![PROGRAM STUDIÓW PODYPLOMOWYCH · ... J. Skarbiński: Technologiczność konstrukcji maszyn, WNT ... Konstrukcja odlewów. Ashby, PWT W-wa 1957, [3] Podstawy konstrukcji maszyn pod](https://static.fdocuments.pl/doc/165x107/5c793c0b09d3f2cb498c9f1c/program-studiow-j-skarbinski-technologicznosc-konstrukcji-maszyn.jpg)
SYSTEM DO EKSPLORACJI WYBRANYCH DANYCH …atmia.put.poznan.pl/Woluminy/Fil/ATMiA_28_1_4.pdf · zy...
12
KOMISJA BUDOWY MASZYN PAN – ODDZIA Ł W POZNANIU Vol. 28 nr 1 Archiwum Technologii Maszyn i Automatyzacji 2008 ZENON IGNASZAK * , ROBERT SIKA ** SYSTEM DO EKSPLORACJI WYBRANYCH DANYCH PRODUKCYJNYCH ORAZ JEGO TESTOWANIE W ODLEWNI W artykule przedstawiono założenia, procedury i opis działania autorskiego systemu KonMas- -final służącego do eksploracji wybranych danych o procesie odlewania. Dane te są wprowadzane częściowo z układu automatycznego pomiaru temperatury, a częściowo przez obsługę laborato- rium zamiast zapisów w postaci raportów – rękopisów. Omówiono sposób akwizycji danych i ich wykorzystanie do weryfikacji warunków produkcji. Wskazano, jak ważny jest ten sposób udostęp- niania wiarygodnych informacji, do tej pory niedostępnych w superkrótkim czasie, podczas anali- zy przyczyn powstawania wad odlewów i sterowania jakością. System KonMas-final może być łatwo sprzężony z systemem SAP R/3 i służyć do sterowania jakością w szerszym wymiarze. Słowa kluczowe: odlewnictwo, bazy danych, eksploracja danych, właściwości mas formier- skich, temperatura odlewania 1. WPROWADZENIE Rosnące wymagania klientów co do jakości odlewów zmuszają zakłady od- lewnicze do wprowadzania coraz doskonalszych rozwiązań technologicznych, a ostatnio także informatycznych. Oczekiwania te dotyczą coraz częściej obsza- rów zaniedbywanych w odlewnictwie, tj. komunikacji (przepływu informacji) i logistyki. Postęp ten musi polegać na wdrożeniu rozwiązań systemowych. Sys- temy informatyczne powinny pozwalać na definiowanie i tworzenie baz danych o procesach, śledzić parametry wpływające na jakość, aktualizować bazy danych, a pozyskiwane informacje wykorzystywać do bieżącego sterowania jakością i do jej analiz [2, 3]. W procesach odlewania występuje ogromna ilość danych, z których zdecydo- wana większość zazwyczaj nie jest poddawana ciągłym pomiarom bezpośrednim i rejestracji, zwłaszcza automatycznej. Nawet te dane, które są mierzone i archiwi- zowane (np. składy chemiczne wytopów określane metodą spektrometryczną), nie * Prof. dr hab. inż. ** Mgr inż. Instytut Technologii Materiałów Politechniki Poznańskiej.
-
Upload
truongdien -
Category
Documents
-
view
229 -
download
0
Transcript of SYSTEM DO EKSPLORACJI WYBRANYCH DANYCH …atmia.put.poznan.pl/Woluminy/Fil/ATMiA_28_1_4.pdf · zy...

K O M I S J A B U D O W Y M A S Z Y N P A N – O D D Z I A Ł W P O Z N A N I U Vol. 28 nr 1 Archiwum Technologii Maszyn i Automatyzacji 2008
ZENON IGNASZAK*, ROBERT SIKA**
SYSTEM DO EKSPLORACJI WYBRANYCH DANYCH PRODUKCYJNYCH
ORAZ JEGO TESTOWANIE W ODLEWNI
W artykule przedstawiono założenia, procedury i opis działania autorskiego systemu KonMas- -final służącego do eksploracji wybranych danych o procesie odlewania. Dane te są wprowadzane częściowo z układu automatycznego pomiaru temperatury, a częściowo przez obsługę laborato-rium zamiast zapisów w postaci raportów – rękopisów. Omówiono sposób akwizycji danych i ich wykorzystanie do weryfikacji warunków produkcji. Wskazano, jak ważny jest ten sposób udostęp-niania wiarygodnych informacji, do tej pory niedostępnych w superkrótkim czasie, podczas anali-zy przyczyn powstawania wad odlewów i sterowania jakością. System KonMas-final może być łatwo sprzężony z systemem SAP R/3 i służyć do sterowania jakością w szerszym wymiarze.
Słowa kluczowe: odlewnictwo, bazy danych, eksploracja danych, właściwości mas formier-skich, temperatura odlewania
1. WPROWADZENIE
Rosnące wymagania klientów co do jakości odlewów zmuszają zakłady od-lewnicze do wprowadzania coraz doskonalszych rozwiązań technologicznych, a ostatnio także informatycznych. Oczekiwania te dotyczą coraz częściej obsza-rów zaniedbywanych w odlewnictwie, tj. komunikacji (przepływu informacji) i logistyki. Postęp ten musi polegać na wdrożeniu rozwiązań systemowych. Sys-temy informatyczne powinny pozwalać na definiowanie i tworzenie baz danych o procesach, śledzić parametry wpływające na jakość, aktualizować bazy danych, a pozyskiwane informacje wykorzystywać do bieżącego sterowania jakością i do jej analiz [2, 3].
W procesach odlewania występuje ogromna ilość danych, z których zdecydo-wana większość zazwyczaj nie jest poddawana ciągłym pomiarom bezpośrednim i rejestracji, zwłaszcza automatycznej. Nawet te dane, które są mierzone i archiwi-zowane (np. składy chemiczne wytopów określane metodą spektrometryczną), nie
* Prof. dr hab. inż. ** Mgr inż.
Instytut Technologii Materiałów Politechniki Poznańskiej.
Z. Ignaszak, R. Sika 62
są wykorzystywane do optymalizacji i komputerowego wspomagania sterowania jakością. Dostęp do większej ilości wiarygodnych danych, często przy niedosko-nałym (by nie powiedzieć prymitywnym) systemie ich eksploracji, wymaga zaku-pu odpowiedniego sprzętu pomiarowego i zaangażowania bądź nowych pracow-ników, bądź obciążenia dodatkowymi obowiązkami pracowników z różnych od-cinków produkcji, co według powszechnych, upraszczających opinii wpływa na obniżenie wydajności.
Wiedza o procesach odlewania, ich komputerowe modelowanie i prognozowa-nie jakości odlewów, stosowane metody statystyczne, systemy sztucznej inteli-gencji (sieci neuronowe) to już dużo, ale w wielu przypadkach za mało, aby po-prawnie ocenić pojawiające się anomalie produkcji i im przeciwdziałać, gdyż bra-kuje wiarygodnych, wciąż aktualizowanych danych.
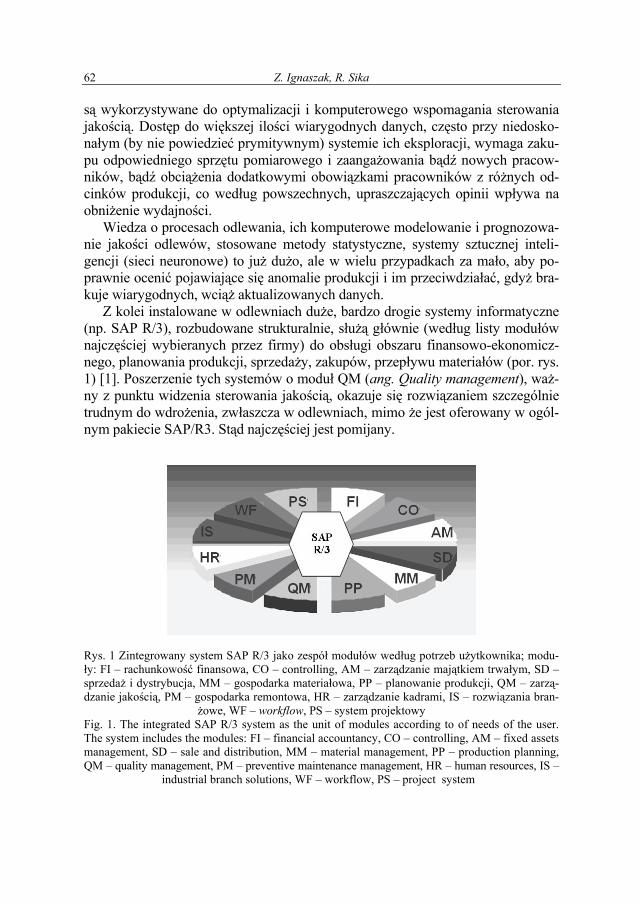
Z kolei instalowane w odlewniach duże, bardzo drogie systemy informatyczne (np. SAP R/3), rozbudowane strukturalnie, służą głównie (według listy modułów najczęściej wybieranych przez firmy) do obsługi obszaru finansowo-ekonomicz-nego, planowania produkcji, sprzedaży, zakupów, przepływu materiałów (por. rys. 1) [1]. Poszerzenie tych systemów o moduł QM (ang. Quality management), waż-ny z punktu widzenia sterowania jakością, okazuje się rozwiązaniem szczególnie trudnym do wdrożenia, zwłaszcza w odlewniach, mimo że jest oferowany w ogól-nym pakiecie SAP/R3. Stąd najczęściej jest pomijany.
Rys. 1 Zintegrowany system SAP R/3 jako zespół modułów według potrzeb użytkownika; modu-ły: FI – rachunkowość finansowa, CO – controlling, AM – zarządzanie majątkiem trwałym, SD – sprzedaż i dystrybucja, MM – gospodarka materiałowa, PP – planowanie produkcji, QM – zarzą-dzanie jakością, PM – gospodarka remontowa, HR – zarządzanie kadrami, IS – rozwiązania bran- żowe, WF – workflow, PS – system projektowy Fig. 1. The integrated SAP R/3 system as the unit of modules according to of needs of the user. The system includes the modules: FI – financial accountancy, CO – controlling, AM – fixed assets management, SD – sale and distribution, MM – material management, PP – production planning, QM – quality management, PM – preventive maintenance management, HR – human resources, IS – industrial branch solutions, WF – workflow, PS – project system
System do eksploracji wybranych danych produkcyjnych … 63
Rozwiązaniem mniej kosztownym niż moduł QM i łatwiejszym do wdrożenia są dostosowane do faktycznych potrzeb odlewni prostsze systemy. Z założenia powinny one lepiej przystawać do natury gromadzonych danych technologicz-nych. Sprawdzają się wtedy w praktyce sterowania jakością, które powinno być oparte nie tylko na danych rejestrowanych w czasie rzeczywistym, ale także na uporządkowanych, łatwo i szybko dostępnych danych historycznych [2]. Nowo-czesna eksploracja danych (ang. data mining) wymaga najczęściej opracowania od początku takich systemów, o odpowiedniej architekturze baz danych, uwzględnia-jącej:
− rodzaj i sposób pozyskiwania danych – jest to proces najbardziej czaso-chłonny; dobrze zorganizowane rejestrowanie danych pozwala uzyskać informa-cje od razu przydatne do analizy, szczególnie ważne w początkowym okresie produkcji danego asortymentu (co nie przeszkadza w ich szerszym wykorzysta-niu, np. w systemach sztucznej inteligencji do nauczenia sieci neuronowej, do czego potrzeba wielu zsynchronizowanych danych wejściowych),
− przetwarzanie danych – według szczegółowych algorytmów i modeli, − klasyfikację i jej kryteria – uporządkowanie analizowanych informacji
o obiektach w charakterystyczne zbiory według kategorii, − zestawianie danych w różnych konfiguracjach, − przydatność do wykrywania korelacji za pomocą np. systemów sztucznej
inteligencji czy analizy statystycznej. Prezentowane w artykule autorskie narzędzie informatyczne – system
KonMas-final [5, 6] – zostało stworzone zgodnie z powyższymi wskazaniami. Ułatwia ono podejmowanie decyzji na podstawie zarejestrowanych danych oraz umożliwia ich przygotowanie jako podstaw do analiz. Jest to narzędzie komple-mentarne w stosunku do podstawowych modułów systemu SAP R/3. Stanowi ono pierwszy z opracowanych systemów pomocniczych [2] do zarządzania jako-ścią AQ (ang. Assurance Quality) i spełniających funkcje, jakich się oczekuje od wskazanego wyżej modułu QM.
2. ZAŁOŻENIA I OPIS SYSTEMU
2.1. Bazy danych i postulat płaszczyzny integracyjnej
Według jednej z definicji baza danych [7] jest to uporządkowany zbiór danych przechowywanych w pamięci komputera, a system baz danych według tej defini-cji to bazy danych połączone ze środkami programowanymi, które umożliwiają współbieżne operowanie (wyszukiwanie i aktualizowanie) danymi w bazach. Każda baza danych ma: własne źródło danych, własnych użytkowników i związki z reprezentowaną rzeczywistością.

Z. Ignaszak, R. Sika 64
Trudno nie dostrzec znaczącej roli baz danych oraz systemów przetwarzają-cych te bazy. Dobrze zaprojektowany system baz danych umożliwia elastyczny, a zarazem szybki dostęp do informacji produkcyjnych. Zagadnienie to jest szcze-gólnie istotne, kiedy przetwarzana jest jednocześnie duża grupa danych, o różnej naturze, rejestrowanych w czasie przez specjalnie zaprogramowane systemy po-miarowe. W przypadku tak skomplikowanych technik wytwarzania jak odlewnic-two różnorodność źródeł danych i ich natura, a także trudności pozyskiwania nie-zakłóconych parametrów (z uwagi na skrajnie niesprzyjające warunki, np. wysoka temperatura, silne pola magnetyczne), techniczne opracowanie systemu pozyski-wania danych stają się zasadniczymi problemami.
Gdy już dysponuje się takimi danymi, można wymagać, aby ich zapis i kolejne aktualizacje nabrały realnego kształtu bazy danych. I dopiero wtedy można mówić o znaczeniu struktury danych, która powinna być od początku dobrze rozplanowa-na i właściwie interpretowana. Ważne jest zatem zadanie zaprojektowania sche-matu bazy danych. To właśnie od niego zależy sposób jej strukturyzacji. Projek-tanci baz danych definiują wspomnianą strukturę bazy i przygotowują programy szczegółowe (aplikacje bazy danych), które mają ułatwić późniejsze korzystanie z niej. Baza danych jest tworzona w określonym celu, dla określonej grupy użyt-kowników, która powinna posiąść wiedzę dotyczącą korzystania z tej bazy.
Struktura bazy danych jest najpierw uzupełniana danymi (znacząca więc rola operacji data mining), a następnie przetwarzana według aplikacji, najczęściej za-proponowanych przez projektanta systemu obsługującego bazę po konsultacji ze specjalistą technologiem odlewnictwa.
Opracowana wersja systemu KonMas-final, zgodnie z założeniem, umożliwia wprowadzenie do bazy danych wszystkich parametrów technologicznych mas formierskich, oznaczanych w laboratorium produkcyjnym. Każda masa jest uży-wana w konkretnym przedziale czasowym do wykonywania form do odlewania na liniach automatycznych. Od lat parametry te były zapisywane tylko w raportach –rękopisach. Innymi parametrami wprowadzanymi automatycznie do systemu KonMas-final są dane temperaturowe i czasowe z każdego zalania odlewu.
Parametry te są udostępniane wytypowanym użytkownikom systemu, także za pośrednictwem sieci komputerowych. Za pomocą odpowiednich algorytmów KonMas-final można zestawiać i analizować parametry masy w bazie, porówny-wać je z innymi danymi, które są również dostępne z poziomu KonMas-final, lub przekazać je do zbiorczych, zaawansowanych baz danych systemu SAP R/3 (jako opcja: import/eksport danych).
W przyszłości przewiduje się stworzenie bazy danych, w której będą przecho-wywane najistotniejsze, poszerzone dane napływające z wydziałów produkcyj-nych w czasie rzeczywistym. Oprócz parametrów masy formierskiej i temperatury żeliwa, rejestrowanych obecnie przez KonMas-final, będą to: skład chemiczny (ze spektrometru), charakterystyki mechaniczne oraz najważniejsze informacje – o jakości odlewów – w odniesieniu do odlewanej serii. Zamierza się wprowadzać

System do eksploracji wybranych danych produkcyjnych … 65
informacje nawet o rozkładzie ilościowym i rodzajowym braków w funkcji kolej-ności w każdej serii odlewów wykonywanych na liniach automatycznych.
Te informacje powinny być dostępne w systemie SAP R/3 jako jedna wyod-rębniona baza danych (dla wybranej koncepcji strukturyzacji bazy) według mode-lu relacyjnego lub obiektowego.
Eksport zarejestrowanych przez system KonMas-final danych do nowej bazy utworzonej w systemie SAP R/3 umożliwia również rozproszenie danych (w tzw. rozproszonych bazach danych), co wydaje się rozwiązaniem korzystniejszym. Przetwarzanie rozproszone pozwala lepiej wykorzystać moc obliczeniową kompu-terów i dopasować dane do lokalnego zapotrzebowania na pewne informacje oraz zapewnia centralizację macierzystych baz danych (np. autorskie pliki XLS, baza BTrieve), co zasygnalizowano na rys. 2. Pewne dane mogą korelować ze sobą w zależności od decyzji technologa (np. parametry masy – temperatura żeliwa, czas zalewania – temperatura żeliwa, temperatura żeliwa – jakość odlewów).
Rys. 2. Schemat płaszczyzny integracyjnej systemu KonMas-final z bazą BTrieve Fig. 2. Diagram of the integration plane of the system KonMas-final with the BTrieve database
Z. Ignaszak, R. Sika 66
Wprowadzane zmiany i aktualizacja bazy będą widoczne dla wszystkich użyt-kowników i mogą spełniać funkcję integracyjną. Dane mogą przepływać między różnymi wydziałami przedsiębiorstwa, a czas gromadzenia informacji będzie krót-szy. Można wtedy mówić o spójności bazy danych [4]. Jednak pewne zalecenia związane z tymi prawidłowościami przybierają w przypadku systemu przeznaczo-nego dla odlewnictwa inny wymiar, co wynika ze specyfiki tej technologii. Aby było możliwe łączenie danych napływających w różnym czasie z różnych miejsc (różne wydziały, oddziały, laboratoria), muszą być one „umocowane” w czasie. Już dzisiaj pozwala to na grupowanie i kojarzenie danych, napływających do wstępnie utworzonej bazy, z uwzględnieniem chronologii produkcji i sekwencji jej etapów, a dalej korekt czasowych przy opracowaniach wymagających skoja-rzeń czasowych z dokładnością np. do czasu produkcji kilku form (cykli) na linii (kilku minut w odniesieniu do okresu odlewania danej serii, np. 1–2 h).
2.2. Główne zadania opracowanego systemu
Idea systemu KonMas-final narodziła się podczas formułowania zakresu pracy dyplomowej pt. „Studium nad strukturą systemu SAP R/3 i możliwości jego dostosowania do zarządzania oraz sterowania jakością w Odlewni Żeliwa ŚREM SA” [5]. Odlewnia ta to jeden z czołowych producentów odlewów że-liwnych w Polsce i Europie. Pierwotnie program był przeznaczony do rejestro-wania i przetwarzania parametrów mas formierskich stosowanych na obu auto-matycznych liniach produkcyjnych Wydziału Odlewów Lekkich. Z czasem w programie uwzględniono możliwość przejmowania danych z Wydziału Central-nej Wytapialni oraz utworzono algorytmy do ich przetwarzania. Założono, że wszystkie lub wybrane wyniki będzie można zobrazować za pomocą wykresów, a po szczegółowej analizie – zbiorczych raportów. Dane z poszczególnych wy-działów, po odpowiedniej konwersji formatów plików (z zarejestrowanymi da-nymi), mogą być dostępne z poziomu systemu SAP R/3 w postaci kodowanych zbiorów ASCII lub dowolnych plików o akceptowanych przez SAP formatach (xls, doc, dbf).
Narzędzie skonstruowano w taki sposób, aby każdy użytkownik obsługujący program był identyfikowany. Pracownicy obsługujący KonMas-final posiadają odpowiednie uprawnienia, login oraz hasło.
W programie KonMas-final zastosowano trzy rodzaje uprawnień (analiza jest możliwa tylko w wersji FULL):
− małe – Przeg (przeglądanie danych i analiza), − średnie – Przeg/Dop/Zm (przeglądanie danych i analiza, dopisywanie,
edycja), − duże – Przeg/Dop/Zm/Konf (przeglądanie danych i analiza, dopisywanie,
edycja, administracja).

System do eksploracji wybranych danych produkcyjnych … 67
Wszystkie wprowadzone do programu dane, ich zmiana oraz próby zafał-szowania czy poprawiania są rejestrowane i dostępne w dowolnej chwili dla administratora programu.
Z głównych funkcji, które powinny pełnić programy wchodzące w skład sys-temu i które są w większości pełnione przez KonMas-final, należy wymienić:
− raportowanie wartości mierzonych i rejestrowanych parametrów, w pełni identyfikowalnych ze względu na ich powiązanie z konkretną serią odlewów,
− tworzenie wykresów statystycznych oraz wykresów SKP (statystyczna kontrola procesu przy użyciu budowanych dynamicznie kart Shewharta),
− przetwarzanie raportów według potrzeb określonych przez technologów, − wskazanie podstaw typowych analiz zmienności rejestrowanych parame-
trów w zestawieniu z informacjami o brakach produkcyjnych o zidentyfikowanej naturze na potrzeby sterowania jakością (w trakcie wdrażania).
2.3. Struktura systemu KonMas-final
System został stworzony w dwóch wersjach: − DW umożliwia (tylko) rejestrowania danych wejściowych do dalszej ana-
lizy (parametry mas formierskich); ewidencję i rodzaj wprowadzanych parame-trów mas przedstawiono na rys. 3;
− FULL umożliwia pełną analizę parametryczną z uwzględnieniem danych z innych baz danych (włącznie z rejestracją wyników).
Rys. 3. Panel ekranowy – wprowadzanie parametrów mas formierskich Fig. 3. Screen panel – introducing of the moulding sands parameters
Z. Ignaszak, R. Sika 68
W narzędziu zaimplementowano pięć modułów operacyjnych: − DANE WEJŚCIOWE: rejestrowanie parametrów mas formierskich po-
mierzonych metodami opisanymi w instrukcjach technologicznych, − ANALIZA W6: analiza parametrów mas formierskich z wydziału odle-
wów lekkich W6, − ANALIZA W2: analiza parametrów czasowo-temperaturowych zalewania
ciekłym żeliwem, pochodzących z wydziału centralnej wytapialni W2, − ANALIZA W6-W2: analiza porównawcza parametrów W6 oraz W2, − RAPORTY ZBIORCZE (W2-W6): raporty końcowe o parametrach
zbiorczych z wydziałów W6 oraz W2. Ponadto funkcjonowanie KonMas-final wspierają cztery moduły wspomagające: − LOGOWANIE: obsługa kont użytkowników, − USTAWIENIA: sterowanie programem, obsługa użytkowników, im-
port/eksport baz danych, tworzenie nowych baz danych itd., − INSTRUKCJE: wszystkie instrukcje stosowane na wydziale W6 w formie
elektronicznej, − POMOC: podręczna pomoc dla użytkownika. Powyższe moduły są zorganizowane w przejrzysty i czytelny dla użytkowni-
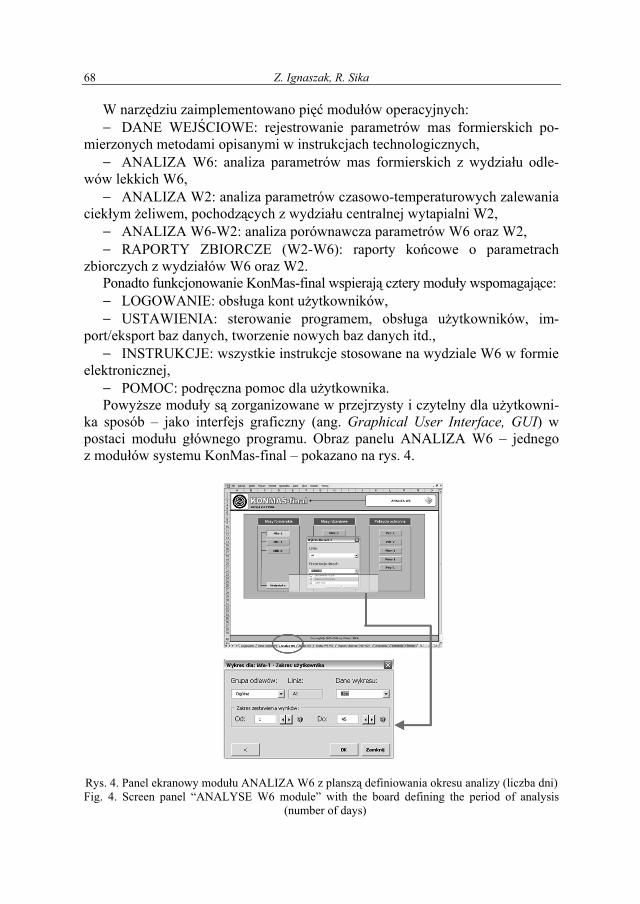
ka sposób – jako interfejs graficzny (ang. Graphical User Interface, GUI) w postaci modułu głównego programu. Obraz panelu ANALIZA W6 – jednego z modułów systemu KonMas-final – pokazano na rys. 4.
Rys. 4. Panel ekranowy modułu ANALIZA W6 z planszą definiowania okresu analizy (liczba dni) Fig. 4. Screen panel “ANALYSE W6 module” with the board defining the period of analysis (number of days)
System do eksploracji wybranych danych produkcyjnych … 69
Dane można analizować (w tym budować szczegółowe raporty) w ujęciu „zakres użytkownika” – skrajnie, od dziennego do rocznego. Dane z jednego dnia mogą być prezentowane najbardziej szczegółowo. Istnieje tutaj nie tylko możliwość zestawienia wykresów kilku parametrów jednocześnie, ale również wskazania dowolnego asortymentu odlewów i wyróżnienia go na wykresie z pokazaniem na osi odciętych numeru kolejnego pomiaru lub czasu. Zmienność parametrów masy i żeliwa przedstawiona w funkcji czasu umożliwia szybką analizę i sprawdzenie np., w którym miesiącu wartości poszczególnych parame-trów masy i żeliwa podlegały znacznym zmianom (odchyleniom od wartości obowiązujących według instrukcji technologicznych dla poszczególnych mas – górna oraz dolna linia tolerancji, GLT oraz DLT).
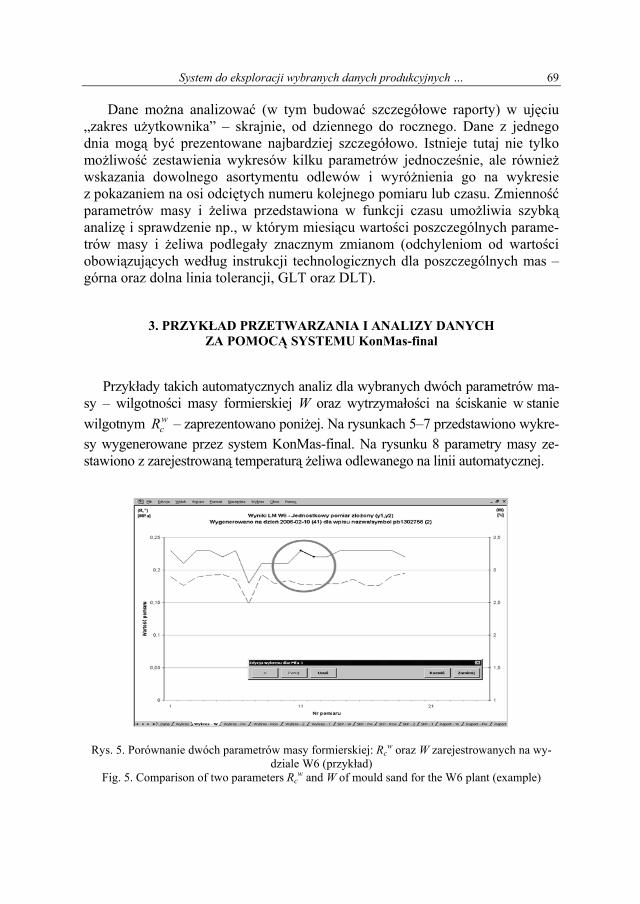
3. PRZYKŁAD PRZETWARZANIA I ANALIZY DANYCH ZA POMOCĄ SYSTEMU KonMas-final
Przykłady takich automatycznych analiz dla wybranych dwóch parametrów ma-sy – wilgotności masy formierskiej W oraz wytrzymałości na ściskanie w stanie wilgotnym w
cR – zaprezentowano poniżej. Na rysunkach 5–7 przedstawiono wykre-sy wygenerowane przez system KonMas-final. Na rysunku 8 parametry masy ze-stawiono z zarejestrowaną temperaturą żeliwa odlewanego na linii automatycznej.
Rys. 5. Porównanie dwóch parametrów masy formierskiej: Rcw oraz W zarejestrowanych na wy-
dziale W6 (przykład) Fig. 5. Comparison of two parameters Rc
w and W of mould sand for the W6 plant (example)

Z. Ignaszak, R. Sika 70
Rys. 6. Panel ekranowy modułu ANALIZA W6 – porównanie parametrów Rcw oraz W w okresie
analizowanym przez użytkownika (obraz ekranu Microsoft® Excel 2003/XP/PL); widać wzrost wytrzymałości spowodowany spadkiem wilgotności masy formierskiej Fig. 6. Screen panel “W6 Analysis module” – comparison of Rc
w and W parameters in the analysed user period (screen copy Microsof ® Excel 2003/XP/PL); we can see the increase in compression strength caused with decrease of the humidity of green sand
Rys. 7. Porównanie zmienności głównych parametrów masy formierskiej Fig. 7. Comparison the changeability of green sand main parameters
System do eksploracji wybranych danych produkcyjnych … 71
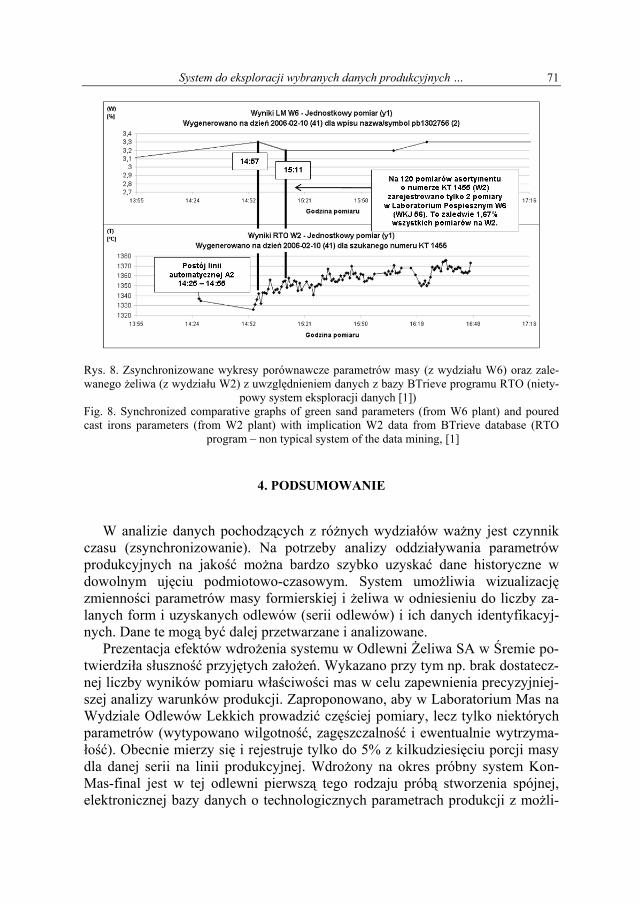
Rys. 8. Zsynchronizowane wykresy porównawcze parametrów masy (z wydziału W6) oraz zale-wanego żeliwa (z wydziału W2) z uwzględnieniem danych z bazy BTrieve programu RTO (niety- powy system eksploracji danych [1]) Fig. 8. Synchronized comparative graphs of green sand parameters (from W6 plant) and poured cast irons parameters (from W2 plant) with implication W2 data from BTrieve database (RTO program – non typical system of the data mining, [1]
4. PODSUMOWANIE
W analizie danych pochodzących z różnych wydziałów ważny jest czynnik czasu (zsynchronizowanie). Na potrzeby analizy oddziaływania parametrów produkcyjnych na jakość można bardzo szybko uzyskać dane historyczne w dowolnym ujęciu podmiotowo-czasowym. System umożliwia wizualizację zmienności parametrów masy formierskiej i żeliwa w odniesieniu do liczby za-lanych form i uzyskanych odlewów (serii odlewów) i ich danych identyfikacyj-nych. Dane te mogą być dalej przetwarzane i analizowane.
Prezentacja efektów wdrożenia systemu w Odlewni Żeliwa SA w Śremie po-twierdziła słuszność przyjętych założeń. Wykazano przy tym np. brak dostatecz-nej liczby wyników pomiaru właściwości mas w celu zapewnienia precyzyjniej-szej analizy warunków produkcji. Zaproponowano, aby w Laboratorium Mas na Wydziale Odlewów Lekkich prowadzić częściej pomiary, lecz tylko niektórych parametrów (wytypowano wilgotność, zagęszczalność i ewentualnie wytrzyma-łość). Obecnie mierzy się i rejestruje tylko do 5% z kilkudziesięciu porcji masy dla danej serii na linii produkcyjnej. Wdrożony na okres próbny system Kon-Mas-final jest w tej odlewni pierwszą tego rodzaju próbą stworzenia spójnej, elektronicznej bazy danych o technologicznych parametrach produkcji z możli-
Z. Ignaszak, R. Sika 72
wością jej szybkiego przetwarzania. Po włączeniu do systemu SAP R/3 dodat-kowych informacji pochodzących z KonMas-final można uzyskać większą po-prawę efektywności sterowania jakością niż za pomocą QM.
LITERATURA
[1] Bramczewski K., Idec M., Szwajkowski S., System pomiaru i rejestracji temperatury zale-wania form, instrukcja obsługi programu RTO PC Soft s.c., Piła 1996.
[2] Ignaszak Z., Ciesiółka J. i in., Kompleksowe zastosowanie metod badań nieniszczących do optymalizacji technologii i kosztów wytwarzania odlewów, w aspekcie wzrostu efektywności wykorzystania komputerowych systemów symulacyjnych, raport końcowy projektu celowego nr 6 T08 2003 C 06228, Poznań – Śrem 2007 (maszynopis).
[3] Odlewnia Żeliwa ŚREM uzyskała tytuł Lidera Informatyki w edycji konkursu w roku 2005 za wzorowe i konsekwentne wykorzystywanie narzędzi informatycznych”, Computerworld, http://www.computerworld.pl/artykuly/49233.html.
[4] Rojek-Mikołajczak I., Integracyjna rola baz danych w przedsiębiorstwie, w: Computer Inte-gration in Manufacturing, Poznań 1997.
[5] Sika R., Studium nad strukturą systemu SAP R/3 i możliwości jego dostosowania do zarzą-dzania oraz sterowania jakością w Odlewni Żeliwa ŚREM S.A., praca dyplomowa pod kie-runkiem Z. Ignaszaka, Politechnika Poznańska, Wydział Budowy Maszyn i Zarządzania 2006.
[6] Sika R., Ignaszak Z., Po wdrożeniu programu KonMas-final – jego wykorzystanie do anali-zy procesu produkcji odlewów na wydziale W6 – Odlewni Żeliwa SREM S.A., w: XI Interna-tional Symposium – Modeling of casting and foundry processes, 26– 27 October 2006, Po-znan–Śrem (Poland).
[7] Wieczerzycki W., Bazy danych, Poznań, PFE 1994.
Praca wpłynęła do Redakcji 7.01.2008 Recenzent: prof. dr hab. inż. Zenobia Weiss
THE SYSTEM TO EXPLORE THE CHOSEN PRODUCTION DATA AND ITS TESTING IN THE FOUNDRY
S u m m a r y
In the article, the assumptions, procedures and a description of KonMas-final are presented as
the author's system to explore chosen data about foundry processes. These data are bring partly from the automated measurement temperatures system, and partly by the personnel of laboratory, instead of results recorded in report-manuscripts. A way of data acquisition and using them for the verification of production conditions are discussed. They pointed how this way of making the credible and available informations is important, so far unavailable in the super short time during analysis of causes of casting defects and control of their quality. System Kompas-final perhaps easily to be linked to the superior SAP R/3 system and to serve for quality controlling in the foun-dry in the wider dimension.
Key words: foundry, databases, data mining, mould sands properties, pouring temperature
![KONSTRUOWANIE ODLEWÓW PRACUJĄCYCH W …atmia.put.poznan.pl/Woluminy/Fil/ATMiA_28_3_10.pdf · Odlewnictwo, Warszawa, WNT 1986. [8] Richert R., Form-und gieβgerechtes Konstruieren,](https://static.fdocuments.pl/doc/165x107/5c76ded309d3f2d3778c3580/konstruowanie-odlewow-pracujacych-w-atmiaput-odlewnictwo-warszawa-wnt.jpg)