Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania...
48
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu typu „bryła obrotowa” Prowadzący: mgr inż. Łukasz Gola, mgr inż. Dorota Warżołek e-mail: [email protected] , [email protected] Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania
Transcript of Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania...
![Page 1: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/1.jpg)
Moduł 2/3 Projekt procesu technologicznego obróbki przedmiotu
typu „bryła obrotowa”
Prowadzący:
mgr inż. Łukasz Gola, mgr inż. Dorota Warżołek
e-mail: [email protected], [email protected]
Zajęcia nr: 5 Temat zajęć: Dobór narzędzi obróbkowych i parametrów skrawania
![Page 2: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/2.jpg)
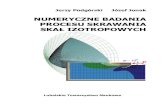
Główne parametry skrawania przy toczeniu to:
1.głębokość skrawania ap [mm] - grubość warstwy materiału usuwanej podczas jednego przejścia narzędzia;
2.posuw obrotowy f [mm/obrót] - to odległość, jaką pokona wierzchołek narzędzia w czasie podczas jednego pełnego obrotu przedmiotu obrabianego;
mmddap 1
gdzie: d [mm] – średnica przedmiotu obrabianego przed obróbką; d1 [mm] – średnica przedmiotu obrabianego już obrobionego;
![Page 3: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/3.jpg)
Główne parametry skrawania przy toczeniu to:
4.prędkość posuwu vf [mm/min]
min1000
mndvc
gdzie: vc [m/min] – prędkość skrawania (prędkość z jaką narzędzie skrawa PO); d [mm] – średnica przedmiotu obrabianego; n [obrót/min] – prędkość obrotowa przedmiotu obrabianego (obroty wrzeciona);
3.prędkość skrawania vc [m/min] - stosunek drogi do czasu, w którym krawędź skrawająca narzędzia przesuwa się względem powierzchni obrabianego przedmiotu, w kierunku głównego ruchu roboczego;
min
mmnfv f
gdzie: f [mm/obrót] – posuw obrotowy narzędzia; n [obrót/min] – prędkość obrotowa przedmiotu obrabianego (obroty wrzeciona);
![Page 4: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/4.jpg)
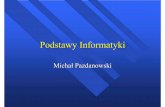
ZADANIE
Przedstawiony na rysunku sworzeń ma być obrabiany zgrubnie na powierzchni o średnicy 45 i 25 [mm] na tokarce CNC czterema przejściami narzędzia przy głębokościach skrawania 6; 6; 5; 5 [mm] a następnie wykańczany przy naddatku obróbkowym 1 [mm]. Prędkość skrawania wynosi dla obróbki zgrubnej vcv=280[m/min], a dla wykańczającej vcf = 400[m/min]. Obliczyć prędkości obrotowe dla poszczególnych przejść narzędzia.
![Page 5: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/5.jpg)
ROZWIĄZANIE ???
![Page 6: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/6.jpg)
Główne parametry skrawania przy frezowaniu to:
1.głębokość skrawania ap [mm]
2.posuw obrotowy f [mm/obrót] - to najczęściej odległość o jaką przemieszcza się stół obrabiarki podczas jednego obrotu freza;
obrót
mmzff z
gdzie: fz [mm/ostrze] – posuw na jedno ostrze freza; z – liczba ostrzy freza;
![Page 7: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/7.jpg)
Główne parametry skrawania przy frezowaniu to:
4.prędkość posuwu vf [mm/min]
min1000
mndvc
gdzie: vc [m/min] – prędkość skrawania (prędkość z jaką narzędzie skrawa PO); d [mm] – średnica freza; n [obrót/min] – prędkość obrotowa freza (obroty wrzeciona);
3.prędkość skrawania vc [m/min]
min
mmnfv f
gdzie: f [mm/obrót] – posuw obrotowy freza; n [obrót/min] – prędkość obrotowa freza (obroty wrzeciona);
![Page 8: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/8.jpg)
ZADANIE
Ile wynosi prędkość obrotowa freza trzpieniowego o średnicy 12[mm], pracującego z prędkością skrawania vc = 120[m/min] ?
ROZWIĄZANIE ???
![Page 9: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/9.jpg)
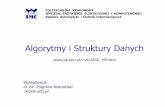
Zakresy obróbki toczeniem przyjęte przez firmę Sandvik Coromant
Rodzaj toczenia Posuw obrotowy
f [mm/obr] Głębokość skrawania
ap [mm]
ciężko zgrubne >0,7 8,0-20,0
zgrubne 0,5-1,5 6,0-15,0
lekko zgrubne 0,4-1,0 3,0-10,0
średnio dokładne 0,2-0,5 1,5-4,0
wykańczające 0,1-0,3 0,5-2,0
bardzo dokładne 0,05-0,15 0,25-2,0
![Page 10: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/10.jpg)
2012-05-17 10
Kliknij na zakładce ‘Produkty’
www.sandvik.coromant.com
![Page 11: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/11.jpg)
2012-05-17 11
Przejdź do katalogu on-line
![Page 12: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/12.jpg)
2012-05-17 12
Kliknij na link ‘Szukanie zastosowania’
![Page 13: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/13.jpg)
2012-05-17 13
Wskaż obszar zastosowania (sposób obróbki skrawaniem), dla którego poszukujesz narzędzia
![Page 14: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/14.jpg)
2012-05-17 14
Wybierz obszar roboczy
![Page 15: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/15.jpg)
2012-05-17 15
Wybierz kształt płytki i kąt przystawienia głównej krawędzi skrawającej
![Page 16: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/16.jpg)
2012-05-17 16
Wybierz system mocowania
![Page 17: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/17.jpg)
2012-05-17 17
Wybierz typ mocowania
![Page 18: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/18.jpg)
2012-05-17 18
Kliknij na ‘Pokaż płytkę’
![Page 19: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/19.jpg)
2012-05-17 19
P=stal (jedna z sześciu grup materiałów obrabianych wg klasyfikacji ISO)
Zwróć uwagę na: ‘obszar ISO’
![Page 20: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/20.jpg)
2012-05-17 20
Zwróć uwagę na: długość krawędzi skrawającej płytki
![Page 21: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/21.jpg)
2012-05-17 21
Zwróć uwagę na: promień naroża płytki
skrawającej
![Page 22: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/22.jpg)
2012-05-17 22
Kliknij na link ‘Wybierz’, aby dodać wybraną płytkę
do koszyka ‘Notatek’
![Page 23: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/23.jpg)
2012-05-17 23
‘Dodana’ do notatek płytka skrawająca
![Page 24: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/24.jpg)
2012-05-17 24
Kliknij na ikonce ‘Informacje’, aby zobaczyć geometrię i parametry skrawania wybranej płytki
![Page 25: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/25.jpg)
2012-05-17 25
Kąt wierzchołkowy płytki skrawającej
Promień naroża płytki skrawającej
Średnica nominalna okręgu wpisanego w płytkę
![Page 26: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/26.jpg)
2012-05-17 26
Grubość płytki skrawającej
Długość krawędzi skrawającej płytki
Kąt przyłożenia głównej krawędzi skrawającej płytki
![Page 27: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/27.jpg)
2012-05-17 27
Kliknij na link ‘Zalecane parametry skrawania’
![Page 28: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/28.jpg)
2012-05-17 28
Zalecana wartość głębokości skrawania
[mm]
P = stal
K = żeliwo
PM – geometria płytki zalecana przy toczeniu średnio dokładnym stali
![Page 29: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/29.jpg)
2012-05-17 29
Zalecana wartość posuwu obrotowego
[mm/obrót]
P = stal
![Page 30: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/30.jpg)
2012-05-17 30
Zalecana wartość prędkości skrawania
[m/min]
P = stal
![Page 31: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/31.jpg)
2012-05-17 31
Pamiętaj, żeby w sposób poprawny skojarzyć oprawkę narzędziową z dobraną
płytką to muszą zostać spełnione następujące warunki:
1 -> kształt płytki musi pasować do oprawki narzędziowej;
2 -> kąt przyłożenia płytki musi być właściwy dla danej oprawki narzędziowej;
3 -> długość krawędzi skrawającej płytki musi być właściwa dla danej oprawki;
![Page 32: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/32.jpg)
2012-05-17 32
Przejdź do listy z oprawkami narzędziowymi, które można skojarzyć z wybraną płytką
skrawającą
Zwróć uwagę na: zgodność produktów: płytki i
oprawki narzędziowej
![Page 33: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/33.jpg)
2012-05-17 33
Kliknij na link ‘Wybierz’ oprawkę narzędziową
![Page 34: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/34.jpg)
2012-05-17 34
Kliknij na link ‘Wybierz’, aby dodać wybraną
oprawkę narzędziową do koszyka ‘Notatek’
![Page 35: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/35.jpg)
2012-05-17 35
‘Dodana’ do notatek oprawka narzędziowa
Kliknij na ikonce ‘Informacje’
![Page 36: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/36.jpg)
2012-05-17 36
‘P’ – docisk przez otwór
Oznaczenie kodowe oprawek wg ISO
![Page 37: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/37.jpg)
2012-05-17 37
‘T’ – płytka trójkątna
Oznaczenie kodowe oprawek wg ISO
![Page 38: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/38.jpg)
2012-05-17 38
Oznaczenie kodowe oprawek wg ISO
‘G’ – kąt przystawienia głównej krawędzi skrawającej to 90 stopni,
nóż osadzony do toczenia wzdłużnego
![Page 39: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/39.jpg)
2012-05-17 39
Oznaczenie kodowe oprawek wg ISO
‘N’ – kąt przyłożenia płytki to 0 stopni
![Page 40: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/40.jpg)
2012-05-17 40
Oznaczenie kodowe oprawek wg ISO
‘L’ – nóż lewy
![Page 41: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/41.jpg)
2012-05-17 41
Oznaczenie kodowe oprawek wg ISO
‘32’ – wysokość trzonka noża to 32 [mm]
![Page 42: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/42.jpg)
2012-05-17 42
Oznaczenie kodowe oprawek wg ISO
‘25’ – szerokość trzonka noża to 25 [mm]
![Page 43: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/43.jpg)
2012-05-17 43
Oznaczenie kodowe oprawek wg ISO
‘P’ –całkowita długość noża to 170 [mm]
![Page 44: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/44.jpg)
2012-05-17 44
Oznaczenie kodowe oprawek wg ISO
‘16’ – długość krawędzi skrawającej płytki powinna wynosić 16 [mm]
![Page 45: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/45.jpg)
2012-05-17 45
Pamiętaj, żeby w sposób poprawny skojarzyć oprawkę narzędziową z dobraną
płytką to muszą zostać spełnione następujące warunki:
1 -> kształt płytki musi pasować do oprawki narzędziowej; 2 -> … 3 -> …
![Page 46: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/46.jpg)
2012-05-17 46
1 -> …
2 -> kąt przyłożenia płytki musi być właściwy dla danej oprawki narzędziowej; 3 -> …
![Page 47: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/47.jpg)
2012-05-17 47
1 -> … 2 -> …
3 -> długość krawędzi skrawającej płytki musi być właściwa dla danej oprawki;
![Page 48: Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://reader040.fdocuments.pl/reader040/viewer/2022040204/5eaa30aa5d61c46c3a3f3d83/html5/page/48.jpg)
KONIEC
2012-05-17 48






![MP 03 szeregi czasowe [tryb zgodności] - Aktualnościm6.pk.edu.pl/materialy/mp/MP_03_szeregi_czasowe.pdf · Dekompozycja często na podstawie oceny ... nawet udaremnić prognozowanie.](https://static.fdocuments.pl/doc/165x107/5c77167109d3f2a94e8b6adb/mp-03-szeregi-czasowe-tryb-zgodnosci-aktualnoscim6pkeduplmaterialympmp03szeregi.jpg)