z PODSTAW TECHNIK WYTWARZANIA ELEMENTOW I …grafit.mchtr.pw.edu.pl/~askalski/PTW-lab/PTW3.pdf ·...
23
Instytut Inzynierii Precyzyjnej i Biomedycznej Laboratorium z PODSTAW TECHNIK WYTWARZANIA ELEMENTOW I PRZYRZ~DOW PRECYZYJNYCH Instrukcja I KSZTALTOWANIE PRECYZYJNYCH ELEMENTOW PRZEZ SKRAWANIE Opracowai: dr ini. Zbigniew Si~vkiewicz - -- - -
Transcript of z PODSTAW TECHNIK WYTWARZANIA ELEMENTOW I …grafit.mchtr.pw.edu.pl/~askalski/PTW-lab/PTW3.pdf ·...

Instytut Inzynierii Precyzyjnej i Biomedycznej
Laboratorium z
PODSTAW TECHNIK WYTWARZANIA ELEMENTOW I PRZYRZ~DOW PRECYZYJNYCH
Instrukcja I
KSZTALTOWANIE PRECYZYJNYCH ELEMENTOW PRZEZ SKRAWANIE
Opracowai: dr ini. Zbigniew Si~vkiewicz
- -- - -

I. Cel dwiczenia
Celem dwiczenia jest zapoznanie siq:
1. Z budowq i zastosowaniem typowych tokarek, frezarek i wiertarek, ich wyposaieniem podstawowym i specjalnym oraz sposobami mocowania przedmiotow obrabianych.
2. Z rodzajami, konstrukcjq i przeznaczeniem narzqdzi stosowanych do obrobki na tych obrabiarkach.
3. Z roinymi odmianami obr6bek oraz stosowanymi parametrarni i warunkami skrawania.
11. Wymagane wiadomoici
1. Podzial i budowa typowych tokarek, frezarek i wiertarek. 2. Budowa i przemaczenie poszczeg6lnych zespolow w tych obrabiarkach. 3. Sposoby mocowania przedmiot6w obrabianych. 4. Podstawowe typy narzqdzi, ich rodzaje i przeznaczenie. 5. Rodzaje zabiegow wykonywanych na tych obrabiarkach.
111. Wykonanie bwiczenia
1. Praktyczne zapoznanie siq z budowq i przeznaczeniem podstawowych typow tokarek, frezarek i wiertarek.
2. Praktyczne zapoznanie siq z wyposaieniem podstawowym i specjalnym tych obrabiarek oraz mozliwoSciami ich wykorzystania.
3. Praktyczne zapoznanie siq z roinymi typami narzqdzi, ich przeznaczeniem, a takze sposobarni mocowania na obrabiarkach.
4. Analiza i kryteria wyboru sposobu mocowania przedmiot6w obrabianych na tokarkach, frezarkach i wiertarkach.
5. Zapoznanie siq z kryteriami doboru parametrow skrawania; 6. Praktyczne zapoznanie siq z podstawowymi zabiegarni obr6bki toczeniem,
frezowaniem i wierceniem. 7. PomierzyC lub przyjqC podstawowe paranietry do obliczenia prqdkoici skrawmia,
dla toczenia zgrubnego walka, frezowania zgrubnego plaszczyzny i wiercenia. 8. OkreSliC gladkoSc obrobionych powierzchni po, toczeniu zgrubnym i
wykanczajqcym, frezowaniu powierzchni oraz wierceniu i rozwiercaniu (obrobka wykariczajqca otworu).

IV. Obrobka toczeniem
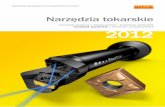
Obrobka toczeniem jest jednym z podstawowych sposobow obrobki skrawaniem. Podczas toczenia przedmiot obrabiany obraca siq dookola osi wrzeciona tokarki, wykonujqc ruch glowny obrotowy zwany rowniez ruchem roboczym. Narzqdzie (n6z tokarski) wykonuje ruch niezbedny do wcinania siq w przedmiot obrabiany. Ruch ten nazywa sic ruchem posuwowym. Ruchy roboczy i posuwowy odbywajq sic rownoczeSnie podczas obrobki toczeniem (Rys. 1).
Rys. 1 Proces toczenia Rys. 2 Elementy warstwy skrawanej
1) Parametry skrawania przy toczeniu Przy toczeniu rozroinia sic technologiczne i geometryczne parametry skrawania (Rys. 2). Technologiczne parametry skrawania okreilajq ruchy przedmiotu obrabianego i narzqdzia: prqdkoid obrotowa n (obr / min), prqdkoSd skrawania v (m / min), posuw p (mm / obr), glqbokoSC skrawania g (mm) oraz naddatek na obrbbkq. GlebokoSd. skrawania i posuw wyznaczajq przekroj poprzeczny warstwy skrawanej F = g p (mm ).
Geometryczne parametry skrawania okreilajq wymiary i ksztalt przekroju poprzecznego warstwy skrawanej: gruboici warstwy skrawanej a (rnm) i szerokoici warstwy skrawanej b (mm).
Prqdkoiciq skrawania vc (m / min) nazywa siq drogc, jakq w jednostce czasu przebywa krawqdi skrawajqca narzqdzia wzgledem powierzchni przedmiotu obrabianego, w kierunku
./--- glownego ruchu roboczego. Przy toczeniu prqdkoiC skrawania zwiqzana jest z prqdkoSciq obrotowq n (obr / min) i Srednicq D (mm) przedmiotu obrabianego i okreSla siq jq nastqpujqcq
Prqdkosd skrawania zaleiy od materialu obrabianego, materialu ostrza narzqdzia, rodzaju obrobki (zgrubna, Srednio dokladna, dokladna, bardzo dokladna), sztywnoici ukladu: obrabiarka - narzqdzie - przedmiot obrabiany, geometrii ostrza narzqdzia (noza) oraz zalozonego okresu tnvaloici narzqdzia.
Posuwen~ p ( inm / obr ) nazywamy wielkoSC przesuniqcia siq noia tokarskiego w kierunku ruchu posuwowego w czasie jednego obrotu przedmiotu. Mierzoily jest w mm na jeden obr6t przedmiotu obrabianego. WielkoSC posuwu zalezy od wymagan technicznych dotyczqcych gladkoici powierzchni i dokladnoici obrabianego przedmiotu, wytrzymaloici narzqdzia, wytrzymalosci i sztywnoSci oraz sposobu zamocowania przedrniotu obrabianego, wytrzymaloSci mechanizmu posuwowegn i ustalonej glqbokoSci skrawania.

WielkoSci posuwow dopuszczalnych ze wzglqdow technologicznych, dobiera siq z tablic opracowanych na podstawie specjalistycznych badan i doswiadczen praktycznych.
GlqbokoSC skrawania g (mrn) jest to odlegloSC powierzchni obrabianej od powierzchni obrobionej, mierzona prostopadle do powierzchni obrobionej .
GlqbokoSC skrawania zaleiy od rodzaju obrobki, mocy obrabiarki, wytrzymaloSci mechanizmu posuwowego, sztywnosci ukladu obrabiarka - narzqdzie - przedmiot obrabiany oraz rodzaju materialu obrabianego i narzqdzia.
Przez warunki skrawania rozurnie siq sumq czynnikow wywierajqcych wplyw na przebieg procesu skrawania oraz jego efekty technologiczne. Do czynnik6w tych naleiq parametry skrawania (v , p, g), wlasnoSci i stan materialu obrabianego, wlasnosci materialu, ksztalt i geometria ostrza oraz przekroj narzqdzia, rodzaj cieczy chlodqco - smarujqcej, stopien zuiycia ostrza skrawajqcego, rodzaj obrabiarki, itp. 2)Podzial tokarek
Tokarki sq obrabiarkami przy pomocy, kt6rych przeprowadza siq obrobkq skrawaniem przedmiotbw metalowych, z tworzyw sztucmych, drewna i innych materialow. Ze wzglqdu na przemaczenie tokarki moina podzieliC na trzy grupy: - tokarki ogolnego przeznaczenia, - tokarki specjalizowane ( np. do gwint6w itp.), - tokarki specjalne (do jednego typu przedmiotow). Do pienvszej grupy nalezq tokarki klowe p o c i ~ o w e ( uniwersalne), tokarki produkcyjne, tokarki - kopiarki, tokarki tarczowe, karuzelowe, rewolwerowe oraz p6lautomaty i automaty tokarskie.
.
Rys. 3 Tokarka uniwersalna
Zasadnicza roinica miqdzy tokarkq produkcyjnq a uniwersalnq uynika z ich budowy. Tokarka produkcyjna ma uproszczonq knnstrukqje, 11ie posiada Sruh! pociqgowei do napqdu

suportu. Podstawowq czqSciq tokarki uniwersalnej jest loze ( rys.3 ) ,wsparte i przymocowane do ieliwnej podstawy ( korpusu). Gornq czqSd loia stanowiqprowadnice, na kt6rych znajdujq siq: wrzeciennik, suport oraz konik. We wrzecienniku znajduje siq wrzeciono ( WR ) wraz z lozyskami oraz przekladnie i sprzqgla, przy pomocy ktorych przenosi siq napqd od silnika na wrzeciono. Integralnq czqSciq wrzeciennika jest r6wniez uklad sterujqcy za pomocq, ktorego zmieniane sa, prqdkoici obrotowe wrzeciona. Wrzeciono majqce wewnqtrz wydrqzony otw6r przelotowy, zakonczone jest wewnetrznym ( rzadziej zewnqtrznym) stozkiem oraz ma na powierzchni gwint, przy pomocy, ktorego mocowane jest oprzyrzqdowanie (uchwyty, tarcze zabierakowe), sluzqce do ustalania i mocowania przedmiot6w obrabianych. Stoiek wewnetrzny wykorzystywany jest do obsadzenia kla, ktory podobnie jak uchwyt jest czqSciq oprzyrzqdowania do mocowania polfabrykatu przeznaczonego do obrobki. Ruch posuwowy wykonuje suport, skladajqcy siq z sari wzdluinych, sari poprzecznych i sanek narzqdziowych, na ktorych znaj duj e sie imak narzedziowy do mocowania narzedzi. Sanki narzqdziowe osadzone sq na obrotnicy, co pozwala na przesuwanie narzedzia pod roinymi kqtami do osi wrzeciona (toczenie stozkow). Sanie wzdluzne umozliwiajq przesuw rownolegly (wzdluiny) narzqdzia wzgledem osi obrotu wrzeciona, zaS sanie poprzeczne przesuw prostopadly tegoz narzedzia w stosunku do przesuwu wzdluinego.
Ruch suportu uzyskiwany jest za pomocq Sruby pocislgowej (toczenie gwintow, Slimakow) lub walka pociqgowego (toczenie wzdiukne i poprzeczne). ~ r u b a pociqgowa jak i walek pociqgowy uzyskujq napqd (obrot) od wrzeciona poprzez skrzynkq posuwow.
Z prawej strony na loiu ustawiony jest przesuwny konik tokarski, w tulei ktorego osadziC mozna kiel (w celu podparcia przedmiotow obrabianych) lub narzqdzia typu wiertlo, rozwiertak, nawiertak, gwintownik oraz narzynkq w oprawce, itp. Przedmiot obrabiany mocowany jest na tokarce celem: - przeniesienia momentu obrotowego z wrzeciona na przedmiot obrabiany, - ustalenia polozenia przedmiotu obrabianego w stosunku do osi wrzeciona. Stosowane sa, trzy podstawowe sposoby zamocowania przedmiotow na tokarce: w klach, w uchwycie lub na trzpieniu i w uchwycie z podparciem klem.
PV! , +ul eja rozprezna
Rys. 4 Wybrane oprzyrzqdowania do realizacji r6znych sposobow mocowania przedmiot6w obrabianych na tokarkach.

Na 4 i 5 zaprezentowano roine sposoby mocowania przedmiotow obrabianych na tokarkach oraz niezbqdne do realizacji tego celu oprzyrzqdowania.
UCW~ samo- . UWI S ~ ~ ~ ~ ~ C U J Q C Y typu .Cushmona c d m j ~ c y cltffoszcqh
Rys. 5 Wybrane oprzyrzqdowania do realizacji r6inych sposobow mocowania przedmiotow obrabianych na tokarkach.
3)Podzial no* tokarskich Narzqdziem uiywanym podczas toczenia jest n6i tokarski. Zaleznie od rodzaju, sposobu i
warunkow pracy oraz rodzaju obrabiarki, noie tokarskie majq r6ine ksztalty, odpowiednio dobranq czqic roboczq i wlaiciwe kqty zaostrzenia (geometriq ostrza).
Ze \vzglqdu na przeznaczenie noie tokarskie dzielq siq na trzy grupy: 1 ) iloie tokarskie og6lnego przeznaczenia (tzw. noie suportowe), 2) noze tokarskie specjalnego przeznaczenia (do obrobki gwintow, slimakow, itp.), 3) noie tokarskie specjalne (stosowane w produkcji wielkoseryjnej i masowej do
okreilonego zabiegu).

Noie tokarskie ogolnego przeznaczenia sq narzqdziami najczqsciej stosowanymi w obrobce toczeniem, a w szczegolnoSci do toczenia wzdluznego zewnqtrznego (zdzieraki i wykanczaki) oraz wewnqtrznego (wytaczaki), do przecinania brzecinaki) i do toczenia poprzecznego, tzw. planowania (noie czolowe)
Rys. 6 Podzial noiy tokarskich ze wzglqdu na r 6 h e sposoby ksztaltowania powierzchni obrabianych.
Ze wzglqdu na spos6b ksztaltowania powierzchni obrabianej noie tokarskie moina podzielik na noie punktowe (a i b), ksztaltowe (c) i obwiedniowe (d) (Rys. 6).
Z uwagi na konstrukcje wyr6inia siq: - noie jednolite, - noze lqczone w spos6b trwaly, z przylutowanymi lub zgrzewanyini plytkami z wqglikow
spiekanych, - noze skladane, z mechanicznie mocowanymi plytkami z wqglikow spiekanych. Noze tokarskie moina mocowaC za trzonek i sq to tzw. noie imakowe (suportowe) oraz przy
uiyciu elenient6w poSrednich, tzw. oprawek noiowych i sq to noze oprawkowe (dotyczy to no@ o malych wymiarach trzonka).
L
a - zdziernk pmsiy p~y- N#&l h - wykariczak boczny odmilzony pmwy -&#Be b - zdzrerak mokqqlony cuyqrety - NNPT i - przecrnak p ~ w y -NNPa c - zdz~emk wypety m y ' NNZc k - z d z ~ p n l raokflglony wgiety ' hWPf d - rdnepL zaolrqqlony pr~sty-ff1Pe 1 - zdz~erak wypr ety pwy -4Uc e - r/yAanma k sprczast y -.W m - nytocza k do otwopow p " z e i o 1 0 ~ - N@~Q f - wykanczat boczny .#y lety l e v - NMd R n - qltaczaR do dword~ nieprzelotowyrJ - k/NkJb g - wyRancrak s2eratf - NPd o - wytacznk hakowy -#!Me
~ y s . 7 Znomlalizowane noze tokarskie suportowe ogolnego przeznaczenla
Na Rys.7 przedstawiono noie ogolnego przeznaczenia. moco\\a11t3 w inlaku narzqdzio\\ 4'111.
integralnie zwiqzanym z suporten1 tokarki. Jesli tokarka posiada imak czterono~owy M ~ M J C L ~ S
ich dlugoSci powinny by6 dostosowane do wielkoici in~akS~\i. Noze takie zwlar;z sa, nozami

suportowymi lub imakowymi a ich wymiary oraz geometrie ostrzy okreilajq odpowiednie normy.
Ostrza narzqdzi skrawajqcych w tym nozy tokarskich, wykonywane sq glownie ze stali narzqdziowych i wqglik6w spiekanych. Poza tym stosowane sq rowniei tlenki spiekane, twarde stopy narzqdziowe (stellity) i diament.
Stale narzqdziowe ze wzglqdu na sklad chemiczny dzielq siq na stale wqglowe i stopowe. W gatunku stali wqglowych wyrbznia siq stale plytko hartujqce, glqboko hartujqce i zgrzewalne. Stale stopowe to stale do pracy na zirnno, do pracy na gorqco i stale szybkotnqce. Szczegolowy sklad chemiczny oraz oznaczenia tych stali okreilajq odpowiednie normy.
Wqgliki spiekane w zastosowaniu do narzqdzi skrawajqcych, sq to materialy wytwarzane przy zastosowaniu specjalnej technologii, z proszk6w czystego wolframu, tytanu, tantalu i kobaltu, w postaci plytek (ksztaltek). Takie elementy mocowane do trzonkow narzqdzi stanowiq po naostrzeniu (nadaniu odpowiedniej geometrii) ich ostrza skrawajqce.
Tlenki spiekane pod wzglqdem struktury, sposobu wytwarzania i technicmego zastosowania sqzbliione do spiekanych wqglikow metali. Do wyrobu tego materialu uzywany jest sproszkowany tlenek aluminium z niewielkq domieszkq tlenk6w krzemu, magnezu, chromu i niklu oraz Srodk6w wieqcych.
Stopy narzqdziowe - stellity sq to lane stopy kobaltu, chromu, wolfrarnu, wqgla i innych skladnik6w. Stosowane sq gl6wnie do regeneracji narzqdzi poprzez proces napawania ubytku w uszkodzonych miej scach.
Diament jest krystalicznqpostaciq wqgla. Wydobywa siq go jako material naturalny ze 2162 diamentowych, bqdi otrzyrnuje sztucznie. Ze wzglqdu na wlasnoici i wyglqd wyroznia siq kilka odmian diamentu. Na ostrza narzqdzi skrawajqcych stosowany jest diament przezroczysty z lekkim zabanvieniem. Po nadaniu odpowiedniej geometrii czqsci skrawajqcej, mocowany jest naj czqSciej mechanicznie do trzonka narzqdzia.
Wyb6r materialu na ostrza skrawajqce zaleiy od: - wymaganej tnvaloSci ostrza (zwiqzane to jest z wartoSciqprqdkoSci skrawania), - warunk6w chlodzenia i smarowania podczas obrobki, - wlasnoici fizycznych materialow obrabianych (twardoSC, wytrzymalosc, ScieralnoSC), - rodzaju obrobki (zwiqzane to jest z obciGeniem ostrza), - wzglqd6w techniczno - ekonomicznych, - ksztaltu narzqdzia.
Obr6bkq toczeniem wykonuje siq przedmioty o ksztalcie bryl obrotowych, powierzchnie Srubowe (gwinty, Slimaki) oraz w pewnym zakresie przedmioty o przekroju nie kolowym. Do typowych zabiegow tokarskich zalicza siq: tocznie wzdluine i poprzeczne, roztaczanie, przecinanie, toczenie gwintow, toczenie ksztaltowe, nawiercanie, wiercenie i rozwiercanie (z konika), toczenie stozk6w, toczenie kopiowe, radelkowanie oraz toczenie nieokragle.
V. Obr6bka frezowaniem
Frezowanie jest jednym ze sposobow obr6bki skrawaniem przeprowadzanym na frezarkach, przy uiyciu narzqdzi wieloostrzowych zwanych frezami. W frezowaniu ruch roboczy jest zawsze ruchem obrotowym narzqdzia, natomiast ruch posuwowy realizowany jest z reguly przez przedn~iot obsabiany, ktory mocowany jest na stole frezarki. Przykladowy proces frezowania powierzchni zaprezentowano na rys.8.

-.
Rys. 8 Przykladowy proces frezowania powierzchni
1)Parametr-y skrawania przy frezowaniu Parametry skrawania charakteryzujqce frezowanie to: prqdkoSC skrawania, posuw (prqdkoSC
ruchu posuwowego) oraz glqbokoSC skrawania. Zasady ustalania parametrow skrawania przy frezowaniu sq podobne jak przy toczeniu.
PrqdkoSC skrawania wyraia siq takim sarnym wzorem, z tq rbznicq, ze symbol ,,D" i ,,n" przy frezowaniu oznaczajq odpowiednio Srednicq i obroty narzqdzia (freza). PrqdkoSC skrawania zaleiy od wielu czynnikow, z ktorych najwainiejszymi ST material ostrza freza i przedmiotu obrabianego, rodzaj obrbbki, moc obrabiarki, itp. Mniejsze prqdkoSci skrawania dobierane sq do frezowania zgrubnego, a wiqksze do frezowania wykdczajqcego. PrqdkoSci ruchu posuwowego przy fiezowaniu zgrubnym okreilana jest wartoSciq posuwu na jedno ostrze freza, za.4 przy fiezowaniu wykahxajqcyrn posuwem na jeden obrot freza. W obr6bce zgrubnej stosowane sq posuwy wiqksze niz w obrdbce wykariczajqcej. GlqbokoSC fiezowania uwarunkowana jest naddatkiem i rodzajem obr6bki. Przy frezowaniu zgrubnym glqbokoSC nie powinna by6 mniejsza niz 3 mm, za.4 na frezowanie wykariczajqce pozostawiony naddatek nie powinien by6 mniejszy od 0,5 mm. ~rednie okresy trwaloici ostrzy dla frezow ze stali szybkotnqcych wynoszqod 6 0 4 0 0 mlnut. Nalezy pamiqtaC, ze czas eksploatacji freza rdwny jest iloczynowi czasu trwaloici ostrzy fiez6w i dopuszczalnej liczby ostrzen. Sredni okres trwaloici dla frezbw z ostrzami z wqglikow spiekanych jest odpowiednio wiqkszy. 2)Podzial frezarek Frezarki ze wzglqdu na przeznaczenie dzielq siq na: - fiezarki ogolnego przeznaczenia, - frezarki specjalizowane, - frezarki specj alne. Frezarki og6lnego przeznaczenia sq to obrabiarki stosowane do frezowania plaszczyzn. powierzchni ksztaltowych, frezowania rowkow, ciecia metali, a takze realizacji innych podobnych zabiegbw. Ze wzglqdu na rbznice w konstrukcji dodatkowo dzielq siq na fre7arki
Rys 9 Zasadnicze zespoly frezarki Rys. 10 Zasadilicze zespoly frezal hl
p o ~ o m e j pionou t.i

W frezarkach poziomych (Rys. 9), kt6re charakteryzujq siq poziomym usytuowaniem osi wrzeciona narzqdziowego w stosunku do podstawy obrabiarki, wyr6znia siq dwie odmiany tych obrabiarek: frezarki poziome zwykle i frezarki uniwersalne. Roznica miqdzy nimi polega na tym, ze frezarki uniwersalne majq skrqtny st01 przedmiotowy , co przy zastosowaniu podzielnicy umozliwia frezowanie rowk6w Srubowych.
Frezarki pionowe (Rys. lo), w ktorych 06 wrzeciona narzqdziowego jest prostopadla do podstawy obrabiarki, przeznaczone sq gl6wnie do frezowania glowicami frezowymi szerokich plaszczyzn oraz rowkow frezarni palcowymi. Mogqone mieC dodatkowo skrqtn% przesuwnq lub stalq glowice wrzeciona narzqdziowego. Frezarki wzdhzne sluzq do obrobki przedmiotbw ciqzkich. St61 frezarki wzdluinej wykonuje tylko ruch wzdluiny a ustawienie narzqdzia realizowane jest wylqcznie przez przesuwanie wrzeciennika.
Przedmiot obrabiany wymaga mocnego i sztywnego zamocowania na stole frezarki. St01 ma wykonane rowki teowe przy wykorzystaniu, kt6rych moina realizowaC bezpoirednie mocowanie na nim przedmiotu obrabianego lub mocowanie dodatkowego oprzyrzqdowania (imadlo maszynowe, st61 obrotowy), ktore spelniak bedzie ten Sam cel, przy wykonywaniu bardziej skomplikowanych zabiegow fiezarskich.
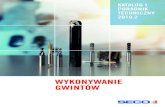
Na rysunku 1 1 przedstawiono sposoby mocowanie przedmiotu obrabianego na stole frezarki, dociskiem prostym i w imadle maszynowym.
Rys. 11 Zamocowanie przedmiotu obrabianego na stole frezarki : a) dociskiem prostym, b) w imadle maszynowym
Imadlo ustalone jest na stole fiezarki przy pomocy czop6w lub wpust6w, ktore jednoczeSnie zabezpieczajq przed moiliwoSciq przesuniqcia siq imadla w kierunku poprzecznym.
W zaleznoSci od ksztaltow i wielkosci przedmiotow obrabianych istnieje szereg innych sposobow ich mocowania, np. na wspornikach o r6inej konstrukcji. w specjalnych uchwytach obrobkowych itp. Przy wykonywaniu bardziej zlozonych prac frezarskich, wymagajqcych ciqglej zmiany poloienia przedmiotu na obrabiarce, mocuje siq go na tzw. stole obrotowym (Rys. 12) lub w przyrzqdzie podzialowym zwanym podzielnicq (Rys. 13).
JeSli powier7chnia przedmiotu obrabianego ins ksztalt luku kola. to jcj obr6bkq wskazane jest wykony\~ni. n:j ir~zarce pionowej z zastosowaniem stolu obrnto\vego. W osi obrotu stolu I\ ykonane jesr gniaL:cic~ stozkowe, ktore moze 1?!t wykorzystane d o i.\\ c~~~ualnego bazowani:~ 131-zedmiotu 0171-nbiancgo na stole frezarki.

Jezeli natomiast podczas frezowania wymagany jest podzial obwodu przedmiot obrabianego na okreSlonq liczbe czeSci, np, przy frezowaniu zqb6w w kolach zebatych, rowkow pod wpusty w walkach wielowypustowych, rowk6w wiorowych w narzqdziach, itp., stosuje siq dodatkowe oprzyrzqdowanie w postaci podzielnicy. Podzielnice mocuje siq na stole frezarki, a przedmiot obrabiany wiqze sic z jej z wrzecionem
przy uzyciu uchwytu szczqkowego, zabieraka, klow, itp. Ze wzglqdu na roine mozliwoSci wykorzystywania podzielnic, dzieli siq je na zwykle i uniwersalne. Budowe uniwersalnej podzielnicy tarczkowej przedstawiono schematycznie na Rys. 13. Z wrzecionem zwiqzany jest mechanicznie uchwyt szczqkowy, w kt6rym mocowane sq przedn~ioty obrabiane. Wymagany podzial mozna realizowat poprzez wykorzystanie dzialania odpowiedniego mechanizmu skladajqcego siq z zestawu k6l zmianowych, przekladni Slimakowej, tarczki oraz korbki z zatrzaskiem ,,pn. Korbka obraca wrzeciono podzielnicy WR wraz z uchwytem i zamocowanym w nim przedmiotem obrabianym.
Rys. 13 Schemat uniwersalnej podzielnicy tarczkowej
. Obroty wrzeciona przenoszone sq poprzez kola zmianowe, kola stozkowe bezpoirednio na tarczkq, kt6rej ruch moie by6 zablokowany zatrzaskiem ,,r" w momencie kiedy wspomniane koia zmianowe zostanq wylqczone. Podzielnice wyposaione sq w trzy wymienne tarczki, z wykonanq takq iloSC otworow na poszczeg6lnych okrqgach, ktora wynika z konkretnych uwarunkowan technicznych. 3) Podzial frez6w
Ze wzglqdu na wielkq roznorodnoSC prac frezarskich frezy r6iniq siq miqdzy sobq ksztaltem i wymiararni. Frezy dzielq siq: ze wzgledu na polqczenie ostrzy z korpusem narzedzia - na frezy jednolite (stale) i z wstawianymi ostrzami (skladane), ze wzgledu na sposob mocowania w obrabiarce - na frezy trzpieniowe i nasadzane, ze wzgledu na ksztalt ostrzy - na frezy Scinowe i zataczane, ze wzgledu na kierunek rowkow wiorowych - na frezy prawozwojne i lewozwojne, ze wzgledu na postaC freza - na frezy walcowe, walcowo- czolowe, palcowe, tarczowe, kqtowe, ksztaltowe, itp.
Najbardziej ogolnym podzialem tych narzedzi jest podziai technologiczny, dzielqcy frezy na grupy w zaleinoSci od ich przeznaczenia (Rysunki 14 do 20).
Frezy do obr6bki plaszczyzn
1 1 1, > . 14 Frezy \ ia ico :~e: ;:'I pqiedylic

Rys. 15 Frezy walcowo - czolowe: a) jednolity, b) trzpieniowy (palcowy)
Rys. 16 Glowica frezowa
Frezy do obr6bki rowk6w
Rys. 17 Frezy do rowk6w: a) tarczowy trzystronlly, b) palcowy, c) kqtowy nasadzany d) kqtowy trzpieniowy
Frezy ksztaltowe do obr6bki zaokrqglen
Rys. 18 Frezy krgkowe: a) polokrqgle wypukle, b) pblokrqglc wklqsle
Frezy specjalne i specjalnego przeznacze~iia (do obrcibki g w i n t 6 ~ i k61 zebatych)
Rys. 19 Frez specjelny do obr6L.k; i:c,\:-ierzc!ini kc~i.alto\:i~.)
Rys. 20 Frez i l i ~ n s k o ~ v y modulo\~.y tio obl.OSki k61 zqbatych

Rys. 21 Ksztaity zarysow i geometria ostrzy frezow: a) jednoScinowych, b) dwuicinowych, c) o grzbiecie krzywoliniowym, d) zataczanych
Ksztalt ostrzy frez6w powinien zapewniad: odpowiedniq ich wytrzymaloid, ~ystarczajqcq przestrzen do pomieszczenia wiorbw, latwy odplyw wiorow i mozliwoSC duiej liczby ostrze~i.
WiqkszoSC frezow ogolnego przemaczenia ma ostrza Scinowe, a w szczegolnoSci dwuScinowe. Sq to ostrza mocne z duiym kqtem natarcia. Podobnie jak ostrza z grzbietem krzywoliniowym, ktore posiadajq ponadto stalq wytrzymaloSd, duzq przestrzen rowka wiorowego, lecz sq drozsze w wykonaniu. Ostrza jednoicinowe, nazywane rowniei ostrzami drobnymi, sq stosowane w frezach kqtowych oraz w niektorych rodzajach frezo\v tarczowych. Ostrza te sq slabe i majq malq przestrzen rowka wiorowego. Frezy z ostrzarni zataczanymi stosowane sq w frezach specjalnego przeznaczenia oraz w frezach specjalnych do obrobki powierzchni ksztaltowych. Ostrza frezow zataczanych ostrzy siq szlifujqc powierzchnie natarcia w plaszczyznie promieniowej, w odroznieniu od frez6w Scinowych, kt6re ostrzone sq poprzez szlifowanie powierzchni przylozenia.
Jak wynika z zaprezentowanej konstrukcji frezow, obr6bkq frezowaniem moina prowadziC obwodem, czolem lub jednoczeinie obwodem i czolem freza. Stqd rozroznia siq nastqpujqce odmiany frezowania:
a) obwodowe - gdy 05 freza zajmuje polozenie rownolegle do powierzchni obrabianej, b) czolowe - gdy 0.4 freza (glowicy frezowej) zajmuje polozenie prostopadle do
powierzchni obrabianej . Frezowanie czolowe charakteryzuje siq szeregiem istotnych zalet w por6wnaniii z
frezowaniem obwodowym. Do nich zalicza siq: wiqkszq wydajnoSC obrobki, wiql;sza, dokladnoSC wymiarowq i g1adkosC powierzchni obrobionej i spokojniejszqprace obrabiarki.
Frezowanie obwodowe dzieli siq na dwie odmiany: - freznwanie wsp6lbieine - gdy kierunek obrotu freza i ruchu posuwowego pr~ediiiiotu
obrabianego sq zgodne, - frezowanie przeciwbieine - gdy oba te kierunki sq przeciwne.
Podczas frezowania przeciwbieznego ostrza freza szybciej siq tqpiq niz podczar i~ezowania wsp6lbieinego. Wynika to z faktu, ze ostrza te nie od razu zaglqbiajqsiq na pelnq 2l~bokoSd skrawania w material obrabiany, lecz w fazie poczqtkowej Slizgajqc siq po nim. t ~ p i q siq ~vskutek wystqpujqcego tarcia, powodujqc przez to rownoczesne pogorszenie gladk.oSci powierzchni obrabianej. Takie negatywne zjawisko llie wystqpuje podczas frezo\\.snia 1vsp6lbieineg0, gdyi skrawanie rozpoczyna siq natychmiast kiedy ostrza narzqdi-i:! zetknq siq z przedmiotem obrabianym. Mimo wyrainych zalet frezowania wsp6lbie2nego. ci:<iciej stosowane jest frezowanie przeciwbiezne, w szc7eg6lnosci do obr6bki zgrubnej ?I-zzowanie \\'sp6Ibie2ne liorzystnie jest stosowad w obr6bce \v!,kaliczaja,cej.

VI. Obr6bka wierceniem
Wiercenie jest obrobkq wykonania otworu w pelnym materiale, przy uzyciu narzqdzi skrawajqcych zwanych wiertlami ( Rys.22 ).
Rys. 22 Schemat obr6bki obrobki wierceniem z graficznym oznaczeniem parametrow skrawania
Powiqkszenie Srednicy otworu na drodze powtdrnego wiercenia nazywa sic powiercaniem. Operacje wierceniem mozna prowadzit na wiertarkach, tokarkach, rewolwerowkach, autoinatach tokarskich, wytaczarkach i innych podobnych w dzialaniu obrabiarkach.
Ruch glowny (obrotowy) moze wykonywat: - wiertlo (wiertarki) - przedmiot obrabiany jest nieruchomy, - przedrniot (tokarki) - wiertlo jest nieruchome, - wiertlo i przedmiot (automaty tokarskie) - kierunki obrot6w sq przeciwne. Ruch posuwowy (prostoliniowy) moze wykonywat wiertlo jak i przedmiot obrabiany. 1) Parametry skrawania przy wierceniu Podobnie jak i w innych operacjach obr6bki skrawaniem, tak i przy wierceniu wyroznia siq
nastqpujqce technologiczne parametry skrawania (Rys.22): PrqdkoSC skrawania -vc posuw - p i glcbokoSt skrawania - g. PrqdkoSd skrawania oblicza siq ze znanego wzoru:
gdzie: I> -jest Srednicq wiertla mi ( mm), zaS n - prqdkoiciq obrotowq wiertla w ( obr.1 nlin ).
Posu\v - p (mmlobr) jest to osio~ift: przesuniqcie narzqdzia \v milimetrach, p~.zypadajqce na jeden ohrot wiertla (lub przedmiotu).
War~oSci prqdkoici skrawania i j ~ o s u w zaleiq glownie od rodzaju materiah ostrza wiertla i matcriaiu obrabianego. Par-amctr glqbokoSci skl-a\val~ia (\i.iercefiia) w pelnyin matcriale r6wny jest po!c\\vie Srednicy uriertln ( g = 1/2 D).

2) Podzial wiertarek Wiertarki przeznaczone sq glownie do obrobki otworow za pomocq wiertel, rozwiertakow i
poglqbiaczy. Mozna na nich nacinad rowniez gwinty narzqdziarni zwanymi gwintownikami maszynowymi. Ze wzglqdu na rozwiqzania konstrukcyjne wiertarki mozna podzielik na: - stolowe, - stojakowe (slupowe i kadlubowe), og6lnego przeznaczenia - promieniowe,
- wielowrzecionowe pionowe i poziome, - wiertarki do glqbokich otworow, specjalizowane - wiertarki do malych otwor6w.
Przedmioty obrabiane mocowane sq na wiertarkach w nastqpujqcy sposob: male - mocowane sq w imadlach, wieksze - bezpoSrednio na stole wiertarki specjalnymi laparni dociskajqcymi. Przedmioty okrqgle ustawia siq w pryzmach. W produkcji wielkoseryjnej i masowej oraz tam gdzie rozstaw otworow jest tolerowany, stosuje siq przyrzqdy wiertarskie (rysunek 23 c).
Rys. imadle, b) przy uzyciu pryzmy i docisku, c) Erzy uzyciu przyrqdu wiertarskiego
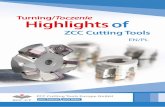
Typowe, mozliwe do przeprowadzenia prace na wiertarkach zaprezentowano na rysunku 23.
Rys. 24 Typowe prace wykonywane na wiertarkach: a) wiercenie, b) powiercanie, c) nawiercanie, d) poglqbianie, e) poglqbianie, f ) rozwiercanie zgrubne, g) rozwiercanie wykahczajqce, 11) rozwiercanie stozkowe. i) gwintowanie
3) Podzial wiertel Ze wzglqdu na przeznaczenie wiel-tla dzielq sie na: a) wiertla ogolnego przeznaczenia, do ktorych nalezq wiertla krqte. b) wiertla specjalnego przeznaczenia, jak wiertla piorkowe (do wiercenia malych otworo~v).
wiertla lufowe (do wiercenia glqbokich otworow) oraz wiertla do nakielk6w. Pod wzglqdem wykonania, wiertla dziela, siq na: jednolite, zgrzewane oraz z plytkami j.
wqglikow spiekanych. Wiertla jednolite wykonywane sq ze stali szybkotnqcych SW9 i S\!'18 lub ze stali niskostopowych NC4, NW2 i NW3. Wiertla krqte sq znonnalizowanyrni nar;.qdziarni wieloostrzowymi (na ogol dwuostrzowyml) i oznaczone zgodnie z polskqnormq synlbolem np. NWKa. Stosowane sq do wiercenia

otworow o glqbokoSciach do 1 OD (D - Srednica wiertla).Budowq wiertla krqtego przedstawiono na rysunku 25. Mocowanie wiertel o Srednicach do 12-14 mm, odbywa siq za ich chwyt cylindryczny w specjalnych uchwytach wiertarskich. Wiertla o wiqkszych Srednicach posiadaja, chwyt w ksztalcie stoika, tzw. stozek Morse'a i mocowane sq bezpoirednio w gnieidzie wrzeciona lub poSrednio za pomocq specj alnych tulej ek redukcyjnych.
Rys. 25 Budowa wiertla krqtego
CzqSd skrawajqca ma dwie gl6wne krawqdzie skrawajqce oraz Scin (poprzecznq krawqdi skrawajqcq), ktory nie skrawa lecz skrobie material zwiqkszajqc silq osiowq Fx (Rys.22). Rowek Srubowy sluiy do odprowadzania wiorow.
W mechanice precyzyjnej zachodzi potrzeba wykonywania otworow o Srednicach ponizej jednego milimetra. Otwory o Srednicach do D=0,12 - 0,17 mm wykonuje siq wiertlami krqtymi, o typowej konstrukcji i geometrii ostrza. Natomiast mikrootwory (D < 0,l mm) wierci siq wiertlami przedstawionymi na rysunku 26, a wiqc wiertlami krqtym - specjalnymi (najmniejsze Srednice tych wiertel to 0,05 rnrn) oraz wiertlami piorkowymi i dziaiowymi.
Rys.26 \JJiertla do obr6bki malych otworow (a-krqte, b-piOrltowe, c-dzialowe)

(Rys.26b;c). Wiertla piorkowe otrzymuje siq poprzez plaskie dwustronne Sciqcie materialu z polfabrykatu jakim jest pelny walec. W wyniku takiej operacji w narzqdziu uksztaltowane zostajq dwie krawqdzie skrawajqce i Scin. Natomiast wiertla dzialowe powstajq poprzez jednostronne zeszlifowania polfabrykatu (walca) czego efektem jest powstanie jednej krawqdzi skrawajqcej i brak Scinu.
Do wiercenia otworow o glqbokoiciach powyzej (1 5-1 OO)D i wiqcej, stosowane sq wiertla o specj alnej konstrukcji zwane wiertlami lufowymi.
VII. Obrobka rozwiercaniem
Rozwiercanie jest obrbbkq, kt6rej celem jest nadanie uprzednio wywierconym otworom, duzej gladkoSci powierzchni, duzej dokladnoici wymiarowej i prawidlowego ksztaltu geometrycznego. Do rozwiercania sluzq narzqdzia wieloostrzowe zwane rozwiertakami. Po rozwiercaniu uzyskuje siq dokladnoici IT6-10 oraz gladkoici Ra=1,25-0,63 pm. Otwory dokladne do Srednicy 7 mm rozwiercane sq rozwiertakami - wykhczakami , zaS przy obrobce otwor6w o wiqkszch Srednicach, rozwiercanie wykaI5czajqce poprzedzone jest rozwiercaniem wstepnyrn, manym r6wniez zgrubnym. 1) Parametry skrawania przy romiercaniu Podobnie jak i przy innych operacjach obrobki skrawaniem tak i przy rozwiercaniu wyroinia
siq nastqpujqce parametry skrawania: prqdkoSd skrawania, posuw i glqbokoSC (gruboSC) warstwy skrawanej .
PrqdkoSC skrawania zaleiy od materialu ostrzy rozwiertak6w i rodzaj6w material6w obrabianych i wyraza siq wzorem:
'ST. D-n - vc - ----------- ( d m i n )
1000 gdzie:
D (mm) i n (obrlmin), oznaczajq odpowiednio Srednice i prqdkoSC obrotowq rozwiertaka.
Posuwy \v rozwiercaniu zalezq przede wszystkim od rodzaju materialu obrabianego oraz Srednicy rozwiercanego otworu. Naddatki na rozwiercanie sq funkcjq Srednicy rozwiercanego otworu i rodzaju rozwiercania ( zgrubne, wykariczajqce). GruboSC warstwy usuwanej rozwiertakiem zdzierakiem wynosi od 0,l do 0,5 mm, a rozwiertakiem wykanczakiem od 0,02 do 0,3 mm, w zaleznoSci od wielkoSci Srednicy obrabianego otworu. 2)Podzial rozwiertakow Rozwiertaki dzielq siq ze wzglqdu na:
a) obrabiany otw6r - na rozwiertaki walcowe i stoikowe, b) dokladnoiC obr6bki - zdzieraki i wykanczaki, c) sposob pracy - rqczne i maszynowe, d) konstrukcjq - stale i nastawne, e) zamocowanie - trzpieniowe i nasadzane.
Rozwiertaki mogqmied rowki wiorowe proste i Srubowe. Rozwiertaki maszynowe stale jak i skladane z nakladanymi plytkami lub wstawianymi ostrzami, wykonywane sq ze stali szybkotnqcej SW9, natomiast rozwiertaki rqczne produkowane sq ze stali narzqdziojvej N\fJ('. Konstrukcje rozwiertakow wykanczak6w maszynowego i recznego przedsta\viono na ~ysunkach 3-7 i 28.

Rys. 27 Rozwiertak maszynowy
Rys. 28 Rozwiertak rqczny
Rozwiertaki te r6iniq siq miqdzy sobq dlugoiciq czeSci roboczej . W rozwiertaku maszynowym (Rys.27) ostrza nakroju sq ostrzarni, kt6re skrawajq pozostawiony naddatek na rozwiercanie wykariczajqce, natomiast ostrza czqSci wygladzajqcej nadajq odpowiedniq gladkoSC powierzchni bocznej otworu.
W rozwiertaku wykariczaku rqcznyrn (Rys.28) Scigcie naroiy pod kqtem 45'jest wykonane tylko dla ulatwienia wprowadzenia rozwiertaka do otworu, natomiast w1aSciwymi krawqdziami skrawajqcymi sq krawqdzie z kqtem przystawienia KF 0'25'.
IloSd ostrzy skrawajqcych wynosi od 4 do 18 i zalezy od irednicy narzqdzia. Podstawowymi obrabiarkami nay ktorych moina wykonywaC operacje rozwiercania s q wiertarki, tokarki, tokarki rewolwerowe oraz automaty tokarskie.
VIII. Wykonat sprawozdanie zamieszczajqc:
- cel Cwiczenia (instrukcja, p.I), - szkic operacji toczenia walka (instr. Rys. 1). frezowania powierzchni (instr. Kys.8)
i wiercenia otwom (instr. Rys.22). Uwaga: w/w zadania wykonaC w zeszycie do laboratorium przed przystqpieniem
do Cwiczenia, - obliczenia prqdkoici skrawania dla wskazanych (w p.III.7) zabieg6w: z podaniein
pomierzonych lub przyjqtych niezbednych danych liczbowych do tych obliczeli, - wyniki pomiar6w gladkoici obrobionych powierzchni, wskazanych w p.III.8, - wnioski dotyczqcce \vplywu wielkoSci parametr6w skrawania Iia dok1adnoSci
wyn~iarn\ve i giadknici obrobionych powierzchni..
IX. Literatura:
1. Z. Jaworski - Obrabiarki do sksawania metali, 2. L. Wrotny - Obrabiarki skrawajqce do merali, 3. J. Dmochowski - Podstany obr6bki skrai\.aniem, 4. b7.Brodowicz - Skrawanie i narzqdzia, 5 . S. Kunstetter - Nrzqdzia skrawajqce do n~etali, 6. B. Kicpuqzewski - Tech!lolngia budowy il-iaszyn, 7. Wyklridy i: przeti:niotu ,,I-'odsta~vy Technil; Wytwawa~!ia".

W sprawozdaniu należy zamieścić rysunek techniczny wykonanego elementu wraz z wymiarami.
Zgodnie z przykładem należy napisać proces technologiczny wykonanego elementu. Dla poszczególnych operacji należy wykonać obliczenia prędkości skrawania.