MATERIAŁY DODATKOWE DO SPAWANIA · 2016-10-05 · STEIN-MEGAFIL 740 B Zasadowy T 46 6 1Ni B C(M) 3...
130
MATERIALY DODATKOWE DO SPAWANIA
Transcript of MATERIAŁY DODATKOWE DO SPAWANIA · 2016-10-05 · STEIN-MEGAFIL 740 B Zasadowy T 46 6 1Ni B C(M) 3...

MATERIAŁY DODATKOWE DO SPAWANIA

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
2
UWAGA: W nimniejszym katalogu podane własności mechaniczne i składy chemiczne materiałów spawalniczych przedstawione są jako wartości typowe, których jednak nie moŜna interpretować jako gwarantowane przez producenta. Wszystkie testy i próby zostały przeprowadzone zgodnie z obowiązującymi normami i powszechnie uznanymi metodami. JednakŜe moŜliwe jest, Ŝe pod wpływem innych technik pracy, materiałów podstawowych czy metod produkcyjnych uzyskane zostaną inne wartości. Gwarantowane są natomiast kaŜdorazowo wartości obowiązujących norm i dopuszczeń danego materiału dodatkowego do spawania.
Spis tre ści Strona A Druty proszkowe do spawania łukowego w osłonie gazów A1 - A45 B Druty proszkowe do napawania łukowego w osłonie gazów B1 - B23 C Druty proszkowe do spawania łukiem krytym C1 - C21 D Druty proszkowe do napawania łukiem krytym D1 - D10 E Druty lite do spawania łukowego w osłonie gazów E1 - E7 F Druty lite do spawania łukiem krytym F1 - F15 G Topniki do spawania łukiem krytym G1 - G9 H Formy dostawcze H1 - H4

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 1
Druty proszkowe do spawania łukowego w osłonie gazów
A

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 2
Spis tre ści Strona Zestawienie A2 - A3 Produkcja bezszwowych drutów proszkowych A4 Własności bezszwowych drutów proszkowych A5 Powody zastosowania drutów proszkowych A6 Kąt i prowadzenie uchwytu przy spawaniu drutami proszkowymi A7 Techniki pracy przy spawaniu drutem proszkowym w pozycji PF A8 Norma EN 758 A9 Norma EN 18 276 A + B A10 - A11 Norma EN 17 634 A + B A12 - A13 Norma ASME / AWS 5.18 / 5.20 / 5.28 / 5.29 A14 Parametry, wydajność, efektywność A15 -A16
Druty proszkowe do spawania łukowego w osłonie gazó w
Nazwa Typ EN AWS Strona STEIN-MEGAFIL 710 M Metaliczny T 46 6 M M 1 H5 E 70 C-6M H4 A17 STEIN-MEGAFIL 235 M Metaliczny T Mo M M 1 H5 E 80 C-G H4 A18 STEIN-MEGAFIL 236 M Metaliczny T CrMo1 M M 1 H5 E 80 C-G H4 A19 STEIN-MEGAFIL 240 M Metaliczny T 50 4 Z M M 1 H5 E 80 C-G H4 A20 STEIN-MEGAFIL 281 M Metaliczny T 46 4 Z M M 1 H5 E 80 C-G H4 A21 STEIN-MEGAFIL 741 M Metaliczny T 55 4 1NiMo M M 1 H5 E 80 C-G H4 A22 STEIN-MEGAFIL 940 M Metaliczny T 55 6 Mn2Ni M M 1 H5 E 80 C-G H4 A23 STEIN-MEGAFIL 250 M Metaliczny T 69 6 Z M M 1 H5 E 110 C-G H4 A24 STEIN-MEGAFIL 742 M Metaliczny T 69 6 Mn2NiCrMo M M 1 H5 E 110 C-G H4 A25 STEIN-MEGAFIL 807 M Metaliczny T 89 4 Z M M 1 H5 E 110 C-G H4 A26 STEIN-MEGAFIL 1100 M Metaliczny T 89 4 Z M M 1 H5 E 110 C-G H4 A27 STEIN-MEGAFIL 713 R Rutylowy T 46 2(4) P C(M) 1 H5 E 71 T-1 H4 A28 STEIN-MEGAFIL 781 R Rutylowy T 46 2 Z P C(M) 1 H5 E 81 T1-G H4 A29 STEIN-MEGAFIL 821 R Rutylowy T 50(46) 6(4) 1Ni P M(C) 1 H5 E 81 T1-Ni1 H4 A30 STEIN-MEGAFIL 822 R Rutylowy T 46(50) 4(6) 1Ni P C(M) 1 H5 E 81 T1-Ni1 H4 A31 STEIN-MEGAFIL 550 R Rutylowy T 55 4 Mn2Ni P M 1 H5 E 91 T1-GJ H4 A32 STEIN-MEGAFIL 690 R Rutylowy T 69 4 Z P M 1 H5 E 110 T1-K4 H4 A33 STEIN-MEGAFIL 825 R Rutylowy T Mo P M 1 H5 E 81 T1-A1 H4 A34 STEIN-MEGAFIL 836 R Rutylowy T CrMo1 P M 1 H5 E 81 T1-B2 H4 A35 STEIN-MEGAFIL 731 B Zasadowy T 42 4 B C(M) 3 H5 E 70 T-5 H4 A36 STEIN-MEGAFIL 735 B Zasadowy T Mo B C(M) 3 H5 E 80 T5-G H4 A37 STEIN-MEGAFIL 736 B Zasadowy T CrMo1 B C(M) 3 H5 E 80 T5-B2 H4 A38 STEIN-MEGAFIL 737 B Zasadowy T CrMo2 B C(M) 3 H5 E 80 T5-G H4 A39 STEIN-MEGAFIL 838 B Zasadowy T CrMo1 B C(M) 3 H5 E 80 T5-G H4 A40 STEIN-MEGAFIL 740 B Zasadowy T 46 6 1Ni B C(M) 3 H5 E 80 T5-G H4 A41 STEIN-MEGAFIL 741 B Zasadowy T 55 6 1NiMo B C(M) 3 H5 E 90 T5-G H4 A42 STEIN-MEGAFIL 742 B Zasadowy T 69 6 Mn2NiCrMo B M 3 H5 E 110 T5-K4 H4 A43 STEIN-MEGAFIL 745 B Zasadowy T 89 4 Mn2NiCrMo B M 3 H5 E 120 T5-G H4 A44 STEIN-MEGAFIL 807 B Zasadowy T 89 4 Mn2NiCrMo B M 3 H5 E 120 T5-G H4 A45

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 3
Formy dostawcze
Nazwa Strona Szpula K 200 / 300 / 435 / 800 H3 Krąg Typ “ A “ H3 Pojemnik POP H4 Szpula D 500 / D 760 H4 Krąg H4 Stojak H4

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 4
Konfekcjonowanie
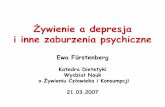
Produkcja rurkowych bezszwowych drutów proszkowych
Przeciąganie wstępne na przekrój do wyŜarzania i wyŜarzanie wypełnionej rurki
Przeciąganie na wymiar końcowy. Miedziowanie powierzchni zewnętrznej.
Wytwarzanie aglomerowanego proszku wypełniającego i wprowadzenie
go do rurki poprzez wibracje
WyŜarzanie rekrystalizujące i kalibrowanie na przekrój do napełniania
Wytwarzanie rurki z taśmy stalowej poprzez zgrzewanie prądem wysokiej
częstotliwości

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 5
Własno ści rurkowych bezszwowych drutów proszkowych
absolutnie niewraŜliwe na wchłanianie wilgoci, HD < 5ml/100g
nawet po długotrwałym składowaniu brak potrzeby suszenia przed uŜyciem
miedziowana powierzchnia zewnętrzna zapewnia lepszy kontakt z końcówką prądową
duŜa stabilność formy, bezproblemowe podawanie drutu
brak napręŜeń skręcających, bez skręceń śrubowych, stabilne jarzenie łuku
małe zuŜycie końcówki prądowej

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 6
Powody zastosowania drutów proszkowych
Dobre ujęcie brzegów spoiny, pewny przetop.
Dobre zwilŜenie materiału, bez karbów gładka powierzchnia spoiny.
Wysoka odporność na pękanie.
Małorozpryskowe przejście kropel.
Wysoka stabilność procesu.
Dodatkowa ochrona stopiwa i kropel, odporność na porowatość.
Reakcja kropel, powstawanie stopów.
MoŜliwość zastosowania elementów mikrostopowych.
Dobre formowanie spoiny, spawanie we wszystkich pozycjach (z ŜuŜlem rutylowym).
Mała prędkość chłodzenia.

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 7
60°-70°
Kąt i prowadzenie uchwytu przy spawaniu drutami proszkowymi
90°
60°-70°
„ci ągnąc“ „pchaj ąc“
z ŜuŜlem rutylowym (np. STEIN-MEGAFIL ®
713 R)
zasadowym (np. STEIN-MEGAFIL ® 731 B)
bez ŜuŜla metaliczo-proszkowe (np. STEIN-MEGAFIL ®
710 M)
60°
60°
90°

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 8
Techniki pracy spawania rutylowym drutem proszkowym
Spoiny V w pozycji PF na podkładce ceramicznej
10 °
10 °
Ściegi wypełniające i warstwa licowa
Spoiny pachwinowe w pozycji PF
10°
10°
MoŜliwość spawania z dołu do góry bez
zakosowania

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 9
EN 758
STEIN-MEGAFIL 713 R
T 46 4 P M / 1 H5
Zaszeregowanie drutów proszkowych do spawania łukowego w osłonie i bez osłony gazowej stali niestopowych i drobnoziarnistych.
Skład chemiczny [ % ] Symbol stopu Mn Ni Mo
--- 2,0 --- ---
Mo 1,4 --- 0,3-0,6
MnMo 1,4-2,0 --- 0,3-0,6
1Ni 1,4 0,6-1,2 ---
1,5Ni 1,6 1,2-1,8 ---
2Ni 1,4 1,8-2,6 ---
3Ni 1,4 2,6-3,8 ---
Mn1Ni 1,4-2,0 0,6-1,2 ---
1NiMo 1,4 0,6-1,2 0,3-0,6
Z KaŜda inna analiza
Symbol Rp0,2 [ N/mm² ]
Rm [ N/mm² ]
A5 [ % ]
35 355 440-570 22 38 380 470-600 20 42 420 500-640 20 46 460 530-680 20 50 500 560-720 18
R : rutylowy standardowy P : rutylowy szybko krzepn ący B : zasadowy M : metaliczno-proszkowy V : R albo B/fluorkowy W : B/fluorkowy standardowy Y : B/fluorkowy szybko krzepn ący S : inne typy
M: Gazy mieszan e C: Dwutlenek w ęgla N: Bez osłony
1: wszystkie pozycje 2: wszystkie oprócz pozycji PG 3: spoina doczołowa: pozycja PA spoina pachwinowa: PA, PB, PF 4: spoina doczołowa: pozycja PA spoina pachwinowa: pozycja PA 5: jak w punkcie 3, oraz PG
Symbol H2 ml/100g
H5 5 H10 10 H15 15
ISO - Charpy V
Symbol Min 47 J °C
Z Bez wymagań. A + 20 0 0 2 - 20 3 - 30 4 - 40 5 - 50 6 - 60

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 10
T 69 4 Mn2NiCrMo M M / 1 H5
STEIN-MEGAFIL 742 M
R : rutylowy standardowy P : rutylowy szybko krzepn ący B : zasadowy M : metaliczno-proszkowy Z : inne typy
M: Gazy mieszane C: Dwutlenek w ęgla N: Bez osłony
Skład chemiczny [ % ] Symbol stopu
C Mn Si P S Ni Cr Mo V
MnMo 0,03-0,10 1,40-2,00 0,90 0,020 0,020 0,30 0,20 0,30-0,65 0,05
Mn1Ni 0,03-0,10 1,40-2,00 0,90 0,020 0,020 0,60-1,20 0,20 0,20 0,05
Mn1,5Ni 0,03-0,10 1,10-1,80 0,90 0,020 0,020 1,30-1,80 0,20 0,20 0,05
Mn2,5Ni 0,03-0,10 1,10-2,00 0,90 0,020 0,020 2,10-3,00 0,20 0,20 0,05
1NiMo 0,03-0,10 1,40 0,90 0,020 0,020 0,60-1,20 0,20 0,30-0,60 0,05
1,5NiMo 0,03-0,10 1,40 0,90 0,020 0,020 1,20-1,80 0,20 0,30-0,70 0,05
2NiMo 0,03-0,10 1,40 0,90 0,020 0,020 1,80-2,60 0,20 0,30-0,70 0,05
Mn1NiMo 0,03-0,10 1,40-2,00 0,90 0,020 0,020 0,60-1,20 0,20 0,30-0,70 0,05
Mn2NiMo 0,03-0,10 1,40-2,00 0,90 0,020 0,020 1,80-2,60 0,20 0,30-0,70 0,05
Mn2NiCrMo 0,03-0,10 1,40-2,00 0,90 0,020 0,020 1,80-2,60 0,30-0,60 0,30-0,60 0,05
Mn2Ni1CrMo 0,03-0,10 1,40-2,00 0,90 0,020 0,020 1,80-2,60 0,60-1,00 0,30-0,60 0,05
Z KaŜda inna analiza
1: PA, PB, PC, PD, PE, PF, PG 2: PA, PB, PC, PD, PE, PF 3: PA PB 4: PA 5: PA, PB PG
Zaszeregowanie drutów proszkowych do spawania łukowego w osłonie gazów i bez osłony gazowej stali o wysokiej wytrzymałości.
EN ISO 18276 A według granicy plastyczno ści
Symbol H2 ml/100g
H5 5 H10 10 H15 15
Symbol Rp0,2 [ N/mm² ]
Rm [ N/mm² ]
A5 [ % ]
55 550 640-820 18 62 620 700-890 18 69 690 770-940 17 79 790 880-1080 16 89 890 940-1180 15
ISO - Charpy V
Symbol Min 47 J °C
Z Bez wymagań. A + 20 0 0 2 - 20 3 - 30 4 - 40 5 - 50 6 - 60 8 - 80

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 11
T 76 4 N4C2M2 T15 M / 1 H5
STEIN-MEGAFIL 742 M
T1 : rutylowy standardowy T4 : zasadowy T5 : fluorkowo- zasadowy T7 : bez okre ślenia, z biegunem ujemnym bez osłony gazowej T8 : bez okre ślenia, z biegunem ujemnym bez osłony gazowej T11 : bez okre ślenia, z biegunem ujemnym bez osłony gazowej T15 : metaliczno-proszkowy TG : po uzgodnieniu
M: Gazy mieszane C: Dwutlenek w ęgla N: Bez osłony
Skład chemiczny [ % ] Symbol stopu
C Mn Si P S Ni Cr Mo V
3M2 0,15 1,25-2,00 0,80 0,030 0,030 0,90 --- 0,25-0,55 ---
4M2 0,15 1,65-2,25 0,80 0,030 0,030 0,90 --- 0,25-0,55 ---
3M3 0,15 1,00-1,75 0,80 0,030 0,030 0,90 --- 0,40-0,70 ---
N2M1 0,15 2,25 0,80 0,030 0,030 0,40-1,50 0,20 0,35 0,05
N2M2 0,15 2,25 0,80 0,030 0,030 0,40-1,50 0,20 0,20-0,65 0,05
N3M1 0,15 2,25 0,80 0,030 0,030 1,00-2,00 0,20 0,35 0,05
N3M2 0,15 2,25 0,80 0,030 0,030 1,25-2,25 0,20 0,20-0,65 0,05
N4M1 0,12 2,25 0,80 0,030 0,030 1,75-2,75 0,20 0,35 0,05
N4M2 0,15 2,25 0,80 0,030 0,030 1,75-2,75 0,20 0,20-0,65 0,05
N4C1M2 0,15 2,25 0,80 0,030 0,030 1,75-2,75 0,20-0,60 0,20-0,65 0,05
N4C2M2 0,15 2,25 0,80 0,030 0,030 1,75-2,75 0,60-1,00 0,20-0,65 0,05
N6C1M4 0,12 2,25 0,80 0,030 0,030 2,50-3,50 1,00 0,40-1,00 0,05
N3C1M2 0,10-0,25 1,75 0,80 0,030 0,030 0,75-2,00 0,20-0,70 0,15-0,65 0,05
G min 1,75 min 0,80 0,030 0,030 min 0,50 min 0,30 min 0,20 min 0,10
Cu < 0,3, Nb < 0,05
0: PA, PB 1: PA, PB, PC, PD, PE, PF, PG
Zaszeregowanie drutów proszkowych do spawania łukowego w osłonie gazów i bez osłony gazowej stali o wysokiej wytrzymałości.
EN ISO 18276 B według wytrzymało ści na rozci ąganie
Symbol H2 ml/100g
H5 5 H10 10 H15 15
Symbol Rp0,2 [ N/mm² ]
Rm [ N/mm² ]
A5 [ % ]
59 490 590-790 16 62 530 620-820 15 69 600 690-890 14 76 680 760-960 13 78 680 780-980 13 83 745 830-1030 12
ISO - Charpy V
Symbol Min 47 J °C
Z Bez wymagań. A + 20 0 0 2 - 20 3 - 30 4 - 40 5 - 50 6 - 60 8 - 80

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 12
T CrMo1 B M / 3 H5 STEIN-MEGAFIL 736 B
R : rutylowy standardowy P : rutylowy szybko krzepn ący B : zasadowy M : metaliczno-proszkowy Z : inne typy
Symbol H2 ml/100g
H5 5 H10 10 H15 15
M: Gazy mieszane C: Dwutlenek w ęgla N: Bez osłony
Skład chemiczny [ % ] Symbol stopu
Wytrzymało ść + skład chem C Mn Si P S Ni Cr Mo V
Mo (2M3) 0,07-0,12 0,60-1,30 0,80 0,020 0,020 0,30 0,20 0,40-0,65 0,03
(Mo) 2M3 0,12 1,50 0,80 0,030 0,030 --- --- 0,40-0,65 ---
MoL 0,07 0,60-1,70 0,80 0,020 0,020 0,30 0,20 0,40-0,65 0,03
MoV 0,07-0,12 0,40-1,00 0,80 0,020 0,020 0,30 0,30-0,60 0,50-0,8 0,25-0,45
CM 0,05-0,12 1,50 0,80 0,030 0,030 --- 0,40-0,65 0,40-0,65 ---
CML 0,05 1,50 0,80 0,030 0,030 --- 0,40-0,65 0,40-0,65 ---
CrMo1 (1CM) 0,05-0,12 0,40-1,30 0,80 0,020 0,020 0,30 0,90-1,40 0,40-0,65 0,03
(CrMo1) 1CM 0,05-0,12 1,50 0,80 0,030 0,030 --- 1,00-1,50 0,40-0,65 ---
CrMo1L (1CML) 0,05 0,40-1,30 0,80 0,020 0,020 0,30 0,90-1,40 0,40-0,65 0,03
(CrMo1L) 1CML 0,05 1,50 0,80 0,030 0,030 --- 1,00-1,50 0,40-0,65 ---
1CMH 0,10-0,15 1,50 0,80 0,030 0,030 --- 1,00-1,50 0,40-0,65 ---
CrMo2 (2C1M) 0,05-0,12 0,40-1,3 0,80 0,020 0,020 0,30 2,00-2,50 0,90-1,30 0,03
(CrMo2) 2C1M 0,05-0,12 1,50 0,80 0,030 0,030 --- 2,00-2,50 0,90-1,20 ---
CrMo2L (2C1ML) 0,05 0,40-1,30 0,80 0,020 0,020 0,30 2,00-2,50 0,90-1,30 0,03
(CrMo2L) 2C1ML 0,05 1,50 0,80 0,030 0,030 --- 2,00-2,50 0,90-1,20 ---
2CM1H 0,10-0,15 1,50 0,80 0,030 0,030 --- 2,00-2,50 0,90-1,20 ---
CrMo5 (5CM) 0,03-0,12 0,40-1,30 0,80 0,020 0,025 0,30 4,0-6,0 0,40-0,70 0,03
(CrMo5) 5CM 0,05-0,12 1,50 1,00 0,030 0,030 0,40 4,0-6,0 0,45-0,65 ---
5CML 0,05 1,50 1,00 0,030 0,030 0,40 4,0-6,0 0,45-0,65 ---
9C1M 0,05-0,12 1,50 1,00 0,030 0,030 0,40 8,0-10,5 0,85-1,20 ---
9C1ML 0,05 1,50 1,00 0,030 0,030 0,40 8,0-10,5 0,85-1,20 ---
9C1MV 0,08-0,13 1,20 0,50 0,020 0,015 1,00 8,0-10,5 0,85-1,20 0,15-0,30
9C1MV1 0,05-0,12 1,25-2,00 0,50 0,020 0,015 1,00 8,0-10,5 0,85-1,20 0,15-0,30
Z G KaŜda inna analiza
1: wszystkie pozycje 2: wszystkie oprócz pozycji G 3: spoina doczołowa: pozycja PA spoina pachwinowa: PA, PB, PF 4: spoina doczołowa: pozycja PA spoina pachwinowa: pozycja PA 5: jak w punkcie 3, oraz PG
Zaszeregowanie drutów proszkowych do spawania łukowego stali odpornych na pełzanie w osłonie gazowej
EN ISO 17634 A według składu chemicznego

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 13
T 55T5 0M CM H5
STEIN-MEGAFIL 736 B
0: PA, PB 1: PA, PB, PC, PD, PE, PF, PG
Oznacznie H2 ml/100g Stopiwa
H5 5 H10 10 H15 15
M: Gazy mieszane C: Dwutlenek w ęgla N: Bez osłony
Udarno ść - 20ºC Obróbka cieplna Typ stopu Wytrzymało ść
+ skład chem. Granica plastycz. Wytrzymało ść Wydłu Ŝenie Średnia z
min. 3 prób Min.
pojedy ńczo Podgrzewanie
wst ępne Obróbka cieplna
MPa MPa % ºC ºC Min.
Mo (2M3) 355 510 22 47 38 < 200 570-620 60
(Mo) T49TX-X-2M3 390 490-670 18 --- --- 135-165 605-635 60
(Mo) T55TX-X-2M3 460 550-740 17 --- --- 135-165 605-635 60
MoL 355 510 22 47 38 < 200 570-620 60
MoV 355 510 18 47 38 200-300 690-730 60
T55TX-X-CM 460 550-740 17 --- --- 160-190 675-705 60
T55TX-X-CML 460 550-740 17 --- --- 160-190 675-705 60
CrMo1 (1CM) 355 510 20 47 38 150-250 660-700 60
(CrMo1) T55TX-X-CM 460 550-740 17 --- --- 160-190 675-705 60
CrMo1L (1CML) 355 510 20 47 38 150-250 660-700 60
(CrMo1L) T55TX-X-1CML 460 550-740 17 --- --- 160-190 675-705 60
T55TX-X-1CMH 460 550-740 17 --- --- 160-190 675-705 60
CrMo2 (2C1M) 400 500 18 47 38 200-300 690-750 60
(CrMo2) T62TX-X-2C1M 530 620-820 15 --- --- 160-190 675-705 60
(CrMo2) T69TX-X-2C1M 600 690-890 14 --- --- 160-190 675-705 60
CrMo2L (2C1ML) 400 500 18 47 38 200-300 690-750 60
(CrMo2L) T62TX-X-2C1ML 530 620-820 15 --- --- 160-190 675-705 60
T62TX-X-2C1MH 530 620-820 15 --- --- 160-190 675-750 60
CrMo5 (5CM) 400 590 17 47 38 200-300 730-760 60
(CrMo5) T55TX-X-5CM 460 550-740 17 --- --- 150-250 730-760 60
T55TX-X-5CML 460 550-740 17 --- --- 150-250 730-760 60
T55TX-X-9C1M 460 550-740 17 --- --- 150-250 730-760 60
T55TX-X-9C1ML 460 550-740 17 --- --- 150-250 730-760 60
T69TX-X-9C1MV 565 690-890 14 --- --- 150-250 730-760 60
T69TX-X-9C1MV1 565 690-890 14 --- --- 150-250 730-760 60
Z TXXTX-X-G KaŜda inna analiza
T1 : rutylowy T5 : zasadowy T15 : metaliczno-proszkowy TG : inne typy
Zaszeregowanie drutów proszkowych do spawania łukowego stali odpornych na pełzanie w osłonie gazowej
EN ISO 17634 B według składu chemicznego i wytrzymało ści na rozci ąganie

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 14
AWS 5.18 niestopowy drut metaliczno -proszkowy AWS 5.20 niestopowy drut proszkowy
AWS 5.28 niskostopowy drut metaliczno-proszkowy AWS 5.29 niskostopowy drut proszkowy
AWS 5.18 E 70 C – X Y HZ
Symbol: E = elektroda,
(drut proszkowy)
Wytrzymałość np.70 =70000psi
= 480 N/mm²
S = drut pełny C = drut metaliczno-
proszkowy
Skład chemiczny
Osłona gazowa
Zawartość wodoru
AWS 5.20 E X X T – XMJ HZ
Symbol: E = elektroda,
(drut proszkowy)
Wytrzymałość z.B.70 =70000psi
= 480 N/mm²
Pozycja spawania O = PA,PB
1 = wszystkie pozycje
Drut proszkowy
Metoda spawania
Zawartość wodoru
AWS 5.29 E X X T X - X
Symbol: E = elektroda,
(drut proszkowy)
Wytrzymałość z.B.70 =70000psi
= 480 N/mm²
Pozycja spawania O = PA,PB
1 = wszystkie pozycje
Drut proszkowy
Metoda spawania
Skład chemiczny
Własno ści: T-1 (T1): Większość drutów tej grupy posiada ŜuŜel rutylowy. Przeznaczone do spawania jedno- i wielowarstwowego w osłonie CO2, ale równieŜ moŜliwe w osłonie gazów mieszanych. T-5 (T5): Uwarunkowane wielkokroplowym przenoszeniem materiału, druty te określa się z reguły jako zasadowe. Spawanie w osłonie CO2 i gazów mieszanych. Stopiwo cechuje wysoka odporność na pękanie i elastyczność. T-G (TG): Druty te zaszeregowane są przeznaczeniem do spawania wielowarstwowego a nie poprzez ich obecne zakwalifikowanie według typu drutu.
AWS 5.28 E X X T X - X
Symbol: E = elektroda,
(drut proszkowy)
Wytrzymałość z.B.70 =70000psi
= 480 N/mm²
Pozycja spawania O = PA,PB
1 = wszystkie pozycje
Drut proszkowy
Metoda spawania
Skład chemiczny

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 15
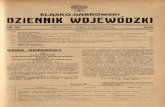
Wydajno ść stapiania drutów z ŜuŜlem typu STEIN- MEGAFIL®
0
2
4
6
8
10
50 80 100 150 200 250 300 350 400 450 500 550 600 700NatęŜenie prądu I [A]
Wyd
ajność
sta
pian
ia [
kg/h
]
Ø1,0
Ø1,2 Ø1,4
Ø1,6 Ø2,0
Ø2,4 Ø3,2
Uzysk ca. 92% Prąd stały (+) Biegun
Wydajno ść stapiania drutów bez ŜuŜla typu STEIN-MEGAFIL®
0
2
4
6
8
10
12
50 100 150 250 350 400 480 550 700NatęŜenie prądu I [A]
Wyd
ajność
sta
pian
ia [
kg/h
]
Ø1,0
Ø1,2
Ø1,4 Ø1,6
Ø3,2 Ø2,4
Uzysk ca. 98% Prąd stały (+) Biegun
1: Ø2,0

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 16
19
21
23
25
27
29
31
33
35
Prędkość podawania drutu [ m/min ]
Nap
ięci
e U
[ V
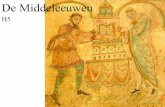
]Parametry spawania drutów proszkowych typu
STEIN-MEGAFIL
1 2 3 4 5 6 7 8 9 10 11 12
W osłonie CO2 podnieść napięcie o 2 Volt
Ø3,2 Ø2,4 Ø2,0 Ø1,6
Ø1,4 Ø1,2
Ø1,0
350A
400A
450A
500A
550A
350A
300A
400A
450A
500A
300A
250A
350A
400A
450A
250A
200A
300A
350A
400A
450A
200A
130A
250A
300A
100A
200A
250A
300A
350A
130A
150A
200A 220A
Przykład porównania kosztów spawania drutem proszko wym i drutem pełnym na 1 metr spoiny w pozycji PF
STEIN-MEGAFIL 713 R SG2 / G3Si1 Średnica drutu Ø 1,2 mm 1,2 mm Koszt robocizny L 15 € 15 € NątęŜenie prądu l 260 A 180 A Wydajność stapiania A 5,5 kg / h 2,8 kg / h Cykl pracy (czas włączenia) ED 70 % 70 % Cena materiału dodatkowego Zp 3,00 € / kg 1,00 € / kg Uzysk E 92 % 98 % Cena gazu GP 0,005 € / l 0,005 € / l Wielkość przepływu gazu GS 12 l / min 15 l / min ZuŜycie gazu = 60 x GS / A x ED GV 187,01 l / kg stopiwa 459,18 l / kg stopiwa Koszt zuŜycia gazu = Gp x Gv Gk 0,94 € / kg stopiwa 2,30 € / kg stopiwa Koszt materiału dodat. = Zp / E x 100 Zk 3,26 € / kg stopiwa 1,02 € / kg stopiwa Koszt produkcji = L / A x ED Fk 3,90 € / kg stopiwa 7,65 € / kg stopiwa Koszt całkowity = Gk + Zk + Fk 8,09 € / kg stopiwa 10,97 € / kg stopiwa
Koszt wykonania metra spoiny € / m
CięŜar spoiny = 2,445 kg / m
19,79 26,82
50°
5 m m
2 m m
20mm

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 17
STEIN-MEGAFIL 710 M Typ: Metaliczno-proszkowy drut do spawania w osłonie M21, bez ŜuŜla.
Zakres zastosowania: Konstrukcje stalowe, budowa okrętów, zbiorników, maszyn i rurociągów.
Własności: Bardzo dobre ponowne zajarzanie łuku. Zdatność do spawania robotami.
MoŜliwe spawanie wielowarstwowe bez czyszczenia spoin między warstwami. W zakresie łuku zwarciowego i natryskowego uniwersalny w zastosowaniu. Bardzo dobra zdolność łączenia szczelin przy wykonywaniu przetopu. Typ wysokowydajny.
Oznaczenia norm: EN 758 AWS / ASME – SFA-5.18 AWS / ASME – SFA-5.20
: T 46 6 M M 1 H5 : E 70 C-6M H4 : E 71 T-1 H4
Materiały: DIN EN ASTM Stale okrętowe A, B, D, E, AH 32 do EH 36 A 131 Niestopowe stale konstrukcyjne
St 33, St 37-2 do St 52-3 S185, S235 - S355 A 106 / A 515 / A 714
Stale kotłowe HI, HII, 17Mn4, 19Mn5 P235GH, P265GH P295GH
A 283 / A 285 / A 414 A 662 / A 372
Stale rurowe St 35.8, St 45.8 StE 210.7 TM - StE 480.7 TM
P235T1/T2 - P355N L210 - L485
A 369 / A 210 / A 106
Drobnoziarniste stale konstrukcyjne
StE 255 do StE 460 S255 - S460 A 516 / A 255 / A 333 A 350 / A 612
Stale wg normy API X 42 do X 70 Dopuszczenia: TÜV, DB, GL, Controlas, BV, LR, DNV, RINA, FORCE, ABS, CWB, PRS Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si P S
0,05 1,5 0,7 < 0,015 < 0,015
Własności mechaniczne stopiwa (Wartości typowe w osłonie M21):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] - 20°C - 40°C - 60°C
u oraz s > 460 530 - 680 > 27 > 100 > 60 > 47
u : bez obróbki cieplnej s: wyŜarzanie odpręŜające
Średnica: Ø 1,0 – 2,4 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Rurkowy bezszwowy drut proszkowy do spawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 18
STEIN-MEGAFIL 235 M Typ: Metaliczno-proszkowy drut do spawania w osłonie M21, bez ŜuŜla.
Zakres zastosowania: Budowa zbiorników, maszyn i rurociągów. Konstrukcje stalowe.
Własności: Bardzo dobre ponowne zajarzanie łuku. Zdatność do spawania robotami.
MoŜliwe spawanie wielowarstwowe bez czyszczenia spoin między warstwami. W zakresie łuku zwarciowego i natryskowego uniwersalny w zastosowaniu. Bardzo dobra zdolność łączenia szczelin przy wykonywaniu przetopu. Typ wysokowydajny.
Oznaczenia norm: EN ISO 17634 A EN ISO 17634 B AWS / ASME – SFA-5.28 AWS / ASME – SFA-5.20
: T Mo M M 1 H5 : T 55 T15 1M 2M3 H5 : E 80 C-G H4 : E 81 T1-A1 H4
Materiały DIN EN ASTM Stale kotłowe H I, H II, 17Mn4
19Mn5, 15Mo3, 16Mo3 P235GH, P265GH P295GH, 16Mo3
A 283 / A 285 / A 414 A 662 / A 372 / A 204
Stale rurowe St 35.8, St 45.8 StE 290.7 TM - StE 480.7 TM
P235T1/T2 - P355N L290 - L485
A 369 / A 210 / A 106
Drobnoziarniste stale konstrukcyjne
StE 255 - StE 460 S255 - S460 A 516 / A 255 / A 333 A 350 / A 612
Dopuszczenia:
TÜV
Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si P S Mo
0,05 1,3 0,7 < 0,015 < 0,015 0,5
Własności mechaniczne stopiwa (Wartości typowe w osłonie M21):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] - 20°C - 40°C
u + s > 460 550 - 740 > 22 > 47 > 47
u : bez obróbki cieplnej s: wyŜarzanie odpręŜające
Średnica: Ø 1,0 – 1,6 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Rurkowy bezszwowy drut proszkowy do spawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 19
STEIN-MEGAFIL 236 M Typ: Metaliczno-proszkowy drut do spawania w osłonie M21, bez ŜuŜla.
Zakres zastosowania: Budowa zbiorników, maszyn i rurociągów. Konstrukcje stalowe.
Własności: Bardzo dobre ponowne zajarzanie łuku. Zdatność do spawania robotami.
MoŜliwe spawanie wielowarstwowe bez czyszczenia spoin między warstwami. W zakresie łuku zwarciowego i natryskowego uniwersalny w zastosowaniu. Bardzo dobra zdolność łączenia szczelin przy wykonywaniu przetopu. Typ wysokowydajny.
Oznaczenia norm: EN ISO 17634 A EN ISO 17634 B
: T CrMo1 M M 1 H5 : T 55 T15 1M 1CM H5
Materiały DIN EN ASTM Stale kotłowe 13CrMo44
24CrMo5 13CrMo4-5 A 182 / A 387
Staliwo GS17CrMo55 GS22CrMo54
G17CrMo5-5 G22CrMo5-4 A 217
Stale ulepszane cieplnie o podobnym składzie Stale azotowane o podobnym składzie Dopuszczenia:
- - -
Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si P S Cr Mo
0,05 1,4 0,3 < 0,015 < 0,015 1,1 0,5
Własności mechaniczne stopiwa (Wartości typowe w osłonie M21):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] RT - 20°C - 40°C
u > 355 500 - 600 > 20 > 80 > 47 > 27
680°C / 2h > 480 580 - 700 > 20 > 80 > 47 > 27
u : bez obróbki cieplnej
Średnica: Ø 1,0 – 1,6 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Rurkowy bezszwowy drut proszkowy do spawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 20
STEIN-MEGAFIL 240 M Typ: Metaliczno-proszkowy drut do spawania w osłonie M21, bez ŜuŜla.
Zakres zastosowania: Konstrukcje stalowe, budowa okrętów, zbiorników, dźwigów, suwnic, maszyn i
rurociągów.
Własności: Bardzo dobre ponowne zajarzanie łuku. Zdatność do spawania robotami. MoŜliwe spawanie wielowarstwowe bez czyszczenia spoin między warstwami. W zakresie łuku zwarciowego i natryskowego uniwersalny w zastosowaniu. Bardzo dobra zdolność łączenia szczelin przy wykonywaniu przetopu. Typ wysokowydajny.
Oznaczenia norm: EN 758 EN ISO 18276 B AWS / ASME – SFA-5.28 AWS / ASME – SFA-5.29
: T 50 4 Z M M 1 H5 : T 59 4 3M3 T15 M 1 H5 : E 80 C-G H4 : E 81 T1-G H4
Materiały: DIN EN ASTM Stale okrętowe A, B, D, E, AH 32 - EH 36 A 131 Niestopowe stale konstrukcyjne
St 33, St 37-2 St 52-3
S185, S235 - S355 A 106 / A 515 / A 714
Stale kotłowe H I, H II, 17Mn4 19Mn5
P235GH, P265GH P295GH
A 283 / A 285 / A 414 A 662 / A 372
Stale rurowe St 35.8, St 45.8 StE 210.7 TM - StE 480.7 TM
P235T1/T2 - P355N L210 - L485
A 369 / A 210 / A 106 A 516 / A 573 / A 707
Drobnoziarniste stale konstrukcyjne
StE 255 - StE 460 S255 - S500 (NL1, 2) A 516 / A 255 / A 299 A 333 / A 350 / A 612
Stale wg normy API X 42 - X 80
Dopuszczenia: TÜV, DB, GL, DNV Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si P S Ni
0,05 1,4 0,7 < 0,015 < 0,015 0,9
Własności mechaniczne stopiwa (Wartości typowe w osłonie M21):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] - 20°C - 40°C
u > 500 560 - 720 > 24 > 80 > 60
u : bez obróbki cieplnej Średnica: Ø 1,0 – 1,6 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Rurkowy bezszwowy drut proszkowy do spawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 21
STEIN-MEGAFIL 281 M Typ: Metaliczno-proszkowy drut do spawania w osłonie M21, bez ŜuŜla.
Zakres zastosowania: Konstrukcje i urządzenia odporne na korozję atmosferyczną.
Własności: Bardzo dobre ponowne zajarzanie łuku. Zdatność do spawania robotami.
MoŜliwe spawanie wielowarstwowe bez czyszczenia spoin między warstwami. W zakresie łuku zwarciowego i natryskowego uniwersalny w zastosowaniu. Bardzo dobra zdolność łączenia szczelin przy wykonywaniu przetopu. Typ wysokowydajny.
Oznaczenia norm: EN 758 AWS / ASME – SFA-5.28
: T 46 4 Z M M 1 H5 : E 80 C-G H4
Materiały: DIN EN ASTM Stale odporne na korozję atmosferyczną. Stale stopowe CuNi
WT St 37, WT St 52-3 STE 420 - 460 COR - TEN A,B,C Patinax 37
S235JRW - S355JRW 9CrNiCuP3-2-4
A 242 / A 441 / A 423 A 588
Drobnoziarniste stale konstrukcyjne
WStE 420 - StE 460 S255 - S460 A 516 / A 255 / A 333 A 350 / A 612
Dopuszczenia: - - - Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si P S Ni Cu
0,05 1,3 0,5 < 0,015 < 0,015 1,2 0,5
Własności mechaniczne stopiwa (Wartości typowe w osłonie M21):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] - 20°C - 40°C
u > 460 530 - 680 > 22 > 60 > 47
u : bez obróbki cieplnej Średnica: Ø 1,0 – 1,6 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Rurkowy bezszwowy drut proszkowy do spawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 22
STEIN-MEGAFIL 741 M Typ: Metaliczno-proszkowy drut do spawania w osłonie M21, bez ŜuŜla.
Zakres zastosowania: Budowa dźwigów, zbiorników, suwnic, urządzeń. Konstrukcje stalowe.
Własności: Bardzo dobre ponowne zajarzanie łuku. Zdatność do spawania robotami.
MoŜliwe spawanie wielowarstwowe bez czyszczenia spoin między warstwami. W zakresie łuku zwarciowego i natryskowego uniwersalny w zastosowaniu. Bardzo dobra zdolność łączenia szczelin przy wykonywaniu przetopu. Typ wysokowydajny, równieŜ przy przetwarzaniu drobnoziarnistych stali konstrukcyjnych o podwyŜszonej wytrzymałości.
Oznaczenia norm: EN ISO 18276 A AWS / ASME – SFA-5.28 AWS / ASME – SFA-5.29
: T 55 4 1NiMo M M 1 H5 : E 80 C-G H4 : E 91 T1-G H4
Materiały: DIN EN ASTM śarowytrzymałe drobnoziarniste stale konstrukcyjne
15NiCuMoNb5 20MnMoNi4-5 11NiMoV53 17MnMoV6-4
A 302 / A 508 / A 533
Drobnoziarniste stale konstrukcyjne
StE 255 - StE 550 S255 - S550 (NL1, 2) A 516 / A 255 / A 299 A 333 / A 350 / A 612
Stale wg normy API X 42 - X 80
Dopuszczenia: - - - Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si P S Ni Mo
0,05 1,2 0,4 < 0,015 < 0,015 1,0 0,5
Własności mechaniczne stopiwa (Wartości typowe w osłonie M21):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] - 20°C - 40°C
u > 550 640 - 820 > 18 > 60 > 60
s > 500 530 - 700 > 20 > 60 > 47
u : bez obróbki cieplnej s: wyŜarzanie odpręŜające
Średnica: Ø 1,0 – 1,6 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Rurkowy bezszwowy drut proszkowy do spawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 23
STEIN-MEGAFIL 940 M Typ: Metaliczno-proszkowy drut do spawania w osłonie M21, bez ŜuŜla.
Zakres zastosowania: Konstrukcje stalowe, budowa okrętów, zbiorników, dźwigów, suwnic,
rurociągów, maszyn i urządzeń.
Własności: Bardzo dobre ponowne zajarzanie łuku. Zdatność do spawania robotami. MoŜliwe spawanie wielowarstwowe bez czyszczenia spoin między warstwami. W zakresie łuku zwarciowego i natryskowego uniwersalny w zastosowaniu. Bardzo dobra zdolność łączenia szczelin przy wykonywaniu przetopu. Typ wysokowydajny, równieŜ przy przetwarzaniu drobnoziarnistych stali konstrukcyjnych o podwyŜszonej wytrzymałości.
Oznaczenia norm: EN ISO 18276 A AWS / ASME – SFA-5.28 AWS / ASME – SFA-5.29
: T 55 6 Mn2Ni M M 1 H5 : E 80 C-G H4 : E 91 T1-G H4
Materiały: DIN EN ASTM Stale rurowe St 35.8, St 45.8
StE 210.7 TM - StE 480.7 TM
P235T1/T2 - P355N L210 - L485
A 369 / A 210 / A 106
Drobnoziarniste stale konstrukcyjne
StE 355 do StE 550 TStE 355 do TStE 550 EStE 355 do EStE 550
S255 (NL1/2) S550 (QL /1)
A 516 / A 255 / A 333 A 350 / A 612 / A 714
Stale wg normy API X 42 - X 80 Stale okrętowe 15NiCrMo10-6
(HY80) G19NiCrMo12-6
HY80 (spec) Dopuszczenia:
BWB-WIWEB
Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si P S Ni
0,05 1,4 0,6 < 0,015 < 0,015 2,0
Własności mechaniczne stopiwa (Wartości typowe w osłonie M21):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] - 40°C - 60°C
u > 550 640 - 820 > 26 > 80 > 47
u : bez obróbki cieplnej
Średnica: Ø 1,0 – 1,6 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Rurkowy bezszwowy drut proszkowy d o spawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 24
STEIN-MEGAFIL 250 M Typ: Metaliczno-proszkowy drut do spawania w osłonie M21, bez ŜuŜla.
Zakres zastosowania: Budowa zbiorników, dźwigów, suwnic, maszyn i urządzeń. Konstrukcje stalowe.
Własności: Bardzo dobre ponowne zajarzanie łuku. Zdatność do spawania robotami.
MoŜliwe spawanie wielowarstwowe bez czyszczenia spoin między warstwami. W zakresie łuku zwarciowego i natryskowego uniwersalny w zastosowaniu. Bardzo dobra zdolność łączenia szczelin przy wykonywaniu przetopu. Typ wysokowydajny, równieŜ przy przetwarzaniu drobnoziarnistych stali konstrukcyjnych o podwyŜszonej wytrzymałości.
Oznaczenia norm: EN ISO 18276 A AWS / ASME – SFA-5.28 AWS / ASME – SFA-5.29
: T 69 6 Z M M 1 H5 : E 110 C-G H4 : E 111 T1-G H4
Materiały: DIN EN ASTM Stale rurowe St 35.8, St 45.8,
StE 290.7 TM StE 690.7 TM
P290T1/T2 - P355N L210 - L690
A 369 / A 210 / A 106 A 618 / A 714
Drobnoziarniste stale konstrukcyjne
StE 355 do StE 550 TStE 355 do T StE 550 EStE 355 do EStE 550
S255 (NL1/2) S550 (QL/1)
A 516 / A 255 / A 333 A 350 / A 612 / A 714
Stale wg normy API X 42 - X 80 Stale okrętowe 15NiCrMo10-6 (HY80)
16NiCrMo12-6 (HY100) G19NiCrMo12-6
HY80 (spec) HY100 (spec) Dopuszczenia:
BWB-WIWEB
Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si P S Ni
0,05 1,4 0,6 < 0,015 < 0,015 2,8
Własności mechaniczne stopiwa (Wartości typowe w osłonie M21):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] - 40°C - 60°C
u > 690 770 - 940 > 17 > 80 > 47
u : bez obróbki cieplnej
Średnica: Ø 1,0 – 1,6 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Rurkowy bezszwowy drut proszkowy do spawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 25
STEIN-MEGAFIL 742 M Typ: Metaliczno-proszkowy drut do spawania w osłonie M21, bez ŜuŜla.
Zakres zastosowania: Budowa zbiorników, dźwigów, suwnic, maszyn i urządzeń. Konstrukcje stalowe.
Własności: Bardzo dobre ponowne zajarzanie łuku. Zdatność do spawania robotami.
MoŜliwe spawanie wielowarstwowe bez czyszczenia spoin między warstwami. W zakresie łuku zwarciowego i natryskowego uniwersalny w zastosowaniu. Bardzo dobra zdolność łączenia szczelin przy wykonywaniu przetopu. Typ wysokowydajny, równieŜ przy przetwarzaniu drobnoziarnistych stali konstrukcyjnych o podwyŜszonej wytrzymałości.
Oznaczenia norm: EN ISO 18276 A AWS / ASME – SFA-5.28 AWS / ASME – SFA-5.29
: T 69 6 Mn2NiCrMo M M 1 H5 : E 110 C-G H4 : E 111 T1-K4 H4
Materiały: DIN EN ASTM Stale rurowe TM do StE 690.7 TM do L690M do A 714 Wysokowytrzymałe drobnoziarniste stale konstrukcyjne ulepszone cieplnie
do StE 690 V
do S690QL
do A 709 / A 515 / A 517
Wysokowytrzymałe drobnoziarniste stale konstrukcyjne mrozoodporne
do ESTE 690 VA HY100 16NiCrMo12-6
do S690G1QL1 do A 514 / A 633 / A 709
Dopuszczenia: TÜV, DNV, LR, BWB-WIWEB, DGA Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si P S Cr Ni Mo
0,05 1,6 0,4 < 0,015 < 0,015 0,5 2,2 0,5
Własności mechaniczne stopiwa (Wartości typowe w osłonie M21): ISO - Charpy V [ J ] Obróbka
cieplna Rp0,2
[ N / mm² ] Rm
[ N / mm² ]
A5
[ % ] - 40°C - 60°C
u oraz s > 690 770 - 940 > 17 > 69 > 69
u : bez obróbki cieplnej s: wyŜarzanie odpręŜające
Średnica: Ø 1,0 – 1,6 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Rurkowy bezszwowy drut proszkowy do spawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 26
STEIN-MEGAFIL 807 M Typ: Metaliczno-proszkowy drut do spawania w osłonie M21, bez ŜuŜla.
Zakres zastosowania:
Konstrukcje stalowe, budowa dźwigów, suwnic, zbiorników, maszyn i urządzeń.
Własności:
Bardzo dobre ponowne zajarzanie łuku. Zdatność do spawania robotami. MoŜliwe spawanie wielowarstwowe bez czyszczenia spoin między warstwami. W zakresie łuku zwarciowego i natryskowego uniwersalny w zastosowaniu. Bardzo dobra zdolność łączenia szczelin przy wykonywaniu przetopu. Typ wysokowydajny, równieŜ przy przetwarzaniu wysokowytrzymałych drobnoziarnistych stali konstrukcyjnych. Stopiwo zdatne do ulepszania cieplnego.
Oznaczenia norm: EN ISO 18276 A AWS / ASME – SFA-5.28 AWS / ASME – SFA-5.29
: T 89 4 Z M M 1 H5 : E 110 C-G H4 : E 120 T1-G H4
Materiały: DIN EN ASTM Stale rurowe TM do StE 890 S890QL1 do A 714 / A 709
A 515 / A 517 Wysokowytrzymałe drobnoziarniste stale konstrukcyjne ulepszone cieplnie
25CrMo4 34CrMo4 28NiCrMo44 42CrMo4
25CrMo4 34CrMo4 28NiCrMo5-5 42CrMo4
4130 (SAE) 4137 (SAE) 4140 (SAE) / A 519
Wysokowytrzymałe drobnoziarniste stale konstrukcyjne mrozoodporne
do StE 890 V do S890QL1 do A 714 / A 709 A 515 / A 517
Dopuszczenia: - - - Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si P S Cr Ni Mo
0,07 1,3 0,6 < 0,015 < 0,015 1,2 2,3 1,0
Własności mechaniczne stopiwa (Wartości typowe w osłonie M21): ISO - Charpy V [ J ] Obróbka
cieplna Rp0,2
[ N / mm² ] Rm
[ N / mm² ]
A5
[ % ] RT
u > 890 940 - 1180 > 15 > 60
s > 700 800 - 950 > 15 > 47
u : bez obróbki cieplnej s: wyŜarzanie odpręŜające Średnica: Ø 1,0 – 1,6 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Rurkowy bezszwowy drut proszkowy do spawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 27
STEIN-MEGAFIL 1100 M Typ: Metaliczno-proszkowy drut do spawania w osłonie M21, bez ŜuŜla.
Zakres zastosowania: Konstrukcje stalowe, budowa dźwigów, suwnic, zbiorników, maszyn i urządzeń.
Własności: Bardzo dobre ponowne zajarzanie łuku. Zdatność do spawania robotami.
MoŜliwe spawanie wielowarstwowe bez czyszczenia spoin między warstwami. W zakresie łuku zwarciowego i natryskowego uniwersalny w zastosowaniu. Bardzo dobra zdolność łączenia szczelin przy wykonywaniu przetopu. Typ wysokowydajny, równieŜ przy przetwarzaniu wysokowytrzymałych drobnoziarnistych stali konstrukcyjnych.
Oznaczenia norm: EN ISO 18276 A AWS / ASME – SFA-5.28 AWS / ASME – SFA-5.29
: T 89 4 Z M M 1 H5 : E 110 C-G H4 : E 120 T1-G H4
Materiały: DIN EN ASTM Stale rurowe TM do StE 890 S890QL1
do A 714 / A 709 A 515 / A 517
Wysokowytrzymałe drobnoziarniste stale konstrukcyjne mrozoodporne
do STE 960 (1100) do S960QL1 (S1100)
do A 714 / A 709 A 515 / A 517
Dopuszczenia: TÜV Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si P S Cr Ni Mo
0,07 1,5 0,5 < 0,015 < 0,015 0,8 2,7 0,8
Własności mechaniczne stopiwa (Wartości typowe w osłonie M21):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] ± 0°C -20°C
u > 960 980 - 1180 > 8 > 55 > 47
u : bez obróbki cieplnej
Średnica: Ø 1,2 – 1,6 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Rurkowy bezszwowy drut proszkowy do spawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 28
STEIN-MEGAFIL 713 R Typ: Mikrostopowy rutylowy drut proszkowy z szybko krzepnącym ŜuŜlem do
spawania w osłonie CO2 oraz M21.
Zakres zastosowania: Konstrukcje stalowe, budowa okrętów, zbiorników, maszyn i rurociągów.
Własności: Doskonałe formowanie spoiny, bardzo dobra zdatność do pozycji przymusowych przy ekstremalnie wysokim natęŜeniu prądu. Temperatura uŜytkowania do -40°C. Bardzo dobrze zdatny do spawani a orbitalnego MAG oraz do spawania na podkładce ceramicznej we wszystkich pozycjach. Minimalne ubytki poprzez rozpryski. Dobre i łatwe oddzielanie ŜuŜla.
Oznaczenia norm: EN 758 AWS / ASME – SFA-5.20
: T 46 2 P C 1 H5 / T 46 4 P M 1 H5 : E 71 T-1 H4
Materiały: DIN EN ASTM Stale okrętowe A, B, D, E, AH 32 - EH 36 A 131 Niestopowe stale konstrukcyjne St 33, St 37-2 do St 52-3 S185, S235 - S355 A 106 / A 515 / A 714
Stale kotłowe H I, H II, 17Mn4, 19Mn5 P235GH, P265GH, P295GH, P355GH
A 283 / A 285 / A 414 A 662 / A 372
Stale rurowe St 35.8, St 45.8 StE 210.7 TM - StE 480.7 TM
P235T1/T2 - P355N L210 - L485 A 369 / A 210 / A 106
Drobnoziarniste stale konstrukcyjne StE 255 do StE 460 S255 - S460 A 516 / A 255 / A 333
A 350 / A 612 Stale wg normy API X 42 - X 70
Dopuszczenia:
TÜV, DB, GL, BV, LR, DNV, RINA, FORCE, ABS, CWB, PRS
Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si P S
0,05 1,3 0,5 < 0,015 < 0,015
Własności mechaniczne stopiwa (Wartości typowe w osłonie M21): Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] ISO - Charpy V [ J ]
- 20°C (CO 2) - 40°C (M21)
u > 460 530 - 680 > 22 > 60 > 60
u : bez obróbki cieplnej Średnica: Ø 1,0 – 2,4 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Rurkowy bezszwowy drut proszkowy do spawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 29
STEIN-MEGAFIL 781 R Typ: Mikrostopowy rutylowy drut proszkowy z szybko krzepnącym ŜuŜlem do
spawania w osłonie M21.
Zakres zastosowania: Konstrukcje i urządzenia odporne na korozję atmosferyczną.
Własności: Doskonałe formowanie spoiny, bardzo dobra zdatność do pozycji przymusowych. Bardzo dobrze zdatny do spawania zmechanizowanego MAG oraz do spawania na podkładce ceramicznej we wszystkich pozycjach. Minimalne ubytki poprzez rozpryski. Dobre i łatwe oddzielanie ŜuŜla.
Oznaczenia norm: EN 758 AWS / ASME – SFA-5.29
: T 46 2 Z P M 1 H5 : E 81 T1-G H4
Materiały: DIN EN ASTM Stale odporne na korozję atmosferyczną. Stale stopowe CuNi
WT St 37, WT St 52-3 STE 420 - 460 COR-TEN A,B,C Patinax 37
S235JRW - S355JRW 9CrNiCuP3-2-4
A 242 / A 441 / A 423 A 588
Drobnoziarniste stale konstrukcyjne
WStE 420 do StE 460 S255 - S460 A 516 / A 255 / A 333 A 350 / A 612
Dopuszczenia:
- - -
Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si P S Ni Cu
0,05 1,3 0,5 < 0,015 < 0,015 1,2 0,5
Własności mechaniczne stopiwa (Wartości typowe w osłonie M21):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] - 20°C - 40°C
u > 460 530 - 680 > 22 > 60 > 47
u : bez obróbki cieplnej
Średnica: Ø 1,2 – 1,6 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Rurkowy bezszwowy drut proszkowy do spawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 30
STEIN-MEGAFIL 821 R Typ: Mikrostopowy rutylowy drut proszkowy z szybko krzepnącym ŜuŜlem do
spawania w osłonie CO2 oraz M21.
Zakres zastosowania: Konstrukcje stalowe, budowa okrętów, zbiorników, maszyn i rurociągów.
Własności: Doskonałe formowanie spoiny, bardzo dobra zdatność do pozycji przymusowych przy ekstremalnie wysokim natęŜeniu prądu. Temperatura uŜytkowania do -60°C. Bardzo dobrze zdatny do spawani a orbitalnego MAG oraz do spawania na podkładce ceramicznej we wszystkich pozycjach. Minimalne ubytki poprzez rozpryski. Dobre i łatwe oddzielanie ŜuŜla. Przetestowany zgodnie z CTOD.
Oznaczenia norm: EN 758 AWS / ASME – SFA-5.29
: T 50 6 1Ni P M 1 H5 / T 46 4 1Ni P C 1 H5 : E 81 T1-Ni1 H4
Materiały: DIN EN ASTM Stale okrętowe A, B, D, E, AH 32 - EH 36 A 131 Niestopowe stale konstrukcyjne
St 33, St 37-2 do St 52-3 S185, S235 - S355 A 106 / A 515 / A 714
Stale kotłowe H I, H II, 17Mn4, 19Mn5
P235GH, P265GH, P295GH,
A 283 / A 285 / A 414 A 662 / A 372
Stale rurowe St 35.8, St 45.8 StE 210.7 TM - StE 480.7 TM
P235T1/T2 - P355N L210 - L485
A 369 / A 210 / A 106 A 516 / A 573 / A 707
Drobnoziarniste stale konstrukcyjne
StE 255 do StE 500 S255 - S500 (NL1, 2) A 516 / A 255 / A 299 A 333 / A 350 / A 612
Stale wg normy API X 42 do X 80
Dopuszczenia: TÜV, DB, GL, BV, LR, DNV, RINA, FORCE, ABS, CWB, PRS
Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si P S Ni
0,05 1,3 0,5 < 0,015 < 0,015 0,8
Własności mechaniczne stopiwa (Wartości typowe):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] - 40°C (CO 2) - 60°C (M21)
u > 500 560 - 720 > 20 > 60 > 47
u : bez obróbki cieplnej Średnica: Ø 1,0 – 1,6 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Rurkowy bezszwowy drut proszkowy do sp awania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 31
STEIN-MEGAFIL 822 R Typ: Mikrostopowy rutylowy drut proszkowy z szybko krzepnącym ŜuŜlem do
spawania w osłonie CO2 oraz M21.
Zakres zastosowania: Konstrukcje stalowe, budowa okrętów, zbiorników, maszyn i rurociągów.
Własności: Doskonałe formowanie spoiny, bardzo dobra zdatność do pozycji przymusowych przy ekstremalnie wysokim natęŜeniu prądu. Temperatura uŜytkowania do -60°C. Bardzo dobrze zdatny do spawani a orbitalnego MAG oraz do spawania na podkładce ceramicznej we wszystkich pozycjach. Minimalne ubytki poprzez rozpryski. Dobre i łatwe oddzielanie ŜuŜla.
Oznaczenia norm: EN 758 AWS / ASME – SFA-5.29
: T 50 6 1Ni P M 1 H5 / T 46 4 1Ni P C 1 H5 : E 81 T1-Ni1 H4
Materiały: DIN EN ASTM Stale okrętowe A, B, D, AH 32 do EH 36 A 131 Niestopowe stale konstrukcyjne
St 33, St 37-2 do St 52-3 S185, S235 - S355 A 106 / A 515 / A 714
Stale kotłowe H I, H II, 17Mn4, 19Mn5
P235GH, P265GH, P295GH,
A 283 / A 285 / A 414 A 662 / A 372
Stale rurowe St 35.8, St 45.8 StE 210.7 TM - StE 480.7 TM
P235T1/T2 - P355N L210 - L485
A 369 / A 210 / A 106 A 516 / A 573 / A 707
Drobnoziarniste stale konstrukcyjne
StE 255 - StE 500 S255 - S500 (NL1, 2) A 516 / A 255 / A 299 A 333 / A 350 / A 612
Stale wg normy API X 42 do X 80 Dopuszczenia: GL, LR, DNV, ABS Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si P S Ni
0,05 1,3 0,5 < 0,015 < 0,015 1,0
Własności mechaniczne stopiwa (Wartości typowe w osłonie CO2 oraz M21):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] - 40°C - 60°C
u > 500 560 - 720 > 20 > 60 > 47
u : bez obróbki cieplnej
Średnica: Ø 1,0 – 1,6 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Rurkowy bezszwowy drut proszkowy do spawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 32
STEIN-MEGAFIL 550 R Typ: Mikrostopowy rutylowy drut proszkowy z szybko krzepnącym ŜuŜlem do
spawania w osłonie oraz M21.
Zakres zastosowania: Konstrukcje stalowe, budowa dźwigów, zbiorników, urządzeń, okrętów specjalnych.
Własności: Doskonałe formowanie spoiny, bardzo dobra zdatność do pozycji przymusowych przy ekstremalnie wysokim natęŜeniu prądu. Temperatura uŜytkowania do -60°C. Bardzo dobrze zdatny do spawani a orbitalnego MAG oraz do spawania na podkładce ceramicznej we wszystkich pozycjach. Minimalne ubytki poprzez rozpryski. Dobre i łatwe oddzielanie ŜuŜla. .
Oznaczenia norm: EN ISO 18276 A EN ISO 18276 B AWS / ASME – SFA-5.29 AWS / ASME – SFA-5.29
: T 55 4 Mn2Ni P M 1 H5 : T 62 4 G T1 M 1 H5 : E 91 T1-GJ H4 : E 62 T1-GJ H4
Materiały: DIN EN ASTM Stale rurowe St 35.8, St 45.8
StE 290.7 TM - StE 550.7 TM
P290T1/T2 - P355N L210 - L550
A 369 / A 210 / A 106 A 618
Drobnoziarniste stale konstrukcyjne
StE 355 do StE 550 TStE 355 do TStE 550 EStE 355 do EStE 550
S255(NL1/2) - S550(QL/1) A 516 / A 255 / A 333 A 350 / A 612 / A 714
Stale wg normy API X 42 - X 80 Stale okrętowe 15NiCrMo10-6 (HY80) G 19NiCrMo12-6
HY80 (spec) Dopuszczenia:
---
Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si P S Ni
0,05 1,6 0,5 < 0,015 < 0,015 2,0
Własności mechaniczne stopiwa (Wartości typowe w osłonie M21):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] - 40°C - 60°C
u > 550 640 - 820 > 18 > 60 > 47
u : bez obróbki cieplnej Średnica: Ø 1,2 mm Konfekcjonowanie: patrz rozdział H
Rurkowy bezszwowy drut proszkowy do spa wania MAG
Pozycje spawania
= +
Rodzaj prądu Biegunowość

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 33
STEIN-MEGAFIL 690 R Typ: Mikrostopowy rutylowy drut proszkowy z szybko krzepnącym ŜuŜlem do
spawania w osłonie M21.
Zakres zastosowania: Konstrukcje stalowe, budowa okrętów, zbiorników, maszyn i rurociągów. Stale z granicą plastyczności do 690 N/mm2.
Własności: Doskonałe formowanie spoiny, bardzo dobra zdatność do pozycji przymusowych. Temperatura uŜytkowania do -40°C. Dobrze zdatny do spawania orbitalnego MAG oraz do spawania na podkładce ceramicznej we wszystkich pozycjach. Minimalne ubytki poprzez rozpryski. Dobre i łatwe oddzielanie ŜuŜla.
Oznaczenia norm: EN ISO 18726 A AWS / ASME – SFA-5.29
: T 69 4 Z P M 1 H5 : E 110 T1-K4 M J H4 : E 761 T1-K4 M J H4
Materiały: DIN EN ASTM
Stale rurowe TM do StE 690.7 TM do L690M do A 714 Wysokowytrzymałe drobnoziarniste stale konstrukcyjne ulepszone cieplnie
do StE 690 V
do S690QL
do A 709 / A 515 / A 517
Wysokowytrzymałe drobnoziarniste stale konstrukcyjne mrozoodporne
do ESTE 690 VA
do S690G1QL1
A 633 / A 709 A 514 any grade HY80 / HY100 HSLA-80 / HSLA-100
Dopuszczenia: DNV, LR, GL, BV, ABS Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si P S Ni Cr Mo V
< 0,08 1,7 0,5 < 0,015 < 0,015 2,0 0,2 0,3 0,05
Własności mechaniczne stopiwa (Wartości typowe w osłonie M21):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] - 40°C - 60°C
u ≥ 690 770 - 940 > 17 > 69 > 47
u : bez obróbki cieplnej
Średnica: Ø 1,2 mm Konfekcjonowanie: patrz rozdział H
Rurkowy bezszwowy drut proszkowy do spawania MAG
Pozycje spawania
= +
Rodzaj prądu Biegunowość

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 34
STEIN-MEGAFIL 825 R Typ: Mikrostopowy rutylowy drut proszkowy z szybko krzepnącym ŜuŜlem do
spawania w osłonie M21.
Zakres zastosowania: Konstrukcje stalowe, budowa okrętów, zbiorników, maszyn i rurociągów.
Własności: Doskonałe formowanie spoiny, bardzo dobra zdatność do pozycji przymusowych. Bardzo dobrze zdatny do spawania zmechanizowanego MAG oraz do spawania na podkładce ceramicznej we wszystkich pozycjach. Minimalne ubytki poprzez rozpryski. Dobre i łatwe oddzielanie ŜuŜla.
Oznaczenia norm: EN ISO 17634 A AWS / ASME – SFA-5.29
: T Mo P M 1 H5 : E 81 T1-A1 H4
Materiały: DIN EN ASTM Stale kotłowe H I, H II, 17Mn4,
19Mn5, 15Mo3, 16Mo3 P235GH, P265GH, P295GH, 16Mo3
A 283 / A 285 / A 414 A 662 / A 372 / A 204
Stale rurowe St 35.8, St 45.8 StE 290.7 TM - StE 480.7 TM
P235T1/T2 - P355N L290 - L485
A 369 / A 210 / A 106
Drobnoziarniste stale konstrukcyjne
StE 255 do StE 460 S255 - S460 A 516 / A 255 / A 333 A 350 / A 612
Dopuszczenia:
TÜV
Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si P S Mo
0,05 1,4 0,5 < 0,015 < 0,015 0,5
Własności mechaniczne stopiwa (Wartości typowe w osłonie M21):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] RT
u oraz s > 460 550 - 740 > 20 > 70
u : bez obróbki cieplnej s: wyŜarzanie odpręŜające
Średnica: Ø 1,0 – 1,6 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Rurkowy bezszwowy drut proszkowy do spawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 35
STEIN-MEGAFIL 836 R Typ: Mikrostopowy rutylowy drut proszkowy z szybko krzepnącym ŜuŜlem do
spawania w osłonie M21.
Zakres zastosowania: Konstrukcje stalowe, budowa okrętów, zbiorników, maszyn i rurociągów. Budowa kotłów i turbin parowych.
Własności: Doskonałe formowanie spoiny, bardzo dobra zdatność do pozycji przymusowych. Dobra zdatność do efektywnego przetwarzania Ŝarowytrzymałych stali chromo-molibdenowych do 550 °C. Spoiny sprawdzane radiograficznie bez wad. Bardzo dobrze zdatny do spawania orbitalnego MAG oraz do spawania na podkładce ceramicznej we wszystkich pozycjach. Minimalne ubytki poprzez rozpryski. Dobre i łatwe oddzielanie ŜuŜla.
Oznaczenia norm: EN ISO 17634 A AWS / ASME – SFA-5.29
: T CrMo1 P M 1 H5 : E 81 T1-B2 H4
Materiały: DIN EN ASTM Stale kotłowe 13CrMo44
24CrMo5 13CrMo4-5
A 182 / A387
Staliwo GS17CrMo55 GS22CrMo54
GS17CrMo5-5 GS22CrMo5-4
A 217
Dopuszczenia:
- - -
Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si P S Cr Mo
0,05 1,4 0,5 < 0,015 < 0,015 1,1 0,5
Własności mechaniczne stopiwa (Wartości typowe w osłonie M21):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] RT
680°C/2h > 460 550 - 740 > 20 > 70
Średnica: Ø 1,0 – 1,6 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Rurkowy bezszwowy drut proszkowy do spawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 36
STEIN-MEGAFIL 731 B Typ: Wysokozasadowy drut proszkowy z ŜuŜlem do spawania
w osłonie CO2 oraz M21.
Zakres zastosowania: Konstrukcje stalowe, budowa okrętów, zbiorników, maszyn i rurociągów.
Własności: Uwarunkowane wysokozasadowym ŜuŜlem, stopiwo bardzo odporne na pękanie. Wysokie własności mechaniczne, takŜe przy spawaniu jednostronnym na podkładce ceramicznej. Dobra zdatność do stali wysokowęglowych i przy połączeniach róŜnorodnych. Pod względem metalurgicznym, idealny materiał dodatkowy do napraw, w produkcji oraz przy spawaniu warstw buforowych. Niewielkie rozpryski.
Oznaczenia norm: EN 758 AWS / ASME – SFA-5.20
: T 42 4 B C 3 H5 / T 42 4 B M 3 H5 : E 70 T-5 H4
Materiały: DIN EN ASTM Stale okrętowe A, B, D, E, AH 32 do EH 36 A 131 Niestopowe stale konstrukcyjne
St 33, St 37-2 do St 52-3 S185, S235 - S355 A 106 / A 515 / A 714
Stale kotłowe HI, HII, 17Mn4, 19Mn5
P235GH, P265GH, P295GH
A 283 / A 285 / A 414 A 662 / A 372
Stale rurowe St 35.8, St 45.8 StE 210.7 TM - StE 480.7 TM
P235T1/T2 - P355N L210 - L485
A 369 / A 210 / A 106
Drobnoziarniste stale konstrukcyjne
StE 255 do StE 460 S255 - S460 A 516 / A 255 / A 333 A 350 / A 612
Stale wg normy API X 42 do X 70
Dopuszczenia:
TÜV, DB, GL, BV, LR, ABS, PRS, DNV
Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si P S
0,05 1,4 0,6 < 0,015 < 0,015
Własności mechaniczne stopiwa (Wartości typowe w osłonie M21): ISO - Charpy V [ J ] Obróbka
cieplna Rp0,2
[ N / mm² ] Rm
[ N / mm² ]
A5
[ % ] - 20°C - 40°C
u + s > 460 530 - 680 > 27 > 100 > 60
u : bez obróbki cieplnej s: wyŜarzanie odpręŜające
Średnica: Ø 1,0 – 2,4 mm Konfekcjonowanie: patrz rozdział H
Rodzaj prądu Biegunowość
Pozycje spawania
= +
Rurkowy bezszwowy drut proszkowy do spawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 37
STEIN-MEGAFIL 735 B
Typ: Wysokozasadowy drut proszkowy z ŜuŜlem do spawania w osłonie CO2 oraz M21.
Zakres zastosowania: Konstrukcje stalowe, budowa okrętów, zbiorników, maszyn, rurociągów, kotłów i turbin parowych.
Własności: Uwarunkowane wysokozasadowym ŜuŜlem, stopiwo bardzo odporne na pękanie. Bardzo niska zawartość wodoru. Dobra zdatność do efektywnego przetwarzania Ŝarowytrzymałych stali molibdenowych do 500 °C. Niewielkie rozpryski.
Oznaczenia norm: EN ISO 17634 A AWS / ASME – SFA-5.29
: T Mo B C 3 H5 / T Mo B M 3 H5 : E 80 T5-G H4
Materiały: DIN EN ASTM Stale kotłowe H I, H II, 17Mn4,
19Mn5, 15Mo3, 16Mo3 P235GH, P265GH, P295GH, 16Mo3
A 283 / A 285 / A 414 A 662 / A 372 / A 204
Stale rurowe St 35.8, St 45.8, StE 290.7 TM - StE 480.7 TM
P235T1/T2 - P355N L290 - L485
A 369 / A 210 / A 106
Drobnoziarniste stale konstrukcyjne
StE 255 do StE 460 S255 - S460 A 516 / A 255 / A 333 A 350 / A 612
Dopuszczenia:
TÜV
Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si P S Mo
0,05 1,4 0,3 < 0,015 < 0,015 0,5
Własności mechaniczne stopiwa (Wartości typowe w osłonie M21):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] RT - 40°C
u oraz s > 460 550 - 740 > 22 > 120 > 47
u : bez obróbki cieplnej s: wyŜarzanie odpręŜające
Średnica: Ø 1,2 – 1,6 mm Konfekcjonowanie: patrz rozdział H
Rodzaj prądu Biegunowość
Pozycje spawania
= +
Rurkowy bezszwo wy drut proszkowy do spawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 38
STEIN-MEGAFIL 736 B Typ: Wysokozasadowy drut proszkowy z ŜuŜlem do spawania
w osłonie CO2 oraz M21.
Zakres zastosowania: Konstrukcje stalowe, budowa okrętów, zbiorników, maszyn, rurociągów, kotłów i turbin parowych.
Własności: Uwarunkowane wysokozasadowym ŜuŜlem, stopiwo bardzo odporne na pękanie. Bardzo niska zawartość wodoru. Dobra zdatność do efektywnego przetwarzania Ŝarowytrzymałych stali chromo-molibdenowych do 550 °C. Niewielkie rozpryski.
Oznaczenia norm: EN ISO 17634 A AWS / ASME – SFA-5.29
: T CrMo1 B C 3 H5 / T CrMo1 B M 3 H5 : E 80 T5-B2 H4
Materiały: DIN EN ASTM Stale kotłowe 13CrMo44
24CrMo5 13CrMo4-5 A 182 / A 387
Staliwo GS17CrMo55 GS22CrMo54
G17CrMo5-5 G22CrMo5-4
A 217
Dopuszczenia:
TÜV
Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si P S Cr Mo
0,05 1,4 0,3 < 0,015 < 0,015 1,1 0,5
Własności mechaniczne stopiwa (Wartości typowe w osłonie M21):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] RT
680°C/2h > 460 550 - 740 > 20 > 80
Średnica: Ø 1,2 – 1,6 mm Konfekcjonowanie: patrz rozdział H
Rodzaj prądu Biegunowość
Pozycje spawania
= +
Rurkowy bezszwowy drut proszkowy do spawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 39
STEIN-MEGAFIL 737 B Typ: Wysokozasadowy drut proszkowy z ŜuŜlem do spawania
w osłonie CO2 oraz M21.
Zakres zastosowania: Konstrukcje stalowe, budowa okrętów, zbiorników, maszyn, rurociągów, kotłów i turbin parowych.
Własności: Uwarunkowane wysokozasadowym ŜuŜlem, stopiwo bardzo odporne na pękanie. Bardzo niska zawartość wodoru. Dobra zdatność do efektywnego przetwarzania Ŝarowytrzymałych stali odpornych na działanie wodoru 2 ¼Cr1Mo. Niewielkie rozpryski. Ze względu na znikome zanieczyszczenie stopiwa, zastają zachowane wymagania wyŜarzania stopniowego (stepp cooling).
Oznaczenia norm: EN ISO 17634 A AWS / ASME – SFA-5.29
: T CrMo2 B M 3 H5 / T CrMo2 B C 3 H5 : E 80 T5-G H4
Materiały: DIN EN ASTM Stale kotłowe 10CrMo9 10
10CrSiMoV7 12CrMo9 10 itp.
10CrMo9-10 12CrMo9-10
A 182 / A 217 / A 541
Dopuszczenia:
TÜV
Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si P S Cr Mo
0,07 1,0 0,3 < 0,015 < 0,015 2,3 1,1
Własności mechaniczne stopiwa (Wartości typowe w osłonie M21):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] RT ± 0 -15
A 5h/680°C/pow. 17h /700°C/pow. > 400 500 - 680 > 20 > 120 > 100 > 80
Średnica: Ø 1,2 – 1,6 mm Konfekcjonowanie: patrz rozdział H
Rodzaj prądu Biegunowość
Pozycje spawania
= +
Rurkowy bezszwowy drut proszkowy do spawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 40
STEIN-MEGAFIL 838 B
Typ: Wysokozasadowy drut proszkowy z ŜuŜlem do spawania w osłonie CO2 oraz M21
Zakres zastosowania: Odlewnie, spawalnie.
Własności: Uwarunkowane wysokozasadowym ŜuŜlem, stopiwo bardzo odporne na pękanie. Bardzo niska zawartość wodoru. Dobra zdatność do efektywnego przetwarzania Ŝarowytrzymałych stali CrMoV do 550 °C. Niewielkie rozpryski.
Oznaczenia norm: EN ISO 17634 A AWS / ASME – SFA-5.29
: T CrMo1 B M 3 H5 / T CrMo1 B C 3 H5 : E 80 T5-G H4
Materiały: DIN EN ASTM
Staliwo GS-17 CrMoV 5 11 24 CrMo 5
GS17 CrMoV5-17 A 356
Stale Ŝarowytrzymałe 21 CrMoV 5 11
21CrMoV5-11
Dopuszczenia:
- - -
Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si P S Cr Mo Ni V
0,10 0,9 0,3 < 0,015 < 0,015 1,1 1,2 0,35 0,25
Własności mechaniczne stopiwa (Wartości typowe w osłonie M21):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] RT
680°C / 6h > 500 650 – 780 > 15 > 47
5h/920°C/pow. 16h /680°C/piec > 440 590 – 780 > 15 > 47
5h/920°C/olej 16h /680°C/pow. > 440 590 – 780 > 15 > 47
Średnica: Ø 1,2 - 1,6 mm Konfekcjonowanie: patrz rozdział H
Rurkowy bezszwowy drut proszkowy do spawania MAG
Rodzaj prądu Biegunowość
Pozycje spawania
= +

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 41
STEIN-MEGAFIL 740 B Typ: Wysokozasadowy drut proszkowy z ŜuŜlem do spawania
w osłonie CO2 oraz M21.
Zakres zastosowania: Budowa zbiorników, dźwigów, suwnic, maszyn i urządzeń. Odlewnictwo.
Własności: Uwarunkowane wysokozasadowym ŜuŜlem, stopiwo bardzo odporne na pękanie. Bardzo niska zawartość wodoru. Dobra zdatność do efektywnego przetwarzania drobnoziarnistych stali konstrukcyjnych o podwyŜszonej wytrzymałości. Niewielkie rozpryski. Równomierny zarys spoiny. Dobre i łatwe oddzielanie ŜuŜla.
Oznaczenia norm: EN 758 AWS / ASME – SFA-5.29
: T 46 6 1Ni B C 3 H5 / T 46 6 1Ni B M 3 H5 : E 80 T5-G H4
Materiały: DIN EN ASTM Drobnoziarniste stale konstrukcyjne
StE 355 do StE 460 EStE 355 do EStE 460 TStE 355 do TStE 460
S355 (NL1/2) - S460 (QL/1)
A 516 / A 255 / A 333 A 350 / A 612 / A 714
Stale wg normy API X 42 do X 80
Dopuszczenia:
TÜV, DB
Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si P S Ni
0,05 1,2 0,4 < 0,015 < 0,015 1,0
Własności mechaniczne stopiwa (Wartości typowe w osłonie M21):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] - 40°C - 60°C
u > 460 530 - 680 > 24 > 60 > 47
s > 420 500 - 640 > 24 > 60 > 47
u : bez obróbki cieplnej s: wyŜarzanie odpręŜające
Średnica: Ø 1,0 – 1,6 mm Konfekcjonowanie: patrz rozdział H
Rodzaj prądu Biegunowość
Pozycje spawania
= +
Rurkowy bezszwowy drut proszkowy do spawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 42
STEIN-MEGAFIL 741 B Typ: Wysokozasadowy drut proszkowy z ŜuŜlem do spawania
w osłonie CO2 oraz M21. Zakres zastosowania: Budowa zbiorników, dźwigów, suwnic, maszyn i urządzeń. Odlewnictwo.
Własności: Uwarunkowane wysokozasadowym ŜuŜlem, stopiwo bardzo odporne na
pękanie. Bardzo niska zawartość wodoru. Dobra zdatność do efektywnego przetwarzania drobnoziarnistych stali konstrukcyjnych o podwyŜszonej wytrzymałości. Niewielkie rozpryski. Równomierny zarys spoiny. Dobre i łatwe oddzielanie ŜuŜla.
Oznaczenia norm: EN ISO 18276 A AWS / ASME – SFA-5.29
: T 55 6 1NiMo B C 3 H5 / T 55 6 1NiMo B M 3 H5 : E 90 T-5G H4
Materiały: DIN EN ASTM śarowytrzymałe drobnoziarniste stale konstrukcyjne
15NiCuMoNb5 20MnMoNi4-5 11NiMoV53 17MnMoV6-4
A 302 / A508 / A 533
Drobnoziarniste stale konstrukcyjne
StE 255 do StE 550 S255 - S550 A 516 / A 255 / A 299 A 333 / A 350 / A 612
Stale wg normy API X 42 do X 80 Dopuszczenia:
TÜV
Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si P S Ni Mo
0,05 1,2 0,4 < 0,015 < 0,015 1,0 0,5
Własności mechaniczne stopiwa (Wartości typowe w osłonie M21):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] - 40°C - 60°C
u > 550 640 - 820 > 18 > 60 > 47
s > 540 630 - 710 > 18 > 60 > 47
u : bez obróbki cieplnej s: wyŜarzanie odpręŜające
Średnica: Ø 1,0 – 1,6 mm Konfekcjonowanie: patrz rozdział H
Rodzaj prądu Biegunowość
Pozycje spawania
= +
Rurkowy bezszwowy drut proszkowy do spawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 43
STEIN-MEGAFIL 742 B Typ: Wysokozasadowy drut proszkowy z ŜuŜlem do spawania
w osłonie M21. Zakres zastosowania: Budowa zbiorników, dźwigów, suwnic, maszyn i urządzeń. Odlewnictwo.
Własności: Uwarunkowane wysokozasadowym ŜuŜlem, stopiwo bardzo odporne na
pękanie. Bardzo niska zawartość wodoru. Dobra zdatność do efektywnego przetwarzania wysokowytrzymałych i mrozoodpornych drobnoziarnistych stali konstrukcyjnych z Rp0,2 > 690 N/mm2. Niewielkie rozpryski. Stabilne wysokie własności mechaniczne stopiwa, równieŜ przy bardzo duŜym doprowadzeniu ciepła do 18 kJ/cm.
Oznaczenia norm: EN ISO 18276 A AWS / ASME – SFA-5.29
: T 69 6 Mn2NiCrMo B M 3 H5 : E 110 T5-K4 H4
Materiały: DIN EN ASTM Stale rurowe TM do StE 690.7 TM do L690M do A 714 Wysokowytrzymałe drobnoziarniste stale konstrukcyjne ulepszone cieplnie
do StE 690 V do S690QL do A 709 / A 515 A 517
Wysokowytrzymałe drobnoziarniste stale konstrukcyjne mrozoodporne
do ESTE 690 VA do S690G1QL1 A 514 / A 633 / A 709
Dopuszczenia:
TÜV, DB, LR
Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si P S Cr Ni Mo
0,05 1,6 0,4 < 0,015 < 0,015 0,5 2,2 0,5
Własności mechaniczne stopiwa (Wartości typowe w osłonie M21):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] - 40°C - 60°C
u > 690 770 - 940 > 17 > 69 > 69
s > 670 760 - 850 > 17 > 69 > 69
u : bez obróbki cieplnej s: wyŜarzanie odpręŜające
Średnica: Ø 1,0 – 1,6 mm Konfekcjonowanie: patrz rozdział H
Rodzaj prądu Biegunowość
Pozycje spawania
= +
Rurkowy bezszwowy drut proszkowy do spawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 44
STEIN-MEGAFIL 745 B Typ: Wysokozasadowy drut proszkowy z ŜuŜlem do spawania
w osłonie M21. Zakres zastosowania: Budowa zbiorników, dźwigów, suwnic, maszyn i urządzeń. Odlewnictwo.
Własności: Uwarunkowane wysokozasadowym ŜuŜlem, stopiwo bardzo odporne na
pękanie. Bardzo niska zawartość wodoru. Dobra zdatność do efektywnego przetwarzania wysokowytrzymałych i mrozoodpornych drobnoziarnistych stali konstrukcyjnych z Rp0,2 > 890 N/mm2. Niewielkie rozpryski. Stabilne wysokie własności mechaniczne stopiwa, równieŜ przy bardzo duŜym doprowadzeniu ciepła do 15 kJ/cm.
Oznaczenia norm: EN ISO 18276 A AWS / ASME – SFA-5.29
: T 89 4 Mn2NiCrMo B M 3 H5 : E 120 T5-G H4
Materiały: DIN EN ASTM Stale rurowe TM do StE 890 S890QL1
do A 714 / A 709 A 515 / A 517
Wysokowytrzymałe drobnoziarniste stale konstrukcyjne mrozoodporne
do STE 960 (1100) do S960QL1 (S1100) do A 714 / A 709 A 515 / A 517
Dopuszczenia:
- - -
Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si P S Cr Ni Mo
0,05 1,6 0,4 < 0,015 < 0,015 1,0 1,8 0,5
Własności mechaniczne stopiwa (Wartości typowe w osłonie M21):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] - 20°C - 40°C
u > 890 940 - 1180 > 15 > 55 > 47
u : bez obróbki cieplnej
Średnica: Ø 1,2 – 1,6 mm Konfekcjonowanie: patrz rozdział H
Rodzaj prądu Biegunowość
Pozycje spawania
= +
Rurkowy bezszwowy drut proszkowy do spawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
A - 45
STEIN-MEGAFIL 807 B Typ: Wysokozasadowy drut proszkowy z ŜuŜlem do spawania
w osłonie M21. Zakres zastosowania: Budowa zbiorników, dźwigów, suwnic, maszyn i urządzeń. Odlewnictwo.
Własności: Uwarunkowane wysokozasadowym ŜuŜlem, stopiwo bardzo odporne na
pękanie. Bardzo niska zawartość wodoru. Dobra zdatność do efektywnego przetwarzania wysokowytrzymałych i mrozoodpornych drobnoziarnistych stali konstrukcyjnych z Rp0,2 > 890 N/mm2. Niewielkie rozpryski. Stabilne wysokie własności mechaniczne stopiwa, równieŜ przy bardzo duŜym doprowadzeniu ciepła do 15 kJ/cm. STEIN-MEGAFIL 807 B posiada stopiwo zdolne do ulepszania cieplnego.
Oznaczenia norm: EN ISO 18276 A AWS / ASME – SFA-5.29
: T 89 4 Mn2Ni1CrMo M 3 H5 : E 120 T5-G H4
Materiały: DIN EN ASTM Stale rurowe TM do StE 890 S890QL1 do A 714 / A 709 / A 515
A 517 Wysokowytrzymałe drobnoziarniste stale konstrukcyjne ulepszone cieplnie
25CrMo4 34CrMo4 28NiCrMo44 42CrMo4
25CrMo4 34CrMo4 28NiCrMo5-5 42CrMo4
4130(SAE) 4137(SAE) 4140(SAE) / A 519
Wysokowytrzymałe drobnoziarniste stale konstrukcyjne mrozoodporne
do ESTE 890 V do S890QL1 do A 714 / A 709 / A 515 A 517
Dopuszczenia:
- - -
Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si P S Cr Ni Mo
0,07 1,4 0,3 < 0,015 < 0,015 1,2 2,0 0,8
Własności mechaniczne stopiwa (Wartości typowe w osłonie M21):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] RT u > 890 940 - 1180 > 15 > 60
a > 700 800 - 950 > 15 > 47
u : bez obróbki cieplnej a: odpuszczanie 2h przy 640°C / piec do 300°C
Średnica: Ø 1,2 – 1,6 mm Konfekcjonowanie: patrz rozdział H
Rodzaj prądu Biegunowość
Pozycje spawania
= +
Rurkowy bezszwowy drut proszkowy do spawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
B - 1
Druty proszkowe do napawania łukowego w osłonie gazów
elektrod ą metalow ą
B

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
B - 2
Spis tre ści Strona
Zestawienie B2-B3 Parametry, wydajność, efektywność B4-B8
Druty proszkowe do napawania łukowego w osłonie gaz ów
Druty proszkowe do napawania łukowego bez osłony ga zów
Nazwa Typ EN 14700 Zakres twardo ści Strona STEIN-MEGAFIL A 861 M Metaliczny T Fe8 50 - 65 HRC B19 STEIN-MEGAFIL A 862 M Metaliczny T Z Fe14 45 - 60 HRC B20 STEIN-MEGAFIL A 863 M Metaliczny T Z Fe15 55 - 65 HRC B21 STEIN-MEGAFIL A 864 M Metaliczny T Fe13 55 - 65 HRC B22 STEIN-MEGAFIL A 867 M Metaliczny T Z Fe16 60 - 70 HRC B23
Formy dostawcze
Nazwa Typ EN 14700 Zakres twardo ści Strona STEIN-MEGAFIL A 730 M Metaliczny T Fe1 225 - 375 HB B9 STEIN-MEGAFIL A 740 M Metaliczny T Fe2 375 - 450 HB B10 STEIN-MEGAFIL A 750 M Metaliczny T Fe6 45 - 55 HRC B11 STEIN-MEGAFIL A 760 M Metaliczny T Fe4 55 - 65 HRC B12 STEIN-MEGAFIL A 13-4 M Metaliczny T Z Fe7 250 - 450 HB B13 STEIN-MEGAFIL A 220 M Metaliczny T Fe9 40 - 50 HRC B14 STEIN-MEGAFIL A 730 B Zasadowy T Fe1 225 - 375 HB B15 STEIN-MEGAFIL A 740 B Zasadowy T Fe2 375 - 450 HB B16 STEIN-MEGAFIL A 750 B Zasadowy T Fe6 45 - 55 HRC B17 STEIN-MEGAFIL A 760 B Zasadowy T Fe4 55 - 65 HRC B18
Nazwa Strona Szpula K 200 / 300 / 435 / 800 H3 Krąg Typ “ A “ H3 Pojemnik POP H4 Szpula D 500 / D 760 H4 Krąg H4 Stojak H4

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
B - 3
PODSTAWY
1. Co rozumieć pod pojęcien „ Napawanie “ ? Podział według normy DIN 1912
Napawanie: Nowy lub zuŜyty obrabiany przedmiot otrzymuje poprzez
napawanie jedynie nową formę. Własności napoiny nie róŜnią się zasadniczo od materiału podstawowego.
Napawanie utwardzaj ące: Poprzez napawanie utwardzające, powierzchnia
obrabianego materiału otrzymuje własności, które róŜnią się od materiału podstawowego np: wyŜszą odpornością na korozję albo ścieranie.
2. Gdzie i kiedy stosuje się napawanie ?
Produkcja nowych elementów Naprawy i regeneracja Efektywność Efektywność Jakość Terminowość Tworzenie stopów Trwałość

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
B - 4
3. Co rozumie ć pod poj ęciem „zu Ŝycie“?
Definicja: ZuŜyciem nazywamy post ępuj ącą utrat ę materiału powierzchni ciała stałego spowodowan ą poprzez:
Wytwarzanie i oddzielanie powierzchni granicznych ( adhezja )
Ubytki materiału poprzez tarcie ( abrazja )
Pękanie i zm ęczenie materiału poprzez obci ąŜenia zmienne
Powstawanie substancji poprzez reakcje chemiczne p odczas tarcia
Analiza procesu zuŜycia elementów układu ciernego
Ciało przeciwne (materiał wywołuj ący zuŜycie)
Substacja po średnia
Korpus (materiał podstawowy)
Medium otaczające ( stałe, płynne, lotne )

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
B - 5
Struktura układu Rodzaj zu Ŝycia Przykłady cz ęści Symbol stopu
ZuŜycie cierne Prowadnice, łoŜa tokarek Fe1, Fe2, Fe3, Cu1
Młot kuźniczy Fe9, Fe10, Al1, Ni2, Ni4 ZuŜycie odbojowe ZuŜycie udarowe
Dźwignia zaworu, krzywka Fe1, Fe2, Fe3
Szyna tramwajowa, zwrotnica
Fe9, Fe10
Koła wózka zwrotnego Fe1, Fe2, Fe3, Fe9
ZuŜycie toczne ZuŜycie cierne
Szyny kolejowe Fe1, Fe9, Fe10
Walec odlewniczy Fe7
Rolka samotoku Fe3, Fe6, Fe7,Fe8
Klatka walców, zwijarka Fe3
ZuŜycie udarowo-toczne Udar cieplny
Matryca kuźnicza Fe3. Fe4, Fe6. Fe8, Co1, Co2, Co3, Ni2, Ni4
ZuŜycie udarowo-ślizgowe na zimno
NóŜ noŜycy, krawędź tnąca Fe4, Fe5, Fe8, Co1,Co2, Co3
NóŜ noŜycy do cięcia na gorąco
Fe4, Fe3, Co2, Ni2, Ni4
Ciało stałe - ciało stałe Stałe - tarcie ciała Tarcie graniczne Tarcie mieszane
ZuŜycie udarowo-ślizgowe na gorąco
Stempel Fe4, Fe3, Co2, Ni2, Ni4
Kruszarka szczękowa, łamacz
Fe6, Fe8, Fe9, Fe14
Ramię bijaka Fe&, Fe8, Fe9
Kruszarka na zimno Fe6, Fe8, Fe9, Fe13, Fe14, Fe15
Obręcz kruszarki walcowej do betonu
Fe6, Fe8
Pierścień młyny węgla i rudy Fe6, Fe8, Fe13, Fe14, Fe15, Fe16
Ruszt paleniska Fe13, Fe14, Fe15
Młot młyna węglowego Fe8, Fe13, Fe14, Fe15
Ciało stałe - ciało stałe i cząsteczki
ZuŜycie udarowo-ślizgowe
Płyta trudnościeralna Fe13, Fe14, Fe15
Lemiesz pługa, ostrze czerpaka
Fe15, Fe20, Ni20
Stół przepływowy, zsuwnia Fe14, Fe15, Fe20, Ni20
Ciało stałe - cz ąsteczki duŜy nacisk powierzchnowy i uderzenie
ZuŜycie udarowo-ślizgowe
Płyta trudnościeralna Fe14, Fe15, Ni1, Ni2, Ni3, Ni4, Ni20
4. Przykłady zastosowania

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
B - 6
Struktura układu Rodzaj zu Ŝycia Przykłady cz ęści Symbol stopu
Wytłaczarka Fe14, Fe15, Fe20, Ni1, Ni3, Ni20, Co2, Co3, Cr1
Przenośnik śrubowy Fe14, Fe15, Fe20, Ni1, Ni3, Ni20, Co2, Cr1
Ostrze czerpaka Fe15, Fe20, Ni20
Ząb zrywarki, spulchniarka Fe6, Fe2, Fe8
Lemiesz pługa Fe2, Fe6, Fe8, Fe20, Ni20
Część mieszadła, dno mieszarki
Fe6, Fe8, Fe14, Fe20, Ni1, Ni3, Ni20
Matryca prasy ceglarskiej Fe6, Fe8, Fe14, Ni1, Ni3
Ciało stałe - ciało stałe i cząsteczki duŜe ciśnienie powierzchniowe
ZuŜycie rowkowania
Część młyna, pierścień młyna Fe14
Zawór wielkiego pieca, zawór gazu wiekopiecowego
Fe6, Fe7, Fe8
StoŜek pieca, obszar ławy pieca Fe6, Fe3, Fe8, (Fe16)
Lej samowyładowczy pieca Fe15, Fe16
Wlew pieca, osprzęt pieca Fe7, Co1, Co2
Wentylator, łopatka wirnika, krawędź wzmacniana
Fe10, Fe15, Fe16, Fe20, Ni1, Ni2, Ni3, Ni4, Ni20
Kruszarka na zimno, skrobacz
Fe15, Fe16
Ciało stałe - cz ąsteczki i gaz
ZuŜycie ziarnowo - ślizgowe T ≥ 500 °C
Wirnik, płyta trudnościeralna Fe14, Fe15, Fe20, Ni1, Ni3, Ni20
Dysza dozownika rurowego, płyta trudnościeralna
Fe14, Fe15
Prowadnik pogłębiarki, jarzmo
Fe6, Fe8
Pompa do płynu Fe6, Fe7, Fe8, Ni1, Ni3
Wypłukiwanie, Erozja płynna
Części mieszalnika Fe6, Fe7, Fe8
Śruba okrętowa Cu1
Ciało stałe - ciecz i cząsteczki
Korozja spowodowana erozją Turbina wodna Fe7, Cu1
WyposaŜenie chemiczne Fe7, Fe11, Fe12 Ciało stałe - ciecz
Korozja
Powierzchnie uszczelniające armatury
Fe7, Co1, Co2, Co3
5. Przykłady zastosowania

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
B - 7
T Fe1
EN 14700
STEIN-MEGAFIL A 730 B
Symbol Rodzaj wyrobu E Elektroda otulona S Drut lity i pręt lity T Drut proszkowy i pręt proszkowy R Pręt odlewany B Taśma lita C Pręt spiekany, taśma proszkowa i taśma spiekana P Proszek metaliczny
Skład chemiczny [ % ] Symbol
stopu Zdatno ść C Cr Ni Mn Mo W V Nb Inne Reszta
Fe1 p ≤ 0,4 ≤ 3,5 - 0,5 - 3 ≤ 1 ≤ 1 ≤ 1 - - Fe Fe2 p 0,4 - 1,2 ≤ 7 ≤ 1 0,5 - 3 ≤ 1 ≤ 1 ≤ 1 - - Fe Fe3 s t 0,2 - 0,5 1 - 8 ≤ 5 ≤ 3 ≤ 4,5 ≤ 10 ≤ 1,5 - Co, Si Fe Fe4 s t (p) 0,2 - 1,5 2 - 6 ≤ 4 ≤ 3 ≤ 10 ≤ 19 ≤ 4 - Co, Ti Fe Fe5 c p s t w ≤ 0,5 ≤ 0,1 17 - 22 ≤ 1 3 - 5 - - - Co, Al Fe Fe6 g p s ≤ 2,5 ≤ 10 - ≤ 3 ≤ 3 - - ≤ 10 Ti Fe Fe7 c p t ≤ 0,2 4 - 30 ≤ 6 ≤ 3 ≤ 2 - ≤ 1 ≤ 1 Si Fe Fe8 g p t 0,2 - 2 5 - 18 - 0,3 - 3 ≤ 4,5 ≤ 2 ≤ 2 ≤ 10 Si, Ti Fe Fe9 k (n) p 0,3 - 1,2 ≤ 19 ≤ 3 11 - 18 ≤ 2 - ≤ 1 - Ti Fe Fe10 c k (n) p z ≤ 0,25 17 - 22 7 - 11 3 - 6 ≤ 1,5 - - ≤ 1,5 Si Fe Fe11 c n z ≤ 0,3 18 - 31 8 - 20 ≤ 3 ≤ 4 - - ≤ 1,5 Cu Fe FE12 c (n) z ≤ 0,08 17 - 26 9 - 26 0,5 - 3 ≤ 4 - - ≤ 1,5 - Fe Fe13 g ≤ 1,5 ≤ 6,5 ≤ 4 0,5 - 3 ≤ 4 - - - B. Ti Fe Fe14 g (c) 1,5 - 4,5 25 - 40 ≤ 4 0,5 - 3 ≤ 4 - - - - Fe Fe15 g 4,5 - 5,5 20 - 40 ≤ 4 0,5 - 3 ≤ 2 - - ≤ 10 B Fe Fe16 g z 4,5 - 7,5 10 - 40 - ≤ 3 ≤ 9 ≤ 8 ≤ 10 ≤ 10 B, Co Fe
Fe20 c g t z materiał twardyb - - - - - - - - Fe
Ni1 c p t ≤ 1 15 - 30 reszta 0,3 - 1 ≤ 6 ≤ 2 ≤ 1 - Si, Fe, B Ni Ni2 c k p t z ≤ 0,1 15 - 30 reszta ≤ 1,5 ≤ 28 ≤ 8 ≤ 1 ≤ 4 Co Si Ti Ni Ni3 c p t ≤ 1 1 - 15 reszta 0,3 - 1 ≤ 6 ≤ 2 ≤ 1 - Si, Fe. B Ni Ni4 c k p t z ≤ 1 1 - 15 reszta ≤ 15 ≤ 28 ≤ 8 ≤ 1 ≤ 4 Co Si Ti Ni
Ni20 c g t z Materiał twardy b - - - - - - - - Ni
Co1 c k t z ≤ 0,6 20 - 35 ≤ 10 0,1 - 2 ≤ 10 ≤ 15 - ≤ 1 Fe Co Co2 t z (c s) 0,6 - 3 20 - 35 ≤ 4 0,1 - 2 - 4 - 10 - - Fe Co Co3 t z (c s) 1 - 3 20 - 35 ≤ 4 ≤ 2 ≤ 1 6 - 14 - - Fe Co Cu1 c (n) - - ≤ 6 ≤ 1,5 - - - - Al Fe Sn Cu Al1 c n - - 10 - 35 ≤ 0,5 - - - - Cu, Si Al
Cr g n 1 - 5 reszta - ≤ 1 - - 15 - 30 - Fe B Si Zr
Cr
c odporność na korozje n nie magnetyzujący t Ŝaroodporność
g odporność na ścieranie p odporność udarowa z odporność na łuszczenie
k umacnienie przez zgniot s do krawędzi tnących w utwardzony wydzieleniowo
( ) nie ma zastosowania do wszystkich stopu tego typu
a Stopy, których nie wymieniono w tej tabeli oznacza się analogicznie, ale naleŜy poprzedzić literą „ Z „
b Topiony węglik wolframu lub węglik wolframu kruszony albo kulisty
6.

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
B - 8
7. Kryteria doboru
8. Następuj ących 5 punktów ułatwi odpowiedni dobór: Materiał podstawowy: jest ciałem stałym (metal), oznaczonym według rodzaju, formy (wymiarów), własności powierzchni, twardości, struktury, temperatury. Materiał wywołuj ący zu Ŝycie: jest w stanie stałym, płynnym, lotnym. Materiały wywołujące zuŜycie w stanie stałym (metale, minerały, drewno, tworzywa sztuczne) są oznaczane jak materiały podstawowe. Substacja po średnia: moŜe występować w stanie stałym ziarnistym, płynnym, lotnym. Uwaga: Minerały mogą być zarówno materiałem wywołującym zuŜycie jak teŜ substancją pośrednią. Ruch: materiału podstawowego w stosunku do materiału wywołującego zuŜycie jest do oznaczenia względem rodzaju (ślizg, toczenie, uderzenie), trwania (czas, odcinek) oraz przebiegu (równomierny, zmienny, wolny, szybki). Obci ąŜenie: jest do oznaczenia względem rodzaju (stałe, dragające, udarowe) oraz przebiegu czasowego docisku.
Materiały dodatkowe do spawania
Metoda spawania
Napawanie
Rodzaj nara Ŝenia Wymienno ść
Warunki pracy, Dost ępno ść
Część obr abiana (Materiał podstawowy)
Materiały dodatkowe

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
B - 9
STEIN-MEGAFIL A 730 M Typ: Średniostopowy metaliczno-proszkowy drut do napawania w osłonie M21,
bez ŜuŜla.
Zakres zastosowania: Powierzchnie toczne szyn, zwrotnic, obrzeŜa kół jezdnych, krąŜków bieŜnych, kół linowych. Części zuŜywalne pojazdów gąsienicowych, rozpórki ogniw lańcuchowych itp.
Własności: Do zastowania w częściach zuŜywalnych poddanym wysokim obciąŜeniom dynamicznym. Temperatura międzyściegowa max. 250°C. Stopiwo jest obrabialne skrawaniem i hartowalne.
Oznaczenia norm: EN 14 700 : T Fe 1
Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si Cr
0,22 1,5 0,6 1,3
Twardość stopiwa (Wartości typowe): 225 - 375 HB Twardość Brinell´a
Średnica: Ø > 1,2 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Rurkowy bezszwowy drut proszkowy do napawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
B - 10
STEIN-MEGAFIL A 740 M Typ: Średniostopowy metaliczno-proszkowy drut do napawania w osłonie M21,
bez ŜuŜla.
Zakres zastosowania: Powierzchnie toczne. Wieńce kół jezdnych, zębatych, linowych. Części zuŜywalne maszyn budowlanych itp.
Własności: Do zastowania w częściach zuŜywalnych poddanym wysokim obciąŜeniom dynamicznym. Temperatura międzyściegowa max. 250°C. Warstwa buforowa z STEIN-MEGAFIL® 731 B zalecana jest tylko przy trudnospawalnych materiałach podstawowych. Stopiwo jest obrabialne skrawaniem z narzędziami nakładanymi płytkami ze stopów twardych i hartowalne. Maksymalna twardość jest zaleŜna od materiału podstawowego i osiągana juŜ w pierwszej warstwie.
Oznaczenia norm: EN 14 700 : T Fe 2
Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si Cr Mo
0,12 1,5 0,6 5,5 0,5
Twardość stopiwa (Wartości typowe): 375 - 450 HB Twardość Brinell´a
Średnica: Ø > 1,2 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Rurkowy bezszwowy drut proszkowy do napawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
B - 11
STEIN-MEGAFIL A 750 M Typ: Średniostopowy metaliczno-proszkowy drut do napawania w osłonie M21,
bez ŜuŜla.
Zakres zastosowania: Powierzchnie toczne. Wieńce kół jezdnych, zębatych, linowych. Części zuŜywalne maszyn budowlanych itp.
Własności: Do zastowania w częściach zuŜywalnych poddanym wysokim obciąŜeniom dynamicznym. Temperatura międzyściegowa max. 250°C. Warstwa buforowa z STEIN-MEGAFIL® 731 B zalecana jest tylko przy trudnospawalnych materiałach podstawowych. Stopiwo jest obrabialne skrawaniem z narzędziami nakładanymi płytkami ze stopów twardych i hartowalne. Maksymalna twardość jest zaleŜna od materiału podstawowego i osiągana juŜ w pierwszej warstwie.
Oznaczenia norm: EN 14 700 : T Fe 6
Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si Cr Mo
0,3 1,5 0,6 5,5 0,5
Twardość stopiwa (Wartości typowe): 45 - 55 HRC Twardość Rockwell´a
Średnica: Ø > 1,2 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Rurkowy bezszwowy drut proszkowy do napawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
B - 12
STEIN-MEGAFIL A 760 M Typ: Średniostopowy metaliczno-proszkowy drut do napawania w osłonie M21,
bez ŜuŜla.
Zakres zastosowania: Zęby chwytaków i koparek, ślimaki przenośników ślimakowych, szczęki łamaczy, kruszarki stoŜkowe itp.
Własności: Stopiwo bardzo odporne na pękanie z wysoką wytrzymałością na rozciąganie. Warstwa buforowa z STEIN-MEGAFIL® 731 B zalecana jest tylko przy trudnospawalnych materiałach podstawowych. Do zastowania w częściach zuŜywalnych poddanym wysokim obciąŜeniom dynamicznym. Temperatura międzyściegowa max. 250°C. Stopiwo jest obrabialne skrawaniem z specjalnymi narzędziami nakładanymi płytkami ze stopów twardych i hartowalne. Maksymalna twardość jest zaleŜna od materiału podstawowego i osiągana juŜ w pierwszej warstwie.
Oznaczenia norm: EN 14 700 : T Fe 4
Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si Cr Mo
0,5 1,5 0,6 6,0 0,5
Twardość stopiwa (Wartości typowe): 55 - 65 HRC Twardość Rockwell´a
Średnica: Ø > 1,2 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Rurkowy bezszwowy drut proszkowy do napawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
B - 13
STEIN-MEGAFIL A 13-4 M
Typ : Wysokostopowy metaliczno-proszkowy drut do napawania w osłonie M21, bez ŜuŜla.
Zakres zastosowania: Walcownie i ich wyposaŜenie, walce odlewnicze, szyny kolejowe, urządzenia do utylizacji odpadków, krawędzie narzędzi skrawających, łyŜki koparek, ślimaki przenośników ślimakowych, kruszarki walcowe i stoŜkowe itp.
Własności: Przeznaczony do jedno- i wielowarstwowego napawania elementów polegających wysokiemu zuŜyciu. Napoina jest nierdzewna i posiada taką samą odporność na korozje jak materiał podstawowy tego gatunku.
Oznaczenia norm: EN 14 700 : T Z Fe 7
Analiza stopiwa % (Wartości typowe):
C Mn Si Cr Ni Mo
0,35 0,8 0,5 13,5 4,5 0,5
Twardość stopiwa (Wartości typowe): 250 - 450 HB Twardość Brinell´a Średnica: Ø > 1,6 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Rurkowy bezszwowy drut proszkowy do napawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
B - 14
STEIN-MEGAFIL A 220 M Typ: Wysokostopowy metaliczno-proszkowy drut do napawania w osłonie M21,
bez ŜuŜla.
Zakres zastosowania: Urządzenia do utylizacji odpadków, krawędzie narzędzi skrawających, łyŜki koparek, ślimaki przenośników ślimakowych, szczęki łamaczy, kruszarki stoŜkowe itp.
Własności: Stopiwo posiada takie same własności i strukture jak twarde stopy manganu. Wysoka odporność na obciąŜenia dynamiczne i udarowe. Temperatura pracy powinna być moŜliwie niska. Zaleca się wykonywanie ściegów prostych.
Oznaczenia norm: EN 14 700 : T Fe 9 Analiza stopiwa % (Wartości typowe):
C Mn Si Cr Ni
0,6 14,0 0,7 2,0 1,0
Twardość stopiwa (Wartości typowe): 15 - 20 HRC Twardość Rockwell´a 40 - 50 HRC Utwardzenie zgniotem
Średnica: Ø > 1,2 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Rurkowy bezszwowy drut proszkowy do napawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
B - 15
STEIN-MEGAFIL A 730 B Typ: Średniostopowy zasadowy drut proszkowy z ŜuŜlem do napawania w osłonie
gazów CO2 oraz M21.
Zakres zastosowania: Powierzchnie toczne szyn, zwrotnic, obrzeŜa kół jezdnych, krąŜków bieŜnych, kół linowych. Części zuŜywalne pojazdów gąsienicowych, rozpórki ogniw lańcuchowych itp.
Własności: Stopiwo bardzo odporne na pękanie z wysoką wytrzymałością na rozciąganie. Wykonywanie warstw buforowych jest zbędne. Do zastowania w częściach zuŜywalnych poddanym wysokim obciąŜeniom dynamicznym. Temperatura międzyściegowa max. 250°C. Stopiwo jest obrabialne skrawaniem i hartowalne.
Oznaczenia norm: EN 14 700 : T Fe 1
Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si Cr
0,22 1,5 0,6 1,3
Twardość stopiwa (Wartości typowe): 225 - 375 HB Twardość Brinell´a
Średnica: Ø > 1,2 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Rurkowy bezsz wowy drut proszkowy do napawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
B - 16
STEIN-MEGAFIL A 740 B Typ: Średniostopowy zasadowy drut proszkowy z ŜuŜlem do napawania w osłonie
gazów CO2 oraz M21.
Zakres zastosowania: Powierzchnie toczne. Wieńce kół jezdnych, zębatych, linowych. Części zuŜywalne maszyn budowlanych itp.
Własności: Stopiwo bardzo odporne na pękanie z wysoką wytrzymałością na rozciąganie. Warstwa buforowa z STEIN-MEGAFIL® 731 B zalecana jest tylko przy trudnospawalnych materiałach podstawowych. Do zastowania w częściach zuŜywalnych poddanym wysokim obciąŜeniom dynamicznym. Temperatura międzyściegowa max. 250°C. Stopiwo jest obrabialne skrawaniem z narzędziami nakładanymi płytkami ze stopów twardych i hartowalne. Maksymalna twardość jest zaleŜna od materiału podstawowego i osiągana juŜ w pierwszej warstwie.
Oznaczenia norm: EN 14 700 : T Fe 2
Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si Cr Mo
0,12 1,5 0,6 5,5 0,5
Twardość stopiwa (Wartości typowe): 375 - 450 HB Twardość Brinell´a
Średnica: Ø > 1,2 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Rurkowy bezszwowy drut proszkowy do napawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
B - 17
STEIN-MEGAFIL A 750 B Typ: Średniostopowy zasadowy drut proszkowy z ŜuŜlem do napawania w osłonie
gazów CO2 oraz M21.
Zakres zastosowania: Powierzchnie toczne. Wieńce kół jezdnych, zębatych, linowych. Części zuŜywalne maszyn budowlanych itp.
Własności: Stopiwo bardzo odporne na pękanie z wysoką wytrzymałością na rozciąganie. Warstwa buforowa z STEIN-MEGAFIL® 731 B zalecana jest tylko przy trudnospawalnych materiałach podstawowych. Do zastowania w częściach zuŜywalnych poddanym wysokim obciąŜeniom dynamicznym. Temperatura międzyściegowa max. 250°C. Stopiwo jest obrabialne skrawaniem z narzędziami nakładanymi płytkami ze stopów twardych i hartowalne. Maksymalna twardość jest zaleŜna od materiału podstawowego i osiągana juŜ w pierwszej warstwie.
Oznaczenia norm: EN 14 700 : T Fe 6
Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si Cr Mo
0,3 1,5 0,6 5,5 0,5
Twardość stopiwa (Wartości typowe): 45 - 55 HRC Twardość Rockwell´a
Średnica: Ø > 1,2 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Rurkowy bezszwowy drut proszkowy do napawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
B - 18
STEIN-MEGAFIL A 760 B Typ: Średniostopowy zasadowy drut proszkowy z ŜuŜlem do napawania w osłonie
gazów CO2 oraz M21.
Zakres zastosowania: Zęby chwytaków i koparek, ślimaki przenośników ślimakowych, szczęki łamaczy, kruszarki stoŜkowe itp.
Własności: Stopiwo bardzo odporne na pękanie z wysoką wytrzymałością na rozciąganie. Warstwa buforowa z STEIN-MEGAFIL® 731 B zalecana jest tylko przy trudnospawalnych materiałach podstawowych. Do zastowania w częściach zuŜywalnych poddanym wysokim obciąŜeniom dynamicznym. Temperatura międzyściegowa max. 250°C. Stopiwo jest obrabialne skrawaniem z narzędziami nakładanymi płytkami ze stopów twardych i hartowalne. Maksymalna twardość jest zaleŜna od materiału podstawowego i osiągana juŜ w pierwszej warstwie.
Oznaczenia norm: EN 14 700 : T Fe 4
Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si Cr Mo
0,5 1,5 0,6 6,0 0,5
Twardość stopiwa (Wartości typowe): 55 - 65 HRC Twardość Rockwell´a
Średnica: Ø > 1,2 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Rurkowy bezszwowy drut proszkowy do n apawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
B - 19
STEIN-MEGAFIL A 861 M Typ: Wysokostopowy metaliczno-proszkowy drut do napawania w osłonie M21,
bez ŜuŜla Napawanie jest równie Ŝ moŜliwe bez osłony gazowej.
Zakres zastosowania: Urządzenia do utylizacji odpadów. Krawędzie tnące. Zęby chwytaków i koparek, ślimaki przenośników ślimakowych, szczęki łamaczy, kruszarki stoŜkowe itp.
Własności: Poprzez zastosowanie specjalnych węglików, napoinę cechuje wysoka odporność na pękanie pomimo wysokiej twardości. Warstwa buforowa z STEIN-MEGAFIL® 731 B zalecana jest tylko przy trudnospawalnych materiałach podstawowych lub przy napawaniu wielowarstwowym, gdzie tylko dwe ostatnie warstwy powinny być wykonane z STEIN-MEGAFIL A 861 M. Do zastowania w częściach zuŜywalnych poddanym wysokim obciąŜenom dynamicznym i ścieraniu. Stopiwo jest obrabialne tylko poprzez szlifowanie.
Oznaczenia norm: EN 14 700 : T Fe8 Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si Cr Nb
1,3 0,9 1,0 6,5 6,5
Twardość stopiwa (Wartości typowe): 50 - 65 HRC Twardość Rockwell´a
Średnica: Ø > 1,6 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Rurkowy bezszwowy drut proszkowy do napawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
B - 20
STEIN-MEGAFIL A 862 M Typ: Wysokostopowy metaliczno-proszkowy drut do napawania, bez ŜuŜla.
Napawanie jest zalecane bez osłony gazowej , ale równieŜ moŜliwe w osłonie CO2 oraz M21.
Zakres zastosowania: Naprawy maszyn i urządzeń w przemyśle wydobywczym, w stalowniach itp. Napawanie części: maszyn budowlanych, rolniczych, koparek odkrywkowych, przenośników ślimakowych, łopatek mieszarek, pomp do betonu itp.
Własności: Stopiwo posiada takie same własności i strukture jak twarde stopy chromu. Wysoka odporność na ścieranie materiałami mineralnymi. Stopiwo jest obrabialne tylko poprzez szlifowanie. Zaleca się wykonywanie ściegów prostych. Napoina posiada siatkę pęknieć.
Oznaczenia norm: EN 14 700 : T Z Fe14 Analiza stopiwa % (Wartości typowe):
C Mn Si Cr V W
2,8 0,2 0,6 22,0 0,8 0,8
Twardość stopiwa (Wartości typowe): 45 - 60 HRC Twardość Rockwell´a
Średnica: Ø > 2,0 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Rurkowy bezszwowy drut proszkowy do napawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
B - 21
STEIN-MEGAFIL A 863 M Typ: Wysokostopowy metaliczno-proszkowy drut do napawania, bez ŜuŜla.
Napawanie jest zalecane bez osłony gazowej , ale równieŜ moŜliwe w osłonie CO2 oraz M21.
Zakres zastosowania: Naprawy maszyn i urządzeń w przemyśle wydobywczym, w stalowniach itp. Napawanie części: maszyn budowlanych, rolniczych, koparek odkrywkowych, przenośników ślimakowych, łopatek mieszarek, pomp do betonu itp.
Własności: Stopiwo posiada takie same własności i strukture jak twarde stopy chromu. Wysoka odporność na ścieranie materiałami mineralnymi. Stopiwo jest obrabialne tylko poprzez szlifowanie. Zaleca się wykonywanie ściegów prostych. Napoina posiada siatkę pęknieć.
Oznaczenia norm: EN 14 700 : T Z Fe15 Analiza stopiwa % (Wartości typowe):
C Mn Si Cr
3,5 0,9 1,3 22,0
Twardość stopiwa (Wartości typowe): 55 - 65 HRC Twardość Rockwell´a
Średnica: Ø > 2,0 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Rurkowy bezszwowy drut proszkowy do napawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
B - 22
STEIN-MEGAFIL A 864 M Typ: Wysokostopowy metaliczno-proszkowy drut do napawania, bez ŜuŜla.
Napawanie jest zalecane bez osłony gazowej , ale równieŜ moŜliwe w osłonie CO2 oraz M21.
Zakres zastosowania: Naprawy maszyn i urządzeń w przemyśle wydobywczym, w stalowniach itp. Napawanie części: maszyn budowlanych, rolniczych, koparek odkrywkowych, przenośników ślimakowych, łopatek mieszarek, pomp do betonu itp.
Własności: Stopiwo posiada takie same własności i strukture jak twarde stopy chromu. Wysoka odporność na ścieranie materiałami mineralnymi. Stopiwo jest obrabialne tylko poprzez szlifowanie. Zaleca się wykonywanie ściegów prostych. Napoina posiada siatkę pęknieć.
Oznaczenia norm: EN 14 700 : T Fe13 Analiza stopiwa % (Wartości typowe):
C Mn Si Cr B Ni
0,3 1,1 0,4 0,3 4,8 1,5
Twardość stopiwa (Wartości typowe): 55 - 65 HRC Twardość Rockwell´a
Średnica: Ø > 1,6 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Rurkowy bezszwowy drut proszkowy do napawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
B - 23
STEIN-MEGAFIL A 867 M Typ: Wysokostopowy metaliczno-proszkowy drut do napawania, bez ŜuŜla.
Napawanie jest zalecane bez osłony gazowej , ale równieŜ moŜliwe w osłonie CO2 oraz M21.
Zakres zastosowania: Naprawy maszyn i urządzeń w przemyśle wydobywczym, w stalowniach itp. Napawanie części: maszyn budowlanych, rolniczych, koparek odkrywkowych, przenośników ślimakowych, łopatek mieszarek, pomp do betonu itp.
Własności: Stopiwo posiada takie same własności i strukture jak twarde stopy chromu. Wysoka odporność na ścieranie materiałami mineralnymi. Stopiwo jest obrabialne tylko poprzez szlifowanie. Zaleca się wykonywanie ściegów prostych. Napoina posiada siatkę pęknieć.
Oznaczenia norm: EN 14 700 : T Z Fe16 Analiza stopiwa % (Wartości typowe):
C Mn Si Cr B
1,7 0,4 0,4 8,5 4,0
Twardość stopiwa (Wartości typowe): 60 - 70 HRC Twardość Rockwell´a
Średnica: Ø > 1,6 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Rurkowy bezszwowy drut proszkowy do napawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
C - 1
Druty proszkowe do spawania łukiem krytym
C

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
C - 2
Spis tre ści Strona
Zestawienie C2 Spawanie łukiem krytym C3 – C5 Zalety spawania łukiem krytym C6 Cechy charakterystyczne drutów proszkowych do spawania łukiem krytym C7 Norma: EN 756 C8 Norma: AWS / ASME 5.23 C9
Druty proszkowe do spawania łukiem krytym
Nazwa Typ EN AWS/ASME Strona TOPCORE 731 B Zasadowy S 46 4 FB T3 F7A4 - EC - G C10
TOPCORE 735 B Zasadowy S 50 4 50 T3Mo F8A4 - EC - A4 C11
TOPCORE 735 B 1D-5D Zasadowy S 46 4 FB T3 F7 A6 - EC -G C12
TOPCORE 840 B HC Zasadowy S 46 4 FB T3Ni1 F7A6 (P8) - EC - G C13
TOPCORE 1.41 B Zasadowy --- F7P4 - EC - G C14
TOPCORE 1.43 B Zasadowy --- --- C15
TOPCORE 742 B Zasadowy --- F11A8 - EC – F5 C16
Formy dostawcze
Oznaczenie Strona Szpula K 300 / 435 / 800 H3 Krąg Typ “ A “ H3 Pojemnik POP H4 Szpula D 500 / D 760 H4 Krąg H4 Stojak H4

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
C - 3
Spawanie łukiem krytym
Spoina
Materiał podstawowy
Drut spawalniczy
Jeziorko spawalnicze
Krople
śuŜel
Kawerna
Topnik
Łuk
Rysunek 1.

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
C - 4
Rysunek 2: Reakcje kropel i jeziorka spawalniczego przy spawaniu łukiem krytym.
Spawanie łukiem krytym z jednym drutem uznawane jest za metode standartową, przy czym biegun dodatni z prądem stałym lub zmiennym jest na drucie elektrodowym. Poprzez jednoczesne zastosowanie wielu drutów elektrodowych moŜna dodatkowo zwiększyć wydajność spawania.
śuŜel
Reakcje jeziorka spawalniczego
Parametry spawania Strefa stopienia
Reakcja kropli
Topnik
Materiał dodatkowy
Materiał podstawowy
Stopiwo

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
C - 5
=~
Spawanie wieloelektrodowe
Spawanie dwuelektrodowe
Spawanie tandemowe
Spawanie łukiem krytym dzieli si ę zasadniczo na:
Spawanie jednoelektrodowe
jeden drut elektrodowy jedno źródło prądu jedna regulacja parametrów
dwa druty elektrodowe jedno źródło prądu jedna regulacja parametrów
dwa druty elektrodowe dwa źródła prądu dwie regulacje parametrów
trzy lub więcej drutów elektrodowych dla kaŜdego drutu jedno źródła prądu dla kaŜdego drutu jedna regulacja parametrów moŜliwe zastosowanie kombinacji drutów proszkowych i pełnych

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
C - 6
Ogólne zalety spawania łukiem krytym
wysoka wydajno ść stapiania
wysoka pr ędkość spawania
niewielkie ubytki (np. przez rozpryski)
głębokie wtopienie
wysoka jako ść spoin
moŜliwo ść wpływu na własno ści drutu poprzez celowe wprowadzenie elementów stopowych z topnika
wyeliminowanie dymów i promieniowania UV

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
C - 7
Dopasowanie głównych elemetów stopowych do wymogów składu chemicznego stopiwa
Kontrolowana zawarto ść tlenu w stopiwie
Optymalizacja struktury stopiwa poprzez wprowadzenie elementów mikrostopowych
MoŜliwo ść spawania jednowarstwowego, i jednowarstwowego dwustronnego, równie Ŝ metod ą wieloelektrodow ą, takŜe do zastosowa ń w niskich temperaturach do -60° C
Korzystna reakcja kropel
Wysoka wydajno ść stapiania i wysoka pr ędkość spawania, efektywna produkcja
MoŜliwo ść wytworzenia stopów zmodyfikowanych
Cechy charakterystyczne drutu proszkowego do spawania łukiem krytym
typu TOPCORE ®

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
C - 8
Typowy skład chemiczny stopiwa w % (m/m) a b c Symbol EN
Mn Ni Mo Cu T2 1,4 - - 0,3 T3 1,4 - 2,0 - - 0,3 T2Mo 1,4 - 0,3 - 0,6 0,3 T3Mo 1,4 - 2,0 - 0,3 - 0,6 0,3 T2Ni1 1,4 0,6 - 1,2 - 0,3 T2Ni1,5 1,6 1,2 - 1,8 - 0,3 T2Ni2 1,4 1,8 - 2,6 - 0,3 T2Ni3 1,4 2,6 - 3,8 - 0,3 T3Ni1 1,4 - 2,0 0,6 - 1,2 - 0,3 T2Ni1Mo 1,4 0,6 - 1,2 0,3 - 0,6 0,3 T2Ni1Cu 1,4 0,8 - 1,2 - 0,3 - 0,6 TZ Inny skład chemiczny a - Jeśli nie ustalono: Mo ≤ 0,2 %, Ni ≤ 0,5 %, Cr ≤ 0,2 %, V ≤ 0,08 %, Nb ≤ 0,05 %, C ≤ 0,03 - 0,15 %, Si ≤ 0,8 %, S ≤ 0,025 %, P ≤ 0,025 % b - wartości pojedyńcze są wartościami maksymalnymi c - wyniki są do zaokrąglenia na to samo miejsce po przecinku jak ustalone wartośc,i zgodnie z ISO 31-0-1992, załącznik B, reguła A
Oznaczenie kombinacji drutu i topnika według EN 756
TOPCORE® 731 B
EN 756
Symbol Rm
[ N / mm] Rp0,2
[ N / mm²]
A5 [%]
35 440-570 355 22 38 470-600 380 22 42 500-640 420 20 46 530-680 460 20 50 560-720 500 18
ISO - Charpy V [ J ]
Symbol Min. 47J °C
Z Bez wymagań
A +20 0 0 2 -20 3 -30 4 -40 5 -50 6 -60 7 -70 8 -80
Spawanie jednowarstwowe dwustronne
S 46 4 FB T3
Spawanie wielowarstwowe
Typ topnika Symbol
Manganowo-Krzemianowy MS
Wapniowo-Krzemianowy CS
Cyrkonowo-Krzemianowy ZS
Rutylowo-Krzemianowy RS
Glinianowo-Rutylowy AR
Glinianowo -zasadowy AB
Glinianowo -Krzemianowy AS
Glinianowo -fluorkowo-zasadowy
AF
Fluorkowo-zasadowy FB
Inne typy Z
Sym-bol
Rp0,2 [N / mm²]
Rm
[N / mm]
2T 275 370 3T 355 470 4T 420 520 5T 500 500
S 4T 4 FB T3

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
C - 9
Typowy skład chemiczny stopiwa w % AWS
C Mn Si S P Cr Ni Mo Cu Inne A1 0,12 1,00 0,80 0,030 0,030 --- --- 0,40-0,65 0,35 ---
A2 0,12 1,40 0,80 0,030 0,030 --- --- 0,40-0,65 0,35 ---
A3 0,15 2,10 0,80 0,030 0,030 --- --- 0,40-0,65 0,35 ---
A4 0,15 1,60 0,80 0,030 0,030 --- --- 0,40-0,65 0,35 ---
B1 0,12 1,60 0,80 0,030 0,030 0,40-0,65 --- 0,40-0,65 0,35 ---
B2 0,05-0,15 1,20 0,80 0,030 0,030 1,00-1,50 --- 0,40-0,65 0,35 ---
B2H 0,10-0,25 1,20 0,80 0,020 0,020 1,00-1,50 --- 0,40-0,65 0,35 V: 0,30
B3 0,05-0,15 1,20 0,80 0,030 0,030 2,00-2,50 --- 0,90-1,20 0,35 ---
B4 0,12 1,20 0,80 0,030 0,030 1,75-2,25 --- 0,40-0,65 0,35 ---
B5 0,18 1,20 0,80 0,030 0,030 0,40-0,65 --- 0,90-1,20 0,35 ---
B6 0,12 1,20 0,80 0,030 0,030 4,50-6,00 --- 0,40-0,65 0,35 ---
B6H 0,10-0,25 1,20 0,80 0,030 0,030 4,50-6,00 --- 0,40-0,65 0,35 ---
B8 0,12 1,20 0,80 0,030 0,030 8,00-10,0 --- 0,80-1,20 0,35 ---
B9 0,07-0,13 1,25 0,15-0,30 0,010 0,010 8,00-9,50 1,00 0,80-1,20 0,10 * Ni1 0,12 1,60 0,80 0,025 0,030 0,15 0,75-1,10 0,35 0,35 Ti+V+Zr : 0,05
Ni2 0,12 1,60 0,80 0,025 0,030 --- 2,00-2,90 --- 0,35 ---
Ni3 0,12 1,60 0,80 0,025 0,030 0,15 2,80-3,80 --- 0,35 ---
Ni4 0,14 1,60 0,80 0,025 0,030 --- 1,40-2,10 0,10-0,35 0,35 ---
Ni5 0,12 1,60 0,80 0,025 0,030 --- 0,70-1,10 0,10-0,35 0,35 ---
F1 0,12 0,70-1,50 0,80 0,030 0,030 0,15 0,90-1,70 0,55 0,35 ---
F2 0,17 1,25-2,25 0,80 0,030 0,030 --- 0,40-0,80 0,40-0,65 0,35 ---
F3 0,17 1,25-2,25 0,80 0,030 0,030 --- 0,70-1,10 0,40-0,65 0,35 ---
F4 0,17 1,60 0,80 0,035 0,030 0,60 0,40-0,80 0,25 0,35 Ti+V+Zr : 0,03
F5 0,17 1,20-1,80 0,80 0,020 0,020 0,65 2,00-2,80 0,30-0,80 0,50 ---
F6 0,14 0,80-1,85 0,80 0,020 0,030 0,65 1,50-2,25 0,60 0,40 ---
M1 0,10 0,60-1,60 0,80 0,030 0,030 0,15 1,25-2,00 0,35 0,30 Ti+V+Zr : 0,03
M2 0,10 0,90-1,80 0,80 0,020 0,020 0,35 1,40-2,10 0,25-0,65 0,30 Ti+V+Zr : 0,03
M3 0,10 0,90-1,80 0,80 0,020 0,020 0,65 1,80-2,60 0,20-0,70 0,30 Ti+V+Zr : 0,03
M4 0,10 1,30-2,25 0,80 0,020 0,020 0,80 2,00-2,80 0,30-0,80 0,30 Ti+V+Zr : 0,03
M5 0,12 1,60-2,50 0,50 0,015 0,015 0,40 1,40-2,10 0,20-0,50 0,30 ** M6 0,12 1,60-2,50 0,50 0,015 0,015 0,40 1,40-2,10 0,70-1,00 0,30 ** W 0,12 0,50-1,60 0,80 0,030 0,035 0,45-0,70 0,40-0,80 --- 0,30-0,70 ---
G Inny skład chemiczny
Inne * Al: 0,04 Nb: 0,03-0,10 N: 0,03-0,07 V: 0,15-0,25 ** Ti: 0,03 V: 0,02 Zr: 0,02
Oznaczenie kombinacji drutu i topnika według AWS i ASME
TOPCORE® 731 B
AWS / ASME-5.23
Symbol Rm
[ N / mm] Rp0,2
[ N / mm²]
A5 [%]
F6 415-550 330 22 F7 480-660 400 22 F8 550-690 470 20 F9 620-760 540 17 F10 690-830 610 16 F11 760-900 680 15 F12 830-970 750 14
ISO - Charpy V [ J ]
Symbol Min. 47J °C
Z Bez wymagań 0 -18 2 -29 4 -40 5 -46 6 -51 8 -62
Symbol drutu elektrodowego
„C“ = drut proszkowy F 7 A 4 - EM - G
A = bez obróbki cieplnej
P = z obróbką cieplną
Symbol topnika

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
C - 10
TOPCORE 731 B Typ: Wysokozasadowy drut proszkowy do spawania łukiem krytym.
Zakres zastosowania: Konstrukcje stalowe, budowa okrętów, dźwigów, zbiorników, maszyn i
urządzeń.
Własności: Uwarunkowane wysokozasadowym ŜuŜlem, stopiwo bardzo odporne na pękanie. Wysokie własności mechaniczne, takŜe przy spawaniu jednostronnym na podkładce ceramicznej. Dobra zdatność do stali wysokowęglowych i przy połączeniach róŜnorodnych. Pod względem metalurgicznym, idealny materiał dodatkowy do napraw, w produkcji oraz przy spawaniu warstw buforowych. Zalecany topnik: ST 55 klasy S A FB 1 55 AC H5.
Oznaczenia norm: AWS / ASME – SFA-5.23 EN 756
: F8A4-EC-G : S 46 4 FB T3
Materiały: DIN EN ASTM Stale okrętowe A, B, D, E, AH 32 do EH 36 A 131 Niestopowe stale konstrukcyjne
St 33, St 37-2 do St 52-3 S185, S235 - S355 A 106/ A 515 / A 714
Stale kotłowe HI, HII, 17Mn4, 19Mn5 P235GH, P265GH, P295GH
A 283 / A 285 / A 414 A 662 / A 372
Stale rurowe St 35.8, St 45.8 StE 210.7 TM - StE 480.7 TM
P235T1/T2 - P355N L210 - L485
A 369 / A 210 / A 106
Drobnoziarniste stale konstrukcyjne
StE 255 do StE 460 S255 - S460 A 516 / A 255 / A 333 A 350 / A 612
Stale wg normy API X 42 do X 70 Dopuszczenia: TÜV, ABS, BV, DNV, GL, LR, DB Analiza stopiwa % (Wartości typowe):
C Mn Si P S
0,05 1,5 0,3 < 0,025 < 0,025
Własności mechaniczne stopiwa (Wartości typowe):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] - 20°C - 40°C
u und s > 460 530 - 680 > 27 > 140 > 100
u : bez obróbki cieplnej s: wyŜarzanie odpręŜające
Średnica: Ø 2,0 – 4,0 mm Konfekcjonowanie: patrz rozdział H
Rodzaj prądu Biegunowość
= +
Rurkowy bezszwowy drut proszk owy do spawania łukiem krytym

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
C - 11
TOPCORE 735 B Typ: Wysokozasadowy drut proszkowy do spawania łukiem krytym.
Zakres zastosowania: Konstrukcje stalowe, budowa okrętów, mostów, zbiorników, rurociągów, maszyn
i urządzeń, kotłów i turbin parowych. Odlewnie.
Własności: Uwarunkowane wysokozasadowym ŜuŜlem, stopiwo bardzo odporne na pękanie. Bardzo niska zawartość wodoru. Dobra zdatność do efektywnego przetwarzania Ŝarowytrzymałych stali molibdenowych do 500 °C.
Oznaczenia norm: AWS / ASME – SFA-5.23 EN 756
: F9A4-EC-A4 : S 50 4 FB T3Mo
Materiały: DIN EN ASTM
Stale kotłowe H i, H II, 17Mn4, 19Mn5, 15Mo3, 16Mo3
P235GH, P265GH, P295GH, 16Mo3
A 283 / A 285 / A 414 A 662 / A 372 / A 204
Stale rurowe St 35.8, St 45.8 StE 290.7 TM - StE 480.7 TM
P235T1/T2 - P355N L290 - L485
A 369 / A 210 / A 106
Drobnoziarniste stale konstrukcyjne
StE 255 do StE 460 S255 - S460 A 516 / A 255 / A 333 A 350 / A 612
Dopuszczenia: TÜV Analiza stopiwa % (Wartości typowe):
C Mn Si P S Mo
0,05 1,4 0,16 < 0,025 < 0,025 0,5
Własności mechaniczne stopiwa (Wartości typowe):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] - 20°C - 40°C
u > 500 560 – 720 > 20 > 60 > 47
s > 460 530 – 680 > 22 > 60 > 47
u : bez obróbki cieplnej s: wyŜarzanie odpręŜające
Średnica: Ø 2,0 – 4,0 mm
Konfekcjonowanie: patrz rozdział H = +
Rodzaj prądu Biegunowość
Rurko wy bezszwowy drut proszk owy do spawania łukiem krytym

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
C - 12
TOPCORE 735 B-1D TOPCORE 735 B-2D-5D
Typ: Mikrostopowy zasadowy drut proszkowy do spawania łukiem krytym.
Zakres zastosowania: Budowa zbiorników, urządzeń, okrętów, produkcja rur wielkogabarytowych, konstrukcje stalowe.
Własności: Uwarunkowane wysokozasadowym ŜuŜlem, stopiwo całkowicie odporne na pękanie. Bardzo niska zawartość wodoru. Szczególnie zalecany do spawania wieloelektrodowego. Do spawania metodą wieloelektrodową przeznaczone są warianty 2D do 5D, które w połączeniu z jednym lub wieloma drutami pełnymi typu SDA S2 (SDA S2 Mo) moŜna następująca stosować:
Drut pełny Drut proszkowy Drut pełny Spaw. jednoelektrod. 1xTOPCORE 735 B -1D Sub-2D tandem 1xSDA S2 (S2 Mo ) 1xTOPCORE 735 B -2D Sub-3D tandem 1xSDA S2 (S2 Mo ) 1xTOPCORE 735 B -3D 1xSDA S2 (S2 Mo ) Sub-4D tandem 1xSDA S2 (S2 Mo ) 1xTOPCORE 735 B -4D 2xSDA S2 (S2 Mo ) Sub-5D tandem 1xSDA S2 (S2 Mo ) 1xTOPCORE 735 B -5D 3xSDA S2 (S2 Mo )
Oznaczenia norm:
AWS/ASME-SFA-5.23 EN 756
: F8A6-EC-G (1D-Typ) : S 46 4 FB T3
Materiały: DIN EN ASTM Stale kotłowe HI, HII, 17Mn4,
19Mn5, 15Mo3, 16Mo3 P235GH, P265GH, P295GH, 16Mo3
A 283 / A 285 / A 414 A 662 / A 372 / A 204
Stale rurowe St 35.8, St 45.8 StE 290.7 TM - StE 480.7 TM
P235T1/T2 - P355N L290 - L485
A 369 / A 210 / A 106
Drobnoziarniste stale konstrukcyjne
StE 255 - StE 460 S255 - S460 A 516 / A 255 / A 333 A 350 / A 612
Stale okrętowe A, B, D, E, AH 32 do EH 36
Dopuszczenia: GL, LR
Analiza stopiwa % (Wartości typowe): C Mn Si P S
0,05 1,4 0,3 < 0,025 < 0,025 Własności mechaniczne stopiwa (Wartości typowe):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] RT +0 -20°C - 40°C
u oraz s > 460 530 - 680 > 24 > 100 > 80 > 60 > 47
u: bez obróbki cieplnej s: wyŜarzanie odpręŜające Uwaga! Podana analiza i własności mechaniczne stopiwa dotyczą stopu podstawowego typu 1D. Warianty do
spawania wieloelektrodowego w połączeniu z jednym lub wieloma drutami pełnymi, są tak skonstruowane, Ŝe wartości podstawowe zostają zawsze osiągnięte.
Średnica: Ø 2,0 – 4,0 mm
Konfekcjonowanie: patrz rozdział H = +
Rodzaj prądu Biegunowość
Rurkowy bezszwowy drut proszk owy do spawania łukiem krytym

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
C - 13
TOPCORE 840 B HC Typ: Zasadowy drut proszkowy do spawania łukiem krytym.
Zakres zastosowania: Budowa zbiorników, maszyn i urządzeń.
Własności: Uwarunkowane wysokozasadowym ŜuŜlem, stopiwo bardzo odporne na
pękanie. Bardzo niska zawartość wodoru. Dobra zdatność do efektywnego przetwarzania Ŝarowytrzymałych stali CrMoV do 550 °C.
Oznaczenia norm: AWS / ASME SFA-5.23 EN 756
: F7A8-EC-G : F6P8-EC-G : S 46 4 FB T3Ni1
Materiały: DIN EN ASTM Drobnoziarniste stale konstrukcyjne (u)* / (s)**
WStE 315 do WStE 460 StE 315 do StE 460 EStE 315 do EStE 460
S315 (NL1/2) - S460 (NL1/2)
A 516 / A 255 / A 333 A 350 / A 612
Drobnoziarniste stale konstrukcyjne (n)*** / (v)****
WStE 315 do WStE 355 StE 315 do StE 355 EStE 315 do EStE 355
S315 (NL1/2) - S355 (NL1/2)
A 516 / A 255 / A 333 A 350 / A 612 / A 707
Dopuszczenia: TÜV, DNV Analiza stopiwa % (Wartości typowe):
C Mn Si P S Ni
0,10 1,4 0,3 < 0,015 < 0,015 0,9
Własności mechaniczne stopiwa (Wartości typowe):
Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] ISO - Charpy V [ J ]
- 40°C - 60°C
u > 460 530 – 680 > 20 > 100 > 80
s > 450 530 – 660 > 24 > 120 > 100
n > 355 480 – 560 > 26 > 100 > 100
v > 355 480 – 560 > 25 > 120 > 100
u*: bez obróbki cieplnej s**: wyŜarzanie odpręŜające n***: wyŜarzanie normalizujące v****: ulepszanie cieplne
Średnica: Ø 2,0 – 4,0 mm Konfekcjonowanie: patrz rozdział H
Rodzaj prądu Biegunowość
= +
Rurkowy bezszwowy drut proszk owy do spawania łukiem krytym

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
C - 14
TOPCORE 1.41 B Typ: Średniostopowy zasadowy drut proszkowy o podwyŜszonej wytrzymałości do
spawania łukiem krytym.
Zakres zastosowania: Konstrukcje stalowe, budowa dźwigów, zbiorników, maszyn i urządzeń. Odlewnie.
Własności: Uwarunkowane wysokozasadowym ŜuŜlem, stopiwo bardzo odporne na pękanie. Bardzo niska zawartość wodoru. Wymagania dla poniŜej podanych stali zostają spełnione po wyŜarzaniu normalizującym lub ulepszaniu cieplnym. TOPCORE® 1.41 B nie jest zalecany bez dalszej obróbki cieplnej lub z wyŜarzaniem odpręŜającym.
Oznaczenia norm: AWS / ASME SFA-5.23 EN 756
: F7P8-EC-G : - - -
Materiały: DIN EN ASTM
Drobnoziarniste stale konstrukcyjne (n)* / (a)**
WStE 315 do WStE 420 StE 315 do StE 420 EStE 315 do EStE 420
S315 (NL1/2) - S420 (NL1/2)
A 516 / A 255 / A 333 A 350 / A 612 / A 707
Dopuszczenia: TÜV Analiza stopiwa % (Wartości typowe):
C Mn Si P S Ni Mo V
0,05 1,4 0,1 < 0,025 < 0,020 1,4 0,4 0,13
Własności mechaniczne stopiwa (Wartości typowe):
Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] ISO - Charpy V [ J ]
- 40°C - 60°C
n > 355 440 – 570 > 22 > 70 > 47
n + a > 420 500 – 640 > 22 > 70 > 47
n*: wyŜarzanie normalizujące a**: odpuszczanie
Średnica: Ø 2,0 – 4,0 mm Konfekcjonowanie: patrz rozdział H
Rodzaj prądu Biegunowość
= +
Rurkowy bezszwowy drut proszk owy do spawania łukiem kry tym

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
C - 15
TOPCORE 1.43 B Typ: Średniostopowy zasadowy drut proszkowy o podwyŜszonej wytrzymałości do
spawania łukiem krytym.
Zakres zastosowania: Konstrukcje stalowe, budowa dźwigów, zbiorników, maszyn i urządzeń. Odlewnie.
Własności: Uwarunkowane wysokozasadowym ŜuŜlem, stopiwo bardzo odporne na pękanie. Bardzo niska zawartość wodoru. Wymagania dla poniŜej podanych stali zostają spełnione po wyŜarzaniu normalizującym lub ulepszaniu cieplnym. TOPCORE®
1.43 B nie jest zalecany bez dalszej obróbki cieplnej lub z wyŜarzaniem odpręŜającym.
Oznaczenia norm:
- - -
Materiały: DIN EN ASTM
Drobnoziarniste stale konstrukcyjne (n)* / (a)**
WStE 315 WStE 460 StE 315 - StE 460 EStE 315 - EStE 460
S315 (NL1/2) - S460 (NL1/2)
A 516 / A 255 / A 333 A 350 / A 612 / A 707
Dopuszczenia: TÜV Analiza stopiwa % (Wartości typowe):
C Mn Si P S Ni Mo V
0,08 1,4 0,1 < 0,025 < 0,020 1,8 0,4 0,13
Własności mechaniczne stopiwa (Wartości typowe):
Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] ISO - Charpy V [ J ]
- 40°C - 60°C
n > 420 500 – 640 > 22 > 70 > 47
n + a > 460 530 – 680 > 22 > 70 > 47
n*: wyŜarzanie normalizujące a**: odpuszczanie
Średnica: Ø 2,0 – 4,0 mm Konfekcjonowanie: patrz rozdział H
Rodzaj prądu Biegunowość
= +
Rurkowy bezszwowy drut proszk owy do spawania łukiem krytym

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
C - 16
TOPCORE 742 B Typ: Średniostopowy zasadowy drut proszkowy o podwyŜszonej wytrzymałości do
spawania łukiem krytym.
Zakres zastosowania: Budowa dźwigów, suwnic, pojazdów, urządzeń, konstrukcji stalowych, rurociągów. Odlewnictwo.
Własności: Uwarunkowane wysokozasadowym ŜuŜlem, stopiwo bardzo odporne na pękanie. Bardzo niska zawartość wodoru. Dobra zdatność do efektywnego przetwarzania wysokowytrzymałych i mrozoodpornych drobnoziarnistych stali konstrukcyjnych z Rp0,2 > 690 N/mm2. Aby uzyskać optymalne własności mechaniczne, energia liniowa nie powinna przekraczać 15 kJ/cm. Temperatura pracy 100°C do 150°C. Zalecany topnik: ST 55
Oznaczenia norm: AWS / ASME SFA-5.23 EN 756
:F11A8-EC-F5 : - - -
Materiały: DIN EN ASTM
Stale rurowe TM do StE 690.7 TM do L690M do A 714
Wysokowytrzymałe drobnoziarniste stale konstrukcyjne ulepszone cieplnie
do StE 690 V do S690QL do A 709 / A 515 / A 517
Wysokowytrzymałe drobnoziarniste stale konstrukcyjne mrozoodporne
do ESTE 690 VA do S690G1QL1 A 514 / A 633 / A 709
Dopuszczenia: ABS, DNV, BV, LRS
Analiza stopiwa % (Wartości typowe):
C Mn Si P S Cr Ni Mo
0,08 1,6 0,4 < 0,015 < 0,015 0,5 2,2 0,5 Własności mechaniczne stopiwa (Wartości typowe):
Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] ISO - Charpy V [ J ]
- 40°C - 60°C u > 690 760 – 900 > 16 > 69 > 69
u : bez obróbki cieplnej Średnica: Ø 2,0 – 4,0 mm
Konfekcjonowanie: patrz rozdział H
= +
Rodzaj prądu Biegunowość
Rurkowy bezszwowy drut proszk owy do spawania łukiem krytym

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
D - 1
Druty proszkowe do napawania łukiem krytym
D

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
D - 2
Druty proszkowe do napawania łukiem krytym
Nazwa Typ EN 14700 Zakres twardo ści Strona TOPCORE A 730 B Zasadowy T Fe1 225 - 375 HB D3 TOPCORE A 887 M2 Metaliczny T Z Fe7 40 - 50 HRC D4 TOPCORE A 213-4 B Zasadowy T Z Fe7 40 - 50 HRC D5 TOPCORE A 754 B Zasadowy T Z Fe7 30 - 40 HRC D6 TOPCORE A 754-6 B Zasadowy T Z Fe7 40 - 50 HRC D7
Formy dostawcze
Nazwa Strona Szpula K 300 / 435 / 800 H3 Krąg Typ “ A “ H3 Pojemnik POP H4 Szpula D 500 / D 760 H4 Krąg H4 Stojak H4
Spis tre ści Strona Zestawienie D2

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
D - 3
TOPCORE A 730 B
Typ: Zasadowy drut proszkowy do napawania łukiem krytym.
Zakres zastosowania: BieŜnie kół jezdnych, krąŜków bieŜnych, kół linowych. Części zuŜywalne pojazdów gąsienicowych, rozpórki ogniw lańcuchowych itp.
Własności: Wysoka odporność na ścieranie. Stopiwo bardzo wytrzymałe na obciąŜenie dynamiczne i udarowe. Zalecany topnik ST 65.
Oznaczenia norm: EN 14 700 : T Fe1
Analiza stopiwa % (Wartości typowe):
C Mn Si Cr
0,12 1,8 0,8 1,0
Twardość stopiwa (Wartości typowe): 225 - 375 HB Twardo ść Brinell´a
Średnica: Ø 2,4 - 4,0 mm Konfekcjonowanie: patrz rozdział H
Rodzaj prądu Biegunowość
= +
Rurkowy bezszwowy drut proszk owy do napawania łukiem krytym

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
D - 4
TOPCORE A 887 M2
Typ: Wysokostopowy metaliczno-proszkowy drut do napawania łukiem krytym.
Zakres zastosowania: Walce, wyposaŜenie walcowni, walce odlewnicze, zwrotnice, szyny kolejowe itp.
Własności: Przeznaczony do wielowarstwowego napawania elementów poddanym bardzo wysokiemu zuŜyciu. Napoina jest nierdzewna i posiada taką samą odporność na korozje jak materiał podstawowy tego gatunku.
Oznaczenia norm: EN 14700 : T Z Fe7 Analiza stopiwa % (Wartości typowe):
C Mn Si Cr Ni Mo
> 2. warstwy 0,12 1,0 - 1,4 0,4 - 0,8 13,0 4,0 1,0
Twardość stopiwa (Wartości typowe) 40 - 50 HRC Twardo ść Rockwell´a
Średnica: Ø na zapytanie Konfekcjonowanie: patrz rozdział H
Rodzaj prądu Biegunowość
= +
Rurkowy bezszwowy drut proszk owy do napawania łukiem krytym

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
D - 5
TOPCORE A 213-4 B
Typ: Wysokostopowy zasadowy drut proszkowy do napawania łukiem krytym.
Zakres zastosowania: Walce, wyposaŜenie walcowni, walce odlewnicze itp.
Własności: Przeznaczony do wielowarstwowego napawania elementów poddanym bardzo wysokiemu zuŜyciu. Napoina jest nierdzewna i posiada taką samą odporność na korozje jak materiał podstawowy tego gatunku.
Oznaczenia norm: EN 14700 : T Z Fe7 Analiza stopiwa % (Wartości typowe):
C Mn Si Cr Ni
> 2 warstwy 0,05 - 0,16 1,4 0,4 13,0 4,2
Twardość stopiwa (Wartości typowe): 40 - 50HRC Twardo ść Rockwell´a
Średnica: Ø na zapytanie Konfekcjonowanie: patrz rozdział H
Rodzaj prądu Biegunowość
= +
Rurkowy bezszwowy drut proszk owy do napawania łukiem krytym

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
D - 6
TOPCORE A 754 B Typ: Średniostopowy zasadowy drut proszkowy do napawania łukiem krytym.
Zakres zastosowania: Koła podporowe pojazdów gąsienicowych, powierzchnie toczne szyn, koła suwnic i dźwigów bramowych, koła i wałki taśmociągów, walce itp.
Własności: Wysoką odporność na ścieranie. Stopiwo bardzo wytrzymałe na obciąŜenie dynamiczne i udarowe. Zalecany topnik ST 65.
Oznaczenia norm: EN 14700 : T Z Fe7 Analiza stopiwa % (Wartości typowe):
C Mn Si Cr Mo
> 3 warstwy 0,07 1,3 0,5 6,0 1,0
Twardość stopiwa (Wartości typowe): 30 - 40 HRC Twardo ść Rockwell´a
Średnica: Ø 2,4 - 4,0 mm Konfekcjonowanie: patrz rozdział H
Rodzaj prądu Biegunowość
= +
Rurkowy bezszwowy drut proszk owy do napawania łukiem krytym

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
D - 7
TOPCORE A 754-6 B
Typ: Średniostopowy zasadowy drut proszkowy do napawania łukiem krytym.
Zakres zastosowania: Koła podporowe pojazdów gąsienicowych, powierzchnie toczne szyn, koła i wałki taśmociągów, walce itp.
Własności: Wysoką odporność na ścieranie. Spoiwo bardzo wytrzymałe na obciąŜenie dynamiczne i udarowe. Zalecany topnik ST 65.
Oznaczenia norm: EN 14700 : T Z Fe7 Analiza stopiwa % (Wartości typowe):
C Mn Si Cr Mo
> 3 warstwy 0,15 1,8 0,6 6,5 1,7
Twardość stopiwa (Wartości typowe): 40 - 50 HRC Twardo ść Rockwell´a
Średnica: Ø 2,4 - 4,0 mm Konfekcjonowanie: patrz rozdział H
Rodzaj prądu Biegunowość
= +
Rurkowy bezszwowy drut proszk owy do napawania łukiem krytym

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
E - 1
Druty lite do spawania łukowego w osłonie gazów
E

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
E - 2
Spis tre ści Strona
Zestawienie E2 EN 440 Druty elektrodowe do spawania łukowego w osłonie gazów E3
Nazwa EN AWS / ASME Strona SDA 2 G 42 4 C G3 Si 1 (G 46 4 M G3 Si 1) ER 70 S-6 E4 SDA 3 G 46 4 C G4 Si 1 (G 50 4 M G4 Si 1) ER 70 S-6 E5 SDA MSi --- --- E6 SDA LSi --- --- E7
Nazwa Strona Szpula K 200 / 300 / 435 / 800 H3 Krąg Typ “ A “ H3 Pojemnik POP H4 Szpula D 500 / D 760 H4 Krąg H4 Stojak H4
Druty lite do spawania łukowego w osłonie gazów akt ywnych (MAG)
Formy dostawcze

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
E - 3
EN 440
SDA 2
Skład chemiczny % Symbol stopu C Si Mn P S Ni Mo Al Ti i Zr
GO KaŜdy inny uzgodniony skład chemiczny
G2Si1 0,06-0,14 0,50-0,80 0,90-1,30 0,025 0,025 0,15 0,15 0,20 0,15
G3Si1 0,06-0,14 0,70-1,00 1,30-0,60 0,025 0,025 0,15 0,15 0,20 0,15
G4Si1 0,06-0,14 0,80-1,20 1,60-1,90 0,025 0,025 0,15 0,15 0,20 0,15
G3Si2 0,06-0,14 1,00-1,30 1,30-1,60 0,025 0,025 0,15 0,15 0,20 0,15
G2Ti 0,06-0,14 0,40-0,80 0,90-1,40 0,025 0,025 0,15 0,15 0,05-0,20 0,05-0,25
G3Ni1 0,06-0,14 0,50-0,90 1,00-1,60 0,025 0,025 0,80-1,50 0,15 0,20 0,15
G2Ni2 0,06-0,14 0,40-0,80 0,80-1,40 0,025 0,025 2,10-2,70 0,15 0,20 0,15
G2Mo 0,06-0,14 0,30-0,70 0,90-1,30 0,025 0,025 0,15 0,40-0,60 0,20 0,15
G4Mo 0,06-0,14 0,50-0,80 1,70-2,10 0,025 0,025 0,15 0,40-0,60 0,20-0,15 0,15
G2Al 0,06-0,14 0,30-0,50 0,90-1,30 0,025 0,025 0,15 0,15 0,35-0,75 0,15
Druty elektrodowe i stopiwo do spawania łukowego stali niestopowych i drobnoziarnistych w osłonie gazów
ISO - Charpy V [ J ]
Symbol min. 47 J
[°C]
Z Bez
wymagań A +20 0 0 2 -20 3 -30 4 -40 5 -50 6 -60
Symbol Rm
[ N / mm] Rp0,2
[ N / mm²]
A5 [%]
35 355 440-570 22
38 380 470-570 20
42 420 500-640 20
46 460 530-680 20
50 500 560-720 18
G 42 2 C G3Si1
Spawanie łukowe w osłonie gazów
M: Gazy mieszane C: Dwutlenek węgla

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
E - 4
SDA 2
Typ: Drut lity do spawania w osłonie M21 oraz CO2
Zakres zastosowania: Konstrukcje stalowe, budowa okrętów, zbiorników, maszyn i rurociągów.
Własności: Niskostopowy drut elektrodowy do spawania metodą MAG stali konstrukcyjnych i rurowych w osłonie C1 oraz M21
Oznaczenia norm: Numer materiału: DIN EN 440 DIN 8559 AWS/ASME SFA-5.18
: 1.5125 : G 42 4 C G3 Si 1 / G 46 4 M G3 Si 1 : SG 2 C Y 42 32 / SG 2 M 2 Y 4643 : ER 70 S-6
Materiały: DIN EN ASTM Stale okrętowe A, B, D, E, AH 32 do EH 36 A 131 Niestopowe stale konstrukcyjne
St 33, St 37-2 do St 52-3 S185, S235 - S355 A 106/ A 515 / A 714
Stale kotłowe HI, HII, 17Mn4, 19Mn5 P235GH, P265GH, P295GH
A 283 / A 285 / A 414 A 662 / A 372
Stale rurowe St 35.8, St 45.8 StE 210.7 TM - StE 380.7 TM
P235T1/T2 - P355N L210 - L380
A 369 / A 210 / A 106
Drobnoziarniste stale konstrukcyjne
StE 255 do StE 380 S255 - S380 A 516 / A 255 / A 333 A 350 / A 612
Stale wg normy API X 42 do X 60 ** w zaleŜności od grubości blach, podgrzać do 150° - 300°C
Dopuszczenia: TÜV, ABS, BV, DNV, GL, LR, DB Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si P S
Analiza drutu 0,06 - 0,14 1,3 - 1,6 0,7 - 1,0 < 0,025 < 0,025
Analiza stopiwa 0,06 - 0,10 0,7 - 1,0 0,5 - 0,8 < 0,025 < 0,025
Własności mechaniczne stopiwa (Wartości typowe w osłonie M21): ISO - Charpy V [ J ] Obróbka
cieplna Rp0,2
[ N / mm² ] Rm
[ N / mm² ]
A5
[ % ] - 20°C - 40°C
u oraz s > 420 500 - 640 > 20 > 60 > 47
u : bez obróbki cieplnej s: wyŜarzanie odpręŜające
Średnica: Ø 1,0 – 1,6 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Drut lit y do spawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
E - 5
SDA 3
Typ: Drut lity do spawania w osłonie M21 oraz CO2
Zakres zastosowania: Konstrukcje stalowe, budowa okrętów, zbiorników, maszyn i rurociągów.
Własności: Niskostopowy drut elektrodowy do spawania metodą MAG stali konstrukcyjnych i rurowych w osłonie C1 oraz M21
Oznaczenia norm: Numer materiału: DIN EN 440 DIN 8559 AWS/ASME SFA-5.18
: 1.5125 : G 42 4 C G4 Si 1 / G 46 4 M G4 Si 1 : SG 2 C Y 42 32 / SG 2 M 2 Y 4643 : ER 70 S-6
Materiały: DIN EN ASTM Stale okrętowe A, B, D, E, AH 32 do EH 36 A 131 Niestopowe stale konstrukcyjne
St 33, St 37-2 do St 52-3 S185, S235 - S355 A 106/ A 515 / A 714
Stale kotłowe HI, HII, 17Mn4, 19Mn5 P235GH, P265GH, P295GH
A 283 / A 285 / A 414 A 662 / A 372
Stale rurowe St 35.8, St 45.8 StE 210.7 TM - StE 380.7 TM
P235T1/T2 - P355N L210 - L380
A 369 / A 210 / A 106
Drobnoziarniste stale konstrukcyjne
StE 255 do StE 380 S255 - S380 A 516 / A 255 / A 333 A 350 / A 612
Stale wg normy API X 42 do X 60 ** w zaleŜności od grubości blach podgrzać do 150° - 300°C
Dopuszczenia: TÜV, ABS, BV, DNV, GL, LR, DB Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si P S
Analiza drutu 0,06 - 0,14 1,6 - 1,9 0,5 - 1,0 < 0,025 < 0,025
Analiza stopiwa 0,05 - 0,10 1,0 - 1,5 0,5 - 0,8 < 0,025 < 0,025
Własności mechaniczne stopiwa (Wartości typowe w osłonie M21): ISO - Charpy V [ J ] Obróbka
cieplna Rp0,2
[ N / mm² ] Rm
[ N / mm² ]
A5
[ % ] - 20°C - 40°C
u oraz s > 460 530 - 680 > 20 > 60 > 47
u : bez obróbki cieplnej s: wyŜarzanie odpręŜające Średnica: Ø 1,0 – 1,6 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Drut lity do spawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
E - 6
SDA MSi
Typ: Drut lity do spawania w osłonie M21 oraz CO2
Zakres zastosowania: Konstrukcje stalowe, budowa okrętów, zbiorników, maszyn i rurociągów.
Własności: Niskostopowy drut elektrodowy do spawania metodą MAG stali konstrukcyjnych i rurowych w osłonie C1 oraz M21 przeznaczonych do ocynkowania lub emaliowania.
Oznaczenia norm: : - - -
Materiały: DIN EN ASTM Stale okrętowe A, B, D, E, AH 32 do EH 36 A 131 Niestopowe stale konstrukcyjne
St 33, St 37-2 do St 52-3 S185, S235 - S355 A 106/ A 515 / A 714
Stale kotłowe HI, HII, 17Mn4, 19Mn5 P235GH, P265GH, P295GH
A 283 / A 285 / A 414 A 662 / A 372
Stale rurowe St 35.8, St 45.8 StE 210.7 TM - StE 380.7 TM
P235T1/T2 - P355N L210 - L380
A 369 / A 210 / A 106
Drobnoziarniste stale konstrukcyjne
StE 255 do StE 380 S255 - S380 A 516 / A 255 / A 333 A 350 / A 612
Stale wg normy API X 42 do X 60
Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si P S
Analiza stopiwa 0,05 - 0,10 0,5 - 1,2 0,2 - 0,4 < 0,025 < 0,025
Własności mechaniczne stopiwa (Wartości typowe w osłonie M21):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] + 20°C - 20°C
u > 355 460 - 600 > 20 > 60 > 47
u : bez obróbki cieplnej
Średnica: Ø 1,0 – 1,6 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Drut lity do spawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
E - 7
SDA LSi
Typ: Drut lity do spawania w osłonie M21 oraz CO2
Zakres zastosowania: Konstrukcje stalowe, budowa okrętów, zbiorników, maszyn i rurociągów.
Własności: Niskostopowy drut elektrodowy do spawania metodą MAG stali konstrukcyjnych i rurowych w osłonie C1 oraz M21 przeznaczonych do ocynkowania lub emaliowania.
Oznaczenia norm: : - - -
Materiały: DIN EN ASTM
Stale okrętowe A, B, D, E, AH 32 do EH 36 A 131 Niestopowe stale konstrukcyjne
St 33, St 37-2 do St 52-3 S185, S235 - S355 A 106/ A 515 / A 714
Stale kotłowe
HI, HII, 17Mn4, 19Mn5 P235GH, P265GH, P295GH
A 283 / A 285 / A 414 A 662 / A 372
St 35.8, St 45.8 StE 210.7 TM - StE 480.7 TM
P235T1/T2 - P355N L210 - L485
A 369 / A 210 / A 106
Drobnoziarniste stale konstrukcyjne
StE 255 do StE 460 S255 - S460 A 516 / A 255 / A 333 A 350 / A 612
Stale wg normy API X 42 do X 70
Analiza stopiwa % (Wartości typowe w osłonie M21):
C Mn Si P S
Analiza stopiwa 0,05 - 0,10 0,5 - 1,2 0,06 - 0,1 < 0,025 < 0,025
Własności mechaniczne stopiwa (Wartości typowe w osłonie M21):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] + 20°C - 20°C
u > 355 460 - 600 > 20 > 60 > 47
u : bez obróbki cieplnej
Średnica: Ø 1,0 – 1,6 mm Konfekcjonowanie: patrz rozdział H
Pozycje spawania
= +
Rodzaj prądu Biegunowość
Drut lity do spawania MAG

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
F - 1
Druty lite do spawania łukiem krytym
F

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
F - 2
Spis tre ści Strona
Zestawienie F2 Spawanie łukiem krytym F3 - F5 Zalety spawania łukiem krytym F6 Norma: AWS / ASME 5.23 F7 Norma: EN 756 F8
Druty lite do spawania łukiem krytym
Nazwa EN AWS / ASME Strona SDA S1 S1 ~ EL 12 F9 SDA S2 S2 ~ EM 12K F10 SDA S2Si S2Si ~ EM 12K F11 SDA S2Mo S2Mo ~ EA 2 F12 SDA S3 S3 ~ EM 12K F13 SDA D3 S3Si ~ EM 12K F14 SDA S3MoTiB --- --- F15
Formy dostawcze
Nazwa Strona Szpula K 300 / 435 / 800 H3 Krąg Typ “ A “ H3 Pojemnik POP H4 Szpula D 500 / D 760 H4 Krąg H4 Stojak H4

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
F - 3
Spawanie łukiem krytym drutem litym
Spoina
Materiał podstawowy
Drut spawalniczy
Jeziorko spawalnicze
Krople
śuŜel
Kawerna
Topnik
Łuk
Rysunek 1.
Spawanie łukiem krytym drutem litym odbywa si ę na tych samych zasadach jak z drutem proszkowym.

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
F - 4
Rysunek 2: Reakcje kropel i jeziorka spawalniczego przy spawaniu łukiem krytym.
Spawanie łukiem krytym z jednym drutem uznawane jest za metode standardową, przy czym biegun dodatni z prądem stałym lub zmiennym jest na drucie elektrodowym. Poprzez jednoczesne zastosowanie wielu drutów elektrodowych moŜna dodatkowo zwiększyć wydajność spawania.
śuŜel
Reakcje jeziorka spawalniczego
Parametry spawania Strefa stopienia
Reakcja kropli
Topnik
Materiał dodatkowy
Materiał podstawowy
Stopiwo

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
F - 5
=~
Spawanie wieloelektrodowe
Spawanie dwuelektrodowe
Spawanie tandemowe
Spawanie łukiem krytym dzieli si ę zasadniczo na:
Spawanie jednoelektrodowe
jeden drut elektrodowy jedno źródło prądu jedna regulacja parametrów
dwa druty elektrodowe jedno źródło prądu jedna regulacja parametrów
dwa druty elektrodowe dwa źródła prądu dwie regulacje parametrów
trzy lub więcej drutów elektrodowych dla kaŜdego drutu jedno źródła prądu dla kaŜdego drutu jedna regulacja parametrów moŜliwe zastosowanie kombinacji drutów proszkowych i pełnych

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
F - 6
Ogólne zalety spawania łukiem krytym
wysoka wydajno ść stapiania
wysoka pr ędkość spawania
niewielkie ubytki (np. przez rozpryski)
głębokie wtopienie
wysoka jako ść spoin
moŜliwo ść wpływu na własno ści drutu poprzez celowe wprowadzenie elementów stopowych z topnika
wyeliminowanie dymów i promieniowania UV

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
F - 7
Typowy skład chemiczny stopiwa w % AWS
C Mn Si S P Cr Ni Mo Cu V Inne EL12 0,04-0,14 0,25-0,60 0,10 0,030 0,030 --- --- --- 0,35 --- ---
EM12K 0,05-0,15 0,80-1,25 0,10-0,35 0,030 0,030 --- --- --- 0,35 --- ---
EA1 0,05-0,17 0,65-1,00 0,20 0,025 0,025 --- --- 0,45-0,65 0,35 --- ---
EA2 0,05-0,17 0,95-1,35 0,20 0,025 0,025 --- --- 0,45-0,65 0,35 --- ---
EA3 0,05-0,17 1,65-2,20 0,20 0,025 0,025 --- --- 0,45-0,65 0,35 --- ---
EA3K 0,05-0,12 1,60-2,10 0,50-0,80 0,025 0,025 --- --- 0,40-0,60 0,35 --- ---
EA4 0,05-0,17 1,20-1,70 0,20 0,025 0,025 --- --- 0,45-0,65 0,35 --- ---
EB1 0,10 0,40-0,80 0,05-0,30 0,025 0,025 0,40-0,75 --- 0,45-0,65 0,35 --- ---
EB2 0,07-0,15 0,45-1,00 0,05-0,30 0,025 0,025 1,00-1,75 --- 0,45-0,65 0,35 --- ---
EB2H 0,28-0,33 0,45-0,65 0,55-0,75 0,015 0,015 1,00-1,50 --- 0,40-0,65 0,30 0,20-0,30 ---
EB3 0,05-0,15 0,40-0,80 0,05-0,30 0,025 0,025 2,25-3,00 --- 0,90-1,10 0,35 --- ---
EB5 0,15-0,23 0,40-0,70 0,40-0,60 0,025 0,025 0,45-0,65 --- 0,90-1,20 0,30 --- ---
EB6 0,10 0,35-0,70 0,05-0,50 0,025 0,025 4,50-6,50 --- 0,45-0,70 0,35 --- ---
EB6H 0,25-0,40 0,75-1,00 0,25-0,50 0,025 0,025 4,80-6,00 --- 0,45-0,65 0,35 --- ---
EB8 0,10 0,30-0,65 0,05-0,50 0,025 0,025 8,00-10,5 --- 0,80-1,20 0,35 --- ---
EB9 0,07-0,13 1,25 0,30 0,010 0,010 8,00-10,0 1,00 0,80-1,10 0,10 0,15-0,25 * ENi1 0,12 0,75-1,25 0,05-0,30 0,020 0,020 0,15 0,75-1,25 0,30 0,35 --- ---
ENi1K 0,12 0,80-1,40 0,40-0,80 0,020 0,020 --- 0,75-1,25 --- 0,35 --- ---
ENi2 0,12 0,75-1,25 0,05-0,30 0,020 0,020 --- 2,10-2,90 --- 0,35 --- ---
ENi3 0,13 0,60-1,20 0,05-0,30 0,020 0,020 0,15 3,10-3,80 --- 0,35 --- ---
ENi4 0,12-0,19 0,60-1,00 0,10-0,30 0,020 0,015 --- 1,60-2,10 0,10-0,30 0,35 --- ---
ENi5 0,12 1,20-1,60 0,05-0,30 0,020 0,020 --- 0,75-1,25 0,10-0,30 0,35 --- ---
EF1 0,07-0,15 0,90-1,70 0,15-0,35 0,025 0,025 --- 0,95-1,60 0,25-0,55 0,35 --- ---
EF2 0,10-0,18 1,70-2,40 0,20 0,025 0,025 --- 0,40-0,80 0,40-0,65 0,35 --- ---
EF3 0,10-0,18 1,70-2,40 0,30 0,025 0,025 --- 0,70-1,10 0,40-0,65 0,35 --- ---
EF4 0,16-0,23 0,60-0,90 0,15-0,35 0,030 0,025 0,40-0,60 0,40-0,80 0,15-0,30 0,35 --- ---
EF5 0,10-0,17 1,70-2,20 0,20 0,015 0,010 0,25-0,50 2,30-2,80 0,45-0,65 0,50 --- ---
EF6 0,07-0,15 1,45-1,90 0,10-0,30 0,015 0,015 0,20-0,55 1,75-2,25 0,40-0,65 0,35 --- ---
EM2 0,10 1,25-1,80 0,20-0,60 0,015 0,010 0,30 1,40-2,10 0,25-0,55 0,25 0,05- ** EM3 0,10 1,40-1,80 0,20-0,60 0,015 0,010 0,55 1,90-2,60 0,25-0,65 0,25 0,04 ** EM4 0,10 1,40-1,80 0,20-0,60 0,015 0,010 0,60 2,00-2,80 0,30-0,65 0,25 0,03 ** EW 0,12 0,35-0,65 0,20-0,35 0,030 0,025 0,50-0,80 0,40-0,80 --- 0,30-0,80 --- ---
G Inny skład chemiczny
Inne * Nb (Cb): 0,02-010 N: 0,03-0,07 Al: 0,04 ** Ti: 0,10 Zr: 0,10 Al: 0,10
Oznaczenie kombinacji drutu i topnika według AWS i ASME
SDA S2
AWS / ASME-5.23
Symbol Rm
[ N / mm] Rp0,2
[ N / mm²]
A5 [%]
F6 415-550 330 22 F7 480-660 400 22 F8 550-690 470 20 F9 620-760 540 17 F10 690-830 610 16 F11 760-900 680 15 F12 830-970 750 14
ISO - Charpy V [ J ]
Symbol Min. 47J °C
Z Bez wymagań 0 -18 2 -29 4 -40 5 -46 6 -51 8 -62
Symbol drutu elektrodowego
„M“ = drut pełny F 7 A 4 - EM - G
A = bez obróbki cieplnej
P = z obróbką cieplną
Symbol topnika

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
F - 8
Typowy skład chemiczny stopiwa w % Oznaczenie EN C Si Mn S P Mo Ni Cr Cu SZ Inny skład chemiczny
S1 0,05-0,15 0,15 0,35-0,60 0,025 0,025 0,15 0,15 0,15 0,30
S2 0,07-0,15 0,15 0,80-1,30 0,025 0,025 0,15 0,15 0,15 0,30
S3 0,07-0,15 0,15 1,30-1,75 0,025 0,025 0,15 0,15 0,15 0,30
S4 0,07-0,15 0,15 1,75-2,25 0,025 0,025 0,15 0,15 0,15 0,30
S1Si 0,07-0,15 0,15-0,40 0,35-0,60 0,025 0,025 0,15 0,15 0,15 0,30
S2Si 0,07-0,15 0,15-0,40 0,80-1,30 0,025 0,025 0,15 0,15 0,15 0,30
S2Si2 0,07-0,15 0,40-0,60 0,80-1,30 0,025 0,025 0,15 0,15 0,15 0,30
S3Si 0,07-0,15 0,15-0,40 1,30-1,85 0,025 0,025 0,15 0,15 0,15 0,30
S4Si 0,07-0,15 0,05-0,40 1,85-2,25 0,025 0,025 0,15 0,15 0,15 0,30
S1Mo 0,07-0,15 0,05-0,25 0,35-0,60 0,025 0,025 0,45-0,65 0,15 0,15 0,30
S2Mo 0,07-0,15 0,05-0,25 0,80-1,30 0,025 0,025 0,45-0,65 0,15 0,15 0,30
S3Mo 0,07-0,15 0,05-0,25 1,30-1,75 0,025 0,025 0,45-0,65 0,15 0,15 0,30
S4Mo 0,07-0,15 0,05-0,25 1,75-2,25 0,025 0,025 0,45-0,65 0,15 0,15 0,30
S2Ni1 0,07-0,15 0,05-0,25 0,80-1,30 0,020 0,020 0,15 0,80-1,20 0,15 0,30
S2Ni1,5 0,07-0,15 0,05-0,25 0,80-1,30 0,020 0,020 0,15 1,20-1,80 0,15 0,30
S2Ni2 0,07-0,15 0,05-0,25 0,80-1,30 0,020 0,020 0,15 1,80-2,40 0,15 0,30
S2Ni3 0,07-0,15 0,05-0,25 0,80-1,30 0,020 0,020 0,15 2,80-3,70 0,15 0,30
S2Ni1Mo 0,07-0,15 0,05-0,25 0,80-1,30 0,020 0,020 0,45-0,65 0,80-1,20 0,20 0,30
S3Ni1,5 0,07-0,15 0,05-0,25 1,30-1,70 0,020 0,020 0,15 1,20-1,80 0,20 0,30
S3Ni1Mo 0,07-0,15 0,05-0,25 1,30-1,80 0,020 0,020 0,45-0,65 0,80-1,20 0,20 0,30
S3Ni1,5Mo 0,07-0,15 0,05-0,25 1,20-1,80 0,020 0,020 0,30-0,50 1,20-1,80 0,20 0,30
S2Ni1Cu 0,08-0,12 0,15-0,35 0,70-1,20 0,020 0,020 0,15 0,65-0,90 0,40 0,40-0,65
S3Ni1Cu 0,05-0,15 0,15-0,40 1,20-1,70 0,025 0,025 0,15 0,60-1,20 0,15 0,30-0,60
Oznaczenie kombinacji drutu i topnika według EN 756
SDA S2
EN 756
Symbol Rm
[ N / mm] Rp0,2
[ N / mm²]
A5 [%]
35 440-570 355 22 38 470-600 380 22 42 500-640 420 20 46 530-680 460 20 50 560-720 500 18
ISO - Charpy V [ J ]
Sym-bol
Min. 47J °C
Z Bez wymagań
A +20 0 0 2 -20 3 -30 4 -40 5 -50 6 -60 7 -70 8 -80
Spawanie jednowarstwowe dwustronne
S 38 2 FB S2
Spawanie wielowarstwowe
Typ topnika Symbol
Manganowo-Krzemianowy MS
Wapniowo-Krzemianowy CS
Cyrkonowo-Krzemianowy ZS
Rutylowo-Krzemianowy RS
Glinianowo -Rutylowy AR
Glinianowo -zasadowy AB
Glinianowo -Krzemianowy AS
Glinianowo -fluorkowo-zasadowy
AF
Fluorkowo-zasadowy FB
Inne typy Z
Sym-bol
Rp0,2 [N / mm²]
Rm
[N / mm]
2T 275 370 3T 355 470 4T 420 520 5T 500 500
S 4T 2 FB S2

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
F - 9
SDA S1
Zakres zastosowania: Konstrukcje stalowe, budowa okrętów, dźwigów, suwnic, zbiorników, urządzeń itp.
Oznaczenia norm: DIN 8557 EN 756 (Drut) EN 756 (Drut / Topnik) AWS/ASME SFA-5.17
: S1 : S1 : S 35 2 FB S2 : ~EL 12
Materiały: DIN EN ASTM Stale okrętowe A, B, D, E A 131 Niestopowe stale konstrukcyjne
St 33, St 37-2 S185, S235 - S280 A 106/ A 515
Stale kotłowe HI, HII P235GH, P265GH
A 283 / A 285 / A 414
Stale rurowe St 35.8, St 45.8
P235T1/T2 - P280N L210 - L280
A 369 / A 210 / A 106
Dopuszczenia:
TÜV, DB
Analiza stopiwa % (Wartości typowe):
Topnik C Mn Si P S
ST 55 0,1 0,4 < 0,15 < 0,025 < 0,025
ST 65 0,1 0,5 < 0,15 < 0,025 < 0,025
Własności mechaniczne stopiwa (Wartości typowe):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] 0°C - 20°C
u > 355 450 – 550 > 25 > 80 > 60
u : bez obróbki cieplnej
Średnica: Ø 2,0 - 4,0 mm Konfekcjonowanie: patrz rozdział H = +
Rodzaj prądu Biegunowość
Drut lity do spawania łukiem krytym

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
F - 10
SDA S2
Zakres zastosowania: Konstrukcje stalowe, budowa okrętów, dźwigów, suwnic, zbiorników, urządzeń itp.
Oznaczenia norm: DIN 8557 EN 756 (Drut) EN 756 (Drut / Topnik) AWS/ASME SFA-5.17 AWS/ASME SFA-5.23
: S2 : S2 : S 38 2 FB S2 : ~EM 12 K : ~F7A4-EM12
Materiały: DIN EN ASTM Stale okrętowe A, B, D,E, AH 32 do EH 36 A 131 Niestopowe stale konstrukcyjne
St 33, St 37-2 do St 52-3 S185, S235 - S355 A 106/ A 515 / A 714
Stale kotłowe HI, HII, 17Mn4, 19Mn5 P235GH, P265GH, P295GH
A 283 / A 285 / A 414 A 662 / A 372
Stale rurowe St 35.8, St 45.8 StE 210.7 TM - StE 380.7 TM
P235T1/T2 - P355N L210 - L380
A 369 / A 210 / A 106
Drobnoziarniste stale konstrukcyjne
StE 255 do StE 380 S255 - S380 A 516 / A 255 / A 333 A 350 / A 612
Stale wg normy API X42 do X60 Dopuszczenia:
TÜV, DB, ABS, BV, DNV, GL, LR
Analiza stopiwa % (Wartości typowe):
Topnik C Mn Si P S
ST 55 0,1 0,9 < 0,15 < 0,025 < 0,025
ST 65 0,1 1,1 < 0,15 < 0,025 < 0,025
Własności mechaniczne stopiwa (Wartości typowe):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] - 20°C - 40°C
u > 355 450 – 550 > 25 > 80 > 60
u : bez obróbki cieplnej
Średnica: Ø 2,0 – 4,0 mm Konfekcjonowanie: patrz rozdział H = +
Rodzaj prądu Biegunowość
Drut lity do spawania łukiem krytym

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
F - 11
SDA S2Si
Zakres zastosowania: Konstrukcje stalowe, budowa okrętów, dźwigów, suwnic, zbiorników, urządzeń itp.
Oznaczenia norm: DIN 8557 EN 756 (Drut) EN 756 (Drut / Topnik) AWS/ASME SFA-5.17 AWS/ASME SFA-5.23
: S2Si : S2Si : - - - : ~EM 12 K : ~F7A4-EM12
Materiały: DIN EN ASTM Stale okrętowe A, B, D,E, AH 32 do EH 36 A 131 Niestopowe stale konstrukcyjne
St 33, St 37-2 do St 52-3 S185, S235 - S355 A 106/ A 515 / A 714
Stale kotłowe HI, HII, 17Mn4, 19Mn5 P235GH, P265GH, P295GH
A 283 / A 285 / A 414 A 662 / A 372
Stale rurowe St 35.8, St 45.8 StE 210.7 TM - StE 360.7 TM
P235T1/T2 - P355N L210 - L360
A 369 / A 210 / A 106
Drobnoziarniste stale konstrukcyjne
StE 255 do StE 380 S255 - S380 A 516 / A 255 / A 333 A 350 / A 612
Stale wg normy API X42 do X52 Dopuszczenia:
- - -
Analiza stopiwa % (Wartości typowe):
Topnik C Mn Si P S
ST 55 0,1 1,0 < 0,3 < 0,025 < 0,025
ST 65 0,1 1,2 < 0,3 < 0,025 < 0,025
Własności mechaniczne stopiwa (Wartości typowe):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] - 20°C - 40°C
u > 460 530 – 670 > 20 > 60 > 47
u : bez obróbki cieplnej
Średnica: Ø 2,0 – 4,0 mm Konfekcjonowanie: patrz rozdział H = +
Rodzaj prądu Biegunowość
Drut lity d o spawania łukiem krytym

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
F - 12
SDA S2Mo
Zakres zastosowania: Konstrukcje stalowe, budowa okrętów, dźwigów, suwnic, zbiorników, urządzeń itp.
Oznaczenia norm: DIN 8557 EN 756 (Drut) EN 756 (Drut / Topnik) AWS/ASME SFA-5.17 AWS/ASME SFA-5.23
: S2Mo : S2Mo : S 46 4 FB S2Mo : EA 2 : F8A4-EA2-A2
Materiały: DIN EN ASTM Stale okrętowe A, B, D, E A 131 Niestopowe stale konstrukcyjne
St 33, St 37-2 do St 52-3 S185, S235 - S355 A 106/ A 515 / A 714
Stale kotłowe HI, HII, 17Mn4, 19Mn5 15Mo3, 16Mo3
P235GH, P265GH, P295GH, 15Mo3, 16Mo3
A 283 / A 285 / A 414 A 662 / A 372
Stale rurowe St 35.8, St 45.8 StE 210.7 TM - StE 415.7 TM
P235T1/T2 - P355N L210 - L320
A 369 / A 210 / A 106
Drobnoziarniste stale konstrukcyjne
StE 255 do StE 460 S255 - S460 A 516 / A 255 / A 333 A 350 / A 612
Stale wg normy API X42 do X70 Dopuszczenia:
TÜV, DB
Analiza stopiwa % (Wartości typowe):
Topnik C Mn Si Mo P S
ST 55 0,1 1,1 < 0,15 0,5 < 0,025 < 0,025
ST 65 0,1 1,2 < 0,15 0,5 < 0,025 < 0,025
Własności mechaniczne stopiwa (Wartości typowe):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] - 20°C - 40°C
u > 460 530 – 670 > 20 > 60 > 47
u : bez obróbki cieplnej
Średnica: Ø 2,0 – 4,0 mm Konfekcjonowanie: patrz rozdział H = +
Rodzaj prądu Biegunowość
Drut lity do spawania łukiem krytym

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
F - 13
SDA S3
Zakres zastosowania: Konstrukcje stalowe, budowa okrętów, dźwigów, suwnic, zbiorników, urządzeń itp.
Oznaczenia norm: DIN 8557 EN 756 (Drut) EN 756 (Drut / Topnik) AWS/ASME SFA-5.17 AWS/ASME SFA-5.23
: S3 : S3 : S 46 6 FB S3 : EM 12 K : F7A5-EH-12K
Materiały: DIN EN ASTM Stale okrętowe A, B, D, E A 131 Niestopowe stale konstrukcyjne
St 33, St 37-2 do St 52-3 S185, S235 - S355 A 106/ A 515 / A 714
Stale kotłowe HI, HII, 17Mn4, 19Mn5 15Mo3, 16Mo3
P235GH, P265GH, P295GH, 15Mo3, 16Mo3
A 283 / A 285 / A 414 A 662 / A 372
Stale rurowe St 35.8, St 45.8 StE 210.7 TM - StE 415.7 TM
P235T1/T2 - P355N L210 - L320
A 369 / A 210 / A 106
Drobnoziarniste stale konstrukcyjne
StE 255 do StE 460 S255 - S460 A 516 / A 255 / A 333 A 350 / A 612
Stale wg normy API X42 do X60 Dopuszczenia:
TÜV, DB
Analiza stopiwa % (Wartości typowe):
Topnik C Mn Si P S
ST 55 0,1 1,4 < 0,15 < 0,025 < 0,025
ST 65 0,1 1,6 < 0,15 < 0,025 < 0,025
Własności mechaniczne stopiwa (Wartości typowe):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] - 40°C - 60°C
u > 460 530 – 670 > 20 > 60 > 47
u : bez obróbki cieplnej
Średnica: Ø 2,0 – 4,0 mm Konfekcjonowanie: patrz rozdział H = +
Rodzaj prądu Biegunowość
Drut lity do spawania łukiem krytym

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
F - 14
SDA D3
Zakres zastosowania: Konstrukcje stalowe, budowa okrętów, dźwigów, suwnic, zbiorników, urządzeń itp.
Oznaczenia norm: DIN 8557 EN 756 (Drut) EN 756 (Drut / Topnik) AWS/ASME SFA-5.17 AWS/ASME SFA-5.23
: S3Si : S3Si : S 46 6 FB S3Si : EM 12 K : F7A5-EH-12K
Materiały: DIN EN ASTM Stale okrętowe A, B, D, E A 131 Niestopowe stale konstrukcyjne
St 33, St 37-2 do St 52-3 S185, S235 - S355 A 106/ A 515 / A 714
Stale kotłowe HI, HII, 17Mn4, 19Mn5 15Mo3, 16Mo3
P235GH, P265GH, P295GH, 15Mo3, 16Mo3
A 283 / A 285 / A 414 A 662 / A 372
Stale rurowe St 35.8, St 45.8 StE 210.7 TM - StE 415.7 TM
P235T1/T2 - P355N L210 - L320
A 369 / A 210 / A 106
Drobnoziarniste stale konstrukcyjne
StE 255 do StE 460 S255 - S460 A 516 / A 255 / A 333 A 350 / A 612
Stale wg normy API X42 do X60 Dopuszczenia:
TÜV, DB
Analiza stopiwa % (Wartości typowe):
Topnik C Mn Si P S
ST 55 0,1 1,4 < 0,3 < 0,025 < 0,025
ST 65 0,1 1,6 < 0,3 < 0,025 < 0,025
Własności mechaniczne stopiwa (Wartości typowe):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] - 40°C - 60°C
u > 460 530 – 670 > 20 > 60 > 47
u : bez obróbki cieplnej
Średnica: Ø 2,0 – 4,0 mm Konfekcjonowanie: patrz rozdział H
= +
Rodzaj prądu Biegunowość
Drut lity do spawania łukiem krytym

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
F - 15
SDA S3MoTiB
Zakres zastosowania: Produkcja rur wielkogabarytowych, budowa zbiorników, urządzeń itp.
Oznaczenia norm: DIN 8557 EN 756 (Drut) EN 756 (Drut / Topnik)
- - - - - - - - -
Materiały: DIN EN ASTM
Stale okrętowe A, B, D, E A 131 Niestopowe stale konstrukcyjne
St 33, St 37-2 do St 52-3 S185, S235 - S355 A 106/ A 515 / A 714
Stale kotłowe HI, HII, 17Mn4, 19Mn5 15Mo3, 16Mo3
P235GH, P265GH, P295GH, 15Mo3, 16Mo3
A 283 / A 285 / A 414 A 662 / A 372
Stale rurowe St 35.8, St 45.8 StE 210.7 TM - StE 415.7 TM
P235T1/T2 - P355N L210 - L320
A 369 / A 210 / A 106
Drobnoziarniste stale konstrukcyjne
StE 255 do StE 460 S255 - S460 A 516 / A 255 / A 333 A 350 / A 612
Stale wg normy API X42 do X60 Dopuszczenia:
- - -
Analiza stopiwa % (Wartości typowe):
Topnik C Mn Si Mo Ti B P S
ST 55 0,1 1,4 < 0,3 0,5 0,15 0,13 < 0,025 < 0,025
ST 65 0,1 1,6 < 0,3 0,5 0,15 0,13 < 0,025 < 0,025
Własności mechaniczne stopiwa (Wartości typowe):
ISO - Charpy V [ J ] Obróbka cieplna
Rp0,2 [ N / mm² ]
Rm
[ N / mm² ]
A5
[ % ] - 40°C - 60°C
u > 460 530 – 670 > 20 > 60 > 47
u : bez obróbki cieplnej
Średnica: Ø 2,0 – 4,0 mm Konfekcjonowanie: patrz rozdział H
= +
Rodzaj prądu Biegunowość
Drut lity do spawania łukiem krytym

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
G - 1
Topniki do spawania łukiem krytym
G

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
G - 2
Spis tre ści Strona
Zestawienie G2 Spawanie łukiem krytym G3 EN 760 G4 Skład chemiczny i zasadowość topnika G5
Topniki do spawania łukiem krytym
Nazwa EN / DIN AWS Strona ST 55 EN 760-S A FB 1 55 AC H 5 B FB 1 55 AC 10 MP H5 G6 ST 65 EN 760-S A FB 1 66 AC H 5 B FB 1 66 AC 12 MP H5 G7 ST 63 EN 760-S A FB 1 55 AC H 5 B FB 1 55 AC 10 MP H5 G8 ST D1 EN 760-S A AR 1 97 A(D)C B AR 1 97 DC S K M G9
Formy dostawcze
Nazwa
Worki a 25 kg

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
G - 3
Topnik do spawania łukiem krytym Topnik do spawania łukiem krytym jest materiałem dodatkowym do spawania i musi spełniać takie same wymogi jak otulina elektrody lub gaz osłonowy.
Głównym zadaniem topnika jest:
Formowanie powierzchni spoiny.
Ochrona jeziorka spawalniczego przed dostępem powietrza.
Wpływ na własności spoiny, poprzez celowe wprowadzenie i odprowadzenie elementów stopowych.
MoŜliwość stosowania jednego typu topnika do wielu róŜnych typów drutów elektrodowych.
Zwiększenie stabilności łuku poprzez polepszenie przewodności strefy jarzenia łuku.
Zwiększenie stabilności przechodzenia kropel poprzez odpowiednie wytwarzanie gazów w strefie jarzenia łuku.
W zaleŜności od przeznaczenia i wymogów procesu stosuje si ę
róŜne rodzaje topników. Ze wzgl ędu na sposób wytwarzania dzieli si ę je zasadniczo na aglomerowane i stapiane.
Topnik aglomerowany składa się z drobno zmielonych i wyŜarzonych naturalnych minerałów oraz stopów metali, które są łączone szkłem wodnym i przetwarzane w mieszalniku na granulat. Jest to heterogeniczny typ topnika. Topnik stopiony zostaje wytworzony poprzez stopienie róŜnych minerałów i rud na homogeniczn ą wieloskładnikową mieszanke, która zastaje oziębiona i skrystalizowana a następnie zmielona i przesiania na odpowiednią ziarnistość.

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
G - 4
EN 760
ST 55
S A FB 1 55 AC H5 Oznaczenie według sposobu wytwarzania F (fused) Topnik stopiony A (agglomerated) Topnik aglomerowany M (mixed) Topnik mieszany
Symbol H2 ml/100g H5 5 H10 10 H15 15
DC oznacza prąd stały AC oznacza prąd zmienny
Cechy metalurgiczne Oznaczenie
Udział Mn/Si w stopiwie poprzez
topnik część masy w %
wprowadzanie
elementów stopowych
1 2 3 4
ponad 0,7 ponad 0,5 do 0,7 ponad 0,3 do 0,5 ponad 0,1 do 0,3
wprowadzanie oraz/lub
odprowadzanie 5 0 do 0,1
odprowadzania elementów stopowych
6 7 8 9
ponad 0,1 do 0,3 ponad 0,3 do 0,5 ponad 0,5 do 0,7
ponad 0,7
Topniki klasy 1 Topniki do spawania łukiem krytym stali niestopowych i niskostopowych takich jak: stale konstrukcyjne, wysokowytrzymałe oraz Ŝarowytrzymałe. Topniki poza Mn i Si nie zawierają zasadniczo Ŝadnych innych elementów stopowych, tak Ŝe główny wpływ na skład stopiwa ma skład drutu elektrodowego i reakcje metalurgiczne. Topniki nadają się do spawania i napawania. Większość topników nadaje się do spawania wielowarstwowego oraz jednowarstwowego i jednowarstwowego dwustronnego. Topniki klasy 2 Topniki do spawania i napawania łukiem krytym stali nierdzewnych i Ŝaroodpornych stali Chromowych i Chromo-Niklowych oraz Niklu i jego stopów. Topniki klasy 3 Topniki w pierszym stopniu zalecene do napawania, które poprzez odpowiednie do i odprowadzanie elementów stopowych z topnika takich jak: C , Cr albo Mo wytwarzają stopiwo odporne zuŜycie ścieraniem.
Oznaczenie Charakterystyczny skład chemiczny
Warto ści graniczne
[%] MnO+Si2 min. 15 MS
Manganowo-Krzemianowy CaO max.15 Ca+MgO+SiO2 min. 55 CS
Wapniowo-Krzemianowy CaO+MgO min.15 ZrO2+SiO2+MnO min.45 ZS
Cyrkonowo-Krzemianowy ZrO2 min.15 TiO2+SiO2 min.50 RS
Rutylowo-Krzemianowy TiO2 min.20 AR
Glinianowo-Rutylowy Al2O3+ TiO2 min.40
Al2O3+CaO+MgO min.40 Al2O3 min.20
AB Glinianowo-zasadowy
CaF2 max.22 Al2O3+SiO2+ZrO2 min.40
CaF2+ MgO min.30 AS
Glinianowo-Krzemianowy ZrO2 min. 5
AF Glinianowo-Fluorkowo-
zasadowy
Al2O3+CaF2
min.70
CaO+MgO+CaF2+MnO min. 50 SiO2 max. 20
FB Fluorkowo-zasadowy
CaF2 min.15 Z
Inne typy KaŜdy inny skład
chemiczny
Oznaczenie topników do spawania łukiem krytym według EN 760

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
G - 5
Skład chemiczny i zasadowo ść topnika
Typ topnika Charakterystyczny skład chemiczny
Warto ści graniczne
[%] MnO+Si2 min. 15 MS
Manganowo-Krzemianowy CaO max.15 Ca+MgO+SiO2 min. 55 CS
Wapniowo-Krzemianowy CaO+MgO min.15 ZrO2+SiO2+MnO min.45 ZS
Cyrkonowo-Krzemianowy ZrO2 min.15 TiO2+SiO2 min.50 RS
Rutylowo-Krzemianowy TiO2 min.20 AR
Glinianowo-Rutylowy Al2O3+ TiO2 min.40
Al2O3+CaO+MgO min.40 Al2O3 min.20
AB Glinianowo-zasadowy
CaF2 max.22 Al2O3+SiO2+ZrO2 min.40
CaF2+ MgO min.30 AS
Glinianowo-Krzemianowy ZrO2 min. 5
AF Glinianowo-Fluorkowo-
zasadowy
Al2O3+CaF2
min.70
CaO+MgO+CaF2+MnO min. 50 SiO2 max. 20
FB Fluorkowo-zasadowy
CaF2 min.15 Z KaŜdy inny skład
chemiczny
Indeks zasadowo ści Rodzaj topnika Zawarto ść tlenu
w stopiwie (%) Bl <0,9 kwaśny > 700 ppm
Bl 0,9-1,2 neutralny 500 - 700 ppm
Bl 1,2-2,0 średniozasadowy 300 - 500 ppm
Bl >2,0 wysokozasadowy < 300 ppm
Indeks zasadowo ści Bl według Boniszewskiego
Zasadowo ść topnika Oznaczenie typu topnika
%CaO + %MgO + BaO + %CaF2 + %Na2O + %K2O + 0,5 (%MnO + %FeO) %SiO2 + 0,5 (%Al2O3 + %TiO2 + ZrO2)
Topniki wysokozasadowe: wytwarzają podczas spawania ŜuŜel niskowiskozowy i przewaŜnie nie moŜna ich obciąŜać zbyt wysokim prądem, jednakŜe stopiwo cechują wysokie wartości udarności z karbem w niskich temperaturach. Stosowane przewaŜnie do spawania wieloelektrodowego.
Topniki lekko - i średniozasadowe: ze względu na własności ŜuŜla umoŜliwiają spawanie z wysoką prędkością z dobrym oddzielaniem ŜuŜla i wystarczającymi własnościami mechanicznymi
Topniki kwa śne i neutralne: ze względu na własności przewodzenia prądu ŜuŜla, topniki te znajdują w pierwszej lini zastosowanie do spawania elementów cienkościennych metodą jedno- lub wieloelektrodową

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
G - 6
ST 55 Typ: Aglomerowany fluorkowo-zasadowy topnik do spawania łukiem krytym.
Zakres zastosowania: Konstrukcje stalowe, budowa okrętów, dźwigów, suwnic, zbiorników,
urządzeń itp.
Własności: Przeznaczony do spawania elementów grubościennych oraz wysokowytrzymałych drobnoziarnistych stali konstrukcyjnych. Zalecany równieŜ do stali Ŝarowytrzymałych, mrozoodpornych i stali odpornych na starzenie. Pod względem własności metalurgicznych, odnośnie wprowadzania i odprowadzania Si oraz Mn, jest zaszeregowany jako neutralny. Zdatny do spawania jedno- i wieloelektrodowego, ze względu na małą grubość ŜuŜla równieŜ do spoin obwodowych i otworowych z małą średnicą. Stopień zasadowości według Boniszewskiego : ~3,1 Temperatura suszenia przed uŜyciem : 300-350°C / 1-2h Ziarnistość według DIN EN 760 : 2 - 16
Oznaczenia norm:
DIN EN 760
: S A FB 1 55 D(A)C H5
Zalecane druty elektrodowe:
Druty pełne Druty proszkowe
: typy powszechnie stosowane : typy standartowe i mikrostopowe
Dopuszczenia:
DB, oraz dalsze dopuszczenia jako kombincja drut - topnik
Główne składniki % (wartości typowe):
SiO2 + TiO2 CaO + MgO Al 2O3 + MnO CaF2
15 40 20 25
Konfekcjonowanie: Worki à 25 kg
= +
Rodzaj prądu Biegunowość
~
Topnik do spawania łukiem krytym

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
G - 7
ST 65
Typ: Aglomerowany fluorkowo-zasadowy topnik do spawania łukiem krytym.
Zakres zastosowania: Konstrukcje stalowe, budowa okrętów, dźwigów, suwnic, zbiorników,
urządzeń itp.
Własności: Przeznaczony do spawania i napawania metodą jedno- lub wieloelektrodową Szczególnie dobrze zdatny do spawania dwuelektrodowego oraz spawania jednowarstwowego dwustronnego np. przy produkcji rur wielkogabarytowych. Dobre oddzielanie ŜuŜla, dlatego dobra zdatność do spoin pachwinowych. Mały cięŜar nasypowy zapewnia niskie zuŜycie topnika. Stopień zasadowości według Boniszewskiego : ~1,7 Temperatura suszenia przed uŜyciem : 300-350°C / 1-2h Ziarnistość według DIN EN 760 : 2 - 16
Oznaczenia norm:
DIN EN 760
: S A FB 1 66 D(A)C H5
Zalecane druty elektrodowe:
Druty pełne Druty proszkowe
: typy powszechnie stosowane : typy standartowe i mikrostopowe
Dopuszczenia:
DB, oraz dalsze dopuszczenia jako kombincja drut - topnik
Główne składniki % (wartości typowe):
SiO2 + TiO2 CaO + MgO Al 2O3 + MnO CaF2
15 30 25 20
Konfekcjonowanie: Worki à 25 kg
= +
Rodzaj prądu. Do 1200 A Biegunowość
~
Topnik do spawania łukiem krytym

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
G - 8
ST 63 Typ: Aglomerowany fluorkowo-zasadowy topnik do spawania łukiem krytym.
Zakres zastosowania: Konstrukcje stalowe, budowa okrętów, dźwigów, suwnic, zbiorników,
urządzeń itp.
Własności: Przy spawaniu jednostronnym zabezpiecza jeziorko spawalnicze, stosowany w systemie jedno- i wieloelektrodowym. ST 63 cechuje bardzo dobre oddzielanie ŜuŜla oraz równomierne formowanie grani. Pod względem własności metalurgiczno-spawalniczych jest zaszeregowany jako neutralny Stopień zasadowości według Boniszewskiego : ~1,5 Temperatura suszenia przed uŜyciem : 300-350°C / 1-2h Ziarnistość według DIN EN 760 : 3 - 16
Oznaczenia norm:
DIN EN 760
: S A FB 1 55 AC H5
Zalecane druty elektrodowe:
Druty pełne Druty proszkowe
: typy powszechnie stosowane : typy standartowe i mikrostopowe
Dopuszczenia:
- - -
Główne składniki % (wartości typowe):
SiO2 + TiO2 CaO + MgO Al 2O3 + MnO CaF2
25 20 22 32
Konfekcjonowanie: Worki à 25 kg
= +
Rodzaj prądu. Do 1000 A Biegunowość
~
Topnik do spawania łukiem krytym

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
G - 9
ST D1 Typ: Aglomerowany fluorkowo-zasadowy topnik do spawania łukiem krytym.
Zakres zastosowania: Konstrukcje stalowe, budowa okrętów, dźwigów, suwnic, zbiorników,
urządzeń itp.
Własności: Przeznaczony do spawania i napawania metodą jedno- lub wieloelektrodową Szczególnie dobrze zdatny do spawania dwuelektrodowego oraz spawania jednowarstwowego dwustronnego. Dobre oddzielanie ŜuŜla, dlatego dobra zdatność do spoin pachwinowych. Mały cięŜar nasypowy zapewnia niskie zuŜycie topnika. Stopień zasadowości według Boniszewskiego : ~0,4 Temperatura suszenia przed uŜyciem : 300-350°C / 1-2h Ziarnistość według DIN EN 760 : 3 - 16
Oznaczenia norm:
DIN EN 760
: S A AR 1 97 AC
Zalecane druty elektrodowe:
Druty pełne Druty proszkowe
: typy powszechnie stosowane : typy standartowe i mikrostopowe
Dopuszczenia:
- - -
Główne składniki % (wartości typowe):
SiO2 + TiO2 CaO + MgO CaF2
30 55 5
Konfekcjonowanie: Worki à 25 kg
= +
Rodzaj prądu. Do 1000 A Biegunowość
~
Topnik do spawania łukiem krytym

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
H - 1
Formy dostawcze
H

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
H - 2
Formy dostawcze
Oznaczenie Strona
Szpula K 200 / 300 / 435 / 800 H3
Krąg Typ “ A “ H3
Pojemnik POP H4
Szpula D 500 / D 760 H4
Krąg H4
Stojak H4

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
H - 3
Nazwa ø zewnątrz [mm]
ø wewnątrz [mm]
szeroko ść [mm]
cięŜar [kg]
K200 200 92 53 5
K300 300 180 98 15 – 20
K435/100 435 300 100 20 – 30
K800 824 580 115 100
Wymiary kr ęgu [mm] d D B
CięŜar [kg]
570 750 - 800 90 100
K200 K300 K435
K800
Krąg typ “A“
d D
B

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
H - 4
POP D 500 D 760
Wymiary [mm]
D d H
CięŜar [kg]
570 320 900 250
Wymiary [mm] D B d1 d2 d3 a1 a2
CięŜar [kg]
szpula drut
760 300 40,5 35 25 65 110 75 300
500 350 40,5 35 25 65 110 35 150
Krąg Stojak
D
d
H
ø d
H
ø D
Wymiary kr ęgu [mm]
D h H
max 1000 500 400
Wymiary stojaka [mm]
D d H
CięŜar [kg]
własny drut
850 - 900 480 - 500 1500 35 250
Adaptery, kołpaki i inne pomoce do nabycia w naszej firmie
D B
a1 a2
d2
d1 d3
H
d

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
H - 5
Szczegółowe informacje o naszych materiałach dodatkowych do spawania, formach dostawczych czy dopuszczeniach na zapytanie albo w internecie pod: www.drahtzug.com Inne materiały dodatkowe do spawania na zapytanie Błędy w druku zastrzeŜone

Drahtzug Stein wire & welding D-67317 Altleiningen Tel: +49 (0) 6356 966-0 Fax: +49 (0) 6356 966-114 www.drahtzug.com [email protected]
H - 6
Drahtzug Stein wire & welding Fon +49 (0)6356 966-0 [email protected] GmbH & Co. KG D 67317 Altleiningen Fax +49 (0)6356 966 114 www.drahtzug.com
MADE IN GERMANY