Wydziale Samochodów i Maszyn Roboczych Politechniki Warszaw-skiej.
Niniejsze opracowanie przygotowano dla przedmiotu pt. „Techniki wytwarzania – projektowanie procesów technologicznych”. Jego za-wartość merytoryczna w pełni odpowiada zakresowi opisanemu w syla-busie opracowanym dla tego przedmiotu.
Całość opracowanych materiałów dydaktycznych dla ww. przedmiotu zawarta została w 4. rozdziałach:
• Rozdział 1, autorstwa Jerzego Sobolewskiego, został po-święcony projektowaniu odlewów i odkuwek.
• W rozdziale 2 przedstawiono podstawy obróbki skrawaniem, opisano najważniejsze dokumenty technologiczne oraz technologię obróbki powierzchni walcowych, płaskich i otworów. Jego autorem jest Janusz Sobieszczański.
• Rozdział 3, autor – Przmysław Siemiński, został poświę-cony zagadnieniom wspomaganego komputerowo progra-mowania frezarek i tokarek CNC – przykład zastosowanie systemów CAM.
• W rozdziale 4 przedstawiono podstawowe wskazania do doboru parametrów skrawania i narzędzi dla operacji tocze-nia, frezowania, wiercenia i szlifowania. Jego autorem jest Janusz Sobieszczański.
Materiały aktualizujące do przedmiotu będą udostępniane studentom za pośrednictwem systemu e-learning.


1 Projektowanie odlewów i odkuwek
W tym rozdziale:
o Rodzaje półfabrykatów o Projektowanie odlewów o Projektowanie odkuwek

ROZDZIAŁ 1
Strona 8888
1.1. Rodzaje półfabrykatów
Materiały wyjściowe używane do produkcji części maszyn obejmują różne wyroby hutnicze i surówki wytwarzane w hucie w wydziałach walcowni i kuźni. Materiały te można podzielić następująco:
• półfabrykaty z materiałów hutniczych,
• odlewy,
• odkuwki,
• półfabrykaty otrzymane metodą obróbki plastycznej na zimno (wykroje, wytłoczki),
• kształtki i wypraski z proszków metali, proszków metalowo-ceramicznych i tworzyw sztucznych,
• półfabrykaty spawane, zgrzewane i lutowane.
O doborze materiału i rodzaju surówki decyduje w zasadzie konstruktor, określając je na rysunkach konstrukcyjnych i w warunkach technicz-nych, jakim gotowa część ma odpowiadać. Przy doborze surówek kon-struktor powinien się konsultować z technologiem ponieważ projektując wyroby i dobierając półfabrykaty należy kierować się kosztem wykona-nia zależnym od wielkości produkcji (np. przy produkcji jednostkowej stosuje się najczęściej półfabrykaty spawane, przy seryjnej odlewane lub kute). Jedynie duże skale produkcji uzasadniają zastosowanie wysoko-wydajnych metod wytwarzania surówek, pozwalających uzyskiwać su-rówki bardzo dokładne przy użyciu kosztownych matryc form czy tłocz-ników. Materiały zawarte w rozdziale 1 dotyczą głównie projektowania odlewów z żeliwa szarego dla odlewania w formie piaskowej i odkuwek matrycowych kutych na prasach i młotach. Są to, oprócz części spieka-nych i tworzyw sztucznych, najczęściej stosowane półfabrykaty stoso-wane w produkcji seryjnej maszyn oraz dla formowania skorupowego
UWAGA! Ważnym problemem jest dostosowanie dotychczas używanych symboli stali do oznaczeń unijnych.

PROJEKTOWANIE ODLEWÓW I ODKUWEK
Strona 9999
1.2. Projektowanie odlewów
Rysunek surowego odlewu
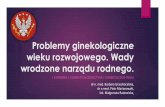
Podstawowym dokumentem do opracowania dokumentacji technolo-gicznej, zwłaszcza do opracowania wymiarów modelu i rdzeni oraz do kontroli odbioru modelu i wykonanego odlewu jest rysunek surowego odlewu. Podstawą do wykonania tego rysunku jest rysunek części odle-wanej (rysunek 1.1). W zależności od materiału części i związanej z wielkością produkcji metody odlewania rysunki surowego odlewu mogą się znacznie różnić. W podanym przykładzie dla celów dydaktycz-nych przyjmuje się, że część przedstawiona na rysunku 1.1 jest wykona-na z żeliwa szarego (EN-GJL-250).
Rysunek 1.1. Rysunek części (piasta sprzęgła)
Sposób tworzenia surowego odlewu jest szczegółowo opisany w pod-ręczniku Techniki Wytwarzania, część 1. Odlewnictwo. Na rysunku su-rowego odlewu powinny być podane najważniejsze informacje i ozna-czenia:
a. dane rozpoznawcze i oznaczenie gatunku materiału odlewu,

ROZDZIAŁ 1
Strona 10101010
b. tolerancje wymiarowe i naddatki na obróbkę skrawaniem,
c. oznaczenie powierzchni podziału modelu,
d. oznaczenie powierzchni bazowych przy obróbce skrawaniem,
e. naddatki technologiczne,
f. pochylenia formierskie,
g. chropowatość powierzchni.
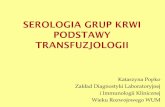
Na rysunku 1.2 przedstawiono rysunek surowego odlewu utworzony na podstawie rysunku 1.1 części odlewanej. Przyjęto założenie, że cześć jest odlewana w formie piaskowej lub skorupowej. Obrys odlewu przed ob-róbką zaznaczono linią ciągłą, a linią „-..-" obrys odlewu po obróbce skrawaniem.
Rysunek 1.2. Rysunek surowego odlewu (piasta sprzęgła) wykonany na podstawie rysunku 1.1, xxx – powierzchnie bazowe do 1-szej operacji
Wartość tolerancji wymiarowych, naddatków na obróbkę skrawaniem dla 12 klasy dokładności odlewu (CT12) i stopnia naddatku H podano w tablicy 1.1.

PROJEKTOWANIE ODLEWÓW I ODKUWEK
Strona 11111111
Tabllica 1.1. Tolerancje dla CT12 i naddatki na obróbkę dla stopnia naddatku H odlewów (fragment PN-ISO 8062:1997)
Wymiar podstawowy surowego odlewu
[mm]
Pole tolerancji
odlewu [mm]
Największy wymiar odlewu po obróbce
[mm]
Naddatki na obróbkę
skrawaniem
RMA [mm]
powyżej do
(włącznie) CT12 powyżej
do
(włącznie) H
- 10 16
10 16 25
4,2 4,4 4,6
- 40 63
40 63
100
0,7 1 2
25 40 63
40 63
100
5 5,6 6
100 160 250
160 250 400
3 4 5
100 160 250
160 250 400
7 8 9
400 630
630 1000
6 7
Norma PN-ISO 8062:1997 podaje tylko tolerancje dla odlewów wyko-nanych do form piaskowych formowanych ręcznie i maszynowo oraz dla formowania skorupowego
UWAGA! Wymiar podstawowy jest to wymiar surowego odlewu przed obróbką skrawaniem (zawierający niezbędny naddatek na ob-róbkę skrawaniem). Tolerancje odlewu zależą od wymiarów podstawowych surowego odlewu i powinny być symetryczne. Wymagany naddatek na obróbkę skrawaniem obowiązuje dla całego surowego odlewu w zależności od największego wymiaru odlewu po obróbce skrawaniem. Dopuszcza się zwiększenie naddatków na górnej powierzchni odlewu do 50% wartości podanych w tablicach.
Na rysunku przyjęto tolerancję wymiarową dla 12 klasy wykonania (CT12), wielkość naddatku na obróbkę (dla największego wymiaru od-lewu F=90) RMA=2mm (ang. Required Machining Allowance). Po-szczególne wymiary powierzchni odlewu (przed obróbką skrawaniem) oblicza się w zależności od tego, czy obrabiana powierzchnia jest ze-wnętrzna czy wewnętrzna:
• dla wymiaru zewnętrznego (obie powierzchnie obrabiane):
22 CTRMAFR +⋅+= (1.1)

ROZDZIAŁ 1
Strona 12121212
• dla wymiaru zewnętrznego (jedna powierzchnia obrabiana, druga surowa):
2CTRMAFR ++= (1.2)
• dla wymiaru wewnętrznego (otwór obrabiany):
22 CTRMAFR −⋅−= (1.3)
gdzie:
R – wymiar podstawowy surowego odlewu,
F – wymiar końcowy po obróbce skrawaniem,
RMA – wymagany naddatek na obróbkę skrawaniem,
CT – tolerancja wymiaru odlewu.
Przykład obliczania:
dla wymiaru Ø55h9; R=55+2·2+0,5·5,6=61,8 mm, wg (1.1),
dla wymiaru 42; R=42+1·2+1·3+0,5·5,6=49,8 mm, wg (1.1),
dla wymiaru Ø 90; R=90+2·2+0,5·6=97mm, wg (1.1),
dla wymiaru 7; R=7+1·3+0,5·4,2=12,1mm, wg (1.2),
dla wymiaru Ø 42H7; R=42-2·2-0,5·5=35,5 mm, wg (1.3).
UWAGA! Przy obliczaniu wymiaru surowego odlewu dla wymiaru F=42 uwzględniono zwiększony o 50% (RMA=3) naddatek na ob-róbkę na górnej powierzchni odlewu. Ponadto, uwzględniając powierzchnie bazowe do 1 operacji (oznaczone xxx) podano jako istotny wymiar odległości jednej z tych baz od dolnej po-wierzchni odlewu.
Zasady konstruowania odlewów
Przy konstruowaniu odlewów należy uwzględnić funkcję, jaką odlew ma spełniać w maszynie. Projektant powinien przeanalizować konstruk-cję pod względem wytrzymałości i sztywności, zależnych od rodzaju stopu odlewniczego, trudności wykonania modelu, formy, rdzenia,

PROJEKTOWANIE ODLEWÓW I ODKUWEK
Strona 13131313
możliwości występowania wad odlewniczych, łatwości i kosztów ob-róbki mechanicznej oraz właściwego doboru metody odlewania. Po-winno się rozważyć korzyści, które mogą wynikać z podzielenia dużego, skomplikowanego odlewu na kilka odlewów mniejszych, oraz przepro-wadzić rachunek kosztów (łączny koszt materiałów, odlewania i ob-róbki mechanicznej) i na tej podstawie rozważyć ewentualne korzyści, które mogą wynikać z zastąpienia odlewu częścią spawaną, kutą, tło-czoną, spiekaną z proszku lub wykonaną z masy plastycznej.
Charakterystyczną cechą materiałów odlewniczych jest niejednorodność ich struktury i niejednorodność właściwości mechanicznych w grubych i cienkich przekrojach, oraz z góry i na dole odlewu. Jedną z podstawo-wych zasad przy konstrukcji odlewów jest zachowanie możliwie równej grubości ścian oraz unikanie miejscowych zgrubień odlewu. Przejścia między grubymi i cieńszymi przekrojami powinny być łagodne, zaokrą-glenia należy wykonywać z odpowiednio dużymi promieniami.
Dobór materiałów na odlewy należy przeprowadzać głównie według dwóch rodzajów wskaźników:
• wskaźników właściwości wytrzymałościowych E, Rm, Rc, Rg itp.,
• wskaźników właściwości mechanicznych, jak: moduł sprężystości, wydłużenie, udarność, twardość, zdolność tłumienia drgań itp.
Wytrzymałość na rozciąganie Rm jest podstawą klasyfikacji żeliwa sza-rego. Wraz ze wzrostem wytrzymałości następują niekorzystne zmiany innych właściwości: zmniejsza się zdolność tłumienia drgań, skrawal-ność, powiększa się skurcz odlewniczy itp. Moduł sprężystości na roz-ciąganie E zależy głównie od ilości i postaci wydzieleń grafitu (wzrasta ze zmniejszeniem się ilości grafitu i dla grafitu w postaci kuleczek - że-liwo sferoidalne). Żeliwo sferoidalne charakteryzuje się stosunkowo dużą wytrzymałością zmęczeniową, może więc być stosowane na odpo-wiedzialne części maszyn jak: wały korbowe i wałki rozrządu. W prze-ciwieństwie do aluminium, żeliwo wykazuje pewną właściwość polega-jącą na tym, że istnieje takie naprężenie graniczne, poniżej którego mate-riał nie ulega zmęczeniu (zniszczeniu), niezależnie od ilości cykli. Ważnym parametrem dla odlewów samochodowych, jest wytrzymałość w podwyższonej temperatrze. Wytrzymałość właściwa (w przeliczeniu na jednostkę masy) żeliwa sferoidalnego w temperaturze powyżej 200ºC przewyższa w sposób gwałtowny wytrzymałośc stopów aluminium. Za-

ROZDZIAŁ 1
Strona 14141414
tem, jeśli chodzi o zastosowanie w wysokiej temperaturze (np. części silnikowych) wybór żeliwa sferoidalnego jest lepszy niż stopów Al. [3].
Wytrzymałość na ściskanie Rc przyjmuje w stosunku do wytrzymałości na rozciąganie bardzo duże wartości (Rc dla żeliwa jest większa niż dla staliwa przy dwukrotnie mniejszej Rm). Własność ta powinna być wyko-rzystywana przez konstruktorów. Przy projektowaniu odlewów o kształ-cie belek poddawanych zginaniu należy stosować przekroje niesyme-tryczne w stosunku do osi obojętnej, tak aby powierzchnia przekroju ściskanego była mniejsza od powierzchni przekroju rozciąganego (lepsze wykorzystanie materiału - rysunek 1.3).
Rysunek 1.3. Konstrukcja wspornika obciążonego silą poziomą (1) i haka obciążonego silą pionową (2) [6]: a) błędna, b) poprawna
Budowa odlewu powinna być zwarta, a wymiary obrysu odlewu po-winny być możliwie małe. Ze względu na łatwość obróbki mechanicz-nej modeli rdzennic pożądane jest, ażeby zarówno zewnętrzna jak i we-wnętrzna część obrysu odlewu miały kształt prawidłowych figur geo-metrycznych, łatwych do uzyskania na obrabiarkach powszechnego zastosowania.
Kształt odlewu nie powinien zmuszać do stosowania więcej niż jednej powierzchni podziału formy i modelu lub do stosowania zawiłej, kształ-towej powierzchni podziału formy. Ponadto płaska powierzchnia po-działu pozwala na uproszczenie obróbki modelu i rdzennic oraz uła-twienie formowania i składania formy. Zmianę kształtu odlewu można jednak przeprowadzić po analizie wymiarów odlewu tak, by nie zmienić funkcji jaką ma pełnić w maszynie. Jeżeli założymy (rysunek 1.4), że wymiarami funkcjonalnymi są wymiary: d, D, D1 i h, to usunięcie dol-nego kołnierza tulei D1 (dla D1 < D) pozwoliło na zastosowanie tylko jednej powierzchni podziału i uniknięcie zewnętrznego rdzenia pierście-niowego. Uzyskano przy tym płaską powierzchnię podziału i odlew nie

PROJEKTOWANIE ODLEWÓW I ODKUWEK
Strona 15151515
dzielony, mieszczący się całkowicie w jednej połówce formy. W takim przypadku nie należy przewidywać na rysunku odlewu zaokrągleń jego krawędzi przy powierzchni podziału.
Rysunek 1.4. Zmiana konstrukcji mająca na celu ułatwienie formowania [3, 6]: a) część odlewana przed zmianą konstrukcji, b) formowanie
w trzech skrzynkach (dostosowane do konstrukcji a), c) formowanie (dostosowane do konstrukcji części a) w dwóch skrzynkach z rdzeniem
pierścieniowym, d) część po zmianie konstrukcji, e) formowanie w dwóch skrzynkach (dostosowane do wersji d)
Konstrukcja odlewów kokilowych
Kokila jest metalową formą wielokrotnego użytku, umożliwiającą wy-konanie od kilkuset (dla staliwa), kilku tysięcy (dla żeliwa) do kilkudzie-sięciu tysięcy (dla stopów lekkich) odlewów. Odlewanie kokilowe sto-suje się powszechnie do stopów lekkich. Odlewanie w kokilach żeliwa i staliwa jest znacznie rzadziej stosowane (żeliwa przeciętnie 10%, a sta-liwa 1%), przy czym powierzchnie wewnętrzne odtwarza się za pomocą rdzeni piaskowych. Konstrukcja odlewów kokilowych jest podobna, jak dla odlewów piaskowych, jednak dokładność wymiarowa i gładkość powierzchni tych odlewów jest znacznie większa. Zastosowanie kokil
pozwala na zmniejszenie kosztów odlewów o 20÷40% w porównaniu z odlewami z form piaskowych. Ważniejsze parametry konstrukcyjne odlewów kokilowych zestawiono w tabeli 1.2.

ROZDZIAŁ 1
Strona 16161616
Tabela 1.2. Dane konstrukcyjne odlewów kokilowych
Rodzaj stopu Aluminium Magnez Mosiądz Żeliwo Staliwo
Minimalne pochylenia ścian wewnętrznych, % wysokości
0,5÷1,0 0,5÷1,0 0,8÷1,7 1,75 1,75÷2,5
Minimalne pochylenia ścian wewnętrznych, (dla rdzeni metalowych) % wysokości
1,5÷3,0 1,5÷3,0 1,5÷3,0 - -
Minimalna grubość nie obrabianej ściany odlewu, mm
2,5÷4,0 3,0÷4,5 2,5÷4,0 3 3
Promienie zaokrągleń krawędzi i przejść, mm
1 1,5 1,5 3 3
Minimalna średnica otworów, mm
8 8 10 10 15
1.3. Projektowanie odkuwek
W zależności od kształtu i rodzaju narzędzi stosowanych w procesie technologicznym kucia, odkuwki można podzielić na kute swobodnie i matrycowane. Sposób doboru naddatków na obróbkę mechaniczną oraz dopuszczalne odchyłki wymiarowe odkuwek kutych swobodnie zamie-szono w PN-86/H-94101. W tym rozdziale zostaną omówione zagadnie-nia dotyczące głównie projektowania i doboru tolerancji odkuwek stalo-wych matrycowanych kutych na młotach i prasach. Doboru tolerancji dokonuje się na podstawie normy PN-EN 10243-1: 1999 dla odkuwek wykonywanych na gorąco ze stali węglowej i ze stali stopowej. Rozróż-nia się dwie klasy tolerancji:
• klasę kucia F, zapewniającą odpowiednią dokładność dla większości zastosowań;
• klasę kucia E, nazwanej zacieśnioną - zaleca się ją stosować tylko dla przypadków ekonomicznie uzasadnionych np. jeżeli jej stosowanie powoduje zmniejszenie się liczby operacji obróbki skrawaniem.
Kucie matrycowe polega na kształtowaniu odkuwki w tzw. wykrojach matrycy. Typowa matryca składa się z części górnej przymocowanej do bijaka młota, wykonując z nim ruchy posuwisto-zwrotne i nieruchomej części dolnej. Przy kuciu w tzw. matrycy otwartej, nadmiar materiału

PROJEKTOWANIE ODLEWÓW I ODKUWEK
Strona 17171717
wydostaje się przez szczelinę miedzy matrycami tworząc tzw. wypływkę (rysunek 1.5).
Rysunek 1.5. Proces kucia w jednowykrojowej matrycy: 1- matryca górna, 2 – matryca dolna, 3 – materiał wsadowy, 4 – odkuwka,
5 – wypływka
Przy kuciu na młotach nie można otrzymywać odkuwek z otworami przelotowymi. Zarówno wypływka jak i otwór zostaje następnie wycięte na gorąco (bezpośrednio po kuciu) w okrojniku (rysunek 1.6).
Rysunek 1.6. Zasada działania okrojnika jednoczesnego do okrawania wypływki i wycinania denka [7]: A - położenie początkowe, B – położenie
po obcięciu wypływki i wycięciu denka, 1– odkuwka, 2 – wypływka, 3 – denko, 4 – stempel górny do obcinania wypływki, 5 - płyta
obcinająca, 6 – stempel dolny do wycinania denka, h1 – wysokość odkuwki, δ1, 2 – luzy między częściami roboczymi

ROZDZIAŁ 1
Strona 18181818
Rysunek odkuwki
Za podstawę konstrukcji wykroju wykańczającego matrycy służy rysu-nek odkuwki, który sporządza się na podstawie rysunku gotowego przedmiotu. W celu określenia tolerancji stosowanych do odkuwki ma-trycowanej, oprócz wymiarów odkuwki należy znać następujące dane:
a. masę odkuwki
b. kształt linii podziału matrycy,
c. kategorię użytej stali,
d. wskaźnik zwartości kształtu,
e. typy wymiarów.
Ad a) Masę odkuwki oblicza się z objętości przyjmując masę właściwą dla stali ρ=7,85 g/cm3.
Ad b) Projektowanie odkuwki należy rozpocząć od doboru płaszczyzny podziału odkuwki, odpowiadającej płaszczyźnie podziału matryc. Linia podziału matryc może być prosta, symetryczna lub asymetryczna. Od li-nii podziału zależy wielkość pozostałości wypływki i przesadzenia od-kuwki.
Ad c) Kategoria ta uwzględnia trudniejsze kształtowania stali o wysokiej zawartości węgla lub stali wysokostopowej powodującej większe zuży-cie matryc niż w przypadku stali o niższej zawartości węgla i dodatków stopowych. Stopień trudności materiałowej zależy składu chemicznego materiału. Rozróżnia się dwie kategorie trudności materiałowej:
• M1: stale o zawartości węgla do 0,65% i w których suma procentowa zawartości składników stopowych (Mn, Ni, Cr, Mo, V, W) nie przekracza 5% masy;
• M2: stale o zawartości węgla powyżej 0,65% zawartości węgla lub w których suma procentowa zawartości składników stopowych (Mn, Ni, Cr, Mo, V, W) przekracza 5% masy.
Ad d) W celu określenia stopnia trudności wykonania wynikającego ze zwartości kształtu należy obliczyć wskaźnik zwartości kształtu S, okre-ślony stosunkiem masy odkuwki do masy bryły opisanej na maksymal-nych wymiarach tej odkuwki (rysunek 1.7):

PROJEKTOWANIE ODLEWÓW I ODKUWEK
Strona 19191919
bm
mS = (1.4)
gdzie: m - masa odkuwki, mb - masa bryły opisanej na tej odkuwce [kg].
Bryła odkuwki obrotowej jest walcem opisanym na odkuwce a bryła odkuwki nieobrotowej jest prostopadłościanem opisanym na odkuwce (rysunek 1.7).
Rysunek 1.7. Wyznaczanie bryły opisanej na odkuwce
Rozróżnia się cztery stopnie trudności wykonania, zostały one podane w tabeli 1.3.
Tabela 1.3. Stopnie trudności wykonania (zależne od zwartości kształtu odkuwek) wg EN 10243-1
Wskaźnik zwartości kształtu S Oznaczenie stopnia trudności
wykonania
0,63 < S ≤ 1 S1
0,32 < S ≤ 0,63 S2
0,16 < S ≤ 0,32 S3
S ≤ 0,16 S4
W przypadku odkuwek cienkich tarcz lub cienkich kołnierzy kutych pod młotami i prasami przy stosunku grubości kołnierza lub minimalnej grubości tarczy e do
maksymalnej średnicy odkuwki d poniżej 0,2 (e/d ≤ 0,2) należy przyjmować stopień trudności S4.
Ad e) Rozróżnia się cztery główne typy wymiarów. Zależą one od kie-runku kucia i podziału matrycy (tabela 1.4).

ROZDZIAŁ 1
Strona 20202020
Tabela 1.4. Typy wymiarów odkuwki matrycowanej [2]
Wymiary Kierunek
kucia Podział matrycy
Długość l Szerokość
(średnica) b prostopadły
Wysokość h (w półmatrycy)
równoległy
w powierzchni
podziału
Grubość a równoległy przecina
powierzchnię podziału
Tolerancje i odchyłki wymiarów długości, szerokości i wysokości okre-śla się dla wymiarów obrobionego przedmiotu powiększonych o nad-datki na obróbkę. Norma EN 10243-1 nie podaje sposobu doboru nad-datków. Jednak dla ułatwienia projektowania odkuwek w tabeli 1.5 umieszczono sposób doboru i wartości naddatków (dla odkuwek dawnej klasy Z) zgodny z nieaktualną normą PN-86/H-94101. Naddatki na ob-róbkę skrawaniem oraz dopuszczalne tolerancje i odchyłki wymiarowe zależą od: wymiarów i masy odkuwki, stopnia trudności wykonania wy-nikającej ze zwartości kształtu i gatunku materiału odkuwki, klasy do-kładności wykonania odkuwki.
Tabela 1.5. Jednostronne naddatki na obróbkę odkuwek (dawnej klasy Z) kutych na młotach i prasach dla wskaźnika trudności materiałowej M1
Masa części kg
Wymiary: średnic, grubości, wysokości i długości, mm
powyżej 32 100 160 250 400 Powyżej do
do 32 100 160 250 400 630
0 0,4 1,2 1,4 1,5 1,5 1,8 2
0,4 1 1,4 1,5 1,5 1,8 2 2,4
1 1,8 1,5 1,5 1,8 2 2,4 2,6
1,8 3,2 1,5 1,8 2 2,4 2,6 2,8
Dopuszczalne odchyłki długości, szerokości i wysokości dla odkuwek klasy F i trudności wykonania S1 i S2 podano w tabeli 1.6. Dla wymia-rów między powierzchniami zewnętrznymi stosuje się odchyłki +2/3; -1/3 tolerancji (rysunek 1.8), dla wymiarów między powierzchniami we-

PROJEKTOWANIE ODLEWÓW I ODKUWEK
Strona 21212121
wnętrznymi należy znaki odwrócić, tak aby odchyłki wynosiły +1/3, -2/3.
Rysunek 1.8. Rozkład tolerancji T i obliczanie wymiarów zewnętrznych odkuwki: d – średnica odkuwki (powierzchnia nie obrabiana skrawaniem,
ds – średnica odkuwki z uwzględnieniem naddatku na obróbkę n
W tabeli 1.6 nie uwzględniono wielkości przesądzeń i pozostałości wy-pływek zależnych od masy odkuwki i kształtu podziału matrycy, ich wartości mieszczą się w podobnym zakresie (0,5-2,8 mm) jak tolerancje.
Tolerancje i odchyłki grubości określają dopuszczalne odchyłki jakiego-kolwiek wymiaru grubości odkuwki, tj. wymiaru położonego po obu stronach matrycy (np. wymiary 9 i 45 z rysunku 1.9).

ROZDZIAŁ 1
Strona 22222222
Tabela 1.6. Dopuszczalne odchyłki długości, szerokości (średnicy) i wysokości dla odkuwek klasy F, dla wskaźnika trudności materiałowej M1 i trudności wykonania S1 i S2
Masa części
[kg]
Wymiary: średnic, grubości,
wysokości i długości [mm] S1
Wymiary: średnic, grubości,
wysokości i długości [mm] S2
Powyż. 32 100 160 Powyż. 32 100 160
Powyż.
do do 32 100 160 250 do 32 100 160 250
0 0,4 0,7
- 0,4 0,8
- 0,4 0,9
- 0,5 1,1
- 0,5 0,8
- 0,4 0,9
- 0,5 1,1
- 0,5 1,2
- 0,6
0,4 1 0,8
- 0,4 0,9
- 0,5 1,1
- 0,5 1,2
- 0,6 0,9
- 0,5 1,1
- 0,5 1,2
- 0,6 1,3
- 0,7
1 1,8 0,9
- 0,5 1,1
- 0,5 1,2
- 0,6 1,3
- 0,7 1,1
- 0,5 1,2
- 0,6 1,3
- 0,7 1,5
- 0,7
1,8 3,2 1,1
- 0,5 1,2
- 0,6 1,3
- 0,7 1,5
- 0,7 1,2
- 0,6 1,3
- 0,7 1,5
- 0,7 1,7
- 0,8
3,2 5,6 1,2
- 0,6 1,3
- 0,7 1,5
- 0,7 1,7
- 0,8 1,3
- 0,7 1,5
- 0,7 1,7
- 0,8 1,9
- 0,9
Tabela 1.7. Dopuszczalne odchyłki grubości dla odkuwek klasy F , dla wskaźnika trudności materiałowej M1 i trudności wykonania S1 i S2
Masa części [kg]
Wymiary grubości [mm] S1
Wymiary grubości [mm] S2
Powyż. 16 40 63 Powyż. 16 40 63
Powyż.
do do 16 40 63 100 do 16 40 63 100
0 0,4 0,7
- 0,3 0,7
- 0,4 0,8
- 0,4 0,9
- 0,5 0,7
- 0,4 0,8
- 0,5 0,9
- 0,5 1,1
- 0,5
0,4 1,2 0,7
- 0,4 0,8
- 0,5 0,9
- 0,5 1,1
- 0,5 0,8
- 0,4 0,9
- 0,5 1,1
- 0,5 1,2
- 0,6
1,2 2,5 0,8
- 0,4 0,9
- 0,5 1,1
- 0,5 1,2
- 0,6 0,9
- 0,5 1,1
- 0,5 1,2
- 0,6 1,3
- 0,7
2,5 5 0,9
- 0,5 1,1
- 0,5 1,2
- 0,6 1,3
- 0,7 1,1
- 0,5 1,2
- 0,6 1,3
- 0,7 1,5
- 0,7
3,2 5,6 1,1
- 0,5 1,2
- 0,6 1,3
- 0,7 1,5
- 0,7 1,2
- 0,6 1,3
- 0,7 1,3
- 0,7 1,7
- 0,8
Zaleca się, aby dla każdej odkuwki matrycowanej wszystkie tolerancje wymiarów grubości były jednolite i określa się je wg największego wy-miaru. Odchyłki dla klasy F, trudności materiałowej M1 i trudności wy-konania S1 i S2 podane są w tablicy 1.7.

PROJEKTOWANIE ODLEWÓW I ODKUWEK
Strona 23232323
Przykład wykonania rysunku odkuwki
Za podstawę rozważań przyjęto rysunek 1.1, zakładając, ze materiał części (piasta sprzęgła) wykonany jest ze stali C45. Poglądowy rysunek odkuwki (rysunek 1.9) podaje wymiary przedmiotu, wielkość naddatków na obróbkę i tolerancje wykonania. Wymiary długości i szerokości (średnicy) są równoległe do powierzchni podziału matrycy (np. wymiary 35,5, 58 i 93), wymiary wysokości są prostopadłe do powierzchni po-działu i położone po jednej stronie powierzchni podziału (np. wymiary 17 i 21) a wymiary grubości np. wymiar 9 i 45 są położone po obu stro-nach powierzchni podziału. Dla masy odkuwki m=0,74 kg, wskaźnika trudności materiałowej M1, stopnia trudności wykonania S2 oraz dla maksymalnego wymiaru średnicy 90 i maksymalnej grubości 42 nadda-tek ten jest jednakowy i wynosi 1,5mm (tablica 1.6).
Rysunek 1.9. Rysunek odkuwki (wykonany na podstawie rysunku 1.1 gotowej części), xxx – baza obróbcza do 1-szej operacji
UWAGA! Naddatków na obróbkę nie podaje się na rysunku odkuwki, zamieszczono je jedynie dla celów dydaktycznych.
Na rysunku odkuwki powinna być określona późniejsza baza obróbkowa w celu zapewnienia prawidłowego wymiarowania i kontroli wymiarów odkuwki (bazę tą oznaczono krzyżykami, podobnie jak na rysunku su-rowego odlewu).

ROZDZIAŁ 1
Strona 24242424
Tolerancje prostoliniowości i płaskości oraz i odchyłki wymiarów mię-dzyosiowych podano w tablicy 1.5; stosuje się je niezależnie od pozo-stałych tolerancji z podziałem na +1/2, -1/2 tolerancji. Odczytuje się je w zależności od największych długości, szerokości lub odległości między osiami.
Tablica 1.8. Odchyłki prostoliniowości i płaskości oraz wymiarów międzyosiowych odkuwek klasy F kutych na młotach prasach
powyżej 100 125 160 200 Długość lub szerokość
odkuwki [mm] do 100 125 160 200 250
±0,3 ±0,35 ±0,4 ±0,45 ±0,5
powyżej 100 160 200 250 Odległość między osiami
[mm] do 100 160 200 250 315
±0,3 ±0,4 ±0,5 ±0,6 ±0,8
Zasady konstrukcji odkuwek matrycowanych
Jak już wspomniano, projektowanie odkuwki należy rozpocząć od do-boru płaszczyzny podziału odkuwki (która odpowiada płaszczyźnie po-działu matryc). Przy kuciu na prasach i młotach podział przebiega przez przekrój odkuwki o największej powierzchni. Należy dążyć do umiesz-czenia dna powyżej lub poniżej płaszczyzny podziału. Umieszczone sy-metrycznie względem płaszczyzny podziału sprzyja nadmiernemu wpływaniu materiału na zewnątrz wykroju i powoduje jego złe wypeł-nienie. Najmniejsze grubości dna zależne od wymiarów charaktery-stycznych odkuwki pokazano na rysunku 1.10a i podano w tabeli 1.9. Najmniejsza grubość odkuwki nie może być mniejsza od grubości wy-pływki. W celu zapewnienia prawidłowego płynięcia materiału i wypeł-nienia wykrojów matrycy należy unikać wysokich i wąskich żeber, zbyt wielkich wgłębień oraz nagłych i wielokrotnych zmian przekroju. W miejscach zmian przekroju należy stosować jak największe promienie zaokrągleń. Szczególnie duże promienie zaokrągleń należy stosować w miejscach, gdzie płynięcie materiału jest najintensywniejsze, takich jak występy wykroju w postaci kołnierzy, żeber czopów itp.

PROJEKTOWANIE ODLEWÓW I ODKUWEK
Strona 25252525
Rysunek 1.10. Charakterystyczne wymiary odkuwki: d1, d2 – średnice odkuwki, h, h1, h2 – wysokości (grubości) odkuwki, g – grubość dna,
g1 - grubość ścianek (żeber), l - długość odkuwki
Najmniejsze grubości ścianek i żeber (g1) zależnie od wysokości odku-wek (h) podano w tabeli 1.10.
Tabela 1.9. Najmniejsze grubości den odkuwek
Najmniejsza grubość g [mm] Średnia szerokość bs lub
średnica ds mm] 3≤ss d
hlub
b
l
3⟩ss d
hlub
b
l
do 25 25,1 ÷ 40
40,1 ÷ 63
63,1 ÷ 100
100,1 ÷ 160
160,1 ÷ 250
250,1 ÷ 400
2 3 5 6 8
12 20
3 4 6 8
10 16 25
Tabela 1.10. Najmniejsze grubości ścian lub żeber odkuwek
Wysokość h1 [mm]
Grubość g1 [mm]
Wysokość h1 [mm] Grubość g1
[mm]
do 10 10,1 ÷ 16
16,1 ÷ 25
25,1 ÷ 40
3 4 5 8
40,1 ÷ 63
63,1 ÷ 100
100,1 ÷160
12 20 32

ROZDZIAŁ 1
Strona 26262626
Wartości minimalnych promieni zaokrągleń zależnie od wymiarów charakterystycznych odkuwki podano w tabl. 1.11.
Tabela 1.11. Najmniejsze promienie zaokrągleń odkuwek
Wysokość odkuwki względem
linii podziałowej matrycy h1,
Mm
Promień zaokrągle-
nia
krawędzi zewnę-
trznej r1, mm
Głębokość wgłębienia
h2, mm
Promień zaorką-glenia
dna wgłębień r2, mm
Szerokość lub średnica b, d,
mm
Promień zaokrąglenia
w miejscu
zmiany przekroju r3,
mm
Do 25 25,1 ÷ 40
40,1 ÷ 63
63,1 ÷ 100
100,1 ÷ 160
160,1 ÷ 250
2 3 4 6 8
10
do 25 25,1 ÷ 40
40,1 ÷ 63
63,1 ÷ 100
100,1 ÷ 160
160,1 ÷ 250
4 6
10 16 25 40
do 25 25,1 ÷ 40
40,1 ÷ 63
63,1 ÷ 100
100,1 ÷ 160
160,1 ÷ 250
2,5 4 6
10 16 25
Po przeprowadzeniu doboru płaszczyzny podziału należy przewidzieć odpowiednie pochylenia bocznych ścian odkuwki. Pochylenia kuźnicze są stosowane aby ułatwić wyjmowanie odkuwek z matrycy. Jeżeli ściany boczne odkuwki podlegają obróbce skrawaniem, to pochylenia znacznie zwiększają wartość naddatków. W celu zmniejszenia naddatków należy dążyć do stosowania jak najmniejszych pochyleń. Wielkości pochyleń ścian odkuwek zależnie od metody produkcyjnej, wysokości ścian i ro-dzaju powierzchni (ściany wewnętrzne lub zewnętrzne) podano w tabeli 1.12. Pochylenia ścian wewnętrznych są większe niż zewnętrznych.
Tłumaczy się to tym, że w czasie stygnięcia materiału (przy kuciu na młotach i prasach) ściany zewnętrzne odkuwki odrywają się od ścian wykroju, natomiast ściany wewnętrzne zaciskają się na wystającej
części wykroju.
Przy kuciu w kuźniarkach wielkość pochyleń ścian zewnętrznych zależy od kształtu odkuwki i sposobu jej wykonania. Jeżeli odkuwka ma dwa występy lub więcej (rys. 1.34a), to wewnętrzne i zewnętrzne ściany tych występów należy wykonać z pochyleniem pz. Dla odkuwek bez wystę-pów lub z jednym występem i wykonywanych w matrycy (rys. 1. 34c) ściany zewnętrzne wykonuje się bez pochylenia. Przy wykonywaniu od-kuwek w stemplu (rys. 1. 34b) zewnętrznym ścianom odkuwki nadaje się nieznaczne pochylenia (1:50). Pochylenie ścian wewnętrznych zależy od głębokości wgłębienia. W odkuwkach niskich, np. w odkuwkach pierścieni, otwór wewnętrzny można wykonać bez pochylenia. W głęb-szych otworach (rys. 1. 34a, b, c), aby zmniejszyć naddatek na obróbkę stosuje się przebijanie stopniowe, przy czym do głębokości H1 Ł 0,5 do

PROJEKTOWANIE ODLEWÓW I ODKUWEK
Strona 27272727
można otwór wykonywać bez pochylenia, a pozostałą głębokość otworu wykonuje się z pochyleniem pw.
Tabela1.12 Pochylenia ścian odkuwek
Pochylenie ścian*
Wewnętrznych pw Zewnętrznych pz
Sposób
wykonania
odkuwki pochylenie kąt
Rodzaj ścianki Pochylenie kąt
rodzaj ścianki
- - - 1:6 9° Ścianki przy
wysokich żebrach
1:6 9° Ścianki normalne 1:10 6° Ścianki
normalne Pod młotem
1:10 6° Ścianki przy
płytkim wgnieceniu
1:20 3° Ścianki przy
niskich odkuwkach
1:6 9° Ścianki przy
głębokim wgnieceniu
1:10 6° Ścianki przy
niskich żebrach Pod prasą
1:10 6° Ścianki normalne 1:20 3° Ścianki
normalne
Pod prasą z wyrzutnikie
m 1:20 3° - 1:50 1° -
- - - 1:20 3° Powierzchnie prostopadłe
do kucia
1:20 3° Zależnie od głębokości wgłębień
1:50 1° Ścianki
normalne W kuźniarce
do 1:50
0÷1° Przy przebijaniu
otworu lub pogłębianiu
- - -
*Dla grubości poniżej 10 mm należy stosować pochylenie 1:10 (6°).
W przypadku odkuwki o kształcie bryły obrotowej stosuje się na rysunkach oznaczenia
zbieżności o wielkości podwójnego pochylenia podanego w tablicy

ROZDZIAŁ 1
Strona 28282828
1.4. Literatura
1. Bosiacki K.: Kucie matrycowe na młotach. PWT, Warszawa 1956.
2. Erbel St., Kuczyński K., Marciniak Z.: Obróbka plastyczna. PWN, Warszawa 1981.
3. Kapiński S., Skawiński P,, Sobieszczański J., Sobolewski J.Z.: Projektowanie technologii Maszyn. Oficyna Wydawnicza Politechniki Warszawskiej, Warszawa 2007.
4. PN-ISO 8062:1997. Odlewy - system tolerancji wymiarowych i naddatków na obróbkę skrawaniem.
5. PN-EN 10243-1:2002. Stalowe odkuwki matrycowane. Tolerancje wymiarów. Część 1: Odkuwki kute na młotach i prasach. [4] Praca zbiorowa, tłumaczenie z j. rosyjskiego: Podstawowe techniki wytwarzania w przemyśle maszynowym. WNT, Warszawa 1973.
6. Skarbiński M.: Zasady konstruowania odlewanych części maszyn. WNT, Warszawa 1968.
7. Wasiunyk P.: Kucie matrycowe. WNT, Warszawa 1968.

2 Metodyka projektowania technologicznego
W tym rozdziale:
o Podstawy budowania procesu technologicznego o Składniki procesu technologicznego o Najważniejsze dokumenty technologiczne o Technologia obróbki powierzchni walcowych,
płaskich i otworów o Przykłady procesu technologicznego

ROZDZIAŁ 2
Strona 30303030
2.1. Zasady podziału procesu technologicznego
Proces technologiczny jest najważniejszą częścią procesu produkcyj-nego, jest tokiem działań bezpośrednio związanych z wytwarzanym pro-duktem. Podczas realizacji procesu technologicznego następuje zmiana właściwości i cech charakteryzujących przedmiot obrabiany, a w przy-padku montażu, zmiana położenia względem innych części maszyny lub urządzenia. W szczególności będzie to zmiana: kształtu, wymiarów, wła-ściwości fizyko-chemicznych i wyglądu przedmiotu obrabianego. Natu-ralnym dążeniem jest, aby proces technologiczny umożliwiał wytworze-nie produktu o wymaganych właściwościach i o określonej jakości przy możliwie niskich kosztach produkcji i w możliwie krótkim czasie. W zależności od charakterystycznego i dominującego sposobu obróbki będziemy rozróżniali np. proces technologiczny kucia, odlewania, ob-róbki skrawaniem. W tym opracowaniu skoncentrujemy się na omówie-niu procesu technologicznego wykonania części z surówek lub bezpo-średnio z materiału wyjściowego, np. z pręta, w którym obróbka skrawa-niem odgrywa rolę dominującą, a więc na świadomym planowaniu obróbki, operacja po operacji, poczynając od wyrobu w stanie wyjścio-wym, np. będzie to odkuwka, aż do wyrobu gotowego.
Proces technologiczny zależy przede wszystkim od cech przedmiotu ob-rabianego, wymagań stawianych gotowemu wyrobowi i od wielkości produkcji (liczby produkowanych przedmiotów). Proces technologiczny takich samych przedmiotów w przypadku produkcji małoseryjnej i np. wielkoseryjnej będzie się pod wieloma względami bardzo różnił. Jest to spowodowane kalkulacją ekonomiczną. Inne czynniki wpływające na proces technologiczny, to rodzaj i cechy przedmiotu w stanie wyjścio-wym oraz park maszynowy, jakim dysponuje producent.
Dokładność wykonania surówki w sposób oczywisty wpływa na cha-rakter dalszej obróbki i liczbę operacji. Mało dokładna surówka odle-wana do form piaskowych najczęściej będzie wymagała obróbki wielu powierzchni i wielu operacji. W przypadku odlewów ciśnieniowych ob-róbka skrawaniem może być ograniczona do nielicznych powierzchni i do mniejszej liczby operacji. Wybór surówki i stawianych jej wymagań będzie zależał od analizy kosztów produkcji.

METODYKA PROJEKTOWANIA TECHNOLOGICZNEGO
Strona 31313131
Planując proces technologiczny, dąży się, aby obróbkę przeprowadzić na istniejącym parku maszynowym. Tak postępuje się w małych zakładach i w wielkich. Można znaleźć przykłady, np. w przemyśle motoryzacyj-nym, że już w fazie projektowania nowych modeli samochodów ich kon-strukcja powstaje z myślą o wykorzystaniu istniejących linii obrabiarek. Nie jest to jednak wymaganie bezwzględne. Nowe inwestycje mogą być koniecznością techniczną, lub też mogą wynikać z rachunku ekonomicz-nego.
Trzeba także zwrócić uwagę, że opracowanie procesu technologicznego powinno być poprzedzone analizą technologiczności konstrukcji. Nieraz niewielkie zmiany kształtu produkowanej części nie wpływają na jej funkcjonowanie w maszynie, a mogą wpłynąć na znaczne uproszczenie i potanienie procesu obróbki.
Proces technologiczny składa się z operacji, a operacja składa się z za-biegów i czynności pomocniczych
Operacja jest podstawową częścią procesu technologicznego wykony-waną na określonej części lub zespole części, na jednym stanowisku pracy, przez jednego pracownika lub grupę pracowników, bez przerw na inną pracę.
Zabieg jest częścią operacji odnoszącą się do określonej powierzchni lub do kilku określonych powierzchni, obrabianych ustalonym narzędziem lub zestawem narzędzi i przy ustalonych parametrach obróbki. Rozróż-nia się pojęcia: zabieg prosty i zabieg złożony. Zabieg prosty odnosi się do obróbki jednej powierzchni jednym narzędziem
Gotowy wyrób osiągamy w wyniku kolejno następujących operacji, czę-sto wielozabiegowych. Ze względu na osiąganą dokładność wymiarową i chropowatość powierzchni operacje obróbki skrawaniem możemy orientacyjnie podzielić na trzy grupy [1] stopni obróbki, a mianowicie:
• obróbka zgrubna,
• obróbka wymiarowa średnio dokładna i dokładna,
• obróbka wykańczająca.
Obróbka zgrubna jest obróbką mało dokładną. Osiągana dokładność wymiarowa najczęściej jest powyżej 11 lub 12 klasy dokładności wg ISO, a chropowatość powierzchni określana parametrem Ra przeważnie jest powyżej 10 mm. Celem tej obróbki jest przygotowanie obrabianych powierzchni do dalszych operacji pozwalających na uzyskanie większej

ROZDZIAŁ 2
Strona 32323232
dokładności wymiarowej i większej gładkości powierzchni. W przy-padku niektórych powierzchni, wobec których stawiane są niewielkie wymagania w zakresie dokładności wymiarowej i chropowatości, ob-róbka zgrubna kształtuje je na gotowo. (Powierzchnie surówki, których dokładność wymiarowa i stan powierzchni są wystarczające, nie są pod-dawane obróbce skrawaniem.) Niskie wymagania jakościowe, przy tej obróbce, pozwalają na wydajne skrawanie, z dużą głębokością skrawania i z dużym posuwem.
Obróbka wymiarowa w połączeniu z obróbką zgrubną nazywane są obróbką kształtującą gdyż służą do osiągnięcia zamierzonego kształtu obrabianego przedmiotu. Na wielu powierzchniach obróbka skrawaniem kończy się na operacjach obróbki wymiarowej. Dokładność wymiarowa obróbki wymiarowej w zależności od wymagań zawiera się w przedziale
12 – 5 klasy dokładności i chropowatości Ra w przedziale 10 – 0,16 µm.
Obróbka wykańczająca pozwala uzyskać wysoką dokładność wymiarową1, wysoką gładkość powierzchni, szczególne właściwości powierzchni lub warstwy wierzchniej. Typowymi operacjami obróbki wykańczającej są: dogładzanie oscylacyjne (honowanie), polerowanie, obróbka powierzchniowa zgniotem.
Wymienionych grup obróbki nie należy utożsamiać z liczbą operacji (stopni obróbki) kształtujących daną powierzchnię. W przypadku wyso-kich wymagań w zakresie dokładności i chropowatości powierzchni może to być nawet pięć operacji, np.: operacja obróbki zgrubnej, dwie operacje obróbki wymiarowej i dwie operacje obróbki wykańczającej.
Oprócz operacji obróbki zgrubnej, wymiarowej i wykańczającej w skład procesu technologicznego wchodzą także:
• operacje obróbki wstępnej,
• operacje obróbki cieplnej i cieplno chemicznej,
• operacje pomocnicze,
• inne operacje nadające powierzchni szczególne cechy lub właściwości,
1 Przyporządkowane klasy dokładności i chropowatości stopniom obróbki mają charakter orientacyjny. Jeżeli np. powierzchnia będzie obrabiana w trzech operacjach, najpierw zgrubnie toczona z dokładnością odpowiadającą 12 klasie dokładności, potem toczona dokładnie z dokładnością odpowiadającą 7 klasie dokładności, a następnie szlifowana aby osiągnąć 5 klasę dokładności, to w praktyce warsztatowej szlifowanie zaliczymy do obróbki wykańczającej.

METODYKA PROJEKTOWANIA TECHNOLOGICZNEGO
Strona 33333333
• operacje kontroli jakości.
Operacjami obróbki wstępnej są: ciecie materiału, trwałe łączenie czę-ści (spawanie, zgrzewanie, lutowanie, klejenie), kalibrowanie, prostowa-nie, wykonanie nakiełków, montaż części obrabianych w zespole. Ob-róbka taka, jak cięcie materiału lub wykonanie nakiełków może też być jednym z zabiegów operacji kształtującej, wtedy nie jest zaliczana do ob-róbki wstępnej.
Operacje obróbki cieplnej i cieplno chemicznej. Celem obróbki ciepl-nej jest zmiana struktury stopu poprzez odpowiednie nagrzewanie i chłodzenie, co prowadzi do zmian właściwości fizycznych i mechanicz-nych. Najczęściej wstępna obróbka cieplna (wyżarzanie zupełne, wyża-rzanie zmiękczające, normalizowanie, a nieraz także ulepszanie cieplne) przeprowadzana jest w walcowni, kuźni lub odlewni. Ostateczna ob-róbka cieplna przeprowadzana jest w trakcie dalszej obróbki surówki lub materiału wyjściowego.
Oddziaływanie termiczne może spowodować deformację i zmianę obję-tości przedmiotu obrabianego, z tego względu wskazane jest umieszcza-nie operacji obróbki cieplnej na początku procesu. W przypadku dużych naddatków usuwanych podczas obróbki zgrubnej bardziej celowe jest przeprowadzenie operacji obróbki cieplnej po obróbce zgrubnej. Ułatwia to wnikanie obróbki cieplnej w głąb materiału, a także pozwala uniknąć wtórnej deformacji w przypadku naruszenia stanu naprężeń wewnętrz-nych wskutek usunięcia warstwy materiału o dużej grubości. Typowymi operacjami obróbki cieplnej umieszczanymi po obróbce zgrubnej są ulepszanie cieplne i wyżarzanie odprężające.
Obróbki cieplno-chemiczne przeprowadza się w końcowych fazach pro-cesu technologicznego, lub po zakończeniu obróbki skrawaniem. Głębo-kość warstwy przemienionej w wyniku tych obróbek jest niewielka. W zależności od rodzaju obróbki wynosi od kilku setnych milimetra do nieco ponad dwa milimetry. Do najczęściej stosowanych obróbek cieplno-chemicznych należą: nawęglanie, azotowanie, cyjanowanie.
Nawęglanie przeprowadza się po zakończeniu obróbki wiórowej po-wierzchni do nawęglenia, z pozostawieniem naddatku na szlifowanie wynoszącym kilka dziesiątych milimetra. Grubość warstwy nawęglonej wynosi od kilku dziesiątych mm do 2,5 mm. Po zahartowaniu i odpusz-czeniu warstwy nawęglonej następuje szlifowanie na wymiar docelowy. (Powierzchnie przedmiotu, które nie powinny być utwardzone należy chronić przed nawęgleniem, np. poprzez pokrycie ich pastami zabezpie-czającymi. Skutecznym sposobem zabezpieczenia przed zahartowaniem

ROZDZIAŁ 2
Strona 34343434
jest nawęglenie całego przedmiotu, a następnie usunięcie warstwy nawę-glonej z powierzchni, które powinny pozostać miękkie. Wymaga to po-zostawienia na tych powierzchniach naddatku o grubości zależnej od głębokości nawęglania i przeprowadzeniu obróbki wiórowej po nawę-gleniu.)
Warstwa utwardzona poprzez azotowanie lub cyjanowanie jest bardzo cienka, wynosi od kilku setnych do kilku dziesiątych milimetra. Tempe-ratura osiągana przy tych operacjach jest przeważnie niższa niż przy na-węglaniu, tym bardziej więc nie ma obaw, że obróbka ta spowoduje zmiany wymiarowe, toteż te operacje umieszcza się najczęściej po za-kończeniu obróbki na żądany wymiar. Sporadycznie po azotowaniu i cyjanowaniu stosuje się docieranie.
Operacje pomocnicze. Do operacji pomocniczych zalicza się prostowa-nie, usuwanie zadziorów, mycie i odtłuszczanie. (Usuwanie zadziorów często jest dołączane do innych operacji jako jeden z zabiegów.)
Inne operacje nadające powierzchni szczególne cechy lub właściwo-ści. W zależności od wymagań określonych przez konstruktora mogą to być bardzo różne operacje, np.: natryskiwanie, napawanie, nakładanie powłok (w tym malowanie), cechowanie.
Operacje kontroli jakości. Operacje kontroli jakości wyszczególnione w procesie technologicznym są prowadzone przez wyspecjalizowane komórki organizacyjne zakładu produkcyjnego, lecz bieżąca (czynna) kontrola jakości jest także powiązana z realizacją poszczególnych opera-cji. Tę bieżącą kontrolę prowadzą pracownicy wykonujący daną operację lub coraz częściej systemy automatycznego nadzoru. Usytuowanie ope-racji kontroli jakości w procesie technologicznym i jej zakres (kontrola 100% lub statystyczna) zależy od wymagań stawianych obrabianemu przedmiotowi i od wielkości produkcji. Jako orientacyjne wskazania do usytuowania kontroli międzyoperacyjnych proponuje się następująco: wprowadzać operację kontroli po operacji finalizującej obróbkę wymia-rową powierzchni szczególnie ważnych dla funkcjonowania danej części maszyny, przed operacjami drogimi, po operacjach obróbki cieplnej. Proces technologiczny należy kończyć operacją końcowej kontroli jako-ści.
Przeważnie konieczna jest obróbka wielu powierzchni przedmiotu obra-bianego. Zróżnicowane jest znaczenie funkcjonalne poszczególnych po-wierzchni. Niektóre powierzchnie decydują o prawidłowym funkcjono-waniu obrobionego przedmiotu w zespole części wchodzących w skład maszyny lub urządzenia. Powierzchniom tym najczęściej stawiane są

METODYKA PROJEKTOWANIA TECHNOLOGICZNEGO
Strona 35353535
podwyższone wymagania, co do dokładności wymiarowej, chropowato-ści powierzchni i stanu przylegającej warstwy wierzchniej. Powierzchnie te nazywa się powierzchniami podstawowymi, a pozostałe powierzchnie – powierzchniami drugorzędnymi. Budując proces technologiczny na-leży się skoncentrować na prawidłowym poprowadzeniu obróbki po-wierzchni podstawowych. Obróbkę powierzchni drugorzędnych planu-jemy niejako „przy okazji”. Oczywiście wszystkie powierzchnie muszą być wykonane zgodnie z wymaganiami określonymi na rysunku kon-strukcyjnym.
Rysunek 2.1. Przykład operacji wiertarskich przy produkcji: a) jednostkowej, b) seryjnej, c) masowej [7]
Decydujące znaczenie dla osiągnięcia zamierzonego celu obróbki ma właściwy dobór baz obróbkowych, czyli tych powierzchni, w stosunku do których będą zorientowane inne powierzchnie obrabiane. Powierzch-nie bazowe powinny być obrobione w początkowej fazie obróbki i naj-

ROZDZIAŁ 2
Strona 36363636
lepszym rozwiązaniem jest zachowanie niezmienności powierzchni ba-zowych. Główną powierzchnią bazową może być jedna z powierzchni podstawowych, lub powierzchnia spełniająca tylko rolę powierzchni ba-zowej.
Orientacyjny schemat procesu obróbki można ująć następująco:
1. Operacje wstępne (jeżeli istnieje potrzeba).
2. Obróbka powierzchni bazowych.
3. Obróbka zgrubna powierzchni podstawowych i tych powierzchni drugorzędnych, których nie powinno się obrabiać oddzielnie.
4. Obróbka zgrubna i ewentualnie wymiarowa powierzchni drugo-rzędnych.
5. Obróbka cieplna.
6. Operacje związane z obróbką cieplną, w tym kontrola jakości.
7. Obróbka wymiarowa (średnio dokładna i dokładna) powierzchni podstawowych.
8. Obróbka wykańczająca powierzchni podstawowych.
9. Ewentualnie obróbka wykańczająca powierzchni drugorzędnych.
10. Obróbka cieplno-chemiczna (jeżeli jest wymagana).
11. Ewentualna obróbka wykańczająca powierzchni po obróbce cieplno-chemicznej.
12. Końcowa kontrola jakości.
Szczegółowe decyzje dotyczące charaktery i liczby operacji zależą od wymagań określonych na rysunku konstrukcyjnym obrabianej części, od zadań tej części w maszynie, od wielkości produkcji, od dostępnego parku obrabiarek. Na rysunku 2.1 zobrazowano organizację obróbki otworów w zależności od wielkości produkcji. Trzeba tu zaznaczyć, że przy produkcji jednostkowej (na rysunku przypadek a) wiercenie musi być poprzedzone czasochłonnym i mało dokładnym trasowaniem.
Projektując proces technologiczny można dążyć do koncentracji lub róż-nicowania operacji. Obecnie stosuje się dość dużą koncentrację operacji. Szczególnie szerokiej koncentracji operacji sprzyjają współczesne obra-

METODYKA PROJEKTOWANIA TECHNOLOGICZNEGO
Strona 37373737
biarki numeryczne pozwalające np. na łączenie operacji tokarskich i fre-zarskich.
2.2. Dokumentacja technologiczna
Najważniejszymi dokumentami technologicznymi są:
• plan operacyjny zwany też planem obróbki lub kartą tech-nologiczną,
• instrukcje technologiczne.
Polskie Normy proponują wzory tych dokumentów. Aktualne wersje są zgodne z normami ISO. Najczęściej zakłady produkcyjne dostosowują formularze najważniejszych dokumentów technologicznych do swoich potrzeb. Forma tych dokumentów w znacznym stopniu zależy od wiel-kości produkcji. Przy produkcji jednostkowej i małoseryjnej opis pro-cesu technologicznego jest najczęściej uproszczony. Przy produkcji ma-sowej ten opis jest rozbudowany i bardzo szczegółowy.
Plan technologiczny sporządza się na tzw. karcie technologicznej. (Obecnie takie karty opisują normy PN-90/M-01160, PN-83/M-01250). Plan technologiczny jest spisem operacji w kolejności ich wykonania z podaniem niektórych informacji o tych operacjach. Na rys. 2. 3 za-mieszczono przykładową kartę technologiczną.
Instrukcja technologiczna zawiera najważniejsze informacje niezbędne do przeprowadzenia operacji, w tym:
• Wykaz zabiegów wraz z podaniem parametrów obróbki i in-formacji pochodnych pozwalających na prawidłowe nasta-wienie obrabiarki.
• Rysunek części po obróbce z zaznaczonymi linią grubą po-wierzchniami obrabianymi, z podanymi wymiarami i ich tolerancją, wymaganiami co do kształtu i położenia (tab. 2.1) oraz chropowatością powierzchni, jakie muszą być osią-gnięte w danej operacji. Rysunek ten powinien także zawie-

ROZDZIAŁ 2
Strona 38383838
rać symbole określające sposób ustalania i mocowania przedmiotu, tabl. 2.2.
• Wskazanie obrabiarki oraz wykaz uchwytów i przyrządów, narzędzi skrawających i pomiarowych.
• Inne informacje ważne dla zachowania ładu w organizacji produkcji.
Przykład karty instrukcyjnej podano na rysunku 2.4.
2.3. Naddatki na obróbkę
Decyzje o wartości naddatków na obróbkę podejmuje się podczas pro-jektowania surówki, odlewu lub odkuwki. W zależności od przyjętej metody wytwarzania surówki zalecane wartości naddatków mogą być niewielkie lub bardzo duże. Decydując się na dostępne bardzo dokładne metody można osiągnąć wystarczającą dokładność wymiarową i chro-powatość na wielu powierzchniach. Oznacza to jednak najczęściej wy-soki koszt wykonania surówki.
Wartość naddatku powinna być jak najmniejsza, ale równocześnie na tyle duża, aby w procesie obróbki można było osiągnąć żądaną jakość powierzchni.
Różnica pomiędzy wymiarem surówki i wymiarem gotowego wyrobu jest naddatkiem całkowitym. Różnica pomiędzy wymiarami nominalnymi określi naddatek nominalny. Minimalna wartość naddatku będzie różnicą pomiędzy dolnym wymiarem granicznym surówki i górnym wymiarem granicznym gotowego wyrobu. Całkowity naddatek jest zdejmowany w kolejnych operacjach. Na każdą z kolejnych operacji obróbki skrawaniem musi być przewidziany naddatek zwany naddatkiem operacyjnym, rys.2.5. Suma naddatków operacyjnych musi się równać naddatkowi całkowitemu. W przypadku naddatku jednostronnego będzie [1]:
C = g1 + g2 + ......+ gn
gdzie: C – nominalny naddatek całkowity, g1, g2, .... gn - nominalny naddatek operacyjny w kolejnych stopniach obróbki.

METODYKA PROJEKTOWANIA TECHNOLOGICZNEGO
Strona 39393939
Rysunek 2.2. Wzór karty technologicznej, według PN-56/M-01171 (nieaktualnej)

ROZDZIAŁ 2
Stro
na 40
4040
40
Rysunek 2.3. Wzór instrukcji technologicznej według PN-56/M-01171 (nieaktualnej)

METODYKA PROJEKTOWANIA TECHNOLOGICZNEGO
Strona 41414141
Tablela 2.1. Symbole stosowane na rysunkach do oznaczenia tolerancji kształtu i położenia według PN-87/M-01145 [7]
prostoliniowości
Przykłady zastosowania
płaskości
Tolerancje kształtu
okrągłości
walcowości
zarysu przekroju
wzdłużnego
0,01
równoległości
prostopadłości
nachylenia
Tolerancje położenia
współosiowości
symetrii
pozycji
przecinania się osi
A
A
0,02
Tolerancje
bicia promieniowego, lub osio-wego, lub w wyznaczonym kierunku
złożone położenia
bicia promieniowego lub osiowego całkowitego
i kształtu kształtu wyznaczonego zarysu
kształtu wyznaczonej
powierzchni
0,01

ROZDZIAŁ 2
Strona 42424242
Tabela 2.2. Oznaczenia stosowane w dokumentacji technologicznej, według PN-83/M-01152 [7]
Oznaczenie Objaśnienie
Powierzchnie obrabiane oznacza się linią dwu-krotnie grubszą od linii konturowych
P, H, E
Sterowanie mechanizmów mocujących: pneu-matyczne, hydrauliczne, elektryczne, bez ozna-czenia - ręczne lub inne
γnn n
Uchwyty szczękowe: n - liczba szczęk, n - liczba szczęk przetoczonych lub przeszlifowa-
nych, γ - rodzaj sterowania
Kły: stały, samonastawny, obrotowy (ze-wnętrzny - ostrze do przedmiotu, wewnętrzny - ostrze od przedmiotu)
Tuleja zaciskowa lub trzpień rozprężny
Trzpień stały, kołek pełny, tuleja stała
Uchwyt magnetyczny
Zabierak stały
Zabierak samozaciskający lub zabierak czo-łowy
Podpora stała (opór, luneta, okular, kołek ścięty). Ponadto w kolejności: widok z boku, z przodu, z tyłu; widok z góry; widok z dołu
Podtrzymka ruchoma

METODYKA PROJEKTOWANIA TECHNOLOGICZNEGO
Strona 43434343
Oznaczenie Objaśnienie
Podpora wahliwa
Podpora regulowana
Podpora samonastawna
Podpora podwójna sprzężona
Docisk pojedynczy
Docisk wahliwy
Docisk podwójny
Kształt powierzchni roboczych podpór i docis-ków: płaski, kulisty, walcowy, pryzmowy, stożkowy (znaki te umieszcza się po lewej stronie oznaczeń podpór i docisków) rowko-wany, gwintowany, wielowypustowy (znak nanosi się na oznaczenie podpór i docisków)

ROZDZIAŁ 2
Strona 44444444
Przykłady zastosowania oznaczeń
Przedmiot ustalony na trzech podporach stałych zakończonych płas-ko, dodatkowo podpartych podporą regulowaną z zakończeniem kulistym, dosunięty do trzech oporów z zakoń-czeniem kulistym oraz zamocowany dwoma dociskami pojedynczymi
Przedmiot ustalony w kłach (samonas-tawny i obrotowy), zabierak czołowy, podpora ruchoma
3
Przedmiot ustalony na trzpieniu stałym walcowym i trzech podporach stałych, docisk pojedynczy
3
Przedmiot ustalony w uchwycie trój-szczękowym
Przedmiot ustalony w pryzmie i pod-porze stałej o kulistej powierzchni ro-boczej, zamocowany dwoma docis-kami pojedynczymi

METODYKA PROJEKTOWANIA TECHNOLOGICZNEGO
Strona 45454545
Gdy naddatek operacyjny jest usuwany w jednym przejściu, a tak jest najczęściej, wtedy jest on tożsamy z głębokością skrawania.
W przypadku naddatków dwustronnych i symetrycznych (np. na śred-nicę) naddatek całkowity jest sumą podwojonych wartości naddatku jed-nostronnego (głębokości warstw skrawanych).
T1
g1
Ts
A1
As
A2
A3
g2
g3
T2
T3
C
Obróbkazgrubna
Obróbka
wymiarowa
Obróbkawykańczająca
Rysunek 2.5. Struktura całkowitego jednostronnego naddatku na obróbkę: As - wymiar nominalny surówki, A1 - wymiar nominalny dla obróbki zgrubnej, A2 - wymiar nominalny dla obróbki wymiarowej,
A3 - wymiar nominalny dla obróbki wykańczającej; Ts, T1, T2, T3 - odpowiednio tolerancja wykonania surówki, obróbki
zgrubnej, wymiarowej i wykańczającej; g1, g2, g3 - nominalny naddatek na obróbkę zgrubną, wymiarową i wykańczającą
Naddatek operacyjny powinien pozwolić na usunięcie wadliwej warstwy spowodowanej poprzednią obróbką i błędami odchyleń przestrzennych. Według Kowana wartość nominalnego naddatku operacyjnego na stronę gi wyraża zależność:
gi = Ti-1 + Hi-1 +Wi-1 + Si-1 + ei,
gdzie:
gi - naddatek operacyjny na operację i,
Ti-1 – tolerancja wymiaru uzyskanego w poprzedniej operacji, przy tolerowaniu w głąb materiału,
Hi-1 – średnia wysokość nierówności po obróbce w poprzedniej operacji,
Wi-1 – głębokość warstwy wadliwej spowodowanej poprzednią obróbką,
Si-1 – wypadkowe odchylenie przestrzenne spowodowane w poprzedniej operacji,

ROZDZIAŁ 2
Strona 46464646
ei - błąd ustawienia części w realizowanej i-tej operacji obejmujący błąd ustalenia i błąd zamocowania.
Szczególnie duże grubości warstwy uszkodzonej są spowodowane nie-którymi metodami wytwarzania surówek i wynoszą: przy odlewaniu w formach piaskowych żeliwa szarego od 1 do 2 mm i staliwa około 1,5 mm, przy kuciu swobodnym od 1,5 do 3,5 mm, przy kuciu matryco-wym od 0,5 do 1,5 mm. Naddatek całkowity musi być odpowiednio większy, gdyż już naddatek na obróbkę zgrubną powinien pozwolić na usunięcie wadliwej warstwy surówki. Kolejne operacje (lub zabiegi) usuwają błędy przemieszczeń przestrzennych i wadliwą warstwę po po-przedniej obróbce, a błędy przemieszczeń przestrzennych i grubość ko-lejnych wadliwych warstw są coraz mniejsze. Odpowiada temu zmniej-szanie kolejnych naddatków operacyjnych. Na przykład orientacyjna wartość naddatku operacyjnego na średnicę na wykańczające toczenie wałków w zależności od średnicy i długości wałków wynosi od 1 do 3 mm, a w przypadku wykańczającego szlifowania wałków od 0,25 do 1,25 mm.
2.4. Dobór baz obróbkowych
Przedmiot obrabiany przed rozpoczęciem obróbki powinien być jedno-znacznie zorientowany względem elementów obrabiarki. Musi też być zapewniona stałość tego położenia. Każdy przedmiot obrabiany posiada 6 stopni swobody: trzy przemieszczenia liniowe wzdłuż osi „X”, „Y” i „Z” oraz trzy obroty wokół tych osi.
Nadanie przedmiotowi obrabianemu określonego położenia w kierun-kach mających wpływ na wymiar będący rezultatem obróbki nazywa się ustalaniem lub bazowaniem. Powierzchnie przedmiotu wykorzystywane do nadania przedmiotowi obrabianemu określonego położenia nazywa się bazami obróbkowymi lub powierzchniami ustalającymi. Rozróżnia się bazy nastawcze, stykowe i sprzężone.

METODYKA PROJEKTOWANIA TECHNOLOGICZNEGO
Strona 47474747
A
B
Rysunek 2.6. Przykład bazy nastawczej
Bazą nastawczą jest powierzchnia wykorzystywana do ustalania poło-żenia przedmiotu na obrabiarce, lecz powierzchnia ta nie styka się z ele-mentami podporowymi. Na rys. 2.6 bazą nastawczą jest powierzchnia A umożliwiająca zachowanie równoległości wytaczanego otworu do tej powierzchni. Prawidłowe ustalenie osiąga się dobierając odpowiednio wysokość podpór stykających się z powierzchnią B. Bazą nastawczą może być także powierzchnia wyznaczona przez rysy traserskie. Bazy te są szeroko stosowane w produkcji jednostkowej. Takie ustalanie jest czasochłonne i wymaga pewnego skupienia od pracownika, lecz nie po-ciąga za sobą dodatkowych kosztów.
Przy produkcji seryjnej, wielkoseryjnej i masowej dąży się do maksy-malnego skrócenia czasów pomocniczych, w tym także czasu potrzeb-nego na ustalenie przedmiotu obrabianego. Ustalenie osiąga się poprzez zetknięcie wybranych powierzchni przedmiotu obrabianego, nazywa-nych bazami stykowymi, z odpowiednimi elementami uchwytu. Baza stykowa główna odbiera trzy stopnie swobody (trzy punkty styku); baza kierunkowa - dwa stopnie swobody (dwa punkty styku); baza oporowa - jeden stopień swobody (jeden punkt styku)
Przy bazach stykowych następuje bezpośrednie odebranie stopni swo-body w kierunkach mających wpływ na wynik obróbki. W niektórych przypadkach można także odebrać dodatkowy stopień swobody, choć nie ma to żadnego wpływu na wymiar obróbkowy, lecz jest wskazane np. ze względu na organizację pracy w przestrzeni roboczej obrabiarki. Nie wolno natomiast dwukrotnie, ani tym bardziej wielokrotnie, odbierać tego samego stopnia swobody. Nazywa się to przestaleniem. Prowadzi do niejednoznaczności ustalania i powoduje błędy obróbki.

ROZDZIAŁ 2
Strona 48484848
E
0,02 E
a)
h1
h
s e
m
e
c)b)
z
x
y
Rysunek 2.6. Ustalanie położenia przedmiotu obrabianego [7]
Na rys. 2.6 podano trzy przykłady ustalania z wykorzystaniem baz sty-kowych. Przedmiot obrabiany przedstawiony na rys. 2.6a ma być frezo-wany na wymiar h. Dolna powierzchnia prostopadłościanu jest bazą stykową. Jednoznaczne ustalenie ze względu na wymiar h wymaga ode-brania trzech stopni swobody. Wzdłuż osi pionowej i dwóch obrotów wokół osi prostopadłych do osi pionowej. Trzy stopnie swobody zostaną odebrane, jeżeli powierzchnia bazowa (powierzchnia dolna) zetknie się w trzech punktach z elementami uchwytu. Ze względu na zwiększenie stabilności podparcia stosuje się często nie trzy, a cztery podpory punk-towe, lecz czwarta podpora powinna być regulowana. Na rysunku po-wierzchnia bazowa styka się z powierzchnią uchwytu. Lokalizacja punktów podparcia nie jest znana i może być ich więcej niż trzy. Naru-szona jest wtedy zasada, aby nie odbierać wielokrotnie tych samych stopni swobody. Jeżeli powierzchnia bazowa była uprzednio obrabiana, to wysokość punktów podparcia różni się nieznacznie. W tym przypadku jest dopuszczalne stosowanie podpory płaskiej, gdyż nie spowoduje to istotnych błędów ustalenia. Pozostają nie odebrane trzy stopnie swobody nie mające wpływu na osiągnięcie wymiaru h. Na rysunku są one zazna-czone strzałkami. Na przykład obrócenie przedmiotu wokół osi pionowej spowoduje jedynie inne usytuowanie na powierzchni obrabianej śladów frezowania.
Frezując rowek, rys. 2.6 b, należy odebrać pięć stopni swobody. Ze-tknięcie podstawy prostopadłościanu z powierzchnią uchwytu, tak jak poprzednio, odbierze trzy stopnie swobody. Pozwoli to osiągnąć wymiar

METODYKA PROJEKTOWANIA TECHNOLOGICZNEGO
Strona 49494949
h1 na całej długości rowka. Ponieważ ma być zachowany także wymiar e określający położenie rowka względem powierzchni bocznej przed-miotu obrabianego musimy odebrać dodatkowe dwa stopnie swobody. Nieodebrany pozostaje tylko jeden stopień swobody. Przesunięcie przedmiotu wzdłuż osi równoległej do osi rowka nie wpływa na wy-miary realizowane w tej operacji. Ewentualne przesunięcie spowoduje jedynie zmianę długości drogi dojścia freza do przedmiotu obrabianego. Ten stopień swobody też możemy odebrać, wprowadzając dodatkowy kołek. Na rysunku został narysowany linią przerywaną. Będzie spełniał rolę pomocnicza. Pozwoli zachować taką samą długość drogi dojścia freza oraz ewentualnie przeniesie część składowej siły skrawania.
Na rys. 2.6c wyjaśniono sposób ustalania w przypadku wiercenia w przedmiocie obrabianym otworu. W tym przypadku należy odebrać przy ustalaniu wszystkie stopnie swobody. Odebranie trzech stopni swobody poprzez zetknięcie podstawy przedmiotu obrabianego z po-wierzchnią uchwytu pozwoli w tym przypadku zachować prostopadłość osi otworu do powierzchni dolnej. Pozostałe trzy stopnie swobody zostaną odebrane ze względu na wymiary e i m.
W produkcji seryjnej, a szczególnie w produkcji wielkoseryjnej i maso-wej są stosowane także bazy sprzężone. Baza sprzężona jest powierzch-nią odniesienia dla powierzchni obrabianych, przy czym powierzchnia ta jest również i równocześnie obrabiana. Wyjaśnia to rys. 2.7.
3
B
l1
A
l3
l2
Rysunek 2.7. Przykład bazy sprzężonej
Powierzchnia B jest bazą sprzężoną dla dwóch powierzchni określonych wymiarami l2 i l3. Powierzchnia A jest bazą stykową, względem niej jest określone położenie powierzchni B. Bazy sprzężone ułatwiają osiągnię-

ROZDZIAŁ 2
Strona 50505050
cie oczekiwanej dokładności wymiarowej i powtarzalności wymiarów, wymagają jednak stosowania zespołu narzędzi lub narzędzi specjalnych.
Dokonując wyboru powierzchni bazowych można kierować się nastę-pującymi wskazaniami:
1. Należy dążyć, aby baza obróbkowa pokrywała się z bazą kon-strukcyjną. Taką bazę nazywa się bazą technologiczną właściwą. Jeżeli baza obróbkowa nie pokrywa się z bazą konstrukcyjną, to używa się określenia – baza technologiczna zastępcza. Jeżeli nie można uniknąć przyjęcia bazy zastępczej, to często należy liczyć się z koniecznością zwiększenie dokładności obróbki ponad wymagania określone przez konstruktora.
2. Możliwie wcześnie, najlepiej w pierwszej operacji obróbki zgrubnej, należy obrobić powierzchnię, która może być po-wierzchnią bazową w wielu dalszych operacjach.
3. Należy określić wszystkie wymagania stawiane powierzchni obrabianej i tak dobrać powierzchnie bazowe, aby w trakcie ob-róbki wymagania te zostały spełnione. Trzeba tu zaznaczyć, że wiele wymagań nie jest opisywanych na rysunku technicznym. Na przykład bardzo często nie są opisane wymagania, co do pro-stopadłości wierconych otworów względem powierzchni czoło-wych.
4. Mając do wyboru powierzchnię surową i powierzchnię obro-bioną, jako powierzchnię bazową należy przyjąć powierzchnię obrobioną.
5. Jako powierzchnię bazową główną należy przyjmować po-wierzchnię możliwie dużą i możliwie najdalej rozstawiać punkty podparcia. W przypadku bazy kierunkowej także należy możli-wie najdalej rozstawiać punkty podparcia.
6. Przy obróbce dokładnej różnych powierzchni powinno się stoso-wać te same powierzchnie bazowe.
7. Przy doborze wstępnej powierzchni bazowej w przypadku odle-wów lub odkuwek można kierować się następującymi zalece-niami:
• Gdy nie wszystkie powierzchnie surówki wymagają obróbki, jako bazę wstępną poleca się przyjęcie powierzchni, która pozostanie nieobrobiona.

METODYKA PROJEKTOWANIA TECHNOLOGICZNEGO
Strona 51515151
• Jako bazę wstępną należy przyjmować te powierzchnie, któ-rych usytuowanie jest najbardziej dokładne.
• W przypadku odlewów wskazane jest przyjąć jako bazę po-wierzchnię formowaną w dolnej skrzynce.
• Nie należy przyjmować jako powierzchnię bazową po-wierzchni, przez którą przechodzi płaszczyzna podziału formy lub matrycy.
• Powierzchnia surowa powinna być wykorzystywana do ba-zowania tylko jeden raz.
Prawidłowe ustalenie ma zasadniczy wpływ na dokładność usytuowania poszczególnych powierzchni przedmiotu obrabianego. Podczas obróbki ustalenie nie może zostać naruszone. Nienaruszalność ustalenia osiąga się poprzez zamocowanie przedmiotu obrabianego – poprzez przyłożenie sił mocujących do przedmiotu obrabianego. Niezależnie od tego ile stopni swobody zostało odebranych podczas ustalania, po zamocowaniu przedmiotu obrabianego, zostają mu odebrane wszystkie stopnie swo-body. Ustalenie i zamocowanie nazywamy ustawieniem. Siły zamoco-wania powinny być na tyle duże, aby przedmiot obrabiany nie zmienił swego położenia pod wpływem sił skrawania. Zamocowanie jest ko-niecznością, lecz może prowadzić do odkształceń przedmiotu obrabia-nego lub nawet do uszkodzeń na powierzchni mocowania. Odpowiedni dobór kształtu elementów mocujących i miejsc przyłożenia nacisku po-winien zmniejszać te zagrożenia.
2.5. Normowanie czasu
Wyznaczenie czasu niezbędnego na wykonanie operacji służy do rozpla-nowania działań przedsiębiorstwa, obciążenia stanowisk pracy, jest także jednym z czynników decydujących o wynagrodzeniach pracowników re-alizujących proces technologiczny. Przeciętny czas trwania operacji T określany jest zależnością:
T = j
p
pzt
n
T+ ,
gdzie: Tpz – czas przygotowawczo-zakończeniowy,

ROZDZIAŁ 2
Strona 52525252
np – liczba sztuk w partii przedmiotów obrabianych,
tj – czas jednostkowy.
Czas przygotowawczo-zakończeniowy to czas niezbędny na wykonanie czynności przygotowujących do podjęcia obróbki partii przedmiotów ob-rabianych i do czynności związanych z zakończeniem tych prac. Będzie to w szczególności czas potrzebny na zapoznanie się z zadaniem, na uzbrojenie i ustawienie obrabiarki, wykonanie i sprawdzenie pierwszej sztuki. Liczba sztuk w partii przedmiotów obrabianych jest decyzją or-ganizacyjną wynikającą z rozplanowania zadań produkcyjnych. Często realizacja obróbki całej serii dzielona jest na kilka, kilkanaście i więcej partii.
Czas jednostkowy tj jest związany z wykonaniem danej operacji i jest sumą składników:
tj = tg + tp + tu,
gdzie:
tg – czas główny, bezpośredniego oddziaływania na przedmiot obrabia-ny,
tp – czas pomocniczy,
tu – czas uzupełniający.
Czas główny tg może być czasem maszynowym tm lub ręcznym tr lub sumą tych czasów. Najczęściej jest to czas maszynowy i jest obliczany. W przypadku operacji wielozabiegowej będzie sumą czasów głównych poszczególnych zabiegów:
+•
+•
==2
22
1
11
mm
mgp
Li
p
Litt …,
gdzie:
i1, i2, ... – liczba przejść w zabiegu 1, w zabiegu 2, ...
L1, L2, .. - długość drogi jaką wykonuje narzędzie z posuwem roboczym w kolejnych zabiegach, w mm,
pm1, pm2 ..– posuw minutowy, w kolejnych zabiegach, w mm/min.

METODYKA PROJEKTOWANIA TECHNOLOGICZNEGO
Strona 53535353
Długość drogi L jest nieco większa od długości powierzchni obrabianej l o długość drogi dobiegu narzędzia ld i drogi wybiegu narzędzia lw (L = ld + l + lw). Długość drobi dobiegu i wybiegu narzędzia zależy od geometrii narzędzia i głębokości skrawania oraz wymaga uwzględnienia, że posuw roboczy włączany jest odpowiednio przed wejściem narzędzia w materiał obrabiany i wyłączamy w odległości odpowiedniej po wyjściu narzędzia poza powierzchnię obrabianą, rys.2.8.
l dl w
l
l dl w
l
a) b)
Rysunek 2.8. Długość drogi L: a) przy planowaniu, b) przy wierceniu
Czas pomocniczy tp jest sumą czasu trwania czynności pomocniczych niezbędnych do przeprowadzenia operacji. Jest to czas takich czynności jak: mocowanie i odmocowanie przedmiotu obrabianego w uchwycie obróbkowym, włączanie, wyłączanie i przełączanie ruchu głównego i posuwowego, zmiana narzędzi i innych czynności związanych z zabie-gami. W zależności od wielkości produkcji stosuje się różne metody wy-znaczania czasu pomocniczego. Najczęściej czas pomocniczy wyznacza się z odpowiednich normatywów czasu pomocniczego. Np. czas zamo-cowania i odmocowania przedmiotu obrabianego w uchwycie samocen-
trującym w zależności od masy przedmiotu (0,5 ÷ 30 kg) i stanu po-
wierzchni ustalającej przyjmuje się w granicach 0,32 ÷ 3,30 min, a przy mocowaniu przedmiotu w uchwycie czteroszczękowym z niezależna re-gulacją szczęk czas ten może dochodzić do 10 min. [4]
Suma czasu głównego i czasu pomocniczego nazywa się czasem wyko-nania,
tw = tg + tp
Czas uzupełniający tu jest to czas naliczany na operację, a wynika z ko-nieczności wydzielenia pewnej części czasu trwania zmiany na czynno-ści organizacyjno-techniczne, np. na oczyszczenie obrabiarki z wiórów i przesmarowanie prowadnic, orz na potrzeby fizjologiczne pracownika. W uproszczony sposób można go określić stosując normatyw wskaźni-

ROZDZIAŁ 2
Strona 54545454
kowy czasu uzupełniającego ku. Wtedy czas uzupełniający wyznaczany jest jako pewien procent czasu wykonania tw,
wuu tkt •= .
Przykład. Należy określić składniki normy czasu operacji tokarskiej. Na karcie instrukcyjnej zawarty jest rysunek przedmiotu obrabianego oraz informacje o przyjętych parametrach skrawania, zamieszczono je poni-żej.
3
φ1
00
h1
1
1 x 45ο
150
80−0,2
φ2
6
Rysunek 2.9. Rysunek przedmiotu obrabianego do przykładu o normowaniu czasu pracy

METODYKA PROJEKTOWANIA TECHNOLOGICZNEGO
Strona 55555555
Informacje o operacji
Nr zabiegu
Opis zabiegu
i
L mm D
mm
n obr/min v m/min
po mm/obr g mm
Narzędzie
1 Planować zgrubnie pow. czołową na wymiar 81 mm
1 42
110 355 123
0,4 3
NNZc
2 Planować pow. czołową na wymiar 80 mm
1 40
110 630 218
0,25 1
NNZc
3 Toczyć zgrubnie
na φ 102 mm
1 85 110
315 109
0,35 4
NNBe
4 Toczyć na
φ100h11 zachowując wym. 80-0,2
1 81
102 710 227
0,25 1
NNBe
5 Fazować 1x 45o 1 1 100
710 223
ręczny -
NNZc
Wyznaczenie czasu głównego i czasu pomocniczego operacji ( w min.)
Czas główny
Czas pomocniczy
Nr zabiegu
tm tr Mocowanie i odmocow. przedmiotu
. Zmiana narzędzia
Zmiana posuwu
Zmiana obrotów
Związany z
zabiegiem
Suma
1 0,30 - 0,06 0,06 0,16 0,58 2 0,25 - 0,06 0,06 0,16 0,53
3 0,77 - 0,08 0,06 0,06 0,16 1,13 4 0,46 - 0,06 0,06 0,54 1,12
5 - 0,30 0,08 - - 0,02 0,40 0,32 0,32
Suma 1,78 0,30 0,32 0,16 0,24 0,24 1,04 4,08

ROZDZIAŁ 2
Strona 56565656
Zestawienie składników normy czasu
Czas przygotowawczo-zakończeniowy Czas jednostkowy tj
Zapoznanie się z zadaniem
5 Czas główny tg 2,08
Przygotowanie obrabiarki 15 Czas pomocniczy tp 2,00
Kontrola pierwszej sztuki 3 Czas wykonania 4,08
Inne czynności 10 Normatyw czasu uzupełniającego ku= 0,20
Czas uzupełniający tu 0,82
Czas przygotowawczo –
zakończeniowy Tpz
33 Czas jednostkowy tj 4,90
2.6. Technologia obróbki zewnętrznych powierzchni walcowych
Obróbkę zewnętrznych powierzchni walcowych, w szczególności róż-nego rodzaju wałków, przeprowadza się poprzez toczenie, szlifowanie i sporadycznie poprzez obróbkę powierzchniową zgniotem. Podstawo-wymi obrabiarkami stosowanymi do obróbki zewnętrznych powierzchni walcowych są tokarki, i szlifierki kłowe i bezkłowe.
Liczba operacji, ich rodzaj, zastosowane obrabiarki i narzędzia zależą od wymagań stawianych powierzchniom i wielkości produkcji. Przy wyma-ganej niewielkiej dokładności, klasy 12 – 11, obróbka powierzchni wal-cowej może być ograniczona do operacji obróbki zgrubnej.
Przy dokładności 5 – 4 klasy obróbka będzie wymagać 4 operacji: tocze-nia zgrubnego, toczenia dokładnego, szlifowania i ewentualnie dociera-nia.

METODYKA PROJEKTOWANIA TECHNOLOGICZNEGO
Strona 57575757
a)
b)
Rysunek 2.10. Wykonanie nakiełków na frezarko-nakiełczarce: a) frezowanie powierzchni czołowych, b) nawiercanie nakiełków [7]
Obróbka wałków najczęściej zaczyna się od operacji wstępnej wykona-nia nakiełków. Wykonuje się je na tokarce lub wiertarce po uprzednim trasowaniu ich położenia. W produkcji seryjnej, bez trasowania, nakiełki wykonuje się na frezarko-nakiełczrce, rys.2.10. Przed kolejnymi stop-niami obróbki nakiełki powinny być poprawiane. Nakiełki służą do ustalania położenia wałka na obrabiarce.
Toczenie zewnętrznych powierzchni walcowych
Do prac tokarskich przeznaczone są różnego rodzaju tokarki. Można na nich toczyć zgrubnie i dokładnie. Na niektórych tokarkach można toczyć gładkościowo.
Przedmioty typu wałek ustalane są w kłach. Jeden z kłów jest osadzony we wrzecionie (kieł stały) drugi w koniku (kieł obrotowy lub stały). Ruch obrotowy wrzeciona przenoszony jest na obrabiany przedmiot przy pomocy różnego rodzaju zabieraków, rys. 2.11, 2,12 i 2.13.
Do najczęściej stosowanych uchwytów tokarskich należą uchwyty sa-mocentrujące, rys. 2.14, jest to podstawowy sposób ustalania i mocowa-nia przedmiotów dość krótkich.

ROZDZIAŁ 2
Strona 58585858
Rysunek 2.11. Zabierak chomontkowy: a) rysunek poglądowy: 1 – tarcza zabierakowa, 2 – palec zabieraka, 3 – sercówka; b) oznaczenie
symbolami [7]
Rysunek 2.12. Zabierak czołowy: a) rysunek poglądowy, b) symbol [7]
Rysunek 2.13. Zabierak kłowy: a) rysunek poglądowy, b) symbol [1]

METODYKA PROJEKTOWANIA TECHNOLOGICZNEGO
Strona 59595959
Rysunek 2.14. Mocowanie w uchwycie samocentrującym: a) schemat uchwytu, b) symbol uchwytu trójszczękowego
samocentrującego obsługiwanego ręcznie, b) pneumatycznego, c) z przetaczanymi szczękami [7]
Przedmioty posiadające dokładnie obrobiony otwór można ustalać i mo-cować stosując trzpienie stałe lub rozprężne.
Przy ustalaniu przedmiotów na powierzchniach czworościanu trzeba sto-sować uchwyt cztero szczękowy z niezależną regulacją położenia każdej szczeki. W przypadku, gdy ze względu na kształt przedmiotu obrabia-nego, żaden z typowych sposobów ustalania nie może być zastosowany, wtedy należy wykonać uchwyt specjalny.
Tokarki dobiera się w zależności od kształtu i wymiarów przedmiotów obrabianych oraz w zależności od wielkości produkcji. W produkcji jed-nostkowej niezastąpione są tokarki uniwersalne. Można na nich toczyć wałki w kłach i przedmioty krótkie ustalane i mocowane w uchwytach samocentrujących. Poza toczeniem powierzchni walcowych i stożko-wych, zewnętrznych i wewnętrznych można dokładnie toczyć nożem gwinty dzięki śrubie pociągowej i rozbudowanej skrzynce posuwów.
W produkcji mało i średnio seryjnej szerokie zastosowanie znajdują tokarki kłowe produkcyjne. Zwiększona moc silnika i znaczne prędkości obrotowe pozwalają osiągnąć dużą wydajność obróbki. Zastosowanie urządzeń wspomagających pracę robotnika, np. pneumatyczne uchwyty samocentrujące pozwalają zmniejszyć wysiłek robotnika i skrócić czasy pomocnicze.
W produkcji mało i średnio seryjnej do toczenia z pręta lub przedmiotów typu tarcza, tuleja lub krótkich wałków, wymagających obróbki wielu powierzchni, stosowane są tokarki rewolwerowe. Narzędzia są moco-wane w uchwytach związanych z suportem poprzecznym oraz w spe-

ROZDZIAŁ 2
Strona 60606060
cjalnych oprawkach w głowicy rewolwerowej, pozwalającej na szybkie wprowadzanie do pracy kolejnego zestawu narzędzi.
3
NNCa 1212-S10
4
Suport poprzeczny Głowica rewolwerowa
Rysunek 2.15. Uzupełniająca instrukcja technologiczna opisująca operację tokarską na tokarce rewolwerowej [7]
Głowica rewolwerowa realizuje posuw wzdłużny, toteż powinna być przede wszystkim wykorzystywana do toczenia lub wytaczania wzdłuż-nego, ale także do wiercenia i rozwiercania. Do toczenia poprzecznego powinien być wykorzystywany suport poprzeczny. Powierzchnie, któ-rych dokładność nie przekracza 8 klasy można wykonać na gotowo tocząc zgrubnie a następnie dokładnie. Na rys. 2.15 podano przykład ry-sunku w uzupełniającej instrukcji technologicznej, obrazujący organiza-cję obróbki na tokarce rewolwerowej

METODYKA PROJEKTOWANIA TECHNOLOGICZNEGO
Strona 61616161
Do toczenia wielostopniowych wałków w produkcji seryjnej stosowane są tokarki wielonożowe. Operacja toczenia składa się z zabiegów złożo-nych, polegających na jednoczesnym skrawaniu wielu powierzchni wieloma nożami.
Przy toczeniu wałków bardzo szeroki zakres zastosowania, od produkcji małoseryjnej, aż do masowej, mają tokarki kopiarki. Są wyposażone w jeden lub dwa suporty do toczenia wzdłużnego i suport do toczenia poprzecznego. Wałki, których dokładność nie przekracza 8 klasy dokład-ności, można na tych tokarkach przetoczyć na gotowo w dwóch opera-cjach.
W produkcji wielkoseryjnej i masowej stosuje się różnego rodzaju auto-maty i półautomaty tokarskie.
Szlifowanie zewnętrznych powierzchni walcowych
Szlifowanie stosuje się do dokładnej obróbki, gdy wymagana jest do-
kładność 8 – 5 klasy i chropowatość Ra = 2,5 – 0,63 µm. Obróbką po-przedzającą jest toczenie z dokładnością odpowiadającą 11 lub 10 klasie dokładności, rys. 2.16. Naddatki na szlifowanie najczęściej kształtują się w granicach kilku dziesiątych milimetra.
Rysunek 2.16. Szlifowanie kłowe: a) z posuwem wzdłużnym, b) z posuwem wzdłużnym przy dużej głębokości skrawania [7]
W zależności od sposobu ustalania i mocowania przedmiotu obrabianego wyróżnia się szlifowanie w kłach, w uchwytach i bezkłowe. W zależno-ści od kierunku posuwu i kierunku wcinania się tarczy ściernej rozróż-niamy szlifowanie z posuwem wzdłużnym i z poprzecznym.

ROZDZIAŁ 2
Strona 62626262
Obróbka wykańczająca zewnętrznych powierzchni walcowych
W przypadku szczególnie wysokich wymagań w zakresie dokładności wymiarowej i chropowatości powierzchni lub przy szczególnych wyma-ganiach, co do stanu warstwy wierzchniej, stosowane są następujące sposoby obróbki:
• Toczenie gładkościowe (diamentowanie). Osiąga się 7 – 6 kla-
sę dokładności i chropowatość Ra = 0,63 – 0,04 µm.
• Szlifowanie gładkościowe. Osiąga się 6 – 5 klasę dokładnoś-ci i chropowatość Ra = 0,32 – 0,04 µm.
• Dogładzanie oscylacyjne (superfinish). Osiąga się 6 – 5 kla-
sę dokładności i chropowatość Ra = 0,04 – 0,01 µm.
• Polerowanie ścierne. Osiąga się chropowatość Ra = 0,63 –
0,01 µm. Polerowanie może spowodować obniżenie dokładności wymiarowej. Pogłębia też niekorzystny stan naprężeń w warstwie wierzchniej.
• Obróbka powierzchniowa zgniotem, np. poprzez krążkowa-nie lub kulkowanie. Osiąga się 8 – 5 klasę dokładności
i chropowatość Ra = 0,32 – 0,16 µm. Głównym powodem stosowania tej obróbki jest korzystne ukształtowanie stanu warstwy wierzchniej, poprzez wzrost umocnienia i wprowa-dzenie naprężeń ściskających.
Przykład procesu technologicznego obróbki wałka w produkcji średnioseryjnej
Surówką jest odkuwka kuta matrycowo.
φ..
. h
8
φ..
. k6
φ..
. k6
0,630,63
Wielowypust Ra=0,63
Pozostałe powierzchnie Ra = 2,5
Rysunek wykonawczy przedmiotu obrabianego

METODYKA PROJEKTOWANIA TECHNOLOGICZNEGO
Strona 63636363
Wykaz operacji
Nr operacji i opis operacji 10. Frezować czoła i nawiercać nakiełki
Frezarko-nakiełczarka
20 Toczenie I wg instrukcji 1. Toczyć zgrubnie powierzchnie walcowe 2. Toczyć wykańczająco powierzchnie walcowe z pozostawieniem
naddatków na szlifowanie czopa i powierzchni zewnętrznej wielowypustu 3. Planować powierzchnie czołowe 4. Toczyć podcięcia i fazować
Tokarka wielonożowa Klasa dokładności: 8 Chropowatość Ra=2,5
30 Toczenie II wg instrukcji 5. Toczyć zgrubnie powierzchnie walcowe 6. Toczyć wykańczająco powierzchnie walcowe z pozostawieniem
naddatku na szlifowanie czopa 7. Planować powierzchnie czołowe 8. Toczyć podcięcia i fazować
Tokarka wielonożowa Klasa dokładności: 8 Chropowatość Ra=2,5
40
Kontrola jakości

ROZDZIAŁ 2
Strona 64646464
50
Frezować wielowypust
Frezarka do wielowypustów Klasa dokładności: 8 Chropowatość Ra=2,5
60
Toczyć gwint
Tokarka uniwersalna
70
Stępić ostre krawędzie
Stanowisko ślusarskie
80
Kontrola jakości
90
Hartować powierzchniowo czopy
Hartownia
100
Kontrola jakości
110
Szlifować powierzchnie walcowe czopów i powierzchnię zewnętrzną wielowypustu
Szlifierka kłowa Klasa dokładności: 6 Chropowatość Ra=0,63
120
Szlifować wielowypust
Szlifierka do wielowypustów Klasa dokładności: 6

METODYKA PROJEKTOWANIA TECHNOLOGICZNEGO
Strona 65656565
Chropowatość Ra=0,63
130
Końcowa kontrola jakości
2.7. Technologia obróbki otworów
Do wykonywania otworów stosuje się następujące sposoby obróbki: na-wiercanie, wiercenie i powiercanie, pogłębianie, rozwiercanie, roztacza-nie i wytaczanie, przeciąganie, szlifowanie, obróbkę powierzchniową zgniotem. Podstawowym narzędziem do wykonywania otworów w peł-nym materiale są wiertła. W przypadku otworów odlanych lub odkutych nie powinno się zaczynać obróbki skrawaniem od wiercenia. Możliwość występowania w odlewach i odkuwkach nierównomiernego naddatku na obróbkę i nierównomiernej twardości warstwy skrawanej powoduje nie-równomierne obciążenie krawędzi skrawających, co przy niewielkim przekroju rdzenia wiertła może prowadzić do odchylenia osi wiercenia, a nawet do złamania wiertła. Obróbkę otworów odlanych lub odkutych należy więc zaczynać stosując inne sposoby obróbki, np. roztaczanie.
Nawiercanie, wiercenie i powiercanie, pogłębianie, rozwiercanie
Nawiercanie poprzedza wiercenie typowym wiertłem krętym i polega na zapoczątkowaniu wiercenia specjalnym wiertłem o kącie wierzchołko-wym 90-100o mniejszym od kąta wierzchołkowego typowych wierteł krętych. Unika się w ten sposób bardzo niekorzystnej sytuacji wiertła krętego w fazie początkowej rozpoczynania skrawania. Bez wstępnego nawiercenia wiertło kręte rozpoczyna skrawanie atakując powierzchnię obrabianą ścinem. W tej fazie łatwo może dojść do nierównomiernego

ROZDZIAŁ 2
Strona 66666666
obciążenia wiertła siłą prostopadłą do osi wiertła, co przy smukłym rdzeniu wiertła, podobnie jak przy wierceniu powierzchni odlanych lub odkutych, prowadzi do odchylenia osi wiercenia, a nawet do złamania wiertła. Powierzchnie surówek o znacznej nierówności i o nierówno-miernym rozkładzie twardości pogłębiają takie zagrożenie, toteż, jeżeli jest to możliwe, to obróbkę tych powierzchni należy usytuować przed operacją wiercenia. W przypadku stosowania tulejek wiertarskich na-wiercanie można pominąć, gdyż odchyleniu wiertła będzie zapobiegać tulejka wiertarska.
Wierceniem nazywamy wykonywanie otworu wiertłem w pełnym mate-riale. Powiększanie średnicy uprzednio wywierconego otworu nazy-wamy powiercaniem.
Najbardziej popularnymi narzędziami do wiercenia niezbyt długich otworów (najlepiej o długości ≤ 3d) są wiertła kręte. Do wiercenia otwo-rów długich, o średnicy do 60 mm stosuje się wiertła lufowe i działowe, a w przypadku większych średnic wiertła rurowe. Dokładność otworów wierconych odpowiada 12 klasie dokładności. Stosując tulejki wiertar-skie można osiągnąć 11 klasę dokładności.
Rysunek 2.17. Zabiegi wiertarskie: a) wiercenie, b) powiercanie, c) rozwiercanie zgrubne, d) rozwiercanie wykańczające,
e) pogłębianie otworu pod płaski łeb śruby, f) pogłębianie otworu pod stożkowy łeb śruby, g) obróbka powierzchni czołowej nadlewka
pogłębiaczem nożowym [7]

METODYKA PROJEKTOWANIA TECHNOLOGICZNEGO
Strona 67676767
Do wykonywania powierzchni obrotowych o różnych kształtach stosuje się narzędzia wieloostrzowe zwane pogłębiaczami. Na rys. 2.17 podano typowe przykłady zastosowania wierteł, rozwiertaków i pogłębiaczy.
Gdy wymagana jest dokładność 9 – 7 klasy dokładności można stosować rozwiertaki. Rozwiercanie poprzedzone jest wierceniem z pozostawie-niem odpowiedniego niewielkiego naddatku na dalszą obróbkę. Osią-gnięcie 7 klasy dokładności wymaga zastosowania dwóch rozwiertaków. Najpierw otwór rozwiercamy rozwiertakiem zgrubnym (dokładność do 9 klasy), a następnie rozwiertakiem wykańczakiem. Chropowatość Ra
otworów rozwiercanych wynosi 2,5 – 0,16 µm.
Roztaczanie i wytaczanie
Roztaczanie i wytaczanie polega na powiększaniu nożem tokarskim lub wytaczadłem średnicy uprzednio wykonanego otworu, np. otworu odla-nego lub wierconego. Roztaczaniem nazywamy powiększanie średnicy otworu, gdy przedmiot obrabiany wykonuje ruch obrotowy. Taką sytu-ację mamy w przypadku powiększaniu otworu na tokarce. Gdy ruch ob-rotowy wykonuje narzędzie mówimy o wytaczaniu, rys. 2.18.
a) b)
Rysunek 2.18. Odmiany wytaczania otworów: a) bez podparcia, b) z podparciem.
Wytaczanie znajduje szerokie zastosowanie przy dokładnej obróbce otworów w różnego rodzaju korpusach. Wytaczanie pozwala uzyskać 7 a nawet 6 i wyższą klasę dokładności.
Przeciąganie i przepychanie
Przeciąganie stosowane jest najczęściej do dokładnej obróbki otworów kształtowych. Przy produkcji wielkoseryjnej i masowej stosowanie prze-ciągaczy może być opłacalne także do wykańczającej obróbki otworów

ROZDZIAŁ 2
Strona 68686868
walcowych. Przeciągacze są narzędziami drogimi, gdyż wykonywane są do konkretnego zadania i z drogiej stali szybkotnącej.
Przeciąganie pozwala uzyskać 6 ÷ 8 klasę dokładności i niewielką chropowatość, nawet Ra = 0,16 µm. Otwory pod przeciąganie są wstępnie obrabiane. Na przeciąganie pozostawia się naddatek od 0,3 do
1 mm na średnicy dla otworów o wymiarach w granicach 10 ÷ 50 mm.
Przy otworach krótkich, gdy stosunek długości otworu do średnicy jest mniejsza niż 1,5, można stosować przepychacze.
Przeciąganie jest obróbką wysoko wydajną.
Szlifowanie otworów
Szlifowanie umożliwia uzyskanie wysokiej dokładność (5 klasę dokład-
ności wg ISO) oraz chropowatość Ra = 0,32 ÷ 0,16 µm. Szlifowanie sto-suje się głownie do wykańczającej obróbki otworów w materiałach twardych, powyżej 32 HRC, a w szczególności po hartowaniu. Może być także stosowane do materiałów miękkich.
Wykańczająca obróbka otworów
Wymienić tu trzeba dwie grupy metod obróbki: ścierną i powierzch-niową zgniotem. Metody ścierne, takie jak gładzenie (honowanie) i do-gładzanie (superfinish) pozwalają uzyskać bardzo dużą dokładność wy-miarową i kształtową i wysoką gładkość powierzchni. Narzędziem przy gładzeniu jest głowica wyposażona w osełki z materiału ściernego, doci-skane do powierzchni obrabianej. Głowica wykonuje ruch obrotowy i posuwisto-zwrotny, rys. 2.19a. (Ruch posuwisto-zwrotny może wyko-
nywać przedmiot obrabiany.) Uzyskuje się 6 ÷ 5 klasę dokładności
i chropowatość do Ra = 0,04 µm. Honowanie znajduje duże zastosowa-nie w przemyśle motoryzacyjnym do wykańczającej obróbki cylindrów silników i otworów w korbowodach.
Jeszcze wyższe gładkości powierzchni osiąga się po dogładzaniu,
Ra = 0,04 ÷ 0,01µm. Jest to metoda, którą należy zliczyć do metod bardzo dokładnej obróbki, lecz trzeba tu zaznaczyć, że w istocie o osiągniętej dokładności decyduje obróbka poprzedzająca, gdyż warstwa zdejmowana podczas dogładzania wynosi kilka mikronów, a więc w granicach chropowatości pozostałej po poprzedniej obróbce.

METODYKA PROJEKTOWANIA TECHNOLOGICZNEGO
Strona 69696969
a) b)
Rysunek 2.19. Szkic poglądowy obróbek wykańczających otworów: a) honowania, b) przetłaczania kulką
Obróbkę powierzchniową zgniotem w przypadku otworów przeprowa-dza się stosując nagniatanie toczne lub przetłaczanie ślizgowe, rysu-nek 2.19b. Głównym celem obróbki jest osiągnięcie korzystnego stanu warstwy wierzchniej i wysokiej gładkości. Przy nagniataniu tocznym po-
wierzchni stalowych osiąga się chropowatość do Ra = 0,63 µm, a przy
przetłaczaniu ślizgowym do Ra = 0,32 µm.
2.8. Technologia obróbki powierzchni płaskich
Do obróbki powierzchni płaskich stosuje się:
• struganie i dłutowanie,
• frezowanie,
• przeciąganie,
• planowanie powierzchni czołowych na tokarkach, wiertar-kach, wytaczarkach i szlifierkach,
• szlifowanie,
• różne sposoby obróbki powierzchniowej.

ROZDZIAŁ 2
Strona 70707070
Struganie i dłutowanie
Struganie i dłutowanie jest obecnie sporadycznie stosowane. Zastosowa-nie strugania jest opłacalne w przypadku obróbki długich i wąskich po-wierzchni, np. prowadnic różnego rodzaju urządzeń. Przy stosowaniu sztywnych strugarek wzdłużnych można osiągnąć wysoką dokładność kształtową (prostoliniowość). W produkcji jednostkowej dłutowanie jest nie do zastąpienia w przypadku wykonywania kanałów wpustowych.
Frezowanie
Frezowanie jest podstawowym sposobem obróbki powierzchni płaskich, poczynając od produkcji jednostkowej, aż po produkcję masową. Naj-większa wydajność osiąga się stosując frezowanie czołowe głowicami frezowymi o ostrzach z węglików spiekanych. Frezowanie czołowe po-zwala także uzyskać, w porównaniu z frezowaniem obwodowym, mniej-szą chropowatość powierzchni. Dłuższa jest natomiast długość drogi do-biegu i wybiegu narzędzia, rys. 2. 20.
Długość drogi L można określić z następujących wzorów:
- przy frezowaniu obwodowym:
wd lllL ++= ,
)( gDgld −= ,
Dlw )05,003,0( ÷= ,
gdzie:
D – średnica freza walcowego,
g – głębokość frezowania

METODYKA PROJEKTOWANIA TECHNOLOGICZNEGO
Strona 71717171
ld
lw l
ld
lw l
a)
b)
L
L
Bgg
Rysunek 2. 20. Długość drogi L przy frezowaniu: a) obwodowym, b) czołowym
= przy frezowaniu czołowym (planowaniu):
0≈dl ,
( )22
2
1BDDlw −−= ,
gdzie:
D – średnica freza czołowego
B – szerokość frezowania.
W zależności od wymaganej dokładności i chropowatości, wielkości naddatków, wielkości produkcji i obrabiarek znajdujących się w dyspo-zycji, obróbkę powierzchni przeprowadza się w jednej lub dwóch opera-cjach.
Przy dokładności poniżej 9 klasy, frezowanie, w zależności od wielkości naddatku, przeprowadza się w jednym lub dwóch przejściach.
Przy dokładności 9 ÷ 8 klasy, w produkcji jednostkowej należy zastoso-wać dwa zabiegi: frezowanie zgrubne i frezowanie wykańczające. W produkcji seryjnej, przy zastosowaniu konwencjonalnych obrabiarek, ze względu na ustawianie freza na wymiar obróbkowy, należy frezowa-

ROZDZIAŁ 2
Strona 72727272
nie przeprowadzić w dwóch operacjach. Jeżeli do frezowania zostanie zastosowana współczesna obrabiarka sterowana numerycznie, z szybkim i dokładnym ustawianiem wymiaru obróbkowego, wtedy także frezowa-nie można przeprowadzić w jednej dwuzabiegowej operacji.
W wielu przypadkach można jednocześnie frezować wiele powierzchni. Przy frezowaniu obwodowym frezami walcowymi lub tarczowymi jed-noczesną obróbkę można przeprowadzić przy każdej wielkości produk-cji, a więc także w produkcji jednostkowej, oczywiście pod warunkiem, że zakład posiada frezarkę z poziomą osią wrzeciona. Przy jednocze-snym frezowaniu wielu powierzchni frezami czołowymi obrabiarka musi posiadać odpowiednią liczbę wrzecion. Wymaga to zastosowania fre-zarki specjalnej lub obrabiarki zespołowej. Wymaga to odpowiedniej inwestycji, co może być opłacalne dopiero w produkcji wielkoseryjnej lub masowej. Przykłady jednoczesnej obróbki wielu powierzchni przed-stawiono na rys. 2.21. Szersze omówienie sposobów organizacji frezo-wania jest zamieszczone w pracy [7].
Rysunek 2.21. Jednoczesne frezowanie wielu powierzchni: a) zespołem frezów na frezarce jednowrzecionowej, b) na frezarce wielowrzecionowej
[7]
Przeciąganie powierzchni zewnętrznych
Jest to bardzo wydajny sposób obróbki, pozwalający uzyskać wysoka
dokładność (5 ÷ 6 klasa dokładności) i niewielką chropowatość po-
wierzchni, Ra = 0,32 ÷ 0,16 µm. Istota przeciągania powierzchni ze-wnętrznych jest przedstawiona na rys. 2.22.

METODYKA PROJEKTOWANIA TECHNOLOGICZNEGO
Strona 73737373
Zębykalibrujące
Zębyskrawające
Przedmiot
obrabiany
Prz
ecią
gacz
Rysunek 2.22. Schemat przeciągania powierzchni zewnętrznych
Przy obróbce powierzchni wewnętrznych przeciąganie jest poprzedzone innym sposobem obróbki, na przykład roztaczaniem. Przy przeciąganiu powierzchni zewnętrznych możliwa jest obróbka powierzchni surowych. Naddatek może dochodzić do 6 mm przy przeciąganiu powierzchni su-rowych, a przy powierzchniach wstępnie obrobionych, np. frezowaniem, przyjmuje się go w granicach 1 mm. Długość powierzchni przeciąga-nych nie może być zbyt duża. To ograniczenie wynika z długości skoku suwaka roboczego przeciągarki. Ze względu na koszt przeciągarki i koszt przeciągacza opłacalność tego sposobu obróbki można osiągnąć w produkcji, co najmniej, seryjnej.
Obróbka powierzchni czołowych na tokarkach
Obróbkę powierzchni czołowych na tokarkach, tzw. planowanie, prze-prowadza się najczęściej z posuwem poprzecznym. Niewielkie po-wierzchnie czołowe można toczyć z posuwem wzdłużnym. Przykłady obróbki powierzchni czołowych na tokarkach zamieszczono na rys. 2.23.

ROZDZIAŁ 2
Strona 74747474
a) b) c)
Rysunek 2.23. Toczenie powierzchni czołowych: a) z posuwem poprzecznym, b) z posuwem wzdłużnym, c) równoczesne planowanie
dwóch powierzchni
Obróbka powierzchni pogłębiaczami
Pogłębiaczami obrabia się najczęściej niewielkie powierzchnie płaskie lub stożkowe. Typowym przykładem takiej powierzchni jest niewielka powierzchnia płaska nadlewka wokół otworu, stykająca się z łbem śruby lub nakrętki. Zachowanie prostopadłości tej powierzchni do osi otworu zapobiega obciążeniu śruby nierównomiernym rozkładem naprężeń. Po-głębianie można prowadzić na wiertarkach, tokarkach i wytaczarkach. Na rys. 2.24a przedstawiono obróbkę powierzchni czołowej na wier-tarce. Narzędziem jest pogłębiacz czołowy wyposażony w pilota prowa-dzącego. Pogłębiacze czołowe są narzędziami specjalnymi. Na kolejnym rysunku 2.24b pokazano wykonywanie powierzchni stożkowej pogłębia-czem stożkowym. Tak np. wykonuje się pogłębienia pod stożkowe łby wkrętów. Innym przykładem niewielkich powierzchni stożkowych obra-bianych pogłębiaczami są wymiarowane fazy.
a) b) c)
Rysunek 2.24. Przykłady pogłębiania: a) planowanie powierzchni nadlewka, b) pogłębianie stożkowe, c) równoczesne wiercenie i
pogłębianie dwóch otworów na obrabiarce zespołowej

METODYKA PROJEKTOWANIA TECHNOLOGICZNEGO
Strona 75757575
Na rys. 2.24c podano przykład powiązania wiercenia otworu z planowa-niem powierzchni czołowej. Takie rozwiązania są często stosowane w produkcji wielkoseryjnej.
Szlifowanie powierzchni płaskich
Szlifowanie stosowane jest do dokładnej obróbki powierzchni, od któ-
rych wymagana jest 7 ÷ 5 klasa dokładności i chropowatość poniżej
Ra=2,5 µm, a w szczególności do obróbki powierzchni utwardzonych, po hartowaniu. Różne sposoby szlifowania przedstawiono na rys. 2.25.
Obróbką poprzedzająca jest najczęściej frezowanie lub przeciąganie. Na szlifowanie pozostawia się niewielki naddatek, około kilku dziesiątych mm. Powierzchnie nie obrabiane cieplnie przeważnie szlifuje się w jed-nej operacji. Przy powierzchniach utwardzonych i przy górnych wyma-ganiach w zakresie dokładności i chropowatości, szlifowanie rozbija się na szlifowanie zgrubne i wykańczające. Może to być jedna dwuzabie-gowa operacja lub dwie oddzielne operacje. Przedmiot obrabiany moco-wany jest w na stole magnetycznym lub w uchwycie mechanicznym, specjalnym – przy produkcji seryjnej lub większej.
Szlifowanie stosowane jest także do obróbki zgrubnej powierzchni su-rowych, lecz wymaga to dokładnych surówek, z naddatkami poniżej 1 mm.
a)
b)
c)
Rysunek 2.25. Sposoby szlifowania płaszczyzn: a) szlifowanie obwodowe ściernicą płaską wąską, b) szlifowanie obwodowe ściernicą
szeroką, c) szlifowanie czołowe ściernicą garnkową

ROZDZIAŁ 2
Strona 76767676
Obróbka wykańczająca (powierzchniowa) powierzchni płaskich
W celu nadania powierzchni wysokiej gładkości, szczególnych właści-wości warstwy wierzchniej lub innych szczególnych cech stosuje się różne sposoby obróbki wykańczającej, a mianowicie:
• Skrobanie płaszczyzn - głównym celem jest osiągnięcie wy-sokiej dokładności kształtowej – płaskości.
• Frezowanie gładkościowe – pozwala uzyskać chropowatość Ra=0,63 ÷ 0,32 µm i dokładność 7 ÷ 6 klasy dokładności.
• Śrutowanie strumieniowe – powoduje umocnienie warstwy wierzchniej i usunięcie wad powierzchniowych, co powo-duje zwiększenie wytrzymałości zmęczeniowej.
• Bębnowanie – stosowane do małych przedmiotów, podwyż-sza gładkość powierzchni do Ra = 0,63 ÷ 0,04 µm.
• Obróbka powierzchniowa zgniotem, polega na nagniataniu powierzchni głowicą kulkową. Podobnie jak w przypadku śrutowania strumieniowego prowadzi do umocnienia war-stwy wierzchniej. O ile w przypadku śrutowania trudno mó-wić o wysokiej gładkości, to nagniatanie głowicą kulkową może podwyższyć gładkość powierzchni do Ra=0,32÷0,16 µm.
• Docieranie – najczęściej celem tej obróbki jest dopasowanie dwóch powierzchni do siebie w celu uzyskania wysokiej szczelności, np. docieranie zaworów silnika do gniazd zawo-rów. Niejako przy okazji obróbka ta prowadzi do nadania
powierzchni bardzo wysokiej gładkości, Ra=0,08 ÷ 0,01 µm, a także wysokiej dokładności wymiarowej.
• Polerowanie – nadaje powierzchni wysoką gładkość, Ra=0,63 ÷ 0,02 µm i połysk. Polerowanie ma niekorzystny wpływ na stan warstwy wierzchniej i może pogorszyć do-kładność kształtową.

METODYKA PROJEKTOWANIA TECHNOLOGICZNEGO
Strona 77777777
Przykład procesu technologicznego obróbki przedmiotu typu korpus
Należy wykonać 1000 sztuk przedmiotów określonych na rysunku kon-strukcyjnym (poniżej).
φ 40H7
2,5
φ 64
φ 78h7
38
56
-0,2
83
-0,4
96
-0,4
32
φ10
175
206
12
10
4
65
26
2,5
2,5
10
10
Surówką jest odlew z żeliwa szarego (200 HB) odlewany do form pia-skowych. Naddatki na obróbkę przyjęto o wartości 3 mm. Obróbka bę-dzie realizowana w 10 partiach po 100 sztuk. Pierwszą operacją będzie frezowanie powierzchni podstawy korpusu. Ze względu na wymaganą gładkość powierzchni tej nie można obrobić w jednym przejściu. Nad-datek zostaje podzielony następująco: frezowanie zgrubne – 2 mm, fre-zowanie wykańczające 1 mm. Trzeba rozstrzygnąć zagadnienie. Czy powierzchnię tę obrabiać w jednej operacji w dwóch zabiegach, czy

ROZDZIAŁ 2
Strona 78787878
w dwóch jednozabiegowych operacjach? W pierwszym przypadku mamy spełnioną zasadę, że powierzchnię surową tylko raz powinno się wykorzystywać do ustalania, lecz taka decyzja oznacza wydłużenie czasu operacji, gdyż dwukrotnie w każdej operacji trzeba ustawiać obrabiarkę, raz na wymiar 27 mm, a następnie na wymiar końcowy 26 mm. Jeżeli wymiar obróbkowy jest ustalany na ustawiaku, to należałoby skłonić się do drugiego rozwiązania. Miałoby to jeszcze dodatkową zaletę. Można by zastosować do frezowania wykańczającego frez o większej średnicy, co zapewniłoby większą stabilność pracy freza. Tu przyjęto pierwsze rozwiązanie.

METODYKA PROJEKTOWANIA TECHNOLOGICZNEGO
Strona 79797979
Operacja 10. Frezowanie podstawy korpusu
Lp Nazwa zabiegu D mm
B mm
L mm
i v m/min
n obr/min
pt mm/min
g mm
1. Frezować zgrubnie na wymiar 27 mm
125 104 234 1 100 250 150 2
2. Frezować wykańczająco na wymiar 26 mm
125 104 234 1 100 250 100 1
26
2,5
Powierzchnia podstawy będzie planowana frezem czołowym typu B z sześcioma płytkami wieloostrzowymi (wg PN-ISO 6462 : 1996), o średnicy 125 mm. Przy frezowaniu zgrubnym przyjęto posuw
pz=0,1 mm/ząb, a przy frezowaniu wykańczającym na Rz = 2,5 µm przy-jęto posuw po = 0,4 mm/obr.

ROZDZIAŁ 2
Strona 80808080
Operacja 20. Frezowanie półek na wymiar 32 mm
Lp
Nazwa zabiegu D mm
B mm
L mm
i v m/min
n obr/min
pt mm/min
g mm
1. Frezować „na gotowo” półkę I na wymiar 32 mm
125 24 129 1 100 250 250 3
2. Frezować „na gotowo” półkę II na wymiar 32 mm
125 24 129 1 100 250 250 3
32
10 10
Wymagania stawiane powierzchni półki są na granicy frezowania wy-kańczającego. Można więc było, tak jak poprzednio, obróbkę każdej półki rozbić na dwa zabiegi. Proponuje się jednak obróbkę każdej półki przeprowadzić w jednym przejściu. Zastosowano frez trzpieniowy wal-cowo-czołowy z sześcioma płytkami wymiennymi o średnicy 50 mm. Przyjęto posuw po = 1 mm/obr. Założono, że przedmiot będzie ustalany i mocowany w specjalnym uchwycie podziałowym pozwalającym na szybkie wprowadzenie drugiej półki do obróbki.

METODYKA PROJEKTOWANIA TECHNOLOGICZNEGO
Strona 81818181
Operacja 30. Wiercenie 4 otworów
Lp Nazwa zabiegu D mm
L mm
i v m/min
n obr/min
po mm/obr
g mm
1. Wiercić dwa otwory
φ 10 10 36 1 19,8 630 0,40 5
2. Wiercić dwa otwory φ 9 9 35 1 20,1 710 0,40 4,5
3 Rozwiercać zgrubnie na
φ 9,8 9,8 35 1 11 355 0,60 0,4
4 Rozwiercać wykańczająco dwa
otwory na
φ 10 H7
10 42 1 11 355 1,30 0,1
17515,5
19
,56
53
2
Dwa otwory φ 10
Dwa otwory φ 10 H7
Konstruktor korpusu nie wymaga podwyższonej dokładności wykonania otworów. Jednak ze względu na ustalanie przedmiotu obrabianego w kolejnych operacjach dwa otwory zostaną rozwiercone na wymiar
φ10H7. Pozwoli to na zastosowanie ustalania na dwóch kołkach, pełnym i ściętym.

ROZDZIAŁ 2
Strona 82828282
Operacja 40. Toczenie i roztaczanie
Lp
Nazwa zabiegu D mm
L mm
i v m/min
n obr/min
po mm/obr
g mm
1. Planować na wymiar 96-0,4 84 32,0 1 187 710 0,1 3
2. Toczyć zgrubnie: φ 78,40
φ 70
Roztaczać zgrubnie φ 39,7
78,40 70
39,7
58,0 1 74 280 0,4 4,2
3. Toczyć zgrubnie: φ 64 64 39,0 1 78 355 0,4 3
4. Toczyć średnio dokładnie:
φ 78,10 Roztaczać średni dokładnie
φ 39,90
78,10
39,90
57,0
1
87
355
0,3
0,15
0,10
5. Toczyć dokładnie: φ 78 h7
Roztaczać dokładnie φ 40 Η7
78 40
57,0 1 87 355 0,2 0,05 0,05
6 Fazować 78 1,5 1 87 355 0,2
φ 4
0H
7
φ 6
4
φ 7
8h
7
38
56-0,2
96-0,4
1-45o
2,5
2,5
10
Operacja toczenia i roztaczania zostanie przeprowadzona na tokarce re-wolwerowej o pionowej osi obrotu głowicy rewolwerowej. Toczenia wzdłużne i fazowanie będą realizowane narzędziami osadzonymi w gło-wicy rewolwerowej. Planowanie na wymiar 96-0,4 będzie wykonane no-żem osadzonym w imaku nożowym na suporcie poprzeczny. Nie będzie więc potrzeby zmiany położenia suporty poprzecznego. Operator nie bę-dzie tracił czasu na ustawianie noża na wymiar obróbkowy.

METODYKA PROJEKTOWANIA TECHNOLOGICZNEGO
Strona 83838383
Operacja 40. Frezowanie rowka
Lp Nazwa zabiegu D mm
B mm
L mm
i v m/min
n obr/min
pt mm/min
g mm
1. Frezować rowek 100 12 137 1 19,8 63 75,6 13
2. Zatępić ostre krawędzie
83
10
12
10
Rowek będzie frezowany na frezarce wspornikowej poziomej frezem tarczowym trzystronnym ze stali szybkotnącej. Ze względu na znaczną głębokość rowka zostaje dobrany frez o średnicy 100 mm. Przyjęto posuw po=1,2 mm, co powinno pozwolić na uzyskanie chropowatości Ra = 10 mm.
Operacja 50. Końcowa kontrola jakości

ROZDZIAŁ 2
Strona 84848484
2.9. Literatura
1. Feld M.: Technologia budowy maszyn. Wydawnictwa Naukowe PWN, Warszawa 2000
2. Kosiewicz T.: Technologia budowy maszyn. PWN, Warszawa 1977
3. Górski E.: Poradnik frezera. Wydawnictwa Naukowo-Techniczne, Warszawa 1999
4. Dudik K., Górski E. : Poradnik tokarza. Wydawnictwa Naukowo-Techniczne, Warszawa 2000
5. Normatywy technologiczne obróbki skrawaniem. Instytut Obróbki Skrawaniem, Wyd. Przem. Masz. WEMA, Warszawa 1979
6. Wołk R.: Normowanie czasu na obrabiarkach do obróbki skrawaniem. WNT, Warszawa 1972
7. Praca zbiorowa pod red. J. Z. Sobolewskiego.: Projektowanie technologii maszyn, Oficyna wydawnicza Politechniki Warszawskiej, Warszawa 2007
8. Katalog firmy SECO TOOLS AB
9. Kornberger Z.: Technologia budowy maszyn. WNT, Warszawa 1969
10. Tymowski J.: Technologia budowy maszyn. WNT, Warszawa 1972

3 Programowanie obróbki na tokarki i frezarki CNC
W tym rozdziale:
o Co to jest system CAM, rodzaje systemów CAM o Programowanie tokarek CNC
Rozwiązania konstrukcyjne tokarek CNC. Układ osi tokarki CNC. Import geometrii z CAD do CAM. Definiowanie narzędzi. Definiowanie cykli tokarskich
o Programowanie frezarek CNC Rozwiązania konstrukcyjne frezarek CNC. Układ osi frezarek CNC. Punkty odniesienia frezarek CNC. Obróbka zgrubna i zgrubna resztek. Obróbka wykańczająca
o Literatura dot. obrabiarek CNC i systemów CAM

ROZDZIAŁ 3
Strona 86868686
3.1. Wstęp
Wyjaśnienie stosowanych skrótów
W celu łatwiejszego zrozumienia zagadnień poruszanych w niniejszym rozdziale, poniżej zebrano najważniej z używanych skrótów i akroni-mów wraz z ich tłumaczeniem:
CAD (ang. Computer Aided Design) – oprogramowanie do komputero-wego wspomagania projektowania – najczęściej oznacza systemy kom-puterowe do tworzenia i edycji płaskiej dokumentacji technicznej (sys-temy 2D CAD) albo systemy do przestrzennego modelowania bryłowo-powierzchniowego (3D CAD).
CAE (ang. Computer Aided Engineering) – oprogramowanie do kom-puterowego wspomagania prac inżynierskich – zwykle są to systemy komputerowe do analiz inżynierskich jak np.: analizy wytrzymało-ściowe, termiczne, kinematyczne, dynamiczne, analizy przepływów, itp.
CAM (ang. Computer Aided Manufacturing) – oprogramowanie do komputerowego wspomaganie wytwarzania – najczęściej rozumie się systemy komputerowe do generowania ścieżek narzędzi dla obrabiarek CNC (tokarek, frezarek, wycinarek drutowych);
CNC (ang. Computer Numerical Control) – komputerowe sterowanie urządzeń i maszyn – dotyczy to obrabiarek CNC takich jak frezarki CNC, tokarki CNC, itp.,
OSN – Obrabiarki Sterowane Numerycznie (polski odpowiednik - obra-biarki CNC, obecnie rzadziej używany),
PO – przedmiot obrabiany, czyli kształt który podlega skrawaniu na obrabiarce.

PROGRAMOWANIE OBRÓBKI NA TOKARKI I FREZARKI CNC
Strona 87878787
Co to jest system CAM?
Niniejszy rozdział przedstawia podstawowe zagadnienia wspomaganego komputerowo programowania obrabiarek sterowanych numerycznie (CNC). Do tego celu w wielu narzędziowniach stosowane są m.in. sys-temy komputerowe CAM, które służą do generowania ścieżek narzędzi. Realizowane jest to na wirtualnej geometrii reprezentującej kształt przedmiotu obrabianego. Obecnie używane w narzędziowniach systemy CAM są w pełni trójwymiarowe (3D), które pozwalają na pracę na geo-metrii płaskiej (krawędziowej) jak i przestrzennej (bryłowej i/lub po-wierzchniowej) tworzonej w modułach CAD systemów CAM lub w osobnych systemach 2D i 3D CAD. Ogólny tego schemat zawarto na rys. 3.1.1.
Rysunek 3.1.1. Schemat interaktywnego programowania obrabiarek CNC z wykorzystaniem systemów CAD i CAM
Pomimo, że skrót CAM oznacza oprogramowanie komputerowe wspo-magające różne aspekty wytwarzania m.in. obróbki plastyczne (sterowa-nie pras do gięcia krawędziowego), montaż, transport międzyoperacyjny, magazynowanie, itd., to w potocznym rozumieniu (używanym przez dystrybutorów systemów, a także w ich nazwach), skrótem CAM określa się oprogramowanie do generowania ścieżek dla obrabiarek ubytkowych CNC, szczególnie dla tokarek, frezarek, centrów frezarsko- wytaczar-skich . Ponadto systemy CAM są stosowane do przygotowywania pro-gramów sterujących pracą wycinarek drutowych 2- i 4-osiowych, elek-tro-drążarek (EDM), wycinarek laserowych i wodnych, niektórych szli-fierek, itp.. Niezastąpione są systemy 3D CAM w przypadku obróbek skomplikowanych powierzchni, spotykanych przy obróbce form wtry-skowych lub matryc kuźniczych.

ROZDZIAŁ 3
Strona 88888888
Rodzaje systemów CAM
Na rynku dostępnych jest wiele profesjonalnych systemów CAM, które ze względu na stopień integracji z systemami CAD, można podzielić na trzy grupy:
1. Niezależne programy, mające własne środowisko. Programy CAM tego typu nie wymagają zainstalowanego systemu CAD. Systemy te mają własne moduły CAD (zwykle mniej rozbudo-wane niż typowe parametryczne modelery 3D CAD), w których można przygotować geometrię krawędziowa lub przestrzenną, zwykle jednak importuje się ją z zewnętrznego programu CAD. Z tego powodu niezależne systemy CAM mają bardzo duże możliwości wczytywania plików w formatach neutralnych i natywnych systemów CAD. Przykładami takich programów są m.in.: EdgeCAM, hyperMILL, ESPRIT, Alphacam, Mastercam, SURFCAM, SprutCAM, GibbsCAM i inne. Część takich pro-gramów zaczyna być udostępniana jako niezależne środowiska lub ma możliwośc integracji z systemami 3D CAD tj. Delcam PowerMILL.
2. Niezależne programy, integrujące się z systemami 3D CAD. Programy CAM tego typu integrują się z systemem CAD jako jego moduł (lub wtyczki), co oznacza, że wymagane jest wcze-śniejsze zainstalowanie takiego systemu CAD. Przykładami ta-kich systemów CAM są m.in.: SolidCAM (integracja z So-lidWorks), HSMWorks (integracja z SolidWorks), NX CAM Express (integracja z Solid Edge) InventorCAM (integracja z Autodesk Inventor),, RhinoCAM (integracja z Rhonoceros) i inne.
3. Zintegrowane systemy 3D CAD/CAM. W takich systemach komputerowych CAM jest jednym z modułów, do którego prze-łącza się z trybu CAD. W takich systemach trzeba zwykle mieć wykupioną licencję na moduł CAM, a nawet na jego części (np. tylko na toczenie 2-osiowe). Najczęściej zintegrowane sys-temy CAD/CAM maja moduły CAE do analiz inżynierskich (wytrzymałościowych, termicznych, kinematyki i dynamiki, itp.). Do zintegrowanych systemów CAD/CAM można zaliczyć m.in.: NX (dawniej Unigraphics), CATIA V5, CREO (dawniej Pro/ENGINEER), ZW3D (dawniej VX), TopSolid.

PROGRAMOWANIE OBRÓBKI NA TOKARKI I FREZARKI CNC
Strona 89898989
Zawartość rozdziału
W kolejnych podrozdziałach przedstawiono ogólne zasady pracy w sys-temach 3D CAM. Szczegółowo pokazano działanie funkcji do ge-nerowania ścieżek narzędzi w module tokarskim na geometrii 2D (kra-wędziowej) oraz w module frezarskim na geometrii 3D (bryłowej). Działania te bogato zilustrowano zrzutami ekranowymi z programu EdgeCAM firmy Planit. To oprogramowanie (poza innymi) od wielu lat jest prezentowane studentom Wydziału Samochodów i Maszyn Robo-czych Politechniki Warszawskiej. Licencje edukacyjne systemu Edge-CAM zostały Wydziałowi SiMR bezpłatnie udostępnione przez general-nego dystrybutora, firmę NICOM Computers z Rzeszowa, natomiast do prywatnej nauki w domu udostępniana jest wersja studencka, którą można uzyskać za darmo po zarejestrowaniu się na stronie internetowej www.edgecam.pl. System EdgeCAM w wersji 2009 pracuje pod kon-trolą systemu Windows XP/Vista/7 w wersjach 32- i 64-bity. Studencka wersja instalacyjna tego programu zajmuje na ok. 700 MB i może być bez problemu kopiowana na nośniki USB, a z nich bezpośrednio daje się uruchomić instalację. Co do wymagań sprzętowych, to do podstawowej nauki systemu EdgeCAM 2009 wystarczy komputer PC z procesorem o częstotliwości 1 GHz oraz o wielkości 1 GB pamięci RAM.
Aby móc sprawnie pracować w systemach 3D CAM, wymagana jest wiedza nt. budowy i programowania obrabiarek CNC, podstaw obróbki skrawaniem oraz znajomość zasad pracy w środowiskach systemów 3D (takich jak modelery 3D CAD). Poniżej na rys. 3.1.2 przedstawiono ogólny algorytm pracy stosowany w systemie EdgeCAM, a także w wielu innych niezależnych systemach 3D CAM.
UWAGA! Przeglądając ogłoszenia o pracę można spotkać się z następują-cymi określeniami zawodów: operator CNC, operator-programi-sta CNC i programista CNC. Operator CNC to osoba obsługująca obrabiarkę, która nie musi jej programować, natomiast opera-tor-programista to osoba piszące programy obróbcze ręcznie wprost na pulpicie obrabiarki CNC, a programista obrabiarek CNC to osoba generująca programy NC w systemach CAM, która nie musi umieć obsługiwać obrabiarki CNC (ale powinna umieć pracować w systemach CAD).

ROZDZIAŁ 3
Strona 90909090
Rysunek 3.1.2. Algorytm pracy w systemach 3D CAM
3.2. Programowanie tokarek CNC
Rozwiązania konstrukcyjne tokarek CNC
W przemyśle maszynowym wśród wielu obrabiarek skrawających CNC, najczęściej spotykane są pionowe frezarki 3-osiowe oraz poziome to-karki 2-osiowe.
Najczęściej tokarki 2-osiowe spotykane są w dwóch wersjach kon-strukcyjnych. Pierwsze wzorowane na maszynach sterowanych ręcznie (konwencjonalnie), które mają narzędzia mocowane w imaku znajdują-cym się przed osią wrzeciona. Taki układ osi jest wygodny dla operato-rów tokarek konwencjonalnych, którzy przekwalifikowują się na ma-szyny sterowane numerycznie. W drugim rozwiązaniu konstrukcji toka-

PROGRAMOWANIE OBRÓBKI NA TOKARKI I FREZARKI CNC
Strona 91919191
rek CNC narzędzie znajduje się za osią wrzeciona przedmiotowego, tzw. za osią toczenia. Taką maszynę pokazano na rysunku 3.2.1, natomiast ry-sunek 3.2.2 przedstawia budowę wewnętrzną tokarek o takiej konstruk-cji.
Rysunek 3.2.1. Układ osi sterowanych 2-osiowej tokarki CNC (model „TPS 200” firmy CBKO ze sterowaniem Mitsubishi Meldas 500)
Rysunek 3.2.2. Widok na łoże, wrzeciennik, suport i konik 2-osiowej tokarkę CNC o ozn. „BT-380XL” ze zdemontowanymi osłonami [Xtech]

ROZDZIAŁ 3
Strona 92929292
Układ osi tokarek CNC
W tokarkach CNC przyjęto, że oś wrzeciona przedmiotowego obrabiarki wyznacza oś Z, przy czym zwrot dodatni tej osi jest w kierunku od wrze-ciona do konika (rys. 3.2.2). Drugą osią sterowaną jest oś X opisująca kierunek prostopadły dojazdu narzędzi do obrabianego przedmiotu. Na typowych 2-osiowych tokarkach CNC nie ma możliwości sterowania na-rzędziami w osi Y (unoszenia ich ponad lub pod oś wrzeciona), wobec czego w opisie ruchu narzędzi jest ona pomijana. Wobec powyższego układ osi sterowanych tokarki CNC nazywany jest w systemie EdgeCAM układem ZX.
Na tokarkach CNC ruch suportu z zamontowanymi narzędziami (nożami tokarskimi), odbywa się w osiach Z i X. Domyślne większość producen-tów obrabiarek początek układu osi (tzw. punkt zerowy obrabiarki) usta-wia na przecięciu czoła końcówki wrzeciona przedmiotowego z po-wierzchnią stożkową, na której mocuje się uchwyt tokarski.
Układ osi w systemach CAM
Współczesne systemy 3D CAM służące generowaniu programów dla to-karek CNC przedstawiają obraz na monitorze komputerowym w ukła-dzie takim, jak występuję na rzeczywistej obrabiarce CNC. Z tego po-wodu predefiniowane są w systemach CAM najbardziej typowe widoki, przy pomocy których użytkownik może oglądać generowane przez sie-bie ścieżki narzędzi oraz później śledzić symulację ruchów narzędzi wraz z kształtowaniem przedmiotu obrabianego.
Najważniejszym z predefiniowanych widoków jest widok na płaszczy-znę wyznaczaną osiami Z i X. Jest on widokiem głównym podczas pracy w środowisku tokarskim systemu EdgeCAM, bo na niej widoczne są profile tokarskie potrzebne do definiowania cykli tokarskich oraz wy-świetlane są ścieżki narzędzi. Tak jak w wielu innych systemach 3D CAD i 3D CAM, w tym programie osie oznaczone są następującymi ko-lorami: strzałka czerwona oznacza oś X, zielona – oś Y (niewykorzysty-wana w tokarkach 2-osiowym) oraz strzałka niebieska – oś Z. Dla łatwiejszego zapamiętania oznaczenia kolorów osi XYZ, można użyć analogii względem palety kolorów RGB (Red, Green, Blue), wtenczas XYZ ↔ RGB.

PROGRAMOWANIE OBRÓBKI NA TOKARKI I FREZARKI CNC
Strona 93939393
Rysunek 3.2.3. Widok interfejsu systemu EdgeCAM ze wskazaniem na oznaczenie kierunków układu współrzędnych w module tokarskim
Praktycznie we wszystkich systemach CAM (płaskich i przestrzennych) widok na płaszczyznę ZX jest ustawiany domyślnie podczas toczenia, czyli oś Z jest równoległa do dolnej krawędzi monitora, a jej zwrot do-datni jest w kierunku prawym (rys. 3.2). Widok na płaszczyznę ZX jest głównym widokiem podczas toczenia, bo pokazuje przedmiot obrabiany z boku. W systemie EdgeCAM widok ten nazwany jest „widokiem to-karskim”.
Rysunek 3.2.4. Widok na przedmiot obrabiany z boku (na płaszczyznę ZX) definiowany jako główny kierunek patrzenia w modułach tokarskich
systemów 3D CAM
W systemach 3D CAM można oglądać geometrię przedmiotu obrabia-nego wraz ze ścieżkami narzędzi z dowolnego kierunku. Jednak aby uprościć nawigację w przestrzeni, w systemach CAM predefiniowany

ROZDZIAŁ 3
Strona 94949494
jest widok izometryczny (rys. 3.2.5), będący przybliżeniem tego co wi-dzi operator tokarki stojący podczas pracy przed maszyną.
Rysunek 3.2.5. Widok izometryczny na przedmiot obrabiany, jako jeden z predefiniowanych widoków w modułach tokarskich systemów 3D CAM
Import geometrii z CAD do CAM
Generowanie obróbek tokarskich w systemach CAM może odbywać się na różne sposoby, w zależności od możliwości danego programu kom-puterowego. W przypadku prostych obróbek 2-osiowych, generowanie ścieżek odbywać się może na podstawie płaskiej geometrii krawędzio-wej (tzw. geometrii 2D). Natomiast obróbki bardziej zaawansowane np. na centrach tokarskich przy pomocy narzędzi napędzanych (np. wierce-nie otworów na pobocznicy walca, grawerowanie napisów, frezowanie kieszeni), wskazana jest do definiowana ścieżek geometria przestrzenna, najlepiej geometria bryłowa lub powierzchniowa.
Ze względu na dużą popularność 2-osiowych tokarek CNC, często opracowuje się programy obróbcze na podstawie dokumentacji płaskiej. W przypadku stosowania systemów CAM, potrzebna jest dokumentacja elektroniczna, czyli płaska geometria krawędziowa (tzw. geometrii 2D), którą rysować można w module CAD systemu CAM lub w osobnym systemie 2D CAD (np. w systemie AutoCAD). Stosowanie zewnętrz-nych systemów CAD wymaga przenoszenia geometrii krawędziowej do systemu CAM. Do tego celu stosowane są najczęściej pliki formatu DXF lub DWG. Przykład tego został umieszczony na kilkunastu poniższych rysunkach dokumentacji technicznej wałka atakującego, czyli przygo-tówki otoczki zębnika przekładni stożkowej, natomiast sam rysunek za-czerpnięto z pakietu ZERO-OSN (rys. 3.2.6a).

PROGRAMOWANIE OBRÓBKI NA TOKARKI I FREZARKI CNC
Strona 95959595
Rysunek 3.2.6. Przykład przeniesienia dokumentacji płaskiej wałka atakującego z systemu 2D CAD (widok w systemie AutoCAD) (a) do
systemu CAM (widok w systemie EdgeCAM po wczytaniu z automatycznym pomijaniem wymiarów) (b)
Ustawienie geometrii w CAM
Warto zauważyć, że geometria płaska rysowana jest w systemach CAD zwykle na płaszczyźnie XY (rys. 3.2.7a), więc po imporcie do systemu CAM zostanie ona dodana na tę właśnie płaszczyznę (rys. 3.2.7b). Z tego powodu niezbędne jest zdefiniowanie nowego układu współrzęd-

ROZDZIAŁ 3
Strona 96969696
nych lub transformacja geometrii z układu XY do układu ZX, co poka-zano poniżej.
Rysunek 3.2.7. Typowe usytuowania rysunku przedmiotu obrabianego w systemach 2D CAD (a). Po przeniesieniu go do systemu CAM
wymagane jest przesunięcie zarysu definiującego toczony tak, aby początek układu współrzędnych był na czole przedmiotu obrabianego (b)
lub zdefiniowanie nowego układu współrzędnych.
W celu poprawnego generowania ścieżek narzędzi tokarskich w poprzez funkcje systemu CAM, niezbędne jest poprawne zorientowanie układu współrzędnych (osi Z i X) oraz ustawienie punktu zerowego przedmiotu obrabianego. Przykład takiego działania pokazano na rys. 3.2.8, gdzie niebieskim kółkiem oznaczono punkt zerowy przedmiotu obrabianego (w systemie EdgeCAM nosi nazwę „ZERO”).

PROGRAMOWANIE OBRÓBKI NA TOKARKI I FREZARKI CNC
Strona 97979797
Rysunek 3.2.8. Transpozycja układu współrzędnych z układu XY (a) do układu ZX stosowanego na tokarkach CNC (b)
Niezależnie od typu wczytywanej geometrii (płaska lub przestrzenna) zwykle w systemach CAM dostępne są dwie metody ustawiania geometrii do obróbki:
Metoda 1 polega na stworzeniu nowego punktu zerowego w przewidy-wanym miejscu jego zaczepienia. W ten sposób definiowany jest nowy lokalny układ współrzędnych, którego osie Z i X wyznaczone są już po-prawnie.
Metoda 2 polega na przesunięciu geometrii w taki sposób, aby przewi-dywany punkt zerowy przedmiotu obrabianego znalazł się w głównym układzie współrzędnych (rys. 3.6). Następnie wykonywane jest zorien-towanie kierunków osi Z i X poprzez dwukrotne obrócenie geometrii przedmiotu obrabianego wokół jednej z głównych osi (zwykle wokół osi X o 90° i wokół osi Y o –90°). Efektem tego jest poprawnie ustawione punkt zerowy i kierunki osi, co pokazano na rys. 3.2.8b. Uproszczeniem podwójnego obracania geometrii jest użycie dostępnej w niektórych systemach 3D CAM funkcji do transpozycji geometrii z układu osi XY do ZX.

ROZDZIAŁ 3
Strona 98989898
Podsumowując metoda nr 2 z użyciem transponowania jest sugerowana dla płaskiej geometrii krawędziowej. W przypadku geometrii bryłowej, lepsza wydaje się metoda nr 1, przy czym coraz więcej systemów 3D CAM pozwalają na automatyzowanie procesu orientowania układu współrzędnych w obróbkach tokarskich (automatyczne znajdowanie osi obrotowej geometrii przedmiotu obrabianego).
UWAGA! Błędne ustawienie geometrii PO względem kierunków osi zwy-kle uniemożliwia zdefiniowanie w systemie CAM poprawnych obróbek.
Geometria przedmiotu obrabianego
Po wczytaniu płaskiej geometrii krawędziowej poprzez plik w formacie DXF lub DWG, zwykle zachodzi potrzeba przygotowania geometrii symbolizującej przedmiot obrabiany. Polega to na usunięciu zbędnych linii, łuków, wymiarów, kreskowania itp. Nieraz potrzeba uciąć niektóre linie lub coś dorysować, tak aby powstał jeden lub kilka ciągłych profili (rys. 3.2.9), które następnie posłużą do definiowania właściwych obró-bek tokarskich. Takie „oczyszczenie” geometrii można zrobić w użyt-kowanym systemie CAD albo już w module CAD systemu CAM, a przykład takiego działania pokazano w niniejszym rozdziale.
Rysunek 3.2.9. Uproszczenie geometrii w celu uzyskania profilu tokarskiego poprzez skasowanie niepotrzebnych krzywych będących
pierwotnie w dokumentacji 2D wału maszynowego
Geometria półfabrykatu
Osobną sprawą jest zdefiniowanie geometrii półfabrykatu, która jest po-trzebna do wizualizacji obróbki, podczas której wybrane do obróbki na-rzędzi symulują zbieranie materiału z półfabrykatu. Widok kształtu pół-fabrykatu jest także przydatny do prawidłowego definiowania punktów

PROGRAMOWANIE OBRÓBKI NA TOKARKI I FREZARKI CNC
Strona 99999999
startowych cykli tokarskich (m.in. planowania i obróbki zgrubnej). Kształt półfabrykatu może być określony poprzez zaimportowaną geo-metrię krawędziową lub bryłową z systemu CAD, szczególnie gdy pół-fabrykat jest odkuwką lub odlewem skomplikowanym kształcie. Przy-kłady takich odkuwek wałów maszynowych z kołami zębatymi pokazano na rys. 3.2.10. Zwykle jednak jest to prosty kształt (pręt okrą-gły), więc można go prosto zamodelować samemu lub zdefiniować au-tomatycznie, określając tylko jego długość i średnicę oraz położenie względem przedmiotu obrabianego (zarysu tokarskiego). Przykład za-rysu półfabrykatu okalającego profil tokarski pokazano na rys. 3.2.11.
Rysunek 3.2.10. Przykłady półfabrykatów stosowanych w obróbkach na tokarkach CNC: odkuwka pod koło walcowe (a) i odkuwka wałka
atakującego (b) [Skawiński]
Rysunek 3.2.11. Zarys półfabrykatu przedmiotu obrabianego oznaczony jako zbiór krzywych na płaszczyźnie ZX
Na podstawie zarysu półfabrykatu możliwe jest w CAM zdefiniowania geometrii półfabrykatu w postaci obiektu płaskiego (rys. 3.2.12b) lub przestrzennego (bryłowego). Taki obiekt w systemie EdgeCAM defi-niuje się poprzez wybór funkcji „Geometria→Półfabrytkat/Uchwyt”, a następnie wyłącza się tworzenie automatycznego geometrii oznacza-

ROZDZIAŁ 3
Strona 100100100100
jącej półfabrykat (jest nim zwykły walec), a jako wskazywany kształt wybiera się „Tokarski” (rys. 3.2.12a).
Rysunek 3.2.12. Definiowanie geometrii półfabrykatu w systemie EdgeCAM: okno dialogowe (a) oraz efekt działania funkcji (b)
Osobno zdefiniowana geometria półfabrykatu potrzebna jest w syste-mach 3D CAM do przeprowadzenia symulacji obróbki, podczas której widoczne są ruchy narzędzi i zdejmowany jest materiał obrabiany. Pod-czas symulacji półfabrykat może być także wyświetlany jako geometria

PROGRAMOWANIE OBRÓBKI NA TOKARKI I FREZARKI CNC
Strona 101101101101
przestrzenna w postaci pocieniowanej (rys. 3.2.13) nieprzezroczystej lub półprzezroczystej. Wynik symulacji obróbki pokazano na poniższym ry-sunku.
Rysunek 3.2.13. Widok na zacieniowaną geometrię półfabrykatu jako efektu symulacji obróbki w systemie EdgeCAM
Definiowanie narzędzi tokarskich
Wykonywany obróbką ubytkową kształt powierzchni zależy przede wszystkim od drogi po jakiej prowadzone jest narzędzie skrawające, czyli od ścieżki, którą można generować w systemach CAM. Poza ścieżką narzędzia, istotny jest kształt używanego narzędzia. W przy-padku obróbek tokarskich na obrabiarkach sterowanych numerycznie, stosowane są noże tokarskie z wymiennymi płytkami z węglików spie-kanych. Najpopularniejsze są noże przedstawiono na rys. 3.2.14. Wg kształtu zastosowanej płytki wieleostrzowej można zauważyć, że nóż na rys. 3.2.14f stosowany jest zwykle do obróbek zgrubnych, natomiast noże z rys. 3.2.14d i rys. 3.2.14e stosuje się do obróbek wykańczających. Do obróbki rowków stosuje się nóż przecinak (rys. 3.10b), a do toczenia gwintów nóż z rys. 3.2.14c.

ROZDZIAŁ 3
Strona 102102102102
Rysunek 3.2.14. Przykłady noży tokarskich z wymienialnymi płytkami skrawającymi wykonane z węglików spiekanych (opis w tekście).
W systemach 3D CAM przed wygenerowaniem ścieżki narzędzia na za-danej geometrii, potrzebne jest samodzielne zdefiniowanie narzędzia lub wybranie z dostarczonej razem z programem biblioteki narzędzi. Taka biblioteka, zwana nieraz magazynem narzędzi, to rodzaj rozbudowanej bazy danych zawierającej parametry narzędzi różnego typu (noży tokar-skich, wierteł, rozwiertaków, gwintowników, wytaczadeł, nawiertaków, itp.), co pokazano na rys. 3.2.15.
W bazie danych narzędzi, obok informacji o geometrii przestrzennej płytki skrawającej oraz części chwytowej (rys. 3.2.16), przechowuje się też informacje o numerze katalogowym producenta, ilości sztuk dostęp-nych aktualnie na warsztacie, a także dane technologiczne dla danego materiału półfabrykatu tj.: głębokość skrawania, prędkość (szybkość) skrawania oraz posuw roboczy w obróbkach zgrubnych i kształtujących oraz wykańczających. Te dane technologiczne użytkownik systemu CAM może podać samemu lub przyjąć zgodnie z zaleceniami produ-centa i wykorzystać je podczas opracowywania cykli tokarskich.

PROGRAMOWANIE OBRÓBKI NA TOKARKI I FREZARKI CNC
Strona 103103103103
Rysunek 3.2.15. Widok bazy narzędzi tokarskich z systemu EdgeCAM
Rysunek 3.2.16. Parametry opisujące geometrię wieloostrzowej płytki skrawającej oraz części chwytowej noża tokarskiego (trzonka)
Na wszystkich poniższych rysunkach w niniejszym rozdziale pokazywany jest nóż tokarski lewy z rombową płytką skrawającą z węglika spiekanego o kształcie C, z kątem płytki 80° (rysunek 3.2.17),

ROZDZIAŁ 3
Strona 104104104104
który może być stosowany do planowania czoła oraz obróbek zgrubnych powierzchni walcowych.
Rysunek 3.2.17. Widok na wirtualną geometrię noża tokarskiego z płytką rombową C, stosowanego do planowania czoła i obróbek zgrubnych
Pokazana na rys. 3.2.17 geometria przestrzenna części roboczej jak i części chwytowej noża tokarskiego służy podczas symulacji obróbki do analizy kolizji z przedmiotem obrabianym jak i uchwytami, a nawet z podzespołami obrabiarki CNC. Dzięki temu jeszcze na etapie projekto-wania ścieżek narzędzi można sprawdzić ich poprawność.
Użytkownik systemu CAM może modyfikować położenie tzw. punktu płytki, dla którego generowana jest ścieżka narzędzia przy pomocy cykli tokarskich. Najczęściej położenie punktu odniesienia płytki wyznaczony jest poprzez przecięcie linii równoległych do osi Z i X, stycznych do jej krawędzi (rys. 3.2.18b). Możliwe jest przestawienie go w inne położenie np. na styku dolnej krawędzi płytki (rys. 3.2.18c). Taka zmiana, choć wykonywana rzadko, wymaga wprowadzenia zmian w wartościach ko-rekcji „po długości” dla tego narzędzia.
Podobnie jak w rzeczywistości, w systemach CAM daną płytkę skrawa-jącą można zastosować w innych nożach tokarskich. Przykład taki poka-zano na rys. 3.2.19, gdzie płytka rombowa o kształcie C jest zamonto-wana w nożu wytaczaku. W tym wypadku w parametrach narzędzia w magazynie wymagane jest określenie kierunków osi Z i X.

PROGRAMOWANIE OBRÓBKI NA TOKARKI I FREZARKI CNC
Strona 105105105105
Rysunek 3.2.18. Położenie punktu odniesienia płytki skrawającej oznaczonego czerwonym kółkiem: typowe (a) i inne przykładowe
ustawienie na dolnej krawędzi (b)
Rysunek 3.2.19. Ustawienie noża wytaczaka wg układu współrzędnych
Definiowanie ruchów przygotowawczych
Generowanie ścieżek narzędzi tokarskich w systemach CAM może od-bywać się poprzez wskazywanie punktów do których ma dojechać lub przy użyciu funkcji generujących w sposób automatyczny ścieżki na podstawie wskazanej geometrii. Przykład ręcznego definiowania ruchów narzędzia, czyli generowania ścieżki, pokazano na rys. 3.2.20. Jest to dojazd ruchem szybkim (czerwona linia przerywana) z punktu, gdzie ostatnio zatrzymało się narzędzie w pobliże półfabrykatu.

ROZDZIAŁ 3
Strona 106106106106
Rysunek 3.2.20. Dojazd narzędzia ruchem szybkim w pobliże półfabrykatu
Ruch szybki zaplanowano tak, aby zakończył się w pewnej odległości od zarysu półfabrykatu (rys. 3.2.21), dlatego że jest to przygotowanie do planowania czoła. Zrobiona tak, bo w rzeczywistości stosowane pręty jako półfabrykaty nie są przycinane dokładnie, więc dla bezpieczeństwa w planowaniu wykonane będą przejścia jałowe, ewentualnie skrawające nierówności na czole przygotówki.
Rysunek 3.2.21. Dojazd narzędziem ruchem szybkim w pobliże półfabrykatu

PROGRAMOWANIE OBRÓBKI NA TOKARKI I FREZARKI CNC
Strona 107107107107
W systemach CAM poza ręcznym wskazywaniem punktów oraz defi-niowanie obróbek (zwanych w EdgeCAM cyklami tokarskimi), wbudo-wane są dodatkowe funkcje np. do odjazdu ruchem szybkim do punktu wymiany narzędzia. Punkt wymiany jest określonym miejscem w prze-strzeni roboczej tokarki CNC, gdzie może nastąpić np. bezpieczny obrót głowicy rewolwerowej lub może być pobranie nowe narzędzie z maga-zynu narzędzi. Opisana funkcja tworzy ścieżkę ruchu szybkiego, która jest wyświetlana w przestrzeni systemu CAM, a także analizowana pod-czas symulacji ruchów narzędzia oraz symulacji obróbki.
Planowanie czoła
Funkcja systemu CAM zwana „planowaniem” lub „cyklem planowania” stosowana jest do wyrównania czoła przedmiotów (wałów, tarcz) obra-bianych na tokarkach CNC. W przypadku planowania czoła przedmiot obrabiany nie może być podparty kłem konika, a jego ustalenie i zamo-cowanie zapewnia uchwyt tokarski.
Wobec powyższego planowanie czoła pokazano na innym przykładzie, niż poprzednio. Na rys. 3.2.22 widoczna jest wstępna obróbka dwustop-niowego wału maszynowego zamocowanego w uchwycie tokarskim. Ten element jest obrabiany z półfabrykatu będącego prętem (o kształcie zwykłego walca).
Wyrównanie czoła ma na celu stworzenia prostopadłej do osi wrzeciona powierzchni, będącej bazą technologiczną dla następnych operacji to-czenia. Z tego powodu na tym czole określa się najczęściej punkt zerowy przedmiotu obrabianego.
Ze względów technologicznych planowanie czoła jest wykonywane jako pierwsza operacja, bo pozwala pozbyć się nierówności materiału lub zniszczonego materiału po operacjach przygotowywania półfabrykatu (np. przecinanie prętów palnikiem lub cięcia na piłach). Planowanie sto-sowane jest także jako czynność pomiędzy operacyjna, gdy toczymy wały z podawanych automatycznie prętów. Po planowaniu są one wy-suwane, aż do osiągnięcia zderzaka i w ten sposób są bazowane.

ROZDZIAŁ 3
Strona 108108108108
Rysunek 3.2.22. Widok na ścieżki planowania czoła wału maszynowego
Planowanie wykonywane jest typowo w kilku przejściach, zależnych od określonej głębokości skrawania. Ścieżki dla noża tokarskiego tworzone są na podstawie dwóch punktów definiujących: punktu startu cyklu oraz punktu końca cyklu, co pokazano na rys. 3.2.22 i 3.2.23.
Rysunek 3.2.23. Zbliżenie na ścieżki planowania czoła wału maszynowego

PROGRAMOWANIE OBRÓBKI NA TOKARKI I FREZARKI CNC
Strona 109109109109
Jeżeli punkt końcowy planowania czoła został określony na osi wrze-ciona (tak jak na rys. 3.2.23), to na czole wału po obróbce zostaje ślad (rys. 3.2.24) po promieniu zaokrąglenia płytki noża tokarskiego. Jeżeli nie będzie wykonywanego na czole wału żadnego otworu, to aby tej po-zostałości nie było, wykonuje się przekroczenie osi przynajmniej o dwie średnice promienia zaokrąglenia płytki skrawającej. Przykładowo jeżeli promień wynosi R=0,8 mm, to nóż powinien przejść średnicę min. do punktu Z= –1,6mm, a najlepiej kilka dziesiątych milimetra więcej.
Rysunek 3.2.24. Wynik symulacji obróbki w EdgeCAM z widoczną pozostałością na czole wału po operacji planowanie: (a) widok ogólny,
(b) zbliżenie
Toczenia wzdłużne zgrubne i wykańczające
Funkcja systemu CAM zwana „toczenie wzdłużnym” jest typowym cy-klem toczenia zgrubnego stopni wałów maszynowych. Jednocześnie przy pomocy tej funkcji można przeprowadzić obróbkę kształtującą, czyli wyrównanie naddatku dla obróbki wykańczającej.
Funkcja „toczenie wzdłużne” generuje szereg ścieżek równoległych do osi wrzeciona, oddalonych od siebie o określoną głębokość skrawania (rys. 3.2.25). Zwykle pozostawiany jest naddatek na obróbkę wykończe-niową, który można osobno określić w kierunku osi Z i X. Domyślenie ścieżki generowane są jako pomiędzy punktem startu cyklu, a profilem opisującym przedmiot obrabiany. Tak jest to realizowane, gdy półfabry-katem jest nieukształtowany walec, jeżeli jednak półfabrykat jest od-kuwką lub odlewem, albo został wcześniej obrabiany, to ścieżki genero-

ROZDZIAŁ 3
Strona 110110110110
wane są pomiędzy profilem opisującym ten półfabrykat, a profilem przedmiotu obrabianego. Przykład tego widoczny jest dobrze na zbliże-niu rysunku 3.2.25.
Rysunek 3.2.25. Widok na ścieżki cyklu toczenia wzdłużnego do wykonania obróbki wybranych stopni wału maszynowego (a) oraz
zbliżenie na najbliższy czoła pierwszy stopień wału (b)
Po obróbce zgrubnego toczenia wzdłużnego pozostaje równy naddatek na obróbkę wykańczającą, podczas następuje pojedyncze przejście noża tokarskiego (zwykle z płytką o kształcie V) po profilu przedmiotu obra-bianego. Na stopniach stożkowych wału oraz zaokrągleniach wymagane jest zastosowanie korekcji promienia zaokrąglenia wierzchołka noża lub płytki wieloostrzowej. Wtedy dla tych ścian ścieżka narzędzia znajduje się wewnątrz profilu obrabianego (wewnątrz zarysu PO).

PROGRAMOWANIE OBRÓBKI NA TOKARKI I FREZARKI CNC
Strona 111111111111
3.3. Programowanie frezarek CNC
Rozwiązania konstrukcyjne frezarek CNC
W przypadku frezarek CNC, w przemyśle maszynowym najczęściej stosowane są maszyny sterowane w trzech osiach (tzw. frezarki 3-osiowe). Od strony technologicznej bardziej uniwersalne są frezarki pionowe, co oznacza, że oś ich wrzeciona narzędziowego jest skierowana pionowo (rys. 3.3.1b). Przykład takiej pionowej frezarki CNC sterowanej w trzech osiach pokazano na rysunku 3.3.1a.
Rysunek 3.3.1. Pionowa frezarkę CNC sterowana w 3 osiach FNX 30NC firmy Avia: widok na obrabiarkę (a) oraz zbliżenie na wrzeciono
narzędziowe z oznaczoną osią Z (b) [Avia]
Rzadziej stosowane są frezarki poziome, których oś wrzeciona narzę-dziowego jest ustawiono poziomo – oś wrzeciona pokazano na rysunku 3.3.2b. Tego typu obrabiarki są zwykle stosowane do obróbki elementów typu korpus, gdzie potrzeba prowadzić wiercenie i wytaczanie wielu

ROZDZIAŁ 3
Strona 112112112112
otworów na ich bocznych ścianach. Przykład poziomej 3-osiowej fre-zarki CNC pokazano na rysunku 3.3.2a.
Rysunek 3.3.2. Pozioma wiertarko-frezarka wielooperacyjna CNC sterowana w 3 osiach „BO 90” firmy Knuth: widok na obrabiarkę (a) oraz
zbliżenie na wrzeciono narzędziowe z oznaczoną osią Z (b) [Knuth]
W przypadku potrzeby obrabiania przedmiotów z wielu kierunków, ale bez zmiany mocowania, stosowane są obrabiarki o większej liczbie osi sterowanych. Z tego względu we frezarkach poziomych stosuje się stoły obrotowe pozwalające na obróbkę każdej ze stron korpusu, przy czym rant górny można obrabiać bokiem frezu.
Obróbka przedmiotu obrabianego w jednej pozycji i ustaleniu pozwala na uzyskanie większej dokładności, a także zajmuje mniej czasu, szcze-gólnie przy obróbce większych elementów. Jest też mniejsze ryzyko po-pełnienia błędów przez operatora, a także pozwala na stosowanie rozbu-dowanych uchwytów przedmiotowych. Z tego względu dotychczas frezarki 5-osiowe były spotykane wyłącznie w produkcji odpowiedzial-nych elementów dla lotnictwa.
Z powodu bardziej rozbudowanej konstrukcji i sterowania, frezarki 5-osiowe są sporo droższe od maszyn 3-osiowych. Dlatego w przemyśle maszynowym (poza lotniczym) frezarki 5-osiowe są rzadziej stosowane. Jednak ze względu na większe możliwości technologiczne maszyn 5-osiowych, producenci obrabiarek rozbudowuje frezarki 3-osiowe o do-datkowe osie sterowane. Przykład takiej obrabiarki pokazano na rysun-ku 3.3.3. jest to centrum frezarski „VARIO HS 5-axis” firmy AVIA zbudowane w oparciu o konstrukcję 3-osiową ze stołem obrotowo-uchylnym.

PROGRAMOWANIE OBRÓBKI NA TOKARKI I FREZARKI CNC
Strona 113113113113
Rysunek 3.3.3. Centrum frezarskie 5-osiowe CNC „VARIO HS 5-axis” firmy Avia: widok obrabiarki (a) oraz zbliżenie na stół obrotowo-uchylny
wraz z wrzecionem narzędziowym (b) [Avia]
Nowocześniejsze rozwiązania konstrukcji frezarek sterowanych w pięciu osiach pokazano na dwóch schematach umieszczonych poniżej. I tak ry-sunek 3.3.4 przedstawia konstrukcję maszyny ze stołem obrotowym, natomiast rysunek 3.3.5 pokazuje konstrukcję z kołyską. W obu przy-padkach jest pochylane wrzeciono narzędziowe.

ROZDZIAŁ 3
Strona 114114114114
Rysunek 3.3.4. Schemat 5-osiowej frezarki CNC – konstrukcja ze stołem obrotowym i uchylnym wrzecionem narzędziowym [Avia]
Rysunek 3.3.5. Schemat 5-osiowej frezarki CNC – konstrukcja ze stołem obrotowo-uchylnym oraz z uchylnym wrzecionem narzędziowym [Avia]

PROGRAMOWANIE OBRÓBKI NA TOKARKI I FREZARKI CNC
Strona 115115115115
Układ osi frezarek CNC
We frezarkach CNC przyjęto, że oś wrzeciona narzędziowego obrabiarki wyznacza oś Z, przy czym zwrot dodatni tej osi jest w stronę silnika napędu tego wrzeciona. W przypadku frezarek pionowych płaszczyzna stołu roboczego to płaszczyzna XY, a dłuższy bok stołu frezarki wyznacza oś X (rys. 3.3.6). Układ sterowanych osi obrotowych frezarek 5-osiowych pokazano na poprzednich rysunkach, jednak dalsza część rozdziału będzie dotyczyła wyłącznie frezarek 3-osiowych. Wobec powyższego układ osi sterowanych frezarek CNC nazwany jest w systemie EdgeCAM układem „XY”.
Rysunek 3.3.6. Pionowa 3-osiowa frezarka CNC o oznaczeniu „FNF 40NA” firmy AVIA z układem sterowania „Pronum 640FC”
W przypadku wspornikowych frezarek CNC z 3-osiami sterowanymi (jak na rys. 3.3.6), ruch stołu odbywa się w osi X i Z, a wysuw belki w osi Y. We frezarkach bezspornikowych (tak jak na rys. 3.3.5) ruchy stołu roboczego realizowane są w osiach X i Y, a opuszczanie lub podnoszenie się wrzeciennika jest w osi Z.
Układ osi frezarek CNC
Nie ma jednego określonego schematu rozmieszczania punkty odniesie-nia we frezarkach CNC. Nieraz producenci obrabiarek umieszczają punkt zerowy obrabiarki w tym samym miejscu co punkt bazowy. Ozna-

ROZDZIAŁ 3
Strona 116116116116
cza to, że zjeżdżając na bazę (podczas bazowania maszyny), osiągamy punkt XYZ=(0,0,0). Punkt zerowy przedmiotu obrabianego umieszczany jest najczęściej na lewym, górnym, bliższym operatorowi narożu kostki (rys. 3.3.7). W przypadku dysponowania przedmiotową sondą dotykową, punkt zerowy PO umieszcza się na środku górnego czoła kostki. Jeśli frezowany jest element już wstępnie obrobiony, punkt zerowy trzeba umieszczać w bazie technologicznej.
punkt zerowy przedmiotu obrabianego
punkt zerowy obrabiarki
przedmiot obrabiany
Rysunek 3.3.7. Schemat pionowej 3-osiowej frezarki CNC z oznaczonymi osiami i punktami charakterystycznymi [MTS]
Przykład do frezowania w CAM
Jako przykład do zaprezentowania możliwości modułu frezarskiego w systemie EdgeCAM, przygotowano uproszczoną matrycę kuźniczą dla korbowodu pokazanego na rys. 3.3.8. Dla takiego korbowodu zamode-lowano w parametrycznym systemie 3D CAD jego model bryłowy (rys. 3.3.9a), który następnie posłużył do zaprojektowania modelu matrycy kuźniczej (rys. 3.3.9b). Na rys. 3.3.9 pokazano wybrane przekroje tej matrycy, przyjętej jako przykład do obróbki na pionowej frezarce 3-osiowej.

PROGRAMOWANIE OBRÓBKI NA TOKARKI I FREZARKI CNC
Strona 117117117117
Rysunek 3.3.8. Kolejne etapy projektowania matrycy kuźniczej: (a) widok korbowodu, (b) model bryłowy odkuwki, (c) model matrycy

ROZDZIAŁ 3
Strona 118118118118
Rysunek 3.3.9. Wybrane przekroje modelu matrycy kuźniczej korbowodu przyjętej jako przykład do generowania obróbki frezarskiej w CAM

PROGRAMOWANIE OBRÓBKI NA TOKARKI I FREZARKI CNC
Strona 119119119119
Układ osi w systemach CAM
W systemie 3D CAM geometrię przyjętą do frezowania trzeba ustawić zgodnie z układem osi frezarki CNC, na której będzie to obrabiane. Jeśli jest to frezowanie na maszynie 3-osiowej, to w systemie 3D CAM frezy „dojeżdżają” wyłącznie po kierunku -Z, więc obrabiany kształt musi być od tego kierunku dostępny (rys. 3.3.10).
Rysunek 3.3.10. Wybrane przekroje modelu matrycy kuźniczej korbowodu przyjętej jako przykład do generowania obróbki frezarskiej
w systemie 3D CAM
Ustawienie geometrii do obróbki w systemie 3D CAM może być zreali-zowane na kilka sposobów:
1. ustawienie bryły w systemie CAD. Można to zrobić w dowol-nym systemie 3D CAD, w którym po wczytaniu obiektu bryło-wego lub powierzchniowego obracamy ją tak, aby wybrany punkt stał się punktem zero przedmiotu obrabianego oraz kie-runki osi były poprawne.
2. ustawienie bryły w złożeniu systemu CAD. Można to zrobić w dowolnym parametrycznym modelerze 3D CAD, w którym po wczytaniu obiektu bryłowego do części, przenosimy ją do złoże-nia i tam, przy pomocy narzucania wiązań, ustawiamy punkt ze-rowy PO i kierunki osi.

ROZDZIAŁ 3
Strona 120120120120
3. ustawienie bryły w systemie CAM. Jeśli pracujemy w niezależ-nym systemie CAM, można to zrobić w module CAD tego pro-gramu. Po wczytaniu obiektu bryłowego, funkcjami do przesu-wania i obracania, ustawiamy geometrię PO względem domyśl-nego układu współrzędnych systemu CAM.
4. zdefiniowanie nowego punktu zerowego w systemie CAM. Realizuje się to tworząc nowy maszynowy układ współrzędnych (czyli nowy punkt zerowy PO) w wybranym przez nas miejscu.
Rysunek 3.3.11. Widok izometryczny matrycy ustalonej i zamocowanej na stole frezarki
Po wczytaniu modelu PO do systemu CAM oraz po ustawieniu maszy-nowego układu współrzędnych, definiuje się geometrię półfabrykatu. Ponadto w wielu systemach 3D CAM istnieje możliwość zdefiniowania geometrii uchwytów i innych elementów obrabiarki (rys. 3.3.11), w celu sprawdzania kolizji podczas symulacji obróbki. Wtedy potrzebne jest zamodelowanie w 3D CAD tych brył i wczytanie ich do CAM, a następ-nie określenie która bryła ma być przedmiotem obrabianym (czyli doce-lowym kształtem jaki chcemy wyfrezować), która półfabrykatem, a która uchwytem. W bardziej zaawansowanych systemach 3D CAM, jest moż-liwość też symulowania pracy całej obrabiarki, ale wymaga to odpo-wiedniej konfiguracji w postprocesorze.
Poniżej na rys. 3.3.12 pokazano przykład ustalenia modelu matrycy kuź-niczej do frezowania, przy pomocy trzech kamieni oraz dwóch łap,

PROGRAMOWANIE OBRÓBKI NA TOKARKI I FREZARKI CNC
Strona 121121121121
oczywiście do symulacji obróbki w CAM takie ustalenie nie jest po-trzebne.
Rysunek 3.3.12. Przykład ustalenia modelu matrycy kuźniczej na stole frezarki, przy pomocy elementów ustalających (tzw. kamieni i łap)
Obróbka zgrubna
Jeśli nie jest potrzebne wyrównanie boków kostki, pierwszą obróbką jest zwykle tzw. obróbka zgrubna, czyli wybranie materiału z zadanej obję-tości (w poniższy przykładzie z kieszeni). Obróbka zgrubna ma za zada-nie jak najszybsze wybranie materiału, pozostawiając w jakiś naddatek dla następnych obróbek – kształtujących i wykańczających. Oczywiście podczas obróbki nie można zbytnio odkształcić lub uszkodzić przed-miotu obrabianego zbyt dużymi siłami skrawania. Przykład obróbki zgrubnej kieszeni matrycy kuźniczej pokazano na rys. 3.3.13 i 3.3.14. Skrawanie odbywa się frezem palcowym o średnicy 8 mm, przy czym szerokość skrawania wynosi 50% (czyli frez zbiera materiał połowa swojej średnicy). W parametrach obróbki zgrubnej ustawiono także głę-bokość skrawania równą 1 mm, a naddatek 0,5 mm, natomiast poziom bezpieczny ustawiono na wysokości Z=20mm. Wartość posuwu robo-czego oraz wgłębnego oraz obroty frezu nie wpływają na kształt ścieżki.

ROZDZIAŁ 3
Strona 122122122122
Rysunek 3.3.13. Widok na ścieżki obróbki zgrubnej realizowanej frezem palcowym o średnicy 8 mm
Rysunek 3.3.14. Widok na szczegół z rys. 3.3.13 z pokazanymi ścieżkami frezu: pionowe linie przerywane – dojazdy i odjazdy do
przedmiotu obrabianego ruchem szybkim, seledynowe odcinki proste – wjazd w materiał pod kątem do płaszczyzny XY, żółte linie krzywe –
właściwa ścieżka robocza obróbki zgrubnej

PROGRAMOWANIE OBRÓBKI NA TOKARKI I FREZARKI CNC
Strona 123123123123
Rysunek 3.3.15. Wynik symulacji obróbki po samej obróbce zgrubnej frezem palcowym o średnicy 8 mm (pozostawiony naddatek 0,5 mm)
Po wygenerowaniu ścieżek obróbki zgrubnej, wykonano wirtualną sy-mulację obróbki, a jej wynik przedstawiono na rys. 3.3.15, natomiast na rys. 3.3.16 pokazano kolejne kroki tej symulacji w zbliżeniu matrycy kuźniczej w miejscu główki korbowodu. Symulacja obróbki jest rodza-jem animacji, podczas której narzędzie kształtuje przedmiot obrabiany.
Obróbka zgrubna resztek
Jeśli obrabiany kształt matrycy ma wiele mniejszych zagłębień i podcięć (zakamarków), gdzie podczas obróbki zgrubnej wybranym frezem nie da się wybrać materiału, to można przeprowadzić następną obróbkę zgrubną narzędziem o mniejszej średnicy. Oczywistym jest, aby podczas frezowania mniejszym frezem, wybierać tylko nieusunięty materiał. Aby to uzyskać, w systemie EgeCAM trzeba, podczas definicji drugiej ob-róbki zgrubnej, wybrać parametr „obróbka resztek”. Dzięki temu, za-miast od razu skrawać wszystko mniejszym frezem, można zdecydowa-nie (nawet kilkakrotnie) skrócić czasu obróbki. Takich „dodatkowych” obróbek zgrubnych można przeprowadzić kilka, przy czym wziąć po-winno się czas przygotowania i wymiany narzędzia.

ROZDZIAŁ 3
Strona 124124124124
Rysunek 3.3.16. Kolejne wybrane etapy symulacji obróbki zgrubnej
Przykład drugiej obróbki zgrubnej (tzw. obróbki resztek) pokazano na rys. 3.3.17 i 3.3.18. Przeprowadzono ją frezem palcowym o średnicy 3 mm, wykonywanej także połową freza i pozostawiającą 1 mm naddatku. Wynik symulacji obróbki pokazano na rys. 3.3.19.

PROGRAMOWANIE OBRÓBKI NA TOKARKI I FREZARKI CNC
Strona 125125125125
Rysunek 3.3.17. Widok na ścieżki drugiej obróbki zgrubnej (tzw. obróbki resztek) realizowanej frezem palcowym o średnicy 3 mm
Rysunek 3.3.18. Widok od góry na ścieżki obróbki zgrubnej resztek wykonanej frezem palcowym o średnicy 3 mm

ROZDZIAŁ 3
Strona 126126126126
Rysunek 3.3.19. Wynik symulacji obróbki po pierwszej obróbce zgrubnej oraz po drugiej obróbce zgrubnej resztek. Żółte powierzchnie obrabiane
wyłącznie frezem o średnicy 8 mm w pierwszej obróbce zgrubnej, natomiast niebieskie powierzchnie obrabiane dodatkowo frezem
o średnicy 3 mm podczas tzw. obróbki resztek
Obróbka wykańczająca płaskich ścian
Po obróbce zgrubnej kieszenie matrycy kuźniczej następuje zwykle ob-róbka kształtująca, a po niej wykańczająca. Jeśli pozostały materiał po obróbce zgrubnej jest w postaci niewielkich schodków, często prowadzi się już obróbkę wykańczającą, bez kształtującej. Do obróbek wykańcza-jących stosujemy tzw. cykle powierzchniowe, czyli funkcje które gene-rują ścieżki wyłącznie w jednej warstwie (na powierzchni PO), w odróż-nieniu do obróbek zgrubnych, które tworzą ścieżki w pewnej objętości.
Przykładem obróbki wykańczającej jest obróbka płaskich ścian, jeśli po-został na nich naddatek po obróbce zgrubnej. W EdgeCAM funkcja ta nazywa się „płaskie regiony”, a wynik jej działania pokazano na rys. 3.3.20 i 3.3.21. Tę obróbkę wykonano także frezem palcowym o śred-nicy 3 mm, pozostawiając zerowy naddatek. Wynik symulacji skrawania po obu obróbkach zgrubnych oraz po obróbce wykańczającej płaskich ścian kieszeni pokazano na rys. 3.3.22.

PROGRAMOWANIE OBRÓBKI NA TOKARKI I FREZARKI CNC
Strona 127127127127
Rysunek 3.3.20. Widok na ścieżki obróbki wykańczającej płaskich ścian kieszeni matrycy frezem palcowym o średnicy 3 mm
Rysunek 3.3.21. Szczegół z rys. 3.3.20 pokazujący ścieżki obróbki wykańczającej płaskich ścian wewnątrz kieszeni

ROZDZIAŁ 3
Strona 128128128128
Rysunek 3.3.22. Wynik symulacji skrawania po dwóch obróbkach zgrubnych oraz obróbce wykańczającej płaskich ścian kieszeni
oznaczonych na jasnoszaro
Obróbka wykańczająca pochyłych ścian
Obróbka wykańczająca pochyłych ścian odbywa się trzpieniowymi fre-zami kulistymi. Może ona być realizowana jedną z kilku strategii tj. wierszowanie, profilowanie, obróbka koncentryczna. Są to też funkcje powierzchniowe, które generują ścieżki narzędzi na ścianach przedmiotu obrabianego.
Przykładem obróbki wykańczającej pochyłych ścian jest profilowanie, w której ścieżki układane są na powierzchniach wg kolejnych warstw. Ścieżki takiej obróbki pokazano na rys. 3.3.23. Tę obróbkę wykonano frezem kulistym o średnicy 5 mm, pozostawiając zerowy naddatek, na-tomiast gęstość ścieżek określono na 0,07 mm. Wynik symulacji obróbki po cyklach zgrubnych, płaskich regionami oraz po profilowaniu poka-zano ponadto na rys. 3.3.24. Na tym rysunku powierzchnie obrobione w profilowaniu oznaczono na ciemnoszaro.

PROGRAMOWANIE OBRÓBKI NA TOKARKI I FREZARKI CNC
Strona 129129129129
Rysunek 3.3.23. Widok na ścieżki obróbka wykańczającej – cykl profilowanie (frez kulisty ø5 mm)
Rysunek 3.3.24. Wynik symulacji obróbki cyklami: zgrubnymi, płaskimi regionami i profilowaniem
Obróbka wykańczająca naroży
Jeżeli po obróbkach wykańczających płaskich i pochyłych ścian pozo-stają nie w pełni obrobione przejścia pomiędzy tymi ścianami, to stoso-wana jest jeszcze tzw. obróbka naroży. Jest ona istotna przy wewnętrz-

ROZDZIAŁ 3
Strona 130130130130
nych promieniach zaokrąglenia, gdzie został nieobrobiony materiał. taka obróbkę realizuje się zwykle frezami kulistymi. Ścieżki obróbki naroży pokazano na rys. 3.3.25, a sam wynik symulacji obróbki na rys. 3.3.26. Obróbkę tę wykonano frezem kulistym o średnicy 1,9 mm, ponieważ wewnętrzny promień zaokrąglenia wynosił 2 mm. Na rys. 3.3.26 po-wierzchnie skrawane obróbką naroży oznaczono na niebiesko.
Rysunek 3.3.25. Widok na ścieżki narzędzia obróbki naroży
Rysunek 3.3.26. Wynik symulacji obróbki cyklami: zgrubnymi, płaskimi regionami, profilowaniem oraz obróbką naroży

PROGRAMOWANIE OBRÓBKI NA TOKARKI I FREZARKI CNC
Strona 131131131131
Wykonanie prototypu
Na rysunku 3.3.27 pokazano wykonaną w płycie narzędziowej LAB 920 podobną makietę matrycy kuźniczej. Projekt ten został wykonany w ra-mach studenckich prac na Wydziale SiMR PW pod kierunkiem dr inż. Piotra Skawińskiego.
Materiał LAB 920 jest łatwo-obrabialnym tworzywem poliuretanowym, produkowanym w postaci płyt o grubościach 50mm, 100mm i 150mm przez firmę Axon. Producent zaleca, aby materiał ten obrabiać z para-metrami przedstawionymi w tabeli 3.3.1. Więcej na temat doboru para-metrów skrawanie dla innych materiałów obrabianych przedstawiono w następnym rozdziale.
Rysunek 3.3.27. Zdjęcie wykonanej na 3-osiowej pionowej frezarce CNC podobnej makiety matrycy kuźniczej
Tabela 3.3.1. Zalecana parametry skrawania dla płyt LAB 920 [Amod]
Parametry obróbki : Prędkość skrawania
(m / min ) Prędkość posuwu
(mm / ostrze)
Obróbka zgrubna 100 - 400 0,3
Obróbka wykańczająca 400 0,06

ROZDZIAŁ 3
Strona 132132132132
3.4. Literatura
Zalecana literatura dot. programowania obrabiarek CNC
1. Stach B., Podstawy programowania obrabiarek sterowanych numerycznie. Wyd. Szkolne i Pedagogiczne, Warszawa 1999.
2. Praca zbiorowa, Podstawy obróbki CNC. Wydawnictwo REA, Warszawa 2002.
3. Praca zbiorowa, Programowanie obrabiarek CNC. Frezowanie. Wydawnictwo REA, Warszawa 2002.
4. Praca zbiorowa, Programowanie obrabiarek CNC. Toczenie. Wydawnictwo REA, Warszawa 2002.
5. Habrat W., Operator obrabiarek sterowanych numerycznie. Wydawnictwo KaBe, Krosno, 2007.
Zalecana literatura dot. użytkowania systemów CAM
6. Augustyn K., EdgeCAM. Komputerowe wspomaganie wytwa-rzania. Wydawnictwo Helion, Gliwice 2006.
7. Augustyn K., NX CAM. Programowanie ścieżek dla obrabiarek CNC. Wydawnictwo Helion, Gliwice 2009.
Źródła rysunków
[Amod] – materiały informacyjne firmy Amod na temat płyt modelo-wych i narzędziowych firmy Axson (www.amod.com.pl);
[Avia] – materiały informacyjne Fabryki Obrabiarek Precyzyjnych AVIA (www.avia.com.pl);
[Knuth] –materiały informacyjne producenta obrabiarek skrawających marki Knuth (www.knuth.pl).
[MTS] – praca zbiorowa: Programowanie obrabiarek CNC. Frezowanie. Wydawnictwo REA, Warszawa 2002.

PROGRAMOWANIE OBRÓBKI NA TOKARKI I FREZARKI CNC
Strona 133133133133
[Skawiński] – prezentacja do wykładu „Technologia Budowy Maszyn” dr inż. Piotr Skawińskiego dla studentów PW SiMR (http://ipbm.simr.pw.edu.pl/ztps/);
[WAFO] – materiały informacyjne Warszawskiej Fabryki Obrabiarek WAFO (www.wafo.pl);
[Xtech] – materiały informacyjne serwisu internetowego nt. maszyn technologicznych i narzędzi (www.obrabiarki.xtech.pl);
[ZeroOSN] – dokumentacja techniczna wałka atakującego z pakietu Zero-OSN firmy ZERO (www.zero.waw.pl).

ROZDZIAŁ 3
Strona 134134134134

4 Dobór narzędzi i parametrów skrawania
W tym rozdziale:
o Podstawowe wskazania do doboru parametrów skrawania
o Materiały narzędziowe o Dobór narzędzi i parametrów skrawania
przy toczeniu o Dobór narzędzi i parametrów skrawania
przy obróbce otworów o Dobór narzędzi i parametrów skrawania
przy frezowaniu o Dobór ściernicy i parametrów skrawania
przy szlifowaniu

ROZDZIAŁ 4
Strona 136136136136
4.1. Wskazania podstawowe. Materiały narzędziowe
Dobór parametrów skrawania i narzędzi powinien umożliwić osiągnięcie zakładanych rezultatów obróbki przy możliwie najniższych kosztach ob-róbki lub przy możliwie największej wydajności. Przeważnie uznaje się za istotniejsze kryterium najniższych kosztów.
Parametry skrawania dobieramy w następującej kolejności: głębokość skrawania, posuw, prędkość skrawania. Przyjmuje się możliwie najwięk-szą głębokość skrawania i posuwu. Natomiast prędkość dobieramy tak, by zostało spełnione kryterium ekonomiczne lub wydajnościowe. (Pręd-kość skrawania przyjmowana z tablic polecanych przez producentów na-rzędzi usytuowana jest pomiędzy kryterium ekonomicznym i wydajno-ściowym.)
Głębokość skrawania, należy przyjmować możliwie największą, a więc równą naddatkowi przewidzianemu na daną obróbkę. Występują jednak czynniki powodujące konieczność ograniczenia głębokości skrawania. Są to: wytrzymałość i sztywność układu obrabiarka – przedmiot – narzę-dzie, dopuszczalny moment obrotowy silnika obrabiarki oraz wymiary ostrza narzędzia. Czynniki te mogą powodować konieczność zdejmowa-nia naddatku w dwu lub w większej liczbie przejść.
Posuw także należy przyjmować możliwie największy. Czynniki ograni-czające wartość posuwu wynikają, podobnie jak w przypadku głębokości skrawania, z wytrzymałości i sztywność układu obrabiarka – przedmiot – narzędzie, dopuszczalnego momentu obrotowego silnika obrabiarki oraz wymiarów ostrza narzędzia. Jest to oczywiste, gdyż głębokość i po-suw określają przekrój warstwy skrawanej, a więc mają zasadniczy wpływ na wartość siły skrawania. Dodatkowo należy uwzględnić zwią-zek pomiędzy posuwem i chropowatością powierzchni, gdyż w przy-padku niektórych narzędzi zwiększeniu posuwu odpowiada wyraźne zwiększenie wysokości nierówności powierzchni, tak jest na przykład przy toczeniu nożem tokarskim.
Szybkość skrawania zamyka dobór parametrów skrawania i jest przyj-mowana tak, by spełnić założone kryterium ekonomiczne lub wydajno-ściowe. Jakiemu kryterium odpowiada szybkość skrawania zależy od

DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA
Strona 137137137137
tego czy okres trwałości ostrza został przyjęty ze względu na kryterium wydajnościowe Tw, czy ze względu na kryterium ekonomiczne Te. Przeważnie przyjmuje się tzw. zalecany okres trwałości noża Tz. Jest on usytuowany pomiędzy Tw i Te. Szybkość skrawania odpowiadającą przyjętemu okresowi trwałości ostrza nazywa się okresową szybkością skrawania vT. Na przykład v60 oznacza, że okresowa prędkość skrawania odpowiada okresowi trwałości ostrza wynoszącemu 60 minut. Okresową szybkość skrawania można obliczać z wzorów empirycznych, lecz najczęściej przyjmowana jest z odpowiednich normatywów [2, 3, 4, 6].
Przy obróbce zgrubnej może wystąpić konieczność ograniczenia przyję-tej szybkości skrawania lub ewentualnie innych parametrów skrawania ze względu na moc obrabiarki.
Poza wymienionymi czynnikami mogą występować także inne okolicz-ności mające wpływ na dobór parametrów skrawania, związane z prawi-dłowością przebiegu procesu skrawania, np. związek pomiędzy prędko-ścią skrawania i tendencją do tworzenia narostu.
Istotność poszczególnych czynników ograniczających dobór parametrów skrawania zależy od charakteru obróbki: zgrubna, wykańczająca. Przy obróbce zgrubnej będą to ograniczenia wynikające ze względów wy-trzymałościowych oraz ze względu na moment obrotowy i moc silnika obrabiarki. Przy obróbce wykańczającej ograniczenia będą wynikać z ewentualnych odkształceń przedmiotu obrabianego i wpływu parame-trów, głównie posuwu, na chropowatość powierzchni.
Materiały narzędziowe. W obróbce maszynowej na ostrza narzędzi sto-sowane są: stale narzędziowe stopowe, stale szybkotnące, stopy twarde, węgliki spiekane, spieki ceramiczne, materiały supertwarde. Największe zastosowanie mają: stal szybkotnąca i węgliki spiekane. Rodzaje stali szybkotnących wyszczególniono w tabl. 4.1.

ROZDZIAŁ 4
Strona 138138138138
Tablica 4.1. Gatunki stali szybkotnących i ich zastosowanie
Znak
stali
Charakterystyka Zastosowanie
SW18 Do obróbki zgrubnej i wykańczającej Noże tokarskie i strugarskie, wiertła, gwintowniki, frezy.
SW12 Do obróbki zgrubnej i wykańczającej. Wysoka odporność na ścieranie.
Noże tokarskie, wiertła, gwintowniki, frezy.
SW7M Stal uniwersalna. Ze względu na dużą ciągliwość szczególnie polecana na narzędzia narażone na skręcanie.
Wiertła, narzędzia do nacinania gwintów, rozwiertaki, frezy.
SK5 Do obróbki zgrubnej i wykańczającej materiałów o dużej wytrzymałości.
Przecinaki, noże do gwintowania, narzędzia do nacinania kół zębatych.
SK5V Do obróbki wykańczającej materiałów o dużej wytrzymałości
Noże tokarskie, wiertła, gwintowniki, frezy, dłutaki.
SK5M Do obróbki materiałów trudnoskrawal-nych, stali austenitycznych i żeliw.
Noże tokarskie i strugarskie, noże to-karskie kształtowe, narzędzia do nacinania kół zębatych, frezy.
SK8M Do obróbki zgrubnej i wykańczającej stali twardych i austenitycznych przy zwiększonych prędkościach skrawania.
Na narzędzia do pracy na automa-tach.
SK10V Do obróbki zgrubnej i wykańczającej stali twardych, austenitycznych i nie-rdzewnych, przy zwiększonych pręd-kościach skrawania.
Na narzędzia do pracy na automa-tach, do wydajnej obróbki na tokar-kach, frezarkach i strugarkach.
Zastosowanie krajowych gatunków węglików spiekanych wg PN-88/H-89500 podano w tabl.4.2.
Litery na początku znaku gatunku oznaczają:
S - węgliki spiekane (grupa gatunków) stosowane do obróbki skrawaniem materiałów dających długi wiór, głównie do obróbki stali i staliwa. Litera M dodana po literze S oznacza gatunek przeznaczony głównie do frezowania stali.
U- węgliki spiekane stosowane do obróbki skrawaniem materiałów dających długi wiór i do materiałów dających wiór krótki.
H- węgliki spiekane stosowane do obróbki skrawaniem materiałów dających krótki wiór, głównie do obróbki żeliwa.
TC- węgliki spiekane powlekane warstewką węglika tytanu. TN- węgliki spiekane powlekane dwu lub wielowarstwowo (węglik
tytanu, azotek tytanu, tlenek glinu.

DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA
Strona 139139139139
Litery na końcu znaku gatunku oznaczają:
S- gatunki zawierające węglik tantalu i węglik niobu. X- gatunki przeznaczone przede wszystkim na narzędzia do
frezowania żeliwa. N- gatunki o podwyższonej ciągliwości.
H2- gatunki przeznaczone głównie na narzędzia do skrawania materiałów dających krótki wiór, zwłaszcza do skrawania żeliwa.
Tablica 4.2. Zastosowanie wybranych węglików spiekanych
S10S, S10, P10 Obróbka dokładna, średnio dokładna i zgrubna stali i staliwa
U10S, M10 Obróbka wykańczająca stali, staliwa, żeliwa szarego, żeliwa sferoidalnego, stali manganowych, stali żarowytrzymałych, metali nieżelaznych
H03, K05 Obróbka wykańczająca żeliwa o twardości 500 HB, stali hartowanej, tworzyw sztucznych
S20S, S20, P20 NT15, NT25: Obróbka średnio dokładna i zgrubna stali, staliwa i żeliwa ciągliwego
H10S, H10, K10, NTH2 Obróbka zgrubna i wykańczająca żeliwa o twardości 220 HB
S25S, P25 Obróbka zgrubna i średnio dokładna stali i żeliwa
H15X, H20S, K20, H20, NTH2 Obróbka zgrubna lub wykańczająca żeliwa o twardości ~ 220 HB; stopów metali nieżelaznych, tworzyw sztucznych
S30S, S30 P30 Obróbka zgrubna i średnio dokładna stali i staliwa z zanieczyszczeniami
S40S P40 NT35, TC35 Obróbka zgrubna stali i staliwa z jamami usadowymi i zapiaszczeniami
H30 K30 Obróbka zgrubna żeliwa o twardości ~ 220 HB , metali nieżelaznych
Niebieska2 Żółta Czerwona
2 Barwy rozpoznawcze wg PN-ISO 513:1999

ROZDZIAŁ 4
Strona 140140140140
4.2. Dobór narzędzi i parametrów skrawania przy toczeniu
Noże tokarskie w zależności od sposobu zamocowania dzieli się na:
• noże imakowe mocowane w imaku nożowym tokarki,
• noże oprawkowe mocowane w oprawkach nożowych.
W zależności od konstrukcji rozróżnia się noże tokarskie:
• jednolite,
• zgrzewane,
• z wlutowaną płytką skrawającą,
• z mechanicznie mocowana płytką skrawającą.
Ze względu sposób kształtowania powierzchni obrabianej, noże tokar-skie dzieli się na:
• punktowe
• kształtowe
• obwiedniowe.
Na ostrza skrawające noży tokarskich stosuje się wszystkie współczesne materiały narzędziowe, poczynając od stali szybkotnących.
Noże tokarskie są przedmiotem wielu Polskich Norm, w tym:
• PN-91/M-58351 Narzędzia do skrawania metali - Noże tokarskie imakowe z częścią roboczą ze stali szybkotnącej
• PN-91/M-58352 Narzędzia do skrawania metali - Noże tokarskie imakowe z płytkami z węglików spiekanych
• PN-ISO 241:1997 Chwyty noży do toczenia i strugania - Kształty i wymiary przekroju

DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA
Strona 141141141141
• PN-93/M-58355 Noże tokarskie z płytkami z węglików spiekanych - Oznaczenie i cechowanie
• PN-ISO 5608:2001 Noże składane do toczenia i kopiowania oraz wkładki nożowe z płytkami wymiennymi – Oznaczenie
• PN-ISO 5610:1997 Noże punktowe składane do toczenia i kopiowania, z płytkami wieloostrzowymi (wymiennymi). Wymiary
• PN-80/M-58670 Narzędzia do skrawania metali. Noże oprawkowe do tokarek rewolwerowych i automatów tokar-skich
• PN-M-59786:1989 Narzędzia do skrawania metali – Wkład-ki nożowe mikrometryczne – Wymiary.
W dokumentacji technologicznej wyszczególnienie stosowanych narzędzi powinno zawierać: symbol noża, wielkość nominalną, symbol materiału ostrza i numer normy, np. NNPe 3220-S10, PN-91/M-58355.
Noże imakowe. Przykłady noży imakowych i ich zastosowania podano na rys. 4.1.

ROZDZIAŁ 4
Strona 142142142142
1 2 43 8765
9
10
11
L.p. Symbol Nazwa Wysokość trzonka
h mm
1. NNZa, NNZb proste prawe (a) i lewe (b) 10 ÷ 50
2. NNZc, NNZd wygięte prawe (c) i lewe (d) 10 ÷ 50
3. NNPe spiczaste 10 ÷ 50
4. NNBc, NNBd boczne wygięte 16 ÷ 50
5. NNBe, NNBF boczne odsadzone 10 ÷ 50
6. NNPd szerokie 20 ÷ 50
7. NNBk, NNBm czołowe 20 ÷ 50
8. NNPa, NNPc przecinaki 12 ÷ 50
9. NNWa wytaczaki proste 08 ÷ 32
10. NNWb wytaczaki spiczaste 08 ÷ 32
11. NNWc wytaczaki hakowe 08 ÷ 32
Przyjęty jest następujący ciąg wymiarów wysokości h: 6, 8, 10, 12, 16, 20, 25, 32, 40, 50. Stosunek wysokości trzonka noża h do jego szerokości b może wynosić: 1; 1,25; 1,60; 2,00. Np. wymiary trzonka noża NNPe mogą być następujące: 16x16, 16x12, 16x10, 16x8. Relacja h:b = 1,60 jest uprzywilejowana. Norma przewiduje także trzonki o przekroju kołowym.
Rysunek 4.1. Znormalizowane noże imakowe
Systematycznie wzrasta zastosowanie noży składanych, z wieloostrzo-wymi płytkami z węglików spiekanych mocowanymi mechanicznie. Na rys. 4.2 i 4.3 pokazano dwa systemy mocowania płytek wieloostrzowych Secodex-S i Secodex-P, firmy SECO TOOLS AB.

DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA
Strona 143143143143
Rysunek 4.2. Secodex-S: 1-trzonek, 2-śruba zaciskowa, 3-płytka wieloostrzowa, 4-płytka podporowa, 5-łamacz wiórów, 6-śruba płytki
podporowej [ 7 ]
Rysunek 4.3. Secodex-P: 1-trzonek, 2-śruba zaciskowa, 3-płytka wieloostrzowa, 4-płytka podporowa, 5-klin zaciskowy, 6-trzpień
ustalający, 7-nakrętka [ 7 ]
Noże oprawkowe. Klasyczne noże oprawkowe przedstawiono na rysun-ku 4.4. Ostrza noży oprawkowych wykonane są ze stali szybkotnącej lub z węglików spiekanych. Noże te są mocowane w specjalnych oprawkach imakowych. Do noży oprawkowych można zaliczyć noże oprawkowe do

ROZDZIAŁ 4
Strona 111144444444
tokarek rewolwerowych i automatów tokarskich, rys.4.5 i rys.4.6. Podobne przeznaczenie mają także wkładki do wytaczadeł, rys.4.7.
Rysunek 4.4. Zastosowanie noży oprawkowych: 1-nóż oprawkowy, 2-oprawka imakowa [3]
Rysunek 4.5. Przykład toczenia zewnętrznego nożem oprawkowym osadzonym w głowicy tokarki rewolwerowej: 1-nóż oprawkowy,
2-oprawka, 3-głowica rewolwerowa [6]

DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA
Strona 145145145145
Rysunek 4.6 Roztaczanie otworu na tokarce rewolwerowej: 1-nóż oprawkowy, 2-wytaczadło, 3-głowica rewolwerowa [6]
Rysunek 4.7. Wkładki do wytaczadeł systemu Secodex-S
Dobór parametrów skrawania przy toczeniu
Głębokość skrawania i posuw. Podział całkowitego naddatku na ob-róbkę zależy od wymaganej dokładności wymiarowej i wymaganej chropowatości powierzchni. Jeżeli np. planowane jest toczenie danej powierzchni w trzech operacjach: toczenia zgrubnego, dokładnego i bar-dzo dokładnego, to ustalanie głębokości skrawania należy zacząć od ope-

ROZDZIAŁ 4
Strona 146146146146
racji kończącej obróbkę. Naddatek na obróbkę zgrubną będzie równał się naddatkowi całkowitemu zmniejszonemu o głębokość skrawania w ope-racjach toczenia bardzo dokładnego i dokładnego. Jeżeli jest to możliwe to cały naddatek na obróbkę zgrubną należy zdjąć w jednym przejściu. Ustalając głębokość skrawania przy toczeniu zgrubnym należy zwrócić uwagę na zależność pomiędzy wymiarami ostrza dobranego noża i do-puszczalną z tego względu głębokością skrawania. Firmy wytwarzające narzędzia podają, jakie głębokości skrawania można stosować. Na przy-kład stosując trójkątne płytki wieloostrzowe głębokość skrawania po-winna być tak dobrana, aby długość krawędzi skrawającej zaangażowa-nej w skrawanie nie przekraczała 0,25 całkowitej długości krawędzi skrawającej.
Posuw, podobnie jak głębokość skrawania, przyjmuje się możliwie naj-większą. Orientacyjne wartości głębokości skrawania i posuwu przy to-czeniu stali, w zależności od charakteru obróbki, zestawiono w tabl. 4.3.
Tablica 4.3. Orientacyjne wartości głębokości skrawania i posuwu przy toczeniu przedmiotów stalowych [6]
Chropowatość Odmiany toczenia
Klasa dokładnośc
i wg PN Ra [µm] Rz [µm]
g [mm]
po [mm/obr]
Toczenie zgrubne ≤ 11 20 ÷ 10 80 ÷ 40 3,0 ÷ 40 0,3 ÷ 2,5
Średnio dokładne 11 ÷ 9 10 ÷ 1,25 40 ÷6,3 1 ÷ 3 0,15 ÷0,30
Dokładne 9 ÷ 7 2,5 ÷ 0,36 10 ÷ 3,2 0,55 ÷
1,5 0,045 ÷
0,15
Bardzo dokładne „diamentowanie”
7 ÷ 6 0,63 ÷ 0,16 3,2 ÷ 0,8 0,1 ÷ 0,5 0,020 ÷ 0,045
Przy skrawaniu zgrubnym ograniczenia w doborze głębokości skrawania i posuwu wynikają głównie ze względów wytrzymałościowych. Siła skrawania Fc zależy przede wszystkim od oporu właściwego materiału i od przekroju warstwy skrawanej. Przybliżoną wartość siły Fc oblicza się z zależności:
Fc = kc Ac = kc g po
gdzie:
kc – opór właściwy skrawania, w N/mm2,
Ac – nominalne pole przekroju poprzecznego warstwy skrawanej w mm2,

DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA
Strona 147147147147
g – głębokość skrawania w mm,
po – posuw noża na jeden obrót przedmiotu obrabianego w mm.
W rzeczywistości opór materiału zależy także od kształtu i pola prze-kroju warstwy skrawanej oraz od prędkości skrawania. Dokładniejszą wartość siły skrawania można określić przyjmując opór właściwy mate-riału kc’ w zależności od posuwu po,
Fc = kc’ Ac = kc’ g po.
Na rys.4.8 zamieszczono wykres3 pozwalający na przybliżone określenie wartości współczynnika kc’. Najdokładniejszą wartość siły skrawania uzyskuje się stosując wzory empiryczne uwzględniające rodzaj materiału obrabianego, kąty przystawienia i natarcia, promień zaokrąglenia wierz-chołka noża i wpływ cieczy chłodząco-smarującej. Informacje i dane niezbędne do wykonania tych obliczeń są podane w wielu opracowa-niach, w szczególności w poradnikach, np.: [2,3,4].
Siła skrawania Fc powinna być mniejsza od siły dopuszczalnej Fc dop ze względu na wytrzymałość trzonka noża, a w przypadku zastosowania węglików spiekanych, także ze względu na wytrzymałość płytki z węglików spiekanych.
Wartość dopuszczalnej siły gnącej można określić z zależności:
σ dopgdopcw
bhF
6
2
= ,
gdzie:
b, h – szerokość i wysokość przekroju trzonka noża,
w – wysunięcie ostrza noża, przeważnie przyjmuje się w = (1,5 ÷ 2)h,
σg dop – dopuszczalne naprężenia gnące, dla noży przyjmuje się równe 196 MPa.
3 Wykres sporządzono na podstawie danych z Poradnika tokarza [ ].

ROZDZIAŁ 4
Strona 148148148148
600
1100
1600
2100
2600
3100
3600
4100
4600
0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8
po mm/obr
kc
' M
Pa
500 MPa 500-600 MPa
700-850 MPa 850-1000 MPa
200-250 HB 250-400 HB
Rysunek 4.8. Wartości współczynnika kc’ dla stali i żeliw
Wartość siły skrawania powinna być również sprawdzona ze względu na odkształcenie przedmiotu obrabianego. Zagadnienie to ma zasadnicze znaczenie przy toczeniu dokładnym. Odkształcenie przedmiotu obrabia-nego zależy od jego materiału, kształtu i wymiarów oraz od działającej siły i sposobu zamocowania. Przyjmuje się, że odkształcenie fdop, rys. 4.9, stanowi 0,35 tolerancji wykonania. Przy toczeniu zgrubnym przyjmuje się większe odkształcenie dopuszczalne, równe 0,001d.
a)
f y
f y
Fy
ll
Fy
b)
Rysunek 4.9. Ugięcie wałka pod wpływem siły promieniowej Fy
W przypadkach podanych na rys. 4.9 będzie:
- przy toczeniu wałka zamocowanego w kłach

DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA
Strona 149149149149
ffdopy
y
y Ed
F≤=
3
424,0λ
,
- przy toczeniu wałka zamocowanego w uchwycie
ffdopy
y
y Ed
F≤=
3
8,6λ
,
gdzie:
Fy – siła odporu, można przyjąć Fy=(0,4÷0,6)Fc,
λ = l/d – smukłość wałka,
E ≈ 200 000 MPa.
Przy toczeniu zgrubnym należy także sprawdzić, czy moment skrawania Mc nie przekracza dopuszczalnego momentu obrotowego Mdop na wrzecionie tokarki.
Mc = (d/2)Fc ≤ Mdop Nm
gdzie: d – średnica powierzchni skrawanej w m.
Zalecane wartości głębokości skrawania i posuwu na obrót dla toczenia zgrubnego zestawiono w tablicach 4.4 i 4.5.

ROZDZIAŁ 4
Strona 150150150150
Tablica 4.4. Posuw dla toczenia zgrubnego [4]
Materiał obrabiany: stal
Materiał ostrza
węgliki spiekane stal szybkotnąca
Głębokość skrawania [mm] do:
3 5 8 3 5 8
Wymiar trzonka
noża [mm]
Średnica materiału
obrabianego
[mm] do:
Posuw [mm/obr]
20 0,3 ÷ 0,4 - - 0,3 ÷ 0,4 - -
40 0,4 ÷ 0,S 0,3 ÷ 0,4 - 0,4 ÷ 0,6 - -
60 0,5 ÷ 0,7 0,4 ÷ 0,6 0,3 ÷ 0,S 0,6 ÷ 0,8 0,5 ÷ 0,7 0,4 ÷ 0,6
100 0,6 ÷ 0,9 0,5 ÷ 0,7 0,5 ÷ 0,6 0,7 ÷ 1,0 0,6 ÷ 0,8 0,6 ÷ 0,8
16x25 400 0,6 ÷ 1,2 0,8 ÷ 1,0 0,6 ÷ 0,8 1,0 ÷ 1,3 0,9 ÷ 1,1 0,8 ÷ 1,0
20 0,3 ÷ 0,4 - - 0,3 ÷ 0,4 - -
20x30 40 0,4 ÷ 0,5 0,3 ÷ 0,4 - 0,4 ÷ 0,5 - -
25x25 60 0,6 ÷ 0,7 0,5 ÷ 0,7 0,4 ÷ 0,6 0,7 ÷ 0,8 0,6 ÷ 0,8 -
100 0,8 ÷ 1,0 0,7 ÷ 0,9 0,5 ÷ 0,7 0,9 ÷ 1,1 0,8 ÷ 1,0 0,7 ÷ 0,9
600 1,2 ÷1,4 1,0 ÷ 1,2 0,8 ÷ 1,0 1,2 ÷ 1,4 1,1 ÷ 1,4 1,0 ÷ 1,2
60 0,6 ÷ 0,9 0,5 ÷ 0,8 0,4 ÷ 0,7 - - -
25x40 100 0,8 ÷ 1,2 0,7 ÷ 1,1 0,8 ÷ 0,9 - - -
1100 1,2 ÷ 1,5 1,1 ÷ 1,5 0,9 ÷ 1,2 - - -
30x45 500 1,1 ÷ 1,4 1,1 ÷ 1,4 1,0 ÷ 1,2 - - -
40x60 2500 1,3 ÷ 2,0 1,3 ÷ 1,8 1,2 ÷ 1,6 - - -
Materiał obrabiany: żeliwo
40 0,4 ÷ 0,5 - - 0,4 ÷ 0,5 - -
16x25 60 0,6 ÷ 0,8 0,5 ÷ 0,8 0,4 ÷ 0,6 0,6 ÷ 0,8 0,5 ÷ 0,8 0,4 ÷ 0,6
100 0,8 ÷ 1,2 0,7 ÷ 1,0 0,6 ÷ 0,8 0,8 ÷ 1,2 0,7 ÷ 1,0 0,6 ÷ 0,8
400 1,0 ÷ 1,4 1,0 ÷ 1,2 0,8 ÷ 1,0 1,0 ÷ 1,4 1,0 ÷ 1,2 0,8 ÷ 1,0
40 0,4 ÷ 0,5 - - 0,4 ÷ 0,5 - -
20x30 60 0,6 ÷ 0,9 0,5 ÷ 0,8 0,4 ÷ 0,7 0,6 ÷ 0,8 0,5 ÷ 0,8 0,4 ÷ 0,7
25x25 100 0,9 ÷ 1,3 0,8 ÷ 1,2 0,7 ÷ 1,0 0,9 ÷ 1,3 0,8 ÷ 1,2 0,7 ÷ 1,2
600 1,2 ÷ 1,8 1,2 ÷ 1,6 1,0 ÷ 1,3 1,2 ÷ 1,8 1,2 ÷ 1,6 1,1 ÷ 1,4
60 0,6 ÷ 0,8 0,5 ÷ 0,8 0,4 ÷ 0,7 0,6 ÷ 0,8 0,5 ÷ 0,8 0,4 ÷ 0,7
25x40 100 1,0 ÷ 1,4 0,9 ÷ 1,2 0,8 ÷ 1,0 1,2 ÷ 1,4 0,9 ÷ 1,2 0,8 ÷ 1,0
1000 1,5 ÷ 2,0 1,2 ÷ 1,8 1,0 ÷ 1,4 1,5 ÷ 2,0 1,2 ÷ 1,8 1,0 ÷ 1,4
30x45 500 1,4 ÷ 1,8 1,2 ÷ 1,6 1,0 ÷ 1,4 - - -
40x60 2500 1,6 ÷ 2,4 1,6 ÷ 2,0 1,4 ÷ 1,8 - - -

DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA
Strona 151151151151
Tablica 4.5. Posuw poprzeczny przy przecinaniu nożem przecinakiem wykonanym ze stali szybkotnącej
Średnica przecinana i szerokość ostrza noża
18 2
30 3
50 4
120 7
360 12
Materiał
obrabiany
Posuw po w mm/obr. Stal 0,05 ÷ 0,08 0,06 ÷ 0,10 0,08 ÷ 0,12 0,12 ÷ 0,17 0,18 ÷ 0,27
Żeliwo 0,10 0,13 0,16 0,23 0,37
Przy toczeniu nożem tokarskim można określić teoretyczną chropowa-tość na podstawie geometrii ostrza i posuwu, rys. 4.10. Teoretyczna wy-
sokość nierówności zależy od kątów przystawienia κ i κ’, promienia za-
okrąglenia wierzchołka noża rε i od posuwu po. Przy dużym posuwie i braku lub niewielkim promieniu zaokrąglenia wierzchołka noża nie-równości kształtowane są przez prostoliniowe odcinki głównej i po-mocniczej krawędzi skrawającej, rys. 4.10a. Wysokość nierówności w tym przypadku wyniesie:
'
'
κκ
κκ
tgtg
tgtgpR o
+
⋅= mm
R
po p
o
κ'
κ
R
a) b)
r ε
Rysunek 4.10. Teoretyczna wysokość nierówności
Przy kształtowaniu nierówności przez zaokrąglony wierzchołek ostrza, rys. 4.10b, wysokość nierówności, z pewnym przybliżeniem, można określić z zależności:
εr
pR o
8= mm.
Rzeczywista wysokość nierówności jest większa od teoretycznej. Spo-wodowane jest to odkształceniami plastycznymi powierzchni skrawanej, a także różnymi zdarzeniami występującymi podczas skrawania, np. drganiami i narostem.

ROZDZIAŁ 4
Strona 152152152152
Szybkość skrawania vc. Orientacyjne wartości szybkości skrawania przy toczeniu zestawiono w tabl. 4.6.
Tablica 4.6. Orientacyjne wartości szybkości skrawania przy toczeniu
Materiał ostrza Stal szybkotnąca Węgliki spiekane
Rodzaj obróbki
Toczenie zgrubne
Toczenie dokładne
Toczenie zgrubne
Toczenie dokładne
Materiał obrabiany
Szybkość skrawania vc, m/min
Stal 5 ÷ 40 10 ÷ 50 20 ÷ 120 40 ÷ 250
Staliwo 15 ÷ 25 20 ÷ 35 30 ÷ 90 60 ÷120
Żeliwo 15 ÷ 25 15 ÷ 40 40 ÷ 90 50 ÷110
Stopy metali lekkich
70 ÷ 150 100 ÷ 300 150 ÷ 1000 150 ÷ 1000
Szybkość skrawania powinna być dostosowana do okresu trwałości ostrza. Dla noży tokarskich, w zależności od rodzaju ostrza, stosowane są następujące zalecane okresy trwałości:
• ze stali szybkotnące, T = 20 ÷ 120 min, najczęściej 60 min.,
• z węglików spiekanych, płytki lutowane, T = 10 ÷ 60 min.,
• z węglików spiekanych, płytki wieloostrzowe, T = 5 ÷ 30 min, najczęściej 15 min.,
• ze spieków ceramicznych, T = 3 ÷ 10 min.
Okresową szybkość skrawania można obliczać z wzorów uwzględniają-cych szereg wielkości charakteryzujących warunki skrawania [3, 6, 7] lub przyjmować ze szczegółowych zestawień zalecanych wartości okre-sowej szybkości skrawania, podanych w normatywach opracowanych przez Instytut Obróbki Skrawaniem oraz w opracowaniach producentów narzędzi [4, 8].
Po określeniu szybkości skrawania, przy toczeniu zgrubnym, powinno się porównać wymaganą moc skrawania Pskr i moc silnika tokarki Ps:
s
c
skr PvF
P ⋅<⋅
= η60
gdzie: η - sprawność silnika i obrabiarki, przeważnie η = 0,75.

DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA
Strona 153153153153
Przykłady warunków skrawania przy toczeniu zestawiono w tablicach4:
• toczenie wzdłużne stali i żeliwa: tabl.: 4.7÷4.15,
• toczenie poprzeczne (planowanie) stali i żeliwa: tabl.: 4.16÷4.21,
• wytaczanie, roztaczanie, stali i żeliwa: tabl.: 4.22÷4.25,
• toczenie gładkościowe: tabl.: 4.26÷4.27.
Tablica 4.7. Zalecane parametry skrawania stali węglowych przy toczeniu wzdłużnym powierzchni zewnętrznych nożami z płytkami wieloostrzowymi czworokątnymi
Geometria ostrza bezścinowego
Materiał ostrza - węgliki spiekane S20, S20S, T = 15 min; hp = 0,8 mm
noże z płytką wieloostrzową czworokątną γo -6o Materiał obrabiany - stal. Rm [MPa]
αo 6o 450 750 1050
λs -6o
Posuw p
mm/obr
Głebokość skrawania
g [mm] Prędkość skrawania v15 [m/min]
rε 0,8 mm 0,10 1,0÷3,0 660÷545 508÷394 393÷286
κr 75o 0,25 1,0÷4,0 308÷253 235÷183 186÷133
κ’r 15o 0,50 1,0÷7,0 191÷157 145÷113 115÷82
Tablica 4.8. Zalecane parametry skrawania stali węglowych przy toczeniu wzdłużnym powierzchni zewnętrznych nożami z płytkami wieloostrzowymi trójkątnymi
Geometria ostrza bezścinowego
Materiał ostrza - węgliki spiekane S20, S20S, T = 15 min; hp = 0,8 mm
noże z płytką wieloostrzową trójkątną γo -6o Materiał obrabiany - stal. Rm [MPa]
αo 6o 450 750 1050
λs -6o
Posuw p
mm/obr
Głebokość skrawania
g [mm] Prędkość skrawania v15 [m/min]
rε 0,8 mm 0,10 1,0÷4,0 536÷413 248÷192 154÷118
κr 90o 0,25 1,0÷5,0 408÷305 189÷140 117÷87
κ’r 30o 0,50 1,0÷12,0 312÷209 143÷97 88÷60
4 Tablice parametrów skrawania opracowano na podstawie danych z prac: [ 3, 4]

ROZDZIAŁ 4
Strona 154154154154
Tablica 4.9 Zalecane parametry skrawania stali przy toczeniu wzdłużnym powierzchni zewnętrznych nożami z płytkami lutowanymi. Ostrza bezścinowe.
Geometria ostrza bezścinowego
Materiał ostrza - węgliki spiekane S20, S20S, T = 60 min; hp = 1,0 mm noże z płytką lutowaną
γo=-5o Materiał obrabiany - stal. Rm [MPa]
γo=-10o dla stali o Rm=1050
450 750 1050
αo=12o dla p<0,4
Posuw p
mm/obr.
Głębokość skrawania
g [mm]
Prędkość skrawania v15 [m/min]
αo=8o dla p≥0, 0,10 1,0÷3 415÷340 192÷158 119÷98
λs -4o 0,25 1,0÷4 316÷246 107÷83 91÷71
rε 1,5 mm 0,40 1,0÷8 274÷188 127÷86 79÷54
κr 60o 1,00 3,0÷8 171÷143 79÷66 49÷41
κ’r >0o 2,00 6,0÷8 144÷127 56÷54 35÷33
γo +5o 0,10 1,0÷3 351÷281 163÷134 101÷83
γo=+10o dla stali o Rm=1050
0,25 1,0÷4 286÷223 133÷103 77÷60
αo 12o 0,35 1,0÷5 242÷181 112÷87 73÷54
Tablica 4.10. Zalecane parametry skrawania stali przy toczeniu wzdłużnym powierzchni zewnętrznych nożami z płytkami lutowanymi. Ostrza ścinowe.
Geometria ostrza ścinowego
Materiał ostrza - węgliki spiekane S20, S20S, T = 60 min; hp = 1 mm
noże z płytką lutowaną γo 15o Materiał obrabiany - stal. Rm [MPa]
γoś -10 450 750 1050
αo 8o
Posuw p
mm/obr
Głębokość skrawania
g [mm] Prędkość skrawania v15 [m/min]
λs -4o 0,20 1,0÷4 329÷256 152÷119 95÷74
rε 1,5 mm 0,50 1,5÷10 224÷165 108÷76 67÷47
κr 60o 1,00 3,0÷10 167÷134 77÷62 48÷39
κ’r >0o 2,00 6,0÷10 119÷109 55÷50 34÷31

DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA
Strona 155155155155
Tablica 4.11. Zalecane parametry skrawania żeliwa przy toczeniu wzdłużnym powierzchni zewnętrznych nożami z płytkami wieloostrzowymi czworokątnymi. Ostrza bezścinowe.
Geometria ostrza bezścinowego
Materiał ostrza - węgliki spiekane S20, S20S, T = 15 min; hp = 0,8 mm
noże z płytką wieloostrzową czworokątną γo -6o Materiał obrabiany - żeliwo. [HB]
αo 6o 170 210 230
λs -6o
Posuw p
mm/obr
Głębokość skrawania
g [mm] Prędkość skrawania v15 [m/min]
rε 0,8 mm 0,10 1,0÷3 224÷184 173÷142 142÷117
κr 75o 0,25 1,0÷4 163÷126 126÷98 103÷80
κ’r 15o 0,50 1,0÷7 121÷89 95÷56 78÷56
Tablica 4.12. Zalecane parametry skrawania żeliwa przy toczeniu wzdłużnym powierzchni zewnętrznych nożami z płytkami wieloostrzowymi trójkątnymi. Ostrza bezścinowe.
Geometria ostrza bezścinowego
Materiał ostrza - węgliki spiekane S20, S20S, T = 15 min; hp = 0,8 mm
noże z płytką wieloostrzową trójkątną γo -6o Materiał obrabiany – żeliwo [HB]
αo 6o 170 210 230
λs -6o
Posuw p
mm/obr
Głębokość skrawania
g [mm] Prędkość skrawania v15 [m/min]
rε 0,8 mm 0,10 1,0÷4 199÷154 139÷108 116÷90
κr 90o 0,25 1,0÷5 145÷108 101÷76 84÷63
κ’r 30o 0,50 1,0÷12 108÷70 76÷49 63÷41
Tablica 4.13. Zalecane parametry skrawania żeliwa przy toczeniu wzdłużnym powierzchni zewnętrznych nożami z płytkami lutowanymi. Ostrza bezścinowe.
Geometria ostrza bezścinowego
Materiał ostrza - węgliki spiekane S20, S20S, T = 60 min; hp = 1 mm
noże z płytką lutowaną γo 5o Materiał obrabiany – żeliwo [HB]
αo 12o 170 210 230
λs -4o
Posuw p
mm/obr
Głębokość skrawania
g [mm] Prędkość skrawania v15 [m/min]
rε 1,5 mm 0,10 1,0÷3 135÷111 95÷78 78÷64
κr 60o 0,25 1,0÷4 99÷76 69÷54 57÷44
κ’r >0o 0,35 1,0÷5 87÷65 61÷46 51÷38

ROZDZIAŁ 4
Strona 156156156156
Tablica 4.14. Zalecane parametry skrawania żeliwa przy toczeniu wzdłużnym powierzchni zewnętrznych nożami z płytkami lutowanymi. Ostrza ścinowe.
Geometria ostrza ścinowego
Materiał ostrza - węgliki spiekane S20, S20S, T = 60 min; hp = 1 mm
noże z płytką lutowaną γo 15o Materiał obrabiany - stal. Rm [MPa]
γoś -10 450 750 1050
αo 8o
Posuw p
mm/obr
Głębokość skrawania
g [mm] Prędkość skrawania v15 [m/min]
λs -4o 0,20 1,0÷4 329÷256 152÷119 95÷74
rε 1,5 mm 0,50 1,5÷10 224÷165 108÷76 67÷47
κr 60o 1,00 3,0÷10 167÷134 77÷62 48÷39
κ’r >0o 2,00 6,0÷10 119÷109 55÷50 34÷31
Tablica 4.15 Zalecane parametry skrawania stali hartowanej (HRC 40 55) przy toczeniu wzdłużnym nożami z płytkami lutowanymi. Ostrza bezścinowe.
Geometria ostrza bezścinowego
Materiał ostrza - węgliki spiekane S20, S20S, T = 15 min; hp = 0,8 mm
noże z płytką wieloostrzową trójkątną γo -10o Materiał obrabiany - stal. Rm [MPa]
αo 12o 400 450 550
λs -4o
Posuw p
mm/obr
Głębokość skrawania
g [mm] Prędkość skrawania v15 [m/min]
rε 1,5 mm 0,10 1,0÷2 80÷71 61÷54 32÷29
κr 60o 0,20 1,0÷2 66÷58 50÷44 26÷23
κ’r >0o 0,30 1,0÷2 58÷51 44÷39 23÷21
Tablica 4.16. Zalecane parametry skrawania stali przy planowaniu nożami z płytkami wieloostrzowymi czworokątnymi. Ostrza bezścinowe.
Geometria ostrza bezścinowego
Materiał ostrza - węgliki spiekane S20, S20S, T = 15 min; hp = 0,8 mm
noże z płytką wieloostrzową czworokątną γo -6o Materiał obrabiany - stal. Rm [MPa]
αo 6o 450 750 1050
λs -6o
Posuw p
mm/obr
Głębokość skrawania
g [mm] Prędkość skrawania v15 [m/min]
rε 0,8 mm 0,10 1,0÷3,0 756÷620 350÷287 217÷178
κr 75o 0,25 1,0÷4,0 575÷447 266÷207 165÷129
κ’r 15o 0,50 1,0÷7,0 457÷325 212÷151 131÷93

DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA
Strona 157157157157
Tablica 4.17. Zalecane parametry skrawania stali przy planowaniu nożami z płytkami lutowanymi. Ostrza bezścinowe.
Geometria ostrza bezścinowego
Materiał ostrza - węgliki spiekane S20, S20S, T = 60 min; hp = 1 mm
noże z płytką lutowaną γo +5o Materiał obrabiany - stal. Rm [MPa]
αo 12o 450 750 1050 )*
λs -4o
Posuw p
mm/obr
Głębokość skrawania
g [mm] Prędkość skrawania v15 [m/min]
rε 1,5 mm 0,10 1,0÷3,0 461÷378 214÷175 133÷109
κr 60o 0,20 1,0÷4,0 374÷292 173÷135 107÷84
κ’r > 0o 0,35 1,0÷5,0 317÷237 147÷110 91÷68
Tablica 4.18. Zalecane parametry skrawania stali przy planowaniu nożami z płytkami lutowanymi. Ostrza ścinowe.
Geometria ostrza ścinowego
Materiał ostrza - węgliki spiekane S20, S20S, T = 60 min; hp = 1 mm
noże z płytką lutowaną γo 15o Materiał obrabiany - stal. Rm [MPa]
γoś -10o 450 750 1050
αo 8o
Posuw p
mm/obr
Głębokość skrawania
g [mm] Prędkość skrawania v15 [m/min]
λs -4o 0,20 1,0÷4 430÷335 199÷155 124÷96
rε 1,5 mm 0,50 1,5÷8 305÷225 141÷104 88÷65
κr 60o 1,00 3,0÷8 218÷183 101÷85 63÷53
κ’r >0o 2,00 6,0÷8 152÷148 72÷69 45÷43
Tablica 4.19. Zalecane parametry skrawania żeliwa przy planowaniu nożami z płytkami wieloostrzowymi czworokątnymi. Ostrza bezścinowe.
Geometria ostrza bezścinowego
Materiał ostrza - węgliki spiekane S20, S20S, T = 15 min; hp = 0,8 mm
noże z płytką wieloostrzową czworokątną γo -6o Materiał obrabiany - żeliwo [HB]
αo 6o 170 210 230
λs -6o
Posuw p
mm/obr
Głębokość skrawania
g [mm] Prędkość skrawania v15 [m/min]
rε 0,8 mm 0,10 1,0÷3,0 319÷263 226÷184 187÷152
κr 75o 0,25 1,0÷4,0 233÷181 164÷128 136÷106
κ’r 15o 0,50 1,0÷7,0 173÷124 124÷88 102÷73

ROZDZIAŁ 4
Strona 158158158158
Tablica 4.20. Zalecane parametry skrawania żeliwa przy planowaniu nożami z płytkami lutowanymi. Ostrza bezścinowe.
Geometria ostrza bezścinowego
Materiał ostrza - węgliki spiekane S20, S20S, T = 60 min; hp = 1 mm
noże z płytką lutowaną γo +5 Materiał obrabiany - żeliwo [HB]
αo 12o o 170 210 230
λs -4o
Posuw p
mm/obr
Głębokość skrawania
g [mm] Prędkość skrawania v15 [m/min]
rε 1,5 mm 0,10 1,0÷3,0 145÷119 102÷83 84÷68
κr 60o 0,20 1,0÷4,0 114÷88 80÷62 66÷51
κ’r > 0o 0,35 1,0÷5,0 93÷70 66÷40 54÷41
Tablica 4.21. Zalecane parametry skrawania żeliwa przy planowaniu nożami z płytkami lutowanymi. Ostrza ścinowe.
Geometria ostrza ścinowego
Materiał ostrza - węgliki spiekane S20, S20S, T = 60 min; hp = 1 mm
noże z płytką lutowaną γo 12o Materiał obrabiany - żeliwo [HB]
γoś 0o 170 200 230 )*
αo 8o
Posuw p
mm/obr
Głębokość skrawania
g [mm] Prędkość skrawania v15 [m/min]
λs -4o 0,20 1,0÷4 130÷102 92÷71 76÷59
rε 1,5 mm 0,50 1,5÷10 88÷62 62÷44 51÷36
κr 60o 1,00 3,0÷10 61÷49 43÷35 36÷29
κ’r >0o 2,00 6,0÷10 42÷38 30÷27 24÷22
)* Przy toczeniu żeliwa 230 HB przyjęto γo = -5o i γoś = 8o
Tablica 4.22. Zalecane parametry skrawania stali przy wytaczaniu nożami z płytkami lutowanymi. Ostrza bezścinowe.
Geometria ostrza bezścinowego
Materiał ostrza - węgliki spiekane S20, S20S, T = 60 min; hp = 1 mm
noże z płytką lutowaną γo 10o Materiał obrabiany - stal. Rm [MPa]
αo 12o 450 750 950 )*
λs -4o
Posuw p
mm/obr
Głębokość skrawania
g [mm] Prędkość skrawania v15 [m/min]
rε 1,5 mm 0,10 1,0÷3,0 281÷230 130÷107 95÷78
κr 60o 0,20 1,0÷4,0 228÷177 106÷82 72÷56
κ’r > 0o 0,35 1,0÷5,0 193÷144 89÷67 65÷49

DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA
Strona 159159159159
Tablica 4.23. Zalecane parametry skrawania stali przy wytaczaniu nożami z płytkami lutowanymi. Ostrza ścinowe.
Geometria ostrza ścinowego
Materiał ostrza - węgliki spiekane S20, S20S, T = 60 min; hp = 1 mm
noże z płytką lutowaną γo 15o Materiał obrabiany - stal. Rm [MPa]
γoś -10o 450 750 950
αo 8o
Posuw p
mm/obr
Głębokość skrawania
g [mm] Prędkość skrawania v15 [m/min]
λs -4o 0,20 1,0÷4 262÷204 121÷95 89÷69
rε 1,5 mm 0,50 1,5÷8 186÷132 86÷61 63÷45
κr 60o 1,00 3,0÷8 133÷107 62÷49 45÷36
κ’r >0o 2,00 6,0÷8 95÷87 44÷40 32÷29
Tablica 4.24. Zalecane parametry skrawania żeliwa przy wytaczaniu nożami z płytkami lutowanymi. Ostrza bezścinowe.
Geometria ostrza bezścinowego
Materiał ostrza - węgliki spiekane S20, S20S, T = 60 min; hp = 1 mm
noże z płytką lutowaną γo +5o Materiał obrabiany - żeliwo [HB]
αo 12o 170 210 230
λs -4o
Posuw p
mm/obr
Głebokość skrawania
g [mm] Prędkość skrawania v15 [m/min]
rε 1,5 mm 0,10 1,0÷3,0 110÷89 76÷62 62÷51
κr 60o 0,20 1,0÷4,0 85÷66 59÷46 49÷38
κ’r > 0o 0,35 1,0÷5,0 70÷52 49÷36 40÷30
Tablica 4.25. Zalecane parametry skrawania żeliwa przy wytaczaniu nożami z płytkami lutowanymi. Ostrza ścinowe.
Geometria ostrza ścinowego
Materiał ostrza - węgliki spiekane S20, S20S, T = 60 min; hp = 1 mm
noże z płytką lutowaną γo 12o Materiał obrabiany - żeliwo [HB]
γoś 0o 170 210 230
αo 8o
Posuw p
mm/obr
Głębokość skrawania
g [mm] Prędkość skrawania v15 [m/min]
λs -4o 0,20 1,0÷4 98÷76 68÷53 56÷44
rε 1,5 mm 0,50 1,5÷10 66÷46 46÷33 38÷27
κr 60o 1,00 3,0÷10 46÷37 32÷26 26÷21
κ’r >0o 2,00 6,0÷10 31÷29 22÷20 18÷16

ROZDZIAŁ 4
Strona 160160160160
Tablica 4.26. Zalecane naddatki na toczenie gładkościowe wzdłużne powierzchni zewnętrznych i wewnętrznych.
Materiał obrabiany
Stal Żeliwo
Sposób toczenia
Naddatki [mm]
Toczenie wzdłużne powierzchni zewnętrznych 0,1÷0,3 0,1÷0,4
Gładkościowe wytaczanie otworów jednym nożem 0,2÷0,3 0,3÷0,4
0,2÷0,3 0,2÷0,4
Gładkościowe wytaczanie otworów dwoma nożami: dla noża wstępnego
dla noża wykańczającego 0,1 0,1
Tablica 4.27. Zalecane posuwy i prędkości skrawania przy toczeniu gładkościowym ostrzami z węglików spiekanych
Toczenie wzdłużne Planowanie Wytaczanie
Posuw p w mm/obr i prędkość skrawania v w m/min Materiał obrabiany
Ra
µm
p v p v p v
10 0,20 100 0,15 100 0,15 80
2,5 0.10 120 0,08 120 0,10 90 Stal, staliwo Rm < 600 MPa
0,63 0,05 130 0,02 130 0,05 100
10 0,25 100 0,20 80 0,20 80
2,5 0,12 120 0,08 90 0,12 90
Stal Rm = 600÷900 MPa
0,63 0,04 130 0,02 100 0,04 100
10 0,20 50 0,25 50 0,25 50
2,5 0,15 60 0,08 60 0,15 55 Stal Rm >900 MPa
0,63 0,04 70 0,02 70 0,04 65
10 0,30 100 0,20 100 0,30 80
2,5 0,10 120 0,08 120 0,10 90 Żeliwo Żl 18
0,63 0,05 130 0,03 130 0,05 100
10 0,25 100 0,20 80 0,20 80
2,5 0,10 120 0,08 90 0,10 90 Żeliwo Żl 26
0,63 0,04 130 0,03 100 0,04 100

DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA
Strona 161161161161
4.3. Dobór narzędzi i parametrów skrawania przy wierceniu, rozwiercaniu i pogłębianiu
Wiertła. Wiertła kręte przeznaczone są do obróbki otworów w 12 ÷ 14 klasie dokładności, o średnicy od 0,10 mm do 100 mm i niezbyt długich, o długości nie przekraczającej 10d. Wykonywane są ze stali narzędzio-wej, najczęściej ze stali szybkotnącej, lub z węglików spiekanych. Sym-bol wiertła składa się z trzech dużych liter i jednej małej, np. NWKa. Dwie pierwsze litery (NW) oznaczają wiertło kręte, trzecia litera, mate-riał ostrza: K –stal, W – węgliki spiekane. Litera mała oznacza dodat-kowe cechy wiertła, np rodzaj chwytu. Do obróbki otworów długich sto-suje się wiertła lufowe, a przy średnicy powyżej 50 mm głowice do wiercenia.
Nawiertaki. Służą do wykonania nakiełków w jednym zabiegu.
Rozwiertaki. Służą do dokładnej obróbki otworów. Rozwiertaki zdzie-raki pozwalają uzyskać do 9 klasy dokładności, a wykańczaki nawet 6 klasę dokładności. Mogą być wykonane jako trzpieniowe (NRT) w za-kresie średnic od 3 do 100 mm, lub nasadzane (NRN) dla średnic 24,7÷100 mm. Część robocza wykonana jest ze stali szybkotnącej lub z węglików spiekanych.
Pogłębiacze. Przeznaczone są do powiększenia średnicy otworu na pew-nej długości lub odpowiedniego ukształtowania powierzchni czołowej otworu (rys. 2.17).
Przykłady narzędzi do obróbki otworów zestawiono na rys.4.11.
W zależności od średnicy otworów i wymaganej dokładności dobiera się odpowiednią liczbę wierteł i odpowiednie narzędzia, tabl. 4.28.

ROZDZIAŁ 4
Strona 162162162162
b)
a)
c)
NRTc
NWKa
NRTa1
18
o
d)
e) NRNb
NRNa
NWRcf)
Rysunek 4.11. Przykłady narzędzi do obróbki otworów: a) wiertło kręte z chwytem walcowym, b) rozwiertak zdzierak maszynowy trzpieniowy
krótki z chwytem stożkowym Morse’a, c) rozwiertak wykańczak maszynowy trzpieniowy krótki, d) rozwiertak zdzierak nasadzany,
e) rozwiertak wykańczak nasadzany, f) nawiertak do nakiełków zwykłych [6]

DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA
Strona 163163163163
Tablica 4.28. Średnice wierteł i rozwiertaków według PN-74/M-57025
Otwory w klasie 6 ÷÷÷÷ 10 Otwory w klasie 11
wiercenie rozwiercanie wiercenie rozwierca- nie
Śre
dn
ica
o
two
ru
wiertła kręte do kolejnych wierceń
rozwiertak zdzierak
rozwiertak wykańczak
wiertła do kolejnych wierceń
rozwiertak zdzierak
do rozwiercania wykańcza-
jącego
1,5 3 4 5 6 8
10 12 16 20
1,4 2,8 3,5 4,5 5,5 7 9
11 14,75 18,5
3,8 4,8 5,8 7,8 9,8
11,75 15,75 19,7
1,5 3 4 5 6 8
10 12 16 20
1,5 2,8 3,8 4,8 5,8 7,5 9,5
11,5 15,5 19,5
3 4 5 6 8
10 12 16 20
22 24 25 28 30
12
20,5 22,5 23,5 26,5 28,5
21,7 23,7 24,7 27,7 29,7
22 24 25 28 30
12
21,5 23,5 24,5 27,5 29,5
22 24 25 28 30
32 35 36 40
16
30,5 33 34 38
31,6 34,6 35,6 39,6
32 35 36 40
6 31,5 34 35 39
32 35 36 40
42 45 50 55
20
40 43 48 52
41,6 44,6 49,6 54,2
42 45 50 55
20
41 44 49 53
42 45 50 55
W tablicy pominięto wykaz średnic wierteł i rozwiertaków dla obróbki otworów o średnicy powyżej 55 mm. Wiertła kręte o średnicach powyżej 50 mm zaleca się zastępować
wiertłami o innej konstrukcji.
Planując rozwiercanie należy dokładnie obliczyć średnicę rozwiertaka wykańczaka i rozwiertaka zgrubnego. Średnicę rozwiertaka do rozwier-cania wykańczającego oblicza się ze wzoru:
w n tD d R= − −( )max
gdzie:
dmax - górny wymiar graniczny otworu,
Rn - zapas na przewidywane rozbicie otworu (0,15 T),
t - tolerancja wykonania rozwiertaka (0,35 T),

ROZDZIAŁ 4
Strona 164164164164
T - tolerancja wykonania otworu.
Przy obliczaniu średnicy rozwiertaka zdzieraka należy uwzględnić nad-datek na rozwiercanie wykańczające:
z nom w tD d g= − −( )
gdzie:
dnom - nominalny wymiar otworu (po rozwiercaniu wykańczającym),
gw - naddatek na wykończenie (na średnicy), o wartości 0,2 ÷ 1 mm,
t - tolerancja wykonania rozwiertaka (h8).
Tablica 4.29. Średnie wartości posuwu przy wierceniu otworów wiertłami krętymi ze stali szybkotnącej w pełnym materiale
Średnica wiertła mm
2 6 10 16 30 Materiał
obrabiany Posuw mechaniczny mm/obr
Stal Rm<600 MPa
0,06 0,13 0,25 0,33 0,50
Stal Rm<600÷900 MPa 0,04 0,09 0,18 0,25 0,38
Stal Rm<900÷1100 MPa 0,03 0,07 0,15 0,19 0,27
Żeliwo HB<170 0,09 0,18 0,39 0,51 0,75
Żeliwo HB>170 0,06 0,13 0,22 0,30 0,45
Przy obróbce otworów o długości ponad 3d posuwy należy zmniejszyć o 10÷25%

DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA
Strona 165165165165
Tablica 4.30. Prędkość skrawania przy wierceniu otworów w pełnym materiale wiertłami krętymi
Materiał obrabiany – stal Rm=650 MPa. Obróbka z chłodzeniem. Materiał ostrza – stal szybkotnąca
Średnica wiertła mm
2 6 10 20 30
Posuw mm/obr
Szybkość skrawania m/min
0,03 55 54
0,07 31 39 50 41
0,12 21 27 36 30
0,20 18 25 23 31
0,30 21 20 36
0,60 20
T min 6 10 10 18 30
Materiał obrabiany – żeliwo szare HB=190. Obróbka bez chłodzenia. Materiał ostrza – stal szybkotnąca
0,07 38 43
0,12 28 33 39 35
0,20 26 30 27 28
0,30 19 24 24 23
0,50 19 19 20
0,60 19
T min 12 18 18 30 42
Materiał obrabiany – stal hartowana. Obróbka bez chłodzenia. Materiał ostrza – węgliki spiekane H10
Twardość materiału obrabianego
Średnica otworu
Posuw mm/obr
Szybkość skrawania m/min
< 32 HRC 4÷32 0,02÷0,15 20÷25
32 HRC÷46 HRC 4÷32 0,015÷0,12 15÷20
>46 HRC 4÷32 0,01÷0,10 10÷15
T = 15 ÷ 30 min

ROZDZIAŁ 4
Strona 166166166166
Tablica 3.31. Posuw p, mm/obr, przy rozwiercaniu otworów rozwiertakami zgrubnymi (zdzierakami) i wykańczającymi. Rozwiertaki ze stali szybkotnącej. [7]
Średnica otworu d, mm
5 10 15 20 30
Materiał obrabiany
Rm w MPa Posuw p, mm/obr
Stal Rm < 600 zgrubne
wykańczające
0,06 ÷ 0,30
1,00 ÷ 0,50
0,90 ÷ 0,50 1,30 ÷ 0,65
1,15 ÷ 0,60 1,60 ÷ 0,80
1,50 ÷ 0,80 2,10 ÷ 1,05
Stal Rm = 600 ÷ 900 zgrubne
wykańczające
0,50 ÷ 0,20
0,80 ÷ 0,40
0,70 ÷ 0,40 1,00 ÷ 0,50
0,90 ÷ 0,50 1,30 ÷ 0,60
1,10 ÷ 0,60 1,70 ÷0,80
Stal Rm = 900 ÷ 1100 zgrubne
wykańczające
0,35 ÷ 0,20
0,60 ÷ 0,30
0,50 ÷ 0,30 0,40 ÷ 0,25
0,60 ÷0,30 0,95 ÷ 0,45
0,80 ÷ 0,40 1,25 ÷ 0,55
Żeliwo HB ≤ 170 zgrubne
wykańczające
1,00 ÷ 0,50
1,70 ÷0,85
1,25 ÷ 0,60 2,20 ÷ 1,10
1,50 ÷ 0,75 2,70 ÷ 1,35
1,90 ÷ 0,95 3,50 ÷ 1,75
Żeliwo HB > 170 zgrubne
wykańczające
0,60 ÷ 0,30
1,00 ÷ 0,50
0,75 ÷ 0,40 1,30 ÷ 0,65
0,90 ÷0,45 1,60 ÷ 0,80
1,15 ÷ 0,60 2,10 ÷ 1,05
Tablica 4.32. Orientacyjne wartości prędkości skrawania przy rozwiercaniu w stali Rm=650 MPa otworów obrabianych rozwiertakami trzpieniowymi ze stali szybkotnącej, z chłodzeniem. Rozwiertaki ze stali szybkotnącej.
Średnica otworu d, mm
5 10 15 20 30
Rodzaj rozwiercania Głębokość skrawania g
Trwałość ostrza T Posuw p, mm/obr
zgrubne 45÷26 37÷17 29÷16
g [mm] 0,50 0,50 0,75
T [mi]n 12 18 24
wykańczające 18÷13 18÷11 17÷7,5 16÷7 11÷4
g [mm] 0,1 0,15 0,20 0,25 0,25
T [min] 12 18 24 30 48

DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA
Strona 167167167167
Tablica 4.33. Orientacyjne wartości posuwu i prędkości skrawania przy pogłębianiu
Materiał obrabiany
Parametry skrawania
Stal Rm < 600
MPa
Stal
Rm ≥ 600 MPa
Żeliwo
Stopy
Al
Posuw po, mm/obr 0,08÷0,30 0,05÷0,25 0,10÷0,50 0,10÷0,50
Prędkość skraw. v, m/min 10÷18 5÷12 12÷18 40÷60
Uwagi
z chłodzeniem
z chłodzeniem
bez chłodzenia
z chłodzeniem
4.4. Frezowanie
Frezy
W zależności od przeznaczenia frezy dzieli się na:
• frezy do obróbki powierzchni płaskich: walcowe, walcowo-czołowe i czołowe (do planowania lub pogłębiania),
• frezy do rowków,
• frezy do kół zębatych,
• frezy do gwintów.
Ze względu na sposób powiązania ostrzy z korpusem freza, rozróżnia się:
• frezy jednolite
• frezy zgrzewane,
• frezy z ostrzami wlutowanymi,
• frezy z ostrzami mocowanymi mechanicznie,
• frezy z płytkami wieloostrzowymi mocowanymi mechanicz-nie.

ROZDZIAŁ 4
Strona 168168168168
Ze względu na sposób zamocowania frezy dzieli się na trzpieniowe i na-sadzane.
Oprócz frezów normalnych stosowane są także frezy specjalne. Są to frezy kształtowe, o zarysie dostosowanym do obróbki określonej po-wierzchni kształtowej. Najczęściej ostrza frezów są wykonywane ze stali szybkotnącej lub z węglików spiekanych.
Przykłady normalnych frezów podano na rysunkach 4.12, 4.13, 4.15, 4.16. Obszerniejszy zestaw frezów znajduje się w opracowaniach [2], [6].
Frezy walcowe wykonywane są jako nasadzane, rys. 4.12 lub jako trzpieniowe. Śrubowa linia zębów pozwala na bardziej równomierną pracę freza. Frezy walcowe nasadzane mocowane są na trzpieniu frezar-skim. Przy dużych szerokościach frezowania wskazane jest stosowanie frezów walcowych nasadzanych zespołowych (NFWc). Zaleca się sto-sowanie frezów o możliwie małej średnicy, lecz średnica freza nie po-winna być mniejsza od dziesięciu głębokości frezowania przy małych szerokościach frezowania, a przy dużych szerokościach, od dwudziestu głębokości frezowania. W tablicy 4.34 podano zgodnie z PN-81/M-57350 informacje o wymiarach zewnętrznych i liczbach zębów frezów walcowych nasadzanych. Odmiany z frezami drobnymi przeznaczone są do obróbki twardych materiałów, twardej stali i twardego żeliwa.
Tablica 4.34 Średnica D, długość L i liczba zębów frezów walcowych nasadzanych NFWa (prawozwojnych) i NFWb (lewozwojnych)
Odmiana Odmiana
A B C A B C
D
mm
L
mm Liczba ostrzy
D
mm
L
mm Liczba ostrzy
40 63
63
50
80
12
80
100
16
50 70 63
70
6
-
14 100 125
8
6
18
Frezy walcowo-czołowe, rys. 4.13 mogą skrawać powierzchnią wal-cową lub czołowa, lub najczęściej obiema powierzchniami. Wykony-wane są jako nasadzane lub jako trzpieniowe. Podstawowe zastosowanie tych frezów to obróbka płaszczyzn o niezbyt dużych szerokościach (frezy nasadzane) i płaszczyzn o niewielkich szerokościach (frezy trzpieniowe). Wymiary zewnętrzne frezów walcowo-czołowych nasa-

DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA
Strona 169169169169
dzanych, według PN-81/M-57390 (NFCa i NFCb) oraz według PN-84/M-57392 (NFCg), zestawiono w tablicy 4.13.
Rysunek 4.12 Frezy walcowe: a) nasadzane, b) zespołowe, c) trzpieniowe [6]
Szczególnym przeznaczeniem frezów walcowo czołowych trzpienio-wych jest wykonywanie rowków na wpusty, lecz nie uzyskuje się w ten sposób wysokiej dokładności wymiarowej szerokości rowka. Osadzenie wpustu wymaga więc dopasowania go do rowka. Najczęściej przed fre-zowaniem na obu krańcach rowka wierci się wiertłem otwory. Wtedy frez usuwa materiał pomiędzy tymi otworami. W celu dokładnego wy-konania rowków na wpusty poleca się frezowanie frezami trzpieniowymi dwuostrzowymi na frezarce do wpustów.

ROZDZIAŁ 4
Strona 170170170170
Tablica 4.35 Średnica D, długość L i liczba zębów frezów walcowych-czołowych nasadzanych NFCa i NFCb ze stali szybkotnacej oraz NFCg z płytkami wieloostrzowymi
Frezy ze stali szybkotnącej Frezy z płytkami wieloostrzowymi
Odmiana
A B C
D
mm
L
mm Liczba ostrzy
D
mm
l
mm
Liczba ostrzy
40 32 6 10 40
50 36 8 -
12 50 16,5
63 40 8 5 14 63
3
80 45 10 6 16 80 4
100 50 10 6 100 5
125 56 125
22
6
160 63 12 8
-
l – długość krawędzi skrawającej płytki wieloostrzowej trójkątnej
Rysunek 4.13. Frezy walcowo-czołowe: a) nasadzane, b) trzpieniowe [6]

DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA
Strona 171171171171
Frezy czołowe (głowice frezowe) są przeznaczone do obróbki płaszczyzn. Pozwalają uzyskać największą wydajność frezowania oraz większą dokładność niż przy frezowaniu frezami walcowymi. Rozróżnia się frezy czołowe do planowania i do pogłębiania. Podstawowa różnica pomiędzy tymi frezami polega na innym ustawieniu ostrzy, obecnie
najczęściej płytek wieloostrzowych. We frezach do planowania kąt κr jest mniejszy od 90o, a przy frezach do pogłębiania wynosi 90o. W PN-ISO 6462:1996 podane są wymiary frezów czołowych o śred-nicach od 50 do 500 mm.
Rysunek 4.14. Frezy składane na licencji SECO-TOOLS AB: a) palcowy walcowo-czołowy, b) walcowo-czołowy, c) czołowy, d) czołowy
grubozębny [6]
Frezy tarczowe, ich podstawowym przeznaczeniem jest wykonywanie rowków o przekroju prostokątnym. Wykonywane są w wielu odmianach: jako frezy trzystronne lub dwustronne o zębach prostych lub naprze-

ROZDZIAŁ 4
Strona 172172172172
mianskośnych, jako jednolite i jako dzielone, a także jako jednostronne, skrawające tylko obwodowo, o zębach prostych lub naprzemiansko-śnych, ścinowych lub zataczanych (frezy do rowków na kliny). Do fre-zów tarczowych należą także frezy do przecinania, zwane frezami tarczowymi piłkowymi. Wykonywane są jako jednolite ze stali szyb-kotnącej lub z ostrzami z węglików spiekanych z płytkami wlutowanymi lub, najczęściej z płytkami wieloostrzowymi, mocowanymi mechanicz-nie. Szerokość freza musi być dostosowana do szerokości rowka. Przy przeciętnych wymaganiach co dokładności wymiarowej rowka, wyko-nuje się go frezem tarczowym trzystronnym. Przeważnie wymaganą głębokość rowka uzyskuje się w kilku przejściach. Jeżeli szerokość rowka jest większa od szerokości freza, to należy w dalszych przejściach dokonać pogłębienia bocznego. Do pogłębień bocznych przeznaczone są frezy tarczowe dwustronne prawo lub lewostronne. Rowki dokładne fre-zuje się frezami tarczowymi do rowków klinowych. W przypadku row-ków na wpusty frezy tarczowe stosuje się do rowków długich. (Rowki wpustowe krótkie wykonuje się frezami trzpieniowymi.)
Rysunek 4.15. Frez tarczowy trzystronny prosty [6]

DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA
Strona 173173173173
b f
Rysunek 4.15. Frez tarczowy trzystronny prosty [6]Rys. 4.16. Frezy do rowków: a) tarczowy trzystronny naprzemianskośny, b) trzpieniowy do
rowków na wpusty, c) tarczowy do rowków na wpusty
Dobór parametrów skrawania
Przy frezowaniu dodatkowym parametrem jest szerokość frezowania B. Parametr ten został zaznaczony na rys. 4.17. Jego wartość przeważnie wynika z rysunku wykonawczego obrabianego przedmiotu.
Szerokość frezowania i grubość warstwy skrawanej h określają pole przekroju poprzecznego warstwy skrawanej. Grubość warstwy skrawanej h zależy od głębokości skrawania g i posuwu na ząb pz. W przypadku frezowania przeciwbieżnego, tak jak na rys.4.17, grubość warstwy skrawanej zmienia się od 0 do hmax.
Głębokość skrawania przy frezowaniu zgrubnym płaszczyzn może wynosić nawet kilka cm, lecz gdy jest to frezowanie kończące obróbkę, to przeważnie nie przekracza 4 mm. Przy frezowaniu wykańczającym przyjmuje się głębokość skrawania od 1 do 2 mm.

ROZDZIAŁ 4
Strona 174174174174
B
g
pz
hmax
Rysunek 4.17. Warstwa skrawana przy frezowaniu obwodowym
Posuw przy frezowaniu zgrubnym przyjmuje się możliwie duży. Ograni-czenie wynika ze sztywności układu obrabiarka-narzędzie przedmiot. W tablicach zalecających posuwy przy frezowaniu zgrubnym posuw jest podawany w mm na ząb. W karcie instrukcyjnej powinien być podany posuw minutowy pt. Związek pomiędzy tymi posuwami jest następujący:
zt pznp =
gdzie: n – prędkość obrotowa freza, z – liczba zębów freza.
Przy frezowaniu wykańczającym posuw powinien być dostosowany do wymaganej chropowatości powierzchni. Dobierając posuw korzysta się z tablic, w których proponowany jest posuw na obrót po, w mm/obr. Posuw minutowy oblicza się wtedy z zależności:
ot pnp =
Zalecane wartości posuwów zestawiono w tabl.4.36 i 4.37.
Tablica 4.36. Orientacyjne wartości posuwu pz w mm/ząb przy zgrubnym frezowaniu płaszczyzn
Frezy gruboostrzowe Frezy drobnoostrzowe
Materiał obrabiany
Rodzaj freza
Stal Żeliwo Stal Żeliwo
Walcowe 0,06÷0,60 0,10÷0,80 0,03÷0,15 0,05÷0,20
Walcowo-czołowe i czołowe
0,04÷0,20 0,10÷0,50 0,04÷0,12 0,08÷0,35

DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA
Strona 175175175175
Tablica 4.37. Orientacyjne wartości posuwu po w mm/obr przy frezowaniu płaszczyzn na określoną gładkość
Frezy walcowe Frezy
walcowo-czołowe Frezy czołowe Rz
µm Stal Żeliwo Stal Żeliwo Stal Żeliwo
10 2,3÷6,5 2÷5,2 0,5÷1,6 0,5÷1,4
5 1,3÷3,8 1,2÷3,0 0,1÷0,5 0,2÷0,45 0,35÷0,9 0,6÷0,9
2,5 0,7÷2,1 0,7÷1,7 0,02÷0,20 0,08÷0,15 0,2÷0,6 0,35÷0,6
1,25 0,15÷0,35 0,22÷0,35
0,63 0,15÷0,22 0,15÷0,22
Okresową prędkość skrawania vT dobiera się z tablic zamieszczonych w poradnikach [3, 4, 5, 7] lub w opracowaniach informacyjnych produ-centów narzędzi. Orientacyjne prędkości skrawania dla kilku przypad-ków frezowania podano w tabl.4.38.
Tabl. 4.38. Orientacyjna wartość prędkości skrawania przy frezowaniu, w m/min
Materiał obrabiany
Stale Żeliwa Mosiądze Stopy Al
Frezy:
Frezy ze stali szybkotnącej
Walcowe, tarczowe 15÷24 16÷20 50 300
Walcowo-czołowe 17÷28 17÷23 60 400
Trzpieniowe 16÷28 16÷25 60 400
Piłkowe 20÷55 25÷45 200 400
Ostrza z węglików spiekanych
Czołowe z płytkami lutowanymi
60÷160 50÷100 200 1000
Czołowe z płytkami wieloostrzowymi
80÷175 80÷140
4.5. Szlifowanie
Narzędziem skrawającym przy szlifowaniu jest ściernica. Ściernicę cha-rakteryzują następujące wielkości: kształt i wymiary ściernicy, rodzaj materiału ściernego, wielkość ziaren ściernych, twardość ściernicy, ro-dzaj spoiwa, struktura ściernicy, dopuszczalna prędkość obwodowa.

ROZDZIAŁ 4
Strona 176176176176
Podstawowe informacje o rodzajach materiałów ściernych i spoiwa oraz o ich zastosowaniu zestawiono w tabl. 4.39.
Przy doborze ściernicy szczególne znaczenie ma właściwy dobór wielkości ziaren ściernych i twardości ściernicy. Wielkość ziarna oznaczana jest dużą literą F i liczbą. Największe ziarna oznaczone są symbolem F4 i odpowiadają ziarnom o wymiarach dochodzących do 8 mm. Najmniejsze, oznaczone symbolem F1200, tzw. mikroziarna,
odpowiadają ziarnom o wymiarach poniżej 7 µm. W ściernicach stosuje się nieco mniejszy zakres wymiarów ziaren. Największe ziarna, to F12 o wymiarach dochodzących do 2,8 mm, najmniejsze – F150 o wymiarach
dochodzących do 150 µm. Wielkość ziaren ma zasadniczy wpływ na chropowatość powierzchni szlifowanej. Zależność pomiędzy wielkością ziarna i osiąganą chropowatością obrazuje wykres zamieszczony na rysunku 4.18.
F30
Rz
[mm]
3,2
1,6
0,8
0,4
F230F220F150F80
Rysunek 4.18. Zależność Rz od wielkości ziaren przy szlifowaniu, wg [8]

DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA
Strona 177177177177
Tablica 4.39. Materiały ścierne i spoiwa [6]
Materiał ścierny Symbol Podstawowe informacje
Elektrokorund: zwykły półszlachetny szlachetny
95 A 97 A 99 A
Do szlifowania stali węglowych i stopowych nie hartowanych i hartowanych, żeliwa ciągliwego, aluminium
Węglik krzemu 98 C 99 C
Do szlifowania kruchych i twardych materiałów, np. węglików spiekanych, żeliwa
Azotek boru (borazon)
KB
Do szlifowania stali szybkotnącej, a w szczególności - o zwiększonej zawartości wanadu i kobaltu
Diament naturalny syntetyczny
D DS
Do szlifowania bardzo twardych i kruchych materiałów, np. węglików spiekanych.
Spoiwo
Ceramiczne
V
Odporne na zmiany temperatury i na działanie ługów i olejów. Są niewrażliwe na wilgoć. Dopuszczalna prędkość obwodowa przy normalnym wykonaniu - do 35 m/s, przy specjalnym - do 60 m/s.
Żywiczne
B
Wrażliwe na działanie chłodziw zawierających zasady. Temperatura nie powinna przekraczać 180
o C. Duża wytrzymałość i elastyczność
(odporność na uderzenia). Stosowane są do obróbki zgrubnej, do cięcia, a także do wykańczającego szlifowania powierzchni
kształtowych; vdop≈45÷80 m/s.
Gumowe
R
Mogą pracować z chłodzeniem (poza naftą). Miękną w temperaturze powyżej 150
oC.
Spoiwo to umożliwia wykonywanie ściernic o bardzo małej grubości - 0,1 mm. Stosowane są do cięcia, szlifowania powierzchni kształtowych, gwintów, do szlifowania bezkłowego (tarcze prowadzące), do bardzo
gładkiego wykańczania; vdop≈ 40 ÷ 60 m/s.
Metalowe: spiekane galwaniczne
M G
Praca z dużymi prędkościami szlifowania. Duża odporność na działanie cieczy chłodzących. Stosowane do bardzo twardych materiałów ściernych, np. do diamentu.

ROZDZIAŁ 4
Strona 178178178178
Tablica 4. 40. Proponowana charakterystyka ściernic [6]
Parametry ściernicy Odmiana szlifowania
Materiał obrabiany ścierniwo numer
ziarna twardość struk-
tura spo-iwo
stal nie hartowana
97A F46-F100
(36 ÷ 80) K ÷ L 4 ÷ 5 V
stal hartowana
97A 99A
F46-F100
(36 ÷ 80) H ÷ K 4 ÷ 5 V,B
Szlifowanie kłowe
wałków
żeliwo 98 C F40-F80
(30 ÷ 60) J ÷ L 4 ÷ 5 V
stal nie hartowana
97 A F46-F80
(36 ÷ 60) J ÷ K 4 ÷ 5 V
stal hartowana
97 A 99 A
F60-F100
(46 ÷ 80) H ÷ K 4 ÷ 5 V
Szlifowanie otworów
żeliwo 98 C
F46-F80
(36 ÷ 60) J ÷ K 4 ÷ 5 V
stal nie hartowana
97 A
F46-FF80
(36 ÷ 60) I ÷ K 4 ÷ 8 V
stal hartowana
97 A 99 A
F60 (46)
H ÷ J 5 ÷ 8 V
Szlifowanie płaszczyzn obwodem ściernicy
żeliwo 98 C
F40-F46
(30 ÷ 36) I ÷ K 5 ÷ 8 V
stal nie hartowana
97 A
F36 (24)
J ÷ M 5 ÷ 8 V, B
stal hartowana
97 A
99 A
F46 (36)
H ÷ K 5 ÷ 8 V, B
Szlifowanie płaszczyzn
czołem ściernicy
żeliwo 98 C
F36 (24)
I ÷ L 5 ÷ 8 V
Twardość ściernicy oznaczana jest dużymi literami alfabetu, poczynając od E aż do Z:
E, F, G - ściernice bardzo miękkie;
H, I, J, K – ściernice miękkie;
L, M, N, O – ściernice o średniej twardości;
P, Q, R, S - ściernice twarde;
T, U, W, Z – ściernice bardzo twarde.
Twardość ściernicy określa siłę, jaką należy przyłożyć do ziarna, aby je wyrwać z powierzchni ściernicy. Właściwy dobór twardości ma decy-dująco wpływa na prawidłowy przebieg procesu szlifowania i na wła-ściwą eksploatację ściernicy. Siły działające podczas szlifowania na ziarno wzrastają w miarę stępienia ostrych krawędzi ziaren. Chodzi o to,

DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA
Strona 179179179179
aby po osiągnięciu zużycia ostrza ziarna, uniemożliwiającego skrawnie, siła działająca na ziarno była wystarczająco duża do wyrwania go z po-wierzchni ściernicy. Taką pożądaną sytuację można nazwać samoostrze-niem ściernicy. Orientacyjnie można przyjąć następujące wskazanie – do szlifowania materiałów miękkich należy stosować ściernice twarde, do szlifowania materiałów twardych – ściernice miękkie. Zalecane twardo-ści ściernicy, w zależności od odmiany szlifowania i rodzaju obrabia-nego materiału podano w tabl. 4.40.
Rysunek 4.19. Przykłady narzędzi ściernych: a) ściernica płaska, b) pierścieniowa, c) garnkowo-walcowa, d) garnkowo-stożkowa zbieżna,
e) talerzowa, f) i g) trzpieniowa, h) segment ścierny [6]
Kolejna wielkość, struktura ściernicy, określana jest przez stosunek objętości ziaren Vz do całkowitej objętości ściernicy, a więc do sumy objętości ziaren, spoiwa Vs i porów Vp:

ROZDZIAŁ 4
Strona 180180180180
psz
z
VVV
V
++
Strukturę ściernicy określa się liczbami. Strukturze otwartej odpowiadają liczby od 9 do 14, strukturze zwartej – liczby od 0 do 4. Struktury otwarte stosowane są do szlifowania materiałów miękkich, struktury zwarte – do szlifowania materiałów twardych i kruchych.
Przykłady kształtów narzędzi ściernych stosowanych przy szlifowaniu podano na rys. 4.19.
Dobór parametrów skrawania
Przy szlifowaniu wzdłużnym wałków ustalonych w kłach, rys. 4.20 naddatek na obróbkę, w zależności od średnicy i długości wałka oraz rodzaju materiału obrabianego, przyjmuje się w granicach od 0,15 do 0,65 mm. Naddatek na szlifowanie najczęściej rozbija się na naddatek zdejmowany w czasie szlifowania zgrubnego i wynosi przeważnie 0,75 całkowitego naddatku na szlifowanie. Pozostały naddatek zdejmowany jest w czasie szlifowania wykańczającego, lecz naddatek ten nie powinien być mniejszy niż 0,05 mm.
Rysunek 4.20. Szlifowanie kłowe z posuwem wzdłużnym (6)
Posuw wzdłużny p (w mm na obrót przedmiotu obrabianego) uzależnia się od szerokości tarczy ściernej B,
P = c B [mm/ na 1 obrót przedmiotu obrabianego]
Przy szlifowaniu zgrubnym przyjmuje się c = 0,3 ÷ 0,7, a przy szlifowa-niu wykańczającym c = 0,2 ÷ 0,4.

DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA
Strona 181181181181
Dosuw g ściernicy można utożsamić z głębokością skrawania przypada-jącą na skok pojedynczy lub podwójny. Przy szlifowaniu zgrubnym naj-częściej przyjmuje się dosuw g od 0,01 do 0,025 mm/pojedynczy skok. Dosuw ma wpływ na chropowatość powierzchni, toteż przy szlifowaniu wykańczającym przyjmuje się mniejsze wartości i w zależności od śred-nicy wałka kształtują się w przedziale 0,003 ÷ 0,015 mm/ skok po-dwójny.
Szlifowanie kończy się tzw. przejściami wyiskrzającymi, bez wgłębiania ściernicy w materiał obrabiany, dosuw g = 0. Liczba przejść wyiskrzają-cych io zależy od klasy dokładności i liczby przejść skrawających is:
i0 = (0,3 ÷ 0,7) is.
Prędkość obwodowa przedmiotu obrabianego jest niewielka i w zależno-ści od rodzaju szlifowania (zgrubne, wykańczające), rodzaju materiału obrabianego i dosuwu wynosi od 3,5 m/min do ponad 30 m/min.
Naddatek na szlifowanie z posuwem wzdłużnym otworów przyjmuje się w zależności od średnicy i długości otworu od 0,15 do 0,75 mm, dokonując podziału: 0,75 naddatku na szlifowanie zgrubne i 0,25 naddatku na szlifowanie wykańczające. Posuw wzdłużny przyjmuje się tak jak przy szlifowaniu wzdłużnym wałków. Dosuw g przy szlifowaniu zgrubnym, w zależności od średnicy otworu, wynosi od 0,0002 do 0,016 mm, a przy szlifowaniu wykańczającym od 0,0015 do 0,0025 mm. Prędkość obwodową przedmiotu przy szlifowaniu otworów wynosi od 29 d0 82 m/min.
Do szlifowania płaszczyzn stosuje się ściernice płaskie i pierścieniowe skrawające swą powierzchnią walcową lub ściernice garnkowe, skrawa-jące powierzchnią czołową, rys. 4.21. Szlifowanie przeprowadza się na szlifierkach z posuwowo-zwrotnym (stół prostokątny) lub obrotowym ruchem stołu. Naddatki na szlifowanie wynoszą od 0,15 do 0,60 mm. Na szlifowanie zgrubne przeznacza się 60 ÷ 80 % naddatku.
Posuw wzdłużny pt przy skrawaniu obwodem ściernicy na szlifierkach ze stołem prostokątnym wyraża się w m/min i wynosi 17,5 ÷ 4 m/min przy szlifowaniu zgrubnym i 15 ÷ 20 m/min przy szlifowaniu wykań-czającym. Na szlifierkach ze stołem obrotowym stosuje się większe prędkości, do 60 m/min przy szlifowaniu wykańczającym.

ROZDZIAŁ 4
Strona 182182182182
vs
b)
pt
pt
pp
pp
vs
g g
a)
Rysunek 4.21. Szlifowanie płaszczyzn z prostoliniowym ruchem stołu: a) obwodem ściernicy, b) czołem ściernicy
Posuw poprzeczny pp wyraża się w mm/skok przy prostokątnym stole szlifierki i w mm na obrót stołu przy stole obrotowym. Posuw pp musi być mniejszy niż szerokość tarczy ściernej i przy szlifowaniu zgrubnym może wynosić do 60%, a przy wykańczającym do 30 % szerokości ściernicy.
Głębokość skrawania g przy szlifowaniu płaszczyzn obwodem ściernicy wynosi przy szlifowaniu zgrubnym 0,01 do 0,04 mm/przejście i przy szlifowaniu wykańczającym 0,005 do 0,01 mm/przejście. Przy szlifowa-niu czołem ściernicy głębokość skrawania na szlifierkach ze stołem pro-stokątnym przyjmuje się 0,02 ÷ 0,06 mm/skok przy zgrubnym szlifowa-niu i 0,005 ÷ 0,01 przy szlifowaniu wykańczającym, a przy szlifowaniu ściernicą segmentową na szlifierkach ze stołem obrotowym, odpowied-nio, 0,10÷ 0,30 mm/obrót stołu i 0,01 ÷ 0,015 mm/obrót stołu.
Obszerniejsze omówienie odmian szlifowania i bardziej szczegółowe dane do doboru parametrów szlifowania znajdują się w pracy [6].

DOBÓR NARZĘDZI I PARAMETRÓW SKRAWANIA
Strona 183183183183
4.6. Literatura
1. Feld M., Technologia budowy maszyn. Wydawnictwa Naukowe PWN, Warszawa 2000.
2. Górski E., Poradnik frezera. Wydawnictwa Naukowo-Tech-niczne, Warszawa 1999.
3. Dudik K., Górski E., Poradnik tokarza. Wydawnictwa Naukowo-Techniczne, Warszawa 2000.
4. Normatywy technologiczne obróbki skrawaniem. Instytut Ob-róbki Skrawaniem, Wyd. Przem. Masz. WEMA, Warszawa 1979.
5. Wołk R., Normowanie czasu na obrabiarkach do obróbki skra-waniem. WNT, Warszawa 1972.
6. Praca zbiorowa pod red. J. Z. Sobolewskiego., Projektowanie technologii maszyn. Oficyna Wydawnicza Politechniki War-szawskiej, Warszawa 2007.
7. Kaczmarek J., Podstawy obróbki wiórowej, ściernej i erozyjnej. WNT, Warszawa 1970.
8. Katalog firmy SECO TOOLS AB.

ROZDZIAŁ 4
Strona 184184184184