


Języki
Strony
Prawny


„... w naturze człowieka le�y rozs�dne my�lenie, fizyczne uzasadnianie i nielogiczne działanie ...„
R O Z D Z I A Ł IV
FIZYCZNE ASPEKTY DIAGNOSTYKI 4.1 Wprowadzenie 4.2 Metrologia warstwy wierzchniej 4.3 Fizyczne starzenie maszyn 4.4 Sposoby zu�ywania si� maszyn 4.5 Przyczyny uszkodze� 4.6 Klasyfikacja uszkodze� 4.7 Miary uszkodze� 4.8 Przeciwdziałanie uszkodzeniom 4.9 Zu�yciowe procesy dynamiczne 4.10 Podsumowanie Literatura.

ROZDZIAŁ IV
FIZYCZNE ASPEKTY DIAGNOSTYKI 4.1 Wprowadzenie Współczesne tendencje rozwojowe w budowie maszyn zakładaj� ci�gły wzrost ich osi�gów, przy równoczesnym zmniejszeniu kosztów produkcji i eksploatacji oraz zwi�ksze-niu trwało�ci i niezawodno�ci. W efekcie produkowane obecnie maszyny charakteryzuj� si� du�ym wyt��eniem, tzn. du�ym nasileniem oddziaływa� czynników cieplnych, mechanicz-nych (zmniejszenie wymiarów i masy przy równoczesnym wzro�cie obci��e� i pr�dko�ci)i chemicznych, co prowadzi do znacznej intensyfikacji procesów starzenia i zu�ycia. Wiedza na temat istoty fizycznej oraz technicznych aspektów procesów starzenia i zu�ycia jest niezb�dna w rozwi�zywaniu wi�kszo�ci zagadnie� konstruowania, wytwarzania i eksploatacji. Pozwala ona na racjonalne konstruowanie, wybór odpowiedniej technologii wytwarzania oraz optymalizacj� wła�ciwo�ci eksploatacyjnych maszyn. Procesy starzenia i zu�ycia s� nieodł�cznie zwi�zane z istnieniem obiektów tech-nicznych, wpływaj�c destrukcyjnie na ich stan techniczny i prowadz�c nieuchronnie do da-j�cych si� obserwowa� uszkodze�. Ł�czne oddziaływanie tych form degradacji struktury obiektu prowadzi do rozwoju uszkodze�, prowadz�cych do przerwania pracy a nawet fizycznej spoisto�ci obiektu. Znajomo�� podstaw fizycznych zjawisk starzeniowych i zu�yciowych ułatwia pozna-nie i opis generowanych sygnałów diagnostycznych, umo�liwiaj�cych �ledzenie zmian stanu obiektu i przewidywanie uszkodze�, co warunkuje skuteczno�� diagnostyki technicznej. Współmierne oddziaływanie destrukcyjne starzenia fizycznego i zu�ycia na obiekty mechaniczne w warunkach losowych obci��e� podczas ich funkcjonowania, prowadz� do zło�onego sposobu opisu identyfikacji stanu obiektów i warunkuj� podejmowanie decyzji diagnostycznych w kategoriach prawdopodobie�stw. Przez zu�ycie elementu maszyny rozumie si� trwałe, niepo��dane zmiany jego stanu, wyst�puj�ce w czasie eksploatacji, w wyniku których potencjał u�ytkowy elementu stopnio-wo wyczerpuje si�. Przez stan elementu nale�y rozumie� jego stan fizykalny, okre�lony dwo-ma grupami parametrów: * parametry stereometryczne (kształt, wymiary, chropowato�� powierzchni czyn- nych, kierunkowo�� �ladów obróbki, rysy, p�kni�cia, w�ery, wgniecenia, itp.); * parametry fizykalne (skład chemiczny, struktur�, rozkład napr��e�, zmiany twar- do�ci, rozkład dyslokacji w sieci krystalicznej, własno�ci mechaniczne, itp.).

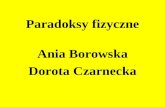
Pomimo tego, �e procesy starzenia i zu�y� s� cz�sto rozpatrywane ł�cznie i s� trudne do jednoznacznego rozdzielenia, w tej ksi��ce te procesy destrukcyjne potraktowano, z punktu widzenia metodyki, rozł�cznie. 4.2 Metrologia warstwy wierzchniej. Warstwa wierzchnia (WW) elementu maszyny jest to zbiór punktów materialnych, za- wartych pomi�dzy jego powierzchni� zewn�trzn� i powierzchni� umown�, b�d�c� granic� zmian warto�ci cech stref podpowierzchniowych. Jest to wi�c zewn�trzna warstwa elementu, powstała w wyniku działania procesów fizycznych lub chemicznych, jako�ciowo ró�ni�ca si� od reszty materiału. Pozostała cz��� elementu maszyny nazywa si� rdzeniem. Wytrzymało�� eksploatacyjna elementów maszyn, traktuj�ca sumarycznie wytrzyma- ło�� obj�to�ciow� (klasyczna wytrzymało�� materiałów) oraz powierzchniow� (eksploatacyj-n�), uwarunkowan� odporno�ci� na zu�ycie, jest �ci�le zwi�zana z wła�ciwo�ciami warstwy wierzchniej. Poniewa� procesy tarcia i zu�ycia ciał stałych zachodz� w warstwie wierzchniej, warstwie tej nadaje si� wła�ciwo�ci przeciwdziałaj�ce niszcz�cemu działaniu warunków pra-cy maszyny. Stosuje si� w tym celu zró�nicowane metody obróbki: obróbk� wiórow�, plas-tyczn�, ciepln�, chemiczn�, elektrochemiczn�, itp. oraz �cisłe przestrzeganie zasad eksploata-cyjnego docierania maszyn. Podczas eksploatacji maszyn, w warstwie wierzchniej tr�cych si� elementów zacho-dz� procesy fizykochemiczne oraz oddziaływania, w wyniku których powstaj� elementarne procesy niszczenia materiału, co przedstawiono na rys. 4.1.
NISZCZENIE WW PRZYGOTOWANE DORA�NE ZM�CZENIE POWSTAWANIE I NISZCZENIE TARCIOWE POŁCZE TARCIOWYCH Wiod�cy I ETAP NARASTANIE ZMIAN I ETAP POWSTAWANIE mechanizm - odkształcenia spr��yste POŁCZE niszczenia - odkształcenie plastyczne TARCIOWYCH - powstawanie niejednorodno�ci - adhezja strukturalnych - zgrzanie - mikrospawanie - powstawanie niejednorodno�ci - zespawanie - rysowanie stanu napr��e� II ETAP DEKOHEZJA - �cinanie nierów- II ETAP DEKOHEZJA POŁCZE TARCIOWYCH no�ci MATERIAłU - �cinanie wzdłu� powierzchni - odrywanie - powstawanie p�kni�� rozdziału - rozwój i propagacja p�kni�� - �cinanie poł�cze� w - powstawanie ubytków gł�bi materiału - gł�bokie wyrywanie Rys. 4.1 Elementarne sposoby niszczenia warstwy wierzchniej.

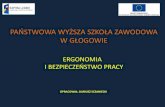
Kombinacja, superpozycja lub synergia elementarnych procesów niszczenia powoduje starzenie i zu�ycia elementów maszyn w wyniku tribologicznych, zm�czeniowych, erozyj-nych lub korozyjnych procesów starzenia. Własno�ci warstwy wierzchniej s� ukształtowane specjalnie na etapie wytwarzania elementów maszyny, zmienne w procesie eksploatacji obiektów s� podstaw� zmiany stanu, prowadz�c do niezdatno�ci i uszkodze�, co jest przedmiotem bada� diagnostyki technicznej. Zu�ycie �cierne jest charakterystyczne dla wszystkich cz��ci maszyn współpracuj�-cych w skojarzeniach ruchowych i podlegaj�cych obci��eniom powierzchniowym. Zu�ycie to jest przede wszystkim zale�ne od cech warstwy wierzchniej. Zu�ycie zm�czeniowe podobnie, lecz w mniejszym stopniu, jest uzale�nione od cech warstwy wierzchniej. Niezale�nie od rodzaju oddziałuj�cego okresowo zmiennego obci��e-nia, maksymalne warto�ci napr��e� w podstawowych przypadkach wytrzymało�ciowych wyst�puj� najcz��ciej w strefach warstwy wierzchniej. Ponadto istnieje znana zale�no�� mi�- dzy struktur� geometryczn� powierzchni a wytrzymało�ci� zm�czeniow� (mikrokarby). Warstwa wierzchnia wpływa zatem na zu�ywanie si� wyrobu i procesy jej kształ-towania winny zapewni� cechy optymalne ze wzgl�du na własno�ci u�ytkowe wytworów, a przede wszystkim zapewniały wymagan� ich odporno�� na zu�ycie �cierne i zm�czeniowe. W literaturze technicznej spotyka si� ró�ne sposoby przedstawiania budowy warstwy wierzchniej. Na rys. 4.2 pokazano przykładowo pełny schemat budowy warstwy wierzchniej. Strefy I, II, III powstaj� na skutek adsorbcji i chemisorpcji cz�steczek gazów, par, wo- dy oraz cz�steczek organicznych. Przenikaj� si� one wzajemnie, a ich usytuowanie zale�y od czasu istnienia (historii) powierzchni. Istnienie tych stref powoduje, �e w wi�kszo�ci prakty- cznych przypadków, tarcie suche ma posta� tarcia technicznie suchego. Strefa IV stanowi warstewk� tlenków metalu, która powstaje wskutek dyfuzji reakty- wnej w gł�b materiału elementu maszyny. Strefa ta zmniejsza energi� swobodn� powierzchni i ogranicza przez to udział sił adhezji w szczepianiu tr�cych skojarze�. Strefa V powstaje w wyniku zniszczenia krystalitów metalu na powierzchni skutkiem działania ostrza narz�dzia na materiał podczas obróbki powierzchniowej. Strefa ta (naz.wars-tw� amorficzn�) i ma struktur� cieczy przechłodzonej, nie wykazuj�cej uporz�dkowania. I adsorbowane cz�steczki polarne II adsorbowane cz�steczki wody warstwa Fizycznie III cz�steczki gazów i par przypowierzchniowa IV tlenki metali czysta V strefa bezpostaciowa zniszczo- nych krystalitów wła�ciwa powierzch- VI strefa steksturowana warstwa nia wierzchnia VII strefa odkształce� plastycznych metalu VIII strefa odkształce� spr��ystych IX rdze� metalu nieuszkodzony obróbk� Rys. 4.2 Schemat strefowej budowy warstwy wierzchniej.

Strefa VI obejmuje obszar warstwy wierzchniej, w którym istnieje metal odkształcony plastycznie i steksturowany. Tekstur� stanowi regularne uporz�dkowanie krystalitów metalu, w wyniku działania sił odkształcaj�cych plastycznie materiał, wyró�niaj�c krystalograficzny kierunek uprzywilejowany. Taka orientacja kryształów lub ziaren mo�e by� spowodowana ukierunkowanym działaniem sił podczas kształtowania si� warstwy wierzchniej. Strefa VII zawiera metal odkształcony plastycznie. Ka�demu odkształceniu plastycz-nemu towarzyszy zjawisko umocnienia, polegaj�ce na tym, �e rozpoczynaj�ce si� odkształce-nie plastyczne ulega w miar� post�powania coraz silniejszemu blokowaniu. Aby odkształce-nie mogło post�powa� dalej, potrzebne s� wi�c coraz wi�ksze siły. Umocnienie nie jest wył�-cznym skutkiem działania dyslokacji, ale tak�e efektem istnienia wewn�trznego stanu napr�-�e� wywołanego przez wzajemne oddziaływanie ziaren. Strefa VIII zawiera odkształcenia spr��yste. W wyniku działania na metal obci��e� zewn�trznych, poło�enie atomów w sieci krystalicznej wykracza poza poziom minimum ene-rgii, zakłócaj�c budow� sieci, a tym samym powoduj�c stan napr��e� materiału. Po usuni�ciu obci��enia tylko cz��� atomów zajmuje poło�enie wyj�ciowe, reszta za� pozostaje przesuni�-ta, powoduj�c napr��enia własne materiału. Strefa IX przedstawia materiał rdzenia. Grubo�� warstwy wierzchniej, powstałej podczas obróbki mechanicznej metali oraz obróbki cieplnej lub cieplno - chemicznej, wynosi nawet kilka milimetrów. Grubo�� ta, czyli odległo�� pomi�dzy zewn�trzn� powierzchni� ustalaj�c� kształt elementu a powierzchni� wewn�trzn�, oddzielaj�c� warstw� wierzchni� od rdzenia materiału, jest trudna do praktycz- nego wyznaczenia (granica wewn�trzna jako powierzchnia fizyczna praktycznie nie istnieje). Stan warstwy wierzchniej mo�e by� scharakteryzowa� zbiorem parametrów, których warto�ci s� zale�ne od wła�ciwo�ci materiału i warunków tworzenia warstwy wierzchniej. Wła�ciwo�ci u�ytkowe elementów maszyn s� funkcj� warto�ci parametrów jej stanu wywoła- nego obróbk� oraz eksploatacj� maszyny. Prawidłowo ukształtowana procesami technologicznymi produkcji elementów ma-szyn, procesami docierania maszyny oraz procesami w okresie jej u�ytkowania - warstwa wierzchnia zapewnia maksymaln� odporno�� na zu�ycie, a tym samym wytrzymało�� eks- ploatacyjn� rozwa�anego skojarzenia. Warstwa wierzchnia tylko wtedy mo�e by� efektywnie wykorzystywana w doskonale-niu techniki wytwarzania (technologii maszyn) i u�ytkowania (eksploatacji), je�eli b�dzie przedstawiona w postaci pewnych zbiorów wielko�ci mo�liwych do ilo�ciowego lub jako�-ciowego okre�lenia za pomoc� pomiarów lub obserwacji. W tym wła�nie celu s� tworzone charakterystyki warstwy wierzchniej zawieraj�ce mo�liwie pełn� informacj� o jako�ci wars- twy wierzchniej wytworów. Znaczenie warstwy wierzchniej w zintegrowanym systemie : warto�ciowanie - projek-towanie - wytwarzanie - u�ytkowanie wymaga szczególnego podkre�lenia, co zobrazowano na rys. 4.3. Na etapie warto�ciowanie wypracowywane s� podstawowe wymagania dla warstwy wierzchniej, wynikaj�ce z zało�e� jako�ciowych nowo tworzonych wytworów, uwzgl�dnia-j�ce wymagania trwało�ciowo - niezawodno�ciowe, przewidywane warunki pracy, dost�pne �rodki diagnostyczne oraz wymagania eksploatacyjne. W procesie projektowania wytworu postulowane s� okre�lone wymagania dotycz�ce własno�ci warstwy wierzchniej i sposobów ich zapewnienia na etapie wytwarzania. Realno�� postulatów projektanta okre�la si� poj�ciem technologiczno�ci warstwy wierzchniej. Konkret-ne warto�ci parametrów stanowi�cych charakterystyk� warstwy wierzchniej, narzucanej przez

projektanta, powinny wynika� ze znajomo�ci zale�no�ci wyst�puj�cych mi�dzy warstw� wierzchni� a procesami eksploatacji wytworu (np. z bada� tribologicznych). W rzeczywisto�ci budowa warstwy wierzchniej mo�e si� ró�ni� od omówionego mo-delu teoretycznego, w konkretnych warunków technologicznych i eksploatacyjnych niektóre strefy warstwy wierzchniej mog� nie wyst�powa� lub wzajemnie si� przenika�. projektowanie warto�ciowanie (konstruowanie) dystrybucja wytwarzanie WARSTWA u�ytkowanie WIERZCHNIA (technologia) (WW) (eksploatacja) metrologia warstwy wierzchniej Rys. 4.3 Warstwa wierzchnia w zintegrowanym systemie istnienia maszyny. Dla poprawnego ukształtowania warstwy wierzchniej nale�y okre�li�: - charakterystyk� warstwy wierzchniej ł�cznie ze sposobami pomiarów tworz�cych j� wielko�ci; - metodyk� bada� do�wiadczalnych zale�no�ci funkcyjnych mi�dzy wielko�ciami tej charakterystyki a wielko�ciami okre�laj�cymi warunki tworzenia warstwy wierzchniej; - metodyk� bada� warunków procesów technologicznych wynikaj�c� z relacji pomi�dzy warstw� wierzchni� a jako�ci� u�ytkow� wytworu. W pomiarach wielko�ci tworz�cych charakterystyk� warstwy wierzchniej mo�na wyró�ni� trzy wzajemnie powi�zane zagadnienia: - definicje podstawowych wielko�ci tworz�cych charakterystyk� warstwy wierzchniej i układy takich charakterystyk; - metody pomiarów wielko�ci tworz�cych charakterystyk� warstwy wierzchniej; - technik� pomiarów (metodyka pomiarów, przyrz�dy pomiarowe, opracowanie wyników pomiarów). Wymienione powy�ej zagadnienia stanowi� tre�ci wła�ciwie rozumianej metrologii warstwy wierzchniej. W metrologii warstwy wierzchniej mo�na obecnie wyró�ni� dwa zasadnicze jej uj�cia okre�lane umownie jako: metrologia klasyczna i metrologia współczesna. Metrologia klasyczna to dziedzina wiedzy o pomiarach, czyli nauka o mierzeniu. Pro- blematyka metrologii klasycznej jest zwi�zana z technik� pomiarów, a wi�c z metodami po-miaru okre�lonych wielko�ci (długo�ci i k�ta, wielko�ci mechanicznych mierzonych metoda-mi elektrycznymi, itp.), opisem budowy i działania przyrz�dów pomiarowych, zagadnieniami niedokładno�ci pomiarów (teoria bł�dów), itp. Metrologia współczesna to dziedzina bada� obiektów poprzez mierzenie prowadz�ce do identyfikacji ich modeli matematycznych, wykorzystywanych dalej w identyfikacji. Jest to

wi�c taki zakres bada� do�wiadczalnych, w którym problematyka metrologii klasycznej jest rozszerzona o zagadnienia teorii do�wiadcze�, obejmuj�c : planowanie do�wiadcze�, modelo-wanie matematyczne oraz analiz� statystyczn� wyników. W takim rozumieniu metrolologii mo�na zatem wyró�ni�: - technik� pomiaru, czyli sposób przeprowadzania pomiaru, okre�laj�c� czynno�ci do�wiad- czalne wykonywane przy u�yciu narz�dzi pomiarowych w celu wyznaczania warto�ci wiel- ko�ci, czyli iloczynu liczby i jednostki miary; - metodyk� bada� do�wiadczalnych, czyli sposób realizacji zbioru pomiarów na podstawie ustalonego planu bada�, których celem jest identyfikacja modelu matematycznego obiektu bada�. W metrologii warstwy wierzchniej celowe i w pełni uzasadnione jest rozró�nienie w budowie warstwy wierzchniej - rys. 4.4 : - powierzchni warstwy wierzchniej, charakteryzowanej struktur� geometryczn� powierzch-ni, odwzorowywan� w pomiarach miarami długo�ci i k�ta; - stref warstwy wierzchniej, le��cych w gł�bi materiału pod powierzchni� rzeczywist� i charakteryzowanych struktur� fizyczno-chemiczn� stref. WARSTWA WIERZCHNIA POWIERZCHNIA WARSTWY STREFY WARSTWY WIERZCHNIEJ WIERZCHNIEJ struktura geometryczna struktura fizyczno - powierzchni chemiczna stref Rys. 4.4 Podstawowe elementy budowy warstwy wierzchniej. Strefa warstwy wierzchniej to cz��� warstwy, której obj�to�� jest wyznaczona istnie-niem okre�lonej cechy fizyczno-chemicznej. Poszczególne strefy wyznaczane istnieniem okre�lonej cechy fizyko-chemicznej mog� si� wzajemnie pokrywa� całkowicie lub cz��cio- wo, albo te� stopniowo przenika� - co wskazuje na potrzeb� opisu ich struktury za pomoc� ich kształtu, wymiarów i rozmieszczenia w obj�to�ci warstwy wierzchniej. Do wielko�ci charakteryzuj�cych struktur� geometryczn� powierzchni warstwy wierz- chniej zalicza si�: - chropowato�� powierzchni, mierzon� za pomoc� profilometrów, gładko�ciomierzy, płytek wzorcowych lub przyrz�dów laserowych (SURFANALIZER 2000); - falisto�� powierzchni, okre�lan� w sposób mechaniczno-geometryczny lub za pomo- c� filtru elektrycznego [3]. Struktur� stref fizyczno-chemicznych charakteryzuje si� poprzez : - badanie mikrostruktury prowadzone za pomoc� mikroskopów optycznych, elektro-nowych, dyfraktometrów, analizatorów roentgenowskich i automatycznych analizatorów obrazu; - badanie mikrotwardo�ci przy wykorzystaniu metody Vickersa, Brinella, Knopa, Grodzi�skiego, Martensa, itd.; - badanie napr��e� metodami: mechaniczn� (strzałka ugi�cia, odkształcenia), fotome- trycznymi lub dyfraktometrycznymi.

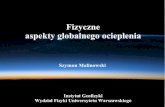
Badanie wad struktury powierzchni warstwy wierzchniej prowadzi si� najcz��ciej za pomoc� bada� ultrad�wi�kowych, przy czym ostatnio istnieje mo�liwo�� wykorzystania do tego całego zestawu metod bada� nieniszcz�cych. Poniewa� około 85% uszkodze� maszyn jest spowodowane uszkodzeniami warstwy wierzchniej poszczególnych elementów, problem kształtowania i badania warstwy wierzch-niej nale�y do wa�niejszych w zagadnieniach technologii i eksploatacji maszyn. 4.3 Fizyczne starzenie maszyn Starzeniem fizycznym nazywa si� procesy fizyczne zachodz�ce w materiałach cz��ci maszyn na skutek wymusze� wewn�trznych i zewn�trznych, powoduj�cych nieodwracalne zmiany własno�ci u�ytkowych cz��ci. Procesy starzenia wyst�puj� z chwil� zako�czenia pro- dukcji cz��ci. Starzenie fizyczne oddziałuje na obiekt w całym procesie jego istnienia, od wytworze-nia do likwidacji, nawet wówczas gdy obiekt nie wykonuje swoich funkcji. Rozró�nia si� sta-rzenie fizyczne i moralne, przy czym główne dla obiektów technicznych jest starzenie fizycz-ne. Starzenie moralne jest przedmiotem bada� ekonomicznych, gdy� obiekty mog� nie ulega� starzeniu fizycznemu, ale mog� starze� si� ekonomicznie na skutek post�pu technicznego, staj�c si� przestarzałymi konstrukcyjnie, z mniejsz� wydajno�ci� i jako�ci� produkcji. Procesy starzenia zale�� od szeregu czynników i oddziaływa� zewn�trznych i wew- n�trznych. Do czynników zewn�trznych zaliczy� mo�na: wpływ atmosfery, naturalnego podło�a, współpracuj�cych obiektów itp., natomiast do czynników wewn�trznych nale��: procesy mechaniczne, mechaniczno-fizyczne i mechaniczno-chemiczne, wyst�puj�ce w trak-cie funkcjonowania i przechowywania obiektu [5,7]. Starzenie fizyczne obiektów zale�y od: * czynników atmosferycznych, opady atmosferyczne i opary, ruch powietrza, zanie- czyszczenia, pyły i gazy przemysłowe, aktywno�� chemiczna i wilgotno�� atmosfery, nagrza-nie słoneczne i przemysłowe oraz ci�nienie barometryczne; * czynników naturalnego podło�a ziemskiego lub roboczego, pole magnetyczne, przyci�ganie ziemskie, g�sto��, spoisto�� podło�a, ukształtowanie warstwy wierzchniej pod- ło�a, wilgotno�� i rodzaj gruntu, aktywno�� chemiczna podło�a, temperatura podło�a, ruch cieczy w zbiornikach wodnych. Ogólny podział czynników starzeniowych, nie uwarunkowanych funkcjonowaniem obiektów, schematycznie przedstawiono na rys. 4.5, a poni�ej krótko je omówiono. Czynniki atmosferyczne, ró�ne dla terytorialnego rozmieszczenia obiektu zmienia- j� si� zasadniczo w rejonach wysoko uprzemysłowionych, w pobli�u zbiorników wodnych (morze, jeziora, sztuczne zbiorniki), w zale�no�ci od wysoko�ci usytuowania maszyny wzgl�- dem poziomu morza, itd. Zale�� zatem od krainy klimatycznej (lokalizacji) i ich charakte-rystyk (np.�redniej rocznych opadów, �redniej temperatury, itp.). Opady atmosferyczne w postaci deszczu, �niegu lub gradu dla maszyn pracuj�cych na otwartej przestrzeni tworz� podzbiór czynników, oddziaływanie których mierzone by� mo- �e przy pomocy takich wielko�ci fizycznych jak: wilgotno��, ci��ar własny pokrywy �nie�-nej, chwilowa odkształcalno�� podło�a itp. Ruch powietrza odgrywa wa�n� rol� przy konstrukcjach o wymaganej stateczno�ci (�urawie, wyci�gi, maszty) i mierzony mo�e by� np. sił� oddziaływania wiatru i pr�dko�ci ru- chu powietrza.

CZYNNIKI STARZENIOWE ZEWN�TRZNE czynniki naturalnego podło�a czynniki atmosferyczne ziemskiego lub roboczego pole magnetyczne, opady atmosferyczne przyci�ganie ziemskie opary ze zbiorników wodnych g�sto��, spoisto�� podło�a ruch powietrza ukształtowanie warstwy wierzchniej podło�a zanieczyszczenia, pyły, wilgotno�� gruntu gazy przemysłowe struktura warstwy wierzchniej aktywno�� chemiczna rodzaj gruntu, ziarnisto�� atmosfery aktywno�� chemiczna nagrzanie słoneczne materiału podło�a i przemysłowe temperatura podło�a ci�nienie barometryczne ruch cieczy w zbiornikach wodnych Rys. 4.5 Zewn�trzne czynniki starzeniowe nie uwarunkowane funkcjonowaniem obiektu. Ci�nienie atmosferyczne mo�e powodowa� niepo��dane ró�nice ci�nie� w ele-mentach maszyn z okre�lonym lotnym lub ciekłym wypełniaczem (układy pneumatyczne, hydrauliczne, zbiorniki).

Nagrzewanie słoneczne lub przemysłowe mo�e spowodowa� niepo��dane od-kształcenia temperaturowe elementów maszyny lub współpracuj�cych obiektów (szyny kole- jowe lub tramwajowe, itp.). Aktywno�� chemiczna i wilgotno�� sprzyja intensywno�ci procesów korozji ma- teriału, podstawowego tworzywa konstrukcyjnego. Zanieczyszczenia i gazy przemysłowe przenikaj� w poł�czenia i pary kinema- tyczne maszyn, zwi�kszaj�c opory oraz intensyfikuj�c procesy chemiczne w warstwie po�- redniej smaru lub chłodziwa. Pole magnetyczne powoduje zmiany własno�ci magnetycznych niektórych two-rzyw elementów oraz stałe oddziaływanie sił ci��aru elementów na elementy no�ne kons-trukcji. G�sto��, spoisto�� podło�a warunkuje poło�enie, rozruch i ruch maszyny, zale�- nie od pory roku, warunków klimatycznych, itd. Ukształtowanie warstwy wierzchniej oceniane klasami dróg, współczynnikiem przyczepno�ci, k�tem wzniesienia, falisto�ci� terenu - powoduje istotne zmiany w warunkach pracy maszyny oraz jej przechowywania. Aktywno�� chemiczna, temperatura i wilgotno�� podło�a posiada wpływ podobny jak analogiczne własno�ci atmosfery. Ruch cieczy w zbiornikach wodnych powoduje zmiany własno�ci mechanicznych tworzywa elementów maszyn, pracuj�cych w danym �rodowisku (np. statki i okr�ty, pływa- j�ce maszyny technologiczne, itd.). Struktura warstwy wierzchniej (ziarnisto��, kształt i wymiary ziarna, zawarto�� kwarcu, piasku) ma szczególnie du�y wpływ na zanieczyszczenie par kinematycznych ma-szyny, głównie roboczych urz�dze� mechanicznych. Przedstawione czynniki starzenia fizycznego elementów maszyn prowadz� do uszko- dze� starzeniowych, polegaj�cych na stopniowej utracie własno�ci fizycznych przez tworzy- wo elementu na skutek destrukcyjnego oddziaływania �rodowiska oraz zmian zachodz�cych w samym tworzywie elementu. Najbardziej typowe uszkodzenia powodowane przez czynniki klimatyczne mo�na podzieli� nast�puj�co: - cieplne starzenie materiału, powoduj�ce utrat� własno�ci mechanicznych lub elektrycznych; - rozmi�kczenie materiału przy wysokich temperaturach, powoduj�ce utrat� sztywno�ci lub całkowite uszkodzenie niektórych elementów nieodpornych na ciepło; - utrat� lepko�ci przy wysokich temperaturach, powoduj�ce wycieki np. materiałów impreg- nacyjnych; - przej�cie w stan kruchy niektórych materiałów pod wpływem niskich temperatur; - utrata własno�ci smaruj�cych przy niskich temperaturach ró�nych płynów eksploatacyjnych; - wzrost lepko�ci a nawet zamarzni�cie przy niskich temperaturach u�ywanych płynów; - strukturalne zniszczenia przy du�ym ci�nieniu atmosferycznym, powoduj�ce uszkodzenia zarówno o charakterze mechanicznym jak i elektrycznym; - p�kanie osłon hermetyzuj�cych lub izoluj�cych wskutek zmian ci�nienia; - przenikanie cz�stek wody lub pary poprzez ró�ne pokrycia; - skutki korozji w zakresie zniszcze� mechaniczno-chemicznych; - zasychanie, prowadz�ce do mechanicznego uszkodzenia materiału; - nadmierne zu�ycia cz��ci ruchomych wskutek zanieczyszcze� piaskiem lub pyłem; - mechaniczne zniszczenia pod wpływem opadów, wiatru itp. Uszkodzenia maszyn i ich elementów pod wpływem oddziaływania nadmiernej tem-peratury nast�puj� przewa�nie przy przekraczaniu granicznej temperatury roboczej, powodu-j�c zmiany własno�ci u�ytych materiałów (płynów) lub przy�pieszaj�cych ich starzenie.

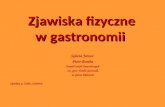
4.4 Sposoby zu�ywania si� maszyn Zu�yciem nazywamy proces stopniowego niszczenia cz��ci, pod wpływem czynni- ków fizyko-chemicznych, rodzaju obci��e� i czasu pracy, w całym okresie eksploatacji. Procesy zu�ywania si� obiektu zachodz� tylko podczas wykonywania procesów ro-boczych (funkcjonowania) obiektu. Procesy zu�yciowe obiektów mechanicznych zwi�zane s� z przetwarzaniem energii w prac� mechaniczn� i towarzysz�cymi im siłami, którymi oddziaływuj� na siebie jej elementy. W trakcie funkcjonowania obiektu w parach kinematycznych wyst�puj� reakcje od przyło�o- nych sił, wynikaj�ce z nało�onych wi�zów geometrycznych i kinematycznych. W elementach ogniw i par kinematycznych powstaj� zmienne napr��enia mechaniczne zale�ne od obci��e- nia, obrotów, jako�ci warstwy wierzchniej, itp. Podstawowe rodzaje zu�ycia (rys.4.6) obejmuj�: zu�ycie �cierne, adhezyjne, zm�cze-niowe, przez utlenianie i cierno-korozyjne. Sam mechanizm przebiegu i opisu rozwoju tych zu�y� jest stosunkowo trudny i stanowi przedmiot wielu bada�. Przykładowo, ró�norodno�� warunków rozwoju korozji w maszynach sprawia, �e wyró�nia si� nast�puj�ce rodzaje korozji: korozja gazowa, korozja w nieelektrolitach, korozja w elektrolitach, korozja glebowa, korozja atmosferyczna, elektrokorozja, korozja kontaktowa, korozja napr��eniowa, korozja kawitacyjna, erozja korozyjna, korozja biologiczna [3,5]. �cierne mikroskrawanie, rysowanie adhezyjne powstawanie i niszczenie poł�cze� adhezyjnych ZU�YCIE zm�czeniowe cykliczne oddziaływanie napr��e� tworzenie i usuwanie przez utlenianie warstewek tlenkowych poł�czone działanie cierno-korozyjne procesów zu�ycia RODZAJ ZU�YCIA WIODCY PROCES Rys. 4.6 Klasyfikacja zu�y� ze wzgl�du na dominuj�cy proces elementarny. W literaturze technicznej i naukowej istnieje wiele klasyfikacji rodzajów zu�ycia. S� one bardzo zró�nicowane i zwykle niepełne, gdy� w ich badaniu obserwuje si� jedynie skutki

po zatrzymaniu współpracy. Niemo�liwe jest obserwowanie procesu zu�ycia w czasie jego trwania, a ocen� zjawisk przeprowadza si� na podstawie skutków współpracy i ich korelacji z wymuszeniem (pr�dko��, obci��enie, temperatura, itp.), materiałem tworzyw (materiał ele- mentów współpracuj�cych, substancja smaruj�ca) oraz geometri� elementów. Brak jednolitych kryteriów podziału jest spowodowany niedostateczn� znajomo�ci� istoty fizycznej procesów zu�ycia oraz zło�ono�ci� wpływu czynników warunkuj�cych zu�y- cie na przebieg tego procesu. Istnieje jednak potrzeba i mo�liwo�� dokonania dla celów praktycznych podziałów, opartych o jednolite kryteria i uwzgl�dniaj�cych współczesne zdobycze wiedzy. Wyst�puj�cy w elementach maszyn rodzaj niszczenia jest zale�ny od wielu czynni-ków, które mo�na podzieli� na: - geometryczne (kształt, chropowato��, bł�dy kształtu, itp.); - kinematyczne (rodzaj ruchu, pr�dko��, itp.); - dynamiczne (rodzaj obci��enia, siła obci��aj�ca, nacisk jednostkowy, itp.); - materiałowe (materiał warstwy wierzchniej, jako�� smarowania, itp.); - �rodowiskowe (wilgotno��, powinowactwo chemiczne, itp.); - cieplne (temperatura, odprowadzenie ciepła, itp.). Mo�na wi�c dokona� podziału podanych rodzajów zu�y� (rys.4.5) dla celów czysto technicznych, na zasadnicze odmiany w nast�puj�cy sposób: * zu�ycie �cierne : bez warstwy �ciernej, z warstw� �ciern�, strumieniowo �cierne i w o�rodku sypkim; * zu�ycie adhezyjne : bez gł�bokiego wyrywania i z gł�bokim wyrywanim; * zu�ycie plastyczne : w warstwie wierzchniej i w całej masie; * zu�ycie zm�czeniowe : normalne, pitting, spaling, fretting; * zu�ycie korozyjne : metali i niemetali; * zu�ycie erozyjne : hydroerozja, erozja gazowa, elektroerozja; * zu�ycie kawitacyjne : kawitacja przepływowa, kawitacja falowa; * zu�ycie cieplne : metali, niemetali. Podział ten, cho� bardzo pomocny przy omawianiu istoty fizycznej elementarnych procesów zu�ycia, wymaga dodatkowo uwzgl�dnienia oprócz mechanizmu niszczenia wpły- wu warunków zewn�trznych na przebieg zu�ycia. Szczegółowy opis poszczególnych rodzajów zu�y� jest dost�pnie opisany w wielu opracowaniach [3,4,5,6], tu wi�c przytoczone zostan� tylko podstawowe okre�lenia charak- teryzuj�ce te zu�ycia. Adhezja (przyczepno��) - zjawisko ł�czenia si� powierzchniowych warstw dwóch ró�nych ciał (faz) doprowadzonych do zetkni�cia, wskutek przyci�gania mi�dzycz�steczko- wego. Adsorbcja fizyczna (cz�steczkowa, powierzchniowa, wła�ciwa) - adsorpcja pole- gaj�ca na zag�szczeniu si� substancji na powierzchni adsorbentu pod działaniem sił przyci�- gania mi�dzycz�steczkowego, traktowana jako proces nieodwracalny. Chemisorpcja (dasorpcja chemiczna, adsorpcja aktywowana) - adsorpcja zachodz�- ca wskutek tworzenia si� wi�za� chemicznych, na ogół proces nieodwracalny. Utlenianie - nazwa ogólna procesów chemicznych, przebiegaj�cych z oddaniem elektronów przez atom lub jon, powoduj�cych wzrost warto�ciowo�ci ujemnej pierwiastka. W szczególnym przypadku jest to ł�czenie si� danej substancji z tlenem. Korozja - stopniowe niszczenie tworzyw wskutek chemicznego lub elektrochemicz- nego oddziaływania �rodowiska.

Dyfuzja - zjawisko przenikania cz�steczek jednej substancji w zasi�g (obr�b) drugiej przy bezpo�rednim zetkni�ciu tych substancji. Odkształcenia plastyczne (trwałe) - odkształcenia, które nie zanikaj� po usuni�ciu statycznego układu sił zewn�trznych, który je wywołał. Mikroskrawanie - zjawisko wykrawania w materiale okre�lonej mikroobj�to�ci na skutek skrawaj�cego działania, znajduj�cych si� mi�dzy powierzchniami tarcia lub opływaj�- cych powierzchni� tarcia cz�stek �cierniwa znacznie twardszego od tworzywa elementu, lub te� na skutek skrawaj�cego działania nierówno�ci twardszej powierzchni. Bruzdowanie - zjawisko, które polega na wgł�bianiu elementu jednego z ciał współ- pracuj�cych w �cierany materiał i plastycznym wyci�ni�ciu w nim bruzdy podczas ruchu. Rysowanie - zjawisko tworzenia rys w �cieranym materiale, przez przesuwaj�cy si� element ciała współpracuj�cego (na skutek wykrawania i odsuwania materiału na boki). Odrywanie - zjawisko podwa�ania i oddzielania przez wyst�py jednej powierzchni, wyst�pów drugiej powierzchni. Zrywanie poł�cze� tarciowych - zjawisko rozrywania poł�cze� tarciowych wy- tworzonych w procesie adhezji, zgrzania lub zespawania wierzchołków nierówno�ci dwóch powierzchni. Przemiany strukturalne i fazowe - przej�cie substancji z jednej fazy lub struktu- ry w drug�. Rozwój procesów zu�yciowych w maszynie wywoływanych ró�nymi czynnikami wy-muszaj�cymi przedstawiono na rys. 4.7. CZYNNIKI SPRZYJAJCE
ZU�YCIU Kształt, ruch, materiały, obróbka powierzchniowa, smary, dodatki do smarów, zanieczyszczenia, wyko�czenie powierzchni, obci��enia ło�ysk, szybko�� na powierzchni, temperatura, czas, drgania, wstrz�sy (udary).
OZNAKI ZU�YWANIA POWIERZCHNI Oddziaływanie tribologiczne współpracuj�cych powierzchni
MECHANIZMY POGARSZANIA
STANU POWIERZCHNI Erozja, �cieranie, fretting, korozja w�erowa, zm�czenie, korozja zm�czenowa, utlenianie

WPŁYW NA CAŁO � SYSTEMU TRIBOLOGICZNEGO Praca w warunkach zu�ycia, zu�ycie pocz�tkowe, zu�ycie normalne, zu�ycie wzmo�one, zu�ycie awaryjne, (wykładnicze), zu�ycie katastroficzne, uszkodzenie powierzchni zapocz�tkowanie p�kni�� zm�czeniowych, szybki rozwój p�kni�� Rys. 4.7 Przebieg procesu zu�ywania si� maszyn. MODELOWANIE ZU�Y� Analiza przyczyn uszkodze� oraz bogaty materiał eksperymentalny z tego zakresu s� podstaw� do budowy symulacyjnego modelu uszkodze� obiektów mechanicznych. Technika symulacyjna jest tu szczególnie u�yteczna ze wzgl�du na mo�liwo�ci zmian modelowej stru-ktury obiektu jak i parametrów opisuj�cych proces jego eksploatacji. Modele teoretyczne zakładaj� pełn� znajomo�� przebiegu parametru decyduj�cego o uszkodzeniu i graniczne, dopuszczalne jego warto�ci. W rzeczywisto�ci oszacowanie zmien-no�ci zu�ycia czy starzenia jest trudne i najcz��ciej przybli�a si� przebieg tych parametrów funkcjami liniowymi, pot�gowymi lub losowymi. Dla niektórych elementów jest wr�cz nie-mo�liwa obserwacja tych zjawisk i uszkodzenie elementu objawia si� dopiero po osi�gni�ciu stanu granicznego (awarii). Podczas u�ytkowania wielko�ci opisuj�ce starzenie i zu�ycia rosn� od warto�ci pocz�t-kowej, zadanej projektowo i wykonawczo, a� do warto�ci granicznej, równowa�nej uszko-dzeniu elementu. Zatem, ze wzgl�du na zewn�trzn� posta� mo�liwo�ci oceny stanu mo�na sformułowa� dwa modele uszkodze� elementów (rys. 4.8) : * model zu�y� starzeniowych, gdzie parametr starzeniowy jest monitorowany (organolep- tycznie, aparaturowo) lub diagnozowany okresowo i pełna znajomo�� stanu zapobiega nag- łym uszkodzeniom i zatrzymaniu maszyny; * model zu�y� awaryjnych, gdzie brak mo�liwo�ci obserwacji stanu elementu prowadzi do uszkodze� awaryjnych (bez wcze�niejszch symptomów). Z(t) Z(t) z(gr) z(gr) uszkodzenie t uszkodzenie t Rys. 4.8 Modelowe rodzaje uszkodze�. Elementy starzeniowe modelowane s� z uwzgl�dnieniem zmienno�ci intensywno�ci starzenia i zu�y� oraz mo�liwo�ci� sterowania chwil� naprawy, w zale�no�ci od bie��cej war- to�ci symptomów zu�ycia. Symulacyjne modelowanie elementów awaryjnych polega na generowaniu zmiennych

losowych odpowiadaj�cych czasom poprawnej pracy (przebieg km, liczba zadziała�) oraz zmiennych losowych dotycz�cych napraw (czas naprawy, koszt naprawy, czas oczekiwania na napraw�). Badania symulacyjne wykonuje si� w oparciu o szerokie mo�liwo�ci techniki cyfro-wej, odtwarzaj�c proces eksploatacji maszyny i wykorzystuj�c wyniki w bie��cej eksploatacji jak i na etapie projektowania. 4.5 Przyczyny uszkodze� Uszkodzenie jest jednym z istotnych zdarze� wyst�puj�cych w procesie u�ytkowania maszyn, determinuj�cym niezawodno�� maszyn, efektywno�� ich wykorzystania, proces obsługiwa� technicznych, a tak�e zakres potrzeb diagnostyki technicznej. Najogólniej poj�cie uszkodzenia maszyny zdefiniowa� mo�na jako zdarzenie polega- j�ce na przej�ciu maszyny (zespołu, elementu) ze stanu zdatno�ci do stanu niezdatno�ci. Przez stan zdatno�ci rozumie si� taki stan maszyny, w którym spełnia ona wyznaczo-ne funkcje i zachowuje parametry, okre�lone w dokumentacji technicznej. Natomiast przez stan niezdatno�ci rozumie si� stan maszyny, w którym nie spełnia ona chocia�by jednego z wymaga�, okre�lonych w dokumentacji technicznej. Dla potrzeb analizy przyczyn uszkodze� wyst�puj�cych w maszynach istotna jest kla- syfikacja postaci uszkodze�, zobrazowanych na rys.4.9. Przedstawiona klasyfikacja uwzg-l�dnia jedynie cechy mierzalne charakteryzuj�ce elementy zespołów maszyn. W tej klasyfi-kacji wyodr�bniono trzy grupy: - cechy charakteryzuj�ce makro-geometri� elementu; - cechy charakteryzuj�ce mikro-geometri� elementu; - złom elementu. - zmiana wymiaru, - nierównoległo�ci osi, płaszczyzn, Cechy charakteryzuj�ce - nieprostopadło�ci osi, płaszczyzn, makro-geometri� - owalno��, - wichrowato�� osi, - niewspółosiowo��, - inne, POSTA USZKODZENIA - falisto��, - chropowato��, Cechy charakteryzuj�ce - przyleganie, mikro-geometri� - rysy, wgniecenia, w�ery, - kierunkowo�� nierówno�ci, - kruchy, Złom elementu - plastyczny, - dwustrefowy. Rys. 4.9 Klasyfikacja postaci uszkodze�.

Dla potrzeb tej klasyfikacji nale�y okre�li� przedziały graniczne (stany graniczne), na podstawie których uzna si� dane mikro- oraz makro- odkształcenie elementu za niedopusz- czalne, a tym samym element za uszkodzony. Je�eli chodzi o złom elementu, to samo kryte- rium uszkodzenia jest oczywiste. Nieprzypadkowo w tej klasyfikacji zostały wyodr�bnione uszkodzenia powierzchni, co do których zaostrzenie wymaga� w zakresie jako�ci powierzchni s� coraz cz��ciej postrze- gane jako główne dla rozwoju uszkodze�. Aktualny stan techniczny maszyny w eksploatacji zale�y od losowego oddziaływania eksploatacyjnych czynników wymuszaj�cych, od losowego charakteru własno�ci pocz�tko- wych nadanych maszynie w procesie wytwarzania oraz zaawansowania procesów starzenia fizycznego i zu�y�. Wynika z tego, �e uszkodzenia maszyn w procesie eksploatacji posiadaj� charakter losowy, co zobrazowano na rys. 4.10. Własno�ci pocz�tkowe maszyny podlegaj�ce rozkładowi normalnemu (równomiernemu) [rys.b)] jak i czynniki wymuszaj�ce podlegaj�ce rozkładom przypadkowym [rys. a)] s� dalej transformowane w obecno�ci obci��e� na rozwi-jaj�ce si� uszkodzenia [rys.c)], które mo�na obserwowa� za pomoc� intesywno�ci uszkodze� lub krzywej �ycia maszyny. Na skutek oddziaływania otoczenia oraz realizacji przez obiekt stawianych mu zada� pocz�tkowe własno�ci obiektu mog� ulega� zmianie, co odzwierciedli si� w zmianie warto�- ci pocz�tkowych cech mierzalnych oraz ewentualnie w zmianie stanu cech niemierzalnych. czynniki własno�ci wymuszaj�ce pocz�tkowe uszkodzenia Z (t) W (t) MASZYNA λ (t) A (t) S (t) C [ ij ] a) b) c) f(t) f(t) λ (t) t t t Rys. 4.10 Uwarunkowania losowego charakteru uszkodze�. [ Z(t) - zakłócenia, W(t) - robocze czynniki wymuszaj�ce, A(t) - czynniki antropotechniczne, S(t) - zewn�trzne czynniki wymuszaj�ce, C [ij] - macierz własno�ci pocz�tkowych ]. Uszkodzenie obiektu rozumiane zatem w najbardziej ogólnym sensie polega na tym,�e conaj- mniej jedna z mierzalnych lub niemierzalnych cech obiektu przestaje spełnia� stawiane jej wymagania. Uszkodzenia maszyn w toku eksploatacji mog� zachodzi� w nast�puj�cy sposób: * wskutek powolnych, nieodwracalnych procesów starzeniowych i zu�yciowych zachodz�- cych w maszynie (rys.4.11 a); * w wyniku pojawienia si� procesów odwracalnych o ró�nej intensywno�ci przebiegu, wy- wołanychprzez czasowe przekroczenia dopuszczalnych warto�ci jednego lub wi�cej czyn- ników wymuszaj�cych (rys.4.11 b);

* w sposób skokowy, objawiaj�cy si� nieci�głym przej�ciem jednej lub wi�cej cech poza gra- nice przyj�te za dopuszczalne dla danej maszyny (rys.4.11 c). a) b) c) C C C obszar zdatno�ci obszar zdatno�ci obszar zdatno�ci czas czas czas Rys. 4.11 Mo�liwe sposoby zmiany stanu maszyny. Uwzgl�dniaj�c dotychczasowe rozwa�ania mo�na wskaza� na główne przyczyny powstawania uszkodze�, które klasyfikuje si� nast�puj�co: - konstrukcyjne - uszkodzenia powstałe wskutek bł�dów projektowania i konstruowania obiektu, najcz��ciej przy nie uwzgl�dnieniu obci��e� ekstremalnych, tzn. warto�ci, które w istotny sposób przekraczaj� obci��enia nominalne, prowadz�c wprost do uszkodze�; - produkcyjne (technologiczne) - uszkodzenia powstałe wskutek bł�dów i niedokładno�ci procesów technologicznych (brak tolerancji wymiarów, gładko�ci powierzchni, obróbki ter- micznej, itp.) lub wad materiałów elementów obiektu; - eksploatacyjne - uszkodzenia powstałe w wyniku nie przestrzegania obowi�zuj�cych zasad eksploatacji lub na skutek oddziaływa� czynników zewn�trznych nie przewidzianych dla warunków u�ytkowania danego obiektu, co prowadzi do osłabienia i przedwczesnego zu�y- cia i osi�gni�cia stanu granicznego; - starzeniowe - zawsze towarzysz�ce eksploatacji obiektów i b�d�ce rezultatem nieodwracal- nych zmian, prowadz�cych do pogorszenia wytrzymało�ci i zdolno�ci współdziałania posz- czególnych elementów. W uj�ciu potrzeb diagnostyki na wszystkich etapach istnienia obiektu mamy do czy- nienia z ró�nego rodzaju przypadkowo�ci�, szczególnie za� dotyczy to wytwarzania i eksplo- atacji obiektów. W ramach danej klasy tolerancji wykonawczej istnieje przypadkowy rozrzut wymiarów mi�dzy ró�nymi egzemplarzami tej samej partii wytworu. Podobn� przypadko-wo�� mo�na zaobserwowa� mierz�c własno�ci tych egzemplarzy, takie jak np.: spr��ysto��, plastyczno��, twardo��, zdolno�� tłumienia drga�, itp. W dziedzinie własno�ci mikroskopo- wych w pierwszym rz�dzie nale�y wymieni� ró�nice w składzie fizykochemicznym i mikro-strukturze mi�dzy elementami, a zwłaszcza ich warstwami wierzchnimi, gdy� one to wła�nie s� najbardziej nara�one na działanie kompleksowych obci��e� w pó�niejszym procesie eks- ploatacji. Podczas monta�u współpracuj�cych elementów maszyn w jedn� funkcjonaln� cało��, mimo starannego doboru i kojarzenia par obrotowych, suwliwych oraz poł�cze� stałych o ró�nych sposobach wykonania (spawanie, klejenie, nitowanie, zł�cza �rubowe, itp), na ka�- dym etapie s� nieuniknione przypadkowe odchyłki od wzorca idealnego procesu monta�u. W �wietle powy�szego staje si� jasne, �e analiza partii maszyn tego samego typu wy-ka�e przypadkowo�� ich własno�ci geometryczno-mechanicznych, powoduj�cych rozrzut w charakterze procesów dynamicznych zachodz�cych w tych maszynach. Zmiany te, w poł�-

czeniu ze zmianami wymusze� wej�ciowych maszyny, zarówno zdeterminowanymi (np. zmiana obrotów, obci��enia, itp), jak i niezdeterminowanymi (zakłócenia niesterowalne), ob- jawiaj� si� ostatecznie w rozrzucie własno�ci funkcjonalnych poszczególnych egzemplarzy. Uszkodzenie lub zniszczenie obiektu technicznego nast�puje pod wpływem przeno-szonej przez niego energii. Zale�nie od tego, jaki rodzaj energii dominuje w danych warun- kach, przyczyny uszkodze� elementów mo�na podzieli� na nast�puj�ce grupy: - mechaniczne - napr��enia statyczne, pełzanie, zm�czenie, pitting, zu�ycie cierne; - chemiczne - korozja metali, starzenie gumy, farb, izolacji, butwienie drewna; - elektryczne - elektrokorozja; - cieplne - nadtapianie, intensyfikacja przebiegu zjawisk. Nale�y przy tym mie� na uwadze, �e niszczenie materiału wi��e si� z przechodzeniem energii jednego rodzaju w energi� innego rodzaju. Cz�sto na element jednocze�nie działa energia kilku ró�nych rodzajów. Dotyczy to np. energii mechanicznej i cieplnej, wywołuj�-cej pełzanie lub zm�czenie; mechanicznej i chemicznej, wywołuj�cej zm�czenie korozyjne lub zu�ycie korozyjne; elektrycznej i chemicznej, wywołuj�cej korozj� elektrochemiczn�. 4.6 Klasyfikacja uszkodze� Uszkodzenia obiektów zachodz� w wyniku oddziaływania eksploatacyjnych (robo- czych i zewn�trznych) czynników wymuszaj�cych, oraz w wyniku ró�nych bł�dów, które mog� wyst�pi� w procesie projektowania, konstruowania, wytwarzania, w transporcie, prze-chowywania, itd. Z powodu wyst�powania ró�norodnych przyczyn uszkodze� obiektów, in-tensywno�� wyst�powania tych uszkodze� w toku eksploatacji jest ró�na. Typow� posta� przebiegu zmian intensywno�ci uszkodze� obiektów w czasie eksploatacji przedstawiono na pogl�dowo na rys. 4.12. λ I okres II okres III okres konieczna naprawa, likwidacja uszkodzenia losowe okres starzenia okres normalnej eksploatacji okres zu�y� przy�pieszonych wst�pnego t1 t2 czas Rys. 4.12 Przebieg intensywno�ci uszkodze� (λ) maszyny podczas eksploatacji. Z wykresu przebiegu intensywno�ci uszkodze� wynika, �e jest ona ró�na dla kolej- nych etapów eksploatacji obiektów. W okresie I (starzenia wst�pnego) wyst�puje znaczna intensywno�� uszkodze�, powo-dowana ukrytymi wadami materiałowymi, bł�dami wytwarzania, szczególnie monta�u oraz

bl�dami w czasie transportu i podczas przechowywania. Du�y wpływ na zmniejszenie inten-sywno�ci uszkodze� w tym okresie ma kontrola jako�ci, tak wst�pna, mi�dzyoperacyjna jak i ostateczna, a tak�e odbiór techniczny i przegl�d „zerowy” dokonywany cz�sto w imieniu pro- ducenta przez zaplecze techniczne. Okres II (normalnej eksploatacji) charakteryzuje si� obni�onym i w przybli�eniu usta- bilizowanym poziomem intensywno�ci uszkodze�. W tym najdłu�szym okresie eksploatacji uszkodzenia maj� charakter nagły i zachodz� losowo. W okresie III (katastroficzne narastanie uszkodze�) stopniowo narasta intensywno�� uszkodze�, spowodowane sumowaniem si� ró�nych przyczyn uszkodze� oraz gwałtownym zu�yciem elementów maszyny. Podziału uszkodze� dokona� mo�na przyjmuj�c ró�ne kryteria klasyfikacyjne, jak np.: - czas trwania; - sposób ujawniania si�; - wzajemne powi�zania; - przyczyny pojawiania si�; - charakter pojawiania si�. Najbardziej ogólny podział, z punktu widzenia mo�liwo�ci dalszego wykorzystania obiektu, obejmuje: - uszkodzenia cz��ciowe, gdy obiekt przestaje wykonywa� jedn� lub kilka ze zbioru realizo- wanych funkcji, wykonuj�c jednak nadal normalnie pozostałe; - uszkodzenia zupełne, gdy obiekt przestaje wykonywa� wszystkie swoje funkcje. Ze wzgl�du na losowe zmiany stanów fizycznych zachodz�cych w obiekcie, uszko- dzenia mo�na klasyfikowa� (rys. 4.13) : * według poziomu oddziaływania czynników eksploatacyjnych i zu�yciowych na: - uszkodzenia przy dopuszczalnym poziomie czynników, uszkodzenia wyst�puj�ce w trakcie dopuszczalnego przebiegu zmian poziomów oddziaływania czynników; USZKODZENIA poziom czynników zakres zmian pr�dko�� zmian zbie�no�� dopuszczalny poziom nieodwracalne skokowe przypadkowe przekroczony poziom odwracalne stopniowe systematyczne odnawialne Rys. 4.13 Klasyfikacja uszkodze� w aspekcie losowych oddziaływa� procesów fizycznych. - uszkodzenia przy niedopuszczalnym poziomie czynników, uszkodzenia wyst�pu-j�ce na skutek przekroczenia dopuszczalnego poziomu oddziaływania czynników;

* według zakresu zmian na: - uszkodzenia nieodwracalne, uszkodzenia elementu wykluczaj�ce jakiekolwiek jego celowe zastosowanie; - uszkodzenia odwracalne, uszkodzenia elementu pozwalaj�ce na jego dalsze celowe zastosowanie; * według pr�dko�ci przebiegu zmian na: - uszkodzenia skokowe, uszkodzenia elementu nast�puj�ce przy tak nagłej zmianie warto�ci przyjmowanej przez wielko�ci fizyczne (zanikanie własno�ci), �e nie da si� dokład- nie przewidzie� chwili uszkodzenia; - uszkodzenia stopniowe, uszkodzenia elementu nast�puj�ce przy tak powolnej zmia- nie wielko�ci fizycznych, �e istnieje mo�liwo�� przewidywania chwili uszkodzenia na okre�- lonym poziomie ufno�ci. Ze wzgl�du na współzale�no�� elementów konstrukcyjnych maszyny uszkodzenia dziel� si� nast�puj�co: - niezale�ne (pierwotne) - powstałe na skutek dowolnej przyczyny, z wyj�tkiem jednak usz- kodzenia innego elementu. Uszkodzenia pierwotne cz��ci s� niezale�ne od miejsca zajmowa- nego w strukturze funkcjonalnej obiektu i jest rozumiane jako zdarzenie wywołane procesami fizyko- chemicznymi (starzeniowymi i zu�yciowymi) zachodz�cymi w danym elemencie lub parze kinematycznej; - zale�ne (wtórne) - powstałe na wskutek zaistnienia uszkodzenia innego elementu. Powstaj� one jako skutek uszkodzenia pierwotnego. Awaria - jest szerszym poj�ciem ni� uszkodzenie i dotyczy uszkodzenia maszyny lub urz�dzenia ograniczaj�cego lub uniemo�liwiaj�cego dalsze jego działanie. Awaria jest stanem bardzo niepo��danym, gdy� nawet niewielkie uszkodzenie inicju-j�ce mo�e rozwin�� si� w ci�g uszkodze� elementów, zespołów lub nawet całego kompleksu maszyn doprowadzaj�c do katastrofy o du�ym zasi�gu zniszcze� z ofiarami w ludziach wł�-cznie. W innych przypadkach niewielka nawet awaria mo�e prowadzi� do wstrzymania prze-biegu rozbudowanego procesu (np. chemicznego) lub linii produkcyjnej. Z powy�szych po-wodów unikanie awarii jest bardzo wa�ne, a �rodki zapobiegawcze o wiele mniej kosztowne ni� usuwanie awarii. Wczesne wykrywanie zagro�enia awaryjnego jest jednym z podstawowych zada� diagnostyki technicznej, dokonywane jest to na drodze oceny ci�głej (monitorowania) lub chwilowej stanu technicznego maszyny i prognozowania jej stanów przyszłych np. poprzez analiz� trendów zmienno�ci sygnałów diagnostycznych. Odmienn� grup� stanowi� uszkodzenia powstałe na skutek rozregulowania. Uszko- dzenia takie zazwyczaj daj� si� usun�� przy pomocy elementów regulacyjnych, znajduj�cych si� w obiekcie. Logiczny opis struktury i ustalenie zwi�zków przyczynowo-skutkowych zachodz�-cych mi�dzy elementami obiektu lub mi�dzy elementami a czynnikami wymuszaj�cymi (co jest zadaniem diagnostyki) pozwala na klasyfikacj� rodzajów zdarze� uszkodze� -rys. 4.14 - w wyniku zaistnienia których obiekt mo�e znale�� si� w stanie niezdatno�ci. Wył�czaj�cymi si� (niewył�czaj�cymi si�) uszkodzeniami nazywa si� takie uszko- dzenia ró�nych elementów lub tego samego elementu, �e zaistnienie jednego z uszkodze� wyklucza (nie wyklucza) zaistnienia innych uszkodze�.

USZKODZENIA wył�czaj�ce si� niezale�ne bezwarunkowe nie wył�czaj�ce si� zale�ne warunkowe Rys. 4.14 Rodzaje uszkodze� w aspekcie zwi�zków przyczynowo-skutkowych. Niezale�nymi (zale�nymi) uszkodzeniami maszyny nazywa si� takie uszkodzenia, �e jedno uszkodzenie wpływa (nie wpływa) na powstawanie innych uszkodze�. Uszkodzeniami bezwarunkowymi (warunkowymi) nazywa si� takie uszkodzenia, �e jedno z nich nie poci�ga (poci�ga) za sob� pojawienie si� innych uszkodze�. W procesie eksploatacji, wspomaganym metodami diagnostyki technicznej, bior�c pod uwag� charakter zmian warto�ci wymusze� (obci��e�) działaj�cych na obiekt wyró�nia si�: - uszkodzenia przypadkowe (nagłe) , które powstaj� w wyniku działania bod�ców skoko- wych powoduj�cych przekroczenie ustalonych warto�ci dopuszczalnych parametrów popraw- nej pracy; uszkodze� nagłych nie mo�na przewidzie� na podstawie wyników wykonywanych obsługiwa� technicznych, w tym i diagnostyki; - uszkodzenia zu�yciowe (naturalne) b�d�ce wynikiem nieodwracalnych zmian wła�ciwo�ci pocz�tkowych obiektu, zachodz�cych podczas eksploatacji, na skutek procesów starzenia i zu�ywania si�; uszkodzenia zu�yciowe powstaj� od bod�ców, które kumuluj� si� w czasie je- go u�ytkowania i mo�na je przewidywa� maj�c wyniki pomiarów diagnostycznych. Podział uszkodze� na naturalne i nagłe jest wzgl�dny, poniewa� ka�de uszkodzenie powstaje wskutek nagromadzenia si� nieodwracalnych zmian w elementach i jedynie niedos- konało�ci metod pomiarowych nale�y przypisa�, �e dla dzisiejszych uszkodze� nagłych nie mo�na dokona� pomiarów zachodz�cych zmian. Ostatnio wi�c coraz wi�cej uwagi po�wi�ca si� wyja�nieniu procesów powstawania uszkodze� jako czasowego procesu kinetycznego, którego szybko�� i mechanizm s� okre�lone struktur� i własno�ciami materiału, napr��eniami spowodowanymi przez obci��enia oraz temperatur�. W zwi�zku z tym jest analizowana kla-syfikacja uszkodze� z punktu widzenia procesów fizyko-chemicznych, bezpo�rednio lub po�-rednio wpływaj�cych na powstanie uszkodzenia. Taka klasyfikacja procesów mo�e by� doko-nywana według nast�puj�cych kryteriów: - rodzaju (klasy) materiału; - miejsca przebiegu procesów; - rodzaju energii okre�laj�cej charakter procesu; - rodzaju oddziaływa� czynników; - charakteru (mechanizmów wewn�trznych) zachodz�cych procesów. Dla obiektów zmieniaj�cych stan w sposób nagły głównym celem diagnostyki jest wyznaczanie intensywno�ci uszkodze�, natomiast dla obiektów zu�ywaj�cych si� w sposób ci�gły celem diagnostyki jest okre�lenie dynamiki zmian klas zdatno�ci.

4.7 Miary uszkodze� Analiza przyczyn uszkodze� obiektu wi��e si� bezpo�rednio z ustaleniem mechaniz- mu zmian stanu obiektu, charakteryzowanego w dowolnej chwili za pomoc� zbioru cech zwa- nych własno�ciami obiektu. Własno�ci obiektu nale�y zatem rozumie� jako zespół mierzalnych i niemierzalnych cech obiektu wynikaj�cych z rozwi�za� konstrukcyjnych, zaprojektowanych kształtów geometrycznych, przyj�tej technologii wytwarzania oraz własno�ci mechanicznych i fizyko-chemicznych tworzyw konstrukcyjnych. Zbiór cech mierzalnych charakteryzuje si� tym, �e dla ka�dej z nich okre�lono dopu- szczalne granice zmienno�ci (max., min.) takie, i� ka�da warto�� cechy z tego przedziału od- powiada poprawnemu działaniu obiektu (stanowi zdatno�ci). Natomiast dla cech niemierzalnych mo�na bezpo�rednio lub po�rednio ustali� kryte- ria pozwalaj�ce jednoznacznie stwierdzi�, czy dana cecha niemierzalna spełnia w przedziale czasowym wymagania poprawnego działania obiektu (1), czy te� ich nie spełnia (0). Zatem uszkodzeniem obiektu nazywa si� zdarzenie polegaj�ce na tym, �e co najm-niej jedna z mierzalnych lub niemierzalnych cech obiektu przestaje spełnia� wymagania doty-cz�ce jego poprawnego działania. W odniesieniu do cech mierzalnych za uszkodzenie uwa-�a� zatem nale�y ka�de przekroczenie jednej z warto�ci granicznych przedziału (max.-min.) przez któr�kolwiek z cech, natomiast w odniesieniu do cech niemierzalnych-przej�cie której-kolwiek cechy ze stanu (1) do stanu (0). Dla maszyn i ich elementów, które podlegaj� na wiele sposobów starzeniu i zu�yciom miary uszkodze� s� okre�lane doln� i górn� granic� dopuszczalnych warto�ci mierzonych cech stanu w okre�lonych jednostkach. Przedziały dopuszczalnych warto�ci s� okre�lane od-powiednimi normami technologicznymi, przestrzeganymi przez konstruktora i wytwórc�, po-danymi w dokumentacji techniczno-ruchowej jako zalecenia dla eksploatatorów. W cz�stych przypadkach braku takich zakresów zmienno�ci cech stanu maszyny (elementu) zdatnej nale�y w praktyce eksploatacyjnej stworzy� dla posiadanego parku maszynowego własny bank informacji o miarach nadzorowanych uszkodze�. W uj�ciu systemowym wska�niki i miary uszkodze� umo�liwiaj� ilo�ciow� ocen� niezawodno�ci maszyn lub ich elementów oraz stawianie konkretnych wymaga� obiektom nowo konstruowanym. Dzi�ki tym wska�nikom jest mo�liwa ocena i porównywanie obiektów ze wzgl�du na ich niezawodno�� oraz uwzgl�dnienie wpływu tej niezawodno�ci na efektywno�� wykonywania zada�. Ponadto wska�niki niezawodno�ci stanowi� podstaw� dla prawidłowej organizacji procesów obsługiwa� technicznych i racjonalnej gospodarki cz��ciami zamiennymi. W zwi�zku z przypadkowym charakterem wyst�powania uszkodze� w maszynach, wska�niki niezawodno�ci s� wielko�ciami losowymi. Okre�la si� je za pomoc� metod statys- tyki matematycznej oraz teorii prawdopodobie�stwa. Obiekty mechaniczne mo�na podzieli� na: naprawialne i nienaprawialne, co jednoz- nacznie wi��e si� z zadaniami jakie musi obiekt wykona�, zgodnie z zało�eniami konstruk-cyjnymi. A. Dla nienaprawialnych obiektów, dla których umownie zachodz� nieodwracalne zmiany a okres do do uszkodzenia traktowany jest jako zmienna losowa, zadania stawiane przed obiektem s� okre�lane nast�puj�co: - zachowanie wymaganych warto�ci wielko�ci fizycznych opisuj�cych stan obiektu do pierw- szego uszkodzenia; - zachowanie wymaganych wy�ej warto�ci do pierwszego uszkodzenia lub do osi�gni�cia stanu granicznego;

- zachowanie wymaganych wy�ej warto�ci do pierwszego uszkodzenia lub do zako�czenia wyznaczonej z góry ilo�ci pracy do wykonania. Statystyczna interpretacja wybranych wska�ników i miar niezawodno�ci dla obiektów nienaprawialnych jest nast�puj�ca: * prawdopodobie�stwo poprawnego działania r(t) jest równowa�ne stosunkowi ilo�ci nie- uszkodzonych do chwili t obiektów do ogólnej liczby obiektów na pocz�tku rejestracji da- nych:
( ) ( ) ( )r t
I t
k
I t
k= − =
−
gdzie: I(t) - liczba obiektów, które uległy uszkodzeniu do chwili t ; I(0)=k - liczba obiektów zdatnych do pracy w chwili pocz�tkowej t=0; I(t) - liczba obiektów nieuszkodzonych w przedziale[0,t). * prawdopodobie�stwo uszkodzenia q(t) jest równowa�ne stosunkowi liczby obiektów usz-kodzonych do chwili t do ogólnej liczby obiektów w rozpatrywanej zbiorowo�ci:
( ) ( ) ( )q t
I t
k
I t
k= = −
−
1
* g�sto�� prawdopodobie�stwa uszkodze� f (t) stanowi stosunek liczby uszkodzonych w przedziale czasu ∆ t obiektów do ogólnej liczby obiektów wykorzystywanych w tym czasie:
( ) ( ) ( )f t
I t t I t
k t=
+ −∆∆
* intensywno�� uszkodze� ( )λ ⋅ t to stosunek liczby obiektów uszkodzonych w czasie ∆ t do liczby obiektów nieuszkodzonych do chwili t :
( ) ( ) ( )λ ⋅ =+ −
⋅t
I t t I t
k t
∆∆
* ilo�� wykonanej pracy do pierwszego uszkodzenia µ T stanowi �redni� arytmetyczn� z sumy przedziałów czasowych do uszkodzenia poszczególnych obiektów przez liczb� ogóln� rozpatrywanych obiektów:
µ T ii
i k
kt=
=
=
�1
1
* zasób ilo�ci pracy do wykonania ( )I t p okre�lany jako iloczyn prawdopodobie�stwa
poprawnego działania przez liczb� obiektów zdatnych, które nie powinny ulec uszkodzeniu: ( ) ( )I t r t kp p= B. Dla obiektów naprawialnych, gdzie obserwacje dotycz� długiego okresu u�yt-kowania, a losowo zmienne s� okresy pomi�dzy kolejnymi uszkodzeniami poszczególnych obiektów, zadania im stawiane s� nast�puj�ce: - zachowanie wymaganych warto�ci wielko�ci fizycznych opisuj�cych stan obiektu w okre- si� do pierwszego uszkodzenia; - zachowanie wymienionych wy�ej warto�ci do pierwszego uszkodzenia lub do osi�gni�cia stanu granicznego; - zachowanie wymienionych wy�ej warto�ci do pierwszego uszkodzenia lub zako�czenia wy- konywanej pracy; - zachowanie wymienionych wy�ej warto�ci do stanu granicznego; - zachowanie wymienionych wy�ej warto�ci do stanu granicznego w trakcie przechowywania lub do uszkodzenia w trakcie wykonywanej pracy.

Statystyczna interpretacja wybranych wska�ników i miar niezawodno�ci dla obiektów naprawialnych jest nast�puj�ca: * prawdopodobie�stwo poprawnego działania � ( )r tj obiektu w przedziale czasowym T j
' ,
poczynaj�c od chwili zako�czenia (j - 1)-szej odnowy jest równowa�ne stosunkowi ilo�ci obiektów, dla których losowy przedział czasowy poprawnego działania przebiegaj�cy od chwili zako�czenia (j - 1)-szej odnowy do j - tego uszkodzenia jest wi�kszy od wymaganej warto�ci, do ogólnej ilo�ci rozpatrywanych obiektów:
� ( )( )
( )
( )
( )r t
I t
I
I t
Ijj
j
j
j
= −′
=′
10 0
* prawdopodobie�stwo uszkodzenia obiektu � ( )q tj w przedziale czasowym ′T tj ( ) jest rów-
nowa�ne stosunkowi ilo�ci obiektów, których losowy przedział czasowy poprawnego działa-nia do chwili zako�czenia (j - 1)-szej odnowy j - tego uszkodzenia jest mniejszy od wymaga- nej warto�ci, do ogólnej ilo�ci rozpatrywanych obiektów:
� ( )( )
( )
( )
( )q t
I t
I
I t
Ijj
j
j
j
=′
= −′
01
0
* g�sto�� prawdopodobie�stwa uszkodzenia � ( )f tj w przedziale czasowym ′Tj jest równo-
wa�na stosunkowi liczby obiektów, których losowy przedział czasowy poprawnego działania do chwili zako�czenia (j - 1)-szej odnowy do j - tego uszkodzenia jest mniejszy od wymaga- nej warto�ci, do ogólnej liczby rozpatrywanych obiektów w elementarnym odcinku czasu:
� ( )( ) ( )
( )f t
I t t I t
I tjj j
j
=′ + ′ − ′
′∆
∆0
* współczynnik gotowo�ci � ( )k tg jest równowa�ny stosunkowi liczby obiektów znajduj�cych
si� w chwili t w stanie zdatno�ci do ogólnej liczby rozpatrywanych obiektów:
� ( )( )( )
( )( )
k tI tI
IIg
t t= − =10
00
* współczynnik przestoju � ( )k tp wyra�a stosunek liczby obiektów znajduj�cych si� w stanie
niezdatno�ci w chwili t do ogólnej liczby rozpatrywanych obiektów:
� ( )( )( )
( )( )
k tI tI
I tIp
t t= = −0
10
gdzie: I tj ( ) - liczba obiektów, które uległy uszkodzeniu do chwili t , licz�c od zako�czenia
(j - 1)-szej odnowy do chwili j - tego uszkodzenia; I j ( )0 - liczba obiektów zdatnych w chwili pocz�tkowej rozpatrywanego okresu eksploatacji;
I tj ( ) - liczba obiektów zdatnych w chwili t , licz�c od od chwili zako�czenia (j - 1)-szej od-
nowy do chwili j - tego uszkodzenia; I tt ( ) - liczba obiektów zdatnych w chwili t ; I ( )0 - ogólna liczba rozpatrywanych obiektów.

4.8 Przeciwdziałanie uszkodzeniom Zmniejszanie destrukcyjnego wpływu starzenia fizycznego i zu�y� obiektów mecha-nicznych jest konieczne we wszystkich fazach istnienia obiektów. Wymierne efekty zmniej-szania liczby uszkodze� obiektów technicznych mo�na kształtowa�: * w dziedzinie konstrukcji - przez nale�yty dobór materiałów i ich kształtów do ob-ci��e�, kształtowanie nacisków jednostkowych, dobór materiałów i tworzyw na pary tr�ce, wyeliminowanie tarcia suchego, szerokie stosowanie odpowiednich uszczelnie�, zapewnie-nie odpowiedniej temperatury; * w dziedzinie technologii - przez wybór optymalnego rodzaju obróbki, kształtowanie optymalnej warstwy wierzchniej, wybór wła�ciwej obróbki cieplnej i cieplno-chemicznej, prawidłowy monta� i regulacje; * w dziedzinie eksploatacji - poprzez przestrzeganie cz�stotliwo�ci i zakresu czyn- no�ci obsługowych (smarowanie, regulacje, ochrona przed korozj�), unikanie przeci��e� i gwałtownych zmian pr�dko�ci, monitorowanie stanu. Ogólnie wi�c metodyka przeciwdziałania uszkodzeniom maszyn pozwala wyró�ni� dwie grupy metod post�powania: - metody przedeksploatacyjne, stosowane w fazie opracowywania (warto�ciowania), kons-truowania i produkcji maszyn, z wyra�nym zaznaczeniem, �e s� one najbardziej efektywne z punktu widzenia ekonomicznego; - metody eksploatacyjne, stosowane podczas eksploatacji nawet wówczas, gdy takich metod nie przewidziano w procesie opracowywania. Klasyfikacja przedeksploatacyjnych metod zapobiegania uszkodzeniom została przed- stawiona na rys. 4.15, a wynika ona z osi�gni�� dynamiki maszyn, zm�czenia i wytrzymało�- ci materiałów, bezpiecze�stwa konstrukcji, starzenia i zu�y� elementów, in�ynierii materiało- wej i diagnostyki technicznej. Na etapie konstruowania okre�lane s� cechy elementów maszyn poprzez ustalenie ich kształtów i wymiarów materiałów, z których b�d� wykonane, tolerancji, gładko�ci po-wierzchni i sposobu dokładno�ci ich wzajemnego poł�czenia. W dokumentacji konstrukcyjnej podaje si� równie� wymagania dotycz�ce trwało�ci materiału, rodzaju struktury geome-trycznej powierzchni, a tak�e niekiedy sposób obróbki elementu. PRZEDEKSPLOATACYJNE SPOSOBY PRZECIWDZIAłANIA USZKODZENIOM optymalizacja dynamiczna automatyzacja kontroli stanu maszyny metody konstrukcyjne automatyzacja rozruchu podwy�szenie podatno�ci metody technologiczne eksploatacyjnej stosowany nadmiar: pełna informacja w DTR - strukturalny, - parametryczny, - funkcjonalny, - informacyjny Rys. 4.15 Przedeksploatacyjne mo�liwo�ci kształtowania jako�ci maszyn.

Wzrastaj�ce wymagania dotycz�ce charakterystyk technicznych maszyn sprawiaj�, �e musi wzrasta� odporno�� elementów na niszcz�ce działanie czynników fizycznych i chemicz-nych oraz zu�y� z tytułu obci��e� wyst�puj�cych w czasie pracy. Osi�ga si� to przez zastoso-wanie lepszych materiałów lub przez zwi�kszenie odporno�ci tylko zewn�trznej warstwy ma-teriału (warstwy wierzchniej). Materiały o du�ej wytrzymało�ci, małym przewodnictwie cieplnym, du�ej zdolno�ci do umocnienia podczas obróbki plastycznej s� materiałami trudno obrabialnymi. Zdarza si� za-tem, �e konstruktor, by spełni� zasady technologiczno�ci konstrukcji, musi zastosowa� mate-riały o gorszych własno�ciach eksploatacyjnych, lecz o zadowalaj�cej obrabialno�ci. Przy projektowaniu maszyn nale�y pami�ta� o tym, a�eby zmniejszy� do minimum niebezpiecze�stwo wywołania uszkodze� przez obsług�. Upraszczanie, typizacja i normaliza-cja cz��ci i układów mechanicznych prowadzi nie tylko do uzyskania wła�ciwej niezawod-no�ci, ale tak�e obni�a koszty i upraszcza konstrukcj�. Własno�ci u�ytkowe maszyn nadawane s� na etapie wytwarzania i dotycz� najcz��ciej kształtowania wła�ciwo�ci warstwy wierzchniej. Algorytm kształtowania poszczególnych własno�ci powierzchni elementu maszyny jest nast�puj�cy: 1) dobór rodzajów i warto�ci liczbowych własno�ci u�ytkowych dla znanych parametrów fi-zycznych, chemicznych i przewidywanych obci��e�; 2) dobór warto�ci liczbowych poszczególnych cech warstwy wierzchniej dla zało�onych wła-sno�ci u�ytkowych; 3) dobór takich sposobów obróbki zapewniaj�cych uzyskanie zakładanych cech warstwy wie-rzchniej oraz dobór parametrów przewidywanych zabiegów obróbczych; 4) wybór sposobu obróbki, zapewniaj�cego najni�sze koszty wytwarzania oraz mo�liwego do zrealizowania w zakładzie przemysłowym przewidzianym do wytwarzania elementów; 5) badania jako�ciowe zespołu wytwarzanego według przyj�tej technologii; 6) korygowanie warto�ci liczbowych własno�ci u�ytkowych (rezultat bada�) i projektowanie procesu technologicznego według punktów 2-5. Punkt 1 tak sformalizowanego algorytmu powinien wykona� konstruktor, punkt 2 - konstruktor lub technolog, punkt 3 i 4 - technolog, punkt 5 - konstruktor i technolog przy współpracy u�ytkowników. Projektuj�c proces technologiczny obróbki nale�y pami�ta� równie� o konieczno�ci zapobiegania ubocznym skutkom nadawania własno�ci głównych, wymagaj�cych cz�sto do-datkowych operacji. Producent wytwarzaj�cy elementy maszyny i nadaj�cy maszynie jako cało�ci okre�lo-ne cechy u�ytkowe nie mo�e dokładnie przewidzie� wszystkich warunków u�ytkowania ma-szyny. Nadaje jej zatem tylko okre�lon� jako�� technologiczn� okre�laj�c� potencjaln� przy-datno�� u�ytkow�. Do eksploatacyjnych metod przeciwdziałania uszkodzeniom (rys.4.16) mo�na zaliczy�: - racjonaln� eksploatacj� maszyn w zadanych warunkach i okre�lonym przeznaczeniu; - badanie stanu i monitorowanie rozwijaj�cych si� uszkodze� przy pomocy diagnostyki tech- nicznej; - przestrzeganie wymaga� okre�lonych w dokumentacji techniczno - ruchowej w zakresie cz�stotliwo�ci i czynno�ci obsługiwa� technicznych; - badania statystyczne uszkodze� w eksploatacji dla potrzeb modernizacji (zmiany konstruk- cji) maszyn, racjonalizacji gospodarki cz��ciami zamiennymi itp. W przedstawionych przedsi�wzi�ciach wiedza merytoryczna,sumienno�� i staranno��, umiej�tno�ci i do�wiadczenie, a tak�e wła�ciwa organizacja prac odgrywaj� decyduj�c� rol� dla zachowania du�ej niezawodno�ci maszyn w eksploatacji.

Pogarszaj�ce si� własno�ci maszyny w czasie eksploatacji powodowane s� w wyniku: - przekroczenia przez czynniki wymuszaj�ce warto�ci, na które obiekt był projektowany; - niedotrzymania wymaganych warto�ci własno�ci pocz�tkowych obiektu; - przekroczenia stanów granicznych cech, na skutek procesów starzeniowych i zu�yciowych. Niewła�ciwa eksploatacja powoduje intensywne oddziaływanie procesów zu�ycio-wych, prowadz�cych do przedwczesnych uszkodze�. EKSPLOATACYJNE SPOSOBY PRZECIWDZIAłANIA USZKODZENIOM stabilizacja warunków u�ytkowania optymalizacja obci��e� warunki eksploatacji stabilizacja cieplna monitorowanie i badania stanu diagnostyka techniczna prognozowanie uszkodze� regeneracja stosowany nadmiar wykorzystanie nadmiaru eksploatacyjnego modernizacja eksploatacji Rys. 4.16 Eksploatacyjne mo�liwo�ci kształtowania uszkodze�. 4.9 Zu�yciowe procesy dynamiczne Przebieg procesówzu�yciowych zachodz�cych w maszynie jest uzale�niony od: - losowo zmiennych własno�ci pocz�tkowych maszyny; - losowo zmiennych w czasie warto�ci czynników wymuszaj�cych (roboczych i zewn�trz- nych) działaj�cych na maszyn�. Szczególnie istotne znaczenie dla maszyn ma rozpatrywany ł�cznie zbiór czynników zewn�trznych i wewn�trznych, zwi�zanych z funkcjonowaniem maszyny. Praca maszyny zwi�zana jest z przetwarzaniem energii w prac� mechaniczn� i zwi�-zana jest z siłami, którymi oddziaływuj� na siebie jej elementy. W trakcie działania maszyny w parach kinematycznych wyst�puj� reakcje od przyło�onych sił, wynikaj�ce z nało�onych geometrycznych i kinematycznych wi�zów.W elementach ogniw i par kinematycznych pows-taj� zmienne napr��enia mechaniczne. Siły w ogniwach par kinematycznych przekazywane s�: - bezpo�rednio, przez styk powierzchniowy (pary ni�sze), liniowy lub punktowy (pary wy�sze); - po�rednio, za pomoc� lotnych i ciekłych składników (systemy pneumatyczne, hydrauliczne lub warstwa smaru); - bezstykowo, siły magnetyczne.

Mamy tu wi�c do czynienia z okresem lub cyklem oddziaływania czynników, stano- wi�cym ci�g zmian poziomów,rodzajów i ilo�ci czynników w rozpatrywanym odcinku czasu. Funkcjonowanie maszyny jest charakteryzowane nast�puj�cymi cyklami: - cykl kinematyczny, w trakcie którego wiod�ce ogniwo ła�cucha kinematycznego powraca do poło�enia wyj�ciowego; - cykl technologiczny, w trakcie którego robocze ogniwo (organ roboczy) kolejno poł�czy si� i rozł�czy z obiektem oddziaływania (obrabianym tworzywem, ładunkiem); - cykl roboczy, w trakcie którego uwzgl�dnia si� ponadto okres przestoju maszyny, zwi�zany z odł�czeniem jej od obiektu oddziaływania (zaczepienie i odczepienie narz�dzi, zdj�cie i za- ło�enie obrabianego przedmiotu). W poszczególnych przedziałach czasowych cyklu mamy do czynienia z ró�nymi, uwarunkowanymi funkcjonowaniem maszyny, czynnikami wymuszaj�cymi lub z tymi samy- mi czynnikami o ró�nym stopniu oddziaływania. Specyfikacj� czynników wpływaj�cych na zmian� zachowania si� systemu mechani-cznego (maszyny) nazywa si� charakterystyk� eksploatacyjn�, przy czym szczególne znacze- nie posiadaj� czynniki ogólnie okre�lane jako obci��enia (siły nap�dzaj�ce, reakcje). Umowne klasy obci��e� przedstawiono na rys. 4.17, przy czym kompleks czynników wymuszaj�cych uwarunkowanych funkcjonowaniem systemu mechanicznego jest kombina- cj� czynników wewn�trznych i zewn�trznych, utrudniaj�cych uproszczone podziały i kompli- kuj�c modelowanie logiczno - matematyczne. obci��enia systemów mechanicznych długotrwałe ci�głe stałe statyczne skupione krótkotrwałe okresowe ustabilizowane dynamiczne rozło�one chwilowe cykliczne monotoniczne skokowe Rys. 4.17 Podział obci��e� systemów mechanicznych. Ze wzgl�du na to, �e czynniki wymuszaj�ce działaj�ce na obiekt maj� charakter loso-wy i własno�ci pocz�tkowe obiektu s� zmiennymi losowymi, analiza fizyki uszkodze� i wyznaczenie prawdopodobie�stwa wyst�pienia uszkodzenia nale�� do bardzo zło�onych za-gadnie�.

4.10 Podsumowanie Poznanie zjawisk fizycznych zachodz�cych w czasie funkcjonowania maszyny umo�-liwia okre�lenie zwi�zków jako�ciowych mi�dzy zachodz�cymi procesami destrukcyjnymi a stanem maszyny. W tym rozdziale pokrótce omówiono główne procesy starzeniowe i zu�y-ciowe zachodz�ce podczas pracy obiektów, przytaczaj�c cały szereg uwarunkowa� jako�cio-wych towarzysz�cych tym procesom. Zwrócenie uwagi na przedeksploatacyjne i eksploatacyjne metody kształtowania ja-ko�ci maszyn w uj�ciu konstrukcyjnym, technologicznym i eksploatacyjnym pozwala na uwypuklenie potrzeby znajomo�ci problematyki fizycznych procesów zu�yciowych w aspek-cie jako�ci maszyn. Tre�ci tego rozdziału s� kolejnym krokiem w stron� uzasadnienia problematyki diag-nostyki w �yciu maszyny, szczególnie w zakresie oceny i kształtowania zmieniaj�cego si� stanu maszyny. Du�y rozrzut własno�ci pocz�tkowych maszyny jak i nieoznaczono�� i ci�gło�� proce-sów starzenia i zu�y� wyra�nie zakre�laj� cele i zadania diagnostyki maszyn, która musi wy-pracowa� sobie specyficzny zbiór metod i �rodków diagnozowania. Literatura 1. CEMPEL C.: Modele diagnostyki wibroakustycznej. Diagnostyka Maszyn Roboczych i Pojazdów. BYDGOSZCZ-BORÓWNO. 1994.(s.25-45). 2. �WIK Z.: Projektowanie systemów diagnostyki obiektów diagnostyki. Mat.Konf. Diagnostyka Maszyn Roboczych i Pojazdów. BYDGOSZCZ-BORÓWNO. 1994. 3. GÓRECKA R., POLASKI Z.: Metrologia warstwy wierzchniej. WNT.Warszawa. 1983. 4. HANDZEL Z., ZIEMBA S.: Fizyczne aspekty trwało�ci i niezawodno�ci obiektów tech- nicznych. IPPT. PAN. Warszawa.1976. 5. JAZDON A., WOROPAY M.: Podstawy eksploatacji maszyn i urz�dze� technicznych. Skrypt ATR. Bydgoszcz. 1984. 6. ŁUCZAK A., MAZUR T.: Fizyczne starzenie elementów maszyn. WNT. Wawa.1981. 7. PAWŁOWSKI Z.: Charakteryzowanie stanu materiału metodami nieniszcz�cymi. Ustronie Morskie. 1988. 8. SMALKO Z.: Podstawy projektowania niezawodnych maszyn i urz�dze� mechanicznych. PWN. Warszawa.1972. 9. SZTARSKI M.: Niezawodno�� i eksploatacja urz�dze� elektrycznych. WKŁ.Wawa. 1972. 10. �ÓŁTOWSKI B., CEMPEL C.: Stan obecny i perspektywy rozwoju diagnostyki tech- nicznej. DIAGNOSTYKA. RADOM-KOZUBNIK. 1993.(s.5-21). 11. �ÓŁTOWSKI B.: Projektowanie eksperymentów w diagnostyce maszyn. WSOWRiA. Rozprawy Nr.1. Toru�. 1984. (rozprawa hab.). 12. �ÓŁTOWSKI B.: Diagnozowanie silnika wysokopr��nego. ITE. Radom. 1995.
Top Related