(12) OPIS PATENTOWY 1(9) PL (11) 179404public.sds.tiktalik.com/patenty/pdf/193749.pdfBayer...
20
PL 179404 B1 RZECZPOSPOLITA POLSKA Urząd Patentowy Rzeczypospolitej Polskiej (12) OPIS PATENTOWY ( 19) PL (11)179404 (13) B1 (21 ) Numer zgłoszenia: 306180 (22 ) Data zgłoszenia: 08.12.1994 (51) IntCl7: C22C 38/40 (54) Stop austenityczny (30) Pierwszeństwo: 10.12.1993, DE, P4342188.1 (43) Zgłoszenie ogłoszono: 12.06.1995 BUP 12/95 (45) O udzieleniu patentu ogłoszono: 31.08.2000 WUP 08/00 ( 7 3 ) Uprawniony z patentu: Bayer Aktiengesellschaft, Leverkusen, DE Krupp VDM GmbH, Werdohl, DE (72) Twórcy wynalazku: Michael Köhler, Iserlohn, DE Ulrich Heubner, Werdohl, DE Kurt-Wilhelm Eichenhofer, Leverkusen, DE Michael Renner, Leichlingen, DE (74) Pełnomocnik: Jakobsche Agnieszka, PATPOL Spółka z o.o. (57) 1. Austenityczny, odporny na korozję stop chrom-nikiel-żelazo zawierający wagowo 32-37% chromu, 28-36% niklu, najwyżej 2% manganu, najwyżej 0,5% krzemu, najwyżej 0,1% glinu, najwyżej 0,03% węgla, najwyżej 0,025% fosforu, najwyżej 0,01 % siarki, najwyżej 2% mo- libdenu, najwyżej 1 % miedzi, jak również typowe uwarunkowane procesem wytwarzania domie- szki i zanieczyszczenia oraz, jako resztę, żelazo, znamienny tym, że dodatkowo zawiera 0,3-0,7%> wagowych azotu.
Transcript of (12) OPIS PATENTOWY 1(9) PL (11) 179404public.sds.tiktalik.com/patenty/pdf/193749.pdfBayer...

PL
1794
04
B1RZECZPOSPOLITA
POLSKA
Urząd Patentowy Rzeczypospolitej Polskiej
(12) OPIS PATENTOWY (19) PL (11) 179404 (13) B1
(2 1 ) Numer zgłoszenia: 306180
(2 2 ) Data zgłoszenia: 08.12.1994
(51) IntCl7:
C22C 38/40
(54) Stop austenityczny
(30) Pierwszeństwo:10.12.1993, DE, P4342188.1
(43) Zgłoszenie ogłoszono:12.06.1995 BUP 12/95
(45) O udzieleniu patentu ogłoszono: 31.08.2000 WUP 08/00
( 7 3 ) Uprawniony z patentu:Bayer Aktiengesellschaft, Leverkusen, DE Krupp VDM GmbH, Werdohl, DE
(72) Twórcy wynalazku:Michael Köhler, Iserlohn, DE Ulrich Heubner, Werdohl, DE Kurt-Wilhelm Eichenhofer, Leverkusen, DE Michael Renner, Leichlingen, DE
(74) Pełnomocnik:Jakobsche Agnieszka, PATPOL Spółka z o.o.
(57) 1. Austenityczny, odporny na korozję stop chrom-nikiel-żelazo zawierający wagowo32-37% chromu, 28-36% niklu, najwyżej 2% manganu, najwyżej 0,5% krzemu, najwyżej 0,1% glinu, najwyżej 0,03% węgla, najwyżej 0,025% fosforu, najwyżej 0,01 % siarki, najwyżej 2% mo-libdenu, najwyżej 1 % miedzi, jak również typowe uwarunkowane procesem wytwarzania domie-szki i zanieczyszczenia oraz, jako resztę, żelazo, znamienny tym, że dodatkowo zawiera 0,3-0,7%> wagowych azotu.
Stop austenityczny
Z a s t r z e ż e n i a p a t e n t o w e
1. Austenityczny, odporny na korozję stop chrom-nikiel-żelazo zawierający wagowo 32-37% chromu, 28-36% niklu, najwyżej 2% manganu, najwyżej 0,5% krzemu, najwyżej 0,1% glinu, najwyżej 0,03% węgla, najwyżej 0,025% fosforu, najwyżej 0,01% siarki, najwyżej 2% molibdenu, najwyżej 1% miedzi, jak również typowe uwarunkowane procesem wytwarzania do-mieszki i zanieczyszczenia oraz, jako resztę, żelazo, znamienny tym, że dodatkowo zawiera 0,3-0,7% wagowych azotu.
2. Austenityczny stop według zastrz. 1, zawierający wagowo 32-37% chromu, 28-36% ni-klu, najwyżej 2% manganu, najwyżej 0,5% krzemu, najwyżej 0,1% glinu, najwyżej 0,03% wę-gla, najwyżej 0,025% fosforu, najwyżej 0,01% siarki, 0,5-2% molibdenu, 0,3-1% miedzi, jak również typowe uwarunkowane procesem wytwarzania domieszki i zanieczyszczenia, oraz, jako resztę, żelazo, znamienny tym, że dodatkowo zawiera 0,3-0,7% wagowych azotu.
3. Austenityczny stop według zastrz. 1 zawierający wagowo 32-35% chromu, 28-36% ni-klu, najwyżej 2% manganu, najwyżej 0,5% krzemu, najwyżej 0,1% glinu, najwyżej 0,03% wę-gla, najwyżej 0,01% siarki, najwyżej 0,025% fosforu, najwyżej 2% molibdenu, najwyżej 1% miedzi, jak również typowe uwarunkowane procesem wytwarzania domieszki i zanieczyszcze-nia oraz jako resztę, żelazo, znamienny tym, że dodatkowo zawiera 0,4-0,6% wagowych azotu.
4. Austenityczny stop według zastrz. 1, zawierający wagowo 35-37% chromu, 28-36% ni-klu, najwyżej 2% manganu, najwyżej 0,5% krzemu, najwyżej 0,1% glinu, najwyżej 0,03% wę-gla, najwyżej 0,01% siarki, najwyżej 0,025% fosforu, najwyżej 2% molibdenu, najwyżej 1% miedzi, jak również typowe uwarunkowane procesem wytwarzania domieszki i zanieczyszcze-nia oraz, jako resztę, żelazo, znamienny tym, że dodatkowo zawiera 0,4-0,7% wagowych azotu.
5. Austenityczny stop według zastrz. 1, zawierający wagowo 32,5-33,5% chromu,30,0-32,0% niklu, 0,5-1,0% manganu, 0,01-0,5% krzemu, 0,02-0,1% glinu, najwyżej 0,02% węgla, najwyżej 0,01% siarki, najwyżej 0,02% fosforu, 0,5-2% molibdenu, 0,3-1% miedzi, jak również typowe uwarunkowane procesem wytwarzania domieszki i zanieczyszczenia oraz, jako resztę, żelazo, znamienny tym, że dodatkowo zawiera 0,35-5% wagowych azotu.
6. Austenityczny stop według zastrz. 1, zawierający wagowo 32,5-33,5% chromu, 30,0-32,0% niklu, 0,5-1,0% manganu, 0,01-0,5% krzemu, 0,02-0,1% glinu, najwyżej 0,02% węgla, najwyżej 0,01%) siarki, najwyżej 0,02% fosforu, najwyżej 0,5% molibdenu, najwyżej 0,3% miedzi, jak rów-nież typowe uwarunkowane procesem wytwarzania domieszki i zanieczyszczenia oraz, jako re-sztę, żelazo, znamienny tym, że dodatkowo zawiera 0,35-0,5% wagowych azotu.
7. Austenityczny stop według zastrz. 1, zawierający wagowo 34-35,0% chromu, 30-32% niklu, 0,3-1,0% manganu, 0,01-0,5% krzemu, 0,02-0,1 % glinu, najwyżej 0,02% węgla, najwyżej 0,01% siarki, najwyżej 0,02% fosforu, najwyżej 0,5% molibdenu, najwyżej 0,3% miedzi, jak również typowe uwarunkowane procesem wytwarzania domieszki i zanieczyszczenia oraz, jako resztę, żelazo, znamienny tym, że dodatkowo zawiera 0,4-0,6% wagowych azotu.
8. Austenityczny stop według zastrz. 1, zawierający wagowo 35,0-36,0% chromu, 30-32% niklu, 0,5-1,0% manganu, 0,01-0,5% krzemu, 0,02-0,1% glinu, najwyżej 0,02% węgla, najwyżej 0,01% siarki, najwyżej 0,02% fosforu, najwyżej 0,5% molibdenu, najwyżej 0,3% miedzi, jak również typowe uwarunkowane procesem wytwarzania domieszki i zanieczyszczenia oraz, jako resztę, żelazo, znamienny tym, że dodatkowo zawiera 0,4-0,6% wagowych azotu.
9. Austenityczny stop według zastrz. 1, zawierający wagowo 36,0-37,0% chromu, 30-32% niklu, 0,5-1,0% manganu, 0,01-0,5% krzemu, 0,02-0,1% glinu, najwyżej 0,02% węgla, najwyżej 0,01% siarki, najwyżej 0,02% fosforu, najwyżej 0,5% molibdenu, najwyżej 0,3% miedzi, jak
179 404 3
również typowe uwarunkowane procesem wytwarzania domieszki i zanieczyszczenia oraz, jako resztę, żelazo, znamienny tym, że dodatkowo zawiera 0,4-0,7% wagowych azotu.
* * *
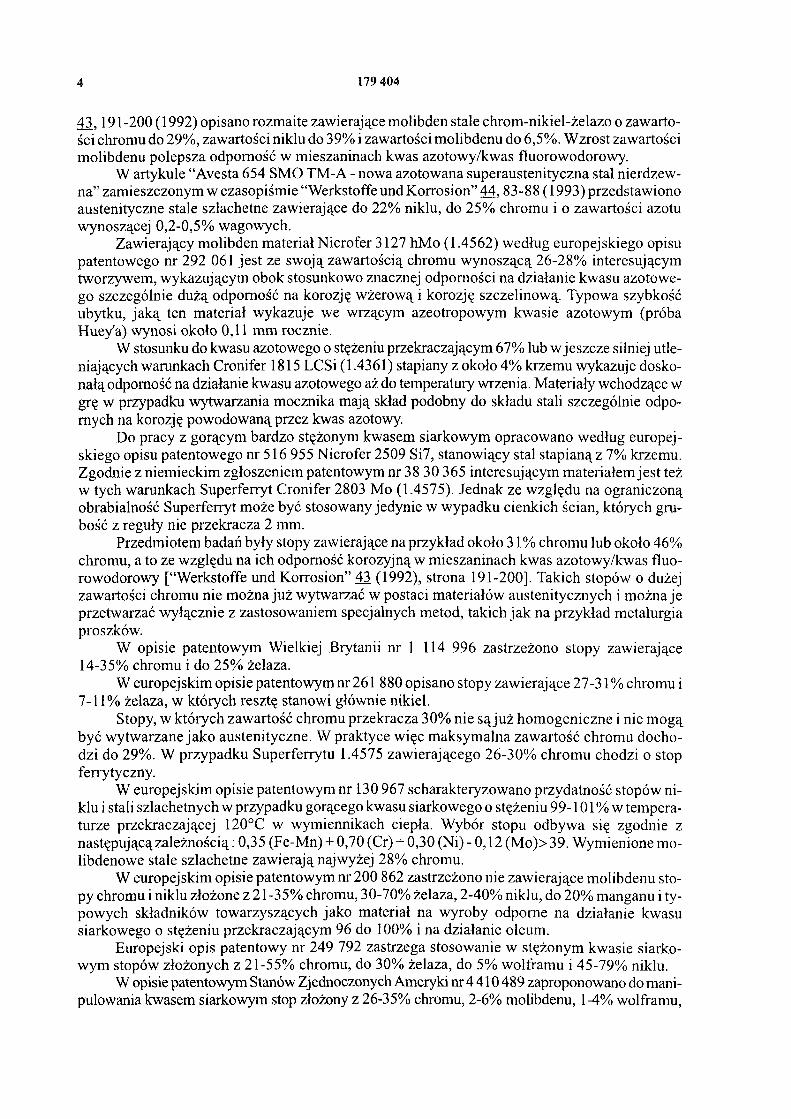
Wynalazek dotyczy odpornego na korozję austenitycznego stopu o dużej zawartości chromu.W tabeli 1 są przykładowo przedstawione wchodzące w grę według obecnego stanu techniki
materiały metaliczne przeznaczone do manipulowania kwasami utleniającymi [Nickellegierungen und hochlegierte Sonderedelstähle (Stopy niklu i specjalne stale szlachetne o dużej zawartości składników stopowych), 22-wydanie, wydawnictwo Expert Verlag, 1993 r.]. Z wyjątkiem Superfer- rytu, chodzi tu o tak zwane stopy austenityczne, to jest o stopy charakteryzujące się siecią regu-larną płasko centrowaną. Zawartość chromu, stanowiącego jeden z podstawowych składników stopu, w stopach odpowiadających obecnemu stanowi techniki według tabeli 1, mieści się w za-kresie 17-29% wagowych. Z punktu widzenia odporności korozyjnej w stosunku do kwasu azo-towego o maksymalnym stężeniu 67% przydatne są już materiały o stosunkowo niewielkiej zawartości składników stopowych. Odpowiedni materiał stanowi Cronifer 1809 LCLSi, przy czym oznaczenie Lsi świadczy o ograniczonej zawartości krzemu (ang. "low silicon").
Ta b e l a 1Stopy i stale stosowane według obecnego stanu techniki do: kwasu azotowego (A),
mocznika (B) lub bardzo stężonego kwasu siarkowego (C)
NazwaNumer Podstawowe składniki stopu zawartość w %
materiału Ni Cr Mo Fe inne
CRONIFER®
1809 LC 1.4306 1 0 18 6 8
1809 LCLSi 1.4306 13 2 0 6 6
2521 LC 1.4335 2 1 25 531815 LCSi 1.4361 15 18 61 4 Si
A NICROFER®
6030 2.4642 61 29 9 0,25 Ti2509 Si7 1.4390 25 9 57 7 Si
CRONIFER®
1812 LC 1.4435 13 17 2 , 6 65
B 1812 LCN 1.4429 13 17 2 , 6 65 0,17 N2522 LCN 1.4466 2 2 25 2 , 1 48 0,13 N2525 Ti 1.4577 25 25 2 , 1 46 0,25 Ti
CRONIFER®
C
2803 Mo
(Superferryt)1.4575 3,7 29 2,3 64 0,35 Nb
NICROFER®
2509 Si7 1.4390 25 9 57 7 Si
Materiały o dużej zawartości niklu, takie jak występujący w tabeli 1 Nicrofer 6030, są ko- rzystne o ile obecne są związki chlorowcowe lub przerabia się mieszaniny kwasu azotowego z kwasem fluorowodorowym, co na przykład ma miejsce podczas powtórnego przerobu elemen-tów paliwowych z reaktorów jądrowych.
W artykule "Korozja nierdzewnych stali i stopów na podstawie niklu w mieszaninach kwas azotowy/kwas fluorowodorowy" zamieszczonym w czasopiśmie "Werkstoffe und Korrosion"
4 179 404
43.191-200 (1992) opisano rozmaite zawierające molibden stale chrom-nikiel-żelazo o zawarto-ści chromu do 29%, zawartości niklu do 39% i zawartości molibdenu do 6,5%. Wzrost zawartości molibdenu polepsza odporność w mieszaninach kwas azotowy/kwas fluorowodorowy.
W artykule "Avesta 654 SMO TM-A - nowa azotowana superaustenityczna stal nierdzew-na" zamieszczonym w czasopiśmie "Werkstoffeund Korrosion" 4 4 , 83-88 (1993) przedstawiono austenityczne stale szlachetne zawierające do 22% niklu, do 25% chromu i o zawartości azotu wynoszącej 0,2-0,5% wagowych.
Zawierający molibden materiał Nicrofer 3127 hMo (1.4562) według europejskiego opisu patentowego nr 292 061 jest ze swoją zawartością chromu wynoszącą 26-28% interesującym tworzywem, wykazującym obok stosunkowo znacznej odporności na działanie kwasu azotowe-go szczególnie dużą odporność na korozję wżerową i korozję szczelinową. Typowa szybkość ubytku, jaką ten materiał wykazuje we wrzącym azeotropowym kwasie azotowym (próba Huey'a) wynosi około 0,11 mm rocznie.
W stosunku do kwasu azotowego o stężeniu przekraczającym 67% lub w jeszcze silniej utle-niających warunkach Cronifer 1815 LCSi (1.4361) stapiany z około 4% krzemu wykazuje dosko-nałą odporność na działanie kwasu azotowego aż do temperatury wrzenia. Materiały wchodzące w grę w przypadku wytwarzania mocznika mają skład podobny do składu stali szczególnie odpo-rnych na korozję powodowaną przez kwas azotowy.
Do pracy z gorącym bardzo stężonym kwasem siarkowym opracowano według europej-skiego opisu patentowego nr 516 955 Nicrofer 2509 Si7, stanowiący stal stapianą z 7% krzemu. Zgodnie z niemieckim zgłoszeniem patentowym nr 38 30 365 interesującym materiałem jest też w tych warunkach Superferryt Cronifer 2803 Mo (1.4575). Jednak ze względu na ograniczoną obrabialność Superferryt może być stosowany jedynie w wypadku cienkich ścian, których gru-bość z reguły nie przekracza 2 mm.
Przedmiotem badań były stopy zawierające na przykład około 31 % chromu lub około 46% chromu, a to ze względu na ich odporność korozyjną w mieszaninach kwas azotowy/kwas fluo-rowodorowy ["Werkstoffe und Korrosion" 43 (1992), strona 191-200]. Takich stopów o dużej zawartości chromu nie można już wytwarzać w postaci materiałów austenitycznych i można je przetwarzać wyłącznie z zastosowaniem specjalnych metod, takich jak na przykład metalurgia proszków.
W opisie patentowym Wielkiej Brytanii nr 1 114 996 zastrzeżono stopy zawierające 14-35% chromu i do 25% żelaza.
W europejskim opisie patentowym nr 261 880 opisano stopy zawierające 27-31 % chromu i 7-11% żelaza, w których resztę stanowi głównie nikiel.
Stopy, w których zawartość chromu przekracza 30% nie są już homogeniczne i nie mogą być wytwarzane jako austenityczne. W praktyce więc maksymalna zawartość chromu docho-dzi do 29%. W przypadku Superferrytu 1.4575 zawierającego 26-30% chromu chodzi o stop ferrytyczny.
W europejskim opisie patentowym nr 130 967 scharakteryzowano przydatność stopów ni-klu i stali szlachetnych w przypadku gorącego kwasu siarkowego o stężeniu 99-101 % w tempera-turze przekraczającej 120°C w wymiennikach ciepła. Wybór stopu odbywa się zgodnie z następującą zależnością: 0,35 (Fe-Mn) + 0,70 (Cr) + 0,30 (Ni) - 0,12 (Mo)> 39. Wymienione mo-libdenowe stale szlachetne zawierają najwyżej 28% chromu.
W europejskim opisie patentowym nr 200 862 zastrzeżono nie zawierające molibdenu sto-py chromu i niklu złożone z 21 -35% chromu, 30-70% żelaza, 2-40% niklu, do 20% manganu i ty-powych składników towarzyszących jako materiał na wyroby odporne na działanie kwasu siarkowego o stężeniu przekraczającym 96 do 100% i na działanie oleum.
Europejski opis patentowy nr 249 792 zastrzega stosowanie w stężonym kwasie siarko-wym stopów złożonych z 21-55% chromu, do 30% żelaza, do 5% wolframu i 45-79% niklu.
W opisie patentowym Stanów Zjednoczonych Ameryki nr 4 410 489 zaproponowano do mani-pulowania kwasem siarkowym stop złożony z 26-35% chromu, 2-6% molibdenu, 1-4% wolframu,

179 404 5
0,3-2% niobu + tantalu, 1-3% miedzi, 10-18% żelaza, do 1,5% manganu i do 1 % krzemu; resztę stanowi głównie nikiel. Korzystna zawartość chromu wynosi 30%.
W niemieckim opisie patentowym nr 2 154 126 zastrzega się zastosowanie austenity-cznego stopu niklu zawierającego 26-48% niklu, 30-34% chromu, 4-5,25% molibdenu, 4-7,5% kobaltu, 3-2,5% żelaza, 1-3,5% manganu jako materiału na wyroby odporne na działanie gorącego kwasu siarkowego o stężeniu przekraczającym 65%.
Opis patentowy Stanów Zjednoczonych Ameryki nr 4 853 185 dotyczy stali szlachetnych złożonych z 25-45% niklu, 12-32% chromu, 0,1-2% niobu, 0,2-4% tantalu, 0,05-1 % wanadu i 0,05-0,5% azotu oprócz innych składników. Stopy takie powinny wykazywać odporność w sto-sunku do CO, CO2 i związków siarki.
Według opisu patentowego Stanów Zjednoczonych Ameryki nr 3 565 611 duża zawartość chromu ma istotne znaczenie z punktu widzenia odporności stopów nikiel-chrom-żelazo na wywołane przez ług korozyjne pęknięcia naprężeniowe w gorących roztworach zasadowych. Zawartość chromu powinna przy tym wynosić co najmniej 18%, korzystnie co najmniej 26-21%, a najwyżej 35%, podczas gdy zawartość żelaza powinna być ograniczona do najwyżej 7%. Stop 690 zawierający 29% chromu i 9% żelaza jest szczególnie odporny na wywołane przez ług koro-zyjne pęknięcia naprężeniowe.
W opisie patentowym Stanów Zjednoczonym Ameryki nr 4853 185 zostały przedstawione odporne na korozję w wysokiej temperaturze stopy zawierające około 30-45% niklu, około 12-32%) chromu, co najmniej jeden z takich składników jak niob w ilości 0,01 -2,0%, tantal w ilo-ści 0,2-4,0% i wanad w ilości 0,05-1,0%, dalej do 0,20% węgla, około 0,05-0,50% azotu, cenny z punktu widzenia odporności w wysokiej temperaturze dodatek tytanu w ilości do 0,20% oraz jako reszta żelazo i zanieczyszczenia; sumaryczna zawartość wolnego węgla i azotu, (C+N)F, po-winna być przy tym zawarta w przedziale od 0,14 do 0,29. Wartość (C+N)F jest więc określona przez wyrażenie:(C + N)F = C + N - Nb/9 - V/45 - Ta/18 - Ti/3,5
Europejski opis patentowy nr 340 631 dotyczy odpornych na wysoką temperaturę rur stalo-wych o małym udziale krzemu, zawierających nie więcej niż 0,1% wagowych węgla, nie więcej niż 0,15% wagowych krzemu, nie więcej niż 5% wagowych manganu, 20-30% wagowych chro-mu, 15-30% wagowych niklu, 0,15-0,35% wagowych azotu, 0,1-1,0% wagowych niobu, nie więcej niż 0,005% wagowych tlenu, co najmniej jeden z takich metali jak glin i magnez w ilości 0,020-1,0% wagowych lub 0,003-0,02%) wagowych; resztę stanowi żelazo i inne niemożliwe do uniknięcia zanieczyszczenia.
Celem niniejszego wynalazku jest opracowanie stopów nadających się do różnorodnych zastosowań, nie nastręczających żadnych trudności w przetwarzaniu i charakteryzujących się małą szybkością korozji. Stopy według wynalazku spełniają te wymagania. Chociaż zawierają one dużo chromu, to mimo to są dobrze przetwarzalne. Udział w nich molibdenu jest bardzo mały bądź zerowy, a odznaczają się wbrew panującym poglądom dużą odpornością na korozję w śro-dowisku gorących kwasów o działaniu utleniającym.
Przedmiot wynalazku stanowi austenityczny, odporny na korozję stop chrom-nikiel-żelazo zawierający wagowo 32-37% chromu, 28-36% niklu, najwyżej 2% manganu, najwyżej 0,5% krzemu, najwyżej 0,1% glinu, najwyżej 0,03% węgla, najwyżej 0,01 % siarki, najwyżej 0,025% fosforu, najwyżej 2% molibdenu, najwyżej 1% miedzi jak również typowe uwarunkowane pro-cesem wytwarzania domieszki i zanieczyszczenia oraz, jako resztę żelazo, charakteryzujący się tym, że dodatkowo zawiera 0,3-0,7% wagowych azotu.
Korzystny jest stop zawierający 0,5-2% wagowych molibdenu i 0,3-1% wagowy miedzi.Korzystny jest też austenityczny stop zawierający wagowo 32-35% chromu, 28-36% ni-
klu, najwyżej 2% manganu, najwyżej 0,5% krzemu, najwyżej 0,1 % glinu, najwyżej 0,03% wę-gla, najwyżej 0,01 % siarki, najwyżej 0,025% fosforu, najwyżej 2% molibdenu, najwyżej 1%
6 179 404
miedzi jak również typowo uwarunkowane procesem wytwarzania domieszki i zanieczyszcze-nia oraz, jako resztę żelazo, charakteryzujący się tym, że dodatkowo zawiera 0,4-0,6% wago- wych azotu. Ten korzystny stop stosuje się zwłaszcza jako materiał do przeróbki plastycznej w procesach wytwarzania półwyrobów, takich jak np. blachy, taśmy, pręty, druty, elementy kute, rury.
Korzystny jest również austenityczny stop zawierający wagowo 35-37% chromu, 28-36% niklu, najwyżej 2% manganu, najwyżej 0,5% krzemu, najwyżej 0,1% glinu, najwyżej 0,03% wę-gla, najwyżej 0,01% siarki, najwyżej 0,025% fosforu, najwyżej 2% molibdenu, najwyżej 1% miedzi jak również typowe uwarunkowane procesem wytwarzania domieszki i zanieczyszczenia oraz jako resztę, żelazo, charakteryzujący się tym, że dodatkowo zawiera 0,4-0,7% wagowych azotu. Ten korzystny stop stosuje się zwłaszcza jako materiał do wytwarzania odlewów, takich jak np. pompy i armatura.
Korzystny jest dalej stop austenityczny zawierający wagowo 32,5-33,5% chromu, 30,0-32,0% niklu, 0,5-1,0%) manganu, 0,01-0,5% krzemu, 0,02-0,1% glinu, najwyżej 0,02% węgla, najwyżej0,01% siarki, najwyżej 0,02% fosforu, 0,5-2% molibdenu, 0,3-1% miedzi, 0,35-0,5% azotu, albo
34.0-35,0%) chromu, 30,0-32,0% niklu, 0,5-1,0% manganu, 0,01 -0,5% krzemu, 0,02-0,1 % glinu, najwyżej 0,02% węgla, najwyżej 0,01% siarki, najwyżej 0,02% fosforu, najwyżej 0,5% molibdenu, najwyżej 0,3% miedzi, 0,4-0,6% azotu, albo
35.0-36,0% chromu, 30,0-32,0%) niklu, 0,5-1,0%) manganu, 0,01-0,5%) krzemu, 0,02-0,1% glinu, najwyżej 0,02% węgla, najwyżej 0,01% siarki, najwyżej 0,02% fosforu, najwyżej 0,5% molibdenu, najwyżej 0,3% miedzi, 0,4-0,6% azotu albo
36.0-37,0%) chromu, 30,0-32,0% niklu, 0,5-1,0% manganu, 0,01-0,5%) krzemu, 0,02-0,1% glinu, najwyżej 0,02% węgla, najwyżej 0,01% siarki, najwyżej 0,02% fosforu, najwyżej 0,5% molibdenu, najwyżej 0,3% miedzi, 0,4-0,7% azotu, jak również typowe uwarunkowane proce-sem wytwarzania domieszki i zanieczyszczenia oraz jako pozostałość, żelazo.
W celu osiągnięcia wystarczającego stopnia odtlenienia i odsiarczenia na drodze przeto-pienia, stopy mogą w razie potrzeby zawierać do 0,08% wagowych pierwiastków ziem rzadkich do 0,015% wagowych wapnia i/lub do 0,015% wagowych magnezu jako domieszek uwarunko-wanych procesem wytwarzania.
Stopy według wynalazku stosuje się jako materiały na wyroby, które są odporne w sto-sunku do:
a) wodnych roztworów wodorotlenku sodu lub wodorotlenku potasu o stężeniu 1-90% wago-wych, korzystnie 1-70% wagowych, w temperaturze do 200°C, zwłaszcza w temperaturze 170°C;
b) roztworów mocznika o stężeniu 3-90% wagowych;c) kwasu azotowego o stężeniu 0,1-70%) wagowych w zakresie temperatury do temperatu-
ry wrzenia oraz o stężeniu do 90% wagowych w temperaturze do 75°C i o stężeniu przekra-czającym 90%> wagowych w temperaturze do 30°C;
d) kwasu fluorowodorowego o stężeniu 1 -40%) wagowych, korzystnie 1 -25% wagowych,e) kwasu fosforowego o stężeniu do 83% wagowych, korzystnie 26-52% wagowych w
temperaturze do 120°C względnie w temperaturze do 300°C, gdy stężenie kwasu nie przekracza 10% wagowych;
f) kwasu chromowego o stężeniu do 40% wagowych, korzystnie do 30% wagowych;g) oleum o stężeniu do 100% wagowych, korzystnie 20-40% wagowych, w temperaturze
do każdorazowej wartości temperatury wrzenia oleum o danym stężeniu;h) kwasu siarkowego o stężeniu 80-100%) wagowych, korzystnie 85-99,7% wagowych,
zwłaszcza korzystnie 95-99%> wagowych w obszarze wysokiej temperatury do 250°C.Stopy według wynalazku stosuje się też jako materiały na wyroby, które w stosunku do
mieszanin złożonych z kwasu siarkowego oraz dwuchromianu sodu i/lub kwasu chromowego, bądź z 0,1-40% wagowych, korzystnie 0,3-20% wagowych kwasu azotowego i 50-90%) wago-wych kwasu siarkowego są odporne do temperatury 130°C, albo w stosunku do mieszanin złożo-nych z 0,01-15% wagowych kwasu fluorowodorowego i 80-98%) wagowych kwasu siarkowego
179 404 7
są odporne do temperatury 180°C, albo w stosunku do mieszanin złożonych z kwasu azotowego w ilości do 25% wagowych i kwasu fluorowodorowego w ilości do 10% wagowych są odporne w temperaturze do 80°C.
Stopy według wynalazku wykazują wystarczającą odporność i trwałość w stosunku do kwasów organicznych, takich jak np. kwas mrówkowy i kwas octowy.
Stopy według wynalazku można też stosować jako materiały na wyroby odporne na działanie wody chłodzącej do temperatury wrzenia i wody morskiej do temperatury 50°C.
Ze względu na dobrą przetwarzalność i odporność na korozję stopy według wynalazku wy-korzystuje się jako materiały do wytwarzania elementów konstrukcyjnych stosowanych w techni-cznych urządzeniach morskich, technice ochrony środowiska, kosmonautyce, technice jądrowej i technologicznych procesach chemicznych.
Stopy według wynalazku można wytwarzać zgodnie ze znanymi sposobami w będących do dyspozycji urządzeniach służących do wyrobu stali szlachetnych; wykazują one przy tym dobrą przetwarzalność.
Łącznie właściwości antykorozyjne stopów według wynalazku są znakomite. Bez uszczer-bku dla dobrych właściwości można uniknąć stosowania takich drogich składników stopu, jak wolfram, niob i tantal.
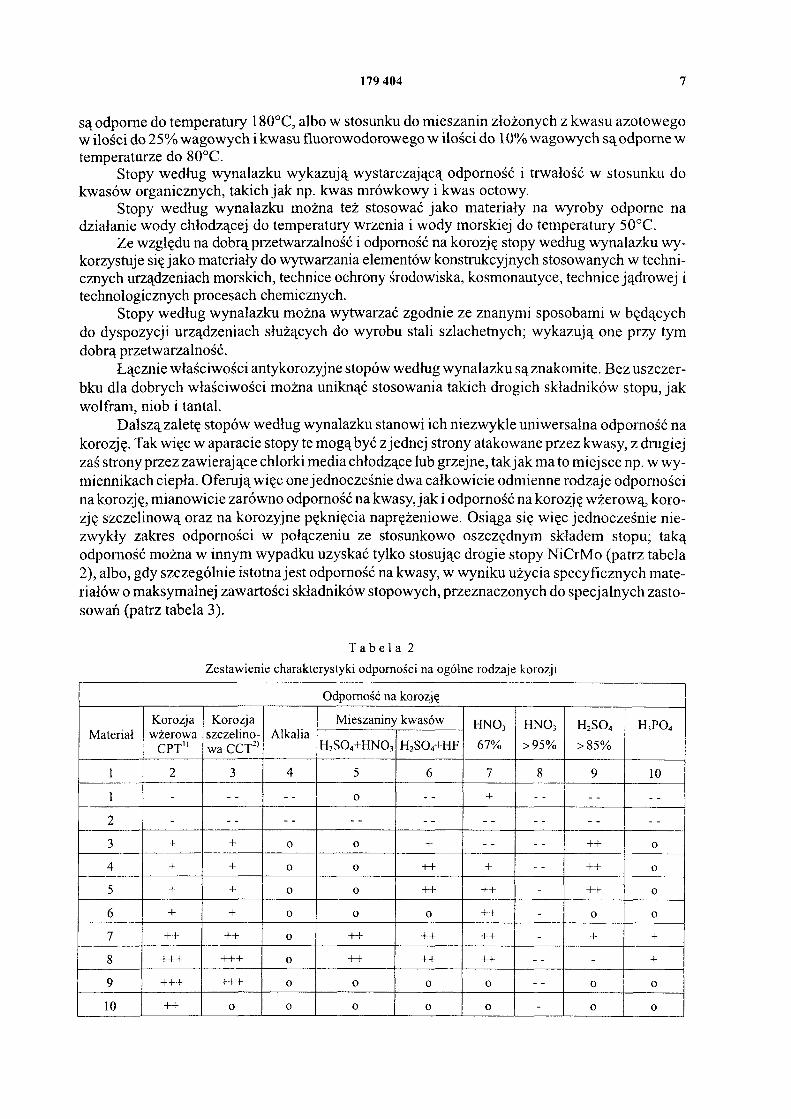
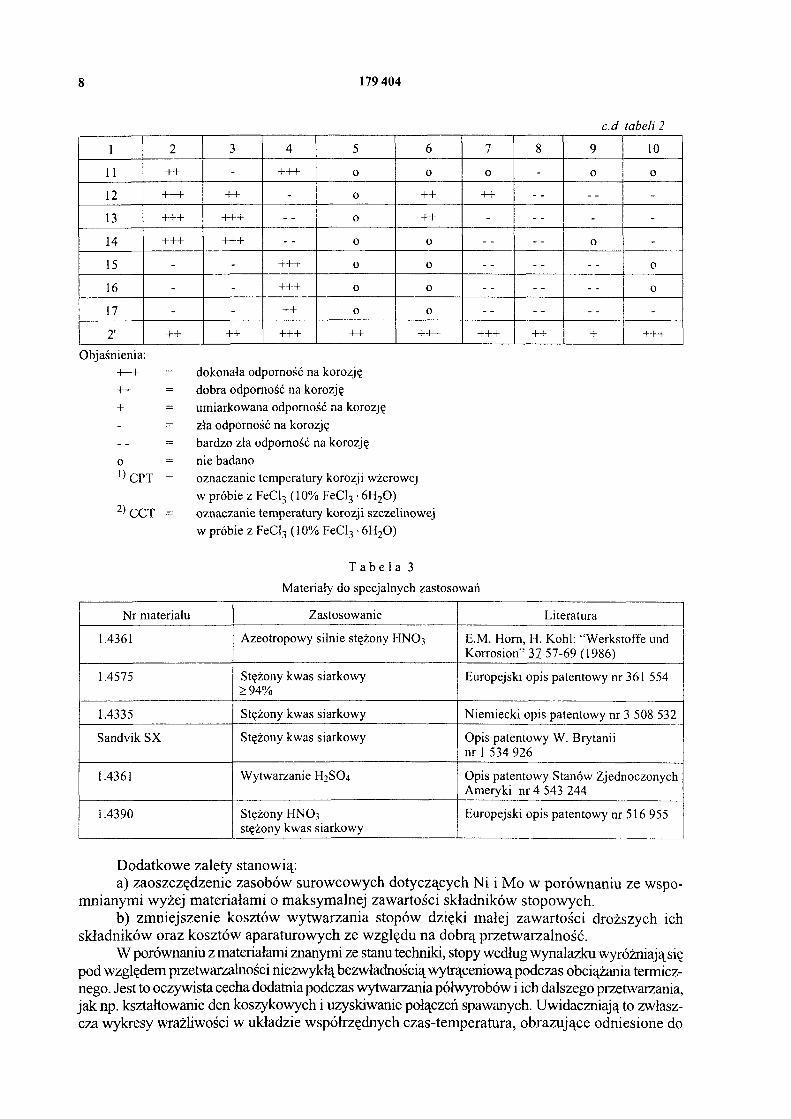
Dalszą zaletę stopów według wynalazku stanowi ich niezwykle uniwersalna odporność na korozję. Tak więc w aparacie stopy te mogą być z jednej strony atakowane przez kwasy, z drugiej zaś strony przez zawierające chlorki media chłodzące lub grzejne, tak jak ma to miejsce np. w wy-miennikach ciepła. Oferują więc one jednocześnie dwa całkowicie odmienne rodzaje odporności na korozję, mianowicie zarówno odporność na kwasy, jak i odporność na korozję wżerową, koro-zję szczelinową oraz na korozyjne pęknięcia naprężeniowe. Osiąga się więc jednocześnie nie-zwykły zakres odporności w połączeniu ze stosunkowo oszczędnym składem stopu; taką odporność można w innym wypadku uzyskać tylko stosując drogie stopy NiCrMo (patrz tabela 2), albo, gdy szczególnie istotna jest odporność na kwasy, w wyniku użycia specyficznych mate-riałów o maksymalnej zawartości składników stopowych, przeznaczonych do specjalnych zasto-sowań (patrz tabela 3).
Ta b e l a 2Zestawienie charakterystyki odporności na ogólne rodzaje korozji
Odporność na korozję
MateriałKorozjawżerowa
CPT1)
Korozja szczelino-wa CCT2)
AlkaliaMieszaniny kwasów HNO 3
67%
HNO3
>95%
H2 SO4
> 85%H3PO4
H2 SO4+HNO 3 H 2 SO4+HF
1 2 3 4 5 6 7 8 9 1 0
1 - o +
2 -
3 + + o o + ++ o
4 + + o o ++ + ++ o
5 + + o o ++ ++ - ++ o
6 + + o o o ++ - o o
7 ++ ++ o -H- ++ ++ - + +
8 +++ +++ o ++ ++ ++ - +
9 +++ +++ o o o o o o
1 0 ++ o o o o o - o o
8 179 404
c.d tabeli 2
1 2 3 4 5 6 7 8 9 10
11 ++ - +++ o o o - o o
12 +++ ++ - o ++ ++ ---
13 +++ +++ -- o ++ ---
- -
14 +++ +++ -- o o -- --o -
15 - - +++ o o -- -- --o
16 - - +++ o o -- -- --o
17 - - ++ o o -- -- ---
2' ++ ++ +++ ++ +++ +++ ++ + +++
Objaśnienia:+++ = dokonała odporność na korozję++ = dobra odporność na korozję+ = umiarkowana odporność na korozję
- = zła odporność na korozję-- = bardzo zła odporność na korozję
o = nie badano1) CPT = oznaczanie temperatury korozji wżerowej
w próbie z FeCl3 (10% FeCl3 · 6 H 2 O)2) CCT = oznaczanie temperatury korozji szczelinowej
w próbie z FeCl3 (10% FeCl3 · 6 H2 O)
T a b e l a 3
Materiały do specjalnych zastosowań
Nr materiału Zastosowanie Literatura
1.4361 Azeotropowy silnie stężony HNO3 E.M. Horn, H. Kohl: "Werkstoffe und Korrosion" 22 57-69 (1986)
1.4575 Stężony kwas siarkowy ≥94%
Europejski opis patentowy nr 361 554
1.4335 Stężony kwas siarkowy Niemiecki opis patentowy nr 3 508 532
Sandvik SX Stężony kwas siarkowy Opis patentowy W. Brytanii nr 1 534 926
1.4361 Wytwarzanie H2 SO4 Opis patentowy Stanów Zjednoczonych Ameryki nr 4 543 244
1.4390 Stężony HNO3
stężony kwas siarkowyEuropejski opis patentowy nr 516 955
Dodatkowe zalety stanowią:a) zaoszczędzenie zasobów surowcowych dotyczących Ni i Mo w porównaniu ze wspo-
mnianymi wyżej materiałami o maksymalnej zawartości składników stopowych.b) zmniejszenie kosztów wytwarzania stopów dzięki małej zawartości droższych ich
składników oraz kosztów aparaturowych ze względu na dobrą przetwarzalność.W porównaniu z materiałami znanymi ze stanu techniki, stopy według wynalazku wyróżniają się
pod względem przetwarzalności niezwykłą bezwładnością wytrąceniową podczas obciążania termicz-nego. Jest to oczywista cecha dodatnia podczas wytwarzania półwyrobów i ich dalszego przetwarzania, jak np. kształtowanie den koszykowych i uzyskiwanie połączeń spawanych. Uwidaczniają to zwłasz-cza wykresy wrażliwości w układzie współrzędnych czas-temperatura, obrazujące odniesione do
179 404 9
jednostki powierzchni ubytki masy stopu 2' według wynalazku, wyrażone w g (m2 ∙ h)-1 (fig. 1 i 2). Ta cecha materiału jest również istotna w odniesieniu do zachowania się spoin, których nie pod-daje się żadnej końcowej obróbce cieplnej po wytworzeniu aparatu, jak też w przypadku wytwa-rzania elementów formowanych na drodze odlewania.
Z przedstawionych w przykładzie I właściwości mechanicznych różnych zastrzeżonych wariantów stopów wynika ich dalsza zaleta pod względem inżynieryjno-technicznym, którą mo-żna wykorzystać z ekonomicznego punktu widzenia. Duże wartości właściwości wytrzy-małościowych w porównaniu z typowymi materiałami austenitycznymi (przykład I) mogą być np. korzystnie spożytkowane w technice morskiej i jądrowej pod względem wymiarów elemen-tów konstrukcyjnych; oznacza to możliwość zaoszczędzenia materiału dzięki ograniczeniu jego zużycia.
Przykład II przedstawia charakterystykę korozyjną w kwasie siarkowym (98-99,1% H2S 0 4) w różnej temperaturze. Stopy według wynalazku wykazują doskonałą odporność na ko-rozję w temperaturze do 200°C. W warunkach obiegowych, dominujących w praktyce prze-mysłowej, występuje jeszcze mniejsza szybkość korozji (przykład XII).
W środowiskach zasadowych, np. w 70% wodnym roztworze wodorotlenku sodu w tempe-raturze 170° stopy według wynalazku wykazują podobnie znakomitą odporność na korozję. Jak to wynika z przykładu III, dorównują one, praktycznie biorąc, materiałom Alloy 201 , 400, 600 i 690 materiały 17 , 15 , 16 , 11 o dużej zawartości niklu, podczas gdy silnie zawodzi materiał 12 (Al-loy G-30). Również i w warunkach mniejszych stężeń ługu i niższej temperatury stopy według wynalazku wyróżniają się pozytywnie (przykład XIII).
W mieszaninach etanol-woda z dodatkiem kwasu fosforowego w warunkach wysokiej tempe-ratury w zbiorniku ciśnieniowym odpowiadający stanowi techniki stop miedź-nikiel CuNi30Mn1Fe (materiał 18) wykazuje bardzo dużą odporność, większą niż odporność licznych gatunków zbada-nych stali o dużej zawartości składników stopowych i stopów nikiel-chrom-molibden. Jak wskazuje przykład IV, również i w tym przypadku stop według wynalazku przewyższa pod względem odpo-rności na korozję materiały znane ze stanu techniki. W porównaniu z materiałami miedziowymi, dalszą wartą uwzględnienia zaletą stopów według wynalazku jest ich większa wytrzymałość, co czyni je bardziej odpowiednim materiałem do stosowania na omawiane tu zbiorniki ciśnieniowe.
W przykładzie V porównano ubytki masy różnych materiałów pod wpływem wrzącego azeotropowego kwasu azotowego. Z przykładu tego wynika, że w przypadku stopów według wy-nalazku ubytki wywołane przez korozję są nieznaczne. Są one mniejsze niż ubytki znanych mate-riałów A ISI 3 10L (materiał 4) i Alloy 28 (materiał 7). W ponadazeotropowym kwasie azotowym właściwości antykorozyjne stopów według wynalazku są korzystniejsze od właściwości anty-korozyjnych specjalnego stopu przeznaczonego do kontaktów z HNO3 (przykład XIV).
W wielu przypadkach zastosowania materiałów wymagana jest nie tylko odporność na jed-norodne ubytki korozyjne powodowane przykładowo przez kwas azotowy, lecz na przykład w odniesieniu strony kontaktującej się z wodą chłodzącą konieczna jest jednocześnie znaczna od-porność na korozję wżerową. Zgodnie z przykładem VI, stopy według wynalazku wykazują w tak zwanej próbie z chlorkiem żelaza (Fe3+) dużą odporność na korozję wżerową w temperaturze 60°C; odpowiada ona odporności stopu Alloy 28 (materiał 7) w tej próbie. Pod względem jednak połączenia odporności na korozję wżerową z odpornością na jednorodne ubytki korozyjne we wrzącym azeotropowym kwasie azotowym jako typowym kwasie utleniającym stopy według wynalazku wykazują wyraźną przewagę, co można wykorzystać do ich zastosowania w urządze-niach służących do wytwarzania azeotropowego kwasu azotowego. To samo odnosi się do stopu Alloy G-30 (materiał 12). Wprawdzie nieco przewyższa on pod względem odporności na korozję wżerową stopy według wynalazku, jest jednak zupełnie nieodporny na jednorodne ubytki koro-zyjne we wrzącym azeotropowym kwasie azotowym. W obojętnych roztworach zawierających chlorki, takich jak woda chłodząca, wyniki badań korozji elektrochemicznej wskazują na bardzo dobrą odporność stopów według wynalazku na korozję wżerową (przykład XI).
10 179 404
Przykład VII przedstawia charakterystykę korozyjną różnych materiałów w mieszaninach kwasów złożonych z kwasu siarkowego i kwasu azotowego. Stopy według wynalazku przewy-ższają znane stopy zarówno w mieszaninach o małej, jak i o dużej zawartości H2SO4.
W przykładzie VIII porównano ubytki masy w roztworach kwas siarkowy - kwas fluo-rowodorowy stopów według wynalazku oraz materiałów AISI 310 L (4), Alloy 28 (7), Alloy G-30 (12) i 1.4465 (5) zawierających duże ilości chromu jako składnika stopu. Można stwier-dzić, że stopy według wynalazku w ykazują mniejsze ubytki korozyjne niż materiały znane ze stanu techniki.
Porównanie ubytków masy przeprowadzono też w roztworach kwasu fosforowego; otrzy-mane wyniki przedstawia przykład IX. Porównano przy tym stopy według wynalazku z mate-riałami, które zgodnie ze stanem techniki są specjalnie przeznaczone do kontaktu z roztworami kwasu fosforowego. Podczas gdy w roztworze 1 odpowiadający stanowi techniki materiał Alloy 904 L (3) można uważać za wystarczająco odporny, to w przypadku roztworu 2 sytuacja jest od-mienna. Odporność na korozję stopów według wynalazku nie różni się zbytnio od odporności na korozję materiału Alloy G-30 (12), a przy tym małe ubytki korozyjne stopów według wynalazku osiąga się znacznie mniejszym nakładem dzięki uniknięciu kosztów drogich składników stopu.
Przykład X dotyczy przebiegu korozji w mieszaninach kwas azotowy/kwas fluorowodoro-wy; stopy według wynalazku znacznie przewyższają tu materiały znane ze stanu techniki.
Przykład XV obrazuje korzystną charakterystykę antykorozyjną w kwasie chromowym stopów według wynalazku w porównaniu ze znanymi stopami.
Zgodnie z wynikami przedstawionymi na fig. 1 i 2, stop 2' według wynalazku również i po trwającym 8 godzin wygrzewaniu w temperaturze 600-1000°C jest odporny na korozję między- krystalicznąi to zarówno w przypadku badania według SEP 1877 metoda II, jak i badania według próby Huey'a.
Powyższe wyniki doświadczalne wyraźnie wskazują, że stopy według wynalazku mają szeroki zakres zastosowań, przy czym korzystnie można je użytkować w następujących przy-padkach:
- wytwarzanie kwasu siarkowego, zwłaszcza na etapie absorpcji;- procesy z udziałem kwasu siarkowego, np. siarczanowanie, sulfonowanie i nitrowanie,
jak również zatężanie;- wytwarzanie azeotropowego kwasu azotowego oraz procesy z udziałem tego kwasu i jego
magazynowanie;- wytwarzanie kwasu fluorowodorowego z kwasu siarkowego i fluorytu, jak również prze-
twarzanie kwasu fluorowodorowego i procesy, w których służy on jako katalizator;- stosowanie kąpieli trawiących zawierających kwas fluorowodorowy, kwas siarkowy i
kwas azotowy, np. do stopów niklu i nierdzewnych stali albo w galwanotechnice;- wytwarzanie kwasu chromowego z kwasu siarkowego lub oleum i dwuchromianu sodu;- zastosowanie w układach chłodzenia wodą i oczyszczania powietrza;- magazynowanie i odparowywanie alkaliów, np. wytwarzanie wodorotlenku sodu w po-
staci pastylek;- stosowanie gorących alkaliów w procesach chemicznych jak również jako materiałów
elektrodowych w procesach elektrolitycznych, a także do kąpieli trawiących w przemyśle stalo-wym i metalurgicznym.
Poniższe przykłady służą do bliższego wyjaśnienia wynalazku.P r z y k ł a d yTabela 4 zawiera składy wymienianych w przykładach stopów według wynalazku. Tabe-
la 5 przedstawia znane materiały porównawcze.

179 404 11
T a b e l a 4
Składy w % wagowych, pozostałość do 100% wagowych stanowi żelazo
Nr stopu Cr % Ni % Mn % S i % P % S % Mo % Cu % Al % C % N %
2' 32,9 30,5 0,68 0,03 0,004 0,001 0,01 0,02 0,07 0,011 0,375
3' 34,44 31,8 0,73 0,03 0,004 0,002 0,09 <0,01 0,062 0,011 0,49
4' 35,46 31,65 0,74 0,03 0,004 0,002 0,11 0,01 0,099 0,012 0,51
5' 36,4 31,7 0,73 0,04 0,002 0,002 0,1 0,01 0,072 0,012 0,58
6' 33,0 30,85 0,70 0,29 0,004 0,0017 0,07 <0,01 0,09 0,0089 0,42
7' 33,0 30,7 0,69 0,29 0,002 0,0018 1,5 0,62 0,058 0,01 0,406
T a b e l a 5
Nr Nazwa Nr wg DIN Oznaczenie wg UNSx) Symbol materiału
Podstawowe składniki stopu w kolejności
Ni-Cr-Mo-Cu-Fe-inne typowa zawartość w %
1 2 3 4 5 6
1 AISI 304 L 1.4306 S30403 X-2-CrNi-19-11 11-19
2 AISI 316 Ti 1.4371 S31635 X-2-CrNi- Mo 17-12-2
10-18-2-66-0,6-Ti
3 Alloy 904 L 1.4539 N06904 X-2-NiCrMo-Cu-25-20-5
25-21-4,8-1,5-46
4 AISI 310 L 1.4335 - X-2-CrNi 20-25
5 - 1.4465 - X-2-CrNi-Mo-25-25-2
25-25-2
6 - 1.4466 - X-2-CrNi-Mo-25-22-2
22-25-2
7 Alloy-28 1.4563 N06028 A -1-NiCrMoCu 31-27-3,5-1,3-35
8 Alloy-31 1.4562 NO6031 X -1-NiCrMo- Cu-31-27-6
31-27-6
9 Allcorr - NO6110 NiCr30M ol0Fe 58-31-10
10 MCAlloy - - NiCr45Mo 53-45-1
11 Alloy 690 2.4642 N06690 NiCr29Fe 61-29-0,5-9
12 Alloy G-30 2.4603 N06030 NiCr30FeMo 30-30-6-2-17-5Co
13 Alloy C-22 2.4602 NO6022 NiCr22M ol4W 57-21-13-4-3,2W
14 Alloy 59 2.4605 N06059 NiCr22M o16 51-22-16
15 Alloy 400 2.4360 N04400 NiCu30Fe 63-30-2
16 Alloy 600 2.4816 NO 6 6 0 0 NiCr15Fe 73-16-9-0,25Ti
17 Alloy 201 2.4068 NO2201 LC-Ni99,2 >99
18 - 2.0882 N71500 CuNi30Mn1Fe 30
19 - 1.4505 -X-3-CrNiMo- Ti-18-20-2
20-18-2
12 179 404
c.d. tabeli 5
1 2 3 4 5 6
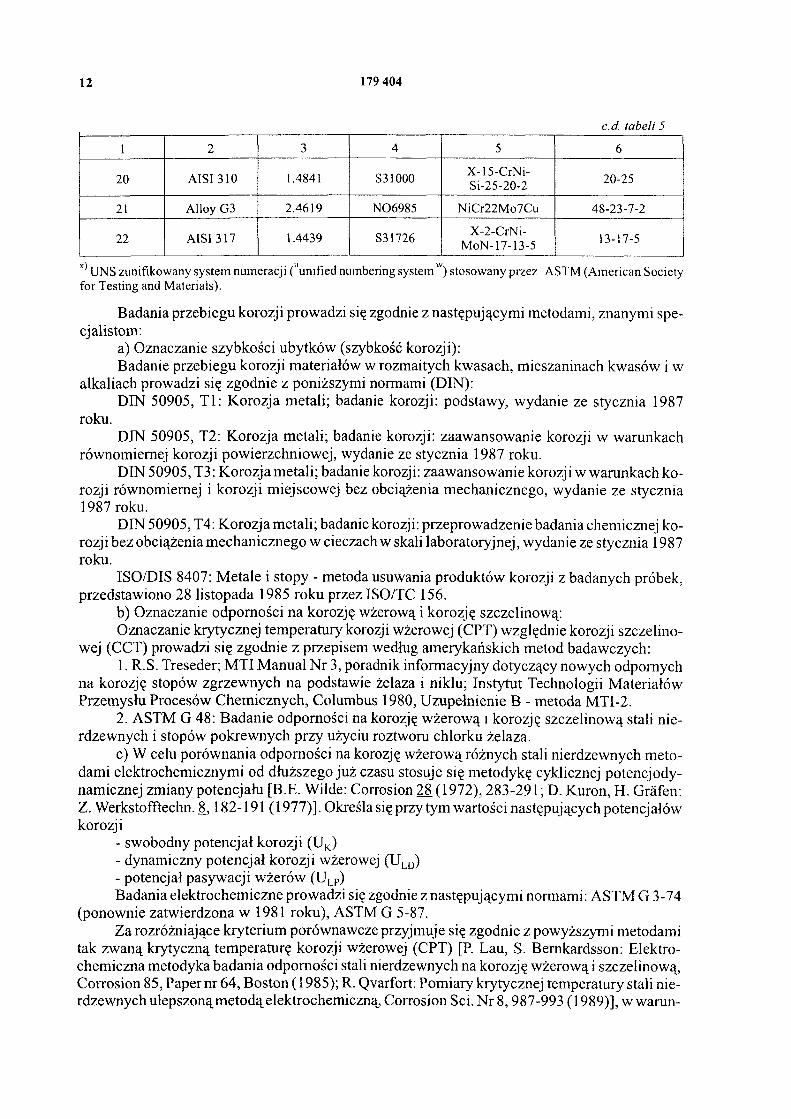
20 A IS I 310 1.4841 S31000 X-15-CrNi-Si-25-20-2 20-25
21 Alloy G3 2.4619 NO6985 NiCr22Mo7Cu 48-23-7-2
22 AISI 317 1.4439 S31726 X-2-CrNi-MoN-17-13-5 13-17-5
x) UNS zunifikowany system numeracji ("unified numbering system w) stosowany przez ASTM (American Society for Testing and Materials).
Badania przebiegu korozji prowadzi się zgodnie z następującymi metodami, znanymi spe-cjalistom:
a) Oznaczanie szybkości ubytków (szybkość korozji):Badanie przebiegu korozji materiałów w rozmaitych kwasach, mieszaninach kwasów i w
alkaliach prowadzi się zgodnie z poniższymi normami (DIN):DIN 50905, T 1: Korozja metali; badanie korozji: podstawy, wydanie ze stycznia 1987
roku.DIN 50905, T2: Korozja metali; badanie korozji: zaawansowanie korozji w warunkach
równomiernej korozji powierzchniowej, wydanie ze stycznia 1987 roku.DIN 50905, T3: Korozja metali; badanie korozji: zaawansowanie korozji w warunkach ko-
rozji równomiernej i korozji miejscowej bez obciążenia mechanicznego, wydanie ze stycznia 1987 roku.
DIN 50905, T4: Korozja metali; badanie korozji: przeprowadzenie badania chemicznej ko-rozji bez obciążenia mechanicznego w cieczach w skali laboratoryjnej, wydanie ze stycznia 1987 roku.
ISO/DIS 8407: Metale i stopy - metoda usuwania produktów korozji z badanych próbek, przedstawiono 28 listopada 1985 roku przez ISO/TC 156.
b) Oznaczanie odporności na korozję wżerową i korozję szczelinową:Oznaczanie krytycznej temperatury korozji wżerowej (CPT) względnie korozji szczelino-
wej (CCT) prowadzi się zgodnie z przepisem według amerykańskich metod badawczych:1. R.S. Treseder; MTI Manuał Nr 3, poradnik informacyjny dotyczący nowych odpornych
na korozję stopów zgrzewnych na podstawie żelaza i niklu; Instytut Technologii Materiałów Przemysłu Procesów Chemicznych, Columbus 1980, Uzupełnienie B - metoda MTI-2.
2. ASTM G 48: Badanie odporności na korozję wżerową i korozję szczelinową stali nie-rdzewnych i stopów pokrewnych przy użyciu roztworu chlorku żelaza.
c) W celu porównania odporności na korozję wżerową różnych stali nierdzewnych meto-dami elektrochemicznymi od dłuższego już czasu stosuje się metodykę cyklicznej potencjody- namicznej zmiany potencjału [B.E. Wilde: Corrosion 28 (1972), 283-291; D. Kuron, H. Gräfen: Z. Werkstofftechn. 8,182-191 (1977)]. Określa się przy tym wartości następujących potencjałów korozji
- swobodny potencjał korozji (UK)- dynamiczny potencjał korozji wżerowej (ULD)- potencjał pasywacji wżerów (ULP)Badania elektrochemiczne prowadzi się zgodnie z następującymi normami: ASTM G 3-74
(ponownie zatwierdzona w 1981 roku), ASTM G 5-87.Za rozróżniające kryterium porównawcze przyjmuje się zgodnie z powyższymi metodami
tak zwaną krytyczną temperaturę korozji wżerowej (CPT) [P. Lau, S. Bemkardsson: Elektro-chemiczna metodyka badania odporności stali nierdzewnych na korozję wżerową i szczelinową, Corrosion 85, Paper nr 64, Boston (1985); R. Qvarfort: Pomiary krytycznej temperatury stali nie-rdzewnych ulepszoną metodą elektrochemiczną, Corrosion Sci. Nr 8,987-993 (1989)], w warun-

179 404 13
kach gdy ULP <U K, to jest gdy nie występuje repasywacja korozji wżerowej. Szybkość zmiany potencjału dE/dT wynosi 180 mVh_1.
W próżniowym piecu indukcyjnym stapia się w skali 100 kg znane jako takie składniki, uzyskując stale przedstawione w tabeli 4. Ze stopów tych odlewa się bloki, z których kształtuje się blachy grubości 5(12) mm. Końcowe wyżarzanie przebiega w temperaturze co najmniej 1120°C, po czym następuje hartowanie. Uzyskuje się w ten sposób całkowicie austenityczną, jednorodną strukturę, nie ulegającą wytrącaniu.
P r z y k ł a d IWłaściwości mechaniczne stali z tabeli 4 i typowych materiałów porównawczychTabela 6 przedstawia wyniki badań mechanicznych
Ta b e l a 6
Materiał G ru b o ść w mm
Granica sprężystości Naprężeniezrywające
Rm, W m N/mm2
Wydłużenie przy zerwa-
niuAs w %
Przewęże-nie przy
rozciąganiu Z w %
Twardość wg Brinella
HB
Praca związana z
udarnością z karbem Av w J
RP0,2 WN/mm2
RP1,0 W N/mm2
2' 5 504 516 777 53 - 164 -
2' 1 2 406 435 799 - - 173 >300
6' 5 389 426 803 54 50 216 -
6' 12 367 437 768 56 58 183 >300
7’ 5 395 426 789 59 48 220 -
7' 12 374 422 756 58 58 179 >300
22 - 285 - 580-800 35 - - >105
2 - 210 - 500-730 35 - - >85
Właściwości mechaniczne stopów wskazują na ich dobrą zdolność do obróbki plastycznej na zimno.
P r z y k ł a d IIBada się w skali laboratoryjnej przebieg korozji w nie mieszanym kwasie siarkowym
(99,1% wagowych H2SO4) w różnej temperaturze (próbki blachy grubości 4,5 mm). Tabela 7 przedstawia wyniki tych badań po 7 dniach ich trwania. Dane liczbowe dotyczą ubytku w mm/a (czyli mm/rok).
T a b e l a 7
Materiał 100°C 125°C 150°C 175°C 200°C
2' 0,25 0,43 0,14 0,16 0,12
3' 0,13 0,62 0,15 0,06 0,03
4' 0,13 0,48 0,06 0,06 0,03
5' 0,17 0,45 0,05 0,11 0,16
6' 0,16 0,63 0,04 0,01 0,02
7' 0,06 - - 0,03 0,05
4 0,34 - 0,15 0,05 0,04
20 0,35 - 0,04 0,09 0,05
14 179 404
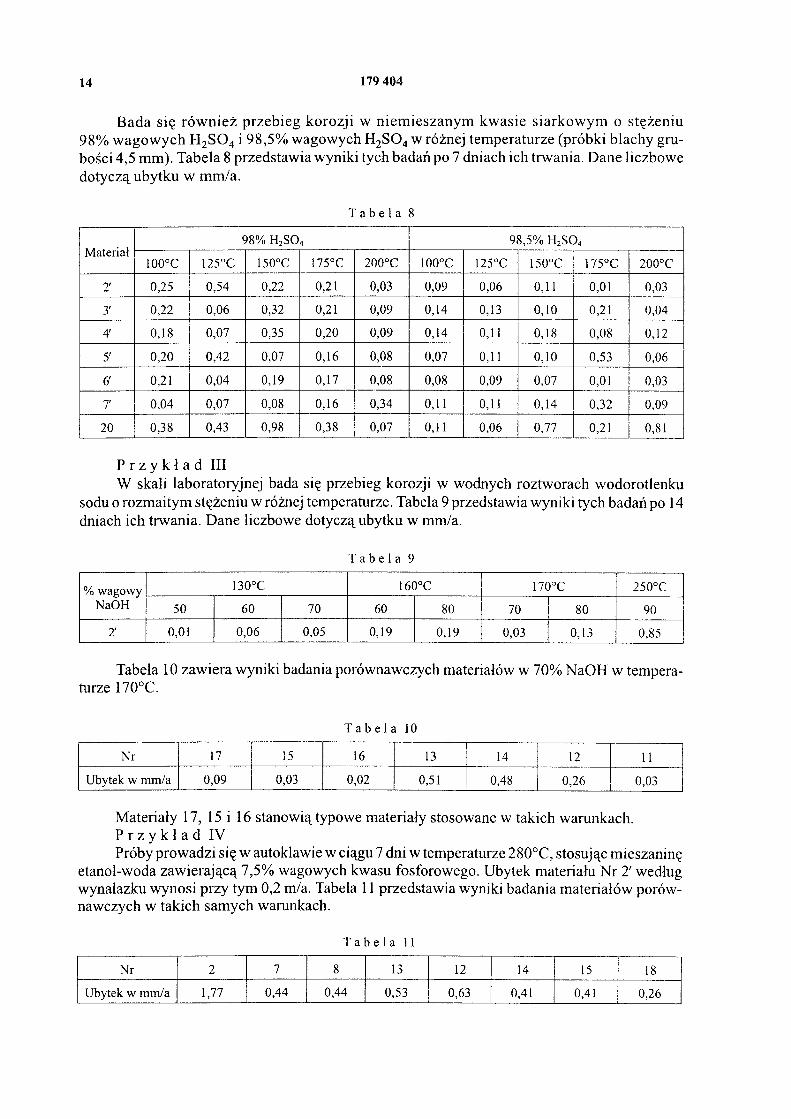
Bada się również przebieg korozji w nie mieszanym kwasie siarkowym o stężeniu 98% wagowych H 2SO4 i 98,5% wagowych H2SO4 w różnej temperaturze (próbki blachy gru-bości 4,5 mm). Tabela 8 przedstawia wyniki tych badań po 7 dniach ich trwania. Dane liczbowe dotyczą ubytku w mm/a.
Ta b e l a 8
Materiał98% H2SO4 98,5% H2SO4
100°C 125°C 150°C 175°C 200°C 100°C 125°C 150°C 175°C 200°C
2' 0,25 0,54 0,22 0,21 0,03 0,09 0,06 0,11 0,01 0,03
3' 0,22 0,06 0,32 0,21 0,09 0,14 0,13 0,10 0,21 0,04
4' 0,18 0,07 0,35 0,20 0,09 0,14 0,11 0,18 0,08 0,12
5' 0,20 0,42 0,07 0,16 0,08 0,07 0,11 0,10 0,53 0,06
6' 0,21 0,04 0,19 0,17 0,08 0,08 0,09 0,07 0,01 0,03
7' 0,04 0,07 0,08 0,16 0,34 0,11 0,11 0,14 0,32 0,09
20 0,38 0,43 0,98 0,38 0,07 0,11 0,06 0,77 0,21 0,81
P r z y k ł a d IIIW skali laboratoryjnej bada się przebieg korozji w wodnych roztworach wodorotlenku
sodu o rozmaitym stężeniu w różnej temperaturze. Tabela 9 przedstawia wyniki tych badań po 14 dniach ich trwania. Dane liczbowe dotyczą ubytku w mm/a.
T a b e l a 9
% wagowy NaOH
130°C 160°C 170°C 250°C
50 60 ....... 60 80 70 80 90
2' 0,01 0,06 0,05 0,19 0,19 0,03 0,13 0,85
Tabela 10 zawiera wyniki badania porównawczych materiałów w 70% NaOH w tempera-turze 170°C.
Ta b e l a 10
Nr 17 15 16 13 14 12 11
Ubytek w mm/a 0,09 0,03 0,02 0,51...... 0,48 0,26 0,03
Materiały 17, 15 i 16 stanowią typowe materiały stosowane w takich warunkach.P r z y k ł a d IVPróby prowadzi się w autoklawie w ciągu 7 dni w temperaturze 280°C, stosując mieszaninę
etanol-woda zawierającą 7,5% wagowych kwasu fosforowego. Ubytek materiału Nr 2' według wynalazku wynosi przy tym 0,2 m/a. Tabela 11 przedstawia wyniki badania materiałów porów-nawczych w takich samych warunkach.
Ta b e l a 11
Nr 2 7 8 13 12 14 15 18
Ubytek w mm/a 1,77 0,44 0,44 0,53 0,63 0,41 0,41 0,26
179 404 15
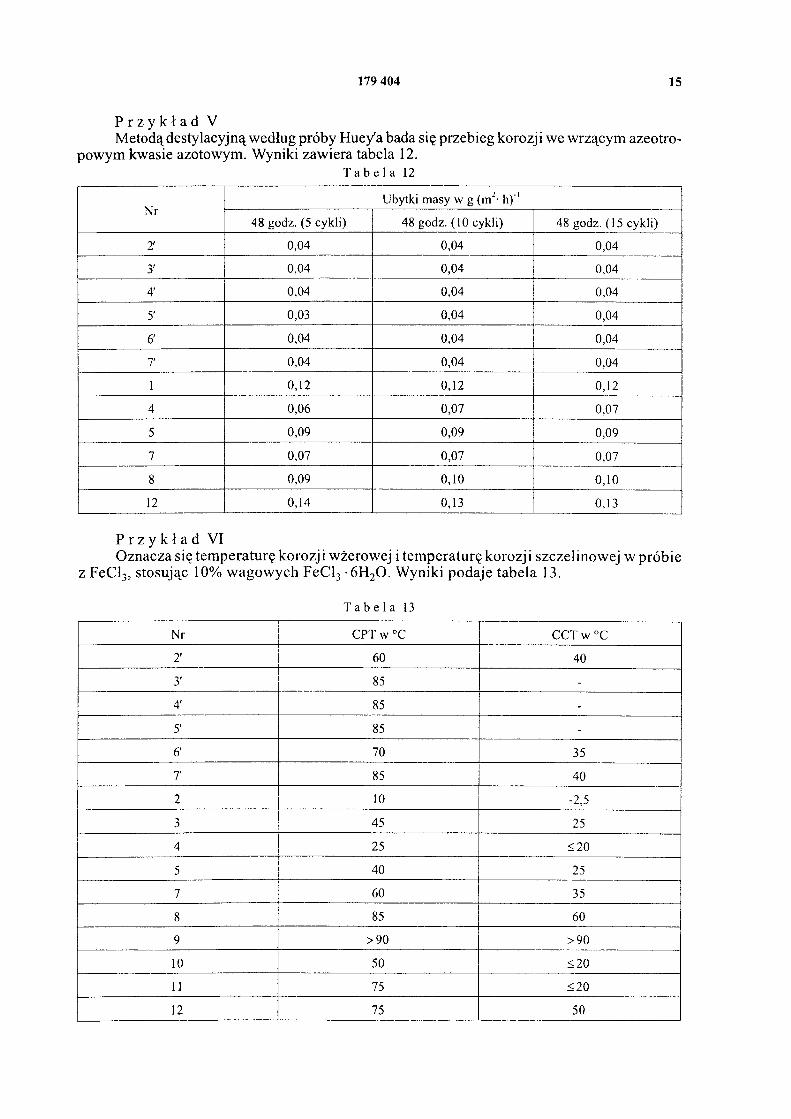
P r z y k ł a d VMetodą destylacyjną według próby Huey'a bada się przebieg korozji we wrzącym azeotro-
powym kwasie azotowym. Wyniki zawiera tabela 12.T a b e l a 12
NrUbytki masy w g (m2· h)-1
48 godz. (5 cykli) 48 godz. (10 cykli) 48 godz. (15 cykli)
2' 0,04 0,04 0,04
3' 0,04 0,04 0,04
4' 0,04 0,04 0,04
5' 0,03 0,04 0,04
6' 0,04 0,04 0,04
7' 0,04 0,04 0,04
1 0,12 0,12 0,12
4 0,06 0,07 0,07
5 0,09 0,09 0,09
7 0,07 0,07 0,07
8 0,09 0,10 0,10
12 0,14 0,13 0,13
P r z y k ł a d VIOznacza się temperaturę korozji wżerowej i temperaturę korozji szczelinowej w próbie
z FeCl3, stosując 10% wagowych FeCl3 ∙ 6H2o . Wyniki podaje tabela 13.
T a b e l a 13
Nr CPT w °C CCT w °C
2' 60 40
3' 85 -
4' 85 -
5' 85 -
6' 70 35
7' 85 40
2 10 -2,5
3 45 25
4 25 ≤20
5 40 25
7 60 35
8 85 60
9 >90 >90
10 50 ≤20
11 75 ≤20
12 75 50
16 179 404
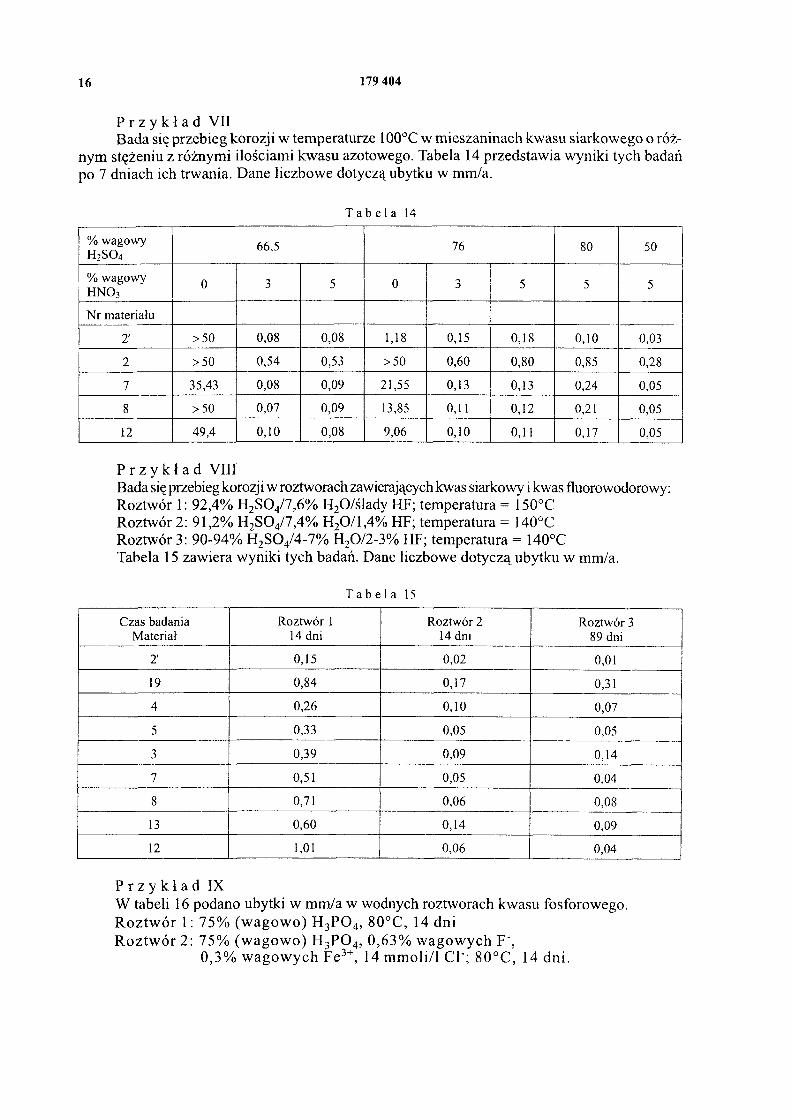
P r z y k ł a d VIIBada się przebieg korozji w temperaturze 100°C w mieszaninach kwasu siarkowego o róż-
nym stężeniu z różnymi ilościami kwasu azotowego. Tabela 14 przedstawia wyniki tych badań po 7 dniach ich trwania. Dane liczbowe dotyczą ubytku w mm/a.
T a b e l a 14
% wagowy H2SO4
66,5 76 80 50
% wagowy HNO3
0 3 5 0 3 5 5 5
Nr materiału
2' >50 0,08 0,08 1,18 0,15 0,18 0,10 0,03
2 >50 0,54 0,53 >50 0,60 0,80 0,85 0,28
7 35,43 0,08 0,09 21,55 0,13 0,13 0,24 0,05
8 >50 0,07 0,09 13,85 0,11 0,12 0,21 0,05
12 49,4 0,10 0,08 9,06 0,10 0,11 0,17 0,05
P r z y k ł a d VIIIBada się przebieg korozji w roztworach zawierających kwas siarkowy i kwas fluorowodorowy:Roztwór 1: 92,4% H2SO4/7,6% H2O/ślady HF; temperatura = 150°CRoztwór 2: 91,2% H2SO4/7,4%> H2O/ 1,4% HF; temperatura = 140°CRoztwór 3: 90-94% H2SO4/4-7% H2O/2-3%> HF; temperatura = 140°CTabela 15 zawiera wyniki tych badań. Dane liczbowe dotyczą ubytku w mm/a.
T a b e l a 15
Czas badania Materiał
Roztwór 1 14 dni
Roztwór 2 14 dni
Roztwór 3 89 dni
2' 0,15 0,02 0,01
19 0,84 0,17 0,31
4 0,26 0,10 0,07
5 0,33 0,05 0,05
3 0,39 0,09 0,14
7 0,51 0,05 0,04
8 0,71 0,06 0,08
13 0,60 0,14 0,09
12 1,01 0,06 0,04
P r z y k ł a d IXW tabeli 16 podano ubytki w mm/a w wodnych roztworach kwasu fosforowego. R oztw ór 1: 75% (w agow o) H 3PO4, 80°C, 14 dni R oztw ór 2: 75% (w agow o) H 3PO4, 0,63% w agowych F -,
0,3% w agow ych Fe3+, 14 mmoli/1 C l-; 80°C, 14 dni.

T a b e l a 16
179 404 17
Nr materiału Roztwór 1 Roztwór 2
2 <0,01 0,18
3 0,07 1,70
7 0,01 0,42
12 0,01 0,19
P r z y k ł a d XBada się przebieg korozji w temperaturze 90°C w mieszaninach kwas azotowy/kwas
fluorowodorowy. Wyniki w postaci ubytków masy w g(m2 ∙ h)-1 zawiera tabela 17.
T a b e l a 17
Nr materiału Roztw. 1 Roztw. 2 Roztw. 3 Roztw. 4 Roztw. 5 Roztw. 6 Roztw. 7
2' <0,01 0,27 0,96 0,31 0,63 1,63 3,05
6 <0,01 0,28 1,45 0,29 0,68 1,64 3,00
7 <0,01 0,24 1,19 0,27 0,67 1,66 3,08
7 <0,01 5,74 20,74 0,96 1,78 3,38 5,46
21 <0,01 1,11 5,23 1,51 3,61 8,10 11,63
11 <0,01 0,61 6,34 1,46 1,97 4,69 7,42
12 <0,01 0,28 1,21 0,49 1,45 2,39 4,49
Roztwór 1: 2 mole/1 HNO3 Roztwór 2: 2 mole/1 HNO3 + 0,5 mola/1 HF Roztwór 3: 2 mole/1 HNO3 + 2 mole/1 HF Roztwór 4: 0,25 mola/1 HF + 6 moli/1 HNO3 Roztwór 5: 0,25 mola/1 HF + 9 moli/1 HNO3 Roztwór 6: 0,25 mola/1 HF + 12 moli/1 HNO3 Roztwór 7: 0,25 mola/1 HF + 15 moli/1 HNO3.
P r z y k ł a d XIBada się korozję wżerową na podstawie krzywych obrazujących przebieg potencjody-
namicznego potencjału gęstości prądu w funkcji potencjału korozji wżerowej (ULP) w warun-kach ULP < U R (UR = swobodny potencjał korozji). W tabeli 18 podano wartości temperatury korozji wżerowej (CPT) w 1,0 n roztworze NaCl oznaczone w warunkach szybkości zmiany po-tencjału (dU/dt) wynoszącej 180 mVh-1.
T a b e l a 18
Nr materiału CPT w °C
1 2
2' 80
6' 90
7 >95
2 45
3 75
4 60

18 179 404
c.d. tabeli 18
1 2
5 60
8 >95
P r z y k ł a d XIIBada się przebieg korozji w ruchowych warunkach technicznych w kwasie siarkowym
o stężeniu 96-98,5% wagowych w temperaturze 135-140°C. Wyniki zawiera tabela 19.
T a b e l a 19
Nr materiałuUbytek w mm/a
po 14 dniach po 34 dniach po 50 dniach
0,01 <0,01 <0,012'
<0,01 <0,01 <0,01
0,01 0,01 <0,016'
0,01 <0,01 <0,01
0,01 <0,01 <0,017
<0,01 <0,01 <0,01
0,01 <0,01 <0,0120
0,01 <0,01 <0,01
P r z y k ł a d XIIIBada się przebieg korozji w roztworach wodorotlenku sodu (A = 20% wagowych NaOH;
B = 50%o wagowych NaOH) w różnej temperaturze. Tabela 20 przedstawia wyniki tych badań po 28 dniach ich trwania.
Ta b e l a 20
Nr materiałuA B
75°C 100°C 104°C 75°C 100°C 125°C 143°C
2' <0,01 <0,01 <0,01 <0,01 <0,01 <0,01 <0,01
6' <0,01 <0,01 <0,01 <0,01 <0,01 <0,01 <0,01
7 <0,01 <0,01 <0,01 <0,01 <0,01 <0,01 <0,01
1 <0,01 0,05 0,13 0,09 0,47 2,36 9,74
2 <0,01 0,12 0,63 0,08 0,35 1,60 7,99
5 <0,01 0,03 0,02 <0,01 <0,01 0,26 1,35
7 <0,01 <0,01 0,06 <0,01 <0,01 0,12 0,62
8 <0,01 0,02 0,02 <0,01 <0,01 0,13 0,67
143°C temperatura wrzenia.
P r z y k ł a d XIVBada się przebieg korozji w kwasie azotowym o różnym stężeniu w różnej temperaturze.
Tabela 21 przedstawia wyniki tych badań w postaci ubytków masy w g(m2 ∙ h)-1.Roztwór 1 = 75%) (wagowo) kwas azotowy Roztwór 2 = 80%) (wagowo) kwas azotowy
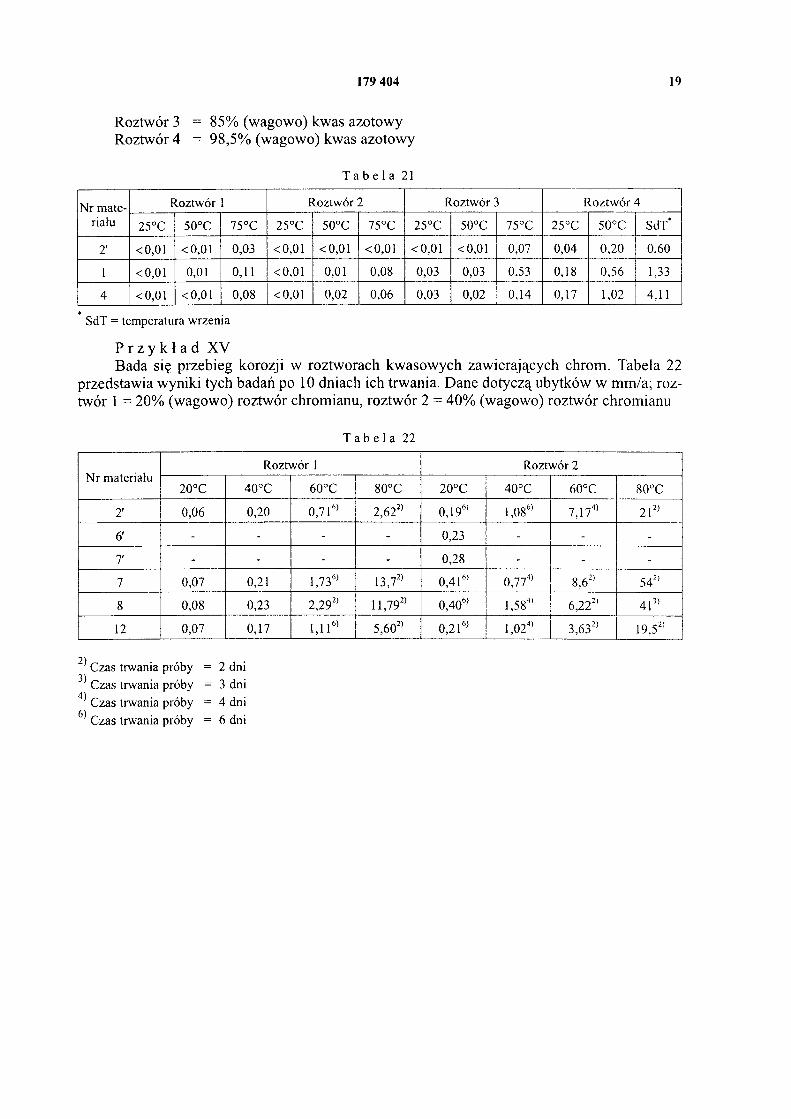
179 404 19
Roztwór 3 = 85% (wagowo) kwas azotowy Roztwór 4 = 98,5% (wagowo) kwas azotowy
T a b e l a 21
Nr mate-riału
Roztwór 1 Roztwór 2 Roztwór 3 Roztwór 4
25°C 50°C 75°C 25°C 50°C 75°C 25°C 50°C 75°C 25°C 50°C SdT*
2' <0,01 <0,01 0,03 <0,01 <0,01 <0,01 <0,01 <0,01 0,07 0,04 0,20 0,60
1 <0,01 0,01 0,11 <0,01 0,01 0,08 0,03 0,03 0.53 0,18 0,56 1,33
4 <0,01 <0,01 0,08 <0,01 0,02 0,06 0,03 0,02 0,14 0,17 1,02 4,11*
SdT = temperatura wrzenia
P r z y k ł a d XVBada się przebieg korozji w roztworach kwasowych zawierających chrom. Tabela 22
przedstawia wyniki tych badań po 10 dniach ich trwania. Dane dotyczą ubytków w mm/a; roz-twór 1 = 20% (wagowo) roztwór chromianu, roztwór 2 = 40%> (wagowo) roztwór chromianu
T a b e l a 22
Nr materiałuRoztwór 1 Roztwór 2
20°C 40°C 60°C 80°C 20°C 40°C 60°C 80°C
2 ' 0,06 0,20 0,716) 2,622) 0,196) 1,086) 7,174) 212)
6' - - - - 0,23 - - -
7' - - - - 0,28 - - -
7 0,07 0,21 1,736) 13,72) 0 ,416)
0,774) 8 ,62) 542)
8 0,08 0,23 2,292) 11,792) 0,406) 1,584) 6,222) 413)
12 0,07 0,17 1, 116) 5,602) 0 ,2 16) 1,024) 3,632) 19,52)
2) Czas trwania próby = 2 dni3) Czas trwania próby = 3 dni4)
Czas trwania próby = 4 dni6 )Czas trwania próby = 6 dni

179 404
Fig. 1
Fig. 2
Departament Wydawnictw UP RP. Nakład 70 egz. Cena 4,00 zł.


![IZABELA KORYŚ · 2019. 5. 21. · potraw Kurt Scheller], Warszawa 2003 (Akademia Kurta Schellera) 8389325101 95 miękka (broszurowa) 22 × 16,5 Krystyna Angielska, Nostalgia, [tł.](https://static.fdocuments.pl/doc/165x107/60f96c4de0a39f057520e89c/izabela-kory-2019-5-21-potraw-kurt-scheller-warszawa-2003-akademia-kurta.jpg)