Przedruk wzbroniony. PRZEGLĄD TECHNICZNYbcpw.bg.pw.edu.pl/Content/3670/23pt1929_nr_19.pdf ·...
18
Przedruk wzbroniony. Nr. 19. Warszawa, 8 maja 1929 r. Tom LXVII. PRZEGLĄD TECHNICZNY TYGODNIK POŚWI CONY SPRAWOM TECHNIKI I PRZEMYSŁU. TREŚC . Konstrukcja a t e o r j a w b u d o w i e maszyn, nap. Dr. Inż, W. Borowicz, Profesor Politechniki Lwowskiej. Plamistość i ogniotrwałość stali narz d z i o w y[c h, nap. Inż. Ł Dr. Wt. Wrażej. Racjonalizacja przez zwi kszenie pr dko ści wytwarzania, nap. Inż. E. Hauswald, Prof Politechniki Lwowskiej. Przegl d pi/m technicznych. SOMMAIRE: L'influence des r e c h e r c.h es t h e.o r i q^u e s et experimentales sur le progres de la construction des machin s, par M. W. Bo rowicz, Professeur a 1'Ecole Polytechni ue de Lwów. Resistance aux hautes temperatur des aciers aux outils, par Mr. Wt, Wrażej) Dr.j Ingenieur. R a t i o n a l i s a t i o n de la production strielle par 1'augmenta.tion d e 1 a v i t/e s sede production, par M. E. Hauswald, Pryofes stur a 1'Eoole Polytechni ue de Lwdw." Revue documentaire. ^., , onstr;iik:qa a teorja w budowie maszyrW Napisał Dr, Inż. W Borowicz, Profesor Politechniki Lwowskiej. zasy, w których budowano maszyny parowe 0 słupach z kapitelami architektonicznemi 1 ornamentami gotyckiemi, min ły bezpo wrotnie. Min ł bezpowrotnie również typ konstruk tora, odnosz cego si z niech ci do wszelkich obli czeń, a kreśl cego wprawnie, powiem jednym tchem cał maszyn , Gdy mu brakowało odwagi w wy borze odpowiedniego elementu maszynowego, nie brał do r ki zeszytu do obliczeń, lecz si gał po róg poły swego wytartego surduta i wedle niej określał na ,,oko" grubość ścianki cylindra lub średnic wa łu. Kto był w Niemczech, zapewne słyszał termin techniczny , ,Rockzipfelkonstruktion". Gdy stary Schwartzkopff (założyciel obecnej fabryki Maffei Schwartzkopff w Berlinie) oprowa dzał swego gościa po fabryce i otwierał drzwi do biura konstrukcyjnego, mawiał z dum : ,,Und hier sind meine Malersch". I miał racj , konstruktor starej daty był rzeczywiście tylko malarzem swe go rodzaju. Czasy si zmieniaj . Róg poły surduta przesta je być uniwersalnym narz dziem w r ku konstruk tora. Przychodz mu z pomoc różni autorzy i wy daj podr czniki, satyrycznie określane jako ksi żki kucharskie w rodzaju Haedera, zawieraj ce a i w wszelkich przepisów, jak wybrn ć z opresji w wal ce z t nienawistn teorj , która gwałtem si wdzie ra na ciche podwórko konstrukcyjne i miota tak niezrozumiałemi wyrazami, jak moment bezwład ności, entropja, współbrzmienie, znużenie materja łu, a walczy tak przykremi narz dziami, jak całka, wektor i suwak logarytmiczny. Technika idzie przebój em.W przeci gu ostat nich lat trzydziestu budowa maszyn zrobiła ogrom ne post py. Śmiało rzec można, że pochód jej jest tryumfalny. Sny fantastyczne ludzi obdarzonych bujn wyobraźni znalazły urzeczywistnienie, i każ dy niemal tydzień przynoś^ nam wiadomości o uda niu si tej lub innej śmiałej maszyny. Czy wobec tego typ wspomnianego konstrukto *) Referat wygłoszony na IH m Zjeździe Inż. Mecha ników Polskich w marcu r. b, ra nie jest skazany na wymarcie? Staje na jego miejsce inna siła, młoda, zaopatrzona w niezb dn wiedz z zakresu matematyki, termodynamiki, me chaniki, wytrzymałości i technologji materjałów. Nieraz wymagania, którym musi odpowiadać obec nie konstruktor, tak si pi trz , że jedna osoba nie może im podołać. Wtedy prace konstruktora roz kłada si na szereg osób — specjalistów, Nadzwy czaj słuszne s słowa Prot. Mierzejewskiego J J: ,,Dla szerokiego ogółu projekt skomplikowanej ma szyny lub budowli inżynierskiej wydaje si być wy nikiem syzyfowych obliczeń, przezwyci żeniem sze regu zasadniczych trudności". Prawda, że długi szereg trudności trzeba prze zwyci żyć, ale obliczenia nie s „syzyfowemi", wy chodzimy z tego zmagania si obronn r k i mo żemy poszczycić si wcale niezłemi wynikami. Ja ko przykład takiego nieustannego „zmagania", chc przytoczyć konstrukcj turbin parowych. W tym przypadku szczególnie jaskrawo przedsta wia si wzajemne oddziaływanie teorji i konstru kcji; z tego powodu zamierzam nieco dłużej zatrzy mać si nad tym przykładem. Nie b dzie chyba przesad , gdy powiem, że w turbinie parowej niema cz ści, któr można by łoby skonstruować naoślep, bez udania si do obli czeń. Zaczn od o b l i c z e ń t e r m o d y n a m i c z nych. Ile to pracy przygotowawczej włożyli te oretycy, ile doświadczeń musieli wykonać, zanim zbadali dysz i kierownic , któr dziś konstruktor oblicza w kilka minut? Pi tnaście lat budowali kon struktorzy turbiny parowe prawie bez obliczeń ter modynamicznych, nim Mollier w roku 1906 nie wy dał swych wykresów i — s, które dały możność po stawienia turbin parowych na fundamentach ści słej wiedzy. Pomimo tych znacznych udogodnień, obliczenia termodynamiczne turbin s tak obszerne, że w wytwórniach nowoczesnych wydzielono je z biura konstrukcyjnego i przeniesiono do specjalne go biura obliczeń, gdzie ustalane s główne wymia ry, mianowicie ilość stopni, ich średnice, wymiary 1 ) Przegl d Techniczny, 1928, str. 1031,
Transcript of Przedruk wzbroniony. PRZEGLĄD TECHNICZNYbcpw.bg.pw.edu.pl/Content/3670/23pt1929_nr_19.pdf ·...

Przedruk wzbroniony.Nr. 19. Warszawa, 8 maja 1929 r. Tom LXVII.
PRZEGLĄD TECHNICZNYTYGODNIK POŚWIĘCONY SPRAWOM TECHNIKI I PRZEMYSŁU.
TREŚC-.
K o n s t r u k c j a a t e o r j a w b u d o w i e m a s z y n , nap.Dr. Inż, W. Borowicz, Profesor Politechniki Lwowskiej.
P l a m i s t o ś ć i o g n i o t r w a ł o ś ć s t a l i n a r z ę d z i o-w y[c h, nap. Inż. Ł Dr. Wt. Wrażej .
R a c j o n a l i z a c j a p r z e z z w i ę k s z e n i e p r ę d k o -ś c i w y t w a r z a n i a , nap. Inż. E. Hauswald, ProfPolitechniki Lwowskiej.
P r z e g l ą d p i / m t e c h n i c z n y c h .
SOMMAIRE:L ' i n f l u e n c e d e s r e c h e r c.h e s t h e.o r i q^u e s e t
e x p e r i m e n t a l e s s u r l e p r o g r e s d e l ac o n s t r u c t i o n d e s m a c h i n ę s, par M. W . Bo-rowicz, Professeur a 1'Ecole Polytechniąue de Lwów.
R e s i s t a n c e a u x h a u t e s t e m p e r a t u r ę d e sa c i e r s a u x o u t i l s , p a r Mr. Wt, Wrażej) Dr.jIngenieur.
R a t i o n a l i s a t i o n d e l a p r o d u c t i o ns t r i e l l e p a r 1 ' a u g m e n t a . t i o n d e 1 a v i t/e s-s e d e p r o d u c t i o n , p a r M. E. Hauswald, Pryofes-s t u r a 1'Eoole Poly techniąue de Lwdw."
R e v u e d o c u m e n t a i r e . ^., ,
onstr;iik:qa a teorja w budowie maszyrWNapisał Dr, Inż. W Borowicz, Profesor Politechniki Lwowskiej.
zasy, w których budowano maszyny parowe0 słupach z kapitelami architektonicznemi1 ornamentami gotyckiemi, minęły bezpo-
wrotnie. Minął bezpowrotnie również typ konstruk-tora, odnoszącego się z niechęcią do wszelkich obli-czeń, a kreślącego wprawnie, powiem jednym tchemcałą maszynę, Gdy mu brakowało odwagi w wy-borze odpowiedniego elementu maszynowego, niebrał do ręki zeszytu do obliczeń, lecz sięgał po rógpoły swego wytartego surduta i wedle niej określałna ,,oko" grubość ścianki cylindra lub średnicę wa-łu. Kto był w Niemczech, zapewne słyszał termintechniczny , ,Rockzipfelkonstruktion".
Gdy stary Schwartzkopff (założyciel obecnejfabryki Maffei - Schwartzkopff w Berlinie) oprowa-dzał swego gościa po fabryce i otwierał drzwi dobiura konstrukcyjnego, mawiał z dumą: ,,Und hiersind meine Malersch". I miał rację, konstruktorstarej daty był rzeczywiście tylko malarzem swe-go rodzaju.
Czasy się zmieniaj ą. Róg poły surduta przesta-je być uniwersalnym narzędziem w ręku konstruk-tora. Przychodzą mu z pomocą różni autorzy i wy-dają podręczniki, satyrycznie określane jako książkikucharskie w rodzaju Haedera, zawierające a i wwszelkich przepisów, jak wybrnąć z opresji w wal-ce z tą nienawistną teorją, która gwałtem się wdzie-ra na ciche podwórko konstrukcyjne i miota takniezrozumiałemi wyrazami, jak moment bezwład-ności, entropja, współbrzmienie, znużenie materja-łu, a walczy tak przykremi narzędziami, jak całka,wektor i suwak logarytmiczny.
Technika idzie przebój em.W przeciągu ostat-nich lat trzydziestu budowa maszyn zrobiła ogrom-ne postępy. Śmiało rzec można, że pochód jej jesttryumfalny. Sny fantastyczne ludzi obdarzonychbujną wyobraźnią znalazły urzeczywistnienie, i każ-dy niemal tydzień przynoś^ nam wiadomości o uda-niu się tej lub innej śmiałej maszyny.
Czy wobec tego typ wspomnianego konstrukto-
*) Referat wygłoszony na IH-m Zjeździe Inż. Mecha-ników Polskich w marcu r. b,
ra nie jest skazany na wymarcie? Staje na jegomiejsce inna siła, młoda, zaopatrzona w niezbędnąwiedzę z zakresu matematyki, termodynamiki, me-chaniki, wytrzymałości i technologji materjałów.Nieraz wymagania, którym musi odpowiadać obec-nie konstruktor, tak się piętrzą, że jedna osoba niemoże im podołać. Wtedy prace konstruktora roz-kłada się na szereg osób — specjalistów, Nadzwy-czaj słuszne są słowa Prot. Mierzejewskiego JJ:,,Dla szerokiego ogółu projekt skomplikowanej ma-szyny lub budowli inżynierskiej wydaje się być wy-nikiem syzyfowych obliczeń, przezwyciężeniem sze-regu zasadniczych trudności".
Prawda, że długi szereg trudności trzeba prze-zwyciężyć, ale obliczenia nie są „syzyfowemi", wy-chodzimy z tego zmagania się obronną ręką i mo-żemy poszczycić się wcale niezłemi wynikami. Ja-ko przykład takiego nieustannego „zmagania",chcę przytoczyć konstrukcję turbin parowych.W tym przypadku szczególnie jaskrawo przedsta-wia się wzajemne oddziaływanie teorji i konstru-kcji; z tego powodu zamierzam nieco dłużej zatrzy-mać się nad tym przykładem.
Nie będzie chyba przesadą, gdy powiem, żew turbinie parowej niema części, którą można by-łoby skonstruować naoślep, bez udania się do obli-czeń.
Zacznę od o b l i c z e ń t e r m o d y n a m i c z -n y c h . Ile to pracy przygotowawczej włożyli te-oretycy, ile doświadczeń musieli wykonać, zanimzbadali dyszę i kierownicę, którą dziś konstruktoroblicza w kilka minut? Piętnaście lat budowali kon-struktorzy turbiny parowe prawie bez obliczeń ter-modynamicznych, nim Mollier w roku 1906 nie wy-dał swych wykresów i — s, które dały możność po-stawienia turbin parowych na fundamentach ści-słej wiedzy. Pomimo tych znacznych udogodnień,obliczenia termodynamiczne turbin są tak obszerne,że w wytwórniach nowoczesnych wydzielono je zbiura konstrukcyjnego i przeniesiono do specjalne-go biura obliczeń, gdzie ustalane są główne wymia-ry, mianowicie ilość stopni, ich średnice, wymiary
1) P r z e g l ą d T e c h n i c z n y , 1928, str. 1031,

478 PRZEGLĄD TECHNICZNY
dysz i łopatek wirnikowych. Po tych obliczeniachrozpoczyna się praca konstruktora, który ma za za-danie przyoblec projekt we właściwe szaty ze-wnętrzne. Od dzisiejszego konstruktora żądamy, abyposiadał pewien zasób d o ś w i a d c z e ń , zebra-nych w czasie swej praktyki konstrukcyjnej i do-świadczalnej oraz nabytych od innych przez zagłę-bianie się w dzieła natury konstrukcyjnej, czasopis-ma techniczne i t. p. Przez wspomniane doświad-czenia konstruktor rozwija swój z m y s ł kon-s t r u k c y j n y . O zjnyśle konstrukcyjnym moż-na dużo mówić, ale mało powiedzieć. Sądzą, żenie spotkam znacznego sprzeciwu, jeżeli wypowiemswe zdanie, że zmysł konstrukcyjny jest pewnegorodzaju talentem, z którym należy przyjść naświat. Zmysłu konstrukcyjnego nie nauczy żadnaszkoła, może chyba tylko go rozwinąć i skierowaćna właściwe tory. Zmysł konstrukcyjny daje moż-ność pracownikowi wczuć się w dane zadanie,które powinien on opanować nietylko rozumem,lecz także ogarnąć duszą. Pracę twórczą kon-strukcyjną (nie mam tu na my^li kopjowania cu-dzych pomysłów) stawiam na równi z innemi pra-wami twórczemi i celową a pomysłową konstruk-cją mogę tak samo się zachwycać, jak obrazemlub utworem muzycznym. Nie chodzi tylko o opa-nowanie formy przez konstruktora, opanować po-winien on również materjał, w całem znaczeniu te-go słowa. W tym celu musi on opierać się na cało-kształcie wiedzy i bogatych doświadczeniach, któ-re zdobyła dzisiejsza technika, wytwarzając róż-ne stale i stopy o przedziwnych własnościach,Konstruktor powinien być „rzeźbiarzem w żela-zie", jak to słusznie powiedział Radinger 2 ) ; doty-czy to nietylko samego pomysłu, lecz; także wy-boru odpowiedniego materjału i sposobu wykona-nia danej maszyny.
Ideał konstruktora powinien więc jednoczyćw sobie uzdolnienia w kierunku o b l i c z e ń , do-ś w i a d c z e ń i z m y s ł u k o n s t r u k c y j -n e g o . Szczęśliwy konstruktor, który posiada tetrzy cechy. Biada mu, gdy mu brak choć jednejz nich, lub gdy się spaczy, to jest, gdy jedna z tychcech nadmiernie wybuja, przy jednoczesnej atro-fji innych.
Powracam do poruszonego przykładu powsta-wania turbiny parowej. Życie, a tem samem prze-mysł rozwija się gwałtownie. Musimy fabryko-wać, a nie dłubać. Jeżeli nie staniemy na wysoko-ści zadania, pokonywując zwycięsko wszelkie za-gadnienia, jakie życie stawia technice, życie przej-dzie ponad nami. A zagadnienia te będziemymogli rozwiązać jedynie przy zgodnej współpra-cy teorji z konstrukcją. Konstrukcja opiera sięna zdobyczach wiedzy — na teorji. Jednocześniekonstrukcja daje teorji nowe zagadnienia do roz-wiązania; można powiedzieć, że teorja czerpie no-we myśli z konstrukcji, W dużych fabrykach tur-bin powstają specjalne biura i laboratorja, gdziepracują specjalni inżynierowie-badacze. Praca wtych Ośrodkach naukowych jest bardzo różnorod-na, wszelkie zagadnienia nowe, a jest ich w fabry-ce turbin parowych bez liku, czekają na zbadanie,rozwiązanie i nadanie temu rozwiązaniu odpowied-niej, t. j . prostej formy, aby konstruktor mógł znich korzystać.
*) Radinger, Darńpfmasehinen mit hohef Kolbenrf«-indigkeit
Ile to żmudnych badań wymagało z a g a d -n i e n i e s m a r o w a n i a w ł o ż y s k a ch ma-s z y n szybko wirujących? Doświadczenia labora-toryjne, wykonane na wielką skalę przez Stribe-cka, Laschego, Giimbek., Falza, Freudenreicha, wy-świetliły tę sprawę poddostatkiem. Dziś budowałożyska nie stanowi dla konstruktora, obeznanegoz powyższemi pracami, żadnej trudności. Niemniej pracy teoretycznej i laboratoryjnej (równieżw zakładach BBC i AEG) kosztowało zbadanienowoczesnego łożyska oporowego Michell'a z pew-ną odmianą konstrukcyjną we wspomnianych fa-brykach.
N a s a d z a n i e k ó ł w i r n i k o w y c h nawały turbinowe, albo zestawienie wałów turbino-wych, względnie bębnów przez nasadzanie skur-czowe, obecnie nie stanowią dla wprawnego kon-struktora żadnych trudności. A jednak zagad-nienie to wymagało szeregu bardzo poważnychprac z dziedziny wytrzymałości materjałów orazdoświadczeń w laboratorjach przy wysokich licz-bach obrotów, które miały na celu zbadanie, czyteorja prawidłowo rozwiązała to zagadnienie.
Przechodzę do o b l i c z e n i a n a p r ę ż e ń wm a t e r j a l e k ó ł w i r n i k o w y c h , pod dzia-łaniem wysokiej liczby obrotów. Teorja opraco-wała metody obliczenia tych naprężeń stycznychi promieniowych, polegających na całkowaniu wy-kreślnem równań różniczkowych. Metoda ta obej-muje dowolny kształt koła wirnikowego, który niepotrzebuje być wykreślony według pewnej krzy-wej matematycznej. Próby nad kołami wirniko-wemi, doprowadzonemi do rozerwania, t. zw. eks-plozji, przy wysokich obrotach, potwierdziły zupeł-nie dokładnie prawidłowość tych obliczeń. Mamywięc w ręku sposób praktyczny określenia naprę-żeń przy różnych liczbach obrotów danego profi-lu, konstruktor posiada więc możność pewnegokonstruowania kół wirnikowych.
Zatrzymam się nieco na o b l i c z e n i u u g i ę -c i a i naprężeń w t a r c z a c h k i e r o w n i -c z y c h (które nie obracają się). Wiemy, że obli-czenie naprężeń w płycie okrągłej, wspartej naobwodzie, nie przedstawia żadnych trudności; rów-nież można łatwo uwzględnić otwór okrągły wśrodku tej płyty. Stosując słuszą zasadę, że kon-struować należy tak, aby można było obliczyćskonstruowaną część maszyny, nadaje się płycienieraz formę uciętej powierzchni kuli, Gorzej sięprzedstawia sprawa, gdy płyta otrzymuje formęuciętego stożka. Obliczenie ugięcia i naprężeń ta-kiego ciała stawia bardzo nieprzyjemne trudnościi otrzymujemy wzory3), których, długość możemymierzyć nietylko na cale, ale nawet i na decy-metry. Takiej metody obliczeń nie można da-wać do ręki konstruktorowi. Do jakich trudnościdojdziemy, gdy będziemy musieli jeszcze uwzględ-nić specjalne umocowanie na obwodzie tarczy lubna obwodzie otworu, albo specjalny profil prze-kroju tarczy? Stosowanie połączenia metody wy-kreślnej i analitycznej daje w wielu przypadkachmożność rozwiązania zagadnień, z któremi nie dasobie rady metoda analityczna. Również w tymprzypadku stosujemy z powodzeniem wspomnia-ną metodę kombinowaną. Lecz stajemy przed nie-
i 30,
a) Fanghauscr, Z. f. d, g. Turbinenwesen 1911, Nr. 29

Nr. 19. PRZEGLĄD TECHNICZNY 479
przyjemnem zadaniem, gdy tarcza jest rozcięta,według średnicy przy powyższych warunkachwsparcia oraz profilu, jak to bywa w turbinach pa-rowych. Analiza w tym przypadku daje namwzory nadzwyczaj skomplikowane4); jej wyniki sądla praktyki nie do użycia. Tylko ścisłe badaniawykonanych tarcz dzielonych dają nam pewne wy-tyczne co do ich ugięcia, a przez to wnioskujemyo natężeniu materjału przy danem obciążeniu,
Przechodzę teraz do pewnego zjawiska, którejakby czerwoną nicią przesnuwa się przez dosyćdługą tkaninę teorji turbin parowych: mam tu namyśli w s p ó ł b r z m i e ń ie lub drgania wymu-szone. Zacznę od w a ł ó w t u r b i n o w y c h ,Zagadnienie krytycznej liczby obrotów powstałoprzed mniej więcej 50 laty, t. j . jednocześnie z tur-biną, Zauważył to zjawisko utalentowany kon-struktor de Laval i rozwiązał tę sprawę konstruk-cyjnie z właściwą mu genjalnością, tworząc gibkiwał. Nad teoretycznem objaśnieniem tego pro-blematu pracowali Greenhill (już w roku 1883),Rankine, Reynolds i Dunkerleyrj). Ten ostatni wroku 1894 wydał pracę, w której opisuje swe dłu-gie i dokładne doświadczenia nad wałami o stałejśrednicy na dwóch lub więcej wsparciach. Lecz da-lej niż do podania swego znanego wzoru empi-rycznego
praktycznie nie doprowadzał. Po roku Augustr/oppl") zbadał zasadę samego zjawiska i, podob-nie jak de Laval, z właściwą mu genjalnością za-łożył podwaliny pod teorję wałów turbinowych.W dalszym ciągu rozwoju prac teoretycznych,udało się rozwiązać zagadnienie wielokrotnegowsparcia wału, jego różnych przekrojów, obciążeń,różnorodnych wsparć i i p. Teorja dała więc moż-ność przewidzenia i uniknięcia nieraz niebezpiecz-nych wstrząsów wirnika, konstruktor zatem możedziś spokojnie wykonywać swe wały, bez obawypotrzeby wymiany całego wirnika, wraz ze zmianąkonstrukcji, Zagadnienie współbrzmienia wałówmożna uważać za rozwiązane w dostatecznej mierze,
W s p ó ł b r z m i e n i a przenoszą się n a fun-d a m e n t , który przy pewnych liczbach obrotówturbiny wykazywał nieraz tak znaczne drgania, żezjawiały się rysy w fundamencie. Teorja i tu niewidziała znaczniejszych trudności; może liczbowoopanować to zjawisko. Dzięki temu konstruktormógł się puścić na tak Liniały krok, jak postawićturbinę na wysokim stole żelazobetonowym, (Tur-bina BBC 2500 kW, n •=, 3000, w Czeladzi),
W s p ó ł b r z m i e n i e ł o p a t e k i k ó łw i r n i k o w y c h występuje nieraz z tak znacznąsiłą, że może nastąpić otarcie się tych części ościanki tarcz kierowniczych; skutki tego są znane.Jeżeli natomiast występują one z mniejszą siłą,lecz działają przez dłuższy okres czasu, następu-je zjawisko zmęczenia materjału. Łopatki wtedysię urywają, wzgl. koła wirnikowe się rozlatują.
Huggenberger, Forscłiungsarbeiten, Heft 280.Dunkerley, Phil. Transactions of the Royal Soteiety,London. Vol. 185, p. 279—360.A, Foppl, Civil - Ingenieur, 1895.
Skutki bywają straszne. Przewidzenie tych nie-bezpiecznych drgań jest możliwe. Obliczenia sąjednak dosyć żmudne, są one oparte na metodzieRayleigh'a, wymagającej obliczenia potencjalneji kinetycznej energji drgania oraz pracy sił odśrod-kowych, zmniejszających amplitudę drgania. Do-świadczenia, wykonane w laboratorjach BBC iAEG, potwierdziły prawidłowość podobnych obli-czeń, można więc uważać problemat ten za roz-wiązany.
Weźmiemy teraz przykład z innej dziedziny.Samochód rusza z miejsca. Wtem tylne koła prze-stają się obracać, pomimo że silnik pracuje. Zroz-paczony automobilista demontuje półosie tylne i zprzerażeniem widzi, że oś jest w pewnem miejscujakby ucięta. Cóż się okazuje: w miejscu, gdzierozpoczyna się gwint, oś pękła, a przełamanie wy-kazuje mimośrodkowe małe oczko świeżego zła-mania, reszta przekroju natomiast jest zatarta. Ktozawinił? Musi rozstrzygnąć inżynier-badacz, Oka-zuje się, że zawinił konstruktor, warsztat i huta:konstruktor, że zaniedbał niebezpieczeństwa kar-bu, warsztat, że zanadto ostro uciął gwint w miej-scu rozpoczęcia gwintu, t, j . w miejscu złamania,a huta zawiniła dlatego, że dopuściła w materjalemałą skazę, od której to skazy rozpoczęło się zła-manie. Nauka z tego skorzystała: wymyśliła no-wy termin techniczny: zmęczenie materjału, ale sa-ma zato ma kłopot z przewidzeniem i obliczeniemtego zagadnienia. Natomiast każe konstruktorowiunikać ostrych przejść z mniejszej średnicy wałudo większej, daje wskazówki co do kształtu za-okrąglenia, aby uniknąć wpływu karbu.
Wspomnę tu o pewnem prawidle konstruowa-nia, przyjętem w budowie turbin: dopuszczamy wlżejszych częlciach wirnika, np. w łopatkach, wyż-sze naprężenia, niż w częściach ciężkich. Chcemyprzez to osiągnąć, aby raczej te lżejsze części, t. j ,łopatki, się urwały i uniemożliwiły dalszą pracęturbiny, niż żeby miało eksplodować koło wirni-kowe.
Ostrzegam przed pewną niekonsekwencją wobliczeniach. Jest niewłaściwe staranie się poda-wać obliczenia z dokładnością tysiącznej części mi-limetra, gdy obliczenia są oparte na pewnych grub-szych założeniach, które musieliśmy uczynić, abywogóle móc przeprowadzić obliczenia. To samoodnosi się do przypadku, jeżeli musimy wprowa-dzić w obliczenia spółczynniki, których określićnie jesteśmy w stanie.
Mówi się nieraz o nieporozumieniach międzykonstrukcją a teorja. Tej sprawy jednak tu po-ruszać nie będę, ponieważ tych t. zw. „nieporozu-mień" nie widzę, raczej widzieć nie chcę. Prze-cież i między ludźmi są nieporozumienia, któremożna objaśnić tem, że siebie nie poznali dosta-tecznie. Przy bliższem poznaniu, nieporozumienianieraz znikają, i to można odnieść szczególnie dostosunku konstrukcji do teorji. Przecież można tonazwać tylko „nieporozumieniem", jeżeli konstruk-tor nie lubi wzorów dłuższych ponad jeden cal.
Kończę swe przemówienie, wyrażaj ąc życze-nie, abyśmy na następnym zjeździe, gdy się tu zbie-rzemy, mogli mówić o budowie p o l s k i c h tur-bin parowych,

480 PRZEGLĄD TECHNICZNA. 1929
Plamistość i ogniotrwałość stali narzędziowych*).
z Napisał Inż. Dr. Wł. Wrażej, Lwów, Politechnika.
„__ , • . i- . . i .- . 1 i • łą domieszką wolframu, wykazują po zaharto-nany jest objaw, ze niektóre stale narzędzio- w a n i u £m z e ^ J obwódką drobnoziar-we, zwłaszcza węgliste. są bardzo ogmowraz- ^ o t
Pa c z a j c i ą g l i { l a d z i e r z y s l y r d z e ń . J e s t
hwe, t. j , nie znoszą najmniejszego przegrza- t o dowodem że zahartowanie nastąpiło na obwo-zaś rdzeń pozostał ciągliwy. Tak w zasadzie
amw>®mmsm&
. ; , - • *
w • »
# .n
> • • ' • ' '
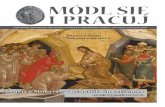
Rys, 2. (X500). Plamy troostytu na tle wyraźnegomartenzytu.
Rys. 4. (X1000) Kropla, żużla otoczona trocstytemna tle martenzytu.
kazują ten objaw, — choć ich skład, wyrażony za- być powinno. Stale węgliste ognioodporne powartością procentową węgla, manganu i krzemu, ogrzaniu do wyższych temperatur, aniżeli to byłowobec minimalnej zawartości fosforu i siarki, jest potrzebne, powinny wykazywać jedynie grubsząnieraz bardzo zbliżony, a wpływ ma tylko pocho-
"1
*
y
-
•4,
*
#
. • t'\
. • • *
• • • #
• • % *
*
. *
» ' • ;
» • : '
*t> . •
. . . ' .
• '••>
V, ' • „ • , *
• . . 1
% •
• • • . * ' • " : - i
" -ł m
, * * • * *
• ' • * ' *
. *
( ł
* * . ' • ' ' •
\ j | ; •••?.*•
" ^ ^
t' -^• ' - • " " *
• * • , ' . • •
• • ' •
* : , * *
••s •
#
•
::* 1i i • • i ' * : ' : v ,
.•"»•••••;• • : : :
s ' . ' • • * -•
. ' . ; : ;
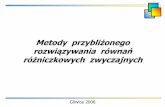
Rys. 3. (X500). Kropelki żużla otoczone troostytemna tle martenzytu.
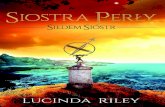
Rys. 5. (x100). Rysa mikroskopowa, przebiegająca. po siatce troostytu.
dzenie danej stali, t, zn. jaka huta ją wyrobiła, obwódkę,"lecz nie zahartowywać się nawskroś, t. zn.Zwykle stale węgliste narzędziowe, jakoteż z ma- ciągliwy rdzeń nie powinien znikać całkowicie,,
*) Odczyt wygłoszony w dniu 9/1. 1929 w Polskie* . Zahartowana stal z ciągliwym rdzeniem, ba-Towarzystwie Politechnicznem we Lwowie, dana mikroskopowo, wykazuje na obwodzie mar-

Nr. 19. PRZEGLĄD TECHNICZNY 481
tenzyt, zaś w rdzeniu troostyt. Przejście od rdze-nia do obwodu powinno być łagodne.
Stal ogniowrażliwa wykazuje nawet po nor-malnem ogrzaniu grubą zahartowaną, t. j . mar-tenzytyczną, warstwę, przyczem i w rdzeniu za-uważyć można również znaczną zawartość mar-tenzytu.
Powyższy wypadek ilustrują dobrze na rys. 1
& • - ' . . \ . " > - : . • • • . . '
I* On <ą JSS t -c
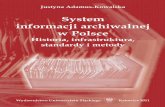
Rys, 6, (x200) Mikroskopowe rysy biegnące na siatcetroostytu.
obrazy a, b, c, pokazujące trawione szlify przeło-mów próbek jednej i tej samej stali — hartowanej
wykazuje w twardym obwodzie miękkie miejsca(plamy); widać to na rys. 1 a i b, jak to zaznaczo-no strzałkami. Miękkie miejsca (plamy) wykazu-ją obecność troostytu, który istnieje czasami obokwyraźnego, gruboiglastego martenzytu w próbachhartowanych w wysokiej temperaturze. Pokazujeto rys. 2 (X 500).
Istnienie miękkich miejsc (plam) w stali ognio-wrażliwej wygląda napozór nieprawdopodobnie,ponieważ jeden objaw zdaje się wykluczać drugi.Tam, gdzie jest łatwa możliwość powstawania mar-tenzytu, nie powinien łatwo następować jego roz-pad, t. j . nie powinien się łatwo tworzyć troostyt.
Miękkie miejsca, t, j . plamy troostyczne. two-rzą się w wypadku niedość szybkiego ostudzaniatych miejsc, przez co przemiana dokonywa się wtemperaturze wyższej (około 600") zamiast w tem-peraturze powstawania martenzytu (około 200°).Aby do przemiany w wysokiej temperaturze niedopuścić, wypadałoby przyśpieszyć chłodzenie.Nie będzie to wskazane, ponieważ stale, w którychto następuje, są — jak już powiedziano — zara-zem ogniowrażliwe, t, j . łatwo hartujące się na-wskroś.
Poza plamami, często dają się zauważyć napowierzchni stali mikroskopowe rysy hartownicze,które w obecności naprężeń hartowniczych łatwoprzemieniają się w pęknięcia mikroskopowe.
Miejsca obfitujące w troostyt wykazują w ba-daniu mikroskopowem liczne zgrupowania krope-lek żużla. Rys. 3 (X 500) i 4 (X 1000) pokazująkropelki żużla otoczone troostytem.
Okolice rys wykazują obok martenzytu licznezgrupowania troostytu. Wi tym wypadku troostytznajduje się postaci siatki, przez którą zwyklebiegnie mikroskopowa rysa. Rys. 5 (X 100), 6 i 7(X 200) pokazują wspomniany fakt. Naturalnie, żejest to płaskie, a nie przestrzenne przedstawieniepęknięcia.
Wielką ogniowrażliwość stali, a przez to łat-wość tworzenia się wybitnego martenzytu, przy-pisać należy obecności tlenu1).
Rys. 7, (x200) Pęknięcie mikroskopowe.
w temperaturze: a — w 780", 6 — w 830" i c —w 880°, t. zn. w temperaturach, które są dla da-nej stali dopuszczalne w praktyce.
Wielce ciekawym objawem jest to. że ognio-wrażliwa, t. zn. prawie nawskroś hartująca się stal
Rys. 8. (x200). Przechodzenie tlenu z żużla w otoczeniez powodu wyżarzania.
J) Zapatrywania moje, opisane w niniejszej pracy, do-tyczące plamistości i ogniowrażliwości stali węglistej na-rzędziowej, przedstawił krótko, bez podawania wynikówbadań, w mojem imieniu, Dr. Rapatz, na zjeździe Tow. Me-taloznawczego w Dortnuindzie w dniu 11 czerwca 1928 r.

482 PRZEGLĄD TECHNICZNY 1929
Czynione próby wykazały, że w stali zawie-rającej tlen łatwo wytwarza się podczas hartowa-nia gruby martenzyt.
Tak np. stal dobrze desoksydowana glinem niejest ogniowrażiiwa, w przeciwieństwie do stali ma-ło desoksydowanej lub desoksydowanej dodatkiem,który tworzy łatwo rozpadające się tlenki.
Rys, 9. (X200) Utleniające i odwęglające działanie żużla,Próbka z rys; 8 po natrawieniu.
Badania kilkakrotnie przeprowadzone podczasróżnych wytopów stali poparły w cało'ci powyższetwierdzenie.
Tlen, jak wiadomo, tworzy z żelazem roz-twory stałe, przyczem nie pozostaje to prawdopo-dobnie bez wpływu na temperatury krytyczne, a
Rys. 10. (x200). Ziarnka żużla umieszczone w środku plamtroostytu, co wskazują strzałki.
i
tak samo i na warunki ostudzenia się stali2). Temsamem stal bogata w tlen okazuje znaczną ognio-wrażliwość.
2) Zdania w tej sprawie są dotychczas podzielone.Spostrzeżenia K. Inoye (Mera. College Eng. V 1928), napodstawie badania punktu przemiany metodą dilatometrycz-ną, nie popierają powyższego twierdzenia. Rozstrzygnięciew sprawie wpływu rozpuszczonego w stali tlenu na tem-peratury krytyczne przyniesie prawdopodobnie najbliższaprzyszłość.
Metoda wodorowa, jaką stosował K. Inoye do ozna-czania zawartości tlenu, do tego celu nie nadaje się. Me-toda gorącej ekstrakcji oznaczania zawartości tlenu, któ-ra jedynie nadawałaby się do powyższych badań, dając wła-ściwy obraz przebiegu reakcji odtleniania, sprawia jeszczewiele kłopotów i dlatego niełatwo otrzymać potrzebną ilośćanaliz.
Plamistość stali, jak pokazano na poprzednichobrazach, związana jest po części z obecnościązgrupowań żużlowych. Żużel, zależnie od rodza-ju, działa na powstawanie troostytu, tworzącegosię w miejsce martenzytu. Rolę jego możnaby ze-stawić następująco:
1) Żużel, jako tlenek (o takim będzie jedy-nie mowa), w wypadku łatwego rozpadania się,działa utleniająco na otoczenie, powodując odwę-glenie. W łączności z tem zmieniają się warunkichłodzenia. Szybkość przemiany alotropowej uleg-nie wtedy silnym wahaniom. Odwęglające dzia-łanie żużla i rolę tlenu obrazują rys, 8 i 9 (X 200).Widać, że najbliższe sąsiedztwo żużla jest bo-gate w tlen, który znajduje się w postaci drob-nych pyłków tlenku. Tlen w wyższych tempera-turach, znajdując się w stanie nasyconego roztwo-ru z żelazem, podczas wolnego studzenia wydzie-li się, pozostając jednak w mieszaninie z elemen-tami ziarn ferrytu.
Przejście sfery bogatej w tlen do dalszych
1i
........
/ • • • • ' •
"1 1
Rys. 11, (x2). Próbka z rys. 17c, pęknięta podczas szlifowania.
okolic jest nagłe. Sama granica wygląda nawetna bogatszą w węgiel, co poznać można po więk-szych zgrupowaniach perlitu.
2) Żużel, jako niemetaliczna przymieszka,ma mniejszą zdolność przewodzenia ciepła i dla-tego może działać opóźniająco na szybkość chło-dzenia. To ma głównie znaczenie w wypadkuwiększych zgrupowań żużla., które właśnie spoty-ka się w miękkich miejscach (plamach).
3) Poza rolą żużla opisaną pod 1 i 2, może ondziałać jako zarodek dla tworzącego się troosty-tu, współdziałając jak pod 2, Na obrazie 10 (X 200)widać takie kropelki w środku ziarn troostytu,wskazane strzałkami.
Rys. 3, 4 i 10 obrazują niektóre z licznych spo-

PRZEGLĄD TECHNICZNY, tom 67, zesz. 19. TABELA IX.
Rys 1 lX2). Stal o zawartości 2% C, hartowana:a — w 780° , Z> — w 830° , c — w 880".
Traw. HNOa.
Rys 12 (w. nat.).Przełomy stali 1 po zahartowaniu:
a — w 780°, ;6 — w 830 ', c — w 880° C.
Rys. 14 (w. nat.).Przełomy7stali 3 po zahartowaniu:
a - w 780°, 6 — w 830° , c - w 880°.
Rys. 15 (w. nat.).Przełomy stali 4 po zahartowaniu:
a - w 780° , b — w 83On , c - w 880° ,
Rys. 13 (w. n a t ) .Przełomy stali 2 po zahartowaniu:
a — w 780°, b — w 830°, c — w 880°.
Rys. 1 i 12 — 15 do art. Inż, Dr, Wł. Wrażeja „Plamistość i ogniotrwnłość stali narzędziowych".

Rys 16 (X2). Szlify przełomów stali 1.
i . ••
Rys. 17 (X2). Szlify przełomów stali 2.
i: •
CL
| s
4
Rys, 18 (X2). Szlify przełomów stali 3.
Rys. 19 (X2). Szlify przełomów stali 4,

Nr. 19. PRZEGLĄD TECHNICZNY 483
strzeżeń, na jakich oparto przypuszczenia, wymie-nione pod 1, 2 i 3.
Wpływ żużla będzie zależał jednak od wieluczynników. Wymienićby można: sam rodzaj sta-li, temperaturę hartowania, rodzaj środka chło-dzącego, pozatem powierzchnię chłodzącą i inne.
Liczne obserwacje wykazały, że powierzchnie
a
X
•i . • •
mmmm
m••••••"•'••
mi• IP-
i
iHi
i!
Rys. 20 (w. mat,) Przełomy stali 5 hartowanej w temperaturze750°; a — z zendrą, b — bez zendry,
w okolicach plam posiadają zawsze rysy mikrosko-powe, które są zaczątkiem rys makroskopowychoraz dalszych pęknięć. Powód powstania rys mi-
a
Rys. 22 (w, rzecz.) Przełomy stali 5, hartowanej w temp.830°; a — z zendrą; b — bez zendry.
kroskopowych możnaby wytłumaczyć następu-jąco:
Skutkiem istnienia w plamach odmiennychstruktur o różnych objętościach właściwych, wy-stępują w stali umiejscowione naprężenia, W na-szym wypadku ma się do czynienia z troostytemw martenzycie. Troostyt, jak wiadomo, ma mniej-szą objętość właściwą od martenzytu. Ponieważpowstaje on w naszym wypadku dzięki obecnościżużla, dlatego naprężenia znajdą łatwe ujście, ma-jąc w miejscach żużla osłabiony materjał. Tak sa-mo i naprężenia hartownicze będą mogły w tychmiejscach łatwo się wyswobodzić. Nastąpi to łat-wiej, o ile będą w materjale rysy mikroskopowe.
Ciekawy wypadek zdarzył się podczas niżejopisanego badania. Próbka pokazana na rys. 17 c
posiadała w miejscu plamy szereg rys mikrosko-powych. Celem zbadania plamy, zeszlifowanopróbkę ostrożnie na jej bocznej powierzchni.
Podczas szlifowania jedna z rys mikroskopo-wych powiększyła się tak znacznie, że wystąpiłona próbce wyraźne pęknięcie, które sięga obecnieprawie do 1/3 przekroju próbki, jak to wskazuje
Rys. 21 (w. nat.) Przełomy stali 5 hartowanej w temperaturze780°; a — z zendrą; b — bez zendry.
rys. 11. Pozatem pęknięcie przesunęło się, jak wi-dać z powyższego rysunku, wzdłuż powierzchnipróbki.
Rys. 23 (w. rzecz.) Przełomy stali 5, hartowanej w temp,880°; a — z zendrą, b —• bez zendry.
Powyższy fakt może być dowodem, że czasemnieznaczne osłabienie przekroju w obecności rys,i to nawet mikroskopowych, ułatwia oswobodzeniezamagazynowanych naprężeń hartowniczych.
Obecność tlenu w stali, szczególnie zaś w pla-mach, wytłumaczyć można zdolnością tego gazudo tworzenia roztworu stałego, którego skład za-leży od temperatury.
Według Oberhoffera, w temperaturze A-,,gdzie wypada maximum, znajdować się może wroztworze 0,32 % tlenu, przyczem zawartość ta po-niżej temperatury A3 spada tak dalece, że nieprzekracza w normalnych warunkach 0,05%. Nad-miar tlenu wydzielonego z roztworu stałego po-zostaj e w stali w postaci tlenków, które, po ponow-nem ogrzaniu, mogą znów wydzielić tlen do roz-tworu.

484 PRZEGLĄD TECHNICZNY. 1929
Chociaż tlen rozpuszcza się w stali i tworzyz nią roztwory, to jednak ma małą zdolność dyfu-zji, co pozwala wnioskować o tem, że znajdowaćsię może w stali także w postaci umiejscowionychzgrupowań. Oberhoffer i Fry 3 ), wypowiadającto zapatrywanie, oświadczają, że rozpuszczalnośćw stanie stałym nie jest dowodem łatwej dyfuzji.Na podstawie powyższego przypuszczenia, nie mo-że być mowy, aby w normalnych warunkach, pod-czas stosunkowo krótkotrwałego żarzenia i obrób-ki termicznej stali, nastąpiło całkowite zniknięcie
Rys. 24 (w, rzecz.). Szlify stali 5, hartowanej w temp. 750°;a •— z zendrą, b — bez zendry,
plam przez dyfuzję tlenu z umiejscowionych zgru-powań do okolic. Słaba zdolność dyfuzyjna tlenumoże być jeszcze mniejsza w wypadku obecnościinnych metali w stopie, Z tego powodu w stalachstopowych będą łatwiej powstawały zgrupowaniatlenowe, powodujące tworzenie się plam. Na dal-szych obrazach (rys. 16 a, b i 17 a, c) zobaczy-my, że plamy znajdować się mogą w różnych po-łożeniach na badanym przekroju próbki.
Powyższe przypuszczenia oparto na licznychspostrzeżeniach. Celem ich poparcia, przeprowa-dzono badanie pisane poniżej.
Do badania użyto stali w postaci prostokąt-nych odcinków, o wymiarze 80 X 20 X 20 mm.Skład chemiczny procentowy był następujący:
Znak1) 19492) 22023)30414)3043
KKDD
C1,001,101,061,06
Si0,250,230.250,23
Mn0,200,220,200,21
0./)0,0091**)
—
0,0043***)0,0032
H.0,00005
,.
0,000150,00014
N20,0013
0,008900093
Jak z powyższego zestawienia widać, poddanostal 1949 K i 3043 D dokładnemu badaniu na za-wartość tlenu, wodoru i azotu, metodą pozwalają-cą stwierdzić przebieg i szybkość odtlenienia, Pró-by oznaczone literami D i K, mając zbliżone ana-lizy, pochodziły z dwu różnych hut. Jedynie za-wartość tlenu, wodoru i azotu jest wybitnie róż-na. Niestety •—• niema sposobu do oznaczenia róż-nicy zawartości tlenu różnych miejsc w jednej i tejsamej próbce, t. zn. nie można analizować samychplam.
Rys. 26. (w. nat.) Szlify stali hartowanej w temp. 830°;a —-z zendrą, b — bez zendry.
:1) Das Technische Eisen, str, 173*) Zawartość tlenu oznaczono przy temperaturze
1500" metodą gorącej ekstrakcji (system Oberhoffera) wInstytucie hutniczym w Akwizgranie (Aachen).
_**) Z powodu nieszczelności kurka analizatora, stałasię niepewną analiza drugiej próbki tej samej stali. Pomimoto stwierdzono, że zawartość gazu była prawie równa, choćnieznacznie tylko większa od pierwszej,
***) Próba 3043 D ulegała trudniej redukcji.
Rys. 25 (w. rzecz.) Szlify stali 5, hartowanej w temperaturze780"; a —-z zendrą, b — bez zendry.
Prócz powyższej stali węglistej, użyto do ba-dania (w postaci graniastosłupów o wymiarach80 X 30 X 30 mm) stal o następującym składziechemicznym:
C Si Mn W Ni5) 5592 (k) 0,93 0,22 0,25 0,68 0,12%Próby 1, 2, 3, 4, mające kształt normalnych
kontrolnych prób hartowniczych, poddano harto-waniu przez ogrzanie do temperatur 780°, 830°i 880° i następne ostudzanie w wodzie. Hartowa-nie przeprowadzono nader starannie i ostrożnie.
Przełomy prób hartowanych 1, 2, 3 i 4 w trzechróżnych temperaturach 780°, 830" i 880° pokazująrys, 12, 13, 14, 15. Porównywując przełomy próbrys, 12 i 13 z przełomami na rys, 14 i 15, widaćznaczną różnicę. Próby 1 i 2 nie wykazują takwyraźnego odgraniczenia warstwy hartowanej odrdzenia ciągliwego, jak próby 3 i 4,
Celem lepszego pokazania tych różnic zahar-towania, wykonano szlify tych przełomów, które
Rys. 27 (w. rzecz.) Szlify stali 5 hartowanej w temp. 880";a —• z zendrą, b — bez zendry.
po natrąwieniu pokazane są w dwukrotnem po-większeniu na rys, 16, 17, 18 i 19, Porównywującstale 1 i 2 ze stalami 3 i 4, widać różnice głęboko-ści warstwy zahartowanej. Pomimo tej samej tem-peratury hartowania w obu wypadkach, stale 1 i 2mają szerszą obwódkę zahartowaną od stali 3 i 4.Świadczy to o większej ogniowrażliwości stali 1 i 2

Nr. 19, PRZEGLĄD TECHNICZNY 485
W stosunku do stali 3 i 4. Pozatem widać na obra-zach prób stali ogn owrażliwych (rys, 16 i 17) licz-ne plamy w różnych miejscach przekroju (wska-zane strzałkami), których niema na przekrojachstali 3 i 4 (rys, 18 i 19),
Szczególną uwagę poświęcić należy próbom narys, 16 i 17, gdzie widać, że pomimo prawidłowe-go zahartowania wystąpiły w warstwie zaharto-wanej plamy. Jest to dowodem, że znaczna ognio-wrażliwość stali nie przeszkadza powstawaniuplam, t. zn. stale łatwo hartujące się nawskroś wy-kazują skłonność do tworzenia umiejscowionychniezahartowań. Pokazano to na rys. 2, gdzie ziar-na troostytu istniały pośród grubego martenzytu,powstałego z powodu przegrzania próby.
Rys, 28. (% w. rzecz.). Bloczki stali niedesoksydowanej, za-wierającej: a — 1,32% C, b — 0,92% C.
Stal oznaczona kolejnym numerem 5 zawiera-ła, jak widać z analizy, dodatek 0,68% W i nie-znaczny przypadkowy dodatek 0,12% Ni, Harto-wanie przeprowadzono przez ogrzanie do tempera-tury 750°, 780°, 830° i 880", Celem przekonania się,jak wpływa obecność zendry na głębokość warstwyzahartowanej oraz na ewentualną plamistość, prze-prowadzono badanie podwójnie. Użyto w tym ce-lu do hartowania prób normalnych, t. j , z zendrą,oraz prób oszlifowanych z zendry.
Przełomy prób hartowanych widać na rys, 20,21, 22 i 23. Szlify przełomów pokazują rys. 24, 25,26 i 27. Przełomy i szlify prób z zendrą oznaczo-no a, zaś próby oczyszczone z zendry •— b. Ogólniemożna stwierdzić, że ten rodzaj stali nie jest ognio-trwały, choć posiada plamy. Widać, że usunięciezendry spowodowało głębsze i regularniejsze za-hartowanie. Jest to silnym dowodem, że obecnośćtlenku w postaci skorupy działa podobnie, jakumiejscowione zgrupowania tlenu wewnątrz stali.
Dalej widać, że usunięcie zendry nie usuwaplamistości stali, lecz tylko ją zmniejsza, gdyżzendrą jest tylko częściowo jej powodem. Widaćto na rys. 26. Próby pochodziły z tego samego prę-ta i cięto je w kolejności, Widocznie pręt w tej czę-ści, skąd wycięto próbę pokazaną na rys, 26, miałliczniejsze umiejscowione zgrupowania tlenu.Świadczyćby mogły o tem liczne zgrupowaniażużla. Stal pokazała się naogół mało ogniowrażli-wa. Jedynie na rys- 26 widać miejscami głębsze za-hartowanie. Z powodu braku analizy zawartościtlenu, trudno jest wyciągnąć dalsze wnioski.
Warstwa zendry (tlenku) działa podobnie, jak
umiejscowione zgrupowania tlenu, przeszkadzająchartowaniu. To może być przestrogą, że przedhartowaniem, szczególnie w miejscach, gdzie za-leży nam na zahartowaniu, powinno się dokładniezendrę usunąć,4) Plamy powodują, obok naprężeńz powodu zahartowania, powstawanie naprężeńdodatkowych, które ułatwiają pęknięcie narzędzia.Dlatego też powinno się jak najskrupulatniej usu-nąć zendrę z tych miejsc, dokąd sięgać ma zaharto-wanie.
W końcu przeprowadzono badanie dwóch ro-dzajów stali, które zaczerpnięto z pieca podczasświeżenia i odlano je w małe bloczki, pokazane narys. 28 a i b. Już sam wygląd bloczków wskazuje,że stal podczas tężenia ,,rosła", z powodu znacz-nej zawartości tlenków.
Analiza wykazała w bloczku a -— 1.3%. C, zaśw bloczku b — 0,9% C. Bloczki przekuto pod mło-tem mechanicznym na pręty o przekroju kwadrato-wym o boku 20 mm. Kucie prętów było bardzo
Rys. 29 (w. nat.). Próba zginania na gorąco pręta wykutegoz bloczka b, rys, 28,
utrudnione z powodu rozpadania się stali. Próbazginania na gorąco wykazała wybitną kruchość, cowidać z rys, 29, Ucięte z prętów próby poddano har-towaniu w wodzie po poprzedniem ogrzaniu dotemperatury 880° C, Szlify zahartowanych prób po-kazują rys. 30 a i 6,
Rys, 30 (*2), Szlify próbek hartowanych prętów, wykutychz bloczków, pokazanych na rys, 28.
Na powyższym obrazie widać, że zahartowa-nie (t. j . wytworzenie martenzytu) nastąpiło w obupróbach wielce nieregularnie, a małe ilości marten-zytu rozrzucone są na całym przekroju próby.Obecność martenzytu na całym przekroju bada-nych prób świadczy, że stale, z powodu znacznejzawartości tlenu, były naogół ogniowrażliwe. Nato-miast wielka ilo'ć'umiejscowionych zgrupowań tle-
") W praktyce istnieją w zasadzie sposoby usunięciaplam powierzchniowych, jednak ze wzglądu na ścisłość tre-ści nie będą omawiane,

486 PRZEGLĄD TECHNICZNY 1929
nowych w postaci tlenków (żużli) przeszkodziłazahartowaniu.
Ostatnie badanie popierałoby w sumie wszy-stkie wyłuszczone poprzednio zapatrywania.
Tlen dostawać się może do stali albo w postacigazu z atmosfery panującej w piecu, albo w posta-ci tlenku podczas świeżenia, i w obu wypadkachmoże przejść w roztwór stały. Podczas desoksy-dacji przeprowadza się dalej lub mniej posunięteodtlenienie. Zasadniczą cechą zachowania się po-zostałego w stali tlenu będzie jego jakość, t. zn. —jaki to będzie rodzaj tlenku (czy FeO, MnO, SiO2,czy Ala 0 a lub t. p,).
Umiejscowione zgrupowania tlenowe mogąistnieć z różnych powodów:
1. Jeżeli desoksydacja jest gwałtowna, lecztrwa krótko, wtedy w pewnych miejscach może nienastąpić odtlenienie. Takie miejsca będą bogatszew tlen, Stan taki może zajść, jeżeli desoksydacjęprzeprowadza się tuż przed lub podczas odlewaniastali.
2. Podczas odlewu może nastąpić utlenieniestrumienia stali i tlen w postaci tlenku dostaje sięwtedy do wnętrza bloku. Szczególnie łatwo zajśćmoże ten wypadek, jeżeli strumień jest zbyt cienki,lub gdy zostanie rozszczepiony (niestaranność pod-czas odlewu).
3. Tlen może się dostać do stali w postaci ga-zu, o ile zostanie podczas odlewu wessane powie-trze, i l'i ];
Jestem zdania, że umiejscowionym zgrupowa-niom tlenowym przypisać można również powsta-wanie struktury pasemkowej w żelazie kujnem,Przypisywanie tworzenia się struktury pasemko-wej jedynie zawartości żużla nie znajduje potwier-dzenia,
Liczne badania wykazały, że stal dobrze zde-soksydowana, choć czasami bogata w żużel, nieposiadała struktury pasemkowej, w przeciwień-stwie do stali wolnej od żużla, lecz bogatej w tlen,
Sprawa powstawania struktury pasemkowejzostanie omówiona osobno, po ukończeniu badań,
Racjonalizacjaprzez zwiększenie prędkości wytwarzania*).
Napisał Inż. Edwin Hauswald, Profesor Politechniki Lwowskiej.
J ednym z najprostszych sposobów nowoczesnejracjonalizacji wytwarzania jest z w i ę k s z e -n i e p r ę d k o ś c i p r z e r o b u zapomocą
lepszej organizacji prac, umiejętnego planowaniarobót i wydawania dokładnych dyspozycyj przezBiuro Organizacji [B O), starannego doboru ma-terjałów, stosowania lepszych narzędzi, maszyn,uchwytów i urządzeń pomocniczych, oraz celowegogrupowania maszyn, łącznie z ulepszaniem urzą-dzeń i metod transportowych i t. d.
Wynikiem racjonalizacji powinno być zwięk-szenie produkcji dziennej i obniżenie kosztu wy-twarzania każdej jednostki wyrobu.
Z dawniejszych prac wiadomo, że przeciętnykoszt wytworzenia jednostki wyrobu (sztuki) skła-da się w najprostszem ujęciu z wydatków na ma-terjały (m), robociznę (r) i jednostkowe kosztywspólne albo „ogólne" (o).
k =m + r + o . , . . . (1)Jeżeli przypuścimy, że w danym przypadku
czas zatrudnienia oddziału, koszt materjału najednostkę i konstrukcja przedmiotu pozostaną bezzmiany, a urządzenia technologiczne, mimo lepsze-go wyzyskania, nie będą wymagały nowych wkła-dów, wówczas zarząd pracowni może w pewnychgranicach zmieniać prędkość przerobu, starając sięo zmniejszenie rozchodu czasu na jednostkę wyro-bu, a w następstwie tego zmieniać się też będziekoszt całkowity jednostki.
*} Referat wygłoszony na III Zjeździe Inż, Mech. Pol-skich W marcu r. b,
Zadaniem naszem jest wyjaśnienie prawilościowych, wedle których zmieniać się będą kosz-ty k w zależności od zmian czasów t, zużytych najednostkę.
Przy systemie p ł a c y o d s z t u k i (płacyakordowej) koszt pracy bezpośredniej:
r = a = cT (2)będzie stałym, bez względu na tempo wykonaniaroboty. Litera c oznacza podstawową stawkę płacygodzinnej, T zaś normalną liczbę godzin, potrzebnądo wykonania zadania. Roboty akordowe wykony-wa się zwykle w czasie krótszym od T, ale wyna-grodzenie za sztukę nie ulega przez to zmianie.
Przy p ł a c y c z a s o w e j (czasówce) i zu-życiu faktycznem / godzin na jednostkę, koszt pra-cy będzie wprost zależny od długości czasu, bo
r = ct (3)Koszt mater j ału na j ednostkę pozostanie w obu •
przypadkach niezmieniony.Natomiast trzeci składnik, oznaczany literą o
albo g, obejmujący koszty wspólne albo „ogólne'oddziału (wzgl. posterunku) na jednostkę, zmie-niać się będzie proporcjonalnie do czasu zużyte-go (0-
Do tego działu należą wszystkie wydatki za-kładu, których nie można doliczyć bezpośredniodo kosztów materjału albo robocizny.
Prędkość wytwarzania.Chcąc zbadać związki między kosztami wy-
twarzania a czasem i prędkością, trzeba najpierw

Nr. 19. PRZEGLĄD TECHNICZNY 487
ustalić mało dotąd znane pojęcie „ p r ę d k o ś c iw y t w a r z a n i a " [v).
Uczynimy to analogicznie jak w m e c h a n i -ce, gdzie średnią prędkością ruchu jest iloraz
droga sczas t
W produkcji przemysłowej napotykamy nie-raz urządzenia, z których gotowy produkt wycho-dzi, z pewną wprost widoczną prędkością, dającąsię zmierzyć w metrach na jednostkę czasu, którąmoże tu być sekunda, minuta albo godzina. Zjawi-ska tego rodzaju można widzieć w papierniach,przędzalniach, tkalniach i wielu innych zakładach.
Ogóln;e jednak nazwiemy prędkością wytwa-rzania „stosunek ilości wyrobów do przynależnegoczasu zużytego".
,-f . . . . MJeżeli zamiast dowolnej wartości t weźmiemy
jakiś okres normalny T godzin, np. 1 dzień lub ty-dzień, a odpowiadającą mu normalną ilość wyro-bów nazwiemy n, otrzymamy prędkość normalną:
* • - • £ (5)Inna prędkość wystąpi wtedy, gdy w okresie
normalnym T wykonamy zamiast n inną ilość pro-duktów, dajmy na to x, albo też, co wyjdzie na tosamo, do wykonania normalnej ilości zużyjemy in-ny okres czasowy t. Wtedy prędkość da się wyrazićw dwojaki sposób
i prędkość normalną vn — ~— JLr,
( 1 0 )
z c z e g o w y n i k a z n a n e j u ż o d 10 l a t p r a w os p r a w n o ś c i i w y d a j n o ś c i s t o s u n -k o w e j :
„ I l o r a z f a k t y c z n e j i l o ś c i w y -r o b ó w (x) w c z a s i e n o r m a l n y m wyko-nanych d o i l o ś c i n o r m a l n e j (n) j e s tl i c z e b n i e r ó w n y s p r a w n o ś c i (e),czyli s t o s u n k o w i c z a s u n o r m a l n e -g o T do f a k t y c z n i e z u ż y t e g o ł".
P i e r w s z y i loraz n a z w a ł e m w r o k u 1922 „wy-dajnością s tosunkową" albo „ d z i e l n o ś c i ąw y t w ó r c z ą " , drugi zaś „sprawnośc ią" (amer,efficiency):
x Tsprawność e = — = — . . . (7)
n tZ równania (6) wynika nadto warunek stałości
iloczynów:(* h) = [n 2\) = stałej . . . . (8)
Wielkość nazwaną powyżej prędkością można teżuważać za rodzaj natężenia produkcji, za wydaj-ność ilościową w jednostce czasUj albo wreszcie zapracę dokonaną w jednostce czasu, czyli ,,m o c"(niem. Leistung, fr. puissance, ang. power).
Pozostając przy pierwszej nazwie, wprowa-dzamy następujące uproszczenie. Prędkość jestproporcjonalna do n i odwrotnie proporcjonalna doczasu t. Jeżeli przyjmiemy nx = 1, wówczas otrzy-mamy prędkość odpowiadającą jednostce wyrobu:
Tym sposobem dostajemy bardzo prosty zwią-zek między prędkością a czasem oraz twierdzenie:
„ P r ę d k o ś ć w y t w a r z a n i a j e d -n o s t k i j e s t o d w r o t n o ś c i ą c z a s u ,z u ż y t e g o n a j e d n o s t k ę w y r o b u " .
P r z y k ł a d 1.Do wykonania pewnego zadania roboczego po-
trzebny jest okres normalny T = 8 godzin, czyli je-den „dzień roboczy", w którym dal się wykonać nor-malną ilość n = 48 sztuk. Normalna prędkość wy-twarzania będzie wtedy według (5)
v = — = — = 6 jednostek na godzinę.T 8
Jeżeli przez lepsze prowadzenie robót potrafi-my wykonać normalną ilość w czasie krótszym, np.t = 6 godz., to nowa prędkość będzie wynosiła
n 48
Pracując zaś dalej w tem samem tempie przezdwie godziny, aby utrzymać stałe wyzyskanie dniaroboczego, dorobilibyśmy jeszcze 2 X 8 = ' 16 sztuk,tak że wydaj no fć dzienna byłaby równa:
x — 8 v = 64 jednostek na dzień.Sprawdzimy teraz, czy warunek stałego za-
trudnienia jest spełniony i w tym celu obliczymy,ilu godzin trzeba było do wykonania jednostki przyróżnych prędkościach. Przy normalnej prędkościtrzeba było na wykonanie jednostki
T-x = 1/6 godziny,przy nowej prędkości t^ = 1/8 godz.
Wówczas iloczyn (n 7*i) = 48 — - = 8 godzin,6
a iloczyn [x łt) = 6 4 — = 8 godzin.8
Sprawność e wynosi przy nowej prędkościDC 6 4 -4n ~ 48 3
Do obliczania kosztów jednostkowych przy różnychczasach faktycznych dogodnym będzie nadto sto-sunek
n -. i-
czas faktycznie zużyty do wykonania n sztuk( U )
Vi = — = ~ (9)
czas normalny dla n sztukktóry nazwałem stosunkowem „zużyciem" czasu(ang. time ratio).
Jest on, jak widać ze wzoru, odwrotnościąsprawności
u - — . (12)e
W danym przykładzie„ - . A . 3 4 .
8
Koszty wspólne (ogólne) na jednostkę.Z zapisków księgowych znana jest roczna su-
ma wydatków wspólnych każdego oddziału, albonawet typowego posterunku. Jeżeli ją podzielimyprzez ilość dni roboczych w roku, wynoszącą

488 PRZEGLĄD TECHNICZNY. 1929
W Polsce około 280, otrzymamy stałą kwotę dzien-ną W, którą do celów kalkulacji rozdzielić można:
1) na ilość jednostek x, wykonanych w danymokresie; wówczas koszt na jednostkę wypada
Wo = — , . ' (13)
xa koszt normalny
On =W (14)
2) alboteż na ilość zużytych w tymże okresiep r a c o g o d z i n , częściowo ludzkich, częściowomaszynowych (maszynogodzin). Iloraz nie da namwprost kosztu o, lecz czynnik b, oznaczający liczbęzłotych, obciążających jedną godzinę pracy. Każdyoddział, względnie typ posterunku roboczego, bę-dzie miał inny czynnik 6:
Wb - • ~ - - r r . . . (15)
suma praco-godzinDla przykładu weźmiemy W przypadające na
jedno tylko stanowisko, z jednym robotnikiem; któ-ry w ciągu dnia, czyli 8 godzin, wyrabiać powiniennormalnie n = 4 jednostki, zużywając na jednostkęTx = 2 godziny czasu, Wtedy suma zużytychw ciągu dnia pracogodzin równa, jest iloczynowi:
( / ! r ] ) = 4 X 2 = 8 , . . . . (16)Gdyby jednak produkcja odbywała się z więk-
szą znacznie prędkością, tak że na 1 sztukę trzeba-by tylko 1 godziny czasu, a okres dziennego za-trudnienia, czyli „wyzyskania" stanowiska pozo-stałby stały, w takim razie wydajność dziennabyłaby x = — - = 8 sztuk, a iloczyn
1 godz(* fj byłby 8 X 1 = " ^ , . , . (17)
Przy stałej wielkoici kosztów dziennychW = 16 zł. dodatek godzinny b, obliczony z ksiągprzy pomocy wzoru (15)
u w 16 zł. _ -o = ——— = = 2 zł. na godzinę,
nT, 4 x 2pozostanie stałym, jak długo dzienny czas wyzy-skania lub zatrudnienia stanowiska (oddziału) sięnie zmieni.
Do wyjaśnienia dalszych a zawiłych zależnościużyjemy uproszczonego przykładu. Zamiast więcrobić obliczenie dla całej pracowni i okresu mie-sięcznego, ograniczymy je do jednego stanowiskaroboczego czyli posterunku, na którym pracuje je-den człowiek z płacą godzinną c = 1 zł, Robotnikten wykonywa w ciągu 8-godzinnego okresu dzien-nego 4 jednostki za wynagrodzeniem akordowem2 złotych od sztuki, zużywając przeciętnie T =8/4 = 2 godziny na jednostkę. Jeżeli m a t e r j a ł yna jednostkę wyrobu kosztują m = 2 zł., a ciężarkosztów wspólnych lub ogólnych, przypadający najeden dzień, wynosi np. 16 zł., to na jednostkęprzypadnie 16/4 = 4 zł., a na godzinę roboty do-datek
h W 1 6 o i° = - = = - - = 2 zł.
nT 8Normalny koszt jednostki wyrobu będzie
k = m + a + on = 2 + 2 + 4 = 8, . . (18)a normalne wydatki na produkcję w ciągu 8-go-dzinnego dnia byłyby
K = nkn = 4X 8 = 32 zł. . . . (19)
2) Jeżeli teraz zwiększymy prędkość przezskrócenie jednostkowego czasu wytwarzania do po-łowy poprzedniego, czyli do 1 godziny, a równo-cześnie podniesiemy wydajność dzienną, produku-jąc dalej przez pełnych 8 godzin, utrzymując więcpełne wyzyskanie czasowe posterunku, to iiość wy-robów podniesie się do x = 8 jednostek dziennie,podczas gdy suma godzin produkcji będzie równailoczynowi xt = 8y(l=8, Warunek ten wyrażasię algebraicznie równaniem: 8 X 1 = 4 X 2 = sta-łej, podanem już pod 1, (17).
Wynik opisanych zmian produkcji objawi sięrównocześnie w podwojeniu liczby wyrobów i zni-żeniu kosztu jednostki do
k = 2 + 2 + 2 = 6 zł, . . . . (20)ponieważ ciężar kosztów ogólnych rozłożył się te-raz na większą liczbę wyrobów i wynosi 0 = — = 2,
oWpływ czasu zatrudnienia na rentowność.
W życiu zakładów przemysłowych trzeba sięj ednak zawsze liczyć z możliwością zbytu towarów,a w częstych okresach depresji gospodarczej nie-ma możności sprzedania dwukrotnie zwiększonejprodukcji dziennej, skutkiem czego warunek peł-nego wyzyskania czasu pracy nie da się już utrzy-mać, gdyż iloczyn [x t) będzie mniejszy od [nT),
Rzeczywista ilość wyrobów na dzień będzie x',odpowiednio do zmniejszonej liczby godzin zatrud-nienia.
Tego rodzaju warunki istnieją obecnie w wielugałęziach przemysłu włókienniczego, maszynowegoi t. d., zmuszając zarządy fabryk do wprowadze-nia skróconego tygodnia roboczego, skutkiem cze-go także przeciętna liczba godzin zatrudnieniadziennego obniża się z 72/:t do 5 lub 6-ciu godzin, Wy-wołuje to poważne podrożenie jednostki wyrobu,co zobaczymy na przykładzie,
P r z y k ł a d . Sześciogodzinny dzień pracypowoduje następujące zmiany. Pierwotna ilośćnormalna n = 4 obniży się przy czasie normalnymJT —" 2 do
, 6 godz, v • j . in — o—.— = 3 jednostek.2 godz. '
Normalny koszt wspólny wzrośnie z o„ = 4 zł.na
W 16 _,. -0 " = W = T = '8 '
ponieważ suma dziennych kosztów wspólnychdzieli się teraz na mniejszą iloźć wyrobów.
Starając się mimo to o możliwie wydajną i ta-nią produkcję, przyjmiemy, że zarząd utrzymywaćbędzie określone poprzednio szybkie tempo wytwa-rzania, przy którem na jednostkę zużywa się• tyl-'ko 1 godzinę. W ciągu 6-godzinnego dnia robocze-go wyrobi się zatem x = 6/1 = 6 jednostek, niezmieniając podanego wynagrodzenia 2 zł. za sztukę,
Nowy koszt jednostki będzie teraz:16
A' = m + a + o' = 2 + 2 + 4r = 2 + 2 + 2,67,o
£' = 6,67 zł.Jest on wynikiem wzajemnego przeciwdziałaniadwu wpływów: skrócenia dnia roboczego, którepodwyższa koszty wspólne, i skrócenia czasu wy-tworzenia jednostki, które znowu te koszty obniża,
• ' . • • ' ' . • : ' • ' • • .

Nr.J~ Ofi
PRZEGLĄD TECHNICZNY
W dalszym ciągu tej pracy wprowadzę poję-cie „ w y z y s k a n i a d n i a r o b o c z e g o " ,oznaczone literą f oraz pewne uproszczone sposobyoznaczenia kosztów wspólnych zapomocą poda-nych tu wykresów i wzorów.
Wykresy zmienności kosztów wspólnych.W referacie ogłoszonym w „Przeglądzie
Techn.", 1929, str. 260, wykazałem, że całkowitekoszty produkcji jednostki zależą przy systemiepłacy akordowej od czasu t, który wpływa bezpo-średnio i wyłącznie na zmianę kosztów wspólnych,podczas gdy koszty jednostkowe mir pozostająniezmienione. Inaczej ma się rzecz przy płacy cza-sowej lub premjowej, o których obecnie mówićnie będziemy.
W danym przypadku ułatwić sobie można roz-ważania, ograniczając się do studjowania zmien-ności samych tylko kosztów wspólnych (o).
Zależnie od tego, czy przedstawimy zależnośćkosztów o od wielkości dziennej produkcji, t. j .od x, alboteż od „prędkości" v wedle równania(7), w którem v = xjT, czy też od stosunkowegozużycia czasu na jednostkę, t. j . od liczb „u",
(Wotrzymamy na rys. 1 h y p e r b o l ę o== —
na rys. 2 zaś — linje proste o, o'.. ..Oba wykresy są ze sobą rzutowo związane,
a odpowiadające sobie punkty 1, 2 i 3 połączonolinjami kreskowanemi.
Linja (o) na wykresie 1 jest ważna dla jakiej-kolwiek produkcji dziennej, bez względu na czaso-we wyzyskanie dnia roboczego, ponieważ związek
Wo = — nie zawiera w sobie czynnika czasu.
X.
Linję prostą (o) na rys. 2 otrzymujemy na pod-stawie związku
T " 5'32'pokazuje wtedy Ji-
o = b t = b T u,podanego już w referacie po-przednim (P T, 1929, 259 i i d.),a polegającego na znanem zpraktyki spostrzeżeniu, że cię-żar kosatów wspólnych na jed-nostkę wyrobu zmienia się pro"porcjonalnie z czasem zużytymna jednostkę.
Obliczenie czynnika b, zwa-nego dodatkiem godzinowym,z dawnem oznaczeniem literą„d", odbywa się przez podziele-nie •znanej z zapisków fabrykiprzeciętnej sumy dziennych ko-sztów wspólnych posterunku(oddziału) W przez sumę pra-cogodzin zużytych również w ciąg/u dnia.
Zależnie od rodzaju poste-runku, wchodzą tu w grę albo go-dziny pracy człowieka, albo teżtak zwane „maszynogodziny".
Jeżeli w naszym przykładzie1 obliczymy b dla normalnejwydajności ilościowej n = 4,i normalnej liczbie godzin
(21)
runek (oddział) zajęty będzie przez tę samą licz-bę godzin na dzień, to znaczy, dopóki iloczyny(x ł) będą równe pierwotnemu zatrudnieniu czaso-wemu (nF), np. przez 8 godzin dziennie.
W razie wprowadzenia skróconych dni robo-czych, zmniejszy się także liczba godzin zatrud-nienia, równa tu iloczynowi (x' £x), a skutkiem te-go wzrośnie ciężar kosztów wspólnych na godzinę.Np. dla nowej normy 6 godzin i n ' = 3 wypadnieinny koszt normalny:
, W 160 = 7
nZmienność nowych, kosztów o'nja kreskowana (o').
Wykres na rys. 3 jest geometrycznym obra-zem wzorów typu (1) i (18), pokazującym wyraź-nie, jaki wpływ wywierają zmiany jednostkowegoczasu wytwarzania, tak przy płacy akordowej (pro-sta ka), jak czasowej (prosta k).
Na osi X odcina się zamiast okresów czaso-wych / w godzinach, stosunki czasów faktycznie zu-żytych do normalnych, i zn. u = ł / T =s n j x\ naosi zaś Y, zamiast poszczególnych kwot, odsetkoweliczby kosztów, odniesione do kosztu normalnego,równego 100 jednostkom.
Koszty normalne otrzymujemy z zapiskówksięgowych, wybierając do tego celu miesiąc,w którym dany oddział osiągnął swą najlepsząsprawność produkcji, przy pełnym stopniu zatrud-nienia odnośnego działu fabrykacji, dzięki czemukoszt taki przyjąć można jako realną i stosunkowokorzystną normę także na przyszły okres produk-cyjny.
Na wykresie 3 przyjęto tak określony kosztnormalny równy 100 jednostkom, a to w tym celu,aby zmiany kosztów, spowodowane różnemi zuży-ciami czasu na jednostkę, można było odczytywaćw odsetkach kosztu normalnego, Hyperbola (e)
2 3 4 5na1 dzień
6 7 8
Rys. 1. Wykres (ox).Rzędne podają koszty wspólne o na jedn.Odcięte ilości x wyrobów na 1 dzień.
Produkcja normalna
TRys. 2. Wykres (ou).
. Rzędne podają koszty o;odcięte — stosunki czasów
t IT e
stosunku u = 1, Kosz
przy W =. 16T •= 4 X 2 = 8,
W 16to otrzymamy stałą wartość: b = —~ = -r-=2 zł. na
tl 1 ogodz., która będzie ważna, jak długo poste-
X *=• n s 4 jedn. odpowiada wartościnormalny o = 4 zł.
podaje prawo zmian sprawności przy różnychwartościach zużycia czasu.
Przyj ąwszy na podstawie znanych już wywo-dów, że koszt jednostki wyniesie przy
płacy akordowej: k ~ m Ą- a \- bT, . (22)

490 PRZEGLĄD TECHNICZNY
płacy czasowej: k = m + (c+&) £, . (23)podczas gdy koszt normalny k = m -\- cT + bT == m+[ć + b) T,. . . . . . . . t, • .(24),przeliczamy daty otrzymane z kalkulacji na liczbyodsetkowe, odniesione do kn jako normy 100.
Na wykresie podano dla przykładu procento-20
wy koszt materjału: m% = ^^^ &„,200
30robocizny akordowej a% — cT = "7~'f. kn,
a dodatku na koszty ogólne lub wspólne, zależneod czasu zużytego na wykonanie jednostki, a więcwedług relacji ogólnej o — b t. Stawkę normalnąo„ = b T oblicza się dla prędkości normalnej,czyli dla stosunkowego zużycia czasu tjT •= 1.
Na podstawie notatek o trwaniu czasów zu-żytych t i znajomości czasu normalnego T, które
100
O
Rys. 3. Wykres uniwersalny (k u).Rządne przedstawiają koszty w %% kosztu normalnego,Odcięte podają różne wartości stosunku u — t/T = n/x,
{ka) jest linją kosztów przy akordzie a = c T.(k) „ ,, ,, „ płacy czasowej „(e t).
Zamiast d T mamy w tekście b T.
posiadamy z zapisków wspomnianego wyżej mie-siąca roku przeszłego, możemy dla każdego okre-su I obliczyć stosunek u.
Dla takich założeń i danych, linja prosta kogranicza przebieg kosztów przy płacy akordowej;prosta k przy systemie płacy czysto czasowej, takprowadzonej, że w razie zużycia na daną robotęczasu akordowego T, koszt wynagrodzeń robotni-czych będzie ten sam, co dla akordu, t. zn. r1=c7\
Z wykresu tego można wprost odczytywać no-we koszty produkcji jednostki dla każdego zuży-cia czasu, które oczywiście' może być mniej sze lubwiększe od normalnego u = 1. Po prawej stronietej wartości normalnej daje najniższe koszty sy-stem akordowy, po lewej zaś — system płacy cza-sowej bez premji.
Z wykresu 3 widać także teoretyczne, w prak-tyce nieosiągalne m i n i m a k o s z t ó w , odpowia-dające wartości u równej zeru. Wynoszą one przypłacy od sztuki k0 = m -f a, a przy płacy czaso-wej k o' = m.
Godne uwagi są niezwykłe zalety ekonomicznesystemu płacy czasowej w tych przypadkach,w których &TŻL$&\ sprężystemu działaniu Biura Or-ganizacji robót, albo też mechanicznemu podsuwa-niu zadań roboczych, jak to się dzieje przy pro-dukcji ciągłej z użyciem transporterów, zapewnićsobie można wysoką prędkość wytwarzania, nieza-leżnie od woli pracowników.
Przyrząd kalkulacyjny. Do studjowania zmianw kosztach, sporządził autor prosty przyrząd, skła-dający się z tablicy, opatrzonej podziałką kratko-wą, i linji, obracalnej około czopka, umocowanegona górnym końcu rzędnej, oznaczającej koszt nor-malny.
Linję tę nachyla się wedle potrzeby, na pod-stawie danych kalkulacji, odnoszących się do od-setkowych kosztów materjałów, pracy i dodatkówna koszty wspólne, z uwzględnieniem zastosowane-go w danym przypadku systemu płacy.
Wywód teoretyczny.W omówionych tu zagadnieniach występuje
ogółem o s i e m zmiennych składników, które trze-ba ująć w ścisłe określenia, znaki i wzory matema-tyczne, uwzględniając przytem zarówno normalny,jako też zredukowany stopień wyzyskania tygodniroboczych.
Zatrzymując podane już znaki i wzory, mamydla pełnego dnia roboczego (8 godzin) x lub n wy-robów, W zł. dziennych kosztów wspólnych i kosz-ty wspólne na jednostkę;
W W0 = , WZgl. On = "
xZe stosunku tych wielkości mamy:
dowolne- = .— u = -
on x e(24)
o = on— = onu= -. . . (25)x e
Dodatek godzinny b jest „ilorazem sumy kosztówspólnych, przypadających na pewien okres robo-czy (dzień, tydzień lub miesiąc), i sumy godzin pra-cy w tymże okresie czasowym zużytych.
W prostszych przykładach ta suma pracogo-dzin jest też równa iloczynowi z normalnej ilościwyrobów i czasu wzorcowego 7\, a więc równa nTx.Wówczas
W
stądW
— — —— o
(26)
(27)
Dla s t a ł e g o w y z y s k a n i a d n i a , wzgl. ty-godnia roboczego:
x.t[ == n 2\,W W
b =xt.
stądnT,
W= o (28)
Dla z m i e n n e g o s t o p n i a w y z y s k a n i alub zatrudnienia mamy przy tem samem n, 7\ i t^inne x', niż poprzednio.Wtedy iloczyn (xr ł±) nie jest równy {nTt), alex' łl=sf [nTx) . ." , . (29)
Stosunek / =anT,
(30)
albo ogólniejistotnej sumie praco-godzin dziennie
do normalnej sumy pracogodzin* dziennie

JNr. "PRZEGLĄD TECHNICZNY. 49 i
nazwiemy s t o p n i e m w y z y s k a n i a o k r e s ur o b o c z e g o , albo krócej , , w y z y s k a n i e m "okresu roboczego. Gdy np. normalny tydzień maw Polsce 46 godzin, ale fabryka pracuje przejścio-wo tylko przez 3 dni po 8 godzin, czyli 24 godz.
24w tygodniu, wtedy f = — = 0,52.46
Podczas normalnego wyzyskania tygodnia,koszty wspólne na jednostkę były:
o = bt = bTu; (31)przy nowem „wyzyskaniu" czasowem wzrosną onena
O' =/
(32)
Przy podanej wartości f = 0,52, byłoby o ' = 1,95 o.Wzór (32) pozwala na bezpośrednie oblicze-
nie kosztów wspólnych przy dwu zmiennych u i f.Gdyby np. stawka normalna kosztów wspól-
nych była On = b T = 4, stosunkowe zużycie cza-su na jednostkę było u = 0,75, a wyzyskanie tygo-dnia roboczego wynosiło f = 0,6, to nowy kosztobliczyć możemy:
u . 0,75 _ .0=s07 = iW=5zl
Ogólnie ważne wzory i wykresy,W
7 -
(33)
(34)
Obok tego można, przez stosowną interpretacjęwielkości: n, x, u', e\ używać wzoru
o = bt = bTu'=onu'. . . . (21)oraz
k~m + r + onu' (35)do obliczenia kosztów k przy jakimkolwiek stopniuwyzyskania tygodnia roboczego, podczas gdy wzór(33) służyć będzie do kontroli.
W tym celu ustalić musimy, żen oznaczać ma zawsze normalną ilość wyro-
bów w ciągu 8-godzinnego dnia roboczego,(dla / = 1 ) ;
x oznacza faktyczną ilość wyrobów na dzieńo dowolnej liczbie godzin;
u' = I— według ostatnio podanych definicyj,\ xj
czem n odnosi się również do 8-godzinnegoe'« (sprawność) oznacza stosunek xjn, przy-
dnia.
Krótko mówiąc, za podstawę obliczenia sto-sunków trzeba zawsze brać produkcję normalną(wydajność dzienną) pełnego 8-godzinnego dnia,a nie skróconego okresu; dla x zaś ilość faktycznąna dzień, bez względu na jego stopień wyzyskania,
W takim razie wzory (21) i (35) dadzą odrazudobre wyniki, bez użycia liczby f.
Przy tej samej interpretacji powyższych sym-boli, także wykresy rys. 2 i 3 dawać będą bezpo-średnio poprawne wyniki.
Dla zakładów o ruchu nieprzerwanym, jak np,elektrownie, zakłady chemiczne i t, p., jednostkąpodstawową będzie jedna doba.
P r z y k ł a d . W 8-godzinnym okresie dzien-nym normalna produkcja była n ~ 48 jedn. Dziennyciężar kosztów wspólnych W = 1 9 2 zł. Normalnykoszt spoiny na jedn:
on = Wjn = 192/48 = 4 zł.Następnie musiano skrócić wyzyskanie dnia do
średnio 4 godzin dziennie, przyczem faktyczna pro-dukcj a była x = 32 j edn.
Ile będzie wynosił nowy składnik kosztówwspólnych o ?
. , n dla 8 godzin Aai*~ . K
z u = — = 48/32 = 1,5.ponieważPrzy tak obliczonej wartości stosunku u, moż-
na kwotę o = 6 zł, odczytać także z wykresu 2 nagrubo wyciągniętej linji (o).
Do sprawdzenia użyjemy najlepiej związku:
o ' = — = ~ = 6
L i c z e n i e p r z y p o m o c y s p r a w n o ś c i e-Korzystając z relacji a ' = l/c' wstawiamy do
wzoru (35) ułamek l/e' w miejsce u' i otrzymujemy
. . . . . (36)On
Ze względu na znaczenie poprawnej teorji ko-sztów przemysłowych dla praktyki, zwłaszczaw ciężkich okresach depresji gospodarczej, pragnął-bym, aby sprawą tą zajęli się kierownicy zakładówprzemysłowych, podobnie jak się to stało w roku1924, po ogłoszeniu mej Woszury pod tyt. ,,Kosztwytwarzania w przemyśle" i w 1925 r. •—• „Wpływwydajności i stopnia zatrudnienia na rentowność",
PRZEGLĄD PISM TECHNICZNYCH.BUDOWNICTWO.
Wzmocnienie gruntu zapotnocą środkówchemicznych.
W ostatnich czasach stosuje się do wzmocnienia grun-tu sposób dr, inż. Joosten'a, polegający na terel, że w gruntzapuszcza się odpowiednie materjały chemiczne (bliżej nie-określone — przyp. spr.). Warunkiem możliwości osiągnięciawyniku dodatniego jest zawartość kwarcu w cząstkachgruntu,
Sposób upodabnia się do zjawisk w naturze, wskutekktórych działania kwasów i soli, znajdujących się w ziemi,W ciągu tysiąca lat wytworzyły piaskowce, lub konglomeraty.
Niezbędne tnaterjały doprowadza się do wzmacnianego grun-tu w takiej ilości, że skamienienie następuje w ciągu dwuminut. Stwardniały grunt posiada wytrzymałość na ciśnie-nie 35 do 40 kglcms i może być natychmiast obciążony. Do-mieszka gliny w gruncie nie wpływa fla wynik utwardniania.Również jest bez znaczenia, cay warstwy wzmacniane znaj-dują się nad lub pod poziomem wody gruntowej.
Ten sposób wzmacniania gruntu daje zupełnie nowemożliwości wykonywania budowli w 2iemi. Szczególnie wy-tworzenie skamienienia gruntu jest dogodne, gdy wskutekbudowy nie powinny być odciągane z gruntu jego częściskładowe. Można go używać nietylko do wzmocnieaia gruntu

492 PRZEGLĄD TECHNICZNY
przy wykonywaniu nowych budowli, lecz i pod istniejącemi,np. pod filarami mostowemi. Ponieważ nasycony sposobemJoosten'a materjal jest prawie aieprzenikliwy dla wody,więc można go stosować do zabezpieczenia od przesiąkaniawody ścian z cegły i betonu, wtłaczając omawiane środki che-miczne. ( S i e m e n s - B a u n i o n . 1929. Nr, 1 z 3 rys.).
METALOZNAWSTWO.O pewnych właściwościach ciągnionych na zimno
i następnie odpuszczonych drutów stalowych.S, H, Rees z Woolwich badał dwa gatunki stalowych na
zimno ciągnionych drutów; czysto węglistego*) i chromowo-wanadowego (Cr = 1,11% i C = 0,42%; V - 0,2%) prze-ciąganych z przekroju 9,5 X 5,4 mm do 6,4 X 1,5 mm, a po-tem odpuszczonych w ciągu 1 godz. w temperaturach100 — 600°.
Wyniki badań mechanicznych zestawiono na wykre-sach 1 i 2. Wskazują one na możliwości zjawisk starzenia
100 200 B00 400Temperatura w °C
Rys. 1.
500 600
300
l200
się w czasie leżenia ciągnionych na zimno diutów. Samoumoc-nienie wskutek starzenia się może zachodzić zarówno w tem-peraturach zwykłych, choć zbyt powoli, jak i w t-rach niecopodwyższonych (do 200") — z coraz bardziej zwiększającą
40
200 300 400
Rys. 2.
500 500
400
350
300
l250
się szybkością. Jednak S. H. Rees o tem nie wspomina. Na-tomiast spostrzegł autor, że granica proporcjonalności, zbytniska w stalach ciągnionych na zimno, podnosi się znaczniepo odpuszczaniu w temperaturze 200" w ciągu 1 godziny;również znacznie, chociaż nieco mniej od poprzedniej, zwię-ksza się w podobnych wypadkach i granica płynności. W tychsamych wypadkach (odpuszczanie przy 200") podnosi sięnieco twardość; natomiast wytrzymałość podnosi się zbytnieznacznie.
Ciekawe są spostrzeżenia S. H. Rees'a co do zmian gę-stości i długości drutów ciągnionych na zimno po wyżarzaniu:
I r o u a n d S t e e l I n s t , 1923, II, 273/83,
T-ra odpuszczaniaw ciągu 1 godz.
Na zimnociągnięty
200"250350450550650750
Cr -
Gęstość
7,813, 7,814
7,8167,8227,8317,8277,8357,839
V-stalowy
Przyrostgęstości
"A,
—0,010,040,110,230,180,280,33
drut
Przyrostdługości
%
—
0,020,0350,070,110,130,17—
Węglisty stalowy drut.
Przyrostgęstości
— •
0,080,100,14 >0,170,22—
Przyrostdługości
"/o
—
0,050,090,120,130,120,11—
Próby na gięcie i obciążenia trwałe (78,8 kgjmm') w tem-peraturach podwyższonych wykazały, że stal chromowo-wa-nadowa w zastosowaniu do wyrobu ciągniętych na zimno dru-tów ma znaczną przewagę nad stalą czysto węglistą.(J. I r o n a n d S t e e l i n s t , 25 — 27.1X.1928 Bilbaow Hiszpanji). *• &•" Cz.
MOSTOWNICTWO.Kratowy most kolejowy z połączeniami spawanemi.
Połączenia spawane znajdują, jak wiadomo, coraz wię-ksze zastosowanie w konstrukcjach mechanicznych różnegorodzaju, rozwijać się szczególnie w St. Zjedn. Am. Półn.,francji, Szwajcarji, Niemczech i in. krajach Euuopy zachod-niej, o czem niejednokrotnie już na łamach naszych wspo-minaliśmy.
Jednym z pionierów tego rodzaju budowy jest w St.Zjedn. T-wo Westinghouse Klectric Co, które niedawnowzniosło w Sharon b-piętrcwy budynek, z całkowicie spa-wanym szkieletem żelaznym. Pomyślne wyniki szeregu tegorodzaju prób skłoniły wytwórnię do wykonania w ten spo-sób kratowego mostu kolejowego, o rozpiętości 40 m, ponadkanałem, na bocznicy kolejowej we własnych zakładachw Chicopee Falls, Mass. Most ten, w którym wszystkie po-łączenia węzłowe uskutecznione są przez spawanie, jest kon-
.strukcją nader śmiałą, jeśli zważymy,- że poddany jestznacznym obciążeniom ruchomym, uderzeniom podczas prze-taczania się kół parowozowych i wagonowych na stykachszyn i t, d,
Most w Chicopee Falls zawiera jedno tylko przęsłokratowe, typu Warrenaj długość każdej z belek wynosi41 m, szerokość mostu 5,20 m, wysokość zaś między dolne-mi krawędziami górnej i dolnej belki — 7,50 m. Wszystkiepręty tworzące przęsło posiadają kształt zwykłych profilówżelaznych. Belki kształtu korytkowego wogóle nie były uży-wane.
Poszczególne przekroje obliczono na zwykłe napręże-nia dopuszczalne, miejsca spawane zaś liczone były na pod-stawie danych doświadczalnych, uprzednio już zgromadzo-nych przez wytwórnię; w szczególności starannie wybieranorodzaj spawania dla każdego z połączeń,
Most zmontowano na brzegu kanału, aby nie przeszka-dzać ruchowi statków, i dopiero w czasie przerwy żeglugiw końcu tygodnia zainstalowano go przy pomocy dźwigówi pośpiesznie wzniesionych rusztowań. Po ułożeniu szyn,poddano most obciążeniu próbnemu, przyczem próba wypa-dła zupełnie pomyślnie, wobec czego oddano do użytku tenpierwszy na świecie kolejowy most spawany. ( B u l l e t i nd e l'A s s o c . d u C o n g r e s d e s C h e m i n s dei e r, grudzień, 1928).
SPROSTOWANIE.W artykule „Polska na progu nowego dziesięciolecia"
w Nr. 6—7 P r z e g l . T e c h n . wkradła się omyłka poniższa;Str, 225, łam prawy, wiersz 20 od dołu powinno być
5,3 : 1 zamiast 53 : 1, wskutek tego na str, 226 w łamie le-wym w wierszu 30 od góry powinno być: „w cenie wynoszą4,3 na 5,3, a zaledwie 1 na 5,3 sta-..,
Wydawca: Spółka z o. odp. .Przegląd Techniczny". Redaktor odp, Inż. Czesław Mikulslri.