Ćwiczenie 1 Wybrane metody przygotowania i badania...
21
Technologia urządzeń mechatroniki TUM II - laboratorium Ćwiczenie 1 „Wybrane metody przygotowania i badania proszków, budowa i zasada działania prasy szybkobieżnej oraz metody badania spieków” Instrukcja laboratoryjna „Człowiek - najlepsza inwestycja” Projekt współfinansowany przez Unię Europejską w ramach Europejskiego Funduszu Społecznego Warszawa 2011
-
Upload
truongmien -
Category
Documents
-
view
220 -
download
0
Transcript of Ćwiczenie 1 Wybrane metody przygotowania i badania...
Technologia urządzeń mechatroniki TUM II
- laboratorium
Ćwiczenie 1
„Wybrane metody przygotowania i badania proszków,
budowa i zasada działania prasy szybkobieżnej
oraz metody badania spieków”
Instrukcja laboratoryjna
„Człowiek - najlepsza inwestycja”
Projekt współfinansowany przez Unię Europejską
w ramach Europejskiego Funduszu Społecznego
Warszawa 2011
2 Ćwiczenie 1
„Badanie wyprasek i spieków z materiałów proszkowych”
Technologia urządzeń mechatroniki
TUM II
1. WSTĘP
1.1. Cel ćwiczenia
Zapoznanie studentów z podstawowymi metodami związanymi z:
- przygotowaniem proszków metalowych do ich dalszego przetwarzania,
- badaniem proszków metalowych o cząstkach drobnych, szczególnie o cząstkach
drobnych
- budową i zasadą pracy prasy mechanicznej o działaniu automatycznym do formowa-
nia wyprasek z proszków,
- podstawowymi badaniami spieków.
1.2. Zakres wymaganych wiadomości
Prawidłowe przygotowanie do przeprowadzenia ćwiczenia wymaga zaznajomienia się z
obowiązującą instrukcją oraz z odpowiednim fragmentem wykładu. Niezbędne jest również
uzupełnienie wiadomości w oparciu o podstawową literaturę z zakresu badania właściwości
użytkowych wyrobów stosowanych w mechatronice. Zakres wymaganych wiadomości jest
następujący:
- metody badania gęstości spieków metalowych i ceramicznych,
- metody określania wielkości cząstek proszków, ze szczególnym wyróżnieniem proszków
drobnych,
- metody badania spieków przeznaczonych na elementy konstrukcyjne,
- metody badania spieków stosowanych jako elementy porowate,
- poznanie budowy i zasady działania młyna do mielenia proszków na podstawie młynka
laboratoryjnego,
- budowa pras do prasowania proszków.

Ćwiczenie 1 3
„Badanie wyprasek i spieków z materiałów proszkowych”
Technologia urządzeń mechatroniki
TUM II
2. WPROWADZENIE
(Opis technologii, jej istota, zjawiska fizyczne, parametry i warunki technologiczne
procesu, zastosowania).
2.1. Informacje ogólne
1). Przygotowanie proszków metodą mielenia wsadu
Metalurgia proszków jest nowoczesną techniką wykorzystywaną do wytwarzania bar-
dzo różnych wyrobów o wręcz skrajnie odmiennych cechach użytkowych. Proszki wytwarza
się różnymi metodami. Bardzo często proszki wytwarza się metodą mielenia materiału pod-
stawowego na sucho lub na mokro. Proces ten prowadzony jest w młynach kulowych. Wsa-
dem do młyna jest na ogół materiał twardy i kruchy, który pod dynamicznym działaniem kul
ulega rozbiciu na drobne fragmenty. Wielkość cząstek takich proszków jest, dla danego mate-
riału i warunków mielenia, zależna od czasu trwania procesu rozdrabniania.
2). Określanie składu granulometrycznego proszków
Proszki wytwarzane różnymi metodami zawierają cząstki o różnych wielkościach. Są
to tzw. proszki wielofrakcyjne. Konieczne jest więc określenie składu granulometrycznego
takiego proszku, tj. określenie zawartości poszczególnych frakcji w całej jego objętości. Anali-
zę tę prowadzi się różnymi metodami. Powszechnie stosowane metody pomiaru wielkości czą-
stek, ze względu na ich bardzo rozbudowany kształt, są obarczone błędami. Dokładne określe-
nie zawartości cząstek poszczególnych frakcji w proszku wielofrakcyjnym jest możliwe tylko
dla proszków o cząstkach idealnie kulistych.
Ze względu na prostotę pomiaru, najczęściej analiza składu granulometrycznego reali-
zowana jest metodą sitową. Ograniczeniem stosowania metody sitowej jest minimalna wiel-
kość cząstek proszku. Metoda ta może być stosowana dla proszków o wielkości cząstek po-
wyżej 40 μm.
Inna metoda określania udziału poszczególnych frakcji proszku opiera się na prawie
Stockesa. Polega ona na pomiarze szybkości swobodnego opadania cząstek w cieczy. W opar-
ciu o szybkość opadania cząstek określa się ich wielkość. A więc jest to pomiar pośredni wiel-
4 Ćwiczenie 1
„Badanie wyprasek i spieków z materiałów proszkowych”
Technologia urządzeń mechatroniki
TUM II
kości cząstek. W trakcie pomiaru musi być dokładnie kontrolowana temperatura cieczy, od
której zależy jej lepkość, a co za tym idzie warunki prowadzenia oznaczenia. Nawet niewielka
zmiana temperatury wpływa na zmianę lepkości cieczy, co z kolei przekłada się natychmiast
ma pomiar czasu opadania cząstek i błędne określenie wielkości cząstek badanego proszku.
Nowoczesna metoda pomiaru wielkości cząstek opiera się na pomiarze wielkości od-
chylenia wiązki strumienia światła laserowego niskiej mocy na cząstkach badanego proszku.
Metoda ta jest preferowanym standardem do pomiaru cząstek w zakresie 0,1 ‚ 2000 μm.
Każdy przyrząd mierzący wielkość cząstek w oparciu o pomiar rozproszenia światła za-
wiera optyczną jednostkę pomiarową, którą określa podstawowy detektor wielkości cząstek
oraz komputer kierujący pomiarami i przedstawiający wyniki analiz w postaci odpowiedniej
prezentacji.
Rozproszenie światła laserowego jest unikalną, elastyczną techniką określania wielkości
zdolną, w szczególności, mierzyć strukturę wielkości fazy jednego materiału w innym.
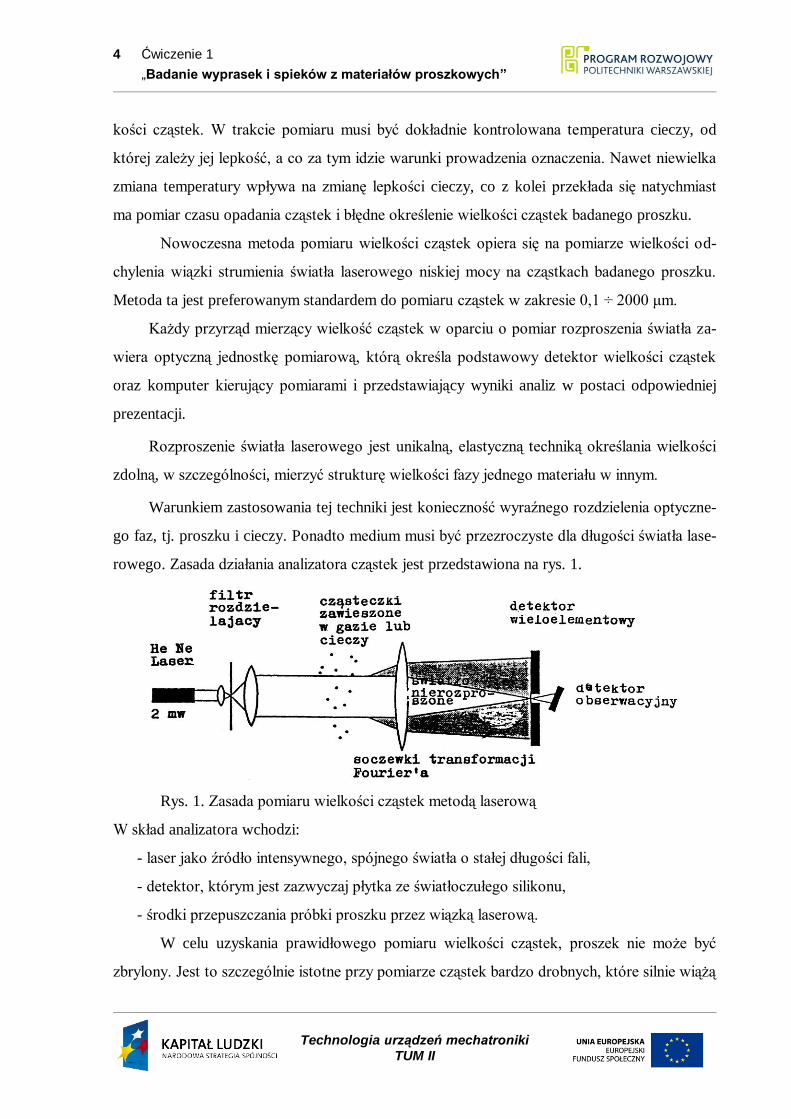
Warunkiem zastosowania tej techniki jest konieczność wyraźnego rozdzielenia optyczne-
go faz, tj. proszku i cieczy. Ponadto medium musi być przezroczyste dla długości światła lase-
rowego. Zasada działania analizatora cząstek jest przedstawiona na rys. 1.
Rys. 1. Zasada pomiaru wielkości cząstek metodą laserową
W skład analizatora wchodzi:
- laser jako źródło intensywnego, spójnego światła o stałej długości fali,
- detektor, którym jest zazwyczaj płytka ze światłoczułego silikonu,
- środki przepuszczania próbki proszku przez wiązką laserową.
W celu uzyskania prawidłowego pomiaru wielkości cząstek, proszek nie może być
zbrylony. Jest to szczególnie istotne przy pomiarze cząstek bardzo drobnych, które silnie wiążą
Ćwiczenie 1 5
„Badanie wyprasek i spieków z materiałów proszkowych”
Technologia urządzeń mechatroniki
TUM II
się między sobą. Dlatego stosuje się równocześnie dwie metody przygotowawcze. Pierwsza
polega na wprowadzeniu próbki proszku do cieczy, a druga na wprowadzeniu do pojemnika z
cieczą i proszkiem drgań ultradźwiękowych. Gwarantuje to dokładne odizolowanie poszcze-
gólnych ziarn między sobą. Sam pomiar wielkości cząstek polega na porównaniu badanej
cząstki do kuli o równoważnej powierzchni.
3). Badanie właściwości użytkowych wyrobów spiekanych
Metalurgia proszków znalazła szerokie zastosowanie w wielkoseryjnej i masowej pro-
dukcji różnych wyrobów. Specyficzną cechą tej technologii jest możliwość wytwarzania
kształtek porowatych w całej swojej objętości. Z jednej strony porowatość spieków jest ich
wadą, np. w elementach konstrukcyjnych, w których istotne są wysokie właściwości wytrzy-
małościowe. Zawartość porów w takich kształtkach powoduje zmniejszenie parametrów wy-
trzymałości spieków. Dlatego stosowanie spieków w określonych zastosowaniach musi być
dokładnie przeanalizowane. W węzłach konstrukcyjnych, od których wymaga się wysokich
właściwości wytrzymałościowych stosowanie spieków musi być wyeliminowane.
Należy jednak zaznaczyć, że porowatość materiału spiekanego nie jest cechą jedno-
znacznie negatywną. W wielu przypadkach wykorzystuje się ją do wytwarzania elementów
niemożliwych do wykonania innymi metodami. Można tu wymienić przykładowo łożyska sa-
mosmarujące czy filtry.
Ze względu na odmienne od klasycznych metod wytwarzania, odmienną strukturę, a co
za tym idzie charakterystyczne właściwości fizyczne, a często i chemiczne, materiały te wyma-
gają zmodyfikowanych lub specjalnych metod badań.
W przypadku spieków, jak już wcześniej wspomniano, zasadniczy wpływ na stosowane
metody pomiarów właściwości użytkowych wywiera ich porowatość, wynosząca zazwyczaj od
kilku do kilkunastu procent, a dla spieków o dużej porowatości, nawet większą.
Dlatego też dla spieków, mimo iż zasadniczy charakter pomiaru nie ulega zmianie, jego
przeprowadzenie przebiega często w sposób odmienny niż w przypadku materiałów litych.
Badania materiałów otrzymanych na drodze metalurgii proszków prowadzi się na ele-
mentach spieczonych. Czasami prowadzi się badania właściwości mechanicznych wyprasek
(przed spiekaniem), szczególnie wykonanych z materiałów trudnoprasowalnych i kruchych,
6 Ćwiczenie 1
„Badanie wyprasek i spieków z materiałów proszkowych”
Technologia urządzeń mechatroniki
TUM II
celem określenia warunków transportu międzyoperacyjnego, np. pomiędzy stanowiskami wy-
twórczymi (prasy) a piecami, w których prowadzony jest proces spiekania.
Do najczęściej przeprowadzanych badań spieków z proszków metalowych i ceramicznych na-
leży:
- oznaczenie gęstości,
- oznaczenie porowatości otwartej,
- oznaczenie twardości,
- oznaczenie właściwości mechanicznych.
Oznaczenie gęstości spieków
Określenie gęstości objętościowej (masy objętościowej) wyprasek i spieków jest jedną
z najważniejszych metod badania właściwości materiałów spiekanych. Wynika to z faktu, że
większość właściwości fizycznych (w tym mechanicznych) zależy prawie wprost proporcjonal-
nie od gęstości spieków. Gęstość objętościowa (masa objętościowa) wyraża gęstość pozorną,
jaką osiągnęła badana kształtka, liczona z zajmowanej przez nią objętości i jej masy. Jest to
gęstość (masa) nie uwzględniająca pojemności porów otwartych i zamkniętych.
Gęstość objętościowa (masa objętościowa) określana jest jako stosunek masy kształtki
do jej całkowitej objętości łącznie z porami. Określa się ją tzw. metodą geometryczną lub me-
todą Archimedesa.
Metoda geometryczna może być stosowana dla elementów o prostych kształtach geo-
metrycznych pozwalających na wyznaczenie objętości przez bezpośrednie pomiary wymiarów
geometrycznych i niezbędne obliczenia. Następnie kształtki waży się i oblicza gęstość z zależ-
ności:
V
md [Mg/m
3]
m – masa próbki,
V – objętość próbki.
Metoda geometryczna jest stosunkowo mało dokładna i stosowana może być raczej ja-
ko metoda orientacyjna. Szczególnie trudne może być przeprowadzenie badania w przypadku
próbek z wykruszonymi krawędziami.
Znacznie dokładniejsza jest metoda oparta na prawie Archimedesa, polegająca na okre-
śleniu objętości spieku z różnicy jego ciężaru w powietrzu i cieczy (np. w wodzie). Do pomia-

Ćwiczenie 1 7
„Badanie wyprasek i spieków z materiałów proszkowych”
Technologia urządzeń mechatroniki
TUM II
ru gęstości próbki muszą być odpowiednio przygotowane. Przygotowanie próbki do badania
polega na zabezpieczeniu powierzchni porowatej przed wnikaniem wody w pory otwarte spie-
ku. W ten sposób zabezpiecza się próbkę przed korozją międzyziarnową. Uzyskuje się to przez
wypełnienie porów olejem, bądź specjalnymi mieszaninami olejów i innych składników. Nasy-
cania takiego nie stosuje się dla spieków ceramicznych, gdyż nie ulegają one korozji i mogą
być nasycane wodą podczas pomiaru.
Po nasyceniu spiek waży się w wodzie destylowanej na wadze z podwójną szalką
(rys. 2),
Rys. 2. Waga z podwójną szalką
a gęstość objętościową (masę właściwą) wyznacza się z wzoru:
32
1
mm
dmd w
d – gęstość objętościowa spieku,
m1 – masa spieku przed nasyceniem,
m2 – masa spieku po nasyceniu określona w powietrzu,
m3 – masa spieku po nasyceniu określona w wodzie,
dw – gęstość wody.
Pomiar porowatości otwartej spieków
Porowatość otwarta spieku określana jest jako stosunek objętości porów ciągłych ma-
jących ujście na zewnętrznych powierzchniach próbki do jego objętości całkowitej. Oznaczenie
porowatości otwartej przeprowadza się na wadze z podwójną szalką i określa z odpowiednich
wzorów (w procentach):
a) dla spieków metalowych:
1 – szalka do ważenia próbki w powie-
trzu,
2 – szalka do ważenia próbki w wodzie
8 Ćwiczenie 1
„Badanie wyprasek i spieków z materiałów proszkowych”
Technologia urządzeń mechatroniki
TUM II
%100)(
)(
32
42
n
w
dmm
dmm
m2 – masa próbki nasyconej określona w powietrzu,
m3 – masa próbki nasyconej określona w wodzie,
m4 – masa próbki po usunięciu cieczy nasycającej (ekstrakcji),
dw – gęstość wody,
dn – gęstość oleju, którym nasycono próbkę.
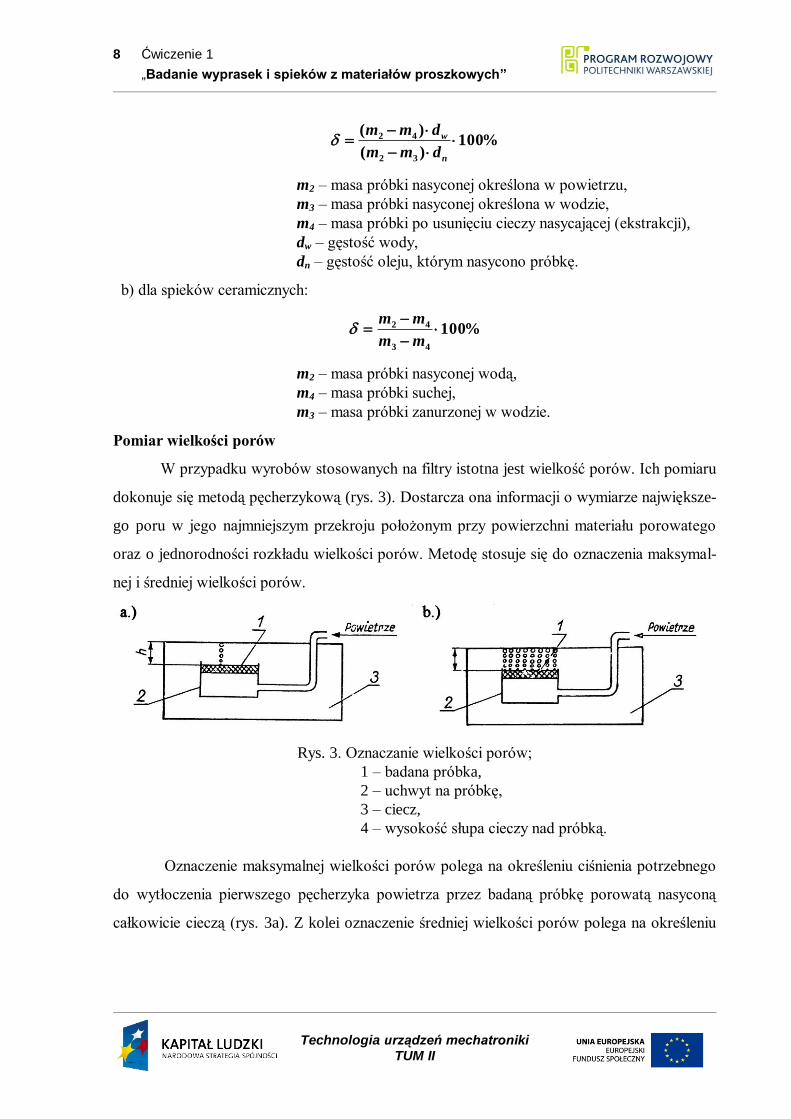
b) dla spieków ceramicznych:
%10043
42
mm
mm
m2 – masa próbki nasyconej wodą,
m4 – masa próbki suchej,
m3 – masa próbki zanurzonej w wodzie.
Pomiar wielkości porów
W przypadku wyrobów stosowanych na filtry istotna jest wielkość porów. Ich pomiaru
dokonuje się metodą pęcherzykową (rys. 3). Dostarcza ona informacji o wymiarze największe-
go poru w jego najmniejszym przekroju położonym przy powierzchni materiału porowatego
oraz o jednorodności rozkładu wielkości porów. Metodę stosuje się do oznaczenia maksymal-
nej i średniej wielkości porów.
Rys. 3. Oznaczanie wielkości porów;
1 – badana próbka,
2 – uchwyt na próbkę,
3 – ciecz,
4 – wysokość słupa cieczy nad próbką.
Oznaczenie maksymalnej wielkości porów polega na określeniu ciśnienia potrzebnego
do wytłoczenia pierwszego pęcherzyka powietrza przez badaną próbkę porowatą nasyconą
całkowicie cieczą (rys. 3a). Z kolei oznaczenie średniej wielkości porów polega na określeniu

Ćwiczenie 1 9
„Badanie wyprasek i spieków z materiałów proszkowych”
Technologia urządzeń mechatroniki
TUM II
ciśnienia powodującego wydzielanie pęcherzyków powietrza z całej badanej powierzchni
próbki (rys. 3b).
Badanie przeprowadza się stosując próbki o kształcie tarczy o średnicy 25 ‚ 100 mm i
grubości 0,25 ‚ 10 mm lub o kształcie tulei o powierzchni czynnej 5 ‚ 10 cm2. Należy zazna-
czyć, że niedopuszczalna jest obróbka mechaniczna powierzchni czynnej próbki. Próbki nasyca
się alkoholem etylowym lub izopropylowym, w którym następnie prowadzi się oznaczenie.
Maksymalną lub średnią wielkość porów oblicza się w μm ze wzoru:
hgpd
6104
p – ciśnienie, przy którym obserwuje się zjawisko wydzielania się pęcherzyków,
σ – napięcie powierzchniowe [N/m],
g – przyspieszenie ziemskie,
ρ – gęstość cieczy [Ns2/m
4],
h – wysokość słupa cieczy nad badaną próbką [m].
Pomiar twardości
Badanie twardości spieków metalowych znacznie różni się od badania tego parametru
dla spieków ceramicznych.
Oznaczanie twardości spieków metalowych, ze względu na ich porowatość, może być
obarczone dużym błędem. Dotyczy to szczególnie metod, przy których stosuje się, jako
wgłębniki, ostrza diamentowe o kształcie ostrosłupa. Wgłębniki te po natrafieniu na por mogą
łatwo wgłębiać się, dając błędne odczyty twardości. Dlatego też twardość spieków metalo-
wych mierzy się najczęściej na twardościomierzach z wgłębnikami kulkowymi o dość dużej
średnicy. Otrzymuje się przy tym wyniki niejako „uśrednione”, uwzględniające zwiększoną,
wskutek porowatości, plastyczność spieku. Powtarzalność wyników jest mniejsza niż przy
materiałach litych. Ich rozrzut wynosi 10 ‚ 15 %.
Pomiary twardości spieków metalowych przeprowadza się sposobem Brinella, Roc-
kwella oraz metodą pomiaru głębokości odcisku kulki. Często stosowanym sposobem pomiaru
twardości jest metoda Vockersa. Wybór sposobu oznaczenia zależy od rodzaju spieku i jego
twardości.
Próbę twardości sposobem Brinella przeprowadza się dla spieków, przy których nie
występują trudności odczytu średnicy odcisku kulki. Badanie przeprowadza się tak, jak dla
10 Ćwiczenie 1
„Badanie wyprasek i spieków z materiałów proszkowych”
Technologia urządzeń mechatroniki
TUM II
materiałów litych, z tą różnicą, że współczynnik „n” przyjmuje się w zależności od twardości
spieku według tablicy 1, a nie w zależności od rodzaju materiału.
Tablica 1. Wartości współczynnika „n” przy pomiarach twardości spieków sposobem Brinella
Twardość spieku HB Współczynnik „n”
poniżej 20
20 ‚ 60
60 ‚ 150
powyżej 150
2,5
5
10
30
Próbę twardości sposobem Rockwella prowadzi się dla spieków o dużej twardości
(ulepszonych cieplnie), w taki sam sposób jak materiałów litych. Należy jednak zaznaczyć, że
w przypadku pomiaru twardości spieków nasyconych olejem może powstać poduszka olejowa
między badanym przedmiotem a stolikiem przyrządu. Aby do tego nie dopuścić należy spiek
wstępnie osuszyć, a przed badaniem ustawić na okres co najmniej 2 godzin na bibule po-
wierzchnią, która podczas pomiaru będzie dotykać stolika twardościomierza.
Próbę twardości metodą pomiaru głębokości odcisku kulki prowadzi się, gdy niemoż-
liwy jest odczyt średnicy odcisku kulki. Do przeprowadzenia pomiaru stosuje się odpowiednio
przystosowane twardościomierze Rockwella lub uniwersalne aparaty Brinella-Rockwella,
umożliwiające wywieranie obciążenia wstępnego 100 N i obciążenia całkowitego 625 N. Jako
wgłębniki stosuje się kulki o średnicy 5 mm lub 2,5 mm. Podstawowe badanie prowadzi się z
wykorzystaniem kulki o średnicy 2,5 mm. Kulkę o średnicy 5 mm stosuje się, gdy grubość ba-
danego przedmiotu uniemożliwia stosowanie kulki 2,5 mm; daje ona głębszy odcisk. Istotną
rolę przy pomiarze odgrywa grubość próbki. Należy ją dobierać tak, aby na powierzchni prze-
ciwległej do odcisku nie powstało miejscowe odkształcenie lub inne znaki wskazujące na dzia-
łanie siły obciążającej. Minimalne grubości próbek w zależności od twardości odczytanej na
skali Rockwella C, przy zastosowaniu kulki o średnicy 2,5 mm – HR2,5 lub przy zastosowaniu
kulki o średnicy 5 mm – HR5 podano w tablicy 2.

Ćwiczenie 1 11
„Badanie wyprasek i spieków z materiałów proszkowych”
Technologia urządzeń mechatroniki
TUM II
Tablica 2. Minimalne grubości próbek przy próbie twardości metodą pomiaru głębokości od-
cisku kulki
Twardość
HR2,5 lub
R5
Grubość ba-
danej próbki
[mm]
Twardość
HR2,5 lub
R5
Grubość ba-
danej próbki
[mm]
Twardość
HR2,5 lub
R5
Grubość ba-
danej próbki
[mm]
10
20
30
40
50
55
60
1,8
1,6
1,4
1,2
1,0
0,9
0,8
63
67
70
73
75
78
80
0,75
0,7
0,6
0,55
0,5
0,45
0,4
82
84
86
88
90
0,35
0,3
0,3
0,25
0,2
Próbę przeprowadza się następująco. Po wstępnym obciążeniu kulki, ustawia się skalę
czujnika na ‘zero” (skala C lub A w aparacie Rockwella), po czym obciąża się kulkę obciąże-
niem głównym. Obciążenie główne zwalnia się, gdy zakończy się proces odkształcenia pla-
stycznego próbki, którego wyrazem jest zatrzymanie przesuwania się wskazówki czujnika.
Przy pozostawionym obciążeniu wstępnym dokonuje się odczytu trwałego przyrostu głęboko-
ści odcisku w jednostkach Rockwella A lub C. Otrzymane wyniki można przeliczyć na twar-
dość Brinella według wzorów:
hHRRHB
8000
5,2100
400/5,62/5,2
hHRRHB
4000
5100
2000/5,62/5
h – głębokość odcisku [μm].
Badanie twardości spieków ceramicznych polega na oznaczeniu twardości według skali
Mohsa. Badanie polega na przeprowadzeniu prób wzajemnego rysowania badanego materiału i
minerału skali twardości. Jeżeli badany materiał i minerał nie rysują się nawzajem, wówczas
materiał ma tę samą twardość co minerał. Jeżeli natomiast materiał rysuje minerał, a nie podle-
ga rysowaniu przez następny pod względem twardości, to jego twardość leży pomiędzy twar-
dościami obu minerałów. Skalę twardości w skali Mohsa przedstawiono w tablicy 3.
12 Ćwiczenie 1
„Badanie wyprasek i spieków z materiałów proszkowych”
Technologia urządzeń mechatroniki
TUM II
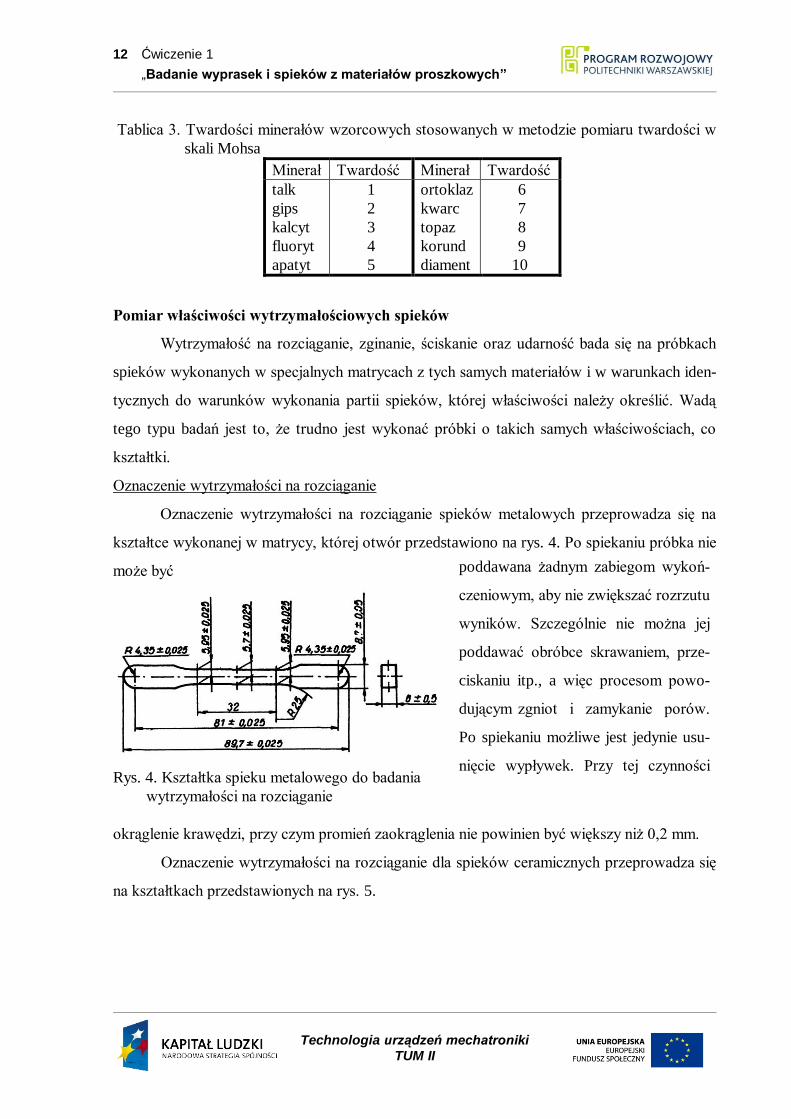
Tablica 3. Twardości minerałów wzorcowych stosowanych w metodzie pomiaru twardości w
skali Mohsa
Minerał Twardość Minerał Twardość
talk
gips
kalcyt
fluoryt
apatyt
1
2
3
4
5
ortoklaz
kwarc
topaz
korund
diament
6
7
8
9
10
Pomiar właściwości wytrzymałościowych spieków
Wytrzymałość na rozciąganie, zginanie, ściskanie oraz udarność bada się na próbkach
spieków wykonanych w specjalnych matrycach z tych samych materiałów i w warunkach iden-
tycznych do warunków wykonania partii spieków, której właściwości należy określić. Wadą
tego typu badań jest to, że trudno jest wykonać próbki o takich samych właściwościach, co
kształtki.
Oznaczenie wytrzymałości na rozciąganie
Oznaczenie wytrzymałości na rozciąganie spieków metalowych przeprowadza się na
kształtce wykonanej w matrycy, której otwór przedstawiono na rys. 4. Po spiekaniu próbka nie
może być
Rys. 4. Kształtka spieku metalowego do badania
wytrzymałości na rozciąganie
okrąglenie krawędzi, przy czym promień zaokrąglenia nie powinien być większy niż 0,2 mm.
Oznaczenie wytrzymałości na rozciąganie dla spieków ceramicznych przeprowadza się
na kształtkach przedstawionych na rys. 5.
poddawana żadnym zabiegom wykoń-
czeniowym, aby nie zwiększać rozrzutu
wyników. Szczególnie nie można jej
poddawać obróbce skrawaniem, prze-
ciskaniu itp., a więc procesom powo-
dującym zgniot i zamykanie porów.
Po spiekaniu możliwe jest jedynie usu-
nięcie wypływek. Przy tej czynności
dopuszcza się zaokrąg-
Ćwiczenie 1 13
„Badanie wyprasek i spieków z materiałów proszkowych”
Technologia urządzeń mechatroniki
TUM II
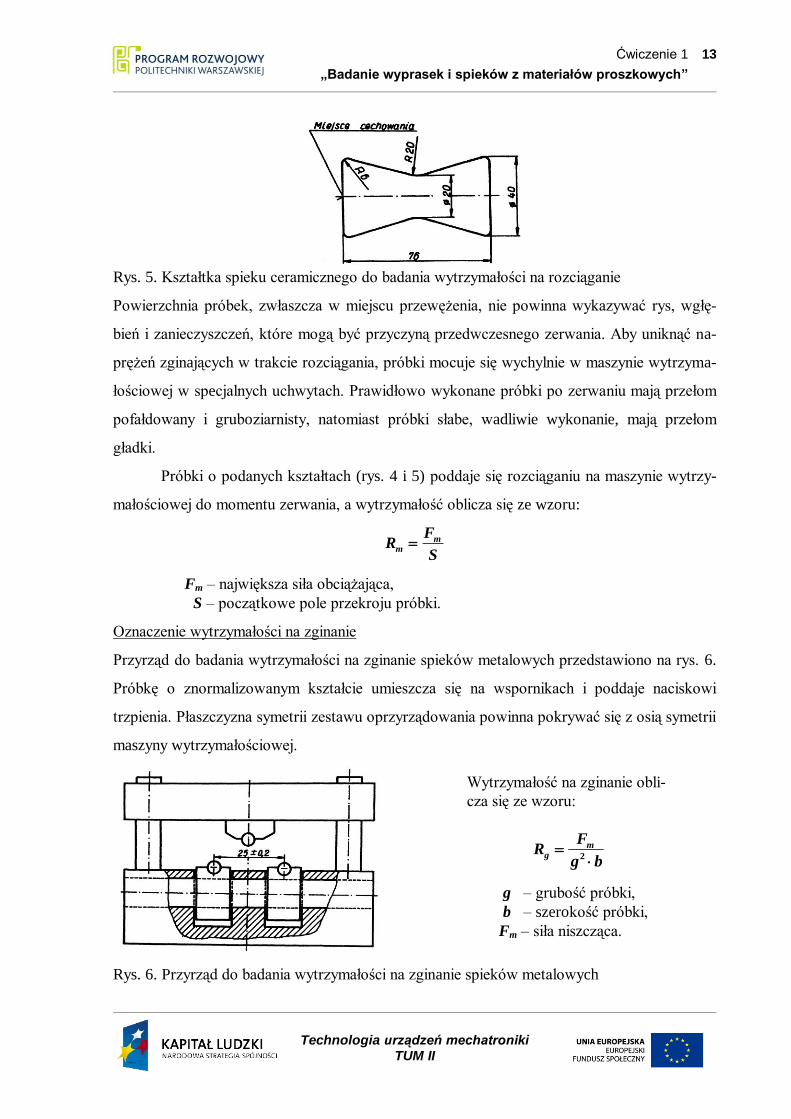
Rys. 5. Kształtka spieku ceramicznego do badania wytrzymałości na rozciąganie
Powierzchnia próbek, zwłaszcza w miejscu przewężenia, nie powinna wykazywać rys, wgłę-
bień i zanieczyszczeń, które mogą być przyczyną przedwczesnego zerwania. Aby uniknąć na-
prężeń zginających w trakcie rozciągania, próbki mocuje się wychylnie w maszynie wytrzyma-
łościowej w specjalnych uchwytach. Prawidłowo wykonane próbki po zerwaniu mają przełom
pofałdowany i gruboziarnisty, natomiast próbki słabe, wadliwie wykonanie, mają przełom
gładki.
Próbki o podanych kształtach (rys. 4 i 5) poddaje się rozciąganiu na maszynie wytrzy-
małościowej do momentu zerwania, a wytrzymałość oblicza się ze wzoru:
S
FR m
m
Fm – największa siła obciążająca,
S – początkowe pole przekroju próbki.
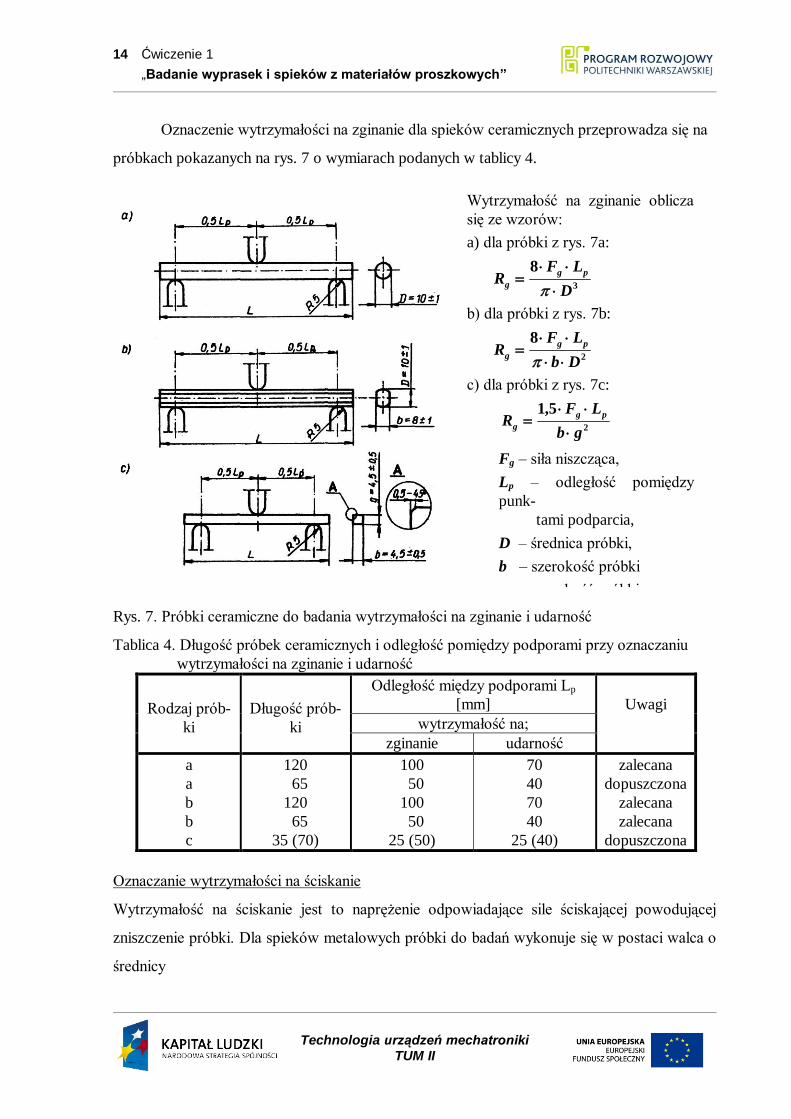
Oznaczenie wytrzymałości na zginanie
Przyrząd do badania wytrzymałości na zginanie spieków metalowych przedstawiono na rys. 6.
Próbkę o znormalizowanym kształcie umieszcza się na wspornikach i poddaje naciskowi
trzpienia. Płaszczyzna symetrii zestawu oprzyrządowania powinna pokrywać się z osią symetrii
maszyny wytrzymałościowej.
Rys. 6. Przyrząd do badania wytrzymałości na zginanie spieków metalowych
Wytrzymałość na zginanie obli-
cza się ze wzoru:
bg
FR m
g
2
g – grubość próbki,
b – szerokość próbki,
Fm – siła niszcząca.
14 Ćwiczenie 1
„Badanie wyprasek i spieków z materiałów proszkowych”
Technologia urządzeń mechatroniki
TUM II
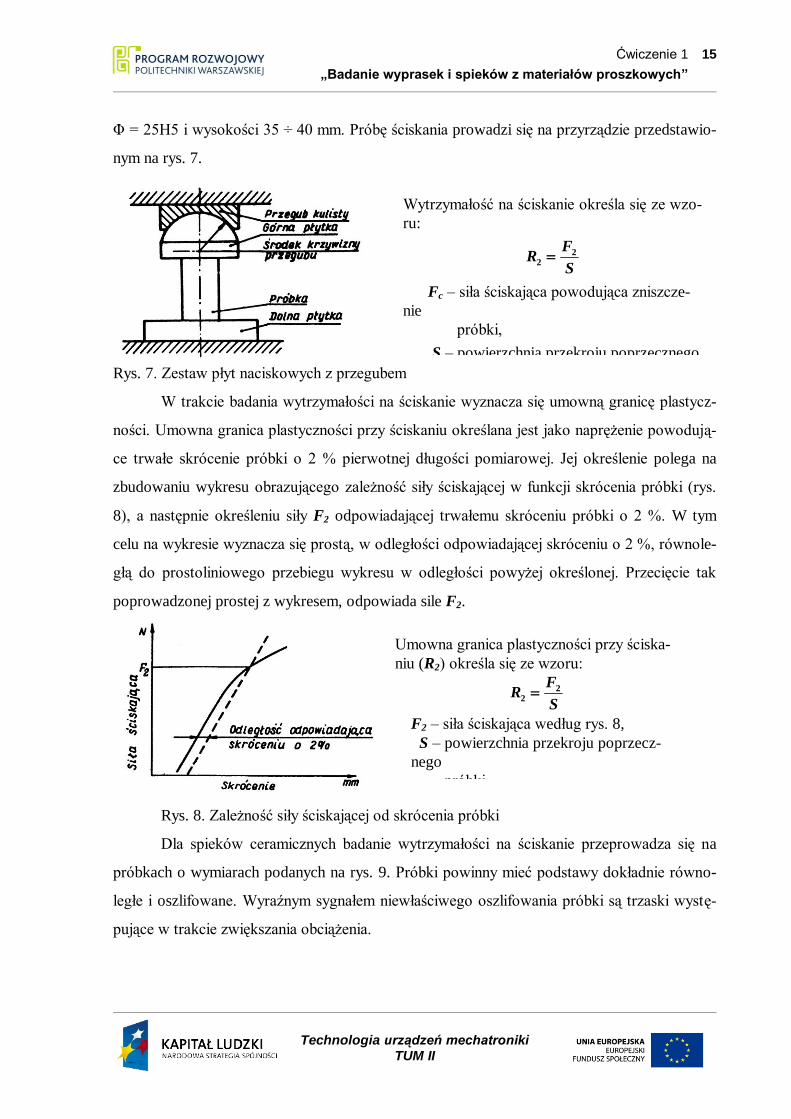
Oznaczenie wytrzymałości na zginanie dla spieków ceramicznych przeprowadza się na
próbkach pokazanych na rys. 7 o wymiarach podanych w tablicy 4.
Rys. 7. Próbki ceramiczne do badania wytrzymałości na zginanie i udarność
Tablica 4. Długość próbek ceramicznych i odległość pomiędzy podporami przy oznaczaniu
wytrzymałości na zginanie i udarność
Rodzaj prób-
ki
Długość prób-
ki
Odległość między podporami Lp
[mm]
Uwagi
wytrzymałość na;
zginanie udarność
a
a
b
b
c
120
65
120
65
35 (70)
100
50
100
50
25 (50)
70
40
70
40
25 (40)
zalecana
dopuszczona
zalecana
zalecana
dopuszczona
Oznaczanie wytrzymałości na ściskanie
Wytrzymałość na ściskanie jest to naprężenie odpowiadające sile ściskającej powodującej
zniszczenie próbki. Dla spieków metalowych próbki do badań wykonuje się w postaci walca o
średnicy
Wytrzymałość na zginanie oblicza
się ze wzorów:
a) dla próbki z rys. 7a:
3
8
D
LFR
pg
g
b) dla próbki z rys. 7b:
2
8
Db
LFR
pg
g
c) dla próbki z rys. 7c:
2
5,1
gb
LFR
pg
g
Fg – siła niszcząca,
Lp – odległość pomiędzy
punk-
tami podparcia,
D – średnica próbki,
b – szerokość próbki
g – wysokość próbki,
Ćwiczenie 1 15
„Badanie wyprasek i spieków z materiałów proszkowych”
Technologia urządzeń mechatroniki
TUM II
Φ = 25H5 i wysokości 35 ‚ 40 mm. Próbę ściskania prowadzi się na przyrządzie przedstawio-
nym na rys. 7.
Rys. 7. Zestaw płyt naciskowych z przegubem
W trakcie badania wytrzymałości na ściskanie wyznacza się umowną granicę plastycz-
ności. Umowna granica plastyczności przy ściskaniu określana jest jako naprężenie powodują-
ce trwałe skrócenie próbki o 2 % pierwotnej długości pomiarowej. Jej określenie polega na
zbudowaniu wykresu obrazującego zależność siły ściskającej w funkcji skrócenia próbki (rys.
8), a następnie określeniu siły F2 odpowiadającej trwałemu skróceniu próbki o 2 %. W tym
celu na wykresie wyznacza się prostą, w odległości odpowiadającej skróceniu o 2 %, równole-
głą do prostoliniowego przebiegu wykresu w odległości powyżej określonej. Przecięcie tak
poprowadzonej prostej z wykresem, odpowiada sile F2.
Rys. 8. Zależność siły ściskającej od skrócenia próbki
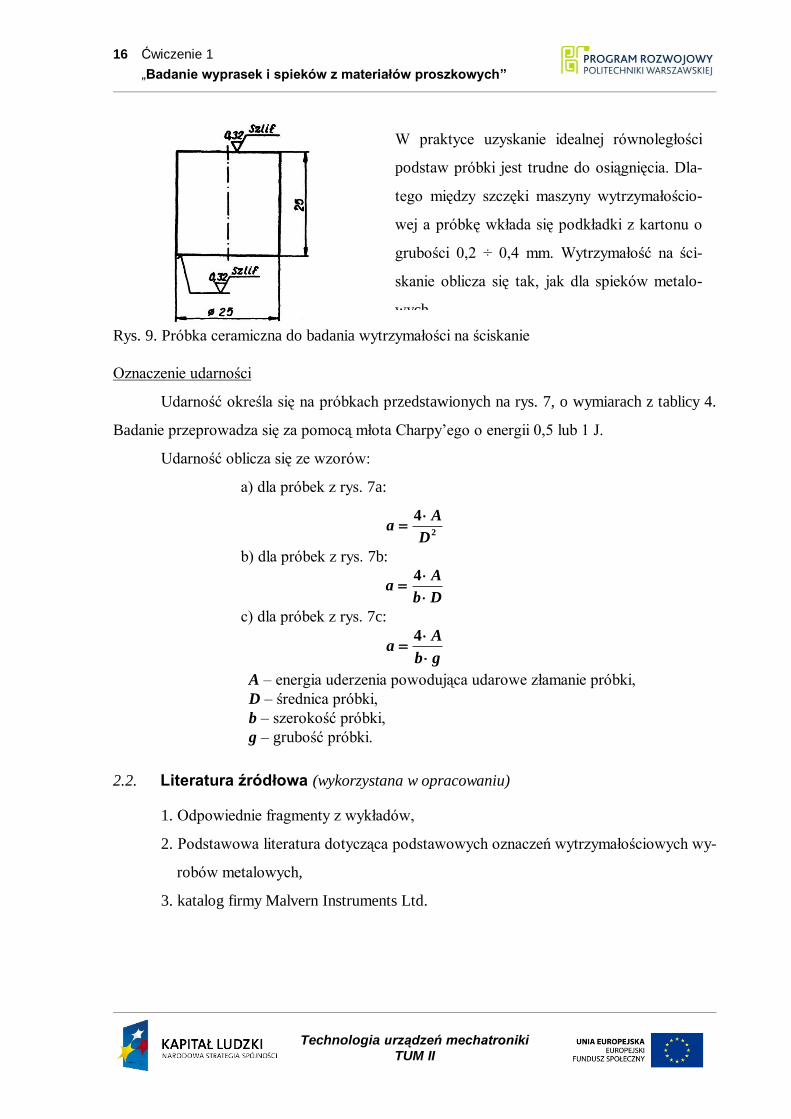
Dla spieków ceramicznych badanie wytrzymałości na ściskanie przeprowadza się na
próbkach o wymiarach podanych na rys. 9. Próbki powinny mieć podstawy dokładnie równo-
ległe i oszlifowane. Wyraźnym sygnałem niewłaściwego oszlifowania próbki są trzaski wystę-
pujące w trakcie zwiększania obciążenia.
Wytrzymałość na ściskanie określa się ze wzo-
ru:
S
FR 2
2
Fc – siła ściskająca powodująca zniszcze-
nie
próbki,
S – powierzchnia przekroju poprzecznego
próbki.
Umowna granica plastyczności przy ściska-
niu (R2) określa się ze wzoru:
S
FR 2
2
F2 – siła ściskająca według rys. 8,
S – powierzchnia przekroju poprzecz-
nego
próbki.
16 Ćwiczenie 1
„Badanie wyprasek i spieków z materiałów proszkowych”
Technologia urządzeń mechatroniki
TUM II
Rys. 9. Próbka ceramiczna do badania wytrzymałości na ściskanie
Oznaczenie udarności
Udarność określa się na próbkach przedstawionych na rys. 7, o wymiarach z tablicy 4.
Badanie przeprowadza się za pomocą młota Charpy’ego o energii 0,5 lub 1 J.
Udarność oblicza się ze wzorów:
a) dla próbek z rys. 7a:
2
4
D
Aa
b) dla próbek z rys. 7b:
Db
Aa
4
c) dla próbek z rys. 7c:
gb
Aa
4
A – energia uderzenia powodująca udarowe złamanie próbki,
D – średnica próbki,
b – szerokość próbki,
g – grubość próbki.
2.2. Literatura źródłowa (wykorzystana w opracowaniu)
1. Odpowiednie fragmenty z wykładów,
2. Podstawowa literatura dotycząca podstawowych oznaczeń wytrzymałościowych wy-
robów metalowych,
3. katalog firmy Malvern Instruments Ltd.
W praktyce uzyskanie idealnej równoległości
podstaw próbki jest trudne do osiągnięcia. Dla-
tego między szczęki maszyny wytrzymałościo-
wej a próbkę wkłada się podkładki z kartonu o
grubości 0,2 ‚ 0,4 mm. Wytrzymałość na ści-
skanie oblicza się tak, jak dla spieków metalo-
wych.

Ćwiczenie 1 17
„Badanie wyprasek i spieków z materiałów proszkowych”
Technologia urządzeń mechatroniki
TUM II
3. STANOWISKO LABORATORYJNE
(Struktura i obsługa stanowiska laboratoryjnego (ewentualnie stanowisk lub urzą-
dzeń).
1) Oznaczenie wielkości drobnych cząstek proszków.
Typowym przyrządem do oznaczania wielkości cząstek proszków jest analizator cząstek typu
„Mastersizer E” firmy Malvern. Jest on przystosowany do pomiaru cząstek większych niż 0,5
μm. Zasada pracy przyrządu opiera się na pomiarze wielkości odchylenia wiązki strumienia
światła laserowego niskiej mocy na cząstkach badanego proszku. Otrzymanie prawidłowych
wyników pomiarów wymaga wprowadzenia proszku do cieczy, którą najczęściej jest woda
oraz wprowadzeniu drgań ultradźwiękowych do pojemnika z wodą i badanym proszkiem.
Dzięki temu zapobiega się aglomeracji cząstek proszku. Wynik pomiaru uzyskuje się poprzez
porównanie wielkości cząstki z powierzchnią kuli o równoważnej powierzchni.
Otrzymane wyniki pomiarów podawane są w postaci stabelaryzowanej. Współpracują-
cy z analizatorem komputer przeprowadza analizę wyników pomiarów i podaje je w postaci
wykresów obrazujących udział poszczególnych frakcji badanego proszku. Podaje również
maksymalną wielkość cząstek stanowiących do 10 %, 50 % i 90 % całej objętości badanego
materiału.
2) Mielenie proszków
Rys. 10. Obraz laboratoryjnego młynka planetarnego „pulverisette 6”

18 Ćwiczenie 1
„Badanie wyprasek i spieków z materiałów proszkowych”
Technologia urządzeń mechatroniki
TUM II
Na rys. 10 przedstawiony jest laboratoryjny młynek planetarny „pulverisette 6”. Jest to
uniwersalny młynek stosowany do szybkiego rozdrabniania na sucho lub na mokro materiałów
twardych i kruchych. Zespół mielący składający się z pojemnika mielącego i kul jest wykonany
jest z ZrO2. Młynek ten może być stosowany do mieszania, ujednoradniania i mechanicznego
„stopowania”. Podczas pracy młynka, na wypełnione w odpowiednich proporcjach z rozdrab-
nianego materiału i kulek mielących, działają siły odśrodkowe wywołane obrotem naczynia
mielącego względem swej osi oraz obrotem tarczy nośnej, na której jest umocowane naczynie
mielące. Naczynie mielące jest usytuowane mimośrodowo na tarczy nośnej. Kierunki wirowa-
nia naczynia i tarczy nośnej są przeciwne. Dzięki temu siły odśrodkowe działają na przemian
zgodnie lub przeciwnie, co sprzyja intensyfikacji procesu mielenia. Konstrukcja młynka pozwa-
la na mielenie z regulowaną prędkością. Maksymalna prędkość wirowania pojemnika wynosi
600 obr/min.
Podczas mielenia na sucho można uzyskiwać ziarna nie mniejsze niż 20 μm. Znacznie
mniejsze cząstki, nawet o wielkości 1 μm, można uzyskać podczas mielenia na mokro w cie-
czach niepalnych. Czas mielenia musi być odpowiednio wydłużony
4) Budowa mechanicznej praski automatycznej MPM3 do prasowania proszków
Na rys. 11 przedstawiony jest obraz mechanicznej praski automatycznej do prasowania prosz-
ków MPM3 a na rys. schemat budowy i zasada jej działania.
Rys. 11. Budowa prasy automatycznej

Ćwiczenie 1 19
„Badanie wyprasek i spieków z materiałów proszkowych”
Technologia urządzeń mechatroniki
TUM II
Rys. 12. Schemat budowy i zasada jej działania prasy MPM3
1 – stempel dolny
2 – stempel górny
3 – matryca
4 – suwak górny
5 – suwak dolny
6 – zasypnik
7 – rolka wałka mi-
mośrodowego
8 – krzywka sterow-
nicza
9 – cięgno krzywki
10 – dociskacz krzyw-
ki sterowniczej
20 Ćwiczenie 1
„Badanie wyprasek i spieków z materiałów proszkowych”
Technologia urządzeń mechatroniki
TUM II
4. REALIZACJA EKSPERYMENTÓW TECHNOLOGICZNYCH
(Uwagi bhp, kolejność i sposób wykonywania zadań praktycznych, wykonywanie po-
miarów przyrządy pomiarowe, procedura).
4.1. Uwagi bhp
Podczas wykonywania ćwiczenia występują następujące zagrożenia:
- porażenie prądem elektrycznym: młynek kulowy, parsa automatyczna, analizator wielkość
cząstek proszku,
- nieostrożne postępowanie podczas pracy prasy może spowodować zmiażdżenie, np. palca.
4.2. Program ćwiczenia
Program ćwiczenia składa się z następujących zadań szczegółowych:
1) przeprowadzenie oznaczenia gęstości pozornych spieków metalowych i ceramicznych,
2) zapoznanie się z budową i zasadą działania analizatora wielkości cząstek proszków me-
talowych typu Malvern Mastersizer,
3) zapoznanie się z budową i zasadą działania wysokoenergetycznego młynka kulowego
firmy FRITSH typ „pulverisette 6” przeznaczonego do mielenia proszków,
4) poznanie budowy i zasady działania prasy mechanicznej do prasowania proszków na
przykładzie prasy typu MPM3 pracującej w cyklu automatycznym.
4.3. Wykonanie zadań (opis postępowania)
W trakcie ćwiczenia wykonywane są następujące prace:
1) oznaczenie gęstości pozornych i względnych wytypowanych kształtek wykonanych ze
spiekanych proszków brązu B10 (dCu = 8,96 Mg/m3, dSn = 7,32 Mg/m
3),
2) dokonanie analizy budowy i zapoznanie się z zasadą działania analizatora wielkości czą-
stek proszków metalowych typu Malvern Mastersizer oraz oznaczenie składu ziarno-
wego frakcji podsitowej próbki proszku metalowego,
Ćwiczenie 1 21
„Badanie wyprasek i spieków z materiałów proszkowych”
Technologia urządzeń mechatroniki
TUM II
3) dokonanie analizy budowy i zapoznanie się z zasadą działania wysokoenergetycznego
młynka kulowego firmy FRITSH typ „pulverisette 6” przeznaczonego do mielenia
proszków,
4) dokonanie analizy budowy i zapoznanie się z zasadą działania prasy mechanicznej typu
MPM3 pracującej w cyklu automatycznym, służącej do wytwarzania drobnych elemen-
tów z proszków metalowych i ceramicznych; określenie wydajności prasy, tj. ilości wy-
prasek wytwarzanych w jednostce czasu.
5. SPRAWOZDANIE Z ĆWICZENIA
Sprawozdanie z ćwiczenia powinno zawierać: uwagi bhp, program ćwiczenia, czyli
treść zadań, opracowanie zadań w postaci szkiców, podanie zastosowanych wartości parame-
trów i warunków technologicznych eksperymentów, wyniki eksperymentów, ilustracje wyni-
ków wykresami, oszacowania błędów pomiarów oraz wnioski dotyczące przeprowadzonych
doświadczeń.
6. LITERATURA UZUPEŁNIAJĄCA
(dla studentów – aktualna i dostępna w bibliotece lub informacje w internecie)
1. Podstawowa literatura dotycząca metalurgii proszków (podana na wykładzie).

![n-¸-sbworldmalayaleefederation.com/.../11/Viswa...pages.pdf · IhÀ tÌmdn A-`n-apJw tUm. A-\q-]v Ip-amÀ tUm. ap-c-fn Xp-½m-cp-Ip-Sn # 01 July 2019 A MAgAzine of the WoRLD MALAYAL](https://static.fdocuments.pl/doc/165x107/5f83d3a14f325e431e72d28f/n-sbworl-ih-toemdn-a-n-apjw-tum-a-q-v-ip-am-tum-ap-c-fn-xp-m-cp-ip-sn.jpg)




![A²-ymbw þ H¶v : `mKw cvvv ae-bm-f-¯nsâ lmky]mc-¼cywshodhganga.inflibnet.ac.in/bitstream/10603/7650/8/08_chapter 2.pdf · ImÀ¡p-æm-bn-cp¶p F¶v ]d-bp¶p 1 tUm. sI. Fw. tPmÀÖm-Is«](https://static.fdocuments.pl/doc/165x107/5f991a127730897b676af645/a-ymbw-hv-mkw-cvvv-ae-bm-f-ns-lmkymc-2pdf-imp-m-bn-cpp.jpg)