EC JANKOWICE Warunki techniczne wykonania i odbioru Cz ęść · PN-EN 1090-2+A1:2012 Wykonanie...
58
Warunki techniczne wykonania i odbioru warsztatowego Object: Elaboration No: Revision: EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page: Dokumentacja warsztatowa 2017-03-21 58 1 File title: WTWIOW - rev.0.doc EC JANKOWICE Warunki techniczne wykonania i odbioru warsztatowego e-filtru z kanalami spalin. Część konstrukcyjno-mechaniczna FUNCTION NAME UNIT DATE SIGNATURE Prepared: Beata Szkoda LB3 20.03.2017 Checked: Approve: EDITION DESCRIPTION (With possible number of chapter that might be changed) DATE PODPIS (Prepared by) SIGNATURE (Main designer) ZAKLAD ODPYLANIA SPALIN RAFAKO S.A. ul. Górnośląska 3A 43-200 PSZCZYNA
Transcript of EC JANKOWICE Warunki techniczne wykonania i odbioru Cz ęść · PN-EN 1090-2+A1:2012 Wykonanie...
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
1
File title: WTWIOW - rev.0.doc
EC JANKOWICE
Warunki techniczne wykonania i odbioru warsztatowego e-filtru z kanałami spalin.
Część konstrukcyjno-mechaniczna
FUNCTION NAME UNIT DATE SIGNATURE
Prepared: Beata Szkoda LB3 20.03.2017
Checked:
Approve:
EDITION DESCRIPTION
(With possible number of chapter that might be changed)
DATE PODPIS
(Prepared by)
SIGNATURE
(Main designer)
ZAKŁAD ODPYLANIA SPALIN RAFAKO S.A.
ul. Górnośląska 3A 43-200 PSZCZYNA
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
2
File title: WTWIOW - rev.0.doc
SPIS TREŚCI:
1. WSTĘP ...................................................................................................................... 4
1.1 Podstawa opracowania ............................................................................................. 4
1.2 Przedmiot warunków technicznych ........................................................................... 5
1.3 Zakres warunków technicznych................................................................................. 6
1.4 Normy związane ........................................................................................................ 7
1.5 Dokumentacja warsztatowa ..................................................................................... 16
2. WYMAGANIA TECHNICZNE .................................................................................. 17
2.1 Charakterystyka techniczna. ................................................................................... 17
2.2 Podstawowe zespoły elektrofiltru. ........................................................................... 17
2.3 Dokumentacja techniczno-konstrukcyjna ................................................................ 19
2.4 Dokumentacja technologiczna................................................................................. 20
2.5 Dokumentacja odbiorcza części z kooperacji .......................................................... 20
2.6 Spis części urządzenia ............................................................................................ 21
3. WYMAGANIA WYKONAWCZE I ODBIORCZE ...................................................... 21
3.1 Wymagania dla materiałów, urządzeń i wyrobów gotowych. .................................. 21
3.2 Połączenia gwintowane i śrubowe. ......................................................................... 24
3.3 Połączenia kołnierzowe. .......................................................................................... 25
3.4 Cięcie materiału - wymagania. ................................................................................ 26
3.5 Prostowanie - wymagania. ...................................................................................... 26
3.6 Tolerancje i odchyłki wymiarów. .............................................................................. 27
3.7 Kontrola międzyoperacyjna części. ......................................................................... 30
3.7.1 Kontrola międzyoperacyjna............................................................ 30
3.7.2 Elementy i miejsca podlegające szczególnej uwadze przy odbiorach kontrolnych. ............................................................................................ 30
3.7.3 Gładkość powierzchni. ................................................................... 31
3.7.4 Wygląd zewnętrzny części elektrofiltra. ......................................... 32
4. SPAWANIE – WYMAGANIA, KONTROLA, ODBIORY .......................................... 32
4.1 Wymagania ogólne. ................................................................................................. 32
4.2 Czynności kontrolne przed spawaniem. .................................................................. 34
4.3 Kontrola przebiegu procesu spawania. ................................................................... 35
4.4 Wykonanie spoin. .................................................................................................... 36
4.5 Kontrola spoin – badanie złącz spawanych. ........................................................... 36
4.6 Odbiór złączy spawalniczych................................................................................... 39
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
3
File title: WTWIOW - rev.0.doc
5. WYMAGANIA I ODBIÓR POSZCZEGÓLNYCH ZESPOŁÓW ELEKTROFILTRA ................................................................................................................... 39
5.1 Konstrukcja wsporcza I strefy i konstrukcja podporowa kanałów spalin elektrofiltru. ........................................................................................................................ 40
5.2 Komora elektrofiltra, dyfuzor, konfuzor, kanały spalin ............................................. 41
5.3 Leje zbiorcze z przeponami ..................................................................................... 42
5.4 Klatki schodowe ,schody, podesty, drabiny, poręcze. ............................................. 42
5.4.1 Kraty podestowe. ........................................................................... 43
5.4.2 Schody. .......................................................................................... 43
5.4.3 Poręcze. ......................................................................................... 44
5.5 Włazy, luki rewizyjne. .............................................................................................. 44
5.6 Elektrody zbiorcze. .................................................................................................. 44
5.7 Zawieszenie elektrod zbiorczych. ............................................................................ 46
5.8 Elektrody ulotowe. ................................................................................................... 49
5.9 Zawieszenie elektrod ulotowych. ............................................................................. 50
5.10 Ramy zawieszeniowe elektrod ulotowych. .................................................... 50
5.11 Strzepywacze elektrod zbiorczych. ............................................................... 51
5.12 Napędy strzepywaczy. .................................................................................. 52
5.13 Elementy kierujaco - dławiące. ...................................................................... 52
5.14 Oszpilkowanie elementów elektrofiltra. ......................................................... 52
6. PRÓBNY MONTAŻ ELEKTROFILTRA ................................................................... 53
7. KONTROLA ZABEZPIECZENIA ANTYKOROZYJNEGO ....................................... 53
8. OPAKOWANIA, ZNAKOWANIE I KONTROLA ZNAKOWANIA ............................. 53
8.1 Znakowanie kontrolne. ............................................................................................ 54
8.2 Znakowanie półwyrobów i wyrobów z metali nieżelaznych. .................................... 54
8.3 Kontrola opakowania i wytyczne do wykonawstwa oraz pakowanie elementów. ......................................................................................................................... 55
9. DOKUMENTACJA ODBIORCZA ............................................................................ 55
9.1 Dokumentacja kontroli jakości. ................................................................................ 56
10. WYSYŁKA CZĘŚCI ................................................................................................. 57
10.1 Transport elementów. .................................................................................... 57
11. ZAŁĄCZNIKI. ........................................................................................................... 58
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
4
File title: WTWIOW - rev.0.doc
1. WSTĘP
Elektrofiltr wraz z kanałami spalin wlotowymi i wylotowymi są zabudowane za
blokiem energetycznym w EC JANKOWICE.
Elektrofiltr ze względu na specyfikę swojej pracy oraz konieczność zapewnienia
bardzo wysokiej dyspozycyjności i skuteczności odpylania musi być wykonany
niezwykle starannie z bezwzględnym zachowaniem wymaganych tolerancji i
wymogów klienta.
Dla zapewnienia powy ższych wymogów nale ży ściśle przestrzega ć wytycznych
zawartych w niniejszych WTWIOW.
Podczas wykonawstwa bezwzgl ędnie nale ży przestrzega ć wszelkich uwag
podanych na rysunkach zestawczych i wykonawczych po szczególnych
zespołów, podzespołów, cz ęści (elementów) konstrukcyjnych elektrofiltru i
kanałów spalin, oraz w dokumentach stanowi ących zał ączniki do niniejszego
opracowania.
Wszelkie elementy powinny być wykonane wg wymiarów podanych na rysunkach i
muszą się mieścić w polu tolerancji dla danego wymiaru nominalnego zalecanej klasy
dokładności.
Wszelkie zmiany powinny być zatwierdzone przez projektanta prowadzącego i
uwierzytelnione jego podpisem i pieczątką.
1.1 Podstawa opracowania
Niniejsze opracowanie zostało w oparciu o :
• Kontrakt z dnia 28.02.2017
UWAGA!
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
5
File title: WTWIOW - rev.0.doc
• SIWZ
• Obowiązujące przepisy i warunki techniczne
1.2 Przedmiot warunków technicznych
Przedmiotem niniejszych WTWIOW jest elektrofiltr w zakresie części
konstrukcyjno- mechanicznej.
Zasadniczym celem WTWIOW jest ustalenie warunków technicznych
wytworzenia i odbioru warsztatowego części i podzespołów elektrofiltru i kanałów
spalin oraz ustalenie jednoznacznego oznakowania poszczególnych części do
produkcji.
Niniejsza instrukcja ustala przede wszystkim czynności kontrolno-pomiarowe
przed zwolnieniem poszczególnych podzespołów do zabezpieczenia
antykorozyjnego.
Wszelkie odstępstwa od wymagań określonych niniejszymi warunkami są
niedopuszczalne, tym samym personel produkcyjny i Dział Kontroli Jakości jest
zobowiązany do natychmiastowego zgłaszania pełniącemu nadzór o
stwierdzonych odstępstwach.
Dokumenty związane:
• Instrukcja zabezpieczenia antykorozyjnego nr 600025-A95001A
Wytyczne zawarte w niniejszych WTWIOW są dokumentem pomocniczym dla
inspektorów fabrycznego nadzoru autorskiego, a także dla inspektorów nadzoru
inwestorskiego zwłaszcza w zakresie warunków technicznych odbiorów dostaw
oraz kontroli i badań w zakresie części konstrukcyjno-mechanicznej.
Niniejsze warunki techniczne nie obejmują części elektrycznej, zasilania,
sterowania i AKPiA dla elektrofiltru i kanałów spalin.
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
6
File title: WTWIOW - rev.0.doc
1.3 Zakres warunków technicznych
Warunki techniczne obejmują zakres czynności pomiarowo-kontrolnych
obowiązujących w trakcie warsztatowego odbioru poszczególnych zespołów,
podzespołów, części (elementów) elektrofiltru i kanałów spalin.
Wymagania dla wykonawstwa obejmują:
• określenie klasy konstrukcji spawanej
• określenie klasy niezgodności spawalniczych
• określenie wymogów do spawania , nadzoru spawalniczego, personelu
spawalniczego, kontroli spawów, protokołów odbiorczych spawania ,
• określenie tolerancji geometrycznych ,
• określenie wymogów materiałowych , atestów, dokumentów kontrolnych,
• określenie wymogów dla części złącznych i krat podestowych
Czynności pomiarowo-kontrolne obejmują:
• odbiór elementów konstrukcyjnych, podzespołów z kooperacji,
• kontrola międzyoperacyjna i końcowa,
• odbiór na stanowisku próbnym określonych podzespołów,
• montaż próbny podzespołów
• kontrola konserwacji i malowania,
• sprawdzanie oznakowania,
• sprawdzanie opakowania,
• sporządzanie dokumentacji odbiorczej.
W zakres zawartości dokumentacji czynności pomiarowo-kontrolnych wchodzą:
• zestawienie rysunków, spisów, wykazów części, specyfikacji (data
zatwierdzenia dokumentacji),
• zestawienie świadectw spawalniczych lub zatwierdzonych uprawnień,
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
7
File title: WTWIOW - rev.0.doc
• kontrola procesu i zatwierdzona lista WPS i VP uprawnionych osób
zgodnie z przepisami,
• dokumenty odbiorcze zgodnie z aktualnymi przepisami,
• zestawienie rezultatów wcześniejszych badań,
• potwierdzenie kontroli szczelności / ciśnienia (o ile jest wymagane)
• kontrola powierzchni ochronnych (gumowanie, powlekanie, ocynkowanie,
ochrona antykorozyjna),
• protokół z pomiarów geometrycznych ,
• protokoły z montażu próbnego podzespołów filtra,
• świadectwa materiałowe zgodnie z wytycznymi stosownych norm,
• wymagane potwierdzenie prób roboczych i dodatkowych kontroli,
• protokoły obróbki cieplnej, (o ile są wymagane)
• CE - deklaracja zgodności dla maszyn
• protokoły z montażu próbnego (zdjęcia)
Zwolnienie do wysyłki poszczególnych części może nastąpić po stwierdzeniu
przez osoby uprawnione zgodności wykonania z dokumentacją.
Przedstawiciel Zleceniodawcy zastrzega sobie prawo ewentualnego
uczestniczenia w odbiorach częściowych i końcowych.
Forma zgłoszenia poszczególnych elementów konstrukc yjnych do odbioru
i wymagania terminowe wyprzedzaj ącego awizowania terminu odbioru
zgodnie z zapisami kontraktowymi.
1.4 Normy zwi ązane
PN EN 1090-1+A1:2012 P Wykonanie konstrukcji stalowych i aluminiowych
Część 1: Zasady oceny zgodności elementów konstrukcyjnych
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
8
File title: WTWIOW - rev.0.doc
PN-EN 1090-2+A1:2012 Wykonanie konstrukcji stalowych i aluminiowych --
Część 2: Wymagania techniczne dotyczące konstrukcji stalowych
Kwalifikacje personelu
PN-EN ISO 9606-1:2014-02 Egzamin kwalifikacyjny spawaczy - Spawanie -
Część 1: Stale
PN-EN ISO 9712:2012 Badania nieniszczące -- Kwalifikacja i certyfikacja
personelu badań nieniszczących -- Zasady ogólne
PN-EN ISO 14731:2008 Nadzór spawalniczy -- Zadania i odpowiedzialność
Spawalnictwo , wymagania jako ści
PN-EN 1011-1:2009 Spawanie -- Wytyczne dotyczące spawania metali -- Część
1: Ogólne wytyczne dotyczące spawania łukowego
PN-EN 1011-2:2004/A1 :2005– Spawanie- Wytyczne dotyczące spawania metali-
Część 2: Spawanie łukowe stali ferrytycznych
PN-EN ISO 3834-1:2007 Wymagania jakości dotyczące spawania materiałów
metalowych -- Część 1: Kryteria wyboru odpowiedniego poziomu wymagań
jakości
PN-EN ISO 3834-2:2007 Wymagania jakości dotyczące spawania materiałów
metalowych -- Część 2: Pełne wymagania jakości
PN-EN ISO 3834-3:2007 Wymagania jakości dotyczące spawania materiałów
metalowych -- Część 3: Standardowe wymagania jakości
PN-EN ISO 3834-4:2007 Wymagania jakości dotyczące spawania materiałów
metalowych -- Część 4: Podstawowe wymagania jakości
PN EN ISO 3834-5:2015-08 Wymagania jakości dotyczące spawania materiałów
metalowych-- Część 5: Dokumenty konieczne do potwierdzenia zgodności z
wymaganiami jakości ISO 3824-2, ISO 3834-3, ISO 3843-4
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
9
File title: WTWIOW - rev.0.doc
EN ISO 5817:2014 Spawanie -- Złącza spawane ze stali, niklu, tytanu i ich
stopów (z wyjątkiem spawanych wiązką) -- Poziomy jakości według niezgodności
spawalniczych
PN-EN ISO 6520-1:2009 Spawanie i procesy pokrewne -- Klasyfikacja
geometrycznych niezgodności spawalniczych w metalach -- Część 1: Spawanie
PN-EN ISO 9692-1:2014 Spawanie i procesy pokrewne -- Zalecenia dotyczące
przygotowania złączy -- Część 1: Ręczne spawanie łukowe, spawanie łukowe
elektrodą metalową w osłonie gazów, spawanie gazowe, spawanie metodą TIG i
spawanie wiązką stali
PN EN ISO 9692-2:2002- Spawanie i procesy pokrewne. Zalecenia dotyczące
przygotowania złączy. Część 2- Spawanie stali łukiem krytym
PN-EN ISO 13916:1999- Spawalnictwo- spawanie- wytyczne pomiaru
temperatury podgrzania, temperatury międzyściegowej i temperatury utrzymania
PN EN ISO 13920:2000- Spawalnictwo - Tolerancje ogólne dotyczące konstrukcji
spawanych. Wymiary liniowe i kąty. Kształt i położenie
PN-EN ISO 15607:2007 Specyfikacja i kwalifikowanie technologii spawania
metali -- Zasady ogólne
PN-EN ISO 15609-1:2007 Specyfikacja i kwalifikowanie technologii spawania
metali -- Instrukcja technologiczna spawania -- Część 1: Spawanie łukowe
PN-EN ISO 15610:2006
Specyfikacja i kwalifikowanie technologii spawania metali -- Kwalifikowanie na
podstawie zbadanych materiałów dodatkowych do spawania
PN-EN ISO 15611:2006 Specyfikacja i kwalifikowanie technologii spawania
metali -- Kwalifikowanie na podstawie wcześniej nabytego doświadczenia
PN-EN ISO 15612:2006
Specyfikacja i kwalifikowanie technologii spawania metali -- Kwalifikowanie przez
przyjęcie standardowej technologii spawania
PN-EN ISO 15613:2006 Wymagania dotyczące technologii spawania metali i jej
uznawanie -- Uznawanie na podstawie badania przedprodukcyjnego spawania
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
10
File title: WTWIOW - rev.0.doc
PN-EN ISO 15614-1:2008 Specyfikacja i kwalifikowanie technologii spawania
metali -- Badanie technologii spawania -- Część 1: Spawanie łukowe i gazowe
stali oraz spawanie łukowe niklu i stopów niklu
PN-EN 10160:2001 Badanie ultradźwiękowe wyrobów stalowych płaskich
grubości równej lub większej niż 6mm
PN-EN 10164:2007 Wyroby stalowe o podwyższonych własnościach
plastycznych w kierunku pozostałym do powierzchni wyrobu- warunki techniczne
dostawy
Materiały dodatkowe do spawania
PN-EN ISO 2560:2010 Materiały dodatkowe do spawania -- Elektrody otulone do
ręcznego spawania łukowego elektrodą metalową stali niestopowych i
drobnoziarnistych -- Klasyfikacja
PN-EN ISO 18275:2012 Materiały dodatkowe do spawania -- Elektrody otulone
do ręcznego spawania łukowego stali o wysokiej wytrzymałości – Oznaczenie
PN-EN ISO 14171:2010 Materiały dodatkowe do spawania -- Druty lite oraz
kombinacje drutów litych i proszkowych z topnikami do spawania łukiem krytym
stali niestopowych i drobnoziarnistych – Klasyfikacja
PN-EN ISO 14174:2012 Materiały dodatkowe do spawania -- Topniki do
spawania łukiem krytym -- Oznaczenie
PN-EN ISO 14175:2009 Materiały dodatkowe do spawania -- Gazy i mieszaniny
gazów do spawania i procesów pokrewnych
PN-EN ISO 14341:2011 Materiały dodatkowe do spawania -- Druty elektrodowe i
stopiwo do spawania łukowego elektrodą metalową w osłonie gazu stali
niestopowych i drobnoziarnistych – Klasyfikacja
PN-EN ISO 16834:2012 Materiały dodatkowe do spawania -- Druty elektrodowe,
druty, pręty i stopiwa do spawania łukowego w osłonie gazu stali o wysokiej
wytrzymałości -- Klasyfikacja
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
11
File title: WTWIOW - rev.0.doc
PN-EN ISO 17632:2011 Materiały dodatkowe do spawania -- Druty elektrodowe
proszkowe do spawania łukowego elektrodą metalową w osłonie gazu i bez
osłony gazu stali niestopowych i drobnoziarnistych -- Klasyfikacja
PN-EN ISO 18275:2012 Materiały dodatkowe do spawania -- Elektrody otulone
do ręcznego spawania łukowego stali o wysokiej wytrzymałości -- Oznaczenie
PN-EN ISO 18276:2008 Materiały dodatkowe do spawania -- Druty proszkowe
do spawania łukowego w osłonie gazów i bez osłony gazowej stali o wysokiej
wytrzymałości -- Klasyfikacja
Badania nieniszcz ące
PN EN ISO 5579:2014-02- Badania nieniszczące . Ogólne zasady radiograficzne
badań materiałów metalicznych za pomocą promieniowania X i gamma.
PN EN ISO 3452-1:2013-08- Badania nieniszczące . Badania penetracyjne.
Zasady ogólne
PN EN ISO 16810:2014-06- Badania nieniszczące . Badania ultradźwiękowe.
Część 1. Zasady ogólne
PN-EN ISO 17636-1:2013-06: Badania nieniszczące złączy spawanych: Badania
radiograficzne złączy spawanych
PN-EN ISO 11666:2011 Badanie nieniszczące złączy spawanych -- Badania
ultradźwiękowe złączy spawanych -- Poziomy akceptacji
PN-EN ISO 10675-1:2013-12 Badania nieniszczące spoin -- Kryteria akceptacji
badań radiograficznych -- Część 1: Stal, nikiel, tytan i ich stopy
PN-EN ISO 17635:2010 Spawalnictwo -- Badania nieniszczące złączy
spawanych -- Zasady ogólne dotyczące metali
PN-EN ISO 17637:2011 Spawalnictwo -- Badania nieniszczące złączy
spawanych -- Badania wizualne
PN-EN ISO 23277:2015-05 Badania nieniszczące spoin -- Badania penetracyjne
-- Poziomy akceptacji
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
12
File title: WTWIOW - rev.0.doc
PN-EN ISO 23278:2015-05 Badania nieniszczące spoin -- Badania magnetyczno
- proszkowe -- Poziomy akceptacji
Wymogi jako ściowe
PN-EN 10204:2006 Wyroby metalowe -- Rodzaje dokumentów kontroli
PN-EN 10025-1:2007 Wyroby walcowane na gorąco ze stali konstrukcyjnych --
Część 1: Ogólne warunki techniczne dostawy
PN-EN 10025-2:2007 Wyroby walcowane na gorąco ze stali konstrukcyjnych --
Część 2: Warunki techniczne dostawy stali konstrukcyjnych niestopowych
PN-EN 10025-3:2007 Wyroby walcowane na gorąco ze stali konstrukcyjnych --
Część 3: Warunki techniczne dostawy stali konstrukcyjnych drobnoziarnistych
spawalnych po normalizowaniu lub walcowaniu normalizującym
PN-EN 10025-4:2007 Wyroby walcowane na gorąco ze stali konstrukcyjnych --
Część 4: Warunki techniczne dostawy stali konstrukcyjnych drobnoziarnistych
spawalnych po walcowaniu termomechanicznym
PN-EN 10025-5:2007 Wyroby walcowane na gorąco ze stali konstrukcyjnych --
Część 5: Warunki techniczne dostawy stali konstrukcyjnych trudno rdzewiejących
Antykorozja
PN-EN ISO 1461:2011 Powłoki cynkowe nanoszone na żeliwo i stal metodą
zanurzeniową -- Wymagania i metody badań
PN-EN ISO 2808:2008 Farby i lakiery -- Oznaczanie grubości powłoki
PN EN ISO 4042:2001 Powłoki elektrolityczne - Części złączne -- Powłoki
elektrolityczne
PN-EN ISO 4624:2004 Farby i lakiery -- Próba odrywania do oceny
przyczepności
PN-EN ISO 7010:2012 Symbole graficzne -- Barwy bezpieczeństwa i znaki
bezpieczeństwa -- Zarejestrowane znaki bezpieczeństwa
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
13
File title: WTWIOW - rev.0.doc
PN-EN ISO 8501-1:2008 Przygotowanie podłoży stalowych przed nakładaniem
farb i podobnych produktów -- Wzrokowa ocena czystości powierzchni -- Część
1: Stopnie skorodowania i stopnie przygotowania niezabezpieczonych podłoży
stalowych oraz podłoży stalowych po całkowitym usunięciu wcześniej nałożonych
powłok
PN-EN ISO 8501-2:2011
Przygotowanie podłoży stalowych przed nakładaniem farb i podobnych
produktów -- Wzrokowa ocena czystości powierzchni -- Część 2: Stopnie
przygotowania wcześniej pokrytych powłokami podłoży stalowych po
miejscowym usunięciu tych powłok
PN-EN ISO 8501-3:2008 Przygotowanie podłoży stalowych przed nakładaniem
farb i podobnych produktów -- Wzrokowa ocena czystości powierzchni -- Część
3: Stopnie przygotowania spoin, krawędzi i innych obszarów z wadami
powierzchni
PN EN ISO 8502-2:2006- Przygotowanie podłoży stalowych przed nakładaniem
farb i podobnych produktów- Badania służące do oceny czystości powierzchni.
Część 2. Laboratoryjne oznaczanie chlorków na oczyszczonych powierzchniach
PN EN ISO 8502-3:2000- Przygotowanie podłoży stalowych przed nakładaniem
farb i podobnych produktów- Badania służące do oceny czystości powierzchni.
Część 3. Ocena pozostałośći kurzu na powierzchniach stalowych
przygotowanych do malowania
PN EN ISO 8502-4:2000- Przygotowanie podłoży stalowych przed nakładaniem
farb i podobnych produktów- Badania służące do oceny czystości powierzchni.
Część 4. Wytyczne dotyczące oceny prawdopodobieństwa kondensacji pary
wodnej przed nakładaniem farby
PN EN ISO 8502-5:2005- Przygotowanie podłoży stalowych przed nakładaniem
farb i podobnych produktów- Badania służące do oceny czystości powierzchni.
Część 5. Ocena chlorków na powierzchniach stalowych przygotowanych do
malowania.
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
14
File title: WTWIOW - rev.0.doc
PN EN ISO 4042:2001 Powłoki elektrolityczne - Części złączne -- Powłoki
elektrolityczne
PN EN ISO 10683:2014-09 Powłoki nakładane nie elektrolitycznie.
Nieelektrolityczne powłoki płatkowe Części złączne -- Nieelektrolityczne płatkowe
powłoki cynkowe
PN-EN ISO 8503-1:2012
Przygotowanie podłoży stalowych przed nakładaniem farb i podobnych
produktów -- Charakterystyki chropowatości powierzchni podłoży stalowych po
obróbce strumieniowo-ściernej -- Wyszczególnienie i definicje wzorców ISO
profilu powierzchni do oceny powierzchni po obróbce strumieniowo-ściernej
PN-EN ISO 8503-2:2012 Przygotowanie podłoży stalowych przed nakładaniem
farb i podobnych produktów -- Charakterystyki chropowatości powierzchni
podłoży stalowych po obróbce strumieniowo-ściernej -- Metoda stopniowania
profilu powierzchni stalowych po obróbce strumieniowo-ściernej -- Sposób
postępowania z użyciem wzorca
PN-EN ISO 8503-3:2012 Przygotowanie podłoży stalowych przed nakładaniem
farb i podobnych produktów -- Charakterystyki chropowatości powierzchni
podłoży stalowych po obróbce strumieniowo-ściernej -- Metoda kalibrowania
wzorców ISO profilu powierzchni do określania profilu powierzchni -- Sposób
postępowania z użyciem mikroskopu
PN-EN ISO 8503-4:2012 Przygotowanie podłoży stalowych przed nakładaniem
farb i podobnych produktów -- Charakterystyki chropowatości powierzchni
podłoży stalowych po obróbce strumieniowo-ściernej -- Metoda kalibrowania
wzorców ISO profilu powierzchni do określania profilu powierzchni -- Sposób
postępowania z użyciem przyrządu stykowego
PN-EN ISO 8503-5:2006 Przygotowanie podłoży stalowych przed nakładaniem
farb i podobnych produktów -- Charakterystyki chropowatości powierzchni
podłoży stalowych po obróbce strumieniowo-ściernej -- Część 5: Metoda taśmy
replikacyjnej oznaczania profilu powierzchni
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
15
File title: WTWIOW - rev.0.doc
PN EN ISO 12944-1:2001 Farby i lakiery. Ochrona przed korozją konstrukcji
stalowych za pomocą ochronnych systemów malarskich. Część 1: Ogólne
wprowadzenie
PN EN ISO 12944-2:2001 Farby i lakiery. Ochrona przed korozją konstrukcji
stalowych za pomocą ochronnych systemów malarskich. Część 2: Klasyfikacja
środowisk
PN EN ISO 12944-3:2001 Farby i lakiery. Ochrona przed korozją konstrukcji
stalowych za pomocą ochronnych systemów malarskich. Część 3: Zasady
projektowania
PN EN ISO 12944-4:2001 Farby i lakiery. Ochrona przed korozją konstrukcji
stalowych za pomocą ochronnych systemów malarskich. Część 4: Rodzaje
powierzchni i sposoby przygotowania powierzchni
PN-EN ISO 12944-5:2009 Farby i lakiery -- Ochrona przed korozją konstrukcji
stalowych za pomocą ochronnych systemów malarskich -- Część 5: Ochronne
systemy malarskie
PN EN ISO 12944-6:2001 Farby i lakiery. Ochrona przed korozją konstrukcji
stalowych za pomocą ochronnych systemów malarskich. Część 6: Laboratoryjne
metody badań właściwości
PN EN ISO 12944-7:2001 Farby i lakiery. Ochrona przed korozją konstrukcji
stalowych za pomocą ochronnych systemów malarskich. Część 7: Wykonywanie
i nadzór prac malarskich
PN EN ISO 12944-8:2001 Farby i lakiery. Ochrona przed korozją konstrukcji
stalowych za pomocą ochronnych systemów malarskich. Część 8: Opracowanie
dokumentacji dotyczącej nowych prac i renowacji
PN EN ISO 10683:2014-09 Części złączne -- Nieelektrolityczne płatkowe
powłoki cynkowe
PN-EN-ISO 10684:2006- Części złączne .Powłoki cynkowe nanoszone metodą
zanurzeniową
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
16
File title: WTWIOW - rev.0.doc
Tolerancje wykonania
PN-EN ISO 286-1:2011
Specyfikacje Geometrii Wyrobów (GPS) -- System kodowania ISO dla tolerancji
wymiarów liniowych -- Część 1: Podstawy tolerancji, odchyłek i pasowań
PN-EN ISO 286-2:2010 Układ tolerancji i pasowań ISO -- Tablice klas tolerancji
normalnych oraz odchyłek granicznych otworów i wałków
PN-EN ISO 9013:2008 Cięcie termiczne -- Klasyfikacja cięcia termicznego --
Specyfikacja geometrii wyrobu i tolerancje jakości
PN EN ISO 10683:2014-09 Powłoki nakładane nie elektrolitycznie.
Nieelektrolityczne powłoki płatkowe Części złączne -- Nieelektrolityczne płatkowe
powłoki cynkowe
PN EN ISO 13920:2000- Spawalnictwo - Tolerancje ogólne dotyczące konstrukcji
spawanych. Wymiary liniowe i kąty. Kształt i położenie
PN-EN 22768-1:1999– Tolerancje ogólne. Tolerancje wymiarów liniowych i
kątowych bez indywidualnych oznaczeń tolerancji.
PN-EN 22768-2:1999 – Tolerancje ogólne. Tolerancje geometryczne elementów
bez indywidualnych oznaczeń tolerancji.
Deklaracje zgodno ści
PN - ISO 10005:2007; Systemy Zarządzania jakością - wytyczne dotyczące
planów jakości
PN EN ISO/IEC 17000 Terminologia i zasady ogólne
PN EN ISO/IEC 17050-1 Ocena zgodności . Deklaracja zgodności składana
przez dostawcę . Część 1 - Wymagania ogólne
PN EN ISO/IEC 17050-2 Ocena zgodności . Deklaracja zgodności składana
przez dostawcę . Część 2 - Dokumentacja wspomagająca
1.5 Dokumentacja warsztatowa
W skład dokumentacji warsztatowej wchodzą:
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
17
File title: WTWIOW - rev.0.doc
• zatwierdzona dokumentacja warsztatowa – część konstrukcyjno-
mechaniczna włącznie ze spisami rysunków warsztatowych,
• zatwierdzona statyka,
• zatwierdzone plany spawania (o ile wymagane)
• spisy części wysyłkowych ,
• instrukcja zabezpieczenia antykorozyjnego,
• niniejsze WTWIOW,
• DTR zabudowanych urządzeń,
• obowiązujące normy ,
• wymagania klienta dotyczące jakości wykonania zgodnie z zapisami
kontraktowymi
• zatwierdzona lista dokumentów związanych z systemem zapewnienia
jakości.
2. WYMAGANIA TECHNICZNE
2.1 Charakterystyka techniczna.
Główne dane techniczne, opis konstrukcji poszczególnych zespołów, oraz ich
przeznaczenie zawiera Dokumentacja Techniczno-Ruchowa (DTR), oraz
dokumentacja warsztatowo- montażowa.
2.2 Podstawowe zespoły elektrofiltru.
Elektrofiltr składa się z zespołów wyszczególnionych na rysunkach
zestawieniowych.
W skład modernizacji elektrofiltru wchodzą:
� Konstrukcja nośna w zakresie wynikającym z przeprowadzonej oceny
stanu istniejącego oraz zaleceń dotyczących renowacji/wzmocnień
� ułożyskowanie
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
18
File title: WTWIOW - rev.0.doc
� Komora cz. I ( pas dolny)
� Leje zbiorcze z przeponami,
� Komora cz. II
� Komora część III ( dach gorący)
� Komora część IV ( dach zimny) wraz z oporęczowaniem i komorami WN
� Dyfuzor
� Konfuzor
� kanały wlotowe
� kanały wylotowe
� konstrukcja podporowa kanałów spalin – w zakresie wynikającym z
dokumentacji
� kompensatory
� konstrukcja nośna zespołów zasilających podesty pod lejami
� podesty na komorze wraz z klatkami schodowymi
� włazy i uziemienia,
� elektrody zbiorcze,
� zawieszenia elektrod zbiorczych,
� elektrody ulotowe,
� zawieszenia elektrod ulotowych,
� strzepywacze elektrod zbiorczych,
� strzepywacze elektrod ulotowych,
� napędy strzepywaczy elektrod zbiorczych,
� napędy strzepywaczy elektrod ulotowych,
� elementy kierująco-dławiące w dyfuzorach,
� elementy kierująco-dławiące w konfuzorach,
� króćce pomiarowe i technologiczne,
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
19
File title: WTWIOW - rev.0.doc
2.3 Dokumentacja techniczno-konstrukcyjna
• System Jakości w trakcie wykonawstwa warsztatowego winien zapewniać
sprawdzanie i odbiór części i podzespołów w oparciu o dokumentację
techniczną, oraz niniejsze warunki techniczne.
• Dokumentacja techniczna jest tak opracowana, że uwzględnia już na
poszczególnych rysunkach wykonawczych zespołów elektrofiltru i kanałów
spalin podziały montażowe poszczególnych elementów na części do wysyłki.
• Dokumentacja konstrukcyjna, warsztatowa zawiera wszystkie niezbędne
wymiary, przekroje oraz rozwinięcia potrzebne przy wykonawstwie i
sprawdzaniu wykonanych części. Tolerancje i odchyłki wymiarów patrz pkt. 3
• Wszelkie zmiany wymiarów są obowiązujące o ile są uwierzytelnione
podpisem i pieczątką konstruktora dokonującego zmiany. Każdy rysunek
zaopatrzony jest w specyfikacje materiałowe (wykazy części)
• Do dokumentacji konstrukcyjnej przynależne są spisy części urządzenia
(wykaz elementów wysyłkowych)
• Wszelkie zmiany materiałowe są obowiązujące o ile są potwierdzone
podpisem i pieczątką konstruktora, względnie Działu Technologicznego
dokonującego zmiany.
• Dokumentacja konstrukcyjna nie okre śla naddatków technologicznych.
• Szczegółowe zalecenia dotyczące połączeń spawanych opracować winien
Główny Spawalnik w oparciu o wymienione w poniższym opracowaniu
obowiązujące normy EN i ISO, oraz ewentualne dodatkowe wymogi ujęte w
zapisach kontraktowych
• Dział Techniczny Przygotowania Produkcji (Gł. Spawalnik) winien uwzględnić
w procedurach wykonawczych obowiązek wykonania badań spoin
technologicznych zgodnie z obowiązującymi normami EN
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
20
File title: WTWIOW - rev.0.doc
2.4 Dokumentacja technologiczna
• Dokumentacja technologiczna winna zapewnić wykonanie części zgodnie z
warunkami narzuconymi przez obowiązującą dokumentację konstrukcyjną,
planami spawania oraz niniejszymi warunkami technicznymi.
• Karty technologiczne wraz z dokumentacją konstrukcyjną i planami spawania
opracowanymi przez Głównego Spawalnika są podstawą do prowadzenia
kontroli międzyoperacyjnych części po zakończeniu poszczególnych
operacji.
• Dokumentacja technologiczna winna określać wymiar materiału wyjściowego,
sposób wykonawstwa, rodzaj stosowanego oprzyrządowania oraz szablonów
i przyrządów kontrolno- pomiarowych w trakcie odbioru.
Uwaga:
Dokumentacja technologiczna winna przewidywa ć i okre ślać sposób
monta żu próbnego. Dokumentacja technologiczna powinna uw zględniać
wytyczne przygotowania kraw ędzi pod spoiny monta żowe. W zakresie
wykonawstwa warsztatowego jest przygotowanie kraw ędzi konstrukcji
stalowych do spawania na monta żu.
2.5 Dokumentacja odbiorcza cz ęści z kooperacji
Dla elementów wykonanych w kooperacji, a wchodzących w skład
poszczególnych zespołów elektrofiltru i kanałów spalin odbioru dokonuje
kontrola jakości wytwórcy-wystawiając stosowne protokoły odbioru.
Uwaga: Prawidłowość wykonania elementów przez kooperanta może podlegać
niezależnej weryfikacji przez kontrolę jakości Rafako SA.( za odrębnymi
ustaleniami stron)
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
21
File title: WTWIOW - rev.0.doc
2.6 Spis cz ęści urz ądzenia
Ze względu na wysyłkę elektrofiltru i kanałów spalin poszczególnymi
podzespołami, należy sprawdzić w oparciu o spis części urządzenia
kompletność poszczególnych podzespołów. Podzespół nie może być uznany za
gotowy, o ile nie zawiera wszystkich części określonych rysunkami
wymienionymi w poszczególnych pozycjach spisu części urządzenia.
Spis części urządzenia sporządza biuro wykonujące dokumentację. Wszelkie
zmiany muszą być uwierzytelnione pieczątką i podpisem.
3. WYMAGANIA WYKONAWCZE I ODBIORCZE
Wymagania ogólne:
• Nadzór spawalniczy wg EN ISO 14731:2008
• Spawacze – świadectwo egzaminu wg PN-EN ISO 9606-1:2014-02
• Standardowe wymagania jakości w spawalnictwie wg:
EN ISO 3834-1:2007
EN ISO 3834-3:2007/EN ISO 3834-2
EN ISO 3835-5:2007AC
• Zatwierdzone dokumenty produkcyjne w tym:
- spis rysunków warsztatowych wg wymagań klienta,
- rysunki warsztatowe,
- lista dokumentów związanych z systemem jakości, kontroli i odbiorów
3.1 Wymagania dla materiałów, urz ądzeń i wyrobów gotowych.
Materiały użyte do wykonania części elektrofiltru i kanałów spalin powinny być
zgodne z dokumentacją konstrukcyjną i związanymi z nią normami.
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
22
File title: WTWIOW - rev.0.doc
Zastosowanie materiału zastępczego jest dopuszczalne, jeżeli własności
mechaniczne lub eksploatacyjne materiału zastępczego nie są gorsze od
własności materiału przewidzianego dokumentacją. Zmian materiałowych może
dokonać tylko konstruktor.
Przy zastosowaniu materiałów zastępczych należy brać pod uwagę rachunek
ekonomiczny i możliwości technologiczne zakładu.
Wszystkie materiały dostarczone do zakładu powinny być trwale oznakowane i
posiadać stosowne atesty zgodnie z obowiązującymi normami EN w tym:
• dla dalszych stali wg EN 10025-6+A1:2009 -Świadectwo badania
odbiorowego 3.1 - zgodnie z EN 10204:2006
• Dla wyrobów ze stali gatunku S355 wg EN 10025-6+A1:2009;
przeznaczonych na konstrukcje spawane w zamówieniu należy zażądać
podania analizy wytopowej następujących 14 pierwiastków i zamieszczenia
ich w świadectwie odbioru: C, Si, Mn, P, S, AL, N, Cr, Cu, Mo, Ni, Nb, Ti, V,
przy tym dla grubości wyrobu równej lub poniżej 30mm w analizie
wykopowej należy spełnić wymóg maksymalnej zawartości 0,18%C, jeżeli
zawartość Ti, Nb lub V >0,03%
• przestemplowanie dla materiałów od EN 10204:2006 - 3.1
• skontrolowane świadectwa materiałowe, dopuszczenie mat. wg EN
10204:2006
Zasadniczy odbiór jakościowy materiałów przeznaczonych na wykonanie
elektrofiltru i kanałów spalin, oraz ewentualnych części z kooperacji prowadzi Dział
Kontroli Jakości dostawcy.
Podstawowymi dokumentami odbioru są: zgodność z odpowiednimi normami,
odpowiednie procedury Systemu Jakości, dowód dostawy oraz kopia zamówienia
zawierająca:
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
23
File title: WTWIOW - rev.0.doc
• wykaz rysunków względnie norm, określających podstawowe cechy
materiału lub półwyrobu,
• warunki techniczne odbioru, oraz żądane przez klienta dokumenty kontroli
wyrobów stalowych wg załączników (np. świadectwa, atesty itp.)
• świadectwa materiałowe - dopuszczenie materiałów wg EN 10204:2006
W oparciu o powyższe dokumenty sprawdza się:
a) materiały hutnicze
• pod względem wymiarów, kształtu i innych cech określonych w
przedmiotowych normach,
• sprawdzenie występowania szkód transportowych,
• jakość powierzchni,
• wymaganych atestów, oraz zgodności oznaczeń z dowodem dostawy i
dokumentem kontroli wyrobu stalowego,
• kontrola oznakowania
b) inne materiały i półwyroby
• pod względem zgodności wymiarów w oparciu o katalogi, rysunki i
warunki techniczne określone w zamówieniu i podanych normach,
• sprawdzenie występowania szkód transportowych, zgodności oznaczeń z
dowodem dostawy względnie świadectwem jakości producenta
• kontrola oznakowania
c) elementy z kooperacji
• pod względem zgodności dostawy z zamówieniem, wymiarów poprzez
wykonanie pomiarów parametrów podanych w charakterystykach
elementów oraz protokołach odbioru,
• sprawdzenie występowania szkód transportowych,
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
24
File title: WTWIOW - rev.0.doc
• zgodności oznaczeń z dowodem dostawy względnie świadectwem jakości
producenta,
• certyfikat CE- deklaracja zgodności,
• kontrola oznakowania,
d) wyroby gotowe
• pod względem zgodności dostawy z zamówieniem, specyfikacją
techniczną określoną w dokumentacji technicznej, przedmiotowymi
normami oraz danymi zawartymi w świadectwach jakości i protokołach
odbiorowych producenta lub dostawcy.
• certyfikat CE- deklaracja zgodności
• sprawdzenie występowania szkód transportowych,
• kontrola oznakowania
3.2 Połączenia gwintowane i śrubowe.
Elementy gwintowane winny ze sobą współpracować bez zakleszczeń lub
nadmiernych luzów. Wymagane momenty dokręcenia śrub i nakrętek wg
wymagań normy EN 1090-2+A1:2012 „Konstrukcje stalowe budowlane.
Warunki wykonania i odbioru – wymagania podstawowe”.
Wszystkie śruby, nakrętki i podkładki dostarczyć z materiału podanego w
dokumentacji technicznej z zaznaczoną cechą mechaniczną wytrzymałości i
atestem.
Wszystkie śruby, nakrętki i podkładki znajdujące się na zewnątrz muszą być
ocynkowane ogniowo i posiadać zaznaczoną cechę własności mechanicznych
oraz klasę dokładności wykonania (zgodnie z dokumentacją).
Wszystkie śruby mające i mogące mieć kontakt ze spalinami wydać jako
czarne.
Dla śrub klas własności mechanicznych 8.8 i 10.9 własności wytrzymałościowe
należy zawsze udokumentować świadectwem odbioru 3.1 wg EN 10204:2006
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
25
File title: WTWIOW - rev.0.doc
Wymagania dodatkowe:
• Siły sprężania i momenty dokręcania dla metod sprężania momentem
skręcającym i impulsem skręcającym dla zestawów śrubowych klasy
własności mechanicznych 8.8 wg EN 1090-2+A1:2012 , natomiast dla
zestawów śrubowych klasy własności mechanicznych 10.9 EN 1090-
2+A1:2012
• Przygotowanie powierzchni styku połączeń śrubowych EN 1090-
2+A1:2012 . Rodzaj farby do zabezpieczenia powierzchni styków planowo
sprężanych połączeń śrubowych konstrukcji wsporczej wg Instrukcji
Zabezpieczeń Antykorozyjnych
Połączenia gwintowane uszczelniać materiałem podanym na rysunku
wykonawczym. Jeśli brak takiej informacji na rysunku dopuszcza się
uszczelnienie taśmą teflonową lub nićmi LT55, LT 542, LT 577, LT 572.
Uwaga ogólna : wszystkie części złączne mające kontakt z otoczeniem - ocynk
ogniowy
3.3 Połączenia kołnierzowe.
Kołnierze elementów łączonych z sobą owiercać wg wymiarów podanych na
poszczególnych rysunkach wykonawczych elementów, lub rysunkach
zestawczych.
Przed ostatecznym zestawieniem kołnierzy z elementami do których
przynależą, kołnierze wstępnie sczepić w stanie złożonym obydwu elementów
odpowiadających rysunkowi zestawczemu.
Powierzchnie przylgowe kołnierzy do uszczelnień powinny mieć powierzchnie
gładkie, nie zwichrowane i nie pogięte.
Uszczelki połączeń kołnierzowych wykonać zgodnie z wytycznymi podanymi w
dokumentacji wykonawczej.
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
26
File title: WTWIOW - rev.0.doc
3.4 Cięcie materiału - wymagania.
• Cięcie nożycami - dozwolone dla materiałów o grubości do 10mm z
uwzględnieniem usuwania zgniecenia krawędzi powstałych na skutek cięcia,
• Cięcie termiczne – dla materiałów o grubości ścianek powyżej 50mm
zalecane wstępne podgrzanie przynajmniej do 100ºC,
• Unikać powstawania promieni na skutek stapiania krawędzi materiału.
Promienie o wielkości poniżej 1,5mm – niedopuszczalne
• Tolerancje cięcia : jakość „ I” i dokładność „A” wg EN ISO 9013:2008, za
wyjątkiem cięcia plazmowego dla, którego obowiązuje: jakość II i dokładność
„D”
• Krawędzie materiału po cięciu – zeszlifować
• Krawędzie – wymagania prostokątności- klasa tolerancji „f” wg EN ISO
22768-1:1999 , tabela 3
3.5 Prostowanie - wymagania.
• Powinno być ograniczone do min poprzez stosowanie odpowiedniej sekwencji
spawania,
• Preferowane prostowanie na zimno
• W przypadku koniecznym: prostowanie poprzez nagrzewanie. Temperatura
metalu podczas prostowania nie powinna przekraczać 600ºC,
• Stapianie powierzchni podczas podgrzewania – niedozwolone
• Prostowanie poprzez nagrzewanie prowadzić małymi odcinkami
• Przy procesach prostowania na gorąco uwzględnić skurcz, występujący
podczas prostowania
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
27
File title: WTWIOW - rev.0.doc
3.6 Tolerancje i odchyłki wymiarów.
W dokumentacji konstrukcyjno-warsztatowej podano na rysunkach wymagane
wymiary nominalne, a dla elementów, które powinny spełniać szczególne
wymagania podano także klasy dokładności wykonania, tolerancje i odchyłki
graniczne wymiarów oraz tolerancje kształtu i położenia.
Dla wymiarów nominalnych bez indywidualnych oznaczeń tolerancji obowiązują
następujące tolerancje wykonania i odbioru:
a) Konstrukcja wsporcza , konstrukcje podporowe kan ałów spalin, słupy i
stężenia komory cz ęść II
• dla kształtowników spawanych i elementów składowych konstrukcji wg
normy EN 1090-2+A1:2012
• Klasa konstrukcji spawanej - EXC3 wg PN-EN 1090-2+A1:2012
• Wykonanie i odbiór konstrukcji wg normy jw. oraz Specyfikacji
dokumentacyjnej
• Poziom jakości według niezgodności spawalniczych występujących w
złączach spawanych wg EN ISO 5817:2014-05 - poziom jakości „C”
Wykonanie i odbiór konstrukcji, dla wymiarów które na rysunkach nie
posiadaj ą indywidualnych oznacze ń tolerancji – obowiązują tolerancje wg EN
ISO 13920:2000
- wymiarów liniowych tolerancje: klasa „A”,
- tolerancje dla wymiarów kąta : klasa „A”,
- tolerancje prostolinijności, płaskości i równoległości: klasa „E”,
b) Elementy obudowy e-filtra (pas dolny za wyj ątkiem słupów), komora cz. II
( tylko ściany obudowy z wył ączeniem słupów), leje, przepony, dach
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
28
File title: WTWIOW - rev.0.doc
gor ący ( komora cz ęść III), dach zimny ( komora cz ęść IV), dyfuzory,
konfuzory, elementy kieruj ąco–dławi ące, belki i ramy zawieszeniowe),
konstrukcja pod zespoły WN, schody, podest, por ęcze, drabiny, klatki
schodowe, kanały spalin, cz ęści stalowe pod kompensatory ,
przepustnice odcinaj ące, kró ćce pomiarowe, osprz ęt lejów
• Klasa konstrukcji spawanej - EXC2 konstrukcji ze stali S235 JR wg normy
EN 1090-2+A1:2012
• Poziom jakości według niezgodności spawalniczych występujących w
złączach spawanych wg EN ISO 5817:2014-05 poziom jakości „C”-
wymagania średnie .
• Wykonanie i odbiór konstrukcji, dla wymiarów które na rysunkach nie
posiadaj ą indywidualnych oznacze ń tolerancji – obowiązują tolerancje wg
EN ISO 13920:2000
- wymiarów liniowych tolerancje: klasa „B”,
- tolerancje dla wymiarów kąta : klasa „B”, tolerancje prostolinijności,
- płaskości i równoległości: klasa „F”
c) Elementy wyposa żenia o wymiarach do 3150mm
• tolerancje wymiarów liniowych i kątowych w klasie średniodokładnej „m” wg
PN EN 22768-1:1999,
• tolerancje geometryczne w zakresie prostoliniowości, płaskości, walcowości,
równoległości, w klasie „L” wg EN 22768-2:1999
• prostopadłości, w klasie „H” wg EN 22768-2:1999
• symetrii, współosiowości w klasie „K” wg normy EN 22768-2:1993
• tolerancje długości i rozstawu otworów w klasie dokładności IT12 wg EN
20286-1 :1996 i PN EN 20286-2:1996,
• Ogólne tolerancje konstrukcji spawanych (klasa konstrukcji spawanej C):
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
29
File title: WTWIOW - rev.0.doc
- klasa tolerancji wymiarów liniowych –B,
- klasa tolerancji wymiarów kątowych –B,
- klasa tolerancji dla prostoliniowości, płaskości i równoległości: F.
d) Elementy wyposa żenia o wymiarach powy żej 3150mm
• Wykonanie i odbiór konstrukcji niespawanych, dla wymiarów które na
rysunkach nie posiadają indywidualnych oznaczeń tolerancji – obowiązują
tolerancje wg EN ISO 13920:1996 (PN EN ISO 13920:2000)
- wymiarów liniowych tolerancje: klasa „A”,
- tolerancje dla wymiarów kąta : klasa „A”,
- tolerancje prostolinijności, płaskości i równoległości: klasa „E”,
• Ogólne tolerancje konstrukcji spawanych (klasa konstrukcji spawanej C):
- klasa tolerancji wymiarów liniowych –B,
- klasa tolerancji wymiarów kątowych –B,
- klasa tolerancji dla prostoliniowości, płaskości i równoległości: F.
Dla elektrod ulotowych i zbiorczych oraz młotków tolerancje i odchyłki od
wymiarów nominalnych podano w dokumentacji konstrukcyjno-warsztatowej i w
pkt 5 niniejszego opracowania.
e) Elementy na styku granic dostaw (kołnierze lejów, kanałów spalin)
• Klasa konstrukcji spawanej - EXC2 wg PN-EN 1090-2+A1:2012
• Wykonanie i odbiór konstrukcji wg normy jw oraz Specyfikacji
dokumentacyjnej
• Poziom jakości według niezgodności spawalniczych występujących w
złączach spawanych wg EN ISO 5817:2014-05 - poziom jakości „C”
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
30
File title: WTWIOW - rev.0.doc
• Wykonanie i odbiór konstrukcji ,dla wymiarów które na rysunkach nie
posiadają indywidualnych oznaczeń tolerancji – obowiązują tolerancje wg
EN ISO 13920:2000
- wymiarów liniowych tolerancje: klasa „B”,
- tolerancje dla wymiarów kąta : klasa „B”,
- tolerancje prostolinijności, płaskości i równoległości: klasa „F”,
3.7 Kontrola mi ędzyoperacyjna cz ęści.
3.7.1 Kontrola międzyoperacyjna.
Obejmuje sprawdzenie wymiarów i jakości wykonania części po
poszczególnych operacjach. Kontroli należy poddać wszystkie sztuki w
partii o wielkości do 40 szt.
W partiach o wielkości powyżej 40 szt. sprawdzać: wykonanie pierwszej
sztuki, a następnie wyrywkowo w trakcie wykonawstwa nie mniej jednak
niż co piątą.
3.7.2 Elementy i miejsca podlegające szczególnej uwadze przy odbiorach
kontrolnych.
Szczególną uwagę przy czynnościach odbiorowych i kontroli należy
poświęcić:
� mechanizmom strzepywaczy w zakresie wykonania wałów, młotków,
osadzenia i jakości obróbki tulejek, sprzęgieł i łożysk,
� izolatorów wsporczych w zakresie tolerancji kształtów i uszkodzeń
mechanicznych porcelany, oraz gładkości i falistości powierzchni
docisku,
� izolatorów napędowych w zakresie uszkodzeń porcelany, osiowości,
tolerancji i poprawności osadzenia okuć stalowych i wymiarów otworów
i wycięć,
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
31
File title: WTWIOW - rev.0.doc
� łożysk podporowych w zakresie jakości powierzchni obrabianych i
tolerancji kształtu,
� otworów pod owiercenia dla śrub konstrukcyjnych w zakresie tolerancji,
średnic i rozstawu,
� gwintów nacinanych warsztatowo pod względem gładkości i wymiarów,
� elektrod zbiorczych i ulotowych pod względem tolerancji kształtu i
wymiarów,
� połączeń spawanych w zakresie wadliwości spoin i wymaganej
szczelności,
� elementów wyposażenia wewnętrznego pod względem usunięcia
zadziorów, obróbki ostrych krawędzi i wszystkich innych nierówności i
ostrzy, które mogą być przyczyną niepożądanych przebić
elektrycznych.
UWAGA: Dla spoin montażowych krawędzie elementów należy
przygotować na warsztacie (wykonać ukosowania fazowania itp.) a
następnie zabezpieczyć taśmą samoprzylepną. Ukosowania nie są
oznaczane na dokumentacji. Sposób ukosowania określa spawalnik na
warsztacie na podstawie założonej spoiny montażowej. W przypadku
niejasności należy skontaktować się z projektantem prowadzącym. Należy
zwrócić szczególną uwagę w tym zakresie podczas odbiorów kontrolnych.
3.7.3 Gładkość powierzchni.
Musi odpowiadać wymogom dokumentacji technicznej zgodnie z
przewidzianym procesem technologicznym wykonawstwa.
Szczelina pomiędzy powierzchniami styku połączeń śrubowych sprężanych
w płytach doczołowych konstrukcji wsporczej nie może nigdzie przekraczać
1mm, pozostałe wymagania wg normy EN 1090-2+A1:2012
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
32
File title: WTWIOW - rev.0.doc
3.7.4 Wygląd zewnętrzny części elektrofiltra.
� powierzchnie części stalowych i innych nie mogą wykazywać pęknięć,
zawalcowań, wżerów, wgłębień, uszkodzeń mechanicznych, rdzy itp.
� ostre krawędzie powinny być stępione, zaś zadziory i inne pozostałości
obróbki usunięte i wygładzone,
� gwinty powinny być gładkie, bez wyrw i naderwań,
� podtoczenia wałów i czopów nie mogą być wykonane nożem o promieniu
mniejszym niż 0,5 mm,
� zatępienie ostrych krawędzi należy wykonać nie mniejszym promieniem
niż 1 mm,
� powierzchnie nieobrobione elementów ruchowych należy odpowiednio
oczyścić ręcznie lub maszynowo dla przygotowania ich do konserwacji
trwałej.
4. SPAWANIE – WYMAGANIA, KONTROLA, ODBIORY
Dokumentacja konstrukcyjna podaje podstawowe wymagania i parametry spoin dla
wszystkich spawanych elementów elektrofiltru i kanałów spalin. Dobór materiałów do
spawania i szczegółowe wymagania, oraz warunki wykonania określa Główny
Spawalnik wytwórcy w oparciu o wymagania klienta stosownie do podanej klasy
konstrukcji, typu spoiny i zastosowanej metody spawania.
4.1 Wymagania ogólne.
a) Wszystkie połączenia spawane należy wykonać w oparciu o wymagania
określone w przytoczonych normach, z jednoczesnym uwzględnieniem
wymagań Zamawiającego.
W szczególności dotyczy to:
• doboru elektrod lub drutu spawalniczego stosownie do łączonych
materiałów,
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
33
File title: WTWIOW - rev.0.doc
• doboru parametrów spawania,
• stosowanego sprzętu i urządzeń spawalniczych,
• kwalifikacji spawaczy,
• warunków spawania,
• metodyki kontroli itp.
b) Aktualne świadectwo kwalifikacji dla materiałów i procesów spawalniczych wg
EN ISO 3834-1:2007
EN ISO 3834-2:2007
EN ISO 3834-3:2007
EN ISO 3834-5:2015-08
c) Aktualne świadectwa spawalnicze (Lista wykonujących prace spawaczy)
wg PN-EN ISO 9606-1:2014-02
d) Aktualne świadectwa i badania dokumentujące proces techn. wg:
EN ISO 15607:2007
EN ISO 15609-1:2007
EN ISO 15614-1:2008
EN ISO 15612:2006
e) Nadzór spawalniczy zgodnie z EN ISO 14731:2008
f) Personel badań nieniszczących zgodnie z EN ISO 9712
g) Technologia spawania łukowego wg
EN ISO 15607:2007,
EN ISO 15609-1:2007
h) Materiały dodatkowe do spawania zgodnie z EN między innymi
EN ISO 14175:2009
EN ISO 14341:2011
EN ISO 14171:2010
EN ISO 18275:2012
EN ISO 17632:2011
EN ISO 14174:2012
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
34
File title: WTWIOW - rev.0.doc
EN ISO 16834:2012
EN ISO 18276:2008
lub ewentualnie innymi zastrzeżonymi w kontrakcie,
i) Wymagania dotyczące jakości w spawalnictwie wg:
EN ISO 3834-1:2007,
EN ISO 3834-2:2007,
EN ISO 3834-3:2007,
EN ISO 3834-5:2015-08
j) Wszelkie połączenia spawane – winny być wykonane zgodnie z wymaganiami
podanymi na odpowiednich rysunkach,
k) Miejsca wokół spoin dokładnie oczyścić z odprysków, zaś wszelkiego rodzaju
nadlewy zeszlifować na przylgach przyłączeniowych,
l) Klasa konstrukcji spawanej: EXC2 / EXC 3wg normy EN 1090-2+A1:2012 .
m) Poziom jakości według niezgodności spawalniczych występujących w złączach
spawanych wg EN ISO 5817:2014-05 - poziom jakości „B”/„C”
n) do spawania stali wykonać zgodnie z
EN ISO 9692-1:2014
EN ISO 9692-2:2002
EN ISO 9692-4:2004
Uwaga: w zakresie warsztatu jest przygotowanie krawędzi konstrukcji dla
spawania montażowego
o) elektrody do spawania wg EN ISO 2560:2010
p) gatunki elektrod dobierać w zależności od spawanego materiału.
4.2 Czynno ści kontrolne przed spawaniem.
Kontrola materiałów spawanych - obejmuje sprawdzenie stanu technicznego oraz
zgodności gatunku i materiałów z dokumentacją techniczną, znakami
identyfikacyjnymi na materiale oraz atestami producenta.
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
35
File title: WTWIOW - rev.0.doc
Kontrola kwalifikacji spawaczy. Do spawania winni być dopuszczeni tylko
wykwalifikowani spawacze, posiadający odpowiednie uprawnienia Ważność
uprawnień powinna być potwierdzona w Książce Spawacza lub Świadectwie
Egzaminu Uprawniającego.
Dla spawaczy obowiązuje jako minimalny wymóg PN-EN ISO 9606-1:2014-02
Kontrola przygotowania materiałów (konstrukcji) do spawania - obejmuje
sprawdzenie zgodności wykonania rowków do spawania w zakresie metody,
rodzaju i ukosowania, odchyłek wymiarowych, jakości powierzchni z wymaganiami
dokumentacji technicznej, stanu oczyszczenia brzegów rowka z rdzy, farb,
smarów, zawilgocenia, prawidłowości złożenia elementów do spawania zgodnie z
planami spawania oraz między innymi zgodnie z:
-EN ISO 9013:2008
-EN ISO 9692-1:2014 ,
-EN ISO 9692-2:2002 ,
-EN ISO 9692-4:2004,
Kontrola spoin sczepnych - obejmuje sprawdzenie kolejności wykonania spoin
sczepnych, rozmieszczenia, ilości, grubości i długości spoin sczepnych, jakości,
ze szczególnym uwzględnieniem pęknięć.
4.3 Kontrola przebiegu procesu spawania.
Obejmuje sprawdzenie:
� parametrów spawania zgodnie z Kartami technologicznymi spawania i
zatwierdzonymi planami spawania,
� kolejności układania ściegów i spoin,
� czyszczenia poszczególnych warstw,
� parametrów procesu spawania, w szczególności: temperatury podgrzewania,
temperatury warstwy pośredniej, energii rozciągania,
� jakości wykonywanych warstw i spoin,
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
36
File title: WTWIOW - rev.0.doc
� znakowania spoin przez spawaczy
4.4 Wykonanie spoin.
Wymagania dotyczące jakości spoin spawalniczych wg EN ISO 5817:2014 -
poziom B/C, w zależności od rodzaju konstrukcji, o ile karty kontrolne nie
zawierają żadnych dalszych obostrzeń.
4.5 Kontrola spoin – badanie zł ącz spawanych.
Badanie złącz spawanych prowadzić w oparciu o:
� PN-EN ISO 17637:2011 Spawalnictwo -- Badania nieniszczące złączy
spawanych -- Badania wizualne
� PN-EN ISO 23277:2015-05- Badania penetracyjne -
� PN-EN ISO 17638:2010– Badania magnetyczno-proszkowe
� PN-EN ISO 17640:2011– Badania ultradźwiękowe - klasa badania „B”
� PN-EN ISO 17636-1:2013-06-- Badania rentgenograficzne– klasa badania „A”
Elementy elektrofiltra i kanałow spalin (klasa EXC2 )
� Wszystkie złącza spawane przed nałożeniem powłok ochronnych poddać
wymaganym badaniom. Oględzinom zewnętrznym wizualnym ( VT) poddać
100% złączy spawanych. Podczas kontroli wizualnej sprawdzać: strukturę
utworzenia spoiny, wygląd zewnętrzny, wymiar „a” spoin pachwinowych -
klasa „B” wg PN-EN ISO 5817:2014
� Spoiny poprzeczne pachwinowe rozciągane lub ścinane - Badania PT lub MT
oraz RT lub UT zgodnie z normą PN-EN 1090-2 pkt. 12.4.2.2, tablica 24
"Zakres dodatkowych badań NDT"
� Spoiny poprzeczne czołowe z pełnym i niepełnym przetopem (złącza
krzyżowe i "T") - Badania PT lub MT oraz RT lub UT zgodnie z normą PN-EN
1090-2 pkt.12.4.2.2, tablica 24 "Zakres dodatkowych badań NDT"
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
37
File title: WTWIOW - rev.0.doc
� Spoiny czołowe poprzeczne rozciągane z pełnym i niepełnym przetopem -
Badania PT lub MT oraz RT lub UT zgodnie z normą PN-EN 1090-2
pkt.12.4.2.2, tablica 24 "Zakres dodatkowych badań NDT"
� Spoiny gazoszczelne: 100% całkowitej długości spoin włącznie ze wszystkimi
stykami teowymi i krzyżowymi : PT lub MT
� Spoiny technologiczne: wymagają zgody projektanta konstrukcji, który
określa warunki wykonania spoin
� Badanie produktów stalowych o podwyższonych własnościach plastycznych
prostopadle do powierzchni wyrobu – przy obciążeniach działających w
kierunku grubości - jeśli wymagane dokumentacją
- Wykonać zgodnie z norma PN EN 10164
- Wymagana próba „Z”, klasa badania Z15
� Badania ultradźwiękowe "S2" wg PN EN 10160 - jeśli wymagane
dokumentacją
� Wymagania jakości spawania wg PN EN ISO 3834-2
Elementy elektrofiltra i kanałów spalin (klasa EXC3 )
� Wszystkie złącza spawane przed nałożeniem powłok ochronnych poddać
wymaganym badaniom. Oględzinom zewnętrznym wizualnym ( VT) poddać
100% złączy spawanych. Podczas kontroli wizualnej sprawdzać: strukturę
utworzenia spoiny, wygląd zewnętrzny, wymiar „a” spoin pachwinowych -
klasa „B” wg PN-EN ISO 5817:2014
� Spoiny poprzeczne pachwinowe rozciągane lub ścinane - Badania PT lub MT
oraz RT lub UT zgodnie z normą PN-EN 1090-2 pkt. 12.4.2.2, tablica 24
"Zakres dodatkowych badań NDT"
� Spoiny poprzeczne czołowe z pełnym i niepełnym przetopem (złącza
krzyżowe i "T") - Badania PT lub MT oraz RT lub UT zgodnie z normą PN-EN
1090-2 pkt.12.4.2.2, tablica 24 "Zakres dodatkowych badań NDT"
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
38
File title: WTWIOW - rev.0.doc
� Spoiny czołowe poprzeczne rozciągane z pełnym i niepełnym przetopem -
Badania PT lub MT oraz RT lub UT zgodnie z normą PN-EN 1090-2
pkt.12.4.2.2, tablica 24 "Zakres dodatkowych badań NDT"
� Spoiny gazoszczelne: 100% całkowitej długości spoin włącznie ze wszystkimi
stykami teowymi i krzyżowymi : PT lub MT
� Spoiny technologiczne: wymagają zgody projektanta konstrukcji, który
określa warunki wykonania spoin
� Badanie produktów stalowych o podwyższonych własnościach plastycznych
prostopadle do powierzchni wyrobu – przy obciążeniach działających w
kierunku grubości - jeśli wymagane dokumentacją
- Wykonać zgodnie z norma PN EN 10164
- Wymagana próba „Z”, klasa badania Z15
� Badania ultradźwiękowe "S2" wg PN EN 10160 - jeśli wymagane
dokumentacją
� Wymagania jakości spawania wg PN EN ISO 3834-3
Uwaga:
Jeśli na jednym podzespole ilość złączy wykonywanych wg tego samego WPS
jest powyżej 5 to dopuszcza się (zgodnie z normą PN-EN 1090-2) minimalną
długość badanych spoin 900mm
Jeżeli podczas badania losowego stwierdzone zostaną niezgodności
spawalnicze, które przekraczają dopuszczalne wartości graniczne dla
niezgodności spawalniczych to zakres badań musi być zwiększony.
Kontrola przygotowania spawów - kształt spoiny, czystość i dopasowanie wg
EN ISO 9692-1:2014
EN ISO 9692-2:2002
EN ISO 9692-4:2004 oraz zgodnie z planami spawania,
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
39
File title: WTWIOW - rev.0.doc
Uwaga : w zakresie wykonawstwa warsztatowego przygotowanie krawędzi pod
spawy montażowe
4.6 Odbiór zł ączy spawalniczych.
Protokół winien między innymi zawierać:
� nazwę elementu na którym przeprowadzono badania,
� określenie rodzaju i ilości przeprowadzonych badań,
� wyniki badań,
� podpisy komisji.
Odstępstwa od parametrów podanych w dokumentacji konstrukcyjnej i
technologicznej są niedopuszczalne.
5. WYMAGANIA I ODBIÓR POSZCZEGÓLNYCH ZESPOŁÓW ELEKTROFILTRA
Uwagi ogólne:
W zakresie ogólnej oceny jakości i estetyki wykonania, poszczególne części,
podzespoły i zespoły elektrofiltra i przynależne kanały spalin muszą odpowiadać
wymaganiom podanym w normie EN 1090-2+A1:2012 , a ponadto następującym
kryteriom:
� powierzchnie części stalowych, staliwnych i żeliwnych nie mogą wykazywać
pęknięć, wżerów, uszkodzeń mechanicznych, rdzy i innych zanieczyszczeń jak
również zawalcowań i rozwarstwień w przypadku blach stalowych i rur
zgrzewanych,
� powierzchnie obrabiane wszystkich części muszą posiadać gładkość zgodną z
dokumentacja techniczną,
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
40
File title: WTWIOW - rev.0.doc
� ostre krawędzie po obróbce mechanicznej i paleniu muszą być stępione przez
piłowanie lub szlifowanie,
� odpryski powstałe przy spawaniu muszą być usunięte, a powierzchnie przyległe
gładkie.
Odbiór końcowy uznaje się za dokonany o ile po zbadaniu części lub podzespołów
jest przyjęty i podpisany protokół nadania.
5.1 Konstrukcja wsporcza i konstrukcja podporowa ka nałów spalin
elektrofiltru.
Wykonawstwo i odbiór zgodnie z dokumentacją konstrukcyjną i technologiczną.
Uwagi do wykonawstwa i odbioru:
� z zasady niedopuszczalnym jest łączenie profili nośnych (np. słupów i belek)
z odcinków. Ewentualną zgodę na łączenie i sposób wykonania złączy może
tylko wyrazić konstruktor prowadzący obiekt na polecenie kierownika
pracowni konstrukcyjnej. Sposób łączenia powinien być jednoznacznie
określony na rysunku wykonawczym i opatrzony pieczątką wraz z podpisem,
oraz datą, sprawdzić wymiary gabarytowe profili nośnych, liniowość i
skręcenie profili, grubości i długości spoin, rozstawy otworów pod śruby,
� sprawdzić odchylenia kątowe, płaskość płyt połączeniowych
� w obszarach wierceń sprawdzać: podziałkę otworów, średnice otworów,
zaokrąglenie, wymiary końcowe,
W przypadku stwierdzenia jakichkolwiek niezgodności wykonawstwa z
dokumentacją zawiadomić natychmiast służby pełniące nadzór nad
wykonawstwem i kontaktować się z biurem projektowym Rafako
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
41
File title: WTWIOW - rev.0.doc
5.2 Komora elektrofiltra, dyfuzor, konfuzor, kanały spalin
Zasadniczym problemem technologicznym jest uzyskanie tolerancji wymiarów i
kształtu oraz prostoliniowości ścian we wszystkich kierunkach.
W związku z tym ściany należy wykonywać na twardym i równym podłożu, oraz
przestrzegać właściwej technologii spawania.
Powyższe dotyczy również ścian lejów zbiorczych popiołu. Wymiary
nietolerowane elementów utrzymać z odchyłkami podanymi wg pkt. 3
Wykonać zgodnie z dokumentacją konstrukcyjną i technologiczną (o ile na
rysunkach wykonawczych nie wprowadzono indywidualnych tolerancji), oraz:
� Szczególną uwagę należy zwrócić na podziałki otworów do łączenia
poszczególnych elementów komory z lejami zbiorczymi pyłu, pasem
dolnym, dźwigarami dachowymi oraz kanałami.
� Elementy w lewym i prawym wykonaniu należy oznaczyć literą „L” – lewe i
literą „P” – prawe obok znaku rozpoznawczego.
� Złącza technologiczne wynikające z rozkroju profili hutniczych nie będących
elementami nośnymi są obowiązujące o ile są naniesione na rysunkach
konstrukcyjnych i wykonane zgodnie z Zakładowymi instrukcjami
technologicznymi tzw. WPS.
� Technologiczne łączenia blach muszą być wykonane zgodnie z Zakładową
instrukcją technologiczną spawania – WPS stosownie dla danej grubości
blach.
� Pozostałe wymagania wg pkt 3
W przypadku stwierdzenia jakichkolwiek niezgodności wykonawstwa
zawiadomić natychmiast natychmiast służby pełniącą nadzór nad
wykonawstwem i kontaktować się z biurem projektowym Rafako.
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
42
File title: WTWIOW - rev.0.doc
5.3 Leje zbiorcze z przeponami
Odbioru elementów lejów zbiorczych dokonać zgodnie z wytycznymi podanymi
w dokumentacji konstrukcyjnej i technologicznej.
Ponadto dokonać szczegółowej kontroli:
� wymiarów montażowych elementów lejów,
� wymiarów wysokości, szerokości, długości, kątów, pochyleń przekątnych,
równoległości płaszczyzn do płaszczyzny bazy oraz zgodności podziałki
otworów.
Wymiary nietolerowane powinny utrzymać się z odchyłkami podanymi w pkt. 3
Uwaga:
Wszystkie spoiny wewn ętrzne (od strony przepływu spalin) musz ą być
szlifowane.
W przypadku jakichkolwiek niezgodności wykonawstwa z dokumentacją, oraz
podanymi normami zawiadomić natychmiast natychmiast służby pełniące
nadzór nad wykonawstwem i kontaktować się z biurem projektowym Rafako.
5.4 Klatki schodowe ,schody, podesty, drabiny, por ęcze.
Wykonanie elementów powinno być zgodne z dokumentacją konstrukcyjną i
technologiczną. Odbiór wg EN 1090-2+A1:2012. Wymiary nietolerowane powinny
się mieścić w polu odchyłek podanych w pkt. 3
UWAGA: stopnie schodowe, kraty podestowe, cz ęści zł ączne – wykona ć w
ocynku ogniowym.Pozostałe elementy – malowane zgod nie z instrukcj ą
zabezpieczenia antykorozyjnego.
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
43
File title: WTWIOW - rev.0.doc
W przypadku stwierdzenia jakichkolwiek niezgodności wykonawstwa z
dokumentacją i wymienionymi normami zawiadomić natychmiast służby
pełniące nadzór nad wykonawstwem i kontaktować się z biurem projektowym
Rafako
5.4.1 Kraty podestowe.
� rodzaj rusztów kratowych – zgrzewane lub wciskane ( do uzgodnienia z
klientem)
� rodzaj rusztów kratowych: wciskane
� wysokość krat podestowych - 30mm
� oczko rusztu kraty – 33 x 33 mm
� wymiar profilu nośnego – 30 x 3 mm
� zabezpieczenie antykorozyjne krat podestowych - ocynk ogniowy wg EN
ISO 1461
� dostawa krat z uchwytami standardowymi,
5.4.2 Schody.
� Stopnie schodowe-kraty podestowe zgrzewane lub wciskane ( do
uzgodnienia) ze wzmocniona krawędzią antypoślizgową
� Długość stopnia – wg dokumentacji
� Szerokość stopnia– wg dokumentacji
� Szerokość czynna stopnia – wg dokumentacji
� Wysokość stopnia - 70mm
� Wyposażenie stopnia – listwa antypoślizgowa
� Profil nośny - płaskownik, 30 x 3 mm
� Oczko w kracie stopnia – 33 x 33 mm
� Odległość między stopniami – wg dokumentacji
� Wykonanie wg DIN 24531
� nośność krat podestowych stopni schodowych – 5,0kN/m2
� zabezpieczenie antykorozyjne stopni schodowych - ocynk ogniowy wg
EN ISO 1461: 2011,
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
44
File title: WTWIOW - rev.0.doc
5.4.3 Poręcze.
� Profil główny poręczy- wg dokumentacji
� Poprzeczki pośrednie – wg dokumentacji
� Ilość poprzeczek pośrednich – wg dokumentacji
� Zamknięcia wejść drabinowych- bramki samozamykające
� Listwy dolne ochronne (bortnice) – wg dokumentacji
� zabezpieczenie antykorozyjne poręczy – zgodnie z instrukcją
zabezpieczenia antykorozyjnego
5.5 Włazy, luki rewizyjne.
Wykonawstwo i odbiór włazów powinny być zgodne z dokumentacją konstrukcyjną
i technologiczną oraz obowiązującymi normami.
� Sprawdzeniu podlegają wszystkie wymiary gabarytowe oraz prawidłowość
zamykania się włazów w pozycji pionowej,
� Pokrywy włazów powinny na całym obwodzie szczelnie przylegać do korpusu,
� Sprawdzić osadzenie uszczelnień oraz docisku i braku szczelin pomiędzy
uszczelką, a pokrywą zamykającą,
Wszystkie wymiary nietolerowanie powinny się mieścić w polu odchyłek podanych
w pkt. 3
Włazy, luki rewizyjne b ędą spawane na warsztacie do poszczególnych
elementów.
W przypadku jakichkolwiek niezgodności wykonawstwa z dokumentacją oraz
podanymi normami zawiadomić natychmiast kierownika pełniącego nadzór.
5.6 Elektrody zbiorcze.
Elektrody zbiorcze sztywno mocowane
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
45
File title: WTWIOW - rev.0.doc
Wymagania wykonawczo - odbiorcze elektrod zbiorczych powinny być zgodne
z dokumentacja konstrukcyjną.
Poza wytycznymi wykonania i odbioru podanymi powyżej wymagane są
następujące badania elektrod:
� z każdego bębna blachy taśmowej po wykonaniu pierwszej elektrody
przeprowadzić badanie jakości wykonania oraz zgodności wymiarów w
tolerancjach podanych na rysunku,
� badania jakości przeprowadzić w następującym zakresie (w stanie
leżącym):
• szerokość elektrody
• wysokość krawędzi bocznych,
• szerokość półki,
• długość elektrody,
• odległość od osi tulejki do osi otworów owalnych,
• powierzchnię zewnętrzną i wewnętrzną profilu,
• krzywizny i promienie.
Powyższym badaniom poddać pierwsze elektrody z każdego kręgu taśmy.
W stanie wiszącym na dwóch pryzmach w pozycji poziomej, przy czym
wichrowatość, płaskość oraz krzywoliniowość sprawdzać wg wytycznych
podanych wg rys.2, a następnie sprawdzać co 10-tą elektrodę.
� szczególną uwagę należy zwrócić na spawanie poszczególnych
elementów elektrody, które powinno być wykonane ściśle wg uwag
podanych na rysunku,
� sprawdzić za pomocą szablonu prawidłowości połączenia rurki w
uchwycie górnym elektrody. Oś tulejki winna by ć bezwzgl ędnie
prostopadła do płaszczyzny uchwytu lub elektrody.
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
46
File title: WTWIOW - rev.0.doc
Dodatkowo należy sprawdzić wymiar od otworu górnego do otworów
przygotowanych do sztywnego mocowania +2 oraz rozstaw otworów do
sztywnego mocowania + 1,0.
Z każdorazowego pomiaru przeprowadzonego wg powyższych wytycznych
należy sporządzić protokół zawierający rzeczywiste wymiary elektrody i
przedłożyć kierownikowi Działu Kontroli Jakości.
W przypadku stwierdzenia w trakcie wykonawstwa jakichkolwiek niezgodności z
dokumentacją zawiadomić natychmiast mistrza zmianowego lub kierownika
pełniącego nadzór.
5.7 Zawieszenie elektrod zbiorczych.
Zawieszenie elektrod zbiorczych sztywno mocowanych (nitowanych)
Belki górne i drągi strzepywaczy wykonać i odbierać wg dokumentacji
konstrukcyjno – warsztatowej.
Ponadto w zakres odbioru wchodzą następujące czynności:
� Sprawdzenie wymiarów belek górnych w następującym zakresie:
• kształt profilu za pomocą szablonu,
• wymiary gabarytowe,
• rozstaw otworów i współosiowość w obydwu częściach belki, za pomocą
szablonu,
• prostoliniowość i wichrowatość belki, która nie może przekraczać + 3 mm
w stosunku do całej długości,
• równość w płaszczyźnie podstawy belki oraz równoległość ramion,
� Sprawdzenie drągów w następującym zakresie:
• kształt profilu,
• wymiary gabarytowe,
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
47
File title: WTWIOW - rev.0.doc
• prostolinijność i wichrowatość belek, która nie może przekraczać + 2 mm
w stosunku do całej długości,
• prawidłowość rozstawu przewiązek w belkach,
• prawidłowość zanitowania kowadła
W przypadku stwierdzenia jakichkolwiek niezgodności wykonawstwa z
dokumentacją, zawiadomić natychmiast mistrza zmianowego lub kierownika
pełniącego nadzór.
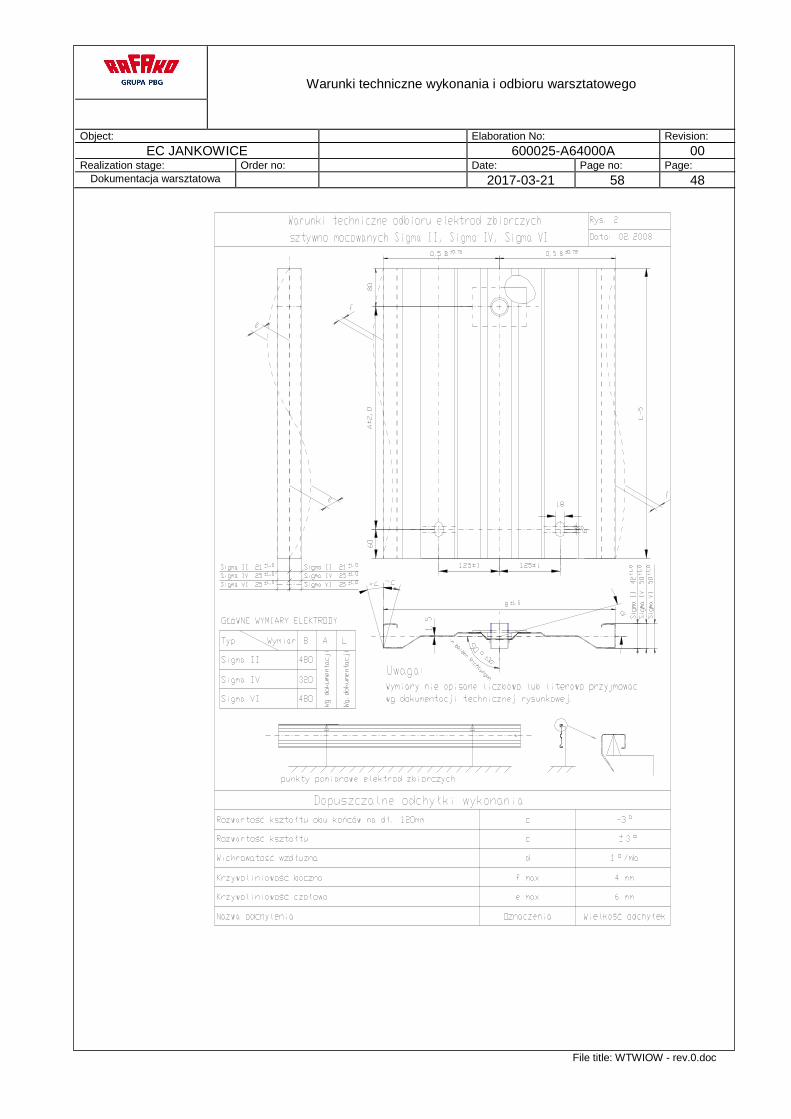
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
48
File title: WTWIOW - rev.0.doc
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
49
File title: WTWIOW - rev.0.doc
5.8 Elektrody ulotowe.
Elektrody ulotowe obok elektrod zbiorczych stanowią podstawowe elementy
czynne elektrofiltru. Z tego też względu należy dołożyć wszelkich starań, aby
wykonanie elektrod było bezwzględnie zgodnie z dokumentacją i wytycznymi
niniejszych warunków oraz zakładowymi instrukcjami technologicznymi
spawania i kartami technologicznymi wykonania warsztatowego.
Elektrody ulotowe – rurowe z ostrzami gwoździkowymi
Dokumentacja warsztatowo-konstrukcyjna zawiera na rysunkach wymagania
odnośnie wykonania i tolerancji wykonania. W szczególności należy:
� Sprawdzić jakość wykonania spłaszczenia, nie dopuszcza się pęknięć
ścianek rury, dopuszczalna odchyłka spłaszczenia od osi rury 1 mm,
� Dopuszczalna sierpowatość na całej długości we wszystkich płaszczyznach
do 4 mm,
� Zachować odchylenie płaszczyzny ostrzy względem spłaszczenia
zamocowania górnego w granicach + 2 mm,
� Sprawdzenie poprawności zanitowania kowadła w belkach górnych,
� W wypadku wykonania elektrody z dwóch odcinków rury sprawdzić
prawidłowość połączenia (w zakresie wykonania prawidłowej spoiny,
niedopuszczalne jest także załamanie osi łączonych połówek rury),
W trakcie procesu produkcyjnego i pakowania elektrod nie wolno dopuścić do
trwałych odkształceń elektrody. O wszelkich stwierdzonych niezgodnościach
wykonawstwa z dokumentacją i niniejszymi warunkami, zgłosić bezzwłocznie
mistrzowi zmianowemu lub kierownikowi pełniącemu nadzór.
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
50
File title: WTWIOW - rev.0.doc
5.9 Zawieszenie elektrod ulotowych.
Wykonawstwo i odbiór zawieszeń powinny być zgodne z dokumentacją
konstrukcyjną i technologiczną. Wszystkie wymiary nietolerowanie powinny
mieścić się w polu odchyłek podanych w punkcie 3.
W zakres odbioru wchodzą następujące czynności:
� sprawdzanie prostolinijności rur zawieszeniowych. Dopuszczalne odchyłki
nie mogą przekraczać 1 mm na 1 metr bieżący,
� sprawdzenie izolatorów porcelanowych (korpusów izolacyjnych), ich stan,
czy nie wykazują ewentualnych pęknięć i zarysowa na powierzchniach
zewnętrznej i wewnętrznej,
� prawidłowość obróbki pokrywy górnej izolatora i płaskość płyty pod
izolatorem,
� sprawdzić współpracę gwintów rury zawieszeniowej z nakrętką wahliwą.
W przypadku stwierdzenia jakichkolwiek niezgodności wykonawstwa z
dokumentacją zawiadomić natychmiast mistrza zmianowego lub kierownika
pełniącego nadzór.
5.10 Ramy zawieszeniowe elektrod ulotowych.
Wykonawstwo i odbiór ram zawieszeniowych powinny być zgodne z
dokumentacją konstrukcyjną i technologiczną. Wymiary nietolerowane
powinny mieścić się w polu odchyłek podanych w pkt.3. Ponadto w zakres
odbioru wchodzą następujące czynności:
� sprawdzenie rozstawu mocowań rur zawieszeniowych – odchyłki nie mogą
przekraczać +2,0 mm,
� rozstaw belek zawieszeniowych odchyłka +2,0 mm
� prostolinijność belek ram nie może przekraczać + L2000 w stosunku do całej
długości „L”,
� rozstaw blach na belkach ustalających podziałkę elektrodową p = +1,0 .
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
51
File title: WTWIOW - rev.0.doc
W przypadku stwierdzenia jakichkolwiek niezgodności wykonawstwa z
dokumentacją, należy zawiadomić natychmiast mistrza zmianowego lub
kierownika pełniącego nadzór.
5.11Strzepywacze elektrod zbiorczych.
Wykonawstwo i odbiór strzepywaczy powinny być zgodne z dokumentacją
konstrukcyjną i technologiczną.
Zakres odbioru w szczególności obejmuje:
� sprawdzenie twardości elementów hartowanych. Przy czym sprawdzeniu
poddać 5 % sztuk w każdej partii. W przypadku stwierdzenia chociażby
jednej sztuki niezgodnej, sprawdzić całą partię. Braki reklamować,
� sprawdzenie wymiarów gabarytowych skręcanych w całości uchwytów z
młotkami,
� sprawdzenie poprawności osadzenia tulejek w młotkach,
� sprawdzenie średnic panewek i łożysk,
� sprawdzenie wymiarów gabarytowych wsporników łożysk.
Przy czym szczególną uwagę zwrócić na prostopadłość powierzchni czołowej
do powierzchni podstawy łożyska – dotyczy strzepywaczy elektrod zbiorczych,
� sprawdzenie wszystkich wymiarów wałów zgodnie z dokumentacją.
Wszystkie wymiary nietolerowane powinny mieścić się w polu odchyłek
podanych w punkcie 3. W przypadku stwierdzenia jakichkolwiek niezgodności
wykonawstwa z dokumentacją, zawiadomić mistrza zmianowego lub
kierownika pełniącego nadzór.
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
52
File title: WTWIOW - rev.0.doc
5.12 Napędy strzepywaczy.
Odbiór napędów strzepywaczy dokonać w oparciu o dokumenty odbiorcze
producentów poszczególnych elementów tj., silnika i przekładni.
Ponadto w zakres odbioru wchodzą następujące czynności:
� sprawdzenie zgodności wymiarów z dokumentacją przynależnych części do
napędu,
� sprawdzenie poziomu oleju w przekładni,
W razie stwierdzenia jakichkolwiek niezgodności wykonawstwa z
dokumentacją natychmiast powiadomić mistrza zmianowego lub kierownika
pełniącego nadzór.
5.13 Elementy kierujaco - dławi ące.
Wykonawstwo i odbiór powinny być zgodne z dokumentacją konstrukcyjną i
technologiczną.
Ponadto szczegółowemu sprawdzeniu poddać wymiary i kąty ramion
mocujących, płaskość i wichrowatość ram sit, która nie może przekraczać 5,0
mm w stosunku do całej płaszczyzny. Wszystkie wymiary nietolerowane
powinny mieścić się w polu odchyłek podanych w punkcie 3.
W przypadku stwierdzenia jakichkolwiek niezgodności wykonawstwa z
dokumentacją zawiadomić mistrza zmianowego lub kierownika pełniącego
nadzór.
5.14 Oszpilkowanie elementów elektrofiltra.
Oszpilkowanie powierzchni elementów e-filtru, podlegających izolacji termicznej
wykonywa ć na warsztacie. Szpilkowaniu podlegają komory wysokiego
napięcia, komora filtra, dyfuzor, konfuzor, leje, kanały spalin.
Długości szpilek określa dokumentacja warsztatowa, dobierane są w zależności
od grubości warstwy izolacji, szpilkowanie winno być spawane na warsztacie.
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
53
File title: WTWIOW - rev.0.doc
6. PRÓBNY MONTAŻ ELEKTROFILTRA
Na warsztacie wykona ć monta ż próbny podzespołów elektrofiltrów zgodnie z
rysunkami zło żeniowymi .
W przypadku stwierdzenia jakichkolwiek niezgodności wykonawstwa z dokumentacją
i normami zawiadomić natychmiast kierownika pełniącego nadzór.
Wyniki monta żu próbnego winny by ć potwierdzone odpowiednimi protokołami
i dokumentacj ą fotograficzn ą. Elementy stykowe winny zosta ć trwale
oznakowane dla identyfikacji na monta żu.
Pozytywne wyniki montażu próbnego zwalniają wyrób do zabezpieczenia
antykorozyjnego i ocynkowania.
7. KONTROLA ZABEZPIECZENIA ANTYKOROZYJNEGO
Malowanie i konserwacja części powinny być wykonane zgodnie z wytycznymi
zawartymi w „Instrukcji zabezpieczenia antykorozyjnego” nr 605007-A95001A
W tym:
� Wstępne przygotowanie powierzchni wg EN ISO 12944 – 4:2001
� Nadzór i wykonanie prac malarskich wg EN ISO 12944 – 7:2001
8. OPAKOWANIA, ZNAKOWANIE I KONTROLA ZNAKOWANIA
Dla prawidłowego składowania i montażu, oraz kontroli ilościowej każdy element
zespołu lub podzespołu wysyłany indywidualnie winien być oznakowany widocznie i
trwale zgodnie ze spisem części wysyłkowych i wymogami kontraktowymi
Dopuszczenie do wysyłki: sprawdzenie kompletności części, załączenie formularza
dopuszczenia do wysyłki.
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
54
File title: WTWIOW - rev.0.doc
Oznaczenie wysyłek: do składników (poszczególnych części) każdorazowo muszą
być dołączone specyfikacje oraz wymagane dokumenty zgodnie z kontraktem,
oznakowanie elementów konstrukcyjnych (o ile w zapisach kontraktowych nie ma
innych wymagań i zastrzeżeń)
Znakowanie wykonać należy farbą olejną bezpośrednio na przedmiotach gabarytowo
większych lub częściach małych na specjalnych metalowych wywieszkach (o ile
zapisy kontraktowe nie stanowią inaczej).
Wielkość cyfr i liter przy oznakowaniu bezpośrednim na przedmiotach min 40 mm, a
na wywieszkach min 10 mm (o ile zapisy kontraktowe nie stanowią inaczej).
Przy wysyłce rur lub innych materiałów liczonych w metrach bieżących należy
dodatkowo na protokole PW oraz przy oznakowaniu za znakiem rozpoznawczym
podać ilość metrów bieżących np. 35 mb.
8.1 Znakowanie kontrolne.
Każda kontrola wykonana przez Dział Kontroli Jakości jest odnotowywana w
dokumentach kontrolnych. Znaki KJ są dowodem przeprowadzonych czynności
kontrolnych oraz stwierdzeniem, że dany element jest zgodny z obowiązującymi
rysunkami, normami, warunkami technicznymi lub wzorami.
Znakowanie kontrolne winno dodatkowo odpowiadać wymogom kontraktowym (ile
takie są wymagane).
8.2 Znakowanie półwyrobów i wyrobów z metali nie żelaznych.
Kontrola materiałowa przy przyjmowaniu półwyrobów sprawdza cechy
materiałowe.
Wszystkie wyroby lub półwyroby z metali nieżelaznych winny bezwzględnie być
zaopatrzone w cechę materiałową dla danego metalu.
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
55
File title: WTWIOW - rev.0.doc
8.3 Kontrola opakowania i wytyczne do wykonawstwa o raz pakowanie
elementów.
Opakowanie przewidziane dla niektórych elementów filtra ma na celu
zabezpieczenie ich przed uszkodzeniem, oraz zabezpieczenie drobnych części
przed rozproszeniem i zaginięciem, a także ma usprawnić i ułatwić ekspedycję
gotowego wyrobu. Jednocześnie opakowanie ma na celu zabezpieczenie
wysyłanych elementów elektrofiltru i kanałów spalin przed działaniami
atmosferycznymi na plac budowy.
� Sprawdzić kompletność dokumentacji obowiązującej przy wysyłce w
skrzyniach i sprawdzić czy jest właściwie zabezpieczona,
Ze względu na specyficzne cechy i wymiary gabarytowe elementy elektrofiltru i
kanałów spalin wysyłane są luzem w pęczkach, w skrzyniach, i w opakowaniu
fabrycznym (specjalnym). Opakowanie elementów elektrofiltru i kanałów spalin
powinno ściśle uwzględniać wytyczne zawarte w specyfikacjach.
Opakowanie mo że być zwrotne na warunkach okre ślonych w umowie o
dostawie elektrofiltru.
9. DOKUMENTACJA ODBIORCZA
Dokumentacja odbiorcza winna odpowiada ć wymogom okre ślonym w zapisach
kontraktowych, oraz Planie Kontroli i Bada ń
Techniczną dokumentację odbiorczą sporządza Dział kontroli Jakości wytwórcy
konstrukcji (w przypadku kooperacji na podstawie dokumentacji odbiorowej
wykonanej przez kooperanta)
Bez kompletnej dokumentacji odbiorczej nie może być zwolniona żadna wysyłka.
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
56
File title: WTWIOW - rev.0.doc
9.1 Dokumentacja kontroli jako ści.
Kontrola jakości wykonania obowiązuje w całym okresie wykonawstwa, aż do
odbioru końcowego całego urządzenia.
W skład dokumentacji kontroli jakości wchodzą:
� rysunki poglądowe, listy rewizji rysunków, instrukcje spawalnicze, plany prac
spawalniczych zgodnie z wymaganiami klienta
� dziennik spawania,
� zestawienie świadectw kwalifikacji spawaczy (lub lista),
� plany spawania,
� plany kontroli,
� protokoły z badań kontrolnych,
� dopuszczenie, badania technologiczne lub potwierdzone listy badań
technologicznych (o ile są wymagane),
� zestawienie badań nieniszczących,
� zaświadczenia o próbach szczelności i ciśnieniowych,
� badania ochrony powierzchniowej (nakładanie powłok, ochrona
antykorozyjna, ocynkowanie),
� protokoły wymiarowe (o ile są takie wymagane),
� protokoły badań kontrolnych materiałów,
� świadectwa materiałów ,
� lista świadectw materiałowych ,
� atesty dla zaworów bezpieczeństwa,
� sprawozdania z badań przeprowadzanych przez uprawnione urzędy
nadzorcze wobec el. ciśnieniowych
� wyniki prób pracy i pozostałych badań specjalnych (o ile są wymagane).
� ewentualnie inne zastrzeżone zapisami kontraktowymi
� protokoły z próbnego montażu.
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
57
File title: WTWIOW - rev.0.doc
10. WYSYŁKA CZĘŚCI
Elektrofiltr i kanały spalin ze względu na stosunkowo duże wymiary gabarytowe,
istniejące środki transportowe, oraz miejsce składowania i budowy u odbiorcy,
dostarczony jest z konieczności w postaci elementów podzespołów i zespołów
sukcesywnie w terminach i kolejności, ustalonych w umowie o dostawę.
Organizację transportu części należy oprzeć na wykazie części wysyłkowych,
Wysyłka części dokonywana jest w oparciu o warunki ujęte w kontrakcie względnie
w Instrukcji dostarczonej przez Zamawiającego.
10.1 Transport elementów.
Transport elementów wra żliwych na uszkodzenia
Elementy takie ja, napędy, osprzęt elektryczny i AKPiA wymagają szczególnej
uwagi i ostrożności przy transporcie. Transport tych elementów dopuszczalny
jest w specjalnych opakowaniach dostarczonych przez producenta wraz z
wyrobem.
Szczegółowe wskazówki odnośnie transportu określają oznakowania na
opakowaniach oraz instrukcje producenta.
Szczególn ą uwagę zwróci ć na transport elektrod zbiorczych i ulotowych i
zabezpieczy ć je tak aby w czasie transportu, zachowane zostały wszelkie
tolerancje płasko ści i prostolinijno ści tych elementów.
Transport wewn ętrzny elementów konstrukcji stalowych elektrofiltru
W tym zakresie obowiązują szczegółowe uzgodnienia na linii Wykonawca
montażu-Zleceniodawca oraz przyjęte wymogi i zasady transportu na terenie
Elektrowni. Należy zwrócić szczególną uwagę na zachowanie zasad BHP oraz
niedopuszczenie do uszkodzenia powłok malarskich i zdeformowania
elementów przy transporcie.
Warunki techniczne wykonania i odbioru warsztatowego
Object: Elaboration No: Revision:
EC JANKOWICE 600025-A64000A 00 Realization stage: Order no: Date: Page no: Page:
Dokumentacja warsztatowa 2017-03-21 58
58
File title: WTWIOW - rev.0.doc
11. ZAŁĄCZNIKI.
� Plan Kontroli i Badań nr 1/600025
� Instrukcja Zabezpieczenia Antykorozyjnego nr 600025-A95001A