KARTY KONTROLNE SHEWHARTA - moznainaczej.com.pl · Statystyczne sterowanie procesem – Metoda...
12
KARTY KONTROLNE SHEWHARTA przykłady zastosowań nieprodukcyjnych Andrzej Blikle 19 marca 2012 © Copyright by Andrzej Blikle. W ramach moich praw autorskich chronionych ustawą z dnia 4 lutego 1994 (z późniejszymi zmianami) Prawo autorskie i prawa pokrewne wyrażam zgodę na niekomercyjne rozpowszechnianie niniejszego materiału przez jego zwielokrotnianie bez ograniczeń co do liczby egzemplarzy (w formie elektronicznej), a także umieszczanie go na stronach internetowych, jednakże bez dokonywania jakichkolwiek zmian i skrótów. Wszelkie inne rozpowszechnianie niniejszego materiału, w tym w części, wymaga mojej zgody wyrażonej na piśmie. Dozwolone jest natomiast cytowanie materiału zgodnie z zasadami ustanowionym przez w.w. ustawę. Niniejszy materiał by Andrzej Blikle is licensed under a Creative Commons Uznanie autorstwa-Użycie niekomercyjne-Bez utworów zależnych 3.0 Unported License.
Transcript of KARTY KONTROLNE SHEWHARTA - moznainaczej.com.pl · Statystyczne sterowanie procesem – Metoda...
KARTY KONTROLNE SHEWHARTA
przykłady zastosowań
nieprodukcyjnych
Andrzej Blikle
19 marca 2012
© Copyright by Andrzej Blikle. W ramach moich praw autorskich chronionych ustawą z dnia 4 lutego 1994 (z późniejszymi
zmianami) Prawo autorskie i prawa pokrewne wyrażam zgodę na niekomercyjne rozpowszechnianie niniejszego materiału przez
jego zwielokrotnianie bez ograniczeń co do liczby egzemplarzy (w formie elektronicznej), a także umieszczanie go na stronach
internetowych, jednakże bez dokonywania jakichkolwiek zmian i skrótów. Wszelkie inne rozpowszechnianie niniejszego materiału,
w tym w części, wymaga mojej zgody wyrażonej na piśmie. Dozwolone jest natomiast cytowanie materiału zgodnie z zasadami
ustanowionym przez w.w. ustawę.
Niniejszy materiał by Andrzej Blikle is licensed under a Creative Commons Uznanie autorstwa-Użycie
niekomercyjne-Bez utworów zależnych 3.0 Unported License.

19 marca 2012 Andrzej Blikle, Karty kontrolne 2
Zrozumieć głos procesu
Z wieloma procesami powtarzalnych zjawisk możemy związać liczbowy ciąg wyników pomiarów tych zjawisk zwany głosem procesu.
Przykłady pomiarów generujących głosy procesów:
1. Dowolna cecha fizyczna wyrobu przy produkcji seryjnej.
2. Ciśnienie baryczne obserwowane co godzinę.
3. Wartość sprzedaży obserwowana w okresach miesięcznych.
4. Kurs zł w $ odnotowywany przy każdym otwarciu sesji na giełdzie.
5. Stopnie z klasówki dla poszczególnych uczniów.
0
2
4
6
8
10
12
14
16
18
20
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24

19 marca 2012 Andrzej Blikle, Karty kontrolne 3
Dwa źródła zmienności procesu
Szum
zawsze obecny
Sygnał
niekiedy obecny
Zmienność związana ze statystyczną naturą procesu, wynikającą z przyczyn losowych
Przyczyny zwykłe
Zmienność wynikająca z zaburzeń pochodzących spoza procesu
Przyczyny specjalne
Jeżeli tylko szum, proces jest przewidywalny i sterowalny
Jeżeli występują sygnały, proces jest nieprzewidywalny i niesterowalny
PROCES STABILNY PROCES ROZREGULOWANY

19 marca 2012 Andrzej Blikle, Karty kontrolne 4
Przykłady procesów
PROCESY STABILNE PROCESY ROZREGULOWANE
1. rzuty kostką,
2. ciśnienie baryczne w normalnych warunkach,
3. produkcja w niezmiennych warunkach
1. gra w kości z oszustem,
2. nadchodzący sztorm,
2. produkcja w zmieniających się warunkach,

19 marca 2012 Andrzej Blikle, Karty kontrolne 5
Jak odróżnić szum od sygnału karty kontrolne Shewharta
0
2
4
6
8
10
12
14
16
18
20
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Linia centralna (LC) = średnia arytmetyczna
Górna granica kontrolna (GGK) = średnia + 3*σ (σ - odchylenie st.)
Dolna granica kontrolna (DGK) = średnia - 3*σ
SYGNAŁY:
1. Przekroczenie linii granicznych.
2. Siedem kolejnych punktów po jednej stronie LC
3. Sześć kolejnych wzrostów lub sześć kolejnych spadków.
w Excel odchylenie
standardowe
populacji

19 marca 2012 Andrzej Blikle, Karty kontrolne 6
Zarządzanie procesami
TRZY PODSTAWOWE CZYNNOŚCI:
1. Stabilizowanie procesu - usuwanie zakłóceń zewnętrznych.
2. Zmiana położenia linii centralnej.
3. Zmiana odległości linii granicznych.
TRZY PODSTAWOWE BŁĘDY:
1. Poszukiwanie zakłóceń tam, gdzie ich brak.
2. Lekceważenie zakłóceń tam, gdzie się pojawiają.
3. Próby sterowania procesem niestabilnym

19 marca 2012 Andrzej Blikle, Karty kontrolne 7
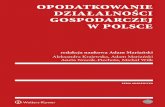
Przykład 1: deficyt w handlu zagranicznym USA
sty - lip 97: Deficyt w handlu zagranicznym rośnie. Winna jest zbyt liberalna polityka celna i ogólna niekonkurencyjność gospodarki amerykańskiej
lip - wrz 97: Podróż prezydenta do Europy, Azji i Japonii ma zapobiec zagrożeniu amerykańskiego deficytu płatniczego. Pytanie na jak długo? Czy nie jest to jedynie mydlenie oczu wyborcom? Prezydent zapewnia, że jest to odwrócenie trendu.
paź 97: Trudno się było spodziewać czegoś innego! Deficyt dramatycznie wzrósł osiągając największą wartość w okresie prezydentury partii X. Oto co są warte puste obietnice przedwyborcze!! Prezydent partii X przegrywa wybory.
lis 97: Prezydent partii Y wygrywa wybory -- my realizujemy obietnice wyborcze!
0,0
5,0
10,0
15,0
20,0
sty-97 mar-97 maj-97 lip-97 wrz-97 lis-97 sty-98 mar-98 maj-98 lip-98 wrz-98 lis-98

19 marca 2012 Andrzej Blikle, Karty kontrolne 8
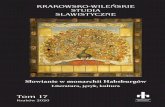
Przykład 1: analiza stabilności procesu
0,0
5,0
10,0
15,0
20,0
sty-97 mar-97 maj-97 lip-97 wrz-97 lis-97 sty-98 mar-98 maj-98 lip-98 wrz-98 lis-98
Proces jest całkowicie stabilny! Wszelkie dywagacje na temat przyczyn wzrostów i spadków były całkowicie nieuprawnione.
19 marca 2012 Andrzej Blikle, Karty kontrolne 9
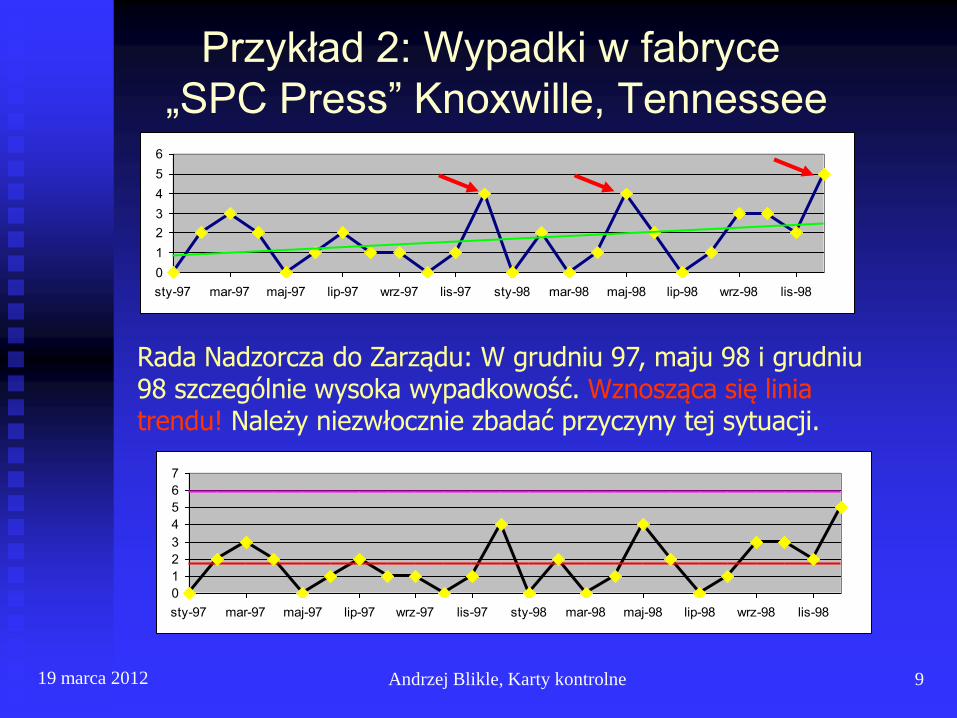
Przykład 2: Wypadki w fabryce
„SPC Press” Knoxwille, Tennessee
Rada Nadzorcza do Zarządu: W grudniu 97, maju 98 i grudniu 98 szczególnie wysoka wypadkowość. Wznosząca się linia trendu! Należy niezwłocznie zbadać przyczyny tej sytuacji.
0
1
2
3
4
5
6
7
sty-97 mar-97 maj-97 lip-97 wrz-97 lis-97 sty-98 mar-98 maj-98 lip-98 wrz-98 lis-98
0
1
2
3
4
5
6
sty-97 mar-97 maj-97 lip-97 wrz-97 lis-97 sty-98 mar-98 maj-98 lip-98 wrz-98 lis-98

19 marca 2012 Andrzej Blikle, Karty kontrolne 10
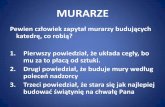
Przykład 2: Trzy drużyny sprzedawców
Plan do wykonania = 100 jdn na każdego sprzedawcę w miesiąc
PLAN MOTYWACYJNY
Dwóch najlepszych sprzedawców otrzyma nagrody
Dwóch najgorszych zostanie zwolnionych
60
70
80
90
100
110
120
130
140
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
WYNIK
5 i 6 do nagrody; kierownik drużyny nr 1 awansowany
12 i 17 zwolnieni; kierownik drużyny nr 2 zdegradowany

19 marca 2012 Andrzej Blikle, Karty kontrolne 11
Przykład 2: Analiza trzech procesów
WNIOSKI Z ANALIZY
Drużyna nr 1: 4 i 9 przekroczenia dolne -- zbadać przyczyny
Drużyna nr 2: 11 i 15 przekroczenia górne -- zbadać przyczyny
Drużyna nr 3: proces stabilny
60
70
80
90
100
110
120
130
140
1 2 3 4 5 6 7 8 9 10
60
70
80
90
100
110
120
130
140
11 12 13 14 15 16 17 18 19 20
60
70
80
90
100
110
120
130
140
21 22 23 24 25 26 27 28 29 30

19 marca 2012 Andrzej Blikle, Karty kontrolne 12
DZIĘKUJĘ ZA UWAGĘ LITERATURA PRZEDMIOTU
J. R. Thompson, J. Koronacki, J. Nieckuła
Techniki zarządzania jakością, od Shewharta do metody „Six Sigma”
Akademicka Oficyna Wydawnicza „Exit”, Warszawa 2005, www.exit.pl
J. R. Thompson, J. Koronacki
Statystyczne sterowanie procesem – Metoda Deminga etapowej
optymalizacji jakości
Akademicka Oficyna Wydawnicza PLJ, Warszawa 1994
J. R. Thompson, J. Koronacki
Statistical Process Control for Quality Improvement, second edition
Chapman & Hall, New York, London 2002, ISBN 1-58488-242-5
D.Wheeler
Understanding Variation – The Key to Managing Chaos
SPC Press, Inc, Knoxville, Tennessee, ISBN 0-945320-35-2