Moduł 1 - m65.pk.edu.pl dydaktyczne/Materialy do zajec/2010... · WK-zbiór więzi konstrukcyjnych...
35
Modul 1 Projektowanie procesu technologicznego montażu w systemie CAD/CAM CATIA Dla wyrobu zadanego w formie rysunku zlożeniowego i modeli 3D opracować: •strukturę montażową wyrobu •graficzny planu montażu, •wykonać zlożenie wyrobu w systemie CAD/CAM, •opracować kartę technologiczną montażu Prowadzący: mgr inż. Lukasz Gola E-mail: [email protected] •opracować kartę technologiczną montażu Temat zespolowy 4-5 osób Zalożenia do projektu: produkcja średnioseryjna, montaż ręczny, wyposażenie zakladu nowoczesne (narzędzia i oprzyrządowanie montażowe dostępne w katalogach i dokumentacji techniczno-ruchowej).
Transcript of Moduł 1 - m65.pk.edu.pl dydaktyczne/Materialy do zajec/2010... · WK-zbiór więzi konstrukcyjnych...
Moduł 1Projektowanie procesu technologicznego
montażu w systemie CAD/CAM CATIA
Dla wyrobu zadanego w formie rysunku złożeniowego i modeli 3D
opracować:
•strukturę montażową wyrobu
•graficzny planu montażu,
•wykonać złożenie wyrobu w systemie CAD/CAM,
•opracować kartę technologiczną montażu
Prowadzący:mgr inż. Łukasz GolaE-mail: [email protected]
•opracować kartę technologiczną montażu
Temat zespołowy 4-5 osób
Założenia do projektu:
�produkcja średnioseryjna,
�montaż ręczny,
� wyposażenie zakładu nowoczesne (narzędzia i oprzyrządowanie
montażowe dostępne w katalogach i dokumentacji techniczno-ruchowej).

Moduł 1Projektowanie procesu technologicznego montażu w systemie CAD/CAM CATIA
Ćwiczenie nr: 1Temat ćwiczenia: Wydanie tematów analiza formalna i
dokumentacji złożeniowej, Opracowanie struktury montażowej
wyrobu i graficznego planu montażu wyrobu i graficznego planu montażu
Krok 1Analiza formalna dokumentacji – jako pierwsza faza procesu weryfikacji
• Sprawdzenie doboru materiału z uwagi na rolę elementu w zespole, złożoność kształtu i trudności wykonania,
• Stwierdzenie zgodności formalnej wykonanych rysunków z obowiązującymi normami, odnośnie do poprawności rzutów, opisów, numeracji, itp.,
Kontrola wystarczalności rzutów i przekrojów,
2011-06-03 Automatyzacja i Robotyzacja Procesów Produkcyjnych 3
• Kontrola wystarczalności rzutów i przekrojów, przedstawionych na rysunku elementów, dostateczności i jednoznaczności ich przedstawienia,
• Sprawdzenie prawidłowości wymiarowania i stosowanych oznaczeń, a szczególnie prawidłowości przyjętych łańcuchów wymiarowych, tolerancji wymiarów liniowych i kątowych, zgodności tolerancji z klasami dokładności, poprawności przyjętych tolerancji kształtu i położenia oraz prawidłowości ustawień powierzchni,

Krok 1 c.d.
• Sprawdzenie celowości i poprawności uwag szczegółowych zamieszczonych w dokumentacji. Uwagi te mogą dotyczyć obróbki cieplnej, poprawności określenia wyników tej obróbki, a również szczegółów elementów powierzchni i wymagań dotyczących obróbki
2011-06-03 Automatyzacja i Robotyzacja Procesów Produkcyjnych 4

1. Przeprowadzić analizę formalną dokumentacji (Karta analizy dokumentacji).
2011-06-03 Automatyzacja i Robotyzacja Procesów Produkcyjnych 5

Struktura wyrobu
Konstrukcyjna • Jest efektem pracy konstruktora jest
SK = {JK1 {JK2{JK3…{JKK}}}
gdzie: K- poziom dekompozycji wyrobu na
Technologiczna• Postać konstrukcyjna wyrobu WRK jest
podstawą określenia struktury montażowej wyrobu:
SM = {JMM {JMM-1{JMM-2…JM1}}}gdzie: K- poziom dekompozycji wyrobu na
jednostki konstrukcyjne
• W zbiorze jednostek K –tego poziomu dekompozycji wyodrębnić można:
� zespoły konstrukcyjne, które mogą być dekomponowane na zespoły niższych rzędów
� części elementarne nie podlegające dekompozycji.
JM1}}}
gdzie: M- poziom dekompozycji wyrobu na jednostki montażowe
JM - jednostka montażowa.
• W zbiorze jednostek M –tego poziomu dekompozycji wyodrębnić można:
� zespoły montażowe, które mogą być dekomponowane na zespoły niższych rzędów
� części elementarne nie podlegające dekompozycji.
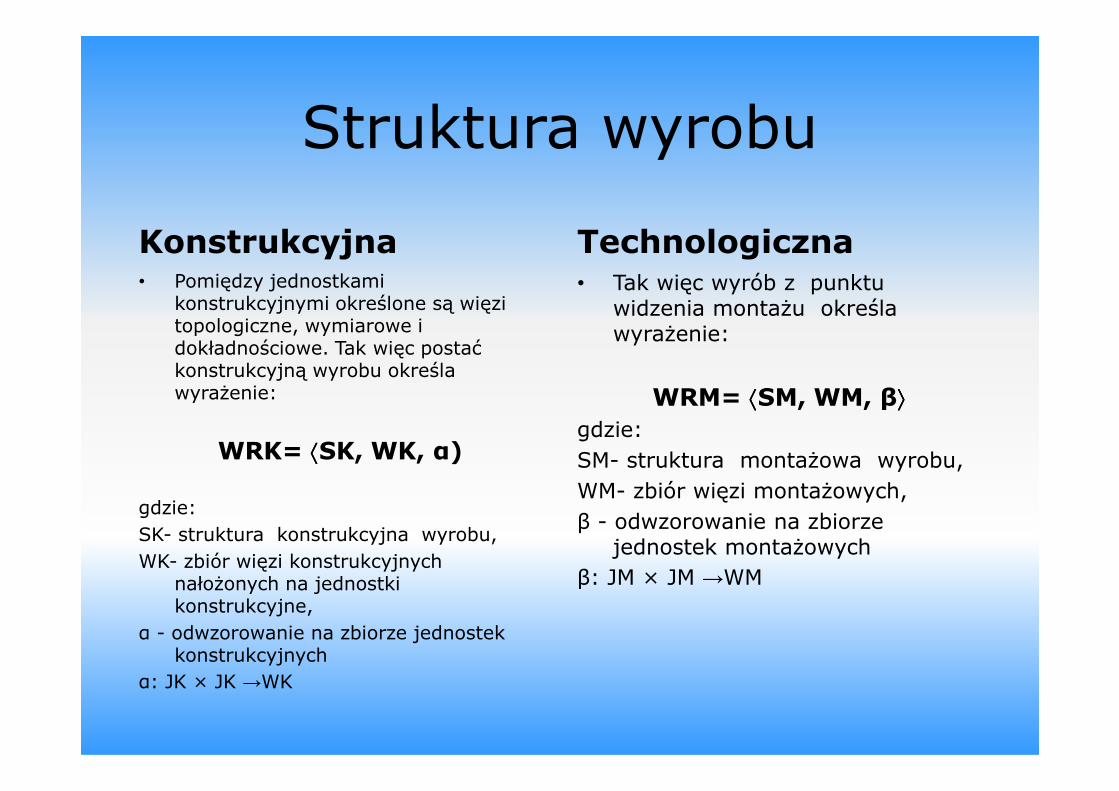
Struktura wyrobu
Konstrukcyjna • Pomiędzy jednostkami
konstrukcyjnymi określone są więzi topologiczne, wymiarowe i dokładnościowe. Tak więc postać konstrukcyjną wyrobu określa wyrażenie:
Technologiczna• Tak więc wyrób z punktu
widzenia montażu określa wyrażenie:
WRM= ⟨⟨⟨⟨SM, WM, β⟩⟩⟩⟩wyrażenie:
WRK= ⟨⟨⟨⟨SK, WK, α)
gdzie:
SK- struktura konstrukcyjna wyrobu,
WK- zbiór więzi konstrukcyjnych nałożonych na jednostki konstrukcyjne,
α - odwzorowanie na zbiorze jednostek konstrukcyjnych
α: JK × JK →WK
WRM= ⟨⟨⟨⟨SM, WM, β⟩⟩⟩⟩gdzie:
SM- struktura montażowa wyrobu,
WM- zbiór więzi montażowych,
β - odwzorowanie na zbiorze jednostek montażowych
β: JM × JM →WM

Struktura wyrobu
Konstrukcyjna
• Postać konstrukcyjna wyrobu odwzorowana w formie cyfrowej w systemie CAD jest postawą do przeprowadzenia obliczeń inżynierskich i analiz statycznych,
Technologiczna
• Postać montażowa wyrobu odwzorowana w formie cyfrowej w systemie CAD jest postawą do przeprowadzenia symulacji inżynierskich i analiz statycznych,
kinematycznych i dynamicznych projektowanej konstrukcji.
przeprowadzenia symulacji złożenia projektowanej konstrukcji.
Moduł 1Projektowanie procesu technologicznego montażu w systemie CAD/CAM CATIA
Ćwiczenie nr: 2Temat ćwiczenia: Wykonać złożenie wyrobu w systemie
CAD/CAM CATIA

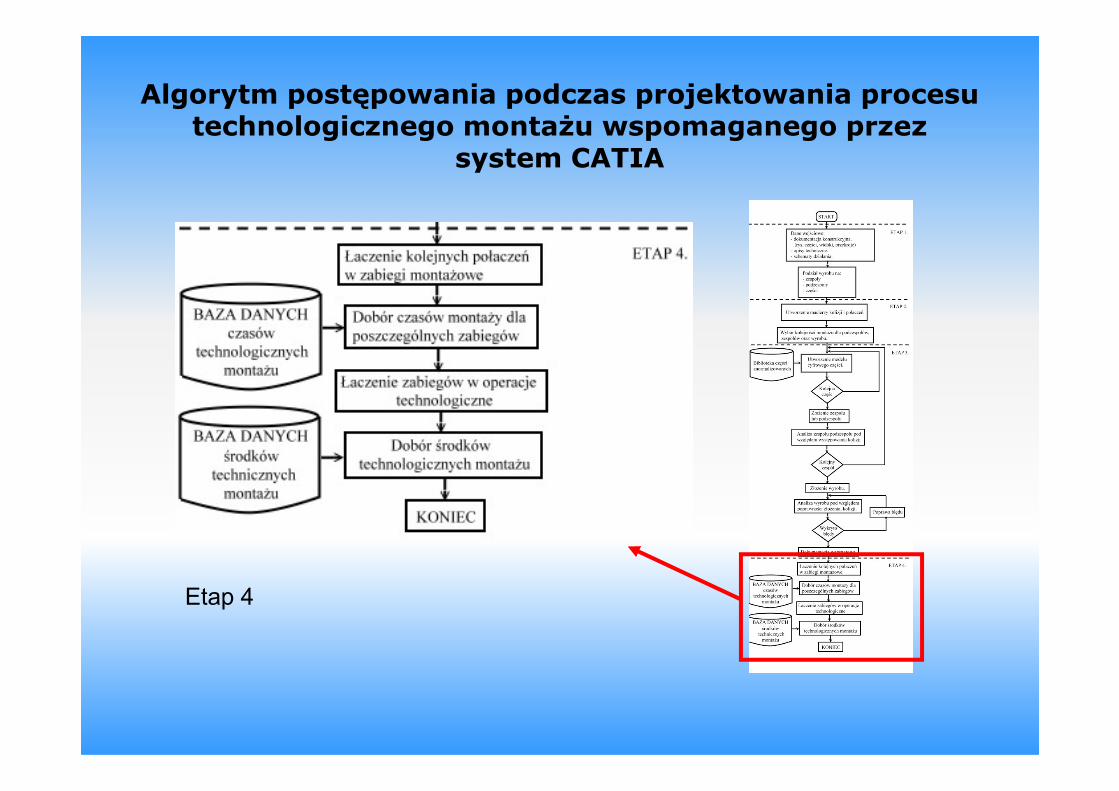
Algorytm postępowania podczas projektowania procesu technologicznego
montażu wspomaganego przez system CATIA
• ETAP 1. - Wykonywany przez projektanta
�� ETAP 2.ETAP 2. -- Wykonywany przez projektanta lecz może być wspomagany Wykonywany przez projektanta lecz może być wspomagany
przez oprogramowanie inżynierskie automatyzujące proces tworzenia przez oprogramowanie inżynierskie automatyzujące proces tworzenia
sekwencji montażowych.sekwencji montażowych.
�� ETAPETAP 33.. -- ProjektantProjektant wspomaganywspomagany systememsystemem CADCAD
np. przez system CATIA.np. przez system CATIA.
�� ETAP 4.ETAP 4. -- Wykonywany jest przez projektanta, może być wspomagany Wykonywany jest przez projektanta, może być wspomagany
przez systemy ekspertoweprzez systemy ekspertowe

Algorytm postępowania podczas projektowania procesu technologicznego montażu wspomaganego przez
system CATIA
Etapy 1 i 2

Algorytm postępowania podczas projektowania procesu technologicznego montażu wspomaganego przez
system CATIA
Etap 3
Algorytm postępowania podczas projektowania procesu technologicznego montażu wspomaganego przez
system CATIA
Etap 4
Moduł 1Projektowanie procesu technologicznego montażu w systemie CAD/CAM CATIA
Ćwiczenie nr: 3Temat ćwiczenia: Opracowanie karty technologicznej i
instrukcyjnej montażu

Dane wejściowe
• Lista zadań montażowych
• zasady grupowania zadań montażowych w operacje:
• Grupujemy zgodnie z kolejnością ujętą w graficznym planie graficznym planie montażowym,
• Zbiór zadań montażowych w wyniku których powstaje jednostka montażowa wyższych rzędów,
• Dążymy do optymalnego wykorzystania zasobów: narzędzi, oprzyrządowania montażowego
2011-06-03Automatyzacja i Robotyzacja Procesów Produkcyjnych
15

Karta technologiczna montażu
Politechnika
Krakowska Instytut
Technologii Maszyn
i Automatyzacji Produkcji
Karta technologiczna montażu Nazwa wyrobu: Symbol wyrobu: Wielkość
serii:
Nr
operacji Treść operacji Wydział Stanowisko Normy czasu
T pz t j T
2011-06-03Automatyzacja i Robotyzacja Procesów Produkcyjnych
16

Karta instrukcyjna montażuPolitechnika Krakowska
Instytut Technologii Maszyn
i Automatyzacji Produkcji Karta instrukcyjna montażu
Nazwa wyrobu: Symbol wyrobu: Nazwa montowanej jednostki montażowej: Symbol mont. jedn. montażowej: Wielkość
serii:
Wydział: Nazwa operacji: Nr operacji: Stanowisko montażowe: Normy czasu
T pz = t j = T =
Nr
zabiegu Treść zabiegu (czynności)
Urządzenia montażowe:
Uchwyty i przyrządy montażowe:
2011-06-03Automatyzacja i Robotyzacja Procesów Produkcyjnych
17
Narzędzia montażowe i skrawające:
Narzędzia i przyrządy pomiarowe:
Materiały pomocnicze:
Opracował: Sprawdził: Zatwierdził: Uwagi:

Moduł 2Projektowanie procesu technologicznego
i programowanie obróbki w systemie MTS
Ćwiczenie nr: 1Temat ćwiczenia: Dobrać półfabrykat, opracować strukturę
procesu technologicznego obróbki
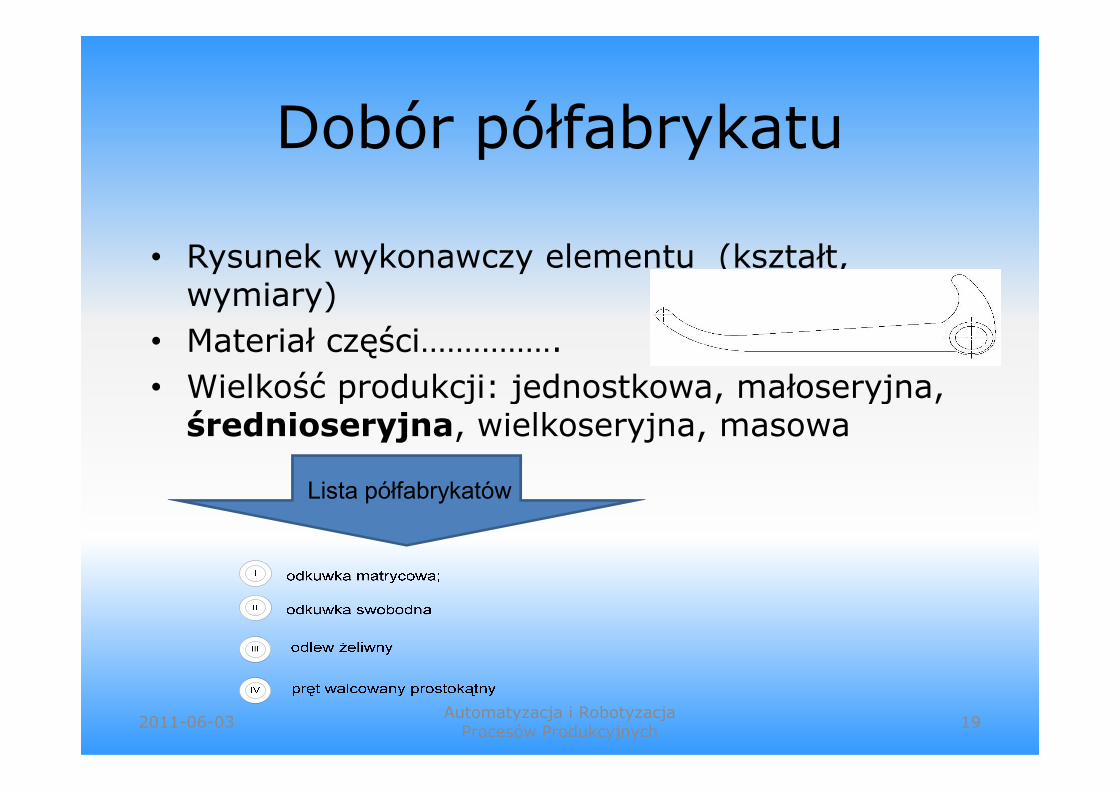
Dobór półfabrykatu
• Rysunek wykonawczy elementu (kształt, wymiary)
• Materiał części…………….
• Wielkość produkcji: jednostkowa, małoseryjna, • Wielkość produkcji: jednostkowa, małoseryjna, średnioseryjna, wielkoseryjna, masowa
2011-06-03Automatyzacja i Robotyzacja Procesów Produkcyjnych
19
Lista półfabrykatów

Opracowanie wariantów procesu technologicznego
FAZY 0 I II III IV V VI VII VIII IX
2011-06-03Automatyzacja i Robotyzacja Procesów Produkcyjnych
20
1-kalibrować odkuwkę foremnikową;
2-obróbka cieplna ujednorodniająca;
3-obróbka cieplna – sezonowanie;
4-prostować;
5-ciąć na żądana długość;
6-szlifować powierzchnie czołowe;
7-przeciągać zewnętrzne powierzchnie
czołowe;
8-frezować powierzchnie czołowe;
9-frezować kształt zewnętrzny;
10-wiercić otwór;
11-rozwiercać otwór;
12-roztaczać otwór;
13-usunąć zadziory, oczyścić znakować;
14-kontrola ostateczna;
Moduł 2Projektowanie procesu technologicznego
i programowanie obróbki w systemie MTS
Ćwiczenie nr: 2Temat ćwiczenia: opracować kartę technologiczną obróbki i
kartę instrukcyjną obróbki dla operacji realizowanej na OSN

Opracowanie karty technologicznej
• operacje numerujemy z inkrementem 5,10,15 itp
• opis operacji podajemy w trybie rozkazującym: obrabiać powierzchnie zgrubnie, toczyć, frezować,
• zakładamy koncentrację
Karta technologiczna (plan operacyjny)
Wyrób Nazwa części Nr rys. części Znak
Gat. i stan mat. Postać i wymiary półfabrykatu [mm]
Sztuk /wyrób kg/1 szt. netto Sztuk na zlecenie, partię
Norma mat. kg/ 1 szt.
Materiał kg /zlecenie, partię
Nr op
Wydział
Stanowisko Opis operacji Pomoce warsztatowe
Kat.r dod.
Tpz tj
T
• zakładamy koncentrację technologiczną obróbki,
• Planujemy wykonanie operacji technologicznej na OSN
2011-06-03Automatyzacja i Robotyzacja Procesów Produkcyjnych
22
Opracował: Sprawdził: Zatwierdził:
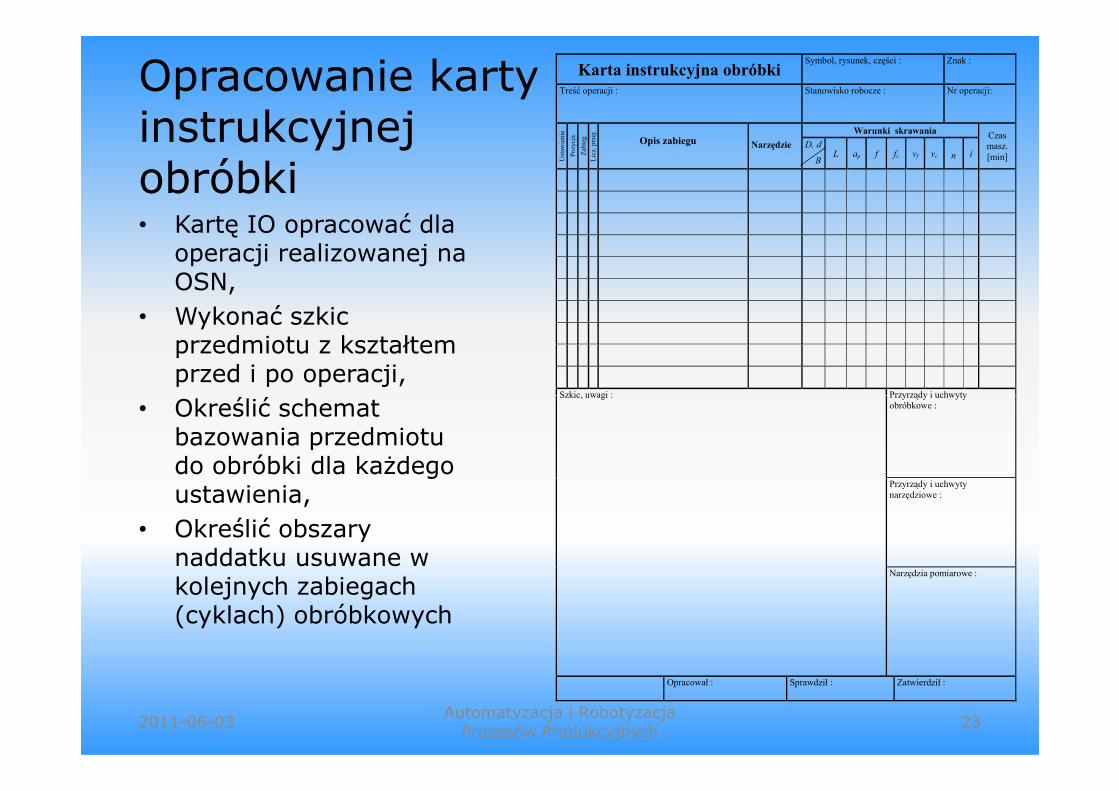
Opracowanie karty instrukcyjnej obróbki• Kartę IO opracować dla
operacji realizowanej na OSN,
• Wykonać szkic przedmiotu z kształtem przed i po operacji,
• Określić schemat
Karta instrukcyjna obróbki Symbol, rysunek, części : Znak :
Treść operacji : Stanowisko robocze : Nr operacji:
Ustawienie
Pozycja
Zabieg
Licz. przej.
Opis zabiegu Narzędzie
Warunki skrawania Czas masz.
[min]
D, d
B L ap f fz vf vc
n i
Szkic, uwagi : Przyrządy i uchwyty
• Określić schemat bazowania przedmiotu do obróbki dla każdego ustawienia,
• Określić obszary naddatku usuwane w kolejnych zabiegach (cyklach) obróbkowych
2011-06-03Automatyzacja i Robotyzacja Procesów Produkcyjnych
23
Szkic, uwagi : Przyrządy i uchwyty obróbkowe :
Przyrządy i uchwyty
narzędziowe :
Narzędzia pomiarowe :
Opracował : Sprawdził : Zatwierdził :

2011-06-03Automatyzacja i Robotyzacja Procesów Produkcyjnych
24
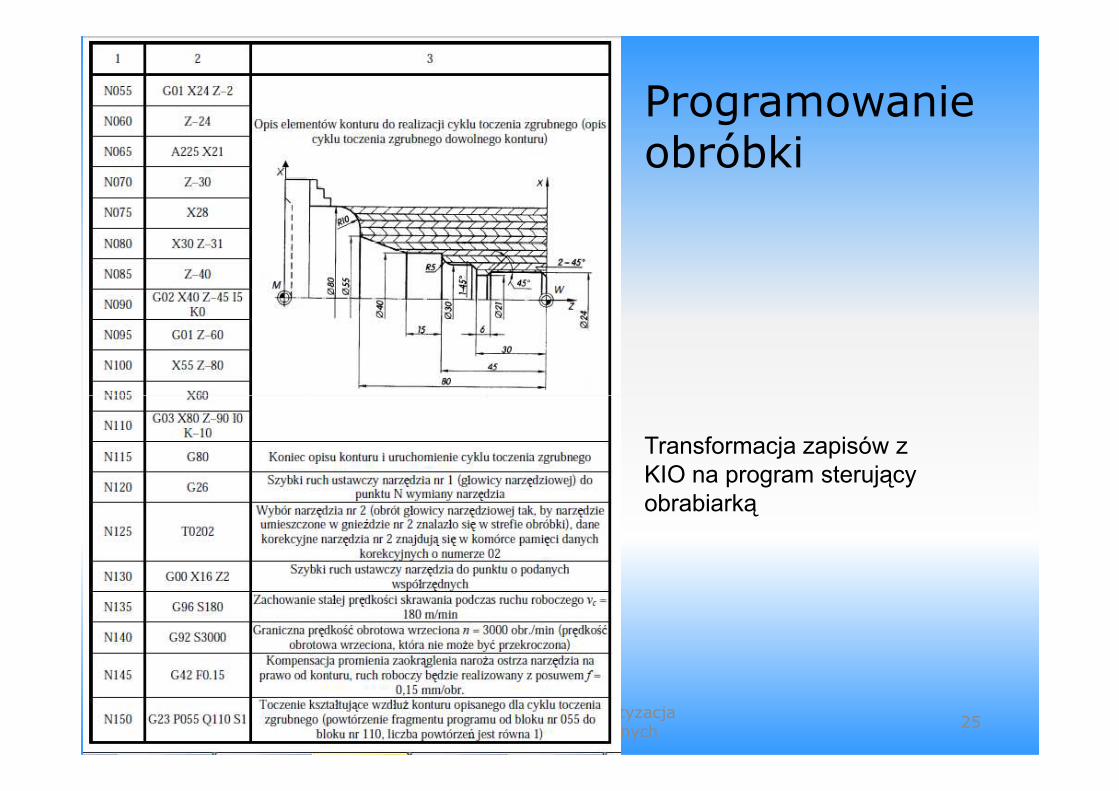
Programowanie obróbki
2011-06-03Automatyzacja i Robotyzacja Procesów Produkcyjnych
25
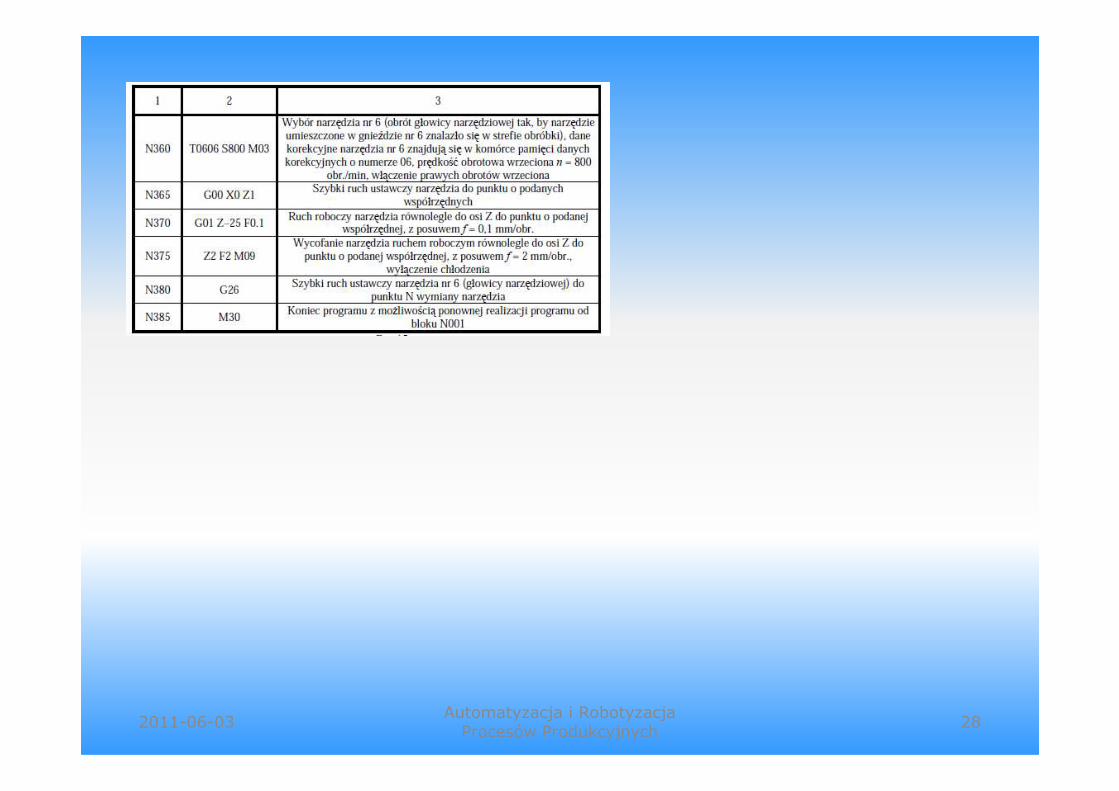
Transformacja zapisów z
KIO na program sterujący
obrabiarką

2011-06-03Automatyzacja i Robotyzacja Procesów Produkcyjnych
26

2011-06-03Automatyzacja i Robotyzacja Procesów Produkcyjnych
27
2011-06-03Automatyzacja i Robotyzacja Procesów Produkcyjnych
28
Moduł 2Projektowanie procesu technologicznego
i programowanie obróbki w systemie MTS
Ćwiczenie nr: 3�Temat ćwiczenia: opracować program obróbki dla wskazanej
operacji realizowanej na OSN z wykorzystaniem systemu MTS.
Prowadzący:
Dr hab. inż. Jan Duda
E-mail: [email protected]

Algorytm działania
2011-06-03Automatyzacja i Robotyzacja Procesów Produkcyjnych
30
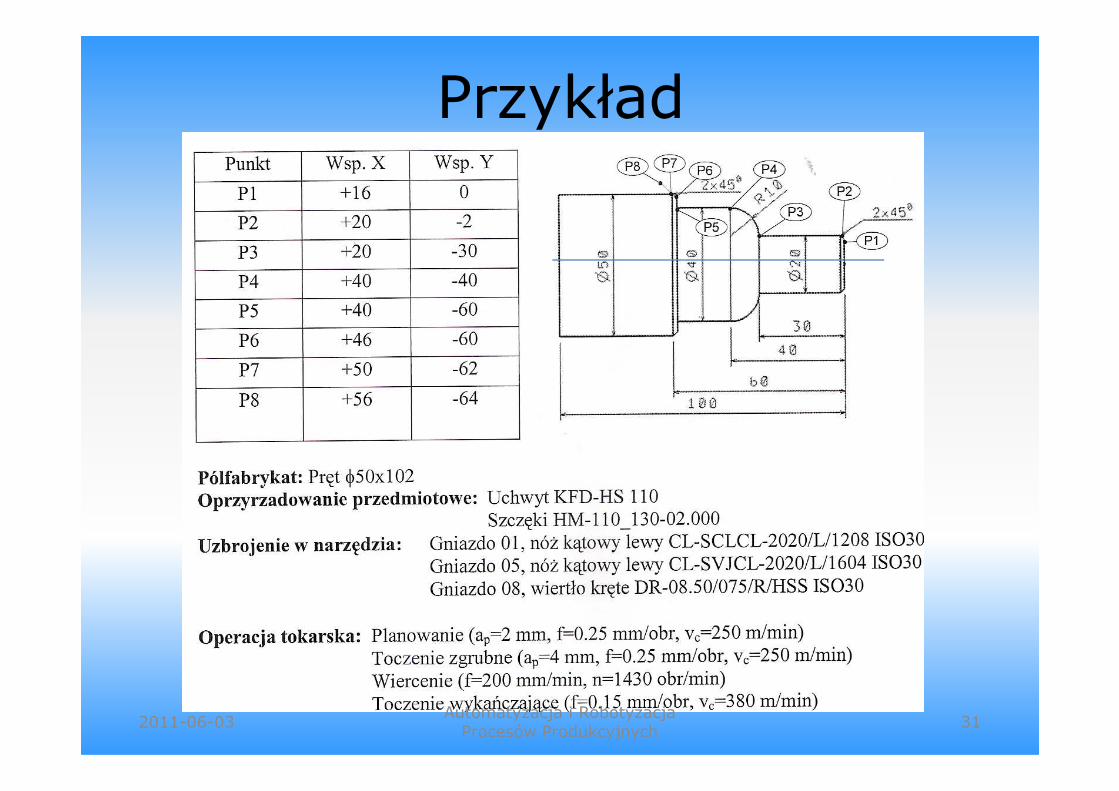
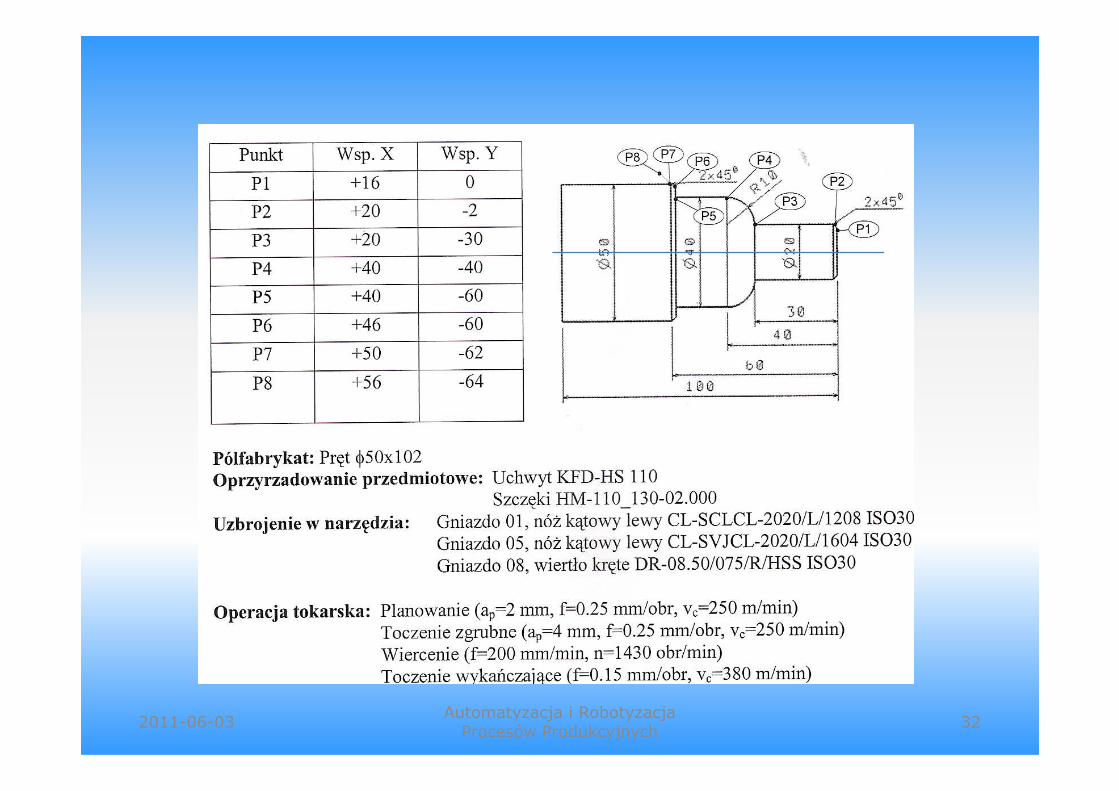
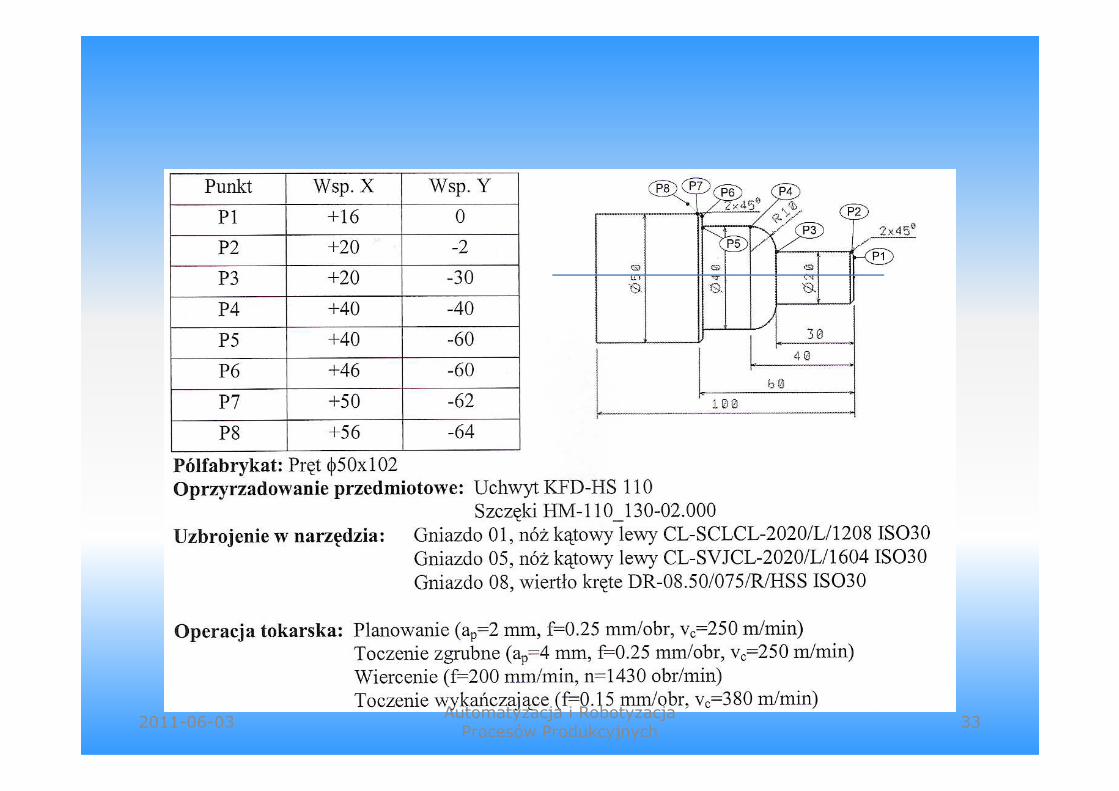
Przykład
2011-06-03Automatyzacja i Robotyzacja Procesów Produkcyjnych
31
2011-06-03Automatyzacja i Robotyzacja Procesów Produkcyjnych
32
2011-06-03Automatyzacja i Robotyzacja Procesów Produkcyjnych
33

2011-06-03Automatyzacja i Robotyzacja Procesów Produkcyjnych
34

Literatura
• Wocjan S., Lewandowski Z., Szymański E.: Rysunek techniczny – wiadomości podstawowe. WNT, Warszawa 1994.
• Dobrzański T.: Rysunek techniczny maszynowy. WNT, Warszawa 1994.
• Polskie normy – zbiór pt. Rysunek techniczny maszynowy. 1993.
• Choroszy B.: Technologia maszyn. Oficyna Wydawnicza Politechniki Wrocławskiej. Wrocław 2000.
• Samek A.: Projektowanie procesów technologicznych obróbki skrawaniem i montażu. Skrypt PK. Kraków 1986.
• Feld M.: Projektowanie procesów technologicznych typowych części maszyn. WNT, Warszawa 1976.
• Feld M.: Projektowanie procesów technologicznych typowych części maszyn. WNT, Warszawa 1983.
• Feld M.: Projektowanie i automatyzacja procesów technologicznych części maszyn. WNT, Warszawa 1994.• Feld M.: Projektowanie i automatyzacja procesów technologicznych części maszyn. WNT, Warszawa 1994.
• Feld M.: Podstawy projektowania procesów technologicznych typowych części maszyn. WNT, Warszawa 2000.
• Feld M.: Technologia budowy maszyn, PWN, Warszawa 2000
• Grzesik W. Niesłony P. Bartoszuk M Programowanie obrabiarek NC/CNC WNT W-wa 2006
• Kornberger Z.: Technologia budowy maszyn. WNT, Warszawa 1969.
• Wołk R.: Normowanie czasu pracy na obrabiarkach do obróbki skrawaniem. WNT, Warszawa 1972.
• Praca zbiorowa: Poradnik inżyniera. Obróbka skrawaniem. Tom I, Tom II, Tom III. WNT, Warszawa 1993, 1994.
• Praca zbiorowa: Poradnik inżyniera. Mechanika. Tom III. Zagadnienia technologiczne. WNT, Warszawa 1968.
• Praca zbiorowa: Mechanik. Poradnik techniczny. Tom trzeci, Część 2/3, PWT Warszawa 1958.
2011-06-03Automatyzacja i Robotyzacja Procesów Produkcyjnych
35