Nr. 31 — 32. Warszawa, dnia 3 — 10 Sierpnia 192Tom7 LXV r...
20
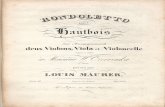
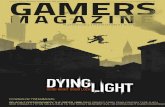
Nr. 31 — 32. Warszawa, dnia 3 — 10 Sierpnia 1927 r. Tom LXV. PRZEGLĄD TECHNICZNY TYGODNIK POŚWI CONY SPRAWOM TECHNIKI I PRZEMYSŁU. TREŚĆ: O żeliwie p e r l i t y c z n e r a , nap. Inż. Wł. Kuczewski. O k o s z t a c h spawania łukowego, nap. Inż. Z. Do browolski. Krótki zarys rozwoju budowy mostów kole jowych w c i gu s t u l e c i a 1825—1925, z e szoze g ó 1 n e m u w z g l dnieniem prac Inżynierów Polaków (dok.), nap, Prof. Dr. St. Kunicki. Koleje żelazne a drogi w o d n e , nap. Inż. J. Eber hardt, członek Komitetu Mi dzynarodowego, powołanego przez Komisj Transportow Ligi Narodów. Rekrystalizacja (dok.) nap. Inż. Olszak. Przegl d pism technicznych. Bi bij O'graf j a. SOMMAIRE: Fonte perliti ue (a suivre), par M. Wł. Kuczewski, Ingenieur. Prix d e r e v i e n t d e la s o u d u r e electri ue, par M. Z. Dobrowolski, Ingenieur. Progres realises dans la construction des ponts pour les c h e m i n s d e f e r dans le cen tenairel825—1925 e t les travaux des Ingś nieurs P o l o n a i s (suit et fin), par M, St. Kunicki, Dr., Professeur a 1'Ecole Polytechni ue de Varsovie, Chemins de fer et voiesnavi(Jables. La con currence entre eux, par M. J. Eberhardt, Ingenieur, Membre du Comite International, nomme par la Com mission du Transport de la Societe des Nations, R e c r i s t a l l i s a t i o n (suit et fin), par M. Olszak, Ingenieur. Revue documentairc. Bibliographie. O żeliwie perlitycznerrP Napisał Inż. Władysław Kuczewski. O d czasu zastosowania mikroskopów do badania metali i ich stopów, wiedza metalurgiczna zro biła podziwu godne post py. Procesy hutni cze, a osobliwie własności poszczególnych wyrobów żelaznych i stalowych, do których wykrycia ludzkość doszła jedynie zapomoc genjuszu, a wi c podświa domie, intuicyjnie, dzisiaj nie ,s już czarn magj , Rys. 1. Obraz perlitu w żeliwie podfug Goerens'a. (X 500). ani też sekretami, zaizdrośnie strzeżonemu przez ich szcz śliwych posiadaczy. Nie mówi c o prawdziwej chlubie naszego wieku, stalach szlachetnych szyb fkotn cych, których zastosowanie sprawiło istny przewrót w dbróbce mechalnicznej metali, dlość wspo mnieć o legendarnych wprost ostrzach (klingach) damasceńskich, które swe nadzwyczajne własności zawdzi czaj — według doświadczeń profesiora Po litechniki Petersburskiej Bielajewa (z 1911 r.) — specjalnej strukturze stali indyjskiej (ang. Wooz) o zawartości 1,5% C i pod wzgl dem chemicznym nadzwyczajnie czystej. iStruktur t otrzymuje si *) Referat wygłoszony na Konferencji Metaloznawczej Stów. Inż. Mechaników Poi kich w Katowicach dn. 20 mar ca r. b. przez długie żarzenie stali, nast pnie przez umiej t ne kucie jej w stanie rozżarzenia przy ściśle okre ślonej temperaturze (727° C), przy której — we dług termicznego (wykresu żelaza — powstaje mie szanina eutektoidalna ferrytu z cementytem, ZWT na perlitem. Zarówno dzi ki żarzeniu, jak też pod wpływem uderzeń młota, perlit, daj cy pod mikro Rys. 2. Obraz surówki białej p/g Goerens'a. (X 100). skopem obraz rozmaicie ugrupowanych pasemek, naprzemian białych (cementytu) i czarnych (ferry tu) (patrz rys. 1), przybiera kształt kulisty, przy czem rozmieszczenie ziarn cementytu w masie fer rytu staje si regularne, dzi ki czemu na powierzchni ostrza, wypolerowanego i wytrawionego kwasem, wyst puje wzór, złożony z jasnych, na ciemnem ile rysuj cych si linij, wyginaj cych si i pl cz cych ze sob . Ostrze damasceńskie, dzi ki wskazanej od mianie perlitu, odznacza si bez hartowania wielk twardości , a równocześnie elastyczności , wskutek czego jest znakomitym i wprost .niedoścignionym wyrobem w zakresie broni siecznej, aczkolwiek, stal o tak znacznej zawartości w gla zazwyczaj jest nie zmiernie krucha.
Transcript of Nr. 31 — 32. Warszawa, dnia 3 — 10 Sierpnia 192Tom7 LXV r...
-
Nr. 31 — 32. Warszawa, dnia 3 — 10 Sierpnia 1927 r. Tom LXV.
PRZEGLĄD TECHNICZNYTYGODNIK POŚWIĘCONY SPRAWOM TECHNIKI I PRZEMYSŁU.
T R E Ś Ć :
O ż e l i w i e p e r l i t y c z n e r a , nap. Inż. Wł. Kuczewski.
O k o s z t a c h s p a w a n i a ł u k o w e g o , nap. Inż. Z. Do-browolski.
K r ó t k i z a r y s r o z w o j u b u d o w y m o s t ó w k o l e -j o w y c h w c i ą g u s t u l e c i a 1825—1925, z e s z o z e -g ó 1 n e m u w z g l ę d n i e n i e m p r a c I n ż y n i e r ó wP o l a k ó w (dok.), nap, Prof. Dr. St. Kunicki.
K o l e j e ż e l a z n e a d r o g i w o d n e , nap. Inż. J . Eber-hardt, członek Komitetu Międzynarodowego, powołanegoprzez Komisję Transportową Ligi Narodów.
R e k r y s t a l i z a c j a (dok.) nap. Inż. Olszak.
P r z e g l ą d p i s m t e c h n i c z n y c h .
B i b i j O ' g r a f j a.
SOMMAIRE:F o n t e p e r l i t i ą u e (a suivre), par M. Wł. Kuczewski,
Ingenieur.P r i x d e r e v i e n t d e la s o u d u r e e l e c t r i ą u e , par
M. Z. Dobrowolski, Ingenieur.P r o g r e s r e a l i s e s d a n s l a c o n s t r u c t i o n d e s
p o n t s p o u r l e s c h e m i n s d e f e r d a n s l e c e n -t e n a i r e l 8 2 5 — 1 9 2 5 e t l e s t r a v a u x d e s I n g ś -n i e u r s P o l o n a i s (suitę et fin), par M, St. Kunicki,Dr., Professeur a 1'Ecole Polytechniąue de Varsovie,
C h e m i n s d e f e r e t v o i e s n a v i ( J a b l e s . L a c o n -c u r r e n c e e n t r e e u x , par M. J. Eberhardt, Ingenieur,Membre du Comite International, nomme par la Com-mission du Transport de la Societe des Nations,
R e c r i s t a l l i s a t i o n (suitę et fin), par M. Olszak, Ingenieur.R e v u e d o c u m e n t a i r c .B i b l i o g r a p h i e .
O żeliwie perlitycznerrPNapisał Inż. Władysław Kuczewski.
Od czasu zastosowania mikroskopów do badaniametali i ich stopów, wiedza metalurgiczna zro-biła podziwu godne postępy. Procesy hutni-cze, a osobliwie własności poszczególnych wyrobówżelaznych i stalowych, do których wykrycia ludzkośćdoszła jedynie zapomocą genjuszu, a więc podświa-domie, intuicyjnie, dzisiaj nie ,są już czarną magją,
Rys. 1. Obraz perlitu w żeliwie podfug Goerens'a. (X 500).
ani też sekretami, zaizdrośnie strzeżonemu przez ichszczęśliwych posiadaczy. Nie mówiąc o prawdziwejchlubie naszego wieku, stalach szlachetnych szyb-fkotnących, których zastosowanie sprawiło istnyprzewrót w dbróbce mechalnicznej metali, dlość wspo-mnieć o legendarnych wprost ostrzach (klingach)damasceńskich, które swe nadzwyczajne własnościzawdzięczają — według doświadczeń profesiora Po-litechniki Petersburskiej Bielajewa (z 1911 r.) —specjalnej strukturze stali indyjskiej (ang. Wooz)o zawartości 1,5% C i pod względem chemicznymnadzwyczajnie czystej. iStrukturę tę otrzymuje się
*) Referat wygłoszony na Konferencji MetaloznawczejStów. Inż. Mechaników Poi kich w Katowicach dn. 20 mar-ca r. b.
przez długie żarzenie stali, następnie przez umiejęt-ne kucie jej w stanie rozżarzenia przy ściśle okre-ślonej temperaturze (727° C), przy której -— we-dług termicznego (wykresu żelaza — powstaje mie-szanina eutektoidalna ferrytu z cementytem, ZWT-na perlitem. Zarówno dzięki żarzeniu, jak też podwpływem uderzeń młota, perlit, dający pod mikro-
Rys. 2. Obraz surówki białej p/g Goerens'a. (X 100).
skopem obraz rozmaicie ugrupowanych pasemek,naprzemian białych (cementytu) i czarnych (ferry-tu) (patrz rys. 1), przybiera kształt kulisty, przy-czem rozmieszczenie ziarn cementytu w masie fer-rytu staje się regularne, dzięki czemu na powierzchniostrza, wypolerowanego i wytrawionego kwasem,występuje wzór, złożony z jasnych, na ciemnem ilerysujących się linij, wyginających się i plączącychze sobą. Ostrze damasceńskie, dzięki wskazanej od-mianie perlitu, odznacza się bez hartowania wielkątwardością, a równocześnie elastycznością, wskutekczego jest znakomitym i wprost .niedoścignionymwyrobem w zakresie broni siecznej, aczkolwiek, stalo tak znacznej zawartości węgla zazwyczaj jest nie-zmiernie krucha.
-
684 PRZEGLĄD TECHNICZNY 1927
Rola struktury perlitycznej występuje bardzo•dobitnie róWnieiż przy badaniu żelaza lanego, po-chodzącego z lat dawnych, a-odznaczającego się nie-iziwykłemi wprost 'własnościami mechanścznemi.O pairailelizmlie, jaki- 'istnieje pomiędzy własnością mist&li i żeliwa, będziemy mówiili riiecio szczegółowiejprzy rozważanliu własności mechanicznych żeliwa.Tu zaś ipowitónzymy za pip, Kuełmerem i Ne.se-majin^m1) fakt następujący: w 'czasie wojny, dopewnej odlewni niemieckiej przywieziono razem zżelastwem żeliwne lufy armatnie nielwliado.miego po-chloidzenia, w każdym razie bardzo stalre. Jakież by-ło zdziwienie autorów, igdy '.się dbaizało, iż rur 'tych,pomimo niezbyt dużej grubości ścianek, w żadensposób nie można było .potłuc. Odznaczały się onetak wielką ciągliwwścią, że 'dla wykorzystania sta-rych armat, jako naldzwycziaij wartościowego, -bied-nego w fosfor żelastwa, trzeba był'o uciec się do fcra-j'anii.a luf ma. tokarkach. Analiza chemiczna wykapa-ła następujący skład żeliwa: ogólną zawartość C •—3,34%, w tetai grafitu 1,97%, Si — 0,57%, Mn —0,19%, P — 0,09%, S — 0,06%, 'Obraz' metalogra-ficzny był niczem innem, tylko perlitem zwykłym,płatkowym. Stąd widać że JOJŻ dawno znane ibyłyzalety żeliwa nazywanego dziś perlitycznem, któ-re jednak 'stasowanio-, nie zdajiąc sobie sprawy ani
•ze 'znaczenia jego 'struktury, ani z warunków tęże-nlia grubszych 'odlewów, .otrzymywanych z wysoko-wairtościw&j surówki iz pieców na wę̂ glu drzewnym.W doibie 'obecnej, w celu potanienia wyrobu, zmu-szeni jesteśmy do posługiwadia się tworzywem jaknajtańszem, czyli surówką wytapialną na, koksie, ja-koteż -druzgfem żeliwnym, częsbo bardzo rozmaitegoskładu chemliczrnego, oraz odlpaidlkami własnej odle-wni; przeto staje się aikhialnam zagadnielnie ;o>trzy-myrwadia wysolkoiwaTtolściowego ż-ellwa ,z twlorzywtanich, 'zanieazysizczonych iszfcddliiwietoi dlcunieiszlkamś,zwłaszcza siarki i fosioru, uszłachetniaijąc je przezdiobór; odpowieidtnich warunków termicznych jegopnzieitopu oraz tężenia (a więc .przez odpowiednią mi-krostrukturę) , bądź też stosując splosoby i przyrzą-
x) Sitalbi u. Eisen, 1924, str. 1044.2) Jalszoze nie ta'k .dawno ^nyilano, źe w surówka.oh
szarych znajduje się — obok perlitu — cementyt. Jednakdłuigolstnie doświadczenia pracowni Zarząlilu Głóiwaiego Ko-
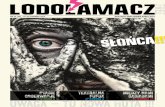
Rys. a. Cylinder wodny. Prawidłowe wytrawienieroztworem kwasu pikrynowego w alkoholu. (X100).
lei NiEmieicIkaiclh w BeriKriiiie wylkazały, źle oiofmalny odlewmas,z,yiH'Oiwy — z.aa-ówmó o "wyżlŝ elj wytrzyimatośoi, jaik i ouiiższej — ceimentyłu -wcale nie izaiwiera. Olmŷ Jca w tyjiwzględzie polegała na miewłaściwym sposobie wytrawianiapo-wierzchni metalu. Dwa zestawione powyżej obrazy (rys-, a
•dy, podnoszące wartość metalu w izbioirniku 'żeliwia-kowym,
Roizpatrzmy koleijno wszystkie wymienioneprzed chwilą czynniki, wychodząc iz 'założeoia, żeżeliwo perlityczne jest ideałem, 'do którego każdanowoczesna wytwórnia (malsizyn d'ążyć powinna.
Jedtaak przedtem, dla iskrysibaliztowania poglą-dów na własności tej lub liinnej odmiany struktu-ralnej żeliwa, przypomnijmy siobie, jaldie gatunkiżelWa spdtykamy w praktyce. A więc oddawina że-liwiO1, za.róiwnlo jak siurówkg., dziiefi się na faiciłe i naszare, zależnie od postaci,, w której znajduje się wiweij węgiel: allbo w p!ołajcze!n'iu chemłeznem z żela-zem, jako karbid (cementyt), albo jaik© czysity węgiel(graf.it). Ponieważ kairlbid j>eist najtwardszym skład-nikiem w żelazie, poisiaida surówka biała wysokątwardość i kruchość, jeist bairdz'0 trudno obrabialnai dlatego tylko' w wyjątkowych wypadkach 'znajdu-je zastosowanie praktyczne (przy wyrobie odlewówutwardzonych, tudzież żeliwa kujmeigto). Surówkązaś szara, wotec braku w niej cementytu, jestmięk-ka, łatwo obrabialna, lecz jednocześnie wskutek za-wartości płattków niewyttrizyraaŁeigo grafitu — jestmałbwytrzymała na irozerwanie (wykazując najwy-żej 18 kglmrrii}. Pomiędzy telmi dwoma zasaidnicze-mi typami mieści się cała gaima t. zw. s,urówek po-łowlicznych, które malją własności posreidnie międzysurówką szarą a białą, bowielm zawarty w nich wę-giel występuje częściowo w postaci grafitu, czę-ściowo zaś cementytu,
iMetalograficznie rzecz przedstawia się w sposóbnastępujący: w surówkach białych (rys. 2) widzimyciemne wyspy perlitu i jasne pola (nietknięte od-czynnikiem chemicznym przy wytrawianiu) t, zw, le-deblurytu—'mieszadkii euŁiektycIzineij tlwalrldleglO1 roztwo-ru (martenizytu), będącego w noizkłaldzie, ©raz gru-bego wyfcrystaliizowąinegio cementytu, natomiast przywiększych zawartościach węgja podczas powolnego'OStygania żelaza wydlzieila siię grafiit, tworząicy płyt-ki otoczone perlitem2). Obecność krzemu —' jakwiadbimio — uła't!wia powstawanie grafitu, mangan
i b) zlELiosaripnięte z, ipracy (PtP- Kluiehinie.ra i !Nes«imaiiiii'a ^u. Eiis'en, 1|924, str, 1042), ttomaezą. n.iew.łâ śiciwio.ść wiskazaną.
Białe ipóla bynajtaimień nie ,oiznaicz'a;ją lldaiihildiu: parzywłaściwie ulżytym do wytrawiania o'dlczynnilklui, odlew jna-szynowy składa się z siatki perlitycznej, przerzedzonej wiek-
Rys, b. Pierścień tłokowy. Niewłaściwe wytrawienieroztworem kwasu solnego w alkoholu. (X100).
szemi lub mniej szemi ipłalta-mi igralitu, oraz eutektyczną mie-sizanlką iżelaza i jeigo losfMIów, PonieważiQeimentytijes't\slkłaid.n.i-Wem naidaijąic-ytin ieltilwlu1 nadziwyczajną twardość, przeto z,ro-ziuimiałeim się s'ta}e wyima^anie mecfianilków, alby żeliwo' mia-ło strukturę iperłityczną i nie zawierało w s-olbie ceimentyta.
-
Ka 31 — 32 PRZEGLĄD TECHNICZNY 685
zaś przeciwnie — utrudnia je i powoduje tworzeniesię karbidów. Jednak już dawno zauważono, że po-dział surówki tylko na dwa typy: biały i szary, niejest słuszny. Zdarza/ją się bowiem wypadki, gdy ?.a-ehodzi potrzeba stosowania żeliwa Medmego w wę-giel i bogatego w krzem, np. wtedy, gdy przy brakusurówki (jak to było — między innemi —- w czasiewojny) żeliwo otrzymuje się w drodze przatapraniametalu makiiwęglisitegio, z 'dodatkiem do łyżki, wzglę-dnie do lejniicy, najczęściej jednak do pieca,, boga-tego (50 — 75%-wego) żełoizo-krzemu, Będzie totrzecia, ferrytyczna odmiana żelaza lanego (rys. 3).
Rys. 3, Bardzo miękkie żeliwo ferrytyczne p/g Wuesfa, (XS00).
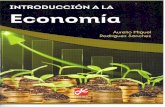
Zasługa podziału żeliwa na trzy główne typy:biały, perlityczny i ferrytyczny, należy do znanegometalurga i metalografa E. Maurer'a 3); fakt ten zo-.stał upamiętniony w ułożonym przez Maureir'?. wy-kresie (rys, 4), gdzie pole I—OAB jest geometrycz-
° białe• perlityczne« poła wiczne• ferrytyczne• ferrytyczno-per/ityczne
Rys. 4. Wykres żeliwa podług E. Maurer'a(dla żeliwa wyszczególnionego w tabeli 1),
nem miejscem punktów, mających za oldciejte za-wartości krzemu zaś za rzędne zawartości węgla(należące do żeliwa białego), przyczem w roizumie-niu Maurer'ą żeliwo białe składa się wyłącznie zledeburytu. Pole II — BAD nataży do żeliwa perli-tycznego, pole zaś III (poza lin ją AC) — do ferry-tycznego. Pomiędzy polem I a polem II znajdujesię powierzchnia BAB1, która mieści w sobiie punktynależące do żeliwa połowicznego, typu pośredniegomiędzy białem a perlitycznem, zaś powierzchniaD1AD między polem II a III należy do żciliiiwa per-litycznio- ferrytyeznego (por. rys. 10). Wykres Mau-rer'a oparty jest na następujących przesłankach. Naosi rzędnych punkt A odpowiada 4,3% zawartościwęgla, t, zn, mieszaninie eutektycznej, zwanej le-
deburytem (w surówkach natomiast szarych eutek*łyka „giauiyczna" zawiera 4,1% C). Następnie, zszeregu doświadczeń Maurer'a wynika, iż stal o za j
wartości 1% C i 2% Si tężeje, nie wydzielając gra-iitu. Na tej podstawie został wybrany punkt B, awięc linja AB • jalko granica, poza k;órą zaczyna siępowstawanie grafitu. Punkt C odpowiada stalom ozawartości 0,8% C i 7% Si, w których — według•prac znakomitego Guillefa — wcale niema karbi-dów, a więc cały znajdujący się w nich węgiel przy-biera postać grafitu. Równolegle do osi odciętychprzeprowadza Maurer prestą, która stanowi granicępomiędzy stalą a surówką, znajdującą się—w myślwykresu termicznego żelaza — pray 1,7% zawar-tości węgla. Linja ta przecina prostą AC w punkcieD. Linje AB1 i AD1 określa się przez punkty Bl i D\które są przecięciem prostopadłych BB1 i ŹJD1 z li-nją stali, względnie z osią odciętych.
TABELA I.P r ó b k i (w f o r m i e k l i n ó w : 450 t m i i d ł . X 50 mms z e r . X 100 mm w y s , ) s p o r z ą d z o n e w p r a c o w n i z a -k ł a d ó w „ F r . K r u p p A . - G . , E s s e n " w c e l u s p r a w -
d z e n i a p r a k t y c z n e j w a r t o ś c i w y k r e s uE. M a u r e r' a (rys 4).
Si MnM i k r o s t r u k t u r a
Nr.próbki
1234567S9101112131415161718192021222324252627282930313233
1,823,063,662.792,302,003,602,683,503,001,711,851,782,072,622,283,803,903,323,203,553,401,853,433,653,653,303,603,402,332,052,202,55
1,531,230,682,431,191,380,540,601,192,601,714,325,122,592,804,401,871,260,730,281,000,703,501,151,021,050,801,000,900,981,231,881,50
ST0,980,920,911,250,870,871,140,901,000,831,041,011,001,031,031,010,920,960,931,020,940,881,131,060,880,900,971,010,960,710,851,010,80
BiałaPerlitycznaPerlityczna-f- trochę karbidu.Perlityczna
a
„ -f- trochę karbidu.Biała
Perlityczna-f-trochę ferrytu.Ferrytyczna.Perlityczna.Ferrytyczna.
»Perlityczna.
Ferrytyczna.
Połowiczna,Biała.Perlityczna.Połowiczna.Perlityczna.
nPerlityczno -ferrytyczna
f, v ł ,1
PołowicznaPerlityczna
Białan
Perlityczna
») Kiroiipipis.che M o n a t s h e f t e , 1924, str. ,115/22oraz „Stafel u. Eisen", 1924, itr. 1522/4.
Zgodność rozumowania powyższego z danemidoświadczalnemi wykaizana jest na rys. 4, gdzieoznaczone numerami punkty odpowiadają numeromiprófeek żeliwa o podanym w tabeli I isktadzie chemi-cznym oraz mikroistruktuize. Porównując wynikibadań każdej poszczególnej próbki pod mikrosko-pem z jej położeniem na wykresie Maurer'2, wy-znaczonem zapomocą składu chemicznego, docho-dzimy do wniosku, iż żeliwo połowiczne, które jestmieszaniną żeliwa szarego i białego, znajdować sięmoże jednocześnie w kilku polach, przeważnie jed-nak w pobliżu punktu A, czyli w ostrym kącie (wwierzchołku) wykresu.
Z rys. 4 widzimy również, że w wypadku, gdybylinja AD była przesunięta wlewo (00 odpowiada
-
686 PRZEGLĄD TECHNICZNY 1927
—nawiasem mówiąc — wymaganiom teorji), wów-czas ferrytycane próbki NN 10, 13 i 16 leżałyby/całkowicie w palu III, zaś próbka Nr, 12 znalazłaby/się bliżej linji AD; jednocześnie perlityczno-fer-rytyczne próbki NNr. 9, 25 i 26 wypadłyby całko-wicie w polu D1AD, czyli na miejscu właśćiwem.
SIRys. 5. Wykres do tabeli 11.1
Dla stwierdzenia dokładności wykresu Mau-l
-
N° 31 — 32 PRZEGLĄD TECHNICZNY 687
ki 0,036% (rys. 6), 0,110% (rys. 7), następnie od-lewu o normalnej zawartości fosforu (rys. 8), na-reszcie żeliwa perliitycznego o dużej ilośti miasiZiam-ki eutektyeznej żelaza i jego fosfidów (rys. 9). Z
na rys. 10). Nie bacząc na powolne chłodzenie, że-liwo zachowało — jak widzimy — swą budowę per-lityczną, Na powyższą, bardzo cenną dla praktykiodlewniczej, whsność niektórych gatunków żeliwa
Rys, 9. Klocek hamulcowy. Żeliwo perlityczne o dużejilości fosfidów, p/g Kuehnel'a i Nesemann'a,
(X 100).
obrazu rys. 9 wynika — między innemi — nastę-pujące, bardzo ważne dla praktyki, wskazanie: mia-nowicie, pomimo powolnego ostygania grubego kloc-ka hamulcowego i pomimo istnienia warunków, przyktórych mogłyby powstać diuże pola eutektyki fos-forycznej, nie stwierdzamy żadinego rozpadu mie-szanki eutektołdałnej — pcrflStu, która to mieszan-ka w warunkach powolnego ostygania żeliwa win-na była dać większe ilości feirrytu i grafitu (jak np.
Rys. 10. Ferrytyczno-perlityczne żeliwo p/g Goerens'a,(X 500).
wskazuje również sam Maurer, zaś zakładtamKrupp'a udało ssie wynaleźć tąfeli skład chemiczny,który— niezależnie od szybkości krzepnięcia i osty-igania żeliwa — daje strukturę per lityczną, przy-czem twardość jego wynosi od 220—230 jednostekBrinell'a, wytrzymałość na zginanie — powyżej60 kgjmm2, co odpowiada — jak zobaczymy niżej—.wytrzymałości1 na nozciągarJie dk. 28—29 kg/mni*.
(d. n.).
O kosztach spawania łukowego*1.Napisał Tnż. Zygmunt Dobroioolski.
Spawanie łukowe w naprawach,
Spawanie łukiem elektrycznym, jako względnienowa metoda łączenia metali, znalazło dotych-czas niewielkie zastosowanie w przemyśle. Naj-cenniejsze usługi oddaje spawanie łukowe w napra-wie części maszyn, jak również przy usuwaniu bra-ków wadliwie odlanych lub źle obrobionych przed-miotów. Niezwykła prostota, poręczność i taniość'spawania łukowego szczególniej występuje na jaw,gdy trzeba naprawić przedmiot dużych rozmiarów,o skomplikowanych kształtach i bez demontażu.
Mówiąc wówczas o „taniości" spawania, bie-rze się pod uwagę oszczędności, jakie się uzyskujeprzez uniknięcie kosztów sporządzenia nowej czę-ści, a przy żeliwie również i modelu, oraz przezznakomite skrócenie czasu naprawy, Niejednokro-tnie spawanie łukowe jest jedynym sposobem na-prawy bardzo cennych objektów. Są to jednak o-koliczności uboczne, z właściwemi kosztami spa-wania nie mające nic wspólnego.
Z powodu jednak s t o s u n k o w o nikłychkosztów spawania w porównaniu z wartościąprzedmiotów naprawianych, niema podniety do in-teresowania się ekonomiczną stroną tego sposobunaprawy. Ten brak zainteresowania się kosztami
*) Referat wygłoszony na Konferencji warsitatowo-ko-lejowej Stów. Inż. Mech. Polskich w Poznaniu dn. 8 maja r. b.
samego spawania pochodzi jeszcze stąd, że spawa-nie stosuje się w przemyśle dopiero od ląt 10 i napoczątku cała uwaga była skierowana na kwestjęw y t r z y m a ł o ś c i , jako najważniejszej dlaogółu technicznego. Pod tym względem zaufanie dospawania łukowego wzrosło o tyle, że dziś trudnojuż sobie wyobrazić większą wytwórnię metalowąbez aparatu do spawania łukowego, czy to dla re-montu własnych urządzeń, czy dla naprawy bra-ków odlewniczych i obróbkowych.
Dla zilustrowania ważności kalkulacji przynaprawach, podano na rys, 1, jako przykład, koszt„nakładania" —• czynności, którą przy naprawachczęsto się stosuje. Widać, że użycie 3 mm-owej elek-trody zamiast 5 mm-owej podraża nakładanie o60—90%, W wykresie tym uwzględniono jedynierobociznę i koszt elektrod, przytem wzięto pod u-wagę najtańsze z elektrod powlekanych. Gdybydoliczyć koszt energji i koszta dodatkowe oraz u-żyć elektrod droższych, to różnice byłyby jeszczejaskrawsze,
Spawanie w produkcji,Przy wyrobie nowych przedmiotów, spawanie
łukowe może nietylko konkurować z innemi spo-sobami łączenia, jak spawanie acetelynowe i ni-towanie, lecz również zmienić sposób fabrykacji.Przykładem tego może być naprz. wykonanie 2żelaza handlowego przedmiotów o kształtach
-
688 PRZEGLĄD TECHNICZNY 1927
skomplikowanych, które dotychczas trzeba byłoodlewać lub wykuwać.
iNao
-
Ka 31 - 32 PRZEGLĄD TECHNICZNY 689
1 m b, szwu podia je iryis. 2. Przy fcażldtelj nobootenależy się dobrze zastanowić, jaki kształt ma posia-dać szew, aiby wymaganiom wytrzymałości zadość-uczynić, a materjału zu'żyć o ile możną najmniej.
0 2 4 6 8 10 12 16 16 20
Rys. 2.Ciężar zużywanych elektrod na 1 m bież, szwu.
Jeżeli dostęp do szwu jest z obu stron, to szewmoiże mieć kształt litery X, zużycie materjału jestwówczas prawie 2 razy mniejsze. Spawanie na Xprzedstawia więc pod względem ekonomicznym
T a b e l a IW y m i a r y s z c z e l i n y w mm m i ę d z y b l a c h a m i
s p a w a n e t n i n a s t y k (p. rys, 2).
ga
a
b
c
3 — 6
120° — 90°
1 — 2
d o 1
1
5 — 12
90° — 60°
2 — 3
1—2
2
10 — 20
60°
3 — 4
2 — 4
2 — 3
znaczne korzyści w porównaniu do spawania na Vi należy je zawsze stosować, o ile tylko to jestmożliwe, tembardziej, że pod względem wytrzyma-łości jest ono również korzystniejsze .
Średnica elektrod,Zwykle używane aparaty na prąd stały pozwa-
lają na stosowanie drutu, wzgl. elektrod, o średnicyod 2 do 6 mm. Dobór średinicy elektrody odpowie-dnio do grubości blachy spawanej jest rzecząp i e r w s z o r z ę d n e j w a g i ze względu naekonomję spawania, W tabeli II zamieszczono ogól-ne wytyczne w tym względzie.
T a b e l a II.W y d a j n o ś ć a p a r a t u ł u k o w e g o
grubość blachymm
3
4 — 6
6 — 10
10 — 15
> 1 5
0 elektrodymm
2
3
4
4 - 5
5 — 6
Ciężar topionychelektrod, kglgoiz.
0,2
0,4
0,6
0,6 — 0,8
0.8 — 1,1
2 mm zam!ia's.t 4 mm, płaci się za kg elektrod 2 ra-zy więcej, a robocizna kosztuje 3 razy więcej.
Ceny elektrod różnią się znacznie, zależnieod wytwórni, gatunku i średnicy elektrody. Załą-czona tabela III ilustruje stosunek cen 4-ch najbar-dziej u nas znanych wytwórni elektrod; wzięto poduwagę gatunki dające spojenia o równej mniej wię-oeij wytrzymałości. Ceranę idratu o średnicy 5 mmpewnej wytwórni A przyjęto równą 100.
T a b e l a III.P o r ó w n a n i e c e n e l e k t r o d 4 - c h w y t w ó r n i
W y t w ó r n i a
A
B
C
D
0 5 mm
100
125
—
170
0 A mm
115
130
140
210
0 3 mm
175
185
145
280
0 2 mm
285
310
—
405
Oczywiście, w węższej części szczeliny i napowierzchni szwu, używa się zwykle cieńszychelektrod powleczonych. Używając np. elektrod
Różnice w cenie, jak widać, są bardzo duże.Spawalnia powinna być zaopatrzona w elek-
trody różnej grubości i różnych gatunków i nie po-winno się pozostawiać spawaczowi wolnego wybo-ru elektrod, lecz rodzaj i średnica ich musi być wy-znaczona przez kierownika spawaini. Nie należyrównież bezkrytycznie używać elektrod tam, gdziemożna spawać gołym drutem. Naogół elektrod uży-wamy do połączeń, od których wymaga się s z c z e 1-n o ś c i lub znacznej w y t r z y m a ł o ś c i , przyprzeważnej ilości robót wystarczy zwykły miękkidrut żarzony. Obecnie, w przeważnej liczbie wy-padków, używanie tych elektrod, a nie innych, jestdziełem p r z y p a d k u , Trzeba byłoby dokonaćwielkiej ilości prób, aby móc wyciągnąć zupełniepewne wnioski, co do wartości elektrod różnychgatunków i różnych firm, a to jest zbyt kosztownenawet dla dużej wytwórni, a dla małej zgoła nie-możliwe. Może w przyszłości powstanie 'PolskieStów. Spawania na wzór amerykańskiego: ,,Wel-dińg Society", przy którem zainteresowany prze-mysł utrzymywałby biuro badań; obecnie dobór e-lektrod odpowiednich do materjału spawanegoi rodzaju spojenia jest bardzo utrudniony.
Naogół należy zaznaczyć, że droższe elektro-dy są lepsze, bywa jednak odwrotnie; często sięzdarza, że różnice w cenach nie są współmiernez różnicami w dobroci spojenia, W pewalym wy-padku stosunek wytrzymałości spojenia wykonane-go gołym drutem, elektrodami X i elektrodami Ybył równy 1 : 1,4 : 1,6, a stosunek -cen był 1 :4:7.Oczywiście, przy naprawie stalowej części maszy-ny, gdzie jak największa wytrzymałość jest po-trzebna, a robota jest jednorazowa, użyć możnaelektrod Y, lecz błędneni byłoby używać ich doprodukcji większej ilości zbiorników z żelaza zlew-nego, osiągając w spojeniu większą wytrzymałośćniż w samej blasze, gdy mogą wystarczyć tańszeelektrody X lub drut igoły,
Czas spawania.W tabeli II podano ciężar elektrod, topionych
na godzinę przez przeciętnego spawacza, w nor-malnych warunkach pracy warsztatowej, przy ro-botach różnorodnych.
-
690 PRZEGLĄD TECHNICZNY 1927
(Przy określaniu czasu spawania, należy u-względnić straty, ńa założenie i zdjęcie przedmio-tu, oraz na odpoczynkowe przerwy w pracy. Je-żeli jest w robocie dużo drobnych przedmiotów,spawacz dostatecznie wypoczywa w przerwachprzymusowych, w przeciwnym razie musi w pew-nych 'odstępach czasu nieco odpocząć. Koniecz-ność bardzo dokładnego ruchu ręki powodujeszybkie zmęczenie mięśni, wytężona uwaga skie-
Rys. 3. Czas spawania 1 m bież. blach elektrodamiróżnej średnicy.
rowańą na płomyk łuku, migający na czarnem tle,nuży równie szybko umysł, jak wzrok. Maskautrudnia dostęp powietrza, które pozatem jest za-nieczyszczone gazami wydobywającemi się z kra-teru łuku. Z tego powiodu praca spawacza musibyć traktowana tak, jak n a j c i ę ż s z a p r a c afizyczna.
Na ryis, 3 podano czas spawania 1 m b , blachelektrodami lóżnej średnicy. Widać tu, jak bardzoróżni się czas spawania tej samej blachy elektro-dami różnej średnicy i jak niezwykle ważną spra-wą fest dobór odpowiedniej średnicy drutu do gru-bości szwu.
W założeniu, że do spawania używa się elek-trod średnicy właściwej, wszystkie krzywe z rys. 3można zredukować w jeden wykres, przedstawio-ny ńa rys, 4. Przedstawia on przeciętną wydajnośćspawania, trwale osiągalną w ciągu 8 godz. dnia ro-boczego, bez specjalnych trudności, Należy tękrzywą uważać zą podstawę do o g ó 1 n e j o r j e n-t a c j i . Dobry spawacz powinien osiągnąć wynikikorzystniejsze, szczególniej, jeżeli robi stale jednąrobotę. Dla porównania, podano krzywą przecięt-nej wydajności dobrego spawacza acetylenowego,w podobnych warunkach pracy,
iDo wszelkich robót przygotowawczych, jakścinanie krawędzi, skręcanie blach, 'przenoszenieprzedmiotów do aparatu i t. p., powinno się uży-wać pomocniczej siły roboczej nie tylko ze wzglę-du na tańszą robociznę, ale również dlatego, żespawacz powinien unikać wysiłków ręcznych, któ-re później odbijają się na równości łuku i dobrociszwu. Lepiej jest przestrzegać zasady, że s p a-w a c z t y l k o s p a w a . Robocizna pomocy ob-ciąża również spawanie ii prizy (kalkulacji nie tlrze-ba o tej pozycji zapominać.
Rozchód energji.Do stopienia 1 kg żelaaa trizelba 'teoretycznie
około 260 Kal, co przedstawia około 0,31 kWh. Nietylko elektrody topi się przy spawaniu, ale i war-stwę przedmiotu spawanego; topienie tu odbywa sięw bardzo riiekonzyistnych warunkach, przy silnem
chłodzeniu powietrzejm i energicznem odiprowaldza-niu ciepła przez przedmiot sipalwMiy, Oprócz nor-malnych strat energji w łuku eleiktrycizinym, docho-dzą straty na bieg jałowy aparatu w czasie przerw,oraz mała sprawność przetwornicy (45—50%).
4.5
4,0 —
3,S
3.0
2,5
2,0
1,5
1,0
0,5
0 2 4 6 8 10 12 14 16 18 20Rys. 4. Przeciętna wydajność spawania elektrycznego
i acetylenowego w ciągu 8 godzin pracy,
W rezultacie na stopienie 1 kg elelkftnod prądemstałym pobiera się prizedęttnie z isiiielci ofcioło 6,7 kWhprądu. Przy spawaniu prądem zmiennym, zużycieenergji jest znacznie mfniejisze.
Koszty dodatkowe,Koszt aparatu ha prąd s)bły wynosi od 600 do
1000 do!, amer,, koszt ześ instalacji zależy od miej-scowych wfąruinków. Licząc 10% na oprocentowa-nie kapitału, 15% na 'amortyzację i 5% n?. konser-wację, otrzymamy roczne kosaty dodatkowe w wy-sokości 30% ceny instalacji. Przy zatrudnieniu apa-ratu, wynoszącem 2000 godz, rocznie, koszty te wy-noszą około 1 zł, na di
god.*
s
Ac.s
/
i.
/
/
grub. blachy
40000
35006
30000
25000
20000
15000
10000
SOO0
kalorje Zł.
***tam
y—-—
Act
/
p—— gru
i
/
i. bli
/
/
ichy
20
15
10
6 8 10 12 14 li 18 20
Rys. 5. Porównanie rozchodu energji i jej kosztu przyspawaniu Jukowem i acetylenowem.
Aby zimniej szyć te kioszlty dodaltikoiwe, naileżystarać się wyzyskać aparat. Jeżeli jest w- spawal-ni kilka aparatów, opłaci się mieć większą ilość spa-waczy niż jest aparatów, alby odpoczynek spawa-cza nie pociągał za sobą przerw w robocie. Zależnie.od rodzaju produkcji, przerwy muszą być dłuższelub krótsze. Przy drobnych przedmiotach, czas od-poclzynikiu pokrywa się z czasem, jaki trzeba użyćna przełożenie przewiodriilka z jednego przedmiotuna drugi, jeżeli zaś szew jest długi i wklowarsitwo-wy, przeirwy oldlpiOdzylnlkoiwe są (koniiecizinie. PioOTsta-wić długióść tych odpoczydków uizinaniu spawaczy
-
H° 31—32 PRZEGLĄD TECHNICZNY 691
nie mfoSfia. Należy tak dobrać ilość spawaczy dorodzaju pracy, żeby mtożna było wymagać dd spa-walni sfrafegu zatrudnienia aparatów i u s u n ą ćz u p e ł n i e o d p o c z y n e k s p a w a c z a p r z ya p a r a c i e .
Z takiego zorganfeoiwania pracy wynikają licz-ne korzyści. Wszyscy spawacze odpoczywają jed-nakowo, w 'odstępach miarowych, gdyż wzajemniesię kontrolują, pilnując dokładnie chwili, w którejpoiwiinni sKę zmieniać przy aparacie,
Nadzór ma wteidy ułatwione zadanie, gdyż tyl-ko pilnuje stałego zatrudniienia maszyny, a nie robo-tnika. Ilość wykonanej roboty wzrasta, gdyż unor-mowane przerwy zawsze są krótsze od dowolnych,choćby roboitnlcy byli palni z natury. Przytem wy-dajność poszczególnego- aparatu jesit wiąksza, np.faizecli spawaczy na idwóch •apąiraitach może wyko-nać tę samą ilość pracy co na trzech, ą koszty do-datkoiwe są wtedy mniejsze, nie mówiąc o oszczęd-ności nla kasztach zakładowych Iinstedadji ii o redak-cji biegu jałowego aparatów.
Porównanie ze spawaniem acetelynowem,
Firmy, reklamujące spawanie łukowe, używajączęsto porównania ze spawaniem acetylenowem, wcelu wykazania zalet spawania łukowego.
Porównanie ze spawaniem acetylenowem, zna-nem i stosowanem powsaechnliie, może dać dobry po-gląd na ekonomiczność spawania 'elektrycznego. Je-dnak zastawienie przeciętnych wyników spawaniaacetylenowego jest jeszcze trudniejsze, niż dla łu-kowego. Przy dzisiejszym sposobie szkolenia spa-waczy, wyprowadzić jaMdkolwiek przeciętne cyfryco do czasu i tnaterjału (fenu, karbidu] (zużytego,które mbgłyby być miarodajne dla kalkulacji, jestprawie niemożliwe. O ile przy spawaniu łukowemilość topionego materjału przy danem natężeniuprądu i danej średnicy drutu, przy unormowanychprizerwach na odpoczynek, da się jako tako ustalić,0 tyle przy spawaniu acetyleniowem, gdzie biegłośćspawacza decyduje 'o wszystfciem, wahania stupro-centowe w wydajności i w użyciu paliwa nie należądo rzadkości. Nawelt przy założeniu, że spawaczużywa dyszy odpowiedniej wielkości i szczelina jestodpowiednio przygotowana, wydajność zależy odsposfobu prowadzenia palnika, od pozycji spawaczaw stosunku do kierunku szwu, dd ciśnień;? gazów,od ich ozystości, od rodzaju i wielkości aparatu1 t. p. Konieczność przeciwdziałania pofałdowaniusię blach w czasie spawania (czego się nie zdarzaprzy spalwaniu łukowem), wymaga dodatkowychzabiegów w czasie spawania i prostowania blach pospawaniu, co zależne jest również od stanu blachi od kształtu przedmiotu spawanego; stąd_ przerwyi dodatkowa robocizna, często przewyższająca wła-ściwy czas spawania, któreij rozmiar określić mo-żna tylko w bardzo grubem przybliżeniu,
Z powodu tych trudności, wszelkie porównaniekosztów ma wartość problematyczną i zależnie odrodzaju produkcji i •miejiseowych warunków wynikitego porównania będą bardzo różne. Na rys. 5—8przedstawiono próbę porównania spawania acetyle-nowego z łukowem. Wszystkie wykresy odnoszą siędo pracy 8-godz'imiej w zwylkłych warunkach war-sztatowych.
Z rysunków tych widać, że przewaga spawania
łukowego nad acetylenowem akcentuje się corazsilniej w miarę zwiększania się grubości blachy spa-wanej, co jest zupełnie zrozumiałe, ze względu nawarunki termiczne obu tych sposobów.
iNa rys. 5 podano ilość i koszt energji zużywa-nej na spojeinie 1 mb, blachy obu sposobami, t. j .wartość opałową acetylenu dostarczonego do palni-ka i energję prądu roboczego, doprowadzoną do
tlen
3.5
3.0
2.5
2.0
1.5
1,0
0.5
-«»Tkarbid
•13
12•II10 -9
• 8'
• 7
•6
• 5
• 4
i
1 1
Acetj
/
Ety
/
y
y
grab, blac^
//
Kwg
/
y
20
15
10
5
2 4 6 8 10 12 14 16 18 20
Rys. 6. Rozchód tlenu i karbidu na spawanie acetylenoweoraz energji elektr. na spawanie łukowe.
przedmiotu spawanego, wyrażoną w kaiorjach.Koszt jednostkowy w ten sposób obliczonej ener-gji jest w obu wypadkach ten sam (mniej więcej50 groszy za tysiąc kaloryj), przyjmując cenę kar-bidu 70 gr. za kg, tlenu — 2 zł. 50 za m3, prądu —23 gr. za kWh i sprawność aparatu 45%. Na rys.7 podano koszty 'spawania acetylenowego i elek-trycznego: robocizny (bez pomocników), materja-łu, energji, oraz koszt amortyzacja i oprocentowa-nia urządzenia. Krzywa A odnosi się do spawaniaacetylenowego, a krzywe Eu E4, Eg, E u i E1R — do
2 4 6 8 W 12 14 16 IS 20
Rys. 7.Koszt spawanie elektrodami różnej średnicy.
łukowego, w założeniu, że szczelina ma kształt jakna rys. 2. Krzywą Ei wyrysowano dla spawaniazwykłego drutem, Ei — elektrodami w cenie 4 zł.,Es — w cenie 8 zł., £1 2 — 12 zł,' i Eia — 16 zł.za kg, Dla porównania, podano również koszt spa-wania łukowego na X zwykłym drutem — krzy-wa Ex.
Widzimy, że k o s z t e l e k r o d o d g r y w ad e c y d u j ą c ą r o l ę w konkurenic ji spawainia łu-kowego z acetylenowem pod względem ekonomicz-nym. K w e s t j a t a n i c h e l e k t r o d j e s tw i ę c s p r a w ą p i e r w s z o r z ę d n e j w a g i
-
692 PRZEGLĄD TECHNICZNY 1927
d l a d a l s z e g o r o z w o j u s p a w a n i a łu-k o w e g o .
Ponieważ cieńsze blachy spawa silę cieńszenuelektrodami, które są znacznie droższe, przeto (dladolnej azęśrii wykresu będą ważne knzywe E1B, EVŻi Es, dla środkowej — Er,, Es i 2?4I a dla górinej £ 8i £"4, zależnie ód marki elektrod.
ZŁ
1
- ^
^—'
1
gru
W
/I
15
10
0 2 4 6 8 10 12 14 16 18 20
Rys. 8. Koszty spawania acetylenowego i elektrycznegow zależności od stopnia wyzyskania aparatu.
Jaką rolę odgrywa wyizysikainie aparaitu, wiska-zuje rys, 8. £2ooo i £500 ilustrują koszty spawania łu-kowego przy 2000 i 500 godz. .zatrudnienia apara-tu na rok, zaś krzywe A30oo i Aoo odnoszą się dospawania acetylenowego. Niedostateczne wyzyska-nie aparatu elektrycznego pociąga za sobą zr.acz.iywzrost kosztów, w przeciwieństwie do spawania ace-
tyflenoiwego1, gdzóe z powodu nfeiwielfciich kosKitówzakładowych stopień wyzyskania urządzenia małowpływa na wysokość kosztów spawania,
Ponieważ przy spawaniu cienkich blach( < 3 mm) apatet rówlnćież mie jeist wyzyskany, ko-szty dodatkowe stanowią bandtz'0 ważną pozycję wdolnych częściach krzywych E na .rys, 7.
Warunki rentowności spawania łukowego.Reasumując powyższe, dochodzimy do wnio-
sku, że najważniejszy wpływ na efcowomiiezność spa-wania elektrycznego mają następujące czyniniM1:
1) dobór O' d p o w i e d n i e j g ir u b o ś c i d r u-tu (elcktroid) do rodzaju robbty;
2) uiżyw;aniie eilaktlnodi
-
N° 31 — 32 PRZEGLĄD TECHNICZNY 693
ce Sitrypie koło Buczaczą., o rozpiętości 25 m, a we-dług systemu prof. Rychtera — mosty na Dunajcukoło Gołkówic, >z czterema przęsłami po 36 mrozp, i na Sanie w Jarosławiu .»,z dwoma przęsłami po 44 m, *",w roku 1885.*) ,,:
Jednakże próbne projektywykazały, że te same systemydźwigarów mogłyby być za-stosowane i do prowizorycz-nych mostów kolejowych, przystosunkowo niewielkich roz-piętościach. Wobec powyższe-go, możemy powiedzieć, że wdziedzinie mostowego budow-nictwa drewnianego posiada-my polską szkołę, podobnie jakw architekturze mamy polskistyl i polską szkołę.
Polska szkoła budownictwamostowego promieniowałapodczas wojny światowej (1914•—1918 r.) i na sąsiednią Rosję,jak to wskazane jest poniżej.Podczas tej wojny, kiedy zabra-kło żelaza do budowy mostów,gdyż cały materjał żelazny byłużywany do wyrobu pociskówi częściowo taboru kolejowe-go, trzeba było używać do bu-dowy nowych mostów kolejo-wych dźwigarów drewnianych o rozpiętościach od10 do 40 metrów.
W ten sposób, po siedemdziesięciuprzeszło latach, kiedy budowano wAmeryce i w Europie (Rosji) drewnia-ne mosty kolejowe większych rozpię-tości, nastąpił znów okres zastosowa-nia drzewa do budowy większych mo-stów kolejowych.
Jednakże warunki, w których pod-czas wojny światowej (1914 —1918 r.)budowano mosty kolejowe drewniane,były całkiem odmienne od poprzed-nich. Zrozumiała konieczność po-śpiechu tej budowy, powodowała nie-możność należytego suszenia budulca,a tembardziej nasycania ochronnego;z drugiej, strony, brakło budulca du-żych wymiarów i odpowiedniego ga-tunku, wskutek wyrąbania lasów,a jednocześnie wzrosły znacznie wy-magania co do obciążeń ruchomychw porównaniu z obciążeniami z lat1840—1850, wreszcie brak było spe-cjalnie wyszkolonego do budowy mo-stów drewnianych niższego personelutechnicznego.
Przyczyny te składały się na to, żemosty drewniane kolejowe, budowa-ne w czasie wojny światowej, z ko-nieczności były budowlami p r o w i -z o r y c z n e m i
nia, około lat pięciu, dopuszczalne naprężenia drze-wa były zazwyczaj powiększane o 25%> w sto-sunku do normalnych i stosowane były takie syste-
Rys. 25. Dźwigar syst. prof. Rychtera.
my budowli, które dawały możność wykorzystaniaznajdującego się pod ręką miejscowego budulca
Rys' 26,
obliczonemi na krótki czas trwa-
*) Patrz Heinzerling. Holzerne Brucken. Der Briicken-bau. II Teil. d, Handb. der Ingenieurwissenschaften, II Band(1904), str. 47.
Ustrój diwigara mostowego syst. inż. lbjańskiego,
o stosunkowo małym przekroju. Z tego powoduzwrócono się znów do szerokiego zastosowania de-sek drewnianych, stawianych na kant.
Ten materjał, należycie wyzyskany, dał mnó-stwo nowych ekonomicznych typów drewnia-
-
694 PRZEGLĄD TECHNICZNY1927
nych budowli, zaprojektowanych w Rosji (prof,Paton, inż. Borowik i in.), a szczególnie) w Niem-czech, i starannie obliczonych na podstawie nowo-czesnych metod statyki budowli. W liczbie tychustrojów spotykamy zarówno mosty, jak i wią-zary dachowe (np, pokrycie drewniane głównegodworca w Warszawie, systemu PokStephań, da-chy deskowe inż. Brody i t, p,).
KTKI
Rys. 27. Ustrój diwigara syst. inż. Pintowskiego.
Naturalnie, jednocześnie stosowano najroz-maitsze połączenia budulca drewnianego z żela-zem, np. filary (jarzma) wykonywano z drzewazaś przęsła z belek żelaznych walcowanych, łukidrewniane z desek ae ściągaczami żelaznemi i t. p.
Przytem znów powrócił do użytku stary sy-stem Town'a, gdyż dawał możność bardzo łatwe-go i prędkiego wykonania dźwigarów mostowych.Takie dźwigary, o kilku rozmaitych rozpiętosciachtypowych, przygotowywano w Rosji, podczas woj-ny, na zapas i przewożono następnie na miejscarobót.
Oprócz tego stosowano podczas wojny świa-rtowej bardzo szeroko drewniane dźwigary mosto-we systemu podobnego do Town'a, t, j . takie z de-sek postawionych na kant, ale z pełną ścianką.Ukośne deski w ściance przylegały w tym syste-mie jedna do drugiej bez odstępów, a z obu strontych ukośnych desek przymocowane były deskipoziome, także ściśle jedna do drugiej przylegają-ce. System teń, znany w Rosji pod nazwą systemuL e m'b k e, wskazany jest na rys. 28, W Niemczech
•
/ ^. ,/
1 /
i w Austrji system ten nazywany jest systemem ro-syjskim, , , ,
Doświadczenie wojny światowej ; wykazałojednak, że obydwa systemy drewnianych dźwiga-rów Towna i Lembke posiadają jedną kardynalnąwadę, mianowicie mają znaczną powierzchnię wza-jemnego przylegania desek, niedostępną dla prze-wietrzania, i wskutek tego — przy działaniu wil-goci — ulegają prędkiemu gniciu. Wada ta w sy-stemie Lambke jest znacznie spotęgowana przezbrak odstępów między deskami, przez które mo-głoby się odbywać przewietrzanie,
Wobec tego, że z powodu pośpiesznego wy-konywania dźwigarów z konieczności używanoczęsto budulca niedostatecznie wysuszonego, lubnawet świeżo ściętego, a czasem nie sprawdzano,czy budulec nie jest zarażony grzybkiem drzew-nym (merulius lącrymatis), lub innemi zarazkami,powodującemi gnicie — nastąpił w Rosji pod-czas wojny cały szereg katastroi z dre'wńianemimostami kolejowemi,
Możemy tu zacytować załamanie się dźwi-garów Lembke (most na rzece Aa), dźwigarówTowń'a na drogach żelaznych Północno-Zą-chodniej, Moskiewsko-Kazańskiej i innych,
W systemach dźwigarów Lembke i Town'a,•wskutek samej ich konstrukcji, nawet znaczne u-szkodzenie poszczególnych części mostu przez
gnicie możenie być za-uważone przyzewnętrznem
oglądaniudźwigarów.
Wskutek te-go Rada Tech-niczna w Ro-sji, na wniosekautora tegoartykułu, po-stanowiła :
1) Unikaćwogóle zasto-sowania dźwi-
garów systemu Lembke, z wyjątkiem wypadkówkonieczności szybkiego naprawienia przerwanej ko-munikacji, i to w •charakterze tylko budowli prowi-zorycznej, na czas nie dłuższy niż 2—3 łatą, kiedyten system wskutek prostej konstrukcji i prędkoś-ci montażu przedstawia znaczne korzyści.
Jednakże w tych wypadkach należy używaćsuchego zdrowego budulca i stosować obicie dźwi-garów deskami poziomemi (według typu kolei Mur-mańskiej),
2) Wzamian systemu Lembke stosować sy-stem Town'a, w którym znajdują się otwory dladostępu powietrza, pozwalające na naturalne osu-szanie drzewa, zarówno między krzyżulcami, jąki między deskami pasów. Jednakże i systemTown'a, jako składający się z desek, t, j . z elemen-tów małej grubości, łatwiej ulegających uszko-dzeniu przez gnicie, należy, stosować pod warun-kiem użycia t y l k o s u c h e g o - budulca,
3) Uznać za więcej odpowiednie stosowanietakich systemów dźwigarów drewnianych, którychczęści składają się z masywnych ba.li, tworzących
Rys. 28. Schemat dźwigara Lembke.
-
i> 31 — 32 -PRZEGLĄD TECHNICZNA 695
rzadką stosunkowo kratę, t. jjl. dostępnych dladobrego przewietrzania (a wskutek tego i wysy-chania) ze wszystkich stron.
Do takich systemów należy przedewszystkiemsystem Howe'a, z żeląznemi ściągaczami piono-wemi. W razie zaś trudności dostania żelaza okrą-głego, można polecić systemy typu Howe'a, leczwyłącznie drewniane, z zastosowaniem klinów dowywołania naprężeń, które to systemy są używa-ne w Małopolsce, mianowicie inżynierów: prof,Rychtera, Pintows-kiego i Ibjańskiego.
Co się tyczy stopnia suchości drzewa, to dłu-goletnia praktyka amerykańskich dróg żelaznychwykazała, że dla dobrej służby mostów drewnia-nych, termin suszenia drzewa powinien być niemniejszy, niż 1% do 2 lat.
Jeśli zastosować pokrycie pasów i innych za-sadniczych części ustroju osobnemi deskami, z wy-stępami w formie gzymsów, i obicie tych desekblachą żelazną, to okazuje się, że mosty drewnia-ne, wybudowane z suchego budulca, z takiem po-kryciem i przy należytem odprowadzeniu opadówatmosferycznych, mogą służyć trzydzieści i więcejlat. '
4) W lazie, jeżeli dla potrzeb nagłych okresuwojennego, konieczną jest natychmiastowa budo-wa mostów drewnianych systemu Howe'a, albo sy-stemów analogicznych, z drzewa znajdującego sięna miejscu, niewysuszonego lub surowego, to takiemosty należy uważać za k r ó t k o t r w a ł e , pod-legające zamianie w niedługim terminie (nie póź-niej niż 3 do 5 lat) i to pod warunkiem zorganizo-wania specjalnego stałego ich dozoru, oraz przy za-stosowaniu następujących środków ostrożności:
Powinien być przygotowany zapasowy kom-plet dźwigarów z s u c h e g o d r z e w a dla za-miany dźwigarów podlegających usunięciu oraz ma-terjał na klatki z podkładów, dla możności urządze-nia dodatkowych podpór (filarów, jarzm) pod dźwi-garami. Należy zarządzić okresowe badania zapo-mocą świdra szwedzkiego, czy nie gniją drewnia-ne części. Oprócz tego, należy urządzać nie rza-dziej niż rąz na rok próbne obciążenia mostu i od-bywać nie rzadziej niż co cztery miesiące rewizjemostu. W razie zastosowania niedostatecznie wysu-szonego, lub surowego budulca, nie należy dopu-szczać ani pokrycia smołą, ani smarowania kreozo-tem, ani malowania drewnianych części, ponie-waż wszystkie te środki wprowadzają nowe ilościwilgoci do drzewa i przeszkadzają naturalnemu je-go wysychaniu.
Nawet wysuszony budulec drewniany powi-nien być, stosownie do warunków technicznych,opracowanych przez Międzynarodowy Kongres ba-dania materjałów budowlanych, zbadany na wilgo-tność, która nie powinna przekraczać 20%.
•Wreszcie należy zwrócić uwagę na prawidło-we odprowadzenie wody, na pozostawienie po-trzebnych dla odpływu wody otworów, ną pokry-cia w formie gzymsów dla ochrony podstawowychczęści mostów drewnianych od bezpośredniegodziałania na nie deszczu i śniegu.
Z zacytowanego wyżej punktu 3-go postano-wienia rosyjskiej Rady Technicznej widać, że pol-skie systemy mostów drewnianych znalazły w Ro-
sji należyte uznanie, podobnież jak w Austrjii w Niemczech.
Dążenie do jaknajekonomiczniejszego użyciamaterjału doprowadziło do analizy wyzyskaniamaterjału w dźwigarach systemu Howe'a, z jazdądolną, przyczem okazało się, że przez:
1) powiększenie stosunku wysokości dzwiga-rów do ich rozpiętości od V8 do \ lub do Vsi a n *~wet i więcej (do 4,5) i użycie w każdym razie gór-nych wiatrownic między pasami;
2) zastosowanie pojedynczego systemu kraty,zamiast podwójnego;
3) zniesienie kontr-krzyżulców w skrajnychpolach i pozostawienie ich tylko w części środko-wej dźwigara, gdzie siły tnące zmieniają znak;
4) ścięcie skrajnych pól górnego pasa i5) zastosowanie zmiennego przekroju pasów,
można było osiągnąć oszczędność, przy starannemprojektowaniu, od 10% do 15^.
Tak zmieniony system dźwigarów Howe'a,przy jeździe dołem, zaproponował w Rosji autor ni-niejszego artykułu, Porównawcze rysunki zwykłe-go i zmienionego systemu Howe'a widoczne są narys, 29 i 30.
Rys.'29. Schemat pierwotnego syst. Howe'a.
Podparcie na rys. 30 środków pól pasów gór-nych, przez dodatkowe drewniane słupki z siodełkarni, ma na celu zmniejszenie wolnej długościgórnego pola, ulegającej wyboczeniu; otrzymujesię układ w rodzaju dźwigarów Petifa,
Podobnie do tego, jak drewniane dźwigarykratowe posłużyły za pierwowzór dla żelaznychdźwigarów kratowych, widzimy obecnie wpływodwrotny, mianowicie dźwigary żelazne służą zawzór dla projektowania nowych dźwigarów drew-nianych,
Powojenne zaś warunki odbudowy, wymagają-ce zastosowania możliwie największej oszczędności,wywołują często stosowanie drzewa, jako mater-jału względnie taniego.
Rys. 30. Schemat zmienionego syst, Howe'a.
Łuki trój i dwuprzegubowe żelazne (ewentu-ahue z zaciągami) posłużyły za pierwowzór dlanowych łuków drewnianych. Kratę w takich łu-kach z dobrym skutkiem można zastosować we-dług systemu Howe'a.
W ten sposób powstał np. zaproponowanyw Rosji przez autora niniejszego artykułu dwu-przegubowy łukowy drewniany kratowy dźwigarmostowy w kształcie sierpa (rys. 31), z kratownicąsystemu Howe'a, Łuki tego rodzaju odznaczają sięlekkością przy znacznej sztywności.
-
696 PRZEGLĄD TECHNICZNY 1927
Mówiąc o pracach inżynierów. Polakóww dziedzinie mostownictwa drewnianego, wspom-nieć należy jeszcze o systemie inż. St, Rechniew-skiego połączeń węzłowych w kratownicach drew-nianych zapomocą wkładek żelaznych i betonu,t. zń. zapomocą węzłów drewniano-żelazo-betono-wych. Według tego- systemu wykonano już w P.pl-sce most drogowy na rzece Warcie, pod Kołem,o rozpiętości 40 m.
Rys. 31. Schemat drewnianego mostu iukowego,2-przegubowego, wedl. projektu autora.
W mostach kolejowych system ten nie znalazłdotychczas zastosowania i wzbudza pewne wątpli-wości, ze względu na możliwe gnicie drzewa podwpływem wilgoci, zawartej w betonie, oraz ze wzglę-du na możliwość kruszenia się betonu pod wpływemuderzeń i wstrząśnień przy obciążeniach ruchomych.
Przy tej sposobności należy zaznaczyć, żepierwotną ideę d r z e w o - b e t o n u zawdzię-czamy także Polakowi, inżynierowi wojskowemu,gen. Ignacemu Zarako-Zarakowskiemu, który za-stosował drzewo-beton w pokryciach schronówfortyfikacyjnych w Rosji i w Rumunji, podczaswojny światowej (1914-1917) li wykonał szeregprób z tym materjałem w Kiszyńiowie w r. 1914.
Drewniane deski w tych budowlach zastępor-wały armaturę żelazną (wskutek braku żelaza dlabudowli podczas wojny); połączenie zaś desekdrewnianych z warstwą betonu, leżącą na nich,odbywało się zapomocą gwoździ wbijanych w_des-ki i przechodzących wgłąb warstwy betonu.
Z powyższego zarysu rozwoju drewnianegobudownictwa mostowego widać, że na kolejachżelaznych pierwszorzędnego znaczenia mosty dre-wniane są obecnie używane przeważnie jako bu-dowle p r o w i z o r y c z n e , przy •ozpiętościachzwykle nie większych niż 40 m, gdyż współ-czesne warunki co do obciążeń ruchomychoraz zmniejszone wymiary przekroju budulca,znajdującego się obecnie w sprzedaży w więk-szych ilościach, nie pozwalają ną zastosowanie mo-stów drewnianych większych rozpiętości, nawetprzy naprężeniach dopuszczalnych powiększonycho 25% powyżej zwykłych norm.
Koleje żelazne a drogi wodne.Od dłuższego czasu j esteśmy" świadkami iywej wymiany zdań na temat racjonalnej — z punktu widzenia
gospodarczego — rozbudowy polskiej sieci komunikacyjnej.„/ A P?róivnywa, «*« przytem zazwyczaj drogi wodne z drogami żelazmmi i, wypowiadając słuszne zresztą
poglądy o konieczności naprawy zaniedbanych dróg wodnych w Polsce, ujmuje się nieraz rzecz jednostronnie jeżelizapomina SIĘ O możliwościach technicznych współczesnej komunikacji kolejowej oraz o rzeczywistych czynnikachkształtowania się kosztów przewozu drogami ielaznemi.
Ł^rZ>>jCCZa;?C- ? zwic&ku z tem poniższe wywody, sądzimy, że będą one interesującym i pożytecznymprzyczynkiem do należytego rozwiązania wspomnianej sprawy. ' ^„,„
-
Ks 31 — 32 PRZEGLĄD TECHNICZNY 697
moranlaiktój, 'aule beidzie w itylm wypaldku niekorzyst-ne dla kolei, zwłaszcza jeżeli, w dodatku, przewózwypada w kierunku próżnym. Dla kolei niemiec-kich, gdzie najniższa stawka normalną wynosi 1,5fen. za tonnę i kilometr, stanowi to około 0,9 fen.dla innych kolei, np. polskich, jeszcze mniej.
Tak niskie stawka zatem mogą być jeszcze ko-rzystne dla kolei i nlie potrzebować kompensaty wpodwyższeniu innych taryf. Jeżeli wewnętrzne dro-gi wodne nie są zdolne do odpowiedniego obniżeniaswoich stawek, to nie mogą uniknąć ryzyka odda-nia części swego ładunku kolejom.
W porównaniu z kolejami, wewnętrzne drogiwodne mają tę przewagę, że nie potrzebują opłacaćkosztów kaipitału budowlanego, które państwo prze-nosi zwykle na ogół podaltaiików, mogą również za-trzymywać swoje transporty w dowolnem miejscudrogi, obsługując tym sposobem całą linję bieguładunku, a nie tylko poszczególne punkty (stacje).Zato komunikacja wodna jest zwykle dłuższa i po-wolniejsza. Me gwarantuje też komunikacja wod-na czasu przewozu, a w wielu wypadkach —- ca-łości ładunku, i nie zawsze może trwać przez całyrok.
Koleje posiadają przewagę prędkiego przewo-zu i całkowicie gwarantują czas przewozu i całośćładunku. Poza tem koleje, dają nadawcy korzyści,wypływające z podziału przesyłki na jednostkimniejsze (wagon), ułatwiając mu przez to dyspo-nowanie swoją własnością. Jeżeli w dodatku do tychkorzyści koleje potrafią zapewnić nadawcy jeszczekorzyść niskiej ceny przewozu, to zdolność konku-rencyjna ich staje się nieograniczoną. :
Wszelka reglamentacja przymusowa, jako nie-zgodna z zasadą wolnej konkurencji i oprócz tegoszkodliwa dla przedsiębiorstwa kolejowego, któretak ściśle je;st połączone z pomyślnością gospodar-czą Państwa, powinna być tu wobec wywodów po-wyższych uznaną za nieracjonalną.
W warunkach obecnych, koleje zmuszone sądo odstępowani a stale wzrastającej części swoichpnzewozów nowym rodzajom koimuinikacji: automo-bilom i awiatyce. A interes Państwa wymaga nor-malnego rozwoju tego procesu beiz wszelkich ne-strykcyj przepisowych. Stojąc zatem wobec stopnio-wej nieuniknionej utraty swych przewozów wyso-kataryfowych, zimuBzdns są Ikcilejte ld!o udtodko'na-lenia swej zdolności przewożenia ciężkich ładun-ków masowych i tym sposobem do konkurowaniaz (komunikacją wodną, Zdrowe zasady gospodarczezalecają drogom wodnym upatrywać w tem bodziecdo dalszego doskonalenia ich własnej zdolnościprzewozowej, to jednak ogranicza się do ulepszaniafloty i urządzeń przeładunkowych w portach, gdyżulepszanie samej drogi wodnej prowadzi zwykle docałkowitej jej przebudowy, co w wielu wypadkachmoże być niewykonalne.
Koleje są pod tym względem w lepszem poło-żeniu, gdyż z samej natury rzeczy zdolne są przezprziewąkowywanie szyln, poszerzanie i wydłużanietorów stacyjnych, wzmacnianie mostów i t. d. — donieograniczonego niemal ulepszenia swego aparatunieruchomego.
Muszę wobec tego oświadczyć, że według me-
go zdania wszelkie wkraczanie z jakiemukolwiek re-strykcjami w wolną konkurenję między drogami wo-dnemi i kolejami byłoby niewłaściwe i niepożądane.
Państwo we wszystkich krajach utrzymuje wswojem ręku prawo kontroli taryf kolejowych, mo-że zatem przy ustalaniu tych taryf aiwizgl^diniiać wpewnej mierze żywotne interesy żeglugi wodnej.Musi to być jednak wykonane z należytą oględno-ścią, a może być wykorzystane skutecznie tylko wtym wypadku, kiedy zarówno drogi wodne, jak i
,'kodeje należą do jednego i tego samego państwa.W stosunku do Renu, gdzie tak żegluga wodna,
jak i koleje należą do kilku różnych państw, regla-mentacja zależałaby od dalszego rozwoju zasadywspółpracy gospodarczej narodów, co jest sprawączasu, chociaż pierwsze kroki są już uczynione(Konferencja Ekonomiczna w Genewie),
Na Dunaju poliożenie jest jeszcze bardziejskomplikowane.
Chciałbym przy tej sposobności -przytoczyć świe-ży przykład konkurencji miedzy koleją a drogamiwddnemi, niepazbawiony pewnych cech interesują-cych.
Westfalja dostarcza rocznie około 20 000 t rurwalcowanych dla przemysłu naftowego w Rumunji.Rury te szły Renem do Rotterdamu, morzem doKonstancy i koleją do Ploesti, ośrodka przemysłunaftowego w Rumunji. Inna droga była koleją doRegensburgą na Dunaju w Bawarji, stamtąd Du-najem do Giurgiu, z Giurgiu koleją do Plcesti.
W końcu zeszłego loku Związek WytwórcówRur w Diisseldorfie zwrócił się do kolei niemieckichz propozycją utworzenia beztpośredniego przewozukolejowego rur do Ploesti. W rezultacie międzykolejami niemieckiemi, polskimi i rumuńskiemi zo-stała zawarta w początku maja r, b, umowa, mocąktórej koleje niemieckie obniżyły swą taryfę do 2,6fen, za tkm, koleje polskie -przyjęły tę samą taryfę,a koleje rumuńskie obniżyły swą niezwykle wysokątaryfę — 8 fen,, o 47%, t. j . do 4,3 fen. W dodatku,wobec braku taboru w Rumunji, koleije polskie zgo-dziły się prowadzić pociągi swemi parowozami, wę-glem, smarem i swemi drużynami parowozowemi odgranicy polsko-rumuńskiej na samo miejsce do Plo-esti, czyniąc to bezpłatnie, dlaitego że koszty dodat-kowe tej trakcji mieszczą się z dostatecznym zapa-sem w różnicy kosztów własnych kolei polskich, wtaryfie 2,6 fen, za tkm, ca odcinku polskim od Cho-rzowa do Śniatynia. Osiągnięty w ten sposób ogólnykoszt przewozu jest wprawdzie jeszcze nieco wyższyod przewozu morzem, ale różnica jest tak nieznacz-na, że równoważy się dla nadawców innemi korzy-ściami przewozu kolejowego.
Przewóz mieszany koleją i Dunajem wypadadrożej.
Nie jest wyłączone, że Anglicy, którzy dostar-czają do Rumunji do 15 000 r rur stalowych rocznie,pójdą za przykładem Westfalii,
Tym sposobem, drogą normalneij konkurencji,koleje odbierają komunikacji Wodnej transporty,chociaż daleko nie obniżyły swoich opłat do normal-nej stawki najniższej, która na droższych kolejachniemieckich wynosi, jak pcwiedzianO'wyżej, 1,5 fen,za tkm,
Ini. J, Eberhardt.
-
698 PRZEGLĄD TECHNICZNY 1927
Rekrystalizacja.iPrzez obróbkę —- jak wiemy — magazynujemy energię
«/ siatkach przestrzennych metali, co uwydatnia się przezodkształcenie siatek, Bm wyższy jest stopień obróbki, tętnjednostajniej są w materjale rozłożone miejsca odksztal-
80
72
.fcj
"i II00
/TT7T7c300o10 20 30 40 50
40
32
24
16
8
Rys. 6. Rekrystalizacja stali twardej (C=0,49%, Mn=0,67%).
ceń. W wypadku granicznym, przy najwyższem możliwemodkształceniu, zniekształcenia będą w kryształach jedno-stajne (w każdej siatce przestrzennej). Aby utrzymać tenstan graniczny, nienormalny siatek, konieczne są odpo-wiednie siły. Ze -wzrastającą temperaturą, siły te maleją.Musi Ibyć pewna określona, najniższa temperatura, przyktórej rekrystalizacja się rozpoczyna. Temperatura ta za-leży jedynie od właściwości danych atomów. Najniższatemp, rekrystalizacji, podobnie jak temp. topliwości i wrze-nia, jest 'szczególną własnością danego ciała. Im wyż za.jest ta t-ra, tem .mniejsze zniekształcenie wystarczy, żelbyumożliwić rekrystalizację. Granica, przy które1) następujerozrost kryształów (SdhweMewert) występuje przy temmniejszym stopniu obróbki, 'im wyższa jest temperatura.
c°IO00
8oo
600
400
200
\
\
• M iBHMH — •na
—
O 10 20 30 40 50 %
h,•100
Rys. 7. Krzywa rekrystalizacji stali miękkiej.
Wyżej opisa-ne zjawiska, zbadane na. Cu, pozwalają wnio-skować, że sprawa podobnie mieć się będzie i przy stali,co też istotnie stwierdzono; na rys. 6 widzimy wykres dlastalli twardej. Dla. stali miękkiej krzywą rekrystalizacji jest
okazana na rys. 7, Ponieważ mamy do czynienia z 2-maodmianami allotropowemi, iprzeto widzimy 2 hypeAole.Z teigo też powodu obraz rekrystalizacji dla słała mięk-ikidj przedstawi się jak na rys. 8, mianowicie w górnychzakresach temperatur mamy do czynienia z żelazem y,w niższych temp. z kryształami «.
Moiżna więc określić wielkość ziarn przy rekrystali-zacji po zgniocie z obraizów rekrystalizacji przy obróbce nagorąco. O ile odetaiieany na krzywej rekrystalizacji wiel-
* 24g 20tt 16
o-V: i i 7 / / / / 7 600
/
O 10 20 30 40 50 h,~h>Soo
•100%
Rys. 8. Rekrystalizacja stali miękkiej.
kości ziarn jako rzędne, a stopnie obróbki jako oduę.te —uzyskamy (dla stali) krzywą rys. 9, Dostajemy w ten spo-sób krzywą podaną przez P o m p a , z której odczytać moż-na maksymalny wzrost ziarna przy olk, 10% obróbki. Przy-
20
1000-C°
800 •
600
400 -
200
10
—
ł1
i
r
1V
• < " Tempera ura\
*) Dokończenie do str. 676 w zesz. 29—30 z r, b.
O 10 20 30. 40 50 60Stopień obróbki w %
Rys. 9. Wzrost wielkości ziaren w zależności od stopniaobróbki.
czyną naigłejgo spadku przy mniejszych stopniach ,}est n.e-ciągłość krzywej rekrystalizacji z powodu przemiany allo-tropowej, ' . i
Wielkość ziaren po rekrystalizacji, przy danym sto-pniiu obróbki i przy danąj tem>p,eraturze, nrożmai równielżobliczyć. , ,
-
Ns 3 1 - 3 2 PRZEGLĄD TECHNICZNY
Wstawiając między płaszczyznami spółrzędnych pła-szczyznę pod kątem 45°, odcinając na niej odpowiedniewielkości ziaren, otrzymamy (dla Cu) elipsę rys. 10, a dlastali proste rys. 11.
Można z tego wyznaczyć wzory do obliczenia powierz-chni ziaren w zależności od stopnia obróbki. Dla miękkiejstali, równanie hyperboli dla odmiany a jest:
?u-wy stopień obróbki,
-
700 PRZEGLĄD TECHNICZNY 1927
chanizmy, np, punkt obrotu dwuramienneij dźwigni, którejstosunek przeniesienia jest nastawiatny, celem otrzymaniaróżnych wielkości kół podstawowych (Maaig).
Badanie kształtu ewalweinty odbywa się na nowymprzyrządzie Zeissa ma zasadzie następującej: czujnik Co zakończeniu kulistem (styk pionktowy) obrysowu^e ba-
koło podstaw.^
zabieracz^ > v kofo badane
-
N° 31 — 32 PRZEGLĄD TECHNICZNY 701
Sprawdzenie przyrządu na dokładność odbywa sięprzy pomocy oszlifowanego krążlka próbnego o średnicy150 mm, który zakłada sią na miejsce badanego kok, Taśmastadowa (próbna) 0,1 mm .grubości, przymocowana do kołapróbnego, odrwija się, zalbieratjąc ze sobą kulę czujnika,Sanlki czujnika sterowane przez normalny łuk podstawowyporuszają się w tym samym kieruinfau. Miarą dokładnościjest to, że droga punktu na taśmie staloweij jest równa dro-dze sanelk, czyli że wskazówka znajduje się przez ten czasw położeniu zerowem. Mikroskopem należy odczytać od-ległość kulki czujnika ad środka krążlka próbnego
r = 75 + y = 75,05 mm {g = grubości taśmy).
Rys. 3 przedstawia przyrząd do sprawdzania odstępudwóch obrysów zębów (podziału na kole podstawowem),którego działanie polega na zasadzie, że wszystkie erwol-wemty odwinięte z okręgu tego samego koła podstawowegosą do siebie równoległe, Pomiar więc polega na wyznaczeniuodstępu tych ewolwent. Nastawia się odstęp powierzchnimierzącej i czujnika o styku kulistym na wielkość odpo-wiadaJjącą podziałowi teoretycznemu na kole podstawowemprzy pomocy wzorców, do czego przewidziane są specjalnewkładki, i przez lekkie okręcanie .przyrządem po założe-niu go na zęby mierzonego koła, znajduje się najmniejsząodległość dwóch dowolnych punktów, leżących na obu obry-sach, Pddziałka przyrządu wskazu'je różnicę wartości teo-retycznej i zmierzonej, z dokładnością 0,001 mm. Nastawial-na i sprężynująca dźwignia powoduje stale dokładne linjo-we zetknięcie powierzchni mierzącej i wyiklucza mylny od-czyt, do czego przyczynia się też symetryczne rozłożenie•ciężaru całego przyrządu oraz obrotowa rękojeść. Dziękiwielkiej dokładności odczytu, można w ten sposób wyzna-czać też średnicę koła podstawowego przy szlifowaniu, niezdejmując koła zębatego, (W e r k s t a 11 s t « c h n i k, 1927 r.zesz. 6). Inż, J. Stańko.
METALOZNAWSTWO.Stosowanie metali przy wysokich temperaturach.
Znaczenie materjałów, mogących wytrzymywać wyso-kie temperatury, jest dostatecznie znane, lecz sposób dzia-łania wysokich temperatur i zachowanie się metalu w tychwarunkach może zasługiwać na bliższe rozważenie.
Gdy kawałek metalu poddany jest trwałemu i jedno-stajnemu ogrzewaniu ze wszystkich stron, a równocześniedziała na niego stałe obciążenie, nie mamy wątpliwości anico do warunków jego pracy, ani co do właściwości, któremetal musi posiadać, aby nie został zniszczony. W tymwypadku zasadnicze znaczenie ma próba „pełzania' (the„creep" test), ponieważ nawet najbardziej powolne od-(kształcanie się doprowadzi do pęknięcia i zniszczenia me-talu, Przy próbach tego rodzaju, ogromne znaczenie madokładne określenie obciążenia i temperatury otoczenia me-talu, bo pozornie nieznaczne zmiany tych czynników mo-gą być przyczyną zupełnego niepowodzenia. W tym takprostym wypadku występuje jednak jeszcze cały szereg in-nych zagadnień, A więc przedewszystkiem utlenianie, al-bowiem nawet wysoka wytrzymałość będzie nieużyteczna,gdy metal zostanie zniszczony skutkiem utlenienia. Dlategomusimy szczegółowo zbadać również wpływ atmosfery,w której metal ma pracować, a dalej pomyśleć o zabezpie-czeniu go, jeżeli gazy zawierają tlen lub siarkę.
Spotykane w praktyce wypadki są daleko więcejskomplikowane, Naogół ani temperatura, w jakiej metal sięznajduje, ani obciążenie nie jest jednostajne, Zagadnieniejest stawiane zwykle w ten spos&b: czy metal wytrzyma
temperaturę maksymalną? Weźmy nip. tłok silnika spali-nowego. Tylko górna powierzchnia tego tłoka, będącaw bezpośrednim kontakcie ze spalinami, posiada najwyższątemperaturę. Reszta masy tłoka posiada niższą temperatu-rę, Skutkiem tego mamy stopniowanie temperatury —mniej lub więcej łagodne, lecz ciągłe przejście od wyż-szych do niższych temperatur. „Nagłość" tego przejścia za-leży od konstrukcji tłoka i przewodnictwa cieplnego me-talu, z którego tłok wykonano.
4strona
zimna
3 2 1Grubość metalu w mm
0strona,
gorąca
Rys. 1 i 2, Zależność wytrzymałości od temperatury,wzgl. od grubości ścianki.
Lecz nie stopniowanie temperatury odgrywa rolę za-sadniczą, a związane z niem w pewien sposób stopniowaniewytrzymałości. Objaśni to najlepiej wykres. Rys. 1 przed-stawia zależność wytrzymałości od temperatury dla dwustopów glinowych, stosowanych na tłeki silników. Są towyniki prób szybkich i nie dają pojęcia o „naprężeniu peł-zania" („creep stress"). Rys. 2 przedstawia stosunki pa-nujące w ściance tłoka. Linja ciągła przedstawia spadektemperatury zależnie od grubości ścianki. Krzywe przery-wane przedstawiają wytrzymałość stopów A i B. Krzywete wykreślono przy pomocy wykresu 1. Zarówno w temp.400° (po stronie gorącej), jak i poniżej 100", wytrzymałośćstopów A i B mało się różni, a nawet w pobliżu zera stopB ma wytrzymałość większą niż A. Lecz jeżeli weźmiemypod uwagę miejsce leżące na głębokości 1,5 mm od ze-wnętrznej, gorącej powierzchni, gdzie temp. jest zbliżona- do250°, to wytrzymałość stopu A wyniesie ok. 18 kglmm-, pod-czas gdy dla stopu B głębokość na której taką wytrzyma-łość znajdziemy wynosi ok 3.5 mm. Wpływ tego zjawiskajest bardzo prosty: w wypadku stoipu A warstwa miękkagrubości 1,5 mm jest „podtrzymywana" przez metal moc-niejszy (ok. 18 kglmm-). Dla stopu B natomiast miękkawarstwa jest znacznie grubsza i „podtrzymywanie" mniejskuteczne.
Stąd wynikają 2 ważne wnioski: 1) dla oceny metalunie wystarczają próby jedynie w temperaturze najwyższeji najniższej, lecz konieczna jest nadto cała serja. prół>
-
702 PRZEGLĄD TECHNICZNY 1927
w temperaturach pośrednich; 2) gdy metal jest z jednejstrony ogrzewany, a z drugiej chłodzony, to strona goręt-sza może zawsze znieść większe obciążenie, niż to wyka-zują próby w tej temperaturze wykonane, dzięki wpływowi„.podtrzymywania".
'Zupełnie analogiczne zjawisko mamy w piecach, gdzieściany są nieraz nagrzane od wewnątrz do temperatury,przy której .powinny rozpłynąć się pod własnym ciężarem,a stoją jedynie dzięki „podtrzymywaniu" przez chłodniej-sze warstwy zewnętrzne. Zjawisko „podtrzymywania" zo-stało dobrze wyzyskane w tłoika.ch silników spalinowych,lecz możliwe są jeszcze dalsze jego zastosowania.
iMożnaby krytykować użycie „szybkich" prób na ro-zerwanie do oceny małerjalu na igorąca. Oczywiście, w przy-padku obciążenia jednostajnego, jedynie miarodajną bę-dzie ,,próba pełzania". Lecz dla obciążeń zmiennych lubprzerywanych sprawa, przedstawia się inaczej, "Jest wo-góle niewyjaśnione, czy szybko po sobie w pewnych przer-wach następujące impulsy mogą wpływać podobnie jakmałe obciążenie na „proces pełzania", gdzie pewnego ro-dzaju lepkość, bezwładność, a przedewszystlkiem czynnikczasu odgrywa rolę decydującą. A w przypadku obciążeńzmieniających się cyklicznie, gdzie przeciętne obciążeniejest rów»e lub bliskie do zera, raczej „szybka" .próba narozerwanie, niż „prólba pełzania", może coś wskazać, (Dr.W, Rosenhain, T h e M e t a 11 u r g i s t, Jan. 29, 1926),
T. Malkiewicz.
leorja iazy bezpostaciowej metali w świetlebadań roentgenograficznych.
Według teorji Beilby'ego, przy obróbbce na zimnoczęść metalu przechodzi ze stanu krystalicznego w stanbezpostaciowy. Bezpostaciowa faza powstaje w krysztalewzdłuż płaszczyzn krystalograficznych (płaszczyzn spój-ności) w tem większej ilości, w im większym stopniu ma-terj.ał był zgnieciony.
R. Andersen i J, Norton badali metodą Hu-11'a widmaroent,gonoigraficzne zgniecionych: ,gliin.u fo .czystości98,3'/Ł Al(), miedzi elektrolitycznej, (żelaza elelktooliltyczneigo(92,97% ,Fe), cynku elektrolitycznego, cyny, ołowiu, .stalimiękkiej, mosiądzu (33,33% Zn) i duraluminu 4%Cu, 0,8%Mgi 0,6'AMn).
Ponieważ faza bezpostaciowa nie posiada żadnych pła-szczyzn krystalograficznych, przeto nie- odbija promieni Xw ża.dnym stałym kierunku, a z tego powodu na widmieroentgenowskiem nie występują żadne prążki interferencvj'ne. Wvraźne i stałe prążki na widmie roentgenowskiem od-powiadają tylko fazie krystalicznej, a stopień wyrazistościtych prążków musi zwiększać się w miarę rozdrobienia.kryształów, ponieważ w drołmokrystalicznym konglomera-cie kryształów zwiększa się liczba płaszczyzn odbijającychpromienie i większa liczba odbić sumuje się w pewnychmiejscach widma, W gruboziarnistym konglomeracie kry-sztlałólw promienie •odbite od małej liczby (płaszczyzn kry-stalograficznych Idklefzą ihnje szersze, lacz imniej. wyraźtne,Wreiszcie w fcryształaełi p'otjsdyrózyclh linije wildkna ..musząosiągać maJcsyimainą iszerolkość i 'miniimalbą wyrazistość,
O ileby w zgniecionych metalach była obecna fazabezpostaciowa, to w oldp-owieldiniem