ชุดพ่นพอกด ้วยผงโลหะแบบร...
23
ชุดพ่นพอกด้วยผงโลหะแบบร้อน/แบบเย็น จัดจำหน่ายและบริการโดยแผนก Surfacing Technology 630 ซ. อ่อนนุช 54, ถนน สุขุมวิท 77, แขวงสวนหลวง, เขตสวนหลวง, กทม. 10250 โทร: 0 2320 5200 (12 สาย) โทรสาร: 0 2320 5208 WEB SITE: www.acme-inter.com E-MAIL : [email protected]
Transcript of ชุดพ่นพอกด ้วยผงโลหะแบบร...

ชดพนพอกดวยผงโลหะแบบรอน/แบบเยน
จดจำหนายและบรการโดยแผนก Surfacing Technology
630 ซ. ออนนช 54, ถนน สขมวท 77, แขวงสวนหลวง, เขตสวนหลวง, กทม. 10250โทร: 0 2320 5200 (12 สาย) โทรสาร: 0 2320 5208WEB SITE: www.acme-inter.com E-MAIL : [email protected]

การพนพอกดวยผงโลหะการพนแบบ FLAME SPRAYINGทลกษณะการพนทอปกรณทผงโลหะทเปรยบเทยบการพนรอน/พนเยนประโยชนตวอยางการใชงาน

การพนพอกดวยผงโลหะจากขอจำกดของการเชอมดวยลวดเชอมหลายๆ อยาง เชน ความหนาของชนงานทวๆ ไปจะตองมความ
หนากวา 3 mm. แตในทางปฏบตการเชอมงานทบางมากๆ จะใชเครองเชอม TIG/MIG หรอ MAG ซงเครองจะมราคาคอนขางสง ลวดเชอมทใชกตองเปนพเศษเฉพาะ คาใชจายของกระบวนการจะสงทำใหการซอมสนเปลองเงนจนไมคมคาทจะซอม ความชำนาญของชางในการซอมงานทมรปรางเฉพาะ เปนอกสงทตองคำนงถงผลกระทบจากความรอนทมตอโครงสรางและรปราง นนคออาจเกดการบดเบยวของชนงานจนเกดการแตกหกเสยหาย โครงสรางทเปลยนไปทำใหชนงานไมสามารถใชงานตอสภาวะทตองการ ปญหาตางๆ เหลาน ไดมการปรบปรงกระบวนการบางอยางเพอทดแทน นนคอ การพนพอก
การพนพอกดวยผงโลหะนเปนสวนหนงของกระบวนการพนพอกดวยความรอน สมาคมการเชอมแหงสหรฐ ไดใหคำจำกดความของ THERMAL SPRAYING PROCESS ไววา “ เปนกระบวนการของการเชอมชนดหนง ซงผงของโลหะและอโลหะเลกๆ จะถกพอกอยในสภาพหลอมเหลวหรอกงหลอมเหลวเปนชนบนชนงาน วสดทใชพอกอาจจะอยในรปของผง เซรามกส, เสนลวด, หรอ วสดหลอมเหลว ”
การพนพอกเปนวธการซอมชนงานแบบหนงทใชความรอนตำกวาการหลอมละลายของชนงาน จากการพนจะมนอยหรอแทบไมม อนตรายจากการเปลยนแปลงโครงสราง รวมถงความสะดวกรวดเรวในการทำงานมากกวา การพนพอกอาจทดแทนงานเชอมไดบางสวนและสามารถทดแทนการพอกแขงเพอทนการเสยดสสกกรอนไดเกอบทงหมด ดวยชนเคลอบผวทบางกวา และมความแขงแรงในการยดเกาะ วสดทมกมปญหาในการเชอมเชน เหลกหลอ ในการพนพอกเปนเรองทไมยากทจะซอมแซม

Flame Spraying process วธนเปนทเผยแพรหลายมากทสด เนองจากการใหความรอนดวยเปลวโดยใชแกสมขอด คอ
1. สามารถปรบการเผาไหมไดงายโดยดลกษณะเปลว ปรบใหเปนเปลว Oxidizing, Neutral หรอReducing conditions
2. ราคาของแกสถก3. หาไดงายทวไปในกรงเทพฯ และตางจงหวด4. การใชงาน ชางเชอมเคยเชอมแกสมากอน สามารถฝกใหใชพนผงดวยวธนในเวลาสน
FLAME SPRAYING
อณภมของเปลวจากแกสชนดตางๆ
OXYGEN + PROPANEOXYGEN + HYDROGENOXYGEN +NATURAL GASOXYGEN +ACETYLENE
2526 C2660 C2538 C3087 C
0
0
0
0
**** อณหภมจาก NEUTRAL FLAME ในเรองการพนพอกดวยเปลวน เราจะพดเฉพาะผงโลหะโดยจะพดถงหวเรองสำคญ ดงน
1. ลกษณะของการพนพอกดวยผงโลหะ 4. การพนเยน2. อปกรณ 5. ผงโลหะ3. การพนรอน
ลกษณะของการพนพอกผงโลหะผงโลหะจะไหลผานเปลวไฟ แลวถกสงดวยความดนของแกสทเผาไหมพงไปเกาะชนงาน ในขณะทมน
เรมไหลผานเปลวไฟ มนจะเรมละลายไปเกาะบนชนงานจากนนจง FUSE อกครงใหชนของผงนละลายเปนเนอเดยวกนยดเกาะบนชนงาน

การยดเกาะของการพนพอกเปนการยดเกาะทางฟสกส ไมเหมอนกบการยดเกาะของลวดเชอมไฟฟา ซงเปนการยดเกาะทางเคม กลาวคอ บางสวนของผวชนงานจะละลายผสมกบเนอเชอม การยดเกาะตวของการพนพอกดวยผงโลหะจงเทยบกบการยดเกาะตวของแนวเชอมไมได แตเรามวธจะทำใหการยดเกาะ นน อยในสภาพทสมบรณทสด โดยการเตรยมผวงานทถกตองทสด
การเตรยมผวของชนงานไมควรเรยบ จากรปขางลางนจะเหนไดวา ถาผวงานเรยบ พนทของหนาผวงานจะนอย ทำใหทนแรงเฉอยไดนอย และอกปญหาทสำคญยง คอมนอาจจะเรมแยกตวตงแตมความรอนขนหรอลงทงนเนองจากเปนโลหะตางชนดกน การยดหดตวจงไมเทากน
สำหรบการเตรยมผวทเหมาะสมทสดคอผวทขรขระหรอกลงเกลยว ซงจะเปนการเพมพนผวหนาและทำใหการยดเกาะตวดขน
การเตรยมผวหนากอนพนพอกดวยการพนทราย, กลง หรอเจยร ขอสำคญอกอนหนง คอ จะตองไมมสงสกปรก เชน สนม หรอคราบนำมนเกาะตวอย ควรขจดคราบไขมนออกดวยสเปรยขจดไขมนทงกอนหนาและหลงการเตรยมผวงาน
นอกจากนการเตรยมผวงานทถกตองจะทำใหการยดเกาะตวอย ในขนแนนหนาพอทจะสกบแรงอดแรงงดหรอแรงกระแทกไดในขนทนาพอใจ
หลงการเตรยมผวงานเสรจแลว หามจบตองโดยเดดขาด เพราะเหงอหรอนำมนทมอาจไปเกาะบนผวงานทำใหการยดเกาะตวดอยไป

อปกรณทใชพนพอกม 2 ประเภท คอ ประเภททใหผงไหลสทางเดนของแกสกอนถงจดเผาไหม ซงสำหรบการพนพอกงานละเอยด และประเภททใหผงไหลลงสจดเผาไหมโดยตรง โดยประเภทหลงนจะสามารถปอนผงไดเรวกวาประเภทแรก เพราะไมมขอจำกดจากขนาดของทอแกสภายในเหมาะสำหรบการพนพอกงานใหญรวมถงเพลา
อปกรณ
ประโยชนของการพนพอกดวยผงโลหะม 2 อยางคอ1. เสรมแตงชนงานทใชจนสกหรอใหดเหมอนใหม2. พอกเสรมช นงานใหมดวยผงเกรดท เหมาะสม เพ อยดอายการใชงานใหยาวนานไปอก ไมตองเสยเวลาเปลยนบอยๆ
วธการนเปน TECHNOLOGY เพอการประหยด เพมประสทธภาพในงานซอมบำรงของทาน และนยมใชวธ การน อยางแพรหลายในประเทศอตสาหกรรมช นนำ อตสาหกรรมของทานอาจนำวธการดงกลาวมาใชเพอใหเกดประโยชนตองานของทาน

การพนพอกผงโลหะแบบเยน
เทคนคการพนพอกผงโลหะแบบเยน1. ขอเปรยบเทยบระหวางการพนพอกดวยผงโลหะแบบรอนและแบบเยน
การพนพอกดวยผงโลหะสำหรบแบบรอนนน ใชอณภมสงในการทำใหผงโลหะละลายตว ( FUSING ) สวนแบบเยน ใชอณภมไมสงนก ทงสองแบบมคณสมบตแตกตางกน จงเปนสงสำคญทจะตองรวาวธการทงสองทำงานอยางไร และผวทพนพอกขนมามคณสมบตอยางไร ทานควรทราบดวยวาสภาพใชงานปกตของชนงานเปนอยางไรเพอทจะเลอกเกรดของผงโลหะและวธการทเหมาะสม
คณสมบต แบบรอน แบบเยน
ความสะอาดทางโลหะวทยา และการทำผวงานใหขรขระ สำคญ สำคญ
พนผวของชนงานทสามารถพนพอกได โลหะทกชนด ยกเวน ทชบแลว และโลหะ ทมจดหลอมเหลวตำ
โลหะทกชนดยกเวน ทองแดงบรสทธ
อณภมการพนพอก 950 C -1050 C 150 C- 240 C0 0
ผลของอณภมพนพอกตอชนงาน ชนงานใหญอาจม ปญหาการบดงอ หรอราว
อณภมตำ ไมคอยมปญหาการบดงอ
การเปนโพรงในผวงานทพอก ไมม 3 - 6 %
ความแขงแรงในการยดเกาะ 350 - 500 N / mm 30 - 50 N mm2 2
ความเสยงตอการกดกรอน ไมม ม
เวลาในการพนพอก สน ใชระยะสนกวาแบบ รอนครงหนง
0 0

2. การเตรยมชนงานเพอการพนพอกแบบเยน2.1 ขจดไขมนดวยสเปรยขจดไขมน “ เคอรนค ” หรอใหความรอนถง 250 C2.2 พนทรายหยาบ2.3 กลงผวงานในแทนกลง ใหลกลง 1 - 3 มม. ตามลกษณะดงรป
3. การพนพอกดวยผงเชอมยด• อนชนงานใหรอน 60 C แลวพนดวยผงเชอมยด เบอร 5210 ใหมความหนาประมาณ 1 / 10 มม.
4. การพนพอกดวยผงโลหะสำหรบผวบนเปลยนผงโลหะเชอมยดเปนผงสำหรบผวบน เลอกเกรดทเหมาะสมกบการใชงาน พนพอกตอจนสมบรณควบคมอยาใหอณภมสงกวา 240 C ในขณะพนพอก
5. การกลงแตง• หลงจากการพนไดความหนาทตองการแลว จงนำไปกลงแตงใหไดขนาดตามทตองการตอไป
0
0
0

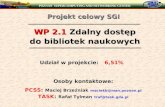
ชดพนพอกผงโลหะ FST - 201
630 ซ. ออนนช 54, ถนน สขมวท 77, แขวงสวนหลวง, เขตสวนหลวง, กทม. 10250โทร: 0 2320 5200 (12 สาย) โทรสาร: 0 2320 5208WEB SITE: www.acme-inter.com E-MAIL :[email protected]
จดจำหนายและบรการโดยแผนก Surfacing Technology

• อปกรณ ไดประกอบไวเรยบรอยแลวพรอมทจะใชงานได• การพนสามารถพนไดในพนทกวางและไดผลสมบรณแมแตพนผวทขรขระ• ระบบใหมปองกนไฟยอนกลบ – เพอความปลอดภย – เพอการพนพอกทเรวขน• หวพนใชงานงายบนเครองกลงเพอพนพอกเพลา, กระสวย, ลกสบ ฯลฯ• ชนงานจะไมบดเบยวเสยหาย เพราะมใหเลอกทงแบบพนรอนและพนเยน• การออกแบบวาลวใหม ทำใหการควบคมการทำงานแมนยำและเปลวไฟสมำเสมอ• โอรง และทอจายผงจะไมสกหรอภายใตการทำงานหนก• ผงโลหะสามารถพนไดจาก 1 ถง 9 กโลกรม / ช.ม.• กรวยสามารถบรรจผงไดถง 420 กรม พรอมฝาปด• อปกรณมกญแจ 3 ตว การประกอบและการดแลรกษากระทำไดโดยงาย• ทงชดบรรจอยในกระเปาลายไมสวยหร
ชดพนพอกผงโลหะ FST - 201
รหส รายการอปกรณ QTY. 201.01 ตวหวพน 1 201.02 ดามจบ 1 201.03 เครองปองกนไฟยอนกลบ 1 201.04 นอตลอกหวเพลา 1 201.05 ทอความรอน 1 201.06 กานหวพน 1 201.07 ยางโอรงใหญ 6 201.08 ยางโอรงเลก 6 201.09,10,11 ปลายหวพน 1set 201.12 แผนปองกนความรอน 1 201.13 ทอสงผง 1 201.14 วาลวควบคมผง 1 201.15 หมดวาลว 1 201.16 ทอยางจายผง 1 201.17 กรวยใสผง 1 201.18 ฝาปดกรวย 1 201.19 ทควบคมแกสออกซเจน (นาเงน) 1 201.20 ทควบคมแกสอะเซทลน (แดง) 1 201.21 วาลวนรภยทางเดยว 2 201.22 วาลวออกซเยน 1 201.23 วาลวอะเซทลน 1 201.24,25 กญแจหกเหลยม 2 & 4 มม. 1 201.26 กญแจปากตาย 18-19 มม. 1

ชดพนพอกผงโลหะแบบเยน

อะไหลสวนประกอบ
หมายเลข ชอชนสวน จำนวน
201.01 ตวหวพน 1201.02 ดามจบ 1201.03 เครองปองกนไฟยอนกลบ 1201.04 นอตลอกหวเพลา 1201.05 ทอความรอน 1201.06 กานหวพน 1201.07 ยางโอรงใหญ 6201.08 ยางโอรงเลก 6
201.09,10,11 ปลายหวพน 1ชด201.12 แผนปองกนความรอน 1 201.13 ทอสงผง 1201.14 วาลวควบคมผง 1201.15 หมดวาลว 1201.16 ทอยางจายผง 1201.17 กรวยใสผง 1201.18 ฝาปดกรวย 1201.19 ทควบคมแกสออกซเจน (นำเงน) 1201.20 ทควบคมแกสอะเซทลน (แดง) 1201.21 วาลวนรภยทางเดยว 2201.22 วาลวออกซเยน 1201.23 วาลวอะเซทลน 1
201.24,25 กญแจหกเหลยม 2 & 4 มม. 1

ผงโลหะการพนพอกแบบเยน
1.เกรดตางๆเฮอกาแนส มผงโลหะสำหรบการพนพอกแบบเยน 5 เกรดดงน
HMSP # 5210(NiAL)
เปนผงนเกล / อลมเนยม สำหรบการพนรองพน ใชสำหรบการพนพอกชนแรกกอนทจะเอาผงเกรดอนพนพอก
HMSP # 5220(FeCrNiMo)
เปนผงแบบสเตนเลสททนกรด
HMSP # 5230(CuAI)
เปนผงแบบอลมเนยมบรอนซ
HMSP # 5240(NiCrBSi)
เปนผงทมนเกลเปนหลก และยงมโครเมยม, บรอนซ, ซลกอน ซงจะใหเนอพนพอกทแขง
HMSP # 5270(CrNi)
เปนผงทมนเกลเปนหลก และยงมโครเมยมเหมาะกบการใชงานทวไปมความทนทานตอการเปนสนมและการสกกรอนไดสง
2. ขนาดเมดผงมขนาดระหวาง 106-36 ไมครอน
3.อปกรณสามารถใชไดกบอปกรณ FLAMESPRAY ทกชนด ทพนพอกผงขนาดระหวาง 106-36 ไมครอน ตวอยาง ชน VARIOBOND, ROTOLOY, UNI SPRAY JET, MOGUL U9 เปนตน

ผงโลหะ # 5230สวนผสม : Al, Cu เปนหลกลกษณะ : เปนผงสำหรบการพนพอกแบบเยน แบบอลมเนยมบรอนช ซงทนการ
เสยดสดเยยม ไมแนะนำสำหรบการตอสกบแรงกระแทก หรอการสกหรอ สง และจดทตองรบนำหนกมาก ควรใชเปลวสง( เปลวออกซไดซง ) ควรพนพอกโดยใหเปลวมออกซเจนเกน
การใชงาน : ชารพของเพลาใบพดปม Impeller และเพลาลำเลยง เสรมพอกผวทสก ไปของแบรง ลกลอ Journals และชนสวนทมแรงเสยดสตำ แหงหรอ
มหลอลนแหวน ลกสบ ปม เปนตนความแขง : มความแขง 110 HB
ผงโลหะ # 5210สวนผสม : ม Ni เปนหลกผสมดวย Alลกษณะ : เปนผงสำหรบการพนพอกแบบเยน ควรใชในการพนชนแรก เพอการ
เชอมยดการพนในขนตอไปดวยผงโลหะชนดอนReact Exoothermically in the flame มแรงยดตอชนงานประมาณ 50 - 60 N/MM
การใชงาน : เปนผงโลหะสำหรบการพนพอกเพอเปนชนเชอมยด พอกหนาเพยง1/10 มม. กอนทจะพนพอกดวยผงโลหะแบบเยนเกรดอนตอไป
ผงโลหะ# 5220สวนผสม : NI, Cr, Mo, Fe, Siลกษณะ : เปนผงโลหะแบบสเตนเลสททนกรดสง ทนการกดกรอนสงและไมเปนสนม
ชนงานทพนพอกดวยผงเกรดน มคณสมบตดงกลาวดเยยมเมอใชงานท อณหภมสงถง 380 C และทนการสกหรอไดดในสภาพทมการหลอลน
การใชงาน : ผวของแบรง เพลาปม ผวแหวนประกบ ผวลกสบ เพลาสเตนเลส เปนตนความแขง : มความแขง 160 HB
2
0

ผงโลหะ # 5270สวนผสม : Cr, Ni, Moลกษณะ : ผงโลหะผสมสง ทนการสกหรอ และอณภมไดดเยยม ทนการกดกรอนไดด และจดทมสมประสทธการเสยดสตำการใชงาน : ชนงานทอยในอณภมสงถง 1000 C เชนเพลามอเตอรทจะเปลยนรป เนองจากความรอน ปลอกรองลน (Sleeves)ความแขง : 150 HB
ผงโลหะ # 5240สวนผสม : Bo, Si, Cr, Niลกษณะ : ผงโลหะเกรดนจะใหเนอพอกทแขง( High Microhardness )
ทนตอการสกหรอสง ทนกรดและไมเปนสนม ทนตอการเสยดสของ โลหะตอโลหะ
การใชงาน : กานลกสบ ตวดงลวด ( คาปตน ) บลอคสำหรบรดลวด ดรมเบรค เพลาสงกำลงความแขง : 250 HB (บางสวนแขง 39 HRc)
0

ขอแนะนำสำหร บการพนพอกดวยผงโลหะแบบเยน(COLD SPRAYING)1. ทำความสะอาดชนงานดวยผา กรณทมนำมนหรอจารบอยจำนวนมาก2.ช นงานท ม ร พรนหรอแชอย ในนำมนนานๆ หรอผานการใชงานมาแลวจะตองทำการเผาไลนำมน กอนแลวแปรงออกไซดออกใหหมด3. จบงานบนเครองกลงเลอกความเรวตดใหเหมาะสม กลงปอกผวทสกดวยมดมม 90 ความลกนอยทสดทกลง ออกคอ ไมนอยกวา 0.4 มม. สำหรบโลหะกลมเหลกและไมนอยกวา 0.8 มม. สำหรบโลหะกลมอน
ถาสวนทจะพนพอกอยปลายเพลา การกลงปอกควรเหลอเนอทางปลายเพลาไว 1-2 มม.
4. กลงเกลยวผวทปอกดวยมดมม 90 ความหยาบของเกลยวขนกบความลกทกลงปอก
5. ฉดสเปรยขจดไขมนลงบนผวทกลงเกลยวใหสะอาดโดยใชแปลงลวดชวยขดดวย6. ทาครมกนตดในสวนทไมตองการพนพอก
7.ตงความเรวรอบในการพนพอกตามขนาดของเพลาโดยถอความเรวของท 15-17ม./นาท8. ตอสายแกสเขากบชดพน ปรบความดนอะซทลน 8-10 ปอนด/ตร.นว.ออกซเจน 35-40 ปอนด/ตร.นว
0
0

ชดพนพอกผงโลหะ PWT - 101
จดจำหนายและบรการโดยแผนก Surfacing Technology
630 ซ. ออนนช 54, ถนน สขมวท 77, แขวงสวนหลวง, เขตสวนหลวง, กทม. 10250โทร: 0 2320 5200 (12 สาย) โทรสาร: 0 2320 5208WEB SITE: www.acme-inter.com E-MAIL l:[email protected]

• อปกรณ ไดประกอบไวเรยบรอยแลวพรอมทจะใชงานได• การซอม, เพมเนอ และพนพอกสวนทสกหรอกระทำไดโดยใชเครองมออนเดยวกนน• การออกแบบกานหวเชอมใหมแยกจากโอรงหมายถงลดการเสยดสและปองกนเปลวไฟยอนกลบ• การปองกนการสกหรอของโอรงและกานพนหมายถงการยดอายการใชงานภายใตการทำงานหนก• สำหรบผงตางชนดและการพนแบบตางๆ เปลยนเฉพะปลายหวพนทองแดง เพอความรวดเรว, ประหยดและมประสทธภาพ• หวพน 3 แบบ ออกแบบมาเพอใหใชกบการพนเบอรตางๆ• การออกแบบวาลวใหม ทำใหการควบคมแมนยำและเปลวไฟสมำเสมอ• กรวยสามารถบรรจผงไดถง 450 กรม และมฝาปด• สมรรถนะในการพนเรมจาก 0.3 ถง 6 กโลกรม / ชม.• อปกรณมกญแจ 3 ตว - การประกอบและการดแลรกษากระทำไดโดยงาย• ทงชดบรรจอยในกระเปาลายไมสวยหร
ชดพนพอกผงโลหะ PWT - 101
รหส อปกรณหวพน QTY.101.01 ดามหวพน 1101,02 กานหวพน 1101,03 ปลายหวพน # 1, # 2, # 3 3101,04 นอตลอกหวพน 1101.05 แหวนยางโอรง 6101.06 กรวยสำหรบใสผง 1101.07 ฝาปดกรวย 1101.08 กานคนโยกควบคมผง 1101.09 สปรงดน (กระเดอง) 1101.10 ทอยางจายผง 6101.11 วาลวอะเซทลน (สแดง) 1101.12 วาลวออกซเจน (สนาเงน) 1101.13 วาลวนรภยทางเดยว 2101.14 กญแจหกเหลยม 2 มม. 1101.15 กญแจหกเหลยม 4 มม. 1101.16 กญแจปากตาย 18-19 มม. 1

ชดพนพอกผงโลหะแบบรอน

อะไหลและสวนประกอบ
รหส อปกรณหวพน QTY.
101.01 ดามหวพน 1101.02 กานหวพน 1101.03 ปลายหวพน # 1, # 2, # 3 3101.04 นอตลอกหวพน 1101.05 แหวนยางโอรง 6101.06 กรวยสำหรบใสผง 1101.07 ฝาปดกรวย 1101.08 กานคนโยกควบคมผง 1101.09 สปรงดน (กระเดอง) 1101.10 ทอยางจายผง 6101.11 วาลวอะเซทลน (สแดง) 1101.12 วาลวออกซเจน (สนำเงน) 1101.13 วาลวนรภยทางเดยว 2101.14 กญแจหกเหลยม 2 มม. 1101.15 กญแจหกเหลยม 4 มม. 1101.16 กญแจปากตาย 18-19 มม. 1

ขอแนะนำในการพนพอกแบบรอน1. ประกอบชดอปกรณ ตรวจเชคขอตอใหเรยบรอย2. ทำความสะอาดบรเวณทจะพนโดยการเจยรไนผวหรอดวยการยงทรายใหผวหยาบ และไมมสงสกปรก3. ฉดลางคราบไขมนทอาจหลงเหลออย4. ควรทำการพนทนทหลงจากทำงานเสรจ5. ปรบความดนออกซเจน 40 ปอนด/ตารางนว, อะซทลน 8 ปอนด/ตารางนว6. ใหความรอนอนงานดวยหลงเผาหรอยางบนเตาแกสทสะอาด7. เลอกผงโลหะทตองการใช บรรจใสกระบอก8. เมอชนงานรอน 70 C – 100 C พนผงคลมผวบนบางๆ กบ OXIDATION9. ใหความรอนเพมขน พนผงโลหะไปยงชนงาน ควบคมชนงานใหมอณหภมตำกวา 500 C10. ใหความรอนเพมขน เพอหลอมละลายผงทพนลงไป11.ควบคมอณหภมจดทหลอมอยาใหเกน 1,050 C สงเกตผงทจะเยมเปนสแดง ถา OVER HEAT จะเปนสสมขาว12. เพมความหนาพนไดแตเบอรทแขงไมควรพนหนามาก13.ใหชนงานพนเยนตวอยางชา ๆ14.ตกแตงโดยการกลง แตควรใชเจยระไนสำหรบเบอรทมความแขงมาก
การบำรงรกษา1. กอนการใชงาน ควรทดสอบการไหลของผงโลหะ 2. ตรวจเชค โอรงทกานหวพนและเปลยน 3. ทำความสะอาดปลายทปดวยแปลงหรอเสนลวด 4. หลงการใชงานควรเปาไลผงทคางอยใหสะอาด
ขอควรระวง1. ควรเปลยนถงบรรจออกซเจนหรออะซทลน เมอเหนวาเหลอนอยหรอใกลหมด2. กระบอกบรรจผงโลหะควรสะอาดปราศจากคราบไขมนและความชน3. หามใชนำมนหรอจารบกบชนงานตางๆ ของชดหวพน4. กอนใชงาน ตรวจเชคขอตอ, สายยาง และแกไขเมอพบวารวหรอซม
0 0
0
0

ผงโลหะแบบรอน “เฮอกาเนส”HMSP#1120
สวนผสม : Ni, C, B, Fe, Si,การใชงาน : แบบพมพชนสวนรถยนต, แบบพมพในอตสาหกรรมแกว, เสอปม, เสอสบ, เสรมแตงฟนเฟอง เปนตนความแขง : 18 – 20 HRc.
HMPH#1040: ขนาดเมดผงโลหะ 106 – 20 ไมครอนส
สวนผสม : Ni, C, B, Fe, Cr, Siการใชงาน : พลงเจอรโรงงานแกว, บาซลเพลา, เกลยวอด, เฟองโซ, มดสบยาง, พลาสตก, เพลาปม เปนตนความแขง : 40 – 42 HRc.
HMSP#1060: ขนาดเมดผงโลหะ 106 – 20 ไมครอนส
สวนผสม : Ni, C, B, Fe, Cr, Siการใชงาน : เพลาปม, บาซล, สลกและลกลอลำเลยง, ใบมดปนผสมลกเบยว, แบบพมพอฐ เปนตนความแขง : 60 – 63 HRc.
HMSP # 7: ผงโลหะความแขงพเศษ
สวนผสม : Ni, C, B, Fe, Cr, Si, wการใชงาน : สลกคอนเวเยอร, สกรสงของ, ลอดงลวด, ใบผสมคอนกรต, ไกดงานโลหะ, แบบพมพขนรป, หวคดและใบมดโรงงานนำตาล, ใบพดโบลเวอรความแขง : ทงสเตนคารไบค

การแกไขปญหาปญหา : ถาผงโลหะไมเกาะกบชนงาน หรอเกาะบางบางแหงเกดจาก : การอนชนงานไมพอการแกไข : ใชแปรงลวดทใหมและสะอาด แปรงปดผงโลหะทเกาะอยออกใหหมด แลวใชความรอนอน ชนงานใหม จงทำการพนผงโลหะลงไปใหม
ปญหา : ถาผงโลหะทเตมลงบนชนงานละลายรวมตวเปนเมด หรออยในลกษณะทไหลหนเปลวไฟเกดจาก : การใหความรอนชนงานสงเกนไป และไมทวถงกนการแกไข 1.ใหความรอนจด - บรเวณทผงโลหะไหลหนเพมขน กดปลอยผงโลหะลงไปเลกนอย สงเกตผงโลหะเรมเกาะตด ใหเตมปลอยผงโลหะตามทตองการ
2. ถาวธแรกไมไดผล ใหหยดทำการพน เจยรแตงผวงานแลวปฎบตตามขนตอนใหม