PRZEGLĄD TECHNICZNYbcpw.bg.pw.edu.pl/Content/3844/39pt1938_nr_20.pdf · Przedruk wzbroniony...
36
Przedruk wzbroniony 715 PRZEGLĄD TECHNICZNY CZASOPI WYDAWCA SP. Nr. 20 SMO z o. o. POŚWIĘCONE PRZEGLĄD TECHNICZNY WARSZAWA, s 12 PRAWOM PAŹDZIERNIKA TEC 1938 R. H N IKI 1 PRZEMYSŁU REDAKTOR INŻ. M- THUGUTT Tom LXXVII Inż. CZESŁAW KLARNER S I q s k Zaolzański r Ś l sk Zaolzański ma 1 274 km 2 i 360 tys. lud ności oraz slkłada si administracyjnie z trzech powiatów •—• czesko cieszyńskiego, frysztackiego i frydeckiego. W wyniku uregulowania naszego dwudziesto letniego sporu z Czechosłowacj powracaj nie zwłocznie do Polski po wielowiekowej .rozł ce dwa powiaty — czesko cieszyński i frysztacki 0 ł cznej powierzchni 800 km 2 z 240 tys. ludności; z tego powiat cieszyński przedstawia powierz chni 544 km 2 i 90 tys. ludności, powiat frysztacki — 256 km 2 i 150 tys. ludności, Losy dalszych reklamacji w zakresie powiatu frydeckiegoi, zarówno jak Spiża i Orawy, s uza leżnione od wyników plebiscytu. Dzisiaj już można stwierdzić, iż odzyskaliśmy granic , jaka była ustalona przez strony w umo wie z 5.XI.1918 r., która niestety była złamana przez stron czesk i stała si źródłem poważne go sporu polsko czeskiego. Obydwa odzyskane powiaty posiadaj olbrzy mi przewag ludności polskiej i dzi ki temu b d one stanowić z G. Śl skiem i Pomorzem zie mie z najwi kszym odsetkiem ludności polskiej, świadcz c wymownie o słuszności polskiej sprawy. Ze stanowiska uprawy rolnej odzyskane ziemie przedstawiaj gleb o niskich kwalifikacjach. Je dynie wysoki stopień kultury rolnej daje podsta wy opłacalności gospodarstwa rolnego tych ob szarów, co świadczy o wysokiej kulturze kraju 1 ludności Śl ska Zaolzańskiego. Dla wyżywienia swej ludności Zaolzie sprowadza produkty rolne, gdyż kraj nie jest pod tym wzgl dem samowy starczalny. W gł bi tej polskiej ziemi kryj si bogactwa naturalne, stokroć wynagradzaj ce nie urodzajność jej powierzchni. Kraj obfituje w złoża dobrego w gla kamiennego, który jest podstaw jego rozwoju gospodarczego na odcinku przemy słu. Pokłady w gla okr gu ostrawsko karwińskie go s przedłużeniem górnośl skiego pasma w glo wego, ci gn cego si na zachód aż poza Morawsk Ostraw i stanowi około 17 proc. całego pasma. 6221 669 : 66 (438 . 23) Ze stanowiska geologicznego pokłady te stano wi składow cz ść wielkiego Polsko Śl skiego Zagł bia W glowego, które w swej całości obej muje terytorium o powierzchni 5 400 km 2 , z cze go Polska posiadała 3 880 km 2 , Czechosłowacja — 950 km 2 i Śl sk Niemiecki — 570 km 2 . Najbogatsze i najobfitsze złoża w glowe przy nosi Polsce w wianie powiat frysztacki. Wyko rzystanie tych bogactw jest tylko cz ściowe i obej muje warstwy płytsize; najbogatsze złoża w glowe znajduj si na wi kszych gł bokościach w ocze kiwaniu na ich eksploatacj . Według opinii znawców rzeczywiste zapasy w gla na Śl sku Zaolzańskim wynosz około 4.6 mi liardów ton i składaj si z różnych gatunków zależnie od wieku pokładów. Najbardziej wysoko wartościowy w giel, doskonale koksuj cy si , si ga wartości cieplnej do 8 200 kaloryj. Pozbawienie Polski w gla z obszarów zaolzań skich w 1918 r. było dotkliw krzywd dla pol skiego hutnictwa ze wzgl du na brak dobrego koksuj cego si w gla na innych terenach, jakie uzyskała odrodzona Polska. Nawet po opanowa niu w możliwych granicach "wynikaj cych s,t d trudności stale sprowadzaliśmy z Czechosłowacji koks karwiński, bez którego polskie odlewnie nie potrafiły si obejść. Nasz wydatek na zakup koksu karwińskiego należy szacować na 2,5—3 mi liony złotych rocznie. Powrót do Polski tych prastarych ziem polskich poważnie zwi ksza nasz jakościowy i ilościowy stan posiadania zasobów w glowych. Wśród krajów europejskich — najwi ksze za soby w gla posiada Anglia; s one szacowane przy gł bokości do 1000 m na 180 miliardów ton; na drugim miejscu znajduj si Niemcy z ilości 75 miliardów ton; na trzecim była Polsk z 61 mi liardami ton. Uzyskanie nowych złóż wzmacnia nasze stanowisko jako kraju eksportuj cego i upo ważnia Polsk do rewizji przyznanych jej ilości eksportowych w układzie polsko angielskim,
Transcript of PRZEGLĄD TECHNICZNYbcpw.bg.pw.edu.pl/Content/3844/39pt1938_nr_20.pdf · Przedruk wzbroniony...

Przedruk wzbroniony 715
PRZEGLĄDTECHNICZNY
CZASOPI
WYDAWCA SP.
Nr. 20
SMO
z o. o.
POŚWIĘCONE
PRZEGLĄD TECHNICZNY
WARSZAWA,
s
12
PRAWOM
PAŹDZIERNIKA
TEC
1938 R.
HN IKI 1 PRZEMYSŁU
REDAKTOR INŻ. M- THUGUTT
Tom LXXVII
Inż. CZESŁAW KLARNER
S I q s k Z a o l z a ń s k ir
Śląsk Zaolzański ma 1 274 km2 i 360 tys. lud-ności oraz slkłada się administracyjniez trzech powiatów •—• czesko-cieszyńskiego,
frysztackiego i frydeckiego.W wyniku uregulowania naszego dwudziesto-
letniego sporu z Czechosłowacją powracają nie-zwłocznie do Polski po wielowiekowej .rozłącedwa powiaty — czesko-cieszyński i frysztacki0 łącznej powierzchni 800 km2 z 240 tys. ludności;z tego powiat cieszyński przedstawia powierz-chnię 544 km2 i 90 tys. ludności, powiat frysztacki— 256 km2 i 150 tys. ludności,
Losy dalszych reklamacji w zakresie powiatufrydeckiegoi, zarówno jak Spiża i Orawy, są uza-leżnione od wyników plebiscytu.
Dzisiaj już można stwierdzić, iż odzyskaliśmygranicę, jaka była ustalona przez strony w umo-wie z 5.XI.1918 r., która niestety była złamanaprzez stronę czeską i stała się źródłem poważne-go sporu polsko-czeskiego.
Obydwa odzyskane powiaty posiadają olbrzy-mią przewagę ludności polskiej i dzięki temu bę-dą one stanowić z G. Śląskiem i Pomorzem zie-mie z największym odsetkiem ludności polskiej,świadcząc wymownie o słuszności polskiej sprawy.
Ze stanowiska uprawy rolnej odzyskane ziemieprzedstawiają glebę o niskich kwalifikacjach. Je-dynie wysoki stopień kultury rolnej daje podsta-wy opłacalności gospodarstwa rolnego tych ob-szarów, co świadczy o wysokiej kulturze kraju1 ludności Śląska Zaolzańskiego. Dla wyżywieniaswej ludności Zaolzie sprowadza produkty rolne,gdyż kraj nie jest pod tym względem samowy-starczalny. W głębi tej polskiej ziemi kryją siębogactwa naturalne, stokroć wynagradzające nie-urodzajność jej powierzchni. Kraj obfituje w złożadobrego węgla kamiennego, który jest podstawąjego rozwoju gospodarczego na odcinku przemy-słu. Pokłady węgla okręgu ostrawsko-karwińskie-go są przedłużeniem górnośląskiego pasma węglo-wego, ciągnącego się na zachód aż poza MorawskąOstrawę i stanowią około 17 proc. całego pasma.
6221 669 : 66 (438 . 23)
Ze stanowiska geologicznego pokłady te stano-wią składową część wielkiego Polsko-ŚląskiegoZagłębia Węglowego, które w swej całości obej-muje terytorium o powierzchni 5 400 km2, z cze-go Polska posiadała 3 880 km2, Czechosłowacja —950 km2 i Śląsk Niemiecki — 570 km2.
Najbogatsze i najobfitsze złoża węglowe przy-nosi Polsce w wianie powiat frysztacki. Wyko-rzystanie tych bogactw jest tylko częściowe i obej-muje warstwy płytsize; najbogatsze złoża węgloweznajdują się na większych głębokościach w ocze-kiwaniu na ich eksploatację.
Według opinii znawców rzeczywiste zapasy wę-gla na Śląsku Zaolzańskim wynoszą około 4.6 mi-liardów ton i składają się z różnych gatunkówzależnie od wieku pokładów. Najbardziej wysoko-wartościowy węgiel, doskonale koksujący się, się-ga wartości cieplnej do 8 200 kaloryj.
Pozbawienie Polski węgla z obszarów zaolzań-skich w 1918 r. było dotkliwą krzywdą dla pol-skiego hutnictwa ze względu na brak dobregokoksującego się węgla na innych terenach, jakieuzyskała odrodzona Polska. Nawet po opanowa-niu w możliwych granicach "wynikających s,tądtrudności stale sprowadzaliśmy z Czechosłowacjikoks karwiński, bez którego polskie odlewnienie potrafiły się obejść. Nasz wydatek na zakupkoksu karwińskiego należy szacować na 2,5—3 mi-liony złotych rocznie.
Powrót do Polski tych prastarych ziem polskichpoważnie zwiększa nasz jakościowy i ilościowystan posiadania zasobów węglowych.
Wśród krajów europejskich — największe za-soby węgla posiada Anglia; są one szacowaneprzy głębokości do 1000 m na 180 miliardów ton;na drugim miejscu znajdują się Niemcy z ilością75 miliardów ton; na trzecim była Polską z 61 mi-liardami ton. Uzyskanie nowych złóż wzmacnianasze stanowisko jako kraju eksportującego i upo-ważnia Polskę do rewizji przyznanych jej ilościeksportowych w układzie polsko-angielskim,

716 1938 — PRZEGLĄD TECHNICZNY
Niżej przytoczona "tabela wyjaśnia wielkośćwydobycia węgla oraz produkcji koksu w zagłę-biu Karwińsko-Ostrawskim w 1929 r. W latachkryzysu światowego produkcja ta uległa znacz-nemu skurczeniu.
W 1929 r. Czechosłowacja wydobyła 16 750 000 twęgla oraz wyprodukowała 3163 000 t koksu.Udział zagłębia Karwirisko-Ostrawskiego wyno-sił w wydobyciu węgla 12 500 000 t czyli 75% orazw produkcji koksu 3 113000 czyli 98%.P r o d u k c j a w ę g l a i k o k s u w 1929 r. w z a g ł ę b i u
K a r w i ń s k o - O s t r a w s k i m .
W ł a s n o ś ć
Banska a Hutni Spolecnost .WitkowiceSeverni draha Ferdinand . •Zawody Orlowa-Lazy . . . .Zakłady Hr. Larisch-MonnichZakt. Ostrawskie Wilczka . .Ostr. Karw. Mont. Spol. . . .Kopalnie Państwowe . . . .Zwierzinowo tesarstwo . . .
Razem . .
Ilość
kopalń
885454111
37
kokso-wni
321111
1
10
Produkcjaw tys. ton
węgla
3 9852 622162216081564
63028215193
12 560
koksu
1009909518302178108
88
3113
Z powyższego — na obszarach powiatów cie-szyńskiego i frysztackiego znajduje się 17 kopalńoraz 5 koksowni, z produkcją 1 110 000 t koksu,na spornym obszarze powiatu frydeckiego 12 ko-palń węgla oraz jedna koksownia z produkcją110 000 t koksu.
W oparciu o te poważne zasoby węgla i koksuna terenie obydwóch powiatów zostało rozbudo-wane hutnictwo żelazne, znajdując początkowow chwili swych narodzin oparcie o miejscowe ru-dy żelazne. Obecnie korzysta ono z bogatszychrud słowackich o zawartości 40—50% Fe orazz rud importowanych i zagranicy. Na szczególnepodkreślenie zasługuje Huta Witkowice w powie-cie Frysztackim oraz Huta Trzyniec w powiecieciesizyńskim.
Huta Witkowice, której losy przesądzone byćmają na naszą niekorzyść, posiada 5 wielkich pie-ców o wydajności 400, 500, 700 i 850 t surówkimartenowskiej i 500 ton surówki odlewniczej dzien-nie. Łączna produkcja surówki wyniosła w 1929 r.721 000 ton.
Wielkie piece posiadają nowoczesne urządze-nia dla oczyszczania gazów od pyłu, a żużle sąprzetwarzane na miejscu na cement, materiałybudowlane, izolacyjne i inne.
Huta posiada dwie stalownie. Jedna, starszaz trzema piecami martenow-skimi po 30 ton każdyi jednym 15-tonowym, produkuje m. in. odlewydochodzące do wagi 100 ton; druga — nowoczes-na posiada. 2 piece martenowskie stałe po 60 toni 6 pieców przechylnych — (4 po 240 ton oraz 2po 180 i 150 ton pojemności). Większość piecówprzechylnych systemu Talbot pracuje na surówcepłynnej o składzie zbliżonym do surówki tomasow-skiej (do 2% fosforu). Stalownie oddalone są odwielkich pieców o 4,3 i 6,3 km.
Dla produkcji stali szlachetnych istnieją 2 pieceHeroulfa o pojemności 7 i 2 ton oraz 1 piec tego
samego typu, pojemności 1 tony dla wytapianiażeliwa ciągliwego.
W walcowni zaopatrzonej w blooming i uru-chomianej elektrycznie wytwarza się m. in. ruryspawane oraz walcowane metodą Mannęsmanna.
Pojemność walcowni wynosi ok. 500 000 tonproduktów walcowanych,
Zakłady Witkowice posiadają oprócz tego wy-twórnię materiałów ogniotrwałych o wydajności60 000 ton (cegły silikatowe, szamotowe i magne-zytowe).
Racjonalne używanie gazu wielkopiecowegoi koksowego pozwala na ekonomiczne rozwiąza-nie strony energetycznej.
Witkowice są obecnie największymi zakładamihutniczymi Czechosłowacji. Stanowiły one włas-ność wiedeńskich Rotschildów.
Równolegle do Zakładów Witkowickich, w po-wiecie cieszyńskim pracują wielkie zakłady hutni-cze w Trzyńcu, objętym już przez władze polskie.
Zakłady Hutnicze w Trzyńcu, pobudowane w r.1839 przez arcyksięcia Karola Habsburga tworzy-ły, następnie łącznie z innymi przedsiębiorstwamirodową własność, należącą do t. zw. komory Cie-szyńskiej (Teschener Kammer),
W 1905 r. przeszły one na rzecz AustriackiegoTowarzystwa Górniczo-Hutniczego, a po wielkiejwojnie zostały przejęte przez Gómiczo-HutniczeTowarzystwo w Pradze (Bańska a Hutni Spolec-nost), będącego' spółką akcyjną z kapitaiłem —250 000 000 koron czeskich i posiadającego kapi-tał rezerwowy w sumie 770 000 000 k. c.
Kapitał francuski, który jest właścicielem tegoolbrzymiego przedsiębiorstwa, jest reprezentowa-ny przez grupę finansową Schneider w Creusot.
W posiadaniu Górniczo-Hutniczego Towarzyst-wa w Pradze oprócz hutniczych zakładów wTrzyńcu znajduje się szereg innych obiektów prze-mysłowych i górniczych, a mianowicie:
1 Kopalnia węgla Gabriela23456789
1011
HoheneggerBarbaraHeduikaPokrokLudwikIąnalOdra
w Karwinie
Pietwałd
RadwaniceMariańskie GóryPrivoz
rudy żelaznej Mariańska Huta pod Gelnicą„ Bindt Bindt w Słowacjimanganu w Svabodce
12 Łomy wapienne i wypalarnie wapna Warin około Zlina13 Kóksiarnia Ignat Mariańskie Góry14 ,, Hohenegger Karwina15 „ Trincc Trzyniec16 Fabryka siarczku amonu, benzolu, na-
ftalinu, smoły i smoły gazowej Mariańskie Góry17 Fabryka siarczku amonu, benzolu, na-
ftalinu, smoły i smoły gazowej Karwina18 Fabryka siarczku amonu, benzolu, na-
ftalinu, smoły i smoły gazowej Trzyniec19 Fabryka brykietów węglowych Pietwałd20 Huty żelazne: wielkie piece, stalow-
nie, walcownie, odlewnie stali, me-chaniczne warsztaty Trzyniec
21 Walcownia blachy Karlova Hut22 Fabryka konstrukcji mostów « „23 „ drutu i gwoździ Bogumin

PRZEGLĄD TECHNICZNY — 1938 717
24 „ łańcuchów Mata Moravka25 „ materiałów ogniotrwałyeh Trzyniec26 „ miedzi ze zgarków iskrzyko-
wych, fabryka produktów kobaltui cynku i siarczku sodu »
27 Elektrownia (112000000 kWh rocznie) Mariańskie Góry
28 „ (94000 000
29 Cegielnia i żwirownie30 Cegielnie
TrzyniecMariańskieKarwina
Góry
W posiadaniu towa-rzystwa znajdują sięrównież:
2 525 ha złóż rudyżelaznej,
3 310 ,, pól węglo-wych,
33 190 „ nadań, gór-niczych,
1 695 domów dla urzędni-ków i funkcjonariu-szy Towarzystwa.
Niezależnie Towarzyst-wo posiada udziały w sze-regu innych krajowych izagranicznych przedsię-biorstw.
Powyższe zestawienie przed-siębiorstw, należących do To-warzystwa Bańska a Hutni Spo-lecnost, świadczy najlepiej o je-go olbrzymim znaczeniu gospodar-czym.
Na szerokiej podstawie wydobyciawęgla, produkcji koksu oraz wyrobówhutniczych przedsiębiorstwo to szero-ko rozbudowało szereg zakładów prze-róbczych o wyjątkowej skali rozwinię-tej produkcji pionowej. Olbrzymia pro-dukcja koksu w koksowniach tegoprzedsiębiorstwa, posiadających zdol-ność przeróbczą 1 400 ton na 24 godzinstała się podstawą wielkiej fabryki wy-robu materiałów pochodnych.
Do największych zakładów przeróbczychprzedsiębiorstwa należy fabryka drutu wBoguminie o rocznej produkcji 60 000 t dru-tu, fabryka gwoździ, fabryka łańcuchów itp.
Zakłady hutnicze w Trzyńcu stanowią głównąpodstawę całości przedsiębiorstwa.
Ze swą zdolnością produkcyjną stali w ilości600 000 ton wspólnie z zakładami Witkowickimiodgrywały one najpo-ważniejszą rolę w hut-nictwie czesko - sło-wackim,
Hutnictwo czesko-słowackie w 1929 ro-ku osiągnęło produk- Podkreślono siedziby po*, lądowych
cję w ilości 2 150 000t; spadła ona w 1932
r, do 680 000 t, aby następnie zwyżkując osiągnąćw 1937 r, z nadwyżką poziom 1929 r, przez pro-dukcję 2 300 000 t. jUd!ziaff| dwóch największychhut zaoJzańskich — Witkowickiej i Trzynieckiej —wynosi około 50%, Huty te eksportowały 50—60 000 t wyrobów walcowniczych.
Ze względu na fakt, iż Zakłady Trzynieckieweszły już w skład organizmu gospodarczego od-rodzonej Polski nie od rzeczy będzie podać-naj-więcej charakterystyczne liczby o tym pięknymprzedsiębiorstwie.
Zakłady Hutnicze w Trzyń-cu posiadają 4 wielkie pieceo produkcji 210—650 ton nadobę oraz 13 pieców marte-nowskich o pojemności 15—•120 tom.
Produkcja tych zakładówprzedstawia się w sposób na-stępujący:
Cttrlicko VLj£. . WTSSt&nisiau/ici \\
Obór.- • VMistrzowie* oMosty
Rok
192919301931193219331934
CIESZYN
Surowiec Stalw tysiącach ton
475431348150156164
513452390188194210
W 1937 -rokuprodukcja staliprzekroczyłaprodukcję z 1929roku.
Trzy wielkiep i e c e zostałyzbudowane w la-
OBJAŚNIENIAi H o I Granica państwa
M powiatów
—•••••••—•• ii it
u Kolej*o Siedziby gmin
Rys. 1, Śląsik Zaolzański — Powiaty Frysztacki i Cieszyński.Skala 7 :270 000. WjJ. Wiad. Statyst. G. U. S., Nr. 28 z r. b.

718 1938 — PRZEGLĄD TECHNICZNY
tach 1906—1912, czwarty — w r. 1923. Pojem-ność ich i produkcja dzienna są następujące:
IIIIIIIV
— 300 m3
-- 300 „— 320 „— 473 ..
— 210— 280— 330— 650
ton produkcjin II
u u
surówki
,,
dziennie,,,,
Przeciętny skład wsadu przedstawia się, jaknastępuje:
30% syderytów słowackch o zawartości 36-—40% Fe,
30% magnezytu szwedzkiego,10% hematytu krzyworoskiego,10% wypałków pirytowych,
resztę stanowią materiały różnego pocho-dzenia;, jak szlaki martenowskie, zendrai t. d.
Przed aglomeracją wypałki pirytowe poddajesię żarzeniu chlorującemu (2 piece Ramen-Beskovo zdolności przeróbczej 3 300 ton surowca mie-sięcznie każdy) i przeróbce chemicznej, w celuoddzielenia miedzi, kobaltu i cynku, otrzymując(rocznie):
1 200 ton miedzi 96%,80 ton koncentratu kobaltowego 10%,
1 000 ton koncentratu cynkowego 92%,5 000 ton siarczanu sodu.W dalszym ciągu wypałki i materiały miałkie
są spiekane w trzech piecach obrotowych syst.Schmidta, długości 47 m, średnicy wewn. 2,4 m.Dzienna produkcja aglomeratu dochodzi do 210 t,0 zawartości 62% Fe; 1,2% Mn; 0,2% S i 0,04% P,przy 10-procentowym zużyciu paliwa (mieszanka50% koksu i 50% węgla). Zużycie paliwa w wiel-kich piecach wynosi:
w piecu I — 1 140 kg na tonę surówki,w piecu II—IV — 780—820 kg na tonę su-
rówki.Zawartość żelaza we wsadzie — średnio 54%Powietrze podgrzewa się w 15 nagrzewnicachCowpera do — 800—850°C, przy czym ciśnieniewynosi 0,5—0,6 atm, w starych piecach, 1—1,2 wnowym.
Żużle otrzymuje się 600—680 kg na 1 tonę su-rówki odlewniczej, 480—500 kg na 1 tonę surówkimartenowskiej.
Gaz wielkopiecowy stosuje się do ogrzewaniacowperów i pędzenia dmuchaw; w stalowniachużywa się mieszaniny gazu wielkopiecowego zkoksownianym; do aglomeracji i brykietowaniastosuje się czysty gaz koksowy.
Jako rezerwa służą dwa generatory gazowe wy-sokiego ciśnienia o zdolności przeróbczej 200 tonkoksu dziennie.
Zakłady trzynieckie posiadają dwie stalownie.Stalownia I posiada 6 stałych pieców martenow-
skich zasadowych o pojemności 40 ton, jeden piecprzechylny systemu Wellmann-Seeven 120 ton1 mieszalnik o pojemności 300 ton,
Wsad składa się z 75—85% płynnej surówki,resztę stanowi żelastwo i własne odpadki hutni-cze. Zdolność produkcyjna tej stalowni wynosi360 tys. ton stali miękkiej rocznie.. Stalownia II, wybudowaną w 1925 roku, posia-da 6 pieców martenowskich zasadowych (o pojem-
ności 45 ton, 2—30 ton, 1—-15 ton, oraz mały piecBosshardta 3-tonowy). Stalownia ta poza zwykłąstalą miękką [Rr = 37 kg/mm2) produkuje staltwardszą, Rr = 50 kg/mm2. W okresie kryzysu sta-lownia II nie była czynna. Zdolność produkcyjnahe] stalowni wynosi około 250 ton dziennie. Sta-lownia martenowska jest uzupełniona piecami elek-trycznymi dla produkcji elektrostali.
Huta w Trzyńcu posiada nowocześnie urządzonąwalcownię profilową, składającą się z bloomingu,walcarki ciężkiej, średniej, ciągłej i trzech wy-kończających dla profili mniejszych. Program pro-dukcji obejmuje wszelkie profile handlowe. Wal-cowni blachy i drutu huta trzyniecka nie posia-da; produkty te są wyrabiane ze stali trzyniec-kich w innych zakładach Towarzystwa, a więcblachy w Karlova Hut, drut w Boguminie.
W oparciu o górnictwo węglowe, jako źródłoenergii, oraz o hutnictwo żelaza, jako zasadnicze-go surowca, w powiatach zaolzańskich rozwinąłsię szeroko przemysł rozmaitych kierunków.
Dokładny obraz stanu przemysłu tych obsza-rów w porównaniu z całością przemysłu Czecho-słowacji przedstawia niżej podana tabela 1, któracharakteryzuje dziedziny przemysłu, stan za-trudnienia, oraz wykorzystywaną energię mecha-niczną dla stosunków w 1930 r,
Stosunki przemysłowe na Śląsku Zaolzańskimpodług okręgów obrazuje dla 1930 roku niżej przy-toczona tabela 2. Okręgi cieszyński, frysztacki, ja-błonkowski są ze stanowiska narodowościowegoetnicznie polskie.
Rozbudowany aparat przemysłowy Śląska Za-olzańskiego opiera się w znacznym stopniu o ka-pitał zagraniczny, należący do wielkich grup fi-nansowo-pirzemysłowych francuskich i angiel-skich. Ten aparat korzysta z doskonale rozwinię-tego wyposażenia pod postacią sieci kolejowychi tramwajowych oraz gęsto rozwiniętej sieci drógkołowych.
Powrót ziemi zaolzańskiej na km© Macierzy —to doniosłe znaczenie polityczne i gospodarcze,które będzie miało wpływ na podniesienie nasze-go potencjału gospodarczego. A to tym bardziej,że ludność Śląska została zahartowana przeztrudne warunki polityczne, zmuszona przez setkilat do walki nieustannej o swoją polskość. Trud-ne warunki rolnictwa zmuszały ją do szukaniachleba poza rodzinną wsią. Jedynie 11% ludnościpozostało na roli, 65% ludności pracuje w prze-myśle, rzemiośle i komunikacji. Tę obronę spo-łeczną i zawodową ludność polska organizowaławytrwale, budując swe życie społeczne w licz-nych kooperatywach i spółdzielniach, tworzącychtwierdze w walce o polskość,
W końcu 1937 r. na Śląsku Zaolzańskim znajdo-wało się 69 kas spółdzielczych, 5 kas zaliczko-wych, 2 spółki rolnicze handlowe, 2 spółdzielniemleczarsko-jajczarskie, 6 spółdzielni elektryfika-cyjnych, 6 spółdzielni spożywczych, a wszystkiebyły złączone w jedną wielką organizację podnazwą „Rada Gospodarcza przy Związku Spół-dzielni Polskich".
Przejęcie Śląska Zaolzańskiego z rozbudowa-nym przemysłem, zwłaszcza węglowym i hutni-czym wniesie poważne zmiany w dotychczaso-

PRZEGLĄD TECHNICZNY - 1938 719
T A B E L A 1 .P r z e m y s ł w C z e c h o s ł o w a c j i i n a Ś l ą s k u Z a o l z a ó s k i m w 1 9 3 0 r .
Rodzaje przemysłów
C z e c h o s ł o w a c j a
zakłady czynnizawodowo
siła mechan.w KM
w tym Śląsk Zaolzański
zakłady czynnizawodowo
siła mechan.w KM
Ogółem . . .I. Górnictwo, koks, brykiec
w tym:a) górnictwob) koksownie i brykiec
II. Mineralny (opr. szklanego)III. SzklanyIV. Metal. hutn. i elektr
a) huty żelazne6) huty innec) wyroby żelazned) brońe) elektr
V. ChemicznyVI. WłókienniczyVII. PapierniczyVIII. PoligraficznyIX. SkórzanyXI. DrzewnyXVI. SpożywczyXVII. Odzieżowy
i.XVIII. BudowlanyŹródło: Scitani Ziwnostenskych Zavodu
378 015
425
390
25
11518
10 449
43 837
99
171
34 825
3 101
5 641
1385
39 953
2 827
3 099
5 433
46 289
60 174
115152
27 588
2 291 897
121 092
116 098
4 853
165 372
63 529
390 977
60 684
5 220
146 322
134 090
44 661
40 571
360 107
39 736
32 347
22 967
174 471
238 119
284 284
297 303
2 923 544
424 287
383 918
40 356
191 405
37 947
736 143
403 193
26 967
79 221
199 264
27 497
82 660
423 961
118 703
19 809
25 301
216 706
509 332
34 279
30 571
Podle stavu
4 286
39
29
10
112
477
5
3
336
35
98
19
124
33
57
60
513
817
1535
397
74 616
33 040
30 805
2 235
2 293
15 923
10 341
13
3 853
1341
375
1833
2 945
717
456
125
2 912
2 704
3 392
8 047
287 442
163 504
145 986
17 516
3 227
99 515
90 407
5
7 828
1240
30
3 986
6 438
1960
144
26
4 710
3 033
51
379
w Republice Ceskoslov.
T A B E L A 2.P r z e m y s ł n a Ś l ą s k u Z a o l z a ó s k i m w g o k r ę g ó w w 1 9 3 0 r .
d n e 27 k v e t n a 1930 ( T a b l . I.)
Gałęzie przemysłu Ogółem Bogumin Cieszyn Frysztat JabłonkówOstrava
Polska Frydek
Ogółem .w tym:
GórnictwoKoksownie i brykiec.Huty żelazne . . . .MetalowyChemiczny
Ogółem .w tym:
GórnictwoKoksownie i bryk.Huty żelazne . . . .MetalowyChemiczny
4 286
29105
37119
74 616
30 8052 235
10 3415 1941833
Z i
564
311
437
k ł
875
11
904
1 049
1442
823
306
Liczba osób zatrudnionych
11026
3 78026
19492 327
602
12 918
4745 683
369
73
25 142
16 8601372
922
640229
29
1139
230
612
124
421
14 949
10165363
283918
880
1854
9 442
17871345
11Ź r ó d ł o : Scitani Ziwnostenskych Zavodu w Republice Ceskoslov. Podle stavu dne 27 kvćtna 1930 (Tabl. I.)
wym układzie stosunków w naszym górnictwiewęglowym, hutnictwie żelaza oraz w licznychprzemysłach przeróbczych.
Śląsk Zaolzański — wzięty nawet w swej cało-powiększa terytorium Rzeczypospolitej zale-sci
dwie o 7a%, a ludność o 1%. Dzięki jednak wy-sokiej skali uprzemysłowienia tego skrawka ziemipolskiej potencjał gospodarczy Polski dozna poważ-nej poprawy, jak to wynika chociażby tylko z wy-dobycia węgla i produkcji hutniczej Zaolzia. Nasze

720 1938 — PRZEGLĄD TECHNICZNY
kluczowe przemysły surowcowe, będące podstawądla szeregu przemysłów przeróbczych uzyskują po-tężne czynniki pozytywne. Nie potrzebujemy siękłopotać o nadprodukcję. Wszak jesteśmy krajemo wyjątkowo słabej sile produkcyjnej i konsumcyj-nej. Trudności i kłopoty mogą być'tylko przejścio-we i krótkotrwałe, a ich opanowanie będzie zależnew znacznym stopniu Oid nas samych.
Musimy się cieszyć, że tereny, które wchodzą wskład Rzeczypospolitej, przynosząc tak piękne wia-
no, posiadają odwieczną polską ludność, co przesą-dza o trwałości dokonanego przewrotu politycz-nego,
A ciesząc się z tego faktu jesteśmy obowiązanizrewidować naszą sytuację w wielu dziedzinachnaszego gospodarstwa narodowego i dopasować jedo nowych warunków, jakie przynosi z sobą ŚląskZaolzański, który łączy się z Macierzą, aby wspól-nie z całym narodem podnosić Ją wzwyż.
Dr W. BECK 621 ,643.34:620.191
Nowe metody ochrony powierzchni rur podziemnych
J asnym jest, że o ile się uda całkowicie odizolo-wać powierzchnię rury od styku z wilgotnąziemią, albo od wpływu szkodliwych prądów
elektrycznych, korozja nie będzie możliwa. W tymcelu przeprowadzono dokładne studiu nad ochron-nymi pokrowcami rur, i w ostatnich latach udałosię na tej drodze osiągnąć znaczne postępy.
Omówimy więc osiągnięte dotychczas wyniki,a przede wszystkim zajmiemy się pok) owcami po-chodzącymi z asfaltowych materiałów ochronnych.Po przekonaniu się, że stosowanie zwykłej smołypowęglowej względnie paku nie jest wystarczają-ce dla celów ochrony rur ziemnych, zaczęto sięposługiwać coraz więcej produktami dystylacji ro-py naftowej i uszlachetnionymi produktami smołypowęglowej. W St Zjedn. często nakłada się niejedną warstwę ochronną, lecz cały szereg takichwarstw, ułożonych jedna nad drugą. Kładzie sięnajpierw na rurę t. zw. warstwę podkładową, po-ozem następują inne pokłady. Ta warstwa podkła-dowa składa się często z produktu astaltowego lubteż ze smoły powęglowej, jak np, paku rozpuszczo-nego w rozpuszczalniku organicznym, który to roz-czyn nakłada się cienką warstwą przez zanurzanie,smarowanie lub natryskiwanie, W wypadku, o* ile sięchce nałożyć wtórną warstwę z produktów pocho-dzących ze smoły powęglowej, należy na warstwępodkładową stosować również prodluikty smołowe,najczęściej używany jest pak rozpuszczony w rafi-nowanych olejach smołowych; roztwór taki powi-nien być sporządzony w ten sposób, aby właściwenakładanie warsitwy podkładowej łatwo dało sięprzeprowadzić. Rozczyn nie powinien zawierać anibenzolu, ani innych lotnych rozpuszczalników i niepowinien być obciążony pigmentami lub domieszka-mi obciążającymi. Następnie roztwór nie powinientwomzyć w naczyniu płatków lub osadu. Jeżeli sięchce późniejszy system warstwowy utworzyć z as-faltów, należy jako podkładu użyć produktów asfal-towych. Nakładanie warstw odbywa się zwykle wnormalnej temperaturze,
Firma National Tubę Company proponuje nastę-pujące ulepszenie zwykłego gruntowania: należystosować syntetyczne lakiery żywiczne, które następnie należy wypalać. Ponieważ przed zaniucnze-niem rury do odpowiedniego razczynu, w celu po-krycia jej wtóraą warstwą ochronną, nagrzewa sięją, łatwo jest wypalić wówczas pierwszą podstawo-
wą warstwę. Zdaje się, że tak wykonane warstwyochronne okazały się w praktyce zupełnie dobre.Nawet jeżeli dalsze warstwy ochronne będą posia-dały pewne usterki, nie będzie to niebezpieczne,gdyż wysokowartościowe gruntowanie rury zapobie-ga procesowi korozji. Naturalnie, że takie podsta-wowe zagruntowanie nie powinno być uszkodzonew chwili nakładania na gorąco dalszych warstw.
Również zalecano gruntowanie minią. W tym wy-padku należy dobrać taką warstwę lakową, któranie zmięknie pod wpływem roztopionej smoły. Wtym celu warstwom pozwala się „zestarzeć", jak np.w wypadku powłoki z lnianego> oleju, zawierającegoPb3O4, przed zanurzeniem rur w smole, lub też wy-pala się je na lak, albo używa się środków wiążą-cych szybko twardniejących i uodpornionych w tensposób na zmiękczające działanie gorącej smoły.
Jeżeli tak powleczone pierwotnie rury leżą przedwysyłką przez dłuższy czas na składzie, powłokastanowi dobrą ochronę przed rdzewieniem, równo-czieśnie twardniejąc podczas leżenia na składzie.Wypalanie uskutecznia się najlepiej w czasie stu-dzenia rury po walcowaniu, nakładając lak w chwiliosiągnięcia odpowiedniej temperatury.
Wyżej opisane warstwy gruntowe mają na celuutworzenie dobrego podkładu dla właściwychwarstw ochronnych. Same przez się warstwy pod-kładowe nie zabezpieczają wystarczająco rur. Po-krycia te chronią rury od rdzewienia tylko naskładach lub w czasie transportu.
Przed nałożeniem gruntowania ważnym jest sta-ranne przygotowanie powierzchni rur. Osiąga się toprzez przemycie ich odtłuszczającymi środkami or-ganicznymi lub lepiej — w razie możności — przezzwyczajne opiaskowanie. Mniej dobry jest sposóbtrawienia powierzchni rury, gdyż często wywołujeto rdzewienie powierzchniowe, które w następstwieutrudnia proces gruntowania. Przy gruntowaniupowierzchnia rury musi być zupełnie sucha. Susze-nie pierwszej warstwy winno odbywać się w ciągu24 godzin, Nie należy natomiast, jeżeli to jest mo-żliwe, rozpoczynać nakładania następnych warstwpóźniej niż po upływie 72 godzin.
Ogólnie biorąc, jako materiałów ochronnych uży-wa się asfaltów ropowych, pozostających jako dy-stylaty określonych frakcyj produktów ropowych.Ponieważ asfalty, szczególnie w niższych temperatu-

PRZEGLĄD TECHNICZNY — 1938 721
rach, są bardzo wrażliwe na uszkodzenia mechanicz-ne, utlenia się je, przedmuchując roztopioną smołęprądem powietrza lub też dodając do asfaltów do-mieszek wiążących. W ten sposób otrzymuje sięasfalty bardziej plastyczne i twardsze od ich pier-wotnego stanu. Dodatki wiążące stanowią przeważ-nie domieszki mineralne jak talk, mączka kamien-na, piasek morski, mączka cementowa, włókna az-bestu i t, p.
Używa się również asfaltów naturalnych, np. wAustralii, gdzie zalegają ich złoiża. Stosowne za-zwyczaj asfalty składają się z mieszaniny np. 60—75% rafinowanego naturalnego asfaltu z jeziora Try-nidad i 40, względnie 25% smoły powęglowej.Niektórzy autorzy są zdania, że najlepsze produktydla ochrony rar pochodzą ze smoły powęglowejotrzymanej z retort poziomych. Dystylat z retortpionowych daje mniej dobre wyniki, przede wszyst-kim ze względu na stosunkowo wysoką zawartośćwosku parafinowego i nienasyconych niestałych wę-glowodorów.
W dalszym ciągu przejdziemy do ochraniaczy,pod kltóre zagruntowuje się smołę węglową, W St.Zyeósn. mają w ostatnich czasach wielkie rozpow-szechnienie t. zw. emalie. Są to masy, nie zawiera-jące powyżej 40% dodatków mineralnych. Zawie-rają one przede wszystkim smoły ziemne. Masy tenależy nakładać przy takiej temperaturze, ażebyrapewnić stopienie się ich z poprzednio nałożonązimną warstwą gruntową.
Często postępuje się w ten sposób, że nie tylko za-nurza się rurę w stopionej masie, lecz taśmuje się jąnastępnie wstęgą nasyconą tą masą. W ten sposóbwzmacnia się właściwą warstwę ochronną. Tkaninyużywane na tego rodzaju wstęgi mogą być wykona-ne z bawełny albo juty, względnie z mieszaniny weł-ny, filcu i tektury, jak również przędzy azbestowej.
Właściwe systemy ochronne, jak wynika z nastę-pujących przykładów, wykazują bardzo częstoskomplikowaną budowę.
A więc nakłada się naprzód warstwę gruntową,następnie dwie warstwy wstęg spiralnie nawinię-tych, nasyconych odpowiednią masą i na to nawijasię jedną warstwę taśmy z mieszaniny wełny, filcui tektury dla ochrony od uszkodzeń mechanicznych.Inny system wykonania zabezpieczenia jest nastę-pujący: naprzód nakłada się gimntowanie, następ-nie wytwarza się na gorąco po kolei dwie warstwyemalii, potem nawija się jedną warstwę taśmy azbe-stowej, którą z kolei zalewa sę emalią, na to jakoochrona mechaniczna przychodzi jedna warstwatektury.
Według innego przepisu daje się gruntowanie,które pokrywa się emulsją asfaltową, na to przycho-dzi nasycona asfaltem tkanina i wreszcie jako och-ronę mechaniczną daje się jedną warstwę tektury,Należy odrazu zaznaczyć, że emulsje asfaltowe uży-te w podanej formule okazały się niezupełnie odpo-wiednie. Według jeszcze innego przepisu na grun-towanie podkładowe nakłada się warstwę emalii,na którą następnie nawija się płócienną wstęgę, za-lewając całość odpowiednią mieszaniną i ostatecznie
obsypuje się powierzchnię rury wapnem albo tal-kiem.
Zdarza się, że bezpośrednie zatknięcie tylko jed-nej warstwy utlenionego asfaltu ze zwykłym asfal-tem rafinowanym jest niekorzystne. Asfalt rafinowa-ny ma tendencję do adsorbowania olejów mineral-nych, znajdujących się w znacznej ilości w utlenio-nej masie, na skutek czego następuje zmiękczenieutlenionej warstwy asfaltowej. W tym wypadkumiędzy jedną a drugą warstwą asfaltową tworzy siębłona olejowa o nieznacznej wytrzymałości, Przyogrzewaniu rur, np. przez promienie słoneczne, prze-bieg ten przyśpiesza się, na skutek czego trwałośćwarstwy ochrotineij może być pogorszona. Taka bło-na olejowa jest tym grubsza, im bardziej jest różnyskład obu warstw asfaltowych. Dla uniknięcia tegozjawiska należy uważać, żeby fizyczne własnościobu dotykjących się warstw asfaltowych nie wielesię różniły między sobą.
Amerykańskie towarzystwo Standard Oil używaczasem dla ochrony rur masą, tak zwaną „asfaltma-stik". Masę tę nakłada się na rury przy pomocywstęg papierowych. Masy te składają się z miesza-niny utlenionego asfaltu i dodatków mineralnych.Zawartość asfaltu wynosi około 15% i stanowi wła-ściwie tylko środek wiążący i zapełniacz porów.Powstające nieszczelności przy zabezpieczaniu tymsposobem doprowadziły do zaniechania posługiwa-nia się wstęgami papierowymi i zaczęto natłaczaćmasę pod ciśnieniem bezpośrednio na rurę w czasiejej przeciągania. Masa taka zawiera jako jedenz głównych składników krótkie włókiemka azbesto-we. Podczas robienia samej masy, a zwłaszcza wchwili dodania domieszek mineralnych, należyutrzymywać ściśle przepisaną temperaturę. Masytego rodzaju dobrze się nadają do gorących prze-wodów naftowych.
Często się zdarza, że należy bardzo rygorystycz-nie zachowywać jak największą szczelność warstwyochronnej. Technika wykonania takiej warstwy och-ronnej polega na tym, że przekłada się warstwysmołowe cienkimi warstwami celulozy. W ten spo-sób blokuje się do pewnego stopnia nieznaczne nie-szczelności, mogące powstać w pokryciu asfaltowym.W St. Zjedn. nakłada się dwie warstwy celulozyjedna na drugą. Warstwa zewnętrzna izoluje odprądów wędrujących, mogących przebiegać przezziemię. Druga — wewnętrzna tworzy warstwę chro-niącą rurę od wilgoci. Systemy ochronne tego ro-dzaju wykonywa się w następujący sposób: na opia-skowaną powierzchnię rury nakłada się warstwęgruntową, następnie nakłada się warstwę asfaltu,po czym daje się dwie warstwy celulozy, znowu na-kłada się cienką warstwę asfaltu, wreszcie pokrywasię kopertą tekturową w celu ochronny od uszko-dzeń mechanicznych. Pasma celulozy można nało-żyć maszynowo. Należy .stosować materiały, mogą-ce wytrzymać bez uszkodzenia temperatury stopio-nej smoły.
Szereg wytwórni amerykańskich stosuje t. zw, po-krycia pyralinowe, jest to plastyfikowana nitrocelu-loza, W tym wypadku postępuje się w ten sposób,że rozsmarowuj e się na oczyszczonej powierzchniruty patę ochronną (tłuszcz mineralny), na którą

722 1938 — PRZEGLĄD TECHNICZNY
okręca się pasmo pyralinowe. Pasmo pyralinoweuprzednio zostaje rozmiękczone przez zanurzeniew mieszaninie, składającej się z octanu etylowego,alkoholu i wody. Rozczyn taki winien być spoirządzo-ny bardzo dokładnie. Sposób ten umożliwia do pew-nego stopnia zespolenie nałożonej wstęgi. Czasamistosuje się dwie warstwy pyraliny jedna na drugą.
W Ameryce stosuje się równlież czystą gumę.Oczyszczoną powierzchnię rury smaruje się rozczy-nem gumowym i następnie, po powierzchniowymosuszeniu rozczynoi, nawija się wstęgę gumową. Pozataśmowaniu rury smaruje się ponownie rozczy-nem gumowym i ostatecznie nawija się wstęgę kar-bowanego papieru.
Amerykańskie przedsiębiorstwa gazowe i wodo-ciągowe niejednokrotnie używały dla ochrony rurod korozji cementu azbestowego (Eternit), jak rów-nież warstw betonowych. Takie warstwy betonoweskładają się często z jednej części cemenitu port-landzkiego i 1,5 części piasku względnie drobnoziar-nistej odsianej mączki bazaltowej.
\
pipl'']•'' ' • v i i * *
sstwę, którą w sposób prosty i tani, a przy tym bar-dzo pewny, można nałożyć nawet na stare rurociągi.W Ameryce zaobserwowano, że warstwa tłuszczubardzo nieznacznej grubości, która znajdowała sięna podziemnym rurociągu przez 10 lat, zachowałajeszcze taką lepkość, że metal nawet po starannymmechanicznym oczyszczeniu był jeszcze W dotykutłusty i żelazo nie dało się awilżyć, Takie wanstwytłuszczowe można uczynić szczególnie skutecznyminakładając je na wstęgi. Wielkie amerykańskie za-kłady, jak np. Ohio Fuel Gas Company i liczneprzedsiębiorstwa gazowe i wodociągowe posługująsię z powodzeniem plastycznymi opaskami z tłusz-czów mineralnych. Z braku miejsca nie możemy za-stanawiać się tutaj nad przyczynami teoretycznymi,dlaczego właśnie taki system zapewnia szczególniedobrą ochronę przeciwko korozji, przy czym cha-rakterystycznym jest, że długotrwały wysoki opórprzejściowy, jak przy asfaltach lub smołach powę-glowych, na ochranianej powierzchni rury nie jest
Rys. 1. Rys. 2.
Nie ulega wątpliwości, że warstwy asfaltowe, a wjeszcze większym stopniu pochodne ze smoły powę-glowej, szczególnie przy temperaturach poniżej ichstopnia zamarzania, pozostawiają dużo> do życzeniaz punktu widzenia wytrzymałości mechaniczneji nieuniknionym jest powstanie niebezpiecznych pęk-nięć w powłoce ochronnej.
W ostatnich czasach wynaleziono produkty, któ-re, chroniąc skutecznie przeciw korozji, nie wykazu-ją wymienionych braków. Są to opaski impregnowa-ne tłuszczami mineralnymi. Takie opaski zachowu-ją w ziemi, we wszystkich możliwych temperatu-rach, swoje własności plastyczne, chroniąc równo-cześnie przed korozją. Po szczegółowych studiach,przeprowadzonych w Europie i w Stanach Zjedno-czonych, przy czym należy szczególnie wyróżnićgruntowne prace Towarzystwa Standard Oil, usta-lono, że taik nałożone warstwy tłuszczu mineralne-go chronią rury od wszelkiego rodzaju korozji wziemi w ciągu dziesiątków lat. Używany w tym celutłuszcz naftowy (wazelina techniczna), ściśle przyle-gając do powierzchni rur, zmywa rdzę i brud i wy-pełnia wszelkie mlożliwe na tej powierzchni poryi wgłębienia, tworząc jedyną w swoim rodzaju war-
wcale pożądany. Mamy zamiar poruszyć tę sprawędokładniej w innym artykule,
Po tych ogólnych uwagach, chcemy jeszcze omó-wić sprawę oczyszczenia, gruntowania i pokryciaochronnego rur przy ich układaniu w terenie. Prze-de wszystkim poruszamy sprawę urządzeń maszy-nowych.
Rys. 1 pokazuje zespół maszyn do czyszczenia,wraz z maszyną do gruntowania. Agregat napędza-ny silnikiem spalinowym jest umieszczony na rurze.Przyrząd do oczyszczania składa się z podwójnejruchomej oprawy, w której są zamocowane drucia-ne szczotki, pierścienie do szlifowania i noże do sza-browania. Stosownie do potrzeby możliwe są różnekombinacje. Jeśli trzeba oczyścić nowy przewódrurowy, wykonywa się to szczotkami drucianymi,jeżeli chodzi o zeskrobanie starych warstw, włączasię noże do szabrowania. Jeżeli trzeba usunąć za-walcowaną warstwę, uruchomią się płytki do szlifo-wania. Wszystkie te przyrządy można nastawić narozmaite szybkości. Obok właściwego agregatu bie-gnie traktor z dźwignią, na której znajduje sięsprzęt do podnoszenia, składający się z trzech sta-lowych rolek, Rolki umieszcza się pod przewodem

PRZEGLĄD TECHNICZNY — 1938 723
rurowym, i za ich pośrednictwem przewód możebyć automatycznie podnoszony lub opuszczony.
Zespół służący do gruntowania pracuje analogicz-nie. Zespół ten również umocowuje się dokoła ruryi jest złączony z maszyną do oczyszczania przezurządzenia ramowe. • Maszynę można zdejmowaći wprowadzać w ruch za pomocą ręcznej korby.
Drugi przyrząd jest to maszyna, przy której po-mocy nakłada się warstwy chroniące prized korozją(rys. 2). Maszyna składa się z dwóch części tworzą-cych jeden zespół. Pierwsza część składa się z ru-chomej skrzyni, która przy pomocy systemu rolko-wego może być dowolnie przesuwana naprzód lubzatrzymywana, druga polowa podtrzymuje zbior-nik, w którym znajduje się mieszanina ochronna,Przy pomocy tej aparatury nakłada się na ruręwarstwę ochronną, którą następnie się rozdzielai naprowadza do żądanej grubości.
Maszynę do nawijania wstęg uruchomią się ręcz-nie (rys, 2); składa się ona z cylindrycznej ramy,którą umocowuje sę na rurze przy pomocy gumo-wych wałków. W ramie są umieszczone rolki wstęg,z materiału, który ma być nawinięty.
Jeszcze omówię pokrótce sposób nakładania narury warstw cementowych w terenie. W Australiiwykonywa się to w sposób następujący. Wyciągasię z ziemi za pomocą podnośnika zardzewiałe rury,a kanał utworzony w ziemi rozszerza się za pomocąspecjalnego fasonowego świdra. Nową rurę wkładasię w poszerzonym otworze i natryskuje się masębetonową pomiędzy ściankami rury i warstwę ziemi.W tym celu stosuje się pompy dwutłokowe, gdyżprzy użyciu pomp jednotłokowych zauważono od-wrotne wytryskiwanie masy betonowej. Zjawiskoto nigdy nie występowało przy pracy pomp dwutło-kowyeh (rys. 3).
W końcu naszej pracy omówimy dokładniej róż-ne metody badania składu kąpieli ochronnej, wła-sności fizycznej masy ochronnej i ochronnej zdolno-ści przeciw korozji nałożonych warstw. Wreszcierozpatrzymy szczególnie ważne zagadnienie — stanwarstwy ochronnej na rurach.
Kąpiel należy stale utrzymywać w odpowiedniejtemperaturze (150"C). Dla umiknięcća tworzeniaosadów kąpiel należy od czasu do czasu przemie-szać. Należy uważać, aby kąpiel nie została pozba-wiona lotnych olejów, których zawartość należyuzupełniać w miarę potrzeby. Przy kąpielach, uży-wanych przez dłuższy czas, należy badać ich płyn-ność, która zasadniczo się nie zmienia. Właściwiedobrana smoła winna mieć dobrane i ustalone:punkt zmiękczenia, punkt skraplania, zdolność pe-netracyjną w materiale stosowanym na wstęgii punkt zmiękczenia w różnych temperaturach.
Ważnym jest ustalenie zachowania się konsy-stencji masy ochronnej w wyższych temperaturach.W tym celu asfaltuje się poprzednio zagruntowanączworokątną płytę żelazną, pozostawiając dokoławolny wąski pasiek. Następnie za pomocą igły naci-na się kreskę na powierzchni asfaltowanej, jednaktylko przez warstwę asfaltu. Tak przygotowanąpróbkę umieszcza się pionowo w piecyku ogrzanym
do 65°C na przeciąg 24 godz. i obserwuje się prze-bieg zachowania się kreski.
Poza tym należy zbadać, czy ,,pokrowiec" skłon-ny jest do tworzenia szczelin, W tym celu trzymasię próbę przez 5 godzin w temp. 0"C w chłodni, poczym bada się ją w temperaturze pokojowej przyużyciu lupy lub mikroskopu.
Badania wytrzymałości pokrycia ochronnego nauderzenie przeprowadza się w sposób następujący:próbka (płytka żelazna) po powleczeniu jej masąochronną pozostaje przez 2 godziny w temperatu-rze pokojowej. Następnie umeszcza się ją nasmaro-waną stroną do góry na specjalnej drewnianej pod-stawie. Następnie zrzuca się z określonej wysoko-ści na tak umieszczoną próbkę kulkę stalową o cię-żarze 650 g. Jeżeli gruntowanie względnie war-stwa właściwej masy odpryśnie lub powstaną takieodsłojenia, że część warstwy można będzie za po-mocą ostrza noża podważyć bez specjalnego trudu,to wytrzymałość takiej warstwy ochronnej należyuważać za niewystarczającą.
Następną próbą jest próba zdolności zgęszczaniasię. Na zagruntowaną płytkę próbną nakłada się wzwykły sposób masę ochronną, w którą wciska siękawałek cienkiej membrany. Próbkę zostawia sięna 3 godz. w temperaturze 65°C. Następnie na wy-stającej membranie zawiesza się określony ciężari oznacza się czas potrzebny do wyciągnięcia pasmamasy do ustalonej długości, Próbę przeprowadzasię w temp. 65"C.
Poza tym wielkie znaczenie ma badanie wpływuzsychania się gruntu na warstwy ochronną. Z do-świadczenia wiemy, że pewne grunty przy wysy-chaniu w znacznej mierze działają mechanicznie nawarstwę ochronną. Do przeprowadzenia tego bada-
Rys. 3.
nia używa się gruntu wysokokoloidalnegO', zaprawia-jąc go do stanu plastycznego wadą. Masę tę na-smarowuje sę na asfaltowaną blachę żelazną i pozo-stawia się do całkowitego wyschnięcia. Po wyschnie-

724 1938 — PRZEGLĄD TECHNICZNY
ciu nałożonej warstwy zmywa się ją i bada dokład-nie. Dalszą próbą jest próba zginania na zimnoi. As-faltowaną próbę blaszaną zgina się z określoną szyb-kością tak długo, aż ukażą się pęknięcia. Kąt zgię-cia winien być dokładnie ustalony. Ze wizględu nabrak miejsca można tylko ogólnie wymienić szeregdalszych bardzo wartościowych prób mechanicz-nych.. Są to 'badania miękkości warstwy, twardości,pęknięć, wytrzymałości na rozciąganie, względniekonsystencji mas smołowych. Z badań chemicznychpożyteczne są określenia zawartości popiołu w ma-sie, względnie zawartości mineralnych części skła-dowych rozpuszczalnych w dwusiarczku węgla, czę-ści lotnych i t. d.
Przechodzimy obecnie do sposobów, przy którychpomocy można polepszyć zdolność powłoki do prze-ciwstawienia się korozji. Dążyć do tego można róż-nymi drogami. Najbardziej racjonalne badanie po-lega na tym, że przewód rurowy, chroniony w spo-sób przepisowy i znajdujący się w pracy, od czasudo czasu odkrywa się i bada się na nim stan powło-ki i ewentualne postępy korozji. Przy tym należyszczególnie zbadać stan powierzchni żelaza, t. zn.ustalić rodzaj i skład warstwy rdzy, jak równieżi głębokość przenikania korozji- Takie okresowebadanie jest bezwzględnie najbardziej miarodaj-nym, jest natomiast tak kosztowne i skomplikowa-ne, że można je zastosować tylko w wyjątkowychwypadkach, Inna metoda polega ma tym, że szeregkrótkich i przepisowo zabezpieczonych kawałkówrur zakopuje się w różnych wzorcowych gatunkachgruntu w laboratorium, względnie w polu. Ta me-toda może jednakże spowodować szereg mylnych in-formacyj, spowodowanych bliżej nie znanymi czyn-nikami.
W celu wykonania prób dorywczych zapropono-wano w Ameryce próby pośrednie, Badania takieprzeprowadza się za pomocą określania oporu elek-trycznego przy przejściu prądu przez wasitwę och-ronną rury. Tą samą drogą można ustalić i znaleźćwadliwe miejsca na powłoce .ochronnej. W tymcelu owija się badaną rurę zwilżoną wstęgą papie-rową i przepuszcza się przez nią prąd. Wskutekdziałania siły elektromotorycznej jony żelaza wę-drują z powierzchni rury przez pory wadliwej po-włoki ochronnej na papier. Po zdjęciu i wywoływa-niu tej papierowej wstęgi w roztworze żelazocjanku
potasowego, ewentualne miejsca wadliwe będą za-znaczone na papierze jako niebieskie punkty.
Istnieje jeszcze jedna metoda laboratoryjna, któ-ra została polecona w Ameryce do badania jakościwarstwy ochronnej. Próbkę zabezpieczoną w prze-pisowy sposób zanurza się w rozcieńczonym roz-tworze kwasu. O ile warstwa ochronna posiada de-fekty — kwas atakuje żelazo, wskutek czego zacz-nie wydzielać się wodór. Na podstawie objętościwydzielonego w określonym czasie wodoru ustalasię pewien stan warstwy ochronnej.
Jednakże na podstawie wyników prób laborato-ryjnych dość trudno jest wyciągnąć wnioski, doty-czące praktycznego zachowania się materiałów.Szereg wyżej podanych prób nadaje się do oszaco-wania materiałowego stosowanej smoły, trudno na-tomiast jest z wyników tych prób wyrobić sobiezdanie o praktycznych możliwościach ochronnychprzeciw korozji.
Stworzenie należytej opinii dotyczącej właściwo-ści samego pokrycia ochronnego, zachowania się gow niskich temperaturach i skłonności do pęknięć,byłoby najwłaściwiej opierać na metodach porów-nawczych przez wzorcowanie.
Niestety nie mamy dotychczas możności ustale-nia pewnych danych liczbowych, interpretującychochronną zdolność warstw przed korozją.
Doświadczenia własne w tym względzie zawszebędą miały przewagę nad wynikami, otrzymanymina podstawie wyżej opisanych prób.
Należy jeszcze nadmienić, że badanie ochronnejzdolności powłoki, przez ustalenie ilości wydzielo-nego w określonym czasie wodoru, jest bardzo nie-pewne. Praktyczne badania za pomocą oporu elek-trycznego, obecności, względnie umiejscowienia de-fektów, dają tylko jednostronny i chwilowy obraz,który absolutnie nie może być uważany za wystar-czający. Właśnie z ogólnego pojęcia o korozji me-tali wiemy, jak skutecznie, pierwotnie powstającepowierzchniowe warstwy skorodowane mogą zaha-mować, lub też odwrotnie przyśpieszyć przebieg ko-rozji.
Dotychczas stosowanie wyżej omówionych próbnie pozwala określić tego ważnego czynnika.
Prof. ST. PŁUŻAKlSKI
O b r a b i a r k i c i ę ż k i e ^621 . 91
Strugarki.
S truganie jest najkorzystniejszym rodzajemobróbki, gdyż wymaga prostych i tanich no-ży, pracujących racjonalnie, skrawając ca-
łą długością ostrza w jednakowych warunkach(stałe kąty skrawania, stała prędkość łtp.) ze swo-bodnym odpływem wiórów; dokładność wykonaniapracy, dzięki sztywnej budowie i dobremu prowa-dzeniu stołu jest duża i nie zależy, jak np. w tokar-ce, od luzu w łożyskach wrzeciona. Niekorzystnymnatomiast momentem pracy strugania jest niemoż-
*) Ciąg dalszy do zeszytów 3 i 16—17, str. 77 i 567.
ność stosowania wysokich prędkości skrawania,właściwych nowoczesnym tworzywom narządzi,z powodu trudności powstających w związku z ru-chem powrotnym stołu. Siły przyspieszeń w mo-mentach nawrotu stołu, rosnące wraz z ciężaremprzedmiotu skrawanego i części ruchomych stru-garki (stołu i inn.) i w stosunku kwadratu prędko-ści skrawania, dochodzą w dużych strugarkachdo takich wielkości, że pomimo postępu technicz-nego, dokonanego w ostatnich latach, zarównoprędkość strugania, jak i prędkość powrotna stołumuszą być wybierane znacznie mniejsze, niż winnych rodzajach skrawania.

PRZEGLĄD TECHNICZNY — 1938 725
/min.
tr—»• • '—'
/
/
VV/̂
/60
40
20
O1920 1930 I93C r
Strefy prędkości:skrawania
- — powrotuRys. 96.
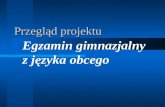
Rys. 96 wskazuje postęp dokonany wostatnich latach: gdy od 1920 do 1930 r.granice stosowanych prędkości skrawaniawizmosły od 6—10 do 8—15 m/min,, za-stosowanie nowych napędów umożliwiłorozszerzenie granic szybkości, używanychdo strugania do 8—50 m/min. W celu wy-zyskania możliwości, jakie dają narzędziaz nowych stali szybkotnących oraz spie-kanych węglików trudnotopliwych metali,trzeba było przystosować budowę struga-rek nie tylko do znacznie zwiększonychszybkości ruchu, lecz również do więk-szych sił skrawania. Wykres rys. 97 wska-zuje wzrost siły skrawania strugarekw ciągu mniejwięcej 20 lat. Z wykresuwidać, że gdy strugarka o szerokości sto-łu np. 2,5 m, w r. 1920 pozwalała otrzy-mać na ostrzu noża siłę P = 9 t, stru-garka o tej samej szerokości stołu w 1935 r.umożliwiała wyzyskanie siły 15 t, a po do-datkowym usztywnieniu budowy stoijakai poprzeczki w 1936 r. — 20 t.
Trudności, jakie do niedawna przedsta-wiało pokonanie wpływu dużych sił przy-spieszenia w momencie nawrotu istołu, tło-maczą znaczne ograniczenie zastosowaniastrugarek w nowoczesnej obróbce ma ko-rzyść frezarek itp., pracujących pod tymwzględem korzystniej. Po opanowaniu tychtrudności przez nowoczesne napędy, za-stosowanie 'strugarek do ciężkiej obróbkistaje się znów częstszym, gdyż duża sztyw-ność strugarek, umożliwiająca stosowaniedużych sił, a zatem i dużych przekrojówwióra, przy jednoczesnej dokładności pra-cy, i możność dogodnego ustawienia nastole strugarki obrabianego przedmiotunawet dużej wagi, zaleca użycie strugarekdo ciężkiej obróbki.
Rys. 98 przedstawia schematy główniejszych ty-pów strugarek, używanych jako obrabiarki ciężkie.Mamy zatem strugarki poziome, podłużne dwu-i je dno stojakowe (typy a i o) strugarki poprzeczne(c), bramiaste {d) o nieruchomym stole; strugarkipionowe: o krótkim skoku, czyli dłutownice (e),o długim skoku na słupie przesuwnym (/) i wresz-cie — pionowe i poziome (js), Oprócz tych spoty-
Pton30
20
10
•-'
193SA
192
ŹRys. 97.
4m
kamy strugarki ciężkie połączone z inną obrabiar-ką, np. frezarką lub szlifierką, dla większej uni-wersalności zespołu i wreszcie inne specjalne.
Rys. 98. Schematy główniejszych typów strugarek.Strugarki poziome: a — dwustojakowa, b — jedno-stojakowa, c — poprzeczna, d — bramiasta. Strugar-ki pionowe: e •— dłutownica, / — słupowa, g — pio-nowo-pozioma. Oznaczenia; Ł — łoże, S — stół,St — stojaJc, Si — suport pionowy, Sa — suport po-ziomy, P — poprzeczka, R —• poprzeczka stała, E —•silnik napędowy główny, EL — silnik poruszającysuporty i poprzeczkę, F — wspornik sanek nożaG, D — śruba pociągowa, B — skrzynka biegów.

726 1938 — PRZEGLĄD TECHNICZNY
1. Napędy strugarek.
Wielkość pracy, wykonywanej przez strugarkę,charakteryzuje wzór, ważny dla każdej obra-biarki,
60-75w którym P — oznacza siłę skrawania na ostrzunoża, a c — prędkość skrawania, zależną od przed-miotu struganego (tworzywa i kształtu przedmio-tu), od narzędzia (tworzywa i budowy), od obra-biarki (sztywności jej itp.) i wreszcie od rodzajustrugania (zdzieranie, gładzenie). Z powyższegowzoru wynika, że między P i c istnieje prosta za-leżność (rys. 99 a) — gdy prędkość strugania dwu-krotnie zwiększymy, siła na nożu musi zmniejszyćsię dwukrotnie, wobec stałej ilości N. Taka zależ-ność, wyrażająca się hiperbolą, jest charaktery-styką n a p ę d u o s t a ł e j ( i l o ś c i ) e n e r -gi i .
Inaczej, chcąc wyzyskać możności skrawania na-rzędzi z dobrej stali szybkotnącej, musielibyśmyzastosować duży przekrój wióra (duże P), i dużąprędkość skrawania c, co wymaga odpowiedniegozwiększenia ilości energii N. W tym wypadku mie-libyśmy zatem przy stałej (wysokiej) wartości P,zmienne Nin (do zwiększenia c). Zmiana takamoże zachodzić tak, ażeby stosunek N: n pozosta-wał stały, wtedy w wyrazie na moment obrotowy
M = 71620- —n
M — moment obrotowy pozostaje stały, stąd na-zwa tego napędu — n a p ę d o s t a ł y m mo-m e n c i e (obrotowym). Taki napęd (rys. 99 bjumożliwia ekonomiczne struganie np, stali, stosującduży przekrój wióra (duże P) i dużą prędkość stru-gania c.
Wreszcie -stosowany jest również napęd miesza-ny, 'dla dania możności na tej samej strugarce ob-rabiać np. stal w sposób ekonomiczny, jak wyżej,oraz lekkie metale i stopy, których obróbka wyma-ga jeszcze większych prędkości, lecz które skrawasię zwykle mniejszym wiórem i które mają mniej-sze opory skrawania, niż stal. W tym wypadkustrugarka otrzyma napęd o stałym momencie, doprędkości max. skrawania stali c2, i o stałej ener-gii dla prędkości większych od c2, będący połącze-niem dwóch poprzednich (rys. 99 c).
Napęd o stałej energii można otrzymać przy po- •mocy:
1) zwykłego silnika prądu zmiennego lub sta-łego, połączonego z,e skrzynką biegów dla 3 lub 4różnych prędkości c i jednej lub dwóch prędko-ści zwiększonych dla przyspieszonego powrotnegoruchu stołu c„. Ruch nawrotny stołu odbywa sięprzy pomocy sprzęgła elektro-magetycznego.
2) silnika prądu stałego, nawrotnego, o regulo-wanej ilości obrotów. Dogodna regulacja prędkościułatwia wybór właściwej prędkości strugania dlaróżnych obrabianych tworzyw. Zwykle używany sto-sunek ilości obrotów 1 :3, rzadziej 1 : 3,5, a nawet 4,umożliwia również otrzymywanie nieco wyższejprędkości powrotnej stołu, niż w wypadku (1),
Napęd o stałym momencie można otrzymać, sto-sując:
5432I0
P(ł)
\\
20
5432l
5432I
P(t)
40 60C( /min)
20
Pfth
40 60C(7min)
\\
C2
Rys. 99.
3) silnik zwykły prąduzmiennego lub stałego,napędzający nawrotnysilnik prądu stałego o re-gulowanej ilości obrotów,w połączeniu z układemWard - Leonarda. Całagrupa może pracowaćrównież przy niskichprędkościach — ze sta-łym momentem obroto-wym, a przy wyższych— ze stałą energią.
4) Wreszcie — silnikzwykły prądu zmienne-go lub stałego, porusza-jący napęd hydraulicz-ny, umożliwiający na-wracanie biegu i pracęprzy różnych pręd-kościach, które możnazmieniać w sposób cią-gły. Napęd hydraulicz-ny może być wykonanypodobnie jak poprzed-ni, jako kombinowany,o stałym momencie i ostałej energii.
Rys. 100 wskazujewykonanie powyższychczterech napędów.
Oprócz wspomnianych czterech zasadniczychform, istnieje cały szereg odmian wykonania, taknp. f. AEG opracowała odmianę napędu (1), pole-gającą na zastosowaniu dwóch normalnych silni-ków prądu zmiennego różnej mocy, pracującychtak, że zawsze pracuje tylko jeden z nich, drugizaś jest zahamowany przy pomocy hamulca elek-tro-magnetycznego. Podczas zmiany kierunku ru-chu stołu, silnik pracujący zostaje wyłączony,a drugi, który nie pracował, włączony. Hamulec,przeznaczony do zatrzymania silnika, który pracęukończył, może działać z pewnym opóźnieniem,a wtedy siła rozpędu obracającego się silnika bę-dzie przyspieszała rozruch drugiego silnika. Tymsposobem jest możliwe zaoszczędzenie energii, po-trzebnej do wykonania zmiany biegu wspomnianychsilników. Dalsza oszczędność energii otrzymujesię przez zastosowanie do poruszania stołu podczasbiegu powrotnego (jałowego), mniejszego z dwóchsilników, który będzie pracował z mniejszą stratąenergii, niż silnik o dużej mocy, potrzebniej do wy-konania pracy skrawania, mało obciążony podczasbiegu pałowego. Podobna kombinacja dwóch silni-ków do napędzania strugarki o szerokości stołu1,5 m, mocy 20 KM do pracy i 11 KM do ruchupowrotnego, pracowała bez zarzutu, dając nawra^Lanie ruchu stołu bardzo dokładnie i bez uderzeń,pomimo tego, że prędkość powrotna stołu wyno-siła 42 m/min.
Inna, częściej używana, odmiana polega nazastosowaniu do napędu stołu dwóch silników prą-du stałego, z regulowaną ilością obrotów, sprzężo-nych razem, zamiast jednego większego silnika,którego momenty bezwładności i praca rozpędu by-łyby oczywiście znacznie większe, skutkiem czegoutrudniałyby nawrót stołu. Taki napęd, zastoso-

PRZEGLĄD TECHNICZNY — 1938 727
wany do dużej strugarki o< szerokości str.ugania 4,1,wysokości —• 3,5 i długości — 14,5 m, dał dosko-nałe wyniki, czego dowodem może służyć fakt, żestrugarka ta mogła obrabiać przedmiot wagi 55,5 tw wytwórni która ją wykonała [Schiess Defries,Dusseldorf) bez trwałego umocowania na funda-mencie.
n=i5OoRys, 100. Typy napędów strugarek: 1 — silnik trój-fazowy i sprzęgło, ze skrzynką biegów, 2 — silnikprądu stałego nawrotmy z regulacją obrotów, 3 —takiż silnik z układem Ward-Leonarda, 4 — silniktrójfazowy i napęd hydrauliczny. S — stół, Sł —stojak, E —• silnik do napędu stołu, Ł — łoże, A —dźwignie do 4 biegów roboczych, B — skrzynkabiegów, C — dźwignia do dwóch biegów powrotnych,K — sprzęgło el.-magnetyczne, F — przekładnia,H —• pompa olejowa napędu hydraulicznego. W —zespół Ward-Leonarda: G •— silnik trójfazowy,
P — prądnica, D — wzbudnica.
Również do zmniejszenia trudności nawracaniabiegu stołu zmierzają takie specjalne wykonania,jak np, zmniejszanie średnicy wirników silnikówelektrycznych, zwiększanie ich długości, stosowa-nie silników wolnobieżnych itp.
Sprawę łagodnego, bez wstrząsów, nawracaniabiegu stołu strugarki próbowano rozwiązać różny-mi sposobami. Najbardziej racjonalny jest ażebyenergię poruszających się mas przedmiotu skrawa-nego, stołu, mechanizmu, silnika itp., gromadzići wyzyskać do nadania przyspieszenia tym samymmasom w chwili rozpoczętego powrotnego ruchu6tołu. Do lego celu były stosowane różne urządze-nia: mechaniczne, hydrauliczne, pneumatyczne
i elektryczne, Np, z pośród sposobów mechanicz-nych, próbowano zastosować mocne sprężyny,które ściśnięte przez ruch stołu naprzód, hamowa-ły ten ruch, a przy ruchu powrotnym oddawałynabytą energię, rozprężając się w celu przyspie-szenia ruchu stołu, Wadą tego prostego urządzeniabyła ta okoliczność, że oddawanie pochłioiniętteji
m • v , . . . .energii 5 , odpowiadającej pracy sprężyny,
wskutek małej prędkości rozpoczynającego się ru-chu powrotnego, była bardzo mała, odwrotnie niżprzy uderzeniu, które następowało przy dużejprędkości. Zatosowanie urządzeń hydraulicznychlub pneumatycznych w postaci buforów, pochła-niających energię poruszającego się stołu w mo-mencie poprzedzającym nawrót ruchu — równieżnie miało większego powodzenia, choć duża stru-garka, wykonana około 30 lat temu przez Niles,Bement, Pond Co. w Filadelfii, o długości struga-nia 18 m i szerokości — 4 m, wagi 420 t, napę-dzana przez 4 silniki elektryczne łącznej mocy200 KM, miała nawrót ruchu stołu, oraz posuwsuportów pneumatyczny,
Najprostsze rozwiązania daje zastosowanie me-tod elektrycznych, jak np. wspomniany już silnikelektryczny nawrotny, lub rzadziej — dławik elek-tryczny, W pierwszym wypadku silnik elektrycz-ny, przy końcu skoku stołu zostaje przełączonyi zaczyna pracować jako prądnica, napędzanaprzez energię poruszających się mas stołu itd,,działa zatem jako hamulec i oddaje wytworzonyprąd do sieci, jako wielkiego akumulatora energii.Zastosowanie dławika polega na ładowaniu prądu,odłączonego od sieci silnika napędzającego stół,do dławika, wytwarzając w nim pole magnetyczne,Pod wpływem tego pola powstaje prąd elektrycz-ny, który wprawia w ruch zatrzymany silnik w od-krotnym kierunku; gdy silnik otrzyma właściwąszybkość, zostaje on odłączony od dławika, a włą-czony napowrót do sieci. Sposób ten, możliwy dozastosowania przy silnikach nawrotnych, nie zuży-wa energii, i odznacza się prostotą i łatwością wy-konania potrzebnej aparatury.
Przy użyciu nowoczesnego napędu hydrauliczne-go, nawracanie stołu rozwiatzane jest w sposób po-żądany przez zastosowanie nawrotnego silnika, pę-dzonego olejem pod ciśnieniem, otrzymywanymz pompy olejowej, będącej stałą częścią składowąnapędu hydraulicznego. Hamowanie itp. ruchystołu dają się łatwo wykonać przy pomocy dła-wienia wypływu cieczy (oleju). Zalety takiego na-pędu hydraulicznego są liczne: dowolne stopnio-wanie szybkości ruchu, w sposób qiągły, nawetpodczas pracy strugarki; ciągłość ruchu, brakwstrząśnień, drgań i uderzeń, w chwili nawrotustołu; łatwa i prosta obsługa; ułatwienie i ulepsze-nie budowy obrabiarki, a w szczególności łoża, któ-re może być należycie wzmocnione przy pomocyżeber, co przy zwykłym napędzie przy pomocy sil-ników elektrycznych i przekładni zębatej, zajmu-jącej dużo miejsca pod stołem strugarki, jest nie-możliwe (por. rys. 108). Do dalszych zalet napęduhydraulicznego należą: bezpieczeństwo organówpracy, gdyż przy zwiększeniu nacisku (napotka-nie poruszającego się np. suportu na przeszkodę),zawór bezpieczeństwa zmniejsza ilość, lub zwracado zbiornika olej pod ciśnieniem; oszczędność zu-

728 1938 — PRZEGLĄD TECHNICZNY
życia narzędzi wskutek braku drgań itp.; małe zu-życie pracujących w oleju części mechanizmu; nie-zależność położenia mechanizmu względem innychczęści obrabiarki, daje dużą swobodę konstruktoro-wi w projektowaniu całości i inne, jak np. lepszywygląd powierzchni obrobionej (brak drgań) itp.
Wszystkie te ważkie zalety napędu hydraulicz-nego jednak nie mogą przeważyć wad jego w za-stosowaniu do ciężkich, a zwłaszcza długich stru-garek; a mian. trudności i kosztu wykonania dłu-gich (np. 10 m i więcej) cylindrów olejowych,utrzymania szczelności mechanizmu, zmiany w ele-mentach obróbki, jaka następuje wskutek zmianywłasności fizycznych, oleju, rozgrzewającego sięsilnie podczas pracy obrabiarki, To też do napęduciężkich strugarek stosowane są wyłącznie mecha-nizmy elektryczne, podane wyżej (rys. 100 typy1,2 i 3).
Skracanie czasu obróbki wymaga, oprócz możli-wego powiększenia szybkości skrawania i najwięk-szej prędkości powrotu stołu, również i możliwegoskrócenia czasu potrzebnego do wykonania zwol-nienia rucim, nawrócenia i przyspieszenia ruchustołu, t. zn. możliwie małej różnicy między skokiemstołu s i długością strugania Z (rys. 101). Przy za-
Rys. 101.
stosowaniu nowoczesnych przyrządów, nawrót na-wet dużych stołów odbywa się szybko, na krótkiejdrodze bez wstrząśnień, tak np. czas nawrotu sto-łu dużej strugarki, napędzanej przez silnik mocy100/KM od + 600 da — 600 obrotów/min, wyniósłzaledwie 1,07 sek, a przy zastosowaniu specjalnejwzbudnicy w układzie Ward-Leonarda, o szybko-wzbudnym uzwojeniu, tylko 0,62 sek (czas zwal-niania od 600 obr. do 0—0,24 sek + czas przyspie-szania od 0 do 600 obr./min — 0,38 sek, razem —0,62 sek).
Zastosowanie napędów elektrycznych skompli-kowało budowę strugarki dość znacznie; wpraw-dzie dzięki dostosowaniu budowy nowoczesnychprzyrządów elektrycznych do ciężkich warunkówpracy (częste wyłączanie i włączanie prądu, ..ude-rzenia" prądem o napięciu znacznie przekraczają-cym napięcie robocze itp,), zwiększyła się pewnośćpracy, nav/et pomimo zmniejszenia wymiarówprzyrządów, jednak znaczna ilość potrzebnych dopracy silników i osprzętu elektrycznego opłaca siędopiero w dużych strugarkach.
W strugarkach napędzanych silnikami prądu sta-łego można było zmniejszyć wymiary, i ułatwićpracę potrzebnych przyrządów elektrycznych,przez zastosowanie silników z regulacją obrotówitp. w obwodzie bocznikowym.
Ilość maszyn elektrycznych w napędzie dużejstrugarki jest znaczna, t. np, oprócz silnika napę-dowego głównego, poruszającego stół, potrzeba 4silniki do posuwu i przyspieszonego ruchu czterechsuportów, dalsze 4 małe silniki służą do podno-szenia szufladek („klap") z nożami w tych supor-tach podczas powrotnego ruchu stołu, 1 silnik—doprzesuwania poprzeczki po stojakach i i — do cen-tralnej pompy olejowej do smarowania.razem —
15 silników. W razie zastosowania układu Ward-Leonarda dochodzą jeszcze: 1 silnik asynchronicz-ny trójfazowy, ł prądnica obcowzbudna i 1 wzbu-dnioa.
Aparatura potrzebna do pracy, obsługi i zabez-pieczenia tych silników, mieści się, jak w innychobrabiarkach, w specjalnych szafach, pulpitachitp,, ustawianych obok stojaków łoża, tak, ażebynie przeszkadzały pracy strukarki. W mniejszychstrugarkach — mieści się w skrzynce, umieszczonejna boku stojaka. W tym samym celu — silniki sąchowane pod podłogą hali; do zapewnienia koniecz-nego przewiewu, ustawia się specjalne silniki wen-tylacyjne.
Pomimo nieuniknionej dość licznej aparaturyelektrycznej, normalna obsługa strugarki jest pro-sta i odbywa się przy pomocy przycisków, umie-szczonych w kilku dogodnych do obsługi miej-scach, z reguły — na tabliczkach z obu stron łożastrugarki na stojakach, lub na walcu, wiszącym nawygiętej ruirce żelaznej. Minimalna ilość przycis-ków wynosi trzy, odpowiadających ruchom: na-przód, stop i w tył; angielskie strugarki mają prócztego przyciski dodatkowe (inch forward, inch re-verse), pozwalające na małe, około 1,5 mm, prze-sunięcia stołu Mb suportów, bardzo dogodne przyustawianiu przedmiotu lub rozpoczynaniu pracy.
Większe strugarki często mają dodatkowe urzą-dzenie pozwalające na przyspieszenie ruchu stołuprzy przechodzeniu przez miejsca, nie wymagająceobróbki (skrawanie powierzchni przerywanych).
2, Budowa strugarek.Ciężkie i sztywne łoże strugarki ma kształt
skrzyni długiej, usztywnionej przez poprzeczne że-bra i zamknięcie od góry. Długość jest wybranatak, ażeby stół w skrajnych położeniach nie prze-wisał, jak w strugarkach mniejszych, lecz całą dłu-gością swoją spoczywał na prowadnicach. Stółślizga się po łożu wzdłuż prowadnic, starannie wy-konanych, w ilości od dwóch do czterech, zależnieod szerokości stołu strugarki, o różnych kształ-tach; płaskich, w kształcie V ° różnych pochyle-niach boków, i mieszanych (rys. 102). Z punktu wi-
Rys. 102. Kształty ;prowa-dmic loża strugarek o róż-nych szerokościach stołu(m). a — Waldrich —1,82 m; Froriep — 2,5 m;Schiess-DQfries — 2,5 m;b — Berthiez — 3,0 m;Craten — 1,5 m; c — So-mua — 2,5 m; d— Schiess-Dcfries — 3,5 i 4,1 m;Froriep—3,6; Waldrich —4,3 mj e — Wagner —
3.0 m; i — Craven — 3,0;4.1 i 4,93 m; g — Schłess-Defries — 5,0 m; h —
Wagner — 5,2 m.

PRZEGLĄD TECHNICZNY — 1938 729
dzenia swobodnego rozszerzania rozgrzanego stołu,najracjonalniejszy wydaje się kształt (e), gdyżśrodkowa prowadnica V' umożliwia rozszerzaniew obydwóch kierunkach. Chociaż wypadek unosze-nia stołu, przez, poziomą składową siły działającejna nóż, przy ciężkich strugarkach jest mało praw-dopodobny, wobec dużej wagi stołu i przedmiotuobrabianego, tem niemniej zamknięte prowadnicew tych strugarkach spotyka się dosyć często, zwła-szcza przy napędach, które dają ukośnie skierowa-ne naciski, dążące do zsunięcia stołu z osi. Pro-wadnice V i jako samodoszczelniające, bywają wy-
Rys. 103. Prowadnice stołu strugarki [Butler Ma-chinę Tool Co., Halifax).
konywane jako otwarte, mają jednak boczne po-wierzchnie oporowe (rys. 103).
Ruch stołu po prowadnicach odbywa się przy po-mocy listwy zębatej i kół zębatych, dostatecznieszerokich, czołowych o zębach prostych, skośnychlub (rzadko) daszkowych (rys. 104 i 105), Dla spo-kojnego ruchu stołu trzeba, ażeby praca kół zęba-tych była jak najkorzystniejsza (długie linie przy-poru zazębenia, duże średnice, doskonałe wykona-nie i smarowanie). Koła skośne, dające spokojniej-szy bieg, mają tę niedogodność, że zmuszają dostosowania zamkniętych prowadnic, dla przeciw-działania ukośnemu naciskowi zębów. Łoża szero-kie, trzy — lub cztero prowadnicowe, otrzymująpodwójne napędy kołami o skośnych zębach, skie-
sumkowo napędów (por. prowadzenie części rucho-mej strugarki bramiastej, rys. 120), drugi zaś wy-konywany jest często przez angielskie i amerykań-
Rys, 104;3=Ńapęd stołu kołami zębatymi czołowymiprostymi.
rowanymi tak, ażeby składowe nacisków ukośnychwzajemnie się znosiły (por. rys. 105).
Bardzo spokojny, silny i cichy bieg stołu otrzy-muje się stosując napęd nakrętką i śrubą pociągo-wą, lub ślimakiem i listwą o zębach śrubowych.Pierwszy napęd stosuje się rzadko (koszt długiejśruby, przewlsanie jej Hp.) tylko do krótszych sto-
Rys. 105. Podwójmy napęd stołu kołami zębatemiskośnemi [Craven Bros., Stockport).
skie wytwórnie (spiral drive, rys. 106). Przy za-stosowaniu ślimaka napęd stołu uproszczą sięznacznie, gdyż zamiast znacznej liczby kół zęba-tych potrzebny jest tylko: ślimak A, wykonany ja-
Rys, 106. Napęd stołu ślimakowy (Butler}.
ko całość z wałem, połączonym z silnikiem napę-dzającym, .ze stali chronioniklowej, obrobiony ter-micznie i szlifowany, koło ślimakowe B z brązu
Rys. 107. Ślimak do napędu stołu.
fosforowego, drugi ślimak stalowy C i ślimakowalistwa zębata żeliwna D. Ślimak C (rys. 107) ma ta-ką długość, żeby od 5 do 7 zębów pracowało z list-wą jednocześnie, i znajduje się w skrzynce zam-

730 1938 — PRZEGLĄD TECHNICZNY
kniętej ze smarem. Siłę poosiową przenoszą nałoże strugarki łożyska toczne E (rys. 106).
Ostatnie napędy mają nad napędami kołowymitę wyższość konstrukcyjną, że zajmują mało miej-sca w łożu, co umożliwia dobre usztywnienie łożaprzy pomocy poprzecznych żeber, co przy zwyk-łym napędzie kołami zębatymi jest niemożliwe naznacznej długości środkowej części łoża, w którejkoła są umieszczone (por, rys. 108).
Rys. 108. Smarowanie napędu strugarki. S — stół,Ł — łoże, P — pompa i Z — zbiornik oleju.
Smarowanie napędu i prowadnic łoża odbywasię pod ciśnieniem (rys, 108): dawne smarowanieprowadnic przy pomocy wałków itp, zanurzonychw oleju, w zagłębieniach prowadnic, zostało zarzu-cone ze względów konstrukcyjnych i z powoduprzenoszenia na powierzchnię prowadnic razemz olejem wszelkich zanieczyszczeń, zbierającychsię w tych zbiorniczkach olejti. Ilość oleju do sma-
Nadmiar oleju, usunięty przez stół, ścieka do zbiór-ka, skąd po oczyszczeniu przez filtr, zostaje po-nownie użyty.
Łoże i stół strugarki muszą być sztywne i wy-trzymałe, co można osiągnąć przez racjonalne roz-łożenie materiałuj a nie przez proste powiększaniegrubości ścianek odlewów, stosowane nieraz daw-niej bez potrzeby, a najczęściej ze szkodą dla tech-niki wykonania tych dużych odlewów. Kształt now-
szych konsitruikcyj łoży byłomówiony na początku tejpracy, rys, 104 i 110 wska-zują przekroje łoża i stołunowszych strugarek.
Skrawanie przy użyciudużych sił możliwe jestjedynie, gdy oprócz omó-wionych części również
całość strugarki, a więcłoże ze stojakami, po-przeczką nieruchomą i ru-chomą tworzy układ bardzo
sztywny. Budowa nowszych ciężkich strugarek wtym kierunku przynosi dużo nowego. Rys, 111i 113 wskazuje solidną budowę stojaków, a rys,112 poprzeczek, wraz z ulepszonym prowadzeniemich i ryglowaniem,
Ruchy organów posuwu i nasitawiania narzędzistrugarki: poprzeczki — po stojakach i suporfówpo poprzeczkach, niewiele się różnią od stosowa-nych w strugarkach mniejszych (rys, 114) jedynieodpowiednie wymiary są większe, co pociąga za so-bą konieczność wyważania przy pomocy przeciw-
Rys. 109. Ruch oleju w prowadnicach: a — ruchstołu naprzód, b — powrotny ruch stołu.
Rys. 111. Usztywnienie stojaków strugarki dwomanieruchomymi poprzeczkami (Butler).
Rys. 110. Przekrój łożai stołu 3 i 4-ro prowadm-cowego o podwójnym na-pędzie [Wagner i Co. Dort-
mund).
rowania prowadnic jest obfita (rys. 109) tak, żepodczas ruchu naprzód (roboczego), część spię-trzonego przez ruch stołu oleju zatrzymuje się napowierzchniach płaskich prowadnic, skąd ściekana prowadnice podczas powrotnego ruchu stołu.
wag części ruchomych, zastosowania oddzielnychsilników do posuwów (rys. 115), podnoszenia,a czasem i ryglowania poprzeczki na stojakach,oraz do posuwu i przyspieszonego przesuwania su-portów wzdłuż poprzeczki.

PRZEGLĄD TECHNICZNY - 1938 73
Do odchylania noża, razem z „klapą" w któ-rej jest umocowany, dla zabezpieczenia noża od
Rys. 112. Usztywnienie i zacisk poprzeczki rucho-mej [Waldrich}; A — wrzeciono do zaciskania po-przeczki, B — przednie, C — tylne zaciski, D —łączniki, E — kliny do nastawiania poprzeczki.
dźwigni i łańcuszka, w dużych strugarkach służądo tego celu elektromagnesy, lub nawet specjalne
małe silniki elektryczne (rys,116). Ilość suportów większychstrugarek wynosi zwykle cztery:dwa na poprzeczce i dwa bocznena obydwu stojakach. Wszystkiesuporty mają ruchy zarówno od-ręczne, jak i mechaniczne całko-wicie niezależne.
Strugarki mają opinię obrabia-rek pracujących najmniej ekono-micznie, gdyż ograniczenie pręd-kości skrawania wskutek trudno -
Rys. 113. Sztywna budowa stojaków strugarki {Wald-rich) o szerokości stołu 4,5 m.
Rys, 114. Strugarka dwusto-jakowa [Waldrich}. Napadod silnika ze skrzynką bie-gów i sprzęgła elektromagne-tycznego (4 biegi robocze i 1powrotny). Wymiary struga-nia 1820 X 1820 X 5000 mm,Posuw suportów przy pomo
cy pionowych wałów,
ścierania podczas powrotnego ruchu stołu, —używa się zwykły sposób, przy pomocy wałka,
Rys. 115. Napęd posuwów od własnych silników(Butler). A — mechanizm posuwów dwóch supor-tów pionowych, B — mechanizm posuwu suportu po-ziomego, C — ryglowanie suportów, D — przesu-wanie suportów odręczne, E — silniki 2-kojine doposuwu suportów, F — skrzynka posuwów (3 sze-regi posuwów mechanicznych po 7 posuwów elek-trycznych = 21 posuwów od 0,5 do 51 mm/skok),
G — wskaźnik posuwów.
ści, wywoływanych przez działanie wielkich masw chwili nawrotu ruchu stołu, uniemożliwia wy-konanie skrawania z prędkością, jaką dopuszcza-ją narzędzia; poza tym duży stół strugarki naj-częściej używany jest jako stół traserski, skut-kiem czego przygotowanie do pracy strugarkitrwa długo. Ten ostatni zarzut łatwo usunąćprzez drobną zmianę w przygotowaniu do pracystosowaną od niedawna w Anglii [Craven, Butler,
Loudon, Schiess w Niemczech),W tym celu stół długiej stru-garki robi się z dwóch części,tak że przedmioty krótsze sąstrugane na tylnej połowiestołu, zużywając przy tymmniej energii, podczas gdy
przednia połowa, przesunięta do przodu, może byćużyta do przygotowania następnej pracy strugania;

7321938 — PRZEGLĄD TECHNICZNY
po wykonaniu pracy, tylko na połowę stołu zostajeodsunięta od tyłu łoża i tam rozładowana, gdy prze-
Rys. 116. Podnoszenie noża przy pomocy silnika{Wagner}. S, — suport, E — silnik, N — nóż, A —doprowadzanie prądu szyny i szczotki z odsłoniętą
pokrywą.
dnia połowa z przygotowaną robotą pracuje. Dostrugania długich przedmiotów łączy się obydwiepołowy stołu w jedną całość (rys. 117). Inny spo-sób, stosowany do nieco lżejszych robót (AlfredHerbert, Coventry), polega na wykonaniu dwóch je-dnakowych płyt do umocowania na stole, wielkościmniej więcej równej powierzchni stołu; gdy przed-miot strugany spoczywa razem z jedną płytą nastole strugarki, w tym czasie druga płyta, ustawio-na obok strugarki na „kozłach", zostaje załadowa-na następną robotą. Po ukończeniu strugania, pierw-szą płytę zdejmuje się razem z wykonanemi przed-miotami suwnicą poćzem przenosi się na stół stru-garki drugą płytę z przygotowaną już robotą,Oszczędność czasu przy zastosowaniu tych prostychmetod jest bardzo poważna, zwłaszcza gdy chodzi
3. Strugarki wykonane.
a) S t r u g a r k a p o d ł u z n a d w u s t o j a-k o w a Butler Machinę Co, Halifax, o napędzieślimakowym stołu (spiral drive) ma wymiary: sze-rokość 2,4 X wysokość pod poprzeczką 1,8 X dłu-gość stołu 10 m. Stół dzielony („tandem") na dwieczęści po 4,85 m długie. Silnik napędowy stołu mo-cy 60 KM nawrotny: prędkość skrawania c = 6 do60. prędkość powrotna stołu c0 = 33 do 67 m/min.Strugarka może skrawać dwa wióry (dwoma su-portami (po 20 X 1|6 mm2 z prędkością do 18m/min w stali o wytrzymałości około 50 kg/mm2
lub — 20 X 1 mm' z prędkością do 60 m/min w że-liwie,
Podobna strugarka o wymiarach 3,83 X 1(83 AX 3,66 m, ma silnik napędowy mocy 50 KM na-wrotny, z regulowaną ilością obrotów, specjalnywolnobieżny o n==15 do 600 na min, i silnik do po-suwów i przyspieszonego przesuwania dwóch su-portów mocy 2 KM, ilość posuwów 21 od 0,5 do50,8 mm/skok stołu. Ciężar strugarki — 32,3 t.
Strugarka jest całkowicie zelektryfikowana, za-miast wałów pionowych nadających ruch mechani-zmowi posuwów i ruchu poprzeczki (por. rys. 114),służy wspomniany silnik 2-konny, nadający posu-wy suportom (rys. 115), oraz takiż drugi silnik doruchów poprzeczki i ryglowania i zwalniania jej nastojakach. Ruchy silników są wzajemnie i w sto-sunku do silnika głównego ryglowane, tak np. niemożna uruchomić silnika poruszającego stół do-póki poprzeczka nie jest zaryglowana. Przesunię-cia suportów, poprzeczki i stołu są zabezpeczoneod zderzenia i ograniczone wyłącznikami końco-wymi.
b] Strugarka Craven Bros. Stockport, o wymia-rach 1,5 X 1,5 X 3,65 m, o dwóch suportach napoprzeczce i jednym — na stojaku, ma napęd stołuślimakowy od silnika mocy 35 KM, z prędkościąstrugania od 9 do 55 i powrotną — 27 do 55 m/min.Do posuwu służy osobny silnik mocy 5 KM., supor-ty otrzymują posuwy mechaniczne oraz przyspie-szone ruchy w kierunkach poziomym, pionowymi ukośnym (oś suportu pochylna do około 15° odpionu), przy czym obydwa suponty mogą być prze-suwane razem, oddzielnie, w jedną stronę, lub wstrony przeciwne, Poprzeczka może być przesuwa-na (po zwolnieniu zaryglowania) mechaniczniez prędkością 1,15 m/min w obydwóch kierunkach;
Rys, 117. Strugarka dwustojakowa z -napędem śli-makowym i dzielonym stołem. [Crauen). Wymiary
strugania: 1,5X1,5X6 m.
o struganie części, wymagających dłuższego usta-wiania i sprawdzania.
suport poziomy (na stojaku) ma tylko posuw pio-nowy i ruch do góry przyspieszony mechanicznie,

PRZEGLĄD TECHNICZNY?—'1938 733
posuw poziomy zaś — ręczny. Również suportypionowe (na poprzeczce) i sama poprzeczka mająwszystkie ruchy odręczne wykonywane niezależ-nie. Wszystkie ruchy mechaniczne są wzajemnieryglowane, a końcowe położenia części ruchomych,zabezpieczone wyłącznikami końcowymi. Przyciskido obsługi umieszczone są w dwóch miejscach w wi-szących walcach, po 8 przycisków: ruch, stop, co-kolwiek naprzód, cokolwiek w tył — (4) odnoszą siędo stołu, pozostałe 4 są: posuw włączony, posuwwyłączony i poprzeczka do góry, poprzeczka nadół. Waga strugarki — około 27 t,
c) Duża strugarka Craven Bros.'. 4,1 X 3,65 X8,2 m, a długość łoża 17,6 m, napęd ślmakowy odsilnika mocy 100 KM. Prędkość c -~ 4,5 do 27,5i 7,6 do 45 m/min, w dwóch seriach. Cztery su-porty (2 pionowe i dwa poziome, po jednym na każ-dym stojaku) mają ruchy mechaniczne i odręcz-ne — jak strugarka, opisana wyżej [b], Osobliwo-ścią tej dużej maszyny jest możność struganiawpoprzek prawym suportem pionowym i pionowo-prawym suportem poziomym; do poruszania każ-dego z suportów podczas tej pracy z prędkością od6 do 12 m/min, służą dwa silniki po 15 KM. Dowykonania tej pracy główny silnik napędowy zo-staje wyłączony, a stół wykonuje posuw od 0,4 do12,7 mm/skok. Do normalnej pracy suporty mają15 posuwów od 0,4 do 38 mm w kierunku pozio-mym i od 0,2 do 20 mm w kierunku pionowym;suporty boczne (pionowe) — posuwy do góry od0,8 do 38 mm/skok stołu. Przyspieszone ruchy su-portów odbywają się z prędkością 1,5 m/min., —a poprzeczki — 0,76 m/mim. Ciężar maszyny —170 t.
d) Duża strukarka do płyt pancernych CrauenBros, o wymiarach 4 X 2 X 12 m, długości łożaokoło 25 m, ma 4 suporty pionowe i dwa poziome.Stół o czterech płaskich prowadnicach ma pod-wójny napęd ślimakowy od dwóch sprzężonych sil-ników po 75 KM każdy; do posuwu itp, suportówsłuży silnik 10-konny, a do poruszania poprzeczki— silnik mocy 15 KM. Dwie grupy prędkości siołusą: c = 3 do 8 i 4,5 do 11,2 m/min., a c„ = 3 do 15i 4,5 do 23 m/min. Osiem posuwów zawiera sięw granicach od 0,8 do 20 mm/skok w kierunku po-ziomym i dwa razy mniejsze — w kierunku piono-wym. Prócz tego jest przewidziany specjalnie dro-bny posuw — około 0,1 mm/skok. Ciężar strugar-ki — 250 t.
e) Strugarka Gebr. Bohringer, Goppingen — 2,5X 2 X6 m, napędzana silnikiem prądu zmiennegoze skrzynką biegów i sprzęgłem elektromagnetycz-nym, ma cztery prędkości skrawania: 8,4, 10,8,13,5 i 16,8 i jedną powrotną — 30 m/min, Do na-pędu służy silnik 35 KM. Siła skrawania do 10 t,i waga strugarki — 43,4 t.
f) Billeter i Klunz, Aschersleben, w strugarkach,napędzanych przez silniki elektryczne w połącze-niu z układem Ward-Leonarda stosują nast. pręd-kości: Wymiary strugarek:
1,5 X 1,25 X 2,0 m, siła na nożu 6 t do c =15 m/min,, a c = 6 do 36, c0 = 12 do 72 m/min.
4,2 X 3,75 X 4,5 m, siła na nożu 25 t do c =15 m/min., a c = i c0 od 6,65 do 40 m/min.
g) Duże strugarki Schiess Defries, Dusseldorfmiały wymiary:
4,5 X 2,0 X 8,0 m, i ciężar 175 t, ze stołem dostrugania przedmiotów wagi do 100 t;i 4,0 X 3,5 X 14 m, wagi 235 t.
S t r u g a r k i p o z i o m e j e d n o s t o j a k o -w e — stosowane są do obróbki przedmiotów o wy-miarach i kształtach, które uniemożliwiają prze-chodzenie między stojakami normalnej dwustoja-kowej strugarki. Wobec zmniejszonej sztywności,wskutek dużego wysięgu ramienia takiej strugarki(odpowiadającego poprzeczce ruchomej strugarkizwykłej) i wskutek braku usztywniającej poprze-czki nieruchomej, — strugarki jednostojakowe mu-szą pracować nieco mniej wydajnie (mniejszy prze-krój wióra i niniejsza prędkość skrawania), niżstrugarki normalne, skutkiem tego stosowane sąznacznie rzadziej, jedynie gdy kształt przedmiotudo tego zmusza. Przykład wykonania:
h) Jednostojakowa strugarka C, Berłhiez, Paris-Lille o szerokości stołu 1,7 X wysokości podnie-sienia ramienia — 1,5 X długość strugania — 4 m,ma jeden suport do strugania Su przesuwany napoprzeczce i obok niegodrugi suport F z wrzecio-nem pionowej i frezarki(rys. 118). Takie rozszerzę-
Rys. 118. Strugarka jednostojakowa [Ch. Berłhiez}.E — sihrk do poruszania stołu podczas strugania;Ei — silnik do frezowania; Es — silnik do poru-szania poprzeczki P, E-> — silnik do posuwów su-
portów; A — pulpit rozrządczy.
nie możności pracy obrabiarki na struganie i fre-zowanie, przy jednym ustawieniu ciężkiego przed-miotu, wprowadza dodatkową komplikację napędu,gdyż stół otrzymuje wtedy dwa silniki — jedensilniejszy, E, do napędu normalnego przy struga-niu, i drugi mniejszy Et do napędu podczas frezo-

734 1938 — PRZEGLĄD TECHNICZNY
wania (prędkość stołu znacznie zmniejszona). Doporuszania ramienia po stojaku służy trzeci silnik£21 umieszczony na prawym końcu ramienia, a doposuwu i przyspieszonego przesuwania suportów—czwarty Es — z lewej strony. W celu poprawie-nia sztywności maszyny, zmniejszonej przez brakdrugiego stojaka, jedyny stojak strugarki zostałzamieniony na słup o bardzo dużym, prawie kwa-dratowym przekroju, dla zapewnienia możliwie do-brego prowadzenia dla poprzeczki, kora opiera sięna dwóch bokach tego kwadratu. Prędkość skrawa-nia, nieco mniejsza, niż w strugarce normalnej, wy-nosi c = 6 do 24, a prędkość powrotna c0 = 25—50 m/min. Całkowicie zelektryfikowana maszynama obsługę ześrodkowaną na osobnym pulpicie A,stojącym obok, który zawiera przyciski, potrzebnedo obsługi, amperomierze, obrotomierz i świetlną sy-gnalizację, pozwalającą odróżnić włączone do pra-cy ruchy, do strugania, czy do frezowania.
Strugarka Gebr, Bohringer o wymiarach 1,55 X1,0 X 6,0 m, ma łoże długości 13 m, dwa suportyna poprzeczce i jeden poziomy.na słupie. Napędsilnikiem 25 KM, czterobiegową skrzynkę szybko-ści ze sprzęgłem; c = 8,4, 10,8, 13,5 i 16,8 m/min,i c„ = 30 m/min. Siła na nożu — 7,5 t; ciężar ma-szyny — 24,3 t.
Strugarka Billeter i Klunz pędzona jest przez sil-nik elektryczny prądu stałego w połączeniu z ukła-dem Ward-Leonarda. Wymiary strugarki: 2,75 XX 2,2 X 4,0; siła na nożu 15 t przy prędkości skra-wania 10 m/min. Normalne prędkości: c = 6 — 25i cu = 12 — 50 m/min.
i) S t r u g a r k i p o p r z e c z n e , zwłaszczaumieszczone po dwie na wspólnym łożu, do stru-gania długich wałów korbowych itp. pomimo du-żych wymiarów mie mogą być zaliczone do obra-biarek ciężkich, natomiast na-'leżą do nich niewątpliwiestrugarki (rys, 119) umiesz-czone na stojaku poziomejwiertarko-frezarki, dzięki swejuniwersalności (przesuwaniesłupa, zwykłych ruchów no-ża).
Podobna strugarka Butlerama max. skok noża 1,3 m,możność przesuwania piono-wego po słupie — 1,83 m,przesuwanie poziome słupa położu — 2,74 m. Silnik napę-dzający mocy 15 KM nadajeprędkości skrawania od 4,5 do18 m/min i powrotnie — 10,7do 21,4 m/min. Niewielka sto-sunkowo waga, około 17,5 t, izwięzła budowa pozwala naużycie tej strugarki jako obra-biarki przenośnej do ustawie-nia na płycie, dla obróbki je-dnoczesnej np. z obróbką przypomocy poziomej wiertarko-frezarki.
Większe strugarki tego typu otrzymują skoknoża do 1,5 m [Schiess-Defries).
k) S t r u g a r k i p o z i o m e b r a m i a s t e
( p o r t a l o we) •—• są odwróceniem zwykłychdwustojakowych strugarek, a mian. przedmiot ob-rabiany o dużym ciężarze i wymiarach spoczywa
nieruchomo na pły-cie-stole maszyny S(rys. 120). W zagłę-bieniu, wzdłuż któ-rego ustawione sąprowadnice na łożuŁŁ, po którym pro-wadzonesąprzy po-mocy śrub pociągo-wych DD, dwa nis-kie stojaki St z po-przeczką Pi cztere-
Rys. 119. Strugarka poprzecznanoża 1,5 m.
{Froriep). Skok
ma suportami pionowymi. Napęd maszyny znajdujesię z tyłu i składa się z silnika prądu stałego i zespo-
Rys. 120. Strugarka bramiasta [Crauen).
łu Ward-Leonarda, który, przy pomocy poosiowoumieszczonego koła izębateigo i dużych kół zębatychpośrednich daszkowych Z porusza obydwie śruby

PRZEGLĄD TECHNICZNY — 1938 735
Strugarka tego typu, wykonana przez CraoenBros, do płyt pancernych itp. miała wymiary;robocze: 5,5 m szerokości stołu i 12,2 m długościskrawania. Moc silnika napędowe-go — 120 KM przy n = 975, a 60KM przy 325 obrotów/min; do po-suwów i innych ruchów suportówi poprzeczki służy 10-konny silnik,ustawiony na prawym stojaku. Pręd-kość skrawania c = 3 do 9 m/min,dzięki ̂ dwustronnie działającym no-żom w suportach nie ma straty czasu
wersalność maszynny (rys. 122), która może stru-gać zarówno zewnętrzne jak i wewnnętrzne powierz-chnie, te ostatnie jako otwory przelotowe, lub śle-pe. Dłutownice o dużym skoku otrzymują napędprzy pomocy wieloskokowej śruby pociągowej,poruszanej przy pomocy kół zębatych czołowychi sprzęgła, i nakrętki fosforbrązowej, dzielonejdo usuwania luzu w gwincie. Nóż otrzymuje dwabiegi robocze i jeden powrotny, stół zaś, urucho-miany przez własny silnik, dwa ruchy w płaszczy-źnie poziomej z 8-ma różnymi prędkościami po-suwu i ruch obrotowy. Ruch posuwu sitołu jest
zsynchronizowany z ruchemnoża w ten sposób, że silnikposuwu jest połączony z ru-chem sanek noża. Do poru-szania sanek używana jest rów-nież przekładnia ślimakowa;np. w dłutownicach Butler, wwykonaniu podobnym do na-pędu stołu strugarek pozio-
mych (por. rys. 106).
Rys. 121. Strugarka pionowa [T. Shanks i Loudon, Johnston).
nie ma straty czasu na ruchy powrotne, gdyżskrawanie odbywa się podczas obydwóch ruchówpoprzeczki z suportami — tam i nazad.
Posuwy itp. ruchy odbywają się taksamo, jakw strugarce tej firmy, opisanej pod literą (6) wy-żej. Wielkości 9 posuwów poziomych i piono-wych są: od 0,8 do 9,5 mm/skok i dwa razy mniej-sze w kierunku pionowym. Ciężar strugarki —210 t.
/) S t r u g a r k i p i o n o w e , Do dużych sko-ków stosowane bywają czasem pionowe strugar-ki w których suport z nożem ołrzymuje napędod wieloskokowej śruby pociągowej pionowoustawionej w sztywnym stojaku. Ustawiając sto-jak na łożu poziomym, otrzymujemy możnośćbocznego przesuwiania suportu. Wykonanie to(rys. 98-/) ogranicza się do nielicznych specjal-
nych wypadków obróbki. Równie rzadko spoty-ka się specjalne wykonanie (rys, 121 i 98-g),gdy suport otrzymuje ruchy pionowe lub po-ziome. Takie strugarki znajdują zastosowanieprzy obróbce stojaków i podstaw maszyn okrę-towych, płyt pancernych, dużych odlewów sta-liwnych itp.
Najczęściej stosowana jest strugarka piono-wa zw. dłutownicą, do skrawania stosunkowoniedługich powierzchni pionowych, Np. cięż-ka dłutownica Schiess-Defńes jesit przystosowanado wykonania obróbki powierzchni pionowych pła-skich, a dzięki połączeniu ruchów obrotowego i po-ziomego posuwu stołu, może strugać pionowowszelkie powierzchnie o tworzącej krzywej i koło-wej. Możność pochylania drogi noża zwiększa uni-
Rys. 122. Dłutownica („Deutschland", Dortmund).
Dłutownice o dużym skoku i wysięgu stojakaotrzymują dodatkowe usztywnienie prowadzeniasanek z nożem w postaci wysuwanej prowadnicy F,którą można opuścić i zamocować na listwach pro-

736 1938 — PRZEGLĄD TECHNICZNY
wadzących stojaka. Wymiary takiej strugarki są:skok max, noża 1,5 m, wysięg stojaka 1,6 m, śred-nica obrotowego stołu — 2 m, moc silnika poru-szającego sanki noża — 40 KM.
Do obróbki ciężkich odkuć i płyt pancernychznajduje zastosowanie odmiana dłutownicy, w któ-rej sanki i napęd noża mogą się przesuwać w kie-runku poziomym, W tym celu cały mechanizm ru-chu noża moiże się przesuwać pO' poprzeczce, usta-wionej nieruchomo na dwóch stojakach, jak w zwy-kłej strugairoe poziomej. Wymiary takiej maszyny:skok noża 2 m, przesunięcie stołu — 3,2 m, prze-sunięcie sanek po poprzeczce, prostopadle do ru-chu stołu — 3,3 m i największa średnica obrabia-nego przedmiotu — 4 m,
m) W celu powiększenia uniwersalności zwykłejsłrugarki często duże maszyny zostają wyposażonew d o d a t k o w e s u p o r t y do f r e z o w a n i ai s z l i f o w a n i a . Takie uzupełnienie stru-garki komplikuje budowę o tyle, że prędkości stołuprzy frezowaniu i szlifowaniu są znacznie mniejsze,niż zwykle stosowane prędkości strugania. W tymcelu napęd stołu musi być wykonany podwójnie(rys. 123), przy czym mniejszy silnik służy do wol-niejszego ruchu stołu, a większy — do strugania.
Rys. 123. Napęd strugarko-frezarki (Waldrich).E — silnik do strugania, E' — silnik do frezowania,
L — zespół Ward-Leonarda.
Przykład wykonania [strugar-ko-frezarki {Schiess Defries) o du-żych wymiarach: 4,1 X 3,5 X 14,5m, łoże długości 31 m wykona-ne było w trzech częściach wa-żących po 80 t każda) stół 3,7m szeroki i 14,5 m wykonanyw dwóch częściach, prowadzo-ny jest po łożu na trzech pro-wadnicach typu d (rys. 102).Do napędu stołu służą dwasprężone silniki prądu stałego,mocy po 50 KM, z regu-lacją w granicach 320 do1120 obr./min, ustawio-ne pod poziomem podło-gi nadające stołowi pręd-kość roboczą 24 m/min.Strugarka posiada dwa suporty pionowe i jedenpeziomy, zbudowane do wykonywania wszyst-kich niezbędnych ruchów niezależnie jeden oddrugiego, przewidziana jest nawet możność przy-spieszonego przesuwania jednego suportu, podczaspracy drugiego, oraz struganie według szablonu.Prócz tego na poprzeczce znajduje się suport fre-
zarski z własnym napędem, ad silnika mocy 12 KMdo poruszania suportu wzdłuż poprzeczki i obraca-nia wrzeciona frezanskiegoi o średnicy 140 mm. Donapędzania stołu podczas frezowania używany jestspecjalny mniejszy silnik i skrzynka biegów. Wy-łączanie napędu do s>trugania odbywa się łatwoprzez przesunięcie jednego koła zębaiego. Strugar-ka może pracować łącznym przekrojem wióra F == 260 mnr iskrawaijąc żeliwo z prędkością c —= 12 m/min. Przy przechodzeniu pirzez, nieobrabia-ne powierzchnie prędkość ruchu stołu się zwiększa,Ciężar maszyny około 225 t, a max. ciężar obrabia-nego przedmiotu — 75 t.
Frezarki.Frezarki jako maszyny ciężkie weszły w użycie
stosunkowo niedawno. Zewnętrznie są one zbliżo-ne budową do strugarek dwus to jakowych (por. rys,124) i używane są do obróbki dużych odlewów, czę-ści kutych itp. (podstawy i stojaki dużych silników,turbin, obrabiarek i in,). Suporty frezarskie, zaró-wno pionowe, umieszczone na poprzeczce, jak i po-ziome — na stojakach, są wyposażone we wszyst-kie urządzenia (osobne silniki, posuwy poziome,pionowe i w kierunku ukośnym itd.) pozwalająceim pracować zupełnie niezależnie od innych. Prócztego oddzielne silniki służą do niezależnego przesu-wania suportów po poprzeczce lub stojakach rucha-mi roboczymi lub przyspieszonymi — podobnie, jakw dużych strugarkach, Jako narzędzia — stoso-wane są głowice frezarskie i inne kształty frezów.
Wymiary takich frezarek bywają bardzo duże,np. frezarka Kendall i Geni, Gorton, Manchester,ma wymiary: 3,65 X 2,4 X 8,5 m; do napędu sto-łu, prowadzonego na trzech prowadnicach płaskich,i przesuwania suportów i poprzeczki potrzebujesilników mocy 20, 30 i 60 KM. Ilość suportów: dwapionowe na poprzeczce i dwa poziome — na .sto-jakach.
Rys. 124. Frezarka (Schiess-Defries}, F — suportyfrezarskie, S3 — suporty do strugania, Wymiary
zowania: 5X5X15 m .
Takaż frezarka Schiess-Defries ma również podwa suporty frezarskie na poprzeczce i na stoja-kach i prócz tego dodatkowo dwa suporty strugar-skie na poprzeczce. Wymiary frezarskie: 5 X 5 Y22 m. Wszystkie jednostki pracy mają własne sil-niki, a do ogólnego napędu przewidziane są dwa

PRZEGLĄD TECHNICZNY — 1938 737
silniki, po jednym do frezowania i strugania, w po-łączeniu z układem Ward-Leonarda. Ciężar ma-szyny — 350 t. Wskutek uniwersalności takiejobrabiarki, przedmiot ustawiony na jej stole możebyć obrobiony, stosując prawie wszystkie pospo-litsze sposoby obróbki skrawaniem, a mianowiciestruganie, frezowanie, wiercenie (wstawiając wiert-ło we wrzeciono frezarskie), rozwiercanie, gwinto-wanie itp.
Poza tymi frezarkami, których budowa zostałaniejako ustalona, istnieją nieliczne inne ciężkie fre-zarki, jak np. frezarki do wałów korbowych du-żych (Froriep) i inne. Do dużych frezarek należąrównież frezarki do ukosowania blach pancernychznacznej długości itp.
Wymagania stawiane ciężkim obrabiarkom.
Od współczesnych obrabiarek wymagamy ogólniedużej wydajności pracy,dużej dokładności wykonania pracy,dobrego wyglądu obrobionej powierzchni.W stosunku do obrabiarek ciężkich muszą oczy-
wiście obowiązywać, oprócz innych specjalnych, tesame wymagania, gdyż obrabiarka, bez względu najej wielkość, spełnia te same zadania, lecz stopieńwypełnienia ich jest zależny niewątpliwie od skaliobróbki.
Rozpoczniemy analizę tego zagadnienia od pier-wszego wymagania:
1. Wydajność pracy obrabiarek ciężkich.
Jak wiadomo osiągnięcie możliwie wielkiej wy-dajności pracy wymaga1
a) skrócenia czasu pracy przezzwiększenie prędkości skrawania,skrócenie czasu trwania biegów jałowych,jednoczesną pracę wielu narzędzi;
b) skrócenia czasu obsługi przez:ułatwienie obsługi (wyboru, nastawiania i uży-cia właściwych elementów skrawania),skupienie organów obsługi itp.,zwiększenie automatyzacji ruchów obrabiarki,przez zastosowanie napędów itp, elektrycz-;nych i in. zarówno do ruchów roboczych, jaki pomocniczych,środki do usuwania wiórów, tworzących sięw dużej ilości;
c) zmniejszenie przestojów potrzebnych do wy-konania napraw itp., wskutek zwiększonegobezpieczeństwa pracy;
d) wyzyskanie własności skrawania współczes-nych narzędzi: uzyskiwanie dużej prędkościskrawania, jak i przekroju wióra, umożliwio-ne dzięki sztywności budowy obrabiarki.
Jak to wynika z poprzednich opisów różnychobrabiarek ciężkich, wypełnienie wszystkich prze-liczonych wymagań spotykamy w obrabiarkach cięż-kich w stopniu wyższym, niż w małych lub śred-nich, gdyż pierwsze z reguły wyposażone są w zna-cznie większy aparat pomocniczy, jak np. specjal-ne silniki do posuwów, szybkich ruchów jałowychi pomocniczych (np. elektryczne zaciski itp.), roz-budowaną aparaturę elektryczną do obsługi i kon-troli (przyciski, sterowanie z odległości, urządze-nia sygnałowe dla pewnych grup biegów, dla tem-
peratur, obiegu oleju itp,), i wreszcie do bezpie-czeństwa ruchu (bezpieczniki, ryglowanie ruchów,zderzaki, wyłączniki końcowe elektryczne) itp.
Bez przesady można powiedzieć, że powstaniewspółczesnych obrabiarek zawdzięczamy umiejęt-nemu wyzyskaniu szerokich możliwości, jakie namdaje zastosowanie maszyn i aparatów elektrycz-nych do pracy obrabiarek. Doprowadzenie ener-gii do miejsca wykonania pracy na krótkiej drodze,przez zastosowanie wielosilnikowych napędów, mo-żliwość regulowania obrotów, nawracania biegu,sprzęgła magnetyczne i wiele innych urządzeń elek-trycznych, niewątpliwie przyczyniły się kapitalniedo stworzenia dzisiejszych narzędzi do wykonaniapiacy, w ilościach niezmiernie wielkich, w sposóbzdumiewająco łatwy i nieuciążliwy. Zamiast dłu-gich wyliczeń, ograniczę się do jednego tylko przy-kładu: starsza tokarka, jakich jeszcze wiele pra-cuje w naszych zakładach, potrzebuje do przesu-nięcia suportu na długości toczenia 5 m (śruba po-ciągowa o dwóch skokach/cal ang. i przekładnia1:8), kręcąc korbą 30 razy /min., okrągło 100 mi-nut czasu. Czas ten dla tokarki nowoczesnej, zao-patrzonej w silnik do szybkiego przesuwania su-portu po łożu, z prędkoścą 3 m/min., stosowanąw bardzo ciężkich tokarkach, — wyniesie tylko1,67 minut. Sądzę, że porównanie tych dwóch liczb,100 minut i 1,67, zastąpi dłuższe dowodzenia natemat postępu naszych obrabiarek dokonanego podwpływem elektryczności, i uzyskanych na tej dro-dze korzyści w kierunku możności zwiększenia wy-dajności pracy tych maszyn.
2. Dokładność wykonania pracy.Pod względem dokładności wykonania pracy
obrabiarki ciężkie, obliczone na stosunkowo rzadkowykonywaną najcięższą pracę, posiadają tak dużewymiary części, że że w wypadkach normalnejpracy posiadają potrzebną sztywność, do uzyska-nia dokładnych kształtów geometrycznych obrabia-nych przedmiotów. Pomimo to przepisywać dokład-ność obróbki przedmiotu ważącego kilka, albo na-wet kilkadziesiąt tonn, w granicach używanych doprzedmiotów wagi kilku lub nawet kilkunastu kg —byłoby wymaganiem nierozsądnym. W rzadkichwypadkach nawet bardzo duże przedmioty musząbyć wykonane wyjątkowo dokładnie, jednak nietrzeba zapominać, że dokładna obróbka kosztujetym drożej, im większa obrabiarka jest do tej pra-cy użyta, przy czym koszt wykonania wzrasta szyb-ko, oraz że dokładność obróbki na ciężkich maszy-nach nie może być tej samej klasy, co na małych,lub średnich, gdyż trudności wykonania obróbki nadużych maszynach są większe i pewne niedokład-ności pracy, pomimo sztywności takich obrabiarek,są większe w dużych maszynach, niż w małych.
Błędy wykonania przy ciężkiej obróbce mogąpochodzić wskutek:
1) trudności związanych z dokładnym wykona-niem bardzo ciężkich części maszyny,
2) odkształceń, jakie zachodzą podczas pracyw obrabiarce,
3) odkształceń, jakie zachodzą podczas pracyw przedmiocie,
4) odkształceń i zmian, jakie zachodzą z biegiemczasu w obrabiarce pracującej.

738 1938 — PRZEGLĄD TECHNICZNY
Pierwszy punkt, j.ako związany z możnością wy-konania wytwórni, z której pochodzi obrabiarkai metody pracy w niej stosowane, mogą być tu po-minięte uwagą, że do dobrego wykonania ciężkichobrabiarek, konieczne są, oprócz potrzebnych moż-ności wykonania, również nadzwyczajna sumień'ność i duże doświadczenie, które są udziałem wy-twórni, przez czas dłuższy takie obrabiarki ciężkiewykonuj ących.
Niedokładności w pracy obrabiarki mogą pocho-dzić:
wskutek wadliwego ustawienia lub stanu częściobrabiarki (luz w prowadnicach, łożyskach,uchwytach itp.),
wskutek odkształcena elementów obrabiarki,pod wpływem obciążenia statycznego, lub też dy-namicznego.Niedokładności pracy obrabiarki mogą być po-
większone przez odkształcenia sprężyste obrabia-nego przedmiotu, będące skutkiem działania sił sta-tycznych (ciężaru), jak również sił dynamicznych(oporów skrawania, sił odśrodkowych).
Wspomniane niedokładności jako przyczynę ma-ją głównie, zakładając dobry stan obrabiarki, —niedostateczną sztywność obrabiarki, lub obrabia-nego przedmiotu, lub wreszcie narzędzia. Sztyw-ność ciężkich obrabiarek jest jak wiadomo wystar-czająca, pozostają zatem jako możliwe-źródła nie-prawi dłoiwości w obróbce — narzędzie i przedmiotobrabiany. Po zastosowaniu zatem narzędzia o do-statecznej wytrzymałości i sztywnym osadzeniuw uchwycie obrabiarki, pozostaje jeszcze zwróce-nie uwagi na sztywność przedmiotu skrawanego,jako warunku koniecznego do otrzymania prawi-dłowego wyniku obróbki. Dostateczna sztywność
pprzedmiotu, którą można wyrazić przez stosunek ?~y
(gidy P — jest siła podczas skrawania, a / — ugię-cie osi przedmiotu pod wpływem momentu siły P),zależy od stosunku wymiaru poprzecznego do dłu-gości, dla przedmiotów ciągłych o osi prostej; dlaprzedmiotów przerywanych, o zmiennych kształ-tach poprzecznych, lub o krzywej osi — nie możebyć z góry oceniona. W tych wypadkach dokład-ność obróbki zabezpieczy dobre umocowanie przed-miotu skrawanego w uchwycie, należyte podparcielunetą, podkładkami lub tp., które zbyt małą sztyw-ność przedmiotu w sposób dostateczny sztuczniemogą podnieść tak, ażeby powstały warunki konie-czne do należytego wykonania pracy skrawania,a mianowicie ażeby:
ugięcia podczas pracy były mniejsze, niż po-trzebna dokładność wykonania,
naprężenia, powstające podczas obróbki, byłymniejsze niż dopuszczalne dla skrawanego matę-liału, narzędzia lub obrabiarki,
częstotliwość drgań własnych obrabiarki pod-czas pracy była możliwie różna od częstotliwościimpulsów, wywołanych przez skrawanie (np,wskutek zmian siły skrawania, odłamywania sięwióra itp.), w celu unikania powstawania zjawi-ska rezonansu.Wspomniane warunki nie są w normalnych wy-
padkach zbyt trudne do zachowania, a zatem przypewnej uwadze, dobrym stanie obrabiarki i właści-
wym wykonaniu pracy, nie powinny być przeszko-dą do otrzymania dobrych wyników.
Ostatni z wymienionych wyżej punktów: zmianyi odkształcenia, zachodzące z biegiem czasu w obra-biarce, znajdującej się w pracy, jest dla ciężkichmaszyn najtrudniejszy do usunięcia. Z jednej stro-ny zmiany, jakie nieuchronnie zachodzą w tworzy-wie maszyny, którym ma zapobiegać starzenie (se-zonowanie) , zachodzą w dtiżych odlewach znaczniewolniej, niż w małych. Skutkiem tego, nawet postarannym starzeniu i dłuższej pracy, drgania to-warzyszące pracy skrawania, zwalniają wewnętrz-ne naprężenia, w wyniku czego nawet po dłuższymczasie mogą pojawić się odkształcenia.
Prócz drgań, przyczyną odkształceń mogą byćwstrząśnienia podczas ruchu np. przewozu kolebą.również — uderzenia przy przenoszeniu suwnicą,lub tp. Ze względu na zachowanie kształtu dłu-gich części (łoża, stoły, wały itp,), na specjalnąuwagę zasługują wszelkie czynności, związanez transportem (przesuwanie w warsztacie, ładowa-nie i wyładowanie z wagonu, podnoszenie i opusz-czanie itp,), przy wykonaniu których należy z góryprzewidzieć możliwości zniekształcenia i opraco-wać proste instrukcje wykonywania tych czynnościw taki sposób, ażeby starannie wykonanego ele-mentu nie uszkodzić, lub nie zniekształcić. W do-brze opracowanych obrabiarkach są przewidzianeotwory, zaczepy itp. do zakładania drągów, lin,łańcuchów koniecznych przy transporcie, umiesz-czone w takich miejscach, ażeby odkształcenie da-nej części pod wpływem ciężaru własnego było jaknajmniejsze.
Inna przyczyna możliwych odkształceń obrabiar-ki, ustawionej na miejscu pracy, jest zmiana kształ-tu łoża lub tp. pod wpływem warunków pracy, np.obciążenia nierównomiernego (np. obróbka 'krótkicha bardzo ciężkich przedmiotów na długiej tokarce),nierównomierne osiadanie gruntu pod długim łożemitp. okoliczności.
Wprawdzie w normalnych wypadkach wielkośćwspomnianych odkształceń bywa bardzo nieznacz-na, to jednak w wyjątkowo niekorzystnych razachmogą one osiągnąć wielkości przeszkadzające do-kładnemu wykonaniu pracy. W celu usuwania ta-kich odkształceń stosuje się w dużych obrabiarkachróżne pomoce. Do nich należą: śruby naciskowe,opierające się na płytach stalowych, umieszczanychtuż obok śrub fundamentowych; lub kliny, którychpołożenie daje się zmieniać przy pomocy śrubyi równi pochyłej itp. Urządzenia takie mają na ce-lu umożliwienie korygowania położenia łoża lub tp.w razie potrzeby, np. przed wykonaniem dokładnejroboty.
Wspomniane źródła niedokładności pracy du-żych obrabiarek, częściowo nieuchwytne, lub trud-ne do ustalenia, stanowią poważną przeszkodę doustalenia możliwych do wykonania i trwałego za-chowania, dokładności takich dużych wyrobów, jakczęści zasadnicze ciężkich obrabiarek. Oczywiścietaka obrabiarka musi móc pracować dokładnie, leczjednakowo oczywiste jest, że dokładność wymaga-na od niej nie może być tego samego rzędu, co do-kładności ustalone dla obrabiarek normalnychprzez Schlesingera lub Salmona, Przepisywanietych samych dokładności obrabiarkom dużym, jak

PRZEGLĄD TECHNICZNY - 1938 739
to się w praktyce nieraz spotyka, jest niedopusz-czalne, gdyż:
a) niepotrzebnie podraża wykonanie większościobrabiarek ciężkich, przeznaczonych do zgru-bnej obróbki,
b) dokładności wykonane dużym kosztem nie by-łyby trwałe, wskutek nieuniknionych od-kształceń,
c) wreszcie — w warunkach warsztatowych niema możności sprawdzić drobnych odchyłek,gdyż odkształcenia części dużej i długiejobrabiarki pod wpływem nierównej tempera-tury w warsztacie, są rzędu wyższego, niż teodchyłki.
Jak wiadomo 1 m wykonany z żeliwa lub stali,ogrzany o 1°C wydłuża się, okrągło licząc, o 0,00001m, t. j . o 0,01 mm, to też pomiary dużych bryłw zwykłych warsztatowych warunkach pracy przydość silnie zmiennych temperaturach, muszą byćobciążone płynącym stąd błędem.
Z tego powodu powstają trudności przy stwier-dzaniu dokładności pracy, wykonanej na dużejobrabiarce. Np. skrzywienie osi grubego i długiegowału wskutek różnic temperatur na górnej powierz-chni, ogrzanej przez promień słońca ze świetlikahali warsztatowej, i dolnej, znajdującej się w cie-niu, może być znaczna i stwarzać pozory niedokład-ności pracy obrabiarki, wykonanej zupełnie prawi-dłowo.
Dogodny wzór
/i — /2 — 4 • n • x
gdzie U—12 — oznacza różnicę temperatur, n —jest stosunek wysokości bryły do długości jej, a x— wielkością przepisanej odchyłki w 0,01 mm/m,wskazuje, że zachowanie przepisanej dokładnościtoczenia np. 0,03 mm/m na długości 5 m i średnicytoczonego wału — 600 mm, jest możliwe jedynieprzy różnicy temperatur nie większej nad
h — h = 4_600_5000
= 1,4°C
Niemożność dotrzymania tego warunku jest oczy-wista; w niesprzyjających warunkach, wskutekustawienia dużej tokarki w przewiewnej hali w zi-mie, lub działania słońca na część łoża, mogą po-wstać różnice temperatur wielokrotnie większe.
Nie tylko sprawdzanie wykonanej pracy spotykana trudności pomiarowe, o ile jest wykonywane wdużej skali, lecz i sprawdzanie dokładności wyko-nania, lub stanu dokładności samej obrabiarki, jesttównie trudne, jeśli chodzi o małe odchyłki, gdyżczęści dużej obrabiarki mogą dawać, wskutek nie-równomiernego rozszerzania spowodowanego róż-nicami temperatur, odkształcenia większe, niż prze-pisane odchyłki.
Warunki warsztatowe stwarzają trudności nie tyl-ko dla pomiarów dużych brył, lecz i do ustaleniakształtów, lub wzajemnego położenia płaszczyzn.Tak np. sprawdzenie prostolinijności prowadnic dłu-giego łoża, nasuwa duże trudności wskutek przewi-sania drutu, używanego do takich pomiarów. Jedy-nie zastosowanie metod optycznych pozwala na po-konanie tych trudności, dzięki zastosowaniu nie-ważkiej osi optycznej.
W wyniku należy stwierdzić, że o ile wykonanienormalnych części dużej obrabiarki podlega zwy-kłym zasadom warsztatowego wykonania, to w sto-sunku do kryteriów, dotyczących dużych części,wskazana jest daleko posunięta ostrożność,
3. Wygląd powierzchni i inne względy.Otrzymanie powierzchni obrobionej o żądanym
wyglądzie nie jest tak trudne do wykonania, jakwymaganie wysokiej dokładności pracy. Czynno-ści wykończające zwykle tak mało obciążają obra-biarkę ciężką, że otrzymanie biegu bez drgań, a za-tem i czystej powierzchni obrobionej, nie napotykana specjalne trudności. Jedyny wyjątek może sta-nowić konieczność zastosowania dużej prędkościobwodowej, w celu otrzymania bardzo gładkiej po-wierzchni, wtedy w większości wypadków opłaci sięzastosować specjalny przyrząd do szlifowania, pra-cujący z potrzebną prędkością, zamiast zniszczyćwielką obrabiarkę lekką pracą przy dużej ilości ob-rotów, będącą zaprzeczeniem przeznaczenia ciężkiejobrabiarki.
Jak widać z powyższego przeglądu, kryteria obo-wiązujące w stosunku do obrabiarek normalnych,można stosować do obrabiarek ciężkich jedyniez zastrzeżeniami, wynikającymi z charakteru i prze-znaczenia tych maszyn, którym jest: możliwie szyb-ka i dokładna, nieuciążliwa i bezpieczna, obróbkaskrawaniem dużych i ciężkich części maszyn. Przytakim postawieniu sprawy, oczywiście inne wzglę-dy, obowązujące w stosunku do maszyn normalnych,jak wyzyskanie własności narzędzi, lub możliwewyzyskanie energii napędu, schodzą w stosunku doobrabiarek ciężkich na drugi plan. Przy ciężkiej ob-róbce więcej chodzi o możliwe zachowanie kształtunarzędzia i o wykonanie możliwie wielkiej ilościczynności (operacji) przy tym samym ustawieniuobrabianego przedmiotu, niż o ścisłe przestrzeganienajekonomiczniejszych prędkości skrawiania. Tenostatni wzgląd na możliwą uniwersalność obrabiarkiciężkiej nie może iść jednak tak daleko, ażeby z niejzrobić nieekonomicznie pracującą maszynę. Prze-ciwnie, należy żądać, ażeby zasadnicza praca, dowykonania której nasza obrabiarka jest przeznaczo-na, była wykonywana zgadnie z nowoczesnymi wy-maganiami, a jedynie tylko inne prace dodatkowe,których sposób wykonania nie da się równie ekono-micznie i nowocześnie w ramach naszej obrabiarkirozwiązać, mogą być wykonywane z koniecznościnieco mniej oszczędnie, Wzamian za to otrzymujesię w zysku oszczędność na czasie ustawiania, prze-noszenia itp., ciężkiego przedmiotu na inną maszy-nę, w celu wykonania innej czynności nieco taniejmoże, niż na pierwszej. Warunki opłacalności wy-konania pracy na jednej maszynie, czy też nadwóch, daje nam w każdym wypadku różnica kosz-tów wykonania pracy na tych dwóch maszynach, wporównaniu z kosztami wspomnianego transportu,ustawiania, a czasem i pewnego ryzyka, związanegoze zmianą położenia przedmiotu itp.
W stosunku do dużych obrabiarek należy stawiaćwymagania możliwie łatwego umieszczenia przed-miotów o najróżniejszych kształtach oraz możnośćłatwego dostępu przy zakładaniu, ustawianiu pracyi obsłudze maszyny, — są to znów względy, którychnormalnym obrabiarkom nie stawiamy ze względuna ich stosunkowo niewielkie wymiary.

740 1938 - PRZEGLĄD TECHNICZNY
Oprócz omówionych wziględów natury ogólnej, wstosunku do poszczególnych obrabiarek wysuwanebywają względy specjalne, jak np. duże długościciężkich obrabiarek mogą być niedogodne w war-sztacie, tak np. wytaczarka o długości łoża 70 do80 m, nie należąca do nadzwyczajnych rzadkości,w normalnym wypadku uniemożliwia poprzecznyruch w warsztacie na wskazanej długości. Możnajednak uniknąć tej niedogodności, ustawiając łożejej równo z podłogą warsztatu. Ten prosty sposóbułatwia zakładanie długich wierconych wałów namaszynę, przez proste przetaczanie złożonego obok,równolegle do osi maszyny wału, przy pewnej po-mocy suwnicy, gdy podnoszenie na wysokość ponadstół normalnie ustawiony suwnicą, jest wobec dużejdługości wału niedogodne; prócz, tego, gdy maszynanie pracuje, zagłębione i przykryte należycie des-kami łorże jej nie stanowi przeszkody dla ruchu,
Przytoczone przykłady wyjaśniają dostatecznieróżnice, jakie należy mieć w pamięci, przy porów-naniu warunków stawianych dużym i małym obra-biarkom. Pozostaje do omówienia ostatnia sprawa-ekonomii pracy ciężkich obrabiarek,
4. Koszt wykonania pracy.
Obrabiarki ciężkie, wykonywane na specjalne za-mówienia pojedynczo, często według specjalnychprojektów, a zawsze z mnieij lub więcej zasadniczy-mi przeróbkami, nawet wtedy, kiedy chodzi o mo-del przedtem wykonywany, muszą być drogie. O ileszerokie użycie pnzyrządów i maszyn elektrycznychpodraża, czy też potania wykonanie, — ogólnie nieda się powiedzieć, gdyż często wielosikiikowe urzą-dzenia dają niezaprzeczoną oszczędność w porów-naniu z kosztem wielu kół zębatych, łożysk, sprzę-gieł, wałów itp., jakie zastępują. Natomiast z całąpewnością można powiedzieć, że praca ciężkich ob-rabiarek jest bardzo kosztowna. Na wysokie kosztypracy składają się, oprócz zwykłych kosztów, przy-padających na obrabiarkę z tytułu ustawienia jeji pracy w warsztacie, odpisu i oprocentowania kapi-tału wyłożonego na zakup, których wielkość jestdość znaczna ze względu na wspomniany już wyso-ki koszt maszyny, — jeszcze dość znaczne sumy,przypadające za energię elektryczną zwykle niewy-zyskanej maszyny, i wreszcie, w większości wypad-ków, koszty przestojów. Źródłem ostatnich kosztówsą przewymiarowane silniki elektryczne, obliczonena największą pracę, jaka może być wykonana,a pracujące przeważnie z zamałym obciążeniem';poza tym w wielu "wypadkach wielka obrabiarka jestczynna dość rzadko, gdyż prace wchodzące w jejprogram, stanowią zaledwie drobną część prac na-wet dużej wytwórni maszyn.
Koszt 1 godziny pracy obrabiarki ciężkiej w tychwarunkach jest badzo wysoki, i w specjalnych wy-padkach, kiedy ilość godzin pracy w ciągu roku jestmała, dochodzi do absurdalnie wysokich liczb,
W tych wypadkach należy koszty przestojów od-nosić do innej pozycji rachuby warsztatowej, a kosztpracy rzeczywiście wykonanej naszej niewyzyska-nej ciężkiej obrabiarki, odnieść do przepracowa-nych godzin.
W ten sposób obliczony koszit 1 godziny pracybez płacy robotnika, obsługującego maszynę (t. zw.maszynogodziny) dla dobrze obciążonego warszta-
tu, przy znikomej ilości przestojów zawierał się dlamaszyn dużych w granicach około 30 zł.,/godzinę,dla średnio wielkich — 10 do 15 zł./godz,; dla po-równania dodam, że w tych samych warunkachkoszt maszynogodziny dla tokarki, około 300 minwysokości kłów, wynosił około 2 do 3 zŁ/godz,
Zużycie energii elektrycznej przez duże obrabiar-ki jest, w stosunku do wykonanej pracy, np. mierzo-nej ilością skrojonych wiórów, bardzo duże, i sku-tek użyteczny przeciętny takiej obrabiarki wahasię w granicach 10 do 20%, za wyjątkiem nielicz-nych wypadków, kiedy pracuje ona z dużym obcią-żeniem i względnie dobrym skutkiem około 70%(dla tokarki). Interesujące jest obserwowanie wska-zań amperomierza, wskazującego ilość prądu pobie-raną przez maszynę podczas pracy i biegu jałowe-go; często różnią się one niewięcej jak o 3 do 6 A.Zważywszy, że koszt kilowat-godziny, poiza GórnymŚląskiem, u nas waha się w granicach od 7 do 18 gr.,koszt prądu do pędzenia większej obrabiarki, w ilo-ści około 50 kw, wynosi około 3,5 do 9,0 zł/godz.
Wysokie koszty pracy ciężkich obrabiarek możnaobniżyć przez.:
a) możliwie zupełne wyzyskanie czasu piracy (od-padną koszty przestojów),
b) skrócenie czasu przygotowania pracy do mi-nimum, np, przez niezajmowanie stołu obra-biarki do trasowania itp. jak się to często prak-tykuje, przez podwójne stoły do strugarek(p. wyżej), itp. sposoby, Czasem można z po-wodzeniem zastosować sposób
c) potanienia pracy przez skrócenie czasów ob-sługi i przygotowania do pracy przez dodat-kowego robotnika. Np. niech praca na dużejwytaczarce trwa 8 godzin, a czas zdjęcia, zało-żenia nowej roboty itp. — 2 godz., to wyko-nanie przy koszcie 1 godziny piiacy na tejmaszynie — 30 zł., i płacy robotnika obsługu-jącego ją — 1,2 zł,/g, będzie kosztować:
•koszt pracy maszyny 10 godz. X 30 zł. . 300 zł,płaca za 10 godz. po 1,2 zł 12 ,,
razem . 312 zł.Jeśli przez dodanie pomocnika z płacą 0,80 zł./g,
czas przygotowania pracy uda sę skrócić do 1 go-dziny, to oszczędność osiągnięta wyniesie:płaca za 9 godz. po 1,20 zł. + 1 godz.
po 0,80 zł 11,60 zł.koszt pracy maszyny 9 godz, X 30 zł. 270,00 ,,
razem . 281,60 zł.Zaoszczędzono zł, 30,40, t. j . około 10%. Oczy-
wiście oszczędność będzie tym większa, im dłuż-szy jest czas przygotowania w stosunku do czasupracy, i czym więcej można będzie skrócić czas po-stoju maszyny przez dodanie pomocy. Z powyższe-go przykładu widać jak ważną rolę gra skrócenieczasu przestoju obrabiarki, jakie można osiągnąćprzez wyznaczenie specjalnej brygady do pomocyprzy przygotowaniu pracy, trzymanie w pogotowiusuwnicy lin, łańcuchów, narzędzi itp,, potrzebnychdo wykonania czynności, związanych z ukończeniemjednej i rozpoczęciem następnej pracy.
Wreszcie w specjalnych wypadkach można kosz-ty nabycia i pracy dużej obrabiarki zaoszczędzić so-

PRZEGLĄD TECHNICZNY — 1938 741
bie przez zastosowanie obrabiarek przenośnych, sto-sowanych wtedy, gdy wielkość wykonywanegoprzedmiotu przekracza zdolności transportowe itp,urządzeń w danym zakładzie, lub gdy wymiarypzedmiotu są tak wielkie, że nie ma tak wielkiej ob-rabiarki, która by zadaną pracę wykonać mogła. Dotakich prac należą np.: toczenie wielkich pierścienibiegowych dla łożysk wałkowych do tarcz obroto-wych, wież pancernych; wiercenie otworów, gwin-towanie itp. w ogromnych stojanach wielkich maszynelektrycznych; obróbka ogromnych wirników turbinwodnych o dużej średnicy, korpusów turbin wod-nych spiralnych i wiele innych.
W niektórych wypadkach do doraźnego wykona-nia obróbki przedmiotu o bardzo dużych wymiarach,bywały z powodzeniem stosowane „namiastki" wiel-kich obrabiarek. Jak np. do wykonania wyjątkowodługiej części struganej o dużych wymiarach, zbu-dowano w Ameryce strugarkę na miejscu, wykonu-jąc jej łoże i stojaki jako żelazoibetonową konstruk-cję, odpowiednio usztywnioną, na której umocowa-no prowadnice w postaci obrobionych listew stalo-wych. W innych wypadkach zastosowano ramy wpostaci skrzyń wykonanych z blach i kształtek sta-lowych, wypełnionych betonem w celu zwiększeniasztywności.
Ostatni pomysł wskazuje na konstnikcje stalowe,spawane, jako materiał na części dużych obrabia-rek. • Praktyka dzisiejsza wskazuje, że takie kon-strukcje mogłyby potanieć wyrób ciężkich obrabia-rek bardzo znacznie, przez zaoszczędzenie wykona-nia modeli, które często dla każdej obrabiarki wiel-kim kosztem nanowo wykonywać trzeba; prócz tegozastosowanie stali pozwoliłoby zmniejszyć znaczniewagę części obrabiarki, nie zmniejszając szitywnoscikonstrukcji. Ponieważ zmniejszenie wagi częścisprzyja podwyższeniu częstotliwości drgań włas-
nych konstrukcji, zatem przy ramach iip. stalowychspawanych, zmniejsza się również obawa o powsha-wanie drgań wskutek rezonansu. Oczywiście warun-kiem powodzenia jest należyte przestudiowanie naj-lepszych kształtów części spawanych W każdymrazie powodzenie spawanych stojaków dużych prasmechanicznych pozwala przypuszczać, że i w bu-dowie dużych obrabiarek spawane konstrukcje,znajdą prawo obywatelstwa.
P o m o c e u ż y t e .
Druki katalogi i fotografie nadesłane przez wytwórnie wska-zane w tekście.
Caualli. Wpływ odkształceń przedmiotu pod działaniem nożana dokładność obrabiarek. Werkstattstecl\nik 1938,s. 179.
G. Herkt. Maschinenbau 1934 s. 435Klein. Maschinen zum Herstellen langer Bohrungen, Ma-
schinenbau 1935, s. 539.Klein. Tieflochbohren, ZVDI, 1936, s. 311.Klein. Werkzeuge zum Herstellen langer Bohrungen, Ma-
scEnenbati 1935, s. 603,Heavy machining operations, Machinery, L, 1933, s, 545.Koenigsberger. The rigidity of machine-tool beds, Machinery,
L, 1938, s. 285.C. Krug. Der Einfluss von Waermeunterschieden auf die
Formaenderung grosser Werkstuecke, Werkstatts-technik 1930, s. 11.
Machining practice in a Naval Consłruction Works, Machi-nery, L, 1933, s. 327.
Preoost. Conlributkm a l'etude de.bancs de machines-outilsde preoision.
Wallichs. Deutsche Grosswepkzeugmasctiineai fur spannab-hebende Bearbeitung, ZVDI 1932, s. 248.
Weil. Ersparnisse an Herstellungskoslen be i Werkzeug-maschinen, Maschinenbau 1925, s. 275.
Dinnebier. Bohren, Werkstatts-Biicher.
Rozwój silników środków komunikacyjnychi urządzeń stałych
621 , 431 . 74/75
T . T czasopiśmie Zeitsch. des V. D. I. z dn. 20 sierpniaVV 1938 r, Nr. 34, 1938 r. ukazał się bardzo interesu-
jący artykuł, ujmujący w szerokim zarysie stan obecnyi kierunki rozwoju maszyn parowych i spalinowych orazśrodków przewozowych. Ze względu na jego treść, któramoże zainteresować czytelników „Przeglądu Technicznego",artykuł ten podamy w obszernym streszczeniu.
Dwa główne czynniki wpłynęły decydująco w ostatnimstuleciu na postęp w rozwoju konstrukcji różnego rodzajusilników.
Jednym z tych czynników jest bezwątpienia szybko wzra-stające zapotrzebowanie energii, drugim — silny wzrost róż-nego rodzaju środków lokomocji. Trwale wzrastające zapo-trzebowanie na światło, energię i dążenie do coraz szybszejjazdy, prowadziło zawsze i prowadzi jeszcze do coraz znacz-niejszego rozwoju środków komunikacyjnych, do coraz lolżejszych silników. Daięki tym, wspomnianym poprzednioczynnikom postępu technicznego w konstrukcji silników, ener-gia elektryczna siły i światła niezwykle staniała, a prędkośćśrodków lokomocji uległa wydatnemu zwiększeniu. Ciekłepaliwa wreszcie spowodowały osiągnięcie dziś najwyższychwartości, przyczyniając się jednocześnie do gruntownej
przemiany techniki wojennej w stopniu nie mniejszym niżw środkach komunikacyjnych.
Ten szybki jednak postęp w rozwoju i ogromnym roz-powszechnieniu się silnika spalinowego posiada i odwrotnąstronę. Wzrost spożycia ropy jest mianowicie tak wielki,a jej złoża są wyjątkowo nierównomiernie podzielone, pozatym zaznacza się już w niektórych krajach wyraźne ich wy-czerpywanie, to też obecnie kwestia zaopatrzenia w paliwopłynne, występuje we wszystkich państwach z całą jaskra-wością — chodzi szczególnie o zaopatrzenie armii w paliwociekłe na wypadek wojny — przede wszystkim w tych pań-stwach, które nie posiadają własnych złóż ropy naftowej.Wprawdzie rozwiązaną mamy sprawę produkcji benzynysyntetycznej z węgla kamiennego, ale, biorąc pod uwagę,że na urządzenia do uwodorniania węgla dla produkcji od12 do 15 milionów t ciekłego paliwa rocznie potrzebna jestsuma ok. 10 miliardów złotych, a liczba robotników do wy-tworzenia tej ilości syntetycznego paliwa (razem z górnika-mi) wyniesie od 250 000 do 400 000 osób, ten sposób roz-wiązania nie wydaje się przeto możliwy do produkcji całegozapotrzebowania.
Równolegle ze wzrostem mocy silników zmniejsza się bar-

742 1938 - PRZEGLĄD TECHNICZNY
dzo ciężar, przypadający na 1 KM. Silniki w ciągu zaledwieostatnich 25 lat powiększają moc, jeżeli chodzi o turbinyparowe, z 15 000 kW do 200 000 kW.
Moc silników lotniczych wzrasta w tym czasie ze 150 KM.do 1500 KM, a więc dziesięciokrotnie. Potrafimy już obec-nie budować silniki lotnicze o tak małym ciężarze, że wy-nosi on zaledwie 0,5% ciężaru silnika okrętowego tej sa-mej mocy (Tabela 1). Największe jednak postępy osiągniętezostały w szybkości środków komunikacyjnych. Jeżeli weź-miemy pod uwagę dwa okresy czasu — jeden od JuliuszaCesara do śmierci Napoleona [r. 1821), a drugi od tej datydo naszych czasów, a więc prawie stulecie, to postęp wszybkości widzimy jedynie w tym drugim okresie, chociażpierwszy wynosi przeszło 1800 lat, Wzrost szybkości w ostat-nim stuleciu wynosi od 20 do 40 razy.
G ł ó w n e c e c h y s i l n i k ó w p a r o w y c h i s p a -l i n o w y c h .
Dla istniejących siłowni i środków lokomocji stoją dodyspozycji z jednej strony turbiny i tłokowe maszyny pa-rowe, a z drugiej strony silniki wybuchowe i Diesela.
Między tymi silnikami od wielu już lat. toczy się ostrawalka ze zmiennym powodzeniem. Wynikiem tej walki jestbezsporne stwierdzenie, że żadna z tych maszyn nie jesti pewno nie będzie przydatna do wszystkich celów. W jed-nych dziedzinach najlepiej pracę spełnia silnik parowy tło-kowy, w innych — turbina.
Turbiny parowe są wielkiej mocy i przeznaczone na wy-sokie ciśnienie, temperaturę i rozwijają szybkie obroty.Zapewniają one mały rozchód ciepła jedynie przy niskimciśnieniu w skraplaczu i przy parze przegrzanej,
Turbiny małej mocy ze względów gospodarczych nienadają się, bo eksploatacja ich jest dość kosztowna.
Tłokowe maszyny parowe są wygodne i łatwo ustawne,dają się przeciążać, a nawet przy ich małej mocy możnastosować również wysokie ciśnienie, ruszają one z miejscaprzeciążone i opłacają się gospodarczo. Małe jednostki,również przy zmiennej liczbie obrotów, dają tylko nieznacz-ny wzrost rozchodu ciepła.
Silniki spalinowe już przy mocy poniżej 100 KM po-siadają bardzo niskie wartości rozchodu ciepła, zajmująmało miejsca i wyróżniają się małym ciężarem przypada-jącym na jednostkę mocy, Posiadają jednak mały momentrozruchowy i wykazują korzystny rozchód ciepła oraz cię-żar przypadający na jednostkę mocy tylko przy paliwie cie-kłym, którego energia w wielu krajach jest znacznie droż-sza od energii węgla.
P o d z i a ł s i l n i k ó w c i e p l n y c h .
Różnego Todzaju silniki cieplne stosowane są w nastę-pujących dziedzinach:
Turbiny parowe: w elektrowniach, średnich i dużychokrętach;
Tłokowe maszyny parowe: w małych siłowniach, ma-łych i średnich okrętach, lokomotywach;
Silniki Diesela: w małych siłowniach przemysłowych,w publicznych elektrowniach szczytowych, ma średnich i du-żych okrętach;
Silniki wybuchowe: w samochodach, samolotach i ło-dziach szybkobieżnych.
Ponadto przeprowadzono próby zastosowania:Turbin parowych: w parowozach, samolotach.Silników Diesela: na kolejach, w samolotach, samochodach.P r a w d o p o d o b n y k i e r u n e k d a l s z e g o r o z -
w o j u .W istniejących wytwórniach silników można obserwo-
wać pewien zastój, jeżeli chodzi o wprowadzanie nowości.Nie widzimy już teraz tylu nowych pomysłów, snle zawsze
zresztą udanych, które obserwowaliśmy w latach 1922—1935. Zaznacza się dążność do oszczędzania na materia-łach (np. Niemcy),
Elektrownie, produkujące energię na sprzedaż, używająobecnie przeważnie turbin na ciśnienie ok. 80 at o mocyod 35 000 kW do 45 000 kW o pojedynczym rozprężaniui 3000 obr/min. Turbiny o mocy ponad 50 000 kW są rzad-kie w Niemczech,
Ciśnienie w kotłowniach niemieckich wynosi maj częściejod 60—80 a<t, a w elektrowniach przemysłowych od 80 do120 at, temperatura pary przegrzanej dochodzi do 525", Spo-tyka się również dążenie i to nawet często, zwiększeniaciśnienia do 150 at. W najbliższej jednak przyszłości nieprzewiduje się ani wydatnego powiększenia mocy, ani ciś-nienia pairy dolotowej i temperatury.
Pomyślne natomiast wyniki badań nad stosowaniem wy-sokiego ciśnienia w tłokowych maszynach parowych przy-czyniły się również do coraz częstszego stosowania w nichwysokiego ciśnienia i to z dobrym wynikiem.
W y p o s a ż e n i e o k r ę t ó w .Paliwa ciekłe stosowane sa również w bardzo dużym pro-
cencie w okrętowych maszynach parowych i to w corazszerszym zakresie Ten procent w skali międzynarodowejjeszcze w r. 1914 wynosił zaledwie 3%, gdy natomiast pali-wo ciekłe stanowiło już w r. 1937 ok. 50%, Spożycie węglajednak ostatnio zaczyna znowu się zwiększać, W jednychkrajach, jak np. w Niemczech — ze względu na brak dewizna importowane paliwo ciekłe, a w innych — jak WielkaBrytania — z obawy na niedostateczny dowóz tego paliwaw czasie wojny — dąży się do zwiększenia tonażu floty,opalanej węglem.
Ogrzewanie pośrednie, które w siłowniach często jest trak-towane jako zło konieczne, stanie się w niedalekiej przy-szłości niezbędnym obiegiem wielu maszyn okrętowych, a pra-wdopodobnie także i parowozów.
Nowoczesne okrętowe maszyny parowe wykazują rozchódciepła od 2 800 Kal/KM godz, względnie 2 700 do 3 000Kal/KM godz, zależnie od tego, czy są opalane węglem czyropą. Rozchód ciepła przy opalaniu ropą jest mniejszy. Je-żeli chodzi o koszty budowy, to okrętowych maszyn paro-wych są nieco mniejsze, niż okrętowych silników Diesela.Przy stosowaniu jednak jako opału paliwa ciekłego, rozchódjego dla turbin parowych jest znacznie większy; wynosi on220 do 250 g/KM godz, a w dużych silnikach Diesela tylko180 do 210 g/KM godz. Ciężar turbin i silników Diesela przy-padający na 1 KM mocy przedstawia tab. 1,
Przy jednych i drugich silnikach, ze względu na cennezalety, daje się pierwszeństwo przekładniom elektrycznymi zostały one już zastosowane z pomyślnym wynikiem na no-woczesnych okrętach pasażerskich (np, Normandie).
Olbrzymie parowce ostatnich lat, np. „Normandie"i „Queen Mary", wymagają maszyin wielkich rozmiarów i mo-cy. Moc pierwszego z nich wynosi 160 000 KM, a drugiegonawet 180 000 KM. A są już projekty budowy jeszcze więk-szych olbrzymów o mocy 400 00 KM. Mają one osiągać pręd-kość 65 do 68 km/godz.
Obecne dążenie do jak największych prędkości nie pozo-stało bez wyraźnego wpływu raa sposób budowy i wyposaże-nia okrętów; rzuca się to w oazy szczególnie w konstrukcjachokrętów wojennych.
Torpedowce o pojemności ok. 2 000 t osiągają wprawdziew niektórych wypadkach nawet 80 km/godz, to też i moc ichmaszyn, przypadająca inia 1 t zanurzenia, jest wskutek tegośrednio 19 razy większa od współczesnych najszybszych pa-rowców pasażerskich, a 40 do 80 razy większa od mocy pa-rowców z przed 30 lat.
Ponieważ w .najbliższym czasie nie da się znacznie zimniej-

PRZEGLĄD TECHNICZNY - 1938 743
szyć ciężaru instalowannych turbin parowych, jest zupełniemożliwe obniżenie wartości objętości i ciężaru urządzeń ko-tłowych przez przejście do palenisk o wydajności od 3 du4 milionów Kal/ms i godz, a wylotowej szybkości gazów spali-nowych przy szczytowym obciążeniu 20 do 30 m/sek. Roz-wój wydajnie pracującego ogrzewania kotłów paliwem płyn-nym jest przeto najbardziej narzucającym się zadaniem w bu-downictwie maszyn parowych.
T A B E L A 1.C i ę ż a r p r z y p a d a j ą c y n a j e d n o s t k ę m o c y
w s i l n i k a c h r ó ż n e g o r o d z a j u w kg/KM.
kg/KMO k r ę t o w e t u r b i n y p a r o w e :
Wielkie okręty handlowe 33 do 60Mniejsze okręty handlowe . . . . 25 ,, 33Lekkie krążowniki 12 ,, 18
O k r ę t o w e s i l n i k i D i e s e l a:Czterosuwowe ciężkie 90 ,, 100Dwusuwowe ciężkie 60 „ 70Silniki lżejszej konstrukcji dla okrętów
handlowych 30 ,, 40Lekkie dwusuwowe silniki dla floty
wojennej 4 ., 10S i l n i k i D i e s e l a d o i n n y c h
c e l ó w :Kolejowe 4 ,, 20Samochodowe . . . . . . . . 5 ,, 8Do celów specjalnych g : 2Lotnicze 0,6 ""do 0,8
S i l n i k i w y b u c h o w e :Samochodowe 2 , , 5Lotnicze 0,45 ,, 0,7S i l n i k i l o t n i c z e .W zakresie silników lotniczych podkreślimy przede wszy-
stkim mały ich ciężar przypadający na 1 KM. W najnow-szych silnikach lotniczych przypada b. duża moc ma 1 1 po-jemności silnika — od 40 KM/1, a nawet 55 do 90 KM/1 —wymaga to od tłoków i cylindrów bardzo wysokich wartościtermicznych. Stąd też wprowadzono ograniczenia w wymia-rach cylindrów wybuchowych siilników lotniczych, co stwarzalepsze wartości termiczne; największa pojemność cylindra sil-ników lotniczych wynosi ok. 3,5 1, a największa moc przypa-dająca na jeden cylinder ok. 120 KM.
Cylindry o większej pojemności nie zwiększają odpowied-nio mocy, ponieważ występuje w nich czynnik gorszego chło-dzenia.
Silniki lotnicze wybuchowe, chłodzone cieczą, posiadają2 X 6 cylindrów w rzędzie. W ogólności w konstrukcji sil-ników o mocy od 2 000 do 3 000 KM przechodzi się na silnikigwiaździste, np. sześć pięciocylindrowych silników w kształ-cie gwiazdy, umieszczonych w rzędzie jeden za drugim. Sąjuż w użyciu tego rodzaju silniki i w takim układzie (pod-wójna gwiazda) o 18 cylindrach i mocy 1 800 KM.
Przy pełnym obciążeniu wybuchowe silniki lotnicze osią-gają 2 800 obr./min; średnie sprężenie pod tłokiem przy star-cie wynosi od 12 do 14 at, a w czasie lotu ok. 9,5 at; średnieprędkości tłoka wynoszą do 15 m/sek, a ciężar silnika na 1 KMmocy sięga od 0,45 do 0,7 kg/KM. Przy wzroście liczby okta-nowej paliwa ciekłego z 87 na 100 można, wg Ricardo, prawiepodwoić moc na jednostkę pojemnośoi cylindra.
Na znaczne zwiększenie mocy dzisiejszych silników wy-buchowych nie mały wpływ wywarło udoskonalone paliwo.Przy zastosowaniu jedynie, zresztą często b. szczęśliwych,rozwiązań konstrukcyjnych nie udałoby się osiągnąć takpięknych rezultatów, A jednak dalsze zwiększenie liczbyobrotów od 4000—5000 obr./mim, przepłukiwanie cylindrachłodnym powietrzem po wybuchu, a dalej wtryskiwanie
ciekłych paliw napędowych wprost do cylindra, powinnosię przyczynić i to w wysokim stopniu do jeszcze dalszegopostępu. Pokładane nadzieje na pozytywny wynik, czy raczejwyniki, zdają się coraz częściej sprawdzać na podstawie da-nych doświadczalnych i przeprowadzonnych już prób. Ale sła-be strony silników wybuchowych również istnieją. Są one na-wet b, poważne. Dość wspomnieć, że rozchód mieszanki pęd-nej z dodatkiem alkoholu wynosi jeszcze do 200 g/KM godz.Jest to jednak duży postęp, gdyż nie tak dawno przy silni-kach spalinowych rozchód paliwa sięgał do 250 g/KM godz.Obecnie postępy w tym kierunku również poczyniono, kosz-towało to jednak wiele długotrwałych badań. Rozchód pa-liwa uległ spadkowi i mieści się w granicach 150 do 180 g/KMgodz, gdy natomiast w silnikach Diesela norma spożyciamieści się w graniacach 145 do 160 g/KM godz. Wyniki te,jak już zaznaczyliśmy, nie są jeszcze normą ogólną.
Jeżeli chodzi o ciężar silnika na jednostkę mocy, tow dieselowskich silnikach lotniczych jest ona większa i wy-nosi dla silnika o mocy 1000 wzgl. 700 KM 0,63 do 0,73/KM,a rozchód paliwa silników tej mocy od 165 do -180 g/KM,i godz, a więc jest prawie 25 do 30% mniejszy, niżsilników wybuchowych, w których na 1 1 pojemności przy-pada, np. w silniku Junto 205 i 206, 42 KM/1. Przy mocyod 45 do 50 KM/1 jednostki do 2000 KM. i ciężarze około0,5 kg/KM będą niebawem w -użyciu. Wtedy i temperaturagazów wydechowych silników Diesela będzie znacznie niż-s z a — od 500 do 550° zamiast 800 do 1000", co ma miejsceprzy silnikach wybuchowych.
Z powyższych rozważań wynika, że turbiny parowe donapędu w lotnictwie, jeżeli będą stosowane, to mogą byćbrane pod uwagę tylko o mocy dużej, ok. 3000 KM. Pytanie,czy zachodzi potrzeba budowy silników lotniczych o takwielkiej mocy, znajdzie niebawem potwierdzenie. Już bo-wiem w r, 1929 zbudowana łódź latająca Do-X, która posia-dała ciężar 54 t, a łączna moc maszyn wynosiła 7200 KM.W Anglii opracowuje się projekty, budowy łodzi latającycho ciężarze od 100 do 200 t i mocy 20 000 KM. Specjaliścilotnictwa przepowiadają, że już w r. 1941 będziemy podró-żowali 100-t wodnosamolotami, a w r. 1950 500-t na 1000podróżnych. Prędkości wodnosamolotów są wielokrotniewiększe od prędkości najszybszych okrętów, natomiast roz-chód paliwa luksusowych okrętów na jednego pasażera jestznacznie większy. Luksusowe pasażerskie statki transoce-aniczne wykazują rozchód paliwa na jednego pasażera trzydo czterech razy większy od najszybszego wodnosamolotu,gdy tymczasem prędkość tego ostatniego jest sześć do sie-dmiu razy większa.
Według sprawozdania amerykańskiej Komisji Morskiej(United States Maritime Commission) buduje się 18 wodno-samolotów na 40 do 50 pasażerów każdy; przy stałej pracytrzech tego rodzaju wodnosamolotów dziennie, 18 wodno-samolotów przewieźć może tyle pasażerów, ile jeden dużyszybki parowiec w tym samym czasie. Koszt jednak ich wy-niesie 18, a parowca 50 milionów dolarów. Należy tu jeszczezaznaczyć, że chociaż wiek okrętu jest znacznie dłuższy, booblicza się na 20 lat, a wodnosamolotu tylko na 5 lat, tojednak ta okoliczność przemawia w pewnym sensie na ko-rzyść nowoczesnych samolotów komunikacyjnych, gdyż wtych warunkach nowoczesne wodnosamoloty mogą znacznieprędzej nadążyć za postępem techniki, czego nie możnapowiedzieć o okrętach. Wspomniane sprawozdanie podkre-śla jeszcze fakt osobliwy, że już obecnie, to znaczy na po-czątku prawie rozwoju powietrznych środków komunika-cyjnych, ich koszty eksploatacji są nawet mniejsze, niż luk-susowych okrętów parowych, posiadających za sobą prze-szło sto lat rozwoju.
F.

744 1938 — PRZEGLĄD TECHNICZNY
KRONIKA PRZEMYSŁOWA
Zakłady Lilpopa budują fabryką silników w Lublinie,
W diniu 27 ub. m. na terenach położonych na przed-mieściu Lublina, odbyła się uroczystość założenia kamieniawęgielnego pod nową fabrykę samochodów (licencji GeneralMotors — marki Chevrolet) Zakładów Lilpop, Rau i Loewen-stein S, A.
W uroczystości wzięli udział: pp. V.-Min. KomunikacjiJulian Piasecki, reprezentant V.-Min, Spraw WojskowychGen. Litwinowicza, Dow. O, K, Gen. Smorawiński, Wojewo-da Lubelski de Tramecourt, Prezydent m. Lublina Lisi-kowski, przedstawiciele Broni Pancernych, MinisterstwaPrzemysłu i Handu, Komunikacji, przemysłu metalowegoi samochodowego, specjalny wysłannik General Motors, wła-dze Zakładów Lilpopa w osobach pp. Prezesa Rady Nad-zorczej A. Rołwanda, V.-Prezesa Min. Cz. Klarnera, dyrek-torów Z. Ryłla i / . Zaporskiego- Ponadto zjechali się licz-nie sprzedawcy rejonowi Lilpopa oraz przybyła grupa dzien-nikarzy stołecznych i miejscowych.
Zaproszeni goście przybyli z Warszawy specjalnym po-ciągiem, który dowiózł ich nowozbudowaną przez ZakładyLilpopa bocznicę kolejową, bezpośrednio do miejsca, gdzieW niedalekiej przyszłości staną halę fabryki samochodów.
Przybyłych powitał przemówieniem Prezes A. Rotwand.Podkreślił on wielki wysiłek Zakładów L. R. L., które podwuletnich drobiazgowych studiach i badaniach przystąpiłydo realizacji produkcji silnrka popularnego Chevroleta wkraju. Spółka Akcyjna L. R. L., zdając sobie sprawę z trud-ności technicznego rozwiązania powyższego zadania, oparłasię o największy w świecie koncern samochodowy — Ge-neral Motors, z którego doświadczeń technicznych i hao-dlowych korzysta i nadal będzie korzystała. Wobec ko-nieczności uzupełnienia kadr technicznych przyszłej fabry-ki — na specjalną prośbę Zakładów Lilpopa •— GeneralMotors przygotuje listę Polaków, zatrudnionych w Koncer-nie w Stanach Zjednoczonych. Ci inżynierowie i wykwali-fikowani robotnicy będą mogli w razie potrzeby na pewienokres czasu uzupełnić przyszły zespół fabryczny Zakła-dów w Lublinie. Uruchomienia fabryki, według słów Pre-zesa Rotwanda, spodziewać się można w końcu 1939 r.
Duże zaciekawienie wywołały plany przyszłej fabrykisamochodów, przedstawione obecnym przez DyrektoraZ. Rytla. Plac fabryczny wynosi 36 ha. Na tym tereniewzniesiony zostanie kompleks hal i budynków admini-stracyjnych, w których planuje się produkcję wszystkichważniejszych zespołów samochodów Chenrolet z silnikiemna pierwszym miejscu.
Poświęcenia kamienia węgielnego dokonał ks. kan, No-wosielski, po czym p. Min. J. Piasecki — po położeniupierwszej cegły —• wygłosił przemówienie, w którym z za-dowoleniem podkreślił doniosłość inicjatywy prywatnej, re-alizując wbrew mniemaniu pesymistów krajową produkcjęsamochodów. Fakt budowy fabryki przez Zakłady Lilpopajest tym bardziej ważny dla Państwa, że następuje w chwi-li, gdy stosunki międzynarodowe nie wydają się ustabilizo-wame. Pan Minister wyraził nadzieję, że współpraca Za-rządu Lilpopa z Władzami będzie nadal utrzymana i do-prowadzi do szybkiego uruchomienia fabryki samochodówciężarowych w kraju.
Na zakończenie p. Minister wniósł okrzyk na cześć Naj-jaśniejszej Rzeczypospolitej, p. Prezydenta Prof. IgnacegoMościckiego, Naczelnego Wodza Marszałka Edwarda Śmigłe-go Rydza, który został gorąco podjęty przez gości oraz ze-
braną ludność okoliczną i robotników, zatrudnionych przybudowie. : • | ,
Następnie przemawiał Prezes Polskiego Związku Prze-mysłowców Metalowych, inż. P. Drzewiecki, który z ra-dością witał tak doniosłą dla kraju placówkę wytwórczą,której 120 lat istnienia gwarantuje szybkie uporanie sięze wszystkimi trudnościami.
Podczas obiadu, który odbył się po zakończen:u uroczy-stości, wygłoszono szereg przemówień, z których na spe-cjalne wyróżnienie zasługują przemówienia przedstawicielaGeneral Motors p. Eybye, Prezesa A. Rotwanda, Dyr, J. Za-porskiego oraz Prezydenta m. Lublina Liszkou/skisgo. Wtym ostatnim Prezydent Miasta słusznie podkreślił olbrzy-mie znaczenie społeczne nowopowstającej placówki, któraprzyczyni się do rozwoju miasta.
Przemysł w Danii,
W zeszycie polsko-duńskim „Codziennej Gazety Han-dlowej (Journal of Commerce — dodatek do Nr, 210) uka-zał się artykuł A. Holma, prezesa Duńskiej Rady Przemy-słowej, na temat przemysłu w Danii. Autor stwierdza, żeprzemysł w Danii zatrudnia 30% ludności, że eksportujegotowe wyroby przemysłowe na sumę ok, 400 milionów ko-ron rocznie, przy czym wartość eksportu przemysłowegowynosi 26% całego eksportu z Danii. Do najbardziej zna-nych dziedzin duńskiego przemysłu należy produkcja ma-szyn mleczarskich i rzeźniczych, w które zaopatrują sięmleczarnie i rzeźnie w najodleglejszych miejscowościachświata. Poza tym produkuje i eksportuje Dania; bańki dotransportu mleka, podpuszczki do sera, klepki do beczułekna masło, maszyny do prania, urządzenia kuchenne parowe,urządzenia do spalania śmieci, maszyny do pakowania. Je-dnym z najdonioślejszych osiągnięć duńskiej produkcji ma-szyn — pisze p. Holm — jest silnik Diesela. Okręt i paro-wóz Diesel-elektryczny należą do tych wyrobów, dzięki któ-rym przemysł duński stał się znany na całym świecie. Po-nad 50% budowanych na całym świecie okrętów transocea-nicznych z silnikami Diesela było zaopatrzonnych w silnikisystemu duńskiego. Największy na świecie silnik dieselowski0 sile 22 000 KM, który znajduje się w wielkiej elektrowniw zakładach H. C. Orsleda w Kopenhadze, został zbudowanyprzez duńską firmę.
Światową sławę dzięki swej doskonałości artystycznejmają również wyroby duńskiego przemysłu porcelanowego1 srebrnego. Przemysł porcelanowy kontynuuje w Danii 100-letnią tradycję rzemiosła artystycznego. Rozwój przemysłuartystycznego postępuje tam stale naprzód, obejmując coraznowe gałęzie przemysłu np. szklany i włókienniczy.
W świetle tych informacyj rolnicza Dania ukazuje się nam,jako kraj o równie wysokiej kulturze przemysłowej, jak i rol-niczej.
a. b.
BIBLIOGRAFIAW. Jiirgen. Walka o kauczuk, Lwów — Warszawa 1938 r.
Nakładem „Książnicy Atlas" w serii wydawnictw poświęco-nych zagadnieniom gospodarczym, („Przemiany") ukazało siętłumaczenie książki niemieckiego autora p, t. „Kamipf umKautschuk''.
Kauczuk należy obok nafty, węgla, bawełny i żelaza, dopodstawowych surowców w dzisiejszej gospodarce świata.Rozwój kauczuku jako surowca przemysłowego zapoczątko-wał Goodyear słynnym wynalazkiem wulkanizacji gumy, do-konanym w zimową noc 1839 r, Nowowynaleziony produsL

f>RZEGLĄD TECHNICZNY — l$38 745
nazwał Goodyear zmetalizowaną gumą. Nazwę wulkanizacjina określenie procesu roztapiania gumy w siarce (od bogaognia i sztuki kowalskiej) wprowadził w kilka lat późniejAnglik, Tomasz Hancock, wynalazca mastykatora, najstar-szej maszyny używanej w przemyśle gumowym do ugniata-nia gumy. Goodyear sam w następnych latach uzupełnił swójwynalazek przez wytworzenie ebonitu. Od chwili wynale-zienia wulkanizacji rozpoczyna się wielka era przemysłu gu-mowego, światowa produkcja kauczuku wzrosła z 350 via3000 t w 1855 r, i 9000 t w 1870 r. Drugą ważną datą w hi-storii kauczuku jest wynalazek pneumatycznych opon, do-konany przez irlandzkiego weterynarza Dunlopa, pierwotniedla ogumienia żelaznych obręczy przy wozach dla ulżeniakoniom. Opony gumowe, w związku z wynalezieniem sil-ników spalinowych i postępu itechnżki w konstrukcji rowe-rów, doprowadziły do zbudowania samochodu, otwierając no-wy okres w dziejach świata. Produkcja kauczuku wzrosła do50 000 t. W r. 1899 zjawia się kauczuk plantacyjny, któryz czasem wypiera prawie całkowicie kauczuk dziko rosnący.
• Od 1914 r. jesteśmy światkami triumfalnego pochodu kauczu-ku, jako surowca, co znajduje swoje odzwierciadlenie w sta-tystyce produkcji. Ze 120 000 t w roku 1914 wzrosła produk-cja do ponad miliona w 1936 r. Wpłynęło to na poziom cen,które podlegają silnym wahaniom i nadają całemu przemy-słowi gumowemu specyficzny charakter ryzyka i spekulacji.Zamieszczona obok tabela cen kauczuku (za 100 kg w mar-kach), zestawiona przez Jiirgena, daje obraz zmiennościkoniunktur, w której rozwija się przemysł gumowy od chwiliswoich narodzin.
Rok: 1899 1906 1909 1910 1912 1913 1914 1917Cena:1600 2075 2650 2800 2050 1000 975 1100Rok: 1920 1922 1924 1925 1926 1928 1930 1932Cena: 400 245 500 650 450 200 110 32Rok: 1934 1936 1937Cena: 59 82 90
Ostatni rozdział poświęca Jiirgen omówieniu kwestii syn-tetycznego kauczuku, wynalezionego przez Hoffmana. W ro-ku 1912 na zjeździe niemieckich fizyków i lekarzy w Elber-feld referował Hoffman wyniki swoich badań nad sztucz-nym kauczukiem, olrzymanym z węgla kamiennego. Jednakdopiero w 1926 r. powrócono na dobre do syntezy kauczuku..I. G. Farbenindustrie wyprodukowało słynną już dzisiaj,,bunę" z acetylenu, która od roku 1936 zajmuje pierwszemiejsce w niemieckim przemyśle gumowym.
Wynalazek syntetycznego i zdatnego do użytku kauczuku,rozpoczął trzeci z kolei okres bogatej w zdarzenia historiitego surowca. Kauczuk plantacyjny zyskał nowego konku-renta. Czy groźnego? (buna jest bowiem produktem drogim)przyszłość pokaże.
Literatura poświęcona zagadnieniom kolonialno-surowco-wym cieszy się obecnie w Niemczech wielką popularnościąi poprzez tłumaczenia dociera do wielu krajów świata,Popularyzacja wiedzy o surowcach, wobec roli jaką odgry-wają one w dzisiejszej gospodarce, jest ważnym czynnikiemgospodarczego wychowania społeczeństwa i zasługuje na po-parcie. W tej dziedzinie Książnica Atlas ma już duże zasługi.
a. b.
ŻYCIE STOWARZYSZENIA
TECHNIKÓW POLSKICH w WARSZAWIEOdznaczenia Złotym Krzyżem Zasługi.
Za zasługi na polu pracy społecznej odznaczeni zostaliZłotym Krzyżem Zasługi zarządzeniem Pana Prezydenta
Rzeczypospolitej z dnia 23 września 1938 r. (Mon. Poi. Nr.221) Członkowie Stowarzyszenia Techników Polskich w War-szawie.
Inż. Mieczysław Rzącki, Red. czasopisma „Bezpieczeń-stwo i Higiena Pracy" organu publikacyjnego Koła Inżynie-rów „Bezpieczeństwa Pracy" przy S, T. P.
Inż. Józef Swidziński, Członek Zarządu Stów. Techników,Sekretarz Koła Inżynierów Bezpieczeństwa Pracy S. T. P.
40-letni jubileusz b. wychowanków Politechniki Warszawskiej,
W gmachu Stów. Techn. Polsk. w dn. 8 i 9 b. m. odbyłsię zjazd Koła b. wychowanków Politechniki Warszawskiej.
Politechnika została otwartą w 1898 r. narazie w pofa-brycznym budynku wytwórni tytoniowej ,,Union'' na roguulic Marszałkowskiej i Hożej •—• i, dopiero w 1901 r. prze-niesiona do specjalnie zbudowanych, acz jeszcze wtedy niewykończonych gmachów na b, placu wystawowym u wylotówulic: Polnej, Koszykowej, Nowowiejskiej (obecnie 6-goSierpnia) i Kaliksta (obecnie Śniadeckich).
Po bytności pseudo-liberalizującego wtedy cara Mikoła-ja II w Warszawie w 1897 r. starano się o pozyskanie Pola-ków pewnymi konsecjami: pomnik Mickiewicza, Stów. Techn.Polsk., wreszcie Politechnika. Sfery przemysłowo-handlowei ziemiaństwo oddało wtedy do „łaskawej dyspozycji" cara1 milion rb., zebranych drogą składek z prośbą o założeniew Warszawie Politechniki.
Ówczesny generał-gubernator Warszawski ks. lmeretyń-ski poparł wtedy memoriał opracowany przez W. Kiślań-skiego, L. Kronenberga i F. Nowodworskiego, społeczeństwopolskie zebrało jeszcze 2 i pół miliona rubli, miasto ofiaro-wało plac i tak powstała przed 40 laty Politechnika War-szawska, w zewnętrznej formie (język wykładowy, admini-stracja, mundury) rosyjskie, lecz z ducha, samopoczuciai orientacji studentów polska od chwili założenia.
Zbędnym jest dzisiaj wyliczanie ówczesnych starań, pra-cy społecznej, walk i ofiar młodzieży nad spolszczeniempolitechniki, każdy spełnił wtedy swój obowiązek wg su-mienia względem polskiej ziemi, która go wydała i za toma zaszczyt dzisiaj nazywać się Polakiem,
Zjazd zgromadził 87 uczestników, przeważnie pierwszychczterech roczników, najbliżej ze sobą zżytych, których świe-tlane wspomnienia młodzieńcze nie zatarły się w perspekty-wie czasu i których ideały nie zamgliły powszednie boryka-nie się z twardym losem, ani przeżycia wielkiej wojny, anichwile przełomowe odrodzenia Ojczyzny,
Sobotnie zebranie zagaił przewodniczący koła b. wycho-wańców politechniki Warszawskiej koi. S. Roszkowski,a przewodniczył zebraniu koi. Z. Piotrowski. Bardzo cie-kawy referat wygłosił obecny profesor politechniki koi.A. Ponikowski, łącząc umiejętnie reminiscencje z przed lat 40z aktualną chwilą dziejową Polski. Koi. A. Ponikowski, wy-kładający obecnie geodezję, przypomniał, jak za dawnychnaszych czasów studenci odbywali praktykę mierniczą zaw-sze w Grodzisku pod Warszawą, w odrodzonej zaś Polscepraktyki te odbywają się w różnych częściach kraju, prze-ważnie na Kresach, a ostatnio w Cieszynie i tu właśnie na-wiązał łączność między tęsknotami -nas dawnych studentówpolitechniki i Polaków z za Olzy do odzyskania wolnej Oj-czyzny, co dopiero obecnie ku chwale Polski zostało osią-gnięte, dzięki dążeniu do wolności w latach ciężkiej niewoli.
Obydwa dni Zjazdu, zakończonego w niedzielę wspólnymbankietem, minęły w podniosłym serdecznym nastroju, wśródwspomnień po bezpowrotnej naszej wiośnie i po lecie upal-nym i burzliwym, natomiast w obecnym czasie schyłku na-

746 "1938 — PRZEGLĄD TECHNICZNY
szej jesieni daje się wyczuwać jako smutny refleks brakbezpośredniej łączności z młodszymi kolegami naszej wspól-nej Alma-Mater, którzy mieli szczęście kończyć ją po roku1916, już jako uczelnię polską.
Tragedią ludzi starszych, których śmierć kolejno wykru-sza ze szranków życiowych, jest brak uczucia ciągłości sie-bie samych w narastających pokoleniach, ogniwo to jed-nak, zerwane brutalnością kataklizmów dziejowych, powin-no być odtworzone wspólnymi dążnościami do nawiązaniakoleżeńskich stosunków starych z młodymi.
A. P.
Z SALI ODCZYTOWEJDnia 7 października b, r. na pierwszym powakacyjnym
zebraniu w Stowarzyszeniu Techników Polskich inż. PiotrDrzewiecki mówił na temat „Wrażenia z wielkich wystawzagranicą".
Prelegent podzielił się z wrażeniami z MiędzynarodowejWystawy Rzemiosł w Berlinie i Wystawy BrytyjskiejW Glasgow.
W Międzynarodowej Wystawie Rzemiosł brało udział27 państw, a wśród nich znalazł się i Gdańsk „jako pań-stwo". Wystawa nosiła charakter wybitnie propagandowypolityki narodowo-sacjalistyrztiej Niemiec, Rozwój histo-ryczny rzemiosła był przedstawiony z wyraźnym podkreśle-niem, że rzemiosło w całej Europie środkow.ej i wschod-niej aż po Mińsk ma genezę niemiecką. Jest to co maj-mniej nie ścisłe.
Z danych statystycznych na Wystawie widoczny byłznacznie większy udział rzemiosła w kształceniu rzemieślni-ka wiż przemysłu. Rzemiosło wykształciło 'Ok. 400 000,a przemysł tylko 150 000 uczniów, gdy natomiast wartośćwytwórcza warsztatów rzemieślniczych w Niemczech wy-nosiła 20 miliardów marek, wobec 50 miliardów wartościprodukcji przemysłowej.
Rzemiosło uważane jest w Niemczech za „twórcę postę-pu i kultury". Zwracała uwagę na Wystawie dążność do wszel-kiego rodzaju namiastek, np. sztuczne włókno końskie, któregoużywa się już do wyrobu szczotek w 40%, sztuczne podeszwydo butów itp. Wspomniane włókno wyrabiane jest ize świń-skiej skóry dzięki specjalnej preparacji,
W programie popierania rzemiosł należy podkreślić roiz-wój szkolnictwa zawodowego^ Zasada gospodarstw indy-widualnych jest mocno popierana i jest podstawą systemu
gospodarki! hitlerowskiej, Surowce jednak, jak również kre-dyt, są w rękach państwa.. Zysk i bogacenie się są częściątego sysemu, to też obniżanie cen sprzeczne a. roizumną kal-kulacją jest szkodliwe i tępione, U nas ustalał się poglądpnzeciwny, zysk uważa się jeszcze za coś nieuczciwego^.Wśród wielu cytat, podkreślających rolę rzemiosła, rzucasię w oczy: „żadna dziedzina pracy nie uwydatnia tak du-cha narodu jak rzemiosło".
Następnie Prelegent podał dane liczbowe ze sprawozda-nia Izby Rjzemieślniciziej 'o stanie rzemiosła w Warszawie.Wynika z niego jeszcze ogromna przewaga ilościowa rze-miosła żydowskiego.
Wystawa Brytyjska w Glasgow wskutek pewnych oko-liczności stała się wystawą szkocką. W architekturze Wy-stawy przewaga modernizmu. Najciekawszy na Wystawiebył pawilon państwowy, w kórym eksponaty gromadzonopod hasłem ,,do wyższej sprawności Brytanii", Przebija sięi tu dążność do oszczędlnioici ma stali i innych, surowcach.W ciągu 15 lat oszczędność np, na stali wyniosła 40%.
Ciekawie przedstawiała się wystawa stoczni angielskich.Dział spółdzielni szkockich wykazuje wyraźnie, że spół-
dzielczość szkocka już dawno wknoczyła w dziedzinę pro-dukcji przemysłowej.
W izakończeniu Prelegent mówił o wrażeniach z wy-cieczki po Szkocji. Ze słów Prelegenta, ilustrowanychszeregiem b. ciekawych obrazów widać było, że góralszkocki żyje często nawet w w.:ększej nędzy niż góralpolski.
Z rozmowy ze Szkotami odnosi się wrażenie o dość roz-powszechnionym antagonizmie do Anglików, który obecnieraczej pogłębia się jeszcze.
Temat odczytu i ciekawe uwagi Prelegenta wzbudziłyduże zainteresowanie.
SPROSTOWANIE
W art, „Szkolenie pracowników fizycznych w przemyślemetalowym" iaż. A, Jaworskiego, w zeszycie 19 „Przegl.Techn." na str. 674 i 676 nazwisko inż. Włodzimierza Kotelew-skiego, na którego prace powołuje się autor art. uległo znie-kształceniu (wydrukowano Kotylewski}.
T R E Ś Ć .
Ś l ą s k Z a o 1 z a ri s k i, inż, C. Klamer.
N o w e m e t o d y o c h r o n y p o w i e r z c h n i r u rp o d z i e m n y c h , dr. W. Beck.
O b r a b i a r k i c i ę ż k i e , prof. Sł. Plużański.
R o z w ó j s i l n i k ó w ś r o d k ó w k o m u n i k a c y j -n y c h i u r z ą d z e ń s t a ł y c h , F,
K r o n i k a p r z e m y s ł o w a .
B i b l i o g r a f i a ,
S O M M A I R E .
L a S i 1 ć s i e d ' 0 1 z e, par M. C. Klamer.
L e s m e t h o d e s r e c e n t e s d e l a p r o t e c t i o nd e s t u b e s s o u t e r r a i n s , par M, W. Beck.
M a c h i n e s o u t i l s l o u r d e s , par le prof, St, Płażań-ski.
L e s m o t e u r s m o d e r n ę s, par M. F.
C h r o n i que,
B i b l i o g r a p h i e .

PRZEGLĄD TECHNICZNY — 1938 747
NOWOŚCI BIBLIOGRAFICZNEWszystkie wymienione wydawnictwa są do nabycia w „Księ-gami Technicznej" w Warszawie, Czackiego 3/5 P. K, O.
16.144. Tel. 601-47.
U w a g a . Udzielamy 25% zniżki na książkach i prenume-racie czasopism niemieckich.
I, BUDOWNICTWO LĄDOWE I WODNE.MELIORACJE.
Białecki, 1. Inż. Tynki szlachetne (str. 8) 1938. Zł. 0.75Kozierski, S. Inż. Estetyka nowoczesnych mostów (str.
19) 1938. Zł. 3.—Popiel, M. Inż. Arch. Piece z materiałów kamiennych.
Treść: I. Krótki rys historyczny, II. Zadania pieca i jegoelementów, II. Najważniejsze typy istniejących pieców r m a -teriałów kamiennych. IV. Obliczenie pieców. V, Badaniepieców. Pomiary ilościowe. Przyrządy. Dodatek, Szczegó-łowy opis pieca zaprojektowanego przez autora (str 111)1938. Zł. 6—
Przedszkola. Teren, Urządzenia terenowe, budynek i je-go wykonanie, urządzenia pomieszczeń (str. 55) 1935.
Zł. 4.—Pszenicki, A. Prof. Kurs budowy mostów. Część ogólna:
Podpory kamienne i mosty drewniane (str. 439).opr. Zł. 25.50
Stal w budownictwie. Praca zbiorowa (str. 175) 1938.Zł. 1.50
Szrajber, K. Nowoczesne piece mieszkaniowe. (Podręcz-nik dla budujących) (str. 256 plus 10 tabl.). Zł, 6.50
Turnowski, K. Analiza budowy. Tablice budowlane (str.133) 1937. opr. Zł. 7.50
Bauingenieur, Der. Zeitschrift f. d, ges. Bauwesen. MitMitteilungen d. deutschen Normenausschusses. Unter stand.Mitarb. von A, Mehmel, E. Bunies hrsg. von F. Schleicher.Rocznik 19, zesz. 27/28. 1938. kwartał. RM. 7.50
Baustoffe und ihre Prufung. Hrsg. vom Prasidenten d.Staatl. Materialpriihmgsamts. Berlin—Dahlem. str. 106,rys, 110) 1938, RM. 12.60
Bitumen in der Praxis. 2 wydanie, (str. 324 z rys.) 1938.RM. 9.60; opr. 10.80
Dienst, H. Einfuhrung in den Bruckenbau. Brief 1. (str.30 z rys.) 1938. RM. 0.90
Eberle, K. Ueber Temperatur und Spaimung bei Balkenund Fahrbahndeokenplatten aus Beton (str. 55 z rys.) 1938.
RM. 4.80Grat, O. Aus Untersuchungen mit Leichtfahrbahndecken
zu Strassenbrucken. (str. 25) 1938. RM. 4.—Hasenbein, A. Maurer, Schornsteinfeger, Schornstein.
Bau-, warme u. arbeitstechn. Grundlagen i. d. Ausfuhirungv. Schornstekianlagen. 1—5 Tsd, (str. 189, rys 257) 1938.
RM, 2.90; opr. 350Homberg, H. Garphisch Uatersuchung von Fangedammen
und Ankerwanden, unter Beriicksichtigung starrer Wandę,(str. 42, rys. 41) 1938. RM. 5.60
Jahrbuch der Deutschen Gesellschaft fur Bauwesen e. V.Mitgliederverzeichais. Hrsg, v. d, Dt, Gesellsch. f. Bauwesenin d. Fachgruppe Bauwesen im NS. Bund Dl. Technik, (str.592 z rys.) 1938. opr RM. 3.—
II. ELEKTROTECHNIKA. — FIZYKA. -RADIOTECHNIKA.
Dreszer, J. Inż. Odstępy wzajemne między przewodaminapowietrznymi (str. 78) 1938. Zł. 1.50
Grabowski, Z. Inż. Budowa napowietrznych linij elek-trycznych wysokiego i niskiego napięcia (str. 268) 1938.
Zł. 6.—Hensel, G. Inż. i Kowalski, S. Inż. Podstawy elektrotech-
niki, cz. II (str. 224) 1938. Zł. 4.10Kobosko, E. Inż. Instalacje elektryczne prądu silnego
w budynkach ((str. 212) 1938. Zł. 3.60Stańczuk, M. Inż., Kpt. Lampy elektronowe odbiorcze
(str. 75) 1938. Zł. 2.70Stańczuk, M. Kpt., Ini. Radiotechnika w zarysie, cz. I
(str. 253, lit,) 1938. Zł. 6,—Tępa, J Na polskiej antenie (str, 171) 1938. Zł. 4.—Annaltn der Physik. Gefir. 1799. durch T. A. C. Gren
u., foztjjef. durch L, W. Gilberi, J. - C, PogjSendorff, G.u.-E.
Wiedemann, P. Drude, W. Wien, Unter Mitw. der Deutsch.Physikal. Gesellschaft hrsg. von E. Grtineisen u. M. Pianek.Folgę 5. Tom 32, zesz. 5, 1938. cena tomu RM. 26.—
Archiv fur Elektrotechnik. Hrsg, vom Verband deutscherElektrotechtiiker und vom Elektrotechnischen Verein durchH. Miiller. Tom 32, zeszyt 6, RM. 6.50
Blau, M. i Wambacher, H. 2. Mitteilung uber photo-graphische Untersuchungen der schweren Teilchen in derKosmischen Strahlung. EŁnzelbahnein u. Zertrummerungs-sterae. (str. 623—641) 1938. .' RM. 2.—
Demmelmair, A. Die Schwankungein der kosmischenStrahlung nach Ortszeit und mach Sternieit auf dem Hafelekar1936—1937. (str. 643—659) 1938. RM. 1.50
Federhofer, K. Zur Berechnung der Eigenschwingunjjender Kugelschale, Mittlg, 2. (str. 505—514) 1938. RM, 0.65
Fehse, T. Neue Wege zur Erkenntnis in der Elektrizi-tatslehre. Elektr. Feld. elektr. Strom, magnet. Feld. (str.56) 1938. . - ; . - . RM. 2.50
Grimsehl, E. Lehrbuch der Physik zum Gebrauch beimUnterricht neben akademischen Vorlesungea u. zum Selbst-studium. Neuebearb. von R, Tomaschek Tom 2, część 1.Elektromagnetiscbes Feld, Optik 8., zerand. Aufl. (str. 866,rys. 1209) 1938. opr. RM. 26.—
Hillebrand, K. Evolution kosmischer Staubmassen. E_iaBeitrag zur Kosmogonie (str, 291—369) 1938. RM. 5.—
Jahrbuch des Forschungs-Instituts der AllgemeinenElektricitats-Gesellschaft. Tom 5, 1936/37 (str. 172 z rys.)1938. opr. RM. 18.—
Jentschke, W. i Stetter, G. Ueber die bei Streuversuchenmit Polonium-Alpha-Strahlen an schweren Kernen auftre-tenden Teilchen kleiner Reichweite. Mit e. Nach w. vonH. Pettersson u. J. Schintlmeister. (str. 409—420) 1938.
RM. 1.—Leiri, F. Ueber die Gravitation die Lichtątrahlung und
einige andere atomphysikalisohe Verhaltnisse, (str, 45) 1938.Fmk. 30.—
Mache, M. i Moszkowicz, O. Die Parabelbeziehung derunselbstandigen Stromung der Elektrizitat in Luft im Ge-biet niedriger Drucke bei Ionisierung dtirch Strahlem, (.str. -493—504) 1938. RM. .0.80
Petzold, H. Fachzeichenheft fur Elektrotechniker, Er-ganzungszeichnungen u, UebungsaUfgaben unter Verwendungd, Din-Zeichen. Zeszyt 1. 1938. RM. 1.35
Physik, Die, in regelmiissigen Berichten. Im Auftr. d.deutschen Gesellschaft fur techn. Physik e. V. hrsg. vonC. Ramsauer. Schriftl.: R. Swinne. Jahrl. 3 Hefte. Rocznik6, zesz. 3. Der Jg. RM. 24.—
Rundfunk-Gerat, Das, in Handel und Technik. MitFerniseh-Technik Friiher: Der Radio-Markt. Hauptschriiftl.;A. Wolkenhauer. Rocznik 1938. 24 Nr. 11 Juni 1938 (,str, 18).
kwartalnie RM. 1.50Schintlmeister, J. Eine Neubestimmung der Reichweite
der Alphastrahlen des Thoriums. (str. 371—388) 1938.RM. 1.45
Schintlmeister, J. Die Reichweiterwerkurzung von Polo-nium-Alpha-Strahlen bei schiefem Austritt aus dem Pra-parat. (istr. 389—408) 1938. RM. 1.75
Schwarz, K. i Ebster, F. Anlage zur Erzeugung vonElektronen sehr hoher Energie, (str. 515—530) 1938.
RM. 1.50Słeinhduser, F. Die Meteorologie des Soimenblicks.
Część 1, Beitrage zur Hochgebirgsmeteorologie nach Ergeb-nissen 50 ja.hr. Beobaćhtungen des ' Sonnenblickobser-vatoriums, 3106 m. Hr>sg. vom S'onnblick-Verein. (str. 180)1938. RM. 8.—
Vegard, L. Vorgange und Zustande in der Nordlicht-reg:on (str. 23) .1938. . • . . < borw. Kr.i 4.—
Wostrel, J. i Praetz, J. Household eleetrie orefrigeration.... ,sh. 24,—
Zeitschrift fur Astrophysik. Unter Mitw, von..'. . hrsg,von W. Grotrian u. E. v. d. Pahlen. Tom'.16,.2esz.. 1/2, 1938,
, : • . cena- tomu RM. 36.-^-Zeitschrift fur technische Physik, Im Auf ix. der Deut-
schen Gesellsch. ftir techmische Physik.. e. - V,. hrsg.. ,«mC, Ramsauer und H. Rukop. -Schriftl.; R".cSwinne. Rocznik19, Nr, 7, 1938. :;• .-1 -..•;.">• ^.::.-.:>-.i'!• • • . : . . . kwąrtl. RM. 24.T-; pojed. ' n r - ^ S ^
Treść: Wilhelm Hort^-- E.vLau;;Erast Gehrcke zum 60.•Gehurtstage. —. O._H.,BIaum: D.ie Darstellung :v"ow Tschebyt-

746 1938 - PRZEGLĄD TECHNICZNY
scheff — Funktionen beliebigerjous-Figuren. — R. Glocker, B.zelbestimmung von elastischenstrahien III, — W. Gaedcke:ei-ne elektrische Zylinderlinse.nach dem wahren Verlauf derkeii des Auges,
Ordnung mittels der Lissa-Hess u, O. Schaaber: Ein-Spannungen mit Rontgen-
Elektronendruchgang durch— A. Dresler: Zur Fragespektralen Hellempfindlich-
III. KOLEJNICTWO. — LOTNICTWO. •AUTOMOBILIZM.
Halewski, T. Dr. O system prawa lotniczego (str. 70]1938. Zł. 1.50
Podoski, J. Inż. Rola i potrzeby komunikacji znaczeniamiejscowego dla racjonalnego rozwiązania ogólnego pro-gramu komunikacyjnego- w Polsce (str. 40). Zł. 3.—
Wilczyński, H. Gdy silnik zgaśnie, (str. 183) 1938.Zł. 2.50
Ernst, E. Oberflachenbehandlung unverkleideter Beton-u. Eisenbetonbauten. Nach e. Vortrag. (str. 25) 1938.
RM. 1.60Kałser, O. Konstenrechnerische Grundlagen und Selbst-
kostenrechnung in Personenbeforderungsbetrieben desStrassenverkehrs. Unter besonderer Beriicksichtigung vonStrassenbahnbetrieben. (str. 119, ry. 17) 1938. RM. 9.60
Kraiłqaelle bei Triebwagen-Kleinlokomotiven. Kraft-fahrzeuge, Abschaitt 3 zu den Lehrstoffheften m, .7, m, 9,m . l l , (str. 118 rys. 58) 1938. RM. 1.10
Organ fiir Forłschritte des Eisenbahnwesens, Tecłin.Fachblatt des Vereins mitteleuropaischer Eisenbahnver,wal-tungen, Hrsg.: H. Uebelacker. Rocznik 93 zesz. 13. 1938.
kwartalnie RM. 18.—Otto, G. Entwurf und Berechimng von Flugzeugen. Tom
3, Leitwerk. (str. 87 rys. 87) 1938. RM. 3.50Schiffbau. Schiffahrt und Hafenbau. Amtliches Mittei-
lungsblatt der Schiffsbautechnischen Gesellschaft, Berlin,u. d, Archivs fiir Schiffbau u. Schiffahrt, Hamburg. MitMitteil. d. Preuss. Versuchsanst. f. Wasserbau u. Schiffbau,Berlin, Mit Beitragen d. Scbiffbautecłmischen Versuchs-anstalt, Wien, Chefred.: Schiitte u. E. Zenner. Rocznik 39,zesz 13, 14, 1938. kwart. RM. 10.—; pojed. zesz. 1.50
Schmidt, U. i Baudach, W. Signaliibertragung auf zuuberholende Kraftfahrzeuge. (>str. 4) 1938. RM. 0.75
La technique modernę (bimens.). — ler mai 1938. —Les moteurs d aviation a huile lour.de, — Les fours electri-ques a resistance, — Le reservoir de Pannesiere-Chau-mard. — L'ingenieur devant le nouveau langage des chi-mistes: quelques reflexions sur les modifications recentesde la nomenclature, — Biographie des laureats du prixNobel de chimie en 1937, — 15 mai (le nr, 13 fr. 50). —L'usinage des elements de moteurs d aviation, — Le reglagede la tension et sa realisation par le regulateur a noyauxtornants, — Le moteur Diesel rapide. — Quelques emploisspeciaux du plomb dans le batiment. — Les fontes moder-nes: les possibilites qu'elles offrent a l"industrie et notam-meiit a la construction mecaniique. — ler juin.. — Valeurcomparee du moteur Diesel et du moteur a explosion enaeronautiąue, — Generatrices a courant continu homopo-laires a forte itttensite: applicatioas a 1'electrochimie eta l'electrometallurgie. — L'autoroute de 1'ouest de Paris;le tunnel de Saint-Cloud. L'ouvrage d'embranchement. —-Un aouvel emploi du radium: 1'analyse des gaz et sesapplications industrielles. — Biographie de M, C-J. Da-visson, — 15 juin. — La mesure de haute precision et lesConservatoire national des Arts et Metiers, — Etude desbesoins de 1'industrie modernę: le laboratoire dessais duturbo-machines axiales [pompes, turbines, yentilateurs, com-presseuns): calcul des interactions des ailes. — Les maohiiiesa vapeur alternatives modernes: leur utilisation dans leisdifferentes branches de Pindustrie, — Le pont de HaccourtSUT le canal Albert. — ler juillet (le nr, 13 fr. 50). — Lasituation actuelle de l'industrie francaise: les industries•rnecaniques et le probleme de l'exportation, —• L'usinagedes elćments de moteurs d'aviation. — La corrosion, desmetaux: ses maniifestations, ses origines, les moyens del'źfudier et de la. combattre. — Le moteur Diesel rapide(suitę). — Metaux et alliages pour emplois aux tempera-tures ślevees, — Tendances et proges en. soudure a l'arc eten .soudure par rćsistance. — Reflexions d'un ingśnieur del'automobile sur les fabrications d'aviation pour l'arm«e. —Biographie des prix Nobel de physique en. 1936 et 1937. —15. juillet. — Le cobalt .et ses alliages: leurs applicatiomsdaiis les industries ihecaiiiąues et ślectriques.— La therina-
lummescence: son application a I'examen des mineraux. —Interet de l'emploi des ferro-nickels pour la realisatioades relais sensibles et fideles. — La defense passive: ladefense passive contre la guerre chimique. — Les basesd'etude du masąue dans la protection individtielle filtrante.Les instalatiotas de protection contre les gaz a l'interieurdes abris. Le charbon actif element fondamental de laprotection contre les gaz de combat. La protection collectivedans 1'industrie; l'abri de defense passive „Messine". Unabri pour 150 personnes dans un etablissement classe de laregion parisienme.
Prenumerata roczna Fr. fr. 246.—Thum, A. Querbriiche an Kardanwellen und Behebung
ihrer Ursachen. (str. 8 z rys.) 1938. RM. 1.—Triebwagen - Triebwagendienst, Elektrische Triebwagen
mit Stromzufiihrung. (str. 83, rys. 11) 1938. RM, 0.80
IV. MECHANIKA. — MASZYNOZNAWSTWO.
Badanie Koła Parowego. (Laboratorium Maszyn Ciep-lnych) (str. 15) 1938. Zł. 0.80
Korewa-Borowicz. Prof. Dr., Inż. Łożyska maszyn wiru-jących str. 88) 1938. Zł, 3.—
(iodlewski, L. Inż. Lokomobila rolnicza (str. 42) 1938.Zł, 0,90
Szupp, B. Inż. Podręcznik spawania acetylenowego. Cz,I: Materiały i urządzenia (str. 141. 5.—
Scislo, J. Ślusarz maszynowy (str. 63) 1938. Zł. 2.—Abhandlungen Wissenschaftlićhe, der Deufschen Material-
priifungsanstatten. I Folgę, zesz. 1 Baustoffe umd ihre Prii-fung. Hrsg. vom Prasidenten d, Staatlichen Material-pnifungsamts Berlin—Dahlem. (str. 106, rys. 110) 1938.
RM. 12.60Treść: Die Bauten der Deutschen. — Behaindlung von
Fragen der Bodenmechanik unter grenz- und allgemein-wissenschaftlichen Gesichtspunkten. — Die Blasenbildungin Asphaltbelagen, — Vom Kriechen des Betons unterDauerspannungen. — Zeitgemasse Verwemdungsgebiete undGiitesteigerung des Betonsteins. — Tragfahigkeit von inBetonklótzen veraukertem dicken Rundeisen. — Die Bestim-mung des Mischungsverhaltnisse und Bindemittelgehaltesvon Zement- Mórtel und Beton. — Normumg chemischerPriifungen auf dem Gebiet der anorganischen Baustoffe, —Ziegel-Miirtel-Mauerwerk. — Geologe und Ingenieur bei dertechniischen Gesteinsprufuing. — Uber einige Faktoren, wel-che die Ergebnisse der Prufung von Glas auf mechamischemWege beeinflussen. — Ueber das Verhalten von Steiimholzund ahnlich zusammengesetzein Massen gegeniiber Bau-stoffen umd Metallen. — Ueber einige durch Verwendungungeeigneter Kittmasseo aufgetretene Schadensfalle.
Abstecken, Das, von Bogenweichen und Bogenkreuzungen.rlilfsheft h. 502. (str. 105, rys. 56) 1938. RM. 1.80
Bartsch, W. Schweisstechnik. Brief 1. (str. 22 z rys.) 1938.RM. 0.90
Bieske, E. Rohrbrunnen. 2 wydanie, (str. 328, rys. 243)1938. opr. RM. 14.—
Treść: Rohrbrumnen und Keśselbrunnen. — Die "yer\yen-dungsgebiete des Roihrbrurmens. — Eińiges aus der Hydro-logie.— Die Herstellung des Rohrbrumnens. — Die wich-tigsten Rohrbrunlnieni - Ausfuhrungeii. — Flachspiegelbrun-aen, Tiefspiegelbrunmen und iiberlaufende ^runnein. Di"eBestimmung des Rphrpunktes vom Rohrbrunnen. — DieHauptabmessungen des Rohrbruninens. — Die Ausbildungder Einzelteile des Rohrbrunnenis. — Korros;onserscheinun-gen an Brunnenrohren und Brumnienfiltern. — Die wichtig-sten Brunnemfilterausfiihrungen. — Der Pumpversuch. —Die Umtersuchung und Beurteiluing des Wassers. — Artesi-sćhe Brunnen. — Der Rohrbrumnen im Dienste des Luft-schutzes. — Ro hrbruanenhygiene. — Ausgefuhrte Róhr-brunnemanlagen, — Die Unterhaltung und Instaindsetzungvon Rohrbrunnen. — Die Vergebung von Rohrbrunnan-auftragen.
Cammerer, J. Der Warme und Kalteschutz in. der In-dustrie, (str. 315) 1938. opr. RM. 28.—
Treść: Die Grundlagen der Warme und Kalteschutz-technik. — Die Berechnumg und Anwendung des Warme undKaltesohutzes im der Industrie.
Hilbert, M. Stanzereitechnik, Tom 1, Schneidende Werk-zeuge, . Arbeitsplane, Entwurf u, Herstellen d, Werkzeuge.Maschinen zum Schneiden, Kalkulation v. Werkzeugen u.Schnitteilen (,str. 283, rys. 216) 1938. RM. 6.50; opr. 7.80
Huber, L, i Eiberger, J. Frischolschmierung: beim Plenel-Gleitlager. — P, Riekert u. H-. Ernśt; Untersuohunjgen' an

PRZEGLĄD TECHNICZNY — 1938 _ 749
Fahrzeugdieselmotoren. — L. Bisang: Untersuchung der Aus-strahlung des Verbrennungsraumes schnellaufender Diesel u.Ottomotoren (str. 41 z rys.) 1938. RM. 5.—
Jordan, F. Antriebe mit Druckluftsteuerung (str, 5 z Tys.)1938. RM. 1.—
Kneule, F. Beitrag zur Erforschung des Verbreri.nurigs-vorganges im scbnellaufenden Dieselmotor, (str. 20 z rys.)1938. RM. 2.—
Lóhberg, K. i Schmidt, W. Die Eisenecke des SystemsEisen-Alumiinium-Kohlenistoff (str, 8 z rys.) 1938.
RM. 0.96Niederstrasser: Leitfaden fiir den Dampflokomotivdienst.
(str. 508, rys. 345) 1938. opr. RM. 8.50Pfender, M. Das Verhalten der Werkstoffe bei behinderter
Verf6rmungsm6glichkeit. (str. 12 z rys.) 1938, RM. 1.44Pfleiderer, C. Yorausbestimmung der Kennlinien schnel-
liiufiiger Kreiselpumpen. (str. 45) 1938. RM. 5.—Spiith, W. Physik der mechanischen Werkstoffpriifung.
(str. 189, rys. 84) 1938. RM. 12.80; opr. 14.60Tamm, W. Die Grundlagen der Raumkuhlung. (str. 80)
1938. RM. 9.60Treść: Das J-x-Diagramm fiir feuohte Luft. — Die Luft-
bewegung im Kiihlraum. — Die Zustandsanderung feuchterLuft beim Durchstromert eiines mit Kiihlgut belegten Ka-nals. — Die Zustandsanderung feucbter Luft in gekiihltenRaumen, — Die Zustandsanderunig feuchter Luft im Luft-kiihler. — Der Kreisprozess der Luft. — Die Beeinflussungdes Luftzustandes. — Die Anwendung der Regelverfahren.
Turnwald, H. Das Normensystem im Pressformenbau, 1938.RM. 60.—
Vermessungskunde. Lehrstoffheft i. 2, (str. 104, irys. 47)1938. RM. 1.20
Vorschriften, Technische, und Richtlinien fiir die Ein-nchtung von Niederdruckgesanlagen in Gebauden und Grund-stticken. Deutscher Verein von Gas- und Wasserfachmannarnć. V. DVGW-TVR Gas. (str. 54 z rys.) 1938.
RM. 1.20; opr. 1.80Wassileff, D. Austauschbare Querpressitze, (str. 29). 1938.
RM. 5.—
V. GÓRNICTWO. — HUTNICTWO. METALURGIA. —GEOLOGIA. — MINERALOGIA.
Konstruktor a Odlewnik. Praca zbiorowa poi redakcjąInż. K, Gierdziejewskieźo (str. 189 plus 1 tabl.J 1938. '
Zł. 5.—; opr. 6.—' Esser, H., Eilender, W. i Piitz, E. Die Wa-rmeleitfahigkeit
von technisch rein-em Eisen und verschiedenen Stahlen. (str.4 z rys.) 1938. RM. 0.24
Gefiigebilder von Słahl und Roheisen. Zusammengestelltu. hersg, vom Forschungsinstitut Dortmiwid der Kohle undEiseniorsehung. (str. 13, rys, 52) 1937 RM. 3,60
Havre, H. Concentration des minerais par flottation.Illustr. ' Fr. Fr. 180.—
Henglein, M. Repertorium zum Neuen Jahrbuch u, Cen-tralblatt fur Minerał., Geol. u. Palaomtol. f. 1930—1935.
RM, 41 —Hoff, H. Aluminium als Oberflachenschutz fiir Stahl. (str.
4 z rys.) 1938. RM. 0.48Jahrbuch, Neties, fiir Mineralogie, Geologie u. Paldon-
tologie. Beil.-Bde Abhandlungen. Abt, A. Mineralogie u. Pe-trographie, Tom 74. zesz. 1. • .-.- RM. 22.20
— do — Referate. Część 1. Krretallographie, Mineralogie.Rocznik 1938. zesz. 3, RM. 16.—
— do — Referate, Część 2. Allg, Geologie, Petrographie,Lagerstattemkunde. Roczn. 1938, zesz. 3. RM. 11.20
—> do — Część 3. Hist. u. regionale Geologie, Palaonto-lo,gie. Rocznik 1938, zesz. 3. RM. 19.80
Kirsch, G. Geomechanik. Entwurf zu einer Physik derErdgesohichte. (str. 151, rys. 43) 1938. RM. 14.80; opr. 16.—
Treść: Zur Problemstellung. — Ueber das Erdinnere. —Qualitative Geomechanik der oberflachenmahen Vorgange. •—Quantitative Geomechanik. — Anhan^; Sonne, Mond undSterme.
Klingner, F. Geologischer Bau und Mineralschatze derdeutschen Kolonien, zugleich Fiihrer durch die Kolonial-Aus-stellung d. Preuss. Geol. Landesanstali, (str. 62) 1938.
RM. 0.30Kluke, R, Emfluss von Manganzusatzem bis 20% auf Ge-
Fiige und Eigenschaften von Gusslegierungen mit 30% Cr.(str. 4 z rys.) 1938. RM. 0.48
Lennings, W. Erschmelzen von Thomasroheisen im Hoch-Jen mit seurer Schlackenfiihrung aus • eisenarmen:- deutschenErzen, (str, 8) 1938. RM. 0.96
Noe-Nygaard, A. Die palaeozoischen Eruptivgesteine vonCammimig-Land; (str, 153) 1937. dan. Kr. 8.50
Petersen, W. La Flottation,Treść: Introduction. Definitioms. Historiąue, — Machines
de flottation. Geaieralies. Machines a agitateurs. Machinesa air force. Appareils accessoires. Dispositioms des machinesde flottation dans les usines. — Thóorie de la flottatiornMolecules et cristaux. Arrangement des atomes dans lamolecule. Polarite des molecules. Cristaux. Les phases dansla flottation. La chimie des colloides en flottation. La pulpęcoinsideree cómme systeme disperse, Les tensions super-ficielles. Actions reoiproąues entre surfaces lunites. L'anglede contact en flottation. L'adsorption sur les surfaces limitesliquides-gaz. Modifications des temsions et orienłatioai desmolecules superficielles. Formation de l'ecume. La variationdes tensions .superficielles sur les surfaces nróerales en flot-tation. L'adsorption au contact des surfaces limites solide-liąuide. Charges electriąues sur les surfaces limites. Flo-culatóon et dispersion. La chimie et la flottation. Adsorptionet reactions chimiques. La loi d'action de maisise. La disso-ciaton des electrolytes. La solubilitś. La formaticn de com-binaisons complexes. La co:ncemration des ions d'hydro^ene,Les phónomenes physiques en flottaŁion. Influemce de latemperaturę.. La grosseur de grains en flottation. La grosseurdes bulles d'ecume. Modification de 1'aptitude au mouillagedes surfaces des mineraux. Mesure des aogles de cointact. Lavitesse et la modificaitkm du mouillage. — Peactifs de flotta-tion. Classification des reactifs de flottation. Emploi desreactifs de flottation. Ecumants, Collecturs. Huiles collec-trices. Reactifs de flottation regulateurs. Reactifs de depres-sion, d'activation, renforcateurs, Pokons de la flottation. Con-trepoisons. — Flottation des mineaur. Metaux natifs. Mine-rais' sulfures. Minerais oxydes. M'neraux autres que - desminerais (non minerais). Mmera'ux polaires, non polaires". —•Appendice. Formules de structure des reactits de flottation,Numerotation alleman.de et anglaiise des tamis. Cout desinstallations et du traiterneut Bibliographi.e.(str. 379) 1938. Fr, Fr. 135.—
Weigt, E. Duplexofen der BauartMevag-Weigl. (str. 9z rys.) 1938.
W.llems, T. Neuartige Beschi:kungsvorri:htung furOefen zur Bestknmung des Sauerstotfs im Eisen nach demHeissextraktionsverfahren (str. 2 z rys,) 1938. RM. 0.24
VI. CHEMIA. — TECHNOLOGIA CHEMICZNA.
Baute, M. Nauka o wyrobie tkanin, I Dodatek: Chemicz-ne czyszczenie garderoby i tkania. Czyszczenie w zakładziekrawieckim — ręczne; czyszczenie w pralni chemicznej —maszynowe, (str. 25, rys. 12) 1938. Zł. 2.50
— II Dodatek. Tkactwo naprawkowe. Ilustrowana na-uka artystyczaego cerowania, (str. 19 rys. 26) 1938.
Zł. 2.50Grabowski, C. Prof., Inż. Podstawy hydromechaniki prze-
mysłu chemicznego (str. 86) 1938. • Zł. 3.—Przy tulski, E. Inż. Jak wyrabiać mydło (str. 60) 1939.
Zł. 2.—Renc, A. Dr. Jak badać farby malarskie (str. 102) 1938.
1.10Smith-Kendall. Chemia nieorganiczna (str. 848).
Zł. 25.—Abhandlungefi, Gesammelte, des Kaiser-Wilhelm-Insti'
tuts fiir Lederforschung in Dresden- Dir.: W. Grassmann.V Tom. 1933—1936 (str. 448J 1937. opr. RM. 42.—
Abraham, H. Asphalts aind allied substamces. sh. 60.—Arends, G. i Arends, J. Die Tabletteinfabrikation und
ihre maschinellen Hillfsmittel. (str, 219) 1938.opr. RM. 12 —
Ausziige aus der Literatur der Zellstoff-, Papier- undKunstseidenerzeugung. 1937. Verein der Zellstoff- u. Papier-Chemiker u. Ingenieure, (str. 20) 1938. RM. 3.50
Axmacher, F. Allgemeine Pharmakologie. Ein Grujid-riss f. Aerzte u. Studierende. (str. 189, rys. 32) 1938.
RM. 9.60; OPT, 10.80Bailey, K. The retardation of chemical reaction.
DoJl. 8.—Beard, M. A history of the business mam. Dol, p21,—^Cox, H. The chemical analysis of foods. sh. 21.—Crowther, J. About petroleum. sh. 7.6
(str. 183, rys. 11) 1938. RM. 8.—; opr. 9.80Funk, H. Die Darstellung der Metalle im Laboratorium,Fussteig, R: VeredluMig der Crackbeiizine. (str. 73) 1938.
RM, 6,80

750 1938 — PRZEGLĄD TECHNICZNY
Gerhardt, H. i Hófner, A- Deutsche Roh- und Werk-stoffe. E:n Lehr- und Lesebuch f. jedermanin. (str. 361i rys.) 1938. opr, RM. 6.50
Gilman, H. Organie chemistry. Vol. 1. Dol. 7.50Gregory, E. i Sterenson, W. Chemical analysis of metals
and alloys. Dol. 6.—Hahn, A. Grumdzuge der Lehre vom Stoffwechsel utnd
der Ernahnmg. (str. 68, rys. 1) 1938. RM. 4.—Hawkins, J. Opium; addicts and additions. Dol. 2.50Heinze, R., Marier, M i Welz, H. Selektive Losungs-
mittel 2ur Herstellung von Dieselkraflstoffem aus Braun-kohlenschwelteeren. — R. Heiiaze u. M. Marder: Bestim-mung der Zundwilligkeit von Dieselkraftstoffen im Labora-torium, (str, 21 z rys.) 1938. RM. 2.25
Hoffmann, J. Lichtchemische Veratiderungen bei Phos-phorverbindungen. und Phosphatschmelzen. (str. 421—430)1938. RM. 0.95
Hyde, H. i Nułtall, G. Air defence and the civil popu-lation. sh. 3.6
Journal fiir prakłische Chemie. Gegr. von O. L. Erd-mann, fortges. von H. Kolbe u. E. v.' Meyer. Hrsg, vonJ. Bredt, A. Darapsky u. a. Geschaftsf. Hrsg.: B. Rassow.N. F. Tom 151, zesz. 2—3. 1938. cena tomu RM. 15.—
Keppeler, G. i Wiese, K. Der Schwefelgehalt von Torfund Torfkoks. (str. 3 z rys. 1938. RM, 0.36
Kolzow, H. Von der Abwasserbeseitigung zur Abwasser-verwertung. (str. 27—59 z rys.) 1938. RM. 0.90
Missbach, A. Die deutschen Spinnstoffe (Wolle, Flachs,Hanf, Seide, Kunstseide und Zellwolle), ihre Gewinnung,ihre wirtschaftl. Bedeutung und ihre Bewirtschaftung. (str.188) 1938. opr, RM. 3.85
Niehen, N. i Hartelius, V. Wuchsstoffwirkung derAminosauren. 1. Untersuchungen tiber d. Wuchsstoffwir-kung d. Ammosauren gegenuber Hefe. (str. 249—265) 1938.
dan. Kr. 0.80Oesper, R. Newer methods of volumetric analysis. Illustr.
Dol. 3,75Pertz, H. Ueber die Radioaktivitat von Quellwassern.
(str. 611—622) 1938. RM. 1.—Reilly, J. Explosives, matches and firework. sh. 7.6Rwoire, R. La science des hormones, Illustr,
Fr. fr. 30.—Schulze, F. Lehrversuche mit Fasern und Geweben.
(str, 56) 1938. RM, 2.~Stillwell, C, Crystal chemistry. sh. 25.—Tabellen der Reagenzien fiir anorganische Analyse.
Erster Bericht der „Internationallen Kommission f. neueanalytische Reaktionen u. Reagenzien" der „Union inter-nationale de Chimie". Mitarb.: C, J. van Nieuwenburg u, a.(str, 409) 1938, RM. 34.—; opr. 36.—
Treadwell, W. Tabellen und Vorschriften rur quanti-iativen Analyse. Gravimetrie, Elektroanalyse, Probierkunded. Edelmetalle u, Gasanalyse. (str. 283, rys. 126) 1938.
opr. RM. 12.—Weher, K. Inhibitorwkkungen. Eine Darst. d. neg.ativen
Katalyse in Losungen. (str. 191, rys. 32) 1938.RM. 16.60; opr. 18.20
Weygand, C. Organisch-Chemische Experimentierkunst.(str. 772, rys, 265) 1938. kart. RM. 43.20; opr. 45.—
Treść: Materialien und Operationen. — Reaktionen (Ein-leitung und Ueberblick. — Die Herstellung der Kohlenstoff-Wasserstoffbindungen. — Die Herstellung der Kohlenstoff-Halogenbindungen. — Die Herstellung der Kohlenstoff-Sauerstoffbindungen. — Die Lósung der Kohlenstoff-Sauer-stoffbindungen. — Die Herstellung der Kohlenstoffbindun-gen. des dreiwertigen Stickstoffs. — Die Losung der Kohlen-stoff-Stickstoffbaidungan — Die Herstellung der Kohlen-stoffbindungen des fiinfwertigem Stickstoffs. — Die Kohlen-stoffbindungen des zweiwertigen Schwefels. — Die Kohlen-stoffverbindungen des sechswertigen Schwefels. — Die Her-stellung der Kohlenstoff Mehrfachbindungen am Geriist, —Die Neubildung der Kohlenstoff-Kohlenstoffbindungen. —Die Losung der Kohilenstoff-Kohlenstoffbindungen. — DieUmlagerung der Kohlenstoffverbindungen mit Ausnahme dersteriohen. Chemische und physikalische Kennzeichnung(Chemische Analyse. — Physikalische Kennzeichnung). —Sachverzeichnis.
Wild, G. Spektralanlytische Untersuchungen von Fluori-ten. (str. 479—492) 1938. RM. 0.90
Zeiłschrifł fiir analytische Chemie. Begr. von R, Frese-nius, Hrsg. von R. Fresenius, Tom 113, zesz. 1/2. 1938.
cena tomu RM. 24.—Zeitschrift fiir anorganische und allgemeine Chemie- Ge-
griindet von G. Kruss Unter Mitw. von . . . hrsg. von G.Tamman u, W. Biltz. (Tom 237, zesz. 3—4. Tom 238, zesz. 1,2—3. 1938. cena tomu RM. 20.—
Zeitschrift fiir wissenschaftliche Photographie, Photo-physik und Photochemie. Unter Mitw, befreund. Fachge-nossen insbes. von H, Kayser hrsg, von K, Schaum. Tom.37, zesz. 6. 1938. . cena tomu RM. 24.—
VII. MATEMATYKA. — ASTRONOMIA.
Weigel, K. Prof. Geodezja (Miernictwo) (str. 468) 1938.Zł. 10.—
Żyliński, E. Prof. Geometria analityczna (str 386) 1938.Zł. 9.—
Meyer S. Ueber das ,,Alter" der Sonne, iiber die Zer-fallkonstante des Actinurans und iiber die Mengenverhalt-nisse Blei zu Thor zu Uran auf der Erde, (str. 175—197)1937. RM. 1.70
Monatshefte fiir Mathematik und Physik. Tom 46, ze-szyt 3. RM. 14.—
Perron, O. Ueber die Lagę eines singularen Punktes aufdem Konvergenzkreis, (slr. 169—181). RM. —.80
Przybyllok, E. Photographische Helligkeiten von 275Plejadensternen. (str. 17) 1938. RJVi. 2.—
Sterne, Die Monatsschrift iiber alle Gebiete der Himmels-kunde. Gegriindet von R. Henseling. Mit Unterstiitzung derUniversitats-Sternwarte Berlin — Babelsberg, des Astron.Recheninstituts Berlin — Dahlem und des Astrophysik. Ob-servatoriums Potsdam und unter Mitw. von C. Hoffmeister.H. v. Kluber u. G. Stracke hrsg. von R. Muller u. H. Schnel-ler. Rocznik 18, zeszyt 4. 1938. Halbj. RM. 5.—
Thomas, O. Astronomie. Talsachen u. ProblemąF41.—15.Tsd. (str. 584), 1938. RM. 3.80; opr. 4.80
Veronnet, A. Constitution physique des etoiles.fr. Fr. 40.—
Volterra, V., i Hostinsky, B. Operations infinitesimaleslineaires. fr. Fr. 8.—
Wangh, A- E. Elements of statistical method. sh. 21.—Beobachtungen der Anhaltssterne des Kataloges der
Astronomischen Gesellschaft. Tl. 1. Zone + 20° bis +35° u. Zusatzprogramm. Von J. Hopmann. W. Schaiub u.B. Sticker. Tl. 2. Zońe + 35° bis + 45°. Von B. Sticker.(str. 78) 1938. RM. 4 —
Brauner, if. Ueber eime Krummungseigenschaft von Man-nigfaltigkeit der Klasse Eins. (str. 557—565). 1938.
RM. 0.65Dinghas, A. Ueber dar Phragmen-Lindelófsche Prinzip
und einige andere verwandte Satze. (str. 20) 1938.RM. 1.—
Erdetyi, A. Beitrag zur Theorie der konfluenten hyper-geometrischen Funktionen von mehreren Veranderlichen(str. 431—467) 1938. RM. 2.40
Erdelyi, A, Inhomogene Saiten mit parabolischer Dichte-verteiung (str. 589—604) 1938. RM. 1.—
Fenchel, W. i Jessen, B. Mengenfunktionen und kon-vexe Korper (str. 31) 1938. dan. Kr. 1.50
Fortschritte der Astronomie. Hrsg. von der Astrono-mischen Gesellschaft. Red.: P. ten Bruppencate. Tom 1.Materie im interstellaren Raum. Von W. Becker. (s(tr. 78)1938, RM. 7,50
Treść: Die Dunkelwolken. — Die allgemeine interstellareAbsorption ininerhalb der Milchstrasse. — Die Selektivitatder interstellaren Absorption. — Die optische optische Dickeder galaktischen Absorptionsschicht. — Das Wellenlangen-gesetz der Selektivitat der interstellaren Absorption.
Graff K. Visuelle Farbanexzesse heller Sterne im Cassio-peiia-Gebiet. (str. 605—610) 1938. RM. 0.40
Hussmann, A. Rechnerische Verfahren zur harmonischenAnalyse und Synthese, mit Schablonen fiir eine Rechnungmit 12, 24, 36 u. 72 Ordinaten (str: 28, rys, 24) 1938.
opr. RM. 9.60
Administracja czynna od godz. 9 do 16. Redaktor odp. Inż. M. Thujutt.
Druk»rnia Technicim, Bp', i k c , War»z»wa. Gsacklejo 3/fi, tel. tiH-6? 1 277-0&.