PAR 9/2014
100
POMIARY•AUTOMATYKA•ROBOTYKA PAR miesięcznik naukowo-techniczny www.par.pl 9/2014 ISSN 1427-9126 Indeks 339512 Cena 10,00 zł w tym 8 % VAT 9 771427 91230 6 9 0 TEMAT NUMERU Nośniki danych i sygnałów stosowanych w automatyce 22 RYNEK I TECHNOLOGIE Wskaźniki, liczniki, rejestratory, wyświetlacze 68 ROZMOWA PAR Marek Tabaka, dyrektor ds. kluczowych inwestycji w firmie Eaton Electric 40
-
Upload
redakcja-par -
Category
Documents
-
view
255 -
download
2
description
Miesięcznik naukowo-techniczny "Pomiary Automatyka Robotyka" nr 9/2014
Transcript of PAR 9/2014

POMIARY•AUTOMATYKA•ROBOTYKA
PARmiesięcznik naukowo-techniczny www.par.pl
9/2014ISSN 1427-9126Indeks 339512
Cena 10,00 złw tym 8 % VAT
9 771427 912306 90
TEMAT NUMERU
Nośniki danych i sygnałów stosowanych w automatyce
22
RYNEK I TECHNOLOGIE
Wskaźniki, liczniki, rejestratory, wyświetlacze
68
ROZMOWA PAR
Marek Tabaka, dyrektor ds. kluczowych inwestycji w firmie Eaton Electric
40



4
SPIS TREŚCI
WYDARZENIA
7 Aktualności
NOWOŚCI
14 Nowe produkty
75 Zamek zatrzaskowy BMS
76 SUPER-technopolimer w zastosowaniach przemysłowych
78 EUROTRAFO – produkty i możliwości
TEMAT NUMERU
Nośniki danych i sygnałów stosowanych w automatyce
30 Kable i przewody do aplikacji przemysłowych
32 Przewody chainflex z certyfikatem German Lloyd
33 Bezprzewodowo w automatyce – moduły ZigBee i terminale GSM w ofercie JM elektronik
34 Szeroki wybór przewodów do przesyłu danych i sygnałów
TEMAT NUMERU
Przesył sygnałów obiektowych i sterujących w instalacjach przemysłowych
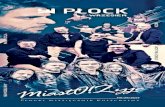
Niezależnie od rodzaju instalacji automatyki konieczne jest stosowanie co najmniej jednego rodzaju przewodów, które umożliwiają przesyłanie informacji między poszczególnymi elementami systemu. W artykule zostały opisane popularne technologie przesyłu sygnałów za pomocą przewodów elektrycznych, optycznych, pneumatycznych i hydraulicznych, z podaniem przykładów z rynku.
APLIKACJE
35 Modernizacja automatyki kotła w Ciepłowni Kawęczyn
38 Wdrożenie robota ABB IRB 800 w firmie WISS
AUTOMATYKA
44 Programowalny i zintegrowany sterownik ruchu MCO305 do napędów Danfoss VLT AutomationDrive
47 Kurtyny bezpieczeństwa Panasonic SF4B
50 Han GND: uziemienie za pomocą złącza
52 Innowacyjne komponenty bezpieczeństwa – nowe produkty w ofercie SCHMERSAL
RYNEK I TECHNOLOGIE
Urządzenia do monitorowania procesów przemysłowych – przegląd rynku aparatury tablicowej
Oglądając fotografie z zakładów przemysłowych, można dostrzec dwa dominujące motywy: roboty przemysłowe, taśmociągi i inne maszyny wykonawcze oraz tablice synoptyczne i pulpity sterownicze. Te drugie, dawniej złożone z dużych, kolorowych przycisków, przełączników i lampek oraz wskaźników analogowych, obecnie często są zastępowane rozwiązaniami cyfrowymi. Jednak na rynku wciąż pojawiają się nowe modele wskaźników, liczników, rejestratorów i regulatorów tablicowych, które cieszą się bardzo dużą popularnością.
68
22
SPIS TREŚCI

Pomiary Automatyka Robotyka nr 9/2014 5
54 Wyłączniki i czujniki .steute Extreme do pracy w ekstremalnych warunkach
56 Modułowy system Jumo mTRON T do pomiaru, regulacji i automatyzacji
58 Standard IEC 61850 w energetyce – implementacja dla systemów wbudowanych
60 Panele operatorskie QuickPanel+ – ASTOR wprowadza nowe panele GE Intelligent Platforms
ROBOTYKA
62 Chwytak PGN-plus firmy SCHUNK z prowadnicami wielozębnymi
POMIARY
64 System MEASURpoint do ultradokładnych pomiarów
66 Pomiar gęstości gazu SF6
67 Profilowanie temperatury w obróbce cieplnej
RYNEK I TECHNOLOGIE
74 Urządzenia pomiarowe WObit z wyświetlaczem danych
FORUM MŁODYCH
80 Wielofunkcyjna platforma mobilna inż. Szymon Kochanowski – Koło Naukowe Automatyki i Robotyki, Wydział Elektryczny,
Politechnika Białostocka
NAUKA
84 Robot poruszający się po napowietrznych liniach energetycznych średniego i wysokiego napięcia
inż. Krzysztof Giełdziński – Wydział Elektrotechniki i Automatyki, Politechnika Gdańska
91 Pomiary strumieni masy w rurociągach wody chłodzącej skraplacze w elektrowni zawodowej
dr hab. inż. Artur Andruszkiewicz, dr. inż. Krzysztof Kubas, mgr inż. Paweł Pliszka, dr inż. Wiesław Wędrychowicz
– Instytut Techniki Cieplnej i Mechaniki Płynów, Wydział Mechaniczno-Energetyczny, Politechnika Wrocławska
96 Indeks firm
98 Prenumerata
ROZMOWA PAR
Inwestowanie w automatykę przemysłową to sposób na trudne czasy
Rozmowa z Markiem Tabaką, dyrektorem ds. kluczowych inwestycji w firmie Eaton Electric.
40
Miesięcznik naukowo-technicznyPomiary Automatyka Robotyka
Rok 18 (2014) nr 9 (211)
ISSN 1427-9126, Indeks 339512
Na okładce: złącza przemysłowe
firmy HARTING
POMIARY•AUTOMATYKA•ROBOTYKA
PARmiesięcznik naukowo-techniczny www.par.pl
9/2014ISSN 1427-9126Indeks 339512
Cena 10,00 złw tym 8 % VAT
9 771427 912306 90
TEMAT NUMERU
Nośniki danych i sygnałów stosowanych w automatyce
22
RYNEK I TECHNOLOGIE
Wskaźniki, liczniki, rejestratory, wyświetlacze
68
ROZMOWA PAR
Marek Tabaka, dyrektor ds. kluczowychinwestycji w firmie Eaton Electric
40

PAR+ to bezpłatna aplikacja mobilna na systemy iOS oraz Android, dzięki której Czytelnicy miesięcznika „Pomiary Automatyka Robotyka” uzyskują bezpośredni dostęp do dodatkowych treści powiązanych z wybranymi publikacjami. PAR jest pierwszym miesięcznikiem naukowo-technicznym w Polsce, który oferuje swoim odbiorcom to unikatowe rozwiązanie.
Dzięki PAR+można jednym dotknięciem palca obejrzeć film lub animację powiązaną z artykułem, przejść na stronę internetową lub do galerii zdjęć z wydarzenia opisanego w relacji prasowej, przeczytać rozszerzoną wersję artykułu, przejrzeć i pobrać specyfikację produktu opisywanego w artykule, skomentować artykuł na Facebooku, i wiele, wiele więcej.
Więcej informacji na par.pl/plus
Pobierz bezpłatną aplikację PAR+ i odkryj trzeci wymiar papieru
Zobacz więcej
Pobierz bezpłatną aplikację PAR+ App Store | Google Play
Pobierz i uruchom bezpłatną aplikację PAR+
Skieruj kamerę telefonu lub tabletu na stronę artykułu oznaczonego ikoną PAR+
Na wyświetlaczu urządzenia pojawi się sześcian z logo PAR+ oraz przyciski prowa-dzące do dodatkowych treści
2 3
FACEBOOK VIDEO

Pomiary Automatyka Robotyka nr 9/2014 7
AKTUALNOŚCI WYDARZENIA
Roadshow firmy igus
Rośnie popularność wydarzeń typu roadshow, które po-zwalają firmom zaprezentować produkty i zakres działa-nia bezpośrednim odbiorcom, a tym ostatnim – nawiązać kontakty i podjąć decyzję o wyborze oferty. 6 sierpnia Przemysłowy Instytut Automatyki i Pomiarów PIAP gościł przedstawicieli firmy igus, którzy zaprezentowali swoje produkty i możliwości ich zastosowań.
– Zauważamy rosnące zainteresowanie takimi spo-tkaniami na polskim rynku i widzimy coraz większą potrzebę przeprowadzania tego typu prezentacji bezpo-średnio w firmach. W tym roku, latem, zorganizowali-śmy pięć takich spotkań, które cieszyły się dużym zain-teresowaniem i planujemy kontynuować takie działania w przyszłym roku – mówi Marek Wzorek, dyrektor za-rządzający firmy igus.
Roadshow w PIAP było nie tylko okazją do poroz-mawiania ze specjalistami igus, ale także zapoznania się z konkretnymi rozwiązaniami. Wszyscy zaintereso-wani ofertą firmy mogli również otrzymać najnowsze katalogi, próbki prowadników kabli, przewodów, łożysk polimerowych oraz prowadnic liniowych. Spotkanie za-kończyło się wspólnym grillowaniem.
Rozwój rynku robotów medycznych
Najnowsze opra-cowanie BCC Re-search wskazuje na kilkuprocento-wy roczny wzrost światowego rynku robotów medycz-nych. Z szacun-ków firmy wynika, że w ciągu naj-bliższych pięciu
lat rynek robotów medycznych i technik komputerowe-go wspomagania operacji będzie rozwijał się w tempie 7 proc. rocznie. Oznacza to, że na koniec tego okresu jego sumaryczna wartość przekroczy 4 mld dolarów.
Ze względu na stopień zaawansowania usług medycznych rynek ten koncentruje się przede wszyst-kim w USA, ale najszybszego wzrostu należy spodzie-wać się w krajach Azji i Pacyfiku. Według prognoz naj-bardziej popularne będą roboty do przeprowadzania endoskopii. F
ot.
Urs
zula
Cho
jnac
ka (
PAR
), B
CC
Res
earc
h
28 mm
22 mm
Zamów bezpłatne próbki:Tel. 22 863 57 70 Faks 22 863 61 69
plastics for longer life® ... od 24 godzin!
Mini-Drive...mały & silny.
Mała przestrzeń konstrukcyjna z drylin® SLN: pracującyna sucho moduł liniowy z opcją śruby o 3 różnych sko-kach. Regulacja ręczna za pomocą pokrętła lub elek-tryczna przy pomocy silnika. Mały luz i cicha praca. dry-technologie – bez smarowania: igus.pl/drylinSLN
Prosimy nas odwiedzić: ENERGETAB – Pawilon J, Stoisko 23HPS – Pawilon 3 Stoisko 31
Internet: Sklep Video 3D-CAD
PL-982-drylin SLN 82x253M_PL-982-drylin SLN 82x253M 23.07.14 14:45 Seite 1
REK
LAM
A

8
WYDARZENIA AKTUALNOŚCI
Fot
. R
adw
ag, El
okon
, A
STO
R
Seminarium RADWAG w Tajpej
Firma Radwag, wspólnie z tajwańskim dystrybutorem jej produktów, Proyes Testing Equipment, oraz w ścisłej współ-pracy z Warszawskim Biurem Handlowym w Tajpej, zorga-nizowała seminarium i prezentację produktów. W szkoleniu, które odbyło się w Tajpej World Trade Center, wzięło udział 60 osób z 45 tajwańskich firm. Spotkanie zostało zainauguro-
wane przez ambasadora Marka Wejtko, dyrektora generalnego Warszaw-skiego Biura Handlo-wego w Tajpej, a pozo-stałą część poprowadzili przedstawiciele firmy Radwag: Cezary Toma-szewski, specjalista ds. eksportu i Łukasz We-soły, menedżer ds. eks-portu. Celem spotka-nia było przybliżenie uczestnikom informa-cji na temat produk-
tów Radwag, a w szczególności zaawansowanych systemów ważących stosowanych w przemyśle, wag dynamicznych (tzw. chekcweigherów), wag laboratoryjnych serii 3Y, wag laboratoryjnych serii R oraz wago-suszarek serii MAC, MAX oraz MA.3Y.
Co zrobić, aby maszyna była bezpieczna?
23 września firmy Elokon Polska, Omron Electronics oraz Po-litechnika Warszawska i Państwowa Inspekcja Pracy, jako pa-tron honorowy, zapraszają na seminarium „Inżynieria bezpie-czeństwa maszyn w praktyce przemysłowej”, organizowane na Wydziale Inżynierii Produkcji Politechniki Warszawskiej. Zaprezentowane zostaną tam podstawowe problemy kształ-towania bezpieczeństwa maszyn, jednak nacisk położony będzie przede wszystkim na zagadnienia praktyczne: proces oceny ryzyka – case studies, LOTO – bezpieczeństwo służb utrzymania ruchu oraz dostosowywanie starych maszyn do wymagań minimalnych.
Seminarium kierowane jest do projektantów, producentów, dostawców i użytkowników maszyn, jak również do praco-dawców i wszystkich służb odpowiedzialnych za kształto-wanie bezpiecznych warunków pracy. W trakcie seminarium będzie można wysłuchać najlepszych praktyków w branży bezpieczeństwa maszyn, którzy podzielą się swoim doświad-czeniem. Spotkanie będzie także okazją, by dowiedzieć się, jak zaprojektować, zbudować i eksploatować „bezpieczną ma-szynę”. Szczegółowy program wydarzenia i formularz zgłosze-nia są dostępne na stronie internetowej http://www.elokon.pl/seminaria-i-konferencje.htm.
Smartfon narzędziem do zarządzania fabryką?
Analitycy firmy ASTOR zauważają, że przedsię-biorstwa produkcyjne coraz częściej sięgają po rozwiązania mobil-ne. Smartfon, tablet, komputer, a nawet te-lewizor – to urządzenia, które po zainstalowaniu specjalistycznego oprogra-mowania mogą stać się ważnymi elementami procesu pro-dukcji w dużym zakładzie przemysłowym. W praktyce ozna-cza to, że za pomocą m.in. telefonu komórkowego można nie tylko uzyskać dostęp do bieżących wizualizacji trwających w firmie procesów, ale także do ustawień pozwalających na generowanie raportów, zmianę parametrów urządzeń oraz do zaawansowanych funkcji, związanych z całym procesem produkcyjnym. Ogólnoświatowa tendencja jest wyraźna – we-dług badania Symantec 2013 State of Mobility Survey wdra-żanie technologii mobilnych uważa za istotne aż 84 proc. innowacyjnych firm, a ich główną motywacją są czynniki biz-nesowe.
REKLAMA

TAK
Nie warto ryzykować.
CZY POSIADA
BOGATĄ OFERTĘPRODUKTÓW OD
WIODĄCYCH PRODUCENTÓW?
JAK ZNALEŹĆ ZAUFANEGO DOSTAWCĘ
ELEKTRONIKI I AUTOMATYKI?
CZY ZAPEWNIA
FACHOWĄ OBSŁUGĘ KLIENTA?
CZY MOGĘ ZAMAWIAĆ TAKŻE
MAŁE ILOŚCI?
BOGATĄ OFERTĘ TAK
TAK
CZY OFERUJE
SZYBKĄ DOSTAWĘ?
NIE
NIE
pl.rs-online.com
RS ComponentsNa nas można liczyć.Wybierając RS, mogą mieć Państwo pewność, że dokonują właściwego wyboru. RS Components to aż 500 000 produktów z zakresu elektroniki, automatyki i utrzymania ruchu od ponad 2500 wiodących producentów. Zamówione produkty dostarczamy już do 24h lub do 48h w zależności od lokalizacji odbiorcy zamówienia.
TAK

WYDARZENIA AKTUALNOŚCI
Fot
. M
itsub
ishi
Ele
ctric
, SE
W-E
urod
rive,
MTP
, C
opa
Dat
a
REKLAMA
Nowa strona internetowa MITSUBISHI ELECTRIC
Pod adresem www.mitsubishi-electric.pl uruchomiona została nowa odsłona stro-ny internetowej firmy Mitsubishi Electric. Strona jest podzie-lona na dwie strefy: „Dla Ciebie” i „Dla Biznesu”. W strefie „Dla Biznesu”, prze-znaczonej dla klien-
tów biznesowych, można znaleźć pełną ofertę produktową firmy, dokumentację techniczną, poradnik rozwiązań dla konkretnych typów obiektów, a także zapisać się on-line na szkolenia. Strefa „Dla Ciebie” jest przeznaczona dla klien-tów indywidualnych. Zawiera konfigurator doboru urządzeń, informacje o gotowych zestawach klimatyzacji, przykłado-we rozwiązania dla domu, mieszkania i biura oraz mapę miejsc, w których można kupić urządzenia marki Mitsubishi Electric. Na stronie można ponadto znaleźć wiele porad, ak-tualności, ciekawostek i informacji o promocjach.
W tym miesiącu startuje nowy moduł dla instalatorów, projektantów i architektów, w którym będzie można zna-leźć szereg materiałów technicznych dotyczących urzą-dzeń, materiałów marketingowych oraz narzędzi wsparcia sprzedaży.
Strona SEW-Eurodrive dla specjalistów
Na stronie www.sew-szkolenia.pl znajdują się informacje na temat różnych rodzajów szkoleń, prowadzonych przez SEW. Podstawowa oferta obejmuje kursy inżynierskie i menedżer-skie, ale dostępne są też kursy z oprogramowania Microsoft Office i kursy biznesowego języka angielskiego.
Szkolenia inżynierskie SEW-Eurodrive mają w najlepszy możliwy sposób przygotować automatyków do podejmowania zadań i rozwiązywania problemów w codziennej pracy. Opra-cowane programy szkoleniowe zawierają podstawowe zasady teoretyczne oraz dużo ćwiczeń.
Szkolenia menedżerskie dotyczą tzw. umiejętności mięk-kich i są realizowane również w Centrum Szkoleniowym SEW--Eurodrive, ale ponadto także w placówkach współpracującej z SEW-Eurodrive firmy Meritum.

Pomiary Automatyka Robotyka nr 9/2014 11
Fot
. M
itsub
ishi
Ele
ctric
, SE
W-E
urod
rive,
MTP
, C
opa
Dat
a
REK
LAM
A
Współpraca ProPoint i COPA-DATA
Gliwicki ProPoint to nowy partner firmy Copa-Data. Oferuje on szeroki zakres usług programowania i uruchamiania systemów sterowania i systemów wizualizacji SCADA. Firma programuje też roboty przemysłowe w trybie on-line, wraz z symulacjami w trybie off-line. Wśród klientów ProPoint są m.in. Audi, BMW i Hunday, tak więc sieć partnerska firmy Copa-Data zyskuje uznanego eksperta w branży samochodowej. Dzięki innowacyjnym rozwiązaniom zastosowanym w systemie HMI/SCADA i profesjonalizmowi ProPoint firmy zakładają, że ich partnerstwo przyniesie wymierne korzyści klientom końcowym oraz przyczyni się do rozwoju obu spółek.
Klucz do sukcesu to efektywna współpraca
Na tegorocznych targach Taropak, które odbędą się w dniach 29 września – 2 października w Poznaniu, fir-my TMA Automation, Omron i Medical zaprezentują się na wspólnym stoisku. Będzie to innowacyjna prezenta-cja możliwości, jakie w praktyce daje dobra współpra-ca producenta maszyn, dostawcy sprzętu oraz klienta końcowego. Odwiedzający stoisko będą mogli poznać szczegóły całego cyklu życia maszyny: od projektu, przez dobór sprzętu, po wdrożenie aplikacji i rozpoczę-cie produkcji, a także opiekę inżynierów aplikacyjnych w kolejnych etapach modernizacji i rozbudowy linii pro-dukcyjnych. Stworzenie wspólnego stoiska ma również na celu zwrócenie uwagi zwiedzających na kluczowy element rozwoju na rynku B2B, jakim jest współpraca między partnerami biznesowymi.
Firma TMA Automation, która specjalizuje się w pro-jektowaniu i konstruowaniu robotów do etykietowania w formie [IML] oraz zrobotyzowanych stanowisk monta-żowych, zaprezentuje podczas targów możliwości, któ-re pozwalają zwiększyć konkurencyjność producentów z Polski poprzez tworzenie środowiska sprzyjającego po-prawie wydajności, niezawodności, rentowności i jako-ści produktu finalnego. Japoński producent automatyki przemysłowej, firma Omron Electronics, która zajmuje się automatyzacją maszyn, przedstawi dwa stanowiska odwzorowujące pracę maszyn pakujących oraz stanowi-sko z robotem Delta z silnikiem liniowym, obrazującym możliwości, jakie daje Platforma Sysmac – komplekso-we rozwiązanie firmy Omron. Firma Medical, producent opakowań z tworzyw sztucznych, dzięki współpracy z wymienionymi wcześniej firmami wprowadza roboty-zację i automatyzuje procesy produkcyjne. Na stoisku przedstawi najciekawsze przykłady swoich realizacji.

12
WYDARZENIA AKTUALNOŚCI
Fot
. C
onra
d, S
onel
, PA
R, Ex
po S
ilesi
a
CONRAD i relayr oferują WunderBar
Firma Conrad nawiązała współpracę na wyłączność ze start--upem relayr (iThings4U GmbH), z siedzibą w Berlinie, w celu opracowania i wdrożenia innowacyjnego i przełomowego zesta-wu WunderBar do tworzenia aplikacji typu open source, zgod-nych z koncepcją Internetu przedmiotów (IoT). W marcu tego roku wielkim sukcesem zakończyła się kampania crowdfun-dingowa projektu WunderBar, przeprowadzona za pośrednic-twem platformy Dragon Innovations. Dzięki niej zgromadzono aż 120 proc. środków potrzebnych do sfinansowania projektu.
Zestaw WunderBar pozwoli twórcom oprogramowania na szybkie i łatwe opracowywanie aplikacji mobilnych oraz pro-totypów w oparciu o dane fizyczne, bez konieczności posiada-nia specjalistycznej wiedzy na temat sprzętu. W skład zestawu wchodzą narzędzia programistyczne (SDK) dla systemów iOS i Android oraz platformy Node.js.
WunderBar wygląda jak tabliczka czekolady, składająca się z siedmiu kostek, które można dowolnie rozdzielać. Zestaw zbu-dowany jest z modułu głównego Wi-Fi z funkcją Bluetooth Low Energy (BLE) oraz sześciu minimodułów opartych na inteligent-nych czujnikach. Każdy element ma funkcję BLE, czujnik lub siłownik, a także baterię. Minimoduły wyposażone są czujniki światła, koloru, odległości, temperatury i wilgotności, a także ak-celerometr, żyroskop oraz opcję zdalnego sterowania IR.
SONEL – 20 lat na rynku
Firma Sonel obchodzi w tym roku 20-lecie istnienia. Ta rocz-nica była okazją do zorganizowania uroczystej gali, która od-była się 14 czerwca w Teatrze Miejskim w Świdnicy. Wśród licznie zgromadzonych gości, których przywitali prezes firmy Krzysztof Wieczorkowski oraz wiceprezes Jan Walulik, zna-
leźli się m.in. prezydent Świdnicy Wojciech Murdzek, wójt gminy Teresa Mazurek, prze-wodnicząca rady miejskiej Joanna Gadziń-ska, posłanki Katarzyna Izabela Mrzygłocka i Teresa Świło, założyciele spółki: Marian Wojdyło, Tadeusz Sołkiewicz, Mirosław Nowakowski i Krzysztof Folta, członkowie zarządu oraz pracownicy spółki. – Pozycja, jaką obecnie zajmuje na rynku Sonel, jest
przede wszystkim efektem pracy osób zatrudnionych w firmie. To właśnie pracowitość, upór i konsekwencja pracowników są źródłem sukcesu – podkreśla Jan Walulik, wiceprezes Sonel.
W trakcie gali Wojewoda Dolnośląski Tomasz Smolarz wrę-czył Medale za Długoletnią Służbę, przyznane przez Prezy-denta Rzeczypospolitej Polskiej Bronisława Komorowskiego. Złotym medalem zostali odznaczeni Jan Walulik i Krzysztof Wieczorkowski, srebrnym – Joanna Dembińska, zaś brązo-wym – Grzegorz Chrzanowski, Piotr Cioruń, Ewelina Ciupiak, Andrzej Grymek, Paweł Stanisław Lepczyński, Sławomir Pasternak i Klaudiusz Staciwa. Podczas uroczystości z rąk przedstawicieli zarządu Złote Odznaki Honorowe Sonel otrzy-mało również 13 wieloletnich pracowników firmy.
REKLAMA

Pomiary Automatyka Robotyka nr 9/2014 13
Fot
. C
onra
d, S
onel
, PA
R, Ex
po S
ilesi
a
REK
LAM
A
Przyszłoroczna, XXI edycja Między-narodowych Targów Automatyki i Pomiarów Automaticon, odbędzie się za pół roku, ale jej organizatorzy – Przemysłowy Instytut Automatyki i Pomiarów PIAP oraz spółka MVM – już teraz mają się czym pochwa-lić. Na siedem miesięcy przed roz-poczęciem targów, które odbędą się w dniach 17–20 marca 2015 r., wy-stawcy – wśród nich szereg nowych firm – zarezerwowali ponad 80 proc. dostępnej powierzchni wystawienni-czej w Centrum EXPO XXI. Tradycyj-nie na targach pojawi się około 300
wystawców. Swój udział potwierdzi-ła większość firm obecnych podczas ubiegłorocznej, jubileuszowej edycji targów.
Automaticon 2015, podobnie jak jego edycje z ubiegłych lat, będzie stał pod znakiem wielu interesują-cych, nowoczesnych rozwiązań w za-kresie specjalistycznego oprogramo-wania, komponentów automatyki, robotów, układów pomiarowych oraz – co zwykle budzi ogromne zainte-resowanie – kompletnych aplikacji. Organizatorzy spodziewają się rów-nież, jak co roku, wielu interesujących prezentacji i wystąpień seminaryjnych, na których wystawcy zaprezentują in-nowacje i najnowsze osiągnięcia.
Formularze zgłoszenia udziału w najbliższej edycji targów Automa-ticon są dostępne na stronie inter-netowej www.automaticon.pl/zglo-szenia_2015.php. Na wszystkich, którzy w terminie do 30 październi-ka 2014 r. prześlą swoje formalne zgłoszenia i wpłacą wymaganą re-gulaminem zaliczkę, czeka tradycyj-ny upominek – roczna prenumerata miesięcznika „Pomiary Automatyka Robotyka” (PAR).
Zbliża się nowa odsłona Targów Ro-botyzacji i Automatyzacji ROBOT-show 2014, teraz z mocnym wspar-ciem Międzynarodowych Targów Spawalniczych ExpoWELDING. Oba te wydarzenia odbędą się wspólnie w Centrum Targowo-Konferencyjnym Expo Silesia w Sosnowcu, w dniach 14–16 października 2014 r.
Targi Robotyzacji i Automatyza-cji ROBOTshow to aktualnie jedyna w Polsce targowa platforma prezen-tacji ofert branży robotyki i pozyski-wania kontaktów z różnych sektorów przemysłu. Modernizacja i ciągły roz-wój znaczącej liczby zakładów prze-mysłowych wymagają dostępu do wiedzy na temat najnowszych tech-nologii, nowoczesnych podzespołów i produktów. Dzięki tym targom od-wiedzający mają okazję zapoznać się z aktualnościami branżowymi,
dokonać przeglądu firm konkuren-cyjnych, zasięgnąć porad cenionych ekspertów, ocenić prezentacje cieka-wych rozwiązań i technologii.
W tym roku targi ROBOTshow od-bywają się w trakcie najważniejszego wydarzenia spawalniczego w Europie Środkowo-Wschodniej – Międzynaro-dowych Targów Spawalniczych Expo- -WELDING. Podczas ExpoWELDING będzie można zobaczyć ofertę wiodą-cych producentów sprzętu spawalni-czego oraz oprogramowania, zarówno z Polski, jak i z Czech, Finlandii, Ho-landii, Niemiec, Słowacji, Szwecji, Tajwanu, Turcji oraz Włoch. Wysta-wę uzupełni 56. Naukowo-Technicz-na Konferencja Spawalnicza pod ha-słem: „Spawalnictwo – zawsze można więcej”, której organizatorem będzie Instytut Spawalnictwa z Gliwic. Więcej informacji na temat imprez oraz pełne zakresy tematyczne znajdują się na stronach internetowych: www.expo-welding.pl, www.robotshow.pl
Robotyka zagości jesienią w EXPO SILESIA
Zaproszenie do udziału w targach AUTOMATICON 2015

14
NOWOŚCI NOWE PRODUKTY
Firma Mean Well wprowadziła nową serię zasilaczy HBG o mocy od 96 W do 240 W, do zastosowań w oświetleniu przemysłowym. Wśród linii produktów LED to pierwsze zasilacze o okrągłym kształcie, dzięki któremu są łatwe w montażu i idealnie wpisują się w konstrukcję mechaniczną opraw oświetleniowych typu High-Bay i Low-Bay. Całkowicie wypełniona klejem aluminiowa obudowa może być ściśle połączona z radiatorem opraw oświetleniowych, zapewniając tym samym doskonałą zdolność rozpraszania ciepła. Jej smukły kształt ułatwia montaż w przypadku ograniczonego miejsca. Urządzenia zasilane są
napięciem z przedziału 90–305 V AC, natomiast na wyjściu dostępne są napięcia od 24 V DC do 60 V DC. Seria HBG wyróżnia się wysoką
sprawnością, dochodzącą do 93,5 %, wbudowanym aktywnym układem PFC oraz współczynnikiem mocy powyżej 0,9 (przy obciążeniu <50 %). Zasilacze nie wymagają dodatkowego źródła chłodzenia, gdyż mogą pracować w otwartym obiegu powietrza,
w temperaturze od –40 °C do +60 °C. Tak długo, jak temperatura w górnej
części obudowy może być kontrolowana na poziomie poniżej 70 °C, żywotność zasilacza jest gwarantowana na czas do 40 tys. godzin. Urządzenia mają stopień ochrony IP65/67 (w zależności od modelu) i są wyposażone w zabezpieczenia przeciwzwarciowe,
przepięciowe, przeciążenio-we i termiczne. Modele oznaczone literą B mają dodatkowo funkcję ściemniania 3 w 1. Produkty są zgodne ze światowymi certyfikatami UL, CUL, TUV, CB i CE, zapewniającymi bezpieczeństwo użytkownika, i są objęte pięcioletnią gwarancją. Zasilacze serii HBG można montować w różny sposób, np.
na łańcuchach, linach, oraz innych uchwytach, wraz z modułami LED, radiatorem i kloszem lampy. Dedykowane aplikacje to oświetlenie przemysłowe LED, oświetlenie sceniczne oraz inne odkryte systemy oświetlenia architektonicznego.
ELMARK Automatyka Sp. z o.o.www.elmark.com.pl
Seria zasilaczy HBG Mean Well
Fot.
Elm
ark
Aut
omat
yka,
WIK
A, H
AR
TIN
G
Nowy przetwornik procesowy WIKA – model UPT-2X – to solidny, bardzo dokładny przyrząd o wszechstronnym zastosowaniu. Kompaktowa obudowa przetwornika UPT-2X, wykonana z tworzywa, jest wyposażona – w zależności od wymagań – w czujnik pomiarowy o zakresie 0–400 mbarów i 0–1000 barów. Zakresy pomiarowe są dowolnie skalowane, z maksymalnym zalecanym zmniejszaniem zakresu 20:1. Przetwornik ma wytrzymałą konstrukcję oraz miejscowy, regulowany, dobrze widoczny wyświetlacz. Komunikuje się za pośrednictwem najnowszego standardu HART (v7). Dzięki regulowanej główce wyświetlacza można dostosować przyrząd do różnych typów montażu.
Przetwornik ten jest
odpowiedni także dla stref
wybuchowych. Ponadto przyrząd jest łatwy w użyciu, a także ekonomiczny. Beznarzędziowa obsługa oszczędza czas, a stabilność długookresowa zapewnia niskie koszty eksploatacji.
WIKA Polska spółka z ograniczoną
odpowiedzialnością sp. k.ul. Łęgska 29/35
87-800 Włocławektel. 54 23 01 100 fax 54 23 01 101
e-mail: [email protected]
Procesowy przetwornik ciśnienia UPT-2X
Przetwornik ciśnienia S-20 do ogólnych zastosowań przemysłowych jest idealnym rozwiązaniem dla klientów o wysokich wymaganiach w zakresie pomiaru. Cechuje go bardzo dobra dokładność, solidna konstrukcja i wyjątkowa liczba wariantów, co oznacza, że może być stosowany w szerokim zakresie aplikacji. Model S-20 jest dostępny w bardzo trwałej, wytrzymałej wersji, w całości wykonanej ze stali nierdzewnej, na którą nie mają wpływu nawet najbardziej niesprzyjające warunki środowiska. Przetwornik ten jest w stanie spełnić wszystkie wymagania w zakresie odporności, począwszy od najniższej temperatury podczas stosowania na zewnątrz, przez ekstremalne wstrząsy i wibracje w budowie
maszyn, po agresywne media
w przemyśle chemicznym. Kluczowe cechy tego przetwornika to zakres pomiarowy do 1600 barów,
precyzyjny pomiar, bezpieczna praca,
międzynarodowe aprobaty, możliwość pracy w ciężkich warunkach i ekstremalnej temperaturze, indywidualne rozwiązania oraz krótkie terminy realizacji.
WIKA Polska spółka z ograniczoną
odpowiedzialnością sp. k.ul. Łęgska 29/35
87-800 Włocławektel. 54 23 01 100 fax 54 23 01 101
e-mail: [email protected]
Przetwornik ciśnienia S-20
Promocja

Pomiary Automatyka Robotyka nr 9/2014 15
Fot.
Elm
ark
Aut
omat
yka,
WIK
A, H
AR
TIN
G
Transmisja danych, sygnałów i mocy zasilającej jest niezbędnym warunkiem produkcji przemysłowej. Zdecentralizowane skrzynki rozdzielcze, wyposażone w złącza Han, wyko-nują te zadania. Grupa Technologiczna HARTING oferuje obecnie alternatywę dla ręcznego okablowania złączy Han w skrzynkach.Standardowe rozwiązanie dla skrzynek rozdzielczych polega na łączeniu poszcze-gólnych złączy poprzez ręczne okablowanie. Powyższe rozwiązanie nie jest do końca idealnym rozwiązaniem: wymagany jest znaczny wysiłek przy produkcji, a wrażliwość na trudne warunki zewnętrzne, jak wstrząsy i wibracje, jest znaczna. Usuwanie usterek systemu jest mało skuteczne, gdyż istnieje ryzyko popełniania wtórnych
błędów przy obsłudze serwisowej. Celem prac rozwojowych prowadzonych przez firmę HARTING było opracowanie rozwiązania, które pozwoli-łoby na dalsze stosowanie sprawdzonych złączy Han, przy uniknięciu wad ręcz-nego okablowania.Opracowane rozwiązanie nazywa się HanOnBoard. Polega ono na łączeniu złączy Han z płytkami drukowanymi (ang. Printed Circuit Board) za pomocą adaptera, przez który dane,
sygnały i moc zasi-lająca są dystrybuowane szybko i w niezawodny sposób. Rozwiązanie to pozwala zrezygnować z czasochłonnego i poten-cjalnie awaryjnego okablo-wania i opiera się na stoso-wanej na skalę przemysłową kombinacji, składającej się ze sprawdzonych komponentów złączy Han, adapterów płytek drukowa-nych i samych płytek druko-wanych firmy HARTING.System HanOnBoard jest zwarty i lekki, a jego podatność na uderzenia i drgania jest ograniczona do minimum. Żmudne
usuwanie usterek zastą-piono nowoczesną i szybką wymianą modułu. Unika się również błędów wtórnych podczas naprawy okablo-wania. Ponadto specjalne procesy techniczne zapew-niają odpowiednią elastycz-ność w miejscu instalowania również wtedy, gdy są stoso-wane płytki drukowane.Wszystkie komponenty systemu HanOnBoard są produkowane i dostarczane przez firmę HARTING. Współpraca z firmą HARTING, będącą dostawcą kompletnego systemu, znacznie skraca czas dostawy gotowych rozwiązań.
HARTING Polska Sp. z o.o.ul. Duńska 9, 54-427 Wrocław
tel. 71 352 81 71fax 71 350 42 13
e-mail: [email protected]
Getac wprowadził do oferty kolejny, po modelu F110, tablet nowej generacji dla pracowników terenowych. Wśród jego głównych odbiorców znajdą się przede wszystkim służby bezpie-czeństwa publicznego, pogo-towie energetyczne, szeroko pojęta branża GIS i budow-lańcy. Zmianie, w porów-naniu do jego większego brata, uległ głównie ekran, który ma 8,1”, dzięki czemu masa i wymiary urządzenia również uległy zmniejszeniu. Ekran jest jednym z głów-nych czynników, świadczą-cych o przydatności takiego urządzenia w terenie. Zastosowano matrycę o rozdzielczości 1280 × 800 i jasności 600 nits. Takie parametry pozwalają na wygodną pracę w każdych warunkach oświetleniowych. Ekran dotykowy wykonano w technologii pojemno-
ściowej, a za dopłatą może być wyposażony w digitizer.Sercem urządzenia jest nowy, czterordzeniowy procesor Intel Pentium N3530. Współpracuje on z 4 GB pamięci RAM i dyskiem SSD 64 GB lub 128 GB. Tablet standardowo jest wyposażony w jedną kamerkę z przodu, zaś opcjonalnie można dopo-sażyć go w drugą kamerkę 5 Mpx z autofocusem i lampą LED. W zależności od wymagań klienta sprzęt może być dostarczony z systemem Windows 8.1 lub Windows 7. Kolejną zaletą tabletu jest duża elastyczność w doborze konfiguracji. Można wyposażyć go w czytnik kodów kresko-wych 1D/2D, Micro SD lub złącze Ethernet. Ponadto, dzięki specjalnej konstrukcji SnapBack, z tyłu obudowy
można podłą-czyć moduł do kart płatniczych (ang. Smart Card Reader) z RFID lub dodatkową baterię HotSwap. Standardowy czas pracy jednej baterii wynosi osiem godzin, a przy zasto-sowaniu dodatkowej baterii ulega podwojeniu, co daje bezkonkurencyjne 16 godzin ciągłej pracy bez ładowania.Głównym powodem, dla którego pracownicy tere-nowi wybierają urządzenia rugged jest ich wytrzyma-łość. W tym przypadku tablet ma stopień ochrony IP65, co oznacza, że może być zalany strumieniem wody z dowolnego kierunku i może pracować w dużym zapyleniu. Ponadto komputer ma zagwaranto-waną odporność na upadek z wysokości 1,8 m, co
potwierdza certyfikat MIL-STD-810G. O przydatności takiego urządzenia decydują też dostępne akcesoria – producent przygotował całą gamę dodatków, m.in. stacje dokujące biurowe i samochodowe, paski, szelki, torby, zewnętrzne ładowarki do baterii. Tablet jest dostępny w ofercie polskiego dystrybutora, tj. firmy Elmark Automatyka. Więcej informacji można znaleźć na stronie interne-towej: RUGGED.com.pl.
ELMARK Automatyka Sp. z o.o.www.elmark.com.pl
Rozwiązanie HanOnBoard
Getac T800 – odporny tablet dla pracowników terenowych
Promocja

16
NOWOŚCI NOWE PRODUKTY
SOC (ang. Splice-on Connector) to złącza światło-wodowe, zarabiane metodą spawania bezpośrednio na kablu. Rozwiązanie firmy Ilsintech pozwala na wyko-nanie we własnym zakresie patchcordu światłowodo-wego lub zakończenia kabla instalacyjnego złączem bezpośrednio na tym kablu, w miejscu instalacji. Współpracuje z kablami o średnicy do 3 mm lub przekroju 2 mm × 3 mm. Innowacyjny system ruchomej feruli sprawił, że
złącza idealnie dopasowują się do siebie i mają o wiele wyższe parametry wytrzy-małościowe niż przewidują wymagania norm.Wyeliminowanie kasety spawów, wykorzystywanej w tradycyjnej metodzie łączenia pigtailami, pozwo-liło na zaoszczędzenie sporej przestrzeni potrzebnej do wykonania zakończeń – spaw znajduje się w złączu. Dostępne złącza to: SC, LC, ST i FC dla najważ-niejszych typów włókien, w tym G.657. Cena złącza
SOC jest porównywalna z kosztem pigtaila. Uzupełnieniem systemu jest mała i lekka spawarka światłowodowa Swift F1+ z systemem All-In-One. Urządzenie wyposażono w stripper termiczny, nóż do włókien, pojemnik na czyściwo, miernik mocy i VFL. Wszystko, co jest
potrzebne do wykonania zakończenia włókna złączem SOC lub standardową metodą pigtailową, jest w jednym urządzeniu.
SEiTtel. 77 543 05 38
e-mail: [email protected]
www.swiatlowody-pomiary.pl
Złącza światłowodowe SOC
Promocja
Fot.
SEi
T, P
eltr
on T
PH
, Sa
bur,
Elm
ark
Aut
omat
yka,
JP
Embe
dded
, W
IKA
W ofercie firmy Peltron pojawił się analogowy przetwornik różnicy ciśnień
w wersji zintegrowanej ze zbloczem zaworowym. Jest to propozycja ekonomicz-nej wersji przetwornika wyposażonej w programo-walny wyświetlacz lokalny i adapter umożliwiający bezpośredni montaż do standardowego zblocza trzy- lub pięciozaworowego. Przetwornik w wersji wyjścia 4–20 mA może mieć cztery zakresy pomiarowe przełą-czane wewnętrznymi mikro-przełącznikami. Podstawowy zakres pomiarowy może być od 50 mbar do 20 bar.
Standardowo przetwornik wykonywany jest w dokład-ności 0,5 %. Możliwe są również opcjonalnie dokład-ności 0,25 % i 0,1 %. Obudowa wyświetlacza i elektroniki jest aluminiowa natomiast wszystkie pozo-stałe części wykonane są ze stali kwasoodpornej. Istnieje też możliwość zastosowa-nia do części zwilżanych innych bardziej odpornych materiałów. Wyświetlacz występuje w kilku opcjach: nieprogramowalny usta-wiony fabrycznie na żądany
zakres wyświetlania, albo programowalny z dwoma przyciskami do ustawia-nia konfiguracji. Dostępna jest także opcja zaawan-sowanego wyświetlacza i elektroniki z komunikacją HART. Przetwornik daje więc możliwość zastosowań w szerokim zakresie przy jednoczesnej optymalizacji jego kosztu.
PELTRON TPH Sp. z o.o. tel. 22 615 63 56
e-mail: [email protected]
Przetwornik różnicy ciśnień typu PXWD
Punkt dostępowy WLAN WLI-E firmy ATIM zapew-nia elastyczną, bezprze-wodową łączność w sieci 802.11a/b/g, z zachowaniem najnowszych standardów bezpieczeństwa. WLI-E jest przeznaczony do zastosowań wymagających trwałości i niezawodności działania w trudnych warunkach prze-mysłowych. Charakteryzuje się doskonałym stosunkiem jakości i funkcjonalności do ceny. Urządzenie jest za-mknięte w solidnej, metalo-wej obudowie i jest doskonale
zabezpieczone przed pyłem i wodą (stopień ochrony IP66 lub IP67 w wersji wzmoc-nionej). Z powodzeniem pracuje w temperaturze od –25 °C do +70 °C i wilgot-ności od 0 % do 95 %. Może być umieszczane wewnątrz lub na zewnątrz budynków. Komunikacja działa w opar-ciu o standard IEEE 802.11 a/b/g (Wi-Fi), a urządzenie może pracować jako punkt dostępowy, stacja klienc-ka bądź stacja służąca do podłączenia dwóch punk-tów w trybie bridge. WLI-E
jest wyposażony w dwa złącza M12 (do zasilania i sieci Ethernet) oraz złącze antenowe NF. Konfiguracja urządzenia odbywa się za pomocą intuicyjnego inter-fejsu przeglądarki interneto-wej (ustawienia zapisywane są w pamięci EEPROM). Przez Internet (Telnet, SSH, HTTPS) można również prze-prowadzać badania diagno-styczne (test przepustowości,
statystyki, tabela ARP, dzien-nik aktywności, Site Survey i inne). Diody LED wizuali-zują status urządzenia oraz informują o sile sygnału RSSI. O bezpieczeństwie rozwią-zania stanowią zastosowane zabezpieczenia, takie jak: filtrowanie adresów MAC, WPA2, watchdog. Produkt jest dostępny w dwóch wer-sjach: WLI-E/24: 802.11b/g (2,4 GHz), 54 Mb/s oraz WLI-E/58: 802.11a (5,8 GHz), 54 Mb/s.
www.sabur.com.pl
WLI-E – WLAN Access Point

Pomiary Automatyka Robotyka nr 9/2014 17Promocja
Fot.
SEi
T, P
eltr
on T
PH
, Sa
bur,
Elm
ark
Aut
omat
yka,
JP
Embe
dded
, W
IKA
ARM-D88 Remote IO firmy ATIM to radiomodem z wbudowanymi wejściami i wyjściami, który umożliwia bezprzewodowy monitoring i sterowanie urządzeniami.Radiomodem pracuje w nielicencjonowanym paśmie 868 MHz i osiąga prędkość 19,2 kb/s w kanale radiowym. Moc ARM-D88 jest regulowana w zakresie 1–20 mW, z opcją 500 mW. Wbudowane wejścia/wyjścia (osiem wejść i osiem wyjść cyfrowych) i praca w trybach
Mirror lub Modbus umożli-wiają ARM-D88 bezprzewo-dowy monitoring i stero-wanie urządzeniami lub maszynami. Urządzenie ma wbudowany web serwer, dzięki czemu użytkownicy mogą je skonfigurować oraz przeprowadzać testy diagno-styczne z poziomu strony internetowej. Radiomodem jest kompatybilny z pozo-stałymi urządzeniami serii ARM, m.in. radiomode-mami pełniącymi funkcje stacji bazowych ARM-SE (Ethernet/RS) i ekonomicz-
nymi ARM-IO. Największe zalety radiomodemów rodziny ARM (ang. Advanced Radio Modems) to znakomity zasięg sygnału radiowego (ponad 5 km Line-of-sight), wysoka stabilność komu-nikacji radiowej, a także doskonała czułość, pozwa-lająca na pracę w bardzo trudnych warunkach hal przemysłowych, mobilnych maszyn, dźwigów itp.
www.sabur.com.pl
Firma Moxa, znana z rozwiązań dla przemysłowego Ethernetu, konwerterów oraz komputerów wbudowanych, wprowadziła do oferty nową serię produktów: UC-8100. Jest to platforma oparta na procesorze RISC ARMv7 Cortex-A8 300/600/1000 MHz, wyposażona w 256 MB pamięci DDR3. Komputer ten jest bardzo uniwersalny dzięki wielu interfejsom komunikacyjnym, takim jak: 2 × Ethernet,
2 × RS-422/485, USB, slot SD i miniPCIe, które umożliwiają podłączenie większości urządzeń, jakie znajdują się na obiekcie. Komputer jest dostarczany z preinstalownym systemem Linux Debian w wersji ARM7. Jest to otwarta platforma, co ułatwia „skrojenie” systemu pod dane zastosowanie. Seria UC-8100 cechuje się bardzo dobrym stosunkiem ceny do wydajności, co zachęca do stosowania jej w masowych aplikacjach.
Dla tej serii komputerów dostępne są też szybkie modemy komórkowe LTE i HSPA, zapewniające
zdalną komunikację z komputerem. UC-8100 może być też punktem dostępowym dla Ethernetu przewodowego, np. jako połączenie zapasowe w przypadku awarii głównej ścieżki.
ELMARK Automatykaul. Niemcewicza 76
05-075 Warszawa-Wesołatel. 22 773 79 37fax 22 773 79 36
e-mail: [email protected]
Implementacja stosu proto-kołów zdefiniowanych przez standard IEC 61850, który jest powszechnie stosowany do komunikacji między urzą-dzeniami w sieciach energe-tycznych. Biblioteka zawiera pełny model danych,
komunikację GOOSE, SV i GSE oraz synchronizację czasu. Oprogramowanie jest napisane w języku C++ z uwzględnieniem specyfiki systemów wbudowanych, dzięki czemu jest łatwe w implementacji na szero-kiej gamie platform sprzęto-wych. Może współpracować z systemami operacyjnymi czasu rzeczywistego (RTOS) oraz mikrokontrolerami bez systemu operacyjnego.
JPEmbeddedwww.jpembedded.eu
Bezprzewodowe sterowanie z ARM-D88
Komputery RISC: małe wymiary, duże możliwości
Biblioteka stosu IEC 61850
W ofercie firmy WIKA jest przetwornik ciśnienia O-10-5, przeznaczony do pomiaru ciśnienia w pompach. Model ten oferuje szeroki zakres przyłączy proce-sowych i elektrycz-nych, jak również powszechnie używa-nych zakresów ciśnień i sygnałów wyjściowych. Dla aplikacji, w których medium jest woda, w celu ochrony przed skutkami uderzenia
hydraulicznego, dostępne jest pięcio-
krotne zabezpieczenie przed przeciążeniem, wraz z obudową szczelną kondensa-cyjnie.
WIKA Polska spółka z ograniczoną
odpowiedzialnością sp. k.ul. Łęgska 29/35
87-800 Włocławektel. 54 23 01 100 fax 54 23 01 101
e-mail: [email protected]
Przetwornik ciśnienia WIKA do pomp

18
NOWOŚCI NOWE PRODUKTY
Fot.
AM
D,
Dan
foss
, N
ewte
ch E
ngin
eerin
g, .st
eute
Firma AMD zaprezento- wała nowe rozwiązania w dziedzinie proceso-rów i układów SoC (ang. System-on-a-Chip) z rodziny AMD Embedded serii G, które zaprojektowano dla systemów i aplikacji wbudo-wanych. Mają one znaleźć zastosowanie w urządze-niach medycznych, syste-mach POS oraz w kompute-rach przemysłowych.Nowe produkty, które poszerzyły portfolio wydaj-nych i energooszczędnych procesorów AMD Embedded
serii G, zapewniają wysoką moc i zintegrowany sys-tem zabezpieczeń, wraz z obsługą pamięci z korekcją błędów klasy korporacyj-nej (ECC), kartą graficzną o wydajności na poziomie zewnętrznych odpowied-ników i wbudowanym kontrolerem interfejsów I/O w jednym i tym samym mikroukładzie. Procesory występują też w dwu- i czte-rordzeniowych wariantach i są zgodne pod względem wyprowadzeń z całą rodziną procesorów AMD serii G. Nowe procesory AMD Embedded serii G to rodzina obejmująca energoosz-czędne produkty z TDP na poziomie 5 W. Ich wydaj-ność jest o około 53 proc. wyższa w porównaniu z poprzednią generacją.
AMD poszerzyło rodzinę procesorów
Firma Danfoss wpro-wadziła do oferty nową gamę elementów arma-tury ze stali nierdzewnej – SVL SS Flexline. Bazuje ona na sprawdzonej modułowej koncepcji wyrobów z rodziny Flexline, obejmującej zawory ICV, ICF oraz SVL. W związku z tym elementy armatury ze stali nierdzew-nej mają wiele zalet typo-wych dla rodziny Flexline.
Dzięki wykorzystaniu wspól-nego korpusu (w wersji kątowej lub prostej) za pomocą poszczególnych
modułów funkcyjnych SVL SS można realizować pięć różnych funkcji: zaworu odcinającego, odcinająco--zwrotnego, zwrotnego i regulacyjnego oraz filtra. Wszystkie moduły funkcyjne pasują do takiego samego korpusu, co zapewnia dużą elastyczność i prostotę.Elementy armatury SVL SS Flexline mają wspólne czę-ści zamienne i modułową budowę. Jeden wspólny korpus umożliwia łatwą
i szybką zmianę funkcji elementu. Nowe dław-nice mają elementy uszczelnienia sta-tycznego i dynamicz-
nego, a nowe kolorowe kołpaki uszczelniające i pierścienie identyfika-cyjne ułatwiają rozpoznanie zaworu.
Zawory DANFOSS ze stali nierdzewnej
REKLAMA

19Pomiary Automatyka Robotyka nr 9/2014
REK
LAM
A
Fot.
AM
D,
Dan
foss
, N
ewte
ch E
ngin
eerin
g, .st
eute
steute Automation
// APARATURA ŁĄCZENIOWA
Gotowe na wszystko
Solidne wyłączniki linkowe bezpieczeństwa
- Obudowa metalowa lub z tworzywa sztucznego- Certyfikat BG- Dostępne z przyciskiem zatrzymania awaryjnego- Dostępne ze wskaźnikiem napięcia linki- Długość linki do 130 metrów dla wyłączników
jednostronnego działania i do 2 x 100 m dla wyłączników dwustronnego działania
- Dostępne wygodne napinacze linki i inne akcesoria- Dostępne wersje przeciwwybuchowe Ex
Więcej informacji: www.wylaczniki-linkowe.pl oraz www.steute.ple-mail [email protected]
120714-01_anz_autom_PAR-autom_POL.indd 1 24.07.14 10:03
Na rynku pojawiły się nowe przepływomierze i regulatory przepływu gazów serii red-y indu-strial firmy Voegtlin. Doceniana przez użytkowników tech-nologia, znana z serii red-y smart, jest teraz dostępna w obudowach o zwiększonej szczelno-ści (IP67/NEMA 6) oraz z certyfikatem do pracy w strefach wybucho-wych (ATEX strefa 2).
Urządzenia mogą być wykonane z wyjściem przewodowym (dławnica M20) lub ze standar-dowymi złączami M12. Możliwe jest również wykonanie z interfejsem PROFIBUS DP. Specyfikacja aplikacyjna i techniczna urządzeń tej serii odpowiada specyfi-kacji sprawdzonych już w przemyśle przepły-womierzy i kontrolerów serii red-y smart.
Urządzenia red-y industrial firmy VOEGTLIN
Podczas tegorocznych targów w Hanowerze dział Wireless firmy .steute zaprezentował nowy typoszereg kaset sterowniczych, wyko-rzystujących techno-logię radiową. Nowe urządzenia typoszeregu RF BF 74 mają modu-łową budowę. Moduły radiowe i różnokolorowe przyciski wraz z opisami mogą być zestawiane z przełącznikami kluczy-kowymi i selekcyjnymi. Klienci mogą wybierać spośród trzech wersji
obudów: pojedynczych, podwójnych i potrój-nych. Dostępne są także większe obudowy na wypadek, gdy potrzeb-nych jest więcej aktywa-torów. Sygnały sterujące są transmitowane na częstotliwości 868 MHz lub 915 MHz, przy zastosowaniu sprawdzo-nej technologii radiowej sWave, opracowanej przez .steute. Technolo-gia ta gwarantuje wyso-ką niezawodność trans-misji na dystansie 60 m wewnątrz budynków i do 700 m w terenie otwartym. Energia jest dostarczana za pośred-nictwem miniaturowych generatorów, które przekształcają energię kinetyczną, powstającą przy aktywacji napędu wyłącznika, w energię elektryczną.
Bezprzewodowe kasety sterownicze

20
NOWOŚCI NOWE PRODUKTY
Oferta ABB została roz-szerzona o nowe softstarty typu PSTX. Jest to grupa zaawansowanych technolo-gicznie aparatów, wyposa-żonych w wiele użytecznych
funkcji niezbędnych do pełnej optymalizacji rozruchu silnika asynchronicznego. Softstarty PSTX są przezna-czone dla silników napę-dzających różne maszyny w zróżnicowanych warun-kach pracy. Doskonale współpracują z trójfazowymi silnikami asynchronicz-nymi i mają pełną regulację trójfazową, zapewniającą możliwość zastosowania w tzw. wewnętrznym trójką-cie. Aktualnie zakres mocy silników współpracujących z tym typem softstartów
obejmuje jednostki do 200 kW/400 V AC. Docelowo linia PSTX zosta-nie wzbogacona o kolejne modele dla silników o mocy ponad 1 MW. Aby zmini-malizować straty cieplne, w każdym softstarcie PSTX wbudowane są styczniki obejściowe. Płytki druko-wane wewnątrz softstartów pokrywa warstwa ochronna, która zabezpiecza połącze-nia i elementy elektroniczne. Zapewnia to urządzeniu niewrażliwość na wilgoć i pył oraz odporność na korozję.
Komunikacja elektroniczna z zewnętrznymi systemami nadzoru i wizualizacji może odbywać się za pośrednic-twem wszystkich popular-nych protokołów (Modbus RTU, PROFIBUS, DeviceNet, EtherNet/IP, Modbus TCP). Do połączeń służą złącza Fieldbus Plug oraz Anybus. Dla potrzeb klasycznych przyrządów pomiarowych wskazówkowych (pomiar wartości prądu, napięcia, współczynnika mocy itp.) przygotowano specjalne wyjście.
Zaawansowane softstarty ABB
Seria ochronnych wyłącz-ników silnikowych PKE firmy Eaton, z wyzwalaczem elektronicznym, została wzbogacona o dodatkową, wygodną funkcję przekaźnika przeciążeniowego, realizowa-ną przez moduł XZMR.Moduł PKE-XZMR może być montowany jako dodatkowe wyposażenie we wszyst-kich kombinacjach rozrusz-ników oraz wyłączników silnikowych PKE, przez podłączenie go do styczni-ka ochranianego napędu. W przypadku przeciążenia moduł odbiera odpowiedni sygnał rozłączający i rozłącza stycznik, natomiast ochron-ny wyłącznik silnikowy PKE pozostaje włączony. Pozwala to użytkownikowi na łatwe odróżnienie dwóch przyczyn wyzwalania – przeciążenia napędu (rozłączenie styczni-ka) oraz zwarcia (rozłącze-nie ochronnego wyłącznika napędu PKE). Do resetowa-nia błędów i usterek dostęp-ne są dwa rodzaje potwier-dzeń – tryb automatyczny oraz ręczny. Potwierdzenie automatyczne zapobiega wcześniejszej konieczności otwierania skrzynek rozdziel-czych przez wykwalifikowany personel w celu załączenia
ochronnego wyłącznika napę-du i ułatwia monitorowanie instalacji lub zakładu, np. w trudno dostępnym terenie. Zanim nastąpi wyzwolenie spowodowane przeciąże-niem, urządzenie LED na module PKE-XZMR wskazuje zbyt duży prąd w obciążo-nym obwodzie. Dzięki temu możliwe jest wdrożenie konserwacji predykcyjnej w przypadku zbliżającego się przeciążenia. XZMR mierzy prąd obciążenia i w przy-padku wartości większej niż 100 proc. sygnalizuje ten stan miganiem diody LED. Dostępny jest również automatyczny restart napędu po wyzwoleniu stycznika w przypadku przeciążenia.
Moduł przekaźnika przeciążeniowego dla serii PKE
Fot.
AB
B,
Bos
ch R
exro
th,
Eato
n, ig
us,
Sels
, B
lueB
otic
s
REKLAMA
Napęd o zmiennej częstotli-wości (VFD) serii EFC 3600 to nowa propozycja firmy Bosch Rexroth. Umożliwia energooszczędne aplikacje w zakresie automatyzacji ogólnej, w przetwarzaniu surowców, w pracy pomp, wentylatorów i kompreso-rów. EFC 3600 wspomaga kontrolę procesu poprzez kontrolery ze zintegrowanym regulatorem PID, a także poprzez system sterowa-nia sekwencją w ośmiu
krokach. Cechuje się wysoką odpornością na krótkotrwałe przeciążenia (do 200 proc.) i wysokim początkowym momentem obrotowym (do 150 proc.), dzięki czemu może być używany w szero-kiej gamie zastosowań.
Energooszczędne sterowanie procesem

REKLAMA
Dzięki nowemu produktowi firmy igus, readychain speed, podłączanie skompletowa-nych systemów e-prowadni-ków kablowych jest łatwiejsze niż kiedykolwiek – mogą być one podłączone w ciągu kilku sekund, bez użycia narzędzi. Systemy prowadników kablo-wych, łączniki i specjalne, wyjątkowo elastyczne kable
do prowadników kablowych readychain firmy igus są montowane zgodnie z różny-mi standardami producenta lub zgodnie ze specyfikacją klienta. Gotowe do podłą-czenia i instalacji systemy, ze wszystkimi potrzebnymi elementami, dostępne są na żądanie ze skrzynią trans-portową, instalacją i kon-serwacją. Zaprojektowane i wyprodukowane zgodnie z oczekiwaniami są dostar-czane w ciągu 1–10 dni wraz z gwarancją i bez żadnych dodatkowych kosztów.
Podłączanie prowadnika bez narzędzi
Najnowsza seria uniwersal-nych czujników optycznych Q50 firmy Micro Detectors oferowana jest w różnych wykonaniach, również z wyjściem przekaźnikowym i uniwersalnym zasila-niem 24–240 V AC oraz 12–240 V DC.Seria Q50 łączy w sobie kom-paktową obudowę i doskona-łe parametry detekcji. Solidna obudowa, wykonana z mie-szanki poliwęglanu i ABS, jest odporna na uszkodzenia mechaniczne i gwarantu-je bezpieczne, niezawodne
funkcjonowanie czujników, także w trudnych warunkach. Ruchomy konektor M12 pozwala na łatwą instalację czujników nawet w miejscach trudno dostępnych, a diody LED ułatwiają precyzyjną regulację kierunku wiązki.
Kompaktowe czujniki optyczne Q50
Zatrudniająca 500 pracow-ników na całym świecie szwajcarska firma Stocklin, specjalizująca się w nowo-czesnych rozwiązaniach, przygotowywanych na potrzeby logistyki, w ostat-nim czasie dokonała przełomu, stosując moduły autonomicznej nawigacji ANT firmy BlueBotics. Zastosowanie w najnow-szych projektach Stocklin modułów ANT lite+
pozwoliło na zbu-dowanie auto-nomicznych wózków widło-wych. Miały one premierę na niedaw-nych targach LogiMAT w Stuttgarcie, a już trzy miesiące później stały się standardo-wym rozwiązaniem, insta-lowanym na przenośnikach
mobilnych firmy Stocklin.
Nowa, mała wersja ANT jest przeznaczona do instalacji w robotach mobil-nych i automatycznych pojazdach. Do nawigacji
nie jest konieczna żadna dodatkowa infrastruktura naziemna, taka jak pętle indukcyjne czy znaczniki na ziemi. Moduły ANT korzy-stają z umieszczonych na mobilnym urządzeniu lase-rów, które pozwalają pre-cyzyjnie monitorować oto-czenie robota. Dokładność pozycjonowania maszyny sięga 1 cm, a maksymalna prędkość poruszania się przekracza 2 m/s.
Zautomatyzowane wózki widłowe
Fot.
AB
B,
Bos
ch R
exro
th,
Eato
n, ig
us,
Sels
, B
lueB
otic
s

22
TEMAT NUMERU NOŚNIKI DANYCH I SYGNAŁÓW STOSOWANYCH W AUTOMATYCE
Automatyzacja procesów polega na takiej automatycznej regulacji lub ste-rowaniu, by pewne wielkości fizyczne (np. temperatura, ciśnienie, wilgotność powietrza), mimo występujących ze-wnętrznych czynników zakłócających, były zgodne z wielkościami wzorcowy-mi (zadanymi) lub różniły się od nich w dopuszczalnych granicach.
Podstawowymi wielkościami, na podstawie których są realizowane al-gorytmy sterowania i regulacji, są sy-gnały regulowane (obiektowe). Ich charakter zależy od natury procesu, a zbiór wielkości mierzonych jest bar-dzo duży i wciąż wykazuje tendencję wzrostową. Ważnym elementem jest więc komponent pomiarowy, który za-mienia sygnały procesowe (najczęściej nieelektryczne) na postać przydatną do
bezpośredniego wykorzystania w re-gulatorze, sterowniku, układach reje-strujących i wizualizacyjnych. Jednak ze względu na znaczną różnorodność wielkości mierzonych na wyjściach czujników pomiarowych otrzymuje się również różne wielkości fizyczne.
Głównymi wielkościami wyjścio-wymi czujników pomiarowych są: siła [F], przesunięcie liniowe [Δl], napięcie prądu stałego [U=] i rezystancja [R]. Zdecydowanie rzadziej występują: przesunięcie kątowe [α], prędkość ob-rotowa [ω], napięcie prądu przemien-nego [U~], częstotliwość prądu prze-miennego [f] i liczba impulsów [N]. Wymienione wielkości to tzw. sygnały pośredniczące, które w dalszej kolej-ności muszą być przetworzone na sy-gnały standardowe.
Układy automatyki są budowane dla trzech podstawowych rodzajów sy-gnałów – hydraulicznych, pneumatycz-nych i elektrycznych. Dla każdego typu układów określone są zakresy i sygnały standardowe. Do przesyłu informacji w układach automatycznej regulacji są stosowane sygnały standardowe:a) elektryczne – nośnikiem informacji
jest napięcie lub natężenie prądu,b) pneumatyczne – nośnikiem informa-
cji jest ciśnienie powietrza,c) hydrauliczne – nośnikiem informacji
jest ciśnienie oleju.W przypadku sygnałów elektrycz-
nych prądowych mogą to być zakresy od 0 mA do 5 mA, od 0 mA do 20 mA lub od 4 mA do 20 mA. Sygnały elek-tryczne mogą mieć również charakter napięciowy – wówczas określane są za-kresy od 0 V do 10 V, od 0 V do 5 V i od –10 V do +10 V. Zalecanym i naj-częściej stosowanym jest sygnał prądo-wy z żywym zerem od 4 mA do 20 mA, umożliwiający odróżnienie stanu awarii urządzenia pomiarowego lub linii prze-syłowej sygnału pomiarowego od dolnej granicy zakresu zmian tego sygnału.
Układy elektryczneWspółczesne układy automatyki tyl-ko sporadycznie są realizowane jako układy dedykowane do wykonywa-nych procesów. Najczęściej algoryt-my regulacji ciągłej PID, krokowej, dwu- lub trójpołożeniowej, algorytmy adaptacyjne, nadążne i szereg innych Fo
t. T
echn
okab
el
Niezależnie od rodzaju instalacji automatyki konieczne jest stosowanie
co najmniej jednego rodzaju przewodów, które umożliwiają przesyłanie
informacji między poszczególnymi elementami systemu. W artykule
zostały opisane popularne technologie przesyłu sygnałów za pomocą
przewodów elektrycznych, optycznych, pneumatycznych i hydraulicznych,
z podaniem przykładów z rynku.
Przesył sygnałów obiektowych i sterujących w instalacjach przemysłowych
zakłócenia z
Obiektregulacji
Członwykonawczy
Człon pomiarowy
Regulatorw e
z – zakłócenia, y wielkość regulowana, w wartość zadanau sygnał sterujący, e uchyb regulacji, y’
– –– sygnał pośredniczący
u
y
Przetwornikpomiarowy
Czujniky’
Schemat podstawowego układu automatyki

Pomiary Automatyka Robotyka nr 9/2014 23
są implementowane w złożonych ste-rownikach swobodnie programowal-nych, wzbogacając ich standardowe możliwości sterowania kombinacyjnego i sekwencyjnego. W szczególnych przy-padkach stosowane są systemy kompu-terowe, w których dowolne algorytmy (zarówno regulacji ciągłej, jak i stero-wania cyfrowego) są realizowane w po-staci dyskretnej, jako indywidualnie opracowane oprogramowanie w języ-kach wyższego rzędu, np. C++ lub C#.
Wraz z rozwojem algorytmów re-gulacji i sterowania, od przekaźników elektromechanicznych do sterowników PLC i wbudowanych komputerów jed-noukładowych, a także wraz z ewolucją systemów pomiarowych, realizujących przetwarzanie na sygnały standardowe, często wzbogaconych o układy regula-cji i inteligencję (układy typu „smart”), ulegają też zmianie sposoby przesyłania sygnałów procesowych. Dotyczą one danych pomiarowych oraz sygnałów sterujących układami wykonawczymi. Bardzo często są to rozproszone na du-żych obszarach procesy technologiczne oraz systemy automatyki i zarządzania procesami przemysłowymi, które imple-mentują najlepsze rozwiązania sieciowe (Ethernet, PROFIBUS, PROFINET itp.).
Stosowane okablowanie służy do zbierania danych generowanych przez przyrządy pomiarowe, a po wytworze-niu w układzie automatyki sygnałów sterujących – do przesłania ich do urzą-dzeń wykonawczych (silniki, zawory, klapy, dozowniki, wentylatory, grzejniki i szereg innych). Przewaga sieciowych systemów automatyki nad rozwiąza-niami autonomicznymi polega m.in. na braku ściśle zdefiniowanych stan-dardów. Ułatwia to rozbudowę syste-mów za pomocą komponentów różnych producentów i budowę rozległych sys-temów automatyki, przy niewielkich kosztach okablowania.
Przewody elektryczneW większości standardów sieciowych do przesyłania danych procesowych stosuje się jedną parę przewodów o przekroju 0,22 mm2 lub 0,25 mm2, ewentualnie 1,5 mm2 – jeżeli przewo-dem są przesyłane jednocześnie dane i energia zasilająca. W starszych insta-lacjach automatyki i sterowania liczba żył w przewodach (kablach), służących do wymiany informacji, rosła wraz ze wzrostem liczby obsługiwanych urzą-dzeń. W rozproszonych systemach przemysłowych stosowane są przewo-dy typu BUS, obsługujące nawet ponad
2 tys. komponentów, np. sieci CAN. Przewody typu BUS charakteryzuje:• odporność na wpływ zewnętrznych
zmiennych pól elektromagnetycznych,• odporność mechaniczna na zginanie
i wstrząsy,• odporność na wpływy środowiskowe,• nierozprzestrzenianie płomienia
i niewydzielanie halogenów w razie pożaru,
• łatwy, szybki i niezawodny montaż.Współczesne okablowanie pracuje
w takich samych warunkach środowi-skowych, jak przewody tradycyjnych in-stalacji automatyki. Jest to często śro-dowisko agresywne chemicznie (oleje, smary, rozpuszczalniki i kwasy), może charakteryzować się promieniowaniem UV, podwyższoną temperaturą oraz po-wodować narażenia mechaniczne, dla-tego powłoki zewnętrzne przewodów muszą być odporne na wiele czynników.
W zależności od przewidywanego środowiska pracy, producenci oferują przewody w powłokach zewnętrznych wykonanych z PVC samogasnącego i nierozprzestrzeniającego płomienia, PE (polietylenu powłokowego), o bar-dzo dobrych właściwościach mecha-nicznych, a po zmieszaniu z sadzą, odpornego na promieniowanie UV. Po-pularne są też PUR (poliuretan), EPDM (gumy) i inne tworzywa o znacznej od-porności na wpływy zewnętrzne.
Dostępne są przewody z transmi-sją mieszaną – przewody hybrydowe, zawierające izolowane żyły miedziane
do transmisji danych, a także żyły za-silające lub włókna światłowodowe. W środowisku przemysłowym przewo-dy magistralne narażone są na silne oddziaływanie zmiennych pól elektro-magnetycznych, np. pochodzących od przemienników częstotliwości, bowiem
układane są w ich bezpośrednim są-siedztwie. Aby zabezpieczyć słabe sy-gnały sterownicze (przesyłające sygnały o wartości kilku mA lub kilku V) przed oddziaływaniem zakłóceń, wszystkie przewody są podwójnie ekranowane. Ekrany są zwykle wykonane z lamino-wanej folii aluminiowej i z ocynowa-nej plecionki miedzianej. Jakość tych ekranów, w połączeniu ze stosowanymi technikami transmisji danych powodu-je, że są bardzo odporne na zakłócenia elektromagnetyczne. Przewody mogą pracować w szerokim zakresie tempera-tury, od –40 °C do +70 °C.
Rozwiązania dla sieci przemysłowychPROFIBUS to standardowy, otwarty system komunikacyjny, opracowany dla wszystkich obszarów przemysłu. Umoż-liwia obsługę rozproszonych komponen-tów systemu automatyzacji, urządzeń wejść/wyjść oraz aparatury obiektowej (wymagających szybkiej komunika-cji), z uwzględnieniem warunków pra-cy urządzeń obiektowych w obszarach zagrożonych wybuchem. W przemyśle stosowane są dwie odmiany tej magi-strali: PROFIBUS PA i PROFIBUS DP.
PROFIBUS PA i PROFIBUS DPMagistrala PROFIBUS PA jest syste-mem przeznaczonym do obsługi pro-cesów wolnozmiennych. Wszystkie usługi sieciowe oraz struktura telegra-mów są identyczne. Zasilanie urzą-
dzeń zapewnia sieć. System wyróżnia możliwość przesyłu danych w prze-strzeniach zagrożonych wybuchem, w których zasilanie urządzeń odbywa się przez magistralę danych. Szybkość transmisji wynosi 31 250 bit/s, przez kable miedziane w postaci skrętki
Fot.
Tec
hnok
abel
Produkowany przez Technokabel kabel BUS O2YS(St)CY 1×2×0,64/2,6 mm przeznaczony do pracy w systemach automatyki przemysłowej z magistralą PROFIBUS DP
Produkowany przez Technokabel kabel BUS O2YS(St)CY 1×2×1,0/2,6 mm przeznaczony do pracy w systemach automatyki przemysłowej z magistralą PROFIBUS PA

24
TEMAT NUMERU NOŚNIKI DANYCH I SYGNAŁÓW STOSOWANYCH W AUTOMATYCE
jedno- albo wieloparowej lub przez ka-bel ekranowany.
PROFIBUS DP jest magistralą do komunikacji układów automatyki sys-temów wytwarzania. Urządzenia cen-tralne tych systemów – sterowniki PLC i komputery przemysłowe PC – wymie-niają informacje z oddalonymi urzą-dzeniami peryferyjnymi, np. z urzą-dzeniami wejść/wyjść, napędami lub przetwornikami pomiarowymi. Wymia-na danych odbywa się cyklicznie, ale możliwe jest korzystanie z funkcji niecy-klicznych – do ustawiania parametrów oraz do obsługi i kontroli inteligentnych urządzeń automatyki. Szybkość trans-misji osiąga wartość od 9 600 bit/s (przy długości przewodu 1 200 m) do 12 000 bit/s (dla przewodów o długo-ści do 100 m).
Do budowy magistral PROFIBUS ofe-rowane są przewody typu PROFIBUS L2, PROFIBUS PA i PROFIBUS SK. Zbudo-wane są według standardów PROFIBUS, z żył miedzianych, niepobielanych, jed-nodrutowych, o średnicy 0,64 mm do instalacji wewnętrznych i zewnętrznych stałych oraz z żył o średnicy 0,64 mm w postaci linki, do łańcuchów kablo-wych, gdzie żyły izolowane są pianką polietylenową (PE) z naskórkiem o ujed-noliconych kolorach – czerwonym i zielo-nym. Żyły skręcone są w pary podwójnie ekranowane – laminowaną taśmą alumi-niową i oplotem z drutów miedzianych, pobielanych, dających około 65 proc. po-krycia. Powłoka zewnętrzna kabla wyko-nana jest z plastyfikowanego polichlorku winylu (PVC) lub z PE. Produkowane są również przewody w powłokach z two-rzyw nieprzenoszących płomienia, bez-halogenowych i z ograniczoną emisją dymów.
Przewody PROFIBUS L2 są przewo-dami ogólnego przeznaczenia do środo-wisk nieagresywnych. Przewody PRO-FIBUS PA są wyposażone w zewnętrzny płaszcz z PVC, odporny na wpływy ze-wnętrzne i są instalowane w przemyśle chemicznym.
European Instalation BusW przypadku systemu EIB (ang. Eu-ropean Instalation Bus), stosowanego w obiektach handlowych i biurowych, budynkach użyteczności publicznej
oraz w domach mieszkalnych, pod-stawowym zadaniem jest oddzielenie funkcji zasilania urządzeń odbiorczych (z instalacji niskiego napięcia) od funk-cji sterowania. System EIB umożliwia sterowanie m.in. oświetleniem, wenty-lacją i klimatyzacją, żaluzjami i roleta-mi, ogrzewaniem.
Przewodem magistralnym jest ekra-nowana skrętka dwuparowa o przekroju każdej żyły 0,8 mm2, wykonana z mie-dzi. W praktyce wykorzystywana jest tylko jedna para przewodów (czerwo-ny i czarny), a druga stanowi rezerwę. Przewód magistralny, wraz z przyłączo-nymi do niego urządzeniami (sensorami i aktuatorami), pracuje przy napięciu znamionowym 24 V prądu stałego typu SELV (ang. Safety Extra Low Voltage). Taką sieć charakteryzuje niska wartość napięcia i separacja galwaniczna od in-stalacji o napięciu 230 V, czyli wysoki stopień bezpieczeństwa i brak połączeń z uziemieniem.
Przewody E-BUS mają postać skręt-ki dwóch żył miedzianych, niepobie-lanych, o średnicy 0,8 mm. Izolacja żył wykonana jest z PVC lub z PE. Przewody E-BUS mogą być dwuparo-we lub czteroparowe. W przewodach
dwuparowych wykorzystywana jest tyl-ko jedna para, a druga jest rezerwowa. W przewodach dwuparowych izolacja żył ma kolory biały/żółty, czerwony/czarny, zaś w przewodach czteroparo-wych – biały/żółty, czerwony/zielony, niebieski/brązowy, biały/biały. Przewo-dy są ekranowane folią PP oraz folią aluminiową, laminowaną tworzywem sztucznym.
InterbusMagistrala Interbus jest otwartym sys-temem komunikacyjnym, w którym jednym przewodem łączone są czujni-ki, urządzenia wykonawcze, sterowniki, komputery i lokalne podsystemy auto-matyki. Stosowana jest architektura aktywnego pierścienia – dwa przewody wyprowadzone z urządzenia nadrzęd-nego „master”, sterującego transmisją, przechodzą kolejno przez wszystkie urządzenia, tworząc zamknięty pier-ścień – tzw. pień. Całość ma postać otwartej struktury drzewa. Interbus jest przeznaczony do systemów z dużą licz-bą czujników i urządzeń wykonawczych. Jest stosowany do sterowania ciągłymi procesami wolnozmiennymi oraz dys-kretnymi procesami produkcyjnymi.
Fot.
Tec
hnok
abel
, H
eluk
abel
Kabel typu BUS do sieci PROFIBUS
Kabel typu E-BUS
Kabel FTP-C-11Y kat. 5e 4×2×0,14c mm2 firmy Technokabel, z dodatkowym ekranem z oplotu, stosowany jako kabel przyłączeniowy (ang. patch cable) w sieciach wrażliwych na wpływ zakłóceń elektromagnetycznych. Powłoka kabla, który może być stosowany wewnątrz i na zewnątrz budynków, jest wykonana z miękkiego poliuretanu, co zwiększa jego wytrzymałość mechaniczną
Produkowany przez Technokabel kabel FFBUS 105 °C 1×2×18, AWG, przeznaczony do pracy w systemach FOUNDATION fieldbus, pracuje w temperaturze do 105 °C
Kabel typu InterBus

Pomiary Automatyka Robotyka nr 9/2014 25
Zasady budowy magistrali Interbus zo-stały uznane za standardy i ujęte w nor-mie PN-EN 61158.
Do budowy magistrali Interbus moż-na stosować przewody typu I-BUS, któ-re zapewniają prawidłową transmisję danych w sieciach automatyki przemy-słowej. Wykonane są z trzech skrętek miedzianych, dwużyłowych, o przekroju 0,22 mm2 lub z trzech skrętek dwużyło-wych i jednej skrętki trójżyłowej, o prze-kroju żyły 1 mm2. W przewodzie trój-skrętkowym izolacja żył ma kolory: biały/brązowy, zielony/czerwony, żółty/zielony. Izolacja żył w skrętce trójżyłowej ma ko-lory: niebieski, czerwony i zielony. Żyły są ekranowane folią poliestrową z oplo-tem miedzianym lub folią poliestrową powlekaną aluminium. Opona zewnętrz-na jest wykonana z PVC, FRNC lub PUR w kolorze pastelowego turkusu. Przewo-dy I-BUS mogą łączyć elementy automa-tyki dowolnego standardu.
AS-InterfaceSystem inteligentnej magistrali AS--Interface (standard automatyki prze-mysłowej) jest otwarty na najniższym poziomie sterowania. Zapewnia połą-czenia wewnętrzne dwużyłowym prze-wodem płaskim czujników, urządzeń wykonawczych, sterowników, modułów wejść/wyjść (I/O) itp. Łączy elementy automatyki z wyższym poziomem ste-rowania, gwarantując wysokie bezpie-czeństwo w środowisku przemysłowym. Magistrala zapewnia jednoczesne zasi-lanie urządzeń oraz transmisję danych i sygnałów sterujących.
Do budowy magistrali AS-Interfa-ce przeznaczone są przewody A-BUS, w standardzie ASI, płaskie, z żyłami mie-dzianymi, ocynowanymi 2 × 1,5 mm2. Izolacja żył, w kolorze niebieskim i brą-zowym, jest wykonana z gumy. Żyły uło-żone są płasko obok siebie, bez ekra-nowania. Opona zewnętrzna – PUR, EPDM (guma) lub PVC w kolorach żół-tym i czarnym.
DeviceNetJest to system otwarty, bazujący na protokole komunikacyjnym sieci CAN, w którym wszystkie stacje mają równe prawa dostępu do medium komunika-cyjnego. Sieć DeviceNet jest stosowa-na w aplikacjach przemysłowych do szybkiego przesyłu danych na krótkim dystansie. Sieć pracuje z szybkością transmisji danych: 1 Mb/s na odle-głość do 50 m, 500 kb/s na odległość do 100 m i 125 kb/s na odległość 500 m.
Magistralę DeviceNet można two-rzyć za pomocą przewodów składa-jących się z jednej pary żył do trans-misji danych (we wspólnej osłonie izolacyjnej), pary żył zasilających i żyły ochronnej. Obydwie pary żył i żyła ochronna są zintegrowane we wspólnej powłoce zewnętrznej PVC lub FRNC. Żyły do transmisji danych i żyły zasila-jące wykonane są z drutu miedzianego, ocynowanego. Izolacja żył jest wykona-na z PE lub PVC. Kolory izolacji żył: jasnoniebieski/biały; czerwony/czarny. Skrętka do transmisji danych ekra-nowana jest folią z poliestru, pokrytą aluminium. Ekran zewnętrzny kabla – oplot – wykonany jest z miedzi ocy-nowanej. Kolory powłoki zewnętrznej: żółty, fioletowy i szary.
Kable światłowodoweW rozproszonych systemach automa-tyki, realizowanych w strukturach sie-ciowych, warunkiem poprawnego dzia-łania jest osiąganie coraz większych szybkości niezakłóconego przesyłu sy-gnału informacyjnego. Wymaganiom tym mogą sprostać włókna optyczne (ang. fiber optic cable), które przenoszą wyższe częstotliwości promieniowania elektromagnetycznego – światło. Włók-na optyczne, w stosunku do przewodów miedzianych, wykazują szereg zalet:
mają niewielką tłumienność, małe wy-miary i masę. Kable utworzone z włó-kien szklanych nie ulegają wpływom zmiennych pól elektromagnetycznych, mają dużą przepustowość, umożliwia-ją też transmisję większej ilości danych z większą szybkością i na większe od-ległości. Szybkość transmisji wynosi do 100 Gb/s (około 12,5 GB/s), a naj-szybsze systemy światłowodowe mogą transmitować sygnał rzędu kilku Tb/s. Problemem konstrukcyjnym jest sto-sunkowo duży promień zgięcia światło-wodu. Musi wynosić kilka centymetrów, aby było możliwe właściwe wewnętrz-ne odbijanie i rozchodzenie się światła, a samo włókno nie uległo uszkodzeniu.
Włókna optyczne nie przewodzą prądu elektrycznego, więc nie wpły-wają na nie szumy elektryczne, wyła-dowania atmosferyczne, interferencja elektromagnetyczna ani radiowa. Za-pewniają izolację galwaniczną na obu końcach łącza. Zajmują mniej miejsca, są niewrażliwe na wibracje i nie ule-gają korozji. Są łatwiejsze w instalacji i wystarczająco elastyczne – nie pę-kają przy zwijaniu i wyginaniu, zacho-wując wydajność. Są bezpieczne dla ludzi i środowiska naturalnego. Stoso-wanie światłowodów jest ograniczone, jeśli wymagane jest zasilanie energią elektryczną. Poza tym kable miedziane
Fot.
Tec
hnok
abel
, H
eluk
abel
Przewody A-BUS w standardzie ASI do budowy magistrali AS-Interface
Przewody do budowy magistrali DeviceNet aplikacji przemysłowych
Nadajnik
Odbiornik
Elektrycznysygnał wyjściowy
ŚwiatłowódElektrycznysygnał wejściowy
Zakłócenia
Uproszczony schemat zasady działania transmisji światłowodowej

26
TEMAT NUMERU NOŚNIKI DANYCH I SYGNAŁÓW STOSOWANYCH W AUTOMATYCE
stosowane do przesyłu informacji mogą być praktycznie wszędzie zastępowane włóknami optycznymi.
Aby dane i sygnały sterujące mogły być przekazane za pomocą światłowo-du, sygnał elektryczny (np. ze standar-dowego interfejsu szeregowego) musi być przetworzony na sygnał optyczny za pomocą przetwornika elektryczno--optycznego (ang. optical transmitter), a następnie na sygnał elektryczny w od-biorniku (ang. optical receiver). Dzięki zastosowaniu osobnych nadajników i odbiorników sygnałów możliwa jest jednoczesna transmisja dwukierunko-wa, tzw. full-duplex.
Zasady transmisjiFale świetlne, jak każde inne fale elek-tromagnetyczne, charakteryzują dwa podstawowe parametry: częstotliwość i długość. Nośnikiem informacji jest promieniowanie elektromagnetycz-ne o określonej długości fali. Nie jest to światło widzialne o długości fali od 420 nm (fiolet) do 720 nm (czerwień), m.in. z powodu łatwej interferencji z promieniowaniem słonecznym.
Zasada transmisji promienia świetl-nego polega na użyciu dwóch materia-łów przewodzących światło, o różnych współczynnikach załamania światła, do wykonania tzw. rdzenia i płaszcza świa-tłowodu. Na płaszczu znajduje się izo-lacja ochronna.
Współczynnik załamania światła materiału rdzenia jest nieco wyższy niż współczynnik załamania światła materia-łu płaszcza. Promień świetlny przemiesz-cza się w rdzeniu światłowodu dzięki całkowitemu wewnętrznemu odbiciu od granicy przejścia z rdzenia do płasz-cza. Przy przejściu z rdzenia do płaszcza częściowo załamuje się na powierzchni granicznej, a częściowo się od niej od-bija. Dobierając kąt padania strumienia świetlnego, można osiągnąć wartość, przy której udział wiązki przechodzącej do płaszcza zmniejsza się do zera i na-stępuje całkowite wewnętrzne odbicie.
Światło w rdzeniu włókna szklanego rozchodzi się wzdłuż różnych promieni, tzw. modów. Im rdzeń włókna ma mniej-szą średnicę, tym modów jest mniej. Poniżej pewnej średnicy włókno staje się jednomodowe, co oznacza, że moż-liwy jest tylko jeden sposób rozchodze-nia się promieniowania wewnątrz rdze-nia. Włókna światłowodowe dzieli się na włókna jednomodowe o średnicy rdzenia do 10 μm i wielomodowe, o średnicy rdzenia powyżej 10 μm – zwykle 50 μm i 62,5 μm.
Światłowody wielomodowe moż-na podzielić na dwa rodzaje: o współ-czynniku załamania światła skokowym i gradientowym. Najczęściej stosowane są światłowody gradientowe o płyn-nej zmianie współczynnika załamania światła.
Budowa światłowoduW zależności od rodzaju materiału, wyróżnia się dwa typy włókien optycz-nych – plastikowe i szklane. Plastikowe włókno optyczne składa się z jednego lub z większej liczby włókien z żywicy akrylowej, o średnicy od 0,25 mm do 1 mm, umieszczonych w osłonie z poli-etylenu. Światłowody plastikowe, w po-równaniu ze światłowodami szklanymi, mają dużo zalet – ułatwiają układanie i wykonywanie połączeń, umożliwiają stosowanie tanich diod LED jako źró-deł światła. Ważną zaletą światłowo-dów plastikowych jest duża tolerancja niedokładności połączeń. Światłowody plastikowe mają też szereg wad: duża tłumienność, niewielki zakres tempera-tury pracy i brak odporności na podwyż-szoną temperaturę.
Światłowody szklane tworzą zazwy-czaj włókna o średnicach od kilku do 100 μm, niekiedy umieszczone w rur-ce ze stali nierdzewnej, co umożliwia ich użycie w temperaturze do +350 °C. Wśród wielu konstrukcji światłowodów (płaskich, przesłonowych, odbiciowych i soczewkowych), najbardziej rozpo-wszechnione są światłowody szklane włókniste o symetrii współosiowej.
Podstawowym parametrem świa-tłowodu jest jego tłumienie. Wpływ na tłumienie światłowodu mają zanie-czyszczenia szkła jonami metali, m.in.
żelaza, miedzi, chromu, niklu. Współ-czynnik załamania światła określa war-tość zmniejszenia szybkości transmisji światła w danym ośrodku, w stosunku do transmisji w próżni.
Przykład zastosowania Ze względu na cechy i liczne zalety światłowody znajdują zastosowania wszędzie tam, gdzie wymagana jest niezawodność działania w trudnych wa-runkach, np. w systemach przeciwpoża-rowych i w systemach bezpieczeństwa. Warto wspomnieć, że kabel światłowo-dowy SL-ZRH 12x9/125 łączy elemen-ty systemu zdalnego sterowania i kon-troli urządzeń sanitarno-technicznych, w tym systemu przeciwpożarowego, bazującego na centralach przeciwpoża-rowych EBL, instalowanego aktualnie w II linii metra warszawskiego.
Kabel światłowodowy typu SL-ZRH 12x9/125 jest zbrojony taśmą stalo-wą i ma zewnętrzny płaszcz wykona-ny z tworzywa bezhalogenowego, nie-rozprzestrzeniającego płomienia HFFR (ang. Halogen Free, Flame Retardant). Zbrojenie zostało wykonane z taśmy stalowej, falowanej, a wzmocnienie z włókna szklanego. Średnica kabla wynosi 9,5 mm, średnica płaszcza 1,4 mm, a średnica centralnej tuby 3,3 mm. Tuba jest wypełniona żelem tiksotropowym i zawiera do 24 kolo-rowych włókien w pokryciu pierwot-nym 250 μm. Zastosowano też suche uszczelnienie przeciwwilgociowe w po-staci taśmy pęczniejącej pod wpływem wilgoci. Przewód został zaopatrzony w nitkę rozrywającą powłokę.
W przypadku pożaru przewody za-chowują integralność systemu przez
Tab. Wybrane dane techniczne kabla światłowodowego SL-ZRH 12x9/125
średnica 9,5 mm
masa 115 kg/km
maksymalna dynamiczna siła ciągnienia 1500 N
odporność na zgniatanie 5000 N/10 cm
minimalny promień zginania podczas instalacji 204 mm
minimalny promień zginania podczas pracy 140 mm
temperatura składowania od –40 °C do +70 °C
temperatura eksploatacji od –25 °C do +70 °C
grubość płaszcza 1,4 mm
Kabel światłowodowy SL-ZRH 12x9/125
Fot.
Par
ker
Han
nifin
, Fe
sto
Parker Hannifin Sales Poland Sp. z o.o, ul. Równoległa 8, 02-235 Warszawa tel. 22 573 24 00, e-mail: [email protected] www.parker.com, www.parker.pl
Razem możemy sprostać nawet najtrudniejszym wyzwaniom!
Wydajność skokowa 360 cm3/obr. i maksymalne ciśnienie robocze 360/420 bar!
Pompa wielotłoczkowa PV360 jest przeznaczona do najtrudniejszych zadań. Cicha i łatwa w konfiguracji do specyficznych potrzeb PV360 zapewnia doskonałą, niezawodną wydajność w aplikacjach takich jak obróbka metali, prasy hydrauliczne, dźwigi i duże jednostki pływające – wszędzie tam, gdzie maszynom stawiane są wysokie wymagania. Jednak, solidne i niezawodne pompy to dopiero początek owocnej współpracy. Pracując z Parkerem masz dostęp do naszej unikalnej wiedzy i lokalnego wsparcia w każdym zakątku świata. Wspólnie możemy stworzyć więcej urządzeń, które zapewnią przewagę konkurencyjną Twojej firmie!

Pomiary Automatyka Robotyka nr 9/2014 27
90 minut (PN-IEC 60331-11). Są do-skonale zabezpieczone przed gryzonia-mi, a zewnętrzna powłoka jest wykonana z materiałów trudnopalnych, bezhaloge-nowych, odpornych na promieniowanie UV, ścieranie i korozję. Na powłoce jest naniesiony symbol kabla oraz markery w odstępach co 1 m ±1 %.
Przewody są przeznaczone do trans-misji sygnałów cyfrowych i analogo-wych, w całym paśmie optycznym, we wszystkich systemach transmisji: da-nych, wizji i fonii. Są przystosowane do zaciągania do kanalizacji kablowej pier-wotnej lub wtórnej oraz do zakopania bezpośrednio w ziemi. Ze względu na odporność na promieniowanie UV mogą być układane na estakadach i dachach budynków oraz w liniach napowietrz-nych. Dzięki wzmocnieniu z taśmy stalo-wej mogą być stosowane w agresywnym środowisku pracy oraz we wszystkich instalacjach, gdzie wymagana jest klasa ogniowa E90.
Układy pneumatyczneW układach pneumatycznych no-śnikiem informacji jest sprężone
powietrze. Znormalizowany, standar-dowy sygnał pneumatyczny ma zakres zmian ciśnienia powietrza od 20 kPa do 100 kPa (w przemysłowych ukła-dach stosuje się ciśnienie robocze z in-stalacji sprężonego powietrza o warto-ści 5-6 barów). Przesunięcie początku
zakresu (tzw. żywe zero) umożliwia ła-twą identyfikację awarii urządzenia lub linii przesyłowej (brak zasilania). Sygnał pneumatyczny może być stosowany na odległość nieprzekraczającą 100 m. Jest bardzo odporny na zakłócenia, może przenosić znaczne moce i nie Fo
t. P
arke
r H
anni
fin,
Fest
o
Parker Hannifin Sales Poland Sp. z o.o, ul. Równoległa 8, 02-235 Warszawa tel. 22 573 24 00, e-mail: [email protected] www.parker.com, www.parker.pl
Razem możemy sprostać nawet najtrudniejszym wyzwaniom!
Wydajność skokowa 360 cm3/obr. i maksymalne ciśnienie robocze 360/420 bar!
Pompa wielotłoczkowa PV360 jest przeznaczona do najtrudniejszych zadań. Cicha i łatwa w konfiguracji do specyficznych potrzeb PV360 zapewnia doskonałą, niezawodną wydajność w aplikacjach takich jak obróbka metali, prasy hydrauliczne, dźwigi i duże jednostki pływające – wszędzie tam, gdzie maszynom stawiane są wysokie wymagania. Jednak, solidne i niezawodne pompy to dopiero początek owocnej współpracy. Pracując z Parkerem masz dostęp do naszej unikalnej wiedzy i lokalnego wsparcia w każdym zakątku świata. Wspólnie możemy stworzyć więcej urządzeń, które zapewnią przewagę konkurencyjną Twojej firmie!
REKLAMA
Przykłady zaworów pneumatycznych sterowanych ciśnieniem powietrza

28
TEMAT NUMERU NOŚNIKI DANYCH I SYGNAŁÓW STOSOWANYCH W AUTOMATYCE
ma zagrożenia wybuchowego, stąd jego zastosowania w strefach zagro-żonych wybuchem, np. w górnictwie. Wzmacnianie i przekształcanie sy-gnału pneumatycznego wymaga sto-sowania skomplikowanych urządzeń, a przesyłanie sygnałów na większą odległość sprawia więcej kłopotów niż w przypadku sygnału elektrycz-nego. Przewody pneumatyczne mogą być wykonane z różnych materiałów (PA – poliamid, PU – poliuretan, PE – polietylen, NL – nylon, TF – teflon), mogą być zbrojone lub mieć postać spiralną.
Przesyłanie sygnałów za pomo-cą sprężonego powietrza jest stoso-wane w pneumatyce dość rzadko. Przykładem przytaczanym przez in-żynierów Festo Polska oraz SMC In-dustrial Automation Polska jest zasto-sowanie sygnału pneumatycznego do
przesterowań zaworów pneumatycz-nych. W zdecydowanie bardziej popu-larnych rozwiązaniach elektro-pneu-matycznych stosowane jest sterowanie elektryczne. Natomiast w „czystej” pneumatyce powietrze pełni funkcję nośnika informacji i wówczas zawory są sterowane pneumatycznie.
W zaworach monostabilnych tłok przełączający suwaka jest porusza-ny przez powietrze (o ciśnieniu około 3,5–8 barów), które jest kierowane do komory sterującej zaworu. Po odpo-wietrzeniu komory sterującej zaworu tłok powraca do swojego pierwotnego położenia, pod wpływem siły sprężyny lub sprężyny wzmocnionej ciśnieniem powietrza wspomagającego, działa-jącym na suwak zaworu w kierunku powrotnym. W przypadku zaworów bistabilnych powrót – przesterowanie zaworu – następuje dopiero po skie-rowaniu sygnału pneumatycznego z przeciwnej strony suwaka.
Układy hydrauliczneW układach hydraulicznych nośnikiem informacji jest przede wszystkim ciśnie-nie cieczy. Czynnikiem roboczym jest najczęściej olej, który musi spełniać podstawowe warunki: nie może zawie-rać zanieczyszczeń stałych, powietrza ani wody oraz musi mieć odpowiednią temperaturę (od –20 °C do +70 °C). Odległość między urządzeniami w ukła-dach hydraulicznych nie powinna prze-kraczać 15 m. Energia sygnału hy-draulicznego jest bardzo duża, sygnał charakteryzuje się dużą odpornością na zakłócenia, a tworzone w ten sposób rozwiązania są tanie.
Sterowanie hydrauliczne jest sze-roko stosowane w wielu dziedzinach przemysłu, gdzie wymagane jest duża
energia. Napędy i sterowania hydrau-liczne stanowią podstawowe wyposa-żenie maszyn i mechanizmów z branży rolniczej, górniczej, budowlanej i wielu innych. Popularność układów hydrau-liki wiąże się przede wszystkim z dużą łatwością automatyzacji i sterowania podstawowymi parametrami rucho-wymi elementów wykonawczych, czyli silników i cylindrów hydraulicznych. Operator maszyny za pomocą dźwi-gni (zaworu rozdzielającego) steruje kierunkiem przepływu oleju, a tym sa-mym steruje pracą napędów hydrau-licznych.
Mgr inż. Maciej Oleksiuk, specja-lista firmy Parker Hannifin wyjaśnia, że układy hydrauliczne, pełniąc funk-cje wykonawcze, sterują napędami hydraulicznymi za pomocą sygnałów elektrycznych analogowych (prądo-wych i napięciowych) lub sygnałów cy-frowych charakterystycznych dla sieci przemysłowych. Zapewnia też, że sy-gnały hydrauliczne są wciąż powszech-nie stosowane do realizacji sprzężenia zwrotnego w układach hydraulicznych.
Przykładem jest produkowany przez Parker Hannifin proporcjonalny zawór ciśnieniowy serii R4V, sterowany ze-wnętrznym, analogowym sygnałem sterującym (0–10 V lub 4–20 mA). Otwarcie głównego stopnia tego zaworu następuje za pomocą sygnału hydrau-licznego w galerii X, w której znajdują się odpowiednio dobrane dysze sterują-ce, zapewniające stabilną pracę zaworu oraz dużą dynamikę.
Sygnały hydrauliczne sterują pompa-mi o zmiennej wydajności za pomocą pełniących różne funkcje regulatorów, zamocowanych bezpośrednio na nich. Poniżej wymieniono kilka najczęściej stosowanych regulatorów.
Pompa serii PV+ z regulatorem
Regulator
Standardowy regulator ciśnienia Fot
. SM
C In
dust
rial A
utom
atio
n Po
lska
, D
ata
Opt
ics
Pola
nd, Pr
onar
Proporcjonalny zawór ciśnieniowy serii R4V produkcji Parker Hannifin

Pomiary Automatyka Robotyka nr 9/2014 29
Najbardziej popularny regulator ci-śnieniowy zmniejsza wydajność pompy do zera, po osiągnięciu zadanego ci-śnienia na wyjściu z pompy. Regulator zeruje wydajność pompy, w zależności od wartości ciśnienia zewnętrznego wy-stępującego w układzie hydraulicznym. Ciśnienie sterujące doprowadzone jest przewodem sterującym do regulatora pompy.
Regulator w układzie „load sensing” wykorzystuje sygnały spadku ciśnienia – sygnał pobierany jest z jednego lub kilku miejsc za pomocą zaworów logicznych typu OR, a następnie podawany jest przewodami sterującymi do regulatora pompy, która w ślad za sygnałem ste-rującym dostosowuje wydajność do rze-czywistego chwilowego zapotrzebowa-nia, tworząc system energooszczędny.
Regulator stałej mocy optymalizuje pracę pompy w sposób zapewniający dużą prędkość ruchów jałowych i dużą siłę ruchów roboczych.
Dzięki wykorzystaniu właściwości sy-gnału hydraulicznego, zwłaszcza w przy-padku dwóch ostatnich regulatorów opracowanych w firmie Parker Hannifin, możliwe jest stabilne (bez przeregulo-wań) sterowanie mocą nawet kilkuset kW w czasie dziesiątych części sekundy.
Powszechne wciąż, ze względu na swoją niezawodność, są układy hy-drauliczne konstruowane na bazie hy-draulicznych sterowników produkcji Parker Hannifin serii PCL4, stosowane w mobilnych maszynach roboczych. Sterowniki te zasilane są zwykle ci-śnieniem do 15 barów i sterują pra-cą poszczególnych sekcji rozdzielaczy hydraulicznych, które z kolei sterują cylindrami i silnikami hydraulicznymi
zabudowanymi na maszynie. Takie rozwiązanie umożliwia ergonomicz-ne rozmieszczenie dźwigni sterujących w kabinie operatora. Ich konstrukcja zapewnia optymalne siły oporu, dosto-sowując je do ciągłej pracy operatora. Sterowniki PCL4 są połączone z roz-dzielaczami za pomocą przewodów o niewielkiej średnicy, odpowiadających niewielkim przepływom (do 15 l/min). Ułatwia to zabudowę w kabinie i umieszczenie rozdzielaczy hydraulicz-nych w optymalnym miejscu na maszy-nie, niezależnym od położenia samych sterowników. Sygnał ciśnieniowy, zależ-ny od wychylenia dźwigni sterownika PCL4, podawany jest na czoło suwaka rozdzielacza, który steruje przepływem oleju do cylindra lub silnika hydraulicz-nego, czyli prędkością ruchu narzędzia.
W praktyce stosowane są zarów-no sztywne, jak i elastyczne przewody hydrauliczne. Przewody sztywne firmy Pronar są zaprojektowane na ciśnienie nominalne 16 MPa oraz ciśnienie prób-ne 32 MPa. Mogą być wykonane z rury stalowej czarnej (później malowanej farbą), rury stalowej ocynkowanej, rury ze stali nierdzewnej/kwasoodpornej, rury miedzianej albo rury aluminiowej, w dowolnej konfiguracji i z dowolnym typem końcówek przyłączeniowych.
Elastyczne przewody hydrauliczne służą do łączenia elementów wyko-nawczych i sterujących, wchodzących w skład układów hydraulicznych ma-szyn, urządzeń i pojazdów przemysłu budowlanego, rolniczego i motory-zacyjnego. Poprawne działanie i nie-zawodność układów hydraulicznych zależy m.in. od bardzo dokładnego połączenia przewodu hydraulicznego
z końcówką hydrauliczną. Przewód hydrauliczny jest wykonany z węża hydraulicznego, na którym z obu stron są zaciskane stalowe końcówki z po-włoką ochronną.
Elementy sterowań i napędów hydraulicznych są stosowane też w urządzeniach dźwigowych morskich i usytuowanych na platformach. Są to układy zawierające silniki hydrau-liczne, siłowniki, pompy, akumula-tory oraz układy łączące przewody hydrauliczne czy rury ciśnieniowe. Każdy układ hydrauliczny wyposa-żony jest w aparaturę kontrolno-po-miarową wielkości hydraulicznych, takich jak ciśnienie, różnica ciśnień, przepływ i temperatura, przetwarzając je w standardowy sygnał elektryczny (analogowy lub cyfrowy). W układach hydraulicznych stosowany jest olej hy-drauliczny o ciśnieniu roboczym prze-ważnie do 320 barów, choć nierzadko do 450 barów, a czasami do 700 ba-rów. Ze względu na trudne warunki eksploatacji bardzo ważną czynnością jest zakuwanie przewodów hydrau-licznych. Każdy przewód musi być poddany próbie ciśnieniowej, zgodnie z obowiązującymi normami. Bada-niom szczelności podlegają przewody ciśnieniowe, połączenia i zbiorniki ci-śnieniowe.
PodsumowanieOmówione sposoby i media, stosowane do przesyłania sygnałów obiektowych i sterujących/regulacyjnych w różno-rodnych instalacjach przemysłowych, stanowią tylko niewielką grupę możli-wych rozwiązań. Na rynku funkcjonu-ją liczni producenci, którzy ułatwiają poruszanie się w gąszczu dostępnych produktów i pomagają wybrać najlep-sze rozwiązania, odpowiadające wy-maganiom klientów.
dr inż. Małgorzata KaliczyńskaPAR
Sterownik PCL 401 Sterowniki PCL 402
Fot
. SM
C In
dust
rial A
utom
atio
n Po
lska
, D
ata
Opt
ics
Pola
nd, Pr
onar

30
TEMAT NUMERU NOŚNIKI DANYCH I SYGNAŁÓW STOSOWANYCH W AUTOMATYCE
Ze względu na często wymagane małe promienie gięcia kabli, a także oczeki-waną przez instalatorów większą ela-styczność, Technokabel proponuje sto-sowanie do zasilania i sterowania kabli sygnalizacyjnych z giętkimi, wielodruto-wymi żyłami miedzianymi, typu TECH-NOKONTROL YnKSLY-Nr, przeznaczo-nych do napięcia pracy 300/500 V i 0,6/1 kV. Są one wykonywane jako kable wielożyłowe, wieloparowe (ozna-czenie z końcówką „-P”) lub wielotrój-kowe („-T”).
Ekranowanie i zewnętrzne zastosowaniaDla zabezpieczenia przed indukowa-niem przez zewnętrzne pola elektryczne zakłóceń w torach kabla, a także w celu ograniczenia emisji zakłóceń z kabla do otoczenia, stosuje się ekranowanie w postaci laminowanej taśmy aluminio-wej, z ułożoną pod nią żyłą uziemiają-cą. Ekrany nakłada się na ośrodek kabla (YnKSLYekw), na wiązki (YnKSLYekp, YnKSLYekt) albo na wiązki i ośrodek (YnKSLYekpekw, YnKSLYektekw). Kable sygnalizacyjne z żyłami giętkimi mogą być instalowane również na zewnątrz budynku, lecz w takim przypadku za-lecane jest stosowanie konstrukcji ze wzmocnioną powłoką polwinitową, od-porną na działanie promieniowania ul-trafioletowego (YnvKSLY, YnvKSLYekw, YnvKSLYekpekw itp). Kable o izolacji z polietylenu usieciowanego (YnKSLXS, YnKSLXSekw, YnKSLXSekpekw itp.) są dobrą alternatywą, gdy istotna jest
mniejsza pojemność skuteczna torów oraz zwiększona temperatura pracy przy żyle (wynosi ona 90 °C).
Sterowanie napędamiPołączenia silników z falownikami mu-szą być realizowane specjalnymi ka-blami, charakteryzującymi się niską pojemnością żył izolowanych i wysoką skutecznością ekranowania. Przy takich uwarunkowaniach najlepiej sprawdzają się przewody TECHNOFLEX 2XSLCYon-J lub TECHNOFLEX 3Plus 2XSLCYon-J, w którym zastosowano podział żyły uziemiającej na trzy żyły, rozmiesz-czone równomiernie w ośrodku kabla (co 120°), co pozwoliło osiągnąć syme-tryczny rozkład pól i zmniejszyć poziom emisji zakłóceń elektromagnetycznych do otoczenia, w porównaniu do kabli czterożyłowych.
Kable do transmisji danychOddzielną grupę stanowią instalowane wewnątrz budynków, bezhalogenowe, wieloparowe kable ekranowane typu RD-H(ST)H Bd, o konstrukcji pęczko-wej. Służą one do transmisji danych za pośrednictwem sygnałów analogo-wych lub cyfrowych, o częstotliwości do 10 kHz. Dzięki specjalnej budowie (od-powiednie skoki par, konstrukcja pęcz-kowa) osiągnięto niski poziom wzajem-nego zakłócania się torów kabla.
Zastosowanie polietylenowej izolacji w kablach do transmisji cyfrowej pozwala uzyskać mniejszą pojemność torów pa-rowych kabla i mniejsze straty przesyła-nych sygnałów. Osiągnięto to w kablach uniepalnionych typu RE-2Y(St)Yv-fl oraz RE-2Y(St)Yv-fl PiMF, z ekranowa-nymi parami. W obu przypadkach jest to konstrukcja parowa z ekranem wspól-nym z taśmy i wzmocnioną powłoką ze-wnętrzną, dzięki której kable mogą być instalowane na zewnątrz budynków i bezpośrednio w ziemi. Dostępne są też wersje wzmocnione mechanicznie, z pancerzem z okrągłych drutów stalo-wych, ocynkowanych, typu RE-2Y(St)YSWAY-fl oraz RE-2Y(St)YSWAY-fl PiMF, z ekranowanymi parami.
Kable i przewody do aplikacji przemysłowych
Promocja
Rozwiązania techniczne stosowane
w instalacjach przemysłowych
wymagają, aby użyte w nich
urządzenia były niezawodne
i spełniały najwyższe standardy
jakościowe. Coraz częściej oczekuje
się też zwiększenia bezpieczeństwa
pożarowego. Dotyczy to
również kabli i przewodów,
odpowiadających za zasilanie,
sterowanie i przesyłanie sygnałów
pomiarowych. Technokabel, jako
renomowany producent kabli
i przewodów, ma w ofercie szeroki
zakres wyrobów o zwiększonej
niepalności, przeznaczonych do
realizowania tego rodzaju zadań.
Kabel YnvKSLXSekpekw-Nr 0,6/1 kV 12 × 2 × 0,75
Kabel RD-H(St)H 8 × 2 × 0,5 Bd
Fot.
Tec
hnok
abel

Pomiary Automatyka Robotyka nr 9/2014 31
Duża przepustowość i automatyka budynkowaZwiększenie wymagań dotyczących przepustowości przewodów, stosowa-nych w przemysłowych układach au-tomatyki, doprowadziło do pojawienia się w ofercie firmy Technokabel bezha-logenowych kabli do sieci przemysło-wych, oznaczonych jako TECHNOTRO-NIK 02YS(St)CH i TECHNOTRONIK 02YS(St)C11Y (w powłoce z poliureta-nu). Transmisja sygnałów w tego typu kablach odbywa się z prędkością do 16 Mb/s.
W budynkach inteligentnych, opar-tych na standardach Europejskiej Magi-strali Instalacyjnej (ang. EIB – European Installation Bus), stosowane są kable EIB BUS i EIB BUS-H, przeznaczone do łączenia urządzeń sygnalizacyjnych i sterujących.
Często podczas przesyłania sygna-łów w sieciach przemysłowych i innych sieciach specjalizowanych stawia się kablom wymagania odnośnie odpor-ności na wpływ zakłóceń elektroma-gnetycznych oraz wpływ warunków atmosferycznych. To drugie dotyczy ka-bli instalowanych na zewnątrz budyn-ków i bezpośrednio w ziemi. W takim
wypadku Technokabel poleca kable z serii TECHNODATA LAN-T1 (do LAN-T15), które – odpowiednio ekranowane i wy-posażone w metalową barierę przeciw-wilgociową – doskonale sprawdzają się w tego typu zastosowaniach.
PodsumowaniePrzedstawione kable to tylko część ofer-ty firmy Technokabel. Całość obejmuje ponad 6 tys. typowymiarów. Jako pro-ducent kabli na specjalne zamówienie, firma może poszczycić się wieloma
oryginalnymi konstrukcjami, projekto-wanymi do niestandardowych zasto-sowań. Kable i przewody Technokabel można znaleźć w wielu inwestycjach przemysłowych w Polsce i krajach Unii Europejskiej.
Dariusz ZiółkowskiTECHNOKABEL SA
ul. Nasielska 55, 04-343 Warszawatel. 22 516 97 77fax 22 516 97 87
e-mail: [email protected]
REKLAMA
Kabel RE-2Y(St)Yv-fl PiMF 14 × 2 × 1,3
Kabel O2YS(St)CH 1 × 2 × 0,64/2,6
Kabel EIB BUS-H 1 × 2 × 0,8
Fot.
Tec
hnok
abel

32
RYNEK I TECHNOLOGIE WSKAŹNIKI, LICZNIKI, REJESTRATORY, WYŚWIETLACZE
Przewody oferowane przez igus są pierwszymi na świecie, które uzyskały specjalną certyfikację do pracy w apli-kacjach prowadnikowych.
Potrzeba certyfikacji W związku ze wzrostem automatyza-cji na statkach oraz w aplikacjach of-fshore w ostatnich latach, przemysł ten odnotował wzrost zapotrzebowania na
systemy zasilania. Aby dostarczać nie-zawodne i trwałe komponenty do tych wyspecjalizowanych aplikacji, igus, wspólnie z German Lloyd Certification, rozwinął nową procedurę testową i cer-tyfikował swoje przewody chainflex. Trwający trzy lata okres certyfikacji, który obejmował szeroki zakres ba-danych aspektów, w połączeniu z wy-specjalizowaną ekspertyzą obu firm, poskutkował pierwszą certyfikacją na przewody do zastosowania na statkach oraz na platformach morskich.
Rozwój procedur testowychZazwyczaj takie firmy, jak German Lloyd, tworzą certyfikaty na podstawie międzynarodowych standardów. Często odwołują się one do specjalnych cha-rakterystyk, odnoszących się np. do łatwopalności zastosowanych materia-łów. Jednak w przypadku większości testowanych części stosowane materia-ły tylko w ograniczonym stopniu mogą pracować w aplikacjach ruchomych albo w ogóle nie jest to możliwe. Ogól-ne standardy konstrukcyjne dla przewo-dów bardzo często okazują się całkowi-cie nieprzystosowane do pracy w ruchu. Ponieważ jednolite, międzynarodowe procedury testowe dla przewodów do pracy w prowadnikach nie istnieją, powstała potrzeba ich ustanowienia.
Know-how firmy igus GmbH, która przez ponad 20 lat analizowała tema-tykę przewodów przystosowanych do pracy w ruchu oraz ma największe na
świecie w tej branży laboratorium te-stowe przewodów, przyczyniło się do rozwinięcia procedury testowej. Po-zwala ona zagwarantować niezawod-ność pracy przewodów chainflex na statkach oraz w aplikacjach offshore. W tym przypadku dwie firmy wykorzy-stały wewnętrzne standardy igus jako podstawę do zapewnienia żywotności przewodów w aplikacjach ruchomych. Przedsięwzięcie to zostało wsparte przez stworzenie próbnych, określo-nych przez German Lloyd Certification testów, opartych na międzynarodowych standardach i badaniach. Szeroki wybórObecnie klienci mogą nabyć, prosto z magazynu, przewody sterownicze, kable BUS-owe, przewody silnikowe, przewody do transmisji danych oraz przystosowane do układów pomiaro-wych, przeznaczone do pracy w aplika-cjach ruchomych i spełniające warunki wymagane przez agencje żeglugi han-dlowej. Dzięki temu igus po raz kolejny umocnił swoją pozycję wiodącego pro-ducenta certyfikowanych przewodów do pracy w prowadnikach.
igus Sp. z o.o.ul. Nakielska 3
01-106 Warszawatel. 22 863 57 70fax 22 863 61 69
e-mail: [email protected]
Przewody chainflex z certyfikatem German Lloyd
Promocja
Stosowanie przewodów
w aplikacjach ruchomych na
statkach oraz platformach morskich
często wiąże się z koniecznością
prowadzenia bardzo drogich
i rozbudowanych certyfikacji.
Aby tego uniknąć, igus, razem
z firmą German Lloyd Certification,
rozwinął nowe standardy
testów i obecnie ma w ofercie
328 przewodów chainflex do pracy
w aplikacjach ruchomych.
TEMAT NUMERU NOŚNIKI DANYCH I SYGNAŁÓW STOSOWANYCH W AUTOMATYCE

Pomiary Automatyka Robotyka nr 9/2014 33
W zależności od rodzaju aplikacji zasto-sowanie mogą mieć lokalne, niewielkie sieci bezprzewodowe lub komunikacja na większe odległości, np. za pomo-cą sieci komórkowej. Z tego wzglę-du JM Elektronik stara się zaoferować produkty do sieci różnego rodzaju. Fir-ma ma w asortymencie m.in. moduły ZigBee i terminale do sieci komórko-wych 2G i 3G.
Moduły ZigBeeModuły z serii ZT-2550 i ZT-2551 to niewielkie konwertery ZigBee, oparte na standardzie IEEE 802.15.4, który jest w pełni zgodny z ZigBee Pro/Zig-Bee 2007. Pozwalają na bezprzewo-dową transmisję sygnału RS-232 lub RS-485 po sieci ZigBee.
Typowy zasięg transmisji modułów serii ZT, przy bezpośredniej widoczności odbiornika, wynosi 700 m. Transmisja odbywa się w ogólnodostępnym i nieli-cencjonowanym paśmie ISM 2,4 GHz, w zakresie częstotliwości od 2,405 GHz do 2,48 GHz. Zakres ten jest podzielo-ny na sektory po 5 MHz, co pozwala na uzyskanie 16 kanałów i 16 384 identy-fikatorów PAN ID.
Moduł ZT-2550 pełni rolę hosta i ko-ordynatora w sieci ZigBee, natomiast ZT-2551 – rolę routera. W sieci może występować do 255 routerów, przeka-zujących informacje między węzłami. Moduły takie mogą służyć do powięk-szenia zasięgu transmisji i polepszenia jakości sygnału.
Producent dostarcza przyjazne na-rzędzie do konfiguracji sieci z graficz-nym interfejsem użytkownika dla sys-temu Windows. Narzędzie pozwala na ustawienie różnych konfiguracji sieci, w zależności od typu aplikacji.
Moduły są przeznaczone do mon-tażu na szynie DIN, zasilane są napię-ciem 10–30 V DC, a zakres tempera-tury pracy wynosi od –25 °C do 75 °C. Moduły serii ZT dla sieci ZigBee mają certyfikaty CE/FCC i FCC ID.
Terminale GSM firmy GemaltoNiezawodność działania jest jednym z głównych wymagań odnośnie sys-temów automatyki. Nie wszystkie sy-tuacje da się przewidzieć, ale ważne jest, aby w przypadku awarii system
był w stanie powiadomić odpowiednie osoby o takim zdarzeniu. Doskonałym narzędziem, umożliwiającym realizację tej funkcji, jest sieć GSM, która charak-teryzuje się wysokim poziomem nieza-wodności oraz niemal 100 proc. zasię-giem w kraju. Dodatkowo, w związku z wprowadzaniem nowych technologii transmisji danych, ta sieć uzyskuje bar-dzo dużą przepustowość i w oparciu o nią możliwe jest budowanie różnego rodzaju systemów zdalnego dostępu i wizualizacji.
W ofercie JM elektronik znajdują się terminale firmy Gemalto M2M (Machi-ne-To-Machine), dawniej produkowane pod marką Cinterion Wireless Modules. Do wyboru są następujące modele:• BGS2T: terminal 2G, sterowany ko-
mendami AT, z interfejsami RS-232 lub RS-485, montaż na szynie DIN,
• BGS5T: terminal 2G, programowalny w języku Java, z interfejsami RS-232 oraz USB, montaż na szynie DIN,
• EHS5T/EHS6T: rodzina terminali 3G, programowalnych w języku Java, z in-terfejsami RS-232, RS-485, USB, Ethernet, montaż na szynie DIN.
JM elektronik Sp. z o.o.ul. Karolinki 5844-100 Gliwice
tel. 32 339 69 01fax 32 339 69 09
e-mail: [email protected]
t. ig
us, JM
ele
ktro
nik
Bezprzewodowo w automatyceModuły ZigBee i terminale GSM w ofercie JM elektronik
Promocja
Firma JM elektronik, dostawca komponentów
elektronicznych i urządzeń stosowanych
w automatyce, ma w swojej ofercie ciekawy wybór
podzespołów, które mogą posłużyć do realizacji
komunikacji bezprzewodowej w systemach
automatyki przemysłowej.Teminal EHS6T firmy Gemalto
Moduły Zigbee ZT-2550
i ZT-2551 firmy ICPDAS

34
TEMAT NUMERU NOŚNIKI DANYCH I SYGNAŁÓW STOSOWANYCH W AUTOMATYCE
Komplementarność oferty jest bardzo korzystna dla użytkowników, ponieważ z jednego źródła mogą oni zamówić, ra-zem z prowadnikiem, odpowiednie prze-wody: sterowniczy, do transmisji danych, BUS-owy, do układu pomiarowego, świa-tłowód, serwoprzewód, kabel silnikowy lub odporny na skręcanie przewód do robotów. Dodatkowo, jeżeli w maszynie, z różnych powodów, potrzebny jest prze-wód o specjalnym kolorze lub właściwo-ściach, również można go znaleźć w fir-mie igus, korzystając z asortymentu tak zwanych przewodów specjalnych.
Pewność i niezawodnośćW firmie igus można kupić ponad 1030 typów kabli, dostępnych prosto z ma-gazynu, z dostawą już od 24 godzin. Kable te gwarantują poprawną pracę w aplikacjach ruchomych, ponieważ są sprawdzone w ponad 2 mld cykli testo-wych oraz podczas 1,4 mld pomiarów elektrycznych rocznie. Daje to użytkow-nikowi dużą pewność i niezawodność konstrukcyjną, a co się z tym wiąże, także swobodę pracy. Ciekawą opcją jest też dostępność narzędzi interneto-wych, dzięki którym można odnaleźć odpowiedni do aplikacji przewód, ob-liczyć jego przewidywaną żywotność w konkretnym zastosowaniu i zawarty w nim dodatek miedziowy oraz dobrać
i skonfigurować przewód z odpowiedni-mi wtyczkami i złączami.
4000 certyfikatów dla przewodów chainflexPonad tysiąc przewodów chainflex firmy igus, zaprojektowanych specjalnie do pracy w prowadnikach kablowych, ma ponad 4 tys. certyfikatów. Umożliwia to klientom nie tylko dystrybucję ze skom-plikowanymi specjalnymi zezwolenia-mi, ale również gwarantuje niezawodną pracę przewodów w maszynach. Wśród tych certyfikatów można znaleźć m.in. CE, UL, CSA, GL oraz dopuszczenie do pracy w pomieszczeniach czystych.
Jedną z wielu nowości, dotyczących przewodów chainflex, jest ich oznaczenie znakiem EAC na region Eurazji. Ten cer-tyfikat potwierdza, że produkty przeszły pomyślnie niezbędne procedury zgodno-ści, tak aby mogły być importowane do poszczególnych państw, a nawet tam produkowane. Od 2011 r. Rosja, Biało-ruś i Kazachstan należą do tego sojuszu. Aby nosić logo EAC, produkty muszą roz-począć proces oceny zgodności z autory-zowaną jednostką certyfikującą.
– Wiele przewodów chainflex fir-my igus pomyślnie przeszło ten proces, a więc mogą nosić pieczęć unii celnej. Specjalne zgodności są dystrybuowa-ne razem z pieczęcią i klient oszczędza
dużo czasu podczas importu. To, co jest szczególnego w naszych przewodach, to ich specjalna konstrukcja oraz przepro-wadzone testy, potwierdzające ich za-stosowanie w aplikacjach ruchomych, w prowadnikach kablowych oraz zapew-niające gwarancję żywotności – mówi Rainer Roessel, kierownik działu prze-wodów chainflex w firmie igus GmbH.
Ponadto 986 typów kabli chainflex przeszło pomyślnie certyfikację CTP fire certification i są dostępne również z tym oznaczeniem. Nowe znaki EAC i CTP zastępują wcześniej wymaganą certyfikację GOST-R.
Odpowiednie certyfikaty zgodności przewodów z rodziny chainflex można obejrzeć i pobrać ze strony internetowej www.igus.eu/wpck/11033/chainflex_certificates?C=DE&L=en.
igus Sp. z o.o.ul. Nakielska 3, 01-106 Warszawa
tel. 22 863 57 70, fax 22 863 61 69e-mail: [email protected]
www.igus.com.pl
W szeroko rozumianej automatyce
stosuje się wiele różnych nośników
danych i sygnałów. Firma igus
ma w ofercie niemal wszystkie
typy przewodów do stosowania
w automatyce.
Szeroki wybór przewodów do przesyłu danych i sygnałów
Promocja
Zobacz więcej
Pobierz bezpłatną aplikację PAR+ App Store | Google Play

Pomiary Automatyka Robotyka nr 9/2014 35
W maju 2013 r. firma APS rozpoczę-ła realizację umowy zawartej z PGNiG Termika na wykonanie kompleksowej modernizacji automatyki kotła WP200 K03. Było to kolejne zadanie realizo-wane dla tego klienta. W latach 2010–2012 APS z powodzeniem wykonywał prace modernizacyjne i remontowe z zakresu elektryki, aparatury kontro-lno-pomiarowej i automatyki (AKPiA) oraz systemów sterowania i nadzoru w EC Siekierki i EC Żerań.
Zadanie, które spółka miała do wy-konania w Ciepłowni Kawęczyn już na starcie było wyjątkowo trudnym wyzwa-niem, z uwagi na kompleksowy i wie-lobranżowy zakres prac, a jednocześnie niezwykle krótki termin wykonania mo-dernizacji – kocioł musiał być gotowy do pracy w grudniu 2013 r.
Specyfika ciepłowniCiepłownia Kawęczyn jest zlokalizo-wana na osiedlu Kawęczyn-Wygoda w Warszawie i wchodzi w skład Elek-trociepłowni Warszawskich, należących do PGNiG Termika. Została oddana do
użytku ponad 30 lat temu, a od 2005 r. działa jako Ciepłownia Kawęczyn. Jest to trzeci pod względem ilości dostar-czanego ciepła zakład w Warszawie. Obecnie są tam zainstalowane dwa ko-tły wodne z palnikami niskoemisyjnymi, pozwalającymi na obniżenie stężenia tlenków azotu w spalinach. Łączna moc cieplna kotłów wynosi 600 MW.
Ciepłownia Kawęczyn, podobnie jak Ciepłownia Wola, jest szczytowym źró-dłem ciepła dla warszawskiego syste-mu ciepłowniczego. Nie wszyscy war-szawiacy wiedzą, iż komin Ciepłowni Kawęczyn jest najwyższą budowlą w Warszawie, przewyższającą o 70 m wysokość Pałacu Kultury i Nauki. Na terenie Ciepłowni Kawęczyn, na wyso-kości 310 m, znajduje się najwyższy punkt widokowy na Warszawę.
Zakres pracUmowa modernizacji kotła WP 200 zakładała realizację zadania zgod-nie z formułą „pod klucz”, oznacza-jącą kompleksowe przeprowadzenie przez wykonawcę całości prac, w tym
realizację projektów wykonawczych i prac obiektowych, dostarczenie ma-teriałów, aparatury, instalacji, urządzeń i części zamiennych, wykonanie nie-zbędnych demontaży i rozbiórek oraz oprogramowania systemu DCS, a tak-że uruchomienie obiektu i wszystkich współpracujących z nim instalacji, wraz z wykonaniem wszystkich robót towa-rzyszących i wykończeniowych, za-pewniających kompletność i gotowość obiektu do eksploatacji.
Zakres prac wykonany przez APS obejmował m.in.:• projekty wykonawcze dla kotła 03K
i palników, w skład których wcho-dzą projekty budowlane, mechanicz-ne, elektryczne, AKPiA, systemo-we, wraz z uzyskaniem zatwierdzeń w zakresie zabezpieczeń kotła oraz palników rozpałkowych w CLDT,
• prefabrykację szaf automatyki i roz-dzielni oraz montaż systemu auto-matyki,
• dostawę obiektowej aparatury po-miarowej,
• montaż układów AKPiA,
Białostocka firma Automatyka-
Pomiary-Sterowanie (APS) świadczy
kompleksowe usługi z dziedziny
automatyki przemysłowej i elektryki.
Jedną z ostatnich zrealizowanych
inwestycji była modernizacja
systemu automatyki i palników
rozpałkowych dla kotła WP200 K03
w Ciepłowni Kawęczyn.
Modernizacja automatyki kotła w Ciepłowni Kawęczyn
Promocja
Fot. 1. Grafika sterowania elektrofiltrem kotła
PRZEMYSŁ ENERGETYCZNY APLIKACJEFo
t. ig
us, A
PS

36
APLIKACJE PRZEMYSŁ ENERGETYCZNY
• dostawę i montaż instalacji rozpał-kowej kotła,
• modernizację układu sterowania in-stalacją odpopielania kotła,
• modernizację układu sterowania pracą elektrofiltru kotła,
• modernizację układu elektrycznego kotła, wraz z wymianą podrozdziel-ni przykotłowych 0,4 kV,
• modernizację układu zasilania AKPiA kotła,
• modernizację układu rezerwującego zasilania AKPiA kotłów 03K i 04K,
• włączenie systemu sterowania ko-tłem do ogólnozakładowych syste-mów PI i Wizcon,
• montaż wyposażenia nastawni kotła 03K,
• prace rozruchowe systemu automa-tyki i palników,
• wykonanie ruchów regulacyjnych i optymalizacyjnych,
• próby i odbiór CLDT w zakresie za-bezpieczeń kotła, wraz z palnikami rozpałkowymi,
• szkolenia, instrukcje eksploatacji,• przekazanie zmodernizowanego sys-
temu automatyki i palników do eks-ploatacji,
• dokumentację powykonawczą.Modernizacja instalacji ośmiu palni-
ków rozpałkowych kotła została zlecona firmie podwykonawczej IMPREX, mają-cej doświadczenie w realizacji podob-nych prac.
W ramach modernizacji w istnie-jących szafach elektrofiltru i pomp
popiołowych przeprowadzono demon-taż istniejących sterowników SAIA, a sygnały sterujące pracą elektrofiltru i pomp popiołowych wprowadzono do nowo zabudowanych kaset oddalonych systemu Yokogawa, przy jednoczesnym spełnieniu obowiązujących powiązań pomiędzy pracą pomp popiołowych ko-tłów 03K i 04K.
Zastosowane komponentyDo realizacji zadań monitorowania i sterowania pracą kotła K03 zastoso-wano rozproszony system sterowania Centum VP oraz system zabezpieczeń ProSafe-RS firmy Yokogawa. System ten jest nowoczesną, w pełni otwartą platformą DCS do sterowania średnich i dużych rozmiarów instalacji przemy-słowych.
Centum VP System Centum VP ze zintegrowanym systemem ProSafe-RS ma otwartą ar-chitekturę, umożliwiającą łatwe skalo-wanie (w zależności od potrzeb obiektu) i łatwą wymianę danych z innymi sys-temami.
Kluczowymi elementami systemu są:• HIS – stacja operatorska do monito-
ringu i obsługi systemu,• EWS – stacja inżynierska do konfigu-
racji systemu,• Vnet/IP – redundantna magistrala
systemowa,• FCS – centralna jednostka sterująca
z układami I/O, w której można wyróż-nić: NODE – płytę montażową z mo-dułami komunikacyjnymi i moduła-mi I/O (możliwość umieszczenia do ośmiu modułów), zasilacze i moduły,
• węzeł oddalony RIO,• SCS – centralna jednostka systemu
zabezpieczeń ProSafe-RS z układa-mi I/O, w której można wyróżnić: NODE – płytę montażową z modu-łami komunikacyjnymi i moduła-mi I/O (możliwość umieszczenia do ośmiu modułów), zasilacze i moduły.Stacja operatorska Centum VP jest
połączeniem oprogramowania firmy Yokogawa z komputerem klasy PC. Za-stosowane rozwiązania dają użytkowni-kowi optymalną platformę do kontroli i sterowania procesem, w której zinte-growane są funkcje operatorskie, gra-ficzne, bazy danych oraz – jeżeli jest to wymagane – funkcje inżynierskie.
Informacje procesowe są przesyłane i aktualizowane w czasie rzeczywistym na wszystkich stacjach operatorskich, podłączonych do instalacji. W przypad-ku awarii jednej ze stacji prowadzenie
instalacji przebiega bez zakłóceń, z wy-korzystaniem pozostałych stacji opera-torskich.
Modernizacja systemu sterowania kotła K03 przewidywała zabudowę dwóch stacji procesowych (sterujących procesami technologicznymi) firmy Yokogawa w dwóch szafach systemo-wych. Stacje komputerowe, tj. stacje operatorskie nr 1, nr 2, nr 3, stacja inżynierska, stacja urządzeń HART oraz stacje do komunikacji z systema-mi Wizcon i PI, zostały zabudowane w specjalnie do nich przeznaczonej sza-fie komputerów. Monitory i urządzenia wskazujące, w przypadku stacji opera-torskich, zostały umieszczone na pulpi-tach w pomieszczeniu nastawni opera-torskiej oraz – dla stacji: inżynierskiej, stacji urządzeń HART i stacji do komu-nikacji z systemami Wizcon i PI – w po-mieszczeniu inżynierskim. Każda z szaf została wyposażona w pola zasilające, zarówno z linii napięć gwarantowanych, jak i niegwarantowanych, do zasilania poszczególnych kaset i modułów steru-jących.
Zabudowane zostały dwie szafy ko-munikacyjne, wyposażone w switche na potrzeby protokołu Vnet/IP, serwer czasu oraz niezbędny osprzęt siecio-wy, umożliwiający prowadzenie kabli i przewodów, a także w przełącznice światłowodowe i media konwertery na potrzeby protokołu Modbus.
Pozwoliło to na zbieranie informacji o pracy całego obiektu, w tym informa-cji z urządzeń polowych oraz zabezpie-czeń MegaMuz rozdzielni 6 kV RK3.
ZasilanieSzafy zasilania systemu Centum VP/ProSafe-RS i układów AKPiA kotła 03K, znajdujące się na zapleczu na-stawni, zostały wymienione na nowe. Wykonano następujące szafy zasilania systemu i AKPiA:• szafę rozdziału zasilania 0,4 kV AC
dla kotła 03K, Fot.
AP
S
Fot. 2. Szafy systemu Centum VP/ProSafe-RS
Fot. 3. Zabezpieczenie MegaMuz rozdzielni 6 kV, włączone do systemu Centum VP

Pomiary Automatyka Robotyka nr 9/2014 37
• szafę rozdziału napięcia 220 V DC dla kotła 03K,
• szafę UPS dla kotła 03K,• szafę dystrybucji zasilania 230 V AC
i 24 V DC.
Struktura systemu kotła K3Strukturę zastosowanego systemu dla kotła K3 w Ciepłowni Kawęczyn przed-stawiono na fot. 4.
System obejmuje:• cztery stacje operatorskie HIS (trzy
dla części technologicznej i jedna dla części elektrycznej),
• stację inżynierską EWS,• serwer obiektowych urządzeń HART
PRM,• dwie stacje do obliczeń TKE i łączno-
ści z siecią zakładową TKE1 i TKE2,• redundantną magistralę obiektową
Vnet/IP,• zegar czasu GPS,• kolorową drukarkę laserową,• dwa układy redundantnych jedno-
stek centralnych FCS (stacje proce-sowe), wyposażone w lokalne węzły I/O (FIO) oraz dwa węzły oddalone (RIO),
• jeden układ redundantnych jedno-stek centralnych SCS (stacja zabez-pieczeń), wyposażony w lokalne wę-zły I/O (FIO) przedstawiony na fot. 5,
• układ zasilania z UPS i baterią aku-mulatorów.
Rozmieszczenie elementówLokalizacja elementów systemu:• monitory trzech kotłowych stacji
operatorskich są umieszczone na pulpicie w nastawni kotłowej,
• komputer wraz z monitorem stacji elektrycznej jest umieszczony na pulpicie w nastawni elektrycznej,
• komputery stacji operatorskich, sta-cji PRM, stacji TKE1 i TKE2 oraz elementy sieci Vnet/IP i zegar GPS są zlokalizowane w szafie 03CKB01 w obszarze nastawni,
• komputer i monitor stacji inżynier-skiej EWS HIS0164 –> EWS, jeden monitor (do wspólnej obsługi stacji PRM, TKE1, TKE2) oraz drukarka są umieszczone w wydzielonym po-mieszczeniu inżyniera systemu, zlo-kalizowanym w obszarze nastawni,
• stacje procesowe FCS/SCS wraz z układami I/O znajdują się w sza-fach systemowych, w pomieszczeniu krosowym obok nastawni,
• kaseta oddalona (ROI) elektrofiltru, umieszczona jest w dedykowanej szafie w pomieszczeniu elektrofiltru,
• kaseta oddalona (ROI) urządzeń po-mocniczych elektrofiltru i pomp po-piołowych, zabudowana jest w po-mieszczeniu pod elektrofiltrem,
• układ bezprzerwowego zasilania z UPS wraz z baterią akumulatorów.
PodsumowanieDzięki sprawnej koordynacji przedsię-wzięcia przez specjalistów z PGNiG Termika, zaangażowaniu inżynierów
z firmy Yokogawa Deutschland GmbH Sp. z o.o. Oddział w Polsce – dostaw-cy systemu, oraz dzięki dobrej współ-pracy wszystkich uczestników biorą-cych udział w modernizacji, powstał zaawansowany technologicznie pro-dukt, spełniający wysokie wymagania inwestora. Zastosowane rozwiązania uzyskały akceptację i zostały odebrane przez Centralne Laboratorium Dozoru Technicznego.
O firmieFirma Automatyka-Pomiary-Sterowanie oferuje kompleksowe usługi z dziedzi-ny automatyki przemysłowej i elektry-ki, począwszy od projektu, przez pro-dukt, po wdrożenie i serwis. Świadczy również usługi pomiarowe i prowadzi bezpośrednią sprzedaż urządzeń auto-matyki przemysłowej. Spółka APS jest zaliczana do grupy najbardziej prężnych przedsiębiorstw w tej branży na tere-nie Polski. Firma powstała w 1994 r., w wyniku restrukturyzacji Elektrocie-płowni Białystok, która do dziś jest jed-nym z głównych klientów firmy. APS od wielu lat wdraża tam nowoczesne sys-temy automatyki przemysłowej i pro-wadzi kompleksową eksploatację ukła-dów automatyki.
mgr inż. Adam FiedosiukAUTOMATYKA-POMIARY-STEROWANIE SA
ul. A. Mickiewicza 95F15-257 Białystok
tel. 85 748 34 00fax 85 748 34 19
www.aps.plFot. 5. Elementy systemu zabezpieczeń ProSafe-RS firmy Yokogawa
Fot. 4. Konfiguracja systemu Centum VP/ProSafe-RS
Fot.
AP
S

38
APLIKACJE PRZEMYSŁ SAMOCHODOWY
Firma WISS z Bielska-Białej to pro-ducent pojazdów specjalistycznych, wykonywanych w większości dla stra-ży pożarnej. Oprócz wozów pożar-niczych, w ofercie firmy są również specjalistyczne pojazdy ratownicze, techniczne i lotniskowe oraz kontene-ry i przyczepy.
Na początku swojego istnienia fir-ma zajmowała się sprzedażą części zamiennych do samochodów, a z cza-sem zaczęła przeprowadzać również re-monty samochodów ciężarowych i po-żarniczych. Kolejnym etapem ewolucji przedsiębiorstwa był montaż zabudów, by w końcu firma skupiła się na produk-cji gotowych pojazdów.
Ważnym momentem dla WISS był rok 2004, w którym otwarty został nowy zakład w Bielsku-Białej. W tym samym roku WISS wykupił szwedz-ką firmę W. Ruberg AB, produkującą pompy. Rok później nastąpił prawdzi-wy przełom – firma zaprezentowała się na targach w Niemczech i rozpoczęła intensywną ekspansję na rynki zagra-niczne.
Automatyzacja produkcjiTylko w ubiegłym roku z zakładu w Biel-sku-Białej wyjechało ponad 250 po-jazdów specjalistycznych. Oczywiście ogromny sukces przedsiębiorstwa nie jest dziełem przypadku. Łatwo zauwa-żyć, że firma WISS jest przedsiębior-stwem nowoczesnym, nastawionym na ciągły rozwój, w tym na inwestycje w nowoczesne technologie, związane z automatyzacją produkcji.
Na decyzję o inwestycji w automa-tyzację wpłynęło kilka czynników. Po pierwsze, był to dynamiczny rozwój fir-my i rosnące zainteresowanie jej produk-tami. Po drugie, ważną kwestią, o któ-rej wspominają przedstawiciele firmy WISS, jest obecność na międzynarodo-wych rynkach, która wymusza wprowa-dzenie większej standaryzacji produkcji.
– Zdecydowaliśmy się na inwestycję w zrobotyzowane stanowisko spawalni-cze, ponieważ chcieliśmy usprawnić na-szą produkcję, a także poszerzyć zakres oferowanych usług. Bardzo szybki roz-wój naszej firmy, dzięki rosnącej sprze-daży produkowanych samochodów, na
wszystkich światowych rynkach, zmusił nas do wprowadzenia standaryzacji pro-dukcji, czego nie dało się uzyskać bez automatyzacji produkcji – mówi Marcin Stopyra, technolog w firmie WISS.
Warto podkreślić, że pojazdy spe-cjalistyczne, które oferuje WISS, są każdorazowo produkowane w oparciu o indywidualne projekty i wymagania klientów. Wynika to nie tylko ze zróż-nicowanego wyposażenia pojazdów, ale także z różnorodnych oczekiwań co do estetyki.
Wyjątkowy projekt dla wyjątkowego klientaW związku z różnorodnością produktów, a ściślej – z indywidualizacją produko-wanych samochodów, jakie oferuje fir-ma, WISS poszukiwał przede wszystkim uniwersalnego i elastycznego rozwiąza-nia, które zautomatyzowałoby niektóre prace.
Zdecydowano, że będzie to robot przemysłowy, który miałby za zadanie spawanie różnych detali, w tym rów-nież wielkogabarytowych komponen-tów, a cała aplikacja będzie składała się z trzech stanowisk, obsługiwanych przez jednego robota. Ważna dla zleceniodaw-cy była również możliwość programo-wania robota w trybie off-line. Z takimi wymaganiami WISS zgłosił się do firmy ABB, która zrealizowała projekt.
Marcin Stopyra podkreśla, że wy-bór firmy do realizacji pomysłu nie był
Automatyzacja produkcji jest bardzo
istotna w branży motoryzacyjnej. Jednak
w przypadku firm takich jak WISS,
które tworzą maszyny na zamówienie,
to również niezwykle trudne zadanie.
Dzięki pomocy specjalistów z ABB
udało się przygotować odpowiedniego
robota, spawającego bardzo duże
oraz różnorodne elementy metalowe
i obsługującego trzy stanowiska
jednocześnie.
Fot.
Prz
emek
Szu
ba (
Arc
h. A
BB
)
Wdrożenie robota ABB IRB 800 w firmie WISS
Promocja

Pomiary Automatyka Robotyka nr 9/2014 39
przypadkowy. – ABB jest jedną z wio-dących firm na rynku robotów, marką dobrze znaną i cenioną, dlatego zdecy-dowaliśmy się na jej wybór. Poza tym duży koncern, jakim jest ABB, mógł za-proponować dla nas najbardziej korzyst-ną ofertę – podkreśla technolog w firmie WISS.
Projekt zrobotyzowanego stanowiska spawalniczego dla firmy WISS był wy-jątkowy, głównie ze względu na wielkość elementów do spawania oraz liczbę ob-sługiwanych przez robota stanowisk. Głównym problemem był zasięg robota oraz możliwość sprawnego poruszania się między stanowiskami, w celu spawa-nia wielkogabarytowych elementów.
ABB skonstruowało na potrzeby pro-jektu maszynę składającą się z dwóch robotów. IRB 800 to połączenie czte-roosiowego, szybkiego robota do pale-tyzacji IRB 660 oraz robota IRB 140, czyli znacznie mniejszego, sześcioosio-wego robota uniwersalnego, wykorzy-stywanego m.in. w pracach spawalni-czych.
Robot IRB 800 jest sterowany przez kontroler IRC 5 i co istotne, jest tak samo łatwy w obsłudze i programowa-niu, jak standardowe roboty ABB. Robot obsługuje trzy stanowiska spawalnicze. Stanowisko wyposażone jest również w stację do czyszczenia palnika. Klient ma oczywiście możliwość programowa-nia robota w trybie off-line, dzięki funk-cjom oprogramowania RobotStudio.
Imponujący zasięg robota IRB 800O tym, co wyróżnia IRB 800, na tle do-stępnych na rynku robotów, mówi tech-nolog firmy WISS, Marcin Nawalany: – Aplikacja zrobotyzowanego stano-wiska spawalniczego, wykorzystująca robota IRB 800, nie jest standardo-wą konstrukcją. Wyróżnia ją przede wszystkim zakres pracy. Dzięki takiemu rozwiązaniu stworzyliśmy trzy stanowi-ska spawalnicze, dwa stanowiska ze stołami spawalniczymi oraz jedno do pozycjonowania, na którym detal jest obracany i można go spawać z każdej strony.
Zasięg pracy robota IRB 800 wyno-si 3,85 m i właśnie dzięki temu robot może pracować nad detalami wielkoga-barytowymi oraz dosięga miejsc trudno dostępnych. Elastyczne zastosowanie robota i możliwość dopasowania go do zróżnicowanych warunków pracy to również zasługa aż dziewięciu osi swo-body ruchu.
Robot IRB 800 może obsługiwać kilka stanowisk jednocześnie, spawając elementy wielkogabarytowe. Jest rów-nież łatwy do wdrożenia w zakładzie oraz do integracji z istniejącym już li-niami produkcyjnymi.
Szybciej, sprawniej i korzystniejOmawiany projekt był wyzwaniem dla firmy ABB ze względu na kilka elemen-tów: bardzo zindywidualizowaną ofertę firmy WISS oraz wielkość spawanych
elementów i liczbę obsługiwanych sta-nowisk. Dzięki wdrożeniu rozwiązania ABB firma WISS zdołała przyspieszyć i usprawnić produkcję. Co istotne, czło-wiek został odsunięty od najbardziej niebezpiecznych dla zdrowia prac spa-walniczych.
Marek Nawalany podkreśla szyb-kość pracy robota. Wcześniej ten sam element, który wymaga około 100 spa-wów, człowiek spawał od 40 minut do godziny. Ta sama praca zajmuje roboto-wi jedynie 12 minut. – Nasi konstruk-torzy opracowali zestaw podzespołów, który można wykorzystać standardowo w różnych aplikacjach samochodowych. Łatwo można też zauważyć, że pra-wie każdy samochód jest robiony we-dług indywidualnej specyfikacji klienta, a optymalizacja produkcji pozwala nam na użycie robota również w tych przy-padkach. Poza tym dzięki tej aplikacji spawalniczej pozyskaliśmy zlecenio-dawców, współpracujących z nami na zasadach kooperacji, którzy zlecają nam spawanie skomplikowanych elementów za pomocą naszego robota – podkreśla Marcin Nawalany.
ABB Sp. z o.o.ul. Żegańska 1, 04-713 Warszawa
tel. 783 831 220e-mail: [email protected]
www.abb.pl/roboticsFot.
Prz
emek
Szu
ba (
Arc
h. A
BB
)

40
Eaton Electric oferuje rozwiązania z zakresu automatyki przemysłowej, aparatury sygnalizacyjnej, łączenio-wej, zabezpieczającej i instalacyjnej oraz systemów rozdziału energii ni-skiego i średniego napięcia. Które gałęzie przemysłu w Polsce są głów-nymi odbiorcami tych rozwiązań i jak
kształtuje się obecnie zapotrzebowanie polskiego rynku w tym zakresie? Od lat obserwujemy szybki rozwój pol-skiego przemysłu. Mówi się również wiele o dalszych planach inwestycyj-nych dla tego obszaru. Trudno byłoby przy takich perspektywach pomijać ten rynek. Eaton, jako firma globalna z ogromnym zapleczem produktowym i personalnym, oferuje swoje rozwią-zania i produkty również dla tej części rynku, w tym dla przemysłu farma-ceutycznego, drzewnego, spożywcze-go, wydobywczego, samochodowego. Przemysł jest rynkiem bardzo wyma-gającym i trudnym, z dużym naciskiem na energooszczędność i zapewnienie ciągłości produkcji.
Wraz ze spadkiem cen energo-elektroniki standardem w przemyśle staje się sterowanie silników z wyko-rzystaniem układów przemienniko-wych i łagodnego rozruchu. Stosując rozwiązania przemiennikowe firmy Eaton, uzyskuje się energooszczędność w układach napędowych. Ciągłość pro-dukcji mogą zapewnić jedynie systemy i rozwiązania o wysokim stopniu nie-zawodności.
Nasza obecność w przemyśle jest dowodem na najwyższą jakość ofero-wanych przez nas produktów i usług oraz jej gwarantem. Ostatnia duża akwizycja firmy Cooper jeszcze bar-dziej wzmacnia nasz potencjał i moż-liwości na tym rynku.
Inwestycja w automatykę przemysłową to sposób na trudne czasy
Rozmowa z Markiem Tabaką,
dyrektorem ds. kluczowych
inwestycji w firmie Eaton Electric.
Fot.
Eat
on E
lect
ric
ROZMOWA PAR

Pomiary Automatyka Robotyka nr 9/2014 41
W szerokim asortymencie automaty-ki, który oferujecie Państwo zakła-dom produkcyjnym, można znaleźć m.in. sterowniki, panele operatorskie, napędy, komputery przemysłowe. Co, Pana zdaniem, jest najmocniejszym punktem w ofercie, jej „kołem napę-dowym”? Taką gamę produktową ma wielu producentów. Sterowniki czy panele operatorskie różnią się tylko pewny-mi cechami, na przykład szybkością procesora, portami komunikacyjnymi, przekrojem ekranu, rozdzielczością itp. Oczywiście mogą różnić się także ceną. Jednak finalnie, z punktu widze-nia automatyka, reprezentują to samo miejsce i funkcję w systemie automaty-ki i jeśli chodzi o przeznaczenie i dzia-łanie, pozostają wciąż takie same. Dlatego Eaton wprowadził w ostatnich latach rozwiązanie innowacyjne, łączą-ce automatykę i elektrykę w integralną część – system SmartWire-DT.
Sprzedaż SmartWire-DT w Polsce osią-gnęła jeden z najwyższych poziomów w Europie i to wkrótce po debiucie rynkowym. W czym upatruje Pan przy-czyn tak dużej popularności systemu w naszym kraju? Rzeczywiście, to nasz wielki sukces, zarówno jeżeli chodzi o samą ideę sys-temu, jak i poziom sprzedaży w Polsce – należymy do czołówki Europy. Wśród wielu powodów tego sukcesu, szczególnie dwa widzę jako kluczowe. Pierwszym jest fakt, że rynek bardzo pozytywnie zweryfikował ten system, zaś drugim – nasz dojrzały zespół, zawsze stawiający sobie ambitne cele. Popularność SmartWire-DT wynika z wielu pożądanych cech tego systemu. Daje on wiele oszczędności na każdym etapie budowania aplikacji, zaczyna-jąc od projektu i zakupów, przez pre-fabrykację i uruchomienie, a kończąc na kosztach, związanych z później-szym utrzymywaniem ruchu i ewentu-alnym serwisem. Łącząc te wszystkie oszczędności uzyskujemy wymierną korzyść w postaci bardzo innowacyjne-go systemu, w wielu wypadkach tań-szego od klasycznych rozwiązań.
Nie ograniczam zastosowań Smart- Wire-DT do ściśle zdefiniowanych ob-szarów. Jest to technologia dla każde-go, kto chce wprowadzać nowoczesne, innowacyjne rozwiązania, z równole-głym naciskiem na aspekt ekonomicz-ny. W układach powtarzalnych czy seryjnych SmartWire-DT nie ma sobie równych.
Czy polscy odbiorcy częściej poszu-kują u Państwa pojedynczych pro-duktów i podzespołów, czy gotowych rozwiązań? Wymogi i oczekiwania rynku są różne – potrzebne są zarówno pojedyncze pro-dukty, jak i gotowe rozwiązania i sys-temy.
Historia Eaton Electric w Polsce sięga lat 90. ubiegłego wieku. Nasze początki to sprzedaż bardzo dobrej jakości komponentów aparatury mo-dułowej, sygnalizacyjnej, łączeniowej, zabezpieczającej, rozdzielczej oraz komponentów automatyki. Równole-gle pracowaliśmy z dystrybutorami, aby zapewnić handlową obsługę ryn-ku. Wraz z rozwojem firmy zaczęliśmy oferować również gotowe rozwiązania, takie jak systemy automatyki i systemy rozdziału energii – szynoprzewody oraz rozdzielnie średniego i niskiego napię-cia. Obecnie jesteśmy silną firmą, któ-rej struktury wewnętrzne skupiają się na sprzedaży produktów oraz promują sprzedaż gotowych rozwiązań. W przy-padku sprzedaży gotowych systemów bierzemy odpowiedzialność za każ-dy etap tworzenia produktu: projekt, uzgodnienia z klientem, realizacja, gwarancja oraz serwis.
Wspomniał Pan o pracy z dystry-butorami. Na ile istotną część Pań-stwa działalności stanowi współpraca z nimi? Od lat nasze działania są silnie powią-zane z dystrybutorami. To oni gwaran-tują szybki dostęp klienta do produk-tu. Są też dla nas silnym zapleczem techniczno-logistycznym. Niewątpliwie nasza pozycja wśród dystrybutorów jest bardzo silna. Świadczy to o tym, iż rynek ceni nasze produkty. To zaś
oznacza, że Eaton jest dla dystrybuto-rów gwarantem dobrego biznesu.
Warto wspomnieć również o inży-nierach sprzedaży i kierownikach regio-nalnych, obsługujących dystrybutorów. Jest to bardzo stabilny, doświadczony zespół. Od lat ci sami pracownicy nie tylko dbają o dobre relacje bizneso-we z dystrybutorami, ale również swo-imi kompetencjami i doświadczeniem wspierają rynek. W ten sposób budu-jemy zaufanie i wiarygodność wśród dystrybutorów. To niewątpliwie jeden z głównych powodów naszej czołowej pozycji na rynku.
Jak ocenia Pan perspektywy rozwoju branży OEM w Polsce? Rynek OEM jest integralną częścią naszej strategii. Jesteśmy dobrze przygotowa-ni na obsługę tego rynku, zarówno pod względem produktowym, jak i w zakre-sie obsługi technicznej. Początki działal-ności Eaton Electric w Polsce były sil-nie związane z tą branżą. Już wówczas nasze produkty spełniały wymogi jako-ściowe i miały niezbędne certyfikaty, umożliwiające eksport polskich maszyn i urządzeń na rynki zagraniczne. Dlatego staliśmy się pożądanym dostawcą dla wielu producentów maszyn i urządzeń.
W ten sposób przez wiele lat budowali-śmy wiarygodność w tej branży.
Producenci OEM cenią sobie na-sze produkty ze względu na ich jakość, dostępność, cenę, certyfikaty, szeroką ofertę – w wielu wypadkach dostarcza-my cały zakres aparatury na potrzeby danej aplikacji.
Obecnie obserwujemy emigrację firm działających w branży OEM z ryn-ków zachodnich do Europy Środkowo--Wschodniej, w tym także do Polski. Fo
t. E
aton
Ele
ctric
Trudno utrzymać czołową pozycję na rynku bez inwestycji w produkty. To one dają szansę na polepszenie relacji jakości czy funkcjonalności produktu do ceny.

42
ROZMOWA PAR
Dla nas ten trend jest bardzo korzystny. Widzimy ogromną szansę obsługi takich klientów. Dodatkowo fakt silnego po-wiązania branży OEM z rynkiem prze-mysłowym pozwala pozytywnie patrzeć na kwestię rozwoju tego rynku w przy-szłości.
Jakie zmiany obserwuje Pan w ocze-kiwaniach odbiorców? Czy cena wciąż odgrywa pierwszoplanową rolę?Rynek i jego oczekiwania podlega-ją ciągłym zmianom. Właśnie po to nieprzerwanie inwestujemy w nowe produkty, technologie i rozwiązania, aby sprostać wciąż zmieniającym się wymaganiom klienta. Trudno utrzymać czołową pozycję na rynku bez inwesty-cji w produkty. To one dają szansę na polepszenie relacji jakości czy funkcjo-nalności produktu do ceny.
Odbiorcy coraz częściej oczekują wartości dodanych. Można do nich za-liczyć wiele elementów, między innymi asystę projektową i realizacyjną, szko-lenia, krótkie terminy dostawy, gwa-rancję, dostępność serwisu itp. Plusem dla dostawców jest fakt, iż klienci po-trafią już kalkulować zyski wynikające z ich uzyskania. Świadomość odbior-ców zmienia się: zaczynają liczyć nie tylko, ile płacą, ale i ile zyskują, kupu-jąc dane rozwiązanie.
Firma Eaton jest znana z energoosz-czędnych rozwiązań. Które z nich cieszą się szczególnym zainteresowa-niem? To dobrze, że jesteśmy tak kojarzeni. Podejmowane od wielu lat działania i inwestycje w kierunku rozwoju pro-duktów energooszczędnych przynoszą wymierne korzyści. Rynek widzi nasze atuty i ma szansę z nich korzystać.
Niewątpliwie do tej grupy należy nasza oferta oświetlenia na bazie tech-nologii LED. Obserwuję ogromne zain-teresowanie tą technologią ze strony sektorów przemysłowego i komercyj-nego. Mamy wśród nich wielu klien-tów. Również rozwiązania zasilania gwarantowanego UPS należy zaliczyć do tej grupy. Swoją sprawnością, prze-wyższającą 99 procent, gwarantują użytkownikowi niskie koszty eksploata-cyjne. Do głównych odbiorców tej tech-nologii należą centra przetwarzania da-nych, infrastruktura IT i rozwiązania dla biznesu.
Eaton Electric ma własne, akredyto-wane laboratorium badawcze w Bonn. Jakie prace są w nim obecnie prowa-dzone? Nasze produkty poddawane są cią-głym badaniom w zakresie niezawod-ności. Fakt posiadania akredytowanego laboratorium testowego bardzo nam pomaga w dbaniu o wysoką jakość produktów. Proszę jednak pamiętać, iż z tego laboratorium korzystają też inni
producenci, często nawet nasza bliska konkurencja. Oczywiście wyniki badań konkurencji są ściśle chronione i dostę-pu do nich nie mamy.
W wielu przypadkach nasze labo-ratorium pełni dodatkowo funkcję kon-sultingową dla eksporterów urządzeń, a nawet całych systemów, na przykład przeznaczonych na rynek amerykański. Często pozwala to zaoszczędzić czas i uniknąć dodatkowych, nieprzewidzia-nych kosztów lub pułapek formalnych.Jeżeli chodzi o obecne prace testowe, mogę jedynie wspomnieć, iż związane są one z integracją kolejnych naszych produktów do systemu SmartWire-DT, na przykład aparatury modułowej.
Każdy nasz nowy produkt przecho-dzi wiele żmudnych testów. Nadanie aprobat, czyli certyfikatów, gwarantu-je, iż produkt jest bezpieczny dla użyt-kownika i spełnia wszelkie deklarowa-ne parametry.
Eaton ma w Polsce kilka zakładów produkcyjnych, między innymi w Tcze-wie, gdzie działa także centrum inży-nieryjne firmy. Jakie kraje i branże one zaopatrują?Eaton globalnie działa w czterech sektorach: elektrycznym, samocho-dowym, lotniczym i hydraulicznym. Fabryka w Tczewie należy do sektora samochodowego. Tam też powstało Centrum Inżynieryjne Eaton. W ramach tego centrum 40 polskich inżynierów pracuje nad nowymi technologiami i rozwiązaniami, które w przyszłości mają radykalnie poprawić efektywność transportu kołowego. Przygotowywane są tam prototypowe układy przeniesie-nia napędu, w których automatyzacja oraz hybrydyzacja jest podstawowym elementem przyszłego produktu. O glo-balnym charakterze działalności tczew-skich inżynierów świadczy fakt reali-zacji od podstaw projektu obudów dla skrzyń biegów na rynek chiński, indyj-ski oraz koreański. Może niektórych to zdziwi, ale to właśnie polska myśl tech-niczna przyczynia się do rozwoju prze-mysłu samochodowego świata. W jaki sposób budujecie Państwo przewagę konkurencyjną? Niewątpliwie naszym atutem jest sta-bilność, o czym wspomniałem już, mówiąc o współpracy z dystrybuto-rami. Warto zwrócić uwagę, że od lat, począwszy od zarządu, kończąc na kierownikach regionalnych, nasza kadra się nie zmienia. Ciągłe zmiany w firmach na szczeblach dyrektorskich
Fot.
Eat
on E
lect
ric
Marek Tabaka urodził się w 1971 r. w Olecku. Jest absol-wentem Wydziału Elektrycznego Politechniki Warszawskiej, ze spe-cjalnością Sieci i Systemy Elektro-energetyczne. Po studiach rozpo-czął pracę w Krajowej Dyspozycji Mocy w Polskich Sieciach Elektro-energetycznych. Ukończył też do-datkowe studium podyplomowe z marketingu, zarządzania i finan-sów w Wyższej Szkole Handlowej w Warszawie. W 1999 r., szukając nowych wy-zwań, dołączył do firmy Moeller, budując oddział regionalny w War-szawie. Niedługo potem objął sta-nowisko kierownika regionalnego. W ramach poszerzania wiedzy ukończył roczne studia na kierun-ku Zarządzanie prowadzone w Ka-nadyjskim Instytucie Zarządzania. W 2004 r. podjął pracę w centrali Meoller w Bonn w Niemczech na stanowisku regionalnego dyrekto-ra wsparcia sprzedaży na rynek Europy Środkowo-Wschodniej. Po przejęciu firmy Moeller przez firmę Eaton, w 2012 r., wrócił do oddziału Eaton Electric Polska. Obecnie zajmuje stanowisko dy-rektora ds. kluczowych inwestycji.Marek Tabaka jest żonaty i jest ojcem dwóch synów. Jego wielką pasją jest wędkarstwo i gotowa-nie, a inspirację stanowi kuchnia bałkańska i dalekowschodnia. Wśród sportów preferuje piłkę nożną i jazdę na rowerze.

Pomiary Automatyka Robotyka nr 9/2014 43
lub handlowych na pewno nie budu-ją zaufania i poczucia bezpieczeń-stwa biznesowego wśród klientów. Oczywiście wielką rolę odgrywa też wspomniana wcześniej szeroka oferta, niezawodność produktów, dostępność, relacja ceny do jakości itd., ale kluczo-wy jest fakt, że ci sami ludzie tworzą tę firmę od lat. To oni gwarantują reali-zację strategii i zobowiązań w ujęciu długofalowym.
Co będzie kluczowe w strategii Eaton Electric na najbliższe lata? Jakie wy-zwania stoją przed firmą? Oczywiście kluczowym elementem naszej strategii jest dostarczanie klien-tom najlepszych produktów oraz roz-wiązań, w oparciu o pełną analizę ich potrzeb i trendów na rynku. Jej realiza-cja jest możliwa dzięki ciągłym inwe-stycjom w Dział Badawczo-Rozwojowy i w naszą kadrę.
Ponadto Eaton w dużej mierze opie-ra swój wzrost na akwizycji dobrych firm, pasujących do naszego profilu biznesowego. Tak, jak już wspomina-łem, w 2012 roku nastąpiło przejęcie spółki Cooper, będące największym
w 101-letniej historii firmy Eaton trans-formacyjnym punktem zwrotnym, któ-ry poszerza naszą obecność na rynku, wzbogaca portfolio produktów, usług i rozwiązań, a także wzmacnia glo-balny zasięg firmy. Takie procesy nio-są ze sobą również wyzwania. W tym wypadku jest to konieczność szybkiej integracji nowej oferty produktowej z obecnymi strukturami techniczno--handlowymi.
Jak, Pana zdaniem, będzie rozwijał się rynek automatyki przemysłowej w naj-bliższych latach? Co sprzyja temu roz-wojowi, a co go blokuje? Ostatnio obserwujemy wśród inwesto-rów nieznaczną redukcję wydatków na nowe inwestycje czy technologie. Wiąże się to z ogólną sytuacją na rynku – boimy się inwestować, czekając na lepsze jutro. Z drugiej strony automa-tyzacja procesów zwiększa wydajność, czego efektem jest obniżenie kosztów. Zmierzam do tego, iż inwestowanie w automatykę przemysłową może być sposobem na trudne czasy. Co więcej, umiejętne wykorzystanie różnych fun-duszy europejskich jeszcze bardziej
wzmacnia sens inwestowania w ten obszar. Nie widzę więc żadnych powo-dów, dla których wieloletni wzrost rynku automatyki przemysłowej miałby zostać zachwiany.
Spotykamy, co prawda rzadko, użyt-kowników, którzy nie chcą inwestować w inteligentne systemy sterowania. Od lat kopiują te same rozwiązania, są przeciwni jakimkolwiek zmianom. No-woczesne systemy automatyki, czego przykładem jest wcześniej wspomniany SmartWire DT, mają na przykład roz-szerzoną diagnostykę. Jest to idealne narzędzie dla służb utrzymania ruchu, obsługi czy serwisu. To właśnie diagno-styka pozwala na wcześniejszą predyk-cję awarii, szybką jej lokalizację i szyb-ką reakcję. Nie jest to jednak doceniane w obszarach, gdzie nadal śrubokręt peł-ni kluczową rolę.
Nie wyobrażam sobie jednak przy-szłości bez rozwoju automatyki prze-mysłowej. To ona jest motorem rozwoju przedsiębiorstw i gospodarki.
Rozmawiała Urszula Chojnacka
PARFot.
Eat
on E
lect
ric
www.exposilesia.pl Sosnowiec
30 września – 2 października7. Międzynarodowe
Targi Obrabiarek Narzędzi i Technologii Obróbki
14 – 16 października
Międzynarodowe Targi Spawalnicze
14 – 16 październikaTargi Robotyzacji i Automatyzacji
www.robotshow.pl
kontakt: Joanna Tomczyktel. 32 78 87 511, fax 32 78 87 522
kom. 510 030 324e-mail: [email protected]
kontakt: Agnieszka Cieśliktel. 32 78 87 541, fax 32 78 87 522
tel. kom. 510 031 475e-mail: [email protected]
kontakt: Wioletta Błońska-Dudektel. 32 78 87 506, fax 32 78 87 525
kom. 510 031 732e-mail: [email protected]
5 – 6 listopadaTargi Hydrauliki,
Automatyki i Pneumatyki
kontakt: Anna Tuszyńska tel. 32 78 87 514, fax 32 78 87 525
kom. 510 031 319e-mail: [email protected]
www.hapexpo.plwww.toolex.pl www.expowelding.pl
Jesienią 2014 zapraszamy na targi przemysłowe w Expo Silesia
Szeroka oferta targowa dla każdej firmy!
REKLAMA

AUTOMATYKA STEROWNIKI PLC
44
Przetwornice serii FC300, w połączeniu z MCO305, tworzą inteligentny napęd, który cechuje się dużą dokładnością i dy-namiką sterowania ruchem, ma funkcję synchronizacji (elektroniczny wał) i po-zycjonowania, a także funkcję elektro-nicznej krzywki. Swobodna możliwość programowania sterownika pozwala do-datkowo na przygotowanie wielu różno-rodnych funkcji aplikacyjnych, takich jak monitoring i inteligentna obsługa błędów.
Podstawowe cechyTworzenie programu aplikacji dla ste-rownika MCO305, a także konfiguracja i uruchomienie napędu, odbywają się za pomocą prostego w użyciu oprogra-mowania komputerowego, wchodzące-go w skład pakietu VLT Motion Control Tools MCT10. Oprogramowanie zawie-ra edytor z przykładami programów, edytor profili krzywki elektronicznej, a także funkcje „test-run” i „scope”, ułatwiające optymalizację sterownika.
MCO305 bazuje na programowaniu zdarzeniowym, wykorzystującym struk-turalny tekst języka programowania, specjalnie przygotowanego i zoptyma-lizowanego do aplikacji napędowych. Danfoss Drives oferuje zaawansowane szkolenia, pełne wsparcie techniczne
w przygotowaniu programów i rozwią-zań dla aplikacji klienta oraz pomoc w trakcie uruchomienia na obiekcie.
Przetwornice częstotliwości serii FC300 mogą być zamawiane z wbudo-wanym sterownikiem MCO305 (All-In-One), ale MCO305 może być również zamówiony jako dodatkowa opcja roz-szerzeń do zainstalowania we wcześniej zakupionej przetwornicy.
Danfoss oferuje także przetwornice częstotliwości FC300 ze sterownikiem MCO305, zaprogramowanym i goto-wym do użycia w typowej aplikacji syn-chronizacji lub pozycjonowania.
Wszystkie standardowe wejścia i wyjścia przetwornic serii FC300 mogą być wykorzystane przez program apli-kacyjny sterownika ruchu MCO305. Dodatkowo MCO305 ma:• dziesięć wejść cyfrowych, 24 V PNP
lub NPN,• osiem wyjść cyfrowych, 24 V PNP
lub NPN,• dwa wejścia enkoderowe, z których
jedno może pracować jako wyjście enkoderowe.
Cechy i specyfikacjaOpisywany sterownik obsługuje wiele funkcji i trybów pracy. Możliwe są m.in.
pozycjonowanie względne i absolutne, sprzętowe i programowe programowa-nie krańcówki, a także synchronizacja prędkości, położenia i synchronizacja z korekcją markerem. MCO305 obsłu-guje funkcję Home, krzywki elektro-nicznej oraz wirtualnego urządzenia nadrzędnego do jednoczesnej synchro-nizacji wielu napędów. Możliwa jest regulacja on-line położenia przekładni i offsetu. Sprzęt pozwala na definio-wanie parametrów aplikacji za pomocą panelu LCP, a dostęp do wszystkich pa-rametrów przetwornicy FC300, odczy-tu i zapisu, ułatwia tworzenie aplikacji. Odczyt i zapis danych prowadzony jest za pomocą interfejsu szeregowego, po uprzednim zainstalowaniu tej opcji. Przerwania mogą być wyzwalane róż-nymi zdarzeniami: przez wejście cyfro-we, z czujnika pozycji, za pomocą ma-gistrali komunikacyjnej lub w oparciu o zmianę parametru, statusu lub czasu. Dostępne są również bramki logiczne, operacje bitowe, obliczenia i porówna-nia. Program umożliwia też wykonywa-nie skoków warunkowych i bezwarun-kowych. Całość uzupełniają narzędzia: jedno – graficzne – do optymalizacji re-gulatora PID, a drugie do wykrywania i usuwania błędów programu. Fo
t. D
anfo
ss
Programowalny i zintegrowany sterownik ruchu MCO305 do napędów Danfoss VLT AutomationDrive
MCO305 jest zintegrowanym, programowalnym
sterownikiem ruchu, dedykowanym do przetwornic
częstotliwości serii VLT AutomationDrive FC300.
Rozszerza funkcje i zwiększa elastyczność tych
napędów w stosunku do standardowej,
i tak już bogatej, konfiguracji.
Promocja
Fot. 1. Programowalny sterownik ruchu MCO305

Pomiary Automatyka Robotyka nr 9/2014 45
Fot.
Dan
foss
Omawiany sterownik współpracuje z enkoderami 5 V (przyrostowe, przez RS-422), absolutnymi, jedno- i wie-loobrotowymi oraz z kodem Graye’a. Umożliwia ustawienie długości słowa i częstotliwości zegara. Dostępne są trzy napięcia zasilające: 5 V, 8 V i 24 V.
Tryby pracy sterownikaMCO305 obsługuje cztery tryby pracy: pozycjonowanie, synchronizacja, stero-wanie hamulcem i tryb krzywki elektro-nicznej. Poszczególne tryby mogą być jeszcze precyzyjnie skonfigurowane, w zależności od potrzeb.
PozycjonowaniePozycjonowanie to ruch wału, kończący się osiągnięciem określonej pozycji. Aby uzyskać zadaną pozycję, konieczna jest praca w zamkniętej pętli regulacji, ba-zującej na sprzężeniu zwrotnym z enko-dera. Wymagane jest zadanie prędkości, z jaką ma następować pozycjonowanie oraz podanie przyspieszenia i opóźnie-nia, a także określenie pozycji docelo-wej. Krzywa prędkości jest wyliczana na podstawie aktualnej pozycji wału i wy-mienionych parametrów. Wał silnika przemieszcza się do pozycji docelowej według wyliczonego profilu prędkości.
Typowe zastosowanie pozycjono-wania to paletyzery, transportery oraz aplikacje, polegające np. na obcinaniu materiału do konkretnej długości lub podnoszenie obiektów do ustalonego poziomu.
Rodzaje pozycjonowania obsługi-wane przez MCO305:• pozycjonowanie absolutne,• pozycjonowanie względne,• pozycjonowanie typu „touch probe”.
Pozycjonowanie absolutne odnosi się zawsze do pozycji zerowej układu pozy-cjonującego. Oznacza to, że musi być zdefiniowana pozycja zerowa (odniesie-nia), zanim zostanie przeprowadzona procedura pozycjonowania. Jeżeli sto-sujemy enkoder przyrostowy, to pozycja odniesienia może być określona przez funkcję Home, gdzie napęd, osiąga-jąc wyłącznik odniesienia, zatrzymuje się. W przypadku zastosowania enko-dera absolutnego, pozycja zerowa jest zawsze generowana przez ten enkoder.
Pozycjonowanie względne zawsze odnosi się do aktualnej pozycji. Dlatego też można wykonać takie pozycjonowa-nie bez określania pozycji odniesienia.
Pozycjonowanie „touch probe” odnosi się do aktualnej pozycji, przy której aktywowane jest wejście „touch
probe”. Oznacza to, że pozycją doce-lową jest pozycja „touch probe” + zadana pozycja. Jest to pozycjonowanie względne, zależne od pozycji aktywacji wejścia „touch probe”, a nie od aktual-nej pozycji startowej.
SynchronizacjaZ synchronizacją mamy do czynienia, gdy dwa lub więcej silników podążają za sobą, starając się utrzymać prędkość lub pozycję. Z najprostszym układem synchronizacji można spotkać się wów-czas, gdy napęd podrzędny podąża za prędkością lub pozycją napędu nadrzęd-nego. Sterownik MCO305 może też re-alizować synchronizację w wielu osiach. Wówczas napędy podrzędne podążają za prędkością lub pozycją wspólnego sygnału napędu nadrzędnego. Realizo-wana w sposób elektroniczny synchro-nizacja jest o wiele wygodniejsza niż synchronizacja mechaniczna, gdyż po-zwala zmienić podczas pracy (on-line) zarówno przekładnię, jak i wzajemne przesunięcie napędów.
MCO305 ma możliwość synchroni-zacji w następujących trybach:• synchronizacja prędkości,• synchronizacja pozycji,• synchronizacja z korekcją markerami.
Rys. 1. Synchronizacja prędkości

AUTOMATYKA STEROWNIKI PLC
46
Synchronizacja prędkości jest stero-waniem napędu podrzędnego w pętli zamkniętej, gdzie wartością zadaną jest aktualna prędkość napędu nadrzęd-nego, pomnożona przez przekładnię. Aktualna prędkość napędu podrzędnego jest mierzona za pomocą jego enkodera. Odchyłka jego pozycji nie jest korygo-wana, gdyż pozycja napędu nie jest istotna przy tego rodzaju synchroniza-cji. Typowe aplikacje, w których stosuje się synchronizację pozycji, to synchro-nizacja kilku transporterów, naciąganie materiału i mieszanie.
Synchronizacja pozycji jest stero-waniem napędu podrzędnego w pętli zamkniętej, gdzie wartością zadaną pozycji jest aktualna pozycja napędu nadrzędnego, pomnożona przez prze-kładnię, z uwzględnieniem ewentual-nego przesunięcia. Aktualna pozycja napędu podrzędnego jest mierzona za pomocą jego enkodera. Jakakolwiek
odchyłka jest natychmiast korygowana z uwzględnieniem maksymalnej prędko-ści napędu podrzędnego, jego przyspie-szenia oraz opóźnienia.
Napęd podrzędny musi być bardziej dynamiczny niż nadrzędny, aby błąd synchronizacji był jak najmniejszy. Musi też umożliwiać przekroczenie maksy-malnej prędkości napędu nadrzędnego oraz pozwalać na osiąganie większych przyspieszeń i opóźnień. Do typowych aplikacji, w których stosuje się synchro-nizację pozycji, należą maszyny myjące butelki, maszyny pakujące, transpor-tery, podnoszenie, napełnianie i cięcie w locie.
Synchronizacja z markerami (SYNCM) jest rozszerzoną synchro-nizacją pozycji, gdzie korekcja pozy-cji napędu podrzędnego jest dokony-wana wówczas, gdy występuje różnica pomiędzy położeniem markerów napę-dów. Jako marker może być wyko-
rzystany impuls zerowy enkodera lub zewnętrzny czujnik, doprowadzony do wejścia binarnego. Typowe aplikacje, w których znajduje zastosowanie syn-chronizacja SYNCM są w zasadzie takie same, jak przy synchronizacji pozycji, jednak zakres zastosowań jest szerszy, np. gdy po starcie jest wymagana auto-matyczna korekta pozycji napędu pod-rzędnego, gdy przekładnia nie może być określona precyzyjnie lub gdy produkty są rozmieszczone nierównomiernie.
Sterowanie hamulcem elektromechanicznymMCO305 przejmuje także sterowanie hamulcem elektromechanicznym. Dzię-ki temu można uniknąć sytuacji, gdy rozkaz pozycjonowania nakazuje ruch, podczas gdy silnik jest zahamowany mechanicznie.
Krzywka elektroniczna Aby realizować sterowanie według krzywki elektronicznej (sterowanie CAM), należy zdefiniować krzywą, któ-ra opisuje, jak pozycja napędu podrzęd-nego podąża za pozycją napędu nad-rzędnego. Zostało to przedstawione na rys. 3. Dysk mechaniczny ze sworzniem generuje krzywą mechaniczną, która ustawia położenie napędu podrzędnego. Jednocześnie inny dysk generuje ciąg impulsów elektrycznych do sterowania napędem na drodze elektronicznej.
Oprogramowanie narzędziowe MCT10 udostępnia edytor do przygoto-wania profilu krzywej CAM.
O firmie DanfossDanfoss Drives, dzięki globalnej orga-nizacji sprzedaży i serwisu, jest obec-ny i oferuje swoje produkty oraz usługi w ponad 100 krajach. Napędy VLT pra-cują w aplikacjach na całym świecie, a eksperci Danfoss Drives kończą swo-ją pracę tylko wtedy, kiedy problemy klientów zostają rozwiązane.
Szczegółowe informacje dotyczące przetwornic częstotliwości VLT i innych produktów z oferty napędowej Danfoss można znaleźć na stronie internetowej: www.danfoss.pl/napedy.
DANFOSS Poland Sp. z o.o.ul. Chrzanowska 5
05-825 Grodzisk Mazowieckitel. 22 755 07 00fax 22 755 07 01
e-mail: [email protected]/napedy
Rys. 2. Synchronizacja z markeramii
Rys. 3. Generowanie krzywej mechanicznej przez dysk mechaniczny ze sworzniem Fo
t. D
anfo
ss

Pomiary Automatyka Robotyka nr 9/2014 47
BEZPIECZEŃSTWO AUTOMATYKA
Nowoczesne systemy bezpieczeństwa muszą charakteryzować się dużą nie-zawodnością działania, odpornością na trudne warunki pracy, w tym wysokie zapylenie, dużą wilgotność czy wpływ temperatury, a także na urazy mecha-niczne, które mogą wystąpić podczas eksploatacji. Ponadto system bezpie-czeństwa powinien w jak najmniejszym stopniu utrudniać wykonywanie pracy lub napraw maszyny produkcyjnej.
Rozwiązania zwiększające bezpieczeństwoNie wszystkie systemy bezpieczeństwa spełniają powyższe wymogi. Na rynku dostępny jest jednak szereg produk-tów z dziedziny bezpieczeństwa, które w mniejszym lub większym stopniu pa-sują do powyższego opisu. Produkta-mi, które wyróżniają się na tle innych systemów, są kurtyny i bariery świetl-ne. Dzięki ich rozwojowi w ciągu lat powstało wiele różnych wersji kurtyn bezpieczeństwa, które spełniają wszyst-kie lub część z wymienionych wcześniej warunków. Przykładem produktów, które w różnych wariantach spełniają wszystkie powyższe kryteria, są kur-tyny Panasonic SF4B ver. 2. Bariery świetlne SF4B zostały zaprojektowane
w celu zwiększenia bezpieczeństwa operatorów maszyn oraz innych osób, które mogą znaleźć się w strefie niebez-piecznej na terenie zakładów przemy-słowych.
Dobór kurtynProjektant maszyny, na podstawie ana-lizy wymagań rynku, powinien dobrać odpowiednie kurtyny bezpieczeństwa, określając jej parametry techniczne. Jego zadaniem jest też wybór jak naj-korzystniejszej lokalizacji kurtyn na maszynie.
Podstawowymi parametrami kurtyny bezpieczeństwa są:• kategoria bezpieczeństwa,• rozdzielczość,• zasięg,• wysokość pola ochronnego,• szerokość pola ochronnego,• stopień ochrony,• czas reakcji,• funkcja „muting”.
W celu ułatwienia wyboru systemu bezpieczeństwa, opartego na urządze-niach elektroczułych, zostały stworzone normy, opisujące kategorie bezpieczeń-stwa:• Kategoria 2 zapewnia wystarczający
poziomu bezpieczeństwa w sytuacji,
gdy ryzyko wypadku jest stosunkowo niewielkie. Urządzenia kategorii 2 przeznaczone są dla ochrony stref, w których ryzyko urazów jest niskie lub takich, które nie są dostępne przez cały czas.
• Kategoria 4 zapewnia wystarczający poziom bezpieczeństwa w sytuacji, gdy ryzyko wypadku jest bardzo duże i często występuje. Urządzenia kate-gorii 4 są produkowane w oparciu o najnowocześniejsze rozwiązania techniczne oraz muszą umożliwiać bezpieczne i całkowite zatrzymanie maszyny.Kurtyny Panasonic SF4B spełniają
wymagania kategorii 4, SIL 3 i są do-stępne w dwóch wariantach: SF4B ver. 2 oraz SF4B-G ver. 2.
SF4B ver. 2Wariant SF4B ver. 2 charakteryzuje się jednolitą strukturą, w której zminima-lizowano liczbę złączeń. Wewnętrzne podzespoły kurtyny są chronione dodat-kowym cylindrem, co ogranicza moż-liwość uszkodzeń mechanicznych lub wpływu środowiska pracy na kurtynę. Dzięki zredukowaniu powierzchni ele-mentów pomiarowych uzyskano zwięk-szoną odporność na zapylenie. Seria
Świadomość pracowników, zespołów wsparcia technicznego
oraz kadr zarządzających nowoczesnych zakładów i firm
produkcyjnych, związana z bezpiecznym środowiskiem
pracy, jest systematycznie zwiększana dzięki szkoleniom
z zakresu BHP i wdrażaniu nowych rozwiązań, podnoszących
stopień bezpieczeństwa. Rośnie też nacisk na producentów
elementów automatyki, a wszystkie maszyny przemysłowe
muszą spełniać wymogi norm i przepisów bezpieczeństwa.
Kurtyny bezpieczeństwa Panasonic SF4B
Promocja
Fot.
Dan
foss
, D
awid
Żuk
owsk
i

48
SF4B w wersji 2 spełnia wymagania standardu IEC 60529 – stopnie ochrony IP65 i IP67. IP65 oznacza odporność na działanie strumienia wody z dowol-nego kierunku, a IP67 – odporność na wniknięcie wody do środka w trakcie za-nurzenia, przy określonych warunkach.
SD4B-GSeria SF4B-G jest zamknięta w me-talowej obudowie o grubości 5 mm. Obudowa skutecznie chroni urządzenie przed uszkodzeniami mechanicznymi. Wzmocniona kurtyna świetlna może być używana bez dodatkowych osłon L-kształtnych, bądź U-kształtnych, co obniża koszty instalacji. Powierzchnia czujników jest w pełni chroniona dzię-ki zwężeniu i pogłębieniu obszaru wo-kół sensorów. Przednia osłona chroni powierzchnię czujników od odprysków spawalniczych i innych zanieczyszczeń, a także zwiększa ochronę przed ude-rzeniem. Regulator wiązki światła może być dołączony bez zdejmowania osłony. Zwarta struktura chroni czujniki przed wodą. Urządzenie ma anodowaną po-włokę, dzięki której po zderzeniu z in-nym elementem na obudowie nie pozo-stają ślady farby.
Samodzielna pracaKurtyny bezpieczeństwa z serii SF4B samoczynnie, w ramach procesu au-todiagnostyki, wykrywają takie proble-my, jak niepoprawne okablowanie, roz-łączenie, zwarcie, awaria w obwodzie wewnętrznym oraz problemy z sygna-łem świetlnym. Opis wykrytej niepra-widłowości jest prezentowany na cyfro-wym wyświetlaczu, znajdującym się na kurtynie. Dzięki temu nie ma potrzeby stosowania dodatkowych ekranów lub urządzeń w celu komunikacji z kurtyną bezpieczeństwa.
Do kurtyn firmy Panasonic dostęp-ne jest bezpłatne oprogramowanie, które można pobrać ze strony produ-centa lub z płyty CD, dołączonej do zestawu kurtyn. Oprogramowanie za-wiera opis wszystkich błędów, któ-re mogą zostać wyświetlone przez kurtynę. Dodatkowo sugerowany jest sposób usunięcia nieprawidłowości. Oprogramowanie to jest świetnym na-rzędziem, ułatwiającym diagnostykę kurtyn bezpieczeństwa.
Kluczowe cechySeria SF4B zawiera zarówno wyjścia tranzystorowe pnp, jak i npn. Dzięki tej
uniwersalności produkt może współ-pracować z wieloma urządzeniami z całego świata. Biegunowość można łatwo odwrócić poprzez zmianę pod-łączenia przewodów, zgodnie z doku-mentacją dołączoną do kurtyny. Wybór danej biegunowości jest sygnalizowany przez diodę informacyjną, znajdującą się na kurtynie.
Szybki czas odpowiedzi (do 14 ms) jest niezależny od liczby kanałów wiąz-ki światła, rozstawienia wiązek i liczby kurtyn, połączonych ze sobą. Unifikacja znacznie upraszcza obliczenia dotyczą-ce bezpieczniej odległości kurtyny od zagrożenia.
Firma Panasonic dostarcza trzy typy kurtyn z serii SF4B. Typ F jest przystoso-wany do wykrywania niewielkich obiek-tów, o średnicy od 14 mm (średnica pal-ca), typ H – do wykrywania obiektów, o średnicy od 25 mm (średnica dłoni), a typ A – do wykrywania dużych obiek-tów, o średnicy od 45 mm (średnica nogi). Tak duża różnorodność produk-tów pozwala dostosować umiejscowie-nie kurtyn w najbardziej dogodnej pozy-cji na maszynie. Co więcej, kurtyny są dostępne w szerokim zakresie długości: od 230 mm do 1910 mm.
AUTOMATYKA BEZPIECZEŃSTWO
Polaryzacja wyjść serii SF4B
Fot.
Elm
ark
Aut
omat
yka
Podział ze względu na rozdzielczość kurtyn

Pomiary Automatyka Robotyka nr 9/2014 49
Dodatkowe funkcjeKolejną istotną funkcją kurtyn SF4B jest wygaszanie wiązek. Funkcja ta pozwala na zatrzymanie pracy urządzenia w razie wykrycia człowieka, ale ignoruje okre-ślone obiekty. Dodatkowo czujniki i lam-py sygnalizacyjne mogą być podłączone bezpośrednio do kurtyny, dzięki czemu nie jest wymagany dodatkowy sterownik.
Kurtyna pozwala też na zewnętrzne monitorowanie i blokowanie. Obwód bez-pieczeństwa jest tak skonstruowany, że nie są wymagane zewnętrzne przekaźniki
bezpieczeństwa. Pulpit operatora może być dzięki temu mniejszy i bardziej przej-rzysty.
Kurtyna obsługuje funkcję ELCA (ang. Extraneous Light Check & Avoid), któ-ra pozwala urządzeniu automatycznie zarządzać czasem odpytywania, aby uniknąć wzajemnej interferencji kurtyn – nie ma potrzeby podejmowania działań w celu uniknięcia wzajemnego wpływu.
Do nowości należą metody podwój-nego skanowania i ponownego przetwa-rzania. Są to funkcje zastrzeżone dla
firmy Panasonic, które efektywnie eli-minują wpływ zewnętrznego światła na działanie kurtyny. Powoduje to redukcję błędnych sygnałów, a w konsekwencji zmniejszenie przestojów maszyn.
PodsumowanieBariery świetle i kurtyny bezpieczeństwa mają szerokie zastosowanie w syste-mach bezpieczeństwa zakładów produk-cyjnych. Kurtyny SF4B firmy Panasonic mają wszystkie podstawowe cechy, ja-kimi powinien cechować się każdy za-awansowany system bezpieczeństwa. Ponadto wyróżniają się unikatowymi ce-chami, które są niedostępne w innych po-dobnych systemach. Dzięki wielu dostęp-nym wariantom można je dostosować do większości rozwiązań przemysłowych.
ELMARK Automatykaul. Bukowińska 22 lok.1B
02-703 Warszawae-mail: [email protected]
www.elmark.com.pltel. 22 541 84 60fax 22 541 84 61
Fot.
Elm
ark
Wbudowane funkcje bezpieczeństwa
Fot.
Elm
ark
Aut
omat
yka
REKLAMA

AUTOMATYKA BEZPIECZEŃSTWO
50
Maszyny oraz konstrukcje wykonane z metalu muszą być uziemiane, w celu zapewnienia ochrony w sytuacjach awaryjnych. Względy bezpieczeństwa wymagają wyrównania potencjału me-chanizmów maszyn. Han GND to in-nowacyjne rozwiązanie do szybkiego łączenia ekwipotencjalnego. Dostępne są przyłącza zaciskane lub dokręcane (ang. Axial Screw). Do łączenia ele-mentów za pomocą Han GND nie jest konieczne stosowanie specjalistycznych narzędzi.
Szybko i wygodnieJednym z przykładów zastosowania Han GND jest ochrona ciągów i zbior-ników pyłowych w czeskich zakładach biomasy firmy E.ON, w Mydlovarach (k. Budweis). Zbiorniki wyposażone są w elektryczne świdry połączone z czuj-nikami w celu sygnalizacji poziomu zapełnienia. Zamienny pojemnik jest zawsze dostępny w przypadku, gdy za-chodzi konieczność wymiany.
System dyspozycji wymian konte-nerów został zaprojektowany i wdro-żony przez firmę Terms CZ, która zna-lazła rozwiązanie umożliwiające szybką wymianę oraz podłączenie uziemienia. Otakar Zavrel, przedstawiciel firmy Terms CZ wyjaśnia, że w rozwiązaniu zastoso-wano złącza Han GND ze względu na dokładnie zdefiniowane wymagania,
dotyczące bezpieczeństwa i szybkiego łączenia potencjału pojemników.
Wyrównywanie potencjałów poprzez złącze jest atrakcyjnym rozwiązaniem dla zakładów produkcyjnych, w któ-rych maszyny, ze względu na specyfikę procesu, często muszą zmieniać swoją lokalizację. W porównaniu do standardo-wego uziemienia, wykonanego w sposób trwały, zastosowanie złącza w znacznym stopniu przyspiesza prace. Dla porówna-nia: we wspomnianej wcześniej aplika-cji podłączenie uziemień jednej maszyny w sposób trwały zajmuje około pół godziny, tak więc możliwość natychmia-stowego podłączenia uziemienia przez Han GND oszczędza czas. Han GND wymaga tylko jednorazowej instalacji, po czym w łatwy sposób może być wielo-krotnie podłączany. Podłączanie jest na tyle łatwe, że nie wymaga angażowania specjalisty elektryka.
System Han GND został też zasto-sowany w przemyśle samochodowym przez firmę SAS Automotive, która sto-suje to rozwiązanie ze względu na szyb-kość podłączenia oraz uniwersalność zastosowania – złącza te upraszczają procesy produkcyjne oraz minimalizują czas potrzebny do dokonywania konwer-sji podłączenia przy produkcji kokpitów dla firm VW, Porsche, Audi.
Przykładowe inne zastosowania, w których łączenie potencjałów syste-
Fot.
HAR
TIN
G
Standardowo stosowane
rozwiązania uziemiające maszyny
i konstrukcje metalowe są
realizowane za pomocą połączeń
montowanych na stałe, których
podłączenie jest czasochłonne.
Firma HARTING zaprojektowała
rozwiązanie Han GND (Ground),
które pozwala dokonywać tego
typu połączenia szybciej i w łatwy
sposób. Idealnie nadaje się ono
do stosowania w maszynach lub
konstrukcjach przenośnych.
Promocja
Han GND: uziemienie za pomocą złącza

Pomiary Automatyka Robotyka nr 9/2014 51
Fot.
HAR
TIN
G
mem złączowym jest możliwe do zasto-sowania, to:• podłączenia maszyn• budownictwo• konstrukcje sceniczne, zwłaszcza
mobilne• przenośne testery.
System złączowy Han GND przy-nosi znaczną oszczędność czasu użyt-kownikom, umożliwia wstępny montaż i szybką instalację w szafach lub w syste-mach zasilania zakładów produkcyjnych, a ryzyko wykonania błędnego połączenia jest zminimalizowane. Złącza Han GND mają kolor zielono-żółty, wskazujący na ochronne przeznaczenie komponentów.
Bezpiecznie i bez usterekRozwiązanie Han GND ogranicza rów-nież występowanie usterek. Przykłado-wo śruba w połączeniu uziemiającym stałym może zostać dokręcona ze złą wartością siły, przez co rezystancja po-łączenia może być zbyt duża. Efektem może być występowanie niepożądanych sytuacji. Wstępnie zmontowany system Han GND minimalizuje to ryzyko.
Dodatkowo złącze zapewnia ochronny mechanizm blokujący, który chroni przez przypadkowym rozłączeniem. Element ochronny zakładany jest na klamry obu-dowy, a jego zdjęcie jest możliwe jedynie za pomocą śrubokrętu. Ryzyko przypad-kowego rozłączenia jest więc zminimali-zowane.
System Han GND ma małe wymiary, co pozwala stosować go w miejscach, gdzie duża przestrzeń jest niedostępna – w szafie sterowniczej wystarczająca jest powierzchnia o wymiarach 2 cm × 5 cm.
To niewiele więcej niż wymiar uchwytu przewodu tradycyjnego.
Do zalet Han GND należy też moż-liwość stosowania zarówno kontaktów zaciskanych, jak i typu axial-screw. Przewody mogą być podłączone bez-pośrednio do kontaktów dokręcanych, bez konieczności stosowania specjali-stycznych narzędzi. Zastosowanie klu-cza imbusowego z wyspecyfikowaną wartością siły gwarantuje prawidłowe i powtarzalne podłączenia przewodów. Przyłączenie zaciskane dla Han GND jest rekomendowane w przypadku podłącza-nia wielu przewodów oraz wtedy, gdy ist-nieje możliwość wcześniejszego, wstęp-nego przygotowania wtyków.
Han GND to złącze jednokontaktowe, które cechuje się stopniem ochrony IP65, co zapewnia trwałość i umożli-
wia stosowanie elementu w aplikacjach zewnętrznych. Obudowa z tworzywa jest odporna na promieniowanie UV oraz ozon i jest odporna na korozję. Złącze zostało zaprojektowane dla przekroju przewodów o średnicy 10 –35 mm2. Zakres ten obejmuje najczęściej stoso-wane przekroje przewodów uziemiają-cych (10 – 25 mm2), wykorzystywane podczas budowy maszyn.
HARTING Polska Sp. z o.o.ul. Duńska 9
54-427 Wrocławtel. 71 352 81 71fax 71 350 42 13
e-mail: [email protected]
Hala produkcyjna SAS Automotive

52
AUTOMATYKA BEZPIECZEŃSTWO
Jedną z firm, która stale pracuje nad rozwojem i unowocześnieniem oferty produktowej, jest Schmersal. W artyku-le przedstawiono wybrane spośród no-wych, innowacyjnych produktów, wpro-wadzonych przez firmę do sprzedaży w ostatnich kilku miesiącach.
Kurtyny i bariery świetlne bezpieczeństwaRodzinę kurtyn i barier świetlnych fir-my Schmersal uzupełniła ostatnio seria kompaktowych i ekonomicznych kur-tyn, których podstawową zaletą jest
szybkie i proste uruchomienie. Nie wy-maga ono jakichkolwiek czynności kon-figuracyjnych. Szczególną uwagę warto także zwrócić na niewielkie wymiary, pozwalające na montaż tych kompo-nentów w miejscach o ograniczonej przestrzeni.
Umieszczenie lampek sygnalizacyj-nych na krańcu odbiornika nie tylko ułatwia kontrolę stanu kurtyny, nawet z większej odległości, ale też pozwoli-ło znacznie zmniejszyć „martwą strefę” urządzenia. Teraz zabezpieczany obszar sięga niemal obu końców obudowy.
Rynek komponentów bezpieczeństwa nieustannie się zmienia.
Postęp technologiczny i rosnąca konkurencja wymuszają na producentach
projektowanie nowych, innowacyjnych urządzeń, często wykorzystujących
nowatorskie technologie. Wszystkie nowe produkty powinny jednak być zgodne
z wymogami norm bezpieczeństwa, co czasem utrudnia stosowanie niektórych
nowinek technologicznych.
Innowacyjne komponenty bezpieczeństwaNowe produkty w ofercie SCHMERSAL
Promocja
Fot.
Sch
mer
sal
Nowe, ekonomiczne i kompaktowe kurtyny i bariery świetlne bezpieczeństwa SLC/SLG 440COM – niewielkie wymiary i maksymalna prostota instalacji i użytkowania
Wyłącznik zawiasowy TESK służy do kontroli otwarcia uchylnych osłon bezpieczeństwa. Dzięki zwartej, silnie zintegrowanej obudowie, manipulacja jest bardzo utrudniona

Pozycjonowanie urządzeń jest bardzo proste, dzięki do-starczonym w komplecie wspornikom montażowym.
Kurtyna działa od razu po podłączeniu zasilania. Nie ma potrzeby mostkowania przewodów w przypadku pra-cy w trybie automatycznym. Dopiero wtedy, kiedy chce się skorzystać z opcji restartu, należy odpowiednio pod-łączyć przewody. Do podłączenia wystarczą dwa najpo-pularniejsze w przemyśle konektory M12 – cztero- oraz pięciopolowy.
Kurtyny SLC 440COM oraz bariery świetlne SLG 440COM spełniają wymagania typu 4 według IEC 61496-1. Dostępne rozdzielczości to 14 mm, 30 mm, 35 mm oraz wersje wielopromieniowe, w któ-rych odległości między promieniami mogą wynosić 300, 400 bądź 500 mm. Długość strefy zabezpiecza-nej wynosi 330–1770 mm. Zasięg – w zależności od rozdzielczości – to 7 m (rozdzielczość 14 mm), 10 m (rozdzielczość 30 mm oraz 35 mm) i 12 m (dla wer-sji wielopromieniowych). Stopień ochrony wynosi IP67, a zamknięty profil obudowy zapewnia większą wytrzy-małość mechaniczną niż w przypadku kurtyn o profilu typu C.
Zawiasowe wyłączniki bezpieczeństwaNowe zintegrowane zawiasowe wyłączniki bezpieczeń-stwa firmy Schmersal są także warte uwagi. Są mon-towane na uchylnych osłonach bezpieczeństwa, gdzie zastępują klasyczne zawiasy i jednocześnie monitorują otwarcie osłon.
Schmersal już w 1996 r. zaprezentował pierwsze na świecie zawiasowe wyłączniki bezpieczeństwa. Ich zasa-da działania szybko zyskała powszechne uznanie dzięki określonym zaletom. Przykładowo brak konieczności in-stalowania urządzeń bezpieczeństwa po zewnętrznej stronie osłony i, co za tym idzie, prowadzenia tam ka-bli zasilających, ułatwia zaprojektowanie maszyn o czy-stym, niezakłóconym wyglądzie. Dodatkowo zwiększa się odporność systemu bezpieczeństwa na manipulację, po-nieważ urządzenie zamontowane po wewnętrznej stronie osłony nie jest dostępne dla operatora maszyny. Produ-cenci maszyn z pewnością docenią też łatwą integrację wyłączników z dostępnymi na rynku systemami profili aluminiowych.
Prezentacja wyłączników TESK oznacza pojawienie się na rynku czwartej generacji tych produktów. W nowym typoszeregu możliwa jest regulacja kąta zadziałania (kąta, przy którym nastąpi aktywacja funkcji bezpieczeństwa) w całym zakresie pracy wyłącznika. Użytkownik może wy-brać spośród czterech dostępnych konfiguracji zestyków, a specjalnie do przezroczystych osłon (pleksi, poliwęglan) dostępne są wersje z poszerzoną obudową. Zaletą jest na-wet sam wygląd urządzenia: nowy, zawiasowy wyłącznik bezpieczeństwa jest idealnym rozwiązaniem do kontroli otwarcia uchylnych osłon bezpieczeństwa w maszynach o nowoczesnym designie.
SCHMERSAL Polskaul. Baletowa 29, 02-867 Warszawa
tel. 22 894 64 66, fax 22 816 85 80e-mail: [email protected]
www.schmersal.plFot.
Sch
mer
sal
www.schmersal.pl
Bezpieczne przełączanie i monitorowanie
n Wyłączniki do kontroli otwarcia osłonn Urządzenia sterownicze z funkcją bezpieczeństwan Naciskowe urządzenia bezpieczeństwan Optoelektroniczne urządzenia bezpieczeństwa
Moduły i sterowniki programowalne
n Moduły przekaźnikowe bezpieczeństwan Sterowniki programowalne bezpieczeństwan Przemysłowe sieci bezpieczeństwa
Automatyka przemysłowa
n Pozycjonowanien Osprzęt tablicowy
Wyłącznik bezpieczeństwa AZ 16Milion zastosowań na całym świecie
SCHMERSAL_PAR_100_295_MM_04_2013.indd 1 2013-04-17 15:41:47
REK
LAM
A

54
AUTOMATYKA BEZPIECZEŃSTWO
Punktem wyjścia do stworzenia nowego działu biznesowego było opracowanie listy cech, którymi powinny charakte-ryzować się urządzenia przeznaczone do „zadań specjalnych”. Lista objęła m.in. zwiększoną odporność na uszko-dzenia mechaniczne i korozję, wyso-ki stopień ochrony (co gwarantuje za-bezpieczenie przed wniknięciem wody i zanieczyszczeń do środka obudowy), przystosowanie do pracy w wysokiej bądź niskiej temperaturze, odporność na udary i wibracje oraz – w przypad-ku niektórych zastosowań – możliwość pracy w strefach zagrożonych wybu-chem gazów lub pyłów. W oparciu o te kryteria rozpoczęto pracę nad nowymi projektami, a w niektórych przypad-kach poprzestano na modyfikacji do-tychczas oferowanych urządzeń.
Wysoki stopień ochrony W czasach, kiedy wykorzystanie myjek ciśnieniowych przy czyszczeniu insta-lacji przemysłowych, maszyn i urzą-dzeń jest już standardem (szczególnie w branżach z wysokimi wymaganiami w zakresie higieny), popularność zdo-bywają czujniki i wyłączniki o stopniu
ochrony IP69K, które bez problemu są w stanie znieść strumień gorącej wody pod ciśnieniem do 100 barów. W tej grupie urządzeń .steute ma do zaofero-wania wyłączniki nożne i linkowe, czuj-niki zbiegania taśmy przenośników oraz czujniki indukcyjne i magnetyczne lub magnetyczne bezpieczeństwa.
W przypadku zastosowań morskich, tj. na statkach, farmach wiatrowych, platformach naftowych i na nabrzeżach przeładunkowych, aparatura elektrycz-na musi charakteryzować się stopniem ochrony IP66. Aby sprostać tym wyma-ganiom, .steute opracowało m.in. wy-łączniki krańcowe i pozycyjne serii ES 95 IP66 Niro Extreme, wykonane z materia-łów odpornych na oddziaływanie mor-skiej, słonej wody, oraz ES/EM 98 –40 °C IP66 Extreme (fot. 1).
Firma .steute rozszerza także ofertę urządzeń o stopniu ochrony IP68. Dobrym przykładem jest nowy, niezwykle solidny czujnik magnetyczny RC 2580 –40 °C IP68 Niro Extreme (fot. 2).
Wysokie i niskie temperatury Firmy z całej Europy próbują ekspansji na rynkach krajów dawnego Związku
Radzieckiego oraz w Afryce i w Amery-ce Południowej, gdzie można spotkać się z ekstremalnie niską bądź wyso-ką temperaturą, często w połączeniu ze 100-proc. wilgotnością powietrza. Urządzenia w wykonaniu standar-dowym zwykle nie mogą pracować w takich warunkach. I tutaj ponownie z pomocą przychodzi .steute, oferując czujniki magnetyczne i indukcyjne, wy-łączniki krańcowe/pozycyjne, wyłączni-ki linkowe, nożne i czujniki zbiegania taśmy przenośników taśmowych, przy-stosowane – w zależności od typu – do pracy w temperaturze –60…+180 °C. Odporność na temperaturę w tak sze-rokim zakresie umożliwia pracę urzą-dzeń niemal w każdym zakątku globu oraz w takich branżach, jak hutnictwo czy chłodnictwo. Przykładem mogą być wprowadzone dwa lata temu do oferty i zdobywające w Polsce coraz większą popularność wyłączniki linkowe i czuj-niki zbiegania taśmy przenośników serii ZS 91 S(R) –40…+85 °C IP66 Extreme (fot. 3).
Odporność na korozjęFirma .steute na stałe zagościła ze swo-imi produktami w branżach, w których styczność z agresywną atmosferą czy agresywnymi substancjami jest na po-rządku dziennym. Przemysł nawozowy,
Inżynierowie-projektanci często
mają duży problem ze znalezieniem
niezawodnych wyłączników czy
czujników, przeznaczonych do pracy
w ekstremalnych warunkach.
Aby wyjść im naprzeciw, firma
.steute stworzyła nowy dział
– Extreme – oferujący aparaturę
łączeniową, opracowywaną
z myślą o trudnych aplikacjach.
Wyłączniki i czujniki .steute Extremedo pracy w ekstremalnych warunkach
Promocja
Fot. 1. Nowe wyłączniki krańcowe serii ES/EM 98 –40 °C IP66 Extreme
Fot.
.st
euteFot. 2. Solidny czujnik magnetyczny serii
RC 2580 –40 °C IP68 Niro Extreme do pracy w warunkach agresywnych

Pomiary Automatyka Robotyka nr 9/2014 55
chemiczny, cukrowniczy, wydobywczy, energetyczny, morski i pokrewne wy-magają urządzeń, które charaktery-zują się wysoką odpornością na koro-zję. Specjalne tworzywa, takie jak np. Duroplast oraz aluminium, poddawane odpowiednim procesom zabezpiecza-nia powierzchni, a także wykorzystanie stali nierdzewnej bądź kwasoodpornej i specjalnych uszczelek, pozwoliło firmie .steute stworzyć szeroką gamę produk-tów przeznaczonych do pracy w agresyw-nym środowisku. Do tej grupy zaliczają się m.in. wyłączniki linkowe zatrzymania awaryjnego serii Extreme, czujniki zbie-gania taśmy przenośników, czujniki ma-gnetyczne (np. RC 2580 –40 °C IP68 Niro Extreme) i indukcyjne, jak również wyłączniki krańcowe i pozycyjne.
Czujniki magnetyczne odporne na wibracjeW razie konieczności zastosowania czujnika bezpieczeństwa w warun-kach silnych wibracji lub w przypadku
możliwości wystąpienia silnych uda-rów mechanicznych z powodzeniem można stosować urządzenia serii HS Si 4 -40 °C IP69K Extreme (fot. 4) i BZ 16 IP69K Extreme. Są one po-zbawione kontaktronów i wykorzystują efekt Halla, a w przypadku BZ 16 także indukcję. Ich dodatkowe zalety to wy-soki stopień ochrony i możliwość pracy w niskiej temperaturze (HS Si 4).
Specjalne wersje czujników i wyłącznikówFirma .steute jest też dobrze znana na całym świecie z opracowywania i produkcji wyłączników i czujników, zgodnie z konkretnymi wymaganiami klienta. Tak powstał m.in. czujnik kon-trolujący pozycję zaworów, o odporno-ści na wstrząsy rzędu 400 g. Znalazł on zastosowanie na podwodnych okrętach wojennych.
Innym przykładem są opracowane specjalnie dla polskiego rynku wy-łączniki linkowe, czujniki zbiegania taśmy i wyłączniki grzybkowe, przy-stosowane do pracy w kopalniach me-tanowych. Ze względu na szczególne wymagania ich obudowy zostały wy-konane z odlewów cynkowych. Przy-kładem jest czujnik zbiegania taśmy serii Ex ZS 75 S Mining.
Aparatura łączeniowa do stref zagrożonych wybuchemFirma .steute zajmuje ważne miej-sce wśród dostawców różnego rodza-ju urządzeń w wykonaniu przeciwwy-buchowym (ATEX). W ofercie można znaleźć kilkaset typów czujników ma-gnetycznych i indukcyjnych, wyłączni-ków krańcowych, kaset sterowniczych (fot. 5), wyłączników nożnych i linko-wych, blokad elektromagnetycznych i skrzynek rozgałęźnych, przeznaczo-nych do pracy w strefach zagrożonych wybuchem gazów i/lub pyłów. Oferta obejmuje także szereg unikatowych urządzeń bezprzewodowych, niewyma-gających zewnętrznych źródeł zasilania. Montaż w strefie sprowadza się do ich mechanicznego zamocowania. Przykła-dem mogą być bezprzewodowe kasety sterownicze. Obecnie zasięg wyłącz-ników bezprzewodowych .steute sięga nawet 700 m w terenie otwartym.
Adam Więch.steute Polska
al. Wilanowska 321, 02-665 Warszawatel. 22 843 08 20, fax 22 843 30 52
e-mail: [email protected]
Wyłączniki do złożonych zastosowań
Firma .steute Schaltgeräte GmbH & Co. KG, mieszcząca się w miejscowo-ści Löhne w Niemczech, wyspecjalizowała się w projektowaniu i produkcji bezpiecznej aparatury łączeniowej do złożonych i krytycznych zastosowań. Od czasu wprowadzenia do oferty wyłączników całkowicie niezależnych od zewnętrznych źródeł zasilania, .steute należy do ścisłej czołówki firm, opra-cowujących innowacyjne rozwiązania z dziedziny automatyki i sterowania.
Fot. 3. Czujnik i wyłącznik serii ZS 91 S(R) –40…+85 °C IP66 Extreme do pracy w niskiej i wysokiej temperaturze
Fot. 5. Przeciwwybuchowe kasety sterujące serii Ex BF 80 (ATEX)
Fot.
.st
eute Fot. 4. Hallotronowy czujnik magnetyczny
bezpieczeństwa HS Si 4 –40 °C IP69K Extreme

AUTOMATYKA REGULATORY I ALGORYTMY REGULACJI
56
JUMO mTRON T łączy w sobie sze-roką wiedzę procesową firmy JUMO z prostą, ukierunkowaną na aplikacje i przyjazną dla użytkownika koncepcją konfiguracji.
Głównym modułem systemu JUMO mTRON T jest jednostka centralna, która może współpracować z maksy-malnie 30 modułami I/O. Jednostka centralna może być wyposażona w interfejsy służące do komunika-cji z systemami nadrzędnymi oraz w Web server.
W celu realizacji funkcji stero-wania system ma wbudowany PLC (CoDeSys V3), a także funkcję gene-ratora programów, funkcję monitorin-
gu wartości granicznych oraz moduły matematyczne i logiczne. Jako modu-ły wejściowe i wyjściowe są dostępne różne opcje, np. czterokanałowy moduł wejść analogowych z czterema galwa-nicznie odizolowanymi, uniwersalnymi wejściami analogowymi dla termopar, termometrów oporowych lub/i sygna-łów standardowych. W ten sposób można za pomocą tego samego sprzę-tu dokładnie rejestrować i przedstawiać w postaci cyfrowej różne parametry procesowe. Dzięki temu ułatwione jest np. planowanie, tworzenie harmono-gramów i utrzymanie odpowiednich stanów magazynowych, co niesie ze sobą korzyści finansowe.
Modułowy system Jumo mTRON T do pomiaru, regulacji i automatyzacji
JUMO mTRON T, jako
zintegrowany PLC, może służyć
do realizacji uniwersalnych
zadań automatyzacji, także
zdecentralizowanych, w tym np.
do pomiarów regulacji i rejestracji.
System ma modułową budowę
i jest wyposażony w magistralę
systemową Ethernet.
www.pl.jumo.mtron-t.netJUMO mTRON T – Your System
70029
JUMO mTRON T jest niezawodnym systemem do kontroli oraz rejestracji danych pomiarowych. Charakteryzuje się on intuicyjną obsługą oraz umożliwia pełną automatyzację procesu. Innowacyjne podejście JUMO pozwoliło na połączenie w spójną całość autono-micznie pracujących regulatorów procesowych, wejść analogowych najwyższej klasy oraz elastyczności sterownika PLC. Wielofunkcyjny panel dotykowy umożliwia oprócz wizualizacji wartości pomiarowych także wygodną obsługę systemu. Cechą szczególną panelu jest zintegrowana funkcja rejestracji oraz wbudowany webserver.
Dzięki naszemu know-how stworzyliśmy kompletny system pomiarowy z możliwością rejestracji wartości procesowych. Połączyliśmy elastyczność sterownika PLC, łatwość obsługi i wejścia pomiarowe najwyższej klasy w jednym systemie.
JUMO Team
Promocja
Fot.
Jum
o
Wizualizacja budowy systemu Jumo mTRON T

Pomiary Automatyka Robotyka nr 9/2014 57
Każdy wielokanałowy moduł regu-lacji obsługuje do czterech niezależ-nych obwodów pętli regulacji PID, z szybkim czasem cyklu i sprawdzony-mi algorytmami regulacji, pracujących bez obciążania jednostki centralnej.
System umożliwia jednoczesną obsługę do 120 pętli regulujących i tym samym może być stosowany do
regulacji złożonych procesów techno-logicznych. Każdy moduł regulatora może być dodatkowo rozbudowany o układy wejścia i wyjścia, w zależno-ści od potrzeb aplikacyjnych.
Wielofunkcyjny panel dotykowy umożliwia, oprócz wizualizacji war-tości pomiarowych, także wygodną obsługę systemu. Ponadto udostępnia
parametry urządzenia i dane konfigu-racyjne całego systemu. Panel może być zabezpieczony hasłem. Cechą szczególną panelu jest zintegrowana funkcja rejestracji oraz Web server. Do odczytu i analizy danych historycznych stosuje się sprawdzone oprogramowa-nie JUMO, ze standardowymi, wstęp-nie zdefiniowanymi, maskami.
Konfiguracja sprzętu i oprogramo-wanie użytkowe, jak również konfigu-racja rejestracji mierzonych wartości i zadania procesów regulacji, są reali-zowane za pomocą programu Setup. Przy użyciu edytora CoDeSys, zgodne-go ze standardem IEC 61131-3, użyt-kownicy tworzą własne, wysoce efek-tywne rozwiązanie automatyki. Cała aplikacja zapisywana jest w jednym pliku projektu.
JUMO Sp. z o.o.ul. Korfantego 2853-021 Wrocław
tel. 71 339 82 39 www.jumo.com.pl
www.pl.jumo.mtron-t.netJUMO mTRON T – Your System
70029
JUMO mTRON T jest niezawodnym systemem do kontroli oraz rejestracji danych pomiarowych. Charakteryzuje się on intuicyjną obsługą oraz umożliwia pełną automatyzację procesu. Innowacyjne podejście JUMO pozwoliło na połączenie w spójną całość autono-micznie pracujących regulatorów procesowych, wejść analogowych najwyższej klasy oraz elastyczności sterownika PLC. Wielofunkcyjny panel dotykowy umożliwia oprócz wizualizacji wartości pomiarowych także wygodną obsługę systemu. Cechą szczególną panelu jest zintegrowana funkcja rejestracji oraz wbudowany webserver.
Dzięki naszemu know-how stworzyliśmy kompletny system pomiarowy z możliwością rejestracji wartości procesowych. Połączyliśmy elastyczność sterownika PLC, łatwość obsługi i wejścia pomiarowe najwyższej klasy w jednym systemie.
JUMO Team
REKLAMA
Fot.
Jum
o
Wizualizacja budowy systemu Jumo mTRON T
Jednostka centralna Jumo mTRON T

AUTOMATYKA SYSTEMY KOMUNIKACJI
58
Standard IEC 61850 jest coraz czę-ściej stosowany w urządzeniach auto-matyki stacji energetycznych i nie tylko. Obecnie największe koncerny stosują urządzenia implementujące IEC 61850 w nowoczesnych pod-stacjach energetycznych. Głównymi zaletami tego standardu są: łatwa integracja urządzeń pochodzących od różnych producentów, szybka transmi-sja danych, niezawodna komunikacja, bogaty zestaw funkcji, obniżenie kosz-tów i skrócenie czasu instalacji oraz serwisu.
Cechy IEC 61850IEC 61850 definiuje obiektowy model danych oraz abstrakcyjne serwisy pracujące na tych danych, które są mapowane na różne protokoły komu-nikacyjne. Każde urządzenie, wykorzy-stujące standard IEC 61850, zawiera ściśle zdefiniowany model danych. Model ten składa się z jednego lub wielu urządzeń logicznych (ang. Logi-cal Device), reprezentujących różne
funkcje urządzenia fizycznego. Każde urządzenie logiczne zawiera jeden lub więcej węzłów logicznych (ang. Logi-cal Node), grupujących dane oraz ser-wisy realizujące różne funkcje. Stan-dard IEC 61850 definiuje różne grupy węzłów logicznych, przeznaczonych m.in. do czujników, transformatorów, przełączników. Każdy z węzłów logicz-nych składa się ze standardowych klas danych CDC (ang. Common Data Classes), zawierających informacje o statusie, ustawieniach, konfigura-cji itp. Ten zestandaryzowany model, opisujący rzeczywiste urządzenie, jest następnie mapowany na protokoły komunikacyjne:• Manufacturing Messaging Specifi-
cation (MMS),• Generic Object Oriented Substation
Event (GOOSE),• Sampled Values (SV),• Generic Substation Status Event
(GSSE),• Simple Network Time Protocol
(SNTP).
Standard IEC 61850 w energetyceImplementacja dla systemów wbudowanych
Szybkie dostosowanie produktów
do zgodności ze standardem
IEC 61850 jest dziś priorytetem
dla większości firm z branży
energetycznej. Jednym ze sposobów
może być skorzystanie z gotowego
oprogramowania, implementującego
stos IEC 61850 na dowolnym
urządzeniu.
Promocja
Relacja między modelem danych oraz serwisami zdefiniowanymi w ramach standardu IEC 61850 a rzeczywistym urządzeniem energetycznym
Fot.
Nei
l Mui
r (z
djęc
ie),
JP
Emba
dded
(ilu
stra
cja)

Pomiary Automatyka Robotyka nr 9/2014 59
Komunikacja w IEC 61850Komunikacja klient–serwer jest zwykle prowadzona z wykorzystaniem proto-kołu MMS i realizuje standardowe funk-cje dostępu do danych, raportowania, logowania, kontrolne itp. Informacje, których transmisja ma ściśle zdefinio-wane obostrzenia czasowe, jest reali-zowana za pomocą GOOSE, GSSE oraz SV. Dane przesyłane z wykorzystaniem tych protokołów to typowe informa-cje o chwilowych wartościach prądów i napięć (SV) oraz informacje o zmianie stanu przełączników (GOOSE, GSSE). Dodatkowo standard IEC 61850 ofe-ruje synchronizację czasu z wyko-rzystaniem protokołu SNTP. Przykład relacji między rzeczywistym urządze-niem a modelem danych i protokoła-mi komunikacyjnymi, zdefiniowanymi w ramach IEC 61850, zaprezentowa-no na rysunku.
Inne zastosowania IEC 61850Obecnie standard IEC 61850 znajdu-je coraz szersze zastosowanie nie tylko w energetyce, ale również w innych dziedzinach automatyki przemysło-
wej. Pociąga to za sobą rosnące zapo-trzebowanie na implementacje tego standardu, przeznaczone do urządzeń wbudowanych. Główne wymagania i oczekiwania obejmują:• wysokopoziomową, obiektową i wy-
dajną implementację, np. w ANSI/ISO C++,
• łatwość implementacji na różnych platformach sprzętowych,
• brak dynamicznej alokacji pamięci,• możliwość współpracy z systemami
operacyjnymi czasu rzeczywistego (RTOS),
• wsparcie dla systemu Linux.Ze względu na fakt, że IEC 61850
jest bardzo skomplikowanym stan-dardem, dobra implementacja powin-na dodatkowo umożliwić tworzenie aplikacji bez konieczności wnikania w szczegóły standardu i stosowanych protokołów komunikacyjnych, tym sa-mym obniżając czas i nakłady finanso-we konieczne do stworzenia aplikacji. Kierując się tymi właśnie założeniami, firma JPEmbedded dokonała imple-mentacji standardu IEC 61850 w po-staci biblioteki programowej, z myślą
o zastosowaniach w systemach wbu-dowanych. Biblioteka ta ma na celu umożliwić łatwe i szybkie tworzenie aplikacji zgodnych z IEC 61850 dla różnych platform sprzętowych.
Standard IEC 61850 rozpowszech-nił się w świecie elektroenergetyki dzię-ki swojej uniwersalności i wysokiemu poziomowi abstrakcji. Jednak zastoso-wania tego standardu wykraczają poza automatykę podstacji energetycznych. Przewiduje się, że w przyszłości stan-dard ten będzie również powszechnie stosowany w urządzeniach automatyki elektrowni wiatrowych i słonecznych oraz innych aplikacjach przemysło-wych. Prawdopodobnie na fali rozwoju odnawialnych źródeł energii standard IEC 61850 stanie się bardzo popular-ny również w automatyce małych przy-domowych elektrowni.
Patryk Gwiżdż JPEmbedded
ul. Odrzańska 5, 30-408 Krakówtel. 12 266 25 44
e-mail: [email protected]
t. N
eil M
uir
(zdj
ęcie
), J
PEm
badd
ed (
ilust
racj
a)
REKLAMA

AUTOMATYKA SYSTEMY KOMUNIKACJI
60
Nowa seria paneli to nie odświeżenie starszej rodziny QuickPanel CE, ale zupełnie nowa konstrukcja, która ma spełnić oczekiwania obecnych klien-tów. GE w nowym rozwiązaniu stawia na wydajność, nowoczesną technolo-gię i wysoką jakość. Wraz z rozbudową linii QuickPanel+, z oferty sukcesyw-nie będą wycofywane panele starszej serii. Jednocześnie producent gwaran-tuje łatwą procedurę migracji, wraz z możliwością wykorzystania gotowych aplikacji wizualizacyjnych.
Podstawowe parametryNajważniejsze zmiany w nowej se-rii obejmują uproszczenie oferty. Do-celowo rodzina QuickPanel+ będzie składać się z czterech modeli (7”, 10”, 12”, 15”), które z powodzeniem zastąpią 32 modele z rodziny Quick-Panel CE. Nowa seria nie zakłada po-działu paneli ze względu na funkcje, ani ilość wbudowanej pamięci. Ozna-cza to, że wszystkie modele obsługują funkcję View (wizualizacja) oraz Con-trol (sterowanie), a także zawierają maksymalną ilość pamięci, zaś zasto-sowany procesor, taktowany zegarem 1 GHz, gwarantuje płynną obsługę również większych aplikacji.
GE Intelligent Platforms w nowych panelach wykorzystuje system opera-cyjny Windows Embedded Compact 7, co w połączeniu z obsługą HTML5 daje zupełnie nowe możliwości w odniesieniu do multimediów oraz dostępu webowego do panelu. Interakcja między panelem a operatorem będzie bardziej intuicyjna dzięki wbudowanej, dwupunktowej ma-trycy wielodotykowej. Standardowym wyposażeniem każdego panelu będą: co najmniej jeden port szeregowy oraz port Ethernet z obsługą najpopularniejszych protokołów komunikacyjnych, a możli-wości komunikacyjne uzupełnią porty USB, czytnik kart SD oraz gniazda audio.
– QuickPanel+ to jedno z pierw-szych urządzeń HMI dostępnych na rynku, które wykorzystuje technolo-gię gwarantującą operatorom wyższy poziom wszechstronności. Integracja funkcji sterowania z możliwością wi-zualizacji pracy upraszcza architekturę systemu oraz daje nowe możliwości. Użytkownik może uruchomić na pane-lu filmy instruktażowe, generować roz-budowane raporty, uzyskać dostęp do dodatkowych informacji. Dokładnie tak, jak w tradycyjnym komputerze – pod-sumowuje Piotr Adamczyk, menedżer produktów GE w firmie ASTOR.
Pozostałe cechyPodobnie jak w poprzedniej serii, kon-figuracja i programowanie będą reali-zowane z poziomu Proficy Machine Edition. Narzędzie zapewnia pełną in-tegrację ze wszystkimi urządzeniami z oferty GE Intelligent Platform oraz wspiera migrację aplikacji do now-szych wersji. Nowością będzie wbu-dowana obsługa kolektora, która z po-ziomu panelu pozwoli skonfigurować automatyczne składowanie danych do przemysłowej bazy danych Historian. Bez zmian pozostaje obsługa działów Alarm&Events oraz Store&Forward. QuickPanel+ będzie miał certyfikat ATEX, co pozwoli na stosowanie go wszędzie tam, gdzie w warunkach pra-cy pojawia się zagrożenie wybuchem.
Więcej informacji o QuickPanel+ można znaleźć na stronie: www.astor.com.pl/quickpanel.
ASTORul. Smoleńsk 2931-112 Kraków
tel. 12 428 63 00fax 12 428 63 09
e-mail: [email protected]
Panele operatorskie QuickPanel+ASTOR wprowadza nowe panele GE Intelligent Platforms
GE Intelligent Platforms, jeden z wiodących
producentów automatyki na świecie,
rozszerzył ofertę o nową
linię paneli operatorskich
QuickPanel+, która zastąpi
dobrze znaną i popularną
serię QuickPanel CE. Pierwszy model
o przekątnej 7” jest już w ofercie, a producent
deklaruje, że pozostałe będą dostępne do końca 2014 r.
Promocja
Fot.
AST
OR

© 2
014
SCH
UNK
Gm
bH &
Co.
KG
Superior Clamping and Gripping
Rainer Scholl, Dział komponentów systemów chwytakowych
PGN-plus, uniwersalny chwytak firmy SCHUNK
Pierwszy na świecie chwytak z prowadzeniem wielozębnym
Jens Lehmann, legendarny bramkarz niemiecki
Pierwszy profesjonalny bramkarz z umiejętnościami strzelania goli głową
SCH_AZ_PGN_PL_210x297.indd 1 07.08.14 16:52

62
ROBOTYKA CHWYTAKI
Na wystawie w Hanowerze w 1983 r. Heinz-Dieter Schunk przedstawił chwy-tak pneumatyczny PPG – pierwszy standardowy chwytak, wykorzystujący sprawdzone rozwiązania kinematycz-ne stosowane w technologii mocowań. Tym samym ustanowiono nowy stan-dard w historii automatyki. Wprowa-dzając ideę synergii, SCHUNK zrewo-lucjonizował automatyzację produkcji i uczynił zdecydowany krok w kierunku bycia liderem techniki mocowań i syste-mów chwytakowych.
PGN-plusRozwój systemów automatyzacji, któ-rych zadaniem jest zwiększenie wy-dajności, niezawodności i żywotności
urządzeń, powoduje wzrost wymagań odnośnie podzespołów stosowanych do ich budowy. W odpowiedzi na rosnące wymagania, stawiane chwytakom w za-kresie precyzji chwytania oraz obciążeń, jakim są one poddawane, w 2000 r. fir-ma SCHUNK opracowała i opatentowała nową wersję chwytaka: PGN-plus. Zastą-pił on dotychczas produkowany chwytak PGN. Był to pierwszy dwupalczasty uni-wersalny chwytak pneumatyczny z pro-wadnicami wielozębnymi.
Koncepcja prowadnicy wielozębnej narodziła się z potrzeby eliminacji wad, występujących w stosowanych do tej pory klasycznych prowadnicach, w któ-rych pojawiał się tzw. efekt „szuflady”. Polega on na ugięciu prowadnicy ku
dołowi podczas wyciągania. Jest to spo-wodowane wystąpieniem momentu, po-wstałego w wyniku działania siły obcią-żenia szuflady, zależnego od ramienia, związanego z jej długością. Przekłada się to na zwiększenie punktowego obcią-żenia prowadnic szuflady. Ten sam efekt występuje na prowadnicach chwytaka, co wpływa negatywnie na siłę zacisku, precyzję trzymania chwytanego detalu oraz jego żywotność.
Odmiany PGN-plusW nowym chwytaku PGN-plus zastą-piono dotychczasową konstrukcję sys-temem prowadnic wielozębnych. Siły i momenty, działające na prowadnice szczęk bazowych chwytaka, rozkładają
Chwytak PGN-plus firmy SCHUNK z prowadnicami wielozębnymi
Innowacyjne i solidne rozwiązania zapewniają niezawodność systemów i aplikacji.
Chwytaki SCHUNK od 30 lat ustanawiają standardy w dziedzinie automatyzacji
produkcji, a firma podejmuje najbardziej skomplikowane wyzwania i, poszukując nowych
rozwiązań, kreuje przyszłość systemów chwytakowych.
Promocja
Fot.
SC
HU
NK
2000 r. – PGN-plus, pierwszy chwytak pneumatyczny z prowadnicami wielozębnymi
1983 r. – PPG, pierwszy standardowy chwytak pneumatyczny

Pomiary Automatyka Robotyka nr 9/2014 63
się na wiele równoległych płaszczyzn, stanowiących podpory. Prowadzi to do zwiększenia jego sztywności, precyzji chwytania, powtarzalności, stabilności, obciążalności oraz braku spadku siły zacisku.
W odpowiedzi na rosnące potrzeby i wymagania rynku zwiększono licz-bę produkowanych wersji poszczegól-nych typów chwytaka. Obecnie firma SCHUNK w standardowej ofercie ma chwytaki w wersjach przeciwpyłowych, odpornych na korozję, wysoką tempe-raturę i do innych specjalistycznych za-stosowań, a także w wersji EX, o zwięk-szonej precyzji oraz ze wzmocnioną siłą zacisku.
Chwytak PGN-plus jest produkowa-ny w typoszeregu 40–380 i charakte-ryzuje się następującymi parametrami:• siły zacisku: 123–21 150 N,• momenty skrętne szczęk bazowych:
10–560 Nm,• skok szczęki: 2–45 mm,• rekomendowana waga chwytanych
detali: do 80 kg.Standardem firmy SCHUNK jest
udzielanie na chwytak PGN-plus 36-miesięcznej gwarancji oraz 30-letniej gwarancji działania i niezawodności. Uniwersal-ność i szeroka gama oferowa-nych modeli umożliwiają sto-sowanie chwytaków PGN-plus praktycznie w każdej aplikacji przemysłowej i laboratoryjnej.
Ręka SDHKolejnym krokiem milowym w historii systemów chwyta-kowych było wprowadzenie
w 2006 r. pierwszej trójpalczastej ręki chwytającej SDH, z czujnikami na pal-cach. Połączone palce chwytaka kon-trolują sposób i siłę chwytania, dosto-sowując ją do różnych przedmiotów, dzięki czemu chwytaki mogą być sto-sowane w robotyce serwisowej i ser-wisowych aplikacjach przemysłowych. Dzięki możliwości zmiany ustawienia dwóch palców SDH gwarantuje dużą elastyczność pod względem kształ-tu, wielkości i położenia chwytane-go przedmiotu.
Na konferencji prasowej, otwiera-jącej targi w Hanowerze w 2013 r., Henrik A. Schunk zaprezentował in-nowacyjny, pięciopalczasty chwytak, imitujący ludzką rękę. Dzięki dzie-więciu dyskom pięć palców chwytaka może wykonywać różne, skomplikowa-ne operacje chwytania. Ponadto dzięki możliwości zaprogramowania licznych gestów ułatwiona jest komunikacja wzrokowa między człowiekiem a robo-tem, co umożliwia zastosowanie urzą-dzenia w pobliżu człowieka.
Elektronika w najnowszej wersji chwytaka jest całkowicie zintegrowa-na w „nadgarstku”, co pozwoliło na zmniejszenie konstrukcji. Ręka może być połączona za pośred-nictwem określonych interfej-sów z dowolnymi urządze-niami dostępnymi na rynku. W przypadku aplikacji mo-bilnych możliwe jest zasila-nie z akumulatora 24 V.
O firmie SCHUNKW ciągu ostatnich 30 lat firma SCHUNK podjęła wiele wyzwań, związanych z bardzo skomplikowanymi wymaga-niami swoich klientów. Opracowane rozwiązania stanowią innowacyjne, trwałe i niezawodne komponenty, gwa-rantujące maksimum niezawodności systemów i maszyn na całym świecie.
SCHUNK Intec Sp. z o.o.ul. Puławska 40 A, 05-500 Piasecznotel. 22 726 25 00, fax 22 726 25 25
Fot.
SC
HU
NK
Zobacz więcej
Pobierz bezpłatną aplikację PAR+ App Store | Google Play
2006 r. – SDH, pierwsza trójpalczasta ręka chwytająca z czujnikami taktylnymi
2013 r. – pięciopalczasty chwytak imitujący ludzką rękę

64
W systemie MEASURpoint, dzięki zasto-sowaniu technologii ISO-Channel, wyeli-minowano większość źródeł zakłóceń.
Izolacja i przesłuchyTechnologia ISO-Channel polega na za-stosowaniu izolacji galwanicznej mię-dzy kanałami, a także między masami. W ten sposób producentowi udało się wyeliminować większość źródeł zakłó-ceń, jakie mogą wystąpić w systemach pomiarowych. Do najważniejszych na-leżą pętle masy, występujące wówczas, gdy mierzone sygnały mają różny po-ziom masy. Dodatkowo zastosowanie osobnych przetworników analogowo-cy-frowych dla każdego kanału i izolacji gal-wanicznej między kanałami całkowicie eliminuje przesłuchy. Wysoką stabilność i dokładność gwarantuje również użycie 24-bitowych przetworników analogowo--cyfrowych Sigma-Delta, próbkujących z częstotliwością 10 Hz.
Dostępne wersjeSystem MEASURpoint umożliwia bar-dzo elastyczne dostosowanie konfigura-cji urządzenia do potrzeb użytkownika. Do wyboru są trzy rodzaje modułów: z kanałami do pomiaru termopar, do pomiaru rezystancyjnych czujników temperatury oraz do pomiaru napię-cia. Użytkownik, zamawiając system
pomiarowy, może wybrać dowolną kombinację modułów. Dodatkowo moż-na wybrać interfejs komunikacyjny i po-ziom izolacji ISO-Channel.
DT9874 jako jedyny wyposażony jest w interfejs USB. Odpowiednikiem wyposażonym w interfejs Ethernet jest DT8874. Dla tych modeli przewidzia-no moduły ośmiokanałowe z izolacją ±500 V. Użytkownik może wybrać od jednego do sześciu modułów, co prze-kłada się na maksymalnie 48 kanałów. W serii DT8875 poziom izolacji wynosi
±1400 V, a moduły są ośmiokanałowe. Można zamówić do pięciu modułów, co daje 40 kanałów. Najwyższy poziom izolacji występuje w serii DT8876 i wy-nosi ±3500 V. Aby zapewnić tak wyso-ki poziom optoizolacji, odstępy między torami pomiarowymi na płycie PCB mu-szą być znaczne, co skutkuje tym, że moduły są czterokanałowe. Maksymal-nie można zamówić pięć modułów, co odpowiada 20 kanałom. Wszystkie mo-dele są wyposażone w osiem optoizo-lowanych wejść cyfrowych oraz osiem
MEASURpoint to system firmy
Data Translation, przeznaczony
do ultradokładnych pomiarów
termopar, czujników RTD i napięcia.
Może obsługiwać od czterech
do 48 kanałów, a do komunikacji
z komputerem PC wykorzystywany
jest interfejs Ethernet lub USB.
System MEASURpoint do ultradokładnych pomiarów
Promocja
Fot.
Elm
ark
Aut
omat
yka
Moduły wejść analogowych do systemów MEASURpoint
Tab. Porównanie modeli systemów pomiarowych MEASURpoint
DT9874/DT8874 DT8875 DT8876
Izolacja ±500 V ±1400 V ±3500 V
Liczba kanałów 8…48 8…40 4…20
CzujnikiTermopary*RTD**Napięcie
•••
±75 mV, ±1,25 V, ±10 V, ±100 V,
±400 V
•••
±75 mV, ±1,25 V, ±10 V, ±100 V,
±600 V
•••
±75m V, ±100 mV, ±1 V, ±1,25 V, ±10 V
DokładnośćTermoparyRTDNapięcie
±0,16 °C±0,03 °C±0,3 mV
±0,24 °C±0,03 °C±0,3 mV
±0,32 °C±0,03 °C±0,3 mV
Konfiguracja CJC CJC dla każdego kanału CJC dla 8 kanałów CJC dla 4 kanałów
* termopary J, K, T, B, E, N, R, S** Pt 100, Pt 500, Pt 1000; 2-, 3- lub 4-przewodowe
POMIARY CZUJNIKI I SYSTEMY POMIAROWE
Forum Służb Utrzymania Ruchu14-15-16 października 2014
Studia przypadków
• dokumentowaniezapisówdotyczącychpracSUR-jaknakłonićpracownikówbyrzetelniewypełnialiraporty?• współpracaURzprodukcją–problemy,metodyichrozwiązania• monitoringstanutechnicznegomaszyn–możliwości,narzędzia• czyszczeniatechniczneitechnologiczneelementówmaszyn–najlepszetechniki• bezpieczeństwomaszyniurządzeń–wciążzmieniającesięnormydyrektywymaszynowej• rozwiązaniaenergooszczędnewzakładzieprodukcyjnym–sprawdzonemetody• wdrożeniesystemuWCMwzakładachprodukcyjnych–czywartoinwestowaćczasipieniądze?• optymalizacjazapasówczęścizamiennych
Techniczne zwiedzanie zakładów produkcyjnych
www.movida.com.pl

optoizolowanych wyjść cyfrowych, któ-re wyprowadzone są na 37-pinowym złączu, z tyłu obudowy. Porównanie modeli ilustruje tabela.
OprogramowanieWraz z systemem producent dostar-cza oprogramowanie MEASURpoint Framework. Oprogramowanie umożli-wia w prosty i intuicyjny sposób zde-finiowanie parametrów eksperymentu,
pobranie próbek, zapis wyników na dys-ku oraz wizualizację wyników. Możliwy jest również eksport danych, np. do programu Microsoft Excel. Dodatkowo urządzenia MEASURpoint mają wbu-dowany serwer www, umożliwiający konfigurację urządzenia oraz podgląd mierzonych wartości, bez instalowa-nia żadnego oprogramowania. Produ-cent dostarcza sterowniki do popular-nych aplikacji pomiarowych, takich jak
LabView czy MATLAB. Użytkownik może także napisać własną aplikację, dzięki dostarczanym bibliotekom do ję-zyków Visual C#, Visual Basic .NET oraz Visual C++.
PodsumowanieDzięki bezkompromisowemu podej-ściu firmy Data Translation do kwestii eliminacji zakłóceń i zapewnienia naj-wyższej dokładności pomiaru systemy MEASURpoint są idealnym rozwiąza-niem dla najbardziej wymagających aplikacji. Zastosowanie technologii ISO-Channel powoduje, że systemy pomiarowe MEASURpoint mogą być szczególnie użyteczne w warunkach silnego i często zmieniającego się pola elektromagnetycznego.
Cezary ZiółkowskiELMARK AUTOMATYKA Sp. z o.o.
ul. Niemcewicza 7605-075 Warszawa-Wesoła
tel. 22 773 79 37fax 22 773 79 36
e-mail: [email protected]
t. E
lmar
k A
utom
atyk
a
REKLAMA
Seria systemów pomiarowych MEASURpoint
Forum Służb Utrzymania Ruchu14-15-16 października 2014
Studia przypadków
• dokumentowaniezapisówdotyczącychpracSUR-jaknakłonićpracownikówbyrzetelniewypełnialiraporty?• współpracaURzprodukcją–problemy,metodyichrozwiązania• monitoringstanutechnicznegomaszyn–możliwości,narzędzia• czyszczeniatechniczneitechnologiczneelementówmaszyn–najlepszetechniki• bezpieczeństwomaszyniurządzeń–wciążzmieniającesięnormydyrektywymaszynowej• rozwiązaniaenergooszczędnewzakładzieprodukcyjnym–sprawdzonemetody• wdrożeniesystemuWCMwzakładachprodukcyjnych–czywartoinwestowaćczasipieniądze?• optymalizacjazapasówczęścizamiennych
Techniczne zwiedzanie zakładów produkcyjnych
www.movida.com.pl

66
POMIARY CZUJNIKI I SYSTEMY POMIAROWE
Jednym z rozwiązań jest ciągły monito-ring gęstości gazu, dzięki czemu można przewidzieć, kiedy spadnie ona poniżej granicznej wartości. Dużym utrudnie-niem w pomiarze gęstości tego gazu jest bardzo nieliniowa charakterystyka temperaturowa. To oznacza, że przy dużych zmianach temperatury otocze-nia objętość gazu zmienia się w sposób uniemożliwiający kompensację tempe-raturową tradycyjnymi metodami. Jed-nym z najdokładniejszych sposobów pomiaru gęstości SF6 jest wykorzystanie idealnie szczelnej komory referencyjnej, wypełnionej dokładnie tą samą miesza-niną gazów, które znajdują się w apara-turze średniego lub wysokiego napięcia. Każda komora referencyjna przechodzi szczegółowe badania, w których do po-miaru szczelności wykorzystuje się czą-steczki helu.
Czujniki Trafag 87X6Na bazie tej technologii szwajcarska firma Trafag AG zbudowała elektrome-chaniczne urządzenie do monitorin-gu gęstości gazu. Przyrząd serii 87X6 może zawierać do czterech niezależ-nych, galwanicznie izolowanych wyjść stykowych i jest wyposażony w optycz-ny wskaźnik tendencji, który pozwala na szybką diagnozę. Dodatkowo tech-nika ta pozwala na precyzyjne pomia-ry w szerokim zakresie temperatury, sięgającym nawet –60 °C. Urządzenie to wyposażone jest w mikroprzełączniki wysokiej jakości. Nie wymaga dodat-kowego zasilania oraz jest odporne na
drgania, jakie występują przy opera-cjach łączeniowych urządzeń SN i WN. Każdy z czujników jest indywidualnie wypełniany mieszaniną gazów, dobra-ną do parametrów rozdzielnicy, w któ-rej ma on być zainstalowany. Ponadto możliwe jest dostosowanie przyłączy procesowych do rodzaju aplikacji. Ca-łość jest zupełnie bezobsługowa, a pro-ducent zaleca jedynie sprawdzenie punktu przełączania co pięć lat.
Systemy pomiarowe Trafag 878X/879XMimo tak dokładnego i pewnego rozwią-zania, firma Trafag AG nie poprzestała jedynie na czujnikach elektromecha-nicznych. Najnowsze rozwiązania serii 878X/879X mają dwa systemy pomia-rowe – pierwszy wykorzystujący komorę referencyjną, drugi elektroniczny, opie-rający się na dwóch precyzyjnych oscy-latorach kwarcowych. Jeden z kryształ-ków kwarcu ma bezpośredni kontakt z gazem umieszczonym w komorze rozdzielnicy, drugi zaś umieszczony jest w próżni. Dzięki temu możliwy jest cią-gły pomiar gęstości gazu z dwóch nieza-leżnych źródeł. Obie metody są odporne na zakłócenia i możliwe do stosowania w bardzo szerokim zakresie tempera-tury. Aparaty te mają interfejs RS-485 lub sygnał prądowy 6,5–20 mA, nie-zależnie od styków bezpotencjałowych, blokujących możliwość operacji łącze-niowych w rozdzielnicy. Pozwala to na zdalny pomiar gęstości sześciofluorku siarki i analizę trendów.
Więcej informacji o produktach moż-na znaleźć na stronie internetowej pro-ducenta www.trafag.com.
mgr inż. Nazary KrzemińskiPOLTRAF Sp. z o.o.
ul. Bysewska 26c, 80-298 Gdańsktel. 58 557 52 07, fax 58 557 52 39
e-mail: [email protected]
Sześciofluorek siarki (SF6) jest używany w rozdzielnicach
i wyłącznikach średniego oraz wysokiego napięcia jako gaz izolacyjny,
ponieważ charakteryzuje się bardzo dużym napięciem przebicia
oraz właściwościami gaszącymi łuk elektryczny. Parametry
izolacyjne zależą głównie od gęstości tego gazu w przyrządach.
Dlatego też każda rozdzielnica zawierająca ten gaz powinna być
wyposażona w czujnik pomiaru gęstości SF6.
Pomiar gęstości gazu SF6
Promocja
Hybrydowy czujnik gęstości gazu SF6
Przekrój czujnika elektromechanicznego

Pomiary Automatyka Robotyka nr 9/2014 67
Rejestracja rozkładu temperatury pod-czas procesów obróbki cieplnej jest możliwa za pomocą termopar umiesz-czonych w najważniejszych częściach produkowanych detali, rejestratora danych oraz chroniącej go przed tem-peraturą bariery termicznej. System wędruje wraz z produktem przez cały proces obróbki cieplnej. Tylko w ten sposób możliwe jest monitorowanie prawdziwej temperatury produkowa-nych detali w funkcji czasu i położe-nia oraz rejestrowanie danych do ich późniejszej analizy. Konstrukcja syste-mów została zaprojektowana tak, aby zapewnić wysoką dokładność pomia-rów i odporność na wysoką temperatu-rę, ciśnienie oraz agresywną atmosferę.
Wieloletnie doświadczenie firmy Guenther Polska w dziedzinie profi-lowania temperaturowego oraz zna-jomość najróżniejszych procesów obróbki cieplnej pozwalają na projek-towanie systemów z pełnym zrozumie-niem wymogów, jakie stawia konkretna aplikacja. Przykładowo w procesach nakładania powłok wymagane jest stosowanie barier termicznych wol-nych od silikonu, natomiast w branży obróbki cieplnej, gdzie bariery termicz-ne poddawane są ogromnym skokom temperatury podczas nagrzewania i chłodzenia, głównym kryterium jest
zminimalizowanie ich zniekształceń. W innych procesach, takich jak obrób-ka termiczna odlewów aluminiowych, bariery termiczne muszą być odporne na pełne zanurzenie w kąpieli chło-dzącej zaraz po nagrzaniu do wysokiej temperatury.
Do procesów, w których możliwe jest wykorzystanie systemów marki Phoenix zalicza się:• pomiary kontrolne pieców w zgo-
dzie z zaleceniami normy lotniczej AMS2750E,
• procesy obróbki cieplnej odlewów aluminiowych, gdzie badania roz-kładu temperatury są niezbędne, aby wykazać zgodność parametrów obróbki z zaleceniami norm, np. CQI-9,
• procesy nagrzewania stali, np. kęsisk, gdzie pomiary potrzebne są do weryfikacji modelu matematycz-nego procesu,
• procesy spożywcze, takie jak proce-sy gotowania, chłodzenia czy mro-żenia; system idealnie nadaje się do stosowania w smażalniach, kuch-niach parowych, chłodziarkach lub zamrażarkach przemysłowych,
• lutowanie aluminium i kontrolę atmosfery lutowania (CAB), czy-li procesy, w których wytwarzane są takie produkty, jak chłodnice,
wymienniki ciepła, rdzenie grzejne czy chłodnice oleju,
• procesy wypalania ceramiki, takie jak produkcja cegieł, ceramiki sani-tarnej czy materiałów ogniotrwa-łych,
• utwardzanie powłok – systemy prze-znaczone do monitorowania cyklu utwardzania powłok lakierniczych i proszkowych,
• procesy utwardzania powłok PTFE,• spiekanie kontaktowe PV Solar, czy-
li procesy produkcji ogniw słonecz-nych PV.Istnieje również możliwość zaprojek-
towania i wykonania indywidualnych systemów dopasowanych do potrzeb.
GUENTHER Polska Sp. z o.o.ul. Wrocławska 24 b, 55-090 Długołęka
tel. 71 352 70 70, fax 71 352 70 71www.guenther.com.pl
Profilowanie temperatury w obróbce cieplnej
Promocja
Systemy profilowania temperatury marki Phoenix,
oferowane przez firmę Guenther Polska, są
przeznaczone do procesów przemysłowej obróbki
cieplnej, takich jak: obróbka cieplna aluminium i stali,
procesy podgrzewania stali, odprężanie i kształtowanie
szkła, wypalanie ceramiki czy utwardzanie farb
proszkowych lub tradycyjnych.
Targi METAL 16–18 września 2014 r., Kielce
Zapraszamy do współpracy i odwiedzenia naszego stanowiska
– pawilon E, stoisko 37.
Fot.
Pol
traf
, G
uent
her

68
RYNEK I TECHNOLOGIE WSKAŹNIKI, LICZNIKI, REJESTRATORY, WYŚWIETLACZE
Wskaźniki i różnego rodzaju wyświetla-cze tablicowe to nieodłączne elementy automatyki przemysłowej, za pomocą których człowiek nadzoruje pracę maszyn. To prawda, że coraz bardziej złożone algorytmy sterowania i systemy bezpieczeństwa pozwalają na tworze-nie takich maszyn, by rola człowieka sprowadzała się tylko do wciśnięcia przycisku „start”, ale w praktyce byłoby to problematyczne pod względem kon-serwacji instalacji. Dlatego też twórcy aplikacji przemysłowych chętnie się-
gają po różnego rodzaju wskaźniki, wyświetlacze i regulatory, które pozwa-lają niezależnie monitorować procesy, wprowadzać ręczne ustawienia lub samodzielnie prowadzić podprocesy.
Typowe zastosowaniaWskaźniki i wyświetlacze są stosowane jako wygodne i niedrogie w imple-mentacji sposoby na prezentowanie informacji operatorom maszyn. Ma to szczególne znaczenie w przypadku maszyn nie sterowanych centralnie,
ale takich, których panele kontrolne znajdują się w oddalonych od siebie miejscach w zakładzie przemysło-wym. Zastosowanie prostego, estetycz-nego wskaźnika jest tańsze, niż użycie kompletnego panelu LCD, a pozwala w czytelny i niezawodny sposób poda-wać informacje o przebiegu wykony-wanego procesu. Nic jednak nie stoi na przeszkodzie, by wszystkie wskaź-niki podłączone do oddalonych maszyn umieścić na jednym pulpicie sterow-niczym. To rozwiązanie również może być znacznie bardziej korzystne niż zastosowanie jednego wyświetlacza LCD. Czasem integracja systemów ste-rowania w taki sposób, by był do nich dostęp z jednego panelu kontrolnego jest praktycznie niemożliwa, bardzo trudna lub niezwykle kosztowna. Co więcej, mimo licznych zalet interfej-sów dotykowych, w zastosowaniach przemysłowych nierzadko lepiej spraw-dzają się przyciski mechaniczne, które znajdują się zawsze w tych samych miejscach na pulpicie sterowniczym i które mają ściśle przypisane funkcje. W efekcie wskaźniki tablicowe cieszą się dużą popularnością zarówno przy pracy autonomicznej, gdy to one kon-trolują działanie pojedynczej maszyny, jak i jako elementy dużych systemów.
Urządzenia do monitorowania procesów przemysłowychPrzegląd rynku aparatury tablicowej
Oglądając fotografie z zakładów przemysłowych, można dostrzec dwa
dominujące motywy: roboty przemysłowe, taśmociągi i inne maszyny
wykonawcze oraz tablice synoptyczne i pulpity sterownicze. Te drugie,
dawniej złożone z dużych, kolorowych przycisków, przełączników
i lampek oraz wskaźników analogowych, obecnie często są zastępowane
rozwiązaniami cyfrowymi. Jednak na rynku wciąż pojawiają się nowe
modele wskaźników, liczników, rejestratorów i regulatorów tablicowych,
które cieszą się bardzo dużą popularnością.
Wskaźnik Cruozet Syrelec 815 Wskaźnik Siemens Sentron PAC3200 Wskaźnik Janitza UMG 96 S
Fot.
Syr
elec
, Ja
nitz
a, S
iem
ens,
Jum
o

Pomiary Automatyka Robotyka nr 9/2014 69
Rodzaje wskaźników Na rynku oferowane są bardzo różno-rodne wskaźniki, które mogą mieć wbu-dowane dość zaawansowane funkcje. O ile dawniej dominowały analogowe wskaźniki ze wskazówkami, których rola sprowadzała się jedynie do prezentacji mierzonych wartości, to obecnie urzą-dzenia te są najczęściej w pełni cyfrowe i mają dodatkowe przyciski. W efekcie operator może nie tylko obserwować wybrane parametry, ale też przełączać wyświetlacz w różne tryby pracy i ste-rować działaniem niektórych podzespo-łów lub przebiegiem całego procesu.
Oprócz dostępnych funkcji i powią-zanych z nimi przycisków, wskaźniki różnią się także przeznaczeniem. Na rynku można znaleźć wiele modeli uni-wersalnych, przeznaczonych do moni-torowania dowolnych napięciowych lub prądowych sygnałów elektrycznych, ale także wersje specjalizowane, np. przy-stosowane do kontroli temperatury (we współpracy z konkretnymi termopa-rami) lub z innymi czujnikami. Wybór specjalizowanego rozwiązania pozwala uniknąć problemu kondycjonowania konkretnego rodzaju sygnału i uprasz-cza instalację.
BudowaOmawiane wskaźniki i wyświetla-cze mają najczęściej podobny kształt i standaryzowane wymiary. Ułatwia to ich zastosowanie, a w gruncie rzeczy to właśnie prostota implementacji jest dużą zaletą tych urządzeń. Najczęściej panel czołowy ma podwyższony sto-pień ochrony, a na nim zlokalizowany jest ekran wyświetlający, ewentualne dodatkowe diody LED i przyciski. Z tyłu natomiast znajdują się wypro-wadzenia i interfejsy.
W podobny sposób zbudowane są wskaźniki tablicowe. Na rynku dostępne są też analogiczne modele przystosowane do montażu na szynie DIN. Te, ze względu na przeznaczenie do instalacji wewnątrz osłoniętej szafy sterowniczej, nie muszą być chronione przed wpływem trudnych warunków środowiskowych, a ich wyprowadze-nia mogą być umieszczone nawet na panelu czołowym. Naturalnie mają inne kształty niż modele tablicowe i znacz-nie częściej stosuje się w nich nieduże wyświetlacze LCD, co pozwala zmniej-szyć rozmiary obudów.
Oprócz wejść, wskaźniki mają też wyjścia, za pomocą których realizo-wane jest sterowanie pracą podłączo-nych urządzeń. Mają też wbudowane układy kondycjonowania sygnałów, a czasem nawet interfejsy sieciowe, które ułatwiają podłączenie urządzeń w większych instalacjach. W przypadku wskaźników specjalizowanych zastoso-wane interfejsy odpowiadają rodzajom wejść i wyjść używanych w konkret-nych rodzajach czujników lub elemen-tów wykonawczych, do których dany wskaźnik jest przystosowany.
FunkcjeNowoczesne wskaźniki tablicowe to często złożone urządzenia elektro-niczne, które mogą mieć bogaty zestaw funkcji. Podstawową jest najczęściej wyświetlanie wartości liczbowych, a czasem także ich graficzna wizuali-zacja. Jeśli wskaźnik ma kilka wejść, operator może przełączać odczyty mię-dzy nimi za pomocą przycisków. To jed-nak nie wszystko. Zbierane dane mogą być bowiem rejestrowane. Jeśli jest to podstawowa funkcja danego wskaź-nika, wtedy jest nazywany rejestrato-
Wskaźniki Jumo cTRON 16, 04 i 08
REK
LAM
A
Fot.
Syr
elec
, Ja
nitz
a, S
iem
ens,
Jum
o

70
RYNEK I TECHNOLOGIE WSKAŹNIKI, LICZNIKI, REJESTRATORY, WYŚWIETLACZE
rem. Najczęściej zapis dokonywany jest na zewnętrznych kartach pamięci flash (np. SD), ale bywa też, że stosuje się tylko względnie niewielką, wbudowaną pamięć, o ile jest ona wystarczająca. W przypadku rejestratorów ważnym parametrem jest nie tylko liczba kana-łów czy pojemność pamięci, ale też czę-stotliwość próbkowania sygnału i jego zapisu.
Bardziej zaawansowane kon-strukcje umożliwiają regulację pracy maszyn. W tym zakresie występują różnorodne rozwiązania. Najprostsze to regulacja ręczna, w której operator za pomocą przycisków na panelu fron-towym wskaźnika samodzielnie zwięk-sza lub zmniejsza konkretne parame-try pracy maszyny. Przykładowo może zmieniać moc grzałki, monitorując przy tym wskazanie temperatury pieca.
Jeśli wskaźnik ma wbudowany algo-rytm regulacji (np. PID), wtedy ope-rator może wprowadzać zadaną tem-peraturę docelową, a urządzenie samo dopasuje moc grzewczą tak, by w jak najlepszy sposób osiągnąć zadany cel. Nieco prostszą opcją jest zadawanie przez operatora progów wartości, któ-rych przekroczenie powoduje włącze-nie lub wstrzymanie jakiegoś procesu, co czasem jest wystarczającym sposo-bem regulacji. Progi często mogą być zadawane w odniesieniu nie tylko do bezpośrednio odczytywanych wartości, ale też do ich sum lub różnic, czy do bardziej zaawansowanych przekształ-ceń matematycznych, wykonywanych na zbieranych danych.
W praktyce najbardziej złożone, i przez to najdroższe, są wielokanałowe rejestratory z układami regulacji. Ich
koszt nierzadko sięga kilku tysięcy zło-tych. Tańsze są proste rejestratory lub wskaźniki umożliwiające sterowanie procesami – te rzadko kosztują powy-żej 1000 zł. Najtańsze są oczywiście zwykłe wskaźniki, których koszt spada nawet do około 100 zł netto.
TechnologiePodstawowym elementem wszyst-kich wskaźników i regulatorów jest wyświetlacz. Większość aktualnie oferowanych modeli jest wyposa-żona w małe wyświetlacze LCD lub segmentowe LED, przy czym można jeszcze spotkać wersje analogowe ze wskazówkami. Przeglądając oferty producentów można zauważyć, że najnowszym hitem w tej dziedzinie są wskaźniki z wyświetlaczami OLED. Są one bardziej czytelne niż modele
Tab. Zestawienie parametrów przykładowych urządzeń
Producent APAR Kubler Limatherm Sensor Lumel Lumel Omron Simex Simex WObit
Model AR600 574 N1540 RE70 N43 E5AC-T MultiCon CMC-99 SWE-94-U MG-TAE1
Rodzaj wyświetlacza LED LED LCD LED LCD LED TFT LCD LED LCD
Liczba wyświetlanych cyfr 4 6 5 cyfr 14 mm 4 6 × 3 3 × 4 graficzny 4 4 × 16
Funkcje regulacji włącz/wyłącz, PID z autoadaptacją, zgodnie z kalendarzem nie różnorodne funkcje alarmowe włącz/wyłącz,
PID z autoadaptacją nie włącz/wyłącz, PID z autoadaptacją
włącz/wyłącz, PID z autoadaptacją nie
2 wyjścia przekaźnikowe do sterowania urządzeniami
zewnętrznymi (przez ustalone progi)
Funkcje rejestracji nie nie wizualizacja USB nie nie nie tak, 1,5 GB pamięci nie
rejestracja danych na kartę SD; akwizycja danych
do dedykowanego, darmowego oprogramowania na PC
(przez USB)
Wejścia 1 uniwersalne, programowalne wejście cyfrowe 1 prądowo-napięciowe TC, V, mV, mA, Pt 100 1 termoparowe lub
na czujniki termiczne 4 przewody 1 uniwersalne oraz 2, 4 lub 6 wejść do obsługi zdarzeń
8 napięciowych, 8 cyfrowych, 4 RTD, 1 cyfrowe 24 V DC z
optoizolacją1 uniwersalne
analogowe 0…10 V (0…20 mA/ 4…20 mA), wejście enkoderowe,
wejście czujnika tensometrycznego, 2 wejścia uniwersalne
Wyjścia 2 wyjścia przekaźnikowe, wyjście analogowe nie 2 przekaźniki 1,5 A/250 V
+ wyjście 24 V DC 1 przekaźnikowe nie 1 do sterowania, 4 dodatkowe 8 przekaźnikowych nie 2 wyjścia przekaźnikowe
Interfejsy komunikacyjne RS-485, Modbus RTU RS-232/485 USB, RS-485 nie Modbus USB, RS-485 1 lub 2 × USB, Ethernet 10 Mb/s RS-485 USB, RS-485 (Modbus RTU)
Stopień IP frontu IP65 IP65 IP65 IP65 IP50 IP66 IP40 IP65 IP65
Orientacyjna cena netto 360 zł brak danych brak danych 300 zł 770 zł od ok. 1000 zł 2 500 zł 390 zł 845 zł
Fot.
Kub
ler

Pomiary Automatyka Robotyka nr 9/2014 71
LCD, a jednocześnie bardziej uniwer-salne niż wyświetlacze segmentowe. Ponadto producenci oferują modele z drabinkami diodowymi, które w czy-telny sposób wizualizują wskazywane wartości, a także z panelami LCD. Te niestety są dosyć drogie i ich zasto-sowanie ma sens tylko wtedy, gdy konieczne jest prezentowanie skom-plikowanych informacji, takich jak np. wykresy. Mimo to ich dostępność na rynku rośnie i pojawiają się coraz nowsze modele, wyposażone właśnie w zaawansowane interfejsy, umoż-liwiające wyświetlanie informacji pochodzących z wielu kanałów.
InterfejsyOprócz wyglądu zewnętrznego, który w przypadku wskaźników ulega nie-znacznym zmianom, ewoluują też inter-
fejsy komunikacyjne. Te są dostosowywane do znacznie szybciej zmie-niających się standardów w automatyce. Wskaźniki mogą być wyposażone we wszelkiego typu łącza sieci przemysłowych, zarówno etherneto-wych, jak i klasycznych. Powszechnie stosowany jest interfejs szeregowy RS-232, komunikujący się np. za pomocą proto-kołu Modbus. Pojawiają się nawet wykonania z interfejsami sieci bezprzewodowych, które ułatwiają wykonanie instalacji.
Część wskaźników może pełnić rolę pośrednią, np. przetworników impul-sów. Do ich wejść podłączane są
czujniki, a zestaw wyjść pozwala na dołączenie dodatkowych wskaźników lub systemów komputerowych, które zebrane dane wizualizują w bardziej atrakcyjny sposób. W efekcie udostęp-niają dane systemom nadrzędnym.
Tab. Zestawienie parametrów przykładowych urządzeń
Producent APAR Kubler Limatherm Sensor Lumel Lumel Omron Simex Simex WObit
Model AR600 574 N1540 RE70 N43 E5AC-T MultiCon CMC-99 SWE-94-U MG-TAE1
Rodzaj wyświetlacza LED LED LCD LED LCD LED TFT LCD LED LCD
Liczba wyświetlanych cyfr 4 6 5 cyfr 14 mm 4 6 × 3 3 × 4 graficzny 4 4 × 16
Funkcje regulacji włącz/wyłącz, PID z autoadaptacją, zgodnie z kalendarzem nie różnorodne funkcje alarmowe włącz/wyłącz,
PID z autoadaptacją nie włącz/wyłącz, PID z autoadaptacją
włącz/wyłącz, PID z autoadaptacją nie
2 wyjścia przekaźnikowe do sterowania urządzeniami
zewnętrznymi (przez ustalone progi)
Funkcje rejestracji nie nie wizualizacja USB nie nie nie tak, 1,5 GB pamięci nie
rejestracja danych na kartę SD; akwizycja danych
do dedykowanego, darmowego oprogramowania na PC
(przez USB)
Wejścia 1 uniwersalne, programowalne wejście cyfrowe 1 prądowo-napięciowe TC, V, mV, mA, Pt 100 1 termoparowe lub
na czujniki termiczne 4 przewody 1 uniwersalne oraz 2, 4 lub 6 wejść do obsługi zdarzeń
8 napięciowych, 8 cyfrowych, 4 RTD, 1 cyfrowe 24 V DC z
optoizolacją1 uniwersalne
analogowe 0…10 V (0…20 mA/ 4…20 mA), wejście enkoderowe,
wejście czujnika tensometrycznego, 2 wejścia uniwersalne
Wyjścia 2 wyjścia przekaźnikowe, wyjście analogowe nie 2 przekaźniki 1,5 A/250 V
+ wyjście 24 V DC 1 przekaźnikowe nie 1 do sterowania, 4 dodatkowe 8 przekaźnikowych nie 2 wyjścia przekaźnikowe
Interfejsy komunikacyjne RS-485, Modbus RTU RS-232/485 USB, RS-485 nie Modbus USB, RS-485 1 lub 2 × USB, Ethernet 10 Mb/s RS-485 USB, RS-485 (Modbus RTU)
Stopień IP frontu IP65 IP65 IP65 IP65 IP50 IP66 IP40 IP65 IP65
Orientacyjna cena netto 360 zł brak danych brak danych 300 zł 770 zł od ok. 1000 zł 2 500 zł 390 zł 845 zł
Wskaźnik Kubler codix
Fot.
Kub
ler

72
RYNEK I TECHNOLOGIE WSKAŹNIKI, LICZNIKI, REJESTRATORY, WYŚWIETLACZE
Trendy na rynkuPrzyglądając się ofercie poszczególnych firm oraz produktom z omawianego segmentu, które w ostatnim czasie pojawiły się na rynku, można zauważyć szereg trendów, wskazujących kierunki rozwoju.
Nowe wskaźniki mają najczęściej podzespoły umożliwiające wykony-wanie złożonych obliczeń, przekształ-ceń i regulacji oraz obsługują nowsze interfejsy danych. Klasyczne wyjścia przekaźnikowe w regulatorach są coraz częściej zastępowane przekaźnikami wykonanymi w technice półprzewodni-kowej. Omawiane urządzenia są rów-nież wyposażane w wyświetlacze OLED lub duże LCD. Coraz częściej produ-cenci oferują nie tylko standardowe wykonania wskaźników, ale też modele przystosowane do pracy w poszerzo-nym zakresie temperatury. Dotyczy to szczególnie pracy w niskiej temperatu-rze, nawet –20 °C.
Popularną funkcją jest wygodna aktualizacja wbudowanego oprogramo-wania. Preferowaną metodą podmiany zawartości pamięci jest zdalne wgrywa-nie kodu i danych przez sieć, co umoż-liwia szybką obsługę wielu różnych wskaźników, rozlokowanych w odle-głych miejscach zakładu.
Mimo to wiodące firmy wciąż oferują produkty o podstawowych parametrach i możliwościach. Wynika to z faktu, że rynek wskaźników cechuje się nie-typową dla automatyki przemysłowej zależnością: klienci rzadko przywiązują się do raz wybranego producenta. O ile w przypadku sterowników, napędów, komputerów przemysłowych czy robo-tów każda zmiana marki stosowanych produktów wiąże się dużym ryzykiem, odpowiedzialnością, a potencjalnie także z kosztami dostosowania istnieją-cej instalacji, o tyle w przypadku wskaź-ników bardzo wiele produktów można łatwo zastąpić innymi. Ich parametry nie są tak istotne dla działania proce-sów, gdyż często urządzenia te pełnią jedynie pomocniczą rolę informacyjną, a nawet jeśli odpowiadają za algorytm regulacji, to w większości przypadków mają te same wymiary i identyczne parametry, jak produkty konkurencyjne.
Z wymienionych względów, w dobo-rze wskaźników tablicowych i tych przystosowanych do montażu na szy-nie DIN, bardzo ważna dla klientów jest cena. Oczywiście producenci konkurują czytelnością zastosowanych wyświetla-czy, odpornością na trudne warunki śro-dowiskowe i dodatkowymi funkcjami,
ale zawsze warto mieć w swojej ofercie także tanie produkty.
Przykłady z rynkuPatrząc na popularność poszczególnych marek, chyba najlepiej udaje się zaspokoić potrzeby klientów polskiej fir-mie Lumel, której oferta jest nie tylko bardzo bogata, ale też szeroko dostępna. Bardzo dużą popularnością cieszą się też urządzenia marki Apar. Spośród zagranicz-nych dostawców powo-dzenie wśród polskich klientów mają wskaźniki i rejestratory firm Omron, ABB, Kubler i Brainchild. Łatwo dostępne są również m.in. produkty firm Jumo i Simex.
Apar AR600 Model AR600 to mikroprocesorowy regulator uniwersalny z wejściem ter-mometrycznym i analogowym oraz dwoma wyjściami przekaźnikowymi i wyjściem analogowym. Może być też stosowany do kontroli takich wielko-ści fizycznych, jak wilgotność, ciśnie-nie, poziom i prędkość, o ile zostaną przetworzone na standardowe sygnały elektryczne. AR600 przyjmuje sygnały z czujników termorezystancyjnych Pt 100, Ni 100, Pt 400, Pt 1000, termopar typu J, K, S, R, T, B, E i N, sygnały prądowe w zakresie 0–20 mA i 4–20 mA, napięciowe w zakresie 0–10 V i 0–60 mV oraz rezystancyjne w zakresie 0–2500 Ω.
Moduł umożliwia zdalne wyświetla-nie zbieranych danych przez interfejs RS-485 za pomocą protokołu Modbus-RTU. Programowalne wejście cyfrowe pozwala na zmianę trybu pracy regula-tora. Możliwe jest też określenie trybu pracy wyjść analogowych.
Co więcej, w urządzeniu zmieścił się zasilacz o napięciu 24 V DC, prze-znaczony do zasilania przetworników. Natomiast panel frontowy, na którym zamontowano wyświetlacz cyfrowy LED z regulacją jasności świecenia, ma sto-pień ochrony IP65. Wymiary urządze-nia to 48 mm × 48 mm × 79 mm.
Kubler 574Firma Kubler wprowadziła niedawno do oferty szybkie, podwójne wskaźniki częstotliwości serii 574. Mają one po dwa swobodnie skalowalne inkremen-
talne wejścia TTL, RS-422 lub HTL, pracujące z częstotliwością do 1 MHz. Dodatkowo obsługują cztery szybkie wyjścia przełączające, port RS-232 i opcjonalne szybkie wyjście analo-gowe. Wskaźnik może być stosowany z jednym lub dwoma nadajnikami impulsów. Wyjścia, wejścia sterujące i wyjście analogowe można przypo-rządkować różnym wartościom wska-zań. Dodatkowe diody LED pokazują stan wyjść i wybrany tryb wyświetla-nia. Możliwe jest prezentowanie trzech różnych wartości wskaźnikowych: czę-stotliwości z kanału pierwszego, czę-stotliwości z kanału drugiego i wartości obliczonej.
Urządzenie może pracować w tem-peraturze od 0 °C do +45 °C, a jego wymiary to 92 mm × 48 mm. Płyta czołowa ma stopień ochrony IP65. Wskaźnik ma sześciocyfrowy wyświe-tlacz diodowy oraz cztery przyciski, a także dodatkowe diody LED.
Lumel RE70 Regulator RE70 firmy Lumel jest prze-znaczony do regulacji temperatury w przemyśle tworzyw sztucznych, przemyśle spożywczym, suszarnictwie i wszędzie tam, gdzie zachodzi koniecz-ność stabilizacji zmian temperatury. Urządzenie, tak jak i wiele innych pro-duktów tej firmy, spełnia wymagania III kategorii instalacji dla produktów prze-znaczonych do zastosowań przemy-słowych, co oznacza, że jest odporne nawet na silne zakłócenia w sieci elektrycznej.
Omawiany regulator ma uniwersalne wejście dla czujników termoelektrycz-nych i termorezystancyjnych oraz wyj-ście przekaźnikowe. Prezentuje dane na
Wskaźniki Lumel N27P
Fot.
Lum
el

Pomiary Automatyka Robotyka nr 9/2014 73
wyświetlaczu diodowym oraz z użyciem dodatkowych LED-ów, informujących o stanie sygnałów. Na obudowie znaj-dują się trzy przyciski.
Dostępne są dwa algorytmy regula-cji: włącz/wyłącz i PID. Parametry algo-rytmu PID można wprowadzić ręcznie lub mogą być określone za pomocą funkcji autoadaptacji. Wprowadzone parametry można zabezpieczyć przed zmianą za pomocą hasła.
Panel frontowy urządzenia ma sto-pień ochrony IP65, a wymiary obu-dowy regulatora to 48 mm × 48 mm × 93 mm. Urządzenie jest zasilane napięciem sieciowym i przeznaczone do montażu w tablicy.
Lumel N43Model N43 to miernik parametrów sieci trójfazowej, przeznaczony do mon-tażu na szynie typu S. Został on przy-stosowany do pomiarów bezpośred-nich (do 63 A) i pośrednich, w sieciach trójfazowych, trój- lub czteroprzewo-dowych, w układach symetrycznych i niesymetrycznych.
Urządzenie pozwala wykonywać pomiary wartości skutecznej napię-cia i prądu, mocy czynnej, biernej i pozornej, energii czynnej i biernej, współczynnika mocy, a także częstotli-wości i całkowitych zniekształceń har-monicznych. Zawiera programowalne przekładnie prądowe i napięciowe, których wartości są uwzględniane we wskazaniach. Wbudowany podświe-tlany, monochromatyczny wyświetlacz LCD może być swobodnie konfiguro-wany przez użytkownika, z podziałem na strony i ekrany. Do tego dostępne są trzy programowalne wyjścia alarmowe i jedno wyjście impulsowe, a także wyj-
ście impulsowe do kontroli trójfazowej energii czynnej.
Miernik może komunikować się z otoczeniem za pomocą interfejsu RS-485 z protokołem Modbus. Ma także interfejs USB, który pozwala na konfigurację urządzenia za pomocą bezpłatnego oprogramowania eCon. N43 został ponadto przystosowany do wygodnej aktualizacji wbudowanego oprogramowania. Wymiary obudowy to 105 mm × 110 mm × 60 mm.
Omron E5_C-TNowa rodzina regulatorów procesowych Omron E5_C-T została zaprojektowana tak, by nawet skomplikowane aplika-cje obróbki cieplnej można było łatwo skonfigurować za pomocą wygodnego narzędzia programowego. W tym przy-padku chodzi o program CX-Thermo, który pozwala m.in. na włączenie w regulatorze trybu automatycznego dostosowania parametrów algorytmu PID do zastanych warunków.
Omawiane regulatory wyróżniają się przede wszystkim dużymi wyświe-tlaczami, które umożliwiają monito-rowanie na bieżąco wielu parametrów przetwarzania. Urządzenie pozwala na zapisanie maksymalnie ośmiu pro-gramów w pamięci, przy czym pro-gram może obejmować do 32 kroków. Wygodną funkcją jest też inteligentne zarządzanie alarmami, a duża wydaj-ność (czas cyklu pętli regulacji wynosi około 50 ms) pozwala na sterowanie złożonymi procesami. Wybrane para-metry pracy regulatora można zabez-pieczyć przez ukrycie przed nieautory-zowanymi zmianami. Warto dodać, że regulatory te obsługują bardzo wiele rodzajów termopar.
Regulatory serii E5_C-T są przezna-czone do montażu na tablicy i mają głębokość 60 mm. Największy z nich, model E5AC-T, ma 11-segmentowe wyświetlacze czterocyfrowe, na któ-rych prezentowane są obok siebie trzy wartości. Regulatory te mogą pracować w temperaturze od –10 °C.
Simex MultiCon CMC-99)Model ten jest zaawansowanym reje-stratorem przemysłowym z dużym, graficznym, kolorowym wyświetla-czem LCD. Ma osiem wejść napięcio-wych i osiem prądowych, cztery wej-ścia RTD oraz jedno wejście cyfrowe 24 V DC z optoizolacją. Na froncie znajduje się port USB, pracujący w try-bie host, a z tyłu – opcjonalny blok USB i Ethernet (10 Mb/s). MultiCon CMC-99
umożliwia nie tylko rejestrację, ale też prowadzenie regulacji PID, włącz/wyłącz oraz czasowej, zgodnie z założo-nym profilem. W trakcie rejestracji zapi-suje nie tylko wartości pomiarowe, ale też parametry sterowania. Przydatne są także wyjścia przekaźnikowe o obcią-żalności do 1 A, których wbudowano osiem.
Interfejs użytkownika został oparty na 3,5” wyświetlaczu LCD TFT o roz-dzielczości 320 × 240 px, wyposażo-nym w panel dotykowy. Wbudowana pamięć wewnętrzna ma pojemność 1,5 GB, a czas rejestracji może przyj-mować wartości z przedziału od 0,1 s do 24 h i może zostać określony z dokładnością do 0,1 s.
Urządzenie jest montowane na tablicy, a jego stopień ochrony wynosi IP40. W standardowym wykonaniu może pracować w temperaturze od 0 °C do +50 °C, a w przypadku wer-sji o rozszerzonym zakresie temperatury wytrzymuje nawet –20 °C. Wymiary obudowy to 90 × 96× 100 mm.
Simex SWE-94-UModel ten to bardzo prosty, uniwersalny wskaźnik tablicowy. Ma jedno wejście pomiarowe typu 0/4–20 mA, 0–10 V, 0–150 mV, Pt 100/500/1000 lub TC (K, S, J, T, N, R, B, E). Automatycznie kompensuje temperaturę zimnych koń-ców termopary. Wejścia RTD oraz TC wspierają pełną linearyzację charak-terystyk, przy czym można korzystać tylko z jednego typu wejścia naraz. Wynik pomiaru widoczny jest na cztero-dekadowym wyświetlaczu LED o regu-lowanej jasności. Łącze komunikacyjne RS-485 jest dostępne w standardzie. Urządzenie może być konfigurowane za pomocą pilota – nadajnika podczer-wieni, a opcjonalnie także z poziomu PC, przez łącze RS-485. Łącze komu-nikacyjne RS-485 umożliwia też trans-misję danych w systemach monitoringu procesów produkcyjnych.
Model SWE-09-U jest przeznaczony do pracy w temperaturze od 0 °C do +50 °C lub (w wersji rozszerzonej) od –20 °C do +50 °C. Wymiary obu-dowy to 96 mm × 48 mm × 72 mm, a jej stopień ochrony od frontu wynosi IP65, o ile zastosuje się odpowiednią uszczelkę podczas montażu wskaźnika na tablicy.
Andrzej BarcińskiPAR
Wskaźniki Lumel NA5 i NA6
Fot.
Lum
el

74
RYNEK I TECHNOLOGIE WSKAŹNIKI, LICZNIKI, REJESTRATORY, WYŚWIETLACZE
Urządzenia pomiarowe z serii MD150, produkowane przez firmę WObit, są zamknięte w prostokątnej obudowie, wykonanej z pełnego profilu aluminio-wego (zgodnego z wymaganiami normy DIN 43700), która gwarantuje dużą wytrzymałość mechaniczną i odporność na niekorzystne warunki zewnętrzne, w tym zakłócenia elektryczne. Wszyst-kie wskaźniki z tej serii są wyposażone w złącze USB do komunikacji z kompu-terem PC i rejestracji danych pomiaro-
wych za pomocą specjalnego oprogra-mowania. Mają też interfejs RS-485 (Modbus RTU), przeznaczony do komu-nikacji z urządzeniami, np. sterownika-mi PLC czy panelami HMI. Urządzenia są dostępne w dwóch wersjach zasila-nia: 12–36 V DC oraz 230 V AC.
MD150EAplikacje, w których niezbędne jest zli-czanie i wyświetlanie impulsów z enko-derów inkrementalnych, bądź innych źródeł sygnałów kwadraturowych, to odpowiednie miejsce do zastosowania wskaźnika MD150E, przeznaczonego do tego typu pomiarów. Urządzenie jest dodatkowo wyposażone w dwa wyjścia przekaźnikowe oraz wyjście zerujące. Impulsy są zliczane z częstotliwością do 2 MHz i mogą być przeliczane na dowol-ne jednostki oraz zapisywane. Istnieje również możliwość określenia często-tliwości zliczanych impulsów. Przykła-dowym zastosowaniem MD150E jest aplikacja odmierzania długości i ilości ścinek materiału na linii produkcyjnej.
MD150A i MD150TDo pomiaru napięcia 0–10 V lub prądu 0–20 mA przeznaczony jest wskaźnik MD150A, który może współpracować z czujnikami z wyjściem napięciowym, prądowym lub potencjometrycznym. Dla tensometrycznych czujników siły został przygotowany wskaźnik MD150T, który umożliwia pomiary z dokładnością do 0,001 proc. i prze-skalowanie wyniku na dowolną jednost-kę masy lub siły.
MG-TAE1WObit, poza serią MD150, przygotował również wielofunkcyjne urządzenie do pomiaru siły – rejestrator MG-TAE1. Nie tylko umożliwia on pomiar siły, ale jest także wyposażony w dodatkowe wej-ścia do pomiaru przemieszczenia linio-wego (wejście kwadraturowe dla enko-dera oraz napięciowe 0–10 V). Dzięki temu MG-TAE1 doskonale sprawdzi się w takich aplikacjach, jak badanie roz-ciągliwości materiału lub próby zrywa-nia, gdzie potrzebny jest jednoczesny pomiar siły oraz drogi. Urządzenie ma ponadto dwa programowane wyjścia przekaźnikowe oraz dwa wejścia, które mogą służyć do wyzwalania pomiarów. MG-TAE1 wyposażony jest w wyświe-tlacz graficzny oraz czteroprzyciskową klawiaturę, dzięki czemu jego konfigura-cja jest prosta i intuicyjna. Do wyboru jest menu w języku polskim i angielskim.
Wyświetlacz DE38Warto wspomnieć również o modu-le wyświetlacza DE38, wyposażonym w interfejs RS-485 (Modbus RTU). Jest to uniwersalny, siedmiosegmentowy wyświetlacz o wysokości cyfry 38 mm, który znajduje szerokie zastosowa-nie w przemyśle, wszędzie tam, gdzie ważne jest wyraźne wyświetlenie warto-ści pomiaru.
PPH WObit E. K. J. Ober s.c.Dęborzyce 16, 62-045 Pniewy
tel. 61 222 74 22, fax 61 222 74 39e-mail: [email protected]
www.wobit.com.pl
Urządzenia pomiarowe WObit z wyświetlaczem danych
Pomiar długości produktów,
zliczanie dziennej produkcji,
wskazywanie pozycji narzędzia
na tokarce lub innej maszynie, to
jedne z typowych zadań liczników
i wskaźników cyfrowych. W ofercie
firmy WObit można znaleźć szeroką
gamę produktów, służących do
rejestrowania, zliczania oraz
wyświetlania danych z urządzeń
o sygnale analogowym, cyfrowym
oraz tensometrycznym.
Promocja

Pomiary Automatyka Robotyka nr 9/2014 75
Zamek zatrzaskowy BMS składa się z dwóch części: podstawy, która jest montowana na obudowie maszyny oraz elementu zatrzaskowego, mocowanego na drzwiach uchylnych.
Wersja podstawowaW przypadku zastosowania podstawo-wej wersji zamka zatrzaskowego BMS otwarcie drzwi następuje poprzez pocią-gnięcie ich za uchwyt, który jest osobnym
elementem. Pod wpływem działania siły sprężyna poddaje się i zwalnia zamknięcie.
Wersja rozszerzonaZ kolei wersja BMS.L jest wyposażona w sprężynę ze zintegrowaną dźwignią, którą należy odciągnąć w celu otwar-cia drzwi (rys. 1). Dźwignia eliminuje konieczność stosowania dodatkowego uchwytu.Gdy dźwignia zatrzasku BMS.L jest zamknięta, maksymalne obciążenie niszczące wynosi 2500 N. Tak wysoką wartość uzyskano dzięki zastosowaniu technopolimeru na bazie poliamidu, wzmocnionego włóknem szklanym.
AplikacjePrzykładowe aplikacje z użyciem zam- knięć zatrzaskowych BMS oraz BMS.L. zostały przedstawione na rys. 2. Bliższe szczegóły techniczne, dotyczące opisa-nych produktów znajdują się w ich kar-tach katalogowych.
ELESA+GANTER Polska Sp. z o.o.tel. 22 737 70 47fax 22 737 70 48
e-mail: [email protected]
Promocja
ZAMKI NOWOŚCIFo
t. W
Obi
t, E
lesa
+G
ante
r
Rys. 2. Przykładowe zastosowania zatrzasków BMS oraz BMS.L
Rys. 1. Różnice w budowie między zamknięciem BMS i BMS.L
BMS
BMS.L
Firma Elesa+Ganter Polska oferuje nowy zamek
zatrzaskowy o oznaczeniu BMS, do zastosowania
m.in. w konstrukcjach opartych na profilach
aluminiowych. Rozwiązanie to sprawdzi się wszędzie
tam, gdzie potrzebne jest szybkie i łatwe zamykanie
i otwieranie drzwi uchylnych.
Zamek zatrzaskowy BMS

76
NOWOŚCI TWORZYWA KONSTRUKCYJNE
Badania Giulio Natty były na tyle prze-łomowe, iż w 1963 r. ich autor, wraz z Karlem Zieglerem, otrzymali nagro-dę Nobla w dziedzinie chemii. Obecnie owe zmodyfikowane polimery nazy-wane są tworzywami konstrukcyjnymi i mamy z nimi do czynienia na co dzień. Z powodzeniem zastępują najbardziej popularne materiały, takie jak stopy metali, szkło lub drewno.
Polimery w przemyśleW najbardziej zaawansowanych tech-nologicznie gałęziach przemysłu, jak przemysł samochodowy, lotniczy oraz elektrotechniczny, już dawno dostrze-żono korzyści płynące z zastosowania tworzyw sztucznych w produktach. Efektem było powstanie specjalnych jednostek badawczych, których celem
jest wytwarzanie nowych, coraz lep-szych gatunków polimerów. Przykła-dowo 50 proc. detali znajdujących się obecnie w samochodach jest wyko-nanych z tworzywa sztucznego. Są to m.in. elementy oświetlenia, wykończe-nia wnętrza oraz osprzętu silnika.
Firma Elesa+Ganter, dzięki ponad 70-letniemu doświadczeniu, jest pio-nierem w projektowaniu i produkcji standardowych komponentów do ma-szyn i urządzeń. Od początku skupiała się na zastosowaniu polimerów, kładąc nacisk na rozwój nowych technopoli-merów. Prace badawcze w tym zakresie są prowadzone we współpracy z Poli-techniką w Turynie – centrum badaw-czym dla przemysłu samochodowego i Konsorcjum Proplast z Alessandrii – centrum technologii polimerów.
Rozpowszechnienie polimerów
w świecie techniki nastąpiło
relatywnie niedawno. Do ich
popularyzacji przyczyniły się
m.in. badania Giulio Natta
na Politechnice Mediolańskiej,
dotyczące polimerów i zastosowania
związków metaloorganicznych
w polimeryzacji.
SUPER-technopolimer w zastosowaniach przemysłowych
Promocja
Fot.
Ele
sa+
Gan
ter
Fot. 1. Elementy Elesa+Ganter wykonane z SUPER-technopolimeru

Pomiary Automatyka Robotyka nr 9/2014 77
Fot.
Ele
sa+
Gan
ter
Następca metaluSUPER-technopolimery reprezentują naj-bardziej współczesne i zaawansowane inżynieryjnie odmiany materiałów wy-konanych z polimerów. Dzięki dużemu udziałowi procentowemu włókien szkla-nych, powiązanych z bazą polimerową, oraz obecnością (lub nie) aramidu (syn-tetycznych włókien, do których zalicza się m.in. kevlar), SUPER-technopolimery charakteryzują się niezwykłymi parame-trami mechanicznymi oraz termicznymi. Dzięki temu dają o wiele więcej możli-wości niż tradycyjne polimery, czego po-twierdzeniem jest rys. 1.
Zastosowania SUPER-technopolime- ru nie ograniczają się jedynie do wyso-kiej klasy produktów z tworzyw sztucz-nych – coraz częściej wypiera on me-tal. W celu wyprodukowania detalu
z technopolimeru, który do tej pory był wykonywany z metalu, wymagane jest przeprowadzenie szeregu badań i ana-liz, które dotyczą zarówno fazy pro-jektowej elementu (grubość ścianek, kształt, rodzaj wzmocnienia), jak i eks-ploatacyjnej (odporności na zużycie). Przykładowe zestawienie wytrzymałości na rozciąganie SUPER-technopolimeru i różnych stopów metali zostało zapre-zentowanie na rys. 2.
Właściwości SUPER-technopolime-rów oraz dekady doświadczeń i badań firmy Elesa+Ganter umożliwiły produk-cję komponentów do maszyn, które do tej pory były dostępne jedynie ze sto-pów metali. Do takich elementów nale-ży zaliczyć zawiasy, trzpienie ustalają-ce, dźwignie oraz wskaźniki kolumnowe poziomu cieczy z osłoną. Właściwości
mechaniczne i termiczne wymienio-nych produktów umożliwiają ich pełną zamienność z metalowymi odpowied-nikami, oferując przy tym dwie główne zalety: odporność na korozję i mniejszą masę. Właśnie z tych powodów można stwierdzić, że komponenty wykonane z SUPER-technopolimerów łączą w so-bie typowe zalety tworzyw sztucznych z niektórymi parametrami wytrzymało-ściowymi i odpornością stali nierdzew-nej.
Główne zalety Wśród podstawowych zalet SUPER--technopolimerów można wymienić kil-ka cech. Pierwsza z nich to odporność na korozję. Doskonale nadają się one do zastosowań w trudnych warunkach atmosferycznych i w aplikacjach wyma-gających częstego mycia (maszyny spo-żywcze, farmaceutyczne itp.).
Druga to mała masa, która wpływa na obniżenie kosztów transportu i ma-gazynowania. Dodatkowo mała masa SUPER-technopolimerów ma duże zna-czenie w urządzeniach, które są ręcz-nie przenoszone z miejsca na miejsce (sprzęt rehabilitacyjny, urządzenia po-miarowe), bądź z zasady muszą być lekkie (sprzęt latający, pływający). Po-limery cechują się też małym współ-czynnikiem tarcia, dzięki czemu nie ma potrzeby ich cyklicznego smarowania, a konserwacja jest ułatwiona.
Kolejna cecha to izolacja elektrycz-na. Komponenty z tworzyw sztucz-nych zapobiegają przewodzeniu energii elektrycznej. Jest to szczególnie istot-ne z punktu widzenia bezpieczeństwa w aplikacjach, w których użytkownik może mieć fizyczny kontakt z danym detalem. Ważny jest ponadto brak reak-cji na pole magnetyczne.
Do zalet należy także możliwość uzy-skania dowolnych kolorów detali dzięki dodatkowi odpowiedniego pigmentu do wtryskiwanego materiału. Kolor w tak wykonanym elemencie jest odporny na czynniki eksploatacyjne. Jest to jed-nocześnie rozwiązanie ekonomiczne, ponieważ koszt wyprodukowania ele-mentu kolorowego, przy odpowiednich ilościach, staje się bliski kosztowi pro-dukcji ze standardowego polimeru.
ELESA+GANTER Polska Sp. z o.o.ul. Nowa 23, Stara Iwiczna
05-500 Piasecznotel. 22 737 70 47, fax 22 737 70 48
e-mail: [email protected]
Wytrzymałość na rozciąganie *
SUPER-technopolimer
Stop magnezu
Stop AL
Miękka stal
Stop cynku
* Wytrzymałość na rozciąganie/Gęstość
SUPER-technopolimer vs. stopy metali
+40%+25%
+110% +110%+75%
+120%
200%
100%
0%
SUPER-technopolimer
Technopolimer
Wytrzymałość narozciąganie
Warunki
Rodzaj testuISO 527/1A ISO 527/1A ISO 178 ISO 180/1A ISO 179 ISO 75
JednostkiMPa MPa MPa MJ/sq.m MJ/sq.m °C
23°C d.a.m. * 23°C d.a.m. * 23°C d.a.m.* 23°C conditioned** 23°C conditioned** 1,8 MPa d.a.m. *
Moduł sprężystościprzy rozciąganiu
Moduł sprężystościprzy zginaniu
Udarność próbaIZOD-A
Udarność próbaSharpy’ego
Temperatura ugięcia pod obciążeniem
Właściwości
SUPER-technopolimer vs. technopolimer
* Wilgotność próbki jak po wtrysku** Wilgotność względna 50%
Rys. 1. Porównanie cech SUPER-technopolimeru z cechami technopolimeru
Rys. 2. Porównanie odporności na rozciąganie SUPER-technopolimeru i stopów metali

78
NOWOŚCI PREZENTACJA FIRMOWA
Firma Eurotrafo powstała w 2003 r. Początkowo zespół składał się z zaled-wie siedmiu pracowników, ale obecnie rozrósł się już do 45 osób. Celem dzia-łania przedsiębiorstwa, od pierwszych dni jego powstania, była produkcja transformatorów i innych elementów indukcyjnych oraz wprowadzenie wy-robów na rynek krajowy i zagraniczny. Ten cel udało się osiągnąć – obecnie
produkty Eurotrafo znajdują zastoso-wanie zarówno na polskim rynku, jak i w krajach Unii Europejskiej.
Produkty i ich zastosowaniaWyroby firmy Eurotrafo są stosowane w wielu dziedzinach przemysłu, m.in. w:• spawalnictwie,• aparaturze łączeniowej,• kolejnictwie,• systemach oświetleniowych,• instalacjach przemysłowych i domo-
wych.Pełna lista ich zastosowań jest jed-
nak bardzo długa.Wszystkie produkty Eurotrafo są
projektowane i wykonywane wg indy-widualnych wymagań klientów. Dzięki wysoko wykwalifikowanej kadrze biuro projektowe firmy oferuje klientom tak-że doradztwo techniczne. Pozwala to na stworzenie i wyprodukowanie nowo-czesnych wyrobów, maksymalnie speł-niających wszelkie wymagania odbior-ców. Firma wykonuje także produkty w oparciu o dokumentację techniczną odbiorców, a wszystkie transformatory są produkowane zgodnie z wymagania-mi norm europejskich.
Atuty i klienciAtutami firmy są także:• krótkie terminy realizacji zamówień,• konkurencyjne ceny – zawsze nego-
cjowane indywidualnie,
• możliwość wytwarzania zarówno produktów jednostkowych, jak i dłu-gich serii wyrobów,
• dogodne terminy i sposoby dostaw,• dogodne terminy płatności.
Klientami Eurotrafo są zarówno klienci indywidualni, małe i średnie fir-my, jak i koncerny globalne.
W ostatnich pięciu latach firma cały czas inwestuje w rozwój przedsiębior-stwa, czego wynikiem są nowoczesny park maszynowy oraz nowy budynek firmy, dający możliwość elastycznego zwiększania zdolności produkcyjnych.
Od 2008 r. Eurotrafo ma certyfikat ISO 9001:2001, potwierdzany w kolej-nych latach audytami. Obecnie posia-dany ma oznaczenie FM 543913 i zo-stał wydany przez BSI, według normy ISO 9001:2008.
Eurotrafo jest także autoryzowanym dostawcą dla wielu znanych firm glo-balnych. Uzyskanie tego statusu było możliwe dzięki audytom, prowadzonym przez klientów firmy.
EUROTRAFO Sp. z o.o.ul. Rataja 16
96-100 Skierniewicetel. 46 833 42 30fax 46 833 42 30
e-mail: [email protected]
Eurotrafo to polski producent
transformatorów i innych elementów
indukcyjnych, który może
pochwalić się 11-letnią historią.
Na przestrzeni lat firma znacząco
się rozwinęła i zdobyła zaufanie
wielu zagranicznych partnerów oraz
uzyskała certyfikaty potwierdzające
jakość oferowanych wyrobów.
EUROTRAFO – produkty i możliwości
Promocja
Autotransformator
Transformator toroidalny
Fot.
Eur
otra
fo

*Pra
cujm
y ra
zem
!
Czy…… szukacie sprawdzonych rozwiązań do
realizowanych projektów?… pragniecie „namierzyć” nowych
podwykonawców ?… chcecie spotkać swoich dostawców w ciągu
jednego dnia?… pragniecie zapoznać się z nowościami
z dziedziny gospodarki i technologii?Znajdziecie właściwe odpowiedzi podczas 4 dni trwania Targów.
Know-how podwyKonawstwa i kooperacji przemysłowej z całego świata w jednym miejsCuobróbka metali / obróbka tworzyw sztucznych, kauczuku, kompozytów / elektronika i elektrotechnika / mikrotechnika, maszyny specjalne / tekstylia techniczne,obróbka powierzchni/mocowania przemysłoweUsługi dla przemysłu/ przegląd i konserwacja
midest 2013 w liCzbaCh 1 702 wystawców, w tym 40 % spoza Francji z 37 krajów42 101 odwiedzających z różnych branż z 84 krajów
targi towarzyszące
4 > 7 listopada Centrum Wystawowe Paris Nord Villepinte - Francja
www.midest.com
ZarejesTruj DarMOWĄ
WejścióWkę na www.midest.com
Kod: PZ
Focus edycja 2014tunezja – gość honorowy targów
lotnictwo - sektor w centrum zainteresowania targów
spotkania biznesowekanał tV !
Zapraszamy na nasze strony internetowe !
www.midest.com
międzynarodowe targi podwykonawstwa i kooperacji przemysłowej - Nr 1 na świecie
2014
kontakt: +48 22 815 64 [email protected]
MIDEST2014-205x295-visiteur-POL.indd 1 16/07/14 12:03

80
FORUM MŁODYCH
Wielofunkcyjna platforma mobilna
Szymon Kochanowski
Koło Naukowe Automatyki i Robotyki, Wydział Elektryczny, Politechnika Białostocka
Zezwala się na korzystanie z artykułu na warunkach licencji Creative Commons Uznanie autorstwa 3.0
Streszczenie: W pracy opisano wielofunkcyjną, autonomiczną platformę mobilną. Przedstawiono konstrukcję, napęd oraz pod-stawowe właściwości urządzenia, takie jak możliwość pracy w trybie automatycznym, trybie typu LineFollower oraz trybach zdalnej kontroli realizowanych za pomocą pilota pracującego w standardzie RC5 oraz modułu Bluetooth.
Słowa kluczowe: platforma, mobilna, sterowanie zdalne, mikro-kontroler
DOI: 10.14313/PAR_211/80
raz z rozwojem elektroniki czy też techniki cyfrowej i związaną z tym powszechną dostępnością podze-
społów elektronicznych coraz więcej osób próbuje konstru-ować własne urządzenia, takie jak autonomiczne roboty mobilne, roboty kroczące, czy też manipulatory. Pomysły na własne konstrukcje, a także wiedzę z zakresu elektroniki, mechaniki, czy też informatyki, niezbędną do wykonania i zaprojektowania strategii sterowania takiego urządzenia młodzi konstruktorzy najczęściej pozyskują z portali inter-netowych, np. [6], a także z literatury [2, 3, 5]. W środowisku akademickim jedną z dróg do budowy robota jest jego reali-zacja w ramach projektu koła naukowego.
Niniejsza praca jest poświęcona wielofunkcyjnej, auto-nomicznej platformie mobilnej. Urządzenie zostało wyko-nane na potrzeby koła naukowego i jest przeznaczone dla szerokiego kręgu odbiorców interesujących się tzw. robotyką amatorską. Począwszy od początkujących konstruktorów, którzy od podstaw mogą poznać metodykę formułowania założeń projektowych dla tego rodzaju urządzeń, dobór napędu oraz jego sterowanie z poziomu mikrokontrolera.
Osoby o pewnym doświadczeniu mogą z kolei poznać sposób integracji rożnego rodzaju metod zarządzania platformą jak zdalne sterowanie za pomocą technologii Bluetooth lub pilota (kod RC5), a także tworzenie strategii autonomicznego przejazdu platformy przy wykorzystaniu czujników odległo-ści lub czujników odbiciowych.
1. Podwozie
Podwozie każdego robota mobilnego jest jedną z jego naj-istotniejszych części. Odpowiednio wykonane pozwala na długą i bezproblemową eksploatację urządzenia. Opisy-wana platforma ma kształt prostopadłościanu o wymiarach 300 mm × 200 mm × 70 mm (długość, szerokość, wysokość). Konstrukcja nośna została wykonana w postaci ramy z pro-fili aluminiowych i następnie obłożona szkłem akrylowym. Napęd platformy stanowią cztery silniki prądu stałego Modelcraft z wbudowaną przekładnią 18:1. Sterowanie sil-nikami odbywa się za pomocą układów scalonych (drive-rów) L298N (opis w dalszej części) [4]. Na wałach każdego z silników zamontowano koło złożone z podwójnej zębatki (stosowane w kołach rowerowych) o średnicy 90 mm, na których osadzono gąsienice na każdej stronie platformy. Zostały one wykonane z elementów łańcucha rowerowego, które następnie połączono ze sobą za pomocą śrubek M6. Między dwoma łańcuchami znajdującymi się na zębatkach (w odległości 40 mm), umieszczono rurkę silikonową, która zapewnia odpowiednią przyczepność platformy do podłoża. Możliwa jest zmiana trybu mobilności pojazdu na cztero-kołowy z czterema mniejszymi gąsienicami osadzonymi na każdym kole zębatym. Na poniższych rysunkach pokazano opisywane elementy napędowe platformy mobilnej.
Rys. 1. Silnik DC Modelcraft (po lewej), układ L298 (po prawej)Fig. 1. Modelcraft DC motor (left side), driver L298 (right side)
Rys. 2. Zmontowane koło (po lewej), gąsienica (po prawej)Fig. 2. Assembled wheel (left side), track chain (right side)

Pomiary Automatyka Robotyka nr 9/2014 81
2. Część elektryczna
Na część elektryczną platformy składają się dwa zasadnicze elementy: układ zasilania oraz moduł sterujący.
2.1. Układ zasilaniaDo zasilania urządzenia został wykorzystany pakiet litowo-polimerowy (Li-pol) o napięciu 7,4 V i pojemności 2300 mAh. Napięcie baterii, w zależności od stopnia jej nała-dowania, zawiera się w przedziale 6…8,4 V. Ze względu na specyficzną budowę tego typu ogniwa należy zwracać szcze-gólną uwagę na fakt, że długotrwała eksploatacja poniżej dolnej wartości progowej (minimalne napięcie rozładowa-nia) może trwale uszkodzić pakiet [1]. Układ elektroniczny został zatem przystosowany do pomiaru napięcia baterii. W tym celu zastosowano dzielnik złożony z dwóch rezysto-rów o takiej samej rezystancji. Obniżona o połowę wartość napięcia jest podawana na wejście przetwornika analogowo--cyfrowego wbudowanego w mikrokontroler sterujący. W ten sposób jest ona na bieżąco monitorowana i pokazywana na wyświetlaczu LCD (opis w dalszej części artykułu: panel ope-ratorski). Wszystkie elementy elektroniczne (mikrokontroler, sterowniki silników, czujniki, moduł Bluetooth) są zasilane napięciem o wartości 5 V. Do jego uzyskania konieczne było zastosowanie liniowych stabilizatorów LM1084 typu LDO (Low Drop Out linear regulator) o napięciu dropout 0,5 V i wydajności prądowej 5 A.
2.2. Moduł sterujący Moduł sterujący został wykonany na jednej płytce PCB i zawiera mikrokontroler rodziny AVR, dwa sterowniki sil-ników – układy L298N wraz z diodami zabezpieczającymi 1N5822 oraz stabilizatory i elementy bierne wymagane do ich poprawnej pracy. Wizualizacja płytki modułu sterują-cego jest pokazana na rys. 3.
Najważniejszym elementem modułu jest 8-bitowy mikro-kontroler ATmega32. Układ ten został wybrany głównie ze względu na jego popularność zarówno wśród początkujących, jak i bardziej zaawansowanych konstruktorów-programistów. Rozmiar pamięci Flash o pojemności 32 kB jest w zupeł-ności wystarczający dla programu obsługującego wszystkie podzespoły platformy.
3. Panel operatorski
Do zarządzania platformą służy panel operatorski. Składa się on z wyświetlacza LCD (2×16) zgodnego ze sterow-
nikiem HD44780 oraz trzech monostabilnych przycisków umieszczonych pod nim. Całość została osadzona w górnej obudowie platformy. Widok panelu z jedną z wybranych opcji jest pokazany na rys. 4.
Użytkownik ma do wyboru następujące opcje: spraw-dzenie stan naładowania akumulatora; automatyczny tryb jazdy; tryb jazdy Line Follower; tryb sterowania zdalnego za pomocą pilota RC5 a także tryb sterowania z wykorzy-staniem modułu Bluetooth. Funkcje przypisane do przyci-sków polegają na zatwierdzaniu danej opcji pojawiającej się w menu wyświetlacza (zielony przycisk środkowy) oraz przechodzeniu do kolejnej (lewy przycisk czarny) lub cofaniu się do poprzedniej opcji (prawy czerwony przycisk). Wybór następuje przed uruchomieniem pojazdu.
4. Tryby sterowania platformą
Zasadniczym celem, którym kierowano się podczas realiza-cji platformy, było wyposażenie jej w kilka funkcjonalno-ści, pokazujących różne możliwości sterowania urządzeniem. Poniżej zostały skrótowo opisane poszczególne tryby.
4.1. Tryb automatycznyTryb polega na poruszaniu się pojazdu z wykorzystaniem analogowych czujników odległości (dalmierzy). W tym try-bie zadaniem platformy jest omijanie przeszkód pojawiają-cych się na trasie przejazdu. Robot posiada dwa czujniki umieszczone z przodu i z tyłu obudowy w centralnych jej punktach na wysokości ok. 100 mm od podłoża. Do loka-lizacji przeszkód użyto popularnych w robotyce dalmierzy GP2D12 firmy SHARP. Zastosowany czujnik mierzy odle-głość w zakresie 10…80 cm od przeszkody. Zasada działa-nia dalmierza jest następująca: modulowane promieniowanie z diody IR (Infrared) jest ogniskowane w soczewce nadajnika i oświetla przestrzeń przed czujnikiem. Po dotarciu do prze-szkody promień zostaje częściowo rozproszony, a częściowo odbity. Część promieniowania wraca w kierunku czujnika, gdzie oświetla linijkę CCD (Charge Coupled Device). W efek-cie otrzymuje się hiperboliczną zależność napięcia od odle-głości. Orientowanie się na wskazania czujnika polega na ustaleniu określonych przedziałów napięcia, w których plat-forma ma podejmować odpowiednią akcję. Należy zaznaczyć, że w tym przypadku konieczne jest wykorzystanie przetwor-
Rys. 4. Panel operatorski z opcją monitorowania stanu naładowa-nia akumulatora
Fig. 4. Operator panel with option to monitor of battery status
Rys. 3. Wizualizacja płytki sterującej Fig. 3. Visualization of the control board

82
FORUM MŁODYCH
nika analogowo-cyfrowego mikrokontrolera lub skorzystanie z zewnętrznego komparatora analogowego. W opisywanej platformie zastosowano pierwsze rozwiązanie.
W trybie automatycznym, w zależności od akcji wykony-wanej przez platformę na podstawie sygnałów z dalmierzy, na wyświetlaczu LCD mogą pojawiać się następujące napisy: „Jazda do przodu”, „Jazda do tylu”, „Przeszkoda zwalniam” oraz „Brak przejazdu skrecam”.
4.2. Tryb Line FollowerTryb polega na naśladowaniu znanych m.in. z zawodów robo-tycznych mobilnych robotów klasy Line Follower, które poru-szają się po czarnej linii umieszczonej na jasnej powierzchni. Różnica polega jednak na tym, że platforma ma tylko za tą linią podążać, a nie (w odróżnieniu od wspomnianych robotów) pokonywać trasę jak najszybciej. Działanie plat-formy w tym trybie jest także doskonałą prezentacją pew-nego rodzaju transportu, w którym roboty mobilne przewożą określone ładunki z punktu A do B po linii. Detekcja czarnej linii w opisywanym pojeździe odbywa się przy wykorzysta-niu trzech czujników (transpotorów odbiciowych) QRD1114, które zostały podłączone zgodnie z ich notą aplikacyjną. W przypadku tych układów kolor biały odpowiada wartości napięcia (na złączu kolektor-emiter fototranzystora) bliskiej „0” logicznemu, zaś kolor czarny – „1” logicznej. Stan czujni-ków w opisanym przypadku przypomina obsługę przycisków typu microswitch podłączonych do mikrokontrolera. Czuj-niki zrealizowano na oddzielnej płytce PCB, montowanej od spodu platformy, tylko w przypadku korzystania z tego trybu. Czujniki rozmieszczono w jednej linii w odległości 25 mm od siebie. W zależności od aktualnego położenia czuj-ników nad czarną linią jest podejmowana następująca akcja: a) czujnik lewy na linią – prawe silniki są zatrzymane, lewe są aktywne, b) czujnik środkowy na linią – prawe i lewe sil-niki są aktywne, c) czujnik prawy nad linią – lewe silniki są zatrzymane, prawe są aktywne, d) żaden z czujników nie jest nad linią – wszystkie silniki są zatrzymane.
W tym trybie na wyświetlaczu LCD mogą pojawiać się następujące napisy: „Jazda do przodu”, „Jazda do tylu”, „Skret w lewo”, „Skret w prawo”, „Stop”.
4.3. Tryb sterowania pilotem RC5Tryb polega zdalnym sterowaniu platformą za pomocą pilota pochodzącego od sprzętu RTV. Przy doborze odbiornika do pilota ważne jest określenie częstotliwości nośnej, z jaką pra-cuje pilot. W opisywanym przypadku jest to 36 kHz i do tej właśnie częstotliwości musi być dostosowany wewnętrzny filtr odbiornika podczerwieni. Ważne jest takie rozpatrywa-nie kodów przypisywanych do klawiszy pilota. W urządzeniu wykorzystano odbiornik TSOP 4836 (rys. 5) z wbudowa-nym wzmacniaczem. Pokazany na poniższym rysunku pilot wykorzystuje standard RC5, stworzony przez firmę Philips do sterowania urządzeniami multimedialnymi.
Sterowanie platformą jest realizowane przy użyciu pięciu klawiszy. Są to przyciski od przełączania programów w górę (kod 0x20) i w dół (kod 0x21) – jazda do przodu oraz do tylu, klawisz zatwierdzający zatrzymanie platformy „ok” (kod 0x3B) oraz klawisze sterujące poziomem siły głosu (kod 0x20, 0x21) – skręt w lewo oraz w prawo.
W tym trybie na wyświetlaczu LCD pojawiają się podobne informacje jak w trybie Line Follower.
4.4. Tryb sterowania za pomocą BluetoothDo sterowania platformą w tym trybie wykorzystano popu-larny moduł Bluetooth z układem BTM-222 firmy Rayson (rys. 6) pracujący w klasie 1 (transmisja bezprzewodowa o zasięgu do 100 m). Zaletą tego urządzenia jest jego prosta obsługa za pomocą mikrokontrolera i modułu USART (Uni-versal Synchronous and Asynchronous Receiver and Trans-mitter) z wykorzystaniem dwóch linii TxD oraz RxD.
Moduł BTM-222 jest fabrycznie skonfigurowany jako Slave z następującymi parametrami transmisji szeregowej: 19 200 b/s, 8 bitów danych, brak bitu parzystości, 1 bit stopu. Komunikacja z modułem w celu zmian jego para-metrów odbywa się za pomocą komend AT. Sterowanie platformą jest realizowane z wykorzystaniem klawiatury numerycznej komputera (rys. 7). Poszczególnym klawiszom zostały przypisane następujące funkcje: 8 – jazda do przodu, 6 – skręt w prawo, 2 – jazda do tyłu, 4 – skręt w lewo, 5 – stop. Aby nawiązać komunikację z platformą, w której znajdujemy BTM-222 należy w komputerze wyposażonym w zintegrowany odbiornik Bluetooth (lub przenośny podłą-czany do portu USB, tworzący wirtualny port szeregowy COM) włączyć dowolny program terminalowy (np. Hyper-Terminal) i ustawić w nim takie same parametry transmisji
Rys. 5. Wykorzystany pilot w standardzie RC5 (po lewej), odbior-nik TSOP4836 (po prawej)
Fig. 5. Used remote controller in RC5 standard (left side), rece-iver TSOP4836 (right side)
Rys. 6. Moduł Bluetooth z układem BTM-22Fig. 6. Bluetooth module with BTM-22
Rys. 7. Fragment klawiatury przeznaczonej do sterowania Fig. 7. Section of keyboard designed to streering
Koło Naukowe Automatyki i Robotyki

Pomiary Automatyka Robotyka nr 9/2014 83
szeregowej, z jakimi jest skonfigurowany układ BTM-222. W tym trybie na wyświetlaczu LCD pojawiają się podobne informacje jak w trybie Line Follower.
Oprogramowanie zarządzające platformą zostało opra-cowane w języku C w środowisku AVRStudio4. Z nieopi-sanych w pracy elementów warto wspomnieć, że na płytce sterującej został zaimplementowany programator mikrokon-trolerów AVR zgodny z USBasp (na obudowę urządzenia zostało wyprowadzone gniazdo USB do połączenia z kompu-terem PC). Taka funkcjonalność pozwala każdej osobie (w szczególności początkującej) szybko przetestować własną strategię sterowania platformą. Finalna wersja wielofunkcyj-nej platformy mobilnej jest pokazana na rys. 8.
5. Uwagi końcowe
W pracy opisano konstrukcję wielofunkcyjnej autonomicz-nej platformy mobilnej wykonaną na potrzeby uczestników koła naukowego.
Platforma integruje w sobie wiele elementów (silniki, czujniki, elementy komunikacji bezprzewodowej), których programowa obsługa z poziomu mikrokontrolera jest podstawą do tworzenia własnych konstrukcji dla osób zarówno początkujących, jak i bardziej zaawansowanych. Urządzenie może realizować automatyczny tryb jazdy, tryb jazdy typu Line Follower, a także dwa tryby sterowania bezprzewodowego: za pomocą pilota RC5 i z wykorzysta-niem technologii Bluetooth.
Rozszerzenie funkcjonalności platformy może obejmować implementację systemu wizyjnego lub napędu aktywnego, polegającego na zastosowaniu dodatkowej pary gąsienic z przodu urządzenia, sterowanej za pomocą serwomechani-zmów lub silników krokowych i uruchamianej w momencie pokonywania znacznych nierówności terenu. Prace w tych kierunkach są już prowadzone.
Bibliografia
1. Czerwiński A., Akumulatory, baterie, ogniwa, Wyd. WKiŁ 2012.
2. Doliński J., Mikrokontrolery AVR w praktyce, Wyd. BTC, Legionowo 2008.
3. Kardaś M., Mikrokontrolery AVR. Język C – podstawy programowania, Wyd. ANTEL, Szczecin 2011.
4. Przepiórkowski J., Silniki elektryczne w praktyce elek-tronika. Wyd. BTC, Warszawa 2007.
5. Siegwart R., Nourbakhsh I. R., Introduction to autono-mus mobile robots, MIT, 2004.
6. www.forbot.pl.
Multifunctional mobile platform
Abstract: The paper presents description of a multifunctional mobile platform. The possibilities of the control of the device have been described. The platform can be extended by the vision system and active suspension system.
Keywords: mobile platform, remote control, microcontroller
Artykuł recenzowany, nadesłany 01.07.2014 r., przyjęty do druku 18.08.2014 r.
Rys. 8. Wielofunkcyjna platforma mobilona Fig. 8. Multifunctional mobile platform
inż. Szymon Kochanowski
Student studiów II stopnia kierunku Elek-trotechnika na Wydziale Elektrycznym Politechniki Białostockiej. Aktualnie pełni funkcję przewodniczącego Koła Nauko-wego Automatyki i Robotyki. Zaintereso-wania: robotyka, elektronika, programo-wanie mikrokontrolerów, piłka nożna. e-mail: [email protected]
Koło Naukowe Automatyki i Robotyki funkcjonuje na Wydziale Elektrycznym Politechniki Białostockiej i jest związane z Kate-drą Automatyki i Elektroniki (KAiE). Prace członków koła koncentrują się na zagadnieniach z zakresu szeroko pojętej automatyki, robotyki oraz zastosowaniach techniki mikropro-cesorowej w tych dziedzinach. Głównym celem działalności koła jest rozwijanie i pogłębianie wiedzy oraz zainteresowań studentów w wymienionych wyżej obszarach poprzez wspólne dyskusje i prace nad autorskimi konstrukcjami robotów, mani-pulatorów czy też sterowników mikroprocesorowych.
Dane kontaktowe: Koło Naukowe Automatyki i RobotykiPolitechnika BiałostockaWydział Elektryczny ul. Wiejska 45D, 15-354 Białystokhttp://we2.pb.edu.pl/~knair/index.html
Zarząd Koła: Prezes – Szymon Kochanowski Wiceprezes – Krzysztof Gąsowski Opiekun Koła – dr inż. Rafał Kociszewski
Koło Naukowe Automatyki i Robotyki

84
NAUKA Zezwala się na korzystanie z artykułu na warunkach licencji Creative Commons Uznanie autorstwa 3.0
Robot poruszający się po napowietrznych liniach energetycznych średniego
i wysokiego napięcia
Krzysztof Giełdziński
Wydział Elektrotechniki i Automatyki, Politechnika Gdańska
Streszczenie: W artykule przedstawiono innowacyjne rozwiązanie, jakim jest robot mobilny zdolny do poruszania się po napowietrznych liniach średniego i wysokiego napięcia. Omówiono wybrane aspekty środowiska, w jakim docelowo może znaleźć zastosowanie robot, jego konstrukcję mechaniczną, część elektryczno-elektroniczną oraz oprogramowanie nadzorujące pracę robota. Opisano również prze-prowadzone badania weryfikacyjne na linii wysokiego napięcia.
Słowa kluczowe: robotyka, robot mobilny, linie napowietrzne, inspekcja, energetyka
DOI: 10.14313/PAR_211/84
1. Wprowadzenie
Podstawowym elementem każdego systemu energetycznego, związanego z dystrybucją energii elektrycznej, są linie przesy-łowe. Można je podzielić na dwie grupy – linie kablowe i linie napowietrzne. Realizują one przesyłanie energii od miejsc wytwarzania do miejsc odbioru, stanowiąc tym samym jeden z najważniejszych aspektów bezpieczeństwa energetycznego kra-jów wysokorozwiniętych. Odpowiadają one za zapewnienie cią-głości i niezawodności dostaw energii elektrycznej. W związku z rosnącą z roku na rok konsumpcją energii konieczne jest nie tylko budowanie nowych elektrowni, ale także rozbudowa i zwiększenie zdolności przesyłowych systemu elektroenerge-tycznych linii napowietrznych. Poza tym kluczową rolę pełnią modernizacja, konserwacja oraz właściwa eksploatacja wspo-mnianych linii w celu zapobiegnięciu tzw. blackoutów, które skutkują wyłączeniem energii elektrycznej często na dużych i gęsto zaludnionych obszarach. W celu ograniczenia wystę-powania tychże przerw opracowuje się rozwiązania w różnych obszarach techniki. Tworzone są procedury działania, nowe ulepszone systemy nadzorujące i rozwiązania techniczne prze-wodów elektroenergetycznych, a także rozwiązania niekon-wencjonalne, takie jak na przykład roboty do prac na liniach przesyłowych [1].
W systemie energetycznym funkcjonującym w Polsce główną rolę w przesyłaniu energii odgrywają linie napowietrzne. Pomi-jając najstarsze urządzenia o nietypowym napięciu znamiono-
wym stopniowo wycofywane z eksploatacji, spotyka się i buduje następujące linie: – linie 230/400 V, o długości kilkuset metrów, bezpośrednio
zasilające budynki mieszkalne i innych drobnych odbiorców; – linie 15 kV i 20 kV, o długości do kilkunastu kilometrów,
wchodzące w skład sieci rozdzielczych dużych miast, zakła-dów przemysłowych i obszarów wiejskich oraz dosyłające energię do mniejszych miast i zakładów przemysłowych śred-niej wielkości;
– linie 110 kV, o długości do kilkudziesięciu kilometrów, dosy-łające energię do GPZ (głównych punktów zasilających) większych miast i większych zakładów przemysłowych;
– linie 220 kV i 400 kV, o długości do kilkuset kilometrów, spełniające rolę linii przesyłowych pokrywających obszar całego kraju; w powiązaniu ze sprzęgającymi je stacjami tworzą system elektroenergetyczny, który łączy większe elek-trownie i punkty poboru energii, a także ma połączenia z zachodnioeuropejskim systemem elektroenergetycznym.Spotyka się również (głównie w krajach rozległych – Rosja,
USA, Kanada) linie o wyższym napięciu znamionowym, np. 500 kV, 750 kV i 1200 kV prądu przemiennego [2].
Duża ilość linii energetycznych oraz ich różnorodność stwarza problemy związane z ich utrzymaniem, konserwacją i inspekcją. W związku z powyższym na całym świecie powstają różnego rodzaju konstrukcje urządzeń poruszających się po napowietrznych liniach przesyłowych energii elektrycznej. Do najbardziej znanych robotów zdolnych do przemieszczania się w omawianym środowisku należą robot Expliner japońskiej firmy Hibot i Kansai Electric Power Co. oraz robot LineScout firmy Hydro-Quebec.
Rys. 1. Robot Expliner [3]Fig. 1. Expliner robot [3]

Pomiary Automatyka Robotyka nr 9/2014 85
Pierwszy ze wspomnianych robotów – Expilner, jest konstrukcją zdolną poru-szać się po dwóch wybranych liniach prze-syłowych wysokiego napięcia. Podczas przemieszczania się dokonuje inspek-cji i wykonuje odpowiednie pomiary, nie zważając na przeszkody pojawiające się na jego drodze. Robot Expliner potrafi pokonywać przeszkody, jakimi są różnego rodzaju zaciski i złączki, będące osprzę-tem linii energetycznej. Potrafi również przemieszczać się między fragmentami linii oddzielonymi słupem energetycznym. Zaawansowana metoda przenoszenia środka ciężkości robota za pomocą specjalnego ramienia oraz układ szczęk umożliwiający utrzymanie robota w miejscu, zapewnia sprawne omijanie napotkanej przeszkody – słupa czy izolatora. Jednakże wiąże się to z niedoskonałością tego robota. Konstruk-cja urządzenia pozwala na sprawne poru-szanie się i omijanie przeszkód, zarówno autonomicznie, jak i zdalnie, tylko na wybranych typach linii przesyłowych energii elektrycznej [4].
Drugą konstrukcją wartą krótkiego omówienia jest robot LineScout. Stanowi on znacznie bardziej rozbudowane urządze-nie. Przeznaczony jest do poruszania się tylko po jednym prze-wodzie napowietrznym i wykonywania nie tylko inspekcji, ale także prostych czynności za pomocą zamontowanego manipula-tora (np. odkręcanie lub dokręcanie śrub osprzętu linii). Robot LineScout sterowany jest przez operatora, który na bieżąco ma podgląd na to, co dzieje się wokół robota. Umożliwia to system wizyjny składający się z kilku kamer. Podobnie jak robot Expil-ner, LineScout potrafi omijać napotkane na linii napowietrznej przeszkody, jak na przykład zaciski, złączki, izolatory. Jednak wspomniana czynność sterowana jest przez operatora, a nie jak w poprzednio opisanej konstrukcji autonomicznie [5].
Omawiany w artykule robot powstał w odpowiedzi na brak w Polsce rozwiązań inspekcji linii napowietrznych z wykorzy-staniem robotów. Stanowi on podstawę do dalszych badań i rozwoju technik inspekcyjnych tego typu. Podczas konstru-owania robota nie dążono do utworzenia konstrukcji przewyż-szającej osiągnięcia firm z Japonii czy USA. Powodem tego była zbyt mała zdolność finansowa oraz przede wszystkim ograni-czone zaplecze naukowo-techniczne twórców.
2. Przeznaczenie robota
Opracowany robot przeznaczony jest docelowo do prac związa-nych ściśle z energetyką – eksploatacją i utrzymaniem w nale-żytym stanie sieci dystrybucyjnej energii elektrycznej. Robot w ramach wspomnianych prac może być wykorzystany do: – inspekcji stanu technicznego przewodów napowietrznych,
izolatorów i osprzętu elektroinstalacyjnego; – odszraniania i odladzania przewodów napowietrznych; – sprawdzania potencjalnych kolizji linii energetycznej z ele-
mentami otoczenia (np. gałęziami drzew); – umieszczenia aparatu rentgenowskiego do przeprowadzania
badań rdzeni przewodów.
Wykorzystanie tego typu urzą-dzenia może umożliwić ponadto zwiększenie bezpieczeństwa elektro-monterów wykonujących prace powią-zane z utrzymaniem linii średniego i wysokiego napięcia.
3. Część mechaniczna
Kluczową rolę w omawianym robocie odgrywa część mechaniczna. Założono, że konstrukcja urządzenia będzie wyko-nana w całości z blachy aluminiowej o grubości 4 mm, jej masa nie powinna przekraczać 20 kg i powinna umożli-wiać swobodne manipulowanie przez jedną osobę oraz gwarantować łatwość umieszczenia na linii energetycznej. Ponadto jej zadaniem jest stanowienie podstawy dla układów napędowych, mechanizmu poruszania ramion oraz
wszelkich układów elektrycznych i elektronicznych. Konstrukcję nośną podzielono na 3 zasadnicze części:
– podstawę robota wraz z obudowami elementów elektrycz-nych i elektronicznych;
– wózek napędowy; – ramiona robota.
Pracę nad projektem konstrukcji nośnej rozpoczęto od zamodelowania istniejących elementów, jakie miały wchodzić w skład konstrukcji robota. Należą do nich: silniki, łożyska, przeguby kulowe, śruba trapezowa, nakrętka pociągowa, bloki montażowe śruby trapezowej, koła pasowe, sprężyny naciągowe, uchwyt robota. Modele poszczególnych elementów posłużyły do utworzenia modelu 3D całego robota. Model wraz z opisem poszczególnych elementów został przedstawiony na rys. 3.
Kolejnym istotnym elementem wchodzącym w skład części mechanicznej są układy napędowe. Pierwszy z nich odpowiada za przemieszczanie robota po linii energetycznej. Został on opracowany z wykorzystaniem silnika prądu stałego o mocy 80 W i napięciu znamionowym 40 V. Drugi układ napędowy realizuje ruch ramion, do góry i w dół, w celu dociśnięcia rolek podporowych do przewodu. W tym układzie napędowych zasto-sowano również silnik prądu stałego, lecz o nieco mniejszej mocy – 50 W i napięciu znamionowym 40 V.
Układ służący do poruszania robota po linii energetycznej oprócz wspomnianego silnika składa się z przekładni ślimako-wej oraz odpowiedniego układu kół zębatych, tworzących wraz z paskiem napędowych przekładnię pasową. Ponadto ważną rolę odgrywają rolki napędowe wykonane z tworzywa sztucz-nego – poliamidu, umieszczone na specjalnie przygotowanych wałkach i odpowiednio łożyskowane. Na rys. 4 przedstawiono model opisywanego układu napędowego.
Drugi układ napędowy został również wyposażony w prze-kładnię ślimakową. Ruch ramion realizowany jest za pomocą pociągowej śruby z gwintem trapezowym. Śruba ta jest napę-dzana z wyjścia przekładni silnika poprzez przekładnię pasową zębatą. Poruszanie ramion odbywa się za pomocą cięgien alumi-niowych, łączących za pośrednictwem przegubów ramiona robota z nakrętką na śrubie trapezowej. Ruch nakrętki w górę
Rys. 2. Robot LineScout [3]Fig. 2. LineScout robot [3]

86
NAUKA
powoduje składanie się ramion (ruch ramion w górę – doci-skanie do linii), natomiast ruch nakrętki w dół – rozkładanie.
Na podstawie tak przygotowanych modeli 3D wykonano fizyczny prototyp robota w skali 1:1. Na rys. 5 i 6 został przed-stawiony efekt prac konstrukcyjnych i montażowych (z zamon-towanym całym osprzętem elektrycznym i elektronicznym).
4. Część elektryczna i elektroniczna
Istotnym fragmentem omawianego robota jest część elektryczna i elektroniczna. Została ona wykonana w pełni samodzielnie tak, aby spełniać założoną funkcjonalność urządzenia. Na rys. 7 przedstawiono ogólny schemat blokowy układu elektryczno--elektronicznego.
Na schemacie zaznaczono najważniejsze elementy składowe układu elektronicznego robota. Poszczególne kolory odpowia-dają: – morelowy – główny mikrokontroler sterujący STM32 F4; – żółty – elementy elektroniczne znajdujące się na płycie bazo-
wej robota; – zielony – peryferia robota, urządzenia zewnętrzne, które nie
są montowane na płycie bazowej.W celu realizacji układu elektryczno-elektronicznego zapro-
jektowano, a następnie wykonano płytę bazową (rys. 8). Umieszczono na niej m.in.: podstawę do zamontowania płyty ewaluacyjnej STM32F4 Disco-very, układy przygotowania zasilania (m.in. przetwornica napięcia), układy pomiaru prądów silników i napięcia pakietu baterii, układy mostków H, realizujące sterowanie napędami.
Układem odpowiedzialnym za kontrolę pracy całego robota jest mikrokontroler STM32F407VGT6 umieszczony na płycie ewaluacyjnej Discovery. Jest to mikrokontroler, który wyposażony jest w rdzeń ARM Cortex M4, 1 MB pamięci typu Flash, 192 kB pamięci RAM, obsługuje inter-fejsy USB, USART, UART, SPI i CAN [6]. Realizuje on sterowanie i nadzo-
rowanie pracą całego robota. To właśnie na nim został zaim-plementowany program sterujący i serwer do komunikacji ze stacją operatorską.
Ważnymi elementami układu elektronicznego są mostki H wykonane na tranzystorach MOSFET z kanałem typu n. Reali-zują one sterowanie prędkością i kierunkiem obrotu silnika napędu głównego i silnika ruchu ramion. Regulacja prędkości odbywa się z wykorzystaniem popularnej metody modulacji szerokości impulsów – PWM (ang. Pulse Width Modulation). Sygnał PWM generowany jest na odpowiednim wyjściu mikro-kontrolera i przekazywany do układu sterującego (drivera) mostka H.
Sprzężenie zwrotne, informujące o pracy silnika (prędkość obrotowa, pobierany prąd) realizowane jest z wykorzysta-niem odpowiednich sensorów. Za pomiar prędkości odpowiada optyczny przetwornik obrotowo-impulsowy inkrementalny. Natomiast za pomiar prądu, jaki pobierany jest przez silnik, odpowiedzialny jest układ ACS712, wykorzystujący w tym celu zjawisko Halla.
Realizacji komunikacji bezprzewodowej między robotem a aplikacją sterującą dokonano z wykorzystaniem routera szerokopasmowego. W celu podłączenia układu STM32F4 z routerem skorzystano z dostępnego na rynku modułu komu-
Rys. 3. Model 3D robotaFig. 3. 3D model of robot
Rys. 4. Model 3D układu napędowego ru-chu robota
Fig. 4. 3D model of the drive system robot movement
Rys. 5. Ukończony prototyp robotaFig. 5. Completed of robot
Rys. 6. Ukończony prototyp robotaFig. 6. Completed prototype of robot

Pomiary Automatyka Robotyka nr 9/2014 87
nikacyjnego z układem DP83848C. Moduł ten realizował tym samym warstwę fizyczną w komunikacji Ethernet.
Za sprzężenie zwrotne z otoczeniem robota odpowiadają czujniki ultradźwiękowe HC-SR04 oraz kamera. Czujniki ultra-dźwiękowe zostały zamontowane zarówno z przodu, jak i z tyłu robota. Umożliwiają one wykrywanie przeszkód w odległości do 4 m. Realizują tym samym zabezpieczenie robota przed kolizją, np. z izolatorem lub gałęzią, która zawisła na linii energetycz-nej. Kamera natomiast umożliwia operatorowi robota obser-wację tego, co dzieje się przed robotem oraz dzięki niej może być wykonywana inspekcja czy to samej linii, czy też osprzętu.
Zasilanie całego urządzenia realizowane jest z wykorzysta-niem samodzielnie zmontowanych dwóch pakietów akumula-torów litowo-jonych, z których każdy ma napięcie 18,5 V oraz pojemność 3 Ah. Połączenie szeregowe tych pakietów umożli-wia dysponowanie napięciem o wartości 37 V (bezpośrednio po naładowaniu napięcie ma wartość 41 V). Taka wartość w zupeł-ności wystarcza, aby zasilać występujące w robocie napędy. Pojemność zastosowanych pakietów umożliwia około godzinną ciągłą pracę robota. Poziom naładowania baterii mierzony jest z wykorzystaniem przetwornika A/C wbudowanego w mikro-kontroler STM32F4. Informacja o stanie baterii wysyłana jest na bieżąco do aplikacji sterującej.
5. Oprogramowanie i komunikacja
System sterowania robotem (rys. 10) został podzielony na dwie zasadnicze części: – program sterujący zaimplementowany na platformie sprzę-
towej – mikrokontroler STM32F4 (napisany w języku C++) – układ sterowania;
– aplikacja sterująca na komputerze klasy PC (napisana w języku C#) – interfejs użytkownika.
Za wymianę danych między wspomnianymi częściami systemu sterowania odpowiada bezprzewodowa sieć lokalna zbudowana z wykorzystaniem technologii Wi-Fi.
Program sterujący, zaimplementowany na platformie sprzę-towej realizuje następujące czynności: – obsługę czujników ultradźwiękowych; – obsługę enkoderów napędów robota; – obsługę komunikacji; – obsługę napędów (m.in. realizację regulatorów PID); – obsługę innych peryferii (wyłączniki krańcowe, kluczyk
STOP, przycisk ręcznego sterowania ramion); – wykonywanie pomiarów (prądy silnika, napięcie pakietów
akumulatorów). Strukturę programu sterującego zaimplementowanego na
mikrokontrolerze STM przedstawiono na rys. 11.
Rys. 7. Schemat blokowy układu elektryczno-elektronicznego robotaFig. 7. Block diagram of the electro-electronic robot part
Rys. 8. Płyta bazowa robotaFig. 8. Robots main board

88
NAUKA
W celu realizacji powyższych zadań w układzie sterowania znajdują się elementy (kod w języku C++) związane z: – obsługą portów wejścia/wyjścia; – obsługą systemu przerwań; – obsługą timerów; – obsługą przetworników analogowo-cyfrowych; – generacją sygnałów PWM; – obsługą stosu TCP/IP; – obsługą interfejsu ethernetowego.
Drugą częścią systemu sterowania robotem jest interfejs użytkownika. Głównymi założeniami jakie zostały przyjęte w jego realizacji były: – komunikacja wykorzystująca protokół TCP/IP (ang. Trans-
mission Control Protocol/Internet Protocol) oraz model klient-serwer;
– wielowątkowość; – wyposażenie w panel operatorski (graficzny interfejs użyt-
kownika).Osobne wymagania sformułowano dla panelu operatorskiego.
Oczekuje się, aby: – był czytelny, przejrzysty, intuicyjny i łatwy w obsłudze; – zawierał okno pomocy, w którym operator znajdzie
potrzebne informacje, dotyczące użytkowa-nia robota;
– umożliwiał połączenie i rozłączenie się z robotem;
– gwarantował sterowanie ruchem robota (uruchomienie, zatrzymanie, wybór kie-runku jazdy, płynną zmianę prędkości) oraz ruchem ramion (składanie i roz-kładanie);
– zawierał informacje o aktualnym stanie robota, baterii, połączenia, przebytej odległości oraz o stanie czujników ultra-dźwiękowych;
– umożliwiał płynne nastawianie zakresu wykrywania przeszkód przez czujniki ultradźwiękowe – odległości, przy któ-rej robot ma się zatrzymać;
– umożliwiał włączenie podglądu z kamery umieszczonej na robocie.
Okno głównego panelu operatorskiego zostało przedstawione na rys. 12.
Bardzo ważnym aspektem w omawia-nym robocie jest komunikacja między aplikacją sterującą a programem sterują-cym. W celu wymiany danych wykorzy-stano dobrze znany model komunikacyjny – architekturę klient-serwer. Komunikacja wykorzystująca model klient-serwer polega na wysyłaniu przez klienta zapytań (żądań) o realizację określonej usługi. Serwer zaś realizuje ją i odpowiada klientowi na otrzy-mane od niego komunikaty [7].
Utworzenie komunikacji, wykorzystu-jącej model klient-serwer, było możliwe po wcześniejszym zaimplementowa-niu na mikrokontrolerze STM modelu warstwowego ISO/OSI. Implementacja ta
odbyła się z wykorzystaniem ogólnodostępnej biblioteki lwIP, rozpowszechnianej na licencji BSD (ang. Berkeley Software Distribution Licence). Biblioteka lwIP zawiera w sobie zaimple-mentowane m.in. protokoły: IP, TCP (ang. Transmission Data Protcocol), UDP (ang. User Datagram Protocol), ARP (ang. Address Resolution Protocol), ICMP (ang. Internet Control Message Protocol), DHCP (ang. Dynamic Host Configuration Protocol), PPP (ang. Point-to-Point Protocol).
6. Badania weryfikacyjne
Zaprojektowany i wykonany praktycznie prototyp robota mającego docelowo poruszać się po napowietrznych liniach energetycznych został poddany badaniom weryfikacyjnym. Wspomniane badania składały się z kilku etapów.
Pierwszym etapem, po wykonaniu całej konstrukcji oraz układów elektrycznych i elektronicznych, było sprawdzenia poprawności działania robota poza środowiskiem pracy. Testy odbywały się na ziemi i polegały w głównej mierze na spraw-dzeniu poprawności działania poszczególnych podzespołów oraz oprogramowania realizującego ich obsługę.
Rys. 9. Struktura systemu sterowaniaFig. 9. Structure of control system
Rys. 10. Ogólna struktura programu steru-jącego na platfor-mie sprzętowej – STM32F4
Fig. 10. The general struc-ture of the control program on the hardware platform – STM32F4

Pomiary Automatyka Robotyka nr 9/2014 89
Kolejnym etapem badań weryfikacyjnych było umieszczenie robota na specjalnie przygotowanym stanowisku badawczym. Zostało ono zrealizowane za pomocą liny żeglarskiej o prze-kroju zbliżonym do przekroju najczęściej spotykanych linii napowietrznych średniego napięcia. Lina została zamieszona na wysokości około 1,3 m od powierzchni ziemi (rys. 13).
Po przeprowadzeniu opisanych badań i zakończeniu ich pozytywnie, przystąpiono do ostatniego etapu. Polegał on na sprawdzeniu działania robota na rzeczywistej linii wysokiego napięcia czyli miejscu, w którym docelowo miałby się poruszać. Do tego celu wybrano Międzynarodowe Centrum Szkolenia Energetyki w Straszynie stanowiące pewnego rodzaju poligon energetyczny. Na jego wyposażeniu znajdują się fragmenty linii napowietrznych niskiego, średniego i wysokiego napięcia (prze-wody, izolatory, słupy i pełen osprzęt linii elektroenergetycznej). W celu zweryfikowania poprawności działania wybrano odcinek linii napowietrznej wysokiego napięcia – 110 kV i słup kratowy przelotowy. Fragment ten był wyłączony spod napięcia.
W ramach przeprowadzonych testów zrealizowano docelowy scenariusz pracy robota. Po dotarciu na miejsce inspekcji linii energetycznej przygotowano miejsce dla operatora urządzenia. Następnie załączono zasilanie robota oraz uruchomiono interfejs użytkownika. Po poprawnym nawiązaniu połączenia bezprze-wodowego przystąpiono do umieszczenia robota na linii. Doko-nano tego z wykorzystaniem trzech elektromonterów – dwóch znajdujących się na słupie i jednego na ziemi. Robot został przetransportowany na wysokość ok. 16 m za pomocą linki pomocniczej. Następnie elektromonter na słupie zamontował robota z uprzednio rozłożonymi ramionami (upuszczonymi) na wybranym wcześniej przewodzie energetycznym. Urządzenie zostało zawieszona na układzie napędowym – rolkach napę-dowych i od tego momentu reszta działań zależała od opera-tora znajdującego się na ziemi. Jego pierwszą czynnością było złożenie ramion. Ramiona składały się do momentu uzyskania odpowiedniego docisku rolek do przewodu. Siła docisku regulo-wana jest za pomocą programowego ograniczenia prądu silnika ruchu ramion. Wartość wspomnianego prądu została dobrana na podstawie wielu testów. Dodatkowy docisk wózka jezdnego z układem napędowym i ramion do linii energetycznej został zapewniony za pomocą sprężyn naciągowych (widocznych na rysunkach przedstawiających robota). Tak przygotowany mechanizm dociskania robota do przewodu umożliwił wyelimi-nowanie jakichkolwiek poślizgów, a co za tym idzie przekłamań
w pomiarze przebytej przez robota drogi (pomiar wykonywany za pomocą przetwornika obrotowo-impulsowego).
Kolejną czynnością było włączenie z poziomu panelu opera-torskiego systemu wizyjnego. Następnie operator ustawił odle-głości wykrywania przeszkód przez czujniki ultradźwiękowe oraz nastawił prędkość poruszania się i wybrał kierunek jazdy robota. Po wspomnianych intuicyjnych czynnościach możliwe było wprawienie urządzenia w ruch (przycisk „START” na panelu). W trakcie poruszania się robota po linii płynnie stero-wano prędkością robota i jego kierunkiem jazdy. W miarę zbli-żania się robota do przeszkody (w omawianym przypadku izolatora lub elektromontera) robot zatrzymywał się na usta-wionej przez operatora odległości.
Zakończenie prac inspekcyjnych polegało na przejeździe robota do elektromontera, zaczepieniu linki pomocniczej a następnie rozłożeniu ramion do pozycji dolnej. Tak przygo-towanego robota można było przetransportować z powrotem na ziemię.
Przeprowadzone na poligonie energetycznym badania weryfi-kacyjne przebiegły pomyślnie i dały pozytywny wynik. Wszyst-kie funkcjonalności robota sprawdziły się i nie spowodowały żadnych problemów zarówno operatorowi znajdującemu się na ziemi, jaki i elektromonterom na słupie.
7. Podsumowanie
Przedstawiony w artykule robot jest rozwiązaniem nowatorskim na skalę kraju. Może znaleźć zastosowanie w wielu aspektach związanych z utrzymaniem i diagnozowaniem stanu linii energe-tycznych i ich osprzętu. Opisane urządzenie ma podobną funk-cjonalność, jak rozwiązania amerykańskich i japońskich firm.
Jedynym ograniczeniem, jakie dotyczy tego typu konstrukcji jest fakt, że robot nie może przenosić się samodzielnie między przęsłami linii przesyłowej. Przeszkodą nie do pokonania przez tego typu urządzenia są izolatory i elementy konstrukcyjne do zawieszania przewodów. Rozwiązanie wspomnianego problemu może stać się tematem dalszych prac nad rozwojem opisanego robota. Pokonanie tej trudności umożliwi osiągnięcie konkuren-
Rys. 11. Okno głównego panelu operatorskiegoFig. 11. Main window of the operations panel
Rys. 12. Badania weryfikacyjne na specjalnie przygotowanym sta-nowisku badawczym
Fig. 12. Verification tests on a special test stand

90
NAUKA
cyjności na rynku. Innym tematem do rozważenia i dalszego rozwoju może być wyposażenie robota w przyrządy do specja-listycznego diagnozowania przewodów energetycznych. Takimi przyrządami mogłyby być aparat rentgenowski do prześwietla-nia rdzeni przewodów lub kamery termowizyjne. Dalsze prace nad przedstawionym robotem mogą być skierowane w stronę większej autonomiczności urządzenia. Konstrukcja mogłaby wtedy samodzielnie dokonywać inspekcji odcinka linii, a po zakończeniu pracy wracać do miejsca, gdzie znajduje się elek-tromonter lub przenosić się na kolejny odcinek (omijając izola-tory lub słupy). Warta uwagi jest sprawa sposobu komunikacji. W aktualnej wersji robota wykorzystywana jest komunikacja bezprzewodowa Wi-Fi, której zasięg jest znacznie ograniczony. W celu zapewnienia redundancji komunikacji i zwiększenia zasięgu warto wykorzystać np. technologię GSM. Dodatkowo robot może być wyposażony w system GPS, dzięki któremu znane byłoby jego dokładne położenie oraz miejsca, w których dokonał już inspekcji.
Jak widać, istnieje wiele kierunków rozwoju opisanego w artykule robota. Powstała w ramach pracy inżynierskiej konstrukcja stanowi jedynie podstawę do dalszego rozwoju i badań. Może stać się polską alternatywą dla zagranicznych dostępnych już od kilku lat konstrukcji.
Przedstawiony robot mobilny poruszający się po napowietrz-nych liniach energetycznych został zaprojektowany, wykonany oraz zweryfikowany w docelowym miejscu pracy w ramach pracy inżynierskiej [8] realizowanej na Wydziale Elektrotech-niki i Automatyki Politechniki Gdańskiej przez inż. Krzysztofa Giełdzińskiego oraz inż. Roberta Przystalskiego. Opiekunem pracy był dr inż. Mariusz Dąbkowski. Praca została doceniona i uzyskała I nagrodą w VI Ogólnopolskim Konkursie Prac Dyplomowych Młodzi Innowacyjni 2014.
Bibliografia
1. Knych T., Elektroenergetyczne przewody napowietrzne. Teoria – Materiały – Aplikacje. Wydawnictwo AGH, Kraków 2000.
2. Musiał E., Instalacje i urządzenia elektroenergetyczne. Wydawnictwo Szkolne i Pedagogiczne Spółka Akcyjna. Warszawa 1998.
3. [http://spectrum.ieee.org/robotics/industrial-robots/robotic-tightrope-walkers-for-shighvoltage-lines] – IEEE Spectrum.
4. [www.hibot.co.jp/en/products/robots_1/expliner-ro-bot-for-power-line-inspection_12] – HiBot.
5. [www.hydroquebec.com/innovation/en/pdf/2010G080-02A_LineScout.pdf] – Hydro-Quebec.
6. Nota katalogowa zestawu ewaluacyjnego STM32 F4 Discovery.
7. Peczarski M., Mikrokontrolety STM32 w sieci Ethernet w przykładach. Wydawnictwo BTC. Legionowo 2011.
8. Giełdziński K. Przystalski R., Projekt i budowa robota mobilnego poruszającego się po napowietrznych liniach energetycznych średniego i wysokiego napięcia, Praca inżynierska, Wydział Elektrotechniki i Automatyki Poli-techniki Gdańskiej, Gdańsk 2013.
Mobile robot moving on the overhead power line medium and high voltage
Abstract: Article is devoted to presenting innovative solution, which is a mobile robot capable of navigating the overhead lines of medium and high voltage. Design and construction of said device is a result of engineering Eng. Krzysztof Giełdziński and Eng. Robert Przystalski. The paper presents selected aspects of the environment in which ultimately would have found the use of the robot, the mechanical, structure, electric-electronic part and the part related to the software.Describes also the verification tests on high-voltage lines.
Keywords: robotics, mobile robot, overhead lines, inspection, energy
Artykuł recenzowany, nadesłany 17.05.2014 r., przyjęty do druku 10.08.2014 r.
inż. Krzysztof Giełdziński
Student I roku studiów drugiego stopnia na kierunku Automatyka i Robotyki na Wydziale Elektrotechniki i Automatyki Politechniki Gdańskiej. W 2014 r. uzy-skał tytuł inżyniera na kierunku Auto-matyka i Robotyka o specjalności Robo-tyka i Systemy Mechatroniki. Od 2013 r. prezes Naukowego Koła Studentów Auto-matyki. Główne zainteresowania to: auto-matyka i robotyka przemysłowa oraz algorytmy genetyczne.e-mail: [email protected]
Rys. 13. Umieszczenie robota na linii elektroenergetycznejFig. 13. Putting the robot on the power line

Pomiary Automatyka Robotyka nr 9/2014 91
Pomiary strumieni masy w rurociągach wody chłodzącej skraplacze w elektrowni zawodowej
Artur Andruszkiewicz, Krzysztof Kubas, Paweł Pliszka, Wiesław Wędrychowicz
Instytut Techniki Cieplnej i Mechaniki Płynów, Wydział Mechaniczno-Energetyczny, Politechnika Wrocławska
Zezwala się na korzystanie z artykułu na warunkach licencji Creative Commons Uznanie autorstwa 3.0
Streszczenie: W artykule przedstawiono trzy podstawowe spo-soby ciągłego pomiaru strumieni wody w rurociągach o bardzo dużych średnicach i krótkich odcinkach prostych między elemen-tami armatury występujących m.in. w rurociągach wody chło-dzącej skraplacze turbin parowych. Opisano zasadę działania i przedstawiono przykładowe charakterystyki przepływomierzy kolanowych i uśredniających. Wskazano główne problemy, jakie spotyka się podczas eksploatacji tych przepływomierzy. Wska-zano, że ciągłe pomiary strumieni masy w rurociągach o dużych średnicach i krótkich odcinkach są niezbędne, np. w bilanso-waniu układów chłodni kominowej i skraplaczy turbin parowych. Wykazano, że niepewności pomiaru strumieni masy takimi urzą-dzeniami są rzędu 3–4 %.
Słowa kluczowe: strumień masy, metoda bezinwazyjna, metody piętrzące
DOI: 10.14313/PAR_211/91
W elektrowniach zawodowych kontrola pracy konden-satorów, a także bilanse chłodni kominowych wyma-
gają ciągłego pomiaru strumieni masy wody w rurociągach
chłodzących skraplacze. Przy braku pomiaru stopnia sucho-ści pary opuszającej turbinę, z bilansu skraplacza, przy dokładnym pomiarze strumienia masy wody, można wyzna-czyć również końcowy punkt rozprężania pary. Pomiary stru-mieni masy w takich rurociągach nie są proste w realizacji, gdyż rurociągi te mają średnice znacznie przewyższające 1 m, a więc zastosowanie klasycznych metod pomiaru, do których należy np. metoda zwężkowa, jest niemożliwe ze względu na przekroczenie zakresu stosowalności. Również wykorzystanie w pomiarach rurek piętrzących jest utrud-nione z powodu trudności związanych z koniecznością ich przesuwania wzdłuż średnicy rurociągu. W artykule zapre-zentowano trzy sposoby ciągłego pomiaru strumieni masy wody w rurociągach chłodni kominowych zrealizowanych w jednej z polskich elektrowni, a mianowicie: metodę ultra-dźwiękową, metodę wykorzystującą kolana i metodę wyko-rzystującą rurki uśredniające. Omówiono zasadę pomiaru i przedstawiono występujące problemy pomiarowe.
1. Przepływomierze ultradźwiękowe
Na rys. 1 przedstawiono, po lewej stronie, zdjęcie głowic ultradźwiękowych przepływomierza typu „transit time” zain-stalowane na rurociągu wody chłodzącej, a po prawej stronie jednostkę centralną przepływomierza, z której sygnał pomia-
Rys. 1. Przepływomierz ultradźwiękowy: po lewej – głowice przepływomierza, po prawej – jednostka centralnaFig. 1. Ultrasonic flow meter: on the left – flow meter heads, on the right – the central unit

92
NAUKA
rowy proporcjonalny do strumienia masy jest przekazywany do nastawni. Na rys. 2 przedstawiono widok monitora opera-tora w nastawni układu skraplaczy wraz z informacją o stru-mieniu masy wody przepływającej przez skraplacze.
Pomiar strumienia masy wody w układach chłodni kominowej za pomocą przepływomierzy ultradźwiękowych charakteryzuje się największą dokładnością z zalecanych do pomiaru, wynoszącą 1 %, to jednak w uzyskaniu tak małej wartości występuje szereg trudności. Na dokład-ność pomiaru ultradźwiękami wpływa długość odcinków prostych przed głowicami ultradźwiękowymi. Przyjmuje się, że długość odcinka prostego przed przepływomierzem powinna wynosić około 20 średnic rurociągu, ale znalezie-nie tak długiego rurociągu wodnego (np. dla średnicy rury ok. 2 m długość odcinka napływowego powinna wyno-sić ok. 40 m) może być trudne. Głowice przepływomie-
rza montuje się wtedy w niewielkiej odległości od miejsca zaburzenia przepływu np. kolana. W takim przypadku występuje systematyczny błąd pomiaru i do wyniku nale-żałoby wprowadzić poprawkę, która jest funkcją liczby Reynoldsa. Dla przykładu, na wykresie (rys. 3) pokazano wartości współczynników poprawkowych K dla przepływo-mierza Prosonic Flow 92 zamontowanego zaraz za kola-nem w przewodzie przepływowym o średnicy wewnętrznej równej 50 mm. Pomiary wykonano w Instytucie Techniki Cieplnej i Mechaniki Płynów Politechniki Wrocławskiej, na instalacji pokazanej na zdjęciu (rys. 3). Z zamieszczonego wykresu można odczytać, że montaż głowic ultradźwięko-wych za kolanem wprowadza w tym układzie dodatkowy ok. 6 % błąd pomiaru w stosunku do wskazań przepływo-mierza wirowego, który był przepływomierzem wzorcowym.
Podczas pomiarów wykonywanych przepływomierzem ultradźwiękowym należy zwrócić uwagę na to, że głowice ultradźwiękowe powinny mocno przylegać do rurociągu, a więc wymagana jest co pewien czas kontrola stanu napię-cia stalowych taśm mocujących. Również między czuj-nikiem a ścianką rurociągu powinna być stale warstwa sprzęgająca (np. wazelina), której zadaniem jest wyparcie powietrza – wymaga to również co pewien czas kontroli i uzupełnienia w razie konieczności tej warstwy.
2. Przepływomierze kolanowe
Do ciągłego pomiaru strumieni masy w rurociągach o dużych średnicach można wykorzystać również istniejące w instalacji kolana. Na rys. 4 pokazano przepływomierz kolanowy wraz z przetwornikiem firmy Aplisens typu APR-2000/AL do pomiaru różnicy ciśnień między zewnętrzną i wewnętrzną stroną kolana.
Równanie charakterystyki przepływomierza przedsta-wiają następujące równania (1):
lub (1)
Rys. 2. Widok monitora operatora w nastawni układu skraplaczy wraz z wartością strumienia wody przepływającą przez skraplacze
Fig. 2. View of the operator’s monitor in the control room of the condensers’ layout with the value of the water stream flowing through the condensers
Rys. 3. Krzywa współczynników poprawkowych dla przepływomierza Prosonic Flow 92 wraz ze zdjęciem przedstawiającym miejsce montażu głowic ultradźwiękowych: N – głowica nadawcza, O – głowica odbiorcza
Fig. 3. Curve correction coefficient for the flow meter Prosonic Flow 92 with a picture of the place of ultrasonic heads installation: N – sending head, O – receiving head

Pomiary Automatyka Robotyka nr 9/2014 93
w których: C i C* – współczynniki przepływu, Δp – róż-nica ciśnień po zewnętrznej i wewnętrznej stronie kolana, I –natężenie prądu z przetwornika.
Z równań wynika, że konieczna jest znajomość warto-ści współczynników C i C*. Dla danego typu kolana mogą być one wyznaczone w trakcie wzorcowania, przez pomiar strumienia objętości lub masy inną metodą, np. prze-nośnym przepływomierzem ultradźwiękowym wysokiej klasy, przy zachowaniu odpowiednich odcinków prostych. Na rys. 5 przedstawiono przykładową charakterystykę dla tego przepływomierza kolanowego wraz z zależnością współczynnika przepływu w funkcji liczby Reynoldsa.
Niepewność pomiaru (typu A – z 20 wyników pomiaru) strumieni przepływu takim przepływomierzem w warun-kach przemysłowych jest rzędu 3–4 %. Wynika ona głów-nie z dużego rozrzutu wartości różnicy ciśnień na kolanie, a więc z błędów przypadkowych. Eksploatacja przepływo-mierza kolanowego wymaga również okresowego sprawdze-nia stałości charakterystyki współczynnika przepływu C lub C* w funkcji liczby Reynoldsa (zmiany charaktery-styki spowodowane mogą być erozją wewnętrznych ścianek kolana związanych z przepływającym płynem).
3. Przepływomierze uśredniające ciśnienie dynamiczne
Na rys. 6 przedstawiono schemat ideowy przepływomie-rza uśredniającego wraz ze zdjęciem sond, które zostały zamontowane w rurociągu wody chłodzącej.
W rurociągu wodnym (1) montowane są w sposób pokazany na rysunku rurki (2) uśredniające ciśnienie całkowite. Połączenie ścianki rury z rurkami uśrednia-jącymi realizowane jest przez dławikowe elementy mocu-jące (3). Z jednego końca rurek uśredniających, za pomocą zaworu (7) i przewodów impulsowych (9) ciśnienie poda-wane jest do przetwornika Δp/I (14). Na drugim końcu rurek umieszczone są zawory (8) do usuwania zanieczysz-czeń (np. sprężonym powietrzem) z układu pomiaru ciśnie-nia całkowitego. Ciśnienie statyczne poprzez króciec (4), zawór kulowy (5) i przewód impulsowy (10) dociera do przetwornika Δp/I (14). Przy króćcu (4) znajduje się zawór (6) służący do udrażniania króćca ciśnienia statycz-
nego. W układzie pomiarowym zastosowano przetwor-nik Δp/I Fischer-Rosemount (14), który pętlą prądową (15) połączony jest z cyfrowym wskaźnikiem i rejestrato-rem przepływu (16) w nastawni bloku. Między układem pomiarowym a przetwornikiem zastosowano układ zawo-
Rys. 4. Układ przepływomierza kolanowegoFig. 4. Elbow flow meters layout
Rys. 5. Przykładowe charakterystyki przepływomierza kolanowegoFig. 5. Sample characteristics of the knee flow meter

94
NAUKA
rów odcinających (11), odpowietrzających (13) i zerują-cego (12).
Zasada pomiaru polega na rejestracji średniego ciśnienia dynamicznego, czyli różnicy ciśnień całkowi-tych, uśrednianych przez sondy pomiarowe i ciśnienia statycznego odbieranego ze ścianki rurociągu. Średnie ciśnienie dynamiczne jest funkcją prędkości średniej wody przepływającej przez rurociąg. Znając przekrój rurociągu i gęstość przepływającej cieczy, można obliczyć strumień masy przepływu. Równania charakterystyki tego przepły-womierza można przedstawić w postaci równania (2):
(2)
w którym: K – współczynnik przepływu, C – stała przepły-womierza, A – pole przekroju rurociągu, ρ – gęstość płynu, Δpd – ciśnienie dyna-miczne.
Równanie (2) ma postać analogiczną, jak równanie charak-terystyki przepływo-mierza kolanowego z tym, że zamiast r ó żn i cy c i śn i eń statycznych wystę-puje ciśnienie dyna-miczne Δpd.
Na rys. 7 prze-stawiono sposób zamontowania sond u ś r e d n i a j ą c y c h w rurociągu wraz z odbiorem ciśnień całkowitych i statycz-
nych, jak również uzyskaną dla tego układu charakte-rystykę współczynnika K w funkcji liczby Reynoldsa.
Niepewność pomiaru strumienia masy takim przepływomierzem są zbliżone do niepewności pomiaru przepływomie-rzem kolanowym i wynosi ok. 3–4 %. Zależy ona między innymi od długo-ści odcinków prostych przed sondami, a także od miejsca odbioru ciśnie-nia statycznego. Czasami zdarza się (jak to pokazano na rys. 7), że w wyniku braku miejsca odbiór ciśnie-nia statycznego znajduje się za sondami uśredniającymi.
Powoduje to zwiększenie niepewności pomiaru strumie-nia i przepływomierz wymaga specjalnego wzorcowania za pomocą innej metody pomiarowej. Należy pamiętać, że warunkiem poprawnego pomiaru jest wypełnienie wodą całego przekroju rurociągu. Na rys. 7 pokazano również, że na odbiorze ciśnienia statycznego zamontowano specjal-nie wykonany zbiorniczek wyrównawczy, którego celem jest tłumienie pulsacji ciśnienia, a tym samym zmniejszenie niepewności pomiaru typu A. W trakcie eksploatacji przed-stawionego układu pomiarowego przeprowadzone zostały co parę miesięcy kontrole stanu rurek uśredniających ciśnienie całkowite. W wyniku kontroli nie stwierdzono zatykania się otworów pomiarowych w rurkach uśredniających.
Rys. 6. Schemat przepływomierza uśredniającegoFig. 6. Diagram of the averaging flow meter
Rys. 7. Sposób zamontowania sond uśredniających w ruro-ciągu wraz z charakterystyką współczynnika K w funk-cji liczby Reynoldsa
Fig. 7. A method to install the probes averaging in the pipe-line with the characteristic of the K coefficient as a function of the Reynolds number

Pomiary Automatyka Robotyka nr 9/2014 95
4. Podsumowanie
Przedstawione metody ciągłego pomiaru strumienia masy wody w rurociągach mają swoje wady i zalety. Metoda ultradźwiękowa wymaga ciągłej obsługi i kon-troli w czasie eksploatacji, ale jest najprostsza w mon-tażu. Przepływomierz kolanowy i sondy uśredniające wymagają ingerencji w rurociąg, ale późniejsza eksplo-atacja jest pewniejsza i nie wymaga stałego nadzoru. Ze względu na stosowanie przedstawionych przepływo-mierzy w nietypowych miejscach wszystkie wymagają przeprowadzenia pomiarów kontrolnych. Błędy pomiaru strumieni przepływu opisanymi urządzeniami są rzędu 3–4 %.
Bibliografia
1. Piotrowski J., Pomiary – czujniki i metody pomiar-owe wybranych wielkości fizycznych i składu chem-icznego, WNT, Warszawa 2009.
2. Tajchman K., Badanie przepływomierza ultradźwiękowego z nakładkami izolującymi od wysokiej temperatury czynnika i w niestandardowych warunkach pracy, Praca dyplomowa stopnia magis-terskiego, Wrocław 2014.
3. Waluś S., Przepływomierze ultradźwiękowe. Meto-dyka stosowania, Wydawnictwo Politechniki Śląskiej, Gliwice 1997.
4. Śliwiński A., Ultradźwięki i ich zastosowania, WNT, Warszawa 2001.
Measurements of streams flow in pipes of the cooling water condensers
in professional power plant
Abstract: In this article are presented three basic methods of continual measurement steams of water in the pipelines with very big diameters and short straight sections between armature occurring, inter alia, in cooling water for steam turbines pipelines. There article describes the operating principle and shows samples characteristics of elbows and averaging flow meters. It shows main problems which appear during the exploitation of this flow metres, also showing that the continuous flow measurement of the water streams in pipelines with large diameters and short sections are necessary, for example in balancing the cooling tower layouts and steam turbines condensers. It is presented that the uncertainties of the flow streams measurement with this devices are of the order of 3–4 %.
Keywords: stream flow, non-invasive method, method of pilling
Artykuł recenzowany, nadesłany 24.03.2014 r., przyjęty do druku 24.06.2014 r.
dr hab. inż. Artur Andruszkiewicz
Pracownik naukowo-dydaktyczny w Zakładzie Miernictwa i Ochrony Atmosfery, w Instytucie Techniki Cieplnej i Mechaniki Płynów Politech-niki Wrocławskiej. Studia na Wydziale Mechaniczno-Energetycznym ukończył w 1986 r., w 1996 r. uzyskał tytuł dok-tora, a w 2010 r. Rada Wydziału Mecha-niczno-Energetycznego nadała mu sto-pień doktora habilitowanego w dzie-dzinie mechanika i budowa maszyn. Od 2013 r. jest profesorem nadzwyczajnym w Instytucie Techniki Cieplnej i Mechaniki Płynów. Jego zainte-resowania skupiają się na metrologii, miernictwie energetycznym i badaniu maszyn i urządzeń energetycznych.e-mail: [email protected]
dr inż. Krzysztof Kubas
Pracownik dydaktyczny w Zakła-dzie Miernictwa i Ochrony Atmosfery w Instytucie Techniki Cieplnej i Mecha-niki Płynów Politechniki Wrocław-skiej. Studia na Wydziale Mechanicz-no-Energetycznym ukończył w 1986 r. i pracował na stanowisku technicznym w Instytucie Techniki Cieplnej i Mecha-niki Płynów. W 2005 r. uzyskał tytuł dok-tora. Interesuje się pomiarami maszyn i urządzeń energetycznych oraz mier-nictwem termoenergetycznym.e-mail: [email protected]
dr inż. Wiesław Wędrychowicz
Pracownik naukowo-dydaktyczny w Zakładzie Miernictwa i Ochrony Atmosfery w Instytucie Techniki Cieplnej i Mechaniki Płynów Politech-niki Wrocławskiej. Studia na Wydziale Mechaniczno-Energetycznym ukończył w 1995 r., a w 2001 r. uzyskał tytuł dok-tora. Interesuje się mechaniką płynów, pomiarami maszyn i urządzeń energe-tycznych oraz miernictwem termoener-getycznym.e-mail: [email protected]
mgr inż. Paweł Pliszka
Doktorant w Zakładzie Miernictwa i Ochrony Atmosfery w Instytucie Techniki Cieplnej i Mechaniki Płynów Politechniki Wrocławskiej. Studia na Wydziale Mechaniczno-Energe-tycznym ukończył w 2009 r. Pracował na stanowisku technicznym przy pro-jekcie badawczym w Instytucie Techniki Cieplnej i Mechaniki Płynów. Interesuje się pomiarami przepływów oraz nowa-torskimi metodami rejestracji sygnałów.e-mail: [email protected]

INDEKS FIRM ZESTAWIENIE REKLAM I MATERIAŁÓW PROMOCYJNYCH
96
ABB Sp. z o.o. tel. 22 223 77 77www.new.abb.com/pl 38–39
Astor Sp. z o.o. tel. 12 428 63 00www.astor.com.pl 60
Automatyka-Pomiary-Sterowanie SA
tel. 85 74 83 400 85 74 83 403www.aps.pl
21, 35–37
Centrum Targowe FairExpo Sp. z o.o.
tel. 32 601 25 92 www.fairexpo.pl 12
Danfoss Poland Sp. z o.o. tel. 22 755 07 00www.danfoss.pl 44–46, IV okł.
PPUH Eldartel. 77 442 04 04www.eldar.biz 20
Elesa+Ganter Polska Sp. z o.o.
tel. 22 737 70 47www.elesa-ganter.pl 3, 75, 76–77
Elmark Automatyka Sp. z o.o.
tel. 22 541 84 65www.elmark.com.pl 11, 14, 15, 17, 47–49, 64–65
EUROTRAFO Sp. z o.o. tel. 46 833 42 30 www.eurotrafo.net 8, 78
Expo Silesia Sp. z o.o. tel. 32 788 75 00www.exposilesia.pl 43
GBI Partners Sp. z o.o. tel. 22 458 66 10www.gbi.com.pl 49
Guenther Polska Sp. z o.o. tel. 71 352 70 70www.guenther.com.pl 67
HARTING Polska Sp. z o.o. tel. 71 352 81 71www.HARTING.pl I okł., 15, 50–51
HELUKABEL Polska Sp. z o.o.
tel. 46 858 01 00 www.helukabel.pl insert
igus Sp. z o.o. tel. 22 863 57 70 www.igus.pl 7, 32, 34
JM elektronik Sp. z o.o. tel. 32 339 69 00www.jm.pl 33
JPEmbedded tel. 12 2662544 www.jpembedded.eu 17, 58–59
Jumo Sp. z o.o. tel. 71 339 82 39 www.jumo.com.pl 56–57
Lean Experience Business Institute
tel. 792 502 502 www.le-bi.pl 59

Pomiary Automatyka Robotyka nr 9/2014 97
Międzynarodowe Targi Francuskie International French Trade Shows
tel. 22 815 64 55 www.promosalons.pl 79
MOVIDA Conferences Izabella Kiriczok i Wspólnicy s.k.
tel. 22 626 02 62 www.movida.com.pl 65
MVM Sp. z o.o. tel. 22 87 40 230 10
Parker Hannifin Sales Poland Sp. z o.o.
tel. 22 573 24 00www.parker.com 27
PELTRON TPH Sp. z o.o tel. 22 615 63 56fax 22 615 70 78 16
Poltraf Sp. z o.o. tel. 58 557 52 07 www.poltraf.com.pl 13, 66
Przemysłowy Instytut Automatyki i Pomiarów PIAP
tel. 22 874 00 00www.piap.pl 10, III okł.
Radwag Wagi Elektroniczne tel. 48 384 88 00 www.radwag.pl II okł.
RS Components GmbH tel. +49 (0) 610 540 18 03www.rs-components.com 9
SABUR Sp. z o.o. tel. 22 549 43 53www.sabur.com.pl 16, 17, po 98
Schmersal-Polska Sp. j. E. Nowicka, M. Nowicki
tel. 22 816 85 78www.schmersal.pl 52–53
SCHUNK Intec Sp. z o.o. tel. 22 726 25 00www.schunk.com 61, 62–63
SEiT - Systemy Elektroniczne i Teleinformatyczne
tel. 77 543 05 38 www.seit.pl 16
.steute Polska tel. 22 843 08 20www.steute.pl 19, 54–55
Targi Kielce SA 41 365 12 22 www.targikielce.pl 18
Technokabel SA tel. 22 516 97 77www.technokabel.com.pl 30–31
WIKA Polska spółka z ograniczoną odpowiedzialnością sp. k.
tel. 54 23 01 100 www.wikapolska.pl 14, 17
PPH WObit E.K.J. Ober s.c. tel. 61 222 74 22www.wobit.com.pl 69, 74

REDAKCJA
98
Rok 18 (2014) nr 9 (211)ISSN 1427-9126, Indeks 339512
RedakcjaAl. Jerozolimskie 202, 02-486 Warszawatel. 22 874 00 66, fax 22 874 02 02e-mail: [email protected]
Redaktor naczelnydr inż. Jan Jabłkowski
Zastępca redaktora naczelnegomgr Seweryn Ścibior, [email protected]
Sekretarz redakcjimgr Urszula Chojnacka
Zespół redakcyjnydr inż. Jan Barczyk – robotykadr inż. Jerzy Borzymińskiprof. dr hab inż. Wojciech Grega – automatykaprof. dr hab. inż. Krzysztof Janiszowskidr inż. Małgorzata Kaliczyńska – redaktor merytoryczny/statystycznymgr Anna Ładan – redaktor językowyprof. nzw. dr hab. inż. Mateusz Turkowski – metrologiamgr inż. Jolanta Górska-Szkaradekmgr inż. Elżbieta Walczak
Marketingmgr inż. Jolanta Górska-Szkaradek, [email protected]. 22 874 01 91Paulina Siódmak, [email protected]. 22 874 02 02
Skład i redakcja technicznaEwa Markowska, [email protected] Sp. z o.o.
Wydawca
Przemysłowy Instytut Automatyki i Pomiarów PIAPAl. Jerozolimskie 202, 02-486 Warszawa
PRENUMERATA miesięcznika naukowo-technicznego „Pomiary Automatyka Robotyka”
Prenumeratę zamówią Państwo u następujących kolporterów:
Zakład Kolportażu Wydawnictwa SIGMA-NOTul. Ku Wiśle, 00-707 Warszawatel. 22 840 30 86 lub 22 840 35 [email protected]
RUCH SAOddział Krajowej Dystrybucji Prasyul. Annopol 17a, 03-236 Warszawainfolinia: 801 443 [email protected]
KOLPORTER Spółka z o.o. S.K.A.Centralny Dział Prenumeratyul. Bakaliowa 3, 05-080 Izabelin-Mościskainfolinia: 801 404 [email protected]
GARMOND PRESS SAul. Nakielska 3, 01-106 Warszawatel./fax 22 817 20 [email protected]
Ceny prenumeraty przyjmowanej przez kolporterów wynoszą: y roczna – 99,00 zł, y I półrocze – 54,00 zł, II półrocze – 45,00 zł, y I, II i IV kwartał – 27,00 zł, III kwartał – 18,00 zł.
Uwaga: Garmond Press SA przyjmuje prenumeratę tylko na okres roczny lub półroczny.
Prenumeratę zamówić można także w siedzibie redakcji:
Redakcja PARPrzemysłowy Instytut Automatyki i Pomiarów PIAP,Al. Jerozolimskie 202, 02-486 Warszawa,tel. 22 874 03 51, fax 22 874 02 02,
oraz na stronie www.par.pl/prenumerata.
Koszt prenumeraty STANDARD (dla firm, instytucji i osób fizycznych): y roczna – 99,00 zł, y dwuletnia – 176,00 zł.
Koszt prenumeraty EDU (dla uczniów, studentów, nauczycieli i pracowników naukowych): y roczna – 69,99 zł, y dwuletnia – 120,00 zł.
Prenumeratę zakupioną w redakcji oraz na par.pl rozpocząć można od dowolnego numeru i na dowolny okres. Koszt przesyłki pokrywa dostawca. Wszystkie ceny są kwotami brutto.
Rada programowadr inż. Mariusz Andrzejczak, Bumar Sp. z o.o.prof. dr hab. inż. Jan Awrejcewicz, Katedra Automatyki, Mechatronikii Biomechaniki, Politechnika Łódzkadr inż. Janusz Berdowski, Polskie Centrum Badań i Certyfikacji SAprof. dr inż. Milan Dado, University of Žilina (Słowacja)prof. dr hab. inż. Tadeusz Glinka, Instytut Elektrotechniki i Informatyki,Politechnika Śląskadr inż. Stanisław Kaczanowski, prof. PIAP, Przemysłowy InstytutAutomatyki i Pomiarów PIAPdr Aleksandra Kolano-Burian, Instytut Metali Nieżelaznychprof. dr hab. inż. Igor P. Kurytnik, Akademia Techniczno-Humanistycznaprof. dr hab. inż. Andrzej Masłowski, Wydział Inżynierii Produkcji,Politechnika Warszawskaprof. dr inż. Tadeusz Missala, Przemysłowy Instytut Automatykii Pomiarów PIAPprof. dr hab. inż. Zdzisław Mrugalski, Instytut Mechanizacji,Budownictwa i Górnictwa Skalnegoprof. dr hab. inż. Joanicjusz Nazarko, Wydział Zarządzania,Politechnika Białostockaprof. dr inż. Eugeniusz Ratajczyk, Wydział Zarządzania,Wyższa Szkoła Ekologii i Zarządzania w Warszawiedr hab. inż. Waldemar Skomudek, prof. PO, Wydział Inżynierii Produkcji i Logistyki, Politechnika Opolskadr hab. inż. Roman Szewczyk, prof. PW, Instytut Metrologii i InżynieriiBiomedycznej, Politechnika Warszawskadr hab. inż. Andrzej Szosland, prof. PŁ, Katedra Pojazdów i PodstawBudowy Maszyn, Politechnika Łódzkaprof. dr hab. inż. Eugeniusz Świtoński, Wydział MechanicznyTechnologiczny, Politechnika Śląskaprof. dr hab. inż. Peter Švec, Slovak Academy of Sciences (Słowacja)prof. dr hab. inż. Krzysztof Tchoń, Instytut Informatyki, Automatykii Robotyki, Politechnika Wrocławskadoc. dr inż. Jan Tomasik, Instytut Metrologii i Inżynierii Biomedycznej,Politechnika Warszawska
Miesięcznik PAR jest indeksowany w bazach BAZTECH oraz INDEXCOPERNICUS (2,93) oraz w bazie naukowych i branżowych polskich czasopism elektronicznych ARIANTA. Punktacja MNiSW za publikacje naukowe w miesięczniku PAR wynosi 4 pkt (poz. 1643).Wersją pierwotną (referencyjną) jest wersja papierowa.
Redakcja zastrzega sobie prawo skracania i adiustacji tekstów.© Wszelkie prawa zastrzeżone

Przemysłowy Instytut Automatyki i Pomiarów PIAP od 1965 roku, na rynku polskim i zagranicznym, wdraża rozwiązania oparte na najnowszych technologiach z dziedziny robotyki, automatyki i technik pomiarowych. Obok głównej specjalizacji – robotyki przemysłowej – uznanie Instytutowi przynoszą opracowania z zakresu automatyki i systemów bezpieczeństwa. Efekty prac badawczo-rozwojowych prowadzonych w PIAP znajdują swoich odbiorców zarówno wśród polskich, jak i zagranicznych partnerów komercyjnych i publicznych. PIAP bierze czynny udział w międzynarodowych projektach naukowych i badawczych, realizowanych w ramach programów finansowanych ze środków Unii Europejskiej.
Centrum Szkoleniowe PIAP oferuje szkolenia z zakresu:• Roboty przemysłowe – programowanie i obsługa robotów: ABB, FANUC, KUKA.• Prototypowanie – od koncepcji, przez projekt, do wykonania.• Napędy i sterowanie – zastosowanie i programowanie serwonapędów.• Nauka dla przedsiębiorców – praktyczne rozwiązania.• Recykling pojazdów wycofanych z eksploatacji.
Najwyższej klasy kadra inżynierska i naukowa oraz najnowocześniejsza infrastruktura techniczna pozwalają wprowadzić na polski rynek pierwsze w pełni wyspecjalizowane i profesjonalne szkolenia w zakresie inżynierii. Centrum Szkoleniowe PIAP w pełnym zakresie zaspokaja stale rosnące potrzeby przemysłu w zakresie najnowszych technologii i rozwiązań technicznych. Marka i pozycja PIAP, jako lidera rynku w zakresie badań nad najnowocześniejszymi rozwiązaniami technicznymi, daje Państwu gwarancję otrzymania aktualnej i rzetelnej wiedzy.
Więcej informacji oraz pełna oferta szkoleń na stronie www.przemysl.piap.pl
Centrum Szkoleniowe PIAPAl. Jerozolimskie 202, 02-486 Warszawa,tel. 22 87 40 194 lub 223e-mail: [email protected] www.przemysl.piap.pl
Centrum Szkoleniowe PIAPProfesjonalne szkolenia dla przemysłu i kadry inżynierskiej
Podnoszenie kwalifikacji personelu w przemyśle jest istotnym elementem konkurencyjności przedsiębiorstw produkcyjnych. Przemysłowy Instytut Automatyki i Pomiarów PIAP oferuje wyspecjalizowane szkolenia dla przedsiębiorstw produkcyjnych prowadzone przez inżynierów-praktyków.
UWAGA: do końca października 2014 r. 10 % rabatu na szkolenia z zakresu programowania i obsługi robotów przemysłowych

Dzięki VLT® AutomationDrive zyskujesz wolność wyboru technologii
Technologie silnikowe rozwijają się bardzo szybko, ze względu na wymagania nowych klas efektywności. Przetwornice częstotliwości VLT® AutomationDrive standardowo pozwalają na pracę z wieloma typami silników. Dzięki temu można skupić się na aplikacji i nie ograniczać wyborem silnika.
www.danfoss.pl/vlt
Wolność technologii to jedna VLT® dla różnych typów silników
NiezależnośćAlgorytm sterowaniasilnikami reluktancyjnymijuż dostępnyw standardowejprzetwornicy Danfoss VLT®