L. Dymowa, P. Sewastinow METODOLOGIA ROZWI ZYWANIA …zsiie.icis.pcz.pl/files/metalurgia1.pdf ·...
21
1 L. Dymowa, P. Sewastinow METODOLOGIA ROZWIZYWANIA POWIZANYCH PROBLEMÓW MODELOWANIA, IDENTYFIKACJI I WIELOKRYTERIALNEJ OPTYMALIZACJI W ZARZDZANUI JAKOCI PROCESÓW METALURGICZNYCH 1. WROWADZENIE Nowoczesna metalurgia rozwija si w kierunku uruchamienia mini-hut. W padzierniku 1984 r. uruchomiona zostala mini-huta (BMZ) w lobinie (Bialoru), zbudowana przez firm „First-Alpine” (Austria). W artykule zostaly przedstawione uogólnione wyniki bada naukowych w tej hucie w zakresie problemów zarzdzania jakoci. Wkrótce po uruchomieniu huty powstaly problemy zwizane z gwaltownym wzrostem iloci potrzebnych dla przemysowosci gatunków stali, istotnie inn struktur zlomu (nie bylo w nim, na przyklad, aluminiowych puszek po piwie) itd. Przez kierownictwo huty bylo postawione zadanie osignicia wiatowego poziomu jakoci produkcji przy dopuszczalnych stratach. W podobnych warunkach problem zarzdzania jakocia zamienia si w zagadnienie optymalizacji wielokryterialnej. Wysoki poziom automatyzacji umoliwil rozwizanie tych i mnóstwa innych problemów jako zagadnie optymalizacji procesów technologicznych z uwzgldnieniem caloci kryteriów i ogranicze oraz zapewnieniu reymów optymalnych za pomoc systemów sterowania lokalnych i globalnych. Przy formulowaniu zagadnie optymalizacji powstaly tradycyjne problemy, zwzane z ich niepwnoc i wielokryterialnoci. Pierwsza grupa problemów – to bezporednio problemy optymalizacji. Midzy innymi: • Róne typy i jednostki parametrów jakoci, tzn. niezbdno jednoczesnego rozpatrywania, np. wymiarów blachy i temperatury jej powerzchni. • Jednoczesne istnienie parametrów ilociowych i jakociowych. • Nierównowano kryteriów lokalnych, uywanych w kryterium globalnym. • Wieloekstremalno kryterium globalnego. • Czsto kryteria lokalne s w stosunkach antagonistycznych, tzn. ulepszenie jakiego kryterium lokalnego powoduje automatycznie pogorszenie innego kryterium lokalnego. Druga grupa problemów zwizana jest z otrzymaniem adekwatnych modeli matematycznych przydatnych do uywania ich w optymalizacji. Modele mog by zbudowane bezposrednio przez analiz statystyczn danych eksperymentu. W wikszoci przypadków podobne modele wystpuj w postaci liniowych oraz nieliniowych równa regresyjnych wielu zmiennych. W tych przypadkach, gdy otrzymanie wystarczajcej liczby danych eksperymentalnych nie jest moliwe, wykorzystywano modele fenomenologiczne cieplnych i deformacyjnych procesów, na podstawe znanych zasad fizyki, chemii i mechaniki. Dla zapewnienia wystarczajcej dokladnoci podobnych modeli niezbdna jest ich identyfikacja parametryczna, tzn. poszukiwanie niewiadomych wartoci parametrów modeli, które zapewnilyby minimalne z moliwych odchyle danych wyliczonych od eksperymentalnych. Warto zauway, e pod wzgldem matematycznym zagadnienia identyfikacji s praktycznie ekwiwalentne zagadnieniom optymalizacji. Poniewa bezporednie wykorzystywanie modeli takiego rodzaju w celach optymalizacji nie jest efektywne ze wzgldu na niedopuszcalne straty czasu pracy komputera, po identyfikacji modele wykorzystywano w eksperymentach numerycznych w celu otrzymania zalenoci regresyjnych, lczcych zmienne zalene (parametry jakoci) ze zmiennymi niezalenymi (parametry sterujce). Dlatego e w eksperymentach numerycznych nie jestemy ograniczeni moliwociami narzdzi pomiarowych oraz kosztami organizacji i prowadzienia
Transcript of L. Dymowa, P. Sewastinow METODOLOGIA ROZWI ZYWANIA …zsiie.icis.pcz.pl/files/metalurgia1.pdf ·...

1
L. Dymowa, P. Sewastinow
METODOLOGIA ROZWI�ZYWANIA POWI�ZANYCH PROBLEMÓW MODELOWANIA, IDENTYFIKACJI I WIELOKRYTERIALNEJ OPTYMALIZACJI
W ZARZ�DZANUI JAKO�CI� PROCESÓW METALURGICZNYCH
1. WROWADZENIE
Nowoczesna metalurgia rozwija si� w kierunku uruchamienia mini-hut. W pa�dzierniku 1984 r. uruchomiona została mini-huta (BMZ) w �łobinie (Białoru�), zbudowana przez firm� „First-Alpine” (Austria). W artykule zostały przedstawione uogólnione wyniki bada� naukowych w tej hucie w zakresie problemów zarz�dzania jako�ci�.
Wkrótce po uruchomieniu huty powstały problemy zwi�zane z gwałtownym wzrostem ilo�ci potrzebnych dla przemysowosci gatunków stali, istotnie inn� struktur� złomu (nie było w nim, na przykład, aluminiowych puszek po piwie) itd. Przez kierownictwo huty było postawione zadanie osi�gni�cia �wiatowego poziomu jako�ci produkcji przy dopuszczalnych stratach. W podobnych warunkach problem zarz�dzania jako�cia zamienia si� w zagadnienie optymalizacji wielokryterialnej. Wysoki poziom automatyzacji umo�liwił rozwi�zanie tych i mnóstwa innych problemów jako zagadnie� optymalizacji procesów technologicznych z uwzgl�dnieniem cało�ci kryteriów i ogranicze� oraz zapewnieniu re�ymów optymalnych za pomoc� systemów sterowania lokalnych i globalnych.
Przy formułowaniu zagadnie� optymalizacji powstały tradycyjne problemy, zw�zane z ich niepwno�c� i wielokryterialno�ci�.
Pierwsza grupa problemów – to bezpo�rednio problemy optymalizacji. Mi�dzy innymi:
• Ró�ne typy i jednostki parametrów jako�ci, tzn. niezb�dno�� jednoczesnego rozpatrywania, np. wymiarów blachy i temperatury jej powerzchni.
• Jednoczesne istnienie parametrów ilo�ciowych i jako�ciowych. • Nierównowa�no�� kryteriów lokalnych, u�ywanych w kryterium globalnym. • Wieloekstremalno�� kryterium globalnego. • Cz�sto kryteria lokalne s� w stosunkach antagonistycznych, tzn. ulepszenie jakiego�
kryterium lokalnego powoduje automatycznie pogorszenie innego kryterium lokalnego. Druga grupa problemów zwi�zana jest z otrzymaniem adekwatnych modeli
matematycznych przydatnych do u�ywania ich w optymalizacji. Modele mog� by� zbudowane bezposrednio przez analiz� statystyczn� danych eksperymentu. W wi�kszo�ci przypadków podobne modele wyst�puj� w postaci liniowych oraz nieliniowych równa� regresyjnych wielu zmiennych. W tych przypadkach, gdy otrzymanie wystarczaj�cej liczby danych eksperymentalnych nie jest mo�liwe, wykorzystywano modele fenomenologiczne cieplnych i deformacyjnych procesów, na podstawe znanych zasad fizyki, chemii i mechaniki. Dla zapewnienia wystarczaj�cej dokładno�ci podobnych modeli niezb�dna jest ich identyfikacja parametryczna, tzn. poszukiwanie niewiadomych warto�ci parametrów modeli, które zapewniłyby minimalne z mo�liwych odchyle� danych wyliczonych od eksperymentalnych. Warto zauwa�y�, �e pod wzgl�dem matematycznym zagadnienia identyfikacji s� praktycznie ekwiwalentne zagadnieniom optymalizacji. Poniewa� bezpo�rednie wykorzystywanie modeli takiego rodzaju w celach optymalizacji nie jest efektywne ze wzgl�du na niedopuszcalne straty czasu pracy komputera, po identyfikacji modele wykorzystywano w eksperymentach numerycznych w celu otrzymania zale�no�ci regresyjnych, l�cz�cych zmienne zale�ne (parametry jako�ci) ze zmiennymi niezale�nymi (parametry steruj�ce). Dlatego �e w eksperymentach numerycznych nie jeste�my ograniczeni mo�liwo�ciami narz�dzi pomiarowych oraz kosztami organizacji i prowadzienia
2
eksperymentów w pracuj�cym zakładzie, bez powa�nych problemów mozna otrzyma� zale�no�ci regresyjne dowolnej potrzebnej dokładno�ci w stosunku do pierwotnych modeli fenomenologicznych.
Nasze doswiadczenie wskazuje na to, �e sukces rozwi�zywania problemu jako�ci zdecydowanie zale�y od sposobu formalizowania kryterium globalnego jako�ci w warunkach w/w trudno�ci. Dlatego najpierw rozpatrzymy niektóre najwa�niejsze dla praktyki problemy formalizacji zagadnienia optymalizacji, po czym zilustrujemy efektowno�� opracowanej przez nas metodyki na dwóch konkretnych przykładach: optymalizacji procesu obróbki cieplnej drutu zbrojeniowego po walcowaniu i optymalizacji procesu nagrzewania stali w piecu przej�ciowym.
2. PROBLEMY FORMUŁOWANIA KRYTERIUM GŁOBALNEGO JAKO�CI
PROCESÓW Charakterystyczn� cech� wi�kszo�ci rzeczywistych procesów jest ci�gło�� zmiany
parametrów, okre�laj�cych kryterium optymalizacji. W takich warunkach przestrze� alternatyw jest w zasadzie niesko�czona, i zadania takie zwykle rozpatruje si� za pomoc� formułowania w ten lub inny sposób pewnych agregacji kryterium lokalnych oraz ogranicze� w kryterium globalne, ekstremum którego dostarcza poszukiwane optimum. Wiadomo, �e procedura agregacji nie mo�e by� do ko�ca sformalizowana i zawsze zale�y od specyfiki zadania, celów, do�wiadczenia i intuicji. To nasuwa oczywisty wniosek, �e jednym z wa�niejszych problemów jest wła�nie sformułowanie globalnego kryterium jako�ci zarówno dla równowa�nych i nierównowa�nych kryteriów lokalnych i ogranicze�. Obecnie cz�sto stosuje si� opracowane ju� metody, pozwalaj�ce agregowa� kryteria lokalne w pewne uogólnione kryterium globalne. Powstaje jednak zasadnicze pytanie, która z metod jest najskuteczniejsza, której metodzie mo�na najbardziej zaufa� i wierzy� w jej rezultaty. W pracy porównano metody agregacji oraz przedstawiono sytuacje, w których mo�na zaufa� tej lub innej metodzie.
2.1. Formułowanie zadania podejmowania decyzji
Przed porównaniem metod agregacji nale�y przypomnie�, na czym polegaj� zwykle
metody optymalizowanego podejmowania decyzji. Formułowanie zadania polega, wi�c na wyborze pewnego zestawu kryteriów lokalnych µi (i=1,..,n). Kryteria te mog� by� przedstawiane zarówno w postaci ilo�ciowej, jak i jako�ciowej (w formie słownych opisów). Powinny one charakteryzowa� najwa�niejsze dla nas cechy obiektów, które b�dziemy porównywa�. Dla kryteriów tych tworzymy nast�pnie odpowiednie funkcje przynale�no�ci, które opisuj� nam ich u�yteczno��. Przyjmuj� one warto�ci od 0 w przedziale niekorzystnym a� do 1 w przedziale warto�ci najbardziej korzystnych z punktu widzenia danego parametru. W przypadku kryteriów nierównowa�nych porównujemy wa�no�� ka�dej pary kryteriów, wypełniaj�c w ten sposób macierz parzystych porówna�, na podstawie której wyliczamy stopnie wa�no�ci (rangi) Wi (i=1,..,m). Posiadaj�c tak�e dane wej�ciowe (okre�laj�ce wszystkie parametry ka�dego porównywanego obiektu) dla naszego problemu, mo�emy przej�� do agregacji kryteriów.
2.2. Agregowanie kryteriów równowa�nych
Wiadomo, �e odmienne warianty agregacji kryteriów powoduj� bardzo ró�ne ko�cowe
rezultaty, co �wiadczy o dominuj�cej wa�no�ci etapu formułowania kryterium globalnego. Oczywistym jest tak�e, �e w niektórych zadaniach optymalizacyjnych nie jest obowi�zkowe

3
bra� pod uwag� wa�no�� kryteriów. Dzieje si� tak, gdy� niekiedy wszystkie kryteria lokalne maj� tak� sam� wa�no�� dla osoby lub osób podejmuj�cych decyzje. Sformułujmy zadanie nast�puj�co: niech na ci�głym zbiorze alternatyw X zadane s� równowa�ne lokalne kryteria A i B przedstawione odpowiednimi funkcjami u�yteczno�ci µ�(�), µ�(�), �∈�,maj�cymi maksima w odpowiednich punktach �� i ��. Przy tym spełnione s� warunki:
µ�(��) > µ�(��), µ�(��) > µ�(��) (1)
Wtedy w punkcie optimum b�dzie otrzymane maksimum funkcji
µ(�) = min (µ(�), µ�(�)), �∈� (2) Interpretacj� graficzn� otrzymanych wyników przedstawiono na rysunku 1.
Rysunek 1. Sposoby agregowania lokalnych kryteriów równowa�nych. I - µ�(�); II - µ�(�); 1 - µ�(�) = µ�(�)⋅ µ�(�); 2 - µ�(�) = 0.5µ�(�) +0.5 µ�(�); 3 - µ�(�) = max(0, µ�(�) + µ�(�) – 1); x1 –punkt optimum dla wariantów 1, 2, 3;x2 – punkt optimum dla przeci�cia µ�(�) = min(µ�(�), µ�(�)).
Na rysunku 1 jest widoczne, �e funkcja µ�(�) w postaci (2) mo�e by� traktowana jako
funkcja przynale�no�ci zbioru C, kreowanego przeci�ciem zbiorów A i B przedstawionych funkcjami przynale�no�ci (u�yteczno�ci) µ�(�), µ�(�), tj. � = � ∩ �.
Widoczne jest, �e w punkcie optimum x2 realizuje si� maksimum przeci�cia kryteriów lokalnych.
Niespełnienie warunków (1) mo�e prowadzi� do sytuacji, kiedy maksimum funkcji µ�(�) nie znajduje si� w �adnym punkcie przeci�cia krzywych µ�(�), µ�(�), co jest pokazane na rysunku 2.

4
Rysunek 2. Przeci�cie kryteriów lokalnych przy niespełnieniu warunków (1): I - µ� (�); II - µ�(�).
W ostatnim przypadku zapewnione jest tylko zapotrzebowanie maksymalnego
spełnienia wymaga� kryteriów lokalnych bez ich równowarto�ci w punkcie optimum. Takiego rodzaju sytuacje s� typowe dla wielu zada�, w których funkcje u�yteczno�ci otrzymane niebezpo�rednie np. µ(�) = µ(f(�)), mog� zachowywa� si� niemonotonicznie, mie� kilka ekstremów.
Z udowodnionego przez Sevastianov i Tumanov (1990) teorematu wynika, �e agregowanie kryteriów lokalnych typu (2) gwarantuje spełnienie wszystkich sformułowanych wymaga� co do optymalno�ci rezultatów. Warto podkre�li�, �e w rozpatrywanym najprostszym przypadku tylko agregowanie (2) zapewnia otrzymanie optimum odpowiadaj�cego tym zapotrzebowaniom. Ostatnie stwierdzenie ilustrowane jest na rysunku 1, gdzie widoczne jest, �e najcz��ciej u�ywane sposoby agregowania kryteriów lokalnych dostarczaj� punkty ekstremum w du�ej odległo�ci od rzeczywistego optimum.
Rozpatrzmy jeszcze jedn� wa�n� cech� agregacji typu (2). Je�eli interpretowa� funkcj� µ�(�) jako funkcje przynale�no�ci zbioru � = � ∩ �, tj. przeci�cia zbiorów A i B i traktowa� optimum jako punkt posiadaj�cy najwi�kszy stopie� przynale�no�ci do przestrzeni przeci�cia kryteriów lokalnych, wtedy jedynym tylko uzasadnionym sposobem formułowania przeci�cia zbiorów A i B nale�y uzna� wyra�enie (2). Rzeczywi�cie w przypadku asymptotycznym � = � naturalne jest wymaganie � ∩ � = �, co jest równoznaczne z µ�(�) = µ�(�), tj. powinna by� spełniona zasada idempotentno�ci.
Łatwo udowodni�, �e ani addytywny, ani multiplikatywny lub jaki� inny sposób przeci�cia zbiorów rozmytych, zawieraj�cy operacje arytmetyczne, nie zachowuje idempotentno�ci, w zwi�zku z czym sens ich u�ywania dla agregowania kryteriów lokalnych jest problematyczny w tym samym stopniu jak problematyczna jest mo�liwo�� naturalnej interpretacji nierówno�ci � ∩ � ≠ �.
Wszystko to pozwala wnioskowa�, �e sposób agregowania (2) mo�e by� przyj�ty jako najlogiczniejszy i uzasadniony w przypadku równowa�nych kryteriów lokalnych.
2.3. Agregowanie nierównowa�nych kryteriów lokalnych

5
Jednak wi�kszo�� problemów �yciowych wymaga wprowadzenia współczynników wzgl�dnej wa�no�ci kryteriów (rang). Dzieje si� tak, gdy� oczywistym jest, �e dla jednych osób pewne kryteria maj� wi�ksze znaczenie, a dla drugich osób całkiem inne. Mo�emy wtedy stosowa� poni�sze metody agregowania kryteriów: maksymalnego pesymizmu (3), addytywne (4), multiplikatywne (5), uwzgl�dniaj�c rangi Wi (i=1,..,m) wyliczane na podstawie macierzy parzystych porówna� lub podane przez eksperta:
})(,...,)(,)(min{ 21211
NwN
ww xxxd µµµ= (3)
N
xWd
N
iii�
== 12
)(µ (4)
∏=
=N
i
Wi
ixd1
3 )(µ (5)
gdzie X= (x1,...,xk)- wektor parametrów jako�ci.
Istniej� inne, ale mniej naturalne metody agregacji, dlatego najcz��ciej korzysta si� wła�nie z metod (3)-(5) oraz ich ró�nych kombinacji. W wielu pracach wskazywano jako najlepszy addytywny sposób agregowania kryteriów. Jednak nie zwsze mo�na zaufa� rezultatom tego sposobu agragacji.
Rozpatrzmy wi�c przypadek nierównowa�nych kryteriów. Przypu��my, �e do nierównowa�nych kryteriów lokalnych A i B mo�na przypisa� odpowiednie współczynniki wzgl�dnej wa�no�ci α� i α�.
Łatwo sprawdzi�, �e najcz��ciej u�ywane addytywne µ�(�) = α� µ�(�) + α� µ�(�) oraz multiplikatywne ( ) ( ) ( )( )x�*x�x� BA
B AC = sposoby formułowania kryterium globalnego nie
gwarantuj� poprawnych rezultatów zada� optymalizacji. Rzeczywi�cie w przypadku asymptotycznym α� = α� oba warianty jak to wynika z rysunku 1 dostarczaj� maksima w odległo�ci od rzeczywistego optimum. Sposób agregacji proponowany w [2], w naszym przypadku ma kształt
µ�(�) = min(α� µ�(�), α� µ� (�)), (6)
i przy α� = α� = 1 jest równoznaczny ze sposobem (2). Jednak taki sposób uwzgl�dnienia nierównowa�no�ci kryteriów lokalnych w praktyce mo�e powodowa� rezultaty absurdalne.
Rozpatrzmy sytuacj� szczegółowiej. Niech kryteria A i B spełniaj� warunki (1) i (2) z wyj�tkiem równowa�no�ci kryteriów lokalnych, na przykład A wa�niejsze ni� B, sk�d naturalnie wynika, �e α� > α�. I niech �0 punktem optimum w wypadku równowa�no�ci A i B. To znaczy �0 maksymalizuje funkcj� µ�(�) = min(µ�(�), µ�(�)) i niech �0′- punkt optimum dla nierównowa�nych A i B maksymalizuj�cy µ�′(�) = min(µ�′(�), µ�′(�)) = min(α�µ�(�), α�µ�(�)). Wtedy �0′ jest jednym z pierwiastków równania: α�µ� (�) = α�µ�(�). Ostatnie wyra�enie mo�na przedstawi� w formie:
βµ�(�) = µ�(�), β = α� ⁄ α� > 1. (7)
Przypu��my, �e �� < ��, gdzie ��, ��- punkty maksimum funkcji µ�(�) i µ�(�). Wtedy zestawiaj�c (7) i µ�(�) = µ�(�) (sytuacja równowa�no�ci kryteriów), a tak�e uwzgl�dniaj�c
6
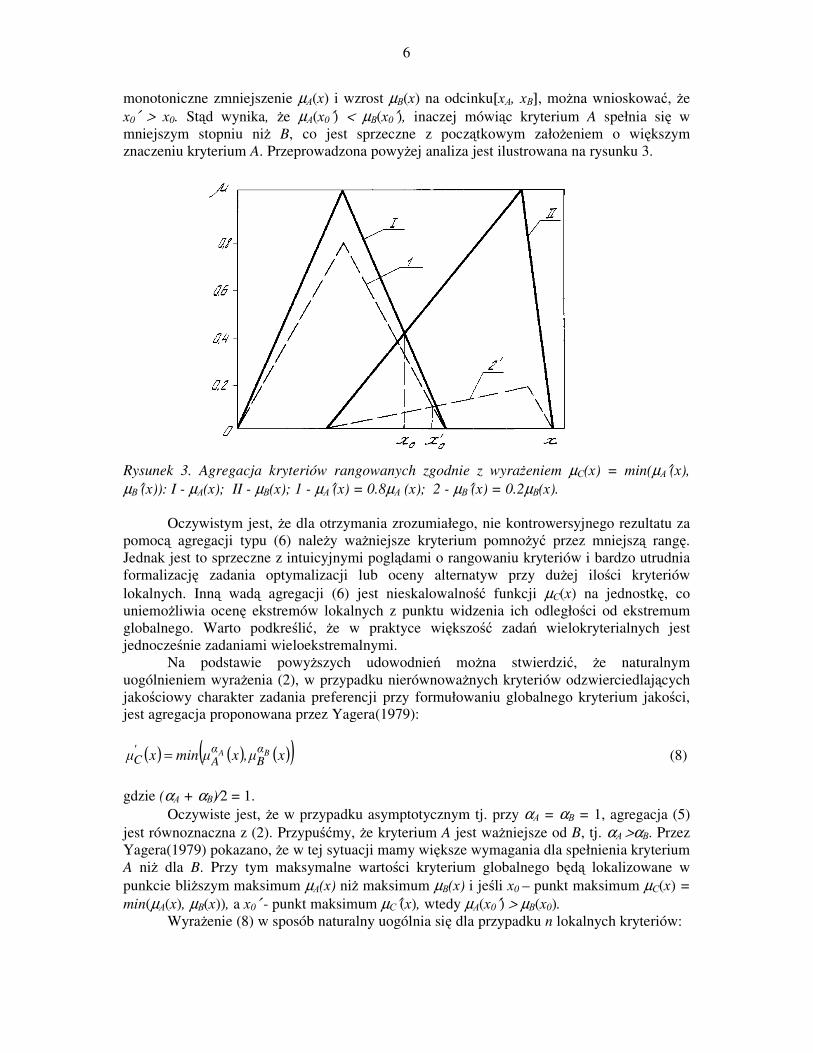
monotoniczne zmniejszenie µ�(�) i wzrost µ�(�) na odcinku[��, ��], mo�na wnioskowa�, �e �0′ > �0. St�d wynika, �e µ�(�0′) < µ�(�0′), inaczej mówi�c kryterium A spełnia si� w mniejszym stopniu ni� B, co jest sprzeczne z pocz�tkowym zało�eniem o wi�kszym znaczeniu kryterium A. Przeprowadzona powy�ej analiza jest ilustrowana na rysunku 3.
Rysunek 3. Agregacja kryteriów rangowanych zgodnie z wyra�eniem µ�(�) = min(µ�′(�), µ�′(�)): I - µ�(�); II - µ�(�); 1 - µ�′(�) = 0.8µ� (�); 2 - µ�′(�) = 0.2µ�(�).
Oczywistym jest, �e dla otrzymania zrozumiałego, nie kontrowersyjnego rezultatu za
pomoc� agregacji typu (6) nale�y wa�niejsze kryterium pomno�y� przez mniejsz� rang�. Jednak jest to sprzeczne z intuicyjnymi pogl�dami o rangowaniu kryteriów i bardzo utrudnia formalizacj� zadania optymalizacji lub oceny alternatyw przy du�ej ilo�ci kryteriów lokalnych. Inn� wad� agregacji (6) jest nieskalowalno�� funkcji µ�(�) na jednostk�, co uniemo�liwia ocen� ekstremów lokalnych z punktu widzenia ich odległo�ci od ekstremum globalnego. Warto podkre�li�, �e w praktyce wi�kszo�� zada� wielokryterialnych jest jednocze�nie zadaniami wieloekstremalnymi.
Na podstawie powy�szych udowodnie� mo�na stwierdzi�, �e naturalnym uogólnieniem wyra�enia (2), w przypadku nierównowa�nych kryteriów odzwierciedlaj�cych jako�ciowy charakter zadania preferencji przy formułowaniu globalnego kryterium jako�ci, jest agregacja proponowana przez Yagera(1979):
( ) ( ) ( )( )x�,x�minx� BA B
A
'C = (8)
gdzie (α� + α�)⁄2 = 1.
Oczywiste jest, �e w przypadku asymptotycznym tj. przy α� = α� = 1, agregacja (5) jest równoznaczna z (2). Przypu��my, �e kryterium A jest wa�niejsze od B, tj. α� >α�. Przez Yagera(1979) pokazano, �e w tej sytuacji mamy wi�ksze wymagania dla spełnienia kryterium A ni� dla B. Przy tym maksymalne warto�ci kryterium globalnego b�d� lokalizowane w punkcie bli�szym maksimum µ�(�) ni� maksimum µ�(�) i je�li �0 – punkt maksimum µ�(�) = min(µ�(�), µ�(�)), a �0′ - punkt maksimum µ�′(�), wtedy µ�(�0′) > µ�(�0).
Wyra�enie (8) w sposób naturalny uogólnia si� dla przypadku n lokalnych kryteriów:

7
( ) ( ) ( ) ( ) 1,n1
0,,...,,,x�...x�x�x�n
1iin21
n
2
1
'C
n21 =>∧∧∧= �=
(9)
gdzie X = (x1,...,xk) - wektor parametrów jako�ci, ∧ - jest operacj� minimum; α1,…,αn – współczynniki wzgl�dnej wa�no�ci, które mo�na otrzyma� na przykład u�ywaj�c metodyopracowanej przez Chu i in.(1979) na podstawie macierzy parzystych porówna�. Wa�n� po�yteczn� cech� agregacji (9) jest fakt zachowania skalowania µ�′(�) na jednostk� dlatego �e wszystkie µ1,…, µn te� s� przeskalowane na jednostk�.
Na postawie przeprowadzonej analizy mo�na stwierdzi�, �e u�ywanie strategii opieraj�cej si� na wyra�eniu (9) w zadaniach oceny alternatyw oraz optymalizacji w przypadku opisania kryteriów lokalnych za pomoc� funkcji u�yteczno�ci (przynale�no�ci) jest najlepszym rozwi�zaniem. Jak udowodniono przez Germejera(1971), strategia optymalizacji, na podstawie operacji minimum, tj. strategii "maksymalnego pesymizmu", polegaj�cej na znalezieniu najlepszej alternatywy w�ród najgorszych, jest podej�ciem jedynie gwarantuj�cym niezawodne rezultaty zgodne z nasz� intuicj�.
W naszej sytuacji znaczy to, �e stopnie spełnienia kryteriów lokalnych w punkcie optimum s� nie mniejsze ni� stopie� spełnienia najmniej wa�nego kryterium, przy tym rozwi�zanie zadania optymalizacji jest Pareto–optymalne. Jednak w praktyce warunki udowodnionego przez Sevastianov i Tumanov (1990) teorematu nie s� zawsze spełnione. Oprócz tego udowodniony teoremat jest prawidłowy wył�cznie w przypadku dwóch lokalnych kryteriów. Zupełnie inna sytuacj� mo�emy spotka� ju� w sytuacji trzech kryteriów lokalnych µA(x),µB(x),µC(x).
Rysunek 4. Agregacja trzech kryteriów za pomoc kryteriów: addytywnego(1), maksymalnego pesymizmu(2) i multiplikatywnego(3).
Jak mo�na zauwa�y� na rysunku 4, przy równowa�nych trzech kryteriach nie mo�emy
z cał� pewno�ci� przypuszcza�, �e punkt x2 jest optymalny. Dzieje si� tak, gdy� w całym Pareto-regionie nie mamy takiego punktu, w którym przecinaj� si� wszystkie 3 kryteria. W
µ (x)
1.0
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0 x4
µB(x)
1 /3(µA(x)+ µB(x)+ µC(x)) (1)
µA(x)µB(x) µC (x) (3)
Pareto region
x3 x2 x
µA(x)
µ�(x)
m in(µA(x),µB(x),µC (x)) (2)
x1
8
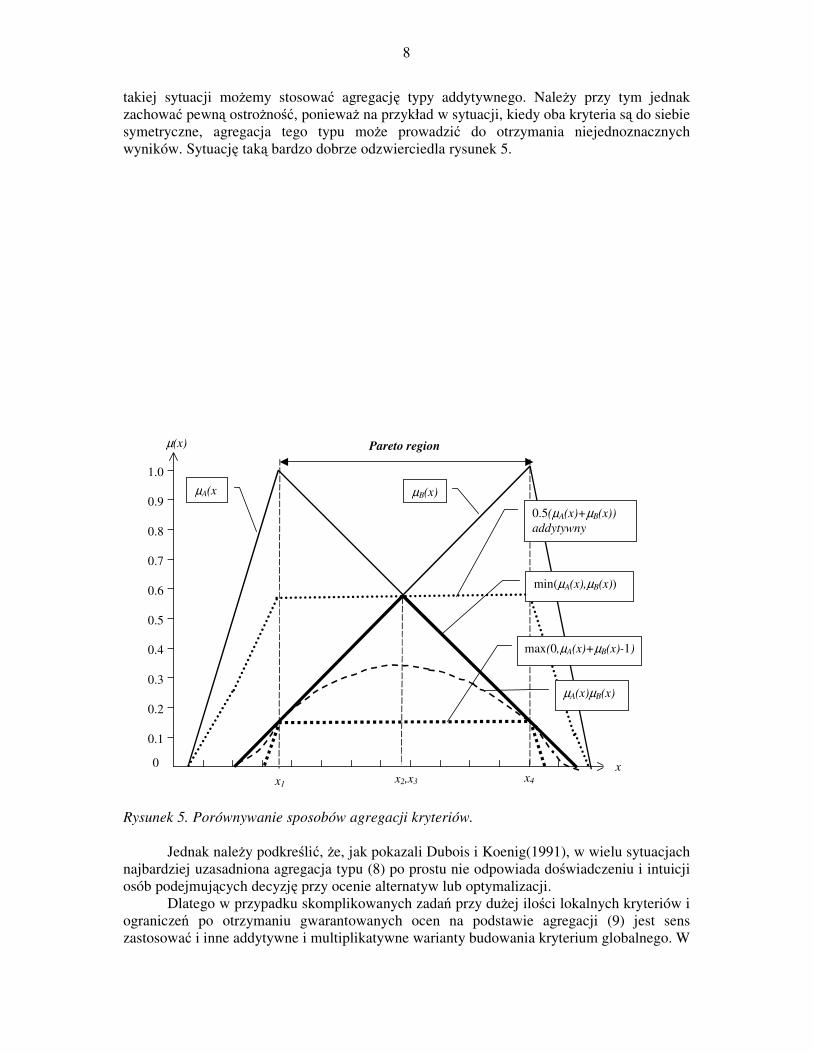
takiej sytuacji mo�emy stosowa� agregacj� typy addytywnego. Nale�y przy tym jednak zachowa� pewn� ostro�no��, poniewa� na przykład w sytuacji, kiedy oba kryteria s� do siebie symetryczne, agregacja tego typu mo�e prowadzi� do otrzymania niejednoznacznych wyników. Sytuacj� tak� bardzo dobrze odzwierciedla rysunek 5.
Rysunek 5. Porównywanie sposobów agregacji kryteriów.
Jednak nale�y podkre�li�, �e, jak pokazali Dubois i Koenig(1991), w wielu sytuacjach
najbardziej uzasadniona agregacja typu (8) po prostu nie odpowiada do�wiadczeniu i intuicji osób podejmuj�cych decyzj� przy ocenie alternatyw lub optymalizacji.
Dlatego w przypadku skomplikowanych zada� przy du�ej ilo�ci lokalnych kryteriów i ogranicze� po otrzymaniu gwarantowanych ocen na podstawie agregacji (9) jest sens zastosowa� i inne addytywne i multiplikatywne warianty budowania kryterium globalnego. W
µ(x)
1.0
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0 x1
µA(x)
µB(x)
µA(x)µB(x)
Pareto region
x4 x2,x3
x
0.5(µA(x)+µB(x)) addytywny
max(0,µA(x)+µB(x)-1)
min(µA(x),µB(x))

9
przypadku gdy rezultaty otrzymane za pomoc� wszystkich u�ywanych sposobów agregacji s� podobne, co najmniej na poziomie jako�ciowym utwierdza nas to w przekonaniu o adekwatno�ci otrzymanych wyników.
Osoby podejmuj�ce decyzj� mog� mie� ró�ne pogl�dy co do efektywno�ci ró�nych sposobów agregacji. Dlatego powstaje dodatkowy problem agregowania wła�nie kryteriów ju� agregowanych, sformulowany przez Roubens(1997). Na przykład Dubois i Koenig(1991) u�ywali do tego elementy teorii mo�liwo�ci, przez Yegera(1988) proponowana została tak zwana operacja wa�onego u�rednienia, przez Hauke(1999)] rozwija si� podej�cie na podstawie t-skal Yagera, Dyckhoff(1985) oraz Migdalas i Pardalos(1996) zaproponowali metod� hierarchicznego agregowania. Jednak najbardziej popularny jest dzisiaj tak zwany γ- operator, opracowany przez Zimmermana i Zysno(1980,1983):
( ) 1�0n;1,2,...,i,�
i i�11�1
i i�� ≤≤=��
�
�
��
�
�∏ −−
−
��
�
�
��
�
�∏= (10)
gdzie µi– funkcja przynale�nosci lokalnych kryteriów jako�ci.
Jasne, �e wyra�enie (10) jest tylko agregacj� addytywn� i multiplikatywn� uogólnionych kryteriów.Przez Mitra(1988) proponowane s� podobne γ-agregacje na podstawie minimum, maksimum oraz kryterium addytywnego:
( ) ( ) nmaxi
iii
or ��
���
�−+= �µγµγη 1 (11)
( ) ( ) nmini
iii
and ��
���
�−+= �µγµγη 1 (12)
Ostatnie wyra�enia były u�ywane przez Shih i Lee(2000) w zagadnieniach
wielopoziomowego podejmowania decyzji. Jako najwa�niejszy problem stwierdzono brak �cisłych reguł wyboru parametru γ. Przez Choi i Oh(2000) proponowana jest metoda w pewnym stopniu formalizuj�ca wybór parametru γ, jednak wymagaj�ca od eksperta wielkiej ilo�ci dodatkowych informacji, przy tym, co wa�niejsze, o charakterze ilo�ciowym. Warto podkre�li�, �e w wyra�eniach (10)-(12) kryteria lokalne rozpatrywane s� jak równowa�ne. Istotne jest, �e ich rangowanie za pomoc� np. metody parzystych porówna� przedstawia si� jako zadanie bardziej skomplikowane i wa�niejsze ni� wybór parametru γ.
Oprócz tego omówione powy�ej podej�cia nie pozwalaj� jednocze�nie agregowa� wszystkich trzech głównych typów kryteriów uogólnionych za pomoc� operatorów minimum oraz addytywnego i multiplikatywnego.
W wielu przypadkach mo�e by� po�yteczna nast�puj�ca procedura otrzymania rezultatu kompromisowego, opracowana przez Sevastianov i Tumanov (1990). Niech µ1(�), µ2(�), µ3(�) – pewne warianty agregacji kryteriów lokalnych, np. addytywne, multiplikatywne oraz na podstawie operatora minimum. Przypu��my, �e w rezultacie maksymalizacji ka�dej z funkcji µ1, µ2 � µ3 otrzymano odpowiednie punkty optimum �1, �2 i �3. W wyniku bada� warto�ci kryteriów lokalnych u osoby podejmuj�cej decyzj� formułuje si� pewne preferencje, które mo�na scharakteryzowa� za pomoc� rangowania wzgl�dnego stopnia adekwatno�ci otrzymanych �1, �2 i �3 co do wymaga� optymalizacji. Niech to rangowanie zadano przez pewne współczynniki wzgl�dnej wa�no�ci α1, α2, α3 (które mog� by� jednakowe, kiedy przeprowadzenie rangowania �1, �2 i �3 jest niemo�liwe). Wtedy, wprowadzaj�c skalowane na 1 funkcje µ1(�) = µ1(�) ⁄ µ1(�1); µ2(�) = µ2(�) ⁄ µ2(�2); µ3(�) = µ3(�) ⁄ µ3(�3), mo�na

10
zbudowa� nowe kryterium globalne, które b�dziemy nazywa� uogólnionym kompromisowym wska�nikiem jako�ci.
( ) ( ) ( ) ( )���
���= x�,x�,x�minx 321
3
2
1η (13)
Oczywi�cie punkt globalnego maksimum η(�) b�dzie przedstawia� pewne kompromisowe rozwi�zanie zagadnienia optymalizacji, uwzgl�dniaj�ce mo�liwo�ci dostrze�enia warunków optymalnych za pomoc� ró�nych sposobów agregacji kryteriów lokalnych.
Jak wykazano, formułowanie kryterium globalnego nie jest spraw� prost� i dostarcza ona wiele powodów do dyskusji. Jednak przeprowadzone badania pozwalaj� na uzasadniony wybór sposobu agragacji, dzi�ki zostasowaniu którego mozna unikn�� w pewnych sytuacjach absurdalnych rezultatów oceny alterantyw.
W nast�pnych przykładach u�ywany został najbardzej rygorystyczny sposób formowania kryterium globalnego – kryterium maksymalnego pesymizmu.
3. ROZMYTA OPTYMALIZACJA WIELOKRYTERIALNA PROCESU OBRÓBKI
CIEPLNEJ DRUTU ZBROJENIOWEGO PO WALCOWANIU
Schemat technologiczny obróbki cieplnej drutu zbrojeniowego po walcowaniu gor�cym ma dwa stadia (rysynek 6). Pierwsze – stopniowe ochładzanie wodne drutu w czterech kolejnych sekcjach od 1010 ÷ 1070 oC do 750 ÷ 900 oC i specjalne koliste poukładanie drutu, drugie – ochładzanie powietrzne na transporterze przez wentylatory. Głównym problemem jest optymalizowany wybór parametrów technologicznych oraz najwa�niejszych składników chemicznych pod wzgl�dem wielu kryteriów wspólnie charakteryzuj�cych jako�� produkcji. W gruncie rzeczy mamy zadanie wielokryterialnej optymalizacji w warunkach niepewno�ci i nierównowa�no�ci kryteriów lokalnych z punktu widzenia ich wpływu na jako�� produktu.
Transporter Kolistepoukładanie drutu
Ochładzanie wodne drutu w czterechsekcjach od 1010-1070 C0 do 750-900 C0
γ2 γ3 γ4
Ochładzanie powietrzne natransporterze przez
wentylatory
�
ν
ε
∆
Rysunek 6. Schemat technologiczny obróbki cieplnej drutu.

11
Parametry technologiczne s� nast�puj�ce: zu�ycie wzgl�dne wody w sekcjach chłodzenia wodnego γ; pr�dko�� ruchu drutu na transporterze v; wzgl�dna ilo�� powietrza, podawanego przez wentylatory ε; stopie� ochłodzenia ∆, równy ilo�ci zamkni�tych zaworów w systemie chłodzenia.
Parametrami jako�ci produkcji s�: granica wytrzymało�ci σ , wzgl�dne zw��enie ψ, wzgl�dne wydłu�enie δ, rozmiar ziarna d, wzgl�dna grubo�� warstwy odw�glonej θ.
W rezultacie bada� statystycznych otrzymano modele regresyjne okre�laj�ce zale�no�ci poszczególnych parametrów jako�ci drutu od parametrów technologicznych.
Dla temperatury drutu po ochłodzeniu wodnym otrzymano:
� = 950.32 - 26.79γ (14)
z gwarantowan� dokładno�ci� nie mniejsz� ni� 95% w niezale�no�ci od obrabianego gatunku stali.
Dla jednego z najcz��ciej u�ywanych gatunków stali w rezultacie obróbki statystycznej danych biernych eksperymentów (w trakcie zwykłej pracy przedsi�biorstwa) otrzymano zale�no�ci:
σ =1251.74+0.14⋅�+1336.35⋅�+195.385 ⋅ Mn+1.988⋅ε-1426.94⋅v–1203.94⋅∆; (15) δ =0.169–0.00317⋅�-23.55⋅�+8.77⋅Mn +0.0877⋅ε+29.83⋅v+23.97⋅∆; (16) ψ=46.566+3.75⋅10-3⋅�-4.613⋅�+ 26.34⋅Mn+0.0814⋅ε-16.327⋅v-20.51⋅∆; (17) d=0.349–3.749⋅10-4⋅�–0.1156⋅�+7.429⋅10-2⋅Mn-2.8⋅10-4⋅ε+0.189⋅v+0.166⋅∆; (18) θ=1.9–3.383⋅10-3⋅�–1.423⋅�–0.357⋅Mn–4.47⋅10-2⋅ε+4.496⋅v+3.487⋅∆. (19)
Zale�no�ci (16)-(19) s� adekwatne wzgl�dem kryterium Fishera z dokładno�ci�
prognozowania parametrów jako�ci nie mniejsz� ni� 85%-90%. Próby ulepszenia rezultatów obróbki statystycznej za pomoc� wprowadzenia zale�no�ci kwadratowych nie odniosły po��danego skutku. To znaczy nie otrzymano przy tym znacznego zwi�kszenia dokładno�ci prognozowania. Warto podkre�li�, �e we wzorach (16)-(19) istniej� tylko dwa składniki chemiczne - magnez (Mn) i w�giel (C). W rezultacie bada� statystycznych ustalono, �e wła�nie te składniki maj� statystycznie udowodniony wpływ na jako�� produkcji. Inne składniki chemiczne s� zwykle do�� stabilne i ich koncentracja mało zmienia si� w trakcie przygotowywania stali ze złomu, jak jest to przyj�te w danym zakładzie. Przy tym koncentracje C i Mn mog� by� aktywnie zmieniane przez technologów w pocz�tkowych stadiach przygotowywania stali i wła�nie z tego punktu widzenia mo�na w pewnym sensie traktowa� je jako parametry technologiczne.
Rozpatrywany proces technologiczny charakteryzuje si� istnieniem zbioru kryteriów lokalnych jako�ci i ogranicze� technologicznych, które mog� by� w stosunkach antagonistycznych mi�dzy sob�. To znaczy, ulepszenie jednego kryterium powoduje pogorszenie innego. Jak zauwa�yli Bellman i Zadeh(1970), jest to �ródłem niezb�dnej subiektywno�ci w formalizacji zadania optymalizacji wielokryterialnej. Inn� przyczyn� niepewno�ci subiektywnej mo�e by� informacja, u�ywana przy budowaniu lokalnych kryteriów jako�ci na podstawie do�wiadczenia i intuicji technologów i innych osób, odpowiedzialnych za jako�� produkcji. Dlatego w celu adekwatnej formalizacji zadania wielokryterialnej optymalizacji u�ywali�my elementy teorii zbiorów rozmytych, w pewnym sensie przeznaczonym do rozwi�zywania wła�nie takiego rodzaju sytuacji.
12
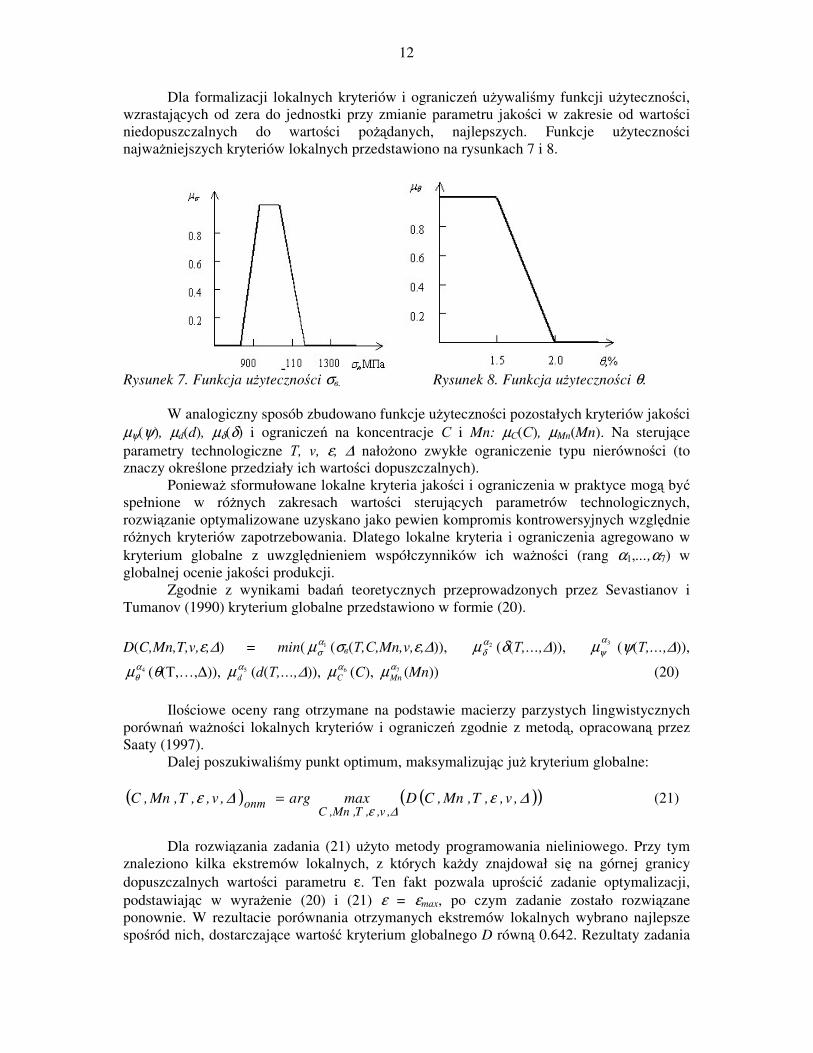
Dla formalizacji lokalnych kryteriów i ogranicze� u�ywali�my funkcji u�yteczno�ci, wzrastaj�cych od zera do jednostki przy zmianie parametru jako�ci w zakresie od warto�ci niedopuszczalnych do warto�ci po��danych, najlepszych. Funkcje u�yteczno�ci najwa�niejszych kryteriów lokalnych przedstawiono na rysunkach 7 i 8.
Rysunek 7. Funkcja u�yteczno�ci σ . Rysunek 8. Funkcja u�yteczno�ci θ.
W analogiczny sposób zbudowano funkcje u�yteczno�ci pozostałych kryteriów jako�ci
µψ(ψ), µd(d), µδ(δ) i ogranicze� na koncentracje � i Mn: µ�(�), µMn(Mn). Na steruj�ce parametry technologiczne �, v, ε, ∆ nało�ono zwykłe ograniczenie typu nierówno�ci (to znaczy okre�lone przedziały ich warto�ci dopuszczalnych).
Poniewa� sformułowane lokalne kryteria jako�ci i ograniczenia w praktyce mog� by� spełnione w ró�nych zakresach warto�ci steruj�cych parametrów technologicznych, rozwi�zanie optymalizowane uzyskano jako pewien kompromis kontrowersyjnych wzgl�dnie ró�nych kryteriów zapotrzebowania. Dlatego lokalne kryteria i ograniczenia agregowano w kryterium globalne z uwzgl�dnieniem współczynników ich wa�no�ci (rang α1,...,α7) w globalnej ocenie jako�ci produkcji.
Zgodnie z wynikami bada� teoretycznych przeprowadzonych przez Sevastianov i Tumanov (1990) kryterium globalne przedstawiono w formie (20).
D(C,Mn,T,v,ε,∆) = min( 1ασµ (σ (�,�,Mn,v,ε,∆)), 2α
δµ (δ(�,…,∆)), 3αψµ (ψ(�,…,∆)),
4αθµ (θ(�,…,∆)), 5αµ d (d(�,…,∆)), 6αµC (C), 7αµMn (Mn)) (20)
Ilo�ciowe oceny rang otrzymane na podstawie macierzy parzystych lingwistycznych
porówna� wa�no�ci lokalnych kryteriów i ogranicze� zgodnie z metod�, opracowan� przez Saaty (1997).
Dalej poszukiwali�my punkt optimum, maksymalizuj�c ju� kryterium globalne:
( ) ( )( )∆ε∆ε∆ε
,v,,T,Mn,CDmax arg,v,,T,Mn,C,v,,T,Mn,C
��� = (21)
Dla rozwi�zania zadania (21) u�yto metody programowania nieliniowego. Przy tym
znaleziono kilka ekstremów lokalnych, z których ka�dy znajdował si� na górnej granicy dopuszczalnych warto�ci parametru ε. Ten fakt pozwala upro�ci� zadanie optymalizacji, podstawiaj�c w wyra�enie (20) i (21) ε = εmax, po czym zadanie zostało rozwi�zane ponownie. W rezultacie porównania otrzymanych ekstremów lokalnych wybrano najlepsze spo�ród nich, dostarczaj�ce warto�� kryterium globalnego D równ� 0.642. Rezultaty zadania

13
optymalizacji, przedstawione w tablicy 1 �wiadcz� o wysokiej spójno�ci stopni spełnienia najwa�niejszych kryteriów lokalnych i ich wzgl�dnej wa�no�ci (rang).
Tablica 1. Warto�ci kryteriów lokalnych µ i ich rang α w punkcie optimum
Kryteria α µ σ 2.64 1.00 δ 1.65 0.76 ψ 1.00 0.76 θ 0.69 0.73 d 0.45 0.37 C 0.32 0.76 Mn 0.25 0.78 Porównanie zale�no�ci kryterium globalnego od parametrów technologicznych w
otoczeniu punktu optimum i w pobli�u centrum planu eksperymentu biernego, kiedy wszystkie parametry znajduj� si� w centrach przedziałów ich dopuszczalnych warto�ci, przedstawiono na rysunkach 9 i 10. Poni�sze rysunki �wiadcz� o wysokiej efektywno�ci u�ywania optymalizacji wielokryterialnej dla zwi�kszenia jako�ci produkcji. Warto zauwa�y� niewielk� zale�no�� D w otoczeniu optimum od koncentracji C i Mn w zakresie ich mo�liwych warto�ci oraz szerokiego zakresu warto�ci T w którym kryterium globalne D tak�e nieznacznie zmieni si� i jest bliski jego warto�ci maksymalnej.
Rysunek 9. Wpływ zmian parametrów technologicznych na kryterium globalne: 1 - D(T), 2 - D(C), 3 - D(Mn). (Linie cigłe s otoczeniem optimum, przerywane - otoczenie centrum planu.)
14
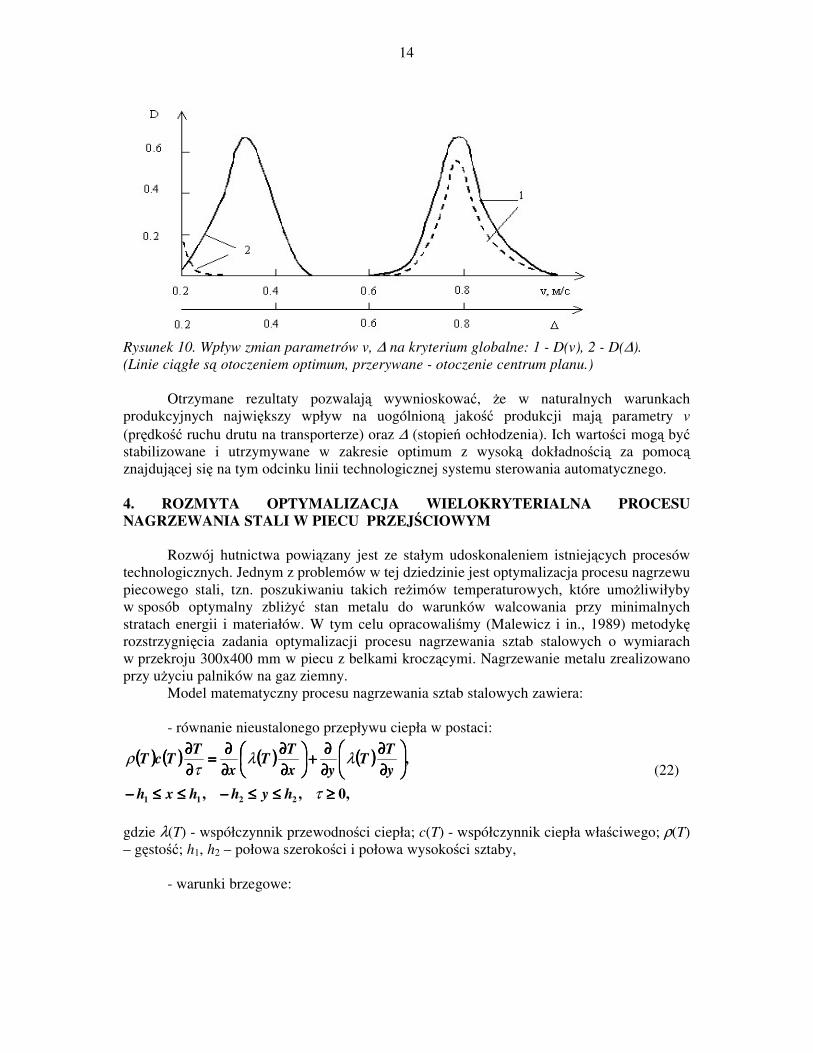
Rysunek 10. Wpływ zmian parametrów v, ∆ na kryterium globalne: 1 - D(v), 2 - D(∆). (Linie cigłe s otoczeniem optimum, przerywane - otoczenie centrum planu.)
Otrzymane rezultaty pozwalaj� wywnioskowa�, �e w naturalnych warunkach
produkcyjnych najwi�kszy wpływ na uogólnion� jako�� produkcji maj� parametry v (pr�dko�� ruchu drutu na transporterze) oraz ∆ (stopie� ochłodzenia). Ich warto�ci mog� by� stabilizowane i utrzymywane w zakresie optimum z wysok� dokładno�ci� za pomoc� znajduj�cej si� na tym odcinku linii technologicznej systemu sterowania automatycznego.
4. ROZMYTA OPTYMALIZACJA WIELOKRYTERIALNA PROCESU NAGRZEWANIA STALI W PIECU PRZEJ�CIOWYM
Rozwój hutnictwa powi�zany jest ze stałym udoskonaleniem istniej�cych procesów technologicznych. Jednym z problemów w tej dziedzinie jest optymalizacja procesu nagrzewu piecowego stali, tzn. poszukiwaniu takich re�imów temperaturowych, które umo�liwiłyby w sposób optymalny zbli�y� stan metalu do warunków walcowania przy minimalnych stratach energii i materiałów. W tym celu opracowali�my (Malewicz i in., 1989) metodyk� rozstrzygni�cia zadania optymalizacji procesu nagrzewania sztab stalowych o wymiarach w przekroju 300x400 mm w piecu z belkami krocz�cymi. Nagrzewanie metalu zrealizowano przy u�yciu palników na gaz ziemny.
Model matematyczny procesu nagrzewania sztab stalowych zawiera: - równanie nieustalonego przepływu ciepła w postaci:
(((( )))) (((( )))) (((( )))) (((( ))))
,0,,
,
2211 ≥≥≥≥≤≤≤≤≤≤≤≤−−−−≤≤≤≤≤≤≤≤−−−−
������������
����������������
����
∂∂∂∂∂∂∂∂
∂∂∂∂∂∂∂∂++++����
����
������������
����
∂∂∂∂∂∂∂∂
∂∂∂∂∂∂∂∂====
∂∂∂∂∂∂∂∂
τ
λλτ
ρ
hyhhxhyT
Tyx
TT
xT
TcT (22)
gdzie λ(T) - współczynnik przewodno�ci ciepła; c(T) - współczynnik ciepła wła�ciwego; ρ(T) – g�sto��; h1, h2 – połowa szeroko�ci i połowa wysoko�ci sztaby,
- warunki brzegowe:

15
(((( )))) (((( )))) (((( ))))[[[[ ]]]] (((( ))))(((( ))))
(((( )))) (((( )))) (((( ))))[[[[ ]]]] (((( ))))(((( ))))(((( )))) (((( )))) ,0,0,,,0
,,,,,10
,,
,,,,,10
,,
2244
82
1144
81
====∂∂∂∂
∂∂∂∂====∂∂∂∂
∂∂∂∂
−−−−++++−−−−====∂∂∂∂
∂∂∂∂
−−−−++++−−−−====∂∂∂∂
∂∂∂∂
yxT
xyT
hxTThxTTyhxTT
yhTTyhTTx
yhTT
pp
pp
ττ
τατστλ
τατστλ
(23)
gdzie Tp – temperatura gazu w piece; α - współczynnik wymiany ciepła z otoczeniem; σ - współczynnik promieniowania;
warunki pocz�tkowe: (((( )))) (((( )))).,0,, yxfyxT ==== ; (24)
bie��ca grubo�� zgorzeliny:
(((( ))))(((( ))))(((( ))))δ
ττδ
225.710125exp 2++++−−−−====
Tdd ; (25)
model procesów deformacji cieplnej zbudowany na podstawie teorii pr�du przy umocnieniu izotropowym z warunkiem płynno�ci Mizesu, oprazowany przez Birgera (1975):
0�� j ij, = , (26)
,����������� Tij
cij
pij
eijij +++= (27)
0,��-������- iklj,jkli,ilkj,jlki, =++ (28)
,�fm�� iiij = mii uu ∆∆ = , (29)
gdzie ij�� - tensor przyrostów napr��enia; ∆εij - tensor przyrostów odkształce�; indeksy e, p, c, t – oznaczaj� odpowiednio spr��yste, plastyczne, lepkie i termiczne odkształcenia.
Wzór dla bie��cej grubo�ci zgorzeliny (25) został opracowany na podstawie bada�,
przeprowadzonych przez Steblowa i in. (1991) z uwzgłednienien pracy Kazancewa (1975). Warunki brzegowe (23) zaiewieraj� niepewny parametr σ - współczynnik
promieniowania, identyfikowany przez eksperyment (rysunek 11).

16
T,0C
1200
1000
800
600
400
200
0
0 20 40 60 80 100 120 τ, min
Tempetatura powierzchni sztaby
Tempetatura w �rodku sztaby
Tempetatura pieca
Rysunek 11. Wyniki identyfikacji parametrycznej modelu matematycznego procesu nagrzewania sztab stalowych w eksperymencie. (Linie cigłe – model, przerywane – eksperyment.)
W wyniku porównywania tempetatur sztaby i pieca, otszymanych z modelu (22)-(24)
z danymi eksperymentu przemyslowego zidentyfikowali�my odpowiedni� warto�� współczynnika promieniowania σ, która wyniosła 1.7 do 1.9 (Wt/(m2K)) w przestrzeni pieca.
Zadanie (22)-(24) rozwi�zywano metod� ró�nic sko�czonych, natomiast zadanie (26)-(29) rozwi�zuje si� metod� elementów sko�czonych.
W celu oceny górnej granicy napr��e� chwilowych w sztabie symulowano według modelu (22)-(29) procesy cieplne oraz deformacje cieplne w sztabie w re�ymie nagrzewania przyspieszonego. Dla oceny stopnia zagro�enia powstania p�kni�� na powerzchni i wewn�trz sztaby wykorzystywano kryterium Kσ, według ktorego p�kni�cia powstaj�, gdy intensywno�� napr��e� σi w badanym punkcie ciała przekracza znan� z experymentu warto�� krytyczn� σT, zale�n� od temperatury. Przynajmniej jedna ze składowych napr��enia przy tym ma by� ro�ci�gaj�ca. W tym celu oszacowano współczynnik stanu napr��enia Kσ:
( )( ) ( )T/TK TTi σσσσ −= . Jasne, �e niebezpiecze�stwo powsrania p�kni�� wzrasta razem ze wzrostem Kσ, szczególnie przy Kσ > 0. Oszacowane dla re�ymu nagrzewania przyspieszonego warto�ci Kσ udowodniły, �e napr��eia rozci�gaj�ce, powstaj�ce w sztabie w procesie nagrzewania, nie przekraczaj� warto�ci krytycznych (rysunek 12). Z punktu widzenia zagadnienia optymalizacji otrzymany rezultat daje mo�liwo�� nie rozpatrywania współczynnika stanu napr��enia Kσ w postaci kryterium lokalnego jako�ci procesu.

17
-0.9-0.8
-0.6
-0.6
-0.6-0.4
-0.4
-0.4
-0.8 -0.8
x
y 0
Rysunek 12. Pole współczynnika stanu napr��enia Kσ.
W wyniku przeprowadzonych wst�pnych bada�, jako�� procesu nagrzewania sztab oszacowana została według trzech nast�pnych kryteriów lokalnych: minimalizacja warstwy zgorzeliny δ, dokładno�� nagrzewania T, gdzie T – temperatura powerzchni sztaby, oraz minimalizacja maksymalnej róznicy mi�dzy temperaturami w �rodku i na powerzchni sztaby w momencie wyładowania - ∆T. Funkcj� u�yteczno�ci kryteriów jako�ci przedstawiono na rysunku .13.
0
0.5
1
µδ
δ,mm1 2
µ�
0
0.5
1
�,0�120 1250115
µ∆�
0
0.5
1
∆�,0�10 20
Rysunek 13. Funkcje u�yteczno�ci kryteriów jako�ci nagrzewania sztab.
Steruj�cymi parametrami technologicznymi s�: temperatura w pierwszej strefy piecy
(T1) i temperatura w drugiej strefy piecy (T2). Poniewa� wykorzystanie dla rozwiazywania zadania optymalizacji modelu (22)-(25),
stworzonego na podstawie równania przewodnictwa cieplnego Fouriera, potrzebuje zbyt du�ych nakładów czasu pracy komputera, zastosowano tzw. podej�cie dwuetapowe. Przeprowadzono dwie serie eksperymentów numerycznych na modelu matematycznym (22)-(25) z wykorzystaniem metod planowania eksperymentu. Rozpatrywano re�imy nagrzewania

18
przy temperaturach pocz�tkowych sztab T0=20÷400 0C (ładowanie na zimno) i T0=550÷700 0C (ładowanie na gor�co) oraz przy wydajno�ci pieca P=60 t/godz i P=80 t/godz. Wyniki eksperymentu obrabiano według metody, opracowanej przez Sevastianov i Tumanov (1990), która wykorzystuj�c idee analizy regresyjnej umo�liwia otrzymanie modeli nieliniowych. Dla ładowania zimnego otrzymane w ten sposób wzory wygładaj� nast�puj�co:
.xx.xx.x.xx.
xx.x.x.xx.
xx.xxx.x..
437
318
36
327
2162
262
16
415
4252
44
13
23
42
1043110718101231012
1021103877107367106872
1066310210310141073171
−−−−
−−−−
−−−−−
⋅+⋅+⋅+⋅−
−⋅−⋅+⋅+⋅−
−⋅−⋅+⋅+⋅+⋅−=δ
(30)
.x.xx.xx.
x.x.xx.xxx.
xx.x.x.x.x.T
22
531
521
5
23
621
543
4342
3
413
122
42
42
104510111019
10841026101351022
10521075510177137026501205
−−−
−−−−
−−−
⋅+⋅−⋅−
−⋅−⋅−⋅++⋅+
+⋅+⋅+⋅−−+=
(31)
.x.xx.
xxx.xx.xxx.xx
xx.xx.x.xx.x.
xx.xxx.xx.xx.
xx.xxx.xx..T
21
432
4
3216
315
43262
215
243
54
22
54
242
432
5
434
42152
414
213
321
641
334
342
2
1094210161
10753105510887102
102110276061109310668
10341036107110581
10243103109210171879
−−
−−−−
−−−−
−−−−
−−−−
⋅+⋅+
+⋅+⋅+⋅+⋅+
+⋅−⋅+−⋅−⋅+
+⋅−⋅+⋅−⋅+
+⋅−⋅−⋅+⋅−=∆
(32)
gdzie �1 = �1 – 1195; �2 = �2 – 1235; �3 = �0 – 217.3; �4 = � – 59.6.
Poniewa� zale�no�ci regresyjne nieliniowe (30)-(32) zapewniaj� dokładno�ci wylicze� T, wi�kszych ni� 99% oraz dokładno�ci wylicze� δ i ∆T, wi�kszych ni� 95%, przy rozwi�zywaniu zadania optymalizacji zamiast modeli (22)-(24) stało si� mo�liwe wykorzystanie modeli (30)-(32).
Globalne kryterium jako�ci procesu przedstawiono w formie (33):
(((( )))) (((( )))) (((( )))) (((( ))))(((( )))))T,...,PT(),T,...,PT(),T,...,P(minT,T,T,PD TTo 22221321 ∆∆∆∆µµµµµµµµδδδδµµµµ αααα
∆∆∆∆αααααααα
δδδδ==== . (33) Ilo�ciowe oceny rang, otrzymane na podstawie macierzy parzystych lingwistycznych
porówna� wa�no�ci lokalnych kryteriów i ogranicze� zgodnie z metod� (Chu, Kalaba, Springarn, 1979), s� nast�puj�ce: α1=0.227, α2=1.433, α3=1.34.

19
Dla ka�dych sztywno ustalonych przez technologów par P* i T0* rozwi�zywaniem zadania optymalizacji były warto�ci T1 i T2 , wyliczone według wzoru (34):
(((( )))) (((( ))))(((( ))))2121
21
T,T*,T*,PDmax T,TT,T���
==== . (34)
Dla rozwi�zywania zadania optymalizacji (34) u�yto metody krokowej aproksymacji
kwadratowej, opracowanej przez Sevastianov i Tumanov (1990). W tablice 2 przedstawiono rezultaty zadania optymalizacji przy logowaniu zimnym. Tablica 2. Rezultaty zadania optymalizacji
�, t⁄godz
�0, � �1, � �2, � δ, mm
�, � ∆�, �
µδ µ� µ∆� D
100 1194 1242 1.33 1206 9.41 0.91 0.85 0.56 0.46 200 1134 1257 1.46 1207 9.29 0.82 0.82 0.56 0.46 300 976 1249 1.63 1193 1.64 0.69 1 0.97 0.46
60
400 1011 1221 1.71 1189 1.22 0.63 0.99 0.99 0.48 100 1245 1260 1.34 1204 4.44 0.90 0.89 0.82 0.98 200 1299 1236 1.39 1203 2.63 0.85 0.92 0.91 0.92 300 1076 1275 1.76 1193 1.45 0.59 1 0.48 0.47
80
400 1072 1262 1.66 1189 0.62 0.67 0.98 1 0.76 Mo�na zauwa�y�, �e zale�no�� warto�ci optymalnych T1 i T2 od temperatury
pocz�tkowej metalu T0 nie jest monotoniczna. Na rysunku 14 przedstawiono porównanie zalezno�ci kryterium globalnego od jednego z parametrów sterujacych T2 w otoczeniu punktu optimum i w pobli�u centrum planu eksperymentu biernego, gdy drugi parametr steruj�cy T1 znajduje sie w centrum przedziału dopuszczalnej warto�ci, tzn. T1=1011 0C, natomiast P=60 t/godz, T0 = 400 0C.
Otoczenie optymum
Otoczenie centrum planu
D
0.6
0.4
0.2
012101190 1230 1250 T2, oC
Rysunek 14. Wpływ zmian parametrów technologicznych na kryterium globalny. Jak wida� z rysunku 14, u�ywanie optymalizacji wielokryterialnej dało mo�liwo��
zwi�kszenia jako�ci procesu nagrzewania sztab (kryterium globalne D w punkcie optimum równe 0.48) w porównaniu z warto�ci� kryterium globalnego, wyliczonym w centrum planu, równym 0.24, prawie dwa razy.

20
5. WNIOSKI
W chwili obecnej zagadnienia optymalizacji jako�ci wyrobów rozpatrywane s� jako szczególny aspekt ogólnego problemu zagadnienia zarz�dzania jako�ci� pracy zakładu tzn., uwzgldniaj�c jako�� zarz�dzania zakładem jako cało�ci�. Przy tym coraz cz��ciej powstaj� problemy oceny jako�ci finansowo-ekonomicznej i organizacyjnej działalno�ci zakładów, na przykład, oceny jako�ci proponowanych kontraktów, inwestycji itd. W celu rozwi�zywania podobnych problemów opracowali�my metodologi� i odpowiednie oprogramowanie [ ], z powodzeniem wdro�one w zakładach Rosji i Białorusi.
LITERATURA
Bellman R., Zadeh L.A., 1970, Decision making in fuzzy environment, Management Science,
17, 141-164. Birger I.A., �.., Shorr B.F., 1975, Thermal assurance od machine components, Machine-
building.(in Russian). Choi D.-Y., Oh K.-W., 2000, Asa and applikation to multi-criteria decosion making, Fuzzy
Sets and Systems, 114, 89-102. Chu A., Kalaba R., Springarn R., 1979, A Comparison of two methods for determining the
weights of belonging to fuzzy sets, J. of Optimization Theory and Applications, 27, 4, 531-538.
Dubois D., Koenig J.L., 1991, Social choice axioms for fuzzy sets aggregation, Fuzzy Sets and Systems, 43, 257-274.
Dyckhoff H., 1985, Basic concepts for theory of evalution: hierarchical aggregation via autodistributive connectives in fuzzy sets theory, European J. Operation Research, 20, 221-233.
Germejer J., 1971, Introduction in the theory of operational researches, Science, Moscow. (in Russian).
Hauke W., 1999, Using Yager's t-norms for aggregation of fuzzy intervals, Fuzzy Sets and Systems, 101, 59-65.
Kazancew E.I. 1975, Industrial furnaces, Metallurgy, Moscow.(in Russian). Maliewich J.A. , Sedjako D.G., Popkowich W.N. , Sevastjanov P.W.., Dimowa L.G., 1989,
Optimization of the stell heating process in a pusher furnace with moving cross-beams, Energetics, Minsk, 8, 86-91.(in Russian).
Migdalas A., Pardalos P.M., 1996, Editorial: hierarchical and bilevel programming, J. Globał Optimization, 8, 3, 209-215.
Mitra G., 1988, Mathematical Models for Decision Support, Springer, Berlin. Roubens M, 1997, Fuzzy sets and decision analysis, Fuzzy Sets and Systems, 90, 199-206. Saaty T., 1977, A Scaling Method for Priorities in Hierarhical Structures, J. of Mathematical
Psychology, 15, 3, 234-281. Shih H.-S., Lee E.S., 2000, Compensatory fuzzy multiple level decosion making, Fuzzy Sets
and Systems, 114, 71-87. Sevastianov P., Tumanov N., 1990, Multi-criteria identification and optimization of
technological processes, Science and Engineering, Minsk. (In Russian). Steblow A.B., Djachenko J.W., Timofeew W.S., Timoshpolsky W.I. Dimowa L.,G., 1991,
The theoretic and experimental studies of the relative processes of scaling and decarbonization in the heating of uninterruptedly-casted ingots in the pusher furnace, Energetics, Minsk , 6, 104-108. .(in Russian).

21
Yager R., 1979, Multiple objektive decision-making using fuzzy sets, Int. J. Man-Mach. Studf, 9, 4, 375-382.
Yager R.R., 1988, On ordered weighted averaging aggregation operators in multicriteria decision making, IEEE Trans. System Man and Cybern, 18, 1, 183-190.
Zimmerman H.J., Zysno P., 1980, Latent connectives in human decision making, Fuzzy Sets and Systems, 4, 37-51.
Zimmerman H.J., Zysno P., 1983, Decision and evaluations by hierarchical aggregation of information, Fuzzy Sets and Systems, 104, 243-260.