Podstawy standardowej oceny jakości · PDF fileustanowionymi normami EN, przeprowadzanym...
8
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010” 23 - 25 sierpnia 2010 r. Podstawy standardowej oceny jakości spoin Tadeusz Morawski Usługi Techniczne i Ekonomiczne „Level”, Warszawa [email protected]. Wstęp Konstrukcje stalowe przeważnie są wykonywane i montowane technikami spawalniczymi , stąd do jakości spoin przywiązuje się duże znaczenie. Ryzyko uszkodzenia złączy spawanych wiąże się z wielkością i rodzajem naprężeń, własnościami materiałów oraz z wymiarami niezgodności spawalniczych. Metodami nieniszczącymi (NDT) można tylko określać przybliżone wymiary geometryczne niezgodności spawalniczych. Dzięki takiemu działaniu zabezpieczamy konstrukcję przed niespodziewanym uszkodzeniem złącza zapoczątkowanym od wad w spoinie. Obecność niezgodności w złączach nie jest rzeczą niezwykłą, o ile ich rodzaj i wielkość nie zagrażają bezpieczeństwu konstrukcji. Referat poświęcony zostanie standardowym badaniom nieniszczącym, sformalizowanym ustanowionymi normami EN, przeprowadzanym rutynowo w celu oceny jakości spoin. Kluczem do oceny jakości spoin jest norma PN-EN ISO 5817:2007[2]. Dotyczy ona złączy o grubości powyżej 0,5 mm ze spoinami czołowymi i pachwinowymi. Podobnie jak jej poprzedniczka EN 25817 wprowadza termin "poziom jakości" (PJA), który definiuje jako opis jakości spoiny na podstawie rodzaju i wielkości wybranych niezgodności spawalniczych. Opis ten określają ustalone w niej granice wymiarów niezgodności spawalniczych odpowiadające wymaganej lub spodziewanej jakości złącza. Granice te określa się dla każdego rodzaju niezgodności i grubości spoiny. Jakość złącza może odpowiadać jednemu z trzech poziomów jakości sklasyfikowanych w PN-EN ISO 5817 i oznaczonych literami B, C, D (podana kolejność odpowiada wymaganiom ostrym, średnim i łagodnym). Poziom jakości złącza spawanego ocenia się na podstawie rzeczywistych wymiarów niezgodności spawalniczych oraz rzeczywistych wielkości odchyleń od nominalnego kształtu spoiny i/lub geometrii złącza. Ocenę złącza dokonuje się oddzielnie dla każdego rodzaju niezgodności spawalniczej. Niezgodności krótkie (długość l max ≤ 25 mm) ocenia się na odcinku spoiny o długości L=100 mm. Wskazania i poziomy badania przy wykrywaniu wskazań Metody nieniszczące (z wyjątkiem VT) dają jako wynik badania wskazania od niezgodności, Mają one różnorodne postaci (echa, obrazy radiograficzne, impulsy,...), Najważniejszą czynnością w badaniu spoin jest określenie poziomów rejestracji (PRE) i akceptacji (PAK) dla wskazań od niezgodności. Dokonuje się tego już przy wyborze poziomu badania, częściej i słusznie określanego terminem klasa badania (KL) wybraną metodą NDT. 65
Transcript of Podstawy standardowej oceny jakości · PDF fileustanowionymi normami EN, przeprowadzanym...
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010” 23 - 25 sierpnia 2010 r.
Podstawy standardowej oceny jakości spoin
Tadeusz Morawski Usługi Techniczne i Ekonomiczne „Level”, Warszawa
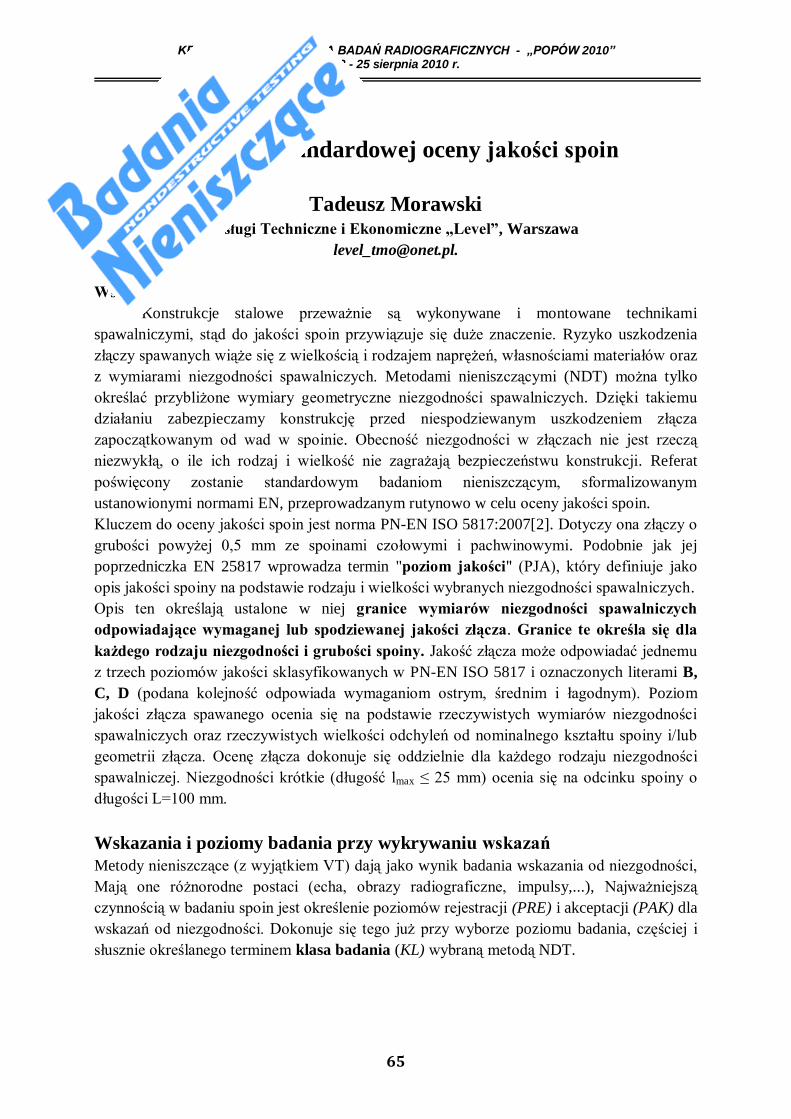
Wstęp
Konstrukcje stalowe przeważnie są wykonywane i montowane technikami
spawalniczymi, stąd do jakości spoin przywiązuje się duże znaczenie. Ryzyko uszkodzenia
złączy spawanych wiąże się z wielkością i rodzajem naprężeń, własnościami materiałów oraz
z wymiarami niezgodności spawalniczych. Metodami nieniszczącymi (NDT) można tylko
określać przybliżone wymiary geometryczne niezgodności spawalniczych. Dzięki takiemu
działaniu zabezpieczamy konstrukcję przed niespodziewanym uszkodzeniem złącza
zapoczątkowanym od wad w spoinie. Obecność niezgodności w złączach nie jest rzeczą
niezwykłą, o ile ich rodzaj i wielkość nie zagrażają bezpieczeństwu konstrukcji. Referat
poświęcony zostanie standardowym badaniom nieniszczącym, sformalizowanym
ustanowionymi normami EN, przeprowadzanym rutynowo w celu oceny jakości spoin.
Kluczem do oceny jakości spoin jest norma PN-EN ISO 5817:2007[2]. Dotyczy ona złączy o
grubości powyżej 0,5 mm ze spoinami czołowymi i pachwinowymi. Podobnie jak jej
poprzedniczka EN 25817 wprowadza termin "poziom jakości" (PJA), który definiuje jako
opis jakości spoiny na podstawie rodzaju i wielkości wybranych niezgodności spawalniczych.
Opis ten określają ustalone w niej granice wymiarów niezgodności spawalniczych
odpowiadające wymaganej lub spodziewanej jakości złącza. Granice te określa się dla
każdego rodzaju niezgodności i grubości spoiny. Jakość złącza może odpowiadać jednemu
z trzech poziomów jakości sklasyfikowanych w PN-EN ISO 5817 i oznaczonych literami B,
C, D (podana kolejność odpowiada wymaganiom ostrym, średnim i łagodnym). Poziom
jakości złącza spawanego ocenia się na podstawie rzeczywistych wymiarów niezgodności
spawalniczych oraz rzeczywistych wielkości odchyleń od nominalnego kształtu spoiny i/lub
geometrii złącza. Ocenę złącza dokonuje się oddzielnie dla każdego rodzaju niezgodności
spawalniczej. Niezgodności krótkie (długość lmax ≤ 25 mm) ocenia się na odcinku spoiny o
długości L=100 mm.
Wskazania i poziomy badania przy wykrywaniu wskazań
Metody nieniszczące (z wyjątkiem VT) dają jako wynik badania wskazania od niezgodności,
Mają one różnorodne postaci (echa, obrazy radiograficzne, impulsy,...), Najważniejszą
czynnością w badaniu spoin jest określenie poziomów rejestracji (PRE) i akceptacji (PAK) dla
wskazań od niezgodności. Dokonuje się tego już przy wyborze poziomu badania, częściej i
słusznie określanego terminem klasa badania (KL) wybraną metodą NDT.
65
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010” 23 - 25 sierpnia 2010 r.
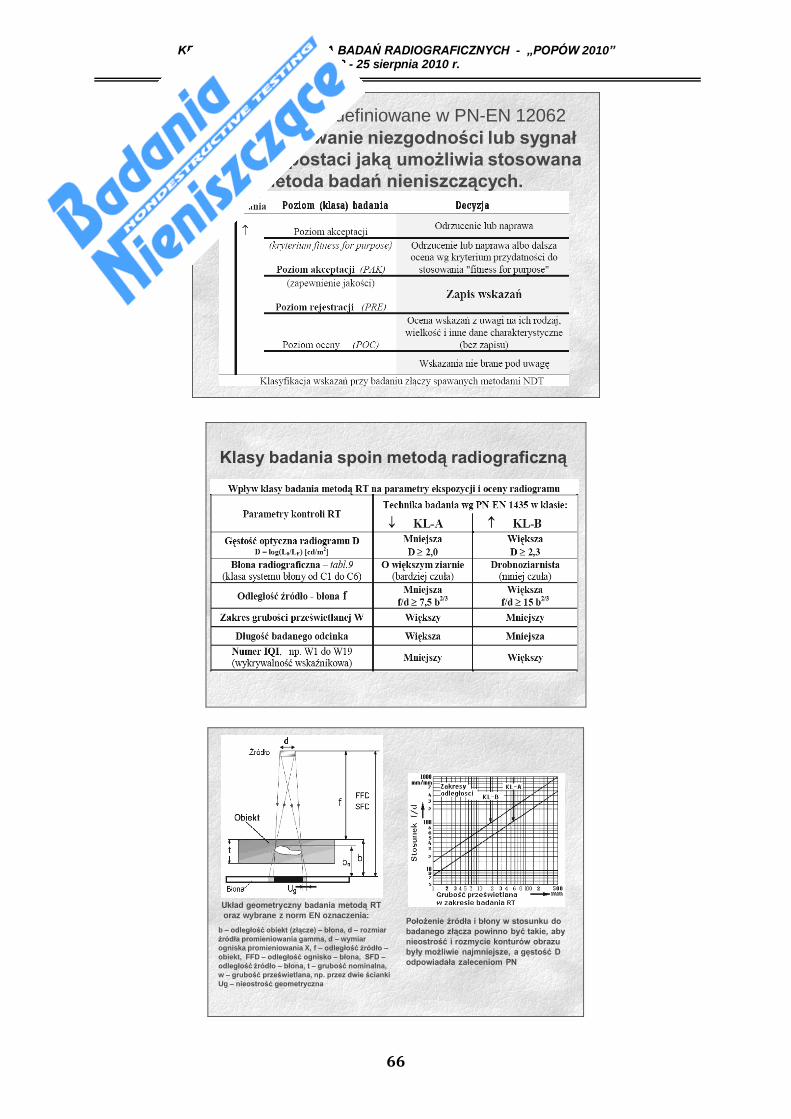
Wskazanie zdefiniowane w PN-EN 12062
jako zobrazowanie niezgodności lub sygnał
od niej, w postaci jaką umożliwia stosowana
metoda badań nieniszczących.
Klasy badania spoin metodą radiograficzną
Położenie źródła i błony w stosunku do
badanego złącza powinno być takie, aby
nieostrość i rozmycie konturów obrazu
były możliwie najmniejsze, a gęstość D
odpowiadała zaleceniom PN
Układ geometryczny badania metodą RT
oraz wybrane z norm EN oznaczenia:
b – odległość obiekt (złącze) – błona, d – rozmiar
źródła promieniowania gamma, d – wymiar
ogniska promieniowania X, f – odległość źródło –
obiekt, FFD – odległość ognisko – błona, SFD –
odległość źródło – błona, t – grubość nominalna,
w – grubość prześwietlana, np. przez dwie ścianki
Ug – nieostrość geometryczna
66
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010” 23 - 25 sierpnia 2010 r.
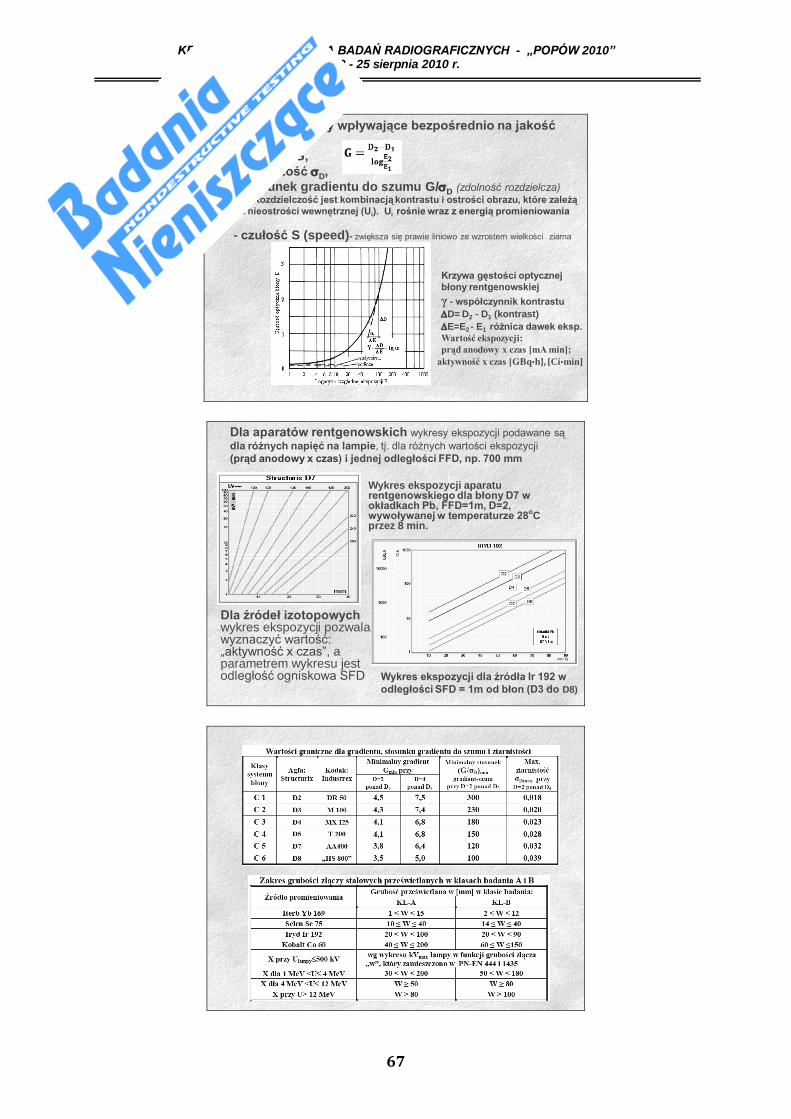
Własności błony wpływające bezpośrednio na jakość
obrazu to:
- gradient G,
- ziarnistość sD,
- stosunek gradientu do szumu G/sD (zdolność rozdzielcza)Rozdzielczość jest kombinacją kontrastu i ostrości obrazu, które zależą
od nieostrości wewnętrznej (Ui). Ui rośnie wraz z energią promieniowania
- czułość S (speed)- zwiększa się prawie liniowo ze wzrostem wielkości ziarna
Krzywa gęstości optycznej
błony rentgenowskiej
γ - współczynnik kontrastu
DD= D2 - D1 (kontrast)
DE=E2 - E1 różnica dawek eksp.
Wartość ekspozycji:
prąd anodowy x czas [mA min];
aktywność x czas [GBq⋅h], [Ci⋅min]
26
Dla aparatów rentgenowskich wykresy ekspozycji podawane są
dla różnych napięć na lampie, tj. dla różnych wartości ekspozycji
(prąd anodowy x czas) i jednej odległości FFD, np. 700 mm
Wykres ekspozycji aparatu rentgenowskiego dla błony D7 w okładkach Pb, FFD=1m, D=2, wywoływanej w temperaturze 28
oC
przez 8 min.
Wykres ekspozycji dla źródła Ir 192 w
odległości SFD = 1m od błon (D3 do D8)
Dla źródeł izotopowych wykres ekspozycji pozwala wyznaczyć wartość: „aktywność x czas”, a parametrem wykresu jest odległość ogniskowa SFD
67
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010” 23 - 25 sierpnia 2010 r.
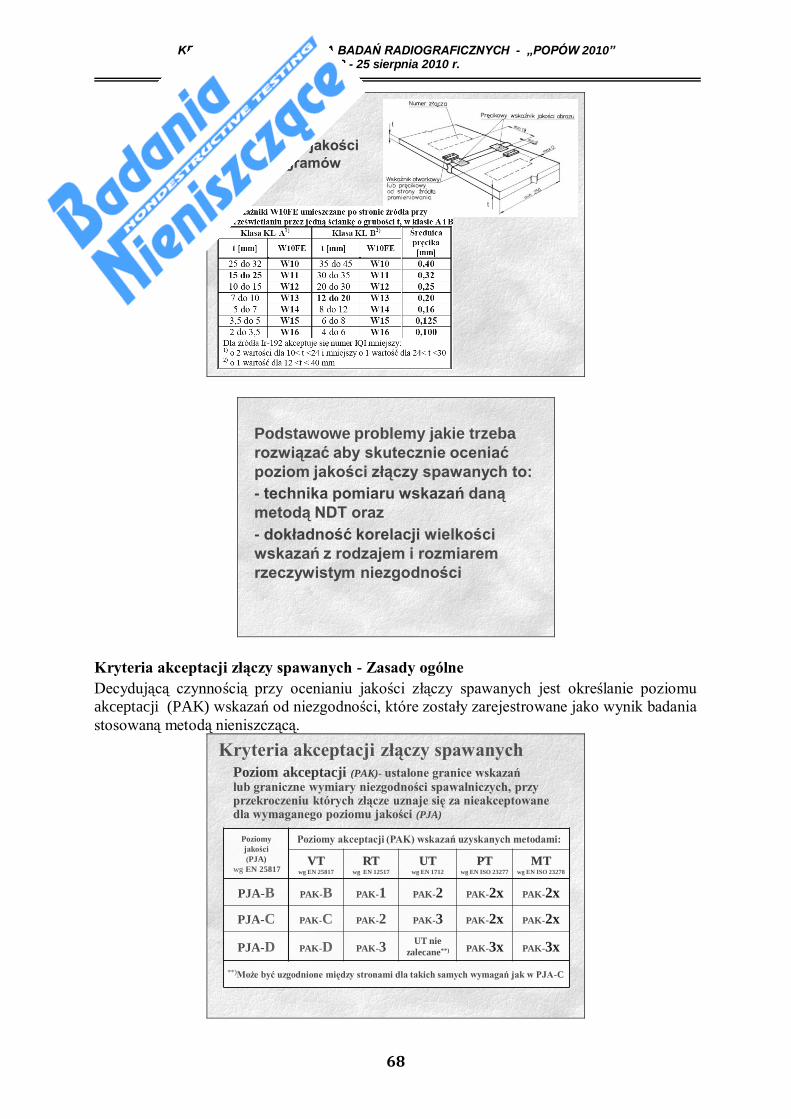
Kontrola jakości
radiogramów
Podstawowe problemy jakie trzeba
rozwiązać aby skutecznie oceniać
poziom jakości złączy spawanych to:
- technika pomiaru wskazań daną
metodą NDT oraz
- dokładność korelacji wielkości
wskazań z rodzajem i rozmiarem
rzeczywistym niezgodności
Kryteria akceptacji złączy spawanych - Zasady ogólne
Decydującą czynnością przy ocenianiu jakości złączy spawanych jest określanie poziomu
akceptacji (PAK) wskazań od niezgodności, które zostały zarejestrowane jako wynik badania
stosowaną metodą nieniszczącą.
Kryteria akceptacji złączy spawanychPoziom akceptacji (PAK)- ustalone granice wskazań
lub graniczne wymiary niezgodności spawalniczych, przy przekroczeniu których złącze uznaje się za nieakceptowane dla wymaganego poziomu jakości (PJA)
Poziomy
jakości
(PJA)
wg EN 25817
Poziomy akceptacji (PAK) wskazań uzyskanych metodami:
VTwg EN 25817
RTwg EN 12517
UTwg EN 1712
PTwg EN ISO 23277
MTwg EN ISO 23278
PJA-B PAK-B PAK-1 PAK-2 PAK-2x PAK-2x
PJA-C PAK-C PAK-2 PAK-3 PAK-2x PAK-2x
PJA-D PAK-D PAK-3UT nie
zalecane**) PAK-3x PAK-3x
**)Może być uzgodnione między stronami dla takich samych wymagań jak w PJA-C
68
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010” 23 - 25 sierpnia 2010 r.
VT RT
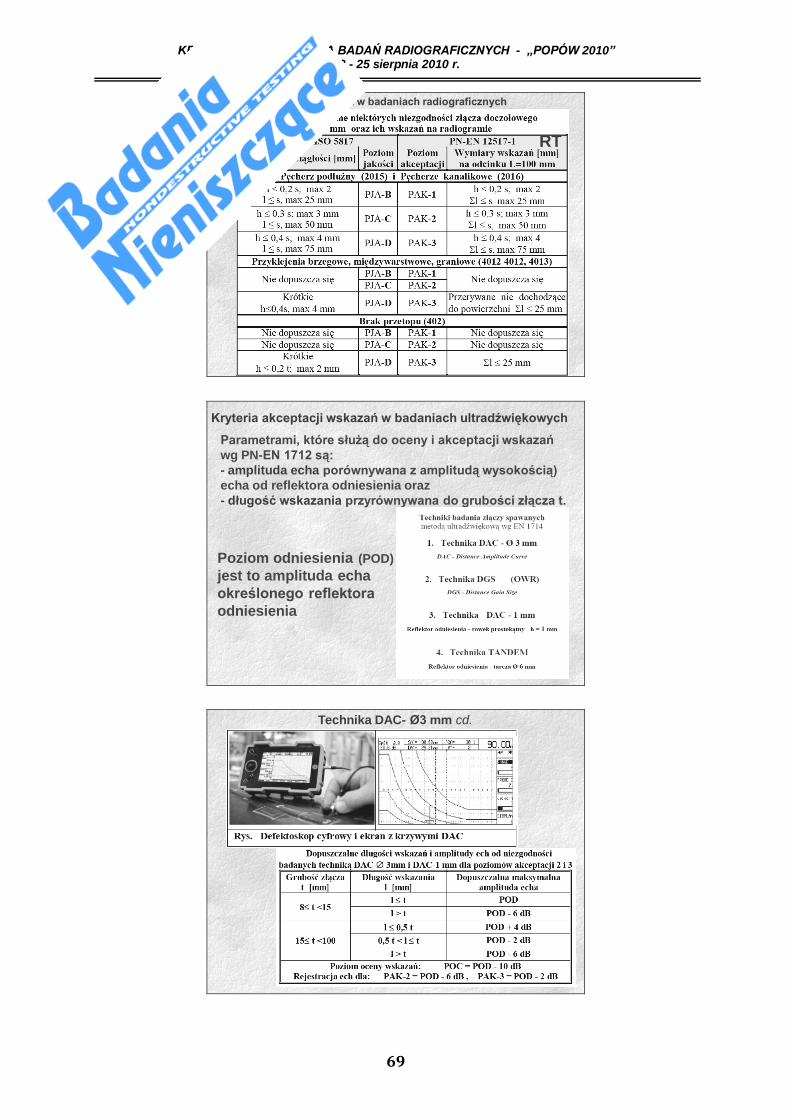
Kryteria akceptacji wskazań w badaniach radiograficznych
Kryteria akceptacji wskazań w badaniach ultradźwiękowych
Parametrami, które służą do oceny i akceptacji wskazań
wg PN-EN 1712 są:
- amplituda echa porównywana z amplitudą wysokością)
echa od reflektora odniesienia oraz
- długość wskazania przyrównywana do grubości złącza t.
Poziom odniesienia (POD)
jest to amplituda echa
określonego reflektora
odniesienia
Technika DAC- Ø3 mm cd.
69
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010” 23 - 25 sierpnia 2010 r.
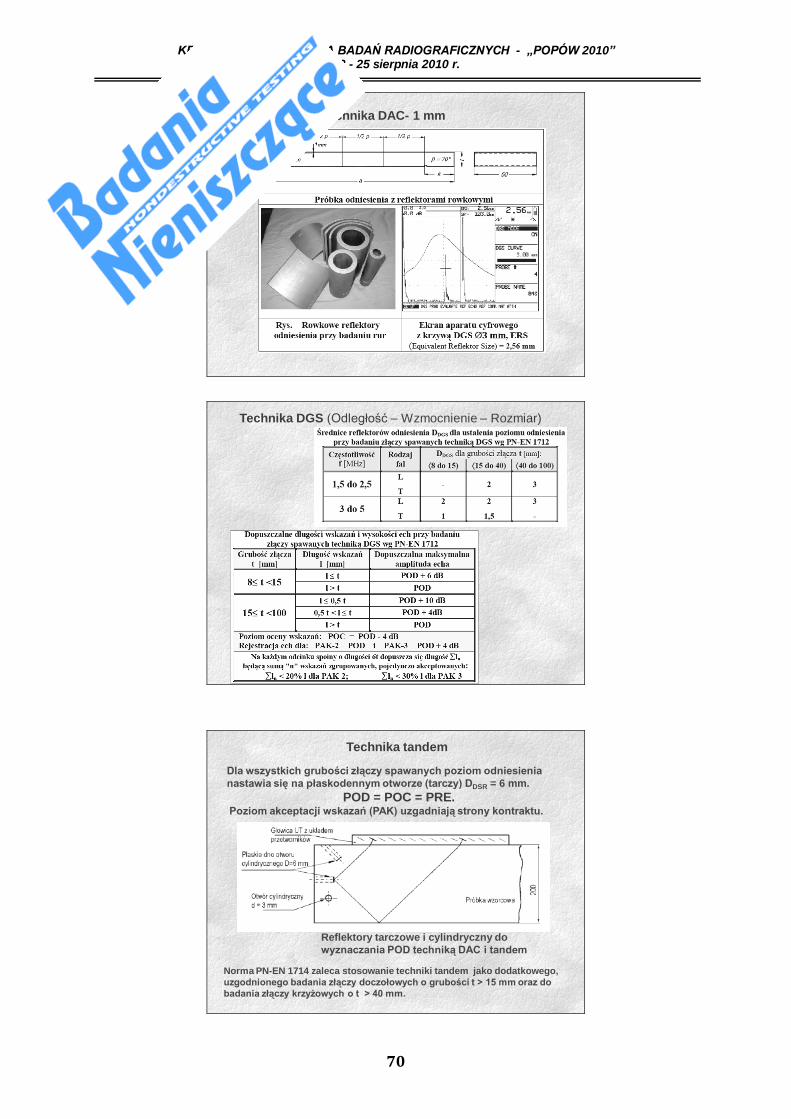
Technika DAC-1 mm
Technika DAC- 1 mm
Technika DGS (Odległość – Wzmocnienie – Rozmiar)
Technika tandem
Dla wszystkich grubości złączy spawanych poziom odniesienia
nastawia się na płaskodennym otworze (tarczy) DDSR = 6 mm.
POD = POC = PRE.Poziom akceptacji wskazań (PAK) uzgadniają strony kontraktu.
Reflektory tarczowe i cylindryczny do
wyznaczania POD techniką DAC i tandem
Norma PN-EN 1714 zaleca stosowanie techniki tandem jako dodatkowego,
uzgodnionego badania złączy doczołowych o grubości t > 15 mm oraz do
badania złączy krzyżowych o t > 40 mm.
70
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010” 23 - 25 sierpnia 2010 r.
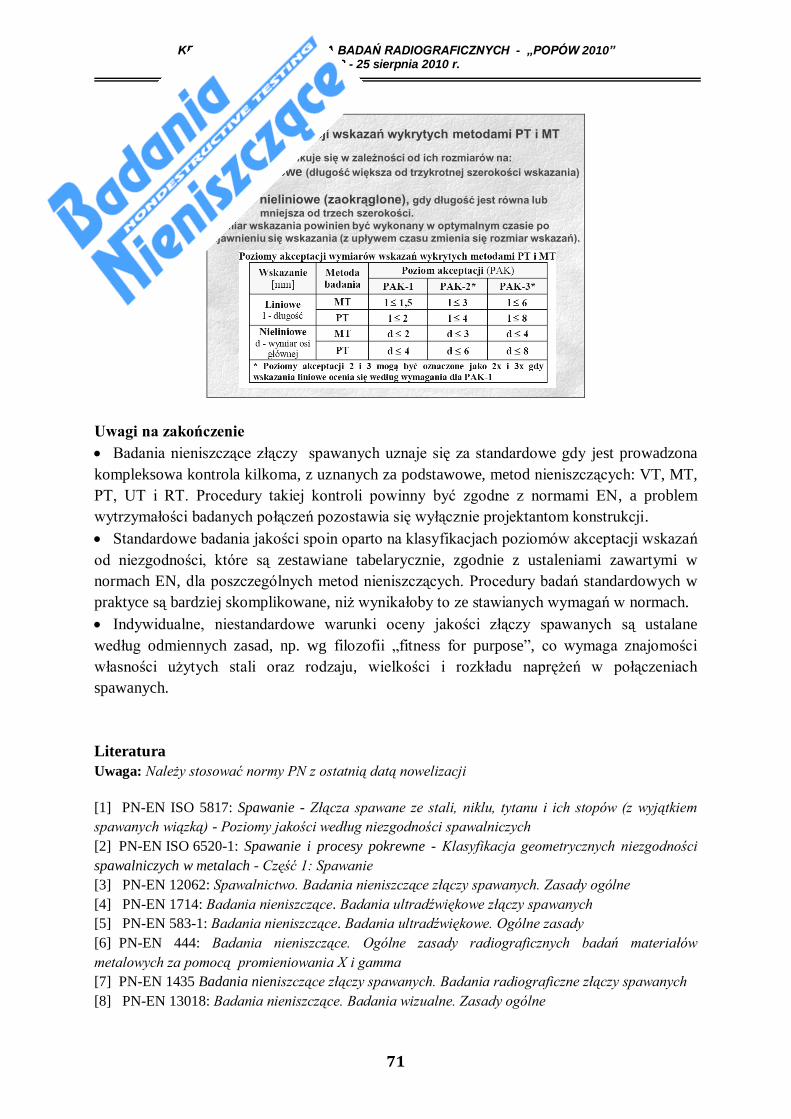
Kryteria akceptacji wskazań wykrytych metodami PT i MT
Wskazania klasyfikuje się w zależności od ich rozmiarów na:
- liniowe (długość większa od trzykrotnej szerokości wskazania)
i
- nieliniowe (zaokrąglone), gdy długość jest równa lub
mniejsza od trzech szerokości.
Pomiar wskazania powinien być wykonany w optymalnym czasie po
ujawnieniu się wskazania (z upływem czasu zmienia się rozmiar wskazań).
Uwagi na zakończenie
Badania nieniszczące złączy spawanych uznaje się za standardowe gdy jest prowadzona
kompleksowa kontrola kilkoma, z uznanych za podstawowe, metod nieniszczących: VT, MT,
PT, UT i RT. Procedury takiej kontroli powinny być zgodne z normami EN, a problem
wytrzymałości badanych połączeń pozostawia się wyłącznie projektantom konstrukcji.
Standardowe badania jakości spoin oparto na klasyfikacjach poziomów akceptacji wskazań
od niezgodności, które są zestawiane tabelarycznie, zgodnie z ustaleniami zawartymi w
normach EN, dla poszczególnych metod nieniszczących. Procedury badań standardowych w
praktyce są bardziej skomplikowane, niż wynikałoby to ze stawianych wymagań w normach.
Indywidualne, niestandardowe warunki oceny jakości złączy spawanych są ustalane
według odmiennych zasad, np. wg filozofii „fitness for purpose”, co wymaga znajomości
własności użytych stali oraz rodzaju, wielkości i rozkładu naprężeń w połączeniach
spawanych.
Literatura
Uwaga: Należy stosować normy PN z ostatnią datą nowelizacji
[1] PN-EN ISO 5817: Spawanie - Złącza spawane ze stali, niklu, tytanu i ich stopów (z wyjątkiem
spawanych wiązką) - Poziomy jakości według niezgodności spawalniczych
[2] PN-EN ISO 6520-1: Spawanie i procesy pokrewne - Klasyfikacja geometrycznych niezgodności
spawalniczych w metalach - Część 1: Spawanie
[3] PN-EN 12062: Spawalnictwo. Badania nieniszczące złączy spawanych. Zasady ogólne
[4] PN-EN 1714: Badania nieniszczące. Badania ultradźwiękowe złączy spawanych
[5] PN-EN 583-1: Badania nieniszczące. Badania ultradźwiękowe. Ogólne zasady
[6] PN-EN 444: Badania nieniszczące. Ogólne zasady radiograficznych badań materiałów
metalowych za pomocą promieniowania X i gamma
[7] PN-EN 1435 Badania nieniszczące złączy spawanych. Badania radiograficzne złączy spawanych
[8] PN-EN 13018: Badania nieniszczące. Badania wizualne. Zasady ogólne
71
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2010” 23 - 25 sierpnia 2010 r.
[9] PN-EN 970: Spawalnictwo. Badania nieniszczące złączy spawanych. Badania wizualne
[10] PN-EN 571-1:1999: Badania nieniszczące. Badania penetracyjne. Zasady ogólne
[11] PN-EN ISO 3452-3: Badania nieniszczące. Badania penetracyjne. Próbki odniesienia
[12] PN-EN ISO 3452-4: Badania nieniszczące. Badania penetracyjne. Wyposażenie
[13] PN-EN ISO 9934-1: Badania nieniszczące. Badania magnetyczno-proszkowe. Zasady ogólne
[14] PN-EN1290: Badania nieniszczące złączy spawanych. Badania magnetyczno-proszkowe złączy
spawanych
[15] PN-EN 584-1: Badania nieniszczące. Błona radiograficzna przemysłowa. Klasyfikacja systemów
błony dla radiografii przemysłowej
[16] PN-EN 1712: Badania nieniszczące spoin. Badania ultradźwiękowe złączy spawanych. Poziomy
akceptacji
[17] PN-EN 12517-1: Badania nieniszczące. Badania radiograficzne złączy spawanych. Poziomy
akceptacji
[18] PN-EN 462-1: Badania nieniszczące. Jakość obrazu radiogramów. Wskaźniki jakości obrazu
(typu pręcikowego). Liczbowe wyznaczniki jakości obrazu
[19] PN-EN 1289: Badania nieniszczące. Badania penetracyjne złączy spawanych. Poziomy
akceptacji
[20] PN-EN1291: Badania nieniszczące złączy spawanych. Badania magnetyczno-proszkowe złączy
spawanych. Poziomy akceptacji
[21] PN-EN 583-2: Badania nieniszczące. Badania ultradźwiękowe. Nastawianie czułości i zakresu
badania
72