LOGISTYKA PRODUKCJI
91
LOGISTYKA PRODUKCJI LOGISTYKA PRODUKCJI dr inż. Andrzej KIJ dr inż. Andrzej KIJ
-
Upload
jyotika-surya -
Category
Documents
-
view
104 -
download
0
description
LOGISTYKA PRODUKCJI. dr inż. Andrzej KIJ. Sterowania przepływu produkcji. System sterowania przepływem produkcji -podukład, którego celem jest sterowanie przepływem produkcji wyrobów - PowerPoint PPT Presentation
Transcript of LOGISTYKA PRODUKCJI

LOGISTYKA PRODUKCJILOGISTYKA PRODUKCJI
dr inż. Andrzej KIJdr inż. Andrzej KIJ

Sterowania przepływu Sterowania przepływu produkcjiprodukcji
2

Funkcje i istota sterowania przepływem Funkcje i istota sterowania przepływem produkcjiprodukcji
System sterowania przepływem produkcjiSystem sterowania przepływem produkcji -podukład, którego celem jest sterowanie przepływem produkcji
wyrobów
◦ konfrontacja rzeczywistego przepływu produkcji z planowanymi normami i ustalenie odchyleń dają podstawę do sterowania przepływem produkcji, czyli do doprowadzenia parametrów przepływu do pożądanych norm
◦ potrzebny jest element podejmowania decyzji i wydawania dyspozycji dotyczących zmiany (korekty, koordynacji) pewnych parametrów w celu doprowadzenia przepływu produkcji do wyznaczonych norm.

Całość procesu sterowania przepływem produkcji można traktować jako celowy etapowy proces realizowania pewnych składowych funkcji tego procesu i podejmowania decyzji. Do funkcji tych można zaliczyć:
planowanieplanowanieewidencjonowanieewidencjonowaniekontrolowaniekontrolowaniekorygowaniekorygowanie

Zadaniem systemu sterowania przepływem Zadaniem systemu sterowania przepływem
produkcji jest wytworzenie określonych produkcji jest wytworzenie określonych
powiązań między takimi elementami, jak: powiązań między takimi elementami, jak:
przedmioty, komórki przepływu, ilość i czas, przedmioty, komórki przepływu, ilość i czas,
które realizowałyby w odpowiedni sposób które realizowałyby w odpowiedni sposób
wyznaczony cel.wyznaczony cel.

Metody międzykomórkowego Metody międzykomórkowego sterowania przepływem sterowania przepływem
produkcjiprodukcji

Sterowanie międzykomórkoweSterowanie międzykomórkowe
Polega na rozłożeniu planu produkcji Polega na rozłożeniu planu produkcji przedsiębiorstwa pomiędzy przedsiębiorstwa pomiędzy poszczególne komórki, uwzględniając poszczególne komórki, uwzględniając strukturę wyrobów, specjalizację strukturę wyrobów, specjalizację komórek, przepustowość (zdolności komórek, przepustowość (zdolności produkcyjne).produkcyjne).
Systemy sterowania Systemy sterowania międzykomórkowegomiędzykomórkowego
Systemy sterowania ilościąSystemy sterowania ilością◦wg taktu produkcji wg taktu produkcji ◦wg rytmu produkcji wg rytmu produkcji ◦wg programów i zapasów wg programów i zapasów
Systemy sterowania terminamiSystemy sterowania terminami◦wg wyprzedzeń wg wyprzedzeń ◦wg cyklu produkcji wg cyklu produkcji ◦wg priorytetów wg priorytetów

◦ Dla wyrównania odchyleń w wydajności Dla wyrównania odchyleń w wydajności komórek produkcyjnych tworzy się zwykle komórek produkcyjnych tworzy się zwykle zapasy między wydziałami. zapasy między wydziałami.
◦ Zapas ten nazywany jest zwykle zapasem Zapas ten nazywany jest zwykle zapasem buforowym lub kompensacyjnym.buforowym lub kompensacyjnym.
◦ Wielkość tego zapasu utrzymywana jest na Wielkość tego zapasu utrzymywana jest na odpowiednim poziomie, a jego wielkość odpowiednim poziomie, a jego wielkość zależy od odchyleń.zależy od odchyleń.
◦ Kontrola wykonania zadania polega na Kontrola wykonania zadania polega na porównywaniu wielkości realizowanej porównywaniu wielkości realizowanej produkcji z dziennymi planami, a także na produkcji z dziennymi planami, a także na kontroli zapasów kompensacyjnych.kontroli zapasów kompensacyjnych.
Sterowanie według taktu produkcjiSterowanie według taktu produkcji

Sterowanie według rytmu produkcjiSterowanie według rytmu produkcji
◦wykorzystywane w komórkach o:wykorzystywane w komórkach o: produkcji ustabilizowanej,produkcji ustabilizowanej, wysokim poziomie organizacji produkcjiwysokim poziomie organizacji produkcji
◦produkcja ustabilizowana – charakteryzuje produkcja ustabilizowana – charakteryzuje się małą zmiennością ilości i rodzajów się małą zmiennością ilości i rodzajów wyrobów, jej cechą jest najniższy stan wyrobów, jej cechą jest najniższy stan zapasów produkcji w toku; sterowanie zapasów produkcji w toku; sterowanie odbywa się w oparciu o wzorcowe odbywa się w oparciu o wzorcowe harmonogramy produkcyjneharmonogramy produkcyjne

Sterowanie według stanu zapasówSterowanie według stanu zapasów
◦wykorzystywane w produkcji wielkoseryjnej i wykorzystywane w produkcji wielkoseryjnej i masowej, szczególnie części zamiennychmasowej, szczególnie części zamiennych
◦ podstawą sterowania jest tu zlecenie na produkcję podstawą sterowania jest tu zlecenie na produkcję części zamiennych, która wynika z różnicy między części zamiennych, która wynika z różnicy między stanem maksymalnym, a aktualnym stanem stanem maksymalnym, a aktualnym stanem magazynowym pod koniec badanego okresu magazynowym pod koniec badanego okresu (tydzień, miesiąc, kwartał), powiększona o ilość (tydzień, miesiąc, kwartał), powiększona o ilość wynikającą z pokrycia zapotrzebowania w okresie wynikającą z pokrycia zapotrzebowania w okresie cyklu dostawycyklu dostawy
◦stan maksymalny – to suma średniego stan maksymalny – to suma średniego zapotrzebowania na części oraz stanuzapotrzebowania na części oraz stanu minimalnegominimalnego

Sterowanie według wyprzedzeńSterowanie według wyprzedzeń
◦Stosowane ogólnie w produkcji jednostkowej i Stosowane ogólnie w produkcji jednostkowej i małoseryjnejmałoseryjnej
◦Podstawowa zasada oparta jest o dwa Podstawowa zasada oparta jest o dwa założenia:założenia:
wszystkie części niezbędne do montażu w danym wszystkie części niezbędne do montażu w danym miesiącu muszą być wykonane w miesiącu poprzednimmiesiącu muszą być wykonane w miesiącu poprzednim
cykl produkcyjny fazy technologicznej nie może być cykl produkcyjny fazy technologicznej nie może być dłuższy od okresu wyprzedzeńdłuższy od okresu wyprzedzeń

Sterowanie według cyklu produkcyjnegoSterowanie według cyklu produkcyjnego
bezpośrednio podstawę ustalenia planów bezpośrednio podstawę ustalenia planów wydziałowych stanowią opracowane cyklogramy wydziałowych stanowią opracowane cyklogramy produkcji oraz zarejestrowane zaawansowanie produkcji oraz zarejestrowane zaawansowanie wykonania zamówień w poprzednich okresach wykonania zamówień w poprzednich okresach

Sterowanie według priorytetówSterowanie według priorytetów
Priorytety ustala się po to aby:Priorytety ustala się po to aby:◦ zminimalizować terminy, zminimalizować terminy, ◦ zminimalizować zaangażowanie kapitału, zminimalizować zaangażowanie kapitału, ◦ zminimalizować zaangażowanie środków obrotowych, zminimalizować zaangażowanie środków obrotowych, ◦ maksymalizować wykorzystanie zdolności produkcyjnychmaksymalizować wykorzystanie zdolności produkcyjnych

System kanbanSystem kanban

System kanbanSystem kanban
Kanban jest to opracowana w Japonii w latach 50 ubiegłego stulecia metoda zarządzania produkcją.
Słowo Kanban pochodzi z języka japońskiego i oznacza kartkę papieru. W wolnym tłumaczeniu znaczy "widoczny opis".

System Kanban jest samoregulującym się narzędziem operacyjnego sterowania produkcją.
System ten jest sterowany zdarzeniami występującymi bezpośrednio na produkcji
Zorientowany jest na zapewnienie:
- krótkiego czasu przetwarzania,- niskich zapasów przy jednoczesnej
terminowości realizacji, a co za tym idzie: wielkość produkcji dopasowana do liczby zamówień, orazkontrola jakości na wszystkich etapach procesu.

Metoda ta w prosty sposób pozwala na wizualizację przepływu materiałów w przedsiębiorstwie
Kanban ma za zadanie sterowanie zapasami.

Zastosowanie systemu Kanban pozwala na prawie całkowitą eliminację magazynów
Magazynowanie przedprodukcyjne, poprodukcyjne jak i międzyoperacyjne jest znikome, gdyż wszelkie materiały od dostawców są dostarczane dokładnie na czas i to samo dzieje się, jeśli chodzi o wysyłkę wyrobu gotowego.

Cele systemu Kanban można przedstawić za pomocą hasła "7 x żadnych":
żadnych braków, żadnych opóźnień, żadnych zapasów, żadnych kolejek - gdziekolwiek i po
cokolwiek, żadnych bezczynności, żadnych zbędnych operacji
technologicznych i kontrolnych, żadnych przemieszczeń.

W systemie KANBAN zlecenie produkcyjne nie trafia na początek linii, lecz na koniec.
Ostatnie stanowisko otrzymuje harmonogram dostaw gotowych wyrobów do odbiorców.
Tam pracownik lub załoga gniazda podejmuje zadanie.
W miarę potrzeby wyroby do produkcji są pobierane (ssane) z poprzednich stanowisk, te z kolei ze stanowisk je poprzedzających, uzupełniając w ten sposób wyroby przekazane do stanowiska następnego.
Takie rozwiązanie umożliwia zsynchronizowanie przepływu materiałów z tempem pracy ostatniego stanowiska.


System sterowania przepływem materiałów wykorzystuje specjalny rodzaj dokumentów, tzw.karty Kanban.
Karta Kanban jest informacją wykorzystywaną w celu wskazania potrzeby przemieszczenia materiału w systemie produkcji ssące

Karta kanbanKarta kanban

Konstrukcja karty ma za zadanie bezbłędne zasygnalizowanie potrzeby dostarczenia części. W przypadku przedstawionej karty . sygnalizuje ona potrzebę dostarczenia materiału do produkcji . stąd jej nazwa PRODUKCJA.
Liczbę kart w obiegu oblicza się jako:

Karta Kanban krąży między magazynem wyrobów gotowych, stanowiskami roboczymi i buforami, stanowiąc zlecenie produkcyjne i oznakowanie pojemników.
Pozwala to na rezygnację w dużym stopniu z centralnego generowania zleceń na każde ze stanowisk produkcyjnych.
Płynność produkcji i przepływu materiałów zapewniony jest przez system Kanban.
Produkcja na każdym etapie uruchamiana jest, gdy zachodzi taka potrzeba.
Kanban można uznać za system samosterujący.

Systemy Kanban we współczesnych przedsiębiorstwach, to systemy zinformatyzowane.
Daje to systemowi dodatkowe możliwości związane w dużej mierze z kwestiami jakościowymi.
Możliwa jest pełna identyfikacja i identyfikowalność produktu, gromadzenia danych (np. zapisów jakościowych) na ogromną skalę, dokładne odtworzenie przebiegu procesu produkcji na każdym stanowisku

Integracja systemu Kanban z systemem informatycznym znacznie przyspiesza przepływ informacji.
System Kanban doskonale uzupełnia informatyczne systemem zarządzania produkcją typu MRP II pozwalając na skuteczne sterowanie produkcją z uwzględnieniem wielu aspektów.

28
Zastosowanie takich pakietów pozwala na szybką ocenę: czy możliwa jest terminowa realizacja nowowprowadzanych zleceń w systemie o znanych i niewykorzystanych mocach produkcyjnych w warunkach istniejących deterministycznych ograniczeń logistycznych?
struktura i działanie systemu komputerowo struktura i działanie systemu komputerowo wspomaganego podejmowania decyzji w wspomaganego podejmowania decyzji w zadaniach planowania i sterowania zadaniach planowania i sterowania przepływu przepływu produkcji produkcji w systemach wieloasortymentowej w systemach wieloasortymentowej produkcji rytmicznej. produkcji rytmicznej.

29
Produkcja wieloasortymentowa umożliwia jednoczesne wytwarzanie krótkich serii wyrobów wzdłuż określonych marszrut technologicznych.
Reakcja na zmieniające się potrzeby rynku rodzi potrzebę wprowadzania nowych asortymentów wyrobów.
Celem nadrzędnym staje się zatem sprawne planowanie produkcji, poszukiwanie związków umożliwiających odpowiedzi na pytania typu:
co, gdzie, kiedy oraz w jakiej ilości powinno być dostarczone dla efektywnej realizacji produkcji?

Struktura ERP:Struktura ERP:
30

Moduł-Sterowanie produkcją:Moduł-Sterowanie produkcją:
31

Model przepływuModel przepływu::
32
Omawiany pakiet umożliwia podejmowanie decyzji dotyczących możliwości realizacji zlecenia produkcyjnego przy zadanych ograniczeniach związanych z systemem wytwórczym i wymaganiami klienta. Każde zlecenie, będące przedmiotem weryfikacji, charakteryzuje się określonymi parametrami, takimi jak:
• wielkość zlecenia,
• termin realizacji,
• wielkość partii produkcyjnej,
• okres wprowadzania partii produkcyjnej,
• proces produkcyjny.
Realizacja zlecenia weryfikowana jest pod kątem możliwości i ograniczeń podsystemów: wytwórczego, transportu i składowania.

33
W omawianym przypadku system wieloasortymentowej produkcji rytmicznej składa się ze:
Przyjmuje się, że wózki samojezdne poruszają się cyklicznie wzdłuż z góry zadanych tras.
• zbioru maszyn technologicznych {Mi| i = 1,...,m},
• zbioru procesów produkcyjnych wyrobów {Pj| j = 1,...,n},
• zbioru magazynów przystanowiskowych {Bk| k = 1,...,m}
• magazynu wejścia-wyjścia oraz
• zbioru wózków samojezdnych {Wz| z = 1,...,f}.

34
System jednoczesnej, wieloasortymentowej produkcji rytmicznej charakteryzuje się krótko i średnioseryjną produkcją.
Przy każdym ze stanowisk występuje magazyn (bufor przystanowiskowy) podzielony na dwa pola (przedoperacyjne i pooperacyjne) o zadanych pojemnościach.
Pomiędzy zasobami technologicznymi poruszają się wózki samojezdne, których zadaniem jest przewożenie materiału zgodnie z marszrutami technologicznymi realizowanych procesów.

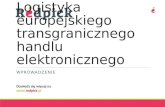
Sposób przepływu materiału procesu PSposób przepływu materiału procesu P11 i P i P22 : :
35
W2
W1
P1
M1 B1
M3
B3
M4
B4
M2 B2
P2
M1, ..., M4 - zasoby technologiczne (obrabiarki CNC);
B1, ..., B4 - bufory przystanowiskowe;
W1, W2 - wózki AGV;
marszruty procesów P1, P2 ;
marszruty transportowe wózków samojezdnych W1 i W2

ZZałożenia przepływu produkcji :ałożenia przepływu produkcji :
36
1. dostęp procesów do zasobów dzielonych realizowany jest w trybie wzajemnego wykluczania;
2. operacje technologiczne wykonywane na zasobach są niewywłaszczalne;
3. każdy proces jest sekwencją skończonej liczby operacji, które są wykonywane w kolejności określonej przez marszrutę;
4. każda marszruta przebiega tylko raz przez dany zasób;
5. na wejściu i wyjściu każdej marszruty znajduje się magazyn o pojemności równej wielkości partii produkcyjnej;

37
6. rozpoczęcie kolejnej operacji następuje po zakończeniu operacji ją poprzedzającej, pod warunkiem dostępności zasobu;
7. czasy operacji technologicznych i transportowych są liczbami naturalnymi;
8. czasy wykonania operacji mają charakter deterministyczny;
9. operacje transportu pomiędzy stanowiskami marszruty wykonywane są przy udziale podsystemu transportu bliskiego i magazynowania.

38
Podsystem transportu bliskiego i magazynowania stanowi zbiór zasobów operacyjnych (magazynów, wózków samojezdnych, tras jezdnych, itp.), za pomocą których realizowany jest proces przepływu materiałów w systemie.
Charakteryzuje się on następującymi założeniami:
1. dany jest skończony zbiór odcinków (tras jezdnych) łączących pary zasobów technologicznych;
2. w systemie występuje skończona liczba wózków samojezdnych o zadanych pojemnościach;
3. wózki poruszają się ze stałą prędkością, cyklicznie po ściśle określonych marszrutach transportowych;

39
4. marszruta transportowa stanowi zbiór jednokierunkowych odcinków (tras jezdnych) łączących pary zasobów technologicznych systemu;
5. marszruta transportowa może przebiegać co najwyżej raz przez ten sam odcinek (brak nawrotów);
6. dostęp do odcinków współużytkowanych przez wózki realizowany jest w trybie wzajemnego wykluczania;
7. dana jest specyfikacja czasów przejazdu wózka po trasach systemu;
8. czasy załadunku i rozładunku wliczone są w czas przejazdu wózka po trasie;
9. dana jest specyfikacja okresów powtarzalności przejazdu wózków po wybranych trasach (marszrucie transportowej);

40
10. dana jest skończona liczba buforów przystanowiskowych odpowiadająca liczbie zasobów technologicznych systemu;
11. na wejściu i na wyjściu marszruty technologicznej znajduje się bufor o pojemności odpowiadającej wielkości partii produkcyjnej realizowanego procesu;
12. bufor przystanowiskowy Bk składa się z dwóch części
magazynowych: pola wejściowego (przedoperacyjnego) Bk/1,
gromadzącego elementy przed obróbką na danym stanowisku i
pola wyjściowego (pooperacyjnego) Bk/2,
gromadzącego elementy po obróbce technologicznej na danym stanowisku;
13. dana jest skończona pojemność pól składowania dla k-tego bufora przystanowiskowego Bk/1 i Bk/2.

Planowanie przepływu produkcji:Planowanie przepływu produkcji:
41
Wariantowanie przepływu produkcji w systemie wieloasortymentowej produkcji rytmicznej polega na sprawdzeniu warunków mających charakter warunków wystarczających, których spełnienie gwarantuje terminową realizację zleceń produkcyjnych w systemie o znanych, niewykorzystanych mocach produkcyjnych.
Służy zatem wyznaczeniu takiej wielkości partii produkcyjnej wprowadzanego procesu, która spełnia ograniczenia systemu.

42
Decyzja o przyjęciu (doborze) nowego zlecenia produkcyjnego jest podejmowana w siedmiu etapach:
Etap 1 - wyznaczenie zbioru dopuszczalnych wielkości partii produkcyjnych DZW. Zbiór ten determinowany jest wielkościami
istniejących przestojów na zasobach wspólnych występujących w marszrucie technologicznej nowowprowadzanego zlecenia.
Etap 2 - wyznaczenie podzbioru DTN DZW elementów, dla
których możliwe jest wyznaczenie przebiegu ustalonego spełniającego warunki technologicznego następstwa operacji oraz zagwarantowany jest niezakłócony przebieg aktualnie realizowanych zleceń.

43
Etap 3 - wyznaczenie podzbioru DWS DTN elementów, dla
których istnieje wystarczająca liczba wózków samojezdnych niezbędnych dla zrealizowania wszystkich operacji transportowych.
Etap 4 - wyznaczenie podzbioru DPT DWS elementów, dla
których wyznaczone wielkości partii transportowych gwarantują niezakłócony przepływ aktualnie realizowanej produkcji w systemie.
Etap 5 - wyznaczenie podzbioru DPW DPT elementów, dla których
dostępne pojemności wózków samojezdnych gwarantują wykonanie wszystkich operacji transportowych na zadanych partiach transportowych.

44
Etap 6 - zbiór DPW ogranicza się do elementów, dla których
istnieje wystarczająca pojemność buforów przystanowiskowych (gwarantująca realizację wszystkich operacji magazynowania). - wyznaczenie zbioru DPB.
W ostatnim etapie 7 następuje wyznaczenie podzbioru DTR DPB
elementów, dla których możliwa jest terminowa realizacja nowego zlecenia.
Przedstawione postępowanie prowadzi do wyznaczenia zbioru dopuszczalnych wielkości partii produkcyjnych
DTR DPB
DPW DPT DWS DTN DZW.
Dopuszczalne są zatem te warianty organizacji produkcji, dla których istnieje partia produkcyjna, wielkość której umożliwia terminową realizację zlecenia przy nie zakłóconym przepływie aktualnie realizowanych procesów.

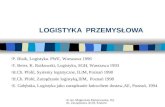
Wyznaczanie zbiorów dopuszczalnych Wyznaczanie zbiorów dopuszczalnych wielkości partii produkcyjnychwielkości partii produkcyjnych::
45
DZW
DTN
DWS
DPT
DPB DPW
DTR DPB
DPW DPT DWS DTN DZW
DTR

46
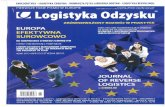
Ustalenie dopuszczalnego wariantu organizacji przepływu produkcji realizowane jest w oparciu o sekwencję warunków wystarczających, ograniczających wyjściowy zbiór rozwiązań dopuszczalnych:
Każda wielkość partii ze zbioru DTR odpowiada jednemu z
dopuszczalnych, ustalonych przepływów produkcji nowowprowadzanego zlecenia. Gdy zbiór DTR
jest zbiorem
pustym, oznacza to, że zlecenie nie zostanie przyjęte do realizacji.
Ustalony przepływ produkcji dla n-zleceń
n+1-sze zlecenie
Przestoje zasobów wspólnych (wyznaczenie zbioru dopuszczalnych
wielkości partii produkcyjnych dla n+1-szego zlecenia)
Technologiczne następstwo operacji
Dostępna ilość wózków samojezdnych
DZW
DTN
DWS
DPW
DPB
DTR
Dostępna pojemność wózków samojezdnych
Dostępna pojemność magazynów przystanowiskowych
Terminowość realizacji zlecenia
Zbiór ustalonych przepływów produkcji
dla n+1- zleceń
Zmienne wielkości partii transportowych DPT

Komputerowy system planowania Komputerowy system planowania przepływu produkcji – SPPP:przepływu produkcji – SPPP:
47
System SPPP składa się z dwóch podstawowych modułów:
Specyfikacji systemu produkcyjnego:
- zasoby technologiczne (maszyny wytwórcze);
- trasy w systemie transportu bliskiego;
- wózki samojezdne;
- rozkład jazdy;
Planowania:
- biblioteka procesów;
- zlecenia produkcyjne;
- weryfikacja zleceń.

48
a) Moduł specyfikacji systemu.
b) Moduł planowania przepływu produkcji.

Wprowadzenie danych wejściowych Wprowadzenie danych wejściowych systemu produkcyjnego:systemu produkcyjnego:
49
obejmuje określenie:
• liczby zasobów technologicznych i buforów przystanowiskowych;
• pojemności buforów przystanowiskowych;
• tras podsystemu transportu bliskiego i magazynowania;
• liczby i pojemności wózków samojezdnych;
• rozkładu jazdy podsystemu transportu w systemie.

SSpecyfikacjpecyfikacjaa zasobów technologicznych: zasobów technologicznych:
50
usunięcie pozycji z listy
dodanie nowej pozycji do listy
edycja wybranej pozycji z listy anuluj
przycisk akceptuj
wybór pozycji z listy

SSpecyfikacjpecyfikacjaa tras systemu transportu tras systemu transportu bliskiego:bliskiego:
51

SSpecyfikacjpecyfikacjaa wózków samojezdnych: wózków samojezdnych:
52

PPlanowanilanowaniee rozkładu jazdy wózków rozkładu jazdy wózków samojezdnych:samojezdnych:
53

Komunikat sygnalizujący problem Komunikat sygnalizujący problem kolizji:kolizji:
54

Harmonogram rozkładu jazdy wózków Harmonogram rozkładu jazdy wózków samojezdnych:samojezdnych:
55

Specyfikacja zleceń produkcyjnych Specyfikacja zleceń produkcyjnych przewidzianych do realizacji w systemie:przewidzianych do realizacji w systemie:
56

SSpecyfikacjpecyfikacjaa zleceń produkcyjnych zleceń produkcyjnych
57

Moduł weryfikacji zleceń produkcyjnychModuł weryfikacji zleceń produkcyjnych
58

Planowanie przepływu w systemie – Planowanie przepływu w systemie – SPPP:SPPP:
59

60
W celu zapewnienia ustalonego przebiegu procesów, relacje pomiędzy regułami alokowanymi na zasobach systemu uwzględniają tzw. warunek bilansu systemu.
Warunek ten jest spełniony, gdy liczba detali wprowadzonych do każdej marszruty produkcyjnej w przebiegu ustalonym systemu równa jest liczbie detali wychodzących z systemu.
Zbiór reguł wyboru priorytetu alokowanych na zasobach M1, M2:oraz odpowiednio na ich buforach przystanowiskowych M1WE , M1WY i M2WE, M2WY, które określają kolejność dostępu procesów do poszczególnych zasobów:

Komunikaty o przyczynie odrzucenia zleceniaKomunikaty o przyczynie odrzucenia zlecenia::
61
Na podstawie generowanych komunikatów system SPPP pozwala uzyskać informacje o słabych stronach systemu produkcyjnego. Analiza komunikatów pozwala na dostosowanie systemu do realizacji odrzuconych zleceń poprzez np. zwiększenie pojemności bufora przystanowiskowego, uruchomienie dodatkowych wózków samojezdnych, zwiększenie ich pojemności, zmianę marszrut wprowadzanych procesów lub negocjację terminów realizacji zleceń z klientem, itp

Diagram obciążeń zasobów Diagram obciążeń zasobów technologicznych w trakcie realizacji technologicznych w trakcie realizacji
zleceń Z1 i Z2zleceń Z1 i Z2
62
Po dokonaniu weryfikacji zleceń w systemie SPPP dostępne są diagramy ilustrujące obciążenie zasobów technologicznych, obciążenie wózków samojezdnych, obciążenie magazynów przystanowiskowych oraz harmonogram rozkładu jazdy wózków samojezdnych.

OObciążenie wózków W1 i W2 o pojemności bciążenie wózków W1 i W2 o pojemności odpowiednio 2 i 4, elementami partii odpowiednio 2 i 4, elementami partii
zlecenia Z1 i Z2 w przebiegu ustalonym o zlecenia Z1 i Z2 w przebiegu ustalonym o okresie T=12okresie T=12::
63

PRZYKŁADOWE EKSPERYMENTYPRZYKŁADOWE EKSPERYMENTY::
64
Stanowią ilustrację wykorzystania pakietu SPPP:
1. w projektowaniu obciążeń systemu;
2. doborze zleceń produkcyjnych;
3. projektowaniu struktury systemu produkcyjnego.

1. 1. Projektowanie obciążenia systemuProjektowanie obciążenia systemu
65
Projektowanie obciążeń jest typowym zadaniem z zakresu planowania operatywnego.
Do systemu kierowane są planowane do realizacji zlecenia produkcyjne.
Od systemu planowania przepływu oczekuje się dokonania odpowiedniego przydziału zadań do poszczególnych maszyn, wózków samojezdnych, buforów przystanowiskowych, itd., co odpowiada zaprojektowaniu ustalonego przepływu produkcji.

66
Dana jest komórka produkcyjna składająca się z sześciu zasobów technologicznych (obrabiarek CNC) oraz sześciu buforów przystanowiskowych wejściowych i sześciu buforów przystanowiskowych wyjściowych. Dopuszczalna pojemność każdego z nich wynosi 2 elementy. W systemie kursują cyklicznie dwa wózki samojezdne W1 i W2 o pojemności 2 elementów,
według rozkładu jazdy, jak na poniższym diagramie:

67
Marszruty wózków oraz czasy realizacji operacji transportowych ilustruje poniższa tabela:
Nazwa Okres Operacje transportowe (czasy operacji)
Wózek W1 Tw1= 4 M1 – M3 (1) M1 – M3 (1) M1 – M3 (1)
Wózek W2 Tw2= 6 M4 – M5 (3) M4 – M5 (3) M4 – M5 (3) M4 – M5 (3)
Okres systemu transportu wynosi T=12

68
Do realizacji w systemie przewidziane są trzy zlecenia produkcyjne Z1, Z2 i Z3 :
Lp. Nazwa Liczba operacji w procesie
Wielkość serii
Termin realizacji
Z1 Wałek stożkowy
3 100 450
Z2 Koło zębate 3 100 2500
Z3 Korpus 3 50 1300

69
Zlecenie Z1 (wałek stożkowy) specyfikowane jest procesem P1
Nr operacji procesu P1 1 2 3
Zasób technologiczny M1 M3 M6
Czas przygotowawczo-zakończeniowy 2 1 2
Czas realizacji operacji 2 4 2
Nr operacji procesu P2 1 2 3
Zasób technologiczny M6 M1 M2
Czas przygotowawczo-zakończeniowy 1 1 1
Czas realizacji operacji 3 1 13
Zlecenie Z2 (koło zębate) specyfikowane jest procesem P2

70
Parametry systemu oraz zleceń produkcyjnych wprowadzono do systemu planowania przepływu produkcji – SPPP.
Kolejność wprowadzania zleceń do systemu, wielkości i terminy ich realizacji określono w oknie dialogowym – specyfikacji zleceń produkcyjnych.
Zlecenie Z3 (korpus) specyfikowane jest procesem P3
Nr operacji procesu P3 1 2 3
Zasób technologiczny M2 M4 M5
Czas przygotowawczo-zakończeniowy 2 3 2
Czas realizacji operacji 3 6 8

Specyfikacja zleceń produkcyjnych ZSpecyfikacja zleceń produkcyjnych Z11, Z, Z22, Z, Z33
71

72
Podczas weryfikacji zleceń, zlecenie Z1 zostaje wprowadzone do
systemu z partią produkcyjną 3:
Wybór wielkości partii produkcyjnej dla zlecenia Z1

Okno modułu weryfikacji po wprowadzeniu Okno modułu weryfikacji po wprowadzeniu zlecenia Zzlecenia Z11::
73

Okno modułu weryfikacji po wprowadzeniu Okno modułu weryfikacji po wprowadzeniu zlecenia Zzlecenia Z22::
74

75
Wprowadzenie trzeciego zlecenia Z3 wymaga interwencji
operatora dotyczącej doboru wielkości partii produkcyjnej z wyznaczonego zbioru dopuszczalnych wielkości partii.
Zlecenie zostaje wprowadzone do systemu z partią produkcyjną wielkości 2:

Okno modułu weryfikacji po wprowadzeniu Okno modułu weryfikacji po wprowadzeniu zlecenia Zzlecenia Z33::
76

77
Wszystkie zlecenia zostały przyjęte do realizacji w systemie.
Dla każdego z nich określone są: wielkość partii produkcyjnej, wielkości partii transportowych dla każdego odcinka jego marszruty produkcyjnej, termin rozpoczęcia oraz zakończenia realizacji zlecenia, długość cyklu produkcyjnego, okresowość wprowadzania partii produkcyjnych, zbiór reguł wyboru priorytetu alokowanych na zasobach i buforach przystanowiskowych oraz wektor ich aktywacji.
Jednocześnie wyznaczane są wskaźniki oceny jakościowej systemu: wskaźnik terminowości realizacji zlecenia, wskaźniki obciążenia zasobów, wózków samojezdnych oraz magazynów przystanowiskowych.

Przebieg ustalony realizowanej produkcji Przebieg ustalony realizowanej produkcji – obciążenie zasobów– obciążenie zasobów::
78
Obciążenie wózków samojezdnych elementami realizowanych w systemie:

Diagram obciążeń magazynów (buforów) Diagram obciążeń magazynów (buforów) przystanowiskowych w trakcie realizacji zleceń przystanowiskowych w trakcie realizacji zleceń
ZZ11,, ZZ22, Z, Z33::
79

2. 2. Dobór zleceń produkcyjnychDobór zleceń produkcyjnych
80
Dobór zleceń produkcyjnych polega na udzieleniu odpowiedzi na pytanie: czy możliwe jest wprowadzenie dodatkowego zlecenia do systemu, w którym aktualnie realizowane są inne zlecenia.
Możliwość doboru nowych zleceń produkcyjnych wpływa na wzrost efektywności wykorzystania systemu oraz możliwość lepszego dostosowania się do oczekiwań zleceniodawców.
Wprowadzenie kolejnego zlecenia następuje wówczas, gdy jego realizacja w systemie gwarantuje terminowe jego ukończenie oraz zapewniony jest nie zakłócony przebieg aktualnie realizowanej produkcji.

81
Do systemu z poprzedniego przykładu zgłoszone zostają dwa nowe zlecenia Z4 i Z5 specyfikowane odpowiednio procesami P4 i P5
Nr operacji procesu P4 1 2 3
Zasób technologiczny M2 M4 M5
Czas przygotowawczo-zakończeniowy 0 2 1
Czas realizacji operacji 1 3 2
Nr operacji procesu P5 1 2
Zasób technologiczny M6 M4
Czas przygotowawczo-zakończeniowy 1 0
Czas realizacji operacji 2 1

82
Rozszerzony program produkcji o zlecenia Z4 i Z5
przedstawia poniższa tabela:
Lp. Nazwa Liczba operacji w procesie
Wielkość serii
Termin realizacji
Z1 Wałek stożkowy 3 100 450
Z2 Koło zębate 3 100 2500
Z3 Korpus 3 50 1300
Z4 Wałek zębaty stożkowy 3 10 300
Z5 Zębnik 2 10 300

83
Uruchomienie modułu weryfikacji zaowocowało wyznaczeniem dla zlecenia Z4 dwóch dopuszczalnych wielkości partii
produkcyjnych gwarantujących terminową realizację zlecenia przy niezakłóconym przepływie aktualnie realizowanych zleceń Z1, Z2 i Z3.
Do systemu wprowadzono zlecenie Z4 z partią produkcyjną 2

Okno modułu weryfikacji po wprowadzeniu Okno modułu weryfikacji po wprowadzeniu zlecenia Zzlecenia Z44
84

85
Zlecenie Z5 zostaje odrzucone ze względu na brak dostępności
wózka umożliwiającego zrealizowanie wymaganej operacji transportowej:

Przebieg ustalony po wprowadzeniu Przebieg ustalony po wprowadzeniu zlecenia Zzlecenia Z44::
86

3. 3. Projektowanie struktury systemuProjektowanie struktury systemu
87
Planowanie produkcji w systemie SPPP pozwala na syntezę rozpatrywanego systemu produkcyjnego.
Oznacza to możliwość wnioskowania o strukturze danego systemu na podstawie znajomości jego zachowania się w określonych sytuacjach.
Dzięki generowanym przez system SPPP informacjom można określić, jakie zmiany w strukturze systemu należałoby przeprowadzić, aby zrealizować dodatkowe zlecenia produkcyjne, np.: zwiększenie pojemności odpowiedniego bufora przystanowiskowego lub wózka samojezdnego, dopasowanie struktury tras systemu transportu, zmiana rozkładu jazdy wózka, wprowadzenie dodatkowego środka transportu, itp.

88
Wykorzystano dane z dwóch wcześniejszych przykładów.
W poprzednim przypadku, w wyniku weryfikacji nowych zleceń Z4 i Z5 odrzucono zlecenie Z5 ze względu na brak wózka na trasie
M6 - M4 w okresie <12 ; 14>.
Oznacza to, iż dla zrealizowania zlecenia Z5 wymagana jest
dostępność w zadanym odcinku czasu środka transportowego zdolnego do przetransportowania elementów tego zlecenia ze stanowiska M6 na stanowisko M4.
W związku z tym wprowadzono nowy wózek W3 o pojemności 2
elementów, którego czasy realizacji operacji transportowych oraz marszrutę transportową przedstawia kolejna tablica

Marszruta wprowadzonego wózka WMarszruta wprowadzonego wózka W33
89
Nazwa Okres Operacje transportowe (czasy operacji) Wózek W3 Tw3=6 M6 – M4(1) M6 – M4 (1) M6 – M4(1)
Rozkład jazdy wózków samojezdnych po wprowadzeniu wózka W3

W wyniku ponownej próby weryfikacji zlecenie W wyniku ponownej próby weryfikacji zlecenie ZZ55 przyjęte zostało do realizacji w systemie przyjęte zostało do realizacji w systemie::
90

91
Zastosowanie systemu planowania przepływu produkcji pozwala nie tylko na zaprojektowanie obciążeń systemu (harmonogramu) lecz również na udzielenie szybkiej odpowiedzi kontrahentom zgłaszającym potrzebę wykonania określonych zleceń produkcyjnych w systemie o możliwości terminowego ich wykonania.
W przypadku zleceń priorytetowych istnieje możliwość dostosowania struktury systemu do potrzeb wynikających z ich realizacji na podstawie informacji uzyskiwanych z systemu.
Istnieje również możliwość oceny pracy systemu dzięki generowanym wskaźnikom oceny jakościowej systemu, takich jak: wskaźnik obciążenia zasobów technologicznych, wskaźnik obciążenia wózków i magazynów oraz wskaźnik terminowości realizacji zleceń. Pozwala to, na bieżąco oceniać efektywność systemu po wprowadzeniu każdego z nowych zleceń bądź po wprowadzeniu zmian parametrów systemu.