Term Paper Mec 208
20
Write a report on material used for making dies for pressure die casting of aluminum alloys NAME - ANJANI KUMAR SECTION - M1R11 ROLL NO - A23 REG. NO - 11007354 SUBJECT - MEC 208 SUBMITTED TO - MR. GURAVTAR SINGH
-
Upload
lksingh1987 -
Category
Documents
-
view
218 -
download
0
Transcript of Term Paper Mec 208

8/22/2019 Term Paper Mec 208
http://slidepdf.com/reader/full/term-paper-mec-208 1/20
Write a report on material
used for making dies for
pressure die casting of
aluminum alloys
NAME - ANJANI KUMAR
SECTION - M1R11
ROLL NO - A23
REG. NO - 11007354
SUBJECT - MEC 208
SUBMITTED TO - MR. GURAVTAR SINGH

8/22/2019 Term Paper Mec 208
http://slidepdf.com/reader/full/term-paper-mec-208 2/20
ACKNOWLEDGEMENT
I take this opportunity to present my votes of thanks to all those
guidepost who really acted as lightening pillars to enlighten my way
throughout this project that has led to successful and satisfactory
completion of this study.
. I am highly thankful to my MATERIAL SC. lecturer MR.
GURAVTAR SINGH for his active support, valuable time and
advice, whole-hearted guidance, sincere cooperation and pains-
taking involvement during the study and in completing the
assignment of preparing the said project within the time stipulated.
Lastly, I am thankful to all those, particularly the various friends ,
who have been instrumental in creating proper, healthy and
conductive environment and including new and fresh innovative
ideas for us during the project, their help, it would have been
extremely difficult for me to prepare the project in a time bound
framework .
Name –
ANJANI KUMAR
Regd.NO-11007354
Rollno. – A 23
SECTION- M1R11

8/22/2019 Term Paper Mec 208
http://slidepdf.com/reader/full/term-paper-mec-208 3/20
History
The earliest examples of die casting by pressure injection - as opposed to casting by gravity pressure - occurred in the mid-1800s. A patent was awarded to Sturges in 1849 for the first manually operated machine for casting printing type. The process was l imited to printer’s type for the next 20 years, but development of other shapes began to increase toward the end of the century. By 1892, commercial applications included parts for phonographs and cash registers, and mass production of many types of parts began in the early 1900s.
The first die casting alloys were various compositions of tin and lead, but their use declined with the introduction of zinc and aluminum alloys in 1914.Magnesium and copper alloys quickly followed, and by the 1930s, many of the modern alloys still in use today became available.
The die casting process has evolved from the original low-pressure injection method to techniques including high-pressure casting — at forces exceeding
4500 pounds per square inch — squeeze casting and semi-solid die casting.These modern processes are capable of producing high integrity, near net-shape castings with excellent surface finishes

8/22/2019 Term Paper Mec 208
http://slidepdf.com/reader/full/term-paper-mec-208 4/20
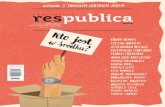
INTRODUCTION :-
FIG :- Schematic view of a high pressure die casting machine
Die casting is a metal casting process that is characterized by forcing molten
metal under high pressure into a mould cavity . The mold cavity is created using
two hardened tool steel dies which have been machined into shape and work
similarly to an injection mold during the process. Most die castings are made from non-ferrous metals,
specifically zinc, copper, aluminium, magnesium, lead, pewter and tin based
alloys. Depending on the type of metal being cast, a hot- or cold-chamber
machine is used.
Die-casting is similar top permanent mould casting except that the metal is injected into the mold under high pressure of 10-210Mpa (1,450-30,500) psi .
This results in a more uniform part, generally good surface finish and good

8/22/2019 Term Paper Mec 208
http://slidepdf.com/reader/full/term-paper-mec-208 5/20
dimensional accuracy, as good as 0.2 % of casting dimension. For many parts, post-machining can be totally eliminated, or very light machining may be required to bring dimensions to size.
Die-casting can be done using a cold chamber or hot chamber process.
1.) In a cold chamber process, the molten metal is ladled into the cold chamber for each shot. There is less time exposure of the melt to the
plunger walls or the plunger. This is particularly useful for metals such as Aluminum, and Copper (and its alloys) that alloy easily with Iron at the higher temperatures.
2.) In a hot chamber process the pressure chamber is connected to the die
cavity is immersed permanently in the molten metal. The inlet port of the pressurizing cylinder is uncovered as the plunger moves to the open (unpressurized) position. This allows a new charge of molten metal to
fill the cavity and thus can fill the cavity faster than the cold chamber process. The hot chamber process is used for metals of low melting point and high fluidity such as tin, zinc, and lead that tend not to alloy easily with steel at their melt temperatures.
Choosing the proper alloy :-
Aluminum - This alloy is lightweight, while possessing high dimensional stability for complex shapes and thin walls. Aluminum has good corrosion resistance and mechanical properties, high thermal and electrical conductivity,as well as strength at high temperatures.

8/22/2019 Term Paper Mec 208
http://slidepdf.com/reader/full/term-paper-mec-208 6/20
Aluminium Pressure Die Casting :-
This process allows the designer the strength and lightness of aluminium along with the ability for thin sections (around 3.5mm) and a comparatively fast
production process.Machining of small holes (2 to 3 mm dia) may be necessary although good tolerances can be achieved with the casting process.
The main alloy used for pressure aluminiumdie casting are LM24 for general-purpose castings (domestic products, engineering castings etc.) and LM6 for castings requiring thinner sections.
Weight range of castings would be from a few grammes to approx. 2.5 kgs.

8/22/2019 Term Paper Mec 208
http://slidepdf.com/reader/full/term-paper-mec-208 7/20
MATERIALS USED :-
1.) LM-2
Aluminium Casting Alloy (AL - Si10Cu2Fe)Colour Code - Red / White
Chemical composition
Copper 0.7 - 2.5 1.5 - 2.5
Magnesium 0.3 Max 0.30 Silicon 9.0 - 11.5 10.0 - 12.0 Iron 1.0 Max 1.1 (0.45 - 1.0) Manganese 0.5 Max 0.55 Nickel 0.5 Max 0.45 Zinc 2.0 Max 1.7 Lead 0.3 Max 0.25 Tin 0.2 Max 0.25 Titanium 0.2 Max 0.25 (0.20) Aluminium Remainder
Mechanical PropertiesChill Cast Die Cast
0.2 % Proof Stress ( N/mm )* 90 - 130 130Tensile Stress ( N/mm2)* 150 - 200 300Elongation ( % )* 1 - 3 1 – 3Impact Resistance. Charpy (Nm) - 2.9Brinell Hardness Number 65 - 90 65 – 90Modulus of Elasticity (x103 N/mm2) 71 71
* The values shown are typical for chill cast bars produced to the requirements of BS 1490or diecast 6mm diameter test bars; minimum specification requirements are in heavy type.Charpy test is for an un-notched test bar.
Strength at Elevated Temperatures.
The reduction in strength of the alloy at elevated temperatures depends upon composition. If the amounts of the elements present, particularly copper, nickel and manganese, are low,the strength is greatly reduced at temperatures of the order of 25O~C but if the maximumpermissible amounts of these elements are present the alloy retains moderate strength atthis temperature.
It should be noted, however! that other factors may restrict the use of diecastings at elevated

8/22/2019 Term Paper Mec 208
http://slidepdf.com/reader/full/term-paper-mec-208 8/20
temperatures.
Physical PropertiesCoefficient of thermal Expansion.
(per degree Centigrade at 20 - 30 ºC.)
0.0000020
Thermal Conductivity.( Cal / cm2 / cm / ºC / sec at 20 ºC)
0.24
Elecrical Conductivity( % Copper Standard at 20 ºC)
26
Solidification Shrinkage (approx. %) 3.7Specific Gravity 2.79Freezing Range ( ºC ) approx. 520 – 580Figure for conductivity applies to Diecastings. Values are approximate and will vary withcondition.
Machinability
This alloy is a little difficult to machine since the high silicon content causes rapid tool wear.It is, however, far easier than the LM6 and LM20 alloys as the tendency to drag is practicallyeliminated by the presence of copper and other elements.
Carbide-tipped tools are advocated but high speed steel tools give good results. A cuttinglubricant and coolant should be employed.
Corrosion Resistance
Resistance to corrosion by ordinary atmospheric conditions is good and by marineatmosphere fairly good. it is inferior in this respect to LM6 but can be improved by anodictreatment.
Anodising
LM2 can be anodically treated to give a protective surface of a darkish grey colour Thesurfaces of die-castings. however, are not generally suitable for decorative anodising.
Casting Characteristics
FLUIDITY- Can be cast into thin and intricate sections with ease.PRESSURE TIGHTNESS - Suitable for leak-tight castings.HOT-TEARING - Castings exhibit virtual freedom from hot-tearing.
TYPICAL POURING TEMPERATURE - Pouring temperatures for diecastings depend verylargely on the particular casting and the machine and vary too widely for a typicaltemperature to provide useful guidance. The melt should not, however, be allowed to standat temperatures only little above the freezing range or the bottom of the melt may become
enriched in such elements as iron and manganese.

8/22/2019 Term Paper Mec 208
http://slidepdf.com/reader/full/term-paper-mec-208 9/20
Heat Treatment
Castings in this alloy are not heat-treated.
Applications and General Notes
Essentially a diecasting alloy, LM2 is not normally used for other types of casting. As ageneral purpose alloy its applications are extremely varied and widespread and it may beused for almost any component which can be diecast, unless the service conditions demanda higher resistance to corrosion or slightly greater ductility, in which case LM6 or LM20maybe preferred.
2.) LM-6
Aluminium Casting Alloy (AL - Si12)Colour Code - Yellow
Chemical composition
(Blue Figures - EN 1706 AC-44100)
Copper 0.1 Max 1.5 (0.10) Magnesium 0.10 Max 0.10 Silicon 10.0 - 13.0 10.5 - 13.5 Iron 0.6 Max 0.65 (0.65) Manganese 0.5 Max 0.55 Nickel 0.1 Max 0.10 Zinc 0.1 Max 0.15 Lead 0.1 Max 0.10 Tin 0.05 Max 0.05 Titanium 0.2 Max 0.20 (0.15) Aluminium Remainder
Mechanical PropertiesSand Cast Chill Cast Die Cast
0.2 % Proof Stress ( N/mm2)* 60 - 70 70 - 80 120
Tensile Stress ( N/mm2)* 160 - 190 190 - 230 280
Elongation ( % )* 5 - 10 7 - 15 2 – 5

8/22/2019 Term Paper Mec 208
http://slidepdf.com/reader/full/term-paper-mec-208 10/20
Impact Resistance. Izod (Nm) 6.0 9.0 -Brinell Hardness Number 50 - 55 55 - 60 55 – 60Endurance Limit( 5 x 107 cycles +/- N/mm2)
51 68 -
Modulus of Elasticity (x103 N/mm2) 71 71 71
Strength at Elevated Temperatures.
Tensile strength and hardness decrease fairly regularly with increasing temperature andbecome relatively poor at temperatures of the order of 150 ºC.
Physical PropertiesCoefficient of thermal Expansion.(per degree Centigrade at 20 - 30 ºC.)
0.0000020
Thermal Conductivity.( Cal / cm2 / cm / ºC / sec at 20 ºC)
0.24
Elecrical Conductivity( % Copper Standard at 20 ºC)
37
Solidification Shrinkage (approx. %) 3.7Specific Gravity 2.65Freezing Range ( ºC ) approx. 565 – 575
Figure for conductivity applies to Sand castings. Values are approximate and will vary with condition.
Machinability
Alloys of this and similar compositions are rather difficult to machine. This is due firstly to their tendency to drag and secondly to the rapid tool wear caused by the high silicon content.Carbide-tipped tools with large rake angles and relatively low cutting speeds give comparativelygood results. A cutting lubricant and coolant should be employed.
Corrosion Resistance
LM6 exhibits excellent resistance to corrosion under both ordinary atmospheric and marine
conditions. For the severest conditions this property can be further enhanced by anodictreatment.
Anodising
LM6 can be anodised by any of the common processes. The resulting protective film ranging incolour from grey to dark brown.
Casting Characteristics
FLUIDITY - Can be cast into thinner and more intricate sections than any of the other types of

8/22/2019 Term Paper Mec 208
http://slidepdf.com/reader/full/term-paper-mec-208 11/20
casting alloys.PRESSURE TIGHTNESS - Especially suitable for teak-tight castings.HOT-TEARING - Castings in sand or chill moulds exhibit complete freedom from hot-tearing.TYPICAL POURING TEMPERATURE - A typical temperature for sand and chill castings is725 ºC but in practice it may range considerably above or below this value according to thedimensions of the casting.
Pouring temperatures for diecastings depend very largely on the particular casting and themachine and vary too widely for a typical temperature to provide useful guidance~ The meltshould not, however, be allowed to stand at temperatures only a little above the freezing rangeor the bottom of the melt may become enriched in such elements as iron and manganese
PATTERNMAKERS' SHRINKAGE - 1.3% or 1/75 NB For diecastings the shrinkage may beexpected to be considerably less.
NOTES -for sand castings and medium and heavy section chill castings the alloy must bemodified before pouring (by treatment with sodium or sodium salts ~ see booklet 'Melting
Practice for the Production of Aluminium Alloy castings'), if the maximum mechanical propertiesare to be realised. An alternative modifying process is the treatment of the melt with strontiumas an aluminium-silicon-strontium hardener- A more persistent state of modification is achievedby this method.
Heat Treatment
Ductility can be improved slightly by heating at 250-300 ºC but apart from stress relieving, theheat-treatment of LM6 is of little industrial interest.
Applications and General Notes
Suitable for marine 'on deck' castings. water-cooled manifolds and jackets, motor-car and roadtransport fittings; thin sections and intricate castings such as motor housings, meter cases andswitch-boxes; for very large castings, e.g., cast doors and panels where ease of casting isessential; for chemical and dye industry castings, e.g. pump parts: for paint industry and-foodand domestic castings. In general use where marine atmospheres or service conditions makecorrosion resistance a matter of major importance. Especially suitable for castings that are tobe welded. The ductility of LM6 alloy enables castings easily to be rectified or even modified inshape, e.g., simple components maybe cast straight and later bent to the required contour-Equally adaptable for sand and permanent mould castings and for diecastings
The aluminium-silicon alloys possess exceptional casting characteristics, which enable them tobe used to produce intricate castings of thick and thin sections. Fluidity and freedom from hot-tearing increase with silicon content and are excellent throughout the range Their resistance tocorrosion is very good, but special care is required in machining. In general, the binary alloysare not heat-treated: at elevated temperatures their strength falls rapidly. Although of mediumstrength their hardness and elastic limit are low but they possess excellent ductility.

8/22/2019 Term Paper Mec 208
http://slidepdf.com/reader/full/term-paper-mec-208 12/20
3.) LM-20
Aluminium Casting Alloy (AL - Si12Cu)Colour Code - Yellow/Green
Chemical composition
(Blue Figures - EN 1706 AC-47000)
Copper 0.4 Max 1.0 (0.9)
Magnesium 0.2 Max 0.35 Silicon 10.0 - 13.0 10.5 - 13.5 Iron 1.0 Max 0.8 (0.7) Manganese 0.5 Max 0.05 - 0.55 Nickel 0.1 Max 0.3 Zinc 0.2 Max 0.55 Lead 0.1 Max 0.20 Tin 0.1 Max 0.10 Titanium 0.2 Max 0.20 (0.15) Chromium - 0.10 Aluminium Remainder
Mechanical PropertiesChill Cast Die Cast
0.2 % Proof Stress ( N/mm )* 70 - 80 120Tensile Stress ( N/mm2)* 190 - 230 280Elongation ( % )* 5 1 – 3Impact Resistance. Izod (Nm) 9.0 4.0Brinell Hardness Number 55 - 65 65 – 75Endurance Limit( 5 x 107 cycles +/- N/mm2)
80 - 100 80 – 100
Modulus of Elasticity (x103
N/mm2
) 71 71
* The values shown are typical for chill cast bars produced to the requirements of BS 1490 or die cast6mm diameter test bars; minimum specification requirements are in heavy type.
Strength at Elevated Temperatures.
Tensile strength and hardness decrease fairly regularly with increasing temperature andbecome relatively poor at temperatures of the order of 200 ºC, with a corresponding increase
in elongation.

8/22/2019 Term Paper Mec 208
http://slidepdf.com/reader/full/term-paper-mec-208 13/20
Physical PropertiesCoefficient of thermal Expansion.(per degree Centigrade at 20 - 30 ºC.)
0.0000020
Thermal Conductivity.
( Cal / cm
2
/ cm /ºC / sec at 20
ºC)
0.37
Elecrical Conductivity( % Copper Standard at 20 ºC)
37
Solidification Shrinkage (approx. %) 3.7Specific Gravity 2.68Freezing Range ( ºC ) approx. 565 – 575Values are approximate and will vary with condition.
Machinability
Castings made in LM20 are rather difficult to machine. This is due to their tendency to drag
and rapid tool wear caused by the high silicon content. The higher copper content doesreduce the problem of drag compared to LM6.Carbide-tipped tools with large rake angles and relatively low cutting speeds givecomparatively good results. A cutting lubricant and coolant should be employed.
Corrosion Resistance
LM20 exhibits high resistance to corrosion under both ordinary atmospheric and marineconditions. For the severest conditions this property can be further enhanced by anodictreatment. LM20 is only marginally worse than LM6 with respect to corrosion resistance.
Anodising
LM20 can be anodised by any of the common processes. The resulting protective filmranging in colour from grey to dark brown. The surfaces of diecastings are generally notsuitable for decorative anodising.
Casting Characteristics
FLUIDITY - Can be cast into thinner and more intricate sections than many other types of casting alloys.PRESSURE TIGHTNESS - Especially suitable for teak-tight castings.HOT-TEARING - Castings tend to exhibit complete freedom from hot-tearing.TYPICAL POURING TEMPERATURE - Pouring temperatures for diecastings depend verylargely on the particular casting and the machine and vary too widely for a typicaltemperature to provide useful guidance. The melt should not, however, be allowed to standat temperatures only a little above the freezing range or the bottom of the melt may becomeenriched in such elements as iron and manganese
PATTERNMAKERS' SHRINKAGE - 1.3% or 1/75.
NOTES -for sand castings and medium and heavy section chill castings the alloy must bemodified before pouring (by treatment with sodium or sodium salts ~ see booklet 'Melting

8/22/2019 Term Paper Mec 208
http://slidepdf.com/reader/full/term-paper-mec-208 14/20
Practice for the Production of Aluminium Alloy castings'), if the maximum mechanicalproperties are to be realised. An alternative modifying process is the treatment of the meltwith strontium as an aluminium-silicon-strontium hardener- A more persistent state of modification is achieved by this method.
Heat Treatment
Castings in this alloy are not heat-treated.
Applications and General Notes
Suitable for marine 'on deck' castings. water-cooled manifolds and jackets, motor-car androad transport fittings; thin sections and intricate castings such as motor housings, meter cases and switch-boxes; for very large castings, e.g., cast doors and panels where ease of
casting is essential; for chemical and dye industry castings, e.g. pump parts: for paintindustry and-food and domestic castings. In general use where marine atmospheres or service conditions make corrosion resistance a matter of major importance. LM20 isgenerally only preferred to LM2 or LM24 when the castings are used in aggressive media,requiring the higher resistance LM20 offers. Where the very highest resistance is required,then LM6 may be found superior to LM20.
LM20 has slightly better castability than LM6.
4.) LM-24
Aluminium Casting Alloy (AL - Si8Cu3Fe)Colour Code - Red / Blue
Chemical composition
(Blue Figures - EN 1706 AC-46500)
Copper 3.0 - 4.0 2.0 - 4.0 Magnesium 0.3 Max 0.05 - 0.55 Silicon 7.5 - 9.5 8.0 - 11.0 Iron 1.3 Max 1.3 (0.6 - 1.2) Manganese 0.5 Max 0.55 Nickel 0.5 Max 0.55 Zinc 3.0 Max 3.0 Lead 0.3 Max 0.35 Tin 0.2 Max 0.25 Titanium 0.2 Max 0.25 (0.20)

8/22/2019 Term Paper Mec 208
http://slidepdf.com/reader/full/term-paper-mec-208 15/20
Chromium - 0.15 Aluminium Remainder
Mechanical Properties
Chill Cast Die Cast
0.2 % Proof Stress ( N/mm2)* 100 - 120 150Tensile Stress ( N/mm2)* 180 - 220 380Elongation ( % )* 1.5 - 4 1 – 3Impact Resistance. Charpy (Nm) - 3.4Brinell Hardness Number 85 85Modulus of Elasticity (x103 N/mm2) 71 71
* The values shown are typical for chill cast bars produced to the requirements of BS 1490 or diecast6mm diameter test bars; minimum specification requirements are in heavy type. Charpy test is for an
un-notched test bar.
Strength at Elevated Temperatures.
Room temperature- tensile strength is largely maintained up to temperatures of the order of 150 ºC, and approximately halved at 250 ºC. It should be noted, however, that other factorsmay restrict the use of diecastings at elevated temperatures.
Physical Properties
Coefficient of thermal Expansion.(per degree Centigrade at 20 - 30 ºC.)
0.0000021
Thermal Conductivity.( Cal / cm2 / cm / ºC / sec at 20 ºC)
0.23
Elecrical Conductivity( % Copper Standard at 20 ºC)
24
Specific Gravity 2.79Freezing Range ( ºC ) approx. 520 – 580Values are approximate and will vary with condition.
MachinabilityMachining practice is similar to that for other Aluminium casting alloys containing silicon.whilst there is not the tendency to drag associated with high silicon alloys such as LM6, toolwear is more rapid than in the case of alloys containing relatively small amounts of silicon.The use of carbide-tipped tools is recommended but a good finish can be obtained with highspeed steels. Lower alloy steel tools may be used provided they are frequently re-ground tomaintain a sharp cutting edge. A cutting lubricant and coolant should be employed.
Corrosion Resistance
Resistance to attack under normal atmospheric conditions is similar to that of alloy LM4 -fairly good. In marine atmospheres, or under other severe conditions, castings in this alloy

8/22/2019 Term Paper Mec 208
http://slidepdf.com/reader/full/term-paper-mec-208 16/20
should be protected by painting.
Anodising
Anodising treatment by either the chromic or sulphuric acid process produces an anodic filmof a grey colour. The surfaces of diecastings, however, are not generally suitable for decorative anodising.
Casting Characteristics
FLUIDITY - Although slightly less fluid than LM6 and LM2, the alloy is used successfully for castings of thin sections.PRESSURE TIGHTNESS- suitable for leak-tight castings.HOT-TEARING - Most castings may be produced in this alloy with complete absence of hot-
tears.TYPICAL POURING TEMPERATURE - Pouring temperatures for diecastings depend verylargely on the particular casting and the machine, and vary too widely for a typicaltemperature to provide useful guidance. The melt should not, however, be allowed to standat temperatures only a little above the freezing range or the bottom of the melt may becomeenriched in such elements as iron and manganese.
Heat Treatment
Castings in this alloy are not heat-treated.
Applications and General Notes
LM24 is essentially a diecasting alloy. It has excellent casting characteristics and is generallya little simpler to diecast than the higher silicon-containing alloys. Die-castings in LM24 aresuitable for most engineering applications and have an advantage over an alloy such as LM6when maximum mechanical properties are required. In practice LM6 is preferred to LM24only for diecastings in which a high resistance to corrosion is the primary requirement. Analloy of composition similar to LM24 is by far the most widely used diecasting alloy in theUnited States and a similar alloy has recently been adopted by the European DiecastingCommittee.
For the vast majority of diecastings, the alloys LM2 and LM24 are equally suitable.

8/22/2019 Term Paper Mec 208
http://slidepdf.com/reader/full/term-paper-mec-208 17/20
5.) LM-25
Aluminium Casting Alloy (AL - Si7Mg0.5)Colour Code - Yellow / Blue
Chemical composition
(Blue Figures - EN 1706 AC-42000)
Copper 0.2 Max 0.2 (0.15) Magnesium 0.2 - 0.6 0.20 - 0.65 Silicon 6.5 - 7.5 6.5 - 7.5 Iron 0.5 Max 0.55 (0.45) Manganese 0.3 Max 0.35
Nickel 0.1 Max 0.15 Zinc 0.1 Max 0.15 Lead 0.1 Max 0.15 Tin 0.05 Max 0.05 Titanium 0.2 Max 0.05 - 0.25 Aluminium Remainder
Mechanical Properties LM25-MSand Cast Chill Cast
0.2 % Proof Stress ( N/mm2
)* 80 - 100 80 - 100Tensile Stress ( N/mm2)* 130 - 150 160 - 200Elongation ( % )* 2 3 Impact Resistance. Izod (Nm) 9.0 4.0Brinell Hardness Number 55 - 65 55 - 65Modulus of Elasticity (x103 N/mm2) 71 71
Mechanical Properties LM25-TESand Cast Chill Cast
0.2 % Proof Stress ( N/mm )* 120 - 150 130 - 200Tensile Stress ( N/mm )* 150 - 180 190 - 250Elongation ( % )* 1 2 Impact Resistance. Izod (Nm) 70 - 75 75 - 95Brinell Hardness Number 55 80 - 110Endurance Limit ( 5 x 107 cycles +/- N/mm2) 71 71Modulus of Elasticity (x103 N/mm2) 140
Mechanical Properties LM25-TB7Sand Cast Chill Cast
0.2 % Proof Stress ( N/mm )* 80 - 110 90 - 110Tensile Stress ( N/mm2)* 160 230

8/22/2019 Term Paper Mec 208
http://slidepdf.com/reader/full/term-paper-mec-208 18/20
Elongation ( % )* 2.5 5 Brinell Hardness Number 65 - 75 65 - 75Endurance Limit (5x108 cycles;N/mm2) 70 - 100 75Modulus of Elasticity (x103 N/mm2) 71 71
Mechanical Properties LM25-TF Sand Cast Chill Cast
0.2 % Proof Stress ( N/mm2)* 200 - 250 220 - 260Tensile Stress ( N/mm )* 230 - 280 280 - 320Elongation ( % )* 2 Brinell Hardness Number 90 - 110 90 - 110Endurance Limit (5x108 cycles;N/mm2) 60 95Modulus of Elasticity (x103 N/mm2) 71 71Shear Strength (N/mm2) 180 205
Strength at Elevated Temperatures.
The tensile properties of LM25 alloy at elevated temperatures are influenced by the condition(Heat Treatment) of the castings and the duration at the elevated temperature. On short termtesting (30 Mins) the properties fall only slowly and uniformly up to about 200 deg C, atwhich the strength of LM25 - TF is reduced by about 20%. Very prolonged heating (10,000Hours) results in a sharp loss of strength at around 135 deg C. At 200 deg C the strength of LM 25 - TF is less than half of that at room temperature. There is therefore no advantage tobe gained by heat treatment if the component is to be used at elevated temperatures above
130 deg C for extended periods.
Physical PropertiesCoefficient of thermal Expansion.(per degree Centigrade at 20 - 30 ºC.)
0.0000022
Thermal Conductivity.( Cal / cm2 / cm / ºC / sec at 20 ºC)
0.36
Elecrical Conductivity( % Copper Standard at 20 ºC)
39
Specific Gravity 2.68Freezing Range ( ºC ) approx. 555 - 615Figure for conductivity applies to Diecastings. Values are approximate and will vary with condition.
Machinability
The heat treated alloy has fairly good machining properties, but tools should preferably be of high speed steel and must be kept sharp. A moderately high rate of tool wear may beexpected. Liberal cutting lubricant should be employed.
Corrosion Resistance : Resistance to corrosive attack by sea water and marine
atmospheres is high.

8/22/2019 Term Paper Mec 208
http://slidepdf.com/reader/full/term-paper-mec-208 19/20
Anodising
A protective anodic film can be obtained by either the sulphuric or chromic acid process, butthe grey opaque character of the coatings of normal thickness precludes their colouring in
light shades for decorative purposes.
Casting Characteristics
FLUIDITY - Good, suitable for fairly thin castings.PRESSURE TIGHTNESS- Excellent, suitable for leak-tight castings.HOT-TEARING - Excellent, problems due to hot tearing are very rare.TYPICAL POURING TEMPERATURE - 710 deg C.
Practical pouring temperatures will depend on the mould configuration. Care must be taken
not to over-heat the melt, or Magnesium may be lost resulting in poor properties. Care withClorination must also be taken to avoid removing Magnesium.
Heat Treatment
There are three levels of heat treatment conditions commonly used for LM25.
LM25 - TE (Precipitation treated) - Heat for 8 - 10 Hours at 155 - 175 deg C and air cool.
LM25 - TB7 (Solution treated and stabilised) - Heat for 4 - 12 Hours at 525 - 545 deg C andquench in hot water, then stabilise at 250 deg C for 2 - 4 Hours. The time at temperaturemust be long enough to ensure a reasonable stability of the properties prior to mechanicaltesting.
LM25 - TF (Fully heat treated) - Heat for 4 - 12 Hours at 525 - 545 deg C and quench in hotwater. Precipitation treat for 8 - 12 Hours at 155 - 175 deg C.
Applications and General Notes
LM25 is mainly used where good mechanical properties are required in castings of shape or dimensions requiring an alloy of excellent castability in order to achieve the desired standard
of soundness. The alloy is also used where resistance to corrosion is an importantconsideration, particularly where high strength is also required. it has good weldability.Consequently LM25 finds applications in the food, chemical, marine, electrical and manyother industries, and above all - in the automotive industry where it is used for wheels,cylinder blocks and heads. It's potential uses are increased by it's 4 available levels of heattreatment in both sand and chill castings. It is, in practice, the general purpose high strengthgravity diecasting alloy.
LM25 may be superior for castings, particularly in chill moulds, which are difficult to make tothe required standard of soundness. It offers better machinability and mechanical propertiesthan LM6.

8/22/2019 Term Paper Mec 208
http://slidepdf.com/reader/full/term-paper-mec-208 20/20
Advantage of aluminium pressure die casting
*Consistent qality over high volumes
*Tight tolerance achieved as cast
*Long life of the die mould
*Cost-effective high volume production
*Part consolidation eliminates operations
*Minimal draft angles on internal features
*The unit price is cheaper
BIBLIOGRAPHY :-
http://www.kayepresteigne.co.uk/lm2
http://www.efunda.com/processes/metal_processing/die_casting.cfm
http://www.kineticdiecasting.com/what-is-die-casting.html
http://www.rheocast.com