
REOLOGIA CERAMICZNYCH MAS SYPKICH -...
11
ZAKŁAD TECHNOLOGII NIEORGANICZNEJ I CERAMIKI REOLOGIA CERAMICZNYCH MAS SYPKICH (ĆWICZENIE LABORATORYJNE) -1-
Transcript of REOLOGIA CERAMICZNYCH MAS SYPKICH -...
ZAKŁAD TECHNOLOGII NIEORGANICZNEJ I CERAMIKI
REOLOGIA CERAMICZNYCH MAS SYPKICH
(ĆWICZENIE LABORATORYJNE)
-1-
Reologia (z greckiego: rheos - prąd, logos - nauka) jest nauką o płynięciu i deformacji
wszystkich form materii pod wpływem naprężeń wewnętrznych. Jako nauka o odkształceniach i
przepływach reologia wyjaśnia szczegóły procesów wytwarzania mas, formowania oraz suszenia
półfabrykatów ceramicznych. Umożliwia sterowanie tymi procesami w celu uzyskania możliwie,
optymalnych parametrów technicznych lub ekonomicznych. Reologia ceramiczna jest ściśle
powiązana z chemią powierzchni oraz wpływem określonych czynników chemicznych i
mechanicznych na wytwarzanie mikrostruktur i tekstur mas, półfabrykatów oraz tworzyw
ceramicznych.
Znaczna większość materiałów ceramicznych wytwarzanych obecnie otrzymywana jest z
mas sypkich. Wykorzystuje się przy tym procesy typowe dla ceramiki i metalurgii proszków:
formuje się kształtki z proszków drobnoziarnistych, a następnie utrwala kształt i uzyskuje
odpowiednie właściwości mechaniczne poprzez wypalenie (spiekanie) w wysokiej temperaturze.
Celem produkcji jest otrzymanie wyrobu mającego następujące cechy:
➢ posiadającego odpowiedni kształt i wymiary,
➢ odpowiednie zagęszczenie materiału w danej objętości,
➢ możliwie największą jednorodność zagęszczenia materiału w danej objętości i związaną z
tym jednorodność właściwości,
➢ odpowiednią wytrzymałość mechaniczną.
Przy projektowaniu tych materiałów, wobec coraz ściślej określonych wymagań, co do
właściwości wyrobu, wzrastającego znaczenia nabiera znajomość zagadnień związanych z
zagęszczaniem i scalaniem proszków ceramicznych. Zagadnienia te dotyczą swobodnego
upakowania ziaren proszków, mechanizmów przenoszenia przez proszek sił przyłożonych z
zewnątrz, tarcia i poślizgu ziaren proszku względem siebie i matrycy formy i związanej z tym
niejednorodności zagęszczenia oraz skurczliwości kształtki po wypaleniu.
Najbardziej rozpowszechnioną metodą formowania jest, jak dotąd, prasowanie kształtek z
mas sypkich w sztywnych formach powodujące jednoczesne scalanie i zagęszczanie proszków.
Metoda ta pozwala uzyskać dokładny kształt i wymiar, duży stopień zagęszczenia i dużą
wytrzymałość mechaniczną wypraski. Jest poza tym bardzo wydajna i dająca bardzo mało
odpadów. Największą wadą tej metody jest nierównomierność zagęszczenia kształtki wzdłuż
kierunku przyłożonej siły prasującej. Schemat prasowania klasycznego oraz rozkład ciśnienia i
gęstości w prasowanej kształtce pokazane są na rysunku 1.
-2-

Rys. 1. Schemat prasowania klasycznego jednoosiowego: a) jednostronnego, b) dwustronnego oraz odpowiadające im rozkłady ciśnienia w wyprasce i gęstości względnej
Właściwości reologiczne proszków przeznaczonych do prasowania
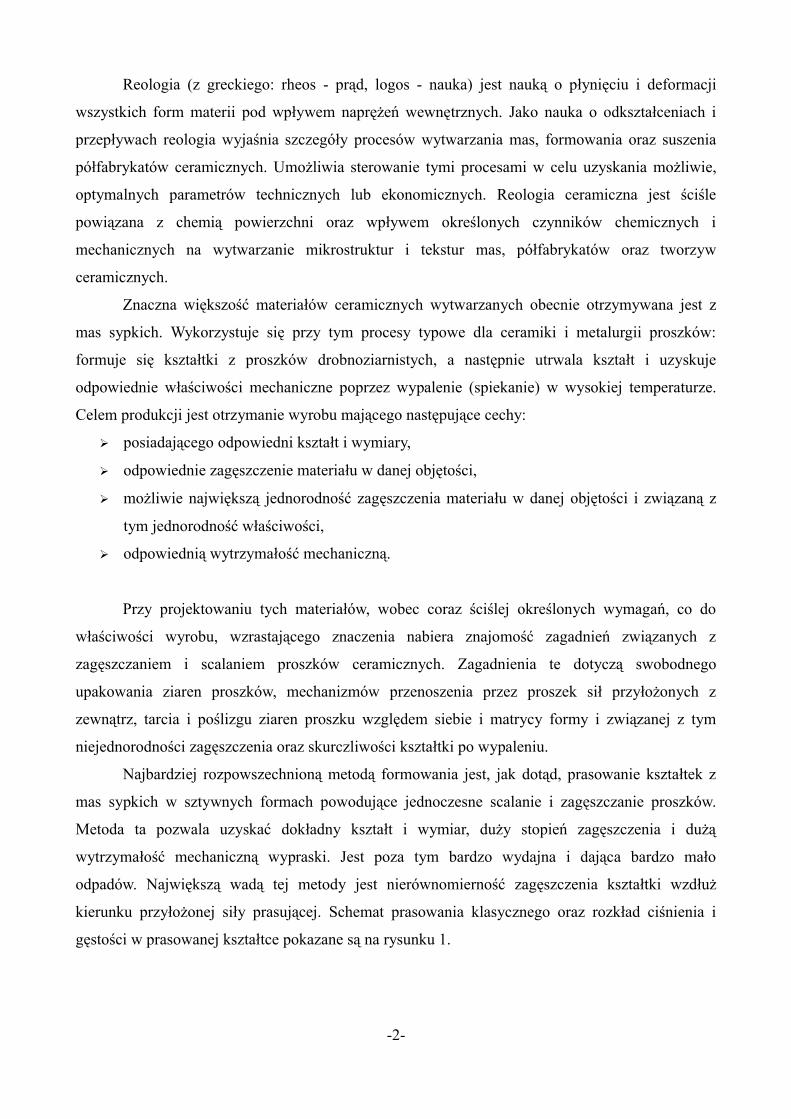
Schematyczne powiązanie właściwości reologicznych ze zdolnością do sprasowania
proszków pokazano na rysunku 2:
-3-
Rys. 2. Powiązanie właściwości reologicznych z prasowalnością proszków
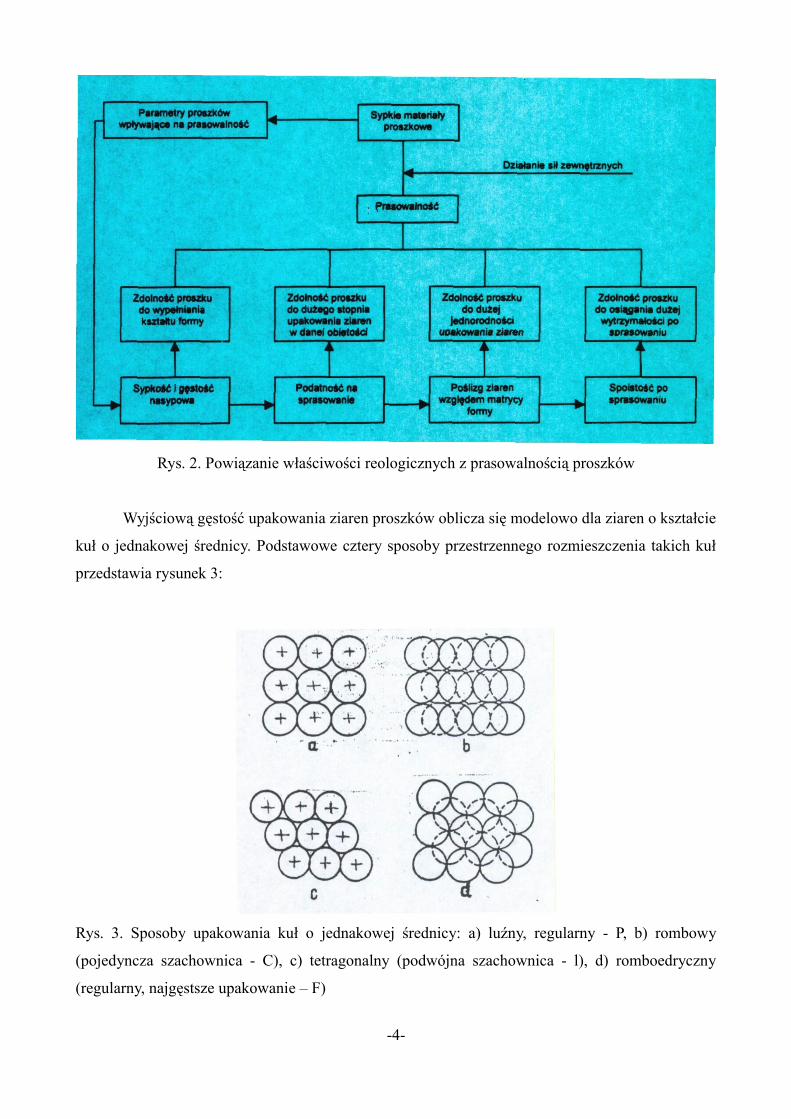
Wyjściową gęstość upakowania ziaren proszków oblicza się modelowo dla ziaren o kształcie
kuł o jednakowej średnicy. Podstawowe cztery sposoby przestrzennego rozmieszczenia takich kuł
przedstawia rysunek 3:
Rys. 3. Sposoby upakowania kuł o jednakowej średnicy: a) luźny, regularny - P, b) rombowy
(pojedyncza szachownica - C), c) tetragonalny (podwójna szachownica - l), d) romboedryczny
(regularny, najgęstsze upakowanie – F)
-4-

Obliczone względne gęstości upakowania oraz liczby koordynacyjne dla poszczególnych
ułożeń podane są w tabeli 1:
Tabela1.Gęstość upakowania i liczby koordynacyjne dla różnych sposobów ułożenia ziaren kulistych
Sposób ułożenia Gęstość względna ρw [%]Liczba koordynacyjna dla
każdego ziarna(a) luźny, regularny 52,36 6(b) rombowy 60,45 8(c) tetragonalny 69,80 10(d) romboedryczny 74,05 12
Przy zastosowaniu odpowiedniego sposobu upakowania ziaren o odpowiednio dobranym
rozkładzie granulatu można uzyskać duży stopień zagęszczenia zbliżony do obliczonego
teoretycznie. Wpływ ma tutaj szybkość i sposób zasypywania kuł do formy. Najlepszy efekt daje
utrząsanie wibracyjne całej objętości w trzech kierunkach. Kule przemieszczają się wtedy z położeń
przestrzennych, w których są zablokowane do innych, dając bardziej regularny sposób upakowania.
Modele opisujące upakowanie kuł o jednakowych średnicach są uproszczone, służą jedynie
lepszemu zrozumieniu rzeczywistych układów. Proszki ceramiczne występujące w praktyce
posiadają zawsze ciągły rozkład wielkości ziaren o zróżnicowanym kształcie.
Gęstość nasypowa i sypkość proszków
Określa się dwa główne parametry charakteryzujące masy sypkie: gęstość nasypową oraz
kąt usypu.
Gęstość nasypową proszku luźno nasypanego pn :
nn V
m=ρ
gdzie: m - masa proszku
Vn - objętość proszku luźno nasypanego
-5-

Gęstość nasypowa proszku po utrząsaniu pt:
tt Vmp =
gdzie: m - masa proszku
Vt - objętość proszku luźno nasypanego
Przy napełnianiu matryc w automatycznych cyklach prasowania kształtek bardzo istotna jest
stałość gęstości luźno nasypanego proszku. Dla rzeczywistych proszków o nieregularnym kształcie
ziaren jest to praktycznie niemożliwe, gdyż zewnętrzne wibracje powodują skokowe zmiany
stopnia upakowania. Określa się więc stosunek gęstości proszku po utrząsaniu (z usadem) pt do
gęstości proszku luźno nasypanego pn. Stosunek tych wielkości powinien być zbliżony do jedności,
co jest możliwe tylko dla ziaren kulistych. Należy więc tak prowadzić proces preparacji proszku,
aby otrzymać kuliste aglomeraty ziaren. Stosuje się w tym celu granulowanie ziaren metodą sitową
lub wykorzystując suszarnie rozpyłowe. Na przykład dla proszków ferrytowych granulowanych
metodą sitową stosunek pt/pn wynosi 1,115 , natomiast dla granulatów z suszarni rozpyłowych
mających dużo bardziej kulisty kształt stosunek pt/pn wynosi 1,014.
Dla scharakteryzowania sypkości proszku najczęściej stosowaną metodą jest pomiar kąta
usypu. Definiuje się różne sposoby określania kąta usypu, np.:
➢ proszku usypanego w postaci stożka (hałdy),
➢ proszku znajdującego się na gładkiej poziomej powierzchni po zsypaniu się jego części
przez wolną krawędź,
➢ proszku znajdującego się w cylindrycznym pojemniku, wysypującego się swobodnie przez
okrągły otwór w płaskim dnie.
Mierzony kat usypu jest kątem zawartym między tworzącą usypanego stożka a poziomem w
stanie spoczynku w określonych warunkach. Oznacza to, że sypkość proszku jest tym większa, im
mniejszy jest kąt usypu.
Sypkość Sm proszku można też określić czasem t przesypu ustalonej masy m proszku przez
lejek o znormalizowanym kształcie:
tmSm =
-6-
Tarcie i poślizg ziaren proszku względem matrycy formy
Kształtki prasowane metodą klasyczną charakteryzują się nierównomiernym rozkładem
gęstości wzdłuż kierunku prasowania, spowodowanym nierównomiernym rozkładem ciśnienia.
Związane jest to ze zjawiskiem tarcia występującego pomiędzy ściankami matrycy, a ziarnami
proszku. Ogólny bilans sił prasujących przedstawia równanie:
Pc = Pd + Pt
gdzie: Pc - siła przyłożona do górnego stempla,
Pd - siła przeniesiona na dolny stempel,
Pt - siła tarcia
Wielkość siły tarcia występującego w czasie prasowania zależy od właściwości proszku
ceramicznego, wymiarów kształtki oraz stanu powierzchni materiału, z jakiego wykonana jest
forma. W celu obniżenia współczynnika tarcia stosuje się dodatek substancji poślizgowych, np.
stearynianu cynku.
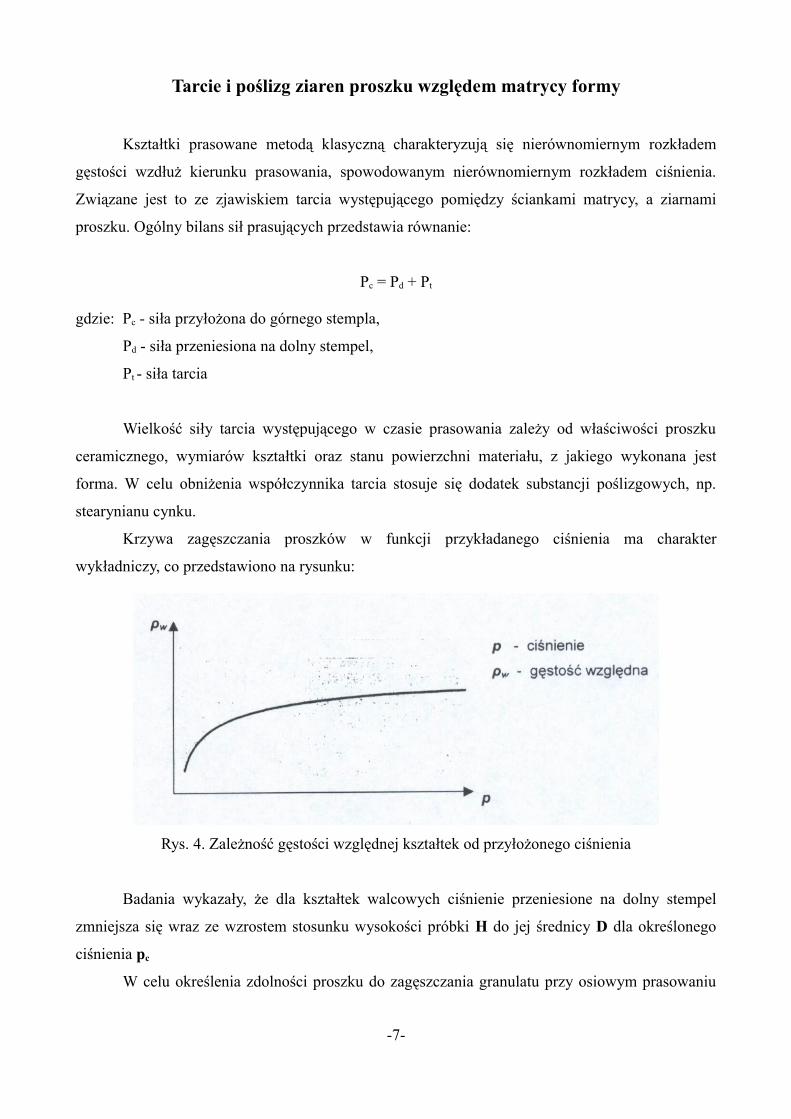
Krzywa zagęszczania proszków w funkcji przykładanego ciśnienia ma charakter
wykładniczy, co przedstawiono na rysunku:
Rys. 4. Zależność gęstości względnej kształtek od przyłożonego ciśnienia
Badania wykazały, że dla kształtek walcowych ciśnienie przeniesione na dolny stempel
zmniejsza się wraz ze wzrostem stosunku wysokości próbki H do jej średnicy D dla określonego
ciśnienia pc
W celu określenia zdolności proszku do zagęszczania granulatu przy osiowym prasowaniu
-7-

w sztywnej matrycy należy zbadać zależność pomiędzy gęstością a ciśnieniem prasowania. W tym
celu'wykonuje się próbne prasowanie w tej samej formie dwóch kształtek o różnych wysokościach,
badając jednocześnie ciśnienie, przy którym kształtka osiągnęła zadaną wcześniej gęstość. Na
podstawie wyników można wyznaczyć współczynnik Poc odpowiadający ciśnieniu rzeczywistemu.
12
2112
mmpmpmPOC −
⋅−⋅=
gdzie: m1 i m2 - odpowiednie naważki proszku ceramicznego,
p1 - ciśnienie prasowania proszku z naważki m, do określonej gęstości
p2 - ciśnienie prasowania proszku z naważki m; do określonej gęstości
-8-

Temat ćwiczenia: REOLOGIA CERAMICZNYCH MAS SYPKICH
Celem ćwiczenia jest zapoznanie się z metodami formowania oraz badanie właściwości
reologicznych ceramicznych mas sypkich.
Materiałem stosowanym w badaniu będzie tlenek glinu firmy MARTOXID o symbolu MR-
52. Wielkość ziarna ok. 1 µm, gęstość 3,934 g/cm3 oznaczona na piknometrze helowym,
powierzchnia właściwa wyznaczona metodą BET 6,49 m2/g.
Wykonanie ćwiczenia
W celu przygotowania granulatu ceramicznego o odpowiednich właściwościach
należy wcześniej przygotować zawiesinę proszku tlenku glinu w wodzie z dodatkiem spoiwa i
innych substancji pomocniczych. Masę ceramiczną o stężeniu fazy stałej 75%wag. przygotowuje się
wychodząc ze 100 g Al2O3.
Sporządzone będą dwie masy lejne: pierwsza - o zawartości 0,5%wag. spoiwa, druga - o
zawartości 2,0%wag. spoiwa w stosunku do fazy stałej. Spoiwem będzie 10%wag. roztwór wodny
PAW - poli(alkoholu winylowego) o ciężarze cząsteczkowym M = 67 tyś. l stopniu hydrolizy α =
88 %. Masa będzie dopełniana do 100% wodą destylowaną. Rolę upłynniacza w obu przypadkach
pełnić będzie 10%wag. roztwór wodny Dispexu A-40 (niskospolimeryzowany polialkrylan amonu).
Do masy będzie on dodany w ilości 1%wag. w stosunku do fazy stałej.
Bardzo istotne jest przy tym, aby zachować odpowiednią kolejność dodawania
poszczególnych składników. Najpierw do wyliczonej ilości wody dodany będzie Dispex, potem
spoiwo, następnie tlenek glinu i na końcu do mieszaniny należy dodać 2-3 krople oktanolu, który
zapobiega pienieniu się masy lejnej w czasie mieszania. W celu dokładnego rozprowadzenia spoiwa
w całej objętości masa lejna poddana będzie mieszaniu w homogenizatorze przy prędkości obrotów
mieszadła 3000 obr./min i czasie mieszania 10 min.
Aby otrzymać granulat proszku ceramicznego ze stosunkowo równomiernie
rozprowadzonym spoiwem należy z uzyskanej gęstwy odparować wodę. Wykonuje się to w
parownicy ogrzewanej palnikiem przy jednoczesnym mieszaniu masy tak, by zapobiec
sedymentacji ziaren. Po odparowaniu wody suchą masę rozciera się na zestawie dwóch sit 0,2 - 0,5
mm. Uzyskuje się w ten sposób dwie frakcje: pierwsza zawiera granule o wielkości ziaren 0,2 - 0,5
mm, druga - poniżej 0,2 mm. Obie frakcje należy zostawić na co najmniej 24 godziny w
-9-

eksykatorze napełnionym wodą, aby uzyskać jednakową wilgotność masy.
Oznaczanie gęstości nasypowej
Przygotowana frakcja granulatu o wielkości ziaren 0,2 - 0,5 mm przeznaczona będzie do
oznaczenia gęstości nasypowej. W tym celu do naczyńka wagowego, którego masa i objętość są
dokładnie znane wsypuje się granulat wsypuje się granulat ze ściśle ustalonej wysokości. Po
całkowitym napełnieniu naczyńka jest ono ważone. Istotne jest, by w czasie napełniania nie
następowało utrząsanie granul. Gęstość nasypową wyznacza się na podstawie ustalonej masy
granulatu i jego objętości.
Badanie właściwości reologicznych proszku ceramicznego -wyznaczanie współczynnika Poc
Jak już wspomniano współczynnik POC jest miarą zdolności granulatu do zagęszczania pod
wpływem przyłożonego z zewnątrz ciśnienia. Oznaczenie polega na wykonaniu prób prasowania
kształtek o jednakowej średnicy φ = 20 mm (w tej samej formie) i o dwóch różnych wysokościach:
H1 = 5 mm i H2 = 15 mm. Prasowanie prowadzi się aż do uzyskania założonej gęstości d = 2,4
g/cm3 (należy przedtem wyznaczyć masy naważek). Dla każdej z badanych próbek ustala się
ciśnienie robocze p1 i p2. Ciśnienie rzeczywiste, przy którym osiągnięta będzie założona gęstość
oblicza się z podanego wcześniej wzoru.
Oznaczanie wytrzymałości mechanicznej surowych kształtek - „test brazylijski"
W celu określenia wpływu ilości dodanego spoiwa na właściwości mechaniczne
otrzymanych kształtek wykonany będzie tzw. test brazylijski, pozwalający wyznaczyć
wytrzymałość próbek na rozciąganie. Testowi poddane będą próbki o wysokości H = 5 mm. Pomiar
polega na umieszczeniu kształtki pionowo pomiędzy stemplami głowicy niszczącej. Podczas
narastania nacisku na głowicę największe naprężenia występują wówczas wzdłuż średnicy próbki.
Narastający nacisk uzyskiwany jest przy stałym przesuwie trawersy z szybkością 0,02 mm/s, w
trakcie pomiaru mierzona jest na bieżąco wartość aktualnie działającej siły. Maksymalna siła
powodująca rozerwanie próbki jest rejestrowana, pozwala to na wyznaczenie wytrzymałości
mechanicznej kształtki na rozrywanie. Wartość tę oblicza się ze wzoru:
-10-

hdP
r ⋅⋅=
πσ 2
gdzie: σr - wytrzymałość mechaniczna na rozrywanie, [MPa]
P - siła powodująca rozerwanie próbki [N]
d - średnica próbki [m]
h - wysokość próbki [m]
Podstawą do zaliczenia ćwiczenia jest obecność na zajęciach, zaliczenie kolokwium
wejściowego oraz oddanie sprawozdania z przebiegu ćwiczenia. Sprawozdanie powinno
obejmować: wyniki wykonanych pomiarów i oznaczeń, krótki opis oraz interpretację
otrzymanych wyników.
Literatura:
[1] R. Pampuch, K. Haberko, M. Kordek “Nauka o procesach ceramicznych”, Wydawnictwo Naukowe PWN, Warszawa 1992 [2] L. Kucharska „ Reologia i fizykochemiczne podstawy procesów ceramicznych”, Wydawnictwo Politechniki Wrocławskiej, Wrocław 1976
-11-









![Polskie Towarzystwo Pielęgniarstwa Opieki Paliatywnejwzrost [Wpisz tekst] m, masa ciala [Wpjsz tekst) kg, BMI [obliczone wg wzoru] Aparametry Žyciowe: Atemp. oc, ACTK [Wpisz tekst]](https://static.fdocuments.pl/doc/165x107/610743c490c338641459bfa5/polskie-towarzystwo-pielgniarstwa-opieki-paliatywnej-wzrost-wpisz-tekst-m-masa.jpg)


![REOLOGIA W TECHNOLOGII BETONU - Katedra Inżynierii ...kaproc.rb.polsl.pl/sites/default/files/VI REOLOGIA.pdf · Norma PN-EN 197-1 [1] ... Tabela 1 – Zakresy stosowania cementów](https://static.fdocuments.pl/doc/165x107/5c76d0e309d3f291718b6472/reologia-w-technologii-betonu-katedra-inzynierii-reologiapdf-norma-pn-en.jpg)




