
Normowanie czasu pracy na obrabiarkach do obróbkibcpw.bg.pw.edu.pl/Content/511/wrnc_0I.pdf · 7....
16
Normowanie czasu pracy na obrabiarkach do obróbki skrawaniem
Transcript of Normowanie czasu pracy na obrabiarkach do obróbkibcpw.bg.pw.edu.pl/Content/511/wrnc_0I.pdf · 7....

Normowanie
czasu
pracy
na obrabiarkach
do obróbki
skrawaniem
Dr inż. Romuald Wołk
(AJT
Normowanieczasupracy
na obrabiarkachdo obróbki
skrawaniem
Warszawa 1972
Wydawnictwa Naukowo-Techmczne

Opiniodawca mgr tnż, Stanisław BreszerRedaktor naukowy mgr ftti, Jolanta Konowrocka
Reduktor techniczny Annti Napiórkowska
Okładkę i obwolutę projektował Witołd Rębkowski
W ksiąicr podano ogólne zasady tt9tfR01Htlłf6 CtOtU robót tm ubrabiarkoch akrmmjąiych,ktmrcnfmjąc sfa tto zasadach doboru wsntłtkćw skrowanfaprzy obróbce jedttGttatifuzlo-
tołtaKCiłziuweJ, aruz podano materiały robarze do vbłic;ciuin ttOtVi CMffStt ttpCfOCjlryett. Zasady MI przctktwhtiC w wyłtkiełonym nn wstCflte mzetetitłr, ttttlOtttUtSt
waicrifiiy n/bocze (wtyczn?, tioniuitywy technotegicutt I ciosa ent* fn-ykUidy zastoso-wań) zebrano w 9 rutdiicłuycti rnzthUtłnch Ma grtiji obrabiarek,Obrjtmtjti ów tokarki (kłowe i rw/iwrariw, fcofth*wi?t wittottoławct tarciowe, karttzalowc,rewotwroMtt automaty JcdnawrzccfanoM, wtłowtuy wieiowsecłtmowe}, wipnnrkf (jwi-mtwrzecwnowe słttpOift i ktttUubowę, proritipniuut', kuiłłuiioiyt' włfłowrsfclonawe, wfw-tfirka~frezai'kl),frt!iurkt {fcntisoinwr p&thmti pfCHtOWŚ i UnfiWrMtnet póittiitłtc i karnieiowf), strugarki {poprzeczne< wzdłużni', dłutownice i przeciągarki waivti\'ti;np), .•izii/ierki(kłowe I bezhłofM {{a wałków, fło otworów, {fo pJaSSCxyvt), obrabiarki do uwinuiw{gwinciarki da śrub i ot warów, wnlctirki rolkowe tfo $yritittfw}t obrabiarki tfo kół zęba-tych i WfitóWypltitiiw (frrznwtwic HHilćOWych kół zębatych frezami krążkowymi inoduio-y&tttU frcztirkt ubwiciiniowc, dhttuwnice Fiifowsat wiórkitrki, strugarki do stożkowychkół zębatych, frezarki ttn wielowypitsiów, znokrąglorki zfbów, frezarki do statkowych
kół zębatych ktzywoliuhwyeh) oraz pity (ratnoiyc i fOTCŁOWt}*
\±f(Hjcjff ftrsczrtttrzontt dłct techników i inżynierów technologów, ?fornttxtów oraz istudentów wyższych ticzritii wchnicinyiti Q kierunku ttwchanicznyin-wchnoiogiczn.
i tnechau icznytu-ek cmonticznyitt.
WSZEUtll£ PAAWA ZASTRZELONE
Spis treści
Wstęp
0. PODSTAWY DOBORU WARUNKÓW SKRAWANIA
I. Ogólne zasady normowaniu czasu operacjiII. Dobór podstawowych p ma met rów obróbki
1. Szybkość skrawania a ekonomiczna trwałość ostrza2. Dobór szybkości skrawania przy różnych warunkach obróbki3. Dobór ilości przejść obróbkowych4. SUy i moc skrawania5. Dobór wielkości posuwu6. Dobór szybkości skrawania przy ruchach roboczych postępowo-zwrotnych7. Uwzględnianie charakterystyki obrabiarki
III. Optymalizacja parametrów skrawania przy specyficznych warunkach obróbkiJ. Dobór parametrów skrawania przy zmiennych warunkach obróbki . . .2, Dobór warunków skrawania przy obróbce wictonarzędziowej
11151624363743495154546L
A. TOKARKI
I. NormowanieII. Normowanie
III. NormowanieIV. NormowiinieV. Normowanie
VI. NormowanieVII. Normowanie
tokarskich .VI fI. Normowa n ie
tokarskich .
czasu robót na tokarkach 71czasu robót na tokarkach kopiowych 128czasu robót na tokarkach wiclonożowych 158czasu robót na tokarkach tarczowych 180czasu robót na tokarkach karuzelowych 192czasu robót na tokarkach rewolwerowych 211czasu robót wykonywanych na jednowrzecionowych automatach
240czasu robót wykonywanych na wietowrzecionowych automatach
- 282
B. WIERTARKI I W1ERTARKO-FREZARKI
I. Normowanie czasu robol wykonywanych na wiertarkach jednowrzecionowych . , 329II. Normowanie czasu robót wykonywanych na wiertarkach wielo wrzecionowych . . 370
Ml. Normowanie czasu robót na wiertarko-frezarkach 381
C. FREZARKI
I. Normowanie czasu robót na frezarkach wspornikowych poziomych i piono-wych
II. Normowanie czasu robót na frezarkach podłużnych i karuzelowych . . .411457
D. STRUGARKI, DŁUTOWNICE I PRZECIĄGARKI DO OTWORÓW
I. Normowanie czasu robót na strugarkach poprzecznych 475II. Normowanie czasu robót na strugarkach wzdłużnych 484
III. Normowanie czasu robót na dłutownicach uniwersalnych 497IV. Normowanie czasu robót na przeciągarkach wewnętrznych 504
6 Spis treści
E. SZLIFIERKI
L Normowanie czasu robót na szlifierkach lejowych do wątków 515II. Normowanie czasu robót na szlifierkach bezkłowych do wałków 524
IIT. Normowanie czasu robót na szlifierkach do otworów 530IV. Normowanie czasu robót na szlifierkach do płaszczyzn 538
F. OBRABIARKI DO GWINTÓW
I, Normowanie czasu robót na gwinciarkach do otworów 555II, Normowanie czasu robót na gwinciarkach zewnętrznych 562
lir. Normowanie czasu robót na rolkowych walcarkach do gwintu 567IV. Normowanie czasu robót na frezarkach do gwintów 581
G. OBRABIARKI DO KÓŁ ZĘBATYCH I WIELOWYPUSTÓW
I. Normowanie czasu obróbki kól zębatych modułowymi Frezami krążkowymi . 591II. Normowanie czasu robót na frezarkach obwiedniowych do kót zębatych 595
III. Normowanie czasu robót na dłutownicach do kól zębatych (typu Fcllowsa i typuMaaga) 607
IV. Normowanie czasu robót na wi6rkarkach krążkowych do kól zębatych 619V. Normowanie czasu robót na zaokrąglarkach do kól zębatych . . . . . . . . 027
VI. Normowanie czasu robót na strugarkach do kól stożkowych o zębach prostych . . 632VII. Normowanie czasu robót na frezarkach obwiedniowych do wielopuslów . . . . 637
VIII. Normowanie czasu robót na frezarkach do kót stożkowych o zębach łukowych . . 644
H. PIŁY
I. Normowanie czasu robót na piłach ramowych 655II. Normowanie czasu robót na piłach tarczowych 659
Literatura 668
Wstęp
Zasadniczym celem pracy pt, „Normowanie czasu pracy na obrabiarkach doobróbki skrawaniem" jest danie jej użytkownikom materiałów roboczych.do obli-czania norm czasu operacji metodą, analityczno-obliczeniową w oparciu o normatywytechnologiczne i czasu dla warunków gtównie produkcji średnioseryjnej. W przypadkuoperacji wykonywanych w zautomatyzowanych cyklach, podane materiały norma-tywne są przydatne w warunkach produkcji wicikoseryjnej.
Materiały te są zawarte w 9 rozdziałach oznaczonych literami; w rozdzialepoczątkowym 0 podano ogólne zasady normowania czasu oraz zasady doboruparametrów obróbki skrawaniem, a w pozostałych 8 rozdziałach oznaczonych od •A do H przedstawiono wytyczne i normatywy dla normowania czasu robót naposzczególnych rodzajach obrabiarek, ujętych w podstawowe grupy: tokarki,wiertarki i wiertarko-frezarki, frezarki, strugarki i przeciągarki, szlifierki, obrabiarkido gwintów, obrabiarki do obróbki kół zębatych, piły. W każdej grupie rozpatrzonoszczegółowo w wydzielonych rozdziałach numerowanych liczbami rzymskimi każdyrodzaj obrabiarek.
TJkład poszczególnych rozdziałów, poświęconych odpowiedniemu rodzajowiobrabiarek, jest jednolity i składa się z trzech podrozdziałów.
W pierwszym podrozdziale podano krótką charakterystykę danego rodzajuobrabiarek i wyszczególniono typowe roboty oraz wyjaśniono niektóre specjalnezagadnienia, jakie mogą powstać w toku obliczeń norm czasu dla tych robót.
Na podrozdział drugi składa, się komplet tablic normatywów potrzebnych doobliczania normy czasu. Tablice te są zestawione w następującej kolejności:
— wytyczne do obliczania czasów głównych t0
— normatywy warunków skrawania,— normatywy czasów przygotowawczo-zakończeniowych /,,.,— normatywy czasów czynności pomocniczych tp.W wytycznych za pomocą szkiców i wzorów wyjaśniono sposoby obliczania
czasów głównych obrabiarki. W objaśnieniach tych są podane również numery ta-blic normatywów dla warunków skrawania oraz pomocnicze dane, jakie są niezbęd-ne do przeprowadzenia obliczeń. Obliczenia te sprowadzają, się w zasadzie do usta-lenia prędkości obrotowej n i czasu głównego tB.
Na normatywy warunków skrawania składają się normatywy posuwów i szyb-kości skrawania zestawione kompletami w kolejności podstawowych rodzajówzabiegów obróbkowych. W normatywach zamieszczono wiele uwag ułatwiającychdostosowanie wartości tablicowych do konkretnych warunków technicznych obróbki.
Normatywy czasów przygotowawczo-zakończeniowych SĄ ujęte dla każdegorodzaju obrabiarek w sposób scalony, w jednej tablicy.
Czasy czynności pomocniczych są podane w oddzielnych grupach tablic (nie-kiedy jednak połączonych) obejmujących:
— mocowanie i zdjęcie przedmiotu,
8 Wstęp
- czynności pomocnicze związane z wykonaniem zabiegu,— zmiany warunków obróbki,— czynności mierzenia kontrolnego.Tablice normatywów technologicznych i czasu zostafy opracowane na podsta-
wie materiałów źródłowych podanych w wykazie literat Liry. Przy opracowywaniutablic stosowano metodę krytycznego porównywania poszczególnych wartościnormatywnych głównie z takich żróde!, które miały charakter normatywów prze-mysłowych i byty zafecan: do stosowania,
W podrozdziale I rzec im podano zawsze przykład obliczeniowy wyjaśniającyszczegółowo tok postępowania przy obliczaniu normy czasu operacji oraz sposóbkorzystania z tablic. Przykłady te ilustrowano kartami ins trakcyjnymi obróbkii kartami normowania czasu operacji.
Tok postępowania przy obliczaniu normy czasu dla określonej operacji po-winien być następujący:
— wyszukanie właściwego rozdziału dla rozpatrywanej operacji,— odszukanie danego rodzaju roboty (zabiegu obróbkowego) w tablicy wy-
tycznych do obliczania czasów głównych,— przeprowadzenie obliczeń czasu głównego dokonując przedtem wyboru
parametrów skrawania wg wskazówek w wytycznych,— obliczenie czasii przygo to wawczo-zako liczeniowego,— obliczenie czasu pomocniczego operacji.
W tablicach normatywów czasu nie podano normatywów czasu uzupełniają-cego /„, wychodząc z założenia, że normatywy te w naszych warunkach zależą, odstanu organizycyjno-technicznego każdego zakładu przemysłowego. Normatywyczasu uzupełniającego t„ powinny WIĘC być opracowane indywidualnie przez po-szczególne zakłady na podstawie obserwacji przebiegu dnia roboczego na ty-powych stanowiskach roboczych i ustalenia uzasadnionej struktury czasu zmianyroboczej.
Podane przykłady obliczeniowe dotyczą robót wykonywanych na obrabiarkachniekoniecznie najnowszej produkcji, W praktyce w znacznej części musimy opieraćsię na obrabiarkach starych typów, jeśli Znajduję się w wystarczającym dobrym sta-nie do eksploatacji produkcyjnej, Z drugiej strony przykłady mają za zadanie wy-jaśnić tylko tok postępowania przy obliczaniu normy czasu operacji i korzystaniuz normatywów pracy. Dlatego też pozostawiono je w większości bez zmiany, mimo,że zostały opracowane dla polrzeb wcześniejszej publikacji, będącej pierwszym opra-cowaniem oryginalnym autora na ten temat1).
" Romuald Wo)k: Techniczne normowanie czasów obróbki. CZĘŚĆ druga. Normowanieobróbki skrawaniem. Państwowe Wydawnictwa Techniczne. Warszawa 1961.
oPodstawy doboru warunków skrawania
Ogólne zasady normowania czasu operacji 0 - l
Dobór podstawowych parametrów obróbki 0"ll
Optymalizacja parametrów skrawania przyspecyficznych warunkach obróbki 0—III

I. Ogólne zasady normowania czasu operacji
Sprawy metodyczne normowania pracy, a w szczególności dotyczące wyzna-czania norm czasu na zadania robocze metodą analityczno-obliczeniową są oma-wiane w każdym podręczniku normowania pracy i są zazwyczaj przedmiotem spe-cjalistycznych kursów dta pracowników technicznych mających pracować w tejspecjalności. Dlatego Uitaj celowe jest wskazanie jedynie ogólnej procedury postępo-wania i podanie tych wzorów obliczeniowych, które są podstawą w wyznaczaniunorm czasu.
U podstaw analityczno-obliczeniowej metody normowania czasu operacjiwykonywanych na obrabiarkach skrawających jest analiza wymaganych zabiegówobróbkowych, określenie czynności ręcznych i maszynowych, jakie są niezbędnedla sprawnej ich realizacji, uszeregowanie ich wg przebiegu procesu i następnieobliczenie czasu trwania takiej operacji na podstawie posiadanych normatywówczasu (zazwyczaj na czynności ręczne) i normatywów technologicznych (parametrydecydujące o przebiegu i czasie danej obróbki skrawaniem).
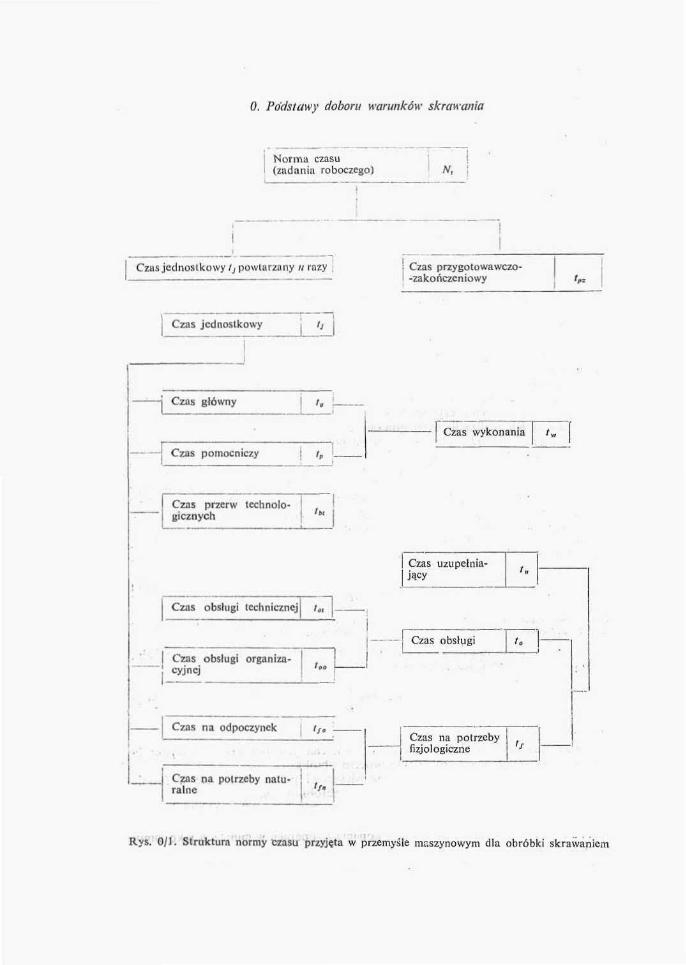
Obliczenia te przeprowadza się w określonym porządki), wynikającym z przy-jętej w przemyśle maszynowym struktury normy czasu (rys. 0/1) i rodzajów stoso-wanych normatywów pracy. Najpierw na podstawie analizy treści operacji określasię warunki wykonania kolejnych zabiegów obróbkowych (dobór narzędzi i ilościprzejść, dobiegi i wybiegi, chłodziwo, głębokości, posuwy i szybkości skrawania itd.),a potem oblicza się na ich podstawie czasy główne ts w minutach wg ogólnego wzoru
ła=— [OJ]
gdzie: L — długość obróbki w kierunku posuwu narzędiia w mm, n — prędkość obrotowa (na-rzędzia względem przedmiotu) w obr/min, p — posuw w mm/obrót.
Prędkość obrotową oblicza się na podstawie szybkości skrawania u w m/min,posługując się następującą zależnością
B - 3 W - [0.2]
gdzie D — irednica obróbki w mm.
Przy niektórych rodzajach obróbki konieczna jest oczywiście modyfikacjatych wzoróWj zależnie od kinematyki procesu obróbki.
Wymienione warunki obróbki są w większości przypadków ujęte w formienormatywów technologicznych, czy instrukcji obróbkowych.
Następnie określa się czynności pomocnicze niezbędne dla wykonania tychzabiegów oraz na podstawie tablic normatywów czasu — czas ich trwania i!r W tensposób możliwe jest obliczenie czasu wykonania ; w operacji w minutach jako sumy
0. Pódsiawy doboru warunków skrawania
Nor mii czasu(zadania roboczego) N,
Czas jednostkowy ts powtarzany u razy i Czas pirzygotowawczo-- żako Liczeniowy
Czas jednostkowy
Czas główny
Czas pomocniczy
gicznychprzerw technolo-
Czas obsługi technicznej
I Czas obsługi organiza- I! cyjnej
Czas na odpoczynek tj„ _
Czos na potrzeby natu- jralne
I Czas wykonania
Czas na potrzebyfizjologiczne
Czas uzupełnia-jący
Czas obstugi
r.
r.
Rys. 0/1. Struktura normy czasu przyjęta w przemyśle maszynowym dla obróbki skrawaniem
/. Ogólne zasady normowania czasu operacji 13
dwóch czasów
• ',, = <„+'„ [OJ]
W przemyśle maszynowym przy obróbce skrawaniem czas pomocniczy !„dzieli się na trzy grupy : t„i — czas związany z mocowaniem i odmocowaniemobrabianego przedmiotu, rp2 — czas związany z wykonaniem zabiegu obróbkowego,/„j — czas związany ze sprawdzeniem jakości rezultatów obróbki. Taki podziałwynika z różnej ich możliwości występowania w czasie operacji: tpi — zazwyczajraz na operację, /„, — powtarza się przy każdym zabiegu, ttli — zależy od sposobuobróbki i występuje na ogót raz na określoną liczbę obrabianych przedmiotów.Oczywiście takie zgrupowanie normatywów czasu pomocniczego nie ogranicza in-nej krotności ich użycia w normowanej operacji, jeśli to wynika z potrzeb przebieguobróbki.
Jeśli w czasie wykonania operacji (czy w czasie cyklu lc = t„) będzie wykona-nych więcej niż jeden przedmiot, to otrzjmany czas iw przelicza się na jednąsztukę. Z kolei posługując się normatywami wskaźnikowymi oblicza się czas jed-nostkowy tj w minutach jako
0 = U l + /O [0.4]gdzie k„ — normatyw wskaźnikowy elementów czasu uzupełniającego ta wahający się od 0,10do 0,25 zależnie od rodzaju obróbki, organizacji obsługi stanowisk produkcyjnyciii typu produkcji.
Na podstawie takiej analizy zabiegów obróbkowych i obliczeń łatwo potemjest określić czynniki technologiczne warunkujące wielkość C2asu przygotowawczo-*-zakończeniowego /„-. Ma się bowiem wtedy lepsze rozeznanie co do zakrcsii i ro-dzaju przygotowania i oprzyrządowania obrabiarki, niezbędnego dla realizacjizadania roboczego.
Norma czasu N, na zadanie robocze wyznaczona kartą pracy jest już wynikiemnajprostszego rachunku wg schematu
[0.5]
gdzie » — liczba przedmiotów do wykonania w zadaniu roboczym.
Tak w ogólnym zarysie przedstawia się proces określania norm czasu metodąanalityczno-obHczeniową, przyjętą za podstawę w niniejszym opracowaniu przyprzygotowaniu materiafów normatywnych dla normowania czasu pracy na poszcze-gólnych rodzajach obrabiarek do obróbki skrawaniem.
Praktyka wykazuje jednak, że w wyznaczaniu prawidłowo napiętych normpracy1 niezbędna jest także i znajomość technologii obróbki skrawaniem, szczegól-nie w normowanych odmianach operacji obróbkowych. Nie wystarczają opanowa-nie procedury normowania czasu operacji, staranna analiza treści normowanejoperacji i stwierdzenie niezbędnych czynności ręcznych i technologicznych. Trzebazwracać uwagę także na racjonalne ich rozplanowanie i możliwości wzajemnegopokrycia czasu pracy człowieka i obsługiwanej przez niego maszyny, a nadto nadobór samych warunków obróbki.
Rozplanowanie kolejności i równoległości wykonania poszczególnych elementówoperacji decyduje w dużym stopniu o długości cyklu trwania tej operacji, o wydaj-ności danej obrabiarki. Mało skuteczne będą wysokie parametry skrawania, jeśliprzebieg operacji nie będzie racjonalnie rozplanowany.
Rozwój obrabiarek sterowanych automatycznie zaznacza się nie tylko ulep-szaniem konwencjonalnych półautomatów i automatów, gdzie elementami steru-
14 0. Podstawy doboru warunków skrawania
jącymi są krzywki, kopialy i zderzaki, ale i coraz intensywniejszym wprowadza-niem do produkcji obrabiarek sterowanych programowo (sekwencyjnie i nume-rycznie). Wzrasta też udział obrabiarek tzw. wielopozycyjnych, umożliwiającychmocowanie j zdejmowanie przedmiotu w czasie obróbki innych zamocowanychprzedmiotów. W tych warunkach konieczne jesl rozpisanie przebiegu pracy ręcznejoperatora i pracy automatycznej maszyny. Wtedy dopiero można określić te ele-menty operacji, które w sumie decydują o czasie trwania tej operacji.
Dlatego też analiza przebiegu operacji, określenie niezbędnych czynności ro-boczych i ustalenie harmonogramu ich przebiegu w systemie „czlowiek-maszyna"powinny poprzedzać etap doboru warunków skrawania.
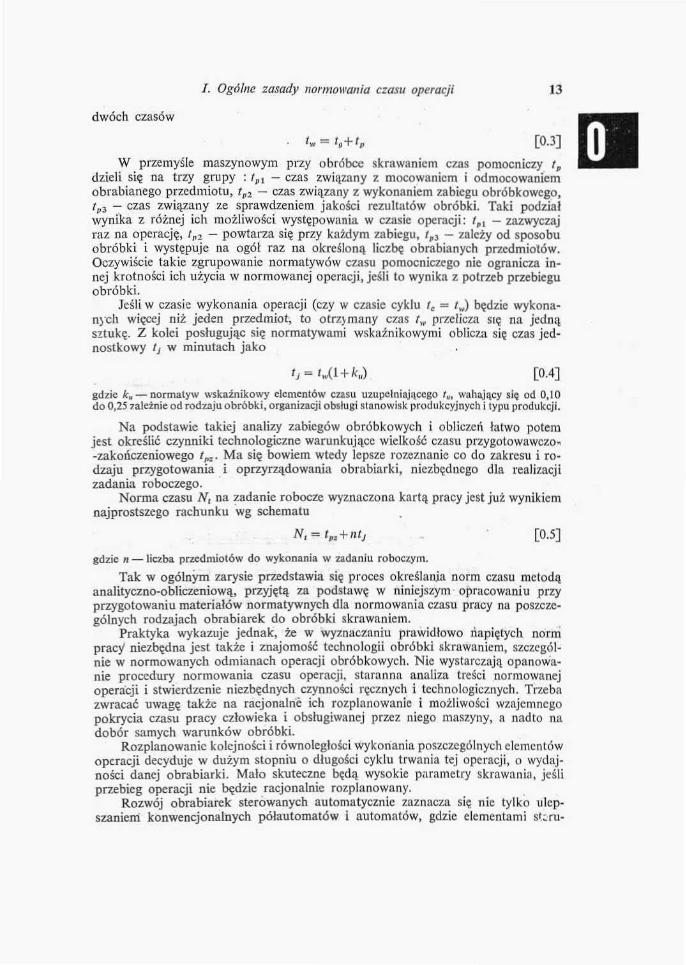
«ss maszynowy = czas pracy maszynyczas ręczny= aas pracy robotnikaczas postoju maszyny
Rys. 0/2. Najprostszy harmonogram cyklu pracy robotnika R \ maszyny M w przypadku obra-biarki u ii i wersal net sterowanej ręcznie; czas czynności ręcznych nie pokrywa się z czasem ma-
szynowym
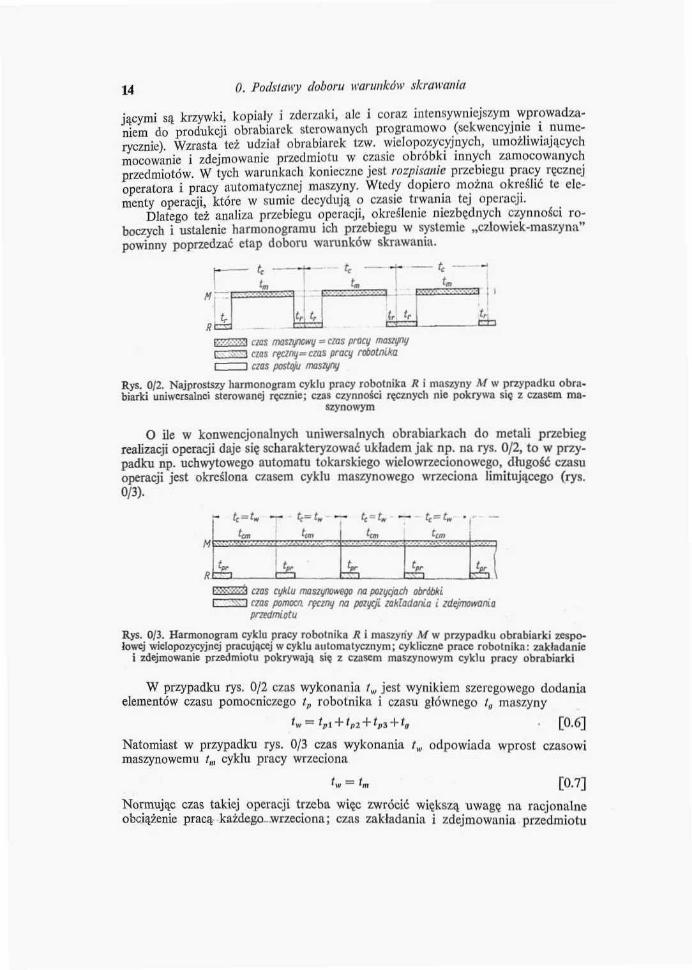
O ile w konwencjonalnych uniwersalnych obrabiarkach do metali przebiegrealizacji operacji daje się scharakteryzować układem jak np. na rys. 0/2, to w przy-padku np. uchwytowego automatu tokarskiego wielowrzecionowego, długość czasuoperacji jest określona czasem cyklu maszynowego wrzeciona limitującego (rys.0/3). '
czas cyklu maszynowego na pozycjach obróbkiczas pomom ręczny na pozycji zakładania i zdejmowaniaprzedmiotu
Rys. 0/3. Harmonogram cyklu pracy robotniku R i maszyriy M w przypadku obrabiarki zespo-łowej wielo pozycyjnej pracującej wcyklu automatycznym; cykliczne prace robotnika: zakfadanie
i zdejmowanie przedmiotu pokrywają się z czasem maszynowym cyklu pracy obrabiarki
W przypadku rys. 0/2 czas wykonania t„ jest wynikiem szeregowego dodaniaelementów czasu pomocniczego /„ robotnika i czasu głównego tg maszyny
K=tpl + tp2 + tp3 + ta . [0.6]
Natomiast w przypadJcu rys. 0/3 czas wykonania rn. odpowiada wprost czasowimaszynowemu t„, cyklu pracy wrzeciona
f„ = tm [0.7]
Normując czas takiej operacji trzeba więc zwrócić większą uwagę na racjonalneobciążenie pracą każdego., wrzeciona; czas zakładania i zdejmowania przedmiotu
//. Dobór podstawowych parametrów obróbki 15
łpX stanowi na ogół taką małą część czasu maszynowego tmy że możliwa jest orga-nizacja obsługi wielomaszynowej.
Oczywiście, że i w pierwszym przypadku obróbki na konwencjonalnych obra-biarkach, dobór racjonalnych warunków skrawania ma istotne znaczenie. Przecieżudział czasu głównego t0 w strukturze dnia roboczego na tych obrabiarkach możewynosić i ponad 50% udziału czasu wykonania /,„, co zależy —jak wiemy — odtypu produkcji i stopnia oprzyrządowania operacji technologicznych. Nie byłobywłaściwe zwracanie uwagi jedynie na dobór elementów czasu pomocniczego t„i zmniejszenie jego udziału w czasie wykonania tw, gdyby jednocześnie nie przywiązy-wało się wagi do określenia czasu głównego ts, który może stanowić o istotnymkształtowaniu się wydajności produkcji na stanowisku maszynowym.
Racjonalne podejście w normowaniu czasu obróbki skrawaniem powinnosię charakteryzować;
— zgraniem niezbędnych elementów pracy operatora i obrabiarki i wzajemneich pokrycie w cyklu operacji,
— doborem takich warunków skrawania, aby zapewniały uzyskanie produktuobróbki zgodnie z jakościowymi wymaganiami technicznymi przy optymalnym wyko-rzystaniu obrabiarki pod względem technicznym i ekonomicznym.
O ile spełnienie pierwszego warunku wymaga dobrej znajomości zasad techno-logii obróbki i obsługi obrabiarek określonego typu, o tyle dotrzymanie wymagaństawianych przez drugi warunek jest możliwe dopiero przy pogłębionej znajomościistoty procesów skrawania i zasad doboru normatywów technologicznych.
Dlatego też w normowaniu czasu pracy na obrabiarkach do obróbki skrawa-niem, sprawa zasad doboru warunków obróbki wymaga specjalnego naświetleniaod strony potrzeb normistycznych.
Przedstawione dalej zasady doboru warunków skrawania, jak i wytyczne normo-wania czasu pracy dla konkretnych rodzajów obrabiarek do metali, dotyczą tzw.obrabiarek konwencjonalnych. Aczkolwiek w Polsce sprawa eksploatacji obra-biarek sterowanych programowo nie urosła jeszcze do problemu na skalę całegoprzemysłu maszynowego, to jednak trzeba wyjaśnić jak w przypadku stosowaniatych obrabiarek przedstawia się sprawa doboru warunków skrawania.
Otóż zarówno przy sterowaniu sekwencyjnym, jak i numerycznym parametrytechnologiczne obróbki są określane z góry w czasie technologicznego przygotowa-nia procesu. Ich określenie odbywa się wg dotychczasowych zasad stosowanych przyprojektowaniu procesu na automatach sterowanych konwencjonalnie (tj. za pomocąkrzywek lub zderzaków). Zasady te kładą większy nacisk na zachowanie większejdokładności wymiarowej i gładkościowej obróbki, ale w istocie opierają się nawytycznych przyjętych dla obrabiarek ogólnego przeznaczenia. Obrabiarki o stero-waniu adaptacyjnym, umożliwiające automatyczną zmianę parametrów skrawaniazależnie od wyników przebiegu obróbki, są dopiero w rozwoju, wymagać będąnieco innego ujęcia normatywów technologicznych, zależnie od przyjętych rozwią-zań w pomiarze wybranych cech charakteryzujących przebieg jakościowy obróbki.W tych warunkach wydaje się, że przedstawione zasady doboru warunków skrawa-nia będą aktualne i przy obrabiarkach sterowanych programowo.
II. Dobór podstawowych parametrów obróbkiW konkretnych warunkach obliczania normy pracy znany jest przedmiot
przeznaczony do obróbki, jego materiał, stan i wymiary przed obróbką oraz wyma-gane wymiary i warunki techniczne po obróbce. Projektując proces technologiczny
1$ 0. Podstawy doboru warunków skrawania
technolog ustala rodzaje i wielkość niezbędnych w procesie obrabiarek i narzędzi,a także wszystkie wymiary przejściowe między stanem wyjściowym a ostatecznymwymiarem przedmiotu.
W tych warunkach pracownik normowania mając wskazane środki pracyi wielkość naddatku materiału do obróbki, ustala:
a) ilość przejść potrzebny cli do zebraniu danego naddatku materiałowego,b) racjonalny posuw narzędzia,c) racjonalną szybkość skrawania.Aby umieć właściwie ustalać te wynikowe parametry obróbki, konieczna jest
znajomość podstaw teorii skrawania i kilka głównych zależności matematycznychwyznaczonych empirycznie w procesie skrawania.
Zwykle podstawą rozważań o doborze warunków skrawania są zjawiska za-chodzące przy toczeniu. Zrozumienie zjawisk procesu skrawania przy toczeniuułatwia orientowanie się w zasadach doboru warunków skrawania i dla innychmetod obróbki.
1. Szybkość skrawania a ekonomiczna trwałość o.str/a
Szybkość skrawania odgrywa w praktyce doboru warunków obróbki istotnąrolę nie tylko dlatego, że bezpośrednio wpływa na wielkość czasu głównego /„ ob-róbki, ale i z tego powodu, że najintensywniej wpływa na czas użyteczności skraw-nej ostrza narzędzia. Zbyt duża szybkość powoduje takie skrócenie okresu trwałościostrza, że powiększone koszty narzędziowe wskutek częstej wymiany narzędziapoważnie zwiększają koszty wytwarzania. Koszt wykonywanej operacji wzrasta.Wydłużanie okresu trwałości ostrza poprzez obniżanie szybkości skrawania dajetak poważny spadek wydajności obróbki, że koszt wykonania operacji zaczynawzrastać wskutek zbyt dużego czasu trwania tej operacji.
Chodzi więc o taką wydajność skrawania, która zapewniałaby równocześnienajmniejszy koszt operacji. Stąd też mówi się, że skrawać należy przy stosowaniuszybkości ekonomicznych. Przy tych to założeniach budowane są w zasadzie wszyst-kie normatywy warunków skrawania. Okres użyteczności skrawnej ostrza narzędziajest limitowany osiągnięciem określonej wielkości jego stępienia.
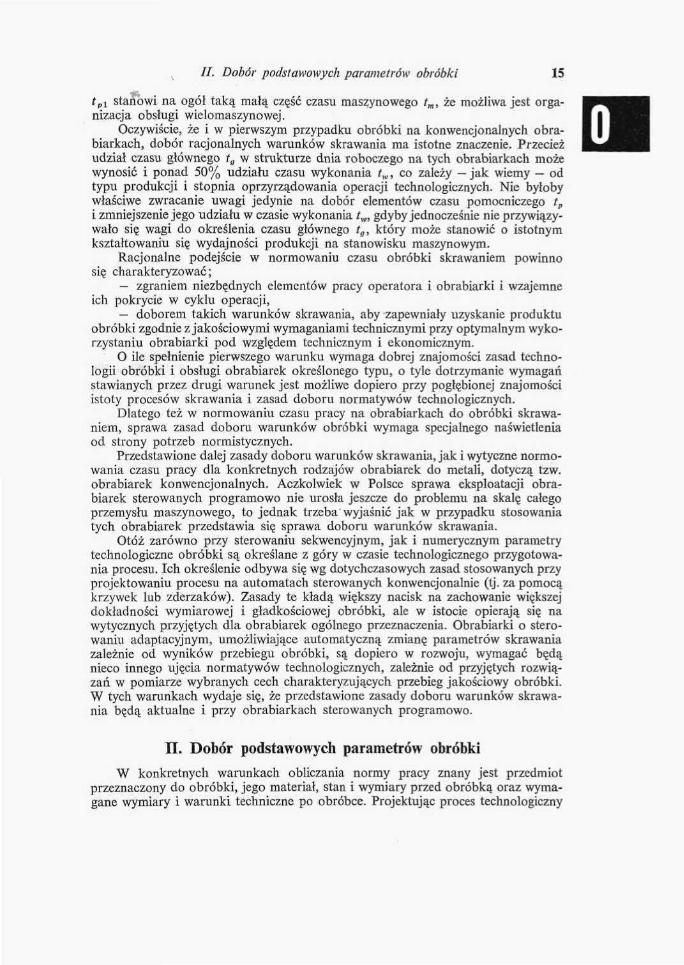
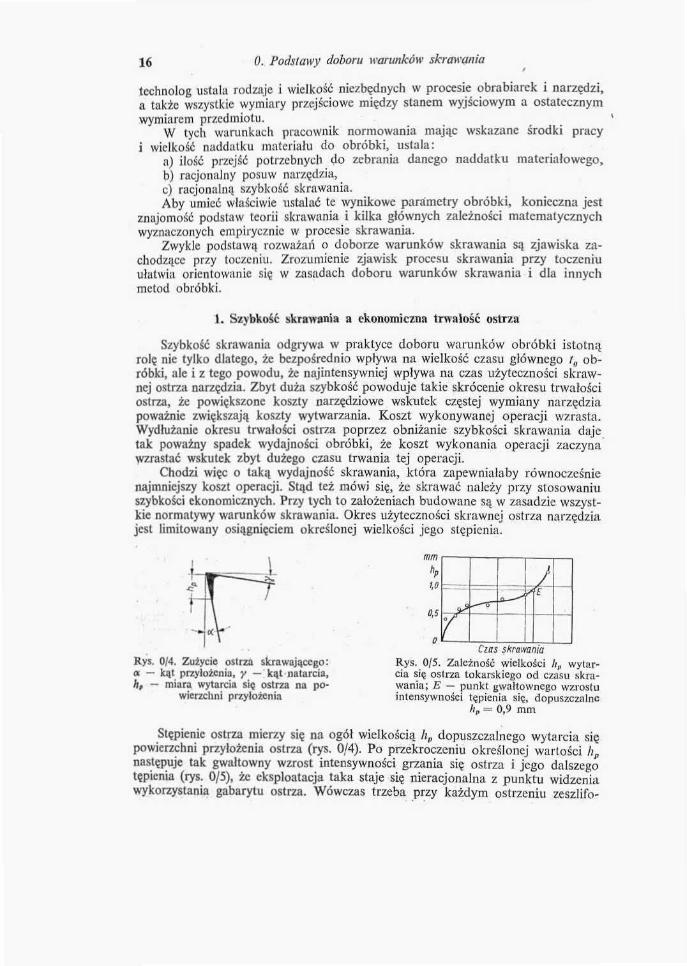
Rys. 0/4. Zużycie ostrza skrawającego:ot — kąt przyłożenia, y — kąt natarcia,h9 — miara wytarcia się ostrza na po-
wierzchni przyłożenia
Cias skrawaniaRys. 0/5. Zależność wielkości hp wytar-cia się ostrza tokarskiego od czasu skra-wania; E — punkt gwałtownego wzrostuintensywności tępienia się, dopuszczalne
h„ = 0,9 mm
Stępienie ostrza mierzy się na ogóf wielkością hp dopuszczalnego wytarcia siępowierzchni przyłożenia ostrza (rys. 0/4). Po przekroczeniu określonej wartości lip
następuje tak gwałtowny wzrost intensywności grzania się ostrza i jego dalszegotępienia (rys. 0/5), że eksploatacja taka staje się nieracjonalna z punktu widzeniawykorzystania gabarytu ostrza. Wówczas trzeba przy każdym ostrzeniu zeszlifo-


















