






Języki
Strony
Prawny

PPTOK (3 wykad)Projektowanie Procesw Technologicznych Obrbki Skrawaniem
Pfabrykaty, naddatki na obrbk
Dr in. Jan BERKANpok. ST 319
www.cim.pw.edu.pl/jberkan
PfabrykatyOd wyboru pfabrykatu (ksztatu, naddatkw na obrbk, dokadnoci wymiarw, twardoci itp..) zaley w duej mierze liczba operacji i zabiegw, a w rezultacie koszt obrbki.
Ksztat pfabrykatu zbliony do gotowej czci, dua dokadno wykonania pfabrykatuKrtszy proces obrbki, mniejsze zuycie materiau, wikszy koszt wykonania pfabrykatuKoszt wykonania pfabrykatu i obrbki zaley od wielkoci produkcji
Wybr pfabrykatu odbywa si w dwch fazach: wybr zasadniczego rodzaju pfabrykatu (np.odlew lub odkuwka) wybr sposobu wykonania wybranego pfabrykatuPodstawowe rodzaje pfabrykatw: odlewy pfabrykaty kute i prasowane pfabrykaty toczone (wytoczki i wykroje) cite materiay walcowane pfabrykaty spawane i zgrzewane pfabrykaty uzyskiwane technologi metalurgii proszkw pfabrykaty z tworzyw sztucznych
Odlewnictwo
Tworzywa odlewnicze: eliwo, staliwo, stopy metali nieelaznych
Odmiany: w formach piaskowych, w f. metalowych, pod cinieniem, o. precyzyjne
Dokadno: IT14-15(12-13) IT13-14(12) IT12-13(9-10) IT10(7-8)
Rz 40-360 Rz 10-40 Rz 6-10 Rz 6-10
Zalety: atwe uzyskiwanie zoonych ksztatw, moliwo uzyskiwania duych przedmiotw (korpusw)
Wady i ograniczenia: skurcz odlewniczy i zwizane z tym naprenia wewntrzne, trudnoci w uzyskiwaniu cienkich cianek
Przetwrstwo tworzyw sztucznych (wtryskiwanie)Tworzywa: tworzywa wielkoczsteczkoweOdmiany: wtryskiwanie, wytaczanie, ...Dokadno: ok. IT12Zalety: may ciar waciwy, odporno chemiczna, wasnoci dielektryczne, maa energochonno, moliwo uzyskiwania zoonych ksztatw, atwo produkowania wyrobw uytkowychWady i ograniczenia: zmiana wasnoci w podwyszonej temperaturze (70-200oC)*, maa twardo*, duy wspczynnik rozszerzalnoci cieplnej** - nie dotyczy materiaw kompozytowych
Metalurgia proszkwTworzywa: proszki metali (elaza, miedzi, wolframu, molibdenu ...)Dokadno: IT 7 - 9Zalety: dua wydajno, brak strat materiau, prostota urzdze, drogie oprzyrzdowanie (formy do prasowania), moliwo uzyskiwania czci z materiaw trudnotopliwych, czci o wymaganej porowatoci, czci o specjalnej strukturzeWady i ograniczenia: ograniczona wielko przedmiotu (zwaszcza wysoko), koszt proszku, nisze parametry wytrzymaociowe
Czci wykonywane metod metalurgii proszkw
Obrbka plastyczna na gorco (kucie)Tworzywa: gwnie stal wglowa i stopowaOdmiany: kucie swobodne, matrycowe, na prasach poziomych (kuniarkach)Dokadno: IT 14 - 16 (IT 6 - 11)*Zalety: korzystny ukad wkien materiau, umocnienie warstwy wierzchniej, dua wydajno, mae straty materiauWady i ograniczenia: ograniczona wielko przedmiotu , koszt oprzyrzdowania (nie dotyczy kucia swobodnego)* - dotyczy odkuwek kalibrowanych i wyciskanych
Obrbka plastyczna na zimnoTworzywa: stal, stopy metali nieelaznychOdmiany: toczenie, wykrawanie, gicie, cignienie, wyciskanie, walcowanie
Dokadno: IT 7 - 11, Rz ok. 3, najczciej pokrywa si z wymaganiami gotowej czciZalety: dua wydajno, mae straty materiauWady i ograniczenia: ograniczona wielko przedmiotu , koszt oprzyrzdowania
SpawanieStosowane, gdy wane jest:zmniejszenie masy gotowej czciuzyskanie skomplikowanych ksztatwzmniejszenie zuycia drogiego materiauZalety:szybkie przygotowanie pierwszych pfabrykatwatwe przerbki w fazie prototypu
Materiay walcowane: prty walcowane (o przekrojach okrgych, kwadratowych, szecioktnych ...) materiay walcowane o przekrojach prostoktnych i ksztatowych (blachy, tamy, ksztatowniki) materiay cignione na zimno (o przekrojach okrgych, kwadratowych, prostoktnych) rury materiay szlifowane druty materiay cignione ksztatowe i specjalne
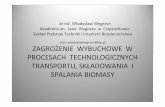
odkuwka swobodnie kutaodkuwka matrycowaodlew staliwnyliczba produkowanych. czciKoszt wasnyZaleno kosztu pfabrykatu od liczby produkowanych czci i rodzaju pfabrykatu
Wykres1
20066
2008181
200224224
200300300
Arkusz1
liczba prod. czciodkuwka swobodnie kuta
6200
81200
224200
300200
Arkusz1
Arkusz2
Arkusz3
Naddatki na obrbkNaddatek: warstwa materiau przewidziana do usunicia w trakcie obrbki, mierzony na kierunku prostopadym do powierzchni obrobionej, podaje si go na stron naddatek operacyjny usuwany w pojedynczej operacji naddatek cakowity suma naddatkw operacyjnych wymiary midzyoperacyjne wymiary uzyskiwane w kolejnych operacjach
Wspczynnik wzrostu dokadnociK o = Ta/ TbT a tolerancja wymiaru w poprzedzajcej fazie obrbki (pfabrykacie) T b tolerancja wymiaru w gotowej czciOrientacyjnie:Ko< 10 - jeden stopie obrbki10< Ko 50 - trzy lub wicej stopni obrbki
NADDATKI NA OBRBK - RODZAJET pA pA rPowierzchnia przed obrbk (pfabrykat lub poprzedzajca faza obrbki) q maxq minq nomT rPole tolerancji pfabrykatuPole tolerancji po obrbcePRZEDMIOT OBRABIANYPole tolerancji po obrbceq - naddatekq nom = A p - A r ; q max = A p - A r + T r ; q min = ( A p - T p ) - ( A r T r )
PowierzchniapoobrbceKierunek usuwaniamateriau
W kolejnych operacjach (zabiegach) obrbkowych wykonywanych na tej samej powierzchni przedmiotu naddatki s coraz mniejszeop. 10op. 20op. 30op. 40op. 50op. 60
WZR KOWANAIndeks a poprzedzajca faza obrbkiIndeks b aktualna, rozpatrywana faza obrbki
Ta - cz tolerancji z poprzedzajcej fazy obrbki (wgb materiau, zmniejszajca naddatek na obrbk)H a - wysoko nierwnoci z poprzedzajcej fazy obrbkiS a - przestrzenne odchylenie wzajemnie zwizanych obrabianych powierzchnie b - bd ustalenia i zamocowania ( w aktualnej operacji) q = T a + H a + S a + e b
S a przestrzenne odchylenie osi otworu przed obrbk
d b d aRzeczywistaootworu przedobrbk
Teoretycznaootworu po obrbce
INTERPRETACJA PRZESTRZENNEGO ODCHYLENIA wzajemnie zwizanych obrabianych powierzchniOO 1AS a BB
Top Related