HYDROIZOMERYZACJA N PARAFIN - paliwa.pwr.edu.pl · gdzie: n–P to n-parafina, n–C+ to...
15
ZAKŁAD CHEMII I TECH NOLOGII PALIW H YDROIZOMERYZACJA N - PARAFIN 2010
Transcript of HYDROIZOMERYZACJA N PARAFIN - paliwa.pwr.edu.pl · gdzie: n–P to n-parafina, n–C+ to...

ZAKŁAD CHEMII I TECHNOLOGII PALIW
HYDROIZOMERYZACJA N-PARAFIN
2010

HYDROIZOMERYZACJA N-PARAFIN
2 | S t r o n a
BENZYNA REFORMUŁOWANA
Pojęcie „benzyna reformułowana” zostało po raz pierwszy podane w noweli CAAA i zostało ogólnie
przyjęte dla określenia paliwa o zmienionym składzie węglowodorowym, zawierającego dodatek związku
tlenowego. Docelowa norma jakości benzyn reformułowanych zakłada ograniczenie zawartości węglowodorów
aromatycznych do wielkości poniżej 20 % mas., przy równoczesnym całkowitym usunięciu ze składu benzyny
benzenu. Zakłada również znaczne ograniczenie w benzynach reformułowanych zawartości węglowodorów
olefinowych.
Zakaz stosowania w benzynach dodatków ołowiu (wprowadzony w trosce o stan środowiska naturalnego)
spowodował koniecznośd znalezienia wysokooktanowych komponentów mogących zastąpid tetraetyloołów
(TEO). Zwiększenie liczby oktanowej benzyn można uzyskad m.in. poprzez dodatek związków tlenowych (np.
eteru metylo-tert-butylowego, eteru metylo-tert-amylowego, czy też promowanego ostatnimi czasy etanolu),
lub usunięcie niskooktanowych komponentów takich jak n-parafiny i zastąpienie ich związkami o wyższej liczbie
oktanowej. W ostatnim przypadku można wykorzystad proces hydroizomeryzacji, dzięki któremu
z niskooktanowych n-parafin otrzymamy wysokooktanowe izoparafiny. Porównanie liczb oktanowych (LOB)
alkanów C5 i C6 oraz ich rozgałęzionych homologów przedstawia Tabela 1:
Tabela 1 Badawcza liczba oktanowa alkanów C5 i C6.
PENTANY LOB
n-pentan 62
metylobutan 93
2,2-dimetylopropan 83
Heksany LOB
n-heksan 29
2-metylopentan 78
3-metylopentan 76
2,2-dimetylobutan 92
2,3-dimetylobutan 104
Izomeryzacja normalnych węglowodorów parafinowych o 4 do 7 atomach węgla w łaocuchu jest reakcją
egzotermiczną (efekt cieplny około 1–5 kcal/mol), równowagową, przebiegającą bez zmiany liczby moli.
Obniżenie temperatury reakcji sprzyja przesunięciu równowagi w kierunku izomerów o rozgałęzionym łaocuchu
węglowym. Aby uzyskad produkt o jak najkorzystniejszych właściwościach antydetonacyjnych proces
izomeryzacji węglowodorów parafinowych powinien byd prowadzony w temperaturach nie wyższych niż 250 oC. Równocześnie należy zaznaczyd, że surowiec poddawany przerobowi powinien charakteryzowad się jak
najniższym udziałem węglowodorów o rozgałęzionym łaocuchu węglowym.
W związku z założoną zmianą udziału poszczególnych węglowodorów w benzynie, konieczne jest
przetworzenie węglowodorów będących w benzynach prekursorami węglowodorów aromatycznych w związki
o wyższej liczbie oktanowej. Jedną z metod realizacji tego zadania jest izomeryzacja szkieletowa normalnych
węglowodorów parafinowych o liczbie atomów węgla w cząsteczce od 5 do 8. W chwili obecnej, w skali

HYDROIZOMERYZACJA N-PARAFIN
3 | S t r o n a
przemysłowej realizowany jest proces izomeryzacji frakcji pentanowo-heksanowej C5–C6. Proces ten
prowadozny jest w obecności dwufunkcyjnego katalizatora zawierającego metal szlachetny i zeolit Y, mordenit
lub zeolit ZSM-5. Prowadzone są intensywne prace nad opracowaniem efektywnego katalizatora dla procesu
izomeryzacji frakcji heptanowej C7, a w dalszej perspektywie także frakcji oktanowej C8.
Reakcja izomeryzacji normalnych węglowodorów parafinowych może przebiegad w obecności
monofunkcyjnych katalizatorów posiadających tylko funkcję metaliczną (np. Pt/SiO2) lub tylko funkcję kwasową
(np. AlCl3) i w obecności katalizatorów dwufunkcyjnych, posiadających zarówno funkcje odwodorniająco-
uwodorniającą jak i kwasową (Pt/Al2O3, Pt/zeolit). Dotychczasowe wyniki badao i stan rozwoju technologii
hydroizomeryzacji n-parafin wykazują, że jako katalizatory dla tego procesu mogą byd rozważane także
katalizatory na nośnikach zawierających superkwasy oraz węgliki metali przejściowych takich jak molibden
i wolfram.
IZOMERYZACJA NA MONOFUNKCYJNYCH KATALIZATORACH O WŁAŚCIWOŚCIACH
METALICZNYCH
Ogólnie przyjmuje się, że reakcja izomeryzacji w obecności monofunkcyjnego katalizatora o funkcji
metalicznej może zachodzid według jednego z proponowanych mechanizmów:
przesunięcia grup alkilowych (mechanizm bond-shift) – mechanizm obserwowany zarówno
dla węglowodorów o krótkim, jak i długim łaocuchu węglowym
powstanie 5-członowegocyklicznego kompleksu przejściowego dla węglowodorów o liczbie
atomów węgla większej lub równej 5.
Struktura połączenia przejściowego odpowiedzialnego za przesunięcie grupy alkilowej (mechanizm bond-
shift) nie jest rozstrzygnięta. Przyjmuje się ogólnie, że w tym przypadku następuje dysocjacyjna adsorpcja
cząsteczki węglowodoru z udziałem dwóch nieprzyległych atomów węgla, 1 i 3, na dwóch atomach
metalu,której towarzyszy odszczepienie dwóch atomów wodoru i powstanie dwóch wiązao węgiel – metal typu
δ. Następnie jeden z atomów węgla traci kolejny atom wodoru i przechodzi w formę z wiązaniem podwójnym
(C=M). Przykładowo kompleks adsorpcyjny dla cząsteczki neopentanu ma postad:
M
CH23
C2
M
CH 1
CH3
4
CH3
5
Dalsze przekształcenia tego kompleksu mogą polegad np. na powstaniu przejściowej formy zawierającej
pierścieo cyklopropanu. Pęknięcie wiązania 1,2 w połączeniu typu cyklopropanu i przyłączenie wodoru
prowadzi do powstania 2-metylobutanu. Alternatywnie zamiast formy cyklopropanu postuluje się połączenie
przejściowe o charakterze kompleksu związanego z powierzchnią za pomocą dwóch wiązao C–M:
MM M M

HYDROIZOMERYZACJA N-PARAFIN
4 | S t r o n a
Drugi z mechanizmów (powstanie cyklicznego kompleksu przejściowego) obejmuje następujące etapy:
adsorpcja heksanu, która zachodzi z udziałem atomów węgla C2 i C6 na sąsiadujących atomach metalu
(* - centrum aktywne (metal)):
CH3
CH2
CH2
CH2
CH2
CH3
CH3
CH
CH2
C
H2
CH2
CH
* *
*
H
+ 5* +
połączenie atomów w C2 i C6 nowym wiązaniem C–C, w wyniku czego powstaje pięcioczłonowy
cykliczny kompleks. Przy jego desorpcji otrzymujemy w fazie gazowej metylocyklopentan (produkt
dehydrocyklizacji)
CH3
CH
CH2
C
H2
CH2
CH2
* *
H
CH3
C
CH2
C
H2
CH2
CH
H H
+ * + 3*
przejściowe połączenie cykliczne może ulec przekształceniom bez desorpcji, przy których ulega
pęknięciu inne wiązanie C–C, różne od tego, które powstało przy zamknięciu pierścienia.
CH3
C
CH2
C
H2
CH2
CH
H H
CH3
C
CH2
C
H2
CH
C
H H
*
**
H
CH3
C
CH2
C
H2
C
CH
H H
*
**
H*
+ 4* + 2
+ +
przyłączenie atomów wodoru i desorpcja prowadzi do powstania produktu izomeryzacji
np. 2-metylopentanu lub 3-metylopentanu
CH3
C
CH2
C
H2
C
CH
H H
*
**
H
CH3
CH
CH3
CH2
CH2
CH3
+ 3 5*+
W przypadku małych cząsteczek mechanizm przeniesienia alkilu jest jedyną drogą prowadzącą
do izomeryzacji alkanów. W przypadku większych cząsteczek mechanizm pięcioczłonowego pierścienia
przeważa dla katalizatorów o dużym stopniu dyspersji metalu, natomiast oba rodzaje mechanizmów obserwuje
się dla filmów metalicznych, czystych metali i katalizatorów o średniej i małej dyspersji składnika aktywnego.

HYDROIZOMERYZACJA N-PARAFIN
5 | S t r o n a
IZOMERYZACJA NA MONOFUNKCYJNYCH KATALIZATORACH O WŁAŚCIWOŚCIACH
KWASOWYCH.
Centra kwasowe zlokalizowane na powierzchni stałego kwasu czy superkwasu reagują z cząsteczkami
związków organicznych (węglowodorów) tworząc jony organiczne np. karbokationy. Przemiana karbokationu
na powierzchni ciała stałego zachodzi podobnie jak reakcja tego jonu w roztworze, świadczą o tym:
podobieostwo rozkładu produktów dla reakcji prowadzonych w roztworach kwasów np. H2SO4
i na powierzchni ciał stałych zawierających centra o charakterze kwasowym
podobne wymagania, dla różnych reakcji, co do mocy kwasów w roztworach i mocy centrów
kwasowych na powierzchni ciał stałych
Reakcja izomeryzacji normalnych węglowodorów parafinowych w obecności monofunkcyjnego katalizatora
o właściwościach kwasowych zachodzi przez etap pośredni jonu karboniowego. Najogólniej pokazuje
to następujący schemat:
Pn C+
n C+
i Pi
C+
n ' On ' C+
n ' C+
i 'lub
On 'Oi ' lub
+
+
gdzie: n–P to n-parafina, n–C+ to karbokation o prostym łaocuchu węglowym, n–O to n-olefina,
i–P to izoparafina, i–C+ - karbokation o rozgałęzionym łaocuchu węglowym.
Przegrupowanie karbokationu może zajśd zgodnie z mechanizmem cyklopropanowym (utworzenie
pośredniego związku przejściowego mającego wewnątrz cząsteczki pierścieo cyklopropanu) przyjętym
dla pierwszorzędowych jonów karboniowych, lub zgodnie z mechanizmem przesunięcia grupy alkilowej
w przypadku drugorzędowego jonu karboniowego. W zależności od mocy centrów kwasowych obecnych
na powierzchni monofunkcyjnego katalizatora może zajśd reakcja rozerwania wiązao C–C w cząsteczce
karbokationu (β–rozszczepienie) prowadzące do powstania produktów o niższym ciężarze cząsteczkowym.
POWSTAWANIE KARBOKAT IONÓW
Karbokation definiuje się jako jon organiczny, w którym ładunek dodatni zlokalizowany jest wokół atomu
węgla. Karbokationy w zależności od przesunięd elektronów w cząsteczce różnią się strukturą i trwałością
(reaktywnością). Trwałośd jonów karboniowych maleje w szeregu:
jon III rzędowy > jon II rzędowy > jon I rzędowy
Podobnie zmienia się ich reaktywnośd, jon III rzędowy jest bardziej reaktywny od II rzędowego, a ten
od I rzędowego.

HYDROIZOMERYZACJA N-PARAFIN
6 | S t r o n a
Karbokationy mogą powstad w wyniku reakcji:
przyłączenia protonu do cząsteczki o wiązaniach wielokrotnych, z powstaniem wiązania C–H typu δ,
np. dla propylenu:
CH2
CH CH3
H CH3
CH CH3
+
++
W wyniku reakcji powstaje bardziej trwały drugorzędowy jon karboniowy, nie obserwuje się natomiast jonu
pierwszorzędowego. W przypadku przyłączenia protonu do cząsteczki aromatycznej ładunek dodatni jest
zdelokalizowany w pierścieniu np. w przypadku benzenu:
H
HH+
++
przyłączenia protonu do cząsteczki nasyconej na przykład alkanów. Proton może oddziaływad zarówno
z wiązaniami C–H, jak i C–C. Struktury jonu karboniowego powstałego np. przy przyłączeniu protonu
do cząsteczki etanu mają postad:
CH3
CH2
H
H+
(b)
CH3
H
CH3
+
(a)
lub
Ze wzrostem liczby atomów węgla w cząsteczce rośnie liczba możliwych struktur. Przy oddziaływaniu
protonu na wiązanie C-C, oprócz nieliniowych struktur mostkowych odpowiadających przypadkowi (a), mogą
powstawad także liniowe struktury mostkowe typu C––H––C. Jon karboniowy o takiej strukturze powstały przy
protonowaniu n-heptanu (C3H7–CH2––CH2–C2H5)+, łatwo ulega rozkładowi według równania:
C3H
8C
4H
9C
7H
17
++
+
odszczepienia jonu wodorkowego H-. Reakcja ta może zachodzid z udziałem:
a. protonu pochodzącego z superkwasu, z wydzieleniem wodoru cząsteczkowego:
RH + H+ ↔ R+ +H2
b. centrum kwasowego typu Levisa L:
RH + L ↔ R+ + LH
-
c. jonu karboniowego:
RH + R1+ ↔ R
+ + R1H
d. heterolitycznego rozpadu wiązania C–C, w wyniku którego powstają dwa karbojony o przeciwnych
znakach:
R–R1 ↔ R+ + R1
- lub R–R1 ↔ R
- + R1
+

HYDROIZOMERYZACJA N-PARAFIN
7 | S t r o n a
PRZEKSZTAŁCENIA KARBOKATIONU
Powstawanie karbokationów jest w większości przypadków etapem determinującym całkowitą szybkośd
reakcji, w których jony te pełnią rolę form pośrednich. Powstały jon karboniowy jest aktywną formą, która
ulega następującym przekształceniom
przesunięcie wodoru typu 1,2:
CH3
CH2
C
H
H
C
H
CH3 CH
3CH
2C
H
C
H
CH3
H
+ +
przesunięcie grupy alkilowej:
CH3
C CH CH2
CH3
H
CH3
+CH
3CH C
CH3
H
CH2
CH3
+
Jony karboniowe mogą odszczepid jon H- od obojętnej cząsteczki, co prowadzi do powstania nowego jonu
i nowej cząsteczki. Reakcja ta stanowi etap propagacji w szeregu łaocuchowym reakcji karbokationów
np. polimeryzacji lub oligomeryzacji.
przekazanie protonu do cząsteczki o charakterze zasady np. alkenu, w wyniku czego z jonu
karboniowego powstaje odpowiadający mu alken:
C4H
8CH
3CH CH
2CH
3C CH
3
H
+C
4H
9
++ +
rozpad w położeniu β w stosunku do atomu węgla, na którym zlokalizowany jest ładunek dodatni.
Rozpad ten prowadzi do powstania alkenu i mniejszego jonu karboniowego:
CH3
CH CH2
CH2
CH2
CH2
CH3
H
CH3
CH2
CH CH2
C3H
7++
+
Powstanie z cząsteczki reagenta określonego karbokationu i następnie ścieżka jego przekształcenia do
pożądanego produktu uwarunkowane są charakterystyką kwasowości stałego kwasu czy superkwasu.
Klasycznym przykładem tej zależności jest izomeryzacja niższych węglowodorów olefinowych (butenu,
pentenu). Karbokation powstały w wyniku oddziaływania cząsteczki olefiny i centrum kwasowego powierzchni
katalizatora może ulec przekształceniom prowadzącym do otrzymania produktów reakcji:
izomeryzacji cis-trans
izomeryzacji położenia podwójnego wiązania
izomeryzacji szkieletowej

HYDROIZOMERYZACJA N-PARAFIN
8 | S t r o n a
Ogólnie przyjęty mechanizm reakcji izomeryzacji n-butenu przedstawia poniższy schemat:
CH3
CH2
CH CH2
- H+
CH3
CH2
CH CH3
+
H+
+
H+
+
H+
+ - H+
- H+
CH3
CH CH CH3CH
3CH CH CH
3
CH2
CH2C
CH3
HH(+)
C CH3
CH3
CH2
HH
++
- H+
CH2
C
CH3
CH3
transcis
+
IZOMERYZACJA NA KATALIZATORACH DWUFUNKCYJNYCH
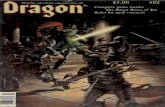
W obecności katalizatorów dwufunkcyjnych o funkcji uwodorniająco-odwodorniającej i kwasowej reakcja
izomeryzacji węglowodorów parafinowych zachodzi w następujących etapach (Rysunek 1):
reakcja odwodornienia n-parafin do n-olefin, reakcja zachodzi na centrum metalicznym
adsorpcja n-olefin na kwaśnych centrach katalizatora, powstawanie jonu karboniowego
przegrupowanie jonu karboniowego do bardziej trwałych ugrupowao (III rzędowy jon karboniowy)
desorpcja III rzędowego jonu karboniowego z kwaśnego centrum katalizatora. Powstawanie izo-olefin
uwodornienie izo-olefin do izo-parafin, na centrum metalicznym katalizatora
Produktami reakcji w obecności dwufunkcyjnego katalizatora zachodzącej według powyższego schematu
są węglowodory parafinowe o pierwotnej liczbie atomów węgla w cząsteczce i różnym stopniu rozgałęzienia
łaocucha, jak również w wyniku pękania wiązao C–C (głównie środkowe wiązania łaocucha) mogą powstawad
produkty krakingu o różnej liczbie atomów węgla w cząsteczce i różnym stopniu rozgałęzienia łaocucha.

HYDROIZOMERYZACJA N-PARAFIN
9 | S t r o n a
Rysunek 1 Schemat hydroizomeryzacji na katalizatorze dwufunkcyjnym
Na katalizatorach dwufunkcyjnych rozkład poszczególnych grup produktów oraz pojedynczych produktów
jest funkcją całkowitego przereagowania, niezależna od warunków reakcji. W przypadku izomeryzacji
na idealnym katalizatorze dwufunkcyjnym przyjmuje się następujące schematy reakcji:
izomeryzacja typu A (przeniesienie alkilu)
izomeryzacja typu B (przegrupowanie przebiegające poprzez pośrednie stadium protonowanego
cyklopropanu. (PCP))
cztery typy reakcji tzw. β–rozszczepienia, oznaczonych jako reakcje hydrokrakingu typu A, B1, B2 oraz
C.
Pierwsze trzy mechanizmy β–rozszczepienia wymagają różnych, charakterystycznych konfiguracji szkieletu
węglowego karbokationu. Mechanizm A ma miejsce jedynie na karbokationach rozgałęzionych w pozycjach
alfa-alfa-gamma i wymaga łaocucha o minimum 8 atomach węgla. Mechanizmy B1 i B2 zachodzą na łaocuchach
o minimum 7 atomach węgla i rozgałęzieniach w pozycjach alfa-alfa oraz alfa-gamma. Mechanizm C zachodzi
dla każdego rozgałęzionego jonu posiadającego więcej niż pięd atomów węgla w łaocuchu węglowym.
Dla kationów zawierających minimum 10 atomów węgla względna szybkośd mechanizmów
β–rozszczepienia maleje według następującego porządku:
A >> B1 > B2 > C
cen
trum
kw
aso
we
cen
tru
m
kw
aso
we
nasycone produkty krakingu
-H2
+H2
nienasycone produkty krakingu
-rozszczepienie
-H2
-H2
+H2
+H2
przegrupowanie
izo-alkeny
izo-deceny C10
H20
trzeciorzędowy
kation
izo-alkilowy
drugorzędowy
kation
n-alkilowy
n-alken
n-decen C10
H20
centrum metaliczne +H2
+H2 -H
2
-H2
izo-alkany
(izo-dekany C10
H22
)
n-alkan
(np n-dekan C10
H22
)

HYDROIZOMERYZACJA N-PARAFIN
10 | S t r o n a
Tabela 2 Typowe przegrupowania wiązao węgiel – węgiel w izomeryzacji i hydrokrakingu parafin
na idealnym, dwufunkcyjnym katalizatorze zeolitowym o dużych porach.
Mechanizmy izomeryzacji
Typ Minimalna liczba atomów węgla
Jony biorące udział w reakcji
Przegrupowanie
A 6 sec → sec +
+
B 5 PCP → sec +
+
Mechanizmy B – rozszczepienia
Typ Minimalna liczba atomów węgla
Jony biorące udział w reakcji
Przegrupowanie
A 8 tert → tert +
+
+
B1 7 sec → tert +
+
+
B2 7 tert → sec +
+
+
C 6 sec → sec +
+ +
W przypadku izomeryzacji reakcje zachodzące z przeniesieniem alkilu (mechanizm A) są około 20-sto
krotnie szybsze od reakcji zachodzących zgodnie z mechanizmem B, poprzez pośrednie stadium
protonowanego cyklopropanu. Przegrupowanie typu B wymaga mocniejszych centrów kwasowych niż
przegrupowanie typu A, a co za tym idzie, tlenek glinu, aktywny w reakcji (1):
(1)
C C
C
C
C C C C
C
C
C C+
C C C
C C
C+
C C C C
C C
C C C
C C
C
H+
+
H+-
H+-
H++
H++
H+-

HYDROIZOMERYZACJA N-PARAFIN
11 | S t r o n a
nie jest aktywny w reakcji izomeryzacji cykloheksenu do metylocyklopentenów (2):
(2)
zachodzącej zgodnie z mechanizmem B przez stadium protonowanego cyklopropanu. Wraz ze wzrostem mocy
centrów kwasowych katalizatora rośnie udział przegrupowania typu B w reakcji izomeryzacji, a zmniejsza się
udział przegrupowania zachodzącego z przeniesieniem alkilu (mechanizm A). Skutkuje to zmniejszeniem
szybkości powstawania struktur, które łatwiej ulegają krakingowi.
Idealny katalizator izomeryzacji węglowodorów parafinowych powinien charakteryzowad się takim
„zrównoważeniem” funkcji metalicznej i kwasowej, by niezależnie od temperatury reakcji jedynymi produktami
przemiany były izomery strukturalne wyjściowego węglowodoru, a niepożądana reakcja krakingu była reakcją
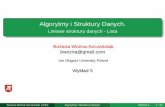
następczą zachodzącą w minimalnym stopniu. Rysunek 2 obrazuje ogólne tendencje przemiany węglowodorów
w obecności katalizatorów dwufunkcyjnych typu metal-nośnik, w zależności od udziału funkcji metalicznej
i kwasowej. Jak można zaobserwowad, wraz ze wzrostem funkcji kwasowej rośnie udział reakcji krakingu,
prowadzących do powstawania olefin. Wzrost funkcji metalicznej prowadzi z kolei do hydrogenolizy
węglowodorów. Z punktu widzenia wydajności reakcji hydroizomeryzacji, katalizator tego procesu powinien
mied wypośrodkowaną funkcję kwasową i metaliczną.
Rysunek 2 Wpływ funkcji metalicznej i kwasowej na rodzaj reakcji zachodzących na katalizatorze
dwufunkcyjnym typu metal-nośnik.
H+
+
H+-
H+
+
H+-
+ H+
+
+
+

HYDROIZOMERYZACJA N-PARAFIN
12 | S t r o n a
CEL DWICZENIA
Celem dwiczenia jest określenie, w zależności od temperatury reakcji, kierunku przemiany n-dekanu
w obecności dwufunkcyjnego katalizatora platynowego zawierającego zeolit.
APARATURA
Badanie aktywności katalizatorów w procesie hydroizomeryzacji prowadzone są w przepływowej, ciśnieniowej,
aparaturze produkcji węgierskiej typ OL 115/09. Schemat aparatury przedstawia Rysunek 3.
Rysunek 3 Schemat aparatury do hydroizomeryzacji n-parafin.
W skład aparatury wchodzi:
mikroreaktor wykonany ze stali kwasoodpornej, o pojemności 8 cm3. Mikroreaktor umieszczony jest
centrycznie w bloku aluminiowym znajdującym się w piecu grzewczym. Temperatura reaktora jest
sterowana przez układ trzech termopar, z których jedna jest umieszczona bezpośrednio w złożu
katalizatora
pompa podawania surowca – multiplikator
biureta surowcowa
pompa olejowa
układ regulacji i rejestracji temperatury bloku i reaktora
chłodnica
separator ciśnieniowy
separator atmosferyczny
łapacz kropel
aparat Schillinga

HYDROIZOMERYZACJA N-PARAFIN
13 | S t r o n a
Surowiec z biurety surowcowej (3) poprzez multiplikator (2) sterowany nastawem pompy olejowej (4)
podawany jest na szczyt mikroreaktora (1), w którym na sicie znajduje się złoże katalityczne, którego dolną
warstwę o wysokości 2,2 cm stanowi korund o granulacji 0,2–0,5 mm. Następną warstwą złoża jest katalizator
(objętośd 3 cm3) o granulacji 0,2–0,5 mm. Górną warstwę złoża stanowi warstwa korundu o granulacji 0,5–0,8
mm, spełniająca równocześnie rolę podgrzewacza. Podany sposób upakowania mikroreaktora zapewnia,
że katalizator znajduje się w obszarze izotermicznym pieca.
Na szczyt reaktora doprowadzany jest również wodór z butli ciśnieniowej, którego przepływ
kontrolowany jest za pomocą przepływomierza bąbelkowego. Mieszanina reakcyjna po przejściu przez reaktor
przepływa przez chłodnicę (6) do układu separatorów (7, 8, 9). Produkt ciekły odbierany jest z separatora
bezciśnieniowego (8), natomiast gaz, po przepłynięciu przez łapacz kropel (9) i układ zaworów kierowany jest
do atmosfery. Okresowo, za pomocą aparatu Schillinga mierzona jest gęstośd gazu odlotowego i pobierana
próbka gazu do analizy.
PRZEBIEG DOŚWIADCZEN IA
Surowce:
n-dekan cz., d=7301 g/cm3
wodór elektrolityczny, d=0,0899 kg/m3
Katalizator: 0,3% mas. Pt/-Al2O3 + 40% mas. Ni-Na-Y)
Parametry reakcji:
temperatura: 250 oC, 280
oC, 310
oC
ciśnienie: 1,0 MPa
VH2: 9 dm3/h
Vn-dekanu: 6 cm3/h
Vkatalizatora: 3 cm3
LHSV: 2 h-1
W mikroreaktorze umieszcza się 3 cm3 katalizatora. Po sprawdzeniu szczelności układu, w dniu
poprzedzającym pomiar aktywności, przeprowadza się redukcję katalizatora (ciśnienie redukcji atmosferyczne,
VH2=9 dm3/h, temperatura koocowa redukcji 500
oC, czas trwania redukcji 4 godziny), po czym obniża się
temperaturę reaktora do temperatury otoczenia. Po upływie około 16 godzin od schłodzenia reaktora
podwyższa się ciśnienie w układzie do ciśnienia pracy i stopniowo podwyższa temperaturę w reaktorze
do temperatury 200 oC, w której rozpoczyna się podawanie surowca. Ogrzewanie reaktora jest kontynuowane,
aż do uzyskania założonej temperatury reakcji.
Po upływie godziny od chwili ustalenia założonej temperatury reakcji rozpoczyna się właściwe
doświadczenie, które trwa około 2,5 godz. (czas podania dwóch pojemności multiplikatora). W tym czasie,
w odstępach półgodzinnych mierzy się gęstośd gazu reakcyjnego przy użyciu aparatu Schillinga oraz pobiera
próbkę gazu do analizy chromatograficznej. Po zakooczeniu doświadczenia do uprzednio zważonej
i schłodzonej w lodówce fiolki odbiera się produkt ciekły, waży i oznacza chromatograficznie jego skład.
Następnie podwyższa się temperaturę w reaktorze do następnej założonej wartości. Po godzinie
od ustalenia zadanych warunków temperaturowych rozpoczyna się następne doświadczenie. W czasie trwania
doświadczenia należy zanotowad objętośd podanego surowca, objętośd podanego wodoru i czas trwania próby.

HYDROIZOMERYZACJA N-PARAFIN
14 | S t r o n a
ANALIZA CHROMATOGRAFICZNA GAZU I PRODUKTU CIEKŁEGO
Skład gazu poreakcyjnego i produktu ciekłego oznacza się chromatograficznie przy użyciu chromatografu
CHROM 4, na kolumnie kapilarnej o długości 60m (faza naniesiona SE-54) przy zastosowaniu detekcji
płomieniowo – jonizacyjnej. Jako gaz nośny stosowany jest azot.
Analizę gazu poreakcyjnego należy wykonad dla próbki 2 cm3 w warunkach izotermicznych (temperatura
otoczenia), zaś analizę produktu ciekłego – dla próbki 1 – również w warunkach izotermicznych ale
w temperaturze 40 oC.
OPRACOWANIE WYNIKÓW
Dla wykonanego doświadczenia wykonad obliczenia:
DLA PRODUKTU GAZOWEGO:
Na podstawie czasów wypływu powietrza i gazu reakcyjnego z aparatu Schillinga obliczyd gęstośd gazu
reakcyjnego wg wzoru:
𝑑2 =(𝜏2)
2
(𝜏𝑝𝑜𝑤𝑖𝑒𝑡𝑟𝑧𝑎 )2∙ 𝑑𝑝𝑜𝑤𝑖𝑒𝑡𝑟𝑧𝑎
gdzie:
d2 – obliczana gęstośd gazu reakcyjnego (kg/m3)
2 – czas wypływu badanego gazu (s)
powietrza– czas wypływu powietrza (s)
dpowietrza – gęstośd powietrza z tablic = 1,2928 kg/m3
Na podstawie analizy chromatograficznej obliczyd hipotetyczną gęstośd węglowodorów obecnych w gazie
odlotowym. Otrzymany chromatogram obrazuje tylko skład mieszaniny węglowodorów obecnych w gazie,
powierzchnia piku odpowiadająca danemu składnikowi jest proporcjonalna do jego udziału masowego
w mieszaninie. Zakładając, że suma powierzchni pików analizowanej mieszaniny odpowiada 100g
węglowodorów obliczyd na podstawie chromatogramu ilośd każdego składnika w kilogramach. Następnie
w oparciu o prawo Avogadro wyznaczyd odpowiadającą tej ilości objętośd składnika w dm3 oraz obliczyd
gęstośd mieszaniny węglowodorów. Obliczyd udział objętościowy danego składnika w mieszaninie gazowych
węglowodorów. Na podstawie wzoru (2) obliczyd udział wodoru w gazie poreakcyjnym.
𝑎 ∙ 𝑑1 + 𝑏 ∙ 𝑑𝑥 = 𝑑2 ∙ (𝑎 + 𝑏) (2)
gdzie:
a – ilośd wodoru w gazach odlotowych, dm3
b – ilośd węglowodorów w gazach odlotowych, dm3
d1 – gęstośd wodoru, d=0,0899 g/dm3
d2 – gęstośd zmierzona (wzór 1), g/dm3
dx – gęstośd obliczona z chromatogramu, g/dm3

HYDROIZOMERYZACJA N-PARAFIN
15 | S t r o n a
Przy wykorzystaniu znajomości udziału wodoru w gazach odlotowych, czasu trwania doświadczenia oraz
szybkości przepływu wodoru obliczyd w dm3 ilośd węglowodorów powstałych w czasie trwania próby.
Następnie obliczyd ilośd poszczególnych węglowodorów w gramach. Obliczenia przedstawid w postaci tabeli:
składnik
Wielkości obliczone z chromatogramu przy założeniu, że całośd stanowi 100g
Wielkości obliczone przy uwzględnieniu obecności H2 w gazie odlotowym
%mas. mol V [dm3] % obj. V [dm
3] m [g]
C1 – C2
C3
itd
DLA PRODUKTU CIEKŁEGO
Na podstawie analizy chromatograficznej (% mas.) i masy odebranego produktu ciekłego obliczyd ilośd
gramów poszczególnych węglowodorów w produkcie ciekłym.
DLA CAŁOŚCI
a. zsumowad obliczone masy poszczególnych składników obecnych w gazie odlotowym i w produkcie
ciekłym
b. na podstawie znajomości ilości podanego surowca i ilości powstałych produktów określid stopieo
dokładności doświadczenia (strata, superata)
c. określid:
stopieo przereagowania n-dekanu
selektywnośd do produktów izomeryzacji
selektywnośd do produktów krakingu
selektywnośd do pentanów