CEL OBRÓBKI SKRAWANIEM - ckp-sanok.internetdsl.pl · 2 SKRAAW NIE Obróbka skrawaniem Proces...
24
1 CEL OBRÓBKI SKRAWANIEM Celem obróbki metali skrawaniem jest nadanie części żądanego ksztaltu, wymiarów i jakości powierzchni przez usunięcie warstwy materialu narzędziami skrawającymi, których część robocza jest twardsza od obrabianego materialu. Obróbka skrawaniem jest najbardziej rozpowszechnioną metodą obróbki materialów, glównie dlatego że umożliwia otrzymywanie części o bardzo gladkiej powierzchni oraz o dużej dokladności wymiarów i ksztaltu. Wadą obróbki skrawaniem są duże odpady materialu w postaci wiórów.
Transcript of CEL OBRÓBKI SKRAWANIEM - ckp-sanok.internetdsl.pl · 2 SKRAAW NIE Obróbka skrawaniem Proces...
1
CEL OBRÓBKI SKRAWANIEM
Celem obróbki metali skrawaniem jest nadanie częściżądanego kształtu, wymiarów i jakości powierzchni przezusunięcie warstwy materiału narzędziami skrawającymi,których część robocza jest twardsza od obrabianegomateriału.Obróbka skrawaniem jest najbardziej rozpowszechnionąmetodą obróbki materiałów, głównie dlatego że umożliwiaotrzymywanie części o bardzo gładkiej powierzchni oraz odużej dokładności wymiarów i kształtu.Wadą obróbki skrawaniem są duże odpady materiału wpostaci wiórów.
2
SKRAWANIESKRAWANIE
Obróbka skrawaniem
Proces skrawania odbywa się przy spełnieniu trzech podstawowychwarunków:
• kinematyki skrawania; ostrze narzędzia skrawającego musiwykonywać określony ruch względny w stosunku do przedmiotu,będący ruchem wypadkowym ruchów składowych, z których jedenjest ruchem głównym warunkującym istnienie procesu skrawania, adrugi – ruchem posuwowym warunkującym obróbkę całejpowierzchni obrabianej.
• geometrię ostrza; ostrze narzędzia skrawającego musi miećodpowiednią geometrię, gdyż wpływa ona decydująco napowstawanie wióra, na wielkość oporów skrawania,chropowatość powierzchni obrabianej; we wszystkichnarzędziach ostrze, w przekroju wyznaczonym przez kierunekjego działania ma kształt klina,
• materiał ostrza narzędzia skrawającego; musi on wykazywaćtwardość większą niż materiał skrawany i znacznawytrzymałość, dla pokonania oporów skrawania oraz dużą
odporność na zużycie w podwyższonej temperaturze.
SKRAWANIESKRAWANIE
Obróbka skrawaniem
3
Obróbkę skrawaniem dzieli się na:
• obróbkę wiórową,
• obróbkę ścierną.
Obróbka wiórowa jest wykonywana za pomocą narzędzi o
określonej liczbie ostrzy i znanej ich geometrii a wióry powstałe ze
skrawania materiału warstwy skrawanej mają określona postać i są
widoczne „gołym okiem”. Przez odpowiedni dobór geometrii ostrza i
parametrów skrawania można w obróbce wiórowej wpływać w sposób
kontrolowany na przebieg zjawisk towarzyszących procesowi
skrawania.
Obróbka ścierna jest wykonywana licznymi drobnymi ostrzami
twardych ziaren materiałuściernego (ścierniwa), przy czym w
procesie skrawania bierze udział nieoznaczona liczba ostrzy o
nieokreślonym kształcie geometrycznym. Materiał warstwy
skrawanej usuwany z powierzchni przedmiotu obrabianego jest na
ogół niewidoczny okiem nieuzbrojonym. Drobne ostrza biorące
udział w obróbce ściernej występują zarówno w narzędziach
ściernych wykonywanych ze spojonegościerniwa (ściernice, pilniki)
jak również w luźnym ścierniwie proszku. Luźny materiałścierny
może współpracować z narzędziami (np. docieraki) albo oddziaływać
na powierzchnię przedmiotu obrabianego w postaci strumienia
(obróbka strumieniowo-ścierna) lub masy wypełniającej
(wygładzanie bębnowe). W przypadku szlifowania powstałe wióry
podlegają częściowemu lub całkowitemu topieniu lub nawet spalaniu.

4
Kierunki ruchów posuwowych przy różnych rodzajach obróbki
Odmiany kinematyczne toczenia
5
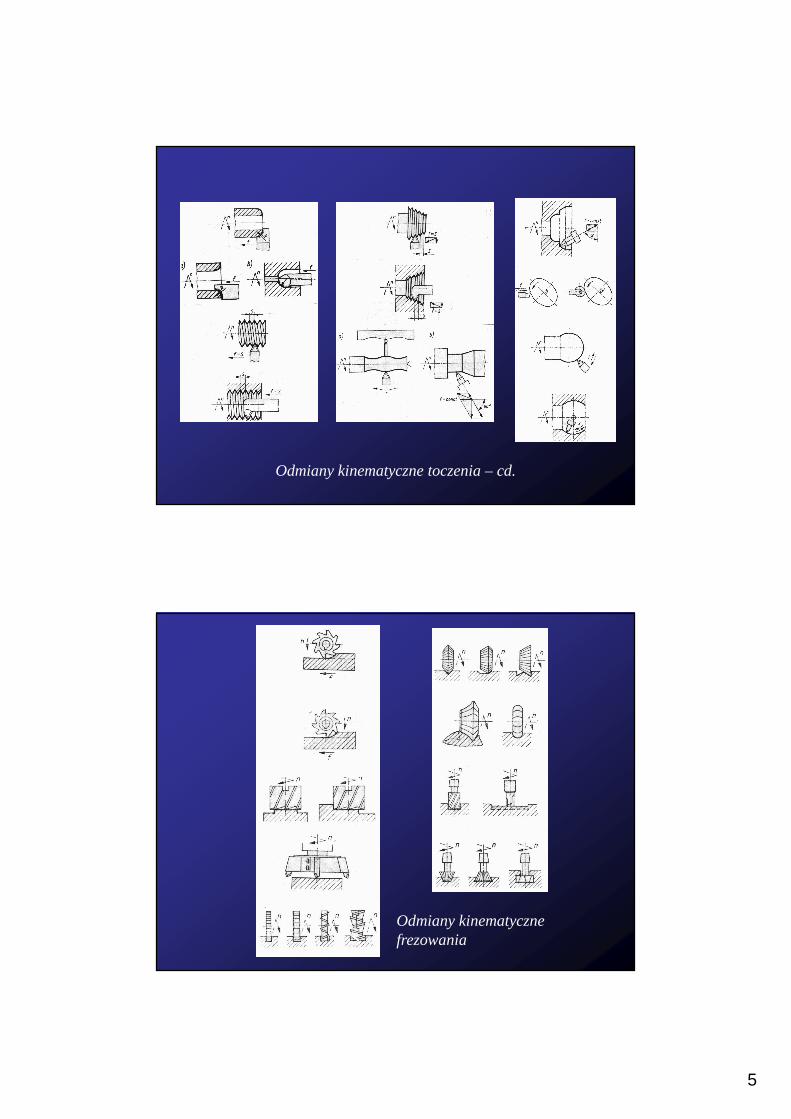
Odmiany kinematyczne toczenia – cd.
Odmiany kinematyczne frezowania

6
Przeciąganie
Odmiany kinematyczne szlifowania

7
W każdym z powyższych sposobów rozróżnia się cztery rodzaje
obróbki skrawaniem związane z dokładnością uzyskanych wymiarów:
• zgrubna,
• średnio dokładna,
• dokładna,
• bardzo dokładna.
Wybór sposobu obróbki jest uzależniony odposiadanego parku maszynowego i konstrukcjiprzedmiotu obrabianego natomiast rodzaj obróbki jestzwiązany z jej stadium czyli z zamierzonym celemdokonania obróbki. Pod tym względem obróbkęskrawaniem dzielimy na:
· obróbkę wstępną,· obróbkę kształtująca,· obróbkę wykańczającą.
8
Obróbka wst ępna obejmuje te zabiegi lub operacjetechnologiczne, które maja na celu usunięcie z materiałuwyjściowego uszkodzonej (wadliwej) warstwypowierzchniowej lub utwardzonego naskórkaodlewniczego albo pochodzącego od kucia (zendra).Obróbka wstępna nazywana bywa skórowaniem lubzdzieraniem.
Obróbka kształtuj ąca obejmuje dalsze zabiegi luboperacje technologiczne, w których przedmiot obrabianyuzyskuje kształt zbliżony do kształtu ostatecznego zzachowaniem nieznacznego naddatku na obróbkęwykańczającą.
Obróbka wyka ńczająca jest zabiegiem luboperacją technologiczną, której celem jest nadanieprzedmiotowi obrabianemu ostatecznego kształtu iwymiarów oraz wymaganej jakości obrobionychpowierzchni.
9
Kinematyka skrawania
Ruchy narzędzia (przedmiotu obrabianego) w czasie obróbki można
podzielić na:
a) Podstawowe (robocze)
� ruch główny,
� posuwowy,
� jałowy,
b) Pomocnicze (ruch dosunięcia, odsunięcia, ruchy korekcyjne).
Ruch główny (skrawania) jest to ruch nadawanynarzędziu lub przedmiotowi obrabianemu, w wynikuktórego w czasie kontaktu ostrza narzędzia z przedmiotemobrabianym materiał warstwy skrawanej nachodzi napowierzchnię natarcia ostrza i następuje oddzielenie wióra.Ruch ten warunkuje istnienie procesu skrawania izazwyczaj pochłania większość całkowitej mocy potrzebnejdo wykonania czynności obróbczych. Przy toczeniu ruchten jest wywołany przez ruch obrotowy przedmiotuobrabianego, przy wierceniu i frezowaniu przez ruchobrotowy narzędzia a przy struganiu, dłutowaniu,przeciąganiu przez ruch prostoliniowy suwakanarzędziowego lub stół obrabiarki.
10
Ruch posuwowy jest to ruch nadawany narzędziulub przedmiotowi obrabianemu, który wraz z ruchemgłównym warunkuje ciągłe lub powtarzalne powstawaniewióra i tworzenie powierzchni obrobionej na przedmiocieobrabianym. Ruch posuwowy może odbywać się w sposóbciągły lub przerywany i zazwyczaj pochłania niewielkączęść całkowitej mocy niezbędnej do przeprowadzeniaobróbki. Ruch ten może być prostoliniowy lubkrzywoliniowy a w odniesieniu do obrabiarki może byćwzdłużny, poprzeczny, pionowy, poziomy, skośny lubobwodowy.
Ruch jałowy jest częścią ruchu głównego, której nietowarzyszy powstawanie wióra np. ruch powrotny przystruganiu.
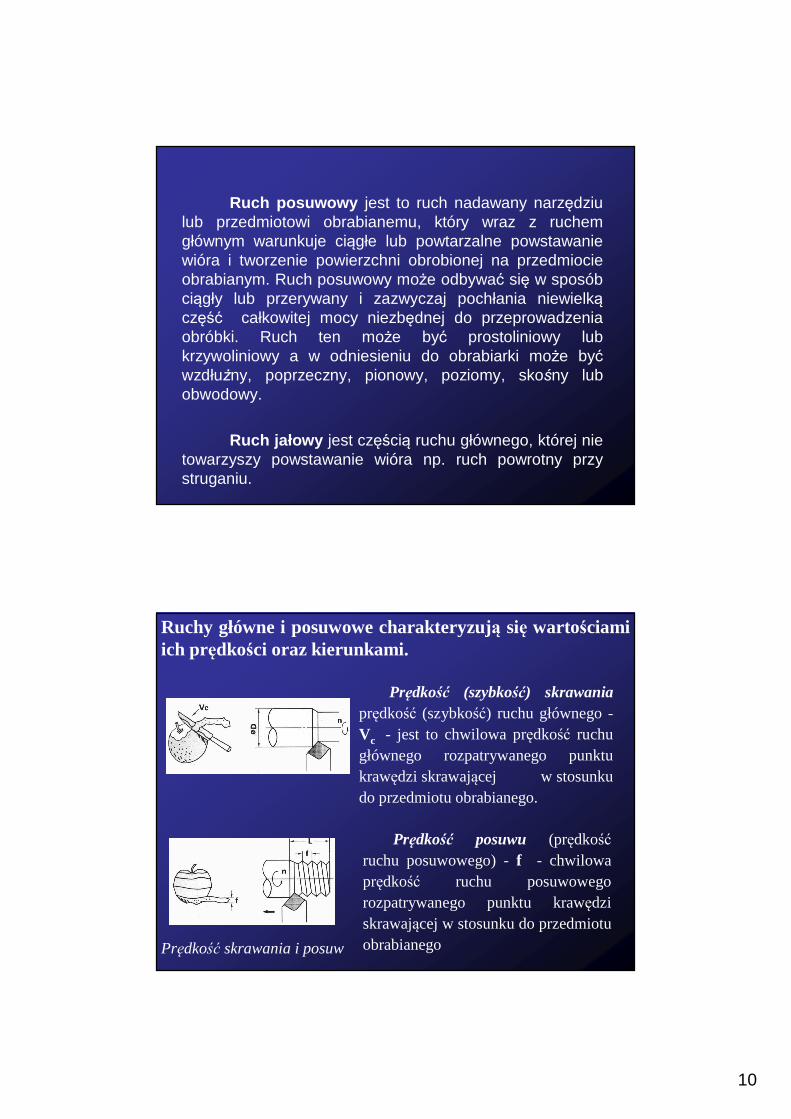
Prędkość posuwu (prędkośćruchu posuwowego) -f - chwilowaprędkość ruchu posuwowegorozpatrywanego punktu krawędziskrawającej w stosunku do przedmiotuobrabianego
Ruchy główne i posuwowe charakteryzują się wartościamiich prędkości oraz kierunkami.
Prędkość (szybkość) skrawaniaprędkość (szybkość) ruchu głównego -Vc - jest to chwilowa prędkość ruchugłównego rozpatrywanego punktukrawędzi skrawającej w stosunkudo przedmiotu obrabianego.
Prędkość skrawania i posuw
11
Do określania ruchu posuwowego stosuje się różne wielkościprzemieszczania narzędzia względem przedmiotuobrabianego:
• posuw na obrót f - długość odcinka drogi ruchu posuwowegoprzypadająca na jeden obrót przedmiotu,
• posuw na ostrze fz - długość odcinka drogi ruchu posuwowegoprzypadająca na obrót w ruchu głównym o kąt podziałkimiędzyostrzowej,
• posuw czasowy (minutowy) ft - długość odcinka drogi ruchuposuwowego w czasie jednostki czasu (minuty),
• posuw na podwójny skok fs - długość odcinka drogi ruchuposuwowego przypadająca na podwójny skok ruchugłównego.
Pod wpływem oddziaływania ostrza na materiał warstwyskrawanej następuje mechaniczne jej oddzielenie i przetworzeniew wiór. Ten złożony proces następuje w wyniku wywołaniaprzez ostrze w materiale skrawanym szybko rosnących naprężeńi odkształceń. Towarzyszą mu takie zjawiska jak zmiennatemperatura obszaru skrawania, tarcie zewnętrzne i wewnętrzne,spęczanie i utwardzanie wióra, powstawanie i zanikanie narostuna ostrzu narzędzia, wzrost zużycia ostrza.Procesowi skrawania towarzyszą odkształcenia sprężyste,plastyczne, i burzenie spójności międzycząsteczkowejmateriału.
Oddziaływanie ostrza na materiał skrawany

12
Oddziaływanie ostrza na materiał obrabiany można podzielić nastrefy:
• strefaI - początkowych odkształceń plastycznych do umownejgranicyścinania pod kątemΦ,
• strefaII – strefa zgniotu,• strefa III – odkształcony materiał wióra po przejściu przez
strefę I i II,• strefaIV – materiał wióra dodatkowo odkształcony plastycznie
tarciem wióra o powierzchnię natarcia,• strefa V – materiał warstwy wierzchniej znajdującej się pod
powierzchnią obrobioną odkształcony plastycznie.
Strefy materiału obrabianego odkształconego plastycznie
Pod naciskiem ostrza na materiał warstwy skrawanej
pojawiają się najpierw odkształcenia sprężyste a po
przekroczeniu granicy odkształceń sprężystych -odkształcenia
trwałe,spowodowane zjawiskiem poślizgu.
W zależności od stanu napięcia (stosunek największego
naprężenia stycznego do naprężenia normalnego) oraz
właściwości materiału mogą wystąpić następujące przypadki
mające wpływ na powstawanie wióra i siły skrawania:
• najpierw odkształcenie plastyczne a później zburzenie
spójności materiału,
• częściowe odkształcenie plastyczne a następnie zburzenie
spójności materiału,
• zburzenie spójności materiału przez oderwanie bez
odkształceń plastycznych.

13
Stan odkształceń plastycznych w strefie oddziaływania
ostrza na materiał skrawany powoduje zjawisko
spęczania wióra. Długość wióra jest mniejsza od
długości warstwy skrawanej z której ten wiór powstał zaś
grubość wióra jest większa od grubości i szerokości
warstwy skrawanej. Spęczenie wióra zależy przede
wszystkim od właściwości materiału skrawanego,
prędkości skrawania i geometrii ostrza. Im bardziej
plastyczny jest materiał skrawany tym spęczenie
większe. Największe spęczenie wióra powstaje w
zakresie prędkości skrawania 10 – 50 m/min. Ze
wzrostem prędkości maleje a przy prędkości ok.200
m/min prawie się nie zmienia
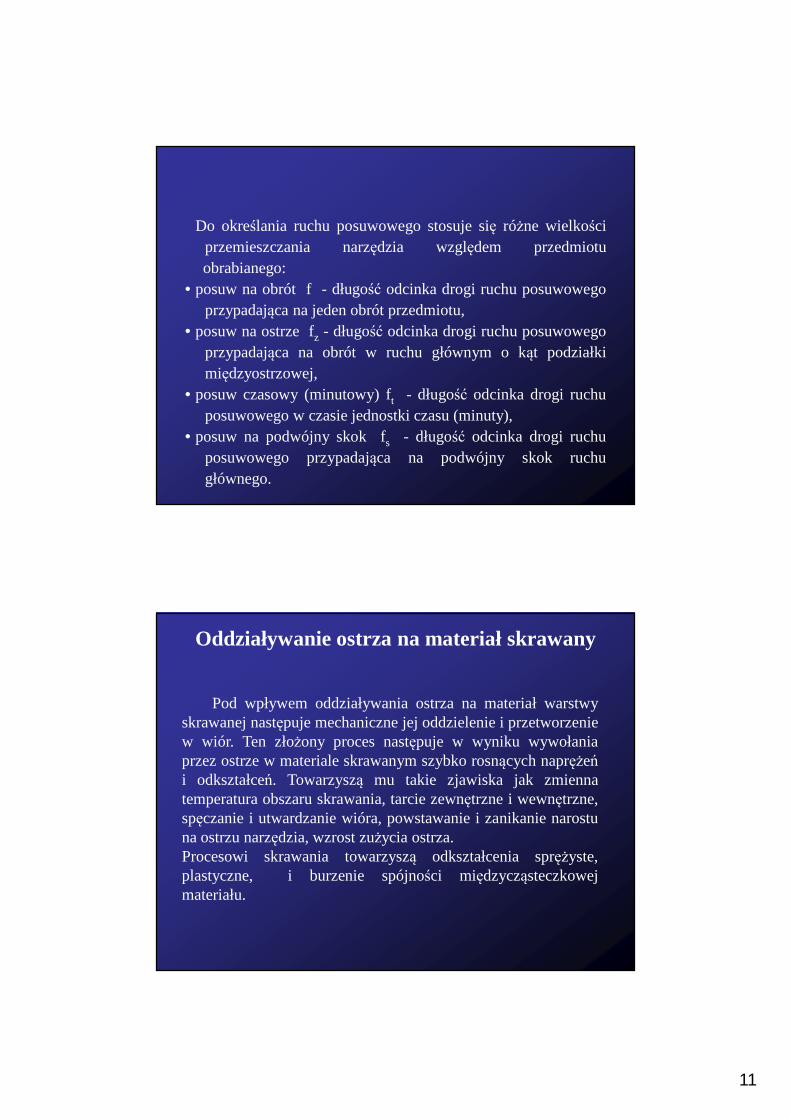
Powstawanie wiórów i ich rodzaje
Rozróżnia się dwa rodzaje wiórów:ścinane i odrywane
Wióry ścinane powstają przy obróbce materiałów podatnych naodkształcenia plastyczne zaś wióry odrywanepowstają przy obróbcemateriałów kruchych.
Wiór ścinany ciągłyWiór ścinany schodkowy
Wióry odrywane segmentowe Wiór odpryskowy

14
Wióry ścinanemogą być:
• ciągłe, powstające przy toczeniu miękkich stali węglowych i
stopowych o małej granicy plastyczności, przy dużej wartości kąta
natarcia i dużych prędkościach skrawania a małej grubości warstwy
skrawanej – niewielkie zmarszczenie powierzchni wióra po
przeciwnej stronie względem ostrza
• schodkowe,powstające przy skrawaniu metali o większej granicy
plastyczności (większej wytrzymałości) mniejszych kątach natarcia i
średnich i małych prędkościach skrawania a większej grubości
warstwy skrawanej – duże zmarszczenie powierzchni wióra.
Wióry odrywane powstają przy obróbce materiałów kruchych i
wyróżnia się tutajwióry segmentowe i odpryskowe.
15
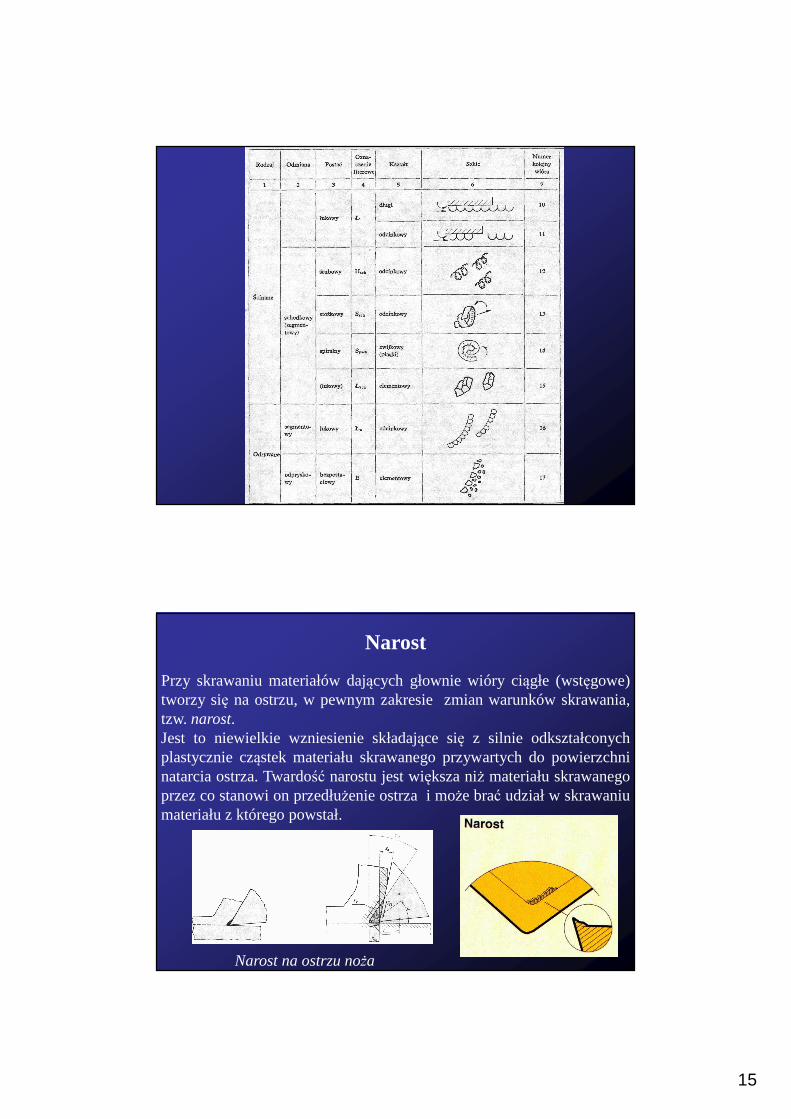
Przy skrawaniu materiałów dających głownie wióry ciągłe (wstęgowe)tworzy się na ostrzu, w pewnym zakresie zmian warunków skrawania,tzw. narost.Jest to niewielkie wzniesienie składające się z silnie odkształconychplastycznie cząstek materiału skrawanego przywartych do powierzchninatarcia ostrza. Twardość narostu jest większa niż materiału skrawanegoprzez co stanowi on przedłużenie ostrza i może brać udział w skrawaniumateriału z którego powstał.
Narost
Narost na ostrzu noża
16
Narost nie jest zjawiskiem trwałym i można rozróżniać okresy
jego powstawania i zanikania. Przyczynami okresowego
zanikania narostu jest zrywanie narostu przez wiór,ścinanie
przez krawędź skrawającą oraz ścieranie narostu przez wiór
i materiał skrawany.
Dla każdego materiału, przy skrawaniu którego powstaje narost
istnieją dwie graniczne prędkości skrawania: dolna, poniżej
której narost nie powstaje (poniżej 10 m/min) oraz górna
powyżej której narost już nie powstaje.
Wartość górnej granicznej prędkości skrawania zależy głównie
od kąta natarcia oraz od grubości warstwy skrawanej.
Pozornymi zaletami narostu są: osłona krawędzi skrawającej
oraz zmniejszenie oporów skrawania wynikające ze
zwiększenia kąta natarcia. Te zalety byłyby faktyczne gdyby
narost był zjawiskiem trwałym.
Zanikanie narostu przez zerwanie
17
Siłą skrawania nazywana jest siłą, z jaką ostrze narzędziaoddziałuje na materiał warstwy skrawanej, powodującprzetwarzanie jej w wiór.Jest ona niezbędna do pokonania oporu, jaki stawiamateriał przeciwko odkształceniom sprężystym iplastycznym oraz niszczeniu jego spójności.Siła skrawania musi pokonać także tarcie ostrza o materiałskrawany i tarcie wióra o powierzchnię natarcia ostrza.Całkowita siła skrawania F jest równa, pod względemwartości i kierunku, łącznemu oporowi skrawania, lecz maprzeciwny zwrot.
Siły skrawania
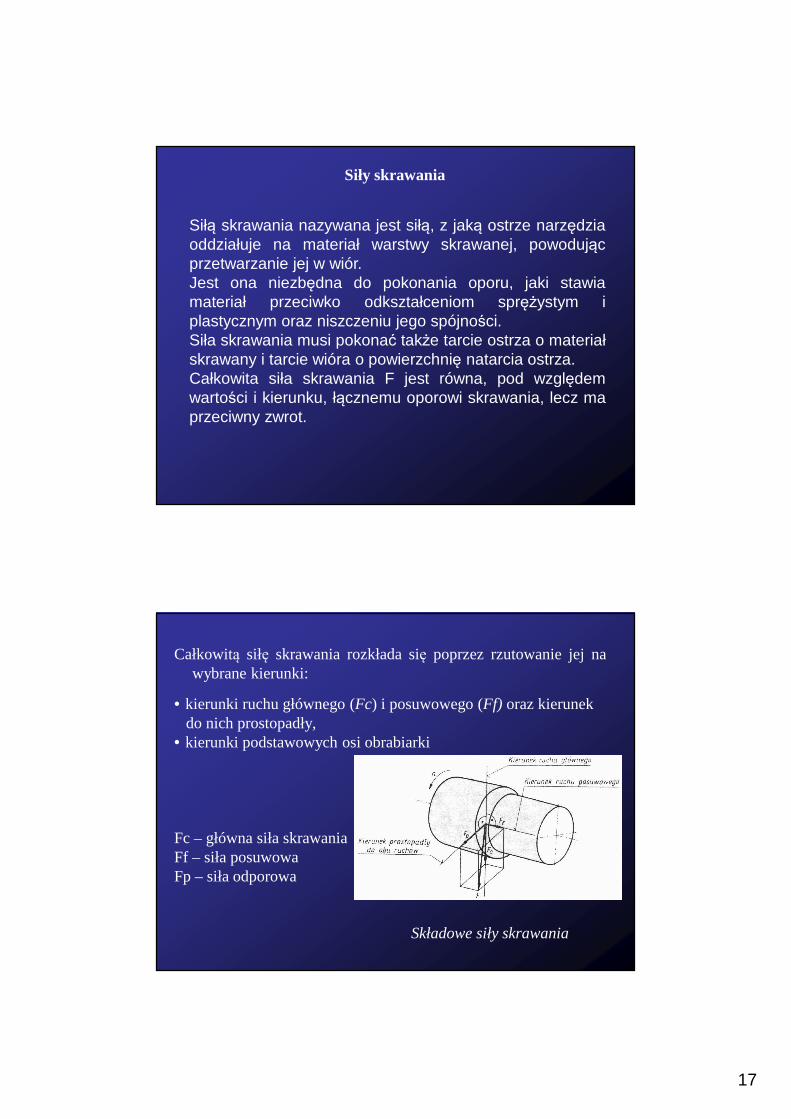
Całkowitą siłę skrawania rozkłada się poprzez rzutowanie jej nawybrane kierunki:
• kierunki ruchu głównego (Fc) i posuwowego (Ff) oraz kierunekdo nich prostopadły,
• kierunki podstawowych osi obrabiarki
Fc – główna siła skrawaniaFf – siła posuwowaFp – siła odporowa
Składowe siły skrawania

18
Największą składową siłą skrawania przy toczeniu jest siłaFc, pozostałe siły można określić w przybliżeniu:• przy toczeniu stali Fp = (0,4 ÷ 0,6)Fc Ff = (0,2 ÷ 0,4)Fc
• przy toczeniużeliwa Fp = (0,3 ÷ 0,6)Fc Ff = (0,1 ÷ 0,4)Fc
Na wielkość siły skrawania wpływają:• opór właściwy skrawania (jest to wartość siły skrawania przypadająca na 1 mm2 pola przekroju poprzecznego
warstwy skrawanej),• posuw,• głębokość skrawania,• prędkość skrawania,• wielkość kąta natarcia,• zużycie ostrza,• odmiana obróbki,• rodzaj materiału ostrza,• chłodzenie,
Osie w tokarce
Chłodzenie i smarowanie ostrza
Płyny obróbkowe są to gazy, mieszaniny cieczy i gazów oraz ciecze
stosowane w celu chłodzenia i smarowania ostrza oraz- w niektórych
przypadkach – do tzw. rozluźniania powierzchniowego materiału
warstwy skrawanej.
Płyny te nie powinny być szkodliwe dla człowieka oraz nie powinny
powodować korozji obrabiarki i przedmiotu obrabianego.
W obróbce skrawaniem najszersze zastosowanie znajdują mieszaniny
cieczy i gazów. Skuteczność ich działania polega na tym,że znajdująca
się w stanie silnego rozpylenia ciecz pada w bardzo drobnych kropelkach
na powierzchnię o wysokiej temperaturze i wyparowuje, co jest
przyczyną pobierania dużych ilości ciepła a ponadto duża prędkość
strumienia cieczy umożliwia wnikanie jej w nawet bardzo małe
szczeliny.
19
Ciecze obróbkowe dzielimy na: chłodzące, chłodząco –smarujące i smarujące.
Ciecze chłodzące to wodne roztwory sody, mydełoraz dodatków syntetycznych. Stosowane są przy obróbcezgrubnej, gdzie występuj duże wydzielanie ciepła.
Ciecze chłodząco-smarujące (emulsje olejowe) sąstosowane gdy zależy na dobrym odprowadzaniu ciepła zestrefy skrawania oraz dobrym smarowaniu ostrza przyśrednich warunkach obróbki. Dla zapewnienia trwałejzawiesiny kropelek oleju w wodzie są stosowane dodatkizwane emulgatorami a ponadto inne dodatki np. inhibitorykorozji, dodatki przeciwpieniące.
Do cieczy chłodząco-smarujących zalicza się tzw. emulsje:
� emulsja o nazwie Emulgol S – dobre własności smarne iantykorozyjne,
� emulsja z oleju emulgującego ER oraz E - dobrewłasności smarne i antykorozyjne, stosowana przyobróbce zgrubnej,
� emulsja Akumol.

20
Ciecze smarujące są to oleje, których głównym zadaniem jest
smarowanie ostrza, a przez to zmniejszenie jego zużycia oraz
uzyskanie dobrej jakości powierzchni obrobionej. stosowane są
przy małych prędkościach skrawania. Charakteryzują się dobrymi
właściwościami antykorozyjnymi.
Są to oleje mineralne z dodatkami olejów roślinnych, tłuszczy
zwierzęcych, kwasów tłuszczowych oraz dodatków
syntetycznych.
Olej mineralnyz dodatkiem oleju roślinnego nosi nazwę
oleju natłuszczonego (CM). Olej roślinny polepsz smarność oleju
mineralnego.
Oleje siarkowane (sulfofrezole)są to oleje mineralne z dodatkiem
1.5% siarki dla nadania muśliskości i polepszenia
smarności. Stosowane przy trudnych warunkach obróbki (stale
nierdzewne,żaroodporne, gdy wymagana jest duża gładkość
powierzchni obrobionej).
Oleje mineralnez dodatkami powierzchniowo aktywnymi (np.
kwas tłuszczowy)są stosowane przy skrawaniu stali
trudnoskrawalnych. Dodatki te zmniejszają napięcie
powierzchniowe oleju wnikając w mikroszczeliny oddzielanej
warstwy skrawanej działając jak klin – przedłużenie ostrza –
ułatwiając proces skrawania.
21
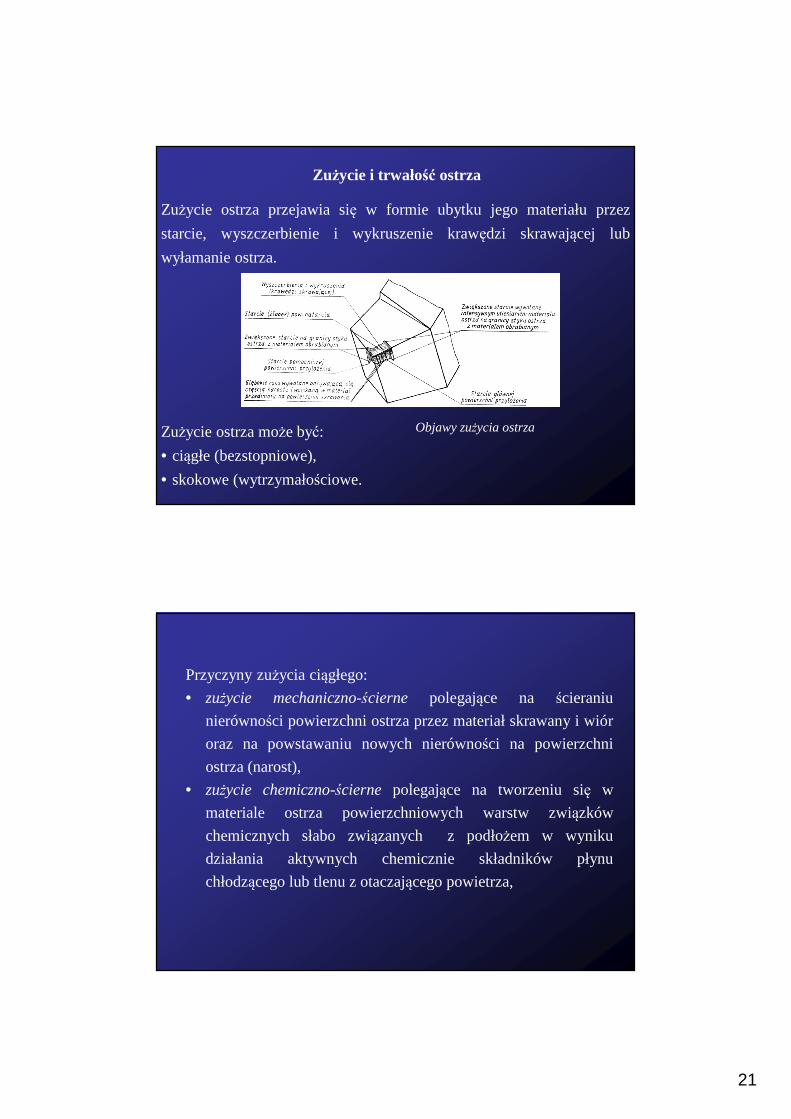
Zużycie i trwałość ostrza
Zużycie ostrza przejawia się w formie ubytku jego materiału przez
starcie, wyszczerbienie i wykruszenie krawędzi skrawającej lub
wyłamanie ostrza.
Zużycie ostrza może być:
• ciągłe (bezstopniowe),
• skokowe (wytrzymałościowe.
Objawy zużycia ostrza
Przyczyny zużycia ciągłego:
• zużycie mechaniczno-ścierne polegające na ścieraniu
nierówności powierzchni ostrza przez materiał skrawany i wiór
oraz na powstawaniu nowych nierówności na powierzchni
ostrza (narost),
• zużycie chemiczno-ścierne polegające na tworzeniu się w
materiale ostrza powierzchniowych warstw związków
chemicznych słabo związanych z podłożem w wyniku
działania aktywnych chemicznie składników płynu
chłodzącego lub tlenu z otaczającego powietrza,

22
� zużycie adhezyjnepolegające na wyrywaniu z materiałuostrza jego cząsteczek,
� zużycie dyfuzyjnepolegające na szkodliwym przenikaniuatomów materiału ostrza do materiału skrawanego iodwrotnie przez co tworzy się zdyfundowna warstwawierzchnia materiału ostrza o mniejszej twardości iwiększej kruchości niż rodzimy materiał ostrza; gorszewłasności tej warstwy powiększają intensywność zużyciaostrza.
Przyczyna zużycia skokowego jest miejscoweprzekroczenie doraźnej lub zmęczeniowej wytrzymałościmateriału ostrza.Objawami zużycia są:
� wyszczerbienia – małe ubytki materiału ostrza nakrawędzi skrawającej i nie przekraczające wymiaramiswego obrysu 0,5 mm,
� wykruszenia – większe ubytki materiału ostrza niewykraczające poza obszar kontaktu z materiałemskrawanym,
� wyłamania – duże ubytki materiału ostrza wykraczająceswym zasięgiem poza obszar kontaktu ostrza zmateriałem skrawanym.
23
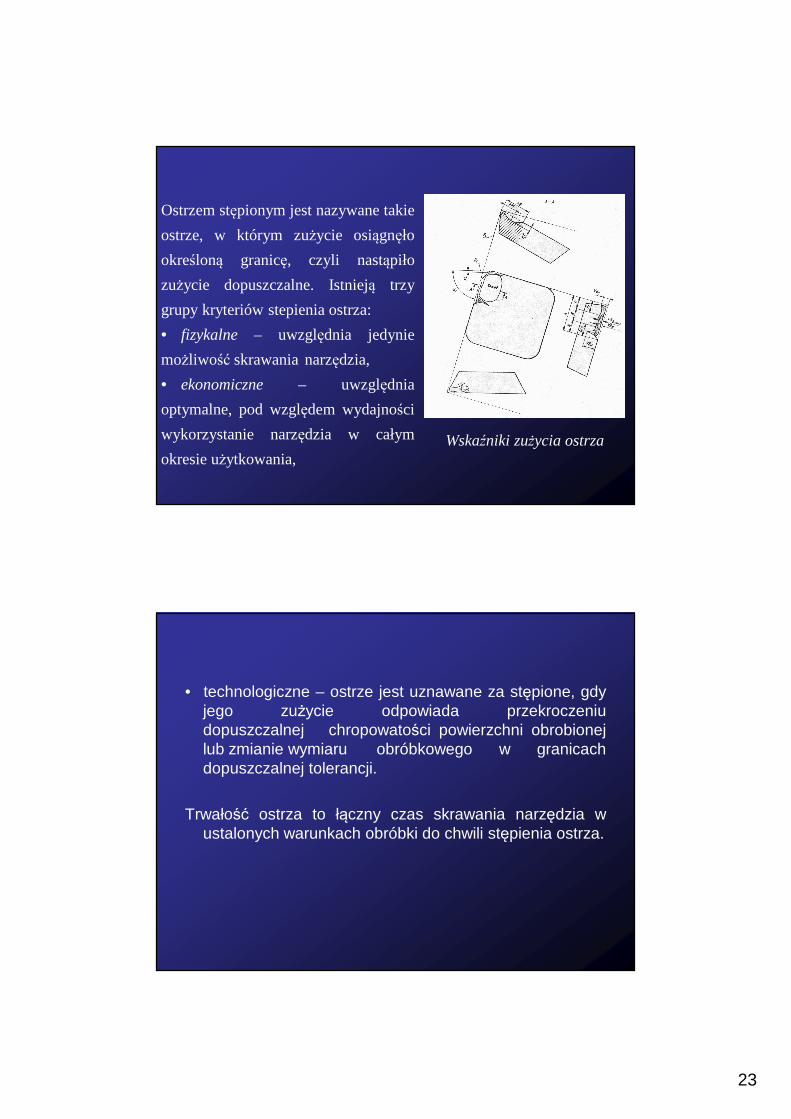
Ostrzem stępionym jest nazywane takie
ostrze, w którym zużycie osiągnęło
określoną granicę, czyli nastąpiło
zużycie dopuszczalne. Istnieją trzy
grupy kryteriów stepienia ostrza:
• fizykalne – uwzględnia jedynie
możliwość skrawania narzędzia,
• ekonomiczne – uwzględnia
optymalne, pod względem wydajności
wykorzystanie narzędzia w całym
okresie użytkowania,Wskaźniki zużycia ostrza
• technologiczne – ostrze jest uznawane za stępione, gdyjego zużycie odpowiada przekroczeniudopuszczalnej chropowatości powierzchni obrobionejlub zmianie wymiaru obróbkowego w granicachdopuszczalnej tolerancji.
Trwałość ostrza to łączny czas skrawania narzędzia wustalonych warunkach obróbki do chwili stępienia ostrza.

24
Skrawalność materiałów
Skrawalność materiału to pełna charakterystyka danegomateriału określająca jego podatność na obróbkęskrawaniem.
Skrawalność jest uzależniona od:� składu chemicznego i struktury materiału, wynikającej
z technologii jego wytwarzania i przygotowaniapółfabrykatu przed obróbką skrawaniem,
� sposobu, rodzaju i odmiany obróbki skrawaniem,� kształtu i właściwości materiału ostrza narzędzia,� stanu i właściwości obrabiarki,� warunków skrawania.







![Moduł 2/3m65.pk.edu.pl/zppw/Zajecia dydaktyczne/Materialy do... · Główne parametry skrawania przy toczeniu to: 1.głębokość skrawania a p [mm] - grubość warstwy materiału](https://static.fdocuments.pl/doc/165x107/5eaa30aa5d61c46c3a3f3d83/modu-23m65pkeduplzppwzajecia-dydaktycznematerialy-do-gwne-parametry.jpg)