MIKRON HSM 200 200U LP 24 3 pl vario newdesign prodmod · Renishaw OMP400 Okno odrzucające...
24
MIKRON HSM 200 LP HSM 200U LP
Transcript of MIKRON HSM 200 200U LP 24 3 pl vario newdesign prodmod · Renishaw OMP400 Okno odrzucające...
MIKRONHSM 200 LPHSM 200U LP

2

3
Spis treści
GF AgieCharmillesReferencja w 3 i 5 osiowej obróbcehigh-speedW HSM 200 (U) LP, inżynierowie z G F AgieCharmilles opracowali zupeł-nie nową koncepcję obrabiarki.Koncentracja wydajności na mozliwienajmniejszej powierzchni.
HSM 200 (U) LP został zaprojektowa-ny dla najwyższej precyzji i jakości po-wierzchni.Pionowe centra obróbcze typu high-speed są oferowane zarówno dla
narzędziowni jak i dla produkcji częściwysokiej jakości.Zawierają one pełnie kompetencji tech-nicznych szwajcarskiego producentaobrabiarek.G F AgieCharmilles
MIKRON HSM 200 LP / 200U LP
Aplikacje 4
Najważniejsze 6
Warianty stołów roboczych 8
Precyzja 10
Możliwości automatyzacji 14
Wrzeciono High-tech HSC 16
Magazyn narzędzi 17
Wyciąg pyłu i wyrzutniki wiórów 18
Pozostałe opcje 20
smart machine 21
GF AgieCharmilles 22
Koncentracja możliwości na możliwie najmniejszej powierzchni.Kompaktowa konstrukcja i wysoka wydajność dla zastosowań produkcyjnych.
4
MIKRON HSM 200 LPMIKRON HSM 200U LP
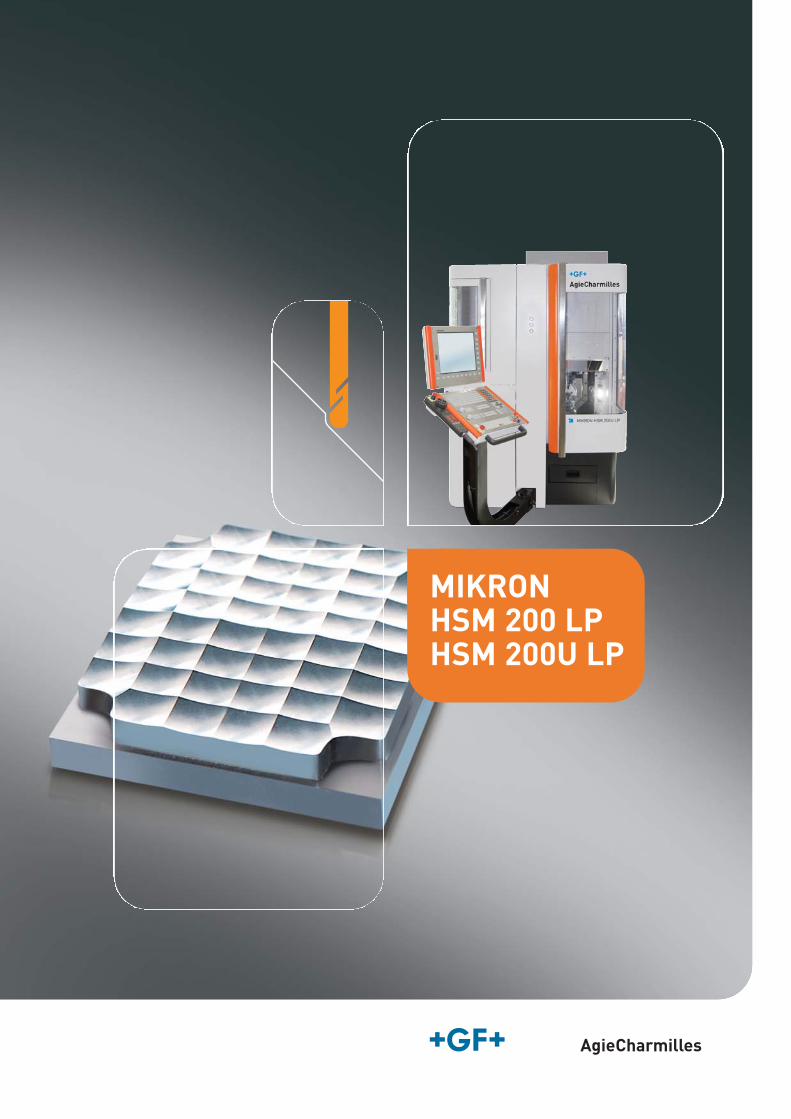
Zastosowania
Idealna obróbka 5 osiowa bez ograniczeń.
Skomplikowane detale Różnorodne materiałyPrzemysł zegarmistrzowski i mikro precyzyjny• Dokładnośc kształtów i wymiarów• Ekstremalnie małe geometrie• Specyficzne systemy mocujące
Elektrody Miedziowolfram / grafitNarzędziownie• Jakość powierzchni• Dokładność wymiarowa• Bardzo małe geometrie
Napędy śrubowe Napedy z silnikami liniowymi
Protezy i implanty Stopy tytanu i CoCrTechnologie medyczne• Potężny moment obrotowy• 5 osiowa obróbka symultaniczna• Perfekcyjna powierzchnia i
dokładność obróbki
Transport mediówAluminiumPrzemysł samochodowy• 5 osiowa obróbka symultaniczna• Skracanie czasów maszynowych• Znakomita jakość powierzchni
Reflektory Metalurgia stali proszkowychNarzędziownie• O bróbka 5 osiowa• Lustrzana jakość powierzchni
5

6
NajważniejszeHSM 200 LPHSM 200U LP
Precyzja i jakość konieczna w narzędziowni,jak również dokładna produkcja części
2330 mm
APS (System nadzoru nad wibracją wrzeciona)PFP (O chrona przed utratą zasilania)ITC (Kompensacja termiczna wrzeciona)O SS (System wspomagania operatora)RNS (Zdalny system powiadamiania)
Magazyn narzędzi z 30 lub 60 pozycjami
Wyciąg
Konstrukcja stołu3 osie (MIKRO N HSM 200 LP)5 osi (MIKRO N HSM 200U LP)
Zasobnik wiórów
Wysokowydajne stero -wanie obrabiarki
Solidne wrzecionoz 50 000 obr/min.
O słony maszyny z izolacją termicznąi akustyczną
Korpus maszyny wykonany zpolimerobetonu posadowiony w3 punktach
Minimalna odległość od lasera do przedmiotu obrabianego
Stół roboczy z automatycznymuchwytem i opcjonalnym doprowadzeniem mediów.
7
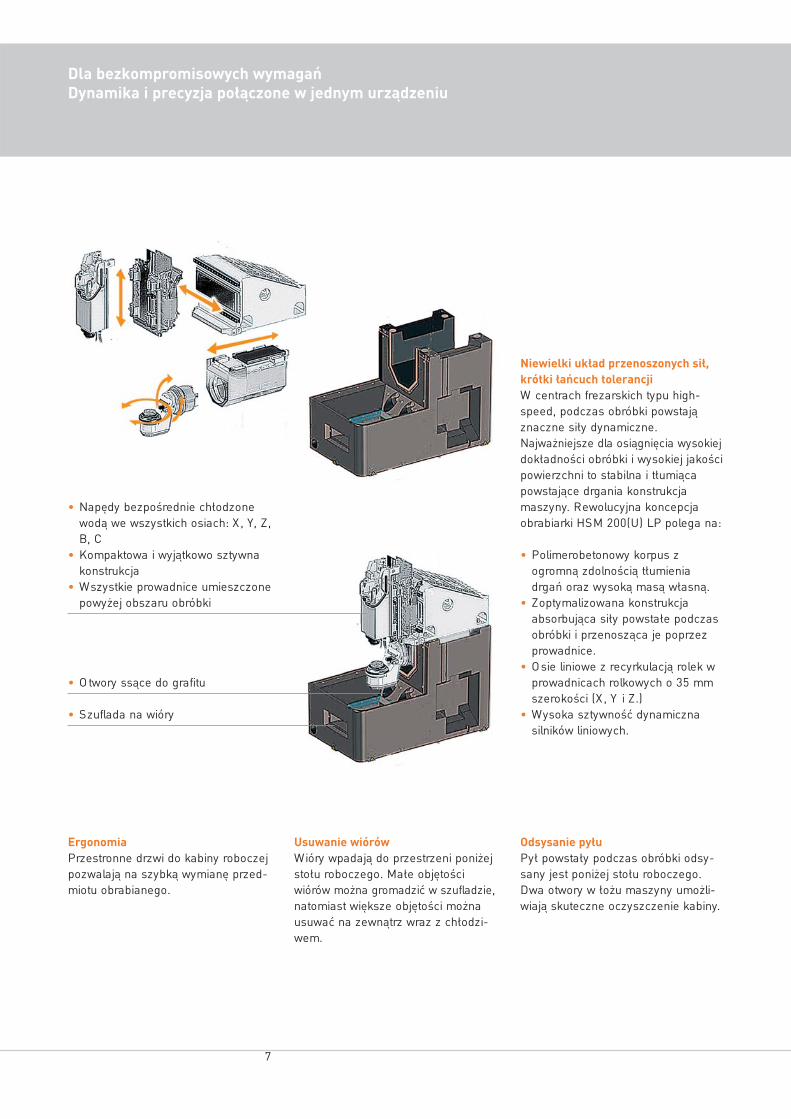
Dla bezkompromisowych wymagańDynamika i precyzja połączone w jednym urządzeniu
Niewielki układ przenoszonych sił,krótki łańcuch tolerancjiW centrach frezarskich typu high-speed, podczas obróbki powstająznaczne siły dynamiczne. Najważniejsze dla osiągnięcia wysokiejdokładności obróbki i wysokiej jakościpowierzchni to stabilna i tłumiąca powstające drgania konstrukcja maszyny. Rewolucyjna koncepcja obrabiarki HSM 200(U) LP polega na:
• Polimerobetonowy korpus zogromną zdolnością tłumieniadrgań oraz wysoką masą własną.
• Zoptymalizowana konstrukcjaabsorbująca siły powstałe podczasobróbki i przenosząca je poprzezprowadnice.
• O sie liniowe z recyrkulacją rolek wprowadnicach rolkowych o 35 mmszerokości (X , Y i Z.)
• Wysoka sztywność dynamiczna silników liniowych.
• Napędy bezpośrednie chłodzonewodą we wszystkich osiach: X , Y, Z,B, C
• Kompaktowa i wyjątkowo sztywnakonstrukcja
• Wszystkie prowadnice umieszczonepowyżej obszaru obróbki
• O twory ssące do grafitu
• Szuflada na wióry
ErgonomiaPrzestronne drzwi do kabiny roboczejpozwalają na szybką wymianę przed-miotu obrabianego.
Usuwanie wiórówWióry wpadają do przestrzeni poniżejstołu roboczego. Małe objętości wiórów można gromadzić w szufladzie,natomiast większe objętości możnausuwać na zewnątrz wraz z chłodzi-wem.
Odsysanie pyłuPył powstały podczas obróbki odsy-sany jest poniżej stołu roboczego.Dwa otwory w łożu maszyny umożli-wiają skuteczne oczyszczenie kabiny.
8
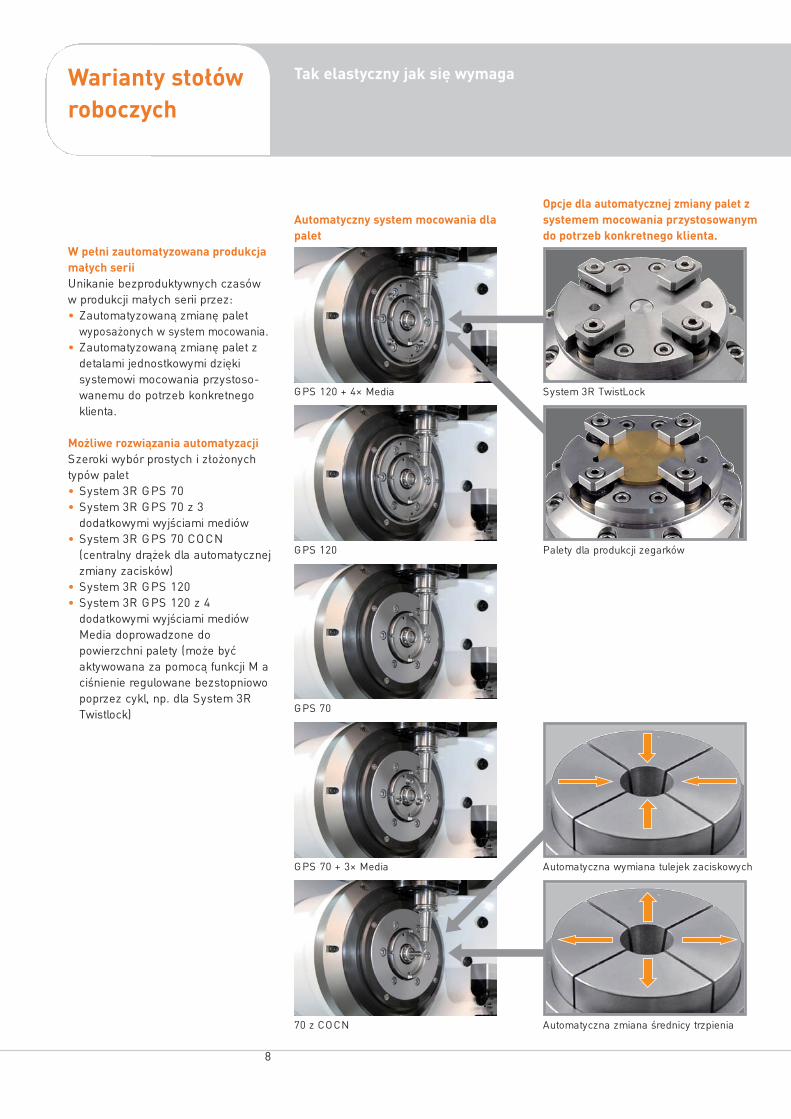
Warianty stołów roboczych
Tak elastyczny jak się wymaga
W pełni zautomatyzowana produkcjamałych seriiUnikanie bezproduktywnych czasóww produkcji małych serii przez:• Zautomatyzowaną zmianę palet
wyposażonych w system mocowania.• Zautomatyzowaną zmianę palet z
detalami jednostkowymi dzięki systemowi mocowania przystoso-wanemu do potrzeb konkretnegoklienta.
Możliwe rozwiązania automatyzacjiSzeroki wybór prostych i złożonychtypów palet• System 3R G PS 70• System 3R G PS 70 z 3
dodatkowymi wyjściami mediów• System 3R G PS 70 CO CN
(centralny drążek dla automatycznejzmiany zacisków)
• System 3R G PS 120• System 3R G PS 120 z 4
dodatkowymi wyjściami mediówMedia doprowadzone dopowierzchni palety (może byćaktywowana za pomocą funkcji M aciśnienie regulowane bezstopniowopoprzez cykl, np. dla System 3RTwistlock)
G PS 120 + 4× Media
G PS 120
G PS 70
G PS 70 + 3× Media
70 z CO CN
Automatyczna wymiana tulejek zaciskowych
Automatyczna zmiana średnicy trzpienia
System 3R TwistLock
Palety dla produkcji zegarków
Automatyczny system mocowania dlapalet
Opcje dla automatycznej zmiany palet zsystemem mocowania przystosowanymdo potrzeb konkretnego klienta.
9
60-1
40
38-1
18
4517
115
GPS120
GPS120
GPS120

10
LightsourceLED
Scanningreticle
Referencemark
Photo-voltaiccells
Condenserlens
G lassscale
G ratingperiod
Precyzja dynamiczna
System pomiaru położeniaKażdy MIKRO N HSM LP jest wyposażony w bezpośredni systempomiaru położenia w osiach liniowychi obrotowych.
• Rozdzielczość pomiarowa wzakresie nanometrów
• O chrona nadciśnieniem powietrza
Precyzja Podstawowe składniki:Precyzja statyczna i dynamiczna
Precyzja statyczna
Szwajcarska dokładnośćPrzed dostawą, każdy MIKRO N HSMLP przechodzi dokładną kontrolę jakości w naszej klimatyzowanej hali według procedury odbioru końco-wego.

11
Precyzja Podstawowe składniki:Precyzja termiczna oraz komponentów
Koncepcja chłodzenia i rezerwa wzdolnościachO brabiarki MIKRO N HSM 200(U) LPto nowa era precyzyjnej obróbki. Zaawansowane zarządzanie odbioremciepła w grupach elektrycznych układów napędowych.Wszystkie osie liniowe i obrotowo-uchylne dysponują oddzielnymi układami chłodzenia.
Precyzja termiczna
Mikroobróbka jeszcze łatwiejszaSystemy pomiarowe narzedzi i detaluszczególnie odpowiednie do mikro-obróbki.• Niewielkie siły dotyku umożliwiają
dokładny pomiar geometrii bezobawy uszkodzenia
• O ptyka lasera zapewnia precyzyjnypomiar bardzo małych średnicnarzędzi
Precyzja komponentów
Pięć oddzielnych obwodów chłodzących dlasilników osi X , Y, Z, B / C oraz, wrzeciona.
Pierwotny i wtórny element silnikazamontowany na płycie chłodzącej.
Niska siła dotyku i wysoka stabilność temperatury - 0,8 N w osi Z, z interfejsem termo lock.
Dokładny pomiar narzędzi w zakresie od 25 mikrometrów do 20 mm.

Achieve more...

MIKRON HSM 200 LPMIKRON HSM 200U LP
14
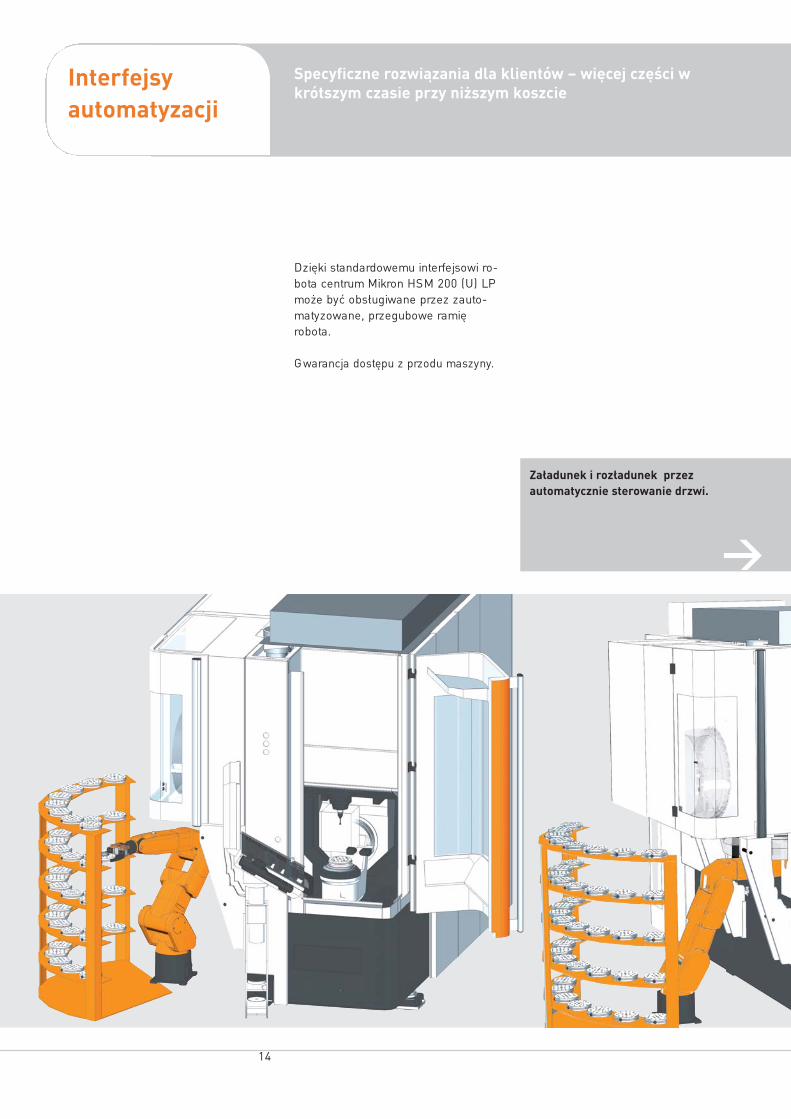
....Dank Automatisierung noch produktiverInterfejsy automatyzacji
Specyficzne rozwiązania dla klientów – więcej części wkrótszym czasie przy niższym koszcie
Dzięki standardowemu interfejsowi ro-bota centrum Mikron HSM 200 (U) LPmoże być obsługiwane przez zauto-matyzowane, przegubowe ramię robota.
G warancja dostępu z przodu maszyny.
Załadunek i rozładunek przezautomatycznie sterowanie drzwi.

15
16
50,000 obr./minHSK-E32
HSM 200 LP •HSM 200U LP •
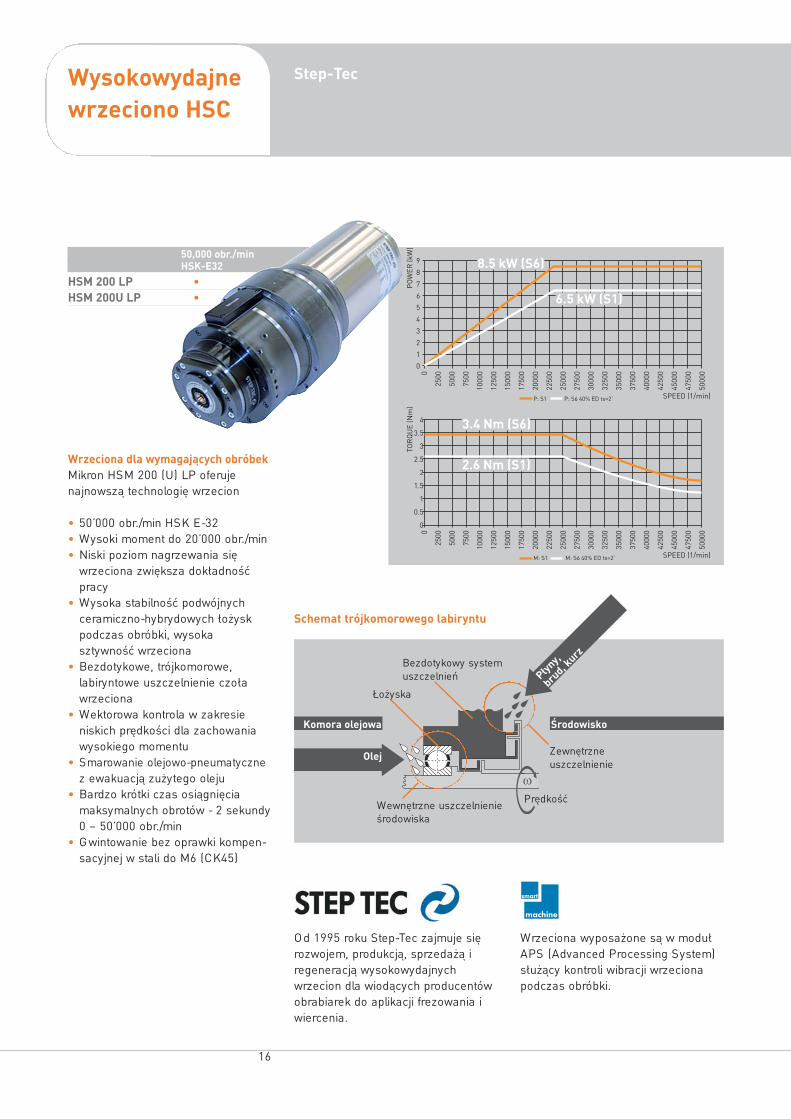
Wysokowydajne wrzeciono HSC
Step-Tec
Wrzeciona dla wymagających obróbekMikron HSM 200 (U) LP oferuje najnowszą technologię wrzecion
• 50’000 obr./min HSK E-32• Wysoki moment do 20’000 obr./min• Niski poziom nagrzewania się
wrzeciona zwiększa dokładnośćpracy
• Wysoka stabilność podwójnychceramiczno-hybrydowych łożyskpodczas obróbki, wysokasztywność wrzeciona
• Bezdotykowe, trójkomorowe,labiryntowe uszczelnienie czoła wrzeciona
• Wektorowa kontrola w zakresieniskich prędkości dla zachowaniawysokiego momentu
• Smarowanie olejowo-pneumatycznez ewakuacją zużytego oleju
• Bardzo krótki czas osiągnięcia maksymalnych obrotów - 2 sekundy 0 – 50’000 obr./min
• G wintowanie bez oprawki kompen-sacyjnej w stali do M6 (CK45)
Wrzeciona wyposażone są w modułAPS (Advanced Processing System)służący kontroli wibracji wrzecionapodczas obróbki.
O d 1995 roku Step-Tec zajmuje sięrozwojem, produkcją, sprzedażą i regeneracją wysokowydajnych wrzecion dla wiodących producentówobrabiarek do aplikacji frezowania iwiercenia.
Schemat trójkomorowego labiryntu
Płyny,
brud, k
urz
Olej
Komora olejowa Środowisko
Wewnętrzne uszczelnienieśrodowiska
Prędkość
Łożyska
Bezdotykowy systemuszczelnień
Zewnętrzne uszczelnienie
9
8
7
6
5
4
3
2
1
0
0
2500
5000
7500
1000
0
1250
0
1500
0
1750
0
2000
0
2250
0
2500
0
2750
0
3000
0
3250
0
3500
0
3750
0
4000
0
4250
0
4500
0
4750
0
5000
0
PO
WER
(kW
)
SPEED (1/min)P: S1 P: S6 40% ED ts=2‘
8.5 kW (S6)
6.5 kW (S1)
4
3.5
3
2.5
2
1.5
1
0.5
0
0
2500
5000
7500
1000
0
1250
0
1500
0
1750
0
2000
0
2250
0
2500
0
2750
0
3000
0
3250
0
3500
0
3750
0
4000
0
4250
0
4500
0
4750
0
5000
0
TOR
QU
E (N
m)
SPEED (1/min)M: S1 M: S6 40% ED ts=2‘
3.4 Nm (S6)
2.6 Nm (S1)
17
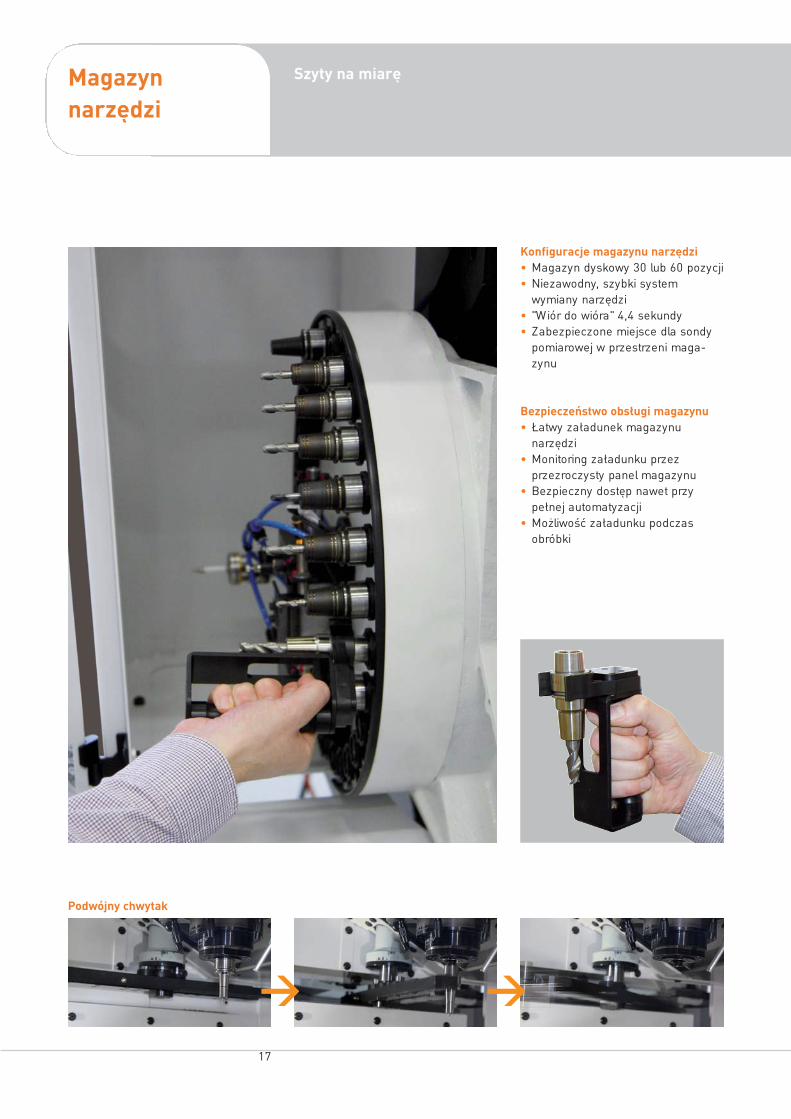
Magazynnarzędzi
Szyty na miarę
Konfiguracje magazynu narzędzi• Magazyn dyskowy 30 lub 60 pozycji• Niezawodny, szybki system
wymiany narzędzi• "Wiór do wióra" 4,4 sekundy• Zabezpieczone miejsce dla sondy
pomiarowej w przestrzeni maga -zynu
Bezpieczeństwo obsługi magazynu• Łatwy załadunek magazynu
narzędzi• Monitoring załadunku przez
przezroczysty panel magazynu• Bezpieczny dostęp nawet przy
pełnej automatyzacji• Możliwość załadunku podczas
obróbki
Podwójny chwytak
18
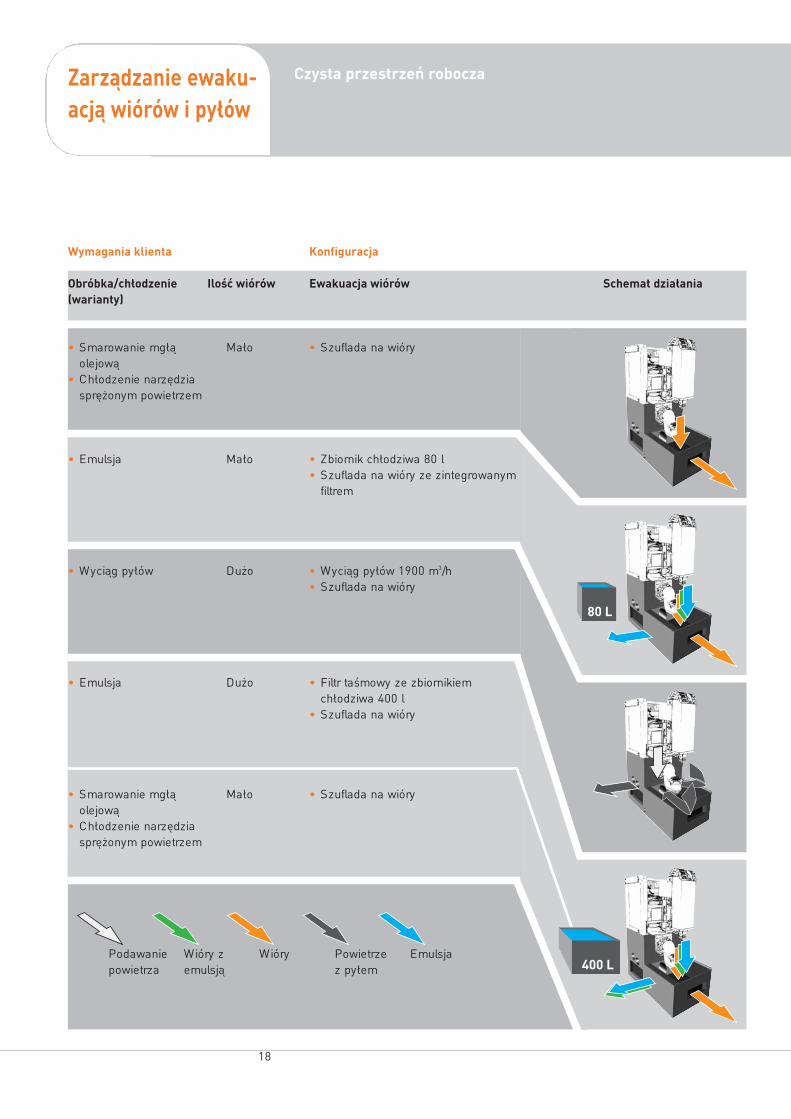
Zarządzanie ewa ku -acją wiórów i pyłów
Czysta przestrzeń robocza
Schemat działania
Konfiguracja
Ewakuacja wiórówIlość wiórów
Wymagania klienta
Obróbka/chłodzenie (warianty)
• Smarowanie mgłą olejową
• Chłodzenie narzędzia sprężonym powietrzem
• Emulsja
• Wyciąg pyłów
• Emulsja
• Smarowanie mgłą olejową
• Chłodzenie narzędzia sprężonym powietrzem
Mało
Mało
Dużo
Dużo
Mało
WióryWióry zemulsją
Podawaniepowietrza
Emulsja Powietrzez pyłem
80 L
400 L
• Szuflada na wióry
• Zbiornik chłodziwa 80 l • Szuflada na wióry ze zintegrowanym
filtrem
• Wyciąg pyłów 1900 m3/h• Szuflada na wióry
• Filtr taśmowy ze zbiornikiemchłodziwa 400 l
• Szuflada na wióry
• Szuflada na wióry

19
Wióry, grafit, emulsja – zawsze znajdujemy rozwiązanie!
Szuflada do pracy z emulsją i dużąilością wiórów
Wlot powietrza system wyciągu pyłów
O twory wylotowe system wyciągupyłów
Szuflada na wióry ze zintegrowanymfiltrem

20
Opcje Szyty na miarę
Opcje dodatkowe:• Lampka sygnałowa• Chłodzenie sprężonym powietrzem - dyszki
Sonda narzędzia m&h 40.40 LF/TI
Pierścień podawania chłodziwaz indywidualnie regulowanymidyszkami
Sonda narzędzia Renishaw OMP400
Okno odrzucające chłodziwo
Wyciąg mgły olejowej
Interfejs automatyzacji
Wyciąg pyłów Heidenhain iTNC530 HSCI FS
Podawanie chłodziwa przezdyszki
smart machine(www.gfac.com)
Powietrzny przedmuch osi Cpowyżej systemu laserowego
Zbiornik chłodziwa 80 l
21
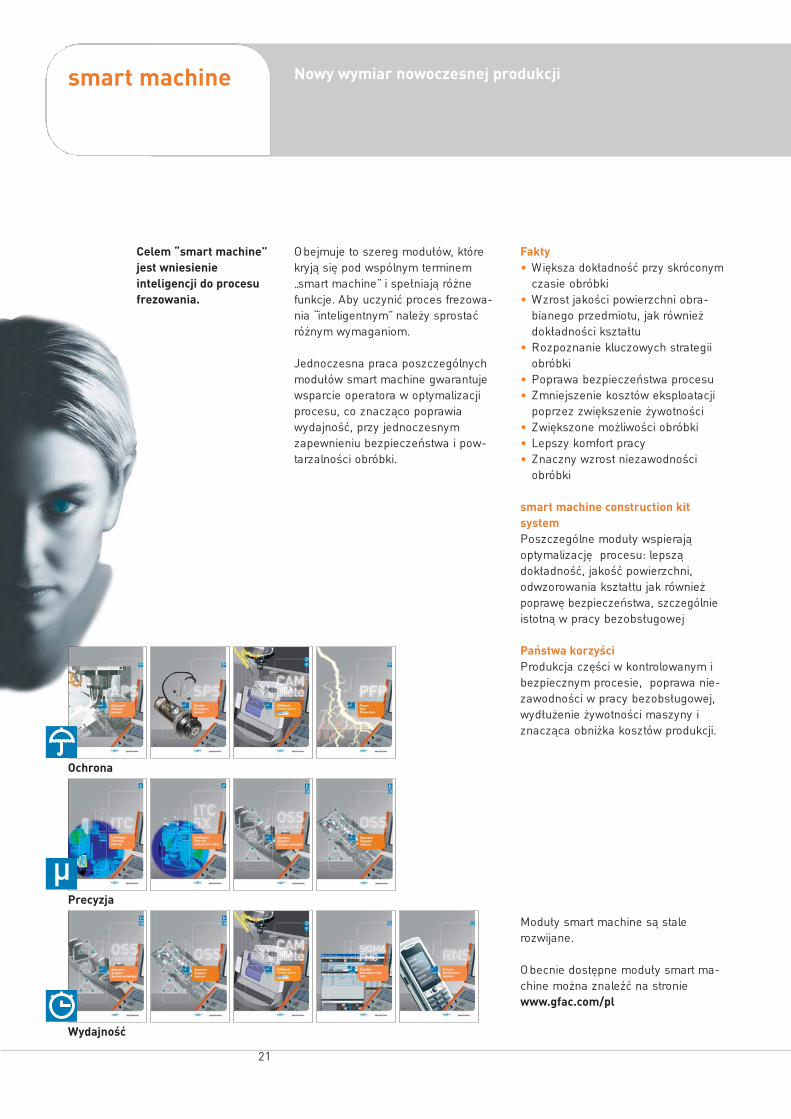
Ochrona
Precyzja
Wydajność
smart machine Nowy wymiar nowoczesnej produkcji
Celem “smart machine”jest wniesienie inteligencji do procesufrezowania.
Fakty• Większa dokładność przy skróconym
czasie obróbki• Wzrost jakości powierzchni obra -
bianego przedmiotu, jak równieżdokładności kształtu
• Rozpoznanie kluczowych strategiiobróbki
• Poprawa bezpieczeństwa procesu• Zmniejszenie kosztów eksploatacji
poprzez zwiększenie żywotności• Zwiększone możliwości obróbki• Lepszy komfort pracy• Znaczny wzrost niezawodności
obróbki
smart machine construction kit systemPoszczególne moduły wspierają optymalizację procesu: lepszą dokładność, jakość powierzchni, odwzorowania kształtu jak równieżpoprawę bezpieczeństwa, szczególnieistotną w pracy bezobsługowej
Państwa korzyściProdukcja części w kontrolowanym ibezpiecznym procesie, poprawa nie-zawodności w pracy bezobsługowej,wydłużenie żywotności maszyny iznacząca obniżka kosztów produkcji.
Moduły smart machine są stale rozwijane.
O becnie dostępne moduły smart ma-chine można znaleźć na stroniewww.gfac.com/pl
O bejmuje to szereg modułów, którekryją się pod wspólnym terminem„smart machine” i spełniają różnefunkcje. Aby uczynić proces frezowa-nia “inteligentnym” należy sprostaćróżnym wymaganiom.
Jednoczesna praca poszczególnychmodułów smart machine gwarantujewsparcie operatora w optymalizacjiprocesu, co znacząco poprawia wydajność, przy jednoczesnym zapewnieniu bezpieczeństwa i pow -tarzalności obróbki.

22
GF AgieCharmilles
Frezowanie
EDM
Laser
Automatyzacja
Wrzeciona
Usługi
Centra obróbkowe HSM oraz HPM wysokiej wydajnościPod względem prędkości frezowania, centra obróbkowe HSM są 10-krotniewydajniejsze od frezarek konwencjonalnych. Większa dokładność orazlepsza jakość powierzchni to kolejne zalety tych maszyn. Niekwestiono-wanym atutem technologii HSM jest możliwość obróbki na gotowomateriałów w stanie zahartowanym. Kluczową korzyścią płynącą zzastosowania HSM jest znaczące zredukowanie ilości operacji w łańcuchuprodukcyjnym. Centra obróbkowe HSM stały się jedną z kluczowych obokEDM technologii w produkcji form oraz oprzyrządowania.
O bróbka elektroerozyjnaTechnologia EDM może być zastosowana do obróbki wszelkich materiałówprzewodzących prąd bez względu na ich twardość z dokładnością do jednej tysięcznej milimetra bez ingerencji mechanicznej. Dzięki tym zaletom obróbka EDM jest kluczową technologią w produkcji form orazoprzyrządowania. Istnieją dwa odrębne procesy bazujące na zjawiskuelektroerozji: drutowe cięcie elektroerozyjne oraz drążenie wgłębne.
Ablacja laserowaO bróbka laserowa jest rozszerzeniem, a zarazem uzupełnieniem techno -logii obróbki oferowanych przez G F AgieCharmilles. Za pomocą naszejtechnologii laserowej umożliwiamy teksturowanie powierzchni,grawerowanie, mikro-obróbkę , znakowanie na powierzchniach płaskichoraz skomplikowanych powierzchniach 3D. O bróbka powierzchniowa la -serem, w porównaniu do tradycyjnego ręcznego trawienia chemicznego,oferuje znaczące korzyści projektowe, ekologiczne i finansowe.
Systemy mocowania, automatyzacja, oprogramowanieO przyrządowanie do mocowania części obrabianych i narzędzi, urządzenia do automatyzacji obróbki oraz oprogramowanie do zarządzaniaprocesem wytwarzania, konfigurowania, zapisu i wymiany danych międzyróżnymi komponentami systemu..
Wrzeciona HSMProjektowanie, produkcja nowoczesnych elektrowrzecion pracujących wzakresie prędkości obrotowych od 10 000 do 60 000 rpm – zasadniczegoelementu składowego centrów obróbkowych.
Serwis, części zamienne, wsparcie aplikacyjneSerwis, uruchomienia, przeglądy okresowe, części zamienne oraz akce-soria dla centrów elektroerozyjnych i centrów obróbkowych. O ferowanemateriały eksploatacyjne to filtry, drut, żywica dejonizacyjna, dielektryk iinne. Wsparcie aplikacyjne zapewnia szkolenia, testy obróbki, wdrożeniazadań według zapotrzebowania Klienta.


Kontakt
AgieCharmilles Sp. z o.o.al. Krakowska 81, Sękocin Nowy05-090 RaszynTel. 22 326 50 50Fax 22 326 50 [email protected]/pl
Achieve more...
© AgieCharmilles SA, 2013Dane techniczne i rysunki nie są wiążące.Nie stanowią one gwarancji danych technicznych i mogą ulegać zmianom.
259
805
xxx