POLITECHNIKA ŚLĄSKA - scrumgames.files.wordpress.com · 5 1. Wstęp Rewolucja przemysłowa. Pod...
80
POLITECHNIKA ŚLĄSKA WYDZIAŁ AUTOMATYKI, ELEKTRONIKI I INFORMATYKI KIERUNEK AUTOMATYKA I ROBOTYKA Praca dyplomowa magisterska Projekt gry symulacyjnej opartej na założeniach Lean Manufacturing Autor: inż. Maciej Uzdrzychowski Kierująca pracą: dr inż. Jolanta Krystek Gliwice, wrzesień 2016
-
Upload
nguyenhuong -
Category
Documents
-
view
216 -
download
0
Transcript of POLITECHNIKA ŚLĄSKA - scrumgames.files.wordpress.com · 5 1. Wstęp Rewolucja przemysłowa. Pod...

POLITECHNIKA ŚLĄSKA
WYDZIAŁ AUTOMATYKI, ELEKTRONIKI I INFORMATYKI
KIERUNEK AUTOMATYKA I ROBOTYKA
Praca dyplomowa magisterska
Projekt gry symulacyjnej opartej na założeniach Lean Manufacturing
Autor: inż. Maciej Uzdrzychowski
Kierująca pracą: dr inż. Jolanta Krystek
Gliwice, wrzesień 2016

Spis treści
1. Wstęp ............................................................................................................. 5
2. Cel i zakres projektu ....................................................................................... 7
3. Lean Manufacturing - etymologia ................................................................... 8
4. Marnotrawstwo (jap. muda) ............................................................................ 9
4.1 Definicja .................................................................................................... 9
4.2 Podział i klasyfikacja marnotrawstw ....................................................... 11
4.3 Identyfikacja – mapowanie strumienia wartości ...................................... 12
5. Eliminacja marnotrawstwa – zagadnienia i techniki Lean Manufacturing ..... 14
6. Efekty wdrożenia Lean Manufacturing .......................................................... 27
7. Działania Lean a ochrona środowiska .......................................................... 29
8. Projekt gry symulacyjnej ............................................................................... 31
8.1 Dostępne rozwiązania komercyjne ......................................................... 31
8.2 Przykład rzeczywistego procesu produkcyjnego – produkcja
piły spalinowej ........................................................................................ 33
8.3 Wartość dydaktyczna ............................................................................. 36
8.4 Opis i założenia gry ................................................................................ 37
8.5 Opis produktu ......................................................................................... 38
8.6 Opis stanowisk pracy (gniazd produkcyjnych) ........................................ 39
8.7 Opis procesu produkcji ........................................................................... 43
8.8 Role ........................................................................................................ 47
8.9 Potrzebne materiały................................................................................ 48
8.10 Etapy gry .............................................................................................. 49
9. Gra testowa .................................................................................................. 53
9.1 Zasymulowane muda ............................................................................. 55
9.2 Wykorzystane narzędzia Lean Manufacturing ........................................ 58
9.3 Podsumowanie przebiegu gry ................................................................ 73
10. Podsumowanie ............................................................................................. 75
Bibliografia............................................................................................................ 77
Spis rysunków ...................................................................................................... 79
Spis tabel.............................................................................................................. 80


5
1. Wstęp
Rewolucja przemysłowa. Pod tym hasłem kryje się etap w historii, który
zapoczątkował trwający aż do dziś dynamiczny rozwój ludzkości. To właśnie wtedy
zrozumieliśmy, że możemy znacznie więcej. Wkroczyliśmy w zupełnie nową fazę
cywilizacyjną, o której jeszcze kilkadziesiąt lat wcześniej mogliśmy tylko pomarzyć.
W odpowiedzi na rosnące zapotrzebowania konsumenckie zaczęliśmy więcej produkować.
Prężny rozwój technologiczny stwarza przed nami ogromne możliwości, ale też
stawia twarde wymagania. Na przedsiębiorstwach wymuszana jest konieczność ciągłego
podnoszenia poziomu ich konkurencyjności oraz atrakcyjności produkowanych dóbr oraz
świadczonych usług. Bez nowoczesnych działań trudno jest przetrwać w tak dynamicznym
środowisku. Wytworzyła się naturalna potrzeba stosowania nowych metod bądź koncepcji,
mających pomóc przedsiębiorstwom przetrwać, a nawet stać się liderem w swojej branży.
Pojawiające się koncepcje, jak każde inne dobra podlegały prawom rynku. Najlepsze
i najskuteczniejsze, szybko zyskiwały uznanie oraz szerokie grono zwolenników, podczas
gdy inne odchodziły w niepamięć. Dziś wiemy, że jedną z najbardziej skutecznych filozofii
zarządzania, która powstała w tamtym okresie i jest z powodzeniem wykorzystywana do
dziś, jest filozofia Lean Manufacturing (szczupłego wytwarzania – tłum. własne).
Metodologia ta nie skupia się jednak na zwiększeniu nakładów czy redukcji środków, jak
mogłoby się początkowo wydawać. Lean Manufacturing to filozofia zarządzania produkcją,
która minimalizuje marnotrawstwo oraz eliminuje niepotrzebne operacje i procedury
w procesie produkcyjnym, zapewniając przy tym wysoką jakość przy niskich kosztach
i wykorzystaniu małej ilości surowców. U jej podstaw leży stwierdzenie “nie rób nic dopóki
nie jest to potrzebne, a wtedy zrób to bardzo szybko” [18].
Stosowanie zasad Lean Manufacturing pozwala stworzyć i udoskonalić każde
przedsiębiorstwo niezależnie od jego wielkości czy branży. Koncepcja ta odmieniła
całkowicie pojmowanie procesów zarządzania zapoczątkowane przez Henryego Forda.
Ford osiągnął sukces poprzez powiększenie skali produkcji, wprowadzenie taśmy
produkcyjnej oraz bardzo wąskiej specjalizacji pracowników.
Powiększanie skali produkcji, oprócz korzyści wynikających z pojęcia
definiowanego przez ekonomistów jako „Ekonomia skali produkcji” (zmniejszanie się kosztu
jednostkowego wraz ze wzrostem skali produkcji), niesie ze sobą pewne problemy [22].
Po pierwsze zwiększenie produkcji często jest powodem wprowadzenia produkcji typu
„Produkcja na magazyn”. Ten typ produkcji indukuje zamrożenie dużej ilości kapitału
w procesie produkcyjnym oraz sprawia, że produkcja w znacznej mierze opiera się na
6
często nietrafionych prognozach. Po drugie proces staje się coraz mniej przejrzysty
z powodu rosnącej entropii. Pracownicy częstokroć z powodu wysokiego tempa produkcji
i dużej ilości obowiązków nie zastanawiają się nad sensem czy kolejnością wykonywanych
przez nich operacji. Znacznie spada prawdopodobieństwo zauważenia muda (jap.
marnotrawstwo), a co za tym idzie rzadko wprowadzane są usprawnienia.
Znaczenie tych problemów jako pierwsi zrozumieli Japończycy. Taiichi Ohno,
ówczesny dyrektor Toyoty, w latach siedemdziesiątych ubiegłego wieku opracował
i wdrożył wraz ze swoimi współpracownikami system zarządzania nazwany później Toyota
Production System, który był poprzednikiem filozofii Lean Manufacturing.
Pomimo blisko 50 lat obecności Lean Manufacturing w dalszym ciągu poziom
wiedzy, znajomości i stosowania elementów Lean, jest niezadowalający. Konieczne jest
pogłębianie wiedzy pracowników na ten temat. Wychodząc naprzeciw temu
zapotrzebowaniu w ciągu ostatnich kilkunastu lat rozpoczął się proces urozmaicania
istniejących na rynku szkoleń. Do części teoretycznej, mającej głównie charakter wykładu,
dodano część praktyczną. Najefektywniejszym rozwiązaniem okazały się gry edukacyjne
Lean Games. Ze względu na przystępną formę i możliwość przeprowadzenia gry w ciągu
kilkudziesięciu minut dla kilkuosobowej grupy pracowników, są atrakcyjnym sposobem
szkolenia. Ideą takich gier jest symulacja procesu produkcyjnego przedmiotów o niewielkim
stopniu skomplikowania (np. montaż długopisów czy latarek). Pracownicy mają możliwość
wcielić się w różne role takie jak inżynier procesu, magazynier, zaopatrzeniowiec, operator
itd. Początkowo proces zawiera w sobie bardzo wiele marnotrawstw i posiada możliwość
usprawnienia w wielu obszarach. Szkolenie takie podzielone jest na kilka etapów pomiędzy
którymi uczestnicy kursu mają okazję, pod czujnym okiem mentora, zauważyć
marnotrawstwa oraz zaproponować metody ich usunięcia.
Istnieje bardzo wiele kosztownych rozwiązań komercyjnych takich gier, które nie
mają jednoznacznie udowodnionej skuteczności. Zaproponowany przez autora projekt gry
opartej na założeniach filozofii szczupłego wytwarzania jest odpowiedzią na brak
ogólnodostępnych, rozbudowanych gier przeznaczonych stricte do celów dydaktycznych.
Autor pracy jest pewien, że opracowana gra jest idealną odpowiedzią na takie
zapotrzebowanie.

7
2. Cel i zakres projektu
Autor niniejszej pracy dyplomowej podjął się wyzwania stworzenia gry symulacyjnej
opartej na założeniach filozofii szczupłego wytwarzania. Powstała ona w odpowiedzi na
niedostępność narzędzia, które mogłoby być z powodzeniem wykorzystywane do celów
dydaktycznych. Projekt został zrealizowany bazując na założeniach filozofii Lean
Manufacturing wykorzystywanej w sferze produkcyjnej. Zakres pracy obejmował:
zapoznanie się z literaturą dotyczącą zakresu Lean Manufacturing,
analizę narzędzi wykorzystywanych w Lean Manufacturing,
analizę efektów wdrażania Lean Manufacturing,
analizę rynku gier związanych z badaną tematyką,
opracowanie założeń gry,
przetestowanie opracowanej gry w praktyce.
Głównym celem opracowanej gry jest dostarczenie narzędzia dydaktycznego, które
przekazuje solidną, teoretyczną wiedzę w praktyczny sposób. Sensowność takiego
rozwiązania jest ogromna, ponieważ łatwiej przyswoić i zapamiętać wiedzę zdobytą
w praktyce. Oprócz komercyjnych zastosowań gra będzie mogła być wykorzystywana na
zajęciach dydaktycznych dla studentów na przedmiotach poświęconych zagadnieniu
sterowania produkcją. Po ukończeniu takiej gry studenci będą w uprzywilejowanej pozycji,
ponieważ podczas swoich pierwszych doświadczeń zawodowych będą oni dysponowali
wiedzą z zakresu Lean.
Praca jest kontynuacją projektu inżynierskiego autora o tytule „Wykorzystanie
wybranych narzędzi Lean Manufacturing na wydziale obróbki skrawaniem” [16]. Efektem
tej pracy było poznanie wybranych narzędzi oraz technik koncepcji szczupłego wytwarzania
oraz wykorzystania tych narzędzi w praktyce. Realizowana była przy współpracy z pewnym
gliwickim zakładem produkcyjnym. Przedsiębiorstwo to specjalizuje się w produkcji
wielkogabarytowych konstrukcji stalowych. Cechą charakterystyczną danego zakładu była
duża liczba oraz różnorodność operacji technologicznych, długie okresy realizacji zleceń
oraz całkowity brak działania w duchu filozofii Lean Manufacturing. Zaproponowane przez
autora techniki pozwoliły ulepszyć proces produkcji konstrukcji wykorzystywanej do
kładzenia przewodów na dnie morskim. Osiągnięte wyniki zostaną skrótowo przypomniane
w rozdziale szóstym tej pracy jako przykład efektywności metod Lean.
Niniejsza praca została podzielona na kilka części. Część pierwsza zawiera
teoretyczny wstęp dotyczący meritum, czyli problematyki Lean Manufacturing. Dalej
zostaną przybliżone techniki i zagadnienia niezbędne do zrozumienia tematyki. Następnie
przedstawione zostaną korzyści z ich stosowania. Koniec pierwszej części poświęcony jest

8
zagadnieniu pozytywnego wpływu elementów szczupłego wytwarzania na środowisko
naturalne.
Druga część stanowi punkt centralny pracy. Zawarty jest w niej zaproponowany
przez autora projekt dydaktycznej gry symulacyjnej, opartej na założeniach Lean
Manufacturing wraz z opisem zasad. Zostanie scharakteryzowany szczegółowo każdy
element gry, wyjaśnione zostaną role w jakie uczestnicy gry będą mogli się wcielić oraz
przedstawione będą wartości dydaktyczne jakie wyniosą potencjalni uczestnicy takiego
szkolenia.
Ostatni rozdział poświęcony jest podsumowaniu wykonanej pracy. Zostają w nim
zaproponowane możliwe ulepszenia projektu oraz nakreślone perspektyw rozwoju.
3. Lean Manufacturing - etymologia
Filozofia Lean nie jest, jako pojęcie, jednoznacznie określona w fachowej literaturze.
Zamiennie stosowane są nazwy Lean Manufacturing, Lean Management, Toyota
Production System, World Class Manufacturing czy Just in Time. Polskie tłumaczenia to
najczęściej Szczupłe Wytwarzanie bądź Produkcja. Wszystkie te terminy jednak odnoszą
się do tego samego sposobu myślenia i postępowania, niezależnie od obszaru działalności
– produkcji, łańcucha dostaw, biura, logistyki, usług, czy też opieki medycznej [17].
Metodologia ta wywodzi się ze sposobu postępowania japońskiego koncernu
motoryzacyjnego Toyota. Za jej prekursora uważa się jej głównego inżyniera Taiichi Ohno.
Jego pomysły trafiły na podatny grunt – Toyota bowiem w owym czasie borykała się
z problemem doścignięcia poziomu rozwoju amerykańskiego przemysłu samochodowego
w wyniszczonej po wojnie Japonii.
Jako pierwsi pojęcie Lean Manufacturing opisali Womack, Jones i Roos w swojej
książce The Machine That Changed the World [18]. Również do nich należy najbardziej
znana definicja pojęcia Lean:
„Szczupła produkcja jest szczupła, ponieważ używa mniej wszystkiego w porównaniu
z produkcją masową – połowę ludzkiego wysiłku w fabryce, połowę przestrzeni
produkcyjnej, połowę inwestycji w narzędzia, połowę pracy inżynierskiej do opracowania
nowego wyrobu, w dwukrotnie krótszym czasie. Wymaga również utrzymywania mniej niż
połowy zapasów, prowadzi do mniejszej ilości błędów i produkuje większy, ciągle rosnący
asortyment produktów” [18].

9
Działanie w duchu filozofii Lean w dużej mierze skupia się na eliminacji
marnotrawstw. Cele drugorzędne to obniżenie kosztów, poprawa bezpieczeństwa i jakości
oraz skrócenie czasów realizacji dowolnych zadań, które są osiągane w następstwie
eliminacji marnotrawstwa.
4. Marnotrawstwo (jap. muda)
4.1 Definicja
Jednym z najważniejszych problemów trapiących dzisiejsze firmy produkcyjne
jest nadmierny poziom zapasów. Najczęściej przyczyną ich powstawania jest
nadprodukcja, która została uznana przez Ohno, za najgorszy typ muda. Pozostałe rodzaje
marnotrawstwa to: braki, niepotrzebne procesy, zbędne ruchy ludzi, niepotrzebny transport,
oczekiwanie, defekty, niewykorzystana kreatywność pracowników, a także projektowanie
i wytwarzanie towarów oraz usług, które nie spełniają potrzeb klientów (rys.1). Wymienione
marnotrawstwa zostaną poniżej pokrótce scharakteryzowane [12].
Rysunek 1: Przyczyny muda (marnotrawstwa)
MU
DA
NADPRODUKCJA
BRAKI
ZAPASY
PRZESTOJE
ZBĘDNE PRZETWARZANIE
ZBĘDNY TRANSPORT
NIEPOTRZEBNY RUCH NA STANOWISKU PRACY
STRACONA KREATYWNOŚĆ PRACOWNIKÓW
10
Pierwszym i najważniejszym typem marnotrawstwa jest nadprodukcja, czyli
wytwarzanie dóbr w ilościach przewyższających w danym czasie, rzeczywisty popyt na owe
dobra. Jest domeną mało elastycznych przedsiębiorstw, które z obawy przed brakiem
towarów w momencie pojawiania się na nie zapotrzebowania wolą utrzymywać określony
ich poziom w magazynach. Również posiadanie drogich i wielkich maszyn, określanych
w literaturze jako pomniki, czy monumenty, o dużych czasach przezbrojeń zmusza
przedsiębiorców do produkcji w dużych partiach.
Kolejnym typem muda, który bardzo często zaskakuje przedsiębiorców są braki.
Dynamika tego typu marnotrawstwa związana jest przede wszystkim z fluktuacją popytu
oraz koniecznością ponownego wytworzenia danego produktu bądź usługi. Jest to
spowodowane niewłaściwą specyfikacją bądź niezadowalającą jakością pierwotnego
zamówienia, co generuje dodatkowe aktywności.
Zbędne zapasy są w zdecydowanej większości efektem nadprodukcji, ale również
zbyt zachowawczego systemu planowania potrzeb materiałowych. Indukuje to konieczność
posiadania dużych powierzchni magazynowych oraz zamrożenia znacznego kapitału
w stosunku do aktualnych potrzeb produkcyjnych.
Zła organizacja pracy, awarie, oczekiwania lub okresowe spadki koniunktury
odpowiedzialne są za przestoje. Pierwsze trzy mogą być w łatwy sposób wyeliminowane
poprzez poprawę organizacji pracy, przywiązanie większej uwagi do dbałości o stan
techniczny maszyn, narzędzi i urządzeń oraz poprzez stworzenie niewielkich
supermarketów przystanowiskowych bądź buforów. Na wahania popytu nie mamy jednak
wielkiego wpływu, dlatego tak ważne jest zwiększenie elastyczności przedsiębiorstwa.
Operacje i czynności, które są absolutnie niepotrzebne z punktu widzenia klienta są
źródłem kolejnego muda, mowa tu o zbędnym przetwarzaniu. Zalicza się do tego każdą
aktywność, która nie jest konieczna do wytworzenia dostarczanego dobra. To głównie
potocznie zwana „biurokracja”, a także nieuzasadnione stosowanie droższych oraz bardziej
zaawansowanych technologicznie maszyn czy urządzeń. W celu eliminacji tego muda
należy ciągle odpowiadać sobie na pytanie „czy dana czynność rzeczywiście przyczynia się
do powstawania wartości z punktu widzenia klienta” [18].
Zbędny transport (surowców, półproduktów, produktów bądź ludzi) to efekt złego
rozmieszczenia stanowisk roboczych, niewłaściwej organizacji procesu oraz braku narzędzi
koniecznych na danym stanowisku roboczym. W celu poprawy takiego stanu rzeczy
powinni być dodatkowo zatrudniani pracownicy odpowiedzialni wyłącznie za dostarczanie
potrzebnych elementów – tak zwani motyle (ang. butterfly). Różnice w kosztach są
porównywalne z zestawieniem jazdy autobusem z jazdą taksówką [4].
Ostatnim rodzajem marnotrawstwa, zauważonym przez japońskich inżynierów, jest
zbędny ruch na stanowisku pracy. Zaliczamy do tego każdą zbędną aktywność fizyczną

11
pracownika będącą najczęściej wynikiem złego rozmieszczenia stanowisk roboczych
względem siebie oraz złego zaprojektowania każdego stanowiska z osobna. W celu
poprawy sytuacji powinno się postępować zgodnie z zasadami ekonomiki ruchów
elementarnych.
Dodatkowy rodzaj muda zdefiniowali Womack, Jones i Roos. Chodzi tu o straconą
kreatywność pracowników. Zgodnie z przekonaniami inżynierów Toyoty, ludzie
przebywający najbliżej miejsc rzeczywistego wytwarzania produktu (jap. gemba), czyli
pracownicy najniższego szczebla, mają największą wiedzę o procesie. Niewykorzystanie
ich potencjału, pomysłów czy kreatywności jest poważnym błędem. Niejednokrotnie
pracownicy pracujący wiele lat w jednym miejscu nie przekazują zdobytej wiedzy
i doświadczenia.
4.2 Podział i klasyfikacja marnotrawstw
Przed przystąpieniem do klasyfikacji marnotrawstw należy zdefiniować pojęcie
strumienia wartości. Strumień wartości to ogół aktywności potrzebnych do wytworzenia
danego dobra, produktu bądź usługi, w procesie złożonym z trzech faz: projektowania,
zarządzania przepływem informacji oraz faktycznej produkcji.
Czynności wykonywane w trakcie procesu produkcyjnego można podzielić na trzy
kategorie:
VA (ang. Value Adding – dodające wartość) – tworzące produkt w sposób
bezpośredni,
NVA (ang. Non Value Adding – niedodające wartości) – zbędne z punktu widzenia
klienta, które można od razu usunąć,
NNVA (ang. Necessery Non Value Adding – niedodające wartości bez możliwości
ich usunięcia) – zbędne, ale niedające się usunąć.
Muda można podzielić w podobny sposób, uwzględniając dwa ostatnie z powyższych
punktów. Możemy więc wyróżnić muda pierwszego rodzaju, czyli czynności niedodające
wartości, ale niedające się usunąć – to głownie kontrola jakości. Muda drugiego rodzaju to
czynności absolutnie zbędne, które mogą być niemal natychmiast wyeliminowane. Zaliczyć
można do tego np. przestoje spowodowane nieuzasadnionym opuszczeniem stanowiska
pracy przez operatora [13].

12
4.3 Identyfikacja – mapowanie strumienia wartości [13]
Fundamentalnym narzędziem służącym do identyfikowania marnotrawstw jest
metoda nazywana mapowanie strumienia wartości. Jest to technika służąca do wizualizacji
przepływu, zarówno jego stanu obecnego, jak i projektowania stanu przyszłego, tego, do
którego dążymy. Ma ona na celu zobrazowanie całego procesu, począwszy od dostawy
surowców, poprzez wytwarzanie, transport i dystrybucję gotowego produktu, a na usługach
kończąc. Dzięki prostej budowie oraz wykorzystaniu ujednoliconych symboli i obrazów jest
to narzędzie wysoce przejrzyste i zrozumiałe. Umożliwia szybki dostęp do kluczowych
informacji o procesie, takich jak:
sposób jego organizacji,
liczba muda pierwszego i drugiego rodzaju oraz czynności rzeczywiście dodających
wartość z punktu widzenia klienta,
przepływ informacji,
czas cyklu,
liczba zasobów ludzkich,
rozmieszczenie magazynów, supermarketów przystanowiskowych,
sposób dostawy surowców i półproduktów.
Oprócz wykrywania marnotrawstw mapowanie strumienia wartości przynosi dodatkowe
korzyści, z których najważniejsze to:
ustabilizowanie procesów,
obniżenie czasów cyklu,
kompleksowa poprawa wszystkich procesów w danym przedsiębiorstwie,
redukcja kosztów wytwarzania,
zmiana postrzegania procesu jako całości, a nie jako kilku połączonych systemów
produkcyjnych.

13
Rysunek 2: Przykładowa mapa strumienia wartości (źródło własne)

14
5. Eliminacja marnotrawstwa – zagadnienia i techniki Lean
Manufacturing
Wyszczególnienie i opisanie ośmiu rodzajów muda pozwala określić, które zjawiska
i aktywności są niepożądane w procesie wytwórczym oraz na co należy zwracać
szczególną uwagę. Będąc świadomym występujących marnotrawstw należy przystąpić do
procesu ich eliminacji w celu poprawy funkcjonowania całego procesu, a co za tym idzie
również i przedsiębiorstwa.
Taichii Ohno, wraz ze swoimi współpracownikami, oraz inżynierowie z całego świata
przez wiele lat opracowywali i usprawniali szereg technik oraz narzędzi umożliwiających
stworzenie i utrzymanie sprawnie działającej organizacji.
Poniższy rozdział skupia się na dogłębnym i przystępnym omówieniu wszystkich
pojęć i technik dotyczących problematyki szczupłego wytwarzania. Warto nadmienić, że
działanie w duchu filozofii Lean Manufacturing wymaga systematycznego oraz
konsekwentnego wdrażania i dostosowywania tych narzędzi do aktualnie panujących
warunków w przedsiębiorstwie [5].
5S
Jest to narzędzie mające na celu stworzenie zorganizowanego i schludnego miejsca
pracy. Składa się ono, jak sama nazwa wskazuje, z pięciu prostych zasad [19]:
selekcja (jap. seiri) – polega na podzieleniu narzędzi, części oraz dokumentacji na
potrzebne i niepotrzebne na danym stanowisku, a następnie na eliminacji tych
zbędnych,
systematyka (jap. seiton) – oznacza stworzenie obszarów do przechowywania
wszystkich potrzebnych przedmiotów, tak aby każde z nich miało przypisane
miejsce,
sprzątanie (jap. seisu) – cechuje się systematycznym sprzątaniem miejsca pracy,
standaryzacja (jap. seiketsu) – polega na ustandaryzowaniu wszystkich metod
opracowanych w ciągu pierwszych trzech kroków,
samodoskonalenie (jap. shitsuke) – oznacza stworzenie zwyczaju przestrzegania
pierwszych czterech reguł.

15
5W
Metoda 5W (ang. 5 why – 5 dlaczego) jest sposobem umożliwiającym dochodzenie
do sedna badanego problemu. Zadanie pięciu pytań „dlaczego” ułatwia pełne zrozumienie
problemu, jego związku przyczynowo-skutkowego, a co najważniejsze jego prawdziwej
natury. Dzięki temu możliwe jest wnikliwe zbadanie przyczyn oraz skoncentrowanie się na
skutecznym ich rozwiązaniu [23].
Bottleneck (ang. wąskie gardło)
Bottleneck to proces lub element, który opóźnia pozostałe procesy np. jest to
gniazdo, przed którym gromadzi się największa ilość zapasów. Skutkuje to spowolnioną
pracą następujących po nim, w kolejności technologicznej, gniazd. Z tego też powodu rytm
pracy wąskiego gardła wyznacza rytm pracy całego procesu. W tym przypadku można
wykorzystać algorytm DBR. Składa się on z trzech kroków, których pierwsze litery tworzą
nazwę. Kroki te to Drum, Buffer oraz Rope (werbel, bufor, lina), których charakterystyka jest
następująca:
drum – zdefiniuj rytm odpowiadający rytmowi pracy wąskiego gardła,
buffer – ustal wielkość bufora zlokalizowanego przed wąskim gardłem,
rope – ustal moment uzupełniania bufora.
Chaku-Chaku
Termin ten oznacza łączenie czynności wykonywanych w kilku gniazdach
produkcyjnych w jedno duże gniazdo. To sposób realizacji One Piece Flow, w którym
operator gniazda przemieszcza się przenosząc półprodukty ze stacji poprzedniej do
następnej. Korzyści z wprowadzenia chaku-chaku to przede wszystkim eliminacja operacji
transportu oraz skrócenie czasu cyklu poprzez działania w myśl koncepcji One Piece Flow
w ramach pojedynczego gniazda produkcyjnego.
Chronometraż
Chronometraż to metoda pozwalająca sprecyzować ramy czasowe potrzebne do
wykonania danego zadania. Polega ona na obserwacji procesu i zapisywaniu zadań
potrzebnych do jego wykonania, jak również czasów do tego potrzebnych. Po stworzeniu
takiego dokumentu następuje faza analizy i opracowania wyników, po której ustala się nowe
normatywy czasowe dotyczące wykonania konkretnego zadania. Umożliwia ona również
przyjrzenie się jak naprawdę wygląda proces, co w przypadku prowadzenia chronometrażu
przez wnikliwego obserwatora może doprowadzić do zaobserwowania marnotrawstw,
a w konsekwencji usprawnienia całego procesu wytwórczego.

16
Rysunek 3: Przykładowy chronometraż [16]
Cykl Deminga [14]
Cykl PDCA (ang. Plan, Do, Check, Act – zaplanuj, zrób, sprawdź, popraw) zwany
również cyklem Deminga, to sposób postępowania będący podstawą ciągłej poprawy.
Polega on na cyklicznej realizacji czterech wymienionych etapów (rys. 4), które oznaczają:
zaplanuj – opracuj plan swoich działań,
zrób – zrealizuj je,
sprawdź – zbadaj ich skuteczność,
popraw – dokonaj koniecznych zmian i jeżeli działania przyniosły skutek, wprowadź
je na szeroką skalę.
Rysunek 4: Cykl Deminga
ZRÓB
SPRAWDŹPOPRAW
ZAPLANUJ
17
Definicja czasu taktu i czasu cyklu
Terminy czasu taktu i czasu cyklu odnoszą się do wartości pokazujących
częstotliwość opuszczania przez produkt linię produkcyjną. Wyznacza się je w następujący
sposób:
𝑡𝑎𝑘𝑡 =𝑐𝑧𝑎𝑠 𝑑𝑜𝑠𝑡ę𝑝𝑛𝑦 𝑤 𝑝𝑟𝑧𝑦𝑗ę𝑡𝑦𝑚 𝑜𝑘𝑟𝑒𝑠𝑖𝑒
𝑧𝑎𝑝𝑜𝑡𝑟𝑧𝑒𝑏𝑜𝑤𝑎𝑛𝑖𝑒 𝑤 𝑝𝑟𝑧𝑦𝑗ę𝑡𝑦𝑚 𝑜𝑘𝑟𝑒𝑠𝑖𝑒
𝑐𝑦𝑘𝑙 = 𝑐𝑧𝑎𝑠 𝑧𝑒𝑗ś𝑐𝑖𝑎 𝑘𝑜𝑙𝑒𝑗𝑛𝑒𝑗 𝑠𝑧𝑡𝑢𝑘𝑖 − 𝑐𝑧𝑎𝑠 𝑧𝑒𝑗ś𝑐𝑖𝑎 𝑜𝑏𝑒𝑐𝑛𝑒𝑗 𝑠𝑧𝑡𝑢𝑘𝑖
Czas cyklu mówi, z jaką rzeczywistą częstotliwością wyroby opuszczają linię produkcyjną.
Gdyby czas cyklu byłby większy od czasu taktu, wtedy należałoby zwiększyć liczbę
stanowisk i operatorów. Gdyby natomiast czas cyklu byłby dalece mniejszy od czasu taktu,
znaczyłoby to, że stanowisko jest niedociążone i należy zaplanować dodatkowe zadania.
Zadbanie o odpowiednie wartości czasów cyklu w stosunku do czasów taktu nazywane jest
balansowaniem stanowisk [4].
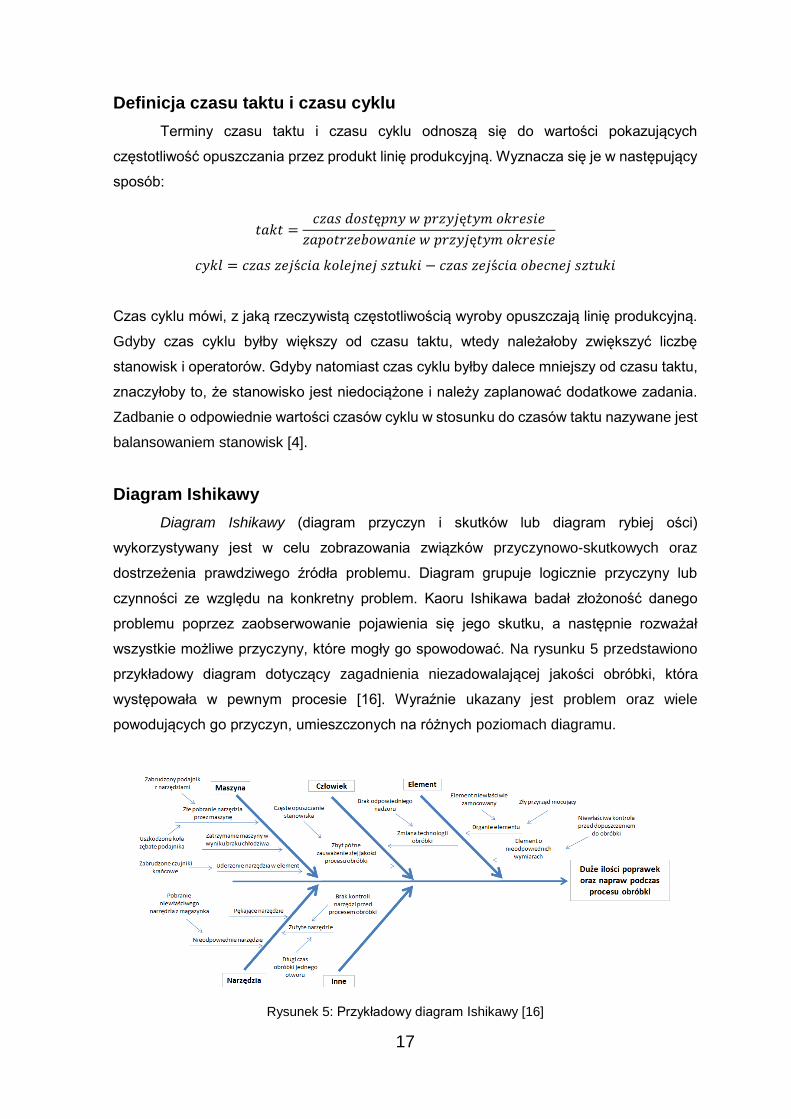
Diagram Ishikawy
Diagram Ishikawy (diagram przyczyn i skutków lub diagram rybiej ości)
wykorzystywany jest w celu zobrazowania związków przyczynowo-skutkowych oraz
dostrzeżenia prawdziwego źródła problemu. Diagram grupuje logicznie przyczyny lub
czynności ze względu na konkretny problem. Kaoru Ishikawa badał złożoność danego
problemu poprzez zaobserwowanie pojawienia się jego skutku, a następnie rozważał
wszystkie możliwe przyczyny, które mogły go spowodować. Na rysunku 5 przedstawiono
przykładowy diagram dotyczący zagadnienia niezadowalającej jakości obróbki, która
występowała w pewnym procesie [16]. Wyraźnie ukazany jest problem oraz wiele
powodujących go przyczyn, umieszczonych na różnych poziomach diagramu.
Rysunek 5: Przykładowy diagram Ishikawy [16]
18
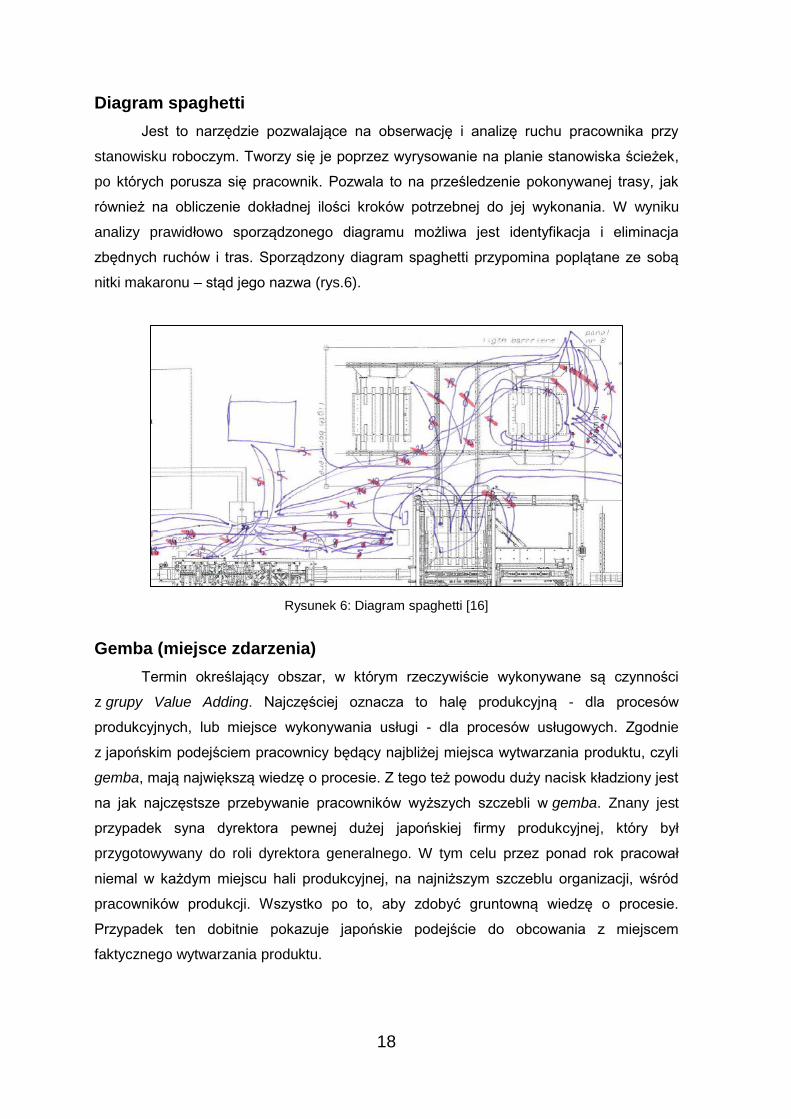
Diagram spaghetti
Jest to narzędzie pozwalające na obserwację i analizę ruchu pracownika przy
stanowisku roboczym. Tworzy się je poprzez wyrysowanie na planie stanowiska ścieżek,
po których porusza się pracownik. Pozwala to na prześledzenie pokonywanej trasy, jak
również na obliczenie dokładnej ilości kroków potrzebnej do jej wykonania. W wyniku
analizy prawidłowo sporządzonego diagramu możliwa jest identyfikacja i eliminacja
zbędnych ruchów i tras. Sporządzony diagram spaghetti przypomina poplątane ze sobą
nitki makaronu – stąd jego nazwa (rys.6).
Rysunek 6: Diagram spaghetti [16]
Gemba (miejsce zdarzenia)
Termin określający obszar, w którym rzeczywiście wykonywane są czynności
z grupy Value Adding. Najczęściej oznacza to halę produkcyjną - dla procesów
produkcyjnych, lub miejsce wykonywania usługi - dla procesów usługowych. Zgodnie
z japońskim podejściem pracownicy będący najbliżej miejsca wytwarzania produktu, czyli
gemba, mają największą wiedzę o procesie. Z tego też powodu duży nacisk kładziony jest
na jak najczęstsze przebywanie pracowników wyższych szczebli w gemba. Znany jest
przypadek syna dyrektora pewnej dużej japońskiej firmy produkcyjnej, który był
przygotowywany do roli dyrektora generalnego. W tym celu przez ponad rok pracował
niemal w każdym miejscu hali produkcyjnej, na najniższym szczeblu organizacji, wśród
pracowników produkcji. Wszystko po to, aby zdobyć gruntowną wiedzę o procesie.
Przypadek ten dobitnie pokazuje japońskie podejście do obcowania z miejscem
faktycznego wytwarzania produktu.

19
Genchi gembutsu (idź i zobacz)
Genchi gembutsu to kluczowa zasada Lean Manufacturing mówiąca o obowiązku
osobistego pójścia do gemba w razie wystąpienia jakiegokolwiek problemu w celu
właściwego jego zrozumienia.
Gniazdo produkcyjne
Termin ten oznacza fizyczne miejsce w przedsiębiorstwie, w którym zgrupowane są
stanowiska robocze. Wyróżnia się dwa typy gniazd produkcyjnych: technologiczne oraz
przedmiotowe. W gnieździe technologicznym zgrupowane są stanowiska, w których
wykonuje się procesy o podobnych technologiach np. frezowanie czy szlifowanie. Gniazda
przedmiotowe charakteryzują się ustawieniem stanowisk roboczych zgodnie z kolejnością
przebiegu procesu. Taki układ pozwala na wdrożenie One Piece Flow [1].
Heijunka (poziomowanie)
Termin oznaczający tworzenie poziomowanego planu pracy poprzez
sekwencjonowanie zamówień na podstawie istniejącego, stworzonego klasycznie
harmonogramu (rys. 7). Na przykład, jeśli pojawia się miesięczne zamówienie na 100
produktów typu A, 200 produktów typu B i 300 produktów typu C, to standardowe podejście,
opierające się na produkcji w partiach, zakłada wyprodukowanie kolejno wszystkich sztuk
typu A, następnie wszystkich sztuk typu B i wszystkich sztuk typu C. Takie postępowanie
jest mało elastyczne oraz stwarza potrzebę posiadania ogromnych powierzchni
magazynowych. Źródeł takiej postawy należy upatrywać w stosowaniu dużych maszyn
o trudnych i długotrwałych procesach przezbrojenia. Skutkuje to oporem ze strony
planistów produkcji do przeprowadzania częstych przezbrojeń na takich maszynach
i w efekcie tworzeniem harmonogramu opartego na dużych partiach. Harmonogram
poziomowany zakłada natomiast rozbicie całego zamówienia na partie tygodniowe.
W omawianym przykładzie oznaczałoby to wyprodukowanie w każdym z czterech tygodni
25 produktów typu A, 50 produktów typu B i 75 produktów typu C, w przykładowej kolejności
C, B, A, B, C, C po 25 sztuk każda. Działanie zgodnie z Heijunka obliguje do dalszego
rozbijania planu produkcji na sekwencje tygodniowe, a nawet godzinowe. W pewnym
momencie jednak dalsze poziomowanie jest niemożliwe z powodu ograniczonych zdolności
produkcyjnych każdego przedsiębiorstwa oraz nie występowania zerowych czasów
przezbrojeń [18].

20
Rysunek 7: Podejście klasyczne a Heijunka
Jidoka (autonomizacja)
Jidoka to koncepcja zakładająca stosowanie maszyn potrafiących samodzielnie
wykryć błędy w swojej pracy, zatrzymać się oraz zasygnalizować potrzebę pomocy.
Umożliwia to obsługiwanie przez jednego operatora większej liczby maszyn, bez
zagrożenia wyprodukowania dużej liczby elementów wadliwych.
Just in time (dokładnie na czas)
Just in time (często oznaczany jako JiT) oznacza system produkcji i dostaw
produktów o odpowiedniej specyfikacji i ilości, w określone miejsce o właściwym czasie.
Jest on fundamentem Lean Manufacturing. Jego nadrzędne cele to redukcja WiP,
zwiększenie elastyczności przedsiębiorstwa oraz zmniejszenie zapasów i czasów cyklu.
Umożliwia skoordynowanie wszystkich aktywności w danym procesie dzięki zastosowaniu
systemu Pull, One Piece Flow i metody Kanban. Stan idealny, w którym potrzebne
komponenty dostarczane są kilka sekund po zgłoszeniu na nie zapotrzebowania nazywa
się Just On Time.
21
Kaikaku, kaizen
Te dwa pojęcia oznaczają proces poprawy. Różnią się jednak tempem
wprowadzania zmian. Kaikaku, inaczej przełomowe kaizen, odnosi się do bardzo szybkich
i radykalnych usprawnień mających miejsce najczęściej na samym początku wprowadzania
filozofii szczupłego wytwarzania w danej organizacji. Z kolei kaizen to zmiany stopniowe,
o mniejszej intensywności, jednak odbywające się systematycznie.
Kanban
Kanban to wywodząca się z Japonii metoda sterowania zapasami. Oparta jest ona
na kartach wyrobów, za pomocą których pracownik gniazda n+1 przekazując ją
pracownikowi gniazda n sygnalizuje zapotrzebowanie na półprodukt o specyfikacji
określonej w tej karcie. Powoduje to, że każde gniazdo objęte tym systemem produkuje
dokładnie tyle ile jest wymagane w danym czasie. Karty wyrobów mogą być zastąpione
specjalnie oznaczonymi polami, na które odkłada się gotowe półprodukty. W takim
przypadku operator stacji n może rozpocząć produkcję danego typu wyrobu tylko wtedy,
gdy pracownik stacji n+1 pobierze od niego gotowy element. Dzięki zgromadzeniu
wszystkich potrzebnych elementów przed każdym gniazdem produkcyjnym możliwe jest
uwolnienie dużych ilości powierzchni magazynowych. System kanban jest ściśle powiązany
z systemem pull (ssącym).
Monument (pomnik)
Terminem tym określane są maszyny, bądź urządzenia, skomplikowane
technologicznie oraz posiadające znaczne wymiary fizyczne, co utrudnia ich
przemieszczanie. Cechą charakterystyczną takich urządzeń są długotrwałe
i skomplikowane przezbrojenia, jak również kolejkowanie przed nimi produktów
oczekujących na przetwarzanie. Stosowanie pomników to podejście mało elastyczne oraz
niechciane z punktu widzenia Lean Manufacturing.
One Piece Flow (przepływ jednej sztuki)
To sposób produkcji, w którym nacisk położony jest na ciągłe przemieszczanie się
pojedynczych elementów przez wszystkie etapy procesu, bez kolejek i oczekiwania.
Operacja
Termin ten odnosi się do pojedynczej czynność lub zbiór czynności wykonywanych
na danym produkcie przez konkretną maszynę.

22
OEE (ang. Overall Equipment Effectivenes – Całkowita Efektywność
Maszyn i Urządzeń) [8]
Jest to wskaźnik informujący o stopniu wykorzystywania maszyn i urządzeń oraz
o efektywności wprowadzania TPM. Najlepsi producenci osiągają wynik na poziomie 85%.
Wzór na jego obliczenie jest następujący:
𝑂𝐸𝐸[%] = 𝐷𝑜𝑠𝑡ę𝑝𝑛𝑜ść[%]×𝑊𝑦𝑑𝑎𝑗𝑛𝑜ść[%]×𝐽𝑎𝑘𝑜ść[%]
Gdzie:
Dostępność – czas, w którym maszyna jest w pełni gotowa do pracy, pomniejszony o czas
przezbrojeń i awarii, odniesiony do całkowitego czasu, w którym dana maszyna mogłaby
funkcjonować.
Wydajność – stosunek czasu, w którym maszyna rzeczywiście funkcjonuje do czasu,
w którym jest ona dostępna.
Jakość – liczba elementów spełniających wymagania jakościowe do wszystkich elementów
produkowanych przez daną maszynę.
Pętla mleczarza (motyla)
Pętla mleczarza to sposób planowania drogi dostawy w taki sposób, że dostawca
zawsze porusza się po niezmiennej trasie, obsługując po drodze wszystkich odbiorców
(podobnie jak mleczarz rozwozi mleko po okolicznych domach). W standardowym
podejściu każdorazowa podróż „mleczarza” do odbiorcy stanowi niejako oddzielny epizod.
Za stosowaniem pętli mleczarza przemawiają koszty. W literaturze często spotyka się
porównanie do kosztów podróży autobusem, a taksówką, na korzyść tego pierwszego [4].
Poka-yoke
To proces lub urządzenie odporne na błędy. Termin ten oznacza użycie prostych
mechanizmów zapobiegających popełnianiu drobnych błędów, które mogą spowodować
poważne konsekwencje. Jako przykład można podać wtyczki, które do poprawnego
działania muszą być zamontowane w ściśle określony sposób. Ich niesymetryczna
konstrukcja powoduje, że mogą być użyte tylko w jeden, właściwy sposób.

23
Rysunek 8: Przykłady wtyczek odpornych na błędy
Praca standaryzowana
Praca standaryzowana to praca, która w całości odbywa się zgodnie z aktualnie
obowiązującym standardem – instrukcją wykonania poszczególnych operacji procesu.
Zawiera listę niezbędnych czynności oraz sposób ich wykonania oraz wykaz narzędzi
i półproduktów. Posiada zdefiniowany czas cyklu i czas taktu dla danego wyrobu.
Wprowadzenie jednego, obowiązującego dla całego przedsiębiorstwa, standardu
wykonywania danej czynności ma na celu znalezienie najlepszego sposobu jej
realizowania. Pracownik wykonujący daną czynność po raz pierwszy, po zapoznaniu
z instrukcją ma pewność, że wykonuje ją w najlepszy aktualnie sposób. Dodatkowo, jeśli
opracuje on usprawnienie dotychczasowego standardu, to w szybkim czasie zostanie
zdefiniowany nowy standard, obowiązujący w całym zakładzie. Dzięki wprowadzeniu
takiego modelu działania, w którym każdy pracownik może aktywnie przyczynić się do
ulepszenia procesu powoduje, że cała zgromadzona wiedza doświadczonych pracowników
nie przepada, gdy odchodzą oni na emeryturę lub zostają przeniesieni do innego obszaru.
Proces
Proces to zbiór poszczególnych operacji koniecznych do wytworzenia danego
produktu lub dostarczenia konkretnej usługi.
Produkcja w partiach – ang. Batch and queue (seria i kolejka)
Sposób produkcji charakteryzujący się wytwarzaniem dużych partii elementów
i przekazywaniem ich w całości do następnego etapu produkcji, gdzie oczekują w kolejkach
na dalszą część procesu.
Przezbrojenie
Przezbrojenie to czynność polegająca na zmianie właściwości maszyn bądź ludzi
konieczna do rozpoczęcia produkcji wyrobów o specyfikacji innej niż poprzednio

24
realizowanej. Czas przezbrojenia to okres jaki upływa od momentu wykonania ostatniej
części bieżącego procesu, do momentu rozpoczęcia produkcji pierwszej części kolejnego
procesu, do realizacji którego niezbędny jest inny wariant uzbrojenia zasobów.
Sensei (ten który uczy)
Nauczyciel, guru. Osoba posiadająca dogłębną wiedzę i doświadczenie
w konkretnej dziedzinie. W Lean Manufacturing to postać będąca swoistym przewodnikiem
zmian i usprawnień. W latach osiemdziesiątych ubiegłego stulecia sensei byli masowo
sprowadzania do fabryk w Stanach Zjednoczonych w celu przekazywania swojej wiedzy
i nadzorowania procesu zmian.
SMED (ang. Single Minute Exchange of Dies)
SMED to metoda optymalizująca czasy przezbrojeń, tak, aby zgodnie z definicją
zamknęły się one w czasie krótszym niż 10 minut. Opiera się ona na eliminacji przyczyn
generujących przestój maszyny w trakcie przezbrojenia. Źródłem przestojów są:
przygotowanie do przezbrojenia, przygotowanie lub wymiana narzędzi, próby uzyskania
pożądanej jakości. Czynności wykonywane w procesie przezbrojenia można podzielić na
zewnętrzne, czyli takie, które mogą być wykonywane w trakcie pracy maszyny, jak również
i wewnętrzne, wykonywane w trakcie postoju maszyny powodujące widoczne straty
czasowe. Minimalizację czasów przezbrojeń można podzielić na następujące etapy:
podzielenie i grupowanie operacji na wewnętrzne i zewnętrzne,
zamiana czynności wewnętrznych na zewnętrzne,
eliminacja czynności zewnętrznych z całego procesu przezbrojenia [9, 16].
Rysunek 9: Typowy rozkład czynności w procesie przezbrojenia [16]
System push i pull
Systemy te opisują sposób przepływu informacji bądź produktów na linii producent
– klient. Termin odnosi się również do przepływu pomiędzy dwoma gniazdami
produkcyjnymi, gdzie zgodnie z kolejnością procesu gniazdo n nazywane jest producentem,
a gniazdo n+1, klientem. W systemie push (pchać) producent wypycha towary na rynek
w oparciu o prognozy. Wysoki poziom zapasów oraz WiP nie są w tym przypadku niczym

25
nadzwyczajnym. Cechą charakterystyczną jest gromadzenie zapasów przy gnieździe –
kliencie, oraz na samym końcu procesu produkcyjnego, czyli w magazynie. Z kolei system
pull (ciągnąć), w polskiej literaturze funkcjonujący pod nazwą „wyciągany”, oparty jest
w całości na żądaniach klientów. Produkcja może rozpocząć się tylko wtedy, gdy klient
swoim zamówieniem „da znak”. Odwrotnie niż w poprzednim przypadku charakteryzuje się
on niskim poziomem zapasów oraz WiP. Warto nadmienić, że system pull nie może być,
jako narzędzie Lean Manufacturing, wdrażane jako pierwsze ponieważ prowadziłoby to do
ogólnego pogorszenia stanu przedsiębiorstwa. Różnice pomiędzy tymi systemami
przedstawia rysunek 10:
Rysunek 10: Porównanie systemów push i pull [16]
Tablica andon
Tablica andon jest przejrzystym sposobem monitorowania i sygnalizowania stanu
procesu produkcyjnego. Jest to najczęściej tablica lub monitor umieszczona na wysokości
około trzech metrów. Zawiera kluczowe informacje o procesie, aktualizowane w czasie
rzeczywistym, takie jak: status produkcji, czas do końca zmiany, występowanie błędów.
Rysunek 11: Przykładowa tablica andon [21]

26
TPM
TPM (ang. Total Productive Maintenance – plan ogólnego utrzymania maszyny) jest
to zbiór metod, które zapewniają maksymalną dostępność maszyn i urządzeń. Celem
stosowania TPM jest osiągnięcie pracy ciągłej, bezawaryjnej oraz bezwypadkowej.
Program ten wymaga zaangażowania operatorów maszyn do ważnych czynności, takich
jak: kontrola, konserwacja czy czyszczenie [11].
Work in progress (praca w toku)
Termin rozumiany najczęściej jako ilość zbędnych zapasów powstających pomiędzy
gniazdami produkcyjnymi. Poprawna definicja tego pojęcia to całość zasobów (surowców,
komponentów, półproduktów), które zostały zaangażowane w proces i nie są już
uwzględniane jako materiały wejściowe, ale nie są jeszcze gotowym produktem. Dąży się
do jak najniższego ich poziomu gdyż jest to po prosu kapitał „zamrożony” w procesie.
Wykres Yamazumi
Narzędzie to służy do ustalenia optymalnej liczby operatorów w gnieździe
produkcyjnym. Nazwa pochodzi od japońskiego „układać w stos” ponieważ czynności
wykonywane przez operatorów układa się w stos na wykresie kolumnowym.
Analizowane gniazdo produkcyjne musi cechować się wymiennością zadań, tzn. zadania
muszą dać się przenosić pomiędzy stanowiskami. Wykres yamazumi tworzy się poprzez
wyrysowanie czasów cyklu dla poszczególnych stanowisk w gnieździe produkcyjnym.
Następnie czarną, poziomą linią nanosi się obliczony czas taktu danej operacji na
rozważanym stanowisku. Linia ta jest też związana ze sprawdzaniem zdolności
produkcyjnych maszyn w danym systemie produkcyjnym. Kolejnym etapem jest
przeniesienie części zadań wykonywanych na stanowiskach o cyklach wykraczających
ponad linię taktu na stanowiska o cyklach pod tą linią. Tak powstały wykres prezentuje stan
przyszły, ten, do którego dążymy [4].
Rysunek 12: Przykładowy wykres yamazumi

27
6. Efekty wdrożenia Lean Manufacturing [7, 10, 15]
Lean Manufacturing to rewolucyjne podejście w dziedzinie zarządzania procesami.
Nie chodzi tu jednak o wdrożenie kilku narzędzi czy przeprowadzenie serii warsztatów. Idea
Lean polega na całkowitej zmianie sposobu myślenia, na tym jak pracownicy rozumieją
proces oraz negatywne skutki marnotrawstwa. Odnosi się to do wszystkich ludzi
zaangażowanych w dane przedsięwzięcie, do tego jak dyrektorzy zarządzają, projektanci
projektują a pracownicy pracują. Aby zaprezentowane w poprzednich rozdziałach techniki
i narzędzia, poczynione rozważania i górnolotne stwierdzenia nie pozostały bez pokrycia,
w poniższym rozdziale przedstawione zostaną korzyści postępowania w duchu idei Lean
Manufacturing.
Jak zostało wspomniane we wstępie, niniejsza rozprawa jest kontynuacją projektu
inżynierskiego autora [16]. Wykorzystane narzędzia Lean pozwoliły osiągnąć obiecujące
wyniki. Niektóre z otrzymanych rezultatów to:
skrócenie ścieżki poruszania się operatora blisko o 20%,
skrócenie czasu przezbrojenia w początkowej fazie wprowadzania zmian o 21%,
skrócenie czasu cyklu o 13% w początkowej fazie optymalizacji.
Warto nadmienić, że powyższe efekty zostały uzyskane w wyniku zastosowania
podstawowych narzędzi Lean Manufacturing, a stopień ich użycia był niewielki. Pokazuje
to ogromny potencjał, jaki tkwi w możliwościach narzędzi i technik Lean Manufacturing.
Lean Enterprise Institute przeprowadził badania dotyczące wprowadzania Lean
Manufacturing w polskich przedsiębiorstwach produkcyjnych. Ponad pięćdziesiąt firm
udostępniło kluczowe dane z lat 2000-2010. Uśrednione wyniki badań przedstawia
tabela 1.
Wskaźnik Efekt
Wydajność Wzrost o 28%
OEE Wzrost o 32%
WIP Redukcja o 57%
Powierzchnia produkcyjna i magazynowa Redukcja o 31%
Czas cyklu Redukcja o 44%
Czas przezbrojeń Redukcja o 58%
Tabela 1: Efekty transformacji Lean przedsiębiorstw polskich [6]
Dodatkowo w analizowanych zakładach poprawiono jakość i komunikację, zredukowano
liczbę reklamacji i ilości odpadów oraz poprawiono zaangażowanie pracowników.

28
Najbardziej znane i symptomatyczne efekty uzyskane w wyniku eliminacji
marnotrawstwa opracowane na podstawie analizy wyników transformacji trzydziestu
wybranych przedsiębiorstw światowych zaprezentowano w artykule Koncepcja Lean lekiem
na wysokie koszty produkcji [3]. Wyniki przeprowadzonych przez autorkę analiz ukazuje
tabela 2.
Typ marnotrawstwa Efekt
Nadprodukcja
Redukcja rocznych kosztów zakupu 10%
Redukcja kapitału obrotowego 15%
Redukcja czasu obciążenia stanowiska 28%
Redukcja czasu realizacji zlecenia 97%
Braki
Redukcja braków produkcyjnych 90%
Redukcja liczby wadliwych wyrobów gotowych 96%
Redukcja wybrakowanych dostaw 90%
Zbędne zapasy
Redukcja wartości magazynowej 62%
Redukcja powierzchni magazynowej 90%
Redukcja WIP 90%
Redukcja wielkości zapasów 95%
Niewłaściwe metody wytwarzania,
nadmierny transport, przestoje, zbędny ruch
Wzrost produktywności 180%
Wzrost wykorzystania zasobów 15%
Wzrost współczynnika wartości dodanej 100%
Wzrost sprzedaży 200%
Wzrost obrotu materiałowego 185%
Redukcja zatrudnienia 66%
Redukcja powierzchni produkcyjnej 70%
Redukcja długości cyklu produkcyjnego 86%
Redukcja czasów tpz 72%
Redukcja przestojów 68%
Redukcja czasu obciążenia stanowiska 28%
Redukcja czasu realizacji zlecenia 97%
Redukcja cyklu projektowania nowego wyrobu 25%
Redukcja czasu jednostkowego 80%
Redukcja liczby awarii wyposażenia 99%
Wzrost liczby zleceń zrealizowanych w terminie 94%
Wzrost bezpieczeństwa pracy 55%
Tabela 2: Efekty transformacji Lean przedsiębiorstw światowych [3]
Doświadczenia zagranicznych i polskich koncernów dowodzą, że postępowanie
zgodnie z zasadami szczupłego wytwarzania pozwala znacząco usprawnić działalność
przedsiębiorstwa. Do skutecznego wdrażania idei Lean potrzeba jednak odpowiedniej
wiedzy oraz systematyki i cierpliwości w działaniu.
29
7. Działania Lean a ochrona środowiska [2, 6]
W rozdziale szóstym zaprezentowano liczne korzyści jakie wynikają z wdrożenia
zasad Lean Manufacturing. Postępowanie zgodnie z zasadami szczupłego wytwarzania
pozwala na znaczącą poprawę produktywności oraz obniżenie kosztów wytwarzania.
Wszystkie efekty są możliwe do osiągnięcia bez dodatkowych inwestycji, lub przy
minimalnym nadkładzie finansowym. Takie usprawnienia procesów produkcyjnych
przyczyniają się do zmniejszenia negatywnego wpływu na środowisko naturalne.
Stwierdzenie to stoi w opozycji do ogólnie przyjętego przekonania, że działania
proekologiczne wiążą się ze sporymi wydatkami.
Podstawowym wyznacznikiem określającym poziom wykorzystania maszyn
i urządzeń jest OEE, którego definicja została przytoczona w rozdziale piątym. Jego niski
poziom wskazuje, że dane urządzenie jest eksploatowane sporadycznie, lub często pracuje
w trybie stand-by, konsumując jedynie energię. Przekłada się to na wzrost kosztów
produkcji w przeliczeniu na sztukę wytwarzanego wyrobu. Jak przedstawiono w rozdziale
poprzednim, postępując zgodnie z zasadami Lean Manufacturing poprawa wskaźnika OEE
może wynieść nawet kilkadziesiąt procent. Skutkuje to znaczącym obniżeniem
wykorzystywanych surowców i konsumowanej energii na sztukę wyrobu.
Warto omówić pozytywny wpływ na środowisko jakie niesie ze sobą uwolnienie
powierzchni. Eliminacja monumentów, redukcja stanowisk w gnieździe produkcyjnym dzięki
wykorzystaniu wykresów Yamazumi, zastosowanie Systemu Ssącego i Pętli Mleczarza
przyczyniają się do zredukowania przestrzeni produkcyjnej oraz do zmniejszenia poziomu
zapasów, a więc i wymaganej do ich składowania powierzchni. Skutkiem tych działań jest
obniżenie kosztów związanych z ogólnym utrzymaniem hali produkcyjnej. Wymienić tu
można wydatki poniesione na ogrzewanie, energię elektryczną czy koszty związane
z utrzymaniem czystości. Co więcej skróceniu ulegają również ścieżki transportowe, a więc
zredukowana zostanie konsumpcja energii i paliw wykorzystywanych przez taśmociągi czy
wózki widłowe.
Rozważając kwestie ochrony środowiska nie sposób nie wspomnieć o tak istotnym
wpływie Lean Manufacturing jak redukcja zużycia środków technicznych wykorzystywanych
w procesie produkcyjnym. Metoda TPM zapewnia ciągłą i bezawaryjną pracę maszyn
i urządzeń poprzez systematyczne przeglądy i konserwację. Jednym z jej efektów jest
ograniczenie zużycia płynów i gazów eksploatacyjnych. Mowa tu o wszelkich smarach czy
olejach, ale także i o drogocennej dla życia wodzie. Redukcja jej zużycia, w procesach
mycia czy na liniach butelkowania, w sposób oczywisty przyczynia się do ograniczenia
negatywnego wpływu produkcji na środowisko naturalne.

30
Jednoznacznie można stwierdzić, że stosowanie zasad Lean Manufacturing
poprawia efektywność ekologiczną firm. Co więcej dbanie o środowisko naturalne jest nie
tylko dobre samo w sobie, ale również pozytywnie odbija się na wynikach finansowych
przedsiębiorstw. Należy tutaj nadmienić, że istnieją narzędzia Lean, które w sposób
bezpośredni przyczyniają się do ochrony środowiska, takie jako opisane powyżej TPM.
Cechą charakterystyczną tego narzędzia jest fakt, że do efektywnego działania wymaga
ono całkowicie zaangażowanych pracowników. Pracownikami tymi są najczęściej
operatorzy maszyn lub inżynierowie działu utrzymania ruchu. W zdecydowanej większości
przypadków osoby te znajdują się na najniższych poziomach organizacyjnych w swoich
firmach. Może to skutkować nikłym poziomem wiedzy z zakresu Lean Manufacturing wśród
tych pracowników. Konieczne więc okazują się szkolenia.
Wnioski płynące z powyższego rozdziału są kolejnymi argumentami, na długiej już
liście, przemawiającymi za sensownością wdrażania idei Lean Manufacturing oraz
zasadnością przeprowadzania szkoleń, w tym gier edukacyjnych. Można więc z całą
pewnością stwierdzić, że starania prowadzące nie tylko do poprawy wyników finansowych,
ale i do ograniczenia niekorzystnego wpływu przedsiębiorstw na środowisko naturalne,
powinny być jak najczęściej podejmowane.
31
8. Projekt gry symulacyjnej
Gry edukacyjne Lean Games zyskują w ostatnim czasie sporo na popularności. Jest
to atrakcyjna forma przeprowadzania szkoleń dla wszystkich zainteresowanych stron.
Menadżerowie dostają narzędzie, które efektywnie zwiększa kompetencje ich zespołów,
a pracownicy otrzymują możliwość poszerzenia swojej wiedzy w przystępny sposób. Nie
jest to jednak forma zdobywania wiedzy, w której główny nacisk położony jest na
zrozumienie skomplikowanych pojęć czy wzorów. Przeciwnie, całość skonstruowana jest
tak, aby swoją przystępną formą zachęcać do zdobywania wiedzy.
Początek poniższego rozdziału skupia się na porównaniu i opisie istniejących na
rynku, komercyjnych rozwiązań gier szkoleniowych. Zostanie przedstawiony ich zakres,
czas trwania oraz cena. Kolejny podrozdział, poświęcony charakterystyce procesu
produkcyjnego piły spalinowej, ukazuje związek pomiędzy stosowaniem takich
szkoleniowych rozwiązań (w których przykładowo wykorzystano klocki LEGO)
a rzeczywistością. Przybliżony proces produkcyjny został wybrany nieprzypadkowo,
ponieważ kolejność i sprawność montażu odgrywają w nim kluczową rolę. Następna część
danego rozdziału przedstawia autorski pomysł na grę symulacyjną. Przybliżone zostaną
wszystkie elementy, zasady, role i pojęcia niezbędne do pełnego zrozumienia
zaproponowanego modelu gry.
8.1 Dostępne rozwiązania komercyjne
Wiele firm szkoleniowych posiada w swojej ofercie szeroką gamę kursów,
podzielonych tematycznie na konkretne obszary związane z filozofią Lean. Oferowane są
wraz z nimi zróżnicowane materiały. Można tu wymienić najprostsze rozwiązania takie jak
gry planszowe, karciane czy towarzyskie oraz bardziej zaawansowane, oparte na
konkretnych produktach do zmontowania, jak latarki, czy nawet specjalne konstrukcje
wykonane z drewna. Wiele z oferowanych rozwiązań posiada możliwość zamówienia, za
dodatkową opłatą, Sensei, który profesjonalnie przeprowadzi całe szkolenie,
przyspieszając proces dydaktyczny. Warto nadmienić, że najlepsze z proponowanych
szkoleń przekazują wiedzę z danego obszaru Lean w sposób kompleksowy. Pomimo tego
ich wspólną niedogodnością jest wysoka cena. Może się ona okazać przeszkodą nie do
pokonania dla małych przedsiębiorstw, które chcą jednorazowo przeszkolić niewielką grupę
pracowników oraz dla osób chcących poszerzyć swoją wiedzę z dziedziny Lean
Manufacturing.

32
Jak już to zostało wspomniane wcześniej, praca ta stara się wypełnić tą właśnie
lukę, dostarczając efektywne, a co najważniejsze, darmowe rozwiązanie. W niniejszym
punkcie zostaną scharakteryzowane trzy najpopularniejsze, komercyjne rozwiązania gier
Lean dostępnych na rynku.
KanDo Lean
Witryna internetowa: http://www.leangame.com/
Ilość graczy: od 3 do 15
Czas trwania: od 4 do 6 godzin
Liczba dostępnych modułów: 1
Wartości dydaktyczne: ogólne zaznajomienie z filozofią Lean, Lean w usługach,
OPF
Cena: 695£ (3530zł)
Głównym celem oferowanej gry jest zaznajomienie szerokiego grona uczestników
z ogólnymi zasadami filozofii Lean Manufacturing. Duży nacisk położony jest również na
wykształcenie umiejętności miękkich takich jak komunikacja z innymi pracownikami,
komunikacja z klientem czy praca zespołowa. Producent chwali się skutecznym
wykorzystywaniem swojej gry przez wiele firm produkcyjnych, ale także przez szkoły
biznesu, Siły Powietrzne Stanów Zjednoczonych czy szkoły średnie. Rozwiązanie cechuje
się bardzo solidnym wykonaniem. Producent oferuje siedmioletnią gwarancję.
leanGAMES
Witryna internetowa: http://www.leangames.co.uk/
Ilość graczy: w zależności od modułu od 4 do 12
Czas trwania: od 15 do 50 minut
Liczba dostępnych modułów: 7
Wartości dydaktyczne: ogólne zaznajomienie z filozofią Lean, Lean w usługach, 5S,
SMED
Cena: od 85£ do 845£ (od 430zł do 4275zł)
Propozycja angielskiego wydawcy jest raczej skromna w stosunku do reszty
opisywanych gier, jeśli chodzi o wartości dydaktyczne i cenę. Producent jednak zapewnia
profesjonalnie wykonane materiały z metalu, drewna i papieru oraz całe elementy, które
mają posłużyć do montażu, takie jak latarki. W tym przypadku wysoka cena idzie w parze
z wysoką jakością oferowanych materiałów.

33
LeanQ team – Gry Symulacyjne
Witryna internetowa: https://lean.info.pl/kategorie-narzedzi/gry-symulacyjne/
Ilość graczy: w zależności od modułu od 4 do 25
Czas trwania: od 15 do 300 minut
Liczba dostępnych modułów: 21
Wartości dydaktyczne: ogólne zaznajomienie z filozofią Lean, Lean w usługach,
Kanban, Kaizen, standaryzacja, TPM, 5S, wąskie gardła
Cena: od 900zł do 8400 zł
Gry rodzimego wydawcy oferują największą w tym zestawieniu liczbę modułów.
Materiały wydają się być profesjonalnie przygotowane. Istnieje możliwość wykupienia gry
stworzonej specjalnie na zamówienie. Warto nadmienić, że firma ma w swojej ofercie
szkolenie z wykorzystaniem gry bez konieczności ich zakupu. Duża różnorodność
oferowanych gier w zróżnicowanym przedziale cenowym oraz szeroki zakres dydaktyczny
sprawiają, że propozycja tej firmy jest zdecydowanie godna polecenia.
8.2 Przykład rzeczywistego procesu produkcyjnego – produkcja piły
spalinowej
Produkcja piły spalinowej, wyrobu o średnim stopniu skomplikowania, w celu
spełnienia wymogów opłacalności, wymaga od pracowników szybkiego i sprawnego
montażu wszystkich detali w ściśle określonej w technologii kolejności. Na potrzeby
niniejszej pracy skupiono się wyłącznie na operacjach montażowych półproduktów
pomijając całkowicie kwestie produkcji tych elementów, traktując je jako pozycje zakupowe.
Rysunek 13: Piła spalinowa – układ elementów montażowych [24]

34
Rysunek 14: Drzewo struktury produktu
35
Rysunek 14 przedstawia drzewo struktury kompletnego produktu BOM (ang. Bill of
Materials). Schemat ten składa się z produktu finalnego oraz czterech poziomów,
reprezentujących kolejno kompletne podzespoły oraz tworzące je detale. Każdy pojedynczy
element drzewa zawiera informacje o nazwie odpowiedniej części, jej normie zużycia oraz
odpowiadający jej numer indeksu magazynowego.
Proces montażu piły spalinowej rozpoczyna się od przygotowania plastikowej
obudowy. Na specjalnie wyznaczonym stanowisku pracownik rozpoczyna pracę od
umieszczenia zbiornika paliwa w dedykowanym uchwycie oraz przytwierdza do niego trzy
łączniki aluminiowe oraz uszczelki. W późniejszym etapie montażu, do zbiornika paliwa
zostanie zamontowany uchwyt tylny oraz prowadnica wraz z korpusem piły i pozostałe
elementy.
Kolejnym etapem jest uzbrojenie uchwytu tylnego, na który składają się następujące
czynności: montaż włącznika i wyłącznika awaryjnego, przytwierdzenie przepustnicy gazu
oraz przycisku ssania. Montaż układu napędowego rozpoczyna się od wykonania
rozrusznika sznurowego. Operacja ta polega na dowiązaniu sznura z jednej strony do
plastykowej rączki, a z drugiej na nawinięciu jej na rozrusznik. Tak przygotowany element
nakładany jest na wał silnika oraz mocowany przy pomocy odpowiedniej nakrętki.
Następnym krokiem jest uzbrojenie silnika. Składają się na niego cztery,
wykonywane kolejno czynności: przyłączenie rozrusznika sznurowego, wkręcenie świecy
żarowej, przykręcenie gaźnika oraz montaż filtru powietrza. Dalej należy przygotować układ
smarowania oraz przekładnie. Montaż układu smarowania rozpoczyna się od
przymocowania zbiornika oleju do obudowy. Następnie przyłączany jest przewód olejowy
oraz montowany jest na nim filtr oleju. Budowa przekładni z kolei polega na nałożeniu
łożyska, sprzęgła i koła zębatego na wał silnia oraz na przymocowaniu tych elementów
nakrętką do wału silnika. Posiadając tak przygotowane podzespoły można przystąpić do
finalnego montażu piły spalinowej.
Układ napędowy umieszczany jest w obudowie, a następnie montowane są uchwyt
tylny oraz rękojeść przednia. Ostatnim etapem montażu jest skręcenie obudowy za pomocą
śrub oraz zamontowanie uprzednio przygotowanego układu tnącego, którego budowa
polega na: przymocowaniu zderzaka szponowego do obudowy, zamontowaniu naciągacza
łańcucha, przytwierdzeniu prowadnicy oraz nałożeniu łańcucha na prowadnice oraz koło
zębate silnika.
Tak zmontowana piła spalinowa musi jeszcze zostać poddana regulacji naciągu
łańcucha i regulacji gaźnika, a następnie konieczna jest seria testów jakościowych.
Proces montażu piły spalinowej charakteryzuje się ściśle określoną kolejnością
wykonywania poszczególnych operacji, opisaną powyżej. Pomimo tego, niektóre czynności
mogą być wykonywane równolegle. Zaliczyć do nich można:

36
montaż obudowy,
montaż rozrusznika sznurowego,
montaż układu smarowania,
montaż przekładni,
montaż układu tnącego.
Opis procesu produkcji piły spalinowej miał na celu ukazanie połączenia pomiędzy
rzeczywistymi procesami a procesami specjalnie opracowywanymi na potrzeby gier
symulacyjnych. W trakcie szkoleń z wykorzystaniem gier symulowane są wszystkie
czynności, które odbywają się w rzeczywistych procesach produkcyjnych. Ma to znaczenie
ponieważ pokazuje sensowność stosowania takich rozwiązań do celów dydaktycznych. Co
więcej, warto zwrócić uwagę na fakt, że jedną z najbardziej rozwiniętych gałęzi gospodarki
w regionie Górnego Śląska, jest przemysł samochodowy. W przemyśle tym, stopień
skomplikowania produkcji jest wielokrotnie bardziej złożony od przypadku opisanego
powyżej. Stwarza to więc naturalną potrzebę przeprowadzania szkoleń dla pracowników
najniższych szczebli, na prostych i łatwych do zapamiętania przykładach.
8.3 Wartość dydaktyczna
Głównym przeznaczeniem niniejszego projektu jest dostarczenie gry, w której
pierwszorzędne znaczenie mają wartości dydaktyczne. Uczestnicy takiego szkolenia
powinni zdobyć wiedzę z zakresu klasyfikacji marnotrawstw, opisanego w rozdziale
czwartym, oraz poznać podstawowe narzędzia i techniki Lean Manufacturing opisane
w rozdziale piątym, które pomogą im wyeliminować zidentyfikowane przyczyny
marnotrawstwa. Dodatkowo, osoby po ukończeniu gry zdobędą wiedzę na temat:
rozróżniania czynności dodających wartość od czynności niedodających wartość,
idei One Piece Flow,
różnic pomiędzy systemami Push i Pull,
zasad metody sterowania produkcją Kanban,
ustawiania gniazd produkcyjnych względem siebie, czyli planowania procesu
produkcyjnego,
wykonywania map strumienia wartości,
tworzenia poziomowanego planu pracy,
rozumienia potrzeb klienta.

37
8.4 Opis i założenia gry
Gra przeznaczona jest dla dziesięciu uczestników oraz sensei – osoby prowadzącej
grę i służącej wiedzą. Czas potrzebny do ukończenia gry powinien być nie dłuższy niż 120
minut. Podczas gry symulowany jest proces produkcji samolotów w trzech wersjach
kolorystycznych. Dla podkreślenia uniwersalności gry wykorzystywane są klocki LEGO.
Kondycja procesu produkcyjnego w Etapie 1 gry jest bardzo kiepska. Nie
funkcjonuje żadne narzędzie Lean co skutkuje dużą liczbą marnotrawstw obecnych
w procesie.
Strefa produkcyjna podzielona jest na gniazda, w których pracuje od jednego, do
trzech pracowników. Każdy pracownik otrzymuje instrukcję dotyczącą sposobu pracy
w gnieździe, do którego zostanie przydzielony. Rozmieszczenie gniazd produkcyjnych jest
przypadkowe, a ścieżki poruszania się pomiędzy gniazdami są nieoptymalne i zaśmiecone.
Gra podzielona jest na pięć rund. Każda runda polega na wyprodukowaniu 10
samolotów. Po zakończeniu rundy uczestnicy zgłaszają propozycje Kaizen. Prowadzący
grę decyduje, które usprawnienia zostaną wdrożone w następnej rundzie, a zgłaszający je
pracownicy zostają nagrodzeni. Główną oceną skuteczności przeprowadzonych
usprawnień jest optymalizacja czasu cyklu w odniesieniu do poprzedniej rundy oraz
poprawa jakości dostarczonych wyrobów.
Celem jest dostarczenie na rynek 10 sztuk samolotów o określonej przez klienta
specyfikacji i wymaganej jakości w jak najkrótszym czasie.
Rysunek 15: Samolot w jednej z trzech wersji

38
8.5 Opis produktu
Samolot zbudowany jest z dwudziestu elementów. Poprzez element rozumie się
jeden klocek LEGO. Skrzydło oraz statecznik poziomy to płytka o wymiarach 2x8. Silnik to
klocek o wymiarach 2x8. Szyba oraz statecznik pionowy to klocki nachylone o wymiarach
2x2. Drzewo struktury produkowanych samolotów przedstawione jest na rysunku 16.
Rysunek 16: Drzewo struktury wyrobu

39
8.6 Opis stanowisk pracy (gniazd produkcyjnych)
Każde stanowisko zbudowane jest ze stołu biurowego o wymiarach 1,5m x 1m.
Operatorzy podczas pracy siedzą na krzesłach. Proces produkcji samolotu odbywa się
w sześciu gniazdach produkcyjnych:
1. Gniazdo montażu podwozia – zlokalizowane na samym początku linii
produkcyjnej, odbiera zlecenia od klienta w początkowej fazie gry (faza bez kart
Kanban). Odbywają się w nim operacje montażu podwozia oraz skrzydeł.
2. Gniazdo montażu elementów mechanicznych – montuje się w nim elementy
mechaniczne (w tym układ przeniesienia napędu) i aerodynamiczne osłaniające
elementy mechaniczne.
3. Gniazdo mycia, montażu silnika i szyb – gniazdo o najbardziej skomplikowanym
sposobie obsługi, a więc wymagające najbardziej wykwalifikowanych pracowników
do poprawnego działania. Odbywają się w nim, w ściśle określonej kolejności,
operacje mycia, osuszania oraz montażu.
4. Gniazdo montażu nadwozia – wykonuje się w nim operacje montażu elementów
osłaniających elementy mechaniczne oraz statecznik poziomy.
5. Gniazdo montażu końcowego – operacje w nim wykonywane polegają na montażu
elementów osłonowych kabiny oraz statecznika pionowego.
6. Gniazdo montażu elementów niebezpiecznych (uzbrojenia) – gniazdo ze względu
na swój niebezpieczny charakter specjalnie obudowane. Wykonywane w nim
operacje montażu uzbrojenia muszą być wykonywane przy zaostrzonych środkach
bezpieczeństwa. Dodatkowo operatorzy pracujący w tym gnieździe odpowiedzialni
są za transport wyrobów gotowych do klienta.
Pierwszym i ostatnim ogniwem procesu jest stanowisko klienta (funkcję tą może
pełnić sensei). Składa on zamówienia na odpowiedni typ samolotu i odbiera gotowe wyroby
sprawdzając przy tym ich zgodność z zamówieniem oraz jakość. W Etapie 1 wszystkie
potrzebne komponenty zlokalizowane są w głównym magazynie (pudełku umieszczonym
na ziemi w losowym miejscu).
Dla wszystkich gniazd produkcyjnych podstawowy plan zagospodarowania stołu
jest identyczny (rysunek 17). Zarysy prostokątów oznaczających wejście oraz pole
odkładcze należy wykonać taśmą malarską, a następnie nanieść na nie odpowiednie napisy
„Wejście” i „Pole odkładcze”. Miejsce na instrukcję przewidziano nad obszarem roboczym.
Powyżej pola dedykowanego na instrukcję przewidziano strefę na supermarket
przystanowiskowy, który powstanie po zlikwidowaniu głównego magazynu w późniejszym
etapie gry.

40
Rysunek 17: Podstawowy schemat gniazda
Rysunek 18: Schemat gniazda mycia
Rysunek 19: Schemat gniazda montażu elementów niebezpiecznych
41
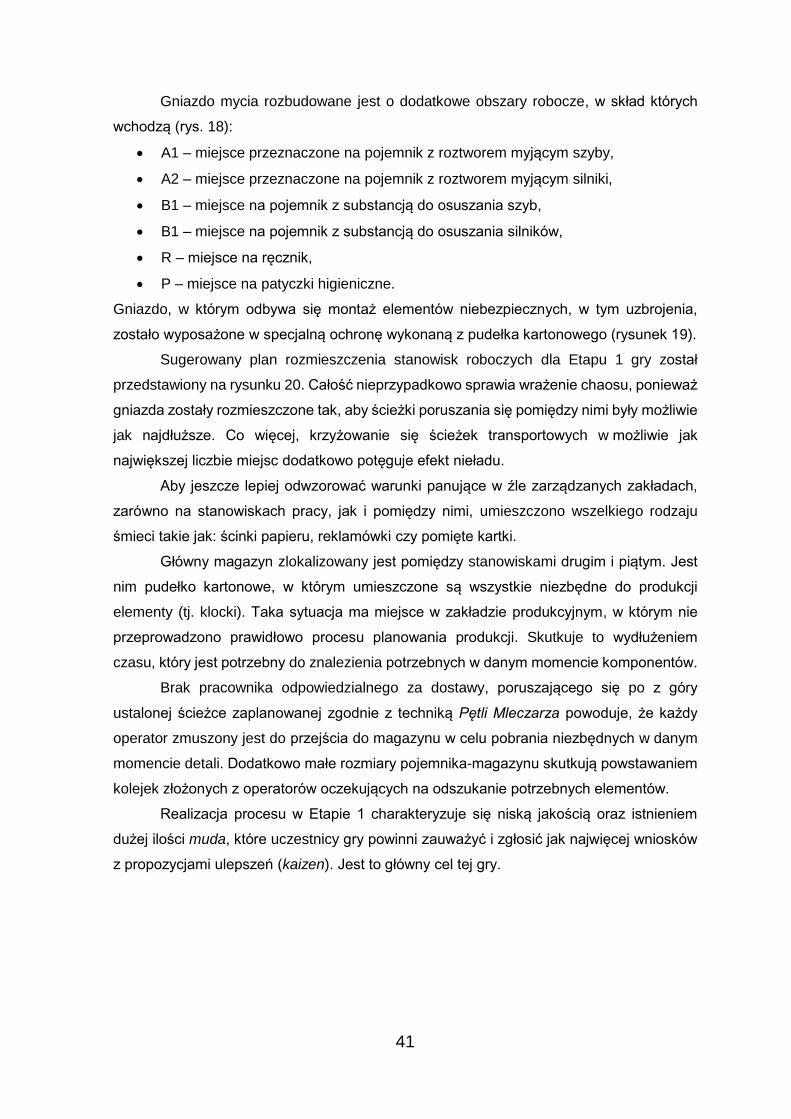
Gniazdo mycia rozbudowane jest o dodatkowe obszary robocze, w skład których
wchodzą (rys. 18):
A1 – miejsce przeznaczone na pojemnik z roztworem myjącym szyby,
A2 – miejsce przeznaczone na pojemnik z roztworem myjącym silniki,
B1 – miejsce na pojemnik z substancją do osuszania szyb,
B1 – miejsce na pojemnik z substancją do osuszania silników,
R – miejsce na ręcznik,
P – miejsce na patyczki higieniczne.
Gniazdo, w którym odbywa się montaż elementów niebezpiecznych, w tym uzbrojenia,
zostało wyposażone w specjalną ochronę wykonaną z pudełka kartonowego (rysunek 19).
Sugerowany plan rozmieszczenia stanowisk roboczych dla Etapu 1 gry został
przedstawiony na rysunku 20. Całość nieprzypadkowo sprawia wrażenie chaosu, ponieważ
gniazda zostały rozmieszczone tak, aby ścieżki poruszania się pomiędzy nimi były możliwie
jak najdłuższe. Co więcej, krzyżowanie się ścieżek transportowych w możliwie jak
największej liczbie miejsc dodatkowo potęguje efekt nieładu.
Aby jeszcze lepiej odwzorować warunki panujące w źle zarządzanych zakładach,
zarówno na stanowiskach pracy, jak i pomiędzy nimi, umieszczono wszelkiego rodzaju
śmieci takie jak: ścinki papieru, reklamówki czy pomięte kartki.
Główny magazyn zlokalizowany jest pomiędzy stanowiskami drugim i piątym. Jest
nim pudełko kartonowe, w którym umieszczone są wszystkie niezbędne do produkcji
elementy (tj. klocki). Taka sytuacja ma miejsce w zakładzie produkcyjnym, w którym nie
przeprowadzono prawidłowo procesu planowania produkcji. Skutkuje to wydłużeniem
czasu, który jest potrzebny do znalezienia potrzebnych w danym momencie komponentów.
Brak pracownika odpowiedzialnego za dostawy, poruszającego się po z góry
ustalonej ścieżce zaplanowanej zgodnie z techniką Pętli Mleczarza powoduje, że każdy
operator zmuszony jest do przejścia do magazynu w celu pobrania niezbędnych w danym
momencie detali. Dodatkowo małe rozmiary pojemnika-magazynu skutkują powstawaniem
kolejek złożonych z operatorów oczekujących na odszukanie potrzebnych elementów.
Realizacja procesu w Etapie 1 charakteryzuje się niską jakością oraz istnieniem
dużej ilości muda, które uczestnicy gry powinni zauważyć i zgłosić jak najwięcej wniosków
z propozycjami ulepszeń (kaizen). Jest to główny cel tej gry.

42
Rysunek 20: Ogólny widok rozmieszczenia gniazd produkcyjnych z krzesłami
43
8.7 Opis procesu produkcji
Proces produkcji samolotu rozpoczyna się od złożenia zlecenia produkcyjnego
przez klienta. Trafia ono do gniazda montażu podwozia, pierwszego w kolejności, gdzie
trzech operatorów montuje zgodnie ze specyfikacją cztery elementy w całość. Tak
zmontowany półprodukt trafia do gniazda montażu elementów mechanicznych. Operator
instaluje trzy detale pozostawiając miejsce na silnik.
Dalej całość wędruje do najbardziej skomplikowanego w obsłudze stanowiska,
gniazda mycia, montażu silnika i szyb. Pracownik pobiera wejściowy półprodukt, po czym
ustawia go w centralnym punkcie powierzchni roboczej. Następnie zakłada specjalne
rękawice ochronne, pobiera zgodny z zamówieniem klienta silnik i umieszcza go
w pojemniku ze specjalną substancją czyszczącą. Dalej operator wyciąga umyty element,
kładzie go na ręczniku pozostawiając do wyschnięcia i ściąga rękawice. Gdy silnik wyschnie
pracownik umieszcza go w pojemniku służącym do usunięcia resztek wilgoci z jego
wnętrza, na okres około dwudziestu sekund. Po tym czasie należy usunąć pozostałą wilgoć
we wnętrzu silnika za pomocą patyczków higienicznych. Tak przygotowany element
operator montuje we wnętrzu kadłuba samolotu i transportuje do gniazda montażu
nadwozia.
Kolejny etap procesu produkcyjnego polega na zamontowaniu statecznika
poziomego oraz elementów osłaniających podzespoły mechaniczne. Następnie półprodukt
po raz kolejny trafia do gniazda mycia w celu montażu szyby kokpitu. Cały proces mycia
i montażu przebiega identycznie jak proces mycia silnika. Jedyną różnicą są różne
substancje od tych używanych przy myciu i osuszaniu silnika.
Kadłub z czystą i zamontowaną szybą przenoszony jest przez pracownika gniazda
mycia do gniazda montażu końcowego. Instalowane są w nim osłony kokpitu oraz
statecznik pionowy. Prawie kompletny samolot trafia do ostatniej w kolejności stacji
roboczej, gniazda montażu uzbrojenia.
Operator gniazda montażu elementów niebezpiecznych umieszcza samolot
w specjalnej osłonie po czym zakłada rękawice ochronne. Dalej montowane jest uzbrojenie
na miejscu zgodnym ze specyfikacją. Po poprawnie wykonanej operacji montażu pracownik
ściąga rękawice ochronne, przenosi gotowy wyrób na pole odkładcze, po czym transportuje
samolot do klienta.
Operacje technologiczne potrzebne do wyprodukowania jednego samolotu
widoczne są na rysunku 21. W polach obok nazw podano szacowany czas danej operacji
w sekundach.

44
Rysunek 21: Wykaz operacji technologicznych

45
Rysunek 22: Instrukcja montażu
46
W celu lepszego zwizualizowania powyższego procesu dołączono instrukcję
(rysunek 22). Jest to specjalnie przygotowany dokument, który należy wydrukować i pociąć
wzdłuż na kawałki dedykowane odpowiednim gniazdom. Tak przygotowane instrukcje
umieszcza się na polu opisanym „Instrukcja”, które znajduje się w każdym gnieździe
produkcyjnym.
Powyższą instrukcję należy czytać od lewego górnego rogu do prawego dolnego,
w wierszu dla danego gniazda produkcyjnego. Klocki oznaczone jako czarne i białe to
elementy, które należy zamontować na danym etapie procesu. Wszelkie dodatkowe
informacje zostały wyszczególnione w kolumnie „Uwagi”.
Wybrane klocki (około 10% całości) zostały oznaczone markerem. Zabieg ten
symuluje wady jakościowe. Element oznaczony w taki sposób nie może zostać
wykorzystany w procesie produkcji. W pierwszym etapie gry uczestnicy nie są świadomi
obecności detali niezgodnych z wymaganiami jakościowymi. Rolą klienta jest gruntownie
sprawdzić gotowy wyrób pod kątem takich właśnie elementów.
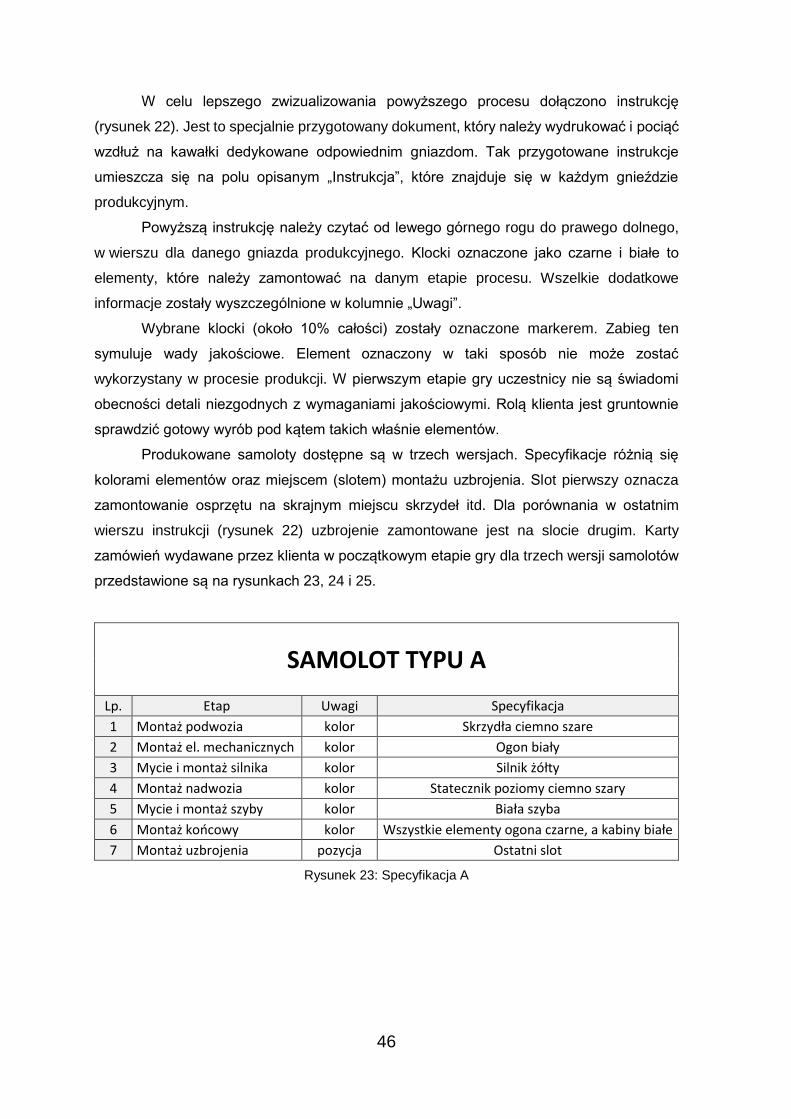
Produkowane samoloty dostępne są w trzech wersjach. Specyfikacje różnią się
kolorami elementów oraz miejscem (slotem) montażu uzbrojenia. Slot pierwszy oznacza
zamontowanie osprzętu na skrajnym miejscu skrzydeł itd. Dla porównania w ostatnim
wierszu instrukcji (rysunek 22) uzbrojenie zamontowane jest na slocie drugim. Karty
zamówień wydawane przez klienta w początkowym etapie gry dla trzech wersji samolotów
przedstawione są na rysunkach 23, 24 i 25.
SAMOLOT TYPU A
Lp. Etap Uwagi Specyfikacja
1 Montaż podwozia kolor Skrzydła ciemno szare
2 Montaż el. mechanicznych kolor Ogon biały
3 Mycie i montaż silnika kolor Silnik żółty
4 Montaż nadwozia kolor Statecznik poziomy ciemno szary
5 Mycie i montaż szyby kolor Biała szyba
6 Montaż końcowy kolor Wszystkie elementy ogona czarne, a kabiny białe
7 Montaż uzbrojenia pozycja Ostatni slot
Rysunek 23: Specyfikacja A

47
SAMOLOT TYPU B
Lp. Etap Uwagi Specyfikacja
1 Montaż podwozia kolor Skrzydła białe
2 Montaż el. mechanicznych kolor Ogon biały
3 Mycie i montaż silnika kolor Silnik żółty
4 Montaż nadwozia kolor Statecznik poziomy biały
5 Mycie i montaż szyby kolor Szyba biała
6 Montaż końcowy kolor Wszystkie elementy ogona i kabiny białe
7 Montaż uzbrojenia pozycja Przedostatni slot
Rysunek 24: Specyfikacja B
SAMOLOT TYPU C
Lp. Etap Uwagi Specyfikacja
1 Montaż podwozia kolor Szkrzydła czarne lub jasno szare
2 Montaż el. mechanicznych kolor Ogon czerwony
3 Mycie i montaż silnika kolor Silnik czerwony
4 Montaż nadwozia kolor Statecznik poziomy czarny lub jasno szary
5 Mycie i montaż szyby kolor Szyba czarna
6 Montaż końcowy kolor Wszystkie elementy ogona czerwone, a
kabiny czarne
7 Montaż uzbrojenia pozycja Slot 3 od końca
Rysunek 25: Specyfikacja C
8.8 Role
Gra przewidziana jest dla dziesięciu osób, będących uczestnikami szkolenia, oraz
dla instruktora, który nadzoruje prace grupy. Zaangażowane osoby przed przystąpieniem
do gry zostają przyporządkowani do następujących ról:
Sensei – instruktor, osoba z zewnątrz przeprowadzająca szkolenie. Kontroluje on
prędkość rozgrywki, w razie konieczności służy grupie swoją wiedzą
i doświadczeniem.
Klient – osoba, która wydaje zlecenia produkcyjne, odbiera gotowe wyroby
i sprawdza ich zgodność ze specyfikacją oraz jakość, mierzy czas cyklu dla każdego
zlecenia.

48
Motyl (mleczarz; rola dostępna w późniejszym etapie gry) – funkcja powstała po
„uwolnieniu” jednego z pracowników gniazda montażu podwozia. Dostarcza
komponenty zamówione przez operatorów gniazd.
Inżynier procesu (rola dostępna w późniejszym etapie gry) – funkcja powstała po
„uwolnieniu” jednego z pracowników gniazda montażu podwozia. Odpowiedzialny
jest za przypatrywanie się całemu procesowi z boku i zgłaszanie usprawnień.
Operator – pracownik wykonujący zadania w gnieździe produkcyjnym.
8.9 Potrzebne materiały
Do skutecznego przeprowadzenia szkolenia potrzebne są następujące przedmioty:
100g ryżu białego,
100g ryżu brązowego,
500ml wody w butelce,
długopis,
dwa pojemniki po kremie NIVEA,
dwa pojemniki po patyczkach
higienicznych,
dwa pudełka kartonowe
40x40x20[cm],
dwie pary rękawic murarskich,
dwie pary rękawiczek
lateksowych,
flamaster,
kartka formatu A4,
nagrody za właściwe propozycje
usprawnień (np. cukierki),
nożyczki,
patyczki higieniczne,
ręcznik,
dziesięć krzeseł,
siedem stołów biurowych,
stoper,
śmieci (pomięte kartki etc.),
taśma malarska,
wydrukowana i pocięta instrukcja,
wydrukowana karta z napisem
„Klient”,
wydrukowane karty Kanban,
wydrukowane karty specyfikacji
(3 sztuki typu A, 3 typu B i 2
typu C),
wydrukowane karty z numerami
gniazd produkcyjnych (od 1 do 6),
zestaw klocków LEGO.

49
8.10 Etapy gry
Gra podzielona jest na pięć rund, pomiędzy którymi następuje przerwa
przeznaczona na dyskusję nad możliwymi ulepszeniami. Uczestnicy zgłaszają swoje
propozycje, a ostateczną decyzję dotyczącą wdrożenia w następnej rundzie, bądź
odrzucenia danego wniosku podejmuje sensei. W przypadku braku doświadczonego
prowadzącego sugerowane jest postępowanie według poniższego schematu. Zostanie
teraz przedstawiony proponowany scenariusz gry zawierający opis rund. Dodatkowo
zostaną wyszczególnione narzędzia i techniki Lean Manufacturing, które należy
wprowadzić po każdej rundzie w celu poprawy procesu.
Etap 1: Partie i Kolejki
Początkowa faza gry polega na wyprodukowaniu 10 sztuk wyrobu w warunkach
całkowitego chaosu. Gniazda produkcyjne powinny być rozmieszczone tak jak zostało to
przedstawione na rysunku 20. Klient wydaje zlecenia produkcyjne, w postaci kart
zamieszczonych na rysunkach 23, 24 i 25, co dwie minuty w partiach po trzy lub cztery.
Zlecenia odbiera pracownik gniazda montażu podwozia. Każdy operator po zakończeniu
przetwarzania musi sam przetransportować całą partię gotowych półproduktów wraz
z kartami wyrobów do stanowiska następnego w procesie. W całym procesie nie
funkcjonuje kontrola jakości. Części dostępne są tylko w magazynie. Gniazdo montażu
podwozia posiada za dużo operatorów. Gniazdo mycia, obsługiwane przez jednego
pracownika, jest wąskim gardłem.
Proponowane ulepszenia:
zmiana ułożenia gniazd produkcyjnych względem siebie (propozycja rozmieszenia
widnieje na rysunku 27),
zmiana obowiązków jednego z operatorów gniazda montażu podwozia na funkcję
inżyniera procesu oraz wykonanie przez niego diagramu spaghetti z etapu 1 oraz 2.
Etap 2: Linia typu U
Przed tą częścią gry należy zakomunikować uczestnikom, że produkowane
elementy zawierają wady jakościowe, jednak jeszcze nie można informować ich
o szczegółach tych wad. Co więcej wytwarzane produkty nie spełniają żądanej specyfikacji
(przyjmuje się, że istnieje wysokie prawdopodobieństwo wystąpienia takiej sytuacji).
Zmniejszenie dystansów pomiędzy gniazdami produkcyjnymi powinno skutkować
przyspieszeniem procesu. W dalszym ciągu śmieci obecne na stołach oraz podłodze

50
powinny zauważalnie utrudniać przeprowadzane operacje. Magazyn, do którego
jednocześnie ubiega się o dostęp kilku operatorów, wyraźnie spowalnia proces.
Proponowane ulepszenia:
ujawnienie pracownikom, że czarne kropki na elementach symulują wady
jakościowe. Takie elementy nie mogą być wykorzystane,
zmiana obowiązków jednego z operatorów gniazda montażu podwozia na funkcję
motyla i magazyniera,
przeprowadzenie warsztatów 5S.
Etap 3: SMED
W tej fazie gry elementy wadliwe powinny być eliminowane z procesu.
Doświadczony magazynier powinien sprawniej zarządzać dostarczaniem materiałów.
Czyste i schludne stanowiska pracy zwiększają wydajność. Inżynier procesu skupia się na
wyłapywaniu marnotrawstw. Gniazdo mycia ciągle jest wąskim gardłem. Spowodowane jest
to zbyt małą obsadą tego stanowiska oraz koniecznością wykonywania przezbrojeń dla
każdego czyszczonego elementu.
Propozycje ulepszenia:
przeprowadzenie warsztatów SMED, relokacja pracownika montażu podwozia do
gniazda myjki. Zmiana narzędzia – rękawic (w gnieździe myjki) na
wygodniejsze - lateksowe,
od tego momentu organizacja pracy w gnieździe myjki powinna wyglądać
następująco: jeden pracownik odpowiedzialny jest tylko za proces mycia mając cały
czas założone rękawiczki. Drugi pracownik odpowiada za czynności
przygotowawcze do mycia oraz montaż.
Etap 4: Stabilny proces
Produkcja została znacznie przyspieszona, usprawnienie pracy stanowiska myjki
znacznie zredukowało liczbę zapasów produkcji w toku (Work in Progress). Pomimo dobrze
wykonywanej pracy przez motyla, czas potrzebny na dostarczenie elementów do stanowisk
jest zbyt długi. Klient w dalszym ciągu wydaje karty zleceń partiami, a produkcja odbywa
się w systemie Push.
Proponowane ulepszenia:
zlikwidowanie głównego magazynu i funkcji motyla,
uruchomienie supermarketów przystanowiskowych,
wprowadzenie sterowania produkcją metodą Kanban,
zmiana systemu produkcji Pull.

51
Etap 5: Przepływ jednej sztuki
System Kanban funkcjonuje w ten sposób, że specjalne karty (propozycja
wykonania przedstawiona na rysunku 26) leżą na polach oznaczonych jako „Pole
odkładcze”. Pracownik może rozpocząć produkcję tylko w sytuacji, gdy na karcie Kanban
nie znajduje się gotowy półprodukt. Gdy wszystkie karty w danym gnieździe produkcyjnym
są zapełnione, pracownik czeka. Klient nie wydaje już zleceń produkcyjnych tylko pobiera
gotowe elementy z ostatniego gniazda. Daje tym samym sygnał, rozchodzący się w górę
strumienia wartości, do rozpoczęcia produkcji (zastosowanie systemu pull).
Pracownicy świadomi błędów jakościowych eliminują niewłaściwe elementy już na etapie
montażu. Przejrzystość procesu została znacznie zwiększona. Zredukowano prawie do
zera liczbę wyrobów niezgodnych z żądaniami klienta oraz zawierających wady jakości.
Zredukowano liczbę wymaganych pracowników o jeden.
Rysunek 26: Propozycja kart Kanban
WSZYSTKIE ELEMENTY OGONA CZERWONE, A KABINY
CZARNE
SAMOLOT TYPU CKANBAN

52
Rysunek 27: Propozycja poprawy rozmieszczenia gniazd produkcyjnych

53
9. Gra testowa
Zaproponowany w rozdziale ósmym model gry wraz z wszystkimi potrzebnymi
elementami został wykonany i przetestowany w praktyce. Badania odbyły się na grupie
dziesięciu studentów, którzy posiadali niewielką wiedzę z zakresu sterowania produkcją.
W poniższym rozdziale przedstawione zostaną efekty wykorzystania narzędzi i technik
Lean Manufacturing.
Rysunek 28: Widok z gniazda montażu elementów mechanicznych (lewa strona)
Rysunek 29: Widok z gniazda montażu elementów mechanicznych (prawa strona)

54
Rysunki 28 i 29 przedstawiają widok sali, w której odbywała się gra testowa.
Widoczne są gniazda produkcyjne, magazyn i stanowisko klienta. Poniżej zaprezentowano
wykonanie gniazd mycia oraz montażu elementów niebezpiecznych.
Rysunek 30: Gniazdo mycia, montażu silnika i szyb
Rysunek 31: Gniazdo montażu elementów niebezpiecznych (uzbrojenia)

55
9.1 Zasymulowane muda
Najgorszy typ marnotrawstwa, czyli nadprodukcja, został wygenerowany poprzez
celowe stworzenie w procesie wąskiego gardła. Stanowisko mycia, montażu silników i szyb
obsługiwane jest w początkowej fazie gry tylko przez jednego operatora oraz posiada
najwięcej, spośród wszystkich gniazd, operacji do wykonania. Efektem tego było
kumulowanie się półproduktów w obszarze wejściowym do tego stanowiska, ukazane na
rysunku 32. Standardowo obszar ten jest przewidziany do umieszczenia w nim do trzech
półproduktów wraz z kartami specyfikacji. Widoczne osiem elementów trafnie obrazuje
nadprodukcję.
Rysunek 32: Efekty nadprodukcji
Obecność w procesie produkcyjnym wąskiego gardła o znaczącym wpływie na
pozostałe stanowiska generuje dodatkowe typy muda. Z nadprodukcją nierozerwalnie
związane są zapasy. Oprócz widocznych na rysunku 32 zapasów zgromadzonych przed
stanowiskiem mycia, detale kumulowały się również przed gniazdem montażu elementów
mechanicznych. Spowodowane było to zbyt dużą obsadą pierwszego gniazda – montażu
podwozia.
Kolejnym, pejoratywnym skutkiem nadprodukcji, objawiającym się na stanowiskach
następujących w procesie po operacjach mycia, są przestoje. Stosunkowo zbyt długie
przetwarzanie elementów przez gniazdo mycia skutkowało częstymi przerwami w pracy
innych gniazd. Obciążenie było po prostu źle obliczone.

56
Brak małych magazynów przystanowiskowych, złe rozlokowanie gniazd
produkcyjnych względem siebie oraz brak osoby odpowiedzialnej za transport w pierwszym
etapie gry skutkowało zbędnym poruszaniem się. Operatorzy byli zmuszeni do
transportowania gotowych wyrobów do następnego stanowiska w procesie oraz do
każdorazowej wyprawy do magazynu po potrzebne komponenty.
Dodatkowo została zasymulowana obecność wadliwych detali poprzez
oznakowanie około dziesięciu procent wszystkich elementów czarnymi znacznikami
(rysunek 33).
Rysunek 33: Elementy wadliwe
Wartym odnotowania faktem okazała się sytuacja, w której to sami uczestnicy gry,
nieświadomie wygenerowali marnotrawstwo. Przed ostatnią fazą rozgrywki, gdzie obecne
są magazyny przystanowiskowe, operatorzy pobierali z głównego magazynu wszystkie
potrzebne komponenty w danym gnieździe produkcyjnym, a następnie umieszczali je
w supermarkecie. Okazało się, że operatorzy stanowiska mycia pobrali pewien rodzaj
elementów o jednakowej budowie fizycznej, jednak w różnych wariantach kolorystycznych.
Stworzyło to sytuację, w której niebieskie detale były obecne na stanowisku pomimo tego,
że nie były one wykorzystywane do budowy samolotów w żadnej z dostępnych specyfikacji.
Zaistniała sytuacja została ukazana na rysunku 34.

57
Rysunek 34: Zbędne elementy na stanowisku mycia
W celu wiernego odwzorowania warunków obecnych w wielu przedsiębiorstwach,
zgodnie z zaleceniami znajdującymi się w rozdziale ósmym, na stanowiskach pracy
rozmieszczono śmieci. Zabieg ten obniżył przejrzystość procesu, a pracownicy pracowali
mniej wydajnie. Można przyjąć, że miał on znaczący wpływ na duży poziom wytwarzanych
produktów niezgodnie ze specyfikacją. Źle zorganizowane gniazda produkcyjne zostały
przedstawione na rysunkach 30 i 31. Rysunek 35 ukazuje nieład, który nie ominął również
stanowiska klienta.
Rysunek 35: Stanowisko klienta
58
9.2 Wykorzystane narzędzia Lean Manufacturing
Podczas pierwszego etapu gry uczestnicy zdali sobie sprawę, że proces produkcji
samolotów nie jest dobrze zaplanowany. W czasie trwania przerw pomiędzy rundami
zgłaszali oni rozmaite propozycje poprawy procesu, a sensei odfiltrowywał dobre idee od
złych oraz wskazywał grupie występujące problemy.
Aby rozpocząć działania wdrażania narzędzi Lean Manufacturing w pierwszej
kolejności należy poprawnie zidentyfikować źródła problemów. Uczestnicy wiedzieli, że
ogólny stan procesu jest zły, co wynikało m. in. z dużej liczby przerw w pracy, jednak nie
potrafili dojść do prawdziwych źródeł omawianych problemów. W tym celu, pod opieką
sensei, został wykonany Diagram Ishikawy oraz zastosowano narzędzie 5W. Dodatkowo
osoba pełniąca funkcję inżyniera procesu, podczas obserwacji pracy operatorów gniazd
sporządziła wniosek Kaizen zawierający możliwe usprawnienia.
Na rysunku 36 ukazano Diagram Ishikawy. Uczestnicy szkolenia poprawnie
zdiagnozowali zły stan procesu. Zostały wyróżnione trzy główne przyczyny: długi czas
cyklu, błędy jakościowe oraz dostarczanie wyrobów niezgodnych ze specyfikacją.
Następnie grupy te zostały podzielone na mniejsze. Powodów długiego czasu cyklu należy
upatrywać w częstych wyprawach do magazynu, oczekiwaniu na półprodukty oraz złym
rozmieszczeniu gniazd produkcyjnych względem siebie. Za błędy jakościowe w dużej
mierze odpowiada brak kontroli jakości już na etapie montażu. Źródeł wytwarzanych
samolotów niezgodnie ze specyfikacją należy szukać w niejasno sformułowanej instrukcji
oraz w mieszaniu się kart specyfikacji podczas transportu.
Wniosek Kaizen wykonany przez inżyniera procesu został zaprezentowany na
rysunku 37. Marnotrawstwa zostały poprawnie zidentyfikowane, co więcej, zaproponowano
usprawnienia oraz przewidziano efekty ich wprowadzenia. W pierwszej kolejności
zwrócono uwagę na zbyt dużą liczbę operatorów gniazda montażu podwozia w stosunku
do liczby operatorów gniazda mycia oraz na przesadnie długi proces mycia. Następnie
zauważono ogólny bałagan na stanowiskach pracy, złą lokację głównego magazynu oraz
długie czasy dostaw. Propozycje usprawnień obejmowały relokację jednego operatora
gniazda montażu podwozia do gniazda mycia, podział głównego magazynu na kilka
mniejszych, uprzątnięcie stanowisk roboczych oraz zwiększenie ilości dostawców.
Działania inżyniera procesu, osoby, która nie posiadała przed szkoleniem
podstawowej wiedzy z dziedziny Lean Manufacturing, dobitnie pokazują, że każdy człowiek
jest zdolny do wykrywania marnotrawstw, a przy znajomości narzędzi Lean Manufacturing,
do skutecznego ich eliminowania.

59
Rysunek 36: Wykonany Diagram Ishikawy

60
Rysunek 37: Sporządzony przez inżyniera procesu wniosek Kaizen

61
Rysunek 38: Metoda 5W
Jednym z największych problemów pierwszego etapu gry była duża liczba
przestojów. Aby należycie rozpoznać prawdziwą przyczynę tego muda została
zastosowana metoda 5W. Efekty przeprowadzonych działań przedstawiono na rysunku 38.
Uczestnicy właściwie przeszli od ogółu, dużej liczby przestojów, do szczegółu,
nieodpowiedniej ilości obsady gniazda mycia, montażu silnika i szyb.
Dysponując właściwie zidentyfikowanymi źródłami problemów można przystąpić do
wdrażania narzędzi Lean Manufacturing. Aby cały proces przebiegał w duchu zasad
szczupłego wytwarzania, należy postępować zgodnie z Cyklem Deminga. Trzeba więc
zaplanować wszystkie działania, wprowadzić je w życie, następnie sprawdzić jaki odniosły
skutek oraz wdrożyć ewentualne poprawki.
Zostało opracowane Koło Deminga (rysunek 39). Sensei na podstawie własnej
wiedzy oraz zgromadzonych informacji o procesie, zasugerował wdrożenie kilku
kluczowych narzędzi Lean. I tak, dla poszczególnych faz zostały zaproponowane
następujące rozwiązania:
dla fazy Plan – wykonanie mapowania strumienia wartości i diagramu spaghetti dla
etapu pierwszego,
dla fazy Do – przeprowadzenie warsztatów 5S, SMED oraz wprowadzenie
sterowania produkcją metodą Kanban,
dla fazy Check – wykonanie mapowania strumienia wartości i diagramu spaghetti
dla usprawnionego procesu i poprawionego rozmieszczenia gniazd produkcyjnych,
dla fazy Act – wdrożenie poprawek na podstawie przeanalizowanych wyników fazy
Check.

62
Rysunek 39: Wykonane Koło Deminga
Zrealizowana mapa strumienia wartości z etapu pierwszego została załączona na
rysunku 40. Jej centralnym punktem są stacje robocze przedstawione w kolejności
przepływu wartości przez proces. Poniżej umieszczono wartości odpowiadające czasom
wykonywania operacji na produkcie w danym gnieździe produkcyjnym i czasom operacji
transportowych. Stacje robocze połączone są strzałkami oznaczającymi pchanie wartości,
tak jak to miało miejsce w pierwszej fazie gry. Dodatkowo zgodnie z kierunkiem procesu
produkcyjnego odbywa się przepływ informacji w postaci dołączonych kart specyfikacji do
produktu. Ze względu na bliską odległość sąsiadujących gniazd produkcyjnych oraz
niedaleką lokację stanowiska klienta, czasy operacji transportowych jednostkowo nie
przekraczały dziesięciu sekund.
Wykonana mapa nie jest pozbawiona niedoskonałości. Analizując czas
rzeczywistego dodawania wartości w odniesieniu do czasu realizacji całego procesu,
można dojść do wniosku, że ogólna kondycja procesu jest bardzo dobra, gdyż wartość jest
dodawana przez blisko 93% całego czasu. Należy jednak zwrócić uwagę, że czasy
odnoszące się do czynności wykonywanych w gniazdach produkcyjnych nie zawierają
w sobie rozgraniczenia na właściwe dodawanie wartości i operacje transportowe. Co więcej
nie zaznaczono przepływu materiałów pomiędzy magazynem a gniazdami produkcyjnymi.

63
Rysunek 40: Mapa przepływu wartości dla etapu pierwszego

64
Rysunek 41: Wykonany diagram spaghetti dla etapu pierwszego

65
Kolejnym krokiem fazy Plan było stworzenie diagramu spaghetti (rysunek 41) dla
rozlokowania gniazd produkcyjnych z etapu pierwszego. Zostały wyrysowane pisakiem
ścieżki poruszania się operatorów pomiędzy następującymi po sobie w procesie stacjami
roboczymi oraz pomiędzy stacjami roboczymi a magazynem. Analizując zamieszczony
powyżej schemat można jednoznacznie stwierdzić, że droga jaką pokonują pracownicy nie
jest optymalna. Dają się zaobserwować znacznie wydłużone ścieżki transportowe, które
przecinają się w wielu miejscach. Duża ilość linii łączących magazyn z gniazdami
produkcyjnymi po raz kolejny poddaje w wątpliwość zasadność stosowania
w przedsiębiorstwach jednego, wielkogabarytowego magazynu.
Po zakończeniu fazy Plan przystąpiono do realizacji fazy Do, na którą składały się
warsztaty 5S, SMED oraz wdrożenie systemu Kanban. Podczas jednej z przerw pomiędzy
etapami, sensei przekazał uczestnikom szkolenia teoretyczną wiedzę z zakresu
wykorzystania techniki 5S. Działania pilotażowe odbyły się dla gniazd montażu elementów
mechanicznych oraz montażu nadwozia. W pierwszej kolejności wyeliminowano wszystkie
zbędne przedmioty zalegające w gniazdach produkcyjnych i wyodrębniono specjalne
obszary przeznaczone do umieszczenia w nich instrukcji, półproduktów, oraz do
wykonywania w nich operacji montażu. Następnie uprzątnięto miejsca pracy
i wprowadzono standard obowiązujący dla wszystkich stanowisk. Ostatni etap techniki 5S,
tzw. piąte s, polegający na stworzeniu zwyczaju przestrzegania poprzednich czterech
kroków, ze względu na krótki czas szkolenia, nie został zrealizowany.
Rysunki od 42 do 45 przedstawiają stan przed i po przeprowadzeniu warsztatów 5S,
odpowiednio dla gniazd montażu nadwozia i elementów mechanicznych.
Rysunek 42: Gniazdo montażu nadwozia przed 5S

66
Rysunek 43: Gniazdo montażu nadwozia po 5S
Rysunek 44: Gniazdo montażu elementów mechanicznych przed 5S
Rysunek 45: Gniazdo montażu elementów mechanicznych po 5S

67
Sprawne wdrożenie narzędzia 5S pozwoliło przejść do kolejnego etapu części Do,
warsztatów SMED. Zgodnie z definicją zamieszczoną w rozdziale piątym, przezbrojenie to
proces polegający na zmianie właściwości maszyn bądź ludzi potrzebny do rozpoczęcia
produkcji wyrobów o innej specyfikacji. W przytoczonej definicji kluczowe jest stwierdzenie
„maszyn bądź ludzi”, ponieważ bardzo często przezbrojenie rozumiane jest jako proces
dotyczący wyłącznie maszyn. Analizowany przypadek odnosi się do przezbrojenia
narzędzia, rąk pracownika, poprzez założenie na nie rękawic ochronnych na czas mycia
detalu. Zamieniono czynności wewnętrzne, tj. zakładanie i ściąganie rękawic, na
zewnętrzne i wyeliminowano je z całego procesu przezbrojenia poprzez powiększenie
liczby operatorów gniazda o zbędnego pracownika gniazda montażu podwozia. Od tej pory
praca w gnieździe mycia wyglądała następująco: jeden operator został wyznaczony tylko
do wykonywania operacji mycia i miał stale założone rękawice ochronne. W tym samym
czasie drugi operator wykonywał czynności przygotowawczo-zakończeniowe oraz montaż
umytych detali. Co więcej zastosowano bardziej poręczne, lateksowe rękawice, które
dodatkowo pozwoliły przyspieszyć cały proces. Pracę operatorów usprawnionego gniazda
mycia przedstawiono na rysunku 46.
Rysunek 46: Praca w gnieździe mycia po warsztatach SMED
Ostatnią częścią fazy Do było wdrożenie systemu Kanban. Ten sposób sterowania
produkcją zazwyczaj kojarzony jest z kartami wyrobów. Jego mniej popularną odmianą jest
zastosowanie specjalnie oznaczonych pól na półprodukty. W rozważanym przypadku
usprawnienie procesu opierało się na wyeliminowaniu skomplikowanych kart specyfikacji,
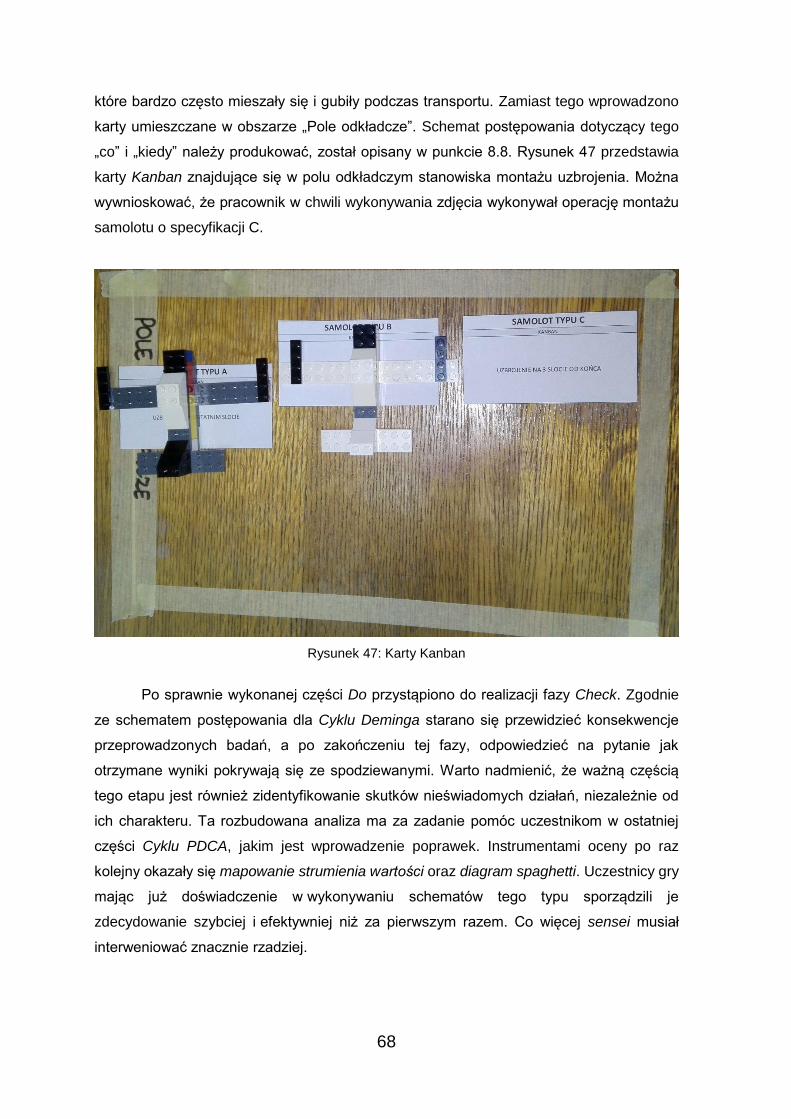
68
które bardzo często mieszały się i gubiły podczas transportu. Zamiast tego wprowadzono
karty umieszczane w obszarze „Pole odkładcze”. Schemat postępowania dotyczący tego
„co” i „kiedy” należy produkować, został opisany w punkcie 8.8. Rysunek 47 przedstawia
karty Kanban znajdujące się w polu odkładczym stanowiska montażu uzbrojenia. Można
wywnioskować, że pracownik w chwili wykonywania zdjęcia wykonywał operację montażu
samolotu o specyfikacji C.
Rysunek 47: Karty Kanban
Po sprawnie wykonanej części Do przystąpiono do realizacji fazy Check. Zgodnie
ze schematem postępowania dla Cyklu Deminga starano się przewidzieć konsekwencje
przeprowadzonych badań, a po zakończeniu tej fazy, odpowiedzieć na pytanie jak
otrzymane wyniki pokrywają się ze spodziewanymi. Warto nadmienić, że ważną częścią
tego etapu jest również zidentyfikowanie skutków nieświadomych działań, niezależnie od
ich charakteru. Ta rozbudowana analiza ma za zadanie pomóc uczestnikom w ostatniej
części Cyklu PDCA, jakim jest wprowadzenie poprawek. Instrumentami oceny po raz
kolejny okazały się mapowanie strumienia wartości oraz diagram spaghetti. Uczestnicy gry
mając już doświadczenie w wykonywaniu schematów tego typu sporządzili je
zdecydowanie szybciej i efektywniej niż za pierwszym razem. Co więcej sensei musiał
interweniować znacznie rzadziej.

69
Rysunek 48: Mapa przepływu wartości po wprowadzonych ulepszeniach
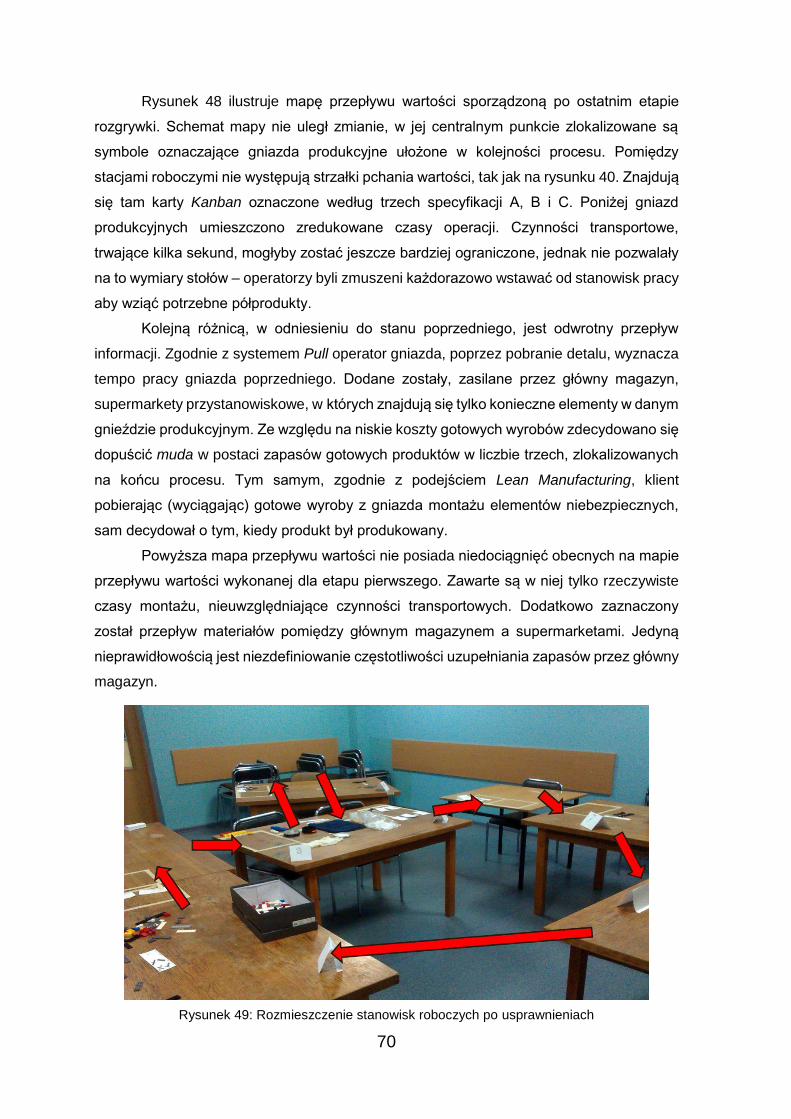
70
Rysunek 48 ilustruje mapę przepływu wartości sporządzoną po ostatnim etapie
rozgrywki. Schemat mapy nie uległ zmianie, w jej centralnym punkcie zlokalizowane są
symbole oznaczające gniazda produkcyjne ułożone w kolejności procesu. Pomiędzy
stacjami roboczymi nie występują strzałki pchania wartości, tak jak na rysunku 40. Znajdują
się tam karty Kanban oznaczone według trzech specyfikacji A, B i C. Poniżej gniazd
produkcyjnych umieszczono zredukowane czasy operacji. Czynności transportowe,
trwające kilka sekund, mogłyby zostać jeszcze bardziej ograniczone, jednak nie pozwalały
na to wymiary stołów – operatorzy byli zmuszeni każdorazowo wstawać od stanowisk pracy
aby wziąć potrzebne półprodukty.
Kolejną różnicą, w odniesieniu do stanu poprzedniego, jest odwrotny przepływ
informacji. Zgodnie z systemem Pull operator gniazda, poprzez pobranie detalu, wyznacza
tempo pracy gniazda poprzedniego. Dodane zostały, zasilane przez główny magazyn,
supermarkety przystanowiskowe, w których znajdują się tylko konieczne elementy w danym
gnieździe produkcyjnym. Ze względu na niskie koszty gotowych wyrobów zdecydowano się
dopuścić muda w postaci zapasów gotowych produktów w liczbie trzech, zlokalizowanych
na końcu procesu. Tym samym, zgodnie z podejściem Lean Manufacturing, klient
pobierając (wyciągając) gotowe wyroby z gniazda montażu elementów niebezpiecznych,
sam decydował o tym, kiedy produkt był produkowany.
Powyższa mapa przepływu wartości nie posiada niedociągnięć obecnych na mapie
przepływu wartości wykonanej dla etapu pierwszego. Zawarte są w niej tylko rzeczywiste
czasy montażu, nieuwzględniające czynności transportowych. Dodatkowo zaznaczony
został przepływ materiałów pomiędzy głównym magazynem a supermarketami. Jedyną
nieprawidłowością jest niezdefiniowanie częstotliwości uzupełniania zapasów przez główny
magazyn.
Rysunek 49: Rozmieszczenie stanowisk roboczych po usprawnieniach

71
Rozstawienie gniazd produkcyjnych względem siebie po przeprowadzonych
ulepszeniach wraz z zaznaczonym kierunkiem przepływu wartości zostało przedstawione
na rysunku 49. Porównując układ sali przed wdrożeniem narzędzi Lean Manufacturing
(rysunki 28 i 29) z obecnym można zauważyć wiele różnic. Wzajemne położenie względem
siebie gniazd produkcyjnych zostało ulepszone, zminimalizowano dzielące je odległości.
Na skutek likwidacji głównego magazynu i zastąpienia go małymi supermarketami
przystanowiskowymi zasilanymi przez motyla, operatorzy mogli skoncentrować się tylko na
operacjach montażu, bez konieczności opuszczania miejsc pracy w celu pobrania
potrzebnych detali
Powyższa ilustracja nawiązuje do sporządzonego przez inżyniera procesu diagramu
spaghetti, zaprezentowanego na rysunku 50. Na plan rozmieszczenia stanowisk
roboczych, zostały naniesione kolorem żółtym ścieżki poruszania się operatorów pomiędzy
gniazdami. Kolorem różowym oznaczono trasy pokonywane przez motyla zaopatrującego
stanowiska robocze w potrzebne komponenty.
Badając poniższy diagram można zauważyć, że ścieżki transportowe zostały
zoptymalizowane. Wyeliminowano niepożądane zjawisko przecinania ich się w wielu
punktach. Odległości pomiędzy gniazdami produkcyjnymi mogłyby zostać skrócone do
zera, gdyby dysponowano możliwością tworzenia dedykowanych stołów o pożądanych
wymiarach i kształtach, tak, żeby po połączeniu tworzyły np. okrąg.
Po zakończeniu fazy Check przystąpiono do realizacji ostatniej, najkrótszej spośród
wszystkich faz Cyklu Deminga, fazy Act. W trakcie wprowadzania ulepszeń zgodnie
z Cyklem PDCA zastosowano takie techniki jak 5S, SMED oraz system Kanban.
Dodatkowo przeorganizowano ułożenie gniazd produkcyjnych. Z całą pewnością można
użyć stwierdzenia, że wdrożone narzędzia Lean Manufacturing przyniosły spodziewane
efekty. Proces został znacznie usprawniony, co zostało przedstawione na diagramie
spaghetti i mapie przepływu wartości. Na szczególną uwagę zasługuje znacznie skrócony
czas cyklu. Wszystkie przytoczone argumenty przemawiają za opracowaniem nowego
standardu danego procesu opartego na przeprowadzonych ulepszeniach.

72
Rysunek 50: Diagram spaghetti dla ulepszonego procesu

73
9.3 Podsumowanie przebiegu gry
W rozdziale dziewiątym został opisany proces wdrażania i testowania
zaproponowanego modelu gry. Postępowano zgodnie ze wszystkimi, niezbędnymi do
prawidłowego przeprowadzenia gry testowej, wytycznymi opisanymi w rozdziale ósmym.
Opierając się na instrukcji została przygotowana sala wraz z wszystkimi wymaganymi na
stanowiskach roboczych elementami. Starannie zbudowano gniazda produkcyjne według
zaleceń z rozdziału 8.6. Zostały wydrukowane i przygotowane niezbędne materiały takie
jak karty specyfikacji, instrukcja montażu oraz oznakowania gniazd produkcyjnych
i stanowiska klienta. Uczestnicy mieli okazję wcielić się w role operatora gniazda
produkcyjnego, inżyniera procesu i motyla. Funkcję klienta pełnił sensei, który prowadził
grę testową.
Po odpowiednim przygotowaniu sali uczestnicy zostali zaznajomieni z wytycznymi,
celami gry oraz jej zasadami. Następnie przystąpiono do realizacji wszystkich
zaproponowanych w modelu scenariuszy gry. Pomiędzy etapami odbywały się przerwy
poświęcone na dyskusje nad obecnym stanem procesu, zdefiniowanie marnotrawstw
i zgłoszenie pomysłów ich eliminacji. Sensei w porozumieniu z grupą akceptował bądź
odrzucał propozycje usprawnień oraz stymulował pracę grupy.
Testowany model gry zawierał w sobie wszystkie podstawowe typy marnotrawstwa.
Zaliczyć do nich można: nadprodukcję, zapasy, przestoje, zbędny transport i poruszanie
się na stanowisku pracy, ubytki w jakości, niepotrzebne narzędzia i wyposażenie oraz
nieuporządkowane miejsca pracy. W celu eliminacji wymienionych typów muda, jako
remedium wykorzystano narzędzia Lean Manufacturing. Najważniejsze z nich to: 5S, 5W,
cykl Deminga, diagram Ishikawy, diagram spaghetti, Kaizen, karty Kanban, mapowanie
strumienia wartości, SMED i system Pull.
Na skutek wdrożonych narzędzi Lean Manufacturing osiągnięto następujące
rezultaty:
zredukowano czas cyklu o 67%,
zwiększono produkcję wyrobów o żądanej specyfikacji o 60%,
zwiększono liczbę produkowanych wyrobów o wymaganej jakości o 50%,
zredukowano powierzchnię produkcyjną,
zmniejszono wielkość głównego magazynu,
zmniejszono ilość zapasów w magazynie,
wyeliminowano przezbrojenie z procesu produkcyjnego,
wyeliminowano przestoje,
zredukowano do minimum długość ścieżek transportowych,
74
zmniejszono WIP (ilość zapasów produkcji w toku),
zredukowano liczbę wymaganych zasobów ludzkich o jednego pracownika (warto
nadmienić, że w duchu działań Lean Manufacturing nie należy zwalniać takich
pracowników, tylko przenosić ich np. do działów zajmujących się usprawnieniem
procesu).
Uczestnicy gry testowej zdobyli praktyczną wiedzę z zakresu identyfikowania
wszystkich typów muda. Dodatkowo nauczyli się jak poprawnie wdrażać narzędzia Lean
Manufacturing tak, aby przyniosły one zamierzone rezultaty. W trakcie trwania przerw
pomiędzy kolejnymi etapami osoby biorące udział w szkoleniu miały okazję, pod czujnym
okiem sensei, sporządzić mapy strumienia wartości, diagramy spaghetti, poznać metody
skutecznego dochodzenia do źródeł problemów za pomocą narzędzi 5W i Diagramu
Ishikawy oraz zaplanować działania usprawniające zgodnie z Cyklem Deminga. Co więcej,
jedna osoba miała okazję wcielić się w rolę inżyniera procesu i przyglądać się z boku
poczynaniom kolegów oraz zapisać proponowane usprawnienia na wniosku Kaizen.
Przeprowadzone badania dowiodły, że zaproponowany model gry zawiera kilka
niedociągnięć. Dużo trudności sprawiło uczestnikom zrozumienie instrukcji. Wyrażali się oni
negatywnie o czarno-białych zdjęciach przedstawiających kolejne etapy montażu.
Twierdzili, że taka forma przekazywania informacji jest niejasna oraz, że brakuje
dokładnych, słownych opisów czynności jakie należy wykonać na danym etapie.
Drugą kwestią, na którą uczestnicy zwrócili szczególną uwagę był brak ograniczenia
na maksymalną możliwą do pobrania liczbę detali z magazynu. Stworzyło to sytuację,
w której niektórzy z operatorów podjęli z magazynu wszystkie części danego typu, mimo,
że potrzebowali jedynie kilka sztuk. Skutkowało to brakiem potrzebnych elementów dla
innych pracowników.
Wskazane jest, aby zaproponowany model gry powiększyć o dodatkowe
zagadnienia z dziedziny Lean Manufacturing. Istniejące scenariusze można by rozszerzyć
o takie narzędzi jak: Chronometraż, Heijunka i Poka Yoke. Warto również przedstawić
uczestnikom teoretyczne aspekty metody TPM, istotnego narzędzia Lean Manufacturing.
Przeprowadzone w etapie trzecim warsztaty SMED należy rozwinąć w celu lepszego
zrozumienia tematyki przez uczestników szkolenia.
Nakreślono dalszy kierunek rozwoju. Gra może zostać rozbudowana o kolejne etapy
polegające na ponownym zrealizowaniu Cyklu Deminga. Należy skupić się na takich
aspektach jak: poprawienie trasy i organizacji pracy motyla, wspomniane wcześniej
zaprojektowanie dedykowanych stołów montażowych, reorganizacja funkcjonowania
gniazda mycia, montażu silnika i szyb oraz gniazda montażu nadwozia.
75
10. Podsumowanie
Przedstawiony w niniejszej rozprawie, autorski projekt gry symulacyjnej bazującej
na założeniach filozofii Lean Manufacturing, jest próbą dostarczenia efektywnego narzędzia
dydaktycznego. Autor pracy motywowany był rosnącym w ostatnich latach w Polsce
gronem zwolenników koncepcji odchudzonej produkcji oraz przede wszystkim, brakiem
powszechnie dostępnych szkoleń tego typu na zasadach licencji otwartej.
Sporządzona w pracy koncepcja gry została poprzedzona rozbudowanym wstępem,
wykonanym w oparciu o dogłębne badania literaturowe, które obejmowały teoretyczną
stronę zagadnienia Lean Manufacturing. Omówiono kluczową dla tematyki definicję muda,
jej podział oraz obszernie scharakteryzowano każdy typ marnotrawstwa. Następnie
kompleksowo opisano wszystkie pojęcia i techniki. Działania te miały na celu umożliwienie
pełnego zrozumienia, scharakteryzowanego w kolejnych rozdziałach, projektu gry.
Istotną częścią pracy okazało się przetestowanie stworzonego projektu gry
symulacyjnej na grupie studentów. Postępowano zgodnie z zaleceniami, zaczynając od
budowy stanowisk, przez instrukcje montażu, na starannym wykonywaniu instrukcji
zawartych w scenariuszu kończąc. W zaproponowanym modelu starano się uatrakcyjnić
proces przekazywania wiedzy dotyczącej skutecznego stosowania narzędzi i technik
szczupłego wytwarzania, poprzez zrezygnowanie z wszelkich definicji i wzorów. Zamiast
tego położono nacisk na praktyczne zajęcia, podczas których uczestnicy szkolenia musieli
nieprzerwanie zastanawiać się nad możliwymi usprawnieniem wykonywanych przez nich
czynności. Stworzony proces produkcji samolotów został celowo wypełniony możliwie jak
największa liczbą marnotrawstw. Jak wspomniano wcześniej, nadrzędnym celem owego
projektu były wartości dydaktyczne. Obserwacje z przeprowadzonych badań dowodzą, że
osoby biorące udział w szkoleniu zdobyły solidną, podstawową wiedzę z problematyki
szczupłego wytwarzania. Uczestnicy w ostatnich etapach gry byli zdolni samodzielnie
lokalizować i klasyfikować marnotrawstwa oraz proponować sposoby ich eliminacji.
W świetle przeprowadzonych badań można stwierdzić, iż zaproponowany przez
autora projekt gry symulacyjnej opartej na założeniach Lean Manufacturing spełnia swoją
rolę jako narzędzie dydaktyczne. Zgłoszone przez uczestników szkolenia konstruktywne
uwagi mogą posłużyć do ulepszenia gry w jej obecnym stanie. Nakreślono kierunek rozwoju
projektu, który polega na jego rozbudowaniu o dalsze czynności usprawniające oparte na
kolejnym powtarzaniu Cyklu Deminga.

76
Kluczowym dla znaczenia całej pracy okazało się pytanie: „czy tak wielce
zachwalana koncepcja Lean Manufacturing, rzeczywiście działa w praktyce?”.
Przeprowadzono badania dotyczące skuteczności wprowadzania podejścia Lean
w polskich oraz światowych przedsiębiorstwach. Okazało się, że wyniki przerosły
najśmielsze oczekiwania, a omawiana koncepcja jest wysoce wydajna. Co więcej, warto
zwrócić uwagę na fakt, jak termin Lean Manufacturing bywa czasami tłumaczony w polskiej
literaturze. Sformułowanie Odchudzona Produkcja, bo o nim tu mowa, często rozumiany
jest pejoratywnie. Według Słownika Języka Polskiego termin chudy (ang. lean) może być
utożsamiany z lichy, mizerny bądź biedny [20]. Może się więc wydawać, że
z wprowadzeniem tego podejścia wiąże się obniżenie kluczowych wskaźników finansowych
przedsiębiorstwa. Rzeczywistość okazuje się jest jednak zgoła inna. Określenie szczupły
odnosi się do maksymalnego zminimalizowania zgubnego wpływu szeroko pojętych
czynności, które nie przyczyniają się w oczywisty sposób do dodawania wartości. Terminu
Lean nie należy w żadnym wypadku rozumieć jako coś negatywnego.
Na podstawie wyników z przeprowadzonych w tej rozprawie badań, można z całą
pewnością stwierdzić, że prawidłowo przeprowadzone wdrażanie koncepcji Lean
Manufacturing prowadzi jedynie do pozytywnych efektów oraz znacznej poprawy kondycji
analizowanego procesu, a co za tym idzie również i przedsiębiorstwa.

77
Bibliografia
1. Brzeziński M., Organizacja i sterowanie produkcją. Wydawnictwo PLACET,
Warszawa 2002, s. 151.
2. Buffa A., „Lean and Green” Manufacturing Program Helps Washington’s Small
Manufacturers Reduce Energy Use and Waste. 2009
3. Czerska J., Koncepcja Lean lekiem na wysokie koszty produkcji.
4. Czerska J., Pozwól płynąć swojemu produktowi. Wydawnictwo PLACET, Warszawa
2011, s. 30-32, 84-112, 122-131.
5. Domański R., Rozprawa doktorska: Model integracji produkcji zaopatrzenia
w przemyśle według koncepcji Lean Manufacturing. Poznań 2013, s. 14-35.
6. Horbal R., Pawlik E., Lean & Green, czyli jak zarobić na byciu proekologicznym.
„Inżynieria & Utrzymanie Ruchu” styczeń/luty 2016, s. 90-93.
7. Jaworska E., Techniki lean w produkcji Małymi krokami do doskonałości.
„Inżynieria & Utrzymanie Ruchu” listopad 2013, s. 54-57.
8. Kubis N., Narzędzia Lean Management. Zagadnienia Techniczno-Ekonomiczne.
Tom 50, Zeszyt 2-3, 2005, s. 291-303.
9. Maciak J., Redukcja czasu przezbrojeń maszyny przy użyciu techniki SMED.
10. Melton T., The benefits of Lean Manufacturing What Lean Thinking has to Offer the
Process Industries. Chemical Engineering Research and Design, 2005, s. 662–673.
11. Michałowska A., Jak skutecznie wdrożyć TPM? „Inżynieria & Utrzymanie Ruchu”
maj/czerwiec 2015, s. 78-81.
12. Michałowska A., Lean to win. „Inżynieria & Utrzymanie Ruchu” marzec/kwiecień
2015, s. 80-83.
13. Michałowska A., Mapowanie strumienia wartości. „Inżynieria & Utrzymanie Ruchu”
lipiec/sierpień 2015, s. 70-73.
14. Obora H., Podejście PDCA Problem Solving w rozwiązywaniu problemów
organizacji. Kraków 2010.
15. Szczubełek G. i in., Zintegrowane systemy wytwarzania. Wydawnictwo EXPOL,
Olsztyn 2014, s. 123-131.
16. Uzdrzychowski M., Praca inżynierska: Wykorzystanie wybranych narzędzi Lean
Manufacturing na wydziale obróbki skrawaniem. Gliwice 2015.
78
17. Walentynowicz P., Uwarunkowania skuteczności wdrażania Lean Management
w przedsiębiorstwach produkcyjnych w Polsce. Wydawnictwo Uniwersytetu
Gdańskiego, Gdańsk 2013, s.17-68.
18. Womack J., Jones D., Lean Thinking – szczupłe myślenie. Wydawnictwo
ProdPress, Warszawa 2005, s. 19-44, 537-547.
19. Strona internetowa http://pl.wikipedia.org/wiki/5S (dostęp dnia 05.05.2016).
20. Strona internetowa http://sjp.pl/chudy (dostęp dnia 20.06.2016).
21. Strona internetowa http://www.andonsystem.pl/images/tabPro2.JPG (dostęp dnia
25.05.2016).
22. Strona internetowa https://mfiles.pl/pl/index.php/Ekonomia_skali_produkcji (dostęp
dnia 07.05.2016).
23. Strona internetowa https://pl.wikipedia.org/wiki/Metoda_5_why (dostęp dnia
05.05.2016).
24. Strona internetowa https://swinny.net/House_and_Home/Solid_Fuel_Stoves/-3638-
New-Chainsaw-Bosch-AKE-35S (dostęp dnia 12.07.2016).
79
Spis rysunków
Rysunek 1: Przyczyny muda (marnotrawstwa).................................................................. 9
Rysunek 2: Przykładowa mapa strumienia wartości (źródło własne) ................................13
Rysunek 3: Przykładowy chronometraż [16] ....................................................................16
Rysunek 4: Cykl Deminga ................................................................................................16
Rysunek 5: Przykładowy diagram Ishikawy [16] ...............................................................17
Rysunek 6: Diagram spaghetti [16] ..................................................................................18
Rysunek 7: Podejście klasyczne a Heijunka ....................................................................20
Rysunek 8: Przykłady wtyczek odpornych na błędy .........................................................23
Rysunek 9: Typowy rozkład czynności w procesie przezbrojenia [16] ..............................24
Rysunek 10: Porównanie systemów push i pull [16] .........................................................25
Rysunek 11: Przykładowa tablica andon [21] ...................................................................25
Rysunek 12: Przykładowy wykres yamazumi ...................................................................26
Rysunek 13: Piła spalinowa – układ elementów montażowych [24] .................................33
Rysunek 14: Drzewo struktury produktu...........................................................................34
Rysunek 15: Samolot w jednej z trzech wersji..................................................................37
Rysunek 16: Drzewo struktury wyrobu .............................................................................38
Rysunek 17: Podstawowy schemat gniazda ....................................................................40
Rysunek 18: Schemat gniazda mycia ..............................................................................40
Rysunek 19: Schemat gniazda montażu elementów niebezpiecznych .............................40
Rysunek 20: Ogólny widok rozmieszczenia gniazd produkcyjnych z krzesłami ................42
Rysunek 21: Wykaz operacji technologicznych ................................................................44
Rysunek 22: Instrukcja montażu ......................................................................................45
Rysunek 23: Specyfikacja A.............................................................................................46
Rysunek 24: Specyfikacja B.............................................................................................47
Rysunek 25: Specyfikacja C ............................................................................................47
Rysunek 26: Propozycja kart Kanban ..............................................................................51
Rysunek 27: Propozycja poprawy rozmieszczenia gniazd produkcyjnych ........................52
Rysunek 28: Widok z gniazda montażu elementów mechanicznych (lewa strona) ...........53
Rysunek 29: Widok z gniazda montażu elementów mechanicznych (prawa strona) ........53
Rysunek 30: Gniazdo mycia, montażu silnika i szyb ........................................................54
Rysunek 31: Gniazdo montażu elementów niebezpiecznych (uzbrojenia) .......................54
Rysunek 32: Efekty nadprodukcji .....................................................................................55
Rysunek 33: Elementy wadliwe .......................................................................................56
Rysunek 34: Zbędne elementy na stanowisku mycia .......................................................57
Rysunek 35: Stanowisko klienta ......................................................................................57

80
Rysunek 36: Wykonany Diagram Ishikawy ...................................................................... 59
Rysunek 37: Sporządzony przez inżyniera procesu wniosek Kaizen ............................... 60
Rysunek 38: Metoda 5W ................................................................................................. 61
Rysunek 39: Wykonane Koło Deminga ........................................................................... 62
Rysunek 40: Mapa przepływu wartości dla etapu pierwszego ......................................... 63
Rysunek 41: Wykonany diagram spaghetti dla etapu pierwszego ................................... 64
Rysunek 42: Gniazdo montażu nadwozia przed 5S ......................................................... 65
Rysunek 43: Gniazdo montażu nadwozia po 5S.............................................................. 66
Rysunek 44: Gniazdo montażu elementów mechanicznych przed 5S ............................. 66
Rysunek 45: Gniazdo montażu elementów mechanicznych po 5S .................................. 66
Rysunek 46: Praca w gnieździe mycia po warsztatach SMED......................................... 67
Rysunek 47: Karty Kanban .............................................................................................. 68
Rysunek 48: Mapa przepływu wartości po wprowadzonych ulepszeniach ....................... 69
Rysunek 49: Rozmieszczenie stanowisk roboczych po usprawnieniach .......................... 70
Rysunek 50: Diagram spaghetti dla ulepszonego procesu .............................................. 72
Spis tabel
Tabela 1: Efekty transformacji Lean przedsiębiorstw polskich [6] .................................... 27
Tabela 2: Efekty transformacji Lean przedsiębiorstw światowych [3] ............................... 28