PRINCÍPIOS DE METROLOGIA INDUSTRIAL
20
PRINCÍPIOS DE METROLOGIA INDUSTRIAL
Transcript of PRINCÍPIOS DE METROLOGIA INDUSTRIAL

PRINCÍPIOS DE METROLOGIA INDUSTRIAL

:PREFÁCIO
Est~ roteiro,de ~ulae práticas, correaponde à parte do curso de Tecno
logi~ Mecânica que trata da Metrologia IndustriaL A parte teórica do
curso., tem o apoio da publicação intitulada "Introduçio i ~etrologia
Industrial"• do Prot., Joio Liran!.
ÁS proximas ,edlc;Õe&, Srtildativamente abrangerio todo O CUl'80 de Teon0l,2
gb Mecinica, no que 8e retere à parte pr~Hica ..

l.l
:~:~CCU. D::: El{GS~EAR!A .DE SÃC CARLOS - USP
JE?ART~~ENTO ~E ENGENHARIA MECÂNICA
ATJ ~.1-. PRk.riCA n2 1; AJUS'l'AGEM - USO DE LIMAS
A Ob.7?.:T 170: l:ntroduzir c aluno ao aprendizado do mar:.•.lseio correto de limas
F ~BÁTICA: Ajust~r a peça conforme desenho fornecido.
No item I do relatório (Introdução), fazer uma descrição d~ li
ma~: tipos, formas, usos, etc.
1) Defina com suas palavras o termo ajustagem
~) Se a superfÍcie da peça estiver engordurada (pelo toque das mãos. por
exemplo), ,. lima nãc remove material. Por que? Tente descrever como a
lim~ retira material.
3 J Ge:raL:n.ente, as limas são fabricadas com ligeira convexidade, ao invés
1,~ suas faces serem perfeitamente planas. Qual a razão disto?
li,) b.s limas podem apres"!>ntar p~cado simples ou cruzado. ·~ua.l deles p<jssi
\.._..;1·•·-i-,.., r..; '9'0 I"'\;: A J... • l ? ,.., 1. d 1 rf"..e.,... m-"'·~·'- """ m.,. ... o .. remo';"'-o ·...ce mat.er::..a por passagem. "lua... '!bes ccn • .. ~e ., ...
lhe::· aca·;;amento superficial à superfÍcie limada?
- peça~ l.i~tas diversas e desenho da peça.
- Ter.;:c::.a d'2ll Taller ~ ·.s;scola. Henry Ford
T~cnologia ~ecanica - Pezzano

?.1
ESCi)LA DE ENGENHARIA D:S: SÃO CARLOS -USP
DEPAJl:TAM.'!i::NTO DE ENG~HARIA llECÂN!CA
AULA PRÁTICA N9 2: Comparadores de Amplificação llecânica e Desvio de Pcei--çao:
A) CBJSTIVO: 1) Medição "erro de batida•• (um dos ·desvios de l>osição) 9 em
peça.s fornecidas, usando uma mesa entre pontos,. eixos cÔnicos especiais
e relÓgio comparador)
2) Tomar conhecimento de um mecanismo de amplifica.ção de reló
gio comparador6
B) PRÁTICA:
l) Inspeção das peças comparando com a.e especific3.çÕes pedid.as r ... o
processo de fabricação.
Oba.:
1.1) Inspeção de desvio de batida ( / } na pe,ça n li! 1.
1.2) idem na peça n' 2
lo3) idem " ,, nl:l 3
1.4) n .. H n~ 4
as medidas encontradas de'Vem ser indicadas em. croquis aoomr)a:nh.!,
das da palavra noK" ou "B.EStiTADA,.
Ex emp 1 o : ve:r o bó i xo
L5) Descreva fazendo esquemas; uma base'de médição com relÓgio
compara.do:r E~ uma base magnética para com:pa.ra.dores.
10,03 (Ok)
0,02 .( uje i ta da)
2) Verificação do mecanismo de ar.plifica.ção do relÓgio comparador,
e manuseio do relÓgio indicador.
2.1) Fazer esquema do mecanismo citado.
l) !n terpretar as segr.üntes especificações, ~de acordo com norl'U. de ••To l,.!
râ.ncia de Forma e Posição"
..

2.2
c}
_L r+lo.•qnoi '&.±·--::--·~
U.
2) Com relação à mesa com eD11re . .-pontoe, tendo em vista aplioaçies gerais,
o paralelismo do .!.!!2 "entre-:-pontos" com o plano da base, é importan
te por que?
3) Como se pÔde inspecionar aquela condição da pergunta ant.erior? Use os
meio·s, que achar convenien.te .. ·
4) Com a base de medição, deuM:reva como se faz uma medição direta e uma
medição indireta.
5) Sugira como medir o ângulp de um cone de uma peça colocada entre pon•
tos, usando relÓgio compa:;-ador. Imaginar a utilização do equipamento
suplementar ·que for neces~â.rio.
D) MATERIAL t
- peças com respectivos processos d~ fabricação e desenhos.
- mesa com entr~ pontos
- relÓgio comparador (0,01) • relÓgio indicador (0,01)
- suporte para relÓgio
• base de medição
- padrão de altura.

E) .BIBL.;:OGRAFIA
- Agostjnho -; Rodrigues -, Lirani: - "Tolerâncias, Ajustes, Desvios, e
Análise de DimensÕes~ - Ed. Edgar .Blüoher (1977)
-Cruz A .. R.,Jr ... Tolerancia.s de Forma e Posição" -publicação da
EESC-USP (1976).
- PEZZANO - Tecnologia Keoanica

} .. l
ESCOll DE ENGENHARIA DE SÃO CARLOS - USP
DEPARTAMENTO DE ENGENHARIA MECANICA
AULA PRÁTICA N2 2= Comparadcras de Amplificação Pneumática
A) OBJETIVO: :Mostrar ao aluno o funcionamento de um eomparador marca Solex,
permitind.o-lhe avaliar as vantagens deste tipo de medição,nas
fabricaçÕes de altas s&ries ..
~.; a parte introdutória do relatório deve constar de esq~gmas
de funcionamento de um comparador pneumático Solex, e ex
plicações sÔbre seu funcionamento, bem como esquema d~ me
S~çÕes de diametro interno 2 de comprimentos e de diametr0s
e:r.:tern2§_.
B) PRÁTICAg
l) Tendo em vista inspecionar um lote de peças, conforme desenho f:::-rn.â
cido~ .faça a montagem do aparelho. Depois realize a inspeção, ''apr2_
.Ya.o.do" ou. •~ra,jei'cando" cada uma das peças.
2) .Pode-se dizer que ur:ia outra vantagem do calibrador tampão pneumáti
co além da rapidez de inspeção é a "vida mais longa"? Por que?
3) Pode-se conhecer a~ "medida real" (medição direta) de uma certa. p~!>ça.,
inspecionando-a com o comparador pneumático? Como?
4) Z:J;istem ca.sos.1 bn.de e, medição usando plug l'tsem conta. to" nao pode ser
utilizada, Deve-se usaro plug "com contato". Por que? Explique.
5) Explique a :finalidade dos equipamentos avulsos apreeentados (2 plugs,
l "compassoH, 1 ~·~inding ga.ge").
C) MATERIAlt peças, bloco padrão, base de medição, plugs, compasso pne\Uil,i
tico, oonj~Ultc Solex, grinding gage.
Lirani ~ 't.Intrcdução à Metrologia Industrial .. - publicação da EESC-USP.
Catlillogo Solex
Catalogo Fanambra

4.1
ESCOLA DE ENGENHARIA DE SÃO CARLOS - USP
DEPARTMtENTO DE ENGENHARIA MECÂNICA
AULA PRÁTICA NO 4: ''Ca.libradores: Manuseio e projeto":
A) QBJETIVQ: Familiarizar o aluno com o manuseio e com o projeto de cali
bradores de ·medição indireta; com o uso do subito e com leitura de d!
senho técnico. Isto se consegue através da simulação de uma "Inspeção
Final" em uma peça (carcaça de câmbio) numa fabricação em grandes séries.
:B) PROCEDIMENTO:
1) Tendo em mãos o Processo de Fabricação da peça, e o Desenho do Pro
duto Final, inspecionar uma a uma, tÔdas as medidas assinaladas,·
usando os calibradores indicados no processo de fabricação. Emita
seu parecer da seguinte forma:
medida (1) OK medida (2) - rejeitada
etc •••
2) Com o material fornecido .(desempenho, relÓgio comparador e suporte,·
·macacos, etc) verifique a condição de planicidade e paralelismo p~
dida para as duas faces da carcaça. Descreva o procedimento empreg~
do, no relatório.
3) Explique o procedimento usado para. a. utilização do sÚbito, na. ins:p-~
ção dos furos.
4) Para.. que serve o "ca.librador de boca. a.justáver', mostrado?
C) QUESTÕES:
J.~ Projetar um "ca.libra.dor de bÔca." e um ttoalibra.dor tampão duplo" p:a
ra as ~edidas ~ 40h7 e ~ 40H7, respectivamente. Utilizar os des~
nhos a.nexost completando-o com as dimensões encontradas.
~.: o projeto deve se enquadrar na. norma brasileira NB. 172.
2. Como é construido o ncalibra.dor tesoura19 '? Como eJ,.e possibilita. a lei
tura ampliada, da. medida. real? Projetar um ca.librador tesoura. para.
um canal interno de medida rjJ 40H9f que dê uma. amplificação 2xl(ver
desenho de calibrador tesoura. anexo).
D) MATERIAL:
peça, desempeno~> relÓgio compara.d.or (O,OOl.mm) ma.càcos (3), pla.no pa
drão, calibradores diversos, sÚbito.

4 ') ·-
E) BIBLIOGRAFIA!
- PEZZL·•;o . - Tecnologia. Ja:eoanica
- Norma 13rasileira NB 172 - ".Calibradores - Carac,terística.s Cons trut.i-
vas. Tole~incias".
- LIRAl'I: ... ~Intrq4uçio à }4etrol!)gia Industrial" -.·Publicaçio da ~ESC

I w I
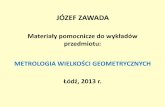
CEMAIS OIMENSOES VER DET. AB;\IXO
GE.l OIM.OE CAL. A 8 c o E K3 F R USA.R CABO 10333
\ o
PA'!. SA GASTO
\ DE 1 ATE 3 24,5 22 \8 12,5 2,5 ±64 0-1 - DOOO- 2 2 ,, 3 " 6 29 2 6 21 14 4 ±b"'8:-.1 ~2·-s·+--:1--+-o-o·'-o-:-1---4~+-------t
3 " 6 " 10 35 3t5 25 \7 5,5 ±68 ~ 4-9 1.6 0002-6 ~·--·---~---------t----lf----r---~~--+---+-
4 li 1 o li l 4 4 o 3 8 3 o 2 1 7 ± ~2 ! -~-3 2 I 5 o c o 3 - 8 :--5- -.. -1~4 ,. 18 4 7 L. 3 35-- "2 5 9 ± tF G-3 2~---õ Ó0-4~-_-0--+-------1 -· ---~-~-
5 " \B 11 21. 50 46 38 26 12 ±57 8-7 2.5 0005-2 7 11 .t.t. 01 30 54 f. 8 3 8 2 6 12 -fõ7 8-/ 2,5 0_]_0_6 __ -:-i.---t--------f
8
c \
Z 10333.00 1 CABO S TO
V\/\1\/
1 ; I ;
i
-o.
(VVW)
! I I . 1 j '' l I' ': '' !
' i:
'
L A DO PASSA
LA DO ~·1 À o
Pt..SSA
. .,.---- -------- . - --~-- : ·------;· . .. ~-......... --------------------- ~-- --- --- . 1 /\DO N;:,O PASSA A!::: 1- O 1 c$
~- ---~-~--~----~--Í -~ L~D·a--:--p;-\ssi..____________ ·.:..-! -,_ 0\- r:p~-- ~---------~---~-~-- ~--
on. ar DENOM. E OBSi cRV. DIW. G. >JS JES

GJ A
r 1
I ~
l~l .. 1 1............-J
J
i t p
I
i
"''! ·--~-
I
d íA B DE 2 A 4 t. o 25
·ACIMA 11 4 ll 6 4 s li
. ,, 6 11• . í o 50 30 .
•I 11 1 o li 1 6 62 40
I! I! 1 6 li ·2 s 70 50
11 !I 25 11 3 2 85 62 li 11 3 2 li 40 ! o o 7 5 11 q· 40 I! 50 l 2 5 9 o 11 ti 5o ,, 63 l 40 I l 2 ,,
" 63 li 70 1 5o 1 2 5 ,, 11 70 li 80 160 lt.O
•I li 80 li 90 180 90 200
1 6 o ti ,, li 1 o o
QT
ASSII'\t,T,
-·
c o E 7,2 1.3 4,2
.· 7. 5 l s. 4,S
7,8 I $ . 4.8 8 17 5
I O 2 3 6 1 2 • 29 8 1 4 3 5 I O
I 6 4 2 I I 1 8 51 1 2
2 o 57 I 3
6 2. 6 9 22 7 L.
1 4
,.
DENCM. E
.· .
F --~- K l o 12 1 6
2
1 4 .:
1 9 25 3 3 1 37 3.5 45
5 o 55
4
61 t..S
6B
R 3 4
6 9
13,5 ..
17 2 I
2 6 3 3
.3 6,S 4 2
47 52
r
2
2,S
s
1.,7
( 3;,6)
6,3
( 1,.{)
& (5;1Ç;;
t;,\U ('; f(: 1-, t: . . ·, 30 ., 100 jJO l \V~;
1,",!~ I, ...... a .,' • .- 1Q,;O : VViJ 4.:;;-,10
.l •. 4 - !;,

G~AVAR CONFORME O IM. A CALIBRAR
. R 19
VIS TA"~'
''\

ESCOLA DE ENGENHARIA DE S!O CARLOS - USP. = .... ;;;;;;..;. - - ....._, -
DEPARTA:t-IENTO DE ENGENHARIA MECÂNICA . ................ ...._...__..... __ _ ill,! PRÁTICA ~ 2, - "PROJETOR P_! PERFIS".
A.) OBJETIVO: Manuseio do aparelho citado; uso da mesa giratória; In,!_
peção DiascÓpica e EpidiascÓpica ..
parte introdutÓriado.relatÓrio~ dizer o que se en
tende por iluminação DiascÓpica e Epidiascópica.
B) PRÁTICA: Anote as acuracidades permitidas pelo aparelho nos di -
versos tipos de medição.
1 .. Engrenagem:
- medir diâmetro do furo da engrenagem pelo "Método da secantel'
Descreve-lo no relatÓrio.
- determinar por pontos, o perfil do dente da engrenagem. da -
segUinte forma: tomando como referência, a reta que passa p~
cabeça do dente, determinar a medida uc", da ndn tomada,. Fazer no mÍnimo 5 leituras.
cada medi-
2 .. Parafuso:
- Medir ri dl
- Medir flJ d2 d'
- Medir passo p
- Medir ângulo ~ parafuso
'" Ferramentas: engrengem
- verificar ~erfil das ferramentaa 9 utilizando perfil 20 x l
C) QUESTOES:
1) Consegue-se examinar o perfil do dente de uma engrenagem heli
coidal? Caso afirmativo, de que maneira?
2) Como o ângulo de hélice do parafuso pode afetar a medição?
D) MATERIAL:-peças a serem inapecionadaa·(engrenagem, parafuso e fe.r.
ramentas) ..
-perfil de ferramenta.
-desenho de ferramenta.
5.1

ESCOLA ENGENHARIA DE CARLOS - !§!:.
DEPARTAMENTO DE ENGENHARIA MECÂNICA
AULA PRÁTICA !!!_ ..§. - "MICROSCÓPIO !!! MEDIÇÃO': ..
OBJETIVO:.Manuseio do aparalho citado; uso da ocular goniométrica.
B) PRATICA: .Determinar a geometria da brochat cujos elementos estão
esquematizados a
.Inspecionar vários tipos de rôscas.
cuidado !a fazer ~
verificação ~ dentes
indicados
Medir: d, h, p 9 r (raio de concordância)
Adotar o
6.1
2~ dente
1) Observar os movimentos poss!veis do microscópio: de medição (movi
mento vertical do montante, lon~itudinal, tra~sversal e giratÓrio
da mesa).
2) Colocar o suporte entre-pon.·cos na mesa do aparelho.
· 3) Mop.tar os pontos.
4) a linha de centro do suporte, com a direção do movimento lon
tudinal da mesa o reticulado tipo "quadrante").
5) Colocar a peça a ser medida no entre pontos, posicionando-
a adequadamentet tendo em vista a localização da mesma no campo de
alcance dos cursos da mesa, e a observação do~~ dentes.
6) Efetuar as mediçÕes pedidas~ anotando a acuracidade de cada tipo -
de medição proporcionada aparelho ..
7) Substituir a ocular 20X, ocular goniométricp, e efetuar as
8)
diçÕes angulares (\)/ e~) .. Ê possf vel 9 medir nO' n no microscÓpio? -
se poderia medÍ-lo?
inspeção da
reticulados adequados ..
dos machos à disposição, utilizando-se dos
C) MATERIAL: brocha a ser medida, mesa com entre-pontos, ocular de au
mento , ocv~a~ goniométrica, diversos machos~

7.1
ESCOLA DE ENGENHARIA DE SlO CARLOS - --DEPARTAMENTO ~ ENGENHARIA MECÂNICA.
AULA PRÁTICA NQ - - - "TRAÇAGEM 11•
A) OBJETIVO: Uso do graminho graduado, desempeno e prisma na traça-
gemo
B) BRÁTICA: De acordo com desenho fornecido.
1) Traçar, aproximadamente, o centro de um tarugo ~ zu, marcando
o com punção.,
2) Traçar uma chapa retangular, preparando-a para furação.
C) QUESTOES:
1) Na peça traçada, qual (s) é a (s) face (s) de referência?
2) ~ necessário a face de referência ter sido previamente usinada?
3) Qual a acuracidade do graminho usado?
4) a são as utilidades do prisma usado?
5) a função do desempeno?.
D) MATERIAL: -peças, desempeno, prisma, graminho, compasso, punçao -
martelo, desenho da peça.

S.l
ESCOLA _E! ENGENHARIA DE SÃO CARLOS - ~ ..
DEPARTAMENTO ~ ENGENHARIA MECÂNICA
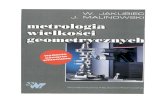
~ PRÁTICA NQ 8 - nDESVIOS _E! FORMA E POSIÇÃO':
A) OBJETIVO:
Medição de desvios de forma (planicidade, circularidade, cilindri
cidade), e posição (paralelismo, inclinação, simetria, perpendic.!!_
larismo) em peças fornecidas, através da utilização de desem12eno,
prismas, relÓgio in!icador, etc.
B) PRÁTICA:
Peça 1: arruela
Verificar descrevendo:
1.1) Planicidade da face retificada.
Material: peça, desempeno, calibrador traçador de altura, r~
lÓgio indicador (0,01), desenho da peça, processo
de fabricação.,
Peça ,g,: garfo ~ mudanças
Verificar descrevendo:
,2.1) Perpendicularismo entre o plano ~ patins e o !!!!::.2.• Material: peça, desempeno, .calibrador, traçador, relÓgio in
dicador (O,Ol) desenho da peça, processo de fabri-
-caçao.
Peça _2.: pino posicionador ~ marcha.
Verificar descrevendo:
3.1) Perpendicularismo entre ~ !!2_ Eino maior e ~ .f!9. pino -
menor.
3.2) Paralelismo entre-..as duas superfÍcies fresadas ..
3~3) Simetria·dos rasgos.
N.aterial: peça, desempeno, cal., traçador de altura, relÓgio
indicador, prisma, desenho da peça, processo de fa
bricação~
Peça 4: Setor i!_ mudança.
Verificar descrevendo!
4~1) paralelismo entre pino e furo
4~2) circularidade do pino
4.3) cilindricidade do pino

Material: peça, desempeno, calibrador traçaàor de altura, relÓgio
indicador (0,01), prisma, base prismática grande, relÓ
gio indicador (0,001) 7 desenho da peça e proce~so de fa
bricação ..
C) QUESTOES:
1) Interpretar as especificações abaixo, dando uma maneira corre
ta de verificá-la.
2) Na utilização do calibrador traçador de altura, qual afinalid~ de de se colocar um relÓgio indicador para apalpar a peça?
3) Qual a finalidade do desempeno?
4) Além daquela que foi vista, qual a outra utilidade do calibra
dor traçador de àltura?
D) BIBLIOGRAFIA:
- Agostinho -; Rodrigues -; Lirani -; "Toler~ncia, Ajustes, Des -
vias e Análise de Dimensões" - Editora EoBlucher.
- CRUZ. -; "Tolerâncias de Forma e Posição"- publicação da EESC -
USP (1976).,
8.2

a) ,...-----,!1-1 o • o 2.
b)
c)
I
-i H~l O. I la I d)

ESCOLA~ ENGENHARIA~~ CARLOS-~
DEPARTAMENTO DE ENGENHARIA MECÂNICA
~ PRÁTICA !!!?_ .2. - PAQUÍMETROS
A) OBJETIVO: Manuseio de paquímetro (princÍpios de Vernier).
B) PRÁTICA:
Medir as cinco (5) peças, cujo desenho está esquematizado abaixo,
indicando todas as dimensões. Para cada dimensão "X", ache a média
"X", e o desvio padrão "SX". Desenhe a peça (desenho técnico) e c2. loque as dimensões "X" achadas, em forma de tabelas.
Sx= ~(X-i)2
n-1
- Medir uma mesma dimensão de cada peça, com 2 paquímetros de acu~
cidade diferente. A análise das médias e desvios padrÕes conduz ~
resultados diferentes. Por que? Qual dos dois aparelhos é mais -
preciso? Que tipos de erro podem ter influÍdo nas mediçÕes? O a
parelho com melhor acuracidade, conduz sempre a medidas com me -
nor desvio padrão?
- Para cada paquímetro, especificar: alcance de medida e acuracid~
de.
C) !!UESTOES:
1) Seria possível medir um furo ~20 + 0 9005 com paquímetro?
D) MATERIAL:-peças
-paquímetro com acuracidade 0,02 mm
-paquímetro com acuracidade 0,05 mm
B) BIBLIOGRAFIA:
- Lirani - "Introdução a t-Ietrologia Industrial" - publicação da.
EESC-USP ..
- Pezzano - ~ecnologia Mecânica".

10.1
ESCOLA DE ENGENHARIA DE SÃO CARLOS - USP. ~..;;........;;..;.;;._ -- -DEPARTAMENTO DE ENGENHARIA MECÂNICA. -!!l.!:! PRÁTICA ~ !Q - "MICR0t-IETROn
A) OBJETIVO; Manuseio de micrômetros (principio de Palmer)
B) PRÁTICA:
Medir as 5 peças, cujo desenho e~tá abaixo esquematizado 9 indicando
todas as dimensões. Para cada dimensão uxn, ache a média "X", e o -
desvio padrão nsxn. Desenhe a peça (desenho técnico) e coloque as
dimensões "X" achadas, em forma de tabelas,
X = Z X
n
sx =!L (X - i)2
\ · n - 1
Medir uma mesma dimensão de cada peça, com 2 micrômetros de acuraci
dade diferente. Para cada micrômetro, especificar alcance de medid~
acuracidade e passo do parafuso micrométrico.
C) SUESTOES:
1) Quando se deve usar o paquímetro e quando se deve usar o micrôm~
tro?
2) Qual é a função da catraca do micrômetro?
D) MATERIAL: - peças a serem inspecionadas
- micrômetro externo (0,001)
- micrômetro externo (0,01)
- micrÔmetro interno (0,001)
E) BIBLIOGRAFIA:
- Lirani - "Introdução à Metrologia Industrial" - publicação da EESC - USP$ ·
- Pezzano - 9'Tecnologia Mecânica" ..