Od pomysłu do produkcji dozowania płynów Technologiczność ...25)2007_web_2z2.pdf · Od...
31
24 DESIGN NEWS Polska [www.designnews.pl] czerwiec 2007 ROZWIĄZANIA TEKST: MAREK BERNACIAK ZDJĘCIA: AMB Od pomysłu do produkcji – pod kątem technologii dozowania płynów Technologiczność konstrukcji Konstruktorom, projektantom, ale również menedżerom zarządzającym nowymi projektami wpajano, że trzeba pamiętać nie tylko o tym, co zaprojektować, ale również pamiętać – jak to potem będzie wykonane. Chodzi więc o technologiczność konstrukcji Choćby nie wiem jak się konstruktor starał, to nie może sobie za bardzo pozwolić na „szaleństwo” właściwe artystom, choćby takim... scenarzystom. Napisze „taki”, że muchy mają chodzić po partyturze, a potem niech się Alan Starski martwi, jak te muchy do chodzenia po partyturze zmusić 1 . Niewiele osób zdaje sobie ciągle sprawę z istnienia technologii dostępnych „od ręki”, a umożliwiających np.: • estetyczne łączenie różnorakich materia- łów z sobą (klejenie), • tanie, ale efektywne uszczelnianie (FIPG) 2 , • wydajne i precyzyjne smarowanie na cały czas życia wyrobu, • zalewanie, nanoszenie powłok ochron- nych na precyzyjnych elementach (np. elektronicznych), • wydajne łączenie lutowaniem (poza elektroniką). Poruszam te zagadnienia głównie dlatego, że rzadko w swojej praktyce zajmuję się projektami, w których te technologie są brane pod uwagę przez POLSKICH projektantów. Najczęściej, gdy bierzemy udział w nowych projektach, w których stosuje się bardziej ambitne rozwiązania technologiczne, są to konstrukcje amerykańskie, francuskie, nawet czeskie. Polscy inżynierowie są wierni śru- bom, zatrzaskom, wkrętom, a jak się nie da tą drogą, to poświęcają estetykę i oryginalność wyrobu na ołtarzu „technologiczności” ogra- niczonej do poznanych w szkole możliwości wykonania.
Transcript of Od pomysłu do produkcji dozowania płynów Technologiczność ...25)2007_web_2z2.pdf · Od...

24 DESIGN NEWS Polska [www.designnews.pl] czerwiec 2007
ROZWIĄZANIA
TEKST: MAREK BERNACIAKZDJĘCIA: AMB
Od pomysłu do produkcji– pod kątem technologii dozowania płynów
Technologiczność konstrukcji
Konstruktorom, projektantom, ale również menedżerom zarządzającym nowymi projektami wpajano, że trzeba pamiętać nie tylko o tym, co zaprojektować, ale również pamiętać – jak to potem będzie wykonane. Chodzi więc o technologiczność konstrukcji
Choćby nie wiem jak się konstruktor starał, to nie może sobie za bardzo pozwolić na „szaleństwo” właściwe artystom, choćby takim... scenarzystom. Napisze „taki”, że muchy mają chodzić po partyturze, a potem niech się Alan Starski martwi, jak te muchy do chodzenia po partyturze zmusić1.
Niewiele osób zdaje sobie ciągle sprawę z istnienia technologii dostępnych „od ręki”, a umożliwiających np.:
• estetyczne łączenie różnorakich materia-łów z sobą (klejenie),
• tanie, ale efektywne uszczelnianie (FIPG)2,
• wydajne i precyzyjne smarowanie na cały czas życia wyrobu,
• zalewanie, nanoszenie powłok ochron-nych na precyzyjnych elementach (np. elektronicznych),
• wydajne łączenie lutowaniem (poza elektroniką).
Poruszam te zagadnienia głównie dlatego, że rzadko w swojej praktyce zajmuję się projektami, w których te technologie są brane pod uwagę przez POLSKICH projektantów. Najczęściej, gdy bierzemy udział w nowych projektach, w których stosuje się bardziej ambitne rozwiązania technologiczne, są to konstrukcje amerykańskie, francuskie, nawet czeskie. Polscy inżynierowie są wierni śru-bom, zatrzaskom, wkrętom, a jak się nie da tą drogą, to poświęcają estetykę i oryginalność wyrobu na ołtarzu „technologiczności” ogra-niczonej do poznanych w szkole możliwości wykonania.

[www.designnews.pl] DESIGN NEWS Polska 25
ROZWIĄZANIA
Dla tych, którzy chcą pokonać ogranicze-nia, pragnę zaprezentować kilka dostępnych od ręki technologii, bardzo rzadko omawia-nych w szkołach.
Klejenie profesjonalneNiedawno spotkałem inżyniera, który właś-nie opuścił politechnikę (przemilczę jaką, bo znaną) i był zdziwiony, że… samoloty są klejone. Tym, którzy jeszcze dziwią się, powiem krótko: SĄ! I bardzo często ich konstrukcja nośna opracowana została pod kątem użycia klejów.
Polscy konstruktorzy unikają klejenia, bo mu nie ufają. Nie ufają jego sile ani nie wiedzą, jak uniknąć „babrania się”, wycie-rania…
Sprawę siły klejenia pozostawiam fir-mom oferującym kleje. My możemy zająć się szybkością jego realizacji. Nanieść klej, złożyć detal i… gotowe!
Kleje nanosimy za pomocą dyspense-rów, a także ręcznych i automatycznych pistoletów, czasem tor nanoszenia jest kierowany robotem. Robot nie musi być bardzo drogi, a inwestycja zwraca się w imponującym czasie.
Uszczelki wylewaneUszczelki wylewane są naturalnym kon-kurentem uszczelek kształtowych. Wydaje się, że uszczelka kształtowa to ideał. Jednak w kalkulacjach nie bierzemy zwykle pod uwagę:
• kosztów logistyki i składowania róż-nych uszczelek,
• utraty skuteczności uszczelniania, związanego z brakiem ich możliwo-ści dopasowania się do nierównych powierzchni, a w konsekwencji: zwięk-szonych kosztów obróbki powierzchni lub wykonania połączeń.
Uszczelka wylewana może zostać nanie-siona ręcznie albo za pomocą robota. Jedna inwestycja może zostać wykorzystana do nanoszenia wielu rodzajów i kształtów…
Można znacznie uprościć kształt złącza, a także zrezygnować z wysokiego standardu wykonania powierzchni przylegających. Mimo to możliwe jest utrzymanie estetyki na najwyższym poziomie.
Rozróżniamy dwa podstawowe rodzaje uszczelek wylewanych:
• „na mokro” – gdy detal zaraz po naniesieniu uszczelki jest montowa-ny. Uszczelka twardnieje (sieciuje) w zmontowanym wyrobie. W przypad-ku demontażu lub otwarcia – wymaga powtórnego naniesienia uszczelniacza;
• „na sucho” – uszczelka jest wylewa-na i pozostawiona do utwardzenia. Utwardzona (ale najczęściej elastyczna) uszczelka zachowuje swoje właściwości uszczelniające mimo wielokrotnego demontażu i montażu elementów.
Osobną dziedziną są wylewane uszczelki piankowe (FIPFG)3 – w tym wypadku uszczelniamy „na sucho” – uszczelka wykonana z pianki poliuretanowej lub silikonowej (odpornej na wysokie tempera-tury) bije rekordy pod względem kosztów wykonania. Jest to najtańsza i jednocześnie najefektywniejsza metoda uszczelniania przemysłowego.
Efektywne smarowanie w produkcjiCoraz częściej spotykamy się z oczekiwaniem klientów, by raz nasmarowany podzespół nie wymagał powtarzania tego procesu. Produ-cenci środków smarnych wychodzą naprze-ciw tym oczekiwaniom. Ubocznym skutkiem jest wysoka cena takich produktów.
Dodatkowym wymaganiem jest umiesz-czenie w odpowiednim miejscu tylko takiej ilości środka smarnego, jaka wystarczy (ekonomia), jak i takiej, by użytkownik nie ubrudził się wyciekającym smarem, ale nie tylko użytkownik wyrobu, także pracownik wykonujący operację smarowania.
Nasi klienci często korzystają z usługi pakowania smarów w opakowania technolo-giczne, umożliwiające redukcję nadmiernego zużycia materiału, wyeliminowanie zbędnych czynności oraz wprowadzenie niezależnej od operatora, zdefiniowanej dawki.
Zalewanie żywicamiZalewanie żywicami stosuje się w elek-tronice i elektrotechnice – najczęściej jako zabezpieczenie przed wodą, wilgocią oraz: wibracjami, udarami i innymi niepożądanymi zjawiskami.
Zalewanie coraz częściej stosowane jest też jako technologia mocowania. Projektuje się luźne elementy, wsuwane lub wręcz składane z dużą szczeliną (która stanowi zamknięcie łańcucha wymiarowego). Zala-nie tej szczeliny żywicą jest ostatnim, zamy-kającym operację montażu procesem.
Powłoki i wypełnienia specjalneElementy elektryczne i elektroniczne nara-żone na kontakt z agresywnym środowi-skiem oraz na wibracje i udary mechaniczne ulegają korozji, zwarciom i uszkodzeniom.
Aby zapobiec tym niepożądanym zjawi-skom, stosuje się różne techniki zalewania żywicami, elastomerami i lakierami, wiele z nich ma własny termin w języku angiel-skim, nietłumaczony na język polski, jak: dam & fill, underfill, encapsulation, confor-mal coating, selective conformal coating… Wiele tych technologii zaczyna się stosować również w innych dziedzinach.
Techniki te pozwalają nanosić płyny mon-tażowe za pomocą precyzyjnych zaworów dozujących, również nanoszących płyny bezkontaktowo. Nanosimy je zarówno

26 DESIGN NEWS Polska [www.designnews.pl] czerwiec 2007
ROZWIĄZANIA
za pomocą mikrosprayu, jak i za pomocą zaworów natryskujących (jetting). W tym miejscu tylko zaznaczamy istnienie tych technologii, nie rozwijając tematu. Istnie-jąca literatura4 pokazuje, że rozważania dotyczące projektowania układów pod kątem tych technologii dają ogromne moż-liwości techniczne i rozszerzają spektrum zastosowań.
Lutowanie za pomocą past lutowniczychW połączeniach mechanicznych i elektrycz-nych rzadko bierze się pod uwagę moż-liwości past lutowniczych. Te zawiesiny stopu w topniku pozwalają na niespotykane rozwinięcie możliwości technologicznych i technicznych. Nawet kontaktując się z tech-nologami na rynku elektronicznym, który powinien traktować pasty lutownicze jako
coś „zwykłego”, widzę, że dla wielu osób jest to technologia nowa.
Tym bardziej więc jest to metoda nowa wśród osób nienależących do wąskiego kręgu „elektroników”. Sposób jest prosty: łącząc dwa elementy, wprowadzamy pomię-dzy nie (albo wręcz w okolicy złącza) kroplę pasty, która po podgrzaniu złącza rozpływa się tworząc złącze lutowane, bez żadnych dodatkowych czynności.
Szczególnym przypadkiem jest wyko-nywanie złącz lutowanych w elementach aluminiowych. Aluminiowe elementy wypierają miedź, obniżając koszty. Specjal-ne pasty lutownicze, precyzyjnie dozowane, pozwalają na otrzymanie estetycznego i trwałego złącza.
Czas na wnioskiW przedstawionym tekście starałem się pokazać istnienie technologii, jakie dziś są podstawą nowoczesnych konstrukcji. Więk-szości z nich nie omawia się w programach szkół wyższych 5.
Wprowadzając te technologie do produk-cji, polscy inżynierowie mają możliwość uzyskania niespotykanych właściwości pro-jektowanych przez siebie wyrobów.
Technologie te ujawniają też możliwo-ści obniżenia kosztów produkcji, a dalej: zdobywania nowych rynków, podniesienia konkurencyjności…, a w dalszym kontek-ście – także rozwoju gospodarczego.
1) Czytałem wywiad z Alanem Starskim w jednym z popularnych czasopism. Zamówił on specjalny gatunek nielatających much, wykorzystanych do potrzeby jednej tylko sceny w filmie „Pianista”.
2) Formed In Place Gasketing (uszczelka formowana na miejscu)
3) Formed In Place Foamed Gasket (uszczelka piankowa wylewana)
4) Patrz m.in.: „Design Considerations for High-Speed Underfill of CSP and Flip Chip Packages”, APEX CONFERENCE – JANUARY 2001, dostępne na www.asymtek.com
5) Oczywiście są wyjątki, jak Politechnika Lubelska czy Politechnika Wrocławska. Zdarzają się osoby, które zwracają się do mnie po pomoc w zgromadzeniu materiałów do pracy dyplomowej, jednak z mojej per-spektywy jest to zjawisko ograniczone, a oczekiwania są, delikatnie mówiąc, bardzo podstawowe.
„Polscy inżynierowie mają możliwość uzyskania niespotykanych
właściwości projektowanych przez siebie wyrobów


28 DESIGN NEWS Polska [www.designnews.pl] czerwiec 2007
IDEE, PROJEKTY
Marzenie i mrzonka? Absolutnie nie. Latające samochody rozpalały co prawda wyobraźnię wielu twórców z branży rozrywkowej – wspomnę tutaj reżyserów i realizatorów filmów science-fiction (z kultowym moim zdaniem obrazem Luca Besson „Piąty ele-ment”; polecam tym, którzy nie widzieli, dodatkowym argumentem może być atrak-cyjna Mila Jovovich), ale jak się okazuje – nie tylko.
Poważni inżynierowie już od dawna poszukiwali „aparatów” latających zdol-nych do pionowego startu i lądowania i oczywiście pokonywania odległości we w pełni kontrolowanym locie poziomym. Takie możliwości zapewniały śmigłowce. Jednak wiele z ich wad (trudności w pilotażu, ograniczenia manewrowe; chociaż trudno o nich mówić, podziwiając w locie tak „ekstre-malne maszyny”, jak: Super Huey, Tomahawk czy Sikorsky Black Hawk), powodowało, iż szukano innych rozwiązań. Rozwiązań określanych terminem VTOL.
Vertical Take Off and Landing...oznacza dokładnie „pionowy start i lądowanie”, a używane jest w lotnictwie w odniesieniu do samolotów zdolnych do wykonywania takich manewrów. Wbrew pozorom niewiele samolotów zasługuje na takie określenie. Statki powietrzne, takie jak wspomniane śmigłowce, autożyra, żyroplany czy balony nie należą do tej kategorii. Poza tym większość samolotów VTOL może także startować i lądować w sposób konwencjona-lny (CTOL) lub skrócony (STOL), dlatego też w rzeczywistości należą one do klasy V/STOL i oznaczenia te czasami stosuje się w sposób zamienny. Inne z kolei działają tylko
Sposób na korki
Latający samochód„Przeczuwaliście na pewno, że jest tylko kwestią czasu, zanim ludzie zapragną posiadać jakiegoś rodzaju maszyny latające, które zastąpią samochody. Oczywiście, maszyny te będą musiały dysponować możliwościami VTOL, być łatwe w obsłudze, tanie w utrzymaniu, dostępne i bezpieczne. Cóż, wszyscy tutaj – w Moller International – wierzymy, że nadchodzi coś, co spełni te marzenia. Tym czymś stanie się pojazd nazwany M400 Skycar”.
www.moller.com
i wyłącznie w trybie VTOL – ze względu na brak podwozia umożliwiającego ruch poziomy. Skycar inżyniera Paula Mollera ma być na tle istniejących konstrukcji czymś zupełnie nowym.
Narodziny koncepcjiW 1928 roku Nikola Tesla opatentował aparat latający, który nazwał „Flivver”. Był to jeden z pierwszych samolotów typu VTOL. Na przełomie lat 50. i 60. XX wieku projektowano liczne prototypy samolotów myśliwskich, mających cechy samolotów VTOL. Była to reakcja na groźbę zniszczenia wszystkich lot-nisk podczas ewentualnego pierwszego ataku (and. First Strike), przez bombowce uzbro-jone w broń jądrową, która mogła pozostawić kraj bez ochrony własnych myśliwców przed kolejnymi nalotami. Rozwiązaniem miały być samoloty myśliwskie typu VTOL, które byłyby zdolne do startów i lądowań z każdego miejsca, a zniszczenie lotnisk nie zmniejszało by ich wartości bojowej.
W rzeczywistości koszty zbudowania samolotu o własnościach VTOL okazały się olbrzymie. Główną, żeby nie powiedzieć – jedyną – korzyścią była łatwość przerzu-cania samolotów, natomiast zapewnienie im zaopatrzenia w paliwo i uzbrojenie już nie było tak proste. W połowie lat 60. ubiegłego stulecia zainteresowanie samolotami VTOL spadło, prawdopodobnie ze względu na wprowadzenie międzykontynentalnych pocisków rakietowych wyposażonych w głowice jądrowe. Obecnie w praktycznym użyciu są tylko dwa rodzaje samolotów typu VTOL (w rzeczywistości, V/STOL): Bell-Boeing V-22 Osprey, a także BAe Harrier oraz jego amerykańska wersja Boeing AV-8B
Harrier II. Wspominane maszyny dosko-nale sprawdzają się w lotnictwie morskim, ratowniczym, a Harriery swój chrzest bojowy przeszły podczas bitwy o Falklandy.
Latający samochódZ dzieciństwa zapamiętałem ostatnią stronę tygodnika „Motor”, na której zamieszczano „Moto-notki”, „Moto-plotki”; szczególnie w pamięci zapadły mi dwa zdjęcia: jedno przedstawiające pokraczny czterokołowy samochodzik, ciągnący na przycz-epie skrzydła i ogon – zdawać by się mogło – samolotu lub motoszybowca. Drugie przedstawiało ten sam „samochodzik” już... w locie, z doczepionymi, wcześniej przew-iezionymi na przyczepce, elementami.
Pomysł inżyniera Mollera to rozwinięcie tej koncepcji; pojazdu zdolnego do przem-
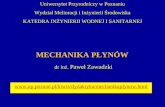
ROZKŁAD ciśnień przy obciążeniu statycznym.
PONIŻEJ: Skycar i jego twórca podczas prób

RE
KLA
MA
ieszczania się samodzielnie drogą kołową, ale także zdolnego do lotu. Ideałem byłby taki pojazd, który nie wymaga montażu dodat-kowych elementów, zajmuje niewiele więcej miejsca niż popularny samochód, umożliwia wykonywanie naziemnych manewrów, wreszcie – charakteryzuje się zaletami do tej pory dostępnymi wyłącznie dla bojowych maszyn VTOL.
Moller Skycar......jest prototypowym osobistym statkiem powietrznym, prawdziwym „latającym samo-chodem”, który prawdopodobnie będzie pier-wszym pojazdem tego typu wprowadzonym do masowej produkcji (zgodnie z zamierze-niami twórców nastąpi to prawdopodobnie w 2009 roku). Pojazd powietrzny o nazwie M400, nad którym nadal trwają prace, w założeniu ma umożliwiać „przewiezienie” do 4 osób. Kontrola pojazdu – dzięki zas-tosowaniu w szerokim zakresie automatyki – nie będzie wymagać znajomości technik tradycyjnego pilotażu, będzie odbywać się intuicyjnie; potrzebne będzie jedynie wskaza-nie kierunku lotu i określenie jego prędkości.
Proponowane specyfikacje pojazdu mówią: o prędkości maksymalnej dochodzącej do – bagatela – 600 km/h, ośmiu ekologicznych silnikach rotacyjnych, rozmiarach samo-chodu klasy kompakt, wreszcie: poborze paliwa porównywalnym do zwykłego samochodu (silniki Wankla słyną nie tylko z problemów z uszczelnieniem tłoka, ale także z możliwej do uzyskania wysokiej mocy przy niskiej pojemności i masie, dużym momencie obrotowym, a ostatnio – za sprawą m.in. kon-strukcji Mazdy – z ekonomiki spalania). Sys-tem ratowniczy w postaci spadochronu – w celu zapewnienia bezpieczeństwa – powoli staje się standardem w lotnictwie ultralek-kim i lekkim, jego zastosowanie jest więc czymś oczywistym, podobnie jak zapewnie-nie możliwości jazdy po dobrej nawierzchni (Skycar to „samochód” miejski) na krótkich dystansach.
Rozwiązania techniczneŻeby sprostać wymogom zapewnienia mocy wystarczającej dla swobodnego mane-wrowania pojazdem w locie, w zawisie i swo-bodnego wznoszenia i opadania w przypadku manewrów startu i lądowania, niezbędne było wykorzystanie silników zapewniających wysoki współczynnik mocy w stosunku do masy i zużycia paliwa (rozmiary Skycara ograniczają przestrzeń przeznaczoną na zbiornik paliwa). Twórcy pojazdu przeprow-adzili prostą analizę poszukiwanego źródła
napędu i sformułowali następujące wnioski:Aby uzyskać stosunek mocy rzędu 2 HP/lb
(przeliczyć!), przy jednoczesnym zapewnien-iu minimalnego zużycia paliwa, do wyboru pozostają jedynie dwa silniki:
• turbodoładowany, zasilany wtryskiem silnik dwysuwowy – ale taki silnik, możliwy do wykorzystania w maszyn-ach latających, musiałby zostać dopiero wynaleziony;
• silnik rotacyjny, z aluminiową głowicą i wirującym tłokiem chłodzonym cieczą.
Takie silniki są obecnie produkowane. I takie zastosowano w prototypowym M400 Skycar.
Bardzo dużą wagę przy opracowaniu założeń konstrukcyjnych przywiązano do kwestii bezpieczeństwa. Zdublowano silniki, co oznacza w praktyce, iż w widoc-znych na zdjęciach obrotowych komorach umieszczono po dwa rotacyjne silniki. Awaria jednego z nich w niczym nie ogranicza zdolności manewrowych pojazdu. System komputerowy zapewnia kontrolę nad zach-owaniem stabilności w locie pojazdu. Jego elementy zostały opracowane na zasadzie systemu rozproszonego, w przypadku awarii jednego z podzespołów, pozostałe elementy są w stanie przejąć jego rolę, a Skycar może kontynuować lot w trybie awaryjnym. Uzupełnieniem jest system bezpieczeństwa w postaci podwójnych spadochronów...
Czy on lata?Do tej pory przeprowadzano proste doświadczenia, podczas których Skycar unosił się kilkanaście metrów nad ziemią, po czym lądował - są to jak na razie jedyne zarejestrowane próby pojazdu, które można zobaczyć w Internecie.
Aktualnie trwają prace nad większymi sil-nikami, w drugiej połowie 2007 r. przeprow-adzone mają być poważniejsze testy. Jako ciekawostkę warto zacytować za „Wikipedią”, iż w nadawanym na telewizyjnym kanale Dis-covery programie „Pogromcy Mitów” (Myth busters) stwierdzono, iż na projekt wydano już ponad 200 milionów USD.
Pozostaje nam śledzić internetową stronę Moller International w poszukiwaniu najnowszych informacji i w przerwie odlic-zania do Euro 2012 – odliczać czas pozostały do 2009 roku, w którym to „latający samo-chód” ma trafić do sprzedaży. Ci, którzy niecierpliwią się, wpłat dokonywać mogą już teraz. Ale uwaga – pamiętajmy, co spotkało właścicieli przedpłat na PF 126p...
Maciej Stanisławski

30 DESIGN NEWS Polska [www.designnews.pl] czerwiec 2007
TEKST: MICHAŁ MURAWSKICo ja wiem o PLM?
PLM (Product Lifecycle Managment) to skrót, który coraz częściej występuje na łamach artykułów poświęconych tematyce CAD. Mimo to dość często można spotkać inżynierów, którzy nie potrafią jednoznacznie zdefiniować, co się za nim kryje. Wynika to między innymi z tego, iż prawie każdy dostawca tego typu rozwiązań ma nieco inną wizję PLM... Która jest najlepsza, trudno jednoznacznie powiedzieć. Ważne, by przy jej wdrażaniu przedsiębiorstwo odniosło możliwie jak najwięcej korzyści
PLM nie jest systemem informatycznym oferującym jakąś zdefiniowaną listę funkcji, mimo że często pojawia w kon-tekście skrótów CAD, ERP czy CRM, które tak naprawdę oznaczają konkretny typ aplikacji.
W rzeczywistości PLM oznacza proces zarządzania całym cyklem życia produktu od pomysłu poprzez projekt, serwisowa-nie, aż do zakończenia eksploatacji.
Podczas tego procesu używane są dzie-siątki różnych systemów, których ilość i rodzaj zależą od branży czy też od kon-kretnego produktu. Możemy tu wymienić na przykład różnego rodzaju systemy wspomagające projektowanie, systemy do symulacji, zarządzania i przygotowania produkcji.
W skali wszystkich branż przemysłowych ilość wykorzystywanych aplikacji może sięgać tysięcy. Trudno sobie wyobrazić jeden system, który potrafiłby realizować wszystkie funkcje tych programów, nawet jeśli zawężymy jego użycie dla określonej branży. Dlatego, jeśli zetkniemy się z próbą sprzedania nam systemu PLM, należy to raczej odebrać jako ofertę sprzedaży cze-goś, co wspiera budowę rozwiązania PLM. Tym bardziej, że elementami PLM są nie tylko systemy komputerowe, lecz także: dane, procesy biznesowe, metodologie czy wreszcie inżynierowie i narzędzia.
W skrócie można powiedzieć , że w PLM chodzi o integrację tych wszyst-kich elementów w jeden spójny system. Integrować warto – bo potencjalnych korzyści jest sporo.
Są to między innymi:● szybsze czasy tworzenia nowego pro-
duktu,● redukcja ilości błędów do minimum,● wsparcie innowacyjności,● ograniczenie kosztów,● oszczędność czasu i pieniędzy.
Najważniejszą potencjalną korzyścią jest jednak szansa na zostawienie w tyle konkurencji.
Należy bowiem pamiętać, że wdrożenie PLM to coś więcej niż wdrożenie jednego czy nawet grupy systemów. Tak naprawdę mówimy tu o transformacji biznesowej przedsiębiorstwa, które staje się „dobrze naoliwioną maszyną”, przygotowaną na stawienie czoła każdemu wyzwaniu rynku.
Czym jednak są rozwiązania PLM, które coraz częściej oferują nam nasi dostawcy systemów inżynierskich? Z reguły taka oferta to dwa główne elemen-ty: system CAD wzbogacony o pewne funk-cje i interfejsy, ważne z punktu widzenia integracji z innymi systemami, oraz system PDM (Product Data Management).
Należy jednak pamiętać, iż mimo, że te systemy stanowią trzon większości rozwiązań PLM, nie znaczy to, iż są z nim tożsame.
Zresztą w ofercie największych graczy na rynku znajdziemy też wiele innych aplikacji wspierających tworzenie rozwiązania PLM. Przede wszystkim są to aplikacje uspraw-niające wymianę danych oraz integrację z
innymi popularnymi systemami. Na tym jednak ich oferta się nie kończy. Generalnie im więcej „klocków” znajduje się w portfo-lio, tym jest większa szansa, że zbudowane z nich rozwiązanie będzie optymalne.
Czy twój system CAD jest... „PLM Ready”?Rodzaj używanego systemu CAD nie determinuje tego, czy w firmie warto wdra-żać PLM. Nawet najprostsze narzędzia do projektowania mogą być z powodzeniem włączane do łańcucha zarządzania cyklem życia produktu. To, na ile efektywnie da się to zrobić, zależy wówczas od elastyczności konkretnego systemu PDM, a w szcze-gólności – od możliwości jego integracji z systemem CAD.
Nie ma jednak wątpliwości, że najlepiej przystosowane do integracji z łańcuchem PLM są systemy 3D nowej generacji. Predysponuje je między innymi możli-wość zarządzania strukturą produktu już na etapie projektowania. Struktura ta jest przeważnie reprezentowana hierarchicznie w postaci drzewka, którego węzłami są poszczególne komponenty produktu.
Ułatwia to zadanie użytkownikom, którzy całą strukturę (wraz z wszystkim powiązaniami) mogą automatycznie prze-kazać do systemu PDM – bez konieczności tworzenia w nim ręcznie zależności mię-dzy poszczególnymi komponentami.
Dodatkowo systemy takie wyposażone są w rozbudowane interfejsy programisty (API), które umożliwiają tworzenie „pod klienta” aplikacji, które potrafią rozpoznać
PROGRAMY

strukturę produktu i wykonać specyficzne dla zastosowania operacje lub też przeka-zać je w czytelnej formie do dalszego prze-twarzania przez dedykowane aplikacje.
Niemniej istotnym aspektem z punktu widzenia PLM, którego głównym celem jest efektywne zarządzanie wiedzą, są takie metodologie, jak Knowledege Base Engineering. Jednak prawdziwym centrum zarządzania wiedzą i centrum zarządzania cyklem życia produktu jest system PDM.
Który PDM jest najlepszy?Istnieje pewna grupa podstawowych funkcji, które powinien realizować system PDM. Należą do nich między innymi:● zarządzanie strukturą produktu i histo-
rią zmian (wersjonowanie),● zgrupowanie kompletnej dokumentacji
produktu / projektu w elektronicznej teczce,
● budowanie katalogów części i łatwy dostęp do już zgromadzonej w systemie wiedzy,
● wsparcie dla zespołowej pracy nad pro-duktem,
● elastyczne przydzielanie praw dostępu – informacja jest dostępna dla każdego w zakresie wynikającym z jego zakresu obowiązków.
Jeśli interesuje nas używanie systemu PDM w podstawowym zakresie, wystarczy tylko sprawdzić, czy wyżej wymienione funkcje faktycznie są dostępne. Jeśli jed-nak interesuje nas wdrożenie PDM pod kątem budowania kompletnego rozwiąza-nia PLM, należy zwrócić uwagę na kilka innych aspektów. Jednym z nich jest ela-styczność definiowania schematu danych. Najlepsza jest sytuacja, gdy użytkownik ma nieograniczone możliwości definio-wania typów obiektów, ich atrybutów oraz relacji między nimi.
Dodatkową zaletą będzie możliwość wykorzystania takiej cechy obiektowości, jak dziedziczenie.
Różnice w zakresie modelowania sche-matu danych między poszczególnymi systemami mogą być dość spore, dlatego warto dokładniej sprawdzić jego możliwo-
ści w tym zakresie. Nowoczesne systemu pozwalają na dowolne kształtowanie sche-matu danych.
Istnieją też takie, w których schemat danych jest tworzony na podstawie zesta-wu na stałe zdefiniowanych typów abstrak-cyjnych, ale spotkamy również systemy, w których możemy korzystać tylko z grupy predefiniowanych schematów dostarczo-nych przez producenta bez możliwości wpływania na ich kształt.
Jednak im większa elastyczność w ich definiowaniu, tym większy potencjalny zakres wykorzystania systemu. Może on przecież z powodzeniem przejmować funkcje innych używanych w przedsię-biorstwie baz danych i aplikacji. Przy-kładowo – może on realizować funkcję bazy danych materiałów albo używanych technologii produkcji czy też narzędzia do konfiguracji produktu. Przy rozbudowaniu go o dodatkowe programy, może on służyć nawet jako prosty system ERP.
To właśnie możliwość rozbudowy o dodatkowe programy jest innym, waż-nym aspektem decydującym o sile systemu PDM. Programy takie mogą być używane w systemie na wiele różnych sposobów. Na przykład jako funkcje globalne systemu, dokonujące analiz umieszczonych w sy-stemie danych lub wykonujące określone zadania administracyjne, jak synchroni-zacja z zewnętrznym źródłem danych. Mogą to być również programy skojarzone z określonym typem obiektu i wywoływane w zależności od zaistnienia pewnej ściśle zdefiniowanej sytuacji, np. gdy obiekt znaj-dzie się w określonym stanie lub jego atry-buty przyjmą pewną kombinację wartości.
Tego typu programy określane są popu-larnie jako triggery.
Triggery są jednym z ważnych elemen-tów innej funkcjonalności PDM, zwanej Workflow, która umożliwia definiowanie i kontrolowanie przebiegu procesów biznesowych. Tego typu procesy można modelować w postaci graficznej za pomo-cą specjalnego narzędzia będącego częś-cią systemu. Proces taki dotyczy zwykle konkretnego obiektu danych (może to być
RE
KLA
MA
Najlepiej przystosowane do integracji z łańcuchem PLM są systemy 3D nowej generacji

32 DESIGN NEWS Polska [www.designnews.pl] czerwiec 2007
np. projekt lub konkretny model) i opisuje kolejne akcje, jak mogą być wykonywane na obiekcie oraz jakie kolejne stany obiekt przyjmuje.
Proces taki można przedstawić w po-staci grafu. Użytkownicy wykonując kolejne zadania, powodują zmianę stanu obiektu. Takiej zmianie z kolei może towarzyszyć określona akcja (trigger), która np.: w momencie, gdy praca nad produktem została zakończona, wysyła automatycznie e-mail do odpowiedniego działu z listą materiałową w załączniku.
W każdym stanie obiektu można przy-dzielić prawa dostępu osobom wyłącznie odpowiedzialnym za realizowane zada-nie. Zaletą wprowadzenia tego rodzaju organizacji pracy jest przede wszystkim łatwość śledzenia postępów projektu i możliwość ustalenia w każdym momen-cie, kto w danej chwili nad nim pracuje, a w przypadku opóźnień czy błędów usta-lić odpowiedzialne osoby.
Zarządzanie procesami w systemie PDM to jedna z kluczowych funkcji w kontekście tworzenia kompletnego łań-cucha PLM. Procesy definiowane w sy-stemie PDM mogą bowiem obejmować dane pochodzące z innych aplikacji, np. ERP czy CRM. W tym kontekście system PDM staje się centralnym punktem naszej
infrastruktury PLM, bowiem to z jego poziomu możemy odczytywać i przesyłać dane do innych systemów informatycz-nych lub też przejmować częściowo ich zadania. Jednak by to osiągnąć, konieczna jest integracja aplikacji i automatyzacja przepływu danych między nimi.
„Trzeci element”To właśnie rozbudowywanie systemu PDM o dodatkowe interfejsy pozwalające mu na wymianę danych z innymi systema-mi stanowi o sile i efektywności całego rozwiązania PLM.
Wspomniany trzeci element nie jest czymś, co można kupić, rozpakować z pu-dełka i zainstalować. Oczywiście istnieją pewne gotowe rozwiązania, pozwalające na budowanie rozwiązań integracyjnych lub też ułatwiające wymianę danych z popularnymi aplikacjami. Prawie zawsze jednak jest to element, który firma wdrażająca PLM w przedsiębiorstwie musi dostarczyć „pod klienta”.
To bardzo istotny aspekt, nad którym warto zastanowić się w kontekście wybo-ru dostawcy. Szczególnie, że zarówno systemy CAD, jak i PDM są w Polsce sprzedawane poprzez dystrybutorów, którzy od lat zajmowali się wyłącznie dystrybucją systemów wspomagających
projektowanie. W ostatnich latach otrzy-mali oni do swoich portfolio systemy PDM, które choć tak naprawdę dalej mają służyć (między innymi) użytkownikom systemów CAD, to do ich wdrożenia potrzebny jest inny rodzaj wiedzy. Systemy PDM to tak naprawdę obiektowe bazy danych, a pra-widłowe ich wdrożenie wymaga wiedzy z zakresu modelowania baz danych i archi-tektury systemów informatycznych. Dołą-czanie „trzeciego elementu” to już robota czysto informatyczna – praca z danymi na poziomie modeli danych, plików XML/XSLT oraz języków programowania.
Nawet dla informatyka, orientującego się w tych technologiach IT, sprawa może nie być prosta, gdyż schematy danych systemów PDM, opisujące struktury pro-duktu, mają swoją specyfikę. Żeby mieć pojęcie o możliwym stopniu ich skompli-kowania, wystarczy spojrzeć na definicje zawarte w normie ISO 10303 (popularnie STEP), np. AP212/214.
Sprawne posługiwanie się takimi mode-lami oraz wykonanie transformacji na danych wymaga wprawy i sporej wiedzy z pogranicza informatyki i mechaniki. Popełnienie błędów na etapie projektowa-nia modelu danych, przy dużym stopniu skomplikowania produktu, może prowa-dzić do trudnych do przewidzenia w skut-kach problemów lub po prostu znacznie wydłużyć czas i koszty wdrożenia.
Warto więc zwrócić uwagę na poziom wiedzy i doświadczenie ekspertów oferu-jących nam rozwiązania PLM.
Trzeba jednak uczciwie przyznać, iż dostawcy systemów PDM próbują jak mogą odciążyć swoich dystrybutorów. Robią to poprzez dostarczenie komplet-nych instalacji systemów PDM wraz z predefiniowaną bazą danych sprzeda-wanych z kilkudniowym wsparciem przy wdrożeniu. Tego typu rozwiązania to bardzo dobry krok na początek. Warto się jednak zastanowić co dalej...
Michał Murawski IPL Solutions
PRZYKŁAD procesu w systemie SmarTeam
PROGRAMY
Konieczna jest integracja aplikacji i automatyzacja przepływu danych
między nim

[www.designnews.pl] DESIGN NEWS Polska 33
PROGRAMY
Niezwykle ważnym aspektem projek-towania jest: zgodność z normami i po-wszechnie akceptowanymi procedurami konstrukcyjnymi oraz spełnienie różnego rodzaju wymagań.
Tak rozumiana poprawność projektu oznacza konieczność stosowania takich komponentów, które z definicji są zgodne ze wszystkimi wymaganiami. Na przy-kład: jeśli parametry jakiegoś komponentu projektowego mogą być zapisane w tabeli (*.txt, *.xls), to jej powiązanie z Tabelą Wariantów Konstrukcyjnych (Design Table) ułatwia wybór wielkości lub rodzaju komponentu. Wystarczy wskazać wiersz tabeli lub inaczej wybrać konfigurację, a system automatycznie dostosuje warto-ści wszystkich parametrów komponentu. Każda grupa (rodzina) klasycznych części znormalizowanych może być za pomocą Design Table w łatwy sposób zapisana w katalogu. Wybór takiej części z katalogu polega na wskazaniu wiersza tabeli, a system – stosownie do wartości parametrów zapisanych w tym wierszu – generuje graficzną reprezentację (płaską lub przestrzenną) wybranego komponentu. Tu trzeba podkreślić, że części znormalizo-wane nie muszą być opisane tylko parame-trami geometrycznymi (długość, średnica, liczba otworów itp.), bo projekt powinien uwzględniać na przykład zastosowany (lub zalecany!) materiał lub rodzaj wykonania (na przykład LEWE lub PRAWE).
Taki statyczny katalog części znor-malizowanych jest jednym z istotnych
elementów środowiska projektowania. Trudno sobie przecież wyobrazić środo-wisko CAD, w którym konstruktor okre-ślonej specjalności nie ma do dyspozycji katalogów elementów typowych dla jego branży, na przykład elementów złącznych, łożysk czy uszczelek. Ale niestety jest to tylko biblioteka, z której konstruktor może zastosować elementy o z góry określonym kształcie i wymiarach. Inaczej mówiąc – to konstruktor wybiera z biblioteki odpo-
wiedni (jego zdaniem) komponent i jeśli z jakiegoś powodu nie pasuje on do kon-tekstu projektowego, to sam musi zmodyfi-kować jego parametry lub wybrać inny.
Od środowiska określanego jako KBE (Knowledge-Based Engineering) wyma-ga się jednak dużo więcej, bo definicja komponentu standardowego obejmuje także takie elementy projektowe, dla których znana metoda konstrukcyjna musi być zastosowana w nowym kon-
RYS. 1 Definiowanie katalogów elementów znormalizowanych na podstawie tabeli w formacie Microsoft Excel
Kierunki rozwoju systemów CAD:
KBE (cz. II)Omówione w poprzednim odcinku zagadnienia związane z metodami projektowania, parametryzacją modelu oraz asocjatywnością powiązań pomiędzy tym modelem nie wyczerpują oczywiście tematu definiowania inteligentnego środowiska projektowego. Parametry i formuły obliczeniowe są jedynie pierwszym etapem definicji takiego środowiska
TEKST I RYSUNKI: ANDRZEJ WEŁYCZKO

34 DESIGN NEWS Polska [www.designnews.pl] czerwiec 2007
PROGRAMY
tekście geometrycznym. I nie chodzi tu o to, żeby całkowicie odrzucić koncepcję katalogów statycznych części znorma-lizowanych, ale o to, aby środowisko projektowe wzbogacić o biblioteki takich elementów typowych, które dopasują się same do otoczenia geometrycznego oraz inteligentnie zareagują na późniejsze zmiany konstrukcyjne ich elementów nadrzędnych.
Na przykład: podcięcia obróbkowe, rowki wpustów, nadlewy pod śruby mocujące czy żebra korpusu mogą być elementami typowymi. Ale jak zasto-sować standardowy (statyczny) katalog rowków wpustów w projekcie wałka? Zanim konstruktor wybierze wielkość wpustu, musi znać (zmierzyć) średnicę i długość czopa wału. Po wstawieniu takiego rowka do modelu przestrzennego wielkość wpustu nie jest w żaden sposób powiązana z aktualnymi wymiarami wałka. Dlatego, po każdej zmianie śred-nicy czopa wału, na którym zdefinio-wano wpust, konstruktor musi pamiętać o tym, żeby odpowiednio zmienić para-metry rowka. W słowie „odpowiednio” kryje się wiedza konstruktora. Właśnie ta wiedza, a właściwie możliwości jej zapamiętania (na przykład w katalo-gach elementów typowych) są podsta-wą budowy środowiska KBE. Pojęcie katalogu elementów typowych nabiera więc nieco szerszego znaczenia, bo poza parametrycznym modelem geometrycz-nym definicja elementu typowego może
zawierać także „odpowiednie” obiekty, które określają jego inteligentną reakcję na kontekst projektowy.
Jakie parametry powinny być zdefi-niowane w modelu? Jakie mogą mieć wartości? Jakie są zależności pomiędzy parametrami? Jakie są ich graniczne (dopuszczalne) wartości? Jakie materiały mogą być zastosowane? Odpowiedzi na wszystkie tego rodzaju pytania definiują wiedzę konstrukcyjną i jeśli konstruk-tor potrafi tak zdefiniować model, aby
uwzględniał on wszystkie istotne aspekty tej wiedzy (bo ma do dyspozycji system CAD, który to umożliwia), to możemy powiedzieć, że taki model jest „inteli-gentny”.
Każdy z takich inteligentnych kom-ponentów standardowych musi mieć zdefiniowane – poza reprezentacją geo-metryczną – także „odpowiednie” do wiedzy konstruktora zasady projektowe. Konstruktor wybiera z katalogu tylko typ elementu, którego parametry (wymia-ry, materiał, liczba otworów, promień zaokrąglenia krawędzi itp.) dopasują się „odpowiednio” do aktualnego kontekstu
RYS. 3 Przykład zastosowania szablonu konstrukcyjnego w definicji rowka wpustu
RYS. 4 Przykład zastosowania zasad konstrukcyjnych w definicji rowka wpustu
RYS. 2 Przykłady elementów typowych zależnych od otoczeniageometrycznego

[www.designnews.pl] DESIGN NEWS Polska 35
PROGRAMY
projektowego. Trzeba też zauważyć, że zasady projektowe, które są integralną częścią inteligentnych komponentów, są ciągle aktywne i reagują „odpowiednio” na każdą zmianę konstrukcyjną.
Elementy tego typu są powszechnie znane pod nazwą szablony konstrukcyjne (Design Templates). Szablon konstruk-cyjny może być zastosowany: w definicji typowych cech konstrukcyjnych poje-dynczych części, części jako całości lub zespołów części. I nie ma w tym żadnej magii, bo wybór i wstawienie szablonu do bieżącego modelu oznacza automatycz-ne wykonanie zdefiniowanej wcześniej i zapisanej w katalogu procedury kon-strukcyjnej. Trzeba oczywiście wskazać elementy wejściowe (powierzchnia, linia, punkt itp.) i ustalić wartości wymaganych parametrów (liczbowych, wymiarowych, tekstowych itp.), a resztą zajmie się system CAD. W zasadzie, poza wymaganiami formalnymi, nie ma żadnych ograniczeń dotyczących procedur konstrukcyjnych. I na tym polega urok szablonów konstruk-cyjnych — każdy konstruktor zdefiniuje
szablon w niepowtarzalny, właściwy dla siebie sposób.
Zastosowanie szablonów konstrukcyj-nych oznacza wdrożenie metody projekto-wania wspomaganego Bazą Wiedzy (Kno-wledge-Based Engineering), bo to właśnie szablony konstrukcyjne są najbardziej istotnym elementem takiej bazy. Zanim jednak możliwe będzie zapamiętanie wie-dzy projektowej, konstrukcyjnej czy tech-nologicznej w postaci szablonu, konieczny jest precyzyjny opis wymagań. Taki opis to po prostu: liczby (wymiary, objętość, materiał, ciężar, ciśnienie itp.), zakres możliwych wartości lub dowolne atrybuty (kolor, rodzaj obróbki powierzchniowej itp.) i dlatego definicja szablonu konstruk-cyjnego, będąca efektem zastosowania
określonej procedury konstrukcyjnej, musi uwzględniać definicję istotnych parame-trów szablonu oraz zapewnić kontrolę poprawnych wartości tych parametrów.
Trzeba też podkreślić, że definicja szablonu konstrukcyjnego nie wymaga żadnych (czasami niewielkich) wiado-mości z zakresu programowania, a zasto-sowanie tego typu elementów w procesie projektowania zależy wyłącznie od wyob-raźni konstruktora i jego doświadczenia w pracy z systemem CAD (tu CATIA V5). Trzeba jednak przyznać, że w przypadku bardziej zaawansowanych szablonów bardzo przydatne lub nawet niezbędne mogą być programy napisane w MS Visual Basic albo C++.
Cdn.
...poza wymaganiami formalnymi nie ma żadnych ograniczeń
dotyczących procedur konstrukcyjnych. I na tym polega urok szablonów
RYS. 6 Przykład zastosowania szablonu konstrukcyjnego w definicji zespołu konika tokarki
RYS. 5 Przykład zastosowania szablonu konstrukcyjnego w definicji kołnierza mocującego silnik na korpusie przekładni

36 DESIGN NEWS Polska [www.designnews.pl] czerwiec 2007
Im więcej obliczeń i testów wykonamy na wirtualnym prototypie, tym większe są szanse, że prototyp rzeczywisty spełni oczekiwania i nie dojdzie do kosztownych opóźnień w założonym cyklu projektowo--produkcyjnym.
Projektowanie funkcjonalneNa szybkość tworzenia prototypu i szybkość wprowadzania do niego zmian w Autodesk Inventor coraz większy wpływ mają narzędzia, zgrupowane pod nazwą Design Accelerator.
Wprawdzie nie zamierzam ich bliżej opisywać, chociażby dlatego że była o nich mowa w artykule w kwietniowym Design News, ale wspominam dlatego, iż rozwój kreatorów DA to niezwykle ważny nurt rozwoju samego programu i jeden ze składników pojęcia projektowanie funkcjo-nalne, z którym coraz częściej będziemy mieć do czynienia w kontekście nowych wersji Autodesk Inventor.
Projektowanie funkcjonalne oznacza takie podejście do projektowania typo-wych układów mechanicznych, w którym inżynier skupia się na funkcjonalności, jaką chce uzyskać, a nie na podstawo-wym modelowaniu części składowych. Projektant zadaje parametry wejściowe układu w kontekście całego projektu, przeprowadza obliczenia układu (wałka, przekładni, połączenia śrubowego itp.) i po sprawdzeniu wyniku obliczeń zatwierdza w odpowiednim kreatorze wygenerowanie składników układu.
Wydaje się, iż w przyszłych wersjach powinniśmy mieć do czynienia z dyna-
micznym rozwojem tego sposobu myślenia o projektowaniu mechanicznym.
Sprawdzanie kolizji w zespoleWiemy, że w każdym złożeniu możemy tworzyć wiązania i dzięki nim wprawiać wirtualne urządzenie w ruch. Wprawdzie już samo obejrzenie pracującego modelu pozwoli wykryć błędy większego kali-bru, to jednak przy dużym zagęszcze-niu elementów nie jesteśmy w stanie wykryć, czy przypadkowo poszczególne elementy nie kolidują z sobą podczas pracy, tym bardziej że kolizja może dotyczyć maleńkiego obszaru kompo-nentów. W takich przypadkach pomocne jest włączenie opcji wykrywanie kolizji w okienku dialogowym napędzania wią-zania. Animacja zatrzyma się w pozycji, w której dochodzi do kontaktu między składnikami złożenia. Kiedy już wiemy, że dochodzi do kolizji, możemy zmie-rzyć jej zakres. Służy do tego narzędzie analiza kolizji z menu narzędzi. Usta-wiamy zespół w przybliżonym położe-niu, w którym następuje maksymalne nałożenie się elementów i wskazujemy oba zestawy części do pomiaru. Część wspólna zostaje zaznaczona na czerwono i jednocześnie otrzymujemy komunikat o jej objętości.
Dynamiczna symulacja złożeńModuł do dynamicznej symulacji to pod względem merytorycznym istota cyfro-wego prototypowania. Celem wszelkich badań, jakie można przeprowadzić w tym module, jest właśnie sprawdzenie mode-
lu wirtualnego prototypu w rozmaitych aspektach, dlatego poświęcę mu dziś szczególną uwagę.
Dynamiczna symulacja zasadniczo jest przydatna dla zespołów, w których występuje ruch i/lub są poddane działaniu innych układów ruchomych. Odtworzenie ruchu w tym module nie jest celem samym w sobie, przecież ruch możemy uzyskać w środowisku złożenia. Tu celem jest obli-czenie sił i momentów w poszczególnych połączeniach, przyspieszeń, pozycji, jakie układ przyjmie pod wpływem określonych sił itp. Środowisko dynamicznej symulacji
rządzi się nieco innymi prawami niż środowisko złożeń. Nie stosujemy wią-zań, tylko połączenia, ponadto domyśl-nie każdy komponent (ciało sztywne)
Cyfrowe prototypowanie
(digital prototyping) cz. II
W poprzednim artykule zajmowaliśmy się pojęciem cyfrowego prototypowania w kontekście projektowania części w Autodesk Inventor 2008. Równie ważne jest przeprowadzanie rozmaitych testów i analiz dla zespołów elementów – stanowiących fragment lub całość projektu
TEKST I RYSUNKI: ANNA NOWAK
RYS. 1 Włączenie opcji wykrywania kolizjipodczas napędzania wiązań ułatwia znalezienie dokładnego położenia, w którym elementy wchodzą w kolizję
PROGRAMY

[www.designnews.pl] DESIGN NEWS Polska 37
PROGRAMY
domyślnie ma zablokowane wszystkie stopnie swobody, niezależnie od wiązań zdefiniowanych w zespole – dopiero użytkownik definiując połączenia między obiektami odblokowuje ich możliwości przesunięcia bądź obrotu w wybranych kierunkach. W AIP11 istniały dwa spo-soby tworzenia połączeń: ręcznie (wybór rodzaju połączenia i wybór obiektów) bądź poprzez konwersję wiązań złożenia (wskazanie dwóch obiektów i wybranie tych wiązań, które mają zostać zamienio-ne w połączenie).
Obie metody wymaga ły dużego doświadczenia w pracy z modułem, stąd osoby, które chciały skorzystać z modułu okazjonalnie, odczuwały często frustrację i były zdezorientowane przy próbach użycia jego narzędzi. Największy kłopot sprawiało: dobieranie odpowiednich połą-czeń, ustawienie układów współrzędnych komponentów połączenia oraz usuwanie nadmiarowych stopni swobody (jako wynik wielokrotnego odblokowania tego samego stopnia swobody, czyli niewłaści-wego typu połączenia).
AIP 2008 przynosi tu ogromną zmia-nę. Pojawił się trzeci rodzaj tworzenia połączeń – automatyczna konwersja wszystkich wiązań, rozpoznawanych przez moduł symulacji (konwerter pomi-ja wiązania kątowe, styczne, wiązania
ruchu i wiązania przejściowe). Jest to jakby pewien nowy tryb pracy z DS, po jego włączeniu usuwane są wszystkie ewentualnie istniejące połączenia stwo-rzone ręcznie, zastąpione połączeniami automatycznymi, połączenia redundantne (nadmiarowe) są naprawiane automa-tycznie, a okno wyboru połączeń zostaje odfiltrowane z połączeń standardowych, pozostawiając do wyboru tylko połącze-nia ruchome. Program sam interpretuje, które grupy elementów złożenia połą-czyć w ciała sztywne, które grupy są zamocowane, czyli nieruchome. Nadal duże znaczenie ma tu sposób organizacji złożenia. Podzespoły są interpretowane automatycznie jako ciało sztywne i ich wiązania wewnętrzne są pomijane.
Jeśli to zachowanie nam nie odpowia-da, musimy zreorgranizować strukturę zespołu przed przystąpieniem do analizy dynamicznej.
Definiowanie cech połączeń – siły wewnętrzneDla stopni swobody, odblokowanych po utworzeniu po łączenia , można wprowadzić specyficzne ustawienia. W oknie właściwości połączeń można sprecyzować wartość kąta bądź przesu-nięcia między dwoma układami współ-rzędnych połączonych elementów. Dla przesuwnych stopni swobody dostępna jest zakładka definicji siły w połączeniu – siły stałej określonej wartością bądź zmiennej zdefiniowanej wykresem w specjalnym interfejsie graficznym. Dla siły można określić dodatkowo tłu-mienie oraz tarcie, a jeśli siła ma działać jak sprężyna, to sztywność elastyczną i położenie swobodne. Dla obrotowych stopni swobody dostępna jest zakładka
definicji momentu obrotowego w połą-czeniu. Również i tu można ustalić war-tość stałą bądź zmienną poprzez: wykres graficzny, tłumienie i tarcie. Dla obu rodzajów ruchu dostępna jest wspólna zakładka edycja ruchu wymuszonego. Pozwala ona wymusić przesuwanie bądź obrót w połączeniu na trzy sposoby: poprzez podanie długości / kąta, poprzez określenie prędkości albo poprzez poda-nie przyspieszenia. Ruch może być stały lub zmienny – o charakterystyce zdefi-niowanej wykresem, podobnie jak dla sił i momentów.
Definiowanie sił zewnętrznychPodstawowym rodzajem siły zewnętrz-nej jaką możemy zdefiniować, jest gra-witacja. Poza tym możemy przyłożyć w wybranych punktach geometrii modelu dowolne siły i momenty o stałej lub zmiennej charakterystyce.
RYS. 4 Właściwości obrotowego stopnia swobody – definicja siływ połączeniu
RYS. 3 Ręczne tworzenie połączeń
w dynamicznej symulacji – konieczne
jest zsynchronizowanie ukladów XYZ
wskazanych elementów
RYS. 5 Użytkownik może precyzyjnie określić wykres charakterystyki siły lub
momentu w połączeniach
RYS. 2 Wykrywanie kolizji mierzy objętość nałożenia się na siebie dwóch zestawówelementów wskazanych do pomiaru

38 DESIGN NEWS Polska [www.designnews.pl] czerwiec 2007
Dynamic part motionUruchomienie narzędzia Dynamic Part Motion pozwala na dynamiczne badanie modelu poprzez interaktywne przyłożenie siły w wybranych punktach za pomocą myszy. Po kliknięciu na ikonę narzędzia program automatycznie „przykłada” wstępnie zdefiniowane siły w modelu, takie jak grawitacja czy siły sprężyn (przy czym ewentualny ruch wymuszony jest automatycznie wyłączo-ny), ustala statyczne położenie zespołu w istniejącym układzie sił i w takim stanie czeka na interakcję użytkowni-ka; można określić mnożnik dla ruchu myszy i maksymalną siłę, z jaką możemy działać na układ. Użytkownik wybiera element, pociąga go kursorem w wybra-nym kierunku w przestrzeni i utrzymując wciśnięty klawisz myszy, wpływa w ten sposób na model.
Program na bieżąco mierzy siłę, jaką użytkownik „działa” na dany element (na załączonej ilustracji około 12 N). Im dalej od punktu zaczepienia siły, tym siła ma większą wartość. Jeśli puścimy kursor, układ wraca do stanu sprzed naszej inge-rencji i pozwala na dalsze badanie modelu. Jest to doskonałe narzędzie do szybkiego określenia wielkości siły, jaka ustawi nasz model w pożądanym położeniu przy uwzględnieniu sił już istniejących.
Nieznana siłaInnym, znacznie precyzyjniejszym spo-sobem na ustalenie wartości siły, jaka jest potrzebna do wprowadzenia mode-lu w oczekiwane przez nas statycznie zrównoważone położenie, jest użycie tzw. siły nieznanej. I w tym przypadku program uwzględni istniejące warunki, jak: grawitacja, sprężyny, siły zewnętrz-ne i siły w połączeniach. Trzymając się poprzedniego przykładu (wahacz, który ma pewien zakres ruchu na wałku w dół i w górę względem poziomu, tu w zakresie 9º do -9º), aby ustalić, jaka siła od podłoża odgina wahacz do pozycji idealnie poziomej, możemy zdefiniować siłę na przegubie kulowym, podając jedynie jej kierunek i zwrot jako piono-wy do góry oraz docelowy kąt 0º obrotu na wałku. Po potwierdzeniu danych pro-gram wykonuje obliczenia tylu kroków pośrednich, ile zostało zadanych w oknie definiowania siły. Ostatnia pozycja poło-żenia poziomego zawiera interesującą nas wartość, tu 11,947 N (bardzo bliska
tej, jaka wyświetliła się w trybie Dyna-mic part motion.
Przeprowadzenie obliczeńKiedy zarówno model, jak i środowisko są wstępnie określone, można przystąpić do uruchomienia mechanizmu symula-cji. Kliknięcie na ikonie uruchomienia w panelu symulacji powoduje wprawie-nie modelu w ruch, zgodnie z zadanymi warunkami, jednocześnie można uru-chomić okno Output grapher, w którym dostępne są wyniki obliczeń dla wszyst-kich połączeń i sił. Możemy sprawdzić jednocześnie: położenie, prędkość, przy-spieszenie, siłę i moment dla dowolnych połączeń modelu, np. porównać wykres wartości obliczonej siły działającej w połączeniu z wykresem siły zewnętrz-nej (patrz ilustracja). Istnieje możliwość
zapisania wyników do pliku i wczytania ich w przyszłości dla porównania z inną konfiguracją układu sił. W identyfika-cji poszczególnych połączeń pomaga system oznaczeń – każde połączenie,
RYS. 6 Dynamic part motion – interaktywne działanie na model za pomocą kursora myszy
RYS. 7 Siła nieznana – okno
dialogowe pozwala na zdefiniowanie
nieznanej siły, momentu lub
sprężyny
RYS. 8 Wyniki obliczeń siły nieznanej są dostępne w postaci listy wartości orazwykresu graficznego siły i położenia
PROGRAMY

Idea: Znajdź lepszy sposób na tworzenie dokumentacji technicznej.
Realizacja: Dzięki oprogramowaniu Autodesk Inventor® możesz łatwo tworzyć rysunki, które w przypadku wprowadzenia zmian w modelu 3D, zostaną automatycznie uaktualnione. Jedynie Autodesk Inventor zapewnia pełne środowisko projektowe do tworzenia dokumentacji technicznej. Automatyczne tworzenie rysunków to tylko jeden z powodów, dla których Autodesk Inventor stanowi najlepszy wybór przy projektowaniu 3D. Więcej informacji na temat najlepiej sprzedającej się aplikacji do projektowania mechanicznego 3D dostępnych jest pod adresem: www.autodesk.pl/inventor
Projekt: Fives CailObszar zastosowania: przemysł elektromechaniczny
Autodesk, AutoCAD i Autodesk Inventor są zastrzeżonymi znakami towarowymi Autodesk, Inc., zarejestrowanymi w Stanach Zjednoczonych i/lub innych krajach. Wszelkie inne nazwy marek, nazwy produktów i znaki towarowe należą do ich odpowiednich właścicieli. Autodesk zastrzega sobie prawo do zmiany oferty produktowej i specyfi kacji w dowolnym momencie bez uprzedzenia, a także nie ponosi odpowiedzialności za błędy typografi czne i grafi czne, które mogą pojawić się w niniejszym dokumencie. © 2006 Autodesk, Inc. Wszelkie prawa zastrzeżone.

40 DESIGN NEWS Polska [www.designnews.pl] czerwiec 2007
jak i stopień swobody w połączeniu są numerowane. Stosowane jest kodowa-nie p[i,j], gdzie i to numer porządkowy połączenia a j to numer stopnia swobody (od 1 do 6) – jeśli dane połączenie ma odblokowane wszystkie 6 stopni swo-body, uzyskamy 3 pozycje położenia dla przesunięcia w XYZ i trzy pozycje obrotu dla XYZ.
Analiza wytrzymałościowa z obciążeniami od ruchuNowością wersji AIP 2008 jest lepsza inte-gracja dynamicznej symulacji z modułem analizy naprężeń. Pozwala ona na spraw-dzenie wytrzymałości wybranej części pod wpływem działania obciążeń od sił z dyna-micznej symulacji w dowolnie wybranych punktach czasowych symulacji.
Na liście wyników obliczeń w Output grapherze przy każdej pozycji znajduje
się małe okienko – jego zaznaczenie spowoduje przeniesienie obliczonego układu sił od ruchu z danej chwili do modułu analizy naprężeń. Można wybrać wiele takich punktów, aby potem błyska-wicznie porównać naprężenia w różnych położeniach modelu. Aby wyeksportować wybraną część do modułu analizy wytrzy-małościowej pozostaje w oknie eksportu pokazać te powierzchnie, na które dzia-łają siły połączeń z badaną częścią. Po podwójnym kliknięciu na tak przygoto-waną część, uruchomieniu modułu FEA oraz załadowaniu obciążeń z DS możemy przeprowadzić obliczenia i sprawdzić wyniki w każdym z zaznaczonych wcześ-niej punktów czasu symulacji poprzez podwójne kliknięcie w przeglądarce – oczywiście bez konieczności ponawiania obliczeń. Daje to projektantowi ogromną wygodę błyskawicznego, bezpośredniego dostępu do wszystkich wyników.
O module FEA było szerzej w wydaniu majowym Design News, pomijam zatem dalsze szczegóły odnośnie prezentacji i rodzajów wyników.
ŚladWarto wspomnieć o jeszcze jednej bardzo przydatnej funkcjonalności dynamicznej symulacji. Możemy uzyskać bezwzględ-ną lub względną wartość kinematyczną (trajektorię, prędkość i przyspieszenie) dla dowolnego punktu umieszczonego na jednym z komponentów modelu. Można wyświetlić bezpośrednio w modelu
ścieżkę trajektorii wektory prędkości i/lub przyspieszenia. Geometrię trajekto-rii możemy zapisać do wybranej części zespołu i użyć do dowolnych celów jako szkic 2D lub 3D – np. w celu stworzenia profilu krzywki pokazanego na ilustracji, na której widoczna jest trajektoria punktu oraz stworzona na jej podstawie krzywka zmniejszona o promień rolki umieszczo-nej na końcu poruszającego się w górę i dół ramienia.
PodsumowanieJeśli przeprowadzimy ogólną analizę kierunku zmian w ostatnich wersjach programu Autodesk Inventor, widoczny stanie się zaawansowany proces transfor-macji modelera mechanicznego w kreato-ra wirtualnej rzeczywistości. To proces, który dzieje się na naszych oczach i raczej nic nie będzie w stanie go powstrzymać (może jedynie spowolnić niewystarczają-cy wzrost wydajności sprzętu), ponieważ takie są oczekiwania rynku.
Zatem wizja, w której program kom-puterowy oferuje środowisko wirtualne-go warsztatu projektowo-badawczego, z którego schodzi dokumentacja projektu gotowego do produkcji, pozbawionego ryzyka kosztownych błędów, staje się coraz bardziej realna.
PM MSD Anna NowakMan and Machine Software
RYS. 10 Analiza naprężeń w kontekście złożenia – wyniki dla trzech punktów czasu symulacji są wyświetlane na ekranie po kliknięciu w przeglądarce
RYS. 11 Krzywka wygenerowana w oparciu o trajektorię wyznaczonego punktu na rolce
RYS. 9 Projektant w łatwy sposób może porownać wyniki obliczeń
PROGRAMY

[www.designnews.pl] DESIGN NEWS Polska 41
Dystrybucja i serwis techniczny
TORUS Spółka z o.o., ul. Rydygiera 12,
01-793 Warszawa, tel./fax (22) 832 47 09
www.toruscadcam.com.pl
e-mail: [email protected]
ARTYKUŁ SPONSOROWANY
Jedną z nowych opcji, jaka pojawiła się w PowerSHAPE jest możliwość przeno-szenia obrazów 2D na powierzchnię 3D wykorzystując do tego funkcje TABLIC (Billboards).
Tablica jest to wczytany obraz (np. z formatu JPG, BMP, PNG) do Power-SHAPE. Ten, że obraz będzie wyświetlany jako przeźroczysta tablica na interesują-cym nas obiekcie 3D (rys. 1). Dzięki temu korzystając ze standardowych narzędzi do tworzenia krzywych możemy obrysować interesujące nas kontury na modelu 3D. To jest transfer szkicu 2D na obiekt narysowa-ny w 3D (rys. 2). We wcześniejszej wersji była ewentualność przeniesienia obrazu 2D na obszar 2D.
Warto zauważyć, że PowerSHAPE dysponuje dużym wyborem, jeśli chodzi o rysowanie, opis czy edycję krzywych. W menu krzywych możemy wybrać krzy-we typu Bezier, G2, Bspline. Dają one możliwość rysowania po powierzchni lub bryle, a także szkicowania tak jak przy pomocy tabletu.
Funkcja ta jest bardzo użyteczna przy przenoszeniu wzoru lub krzywych na obiekt 3D np. przy obrysowaniu wzorów na kopycie szewskim, przy przenoszeniu elementów zdobniczych na wazony, butel-ki, patery itp., lub wykorzystaniu krzywych mających relacje z powierzchnią do stwo-rzenia drogi narzędzia w PowerMILL.
Możemy korzystać z tablic już ist-niejących lub samemu w prosty sposób stworzyć swoją własną tablicę. Wystarczy
zaimportować wybrane zdjęcie lub obraz. Wymiar tablicy dopasowuje się do wiel-kości zaznaczonej powierzchni lub bryły. Za pomocą okna edycji tablic użytkownik określa dokładną pozycję i orientację tablicy na powierzchni danego elementu, współczynnik proporcji tak, aby osiągnąć żądany efekt. Mamy również możliwość zmiany przeźroczystości, skalowania, wykonania lustrzanego odbicia obrazu tablicy oraz obracania obrazu tablicy. Okno dialogowe jest na bieżąco aktualizowane i dzięki temu widzimy jak tablica zmienia się na powierzchni.
Tablice możemy wykorzystać nie tylko do przenoszenia krzywych czy wzorów, ale również do weryfikacji i porównań edytowanego przez nas modelu (rys. 3). Znając opcje tworzenia tablic oraz pracując na krzywych w PowerSHAPE projektant może w krótkim czasie osiągnąć pożądany efekt.
Katarzyna Głos-Jarońska
PowerSHAPE– w nowych zastosowaniach
RYS. 2 Krzywe wraz z punktami węzłowymi narysowane przyużyciu funkcji tablic
RYS. 1 Kopyto szewskie wraz przeźroczystą tablicą
PowerSHAPE jest aplikacją CAD należącą do rodziny programów firmy Delcam. Jest to oprogramowanie, które obejmuje unikalną kombinację zaawansowanych narzędzi do modelowania powierzchniowego i bryłowego. Dzięki bogatym opcjom umożliwiającym nanoszenie wzorów oraz dekoracji na wybraną geometrię jest bardzo dobrym narzędziem dla designerów przemysłowych
RYS. 3 Weryfikacja rozmiaru kopyta szewskiego na podstawie tablicy

42 DESIGN NEWS Polska [www.designnews.pl] czerwiec 2007
PROGRAMY
W branży obróbki elementów blaszanych od dawna obecne jest oprogramowanie CAD/CAM, wykorzystywane do wspomagania pro-gramowania procesów cięcia i wykrawania. Francuska firma Alma jest jednym z liderów w zakresie rozwiązań przeznaczonych dla tej gałęzi przemysłu – od ponad 25 lat dostarcza oprogramowanie act/cut, które jest znanym i cenionym produktem, co potwierdza duża i stale rosnąca liczba użytkowników na całym świecie. Przez szereg lat producent dopraco-wywał i rozbudowywał produkt, na bieżąco zapewniając wsparcie dla najnowszych tech-nologii oraz typów maszyn.
System act/cut wykorzystywany jest w wie-lu gałęziach przemysłu, w których zachodzi potrzeba cięcia i wykrawania elementów bla-szanych, jak również programowania różnego rodzaju robotów do cięcia, spawania oraz obróbki elementów rurowych.
Lista referencyjna klientów firmy Alma jest obszerna. Oprócz firm i koncernów zaj-mujących się głównie obróbką elementów blaszanych, system jest wykorzystywany również przez firmy z branży motoryzacyjnej (Renault Trucks, New Holland, John Deere), budowlanej (Liebherr, Caterpillar) czy lotni-czej (Airbus, Eurocopter).
The Trane Company (USA) i... act/cutTa rodzinna firma powstała w 1885 roku, swoją działalność rozpoczęła od produkcji konwektorów oraz innych urządzeń zwią-zanych z urządzeniami klimatyzacyjnymi. Obecnie jest producentem wielkich klimaty-zatorów oraz jednostek chłodzących o mocy od 200 do 1500 kW.
W 2003 roku zarząd podjął decyzję o mo-dernizacji i unowocześnieniu posiadanego oprogramowania CAD/CAM, ponieważ prze-stało spełniać podstawowe oczekiwania firmy. Podjęto decyzję o inwestycji w jednolity system dla wszystkich 25 maszyn do wykra-wania. Dodatkowo precyzyjnie określono wymagania wobec nowego oprogramowania. Były to: pełna kontrola nad kolejnością nakła-
dania detali na arkusz, informacja o typie oraz grubości materiału, automatyczne generowa-nie zleceń produkcyjnych z grupy detali róż-nych typów oraz wykluczenie niepotrzebnych procesów produkcyjnych.
Ostatecznie zakupiono system act/cut, który w trakcie procedury zakupowej został najwyżej oceniony pod kątem stawianych wymagań. Doceniono takie zalety systemu, jak: intuicyjny interfejs, wydajność rozkładu, możliwość stosowania trybu automatyczne-go (bezobsługowego) Batch oraz wydajny mechanizm grupowania detali pod kątem konkretnego zlecenia produkcyjnego.
Wdrożenie systemu rozpoczęto od uruchomienia postprocesora dla maszyny Trumpf T2020R. Następne etapy implemen-tacji rozpoczęły się po około roku i objęły uruchomienia kolejnych maszyn: Trumpf 500R, T190, T260 oraz dwóch maszyn typu Pega firmy Amada.
Doceniono kolejne zalety systemu, takie jak: grupowy import plików z formatu DXF, półautomatyczny i automatyczny dobór narzędzi do obróbki, pobieranie detali do obróbki według typu maszyny, grubości materiału czy typu materiału.
Dzięki stosowaniu modułu Batch uza-sadnione było wykorzystanie licencji pływających systemu. Tryb Batch wymaga od użytkownika wskazania tylko detali do rozkładu, natomiast: dobór narzędzi, rozkład elementów na arkuszu, generowanie kodu NC, wydruk dokumentacji warsztatowej odbywają się automatycznie. Dzięki tak małej ingerencji
act/cut – uniwersalny i wydajny system do obróbki elementów blaszanych
„Czas to pieniądz” – tak powie każdy nowoczesny menedżer. Skracanie cyklu wprowadzania produktu na rynek jest czynnikiem, który zapewnia konkurencyjność wyrobów i daje świadectwo nowoczesności oraz innowacyjności procesu produkcyjnego. Wydajność produkcji nie jest jednak jedynym warunkiem decydującym o sukcesie rynkowym danego wyrobu. Istotnym czynnikiem, który nieodzownie powinien iść w parze wraz ze skróceniem cyklu produkcyjnego, jest jakość. Kompromis pomiędzy wydajnością produkcji a równoczesnym zachowaniem wysokiej jakości wyrobów jest jednym z najtrudniejszych do osiągnięcia
RYS. 1 Przykład rozkładu elementówna arkuszu blachy. Rozkład wykonano dla wypalania dwupalnikowego. Po prawej stronie blachy widoczny jest odpad, który może zostać użyty w następnych rozkładach. Linia odcinająca odpad jest edytowalna. Możliwe jest również zachowanie oryginalnego kształtu odpadu

[www.designnews.pl] DESIGN NEWS Polska 43
PROGRAMY
człowieka w trybie pracy Batch rozkłady mogą być wykonywane przez operatora bez-pośrednio przy maszynie.
Po kilkunastu miesiącach pracy w systemie act/cut w firmie The Trane Company opraco-wano – na potrzeby zarządu – raport z działa-nia nowego oprogramowania. Stwierdzono, iż zakup systemu act/cut był decyzją strategiczną, jeżeli chodzi o możliwości dalszego rozwoju firmy. Obliczenia jednoznacznie wskazały, że zakup programu przełożył się na wymierne zyski dla przedsiębiorstwa – zdecydowanie skrócił się czas potrzebny na przygotowanie zlecenia produkcyjnego.
– Jeszcze niedawno przygotowanie progra-mu na maszyny zajmowało nam 24 godziny, dzisiaj trwa to 60 minut, w czym zawiera się wykonanie 160 różnych rozkładów. Tak znaczne skrócenie czasu przygotowania pro-dukcji wymiernie zwiększa nasze możliwości produkcyjne – powiedział dyrektor techniczny przedsiębiorstwa.
Znaczne oszczędności zaobserwowano również w zakresie zużycia materiału. Ilość odpadu zmniejszyła się z 35% do 25,5%, co w skali roku pozwoliło zaoszczędzić 3 tony materiału dla jednej (!) maszyny.
PodsumowanieSystem act/cut stanowi kompleksowe rozwią-zanie CAD/CAM dla przedsiębiorstw z bran-ży obróbki elementów blaszanych. Wdrożenie systemu można traktować jako bezpieczną inwestycję, która z pewnością zwróci się z nawiązką. Wieloletnie doświadczenie firmy Alma jako producenta oprogramowania gwarantuje dynamiczny rozwój produktu, co z kolei zapewnia klientom firmy dostęp do najnowszych rozwiązań i technologii.
REKLAMA
RYS. 2 Przykład etapu przygotowaniadetalu do wykrawania. Dobór narzędzi,
wstępna obserwacja obróbki dla pojedynczego detali. W niektórych
narożach widoczne mikromostki (zaznaczone czerwonymi znacznikam)
Więcej informacji na temat działania systemu act/cut oraz innych produktów firmy ALMA można będzie uzyskać na stoisku firmy GM System, podczas targów Machtool 2007 (pawilon 3A stoisko nr 70).

44 DESIGN NEWS Polska [www.designnews.pl] czerwiec 2007
Wszystkie rozwiązania konstrukcyjne dźwigów mają na celu jak najbezpiecz-niejsze przewiezienie pasażerów. Kon-struowanie tych urządzeń sprowadza się do analizy warunków budowlanych, optymalizacji urządzenia pod względem: udźwigu nominalnego, prędkości, doboru napędu oraz wybrania konkretnego roz-wiązania konstrukcyjnego. W zależności od oczekiwań klienta firmy dźwigowe muszą wychodzić naprzeciw stawianym
wymaganiom [1]. W związku z tym, a także ze względu na różnorodność oferowanych kombinacji, podział dźwi-gów do użytku publicznego przedstawia rysunek 1. Jak widać, głównym kryterium podziału jest sposób przeniesienia napę-du. Czy zawsze tak było?
Mała historiaWinda, inaczej: dźwig osobowy, to kabi-na poruszająca się w szybie pionowym,
napędzana za pomocą liny i wciągarek. Pierwszy dokładny opis takiego urządze-nia zawdzięczamy Archimedesowi, który w Syrakuzach opracował takie urządzenie napędzane siłą mięśni. W starożytności klasycznej stosowano podobne urządze-nia dla uzyskiwania efektów teatralnych. W roku 80 n.e. cesarz Tytus zakończył budowę amfiteatru Flawiuszy (Koloseum). Teatr ten był wyposażony w szereg wind i dźwigów, za pomocą których wciągano na arenę ludzi i dzikie zwierzęta.
W roku 1743 we Francji zbudowano pierwszą windę osobową z przeciwwagą. W połowie XIX wieku zaczęto stawiać wysokie budynki mieszkalne, w których wchodzenie na wyższe piętra było męczące i zabierało wiele czasu, dlatego też zaczęto szukać urządzeń ułatwiających wejście.
Sprawnie funkcjonujący dźwig oso-bowy wynalazł Elisha Graves Otis z Nowego Jorku. Do rozreklamowania go wykorzystał Wystawę Światową otwartą w Nowym Jorku w 1853 roku. Otis zaopa-trzył swoją windę w samoczynny hamulec bezpieczeństwa, unieruchamiający klatkę w wypadku zerwania się liny. Działanie hamulca demonstrował zwiedzającym przecinając linę, na której wisiała klatka z nim samym.
Pierwszy dźwig osobowy oddano do użytku w pewnym nowojorskim domu towarowym 23 marca 1857 roku. W 1880 roku Werner von Siemens użył do windy silnika elektrycznego. Dopiero w lipcu 1882 roku zamontowano pierwszą windę oświetlaną światłem elektrycznym.
ROZWIĄZANIA
Nowoczesne rozwiązania konstrukcyjnedźwigów osobowychW obecnych czasach w branży budowlanej coraz częstszym rozwiązaniem stają się dźwigi osobowe bez maszynowni. Ich główną zaletą jest brak potrzeby planowania dodatkowego pomieszczenia na maszynownię [2]
TEKST I ILUSTRACJE: PAWEŁ LONKWIC
RYS. 1 Podział ze względu na sposób przenoszenia napędu
Napęd bezpośredni z przełożeniem 1:1
Napęd pośredni z przełożeniem 2:1
Napęd bezpośredni w układzie 1:1
Napęd pośredni w układzie 2:1
Napęd hydrauliczny Napęd linowy cierny
Podział ze względu na sposób przeniesienia
napędu
Napęd z przekładnią ślimakową
Napęd z przekładnią planetarną
Napęd z przekładnią pasową

[www.designnews.pl] DESIGN NEWS Polska 45
W końcu XIX wieku windy były już popularne w biurowcach i blokach miesz-kalnych. Do wprawiania ich w ruch używa-no zarówno mechanizmów elektrycznych, jak i hydraulicznych.
Nowoczesne dźwigi osobowe muszą być szybkie i niezawodne. Te, zainstalo-wane w Empire State Building w Nowym Jorku, pokonują 366 metrów na minutę. Windy w najnowszych drapaczach chmur poruszają się jeszcze szybciej – przy-kładem niech będzie superszybka winda uruchomiona w 508-metrowym budynku Taipei Financial Center. Mechanicy Tos-chiby zaprojektowali urządzenie, które w ciągu minuty może pokonać (w górę!) aż 1010 metrów. Winda jest dźwiękoszczelna, poziom hałasu w jej wnętrzu nie przekra-cza 45 dB (tyle ile w limuzynie dobrej klasy), natomiast specjalny system zmienia ciśnienie powietrza tak, aby przy ostrym przyspieszaniu pasażerowie nie odczuwali napadów duszności i mdłości.
Konstrukcje, a nowoczesnośćDynamiczny rozwój techniki można zauważyć w każdej branży. Również w branży dźwigowej firmy produkujące tego typu urządzenia muszą dostosowywać swoje konstrukcje do coraz większych wymogów klienteli. Wraz ze wzrostem technologii zmieniają się w szybkim tempie wymagania oraz przepisy, których zaostrzanie – zwłaszcza w dziedzinie bezpieczeństwa – stanowi główny element stymulujący unowocześnianie konstrukcji.
Nowoczesne konstrukcje branży dźwi-gowej, w przypadku wykorzystania napę-du elektrycznego, zostały zorientowane głównie na dźwigi bez maszynowi oraz dźwigi szybkobieżne. Dźwigi o napędzie
hydraulicznym są rozwijane głownie w kierunku dźwigów bez maszynowni. Nie można również pominąć coraz to now-szych materiałów oraz rozwiązań kon-strukcyjnych, jakie są stosowane w obu grupach napędowych dźwigów. Fotografie 1. i 2. przedstawiają napęd dźwigu bez maszynowi.
Innowacjami rozwoju branży dźwigo-wej jest stosowanie np.: pasów z tworzyw sztucznych zamiast lin stalowych (lide-rem tego typu rozwiązania jest światowy wytwórca dźwigów – firma OTIS). Rysu-nek 2. przedstawia schemat opasania koła ciernego pasem nosnym.
Pasy stalowe, pokryte wytrzymałym poliuretanem, wprowadzają całkowicie nową technologię w przemyśle dźwigo-wym. Dzięki ich budowie możliwe jest zastosowanie mniejszych silników. Pasy są niezmiernie wytrzymałe, pomimo iż ich grubość wynosi tylko 3 mm. Każdy pas zawiera 12 lin złożonych z 7 splotek, z których każda składa się z 7 linek. Razem daje to 588 wytrzymałych na rozciąganie linek stalowych na pas. Stal jest cynkowa-na (by zapobiec korozji), a poliuretanowa warstwa chroni stalowe liny utrzymując jednocześnie ich giętkość.
Pasy są o 20% lżejsze od konwencjo-nalnych lin stalowych. Jeden pas zawiera właściwie więcej stalowych linek, niż konwencjonalne liny stalowe o takich samych możliwościach udźwigu. Dzięki swojej płaskości i gładkości stykają się większą powierzchnią z kołem pasowym, co ma dodatni wpływ na cierność. To pomaga pasom wydajniej przenieść ruch silnika na kabinę. Pasy nie potrzebują także smarowania, powodują mniejsze zużycie wału i mogą pracować 2–3 razy dłużej niż
konwencjonalne liny stalowe. Testy wydaj-nościowe potwierdziły niezawodność i trwałość pasów.
Stosowany we współczesnych dźwigach osobowych silnik Gen2 jest wyjątkowo mały (model zapewniający największy udźwig ma tylko 25 cm szerokości i 100 cm długości). Jest to silnik synchroniczny z wbudowanymi magnesami (w odróż-nieniu od tradycyjnych rozwiązań, w któ-rych magnesy są przyklejane do silnika), zapewniający większą niezawodność.
Nowa technologia przynosi łatwe do zauważenia korzyści. Jednoczesne zasto-sowanie nowego silnika i pasów powoduje wyjątkowy komfort jazdy dźwigiem Gen2. Małych rozmiarów wał pasowy wciągarki (zaledwie 10 cm średnicy) oraz płaski i gładki pas są w głównej mierze czynni-kami powodującymi cichą pracę systemu. Wbudowane magnesy łagodzą pulsację, spowodowaną momentem obrotowym silnika, dzięki czemu jazda dźwigiem jest bardziej łagodna, a zatrzymywanie bardziej precyzyjne niż przy użyciu kon-wencjonalnych magnesów.
Kompaktowa, bezprzekładniowa wcią-garka Gen2 jest wielkości zaledwie 30% konwencjonalnej wciągarki reduktorowej, a zarazem o około 22% bardziej wydajna. Promieniowa szczelina silnika powoduje, że wciągarka ma bardzo mały moment bezwładności, co redukuje pobór prądu dużo bardziej, niż we wciągarkach reduk-torowych dostępnych na rynku. Podczas testów przy pełnym obciążeniu silnik Gen2
FOT. 1 I 2 Zespół napędowy umieszczony w nadszybiu
RYS. 2 Zespół napędowy umieszczony w nadszybiu opasany pasem nośnym [6]
ROZWIĄZANIA

46 DESIGN NEWS Polska [www.designnews.pl] czerwiec 2007
osiągał sprawność większą niż 90%, przy momencie znamionowym. Podsumowu-jąc, Gen2 nie tylko zużywa mniej energii niż zwykły napęd hydrauliczny czy reduk-torowy, ma także większą sprawność niż inne systemy bezprzekładniowe [6].
Innym rozwiązaniem jest zastosowanie napędu w nadszybiu, na specjalnej ramie nośnej opartej na ścianach szybu (fot. 3).
Jeszcze innym, sprawdzonym rozwią-zaniem, jest zastosowanie kompaktowego napędu w dźwigach elektrycznych z rama-mi plecakowymi. Rysunek 3. przedstawia przykład nowoczesnego rozwiązania ukła-du dźwigu elektrycznego, właśnie z ramą plecakową.
Rozwiązań konstrukcyjnych jest nie-malże tyle, ile firm produkujących tego typu urządzenia.
Warto przyjrzeć się także niektórym rozwiązaniom stosowanym w dźwigach o napędzie hydraulicznym. Nowatorskie jest zabudowywanie sterowania wraz
z pompą w specjalnej szafie, która jest umieszczana zazwyczaj w niewykorzysty-wanej części budynku, np.: pod schodami. Rysunki 4. i 5. przedstawiają takie roz-wiązania. Z kolei firma Leistritz preferuje rozwiązanie z agregatem umieszczonym w podszybiu dźwigu...
Powyżej przedstawione opisy są oczywi-ście wybiórczo wybranymi informacjami dotyczącymi rozwoju branży dźwigowej. Jej rozwój jest niezwykle trudny, chociaż-by z uwagi na konkurencję kilku silnych korporacji, takich jak: OTIS, Schinler czy Thyssen Krupp Elevator.
Oczywiście sam rozwój konstrukcji nie stanowi sedna problemu. Większość zmian powstających z punktu widzenia konfigu-racyjnego urządzenia jest konsekwencją wymagań postawionych przez projektan-tów budowlanych, jak chociażby ciągłe dążenie do zminimalizowania wymiarów szybów, przy zachowaniu maksymalnych gabarytów kabiny i co za tym idzie – nomi-nalnego udźwigu urządzenia.
Większość nowoczesnych budynków użyteczności publicznej jest obecnie zaopatrzona w nowoczesny sprzęt szyb-kiego reagowania w wypadku awarii urządzenia. Można spotkać budynki, w których zainstalowane jest nawet kilka dźwigów, które są wpięte do systemu powiadamiania. Widać również rozwój technik zdalnego powiadamiania grup konserwujących tego typu urządzenia czy też grup remontowych. Stało się to możliwe dzięki zastosowaniu wynalazku z pozornie zupełnie niezwiązanej z dźwi-
gami osobowymi dziedziny, jaką jest tele-fonia komórkowa. Dzięki wbudowanemu modułowi powiadamiania w sterowaniu dźwigu, po wystąpieniu awarii, sterowa-nie „wysyła sms” do osoby sprawującej bezpośredni nadzór z informacją o kodzie błędu. Wówczas konserwator wie, dlacze-go urządzenie jest np.: unieruchomione i może podjąć odpowiednio wczesne, a zarazem właściwe kroki w celu usunię-cia powstałej usterki.
Mając świadomość tego wszystkiego, powinniśmy czuć się bezpiecznie odby-wając nasze podróże osobowymi... dźwi-gami.
Literatura:[1] JANOVSKY L.: Elevator Mechanical Design,
Published by: Elevator World, Inc 1970[2] LONKWIC P.; Analysis of Constructional
Options of Electric Elevators Drives; Lift Report (nr 5, str. 30-43), Niemcy
[3] LONKWIC P.; Dźwigi bez maszynowni; Dozór Techniczny, nr 5; str. 104-105, Warszawa 2003
[4] www.autivox.pl[5] www.lift.net.pl[6] www.otis.pl
FOT. 3 Zespół napędowy umieszczonyw nadszybiu na ramie nośnej [3]
RYS. 3 Nowoczesne rozwiązanie konfiguracji dźwigu z ramą plecakową [4]
RYS. 4 I 5 Nowoczesne rozwiązania umieszczenia sterowania wraz z agregatami [5]
ROZWIĄZANIA

Czytelnicy Design News to Twoi klienci
W celu uzyskania szczegółowych informacji skontaktuj się z Działem Reklamy magazynu Design News — tel. 022 852 44 15 w.108
lub sprawdź szczegóły na www.designnews.pl
Philips Lighting Poland SA Toyota Motor Manufacturing Poland
General Motors Corporation
Delphi Poland SA
Konstruktor Projektant
Kierownik zespołu projektowego Prezes/Właściciel
Dyrektor ds. zakupów
Zadowoleni klienci
CZYTELNICY DESIGN NEWS
ZAINTERESOWANI INŻYNIEROWIE PROJEKTANCI
POTENCJALNIKLIENCI
NABYWCY
ThyssenKrupp Krause GmbH
Solaris Bus & Coach SA

48 DESIGN NEWS Polska [www.designnews.pl] czerwiec 2007
FLESZ NOWETECHNOLOGIE
1. TKR-2 Przenośna kamera termowizyjnaTKR-2 jest zbudowana w oparciu o nie chłodzony matrycowy bolometryczny detektor, co sprawia, że TKR-2 jest jednym z największych osiągnięć w dziedzinie technologi termalnej. Urządzenie termowizyjne jest małe, lekkie, bezgłośne i cechuje się bezusterkową pracą. Wykorzystuje baterie litowo-jonowe, dzięki czemu może pracować przez bardzo długi okres bez konieczności wymiany ogniw zasilających. Wybrane parametry techniczne: detektor –niechłodzona microbolometryczna matryca, pole widzenia(H) 8.5°, dwukrotne przybliżenie cyfrowe, wymiary to 193 x 290 x 110 mm, a waga wynosi 2,7 kg.
Firma Bumar działa od 1971 roku na międzynarodowym rynku sprzętu zbrojeniowego, maszyn budowlanych, górniczych i transportowo-przeładunkowych. Przyjrzyjmy się wybranym produktom z niezwykle bogatej oferty tej zasłużonej dla polskiego przemysłu firmy
2. Wielkokalibrowy Karabin Wyborowy (WKW) 12,7 mm12,7 mm WKW – służy do niszczenia wojskowego sprzętu specjalistycznego, wozów bojowych, stanowisk artyleryjsko-rakietowych, stacji radiolokacyjnych, centrów łączności i dowodzenia oraz siły żywej w odległości do 2000 m. Wybrane parametry: masa całkowita 16,1 kg; prędkość początkowa pocisku: 890 m/s, magazynek dwurzędowy o pojemności 7 naboi; siła nacisku na język spustowy w granicach 9–24 N, celownik optyczny LEUPOLD VARI-X III 4,5 – 14x50. Długość broni to 1350 mm, długość lufy – 880 mm. Zasięg efektywny wynosi 2000 m. Broń w układzie bull-pup, wyposażona w zamek suwliwo-obrotowy, powtarzalny, przeładowywany ręcznie.

[www.designnews.pl] DESIGN NEWS Polska 49
FLESZ
3. Radarowy miernik prędkości RAPID-2KaRapid-2Ka jest urządzeniem radarowym przeznaczonym do pomiaru prędkości pojazdów, dokumentującym wykroczenie w formie wydruku.W przypadku przekroczenia przez pojazd dozwolonej prędkości wynik pomiaru jest blokowany, a jednocześnie odmierzany jest czas, jaki upłynął od momentu, w którym to przekroczenie prędkości nastąpiło. Zasięg urządzenia wynosi 300 m, zakres mierzonych prędkości od 30 do 220 km/h. Niewątpliwymi zaletami są małe wymiary i masa urządzenia, jego odporność na warunki pogodowe, wygoda użytkowania, zasilanie z baterii zapewniające około 3 godz. pracy ciągłej.
4. Kamizelka kuloodporna lekka na mundur: MORATEX XXXVIIITa wykonana z materiałów włókienniczych kamizelka zabezpiecza przód tułowia od ramion do przepony (po dopięciu osłony podbrzusza również podbrzusze), natomiast tył – od ramion do nerek włącznie. Spełnia wymagania 2 klasy kuloodporności. Kamizelka jest zapinana na ramionach i bokach taśmami samoszczepnymi. W kieszeni części przedniej kamizelki jest umieszczony dodatkowy wkład balistyczny (tekstylny), zwiększający w swoim obrębie odporność balistyczną tej części kamizelki do 3. klasy kuloodporności. Całość waży 3,2 kg (rozmiar XL).
5. Pistolet maszynowy PM-98/98SPistolety maszynowe na amunicję 9x19 mm Parabellum przeznaczone są do uzbrojenia załóg ciężkiego sprzętu bojowego, pododdziałów zwiadu oraz specjalnych grup antyterrorystycznych i policyjnych. Odznaczają się małymi wymiarami i masą oraz bardzo dobrą celnością i stabilnością prowadzenia ognia. Są szybkie w użyciu i niezawodne w trudnych warunkach eksploatacyjnych (zatrzask magazynka umieszczono w górnej części chwytu przy kabłąku). Pistolety te posiadają łoże oraz wysuwaną kolbę ze stałym trzewikiem pokrytym gumą. Są przystosowane do wyposażenia w laserowy wskaźnik celu i latarkę halogenową.Wybrane dane techniczne: prędkość wylotowa pocisku wynosi 360 m/s. energia wylotowa pocisku Eo: 518 J. Można prowadzić ogien pojedynczy lub seryjny. Szybkostrzelność teoretyczna w przypadku PM-98 wynosi 640 strz/min., w przypadku PM-98S – 770 strz/min. Taktyczny zasięg rażenia: ograniczony jest do 150 m. Pojemność magazynków: magazynek krótki – 15 naboi, magazynek długi – 25 naboi. Wymiary: długość z kolbą złożoną to 405 mm (z kolbą wysuniętą 605 mm); wysokość z magazynkiem krótkim – 172 mm, szerokość broni to 58 mm, długość lufy: 185 mm, długość linii celowniczej: 280 mm, masa pistoletu z magazynkiem krótkim naładowanym: 2590 g, masa pistoletu bez magazynka: 2300 g. Wyposażenie standardowe stanowią: 1 magazynek 15-nabojowy, 3 magazynki 25-nabojowe, wycior, szczoteczka, przecierak, olejarka, pas nośny, torba na magazynki, futerał na pistolet; w opcji można otrzymać także laserowy wskaźnik celu i oświetlenie taktyczne.

Cyan Magenta Yellow BlackEM covI
1/2007
Potrzeby współczesnego rynku: integracja systemów wytwarzania6
PLC coraz śmielej 22 Precyzja ruchu 44 Wirtualne wytwarzanie 1111
Już w Już w lipcu... lipcu... nowy nowy dodatek dodatek do Design do Design News!News!

PRENUMERATA
[www.designnews.pl] DESIGN NEWS Polska 51
1. Główny produkt końcowy wytwarzany w Państwa fi rmie – pod wskazanym w ankiecie adresem
....................................................................
2. Z poniższych kategorii proszę wybrać jedną (lub więcej) najlepiej opisującą podstawową działalność prowadzoną pod tym adresem:
Działalność produkcyjna Składowanie Handel hurtowy Usługi transportowe
Badania i rozwój (projektowanie albo inżynieria) na potrzeby:
Zakładu produkcyjnego Zakładu nieprodukcyjnego
Dyrekcja albo dział sprzedaży lub inne działy należące do:
Zakładu produkcyjnego Zakładu nieprodukcyjnego
3. Jaka jest przybliżona liczba pracow-ników zatrudnionych pod danym adresem? (Proszę zaznaczyć tylko jedną możliwość)
1000 lub więcej 500–999 250–499
100–249 1–99
4. Proszę wybrać jedną z podanych poniżej funkcji projektowych najlepiej opisujących działalność Państwa pod wskazanym adresem:
Projektowanie systemów lub produktów Funkcje związane z pracami badaw-czo-rozwojowymi Projektowanie urządzeń dla zakładów przemysłowych Testowanie i ocena, zapewnienie niezawodności, kontrola jakości i stan-daryzacja Inne aplikacje konstrukcyjno-projekto-we (proszę podać przykłady)........................................................................................................................................
5. Czy jako projektant jest Pan/Pani odpowiedzialny/a za wybór bądź zatwierdza Pan/Pani zakup: Części elektryczne i elektroniczne Części napędów Elementy urządzeń przenoszenia mocy i łożysk Sterowanie ruchem
Komponenty do montażu, mocowania i łączenia Oprogramowanie CAD/CAM/CAE Części do komputerów/obwody
6. Projektuje, zatwierdza bądź wybiera Pan/Pani produkty i sprzęt w obszarze następujących gałęzi przemysłu:
Motoryzacja/ciężarówki Sterowanie/części maszyn Opakowania Przemysł medyczny/służba zdrowia Komputery/sprzęt biurowy Komunikacja AGD/produkty konsumpcyjne Przemysł lotniczy/militaria Produkcja półprzewodników Procesy produkcyjne
data........... podpis..........................
Imię i nazwisko: Stanowisko: Nazwa fi rmy: Adres fi rmyKod pocztowy i miejscowość: Ulica: tel./faks: e-mail:
Jestem zainteresowany poruszeniem i opisaniem w Design News następujących tematów i zagadnień:..............................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................
Wysyłając powyższy formularz, wyrażam zgodę na prze-twarzanie moich danych osobowych, zgodnie z Ustawą z dnia 29.08.1997 r. O Ochronie Danych Osobowych (Dz.U. nr 133, poz. 883).
ZAPRASZAMY DO BEZPŁATNEJ PRENUMERATY!
Jedynym warunkiem uzyskania prenumeraty jest wypełnienie poniższej ankiety
lub formularza dostępnego na stronie
www.designnews.pl.
Ankietę w wersji papierowej prosimy przesłać faksem (22) 653 36 12
lub pocztą tradycyjną pod adresem redakcji.
Prenumerata rozpocznie się od następnego wydania.
Wszystkie dane, po ich uważnej analizie, posłużą starannemu przygotowaniu kolejnych edycji magazynu.

KATASTROFY Historie prawdziwe
Przypadki pewnych maszyn... latających„Poszukując nowych rozwiązań, łatwo pójść fałszywą ścieżką i popełnić większy lub mniejszy błąd. Niestety, popełnia się ich bardzo dużo, za dużo. Na szczęście, przeważnie są one drobne, ale czasem zdarzają się też poważne trudne do usunięcia, wymagające dużych przeróbek. Na błędach najlepiej się uczyć, ale najtaniej... na cudzych”.
Tadeusz Sołtyk
W przypadku metalowych konstrukcji lotniczych nitowane blachy poszycia są pewnym standardem. Nie tylko zresztą w przypadku konstrukcji lotniczych – w cza-sach PRL doskonale pamiętam naprawiane „domowym sposobem” – właśnie techniką nitowania – fragmenty nadwozi wyeksploa-towanych samochodów. O ile w przypadku samochodów jakość takich połączeń nie ma decydującego znaczenia dla bezpieczeństwa podróżujących, o tyle w przypadku konstruk-cji lotniczych rzecz ma się zgoła odmiennie.
W przypadku połączeń pracujących na roz-ciąganie, uszkodzenie (bądź pominięcie) jed-nego z nitów w szwie, pozostałe z grupy przej-mują jego obciążenie, w sposób nieznaczny zmniejszając ogólne bezpieczeństwo. Gorzej przedstawia się sytuacja w przypadku łączeń pracujących na ścinanie (np. w konstrukcji kesonu skrzydła, na szwie łączącym ścianki z pokryciem pracującym na ścinanie od zgięcia i skręcania). W szwie takim siła przypadająca na jeden nit jest proporcjonalna do podziałki nitów. W przypadku opuszcze-nia jednego z nitów podziałka podwaja się, a obciążenie przypadające na opuszczony nit przejmują tylko dwa sąsiednie nity (nie cała grupa), które w ten sposób muszą znieść 1,5-krotne obciążenie. Łatwo przekroczyć w ten sposób granicę obciążenia niszczącego. Dlatego też należy bardzo pilnie przestrzegać, by w przypadku takich połączeń wymagana podziałka była dokładnie realizowana.
Feralne nity i... lenistwoNasz legendarny samolot bombowy „Łoś” miał skrzydło z kesonem wykonanym
Od dłuższego już czasu na łamach polskiej edycji Design News nie goś-cił cykl poświęcony awariom i wypadkom maszyn i urządzeń wynikającym z wadliwej konstrukcji bądź błędów technologicznych. W odpowiedzi na sygnały naszych czytelników zdecydowaliśmy się wznowić wspomniany cykl. Tym razem przygotowaliśmy opis zdarzenia z naszego podwórka...
Redakcja
z blachy falistej. Blacha falista, ścięta skośnie – tak jak to wypadało ze zwężenia kesonu – łączyła się ze ścianką przez znitowanie w narożach na specjalnym szerokim profilu „z” wygiętym z płaskownika. Nitowanie to sprawiało poważne trudności wykonawcze. Na dnie każdej z fali przewidziano po dwa nity, ale było to za mało. Wobec tego postanowiono w każdym grzbiecie fali wykonać zagnie-cenie, w którym umieszczano dodatkowo dwa nity. Dzięki temu odległość sąsiednich grup nitów była zbliżona do przewidzianej w projekcie podziałki. Cóż z tego, skoro zagniecenia powodowały duże trudności wykonawcze, gdyż nity nie trafiały na prze-widziane miejsca. Zdarzało się, że jednego z nitów... nie było gdzie zmieścić. Nie nitowa-no go więc, czego nikt w praktyce nie zauwa-żał. A nawet jeśli zauważał, to – niestety – nie zdawał sobie sprawy z niebezpieczeństwa.
Zanim „Łoś” nauczył się latać...PZL-37 Łoś doskonale radził sobie z akro-bacją lotniczą – rzecz praktycznie niespoty-
kana w lotnictwie bombowym. Jeśli leciał bez obciążenia, a za jego sterami siedział wysokiej klasy pilot, potrafił wykonywać piękne figury. Jeden z pilotów, świetny akro-bata, wykonując bardzo gwałtowny skręt ze ślizgiem na skrzydło, doprowadził do silnego przeciążenia. Osłabiony brakiem nitu szew nie wytrzymał obciążenia i nastąpiło lawinowe zniszczenie szwu. Pękały kolejno sąsiednie sekcje, pękły przeciążone 1,5-krot-nie sąsiednie nity, kolejne nie wytrzymały już 2,5-krotnego obciążenia. Rozmiary uszko-dzenia zwiększały się tak gwałtowanie, iż wyglądało to jak wybuch...
Po zbadaniu szczątków samolotu* i wykry-ciu przyczyn wypadku, zwiększono kontrolę szwu kesonów. Od tamtej pory wypadek tego typu już się nie powtórzył.
(ms)*W literaturze nie znaleźliśmy informacji o losach pilota.
Na podstawie: Tadeusz Sołtyk, Błędy i doświadczenia w konstrukcji samolotów. WKiŁ, Warszawa 1986
52 DESIGN NEWS Polska [www.designnews.pl] czerwiec 2007

Czymkolwiek się zajmujesz – sprawdź nowe możliwościna seminarium Autodesk
Autodesk i Inventor są zarejestrowanymi znakami towarowymi firmy Autodesk, Inc. w USA i/lub innych krajach. Inne nazwy firmowe, nazwy produktów lub znaki towarowe należą do ich prawnych właścicieli. Firma Autodesk zastrzega sobie prawo do zmian
w ofercie produktów i specyfikacjach bez wcześniejszego powiadomienia i nie jest odpowiedzialna za możliwe błędy typograficzne lub graficzne w tym dokumencie. © 2007 Autodesk, Inc. Wszelkie prawa zastrzeżone.
Każdy nowy projekt jest źródłem wyzwań i walki konkurencyjnej. Dzisiaj,
możliwość zobaczenia jak będzie wyglądał projekt jest tylko wstępem.
Potrzebne jest również sprawdzenie koncepcji w cyfrowym świecie
– zanim stanie się rzeczywistością.
Seminaria Autodesk są szansą naocznego sprawdzenia, jak specjalnie
dostosowane, branżowe programy Autodesk 2008 pomagają analizować
realne parametry i możliwości projektów – oszczędzać czas, pieniądze
i materiały. Nasi eksperci udzielą odpowiedzi, które bezpośrednio pomogą
w Państwa pracy i realizowanych projektach. Wszystko przy wsparciu
najnowszych rozwiązań Autodesk 2008.
Autodesk InventorRodzina produktów Autodesk 2008 proponuje nowatorskie rozwiązania
dla branży przemysłowej – linię Autodesk Inventor. Oprogramowanie
Autodesk Inventor jest najlepszym wyborem dla użytkowników
oprogramowania AutoCAD, którzy planują osiągnięcie wydajności
technologii 3D bez utraty środków zainwestowanych w dane projektowe
2D i wiedzę techniczną dotyczącą oprogramowania AutoCAD . Najnowsze
rozwiązania Autodesk – wyposażone w zaawansowane techniki do
projektowania trójwymiarowego, pozwalają na dokładne przeanalizowanie
procesu tworzenia poprzez poznanie i wypróbowanie koncepcji, zanim
stanie się ona rzeczywistością. Na etapie modelu cyfrowego możliwa jest
wizualizacja, symulacja oraz analiza funkcjonowania koncepcji w warunkach
rzeczywistych. Takie rozwiązanie ułatwia wykrycie błędów i szybkie
wprowadzenie poprawek już na etapie projektu, a tym samym umożliwia
podniesienie efektywności.
poczuj moc projektowania 3D
Już teraz
Ze względu na ograniczoną liczbę miejsc prosimy o możliwie szybkie potwierdzenie obecności. Więcej informacji, dokonanie rezerwacji oraz wybór dogodnej lokalizacji możliwy jest na www.autodesk.pl/seminaria2008

Partner drużyny Porsche Supercup 2007
Miara sukcesu
FARO TECHNOLOGIES POLSKA Sp. z o.o.ul. Grabiszyńska 241 A
53-234 Wrocław [email protected]
Tel.: +48 (0) 71 339 32 76 Fax: +48 (0) 71 339 32 70
FARO przenośna technika pomiarowa 3DJeszcze nigdy nie mierzyliście Państwo części produkcyjnych z fi rmą FARO Technologies Polska? Reprezentujecie Państwo wiodącego producenta lub dostawcę w polskim przemyśle samochodo-wym, metalowym, budowlanym, petrochemicznym,
czy stoczniowym? A może zajmujecie się Państwo technologicznym rozwojem maszyn, systemów i urządzeń? Projektujecie i tworzycie prototypy i odlewy z metali i tworzyw sztucznych?
Dołączcie Państwo do grupy zadowolonych klientów FARO – światowego lidera w dziedzinie przenośnych urządzeń pomiarowych. 13.000 instalacji i ponad 6100 klientów FARO na całym świecie: Airbus, Audi, BMW, Bosch, DaimlerChrysler, General Motors, Opel, Porsche, VW.
Miara sukcesuFARO and the FARO logo are registered trademarks of FARO Technology Incorporated in the United States and/or other countries. © 2007 FARO Europe GmbH & Co. KG Germany. All rights reserved.
www.faro.com