
ZASTOSOWANIE METODYKI SIX SIGMA - imbigs.pl · ne przyczyny specjalne i aby dalej obniżać...
6
4/2013 Technologia i Automatyzacja Montażu 30 ZASTOSOWANIE METODYKI SIX SIGMA W PROCESIE SPAWANIA ŁOPATEK TURBIN NISKIEGO CIŚNIENIA Dorota STADNICKA, Wojciech HAŁOŃ Streszczenie W pracy przedstawiono metodykę DMAIC w realizacji projektów Six Sigma, a następnie zastosowano ją do analizy procesu spawania łopatek turbin niskiego ciśnienia. W ramach pracy zidentyfikowano czynniki, które potencjalnie mogą mieć wpływ na realizację procesu, zidentyfikowano punkty kontrolne, dokonano oceny systemu pomiarowego, a następnie przeprowadzono analizę danych zebranych z realizacji procesu spawania. Dane przeanalizowano, stosując analizy statystyczne w celu identy- fikacji tych czynników, które mają rzeczywisty wpływ na proces. Przedstawiono również działania, które zostały wprowadzone dla poprawy procesu spawania oraz ich efekty. Słowa kluczowe Six Sigma, DMAIC, ocena systemu pomiarowego Wprowadzenie Metodyka Six Sigma stosowana jest od wielu lat, a jej głównym celem jest identyfikowanie możliwości poprawy procesów, zmniejszenie liczby wad i dążenie do poziomu 6σ, czyli 3,4 wady na milion możliwości [1, 2]. W cza- sach, gdy jakość jest jednym z podstawowych kryteriów sukcesu firmy na rynku, przedsiębiorstwa wdrażają różne metody i narzędzia mające na celu poprawę i zapewnie- nie jakości produkcji. Metody te, tak jak FMEA, stosowa- ne mogą być już na etapie projektowania wyrobów, czy projektowania procesów lub też, tak jak Six Sigma, być wykorzystywane na etapie realizacji procesów do identy- fikowania i eliminowania niekorzystnych czynników wpły- wających negatywnie na jakość produkcji. Procesy, dla których jest już niemożliwe lub po prostu ekonomicznie nieopłacalne realizowanie poprawy, powinny być prze- projektowane np. z wykorzystywaniem metodyki Design for Six Sigma [3], aby już na etapie projektowania pro- cesu zapewnić nieprzekraczanie określonego poziomu braków. Metodyka Six Sigma – model DMAIC W realizacji projektów Six Sigma najczęściej wykorzy- stywanym modelem jest model DMAIC, który dzieli pro- jekt na następujące fazy [4, 5, 6]: Faza definiowania (D – Define) dotyczy przede wszystkim zidentyfikowania problemu, który jest głów- nym powodem uruchomienia projektu. Na tym etapie określane są CTQ (ang. Critical to Quality), czyli cechy krytyczne dla jakości istotne z punktu widzenia klienta, który wcześniej powinien być jasno określony. Ustalane są również cele projektu oraz dobierany jest zespół, który będzie zaangażowany w realizację projektu. Każdy pro- jekt powinien mieć swoje merytoryczne oraz finansowe uzasadnienie, które przekona kierownictwo firmy do fi- nansowania prac. Faza mierzenia (M – Measure) związana jest z pro- cesem zbierania wiarygodnych danych, które będą pod- stawą dalszych analiz. Z tego też względu jednym z klu- czowych zadań na tym etapie jest ocena stosowanych systemów pomiarowych w celu potwierdzenia ich zdolno- ści do wskazywania wiarygodnych wyników. W przypad- ku braku możliwości zaakceptowania obecnego systemu pomiarowego należy wprowadzić w nim usprawnienia, zanim zostanie on wykorzystany w procesie gromadze- nia danych. Dane zebrane na etapie mierzenia pozwolą określić różnicę między obecnym poziomem jakości pro- dukcji a poziomem oczekiwanym. Faza analiz (A – Analyse) dotyczy przeprowadzenia analiz zebranych danych, w tym również analiz staty- stycznych [7], które pozwolą na zidentyfikowanie nie- zauważalnych na pierwszy rzut oka przyczyn złej jakości produkcji w analizowanym procesie. Wyniki analiz będą podstawą do ustalania działań usprawniających proces. Faza doskonalenia (I – Improve) polega na przed- stawieniu propozycji usprawnień, których wprowadzenie pozwoli na poprawę jakości procesu. Powinien zostać przygotowany plan wdrażania usprawnień z określeniem środków i odpowiedzialności związanych z realizacją określonych zadań. Faza kontroli (C – Control) związana jest z oceną skuteczności wprowadzonych działań doskonalących. Polega na zebraniu danych z procesu i ich ocenie pod względem stopnia osiągnięcia założonych celów projektu Six Sigma. Cel i uzasadnienie pracy Celem projektu Six Sigma będącego przedmiotem ni- niejszego artykułu była poprawa jakości procesu spawa- nia łopatek turbin niskiego ciśnienia. Projekt został uru- chomiony ze względu na dużą liczbę pojawiających się wyrobów niezgodnych w procesie spawania. Wcześniej podejmowanych było wiele projektów Kaizen, mających
Transcript of ZASTOSOWANIE METODYKI SIX SIGMA - imbigs.pl · ne przyczyny specjalne i aby dalej obniżać...

4/2013TechnologiaiAutomatyzacjaMontażu
30
ZASTOSOWANIE METODYKI SIX SIGMA W PROCESIE SPAWANIA ŁOPATEK TURBIN NISKIEGO CIŚNIENIA
Dorota STADNICKA, Wojciech HAŁOŃ
S t r e s z c z e n i eWpracyprzedstawionometodykęDMAICwrealizacjiprojektówSixSigma,anastępniezastosowanojądoanalizyprocesuspawaniałopatekturbinniskiegociśnienia.Wramachpracyzidentyfikowanoczynniki,którepotencjalniemogąmiećwpływnarealizacjęprocesu,zidentyfikowanopunktykontrolne,dokonanoocenysystemupomiarowego,anastępnieprzeprowadzonoanalizędanychzebranychzrealizacjiprocesuspawania.Daneprzeanalizowano,stosującanalizystatystycznewceluidenty-fikacjitychczynników,któremająrzeczywistywpływnaproces.Przedstawionorównieżdziałania,którezostaływprowadzonedlapoprawyprocesuspawaniaorazichefekty.
S ł o w a k l u c z o w eSixSigma,DMAIC,ocenasystemupomiarowego
Wprowadzenie
MetodykaSixSigmastosowanajestodwielulat,ajejgłównymcelemjestidentyfikowaniemożliwościpoprawyprocesów,zmniejszenieliczbywadidążeniedopoziomu6σ, czyli 3,4wady namilionmożliwości [1, 2].W cza-sach,gdyjakośćjestjednymzpodstawowychkryteriówsukcesufirmynarynku,przedsiębiorstwawdrażająróżnemetodyinarzędziamającenacelupoprawęizapewnie-niejakościprodukcji.Metodyte,takjakFMEA,stosowa-nemogąbyćjużnaetapieprojektowaniawyrobów,czyprojektowaniaprocesówlubteż, tak jakSixSigma,byćwykorzystywanenaetapierealizacjiprocesówdoidenty-fikowaniaieliminowanianiekorzystnychczynnikówwpły-wającychnegatywniena jakośćprodukcji.Procesy, dlaktórych jest jużniemożliwe lubpoprostuekonomicznienieopłacalne realizowanie poprawy, powinny być prze-projektowanenp.zwykorzystywaniemmetodykiDesignforSixSigma [3],aby jużnaetapieprojektowaniapro-cesu zapewnić nieprzekraczanie określonego poziomubraków.
Metodyka Six Sigma – model DMAIC
WrealizacjiprojektówSixSigmanajczęściejwykorzy-stywanymmodelemjestmodelDMAIC,którydzielipro-jektnanastępującefazy[4,5,6]:
Faza definiowania (D – Define) dotyczy przedewszystkim zidentyfikowania problemu, który jest głów-nym powodem uruchomienia projektu. Na tym etapieokreślanesąCTQ(ang.Critical to Quality),czylicechykrytycznedla jakości istotne z punktuwidzenia klienta,którywcześniejpowinienbyćjasnookreślony.Ustalanesąrównieżceleprojektuorazdobieranyjestzespół,którybędziezaangażowanywrealizacjęprojektu.Każdypro-jektpowinienmiećswojemerytoryczneoraz finansoweuzasadnienie, które przekona kierownictwo firmy do fi-nansowania prac.
Faza mierzenia (M–Measure)związana jestzpro-cesemzbieraniawiarygodnychdanych,którebędąpod-stawądalszychanaliz.Ztegoteżwzględujednymzklu-czowych zadań na tymetapie jest ocena stosowanychsystemówpomiarowychwcelupotwierdzeniaichzdolno-ścidowskazywaniawiarygodnychwyników.Wprzypad-kubrakumożliwościzaakceptowaniaobecnegosystemupomiarowego należy wprowadzić w nim usprawnienia,zanimzostanieonwykorzystanywprocesiegromadze-niadanych.Danezebranenaetapiemierzeniapozwoląokreślićróżnicęmiędzyobecnympoziomemjakościpro-dukcjiapoziomemoczekiwanym.
Faza analiz (A–Analyse)dotyczyprzeprowadzeniaanaliz zebranych danych, w tym również analiz staty-stycznych [7], które pozwolą na zidentyfikowanie nie-zauważalnychnapierwszyrzutokaprzyczynzłejjakościprodukcjiwanalizowanymprocesie.Wynikianalizbędąpodstawądoustalaniadziałańusprawniającychproces.
Faza doskonalenia (I – Improve) polega na przed-stawieniupropozycjiusprawnień,którychwprowadzeniepozwoli na poprawę jakości procesu. Powinien zostaćprzygotowanyplanwdrażaniausprawnieńzokreśleniemśrodków i odpowiedzialności związanych z realizacjąokreślonychzadań.
Faza kontroli (C –Control) związana jest z ocenąskuteczności wprowadzonych działań doskonalących.Poleganazebraniudanychzprocesu i ichoceniepodwzględemstopniaosiągnięciazałożonychcelówprojektuSix Sigma.
Cel i uzasadnienie pracy
CelemprojektuSixSigmabędącegoprzedmiotemni-niejszegoartykułubyłapoprawajakościprocesuspawa-nia łopatekturbinniskiegociśnienia.Projektzostałuru-chomionyzewzględunadużą liczbępojawiającychsięwyrobówniezgodnychwprocesiespawania.WcześniejpodejmowanychbyłowieleprojektówKaizen,mających
TiAM_4_2013.indd 30 2013-11-18 09:16:06

TechnologiaiAutomatyzacjaMontażu4/2013
31
na celu usprawnianie procesu. Zostały wyeliminowa-ne przyczyny specjalne i aby dalej obniżać brakowośćprodukcji, należało uruchomić projektSixSigma.Dane zokresuod01.01.2012do31.05.2012wskazująnawy-stępowanie różnych wad spawalniczych w analizowa-nychłopatkach.Spowodowałyonewystąpieniekosztów,których wysokość skłoniła do rozpoczęcia niniejszegoprojektu.
Zakres projektu oraz harmonogram prac
Zakresemprojektuobjętotrzytypyłopatek(tabela1).ŁopatkitestosowanesąwturbinachsilnikówsamolotówBoeing757,BoeingC-17orazAirbusA380.Wanalizo-wanymprocesiespawaniadozamka łopatkiprzymoco-wywanajestpłytkazamykająca,któramazapobiegaćza-
wirowaniom powietrzawewnątrz łopatki podczas pracysilnika.Charakterystykępłytekprzedstawionowtabeli2.
Pracerealizowanebyływedługnastępującegoharmo-nogramu:Definiowanieprojektu–01.06.2012–11.06.2012Mierzenie–12.06.2012–28.06.2012Analiza–29.06.2012–04.07.2012Doskonalenie–05.07.2012–31.08.2012Sprawdzanie–01.09.2012–31.12.2012
Opracowanie diagramu SIPOC
Opracowano diagram SIPOC oraz zidentyfikowanoczynniki, któremogąmiećpotencjalnywpływna liczbępojawiających sięwyrobówwadliwychw procesie spa-wania(rys.1).
Tabela1.CharakterystykałopatekobjętychprojektemTable1.Characteristicsofbladesincludedintheproject
Symbol łopatki Rodzaj łopatki Materiał Skład chemiczny
W1monokrystalicznełopatkiwirującedoturbinniskociśnieniowych
wysokotemperaturowystopniklu
ok.10%Cr;ok.5%Co;ok.4%W; ok.1,5%Ti;ok.12%Ta;ok.5%Al
W2polikrystalicznełopatkiwirującedoturbinniskociśnieniowych
wysokotemperaturowystopniklu
ok.5%Al;ok.10%Co;ok.8%Cr;ok.3%Ta;ok.1%Ti;ok.1,5%Hf;ok.10%W
W3łopatkiwirującedoturbinniskoci-śnieniowych–odlewyprecyzyjne
wysokotemperaturowystopniklu
ok.6%Al;ok.10%Co;ok.8%Cr; ok.6%Mo;ok.4%Ta;ok.1%Ti
Tabela2.CharakterystykapłytekmocowanychdołopatekTable2.Characteristicsofplatesweldedtoblades
Symbol łopatki Materiał Skład chemicznyW1W2
stopnikluantykorozyjnyiżaroodporny ok.62%Ni;ok.21%Cr;ok.9%Mo;ok.4%Cb(Nb)
W3 wysokotemperaturowystopniklu ok.2%Co;ok.22%Cr;ok.19%Fe;ok.9%Mo
Rys.1.DiagramSIPOCFig1.TheSIPOCdiagram
TiAM_4_2013.indd 31 2013-11-18 09:16:06

4/2013TechnologiaiAutomatyzacjaMontażu
32
ZaCTQprzyjętowyróbbezwad,czyliłopatkęzprzy-spawaną płytką bez wad spawalniczych. Dostawcą doprocesu spawania jest proces poprzedni, klientem na-tomiastproceskolejny.Wejściemdoprocesujestłopat-ka,któramożebyćróżnegotypu(W1,W2lubW3)orazmożewymagaćzaczyszczaniabądźnie.
CTQkształtowanejestwtrzechprocesach:1. Przygotowaniedospawania,któreskładasięzna-
stępującychdziałań:1.1. Zamontowanie przyrządu na stoliku obrotowym
lasera.1.2.Usunięcieresztektlenkuglinuzpowierzchniłopa-
tektypuW1iW2,zapomocąszczotypolerskiej.1.3. Przemycie powierzchni acetonem.1.4.Sprawdzeniemocylasera.1.5.Sprawdzaniekrągłościwiązkilasera.1.6.Sprawdzanie,czyurządzeniespawalniczeposia-
daaktualnyTPM.1.7. Założenie łopatki na przyrząd i ręczne umiesz-
czeniepłytkinaczolezamka,pośrodkugniazda(szablonu)promieniemdogóry(rys.2).
1.8. Sprawdzenie położenia płytki – sprawdzanychjestpięćzaprogramowanychpozycji,którereje-strująrzeczywistepołożeniekrawędzi(rys.3).
2. Spawanie laserowerealizowanejestnaurządzeniudo spawania Rofin Starweld 90 (Nd:YAG-Laser).Konturspawaniaprzedstawionyjestnarys.4i5.
Processpawaniaskładasięzdwóchetapów:2.1.Spawaniepunktowe,któremanaceluprzymoco-
waniepłytki(rys.6).2.2.Spawanieostateczne(rys.7).
Rys. 2. Sposób ułożenia płytki na łopatce oraz zamocowaniałopatkiwprzyrządzieFig2.Plateplacingmethodandbladeandabladefasteninginadevice
Rys.3.MierzonepozycjepołożeniapłytkinałopatceFig3.Measuredpositionsoftheplate
Rys.4.KonturspawaniapłytkinałopatkachW1iW2Fig4.ContourofplateweldingonthebladesW1andW2
Rys.5.KonturspawaniapłytkinałopatceW3Fig5.ContourofplateweldingonthebladeW3
Rys.6.PłytkaprzymocowanazapomocąspawaniapunktowegoFig6.Platefixedwiththeuseofpointwelding
a)
b)
Rys.7.Łopatkizprzyspawanymipłytkami;a)–łopatkatypuW1,b)–łopatkatypuW3Fig7.Bladeswithweldedplates;a)–blatetypeW1,b)–bladetypeW3
TiAM_4_2013.indd 32 2013-11-18 09:16:07
TechnologiaiAutomatyzacjaMontażu4/2013
33
3. Kontrola spawu jest realizowana według InstrukcjiKontroli Wizualnej przy minimalnym powiększeniu 6razy.Łopatkazwadąmożezostaćpoddananapra-wie,wedługzatwierdzonej technologiinaprawy,aletylko jeden raz.W przypadku pojawienia się wadyponownienatejłopatcejestonazłomowana.Napra-wapoleganacałkowitymusunięciublaszkiiponow-nymprzyspawaniunowejblaszki.Klasyfikacjęwad,które mogą pojawić się w wyrobie, przedstawiono wtabeli3.
WprzypadkuwystąpieniawadyRP, któramożebyćzidentyfikowanapoetapieprzygotowaniaprzezsystemwizyjny,processpawanianiemożezostaćzrealizowany.Należywówczas powtórzyć przygotowanie powierzchnidospawaniaiponowniezamontowaćłopatkęwprzyrzą-dzie.Pozostałewadyprzedstawionewtabeli3mogązo-staćwykrytenaetapiekontrolispawu.Ocenaspawujestoceną wzrokową realizowaną przezoperatora kontroli.
Kontrolamazazadanieocenić,czywyróbjestpoprawny,czylinieposiadawaddyskwalifikującychgo,czyzwadą,czyli posiada co najmniej jedną zwy-mienionychwtabeli3wad.
Ocena systemu pomiarowego
Dlaupewnieniasię,żesystemkon-troli jest zdatny, dokonano oceny sys-temu pomiarowego z wykorzystaniemmetodyKappa.Woceniewzięłoudziałdwóchoperatoróworazekspert.Doko-nano dwukrotnej oceny 50 wyrobów.Zbadanoskutecznośćoperatorów,czę-stośćfałszywegoalarmuorazczęstośćniewychwycenia. Z przeprowadzonejanalizywyciągniętownioski,żesystem
pomiarowyjestakceptowalny.Niebyłowięckonieczno-ścipodejmowaniażadnychdziałańdoskonalących.
Plan zbierania danych oraz analiza danych
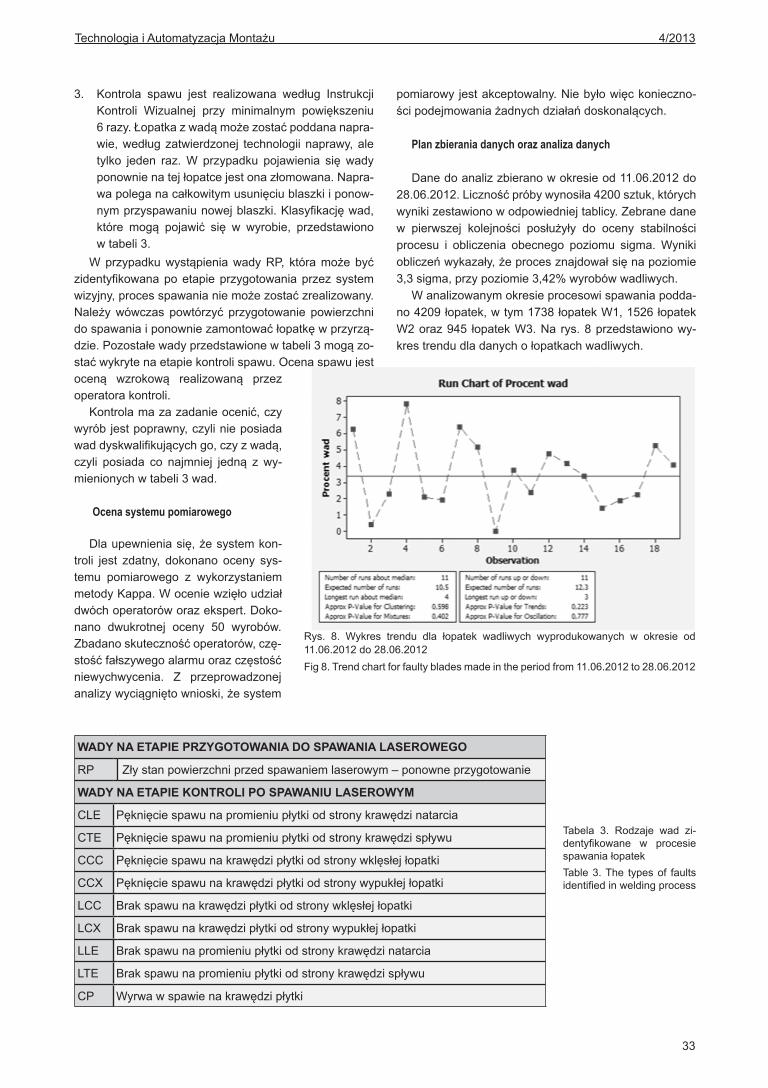
Danedoanalizzbieranowokresieod11.06.2012do28.06.2012.Licznośćpróbywynosiła4200sztuk,którychwynikizestawionowodpowiedniejtablicy.Zebranedanew pierwszej kolejności posłużyły do oceny stabilnościprocesu i obliczenia obecnego poziomu sigma.Wynikiobliczeńwykazały,żeprocesznajdowałsięnapoziomie3,3sigma,przypoziomie3,42%wyrobówwadliwych.
Wanalizowanymokresieprocesowispawaniapodda-no4209łopatek,wtym1738łopatekW1,1526łopatekW2oraz945 łopatekW3.Narys.8przedstawionowy-krestrendudladanychołopatkachwadliwych.
WADY NA ETAPIE PRZYGOTOWANIA DO SPAWANIA LASEROWEGO
RP Złystanpowierzchniprzedspawaniemlaserowym–ponowneprzygotowanie
WADY NA ETAPIE KONTROLI PO SPAWANIU LASEROWYM
CLE Pęknięciespawunapromieniupłytkiodstronykrawędzinatarcia
CTE Pęknięciespawunapromieniupłytkiodstronykrawędzispływu
CCC Pęknięciespawunakrawędzipłytkiodstronywklęsłejłopatki
CCX Pęknięciespawunakrawędzipłytkiodstronywypukłejłopatki
LCC Brakspawunakrawędzipłytkiodstronywklęsłejłopatki
LCX Brakspawunakrawędzipłytkiodstronywypukłejłopatki
LLE Brakspawunapromieniupłytkiodstronykrawędzinatarcia
LTE Brakspawunapromieniupłytkiodstronykrawędzispływu
CP Wyrwawspawienakrawędzipłytki
Rys. 8. Wykres trendu dla łopatek wadliwych wyprodukowanych w okresie od11.06.2012do28.06.2012Fig8.Trendchartforfaultybladesmadeintheperiodfrom11.06.2012to28.06.2012
Tabela 3. Rodzaje wad zi-dentyfikowane w procesiespawaniałopatekTable3.The typesof faultsidentifiedinweldingprocess
TiAM_4_2013.indd 33 2013-11-18 09:16:07

4/2013TechnologiaiAutomatyzacjaMontażu
34
Zprzeprowadzonychanalizwynika,żeniewystępująklastry,mieszanki,trendyanioscylacje.Procespodlegarozkładowinormalnemu.
Wdalszej kolejności daneprzeanalizowano zwyko-rzystaniemtestuChi2. Testy wykonano z wykorzystaniem programuMinitab16.Wybranetestowanehipotezyorazwnioskiprzedstawionowtabeli4.
Następniepoddanoanalizierodzajpojawiającychsięwadwspawie.72,2%wszystkichujawnionychpoproce-siespawaniawadtowadytypuCCC,czylipęknięciaspa-wunakrawędzipłytkiodstronywklęsłejłopatki(rys.9).
Zwykresuprzedstawionegonarys.9wyraźniewidać,że70%wadtypuCCCpojawiłosięwłopatkachW3,któ-reniebyłyzaczyszczane.
Wnioski i działania doskonalące
Z przeprowadzonych analiz wyraźnie wynika, że naliczbę pojawiających się wyrobów niezgodnych mająwpływ:czaspracyoperatora,moclaseraorazto,czyło-patka jest zaczyszczana.Wnioski te były podstawą dodalszychanalizipodjęciadziałańdoskonalących.Oprócz
Tabela4.WynikianalizChi2
Table4.ResultsofChi2 analysis
Hipoteza P-value Wnioski
Liczbawadliwychwyrobówzależyodtypułopat-ki.
0,000Typłopatkimawpływnaliczbępojawiającychsięwyro-bówwadliwych.
Liczbawadliwychwyrobówzależyodtego,czyłopatkajestzaczyszczonaczynie.
0,000Toczyłopatkajestzaczyszczona,mawpływnaliczbępojawiającychsięwyrobówwadliwych.
Liczbawadliwychwyrobówzależyodtypułopat-ki(analizaczęściW1iW2).
0,051Typłopatkiniemawpływunaliczbępojawiającychsięwyrobówwadliwych.
Liczbawadliwychwyrobówzależyodoperatora(analizatypuczęściW1iW2).
0,169Operator procesu przygotowania, spawania i kontrolinie ma wpływu na liczbę pojawiających się wyrobówwadliwych.
Liczba wadliwych wyrobów zależy od dnia ty-godnia,wktórymczęścibyłyprzygotowywane,spawaneikontrolowane(analizatypuczęściW1iW2).
0,062Dzieńtygodnia,wktórymłopatkajestprzygotowywana,spawanaikontrolowana,niemawpływunaliczbępoja-wiającychsięwad.
Liczbawadliwychwyrobówzależyodczasupra-cyszczotypolerskiej,naktórejzaczyszczanesączęści.
0,687Czaspracyszczotypolerskiej,naktórejzaczyszczanesączęści,niemawpływuna liczbępojawiającychsięwyrobówwadliwych.
Liczbawadliwychwyrobówzależyodmocy la-serapodczasspawania.
0,000Moclaseramawpływnaliczbępojawiającychsięwyro-bówwadliwych.
Liczbawadliwychwyrobówzależyodczasupra-cy operatora.
0,011Czas pracy operatora ma wpływ na liczbę pojawiają-cychsięwyrobówwadliwych.
Rys.9.Wadyspawalniczewróż-nychtypachłopatek
Fig.9.Weldingdefectsofdiffer-entbladetypes
TiAM_4_2013.indd 34 2013-11-18 09:16:07

TechnologiaiAutomatyzacjaMontażu4/2013
35
stosowanejmetodyzaczyszczaniałopatekzwykorzysta-niem szczoty polerskiej wprowadzono piaskowanie dlawszystkich typów łopatek, ponieważ z wyników analizwyciągnięto wnioski, że powierzchnie nie są właściwieprzygotowane, szczególnie te, któreniebyłypoddawa-ne zaczyszczaniu. Następnie poszukiwano przyczyn,któremogły spowodować, żeczaspracyoperatoramaznaczenie.Zanalizwyciągniętownioski,żetonieczaspracyoperatoramaznaczenie,ponieważoperatormożejedynie źle ułożyć płytkę na zamku łopatki, a w takimprzypadkuprocesspawaniawogóleniezostanierozpo-częty.Stwierdzononatomiast,żezczasempracyopera-torazwiązanyjestczaspracyurządzeniaspawalniczego.Dodatkowoinformacjaowpływiemocylaseranaliczbępojawiającychsięwyrobówniezgodnychbyłasygnałemdoanalizypracyurządzeniaspawalniczego.Poprzepro-wadzeniuanaliz jegopracyokazało się, żewprocesieniejestzachowanastabilnośćpracyiurządzeniezostałoprzeznaczonedomodernizacji.
Dodatkowo wyjątkowo częste pojawianie się wadyCCC,czylipęknięciaspawunakrawędzipłytkiodstronywklęsłej łopatki,skłoniłodoprzeanalizowaniaprogramuCNC,którynastępniezostałpoprawiony.
Wprowadzone zmiany dały zmniejszenie wyrobówwadliwychdo2,3%do31.12.2012r.,codaje3,5sigma,a pomodernizacji urządzenia uzyskanodalsze zmniej-szeniewadliwoścido0,77%dokońcamaja2013r.,codaje3,92sigma.
LITERATURA
1. BarneyM.,McCartyT.:Nowa Six Sigma.Wydawnic-twoHelion–Onepress,Gliwice2005.
2. PyzdekT.,KellerP.:The Six Sigma handbook.Wy-dawnictwoTheMcGraw-HillCompanies,Inc.,2010.
3. YangK.,El-HaikS.B.:Design for Six Sigma,Wydaw-nictwoTheMcGraw-HillCompanies,Inc.,2009.
4. BhoteKekiR.:The Power of Ultimate Six Sigma™. AMACOM,NewYork,2003.
5. GołębiowskiM.:DMAIC i DMADV jako metody do-skonalenia jakości. Studia i Prace Wydziału NaukEkonomicznych i Zarządzania, nr 21, 2011, s. 135–141.
6. Wolniak R.: Modele ciągłego doskonalenia stoso-wane w Six Sigma, Problemy Jakości, nr 5, 2005, s.15–20.
7. BassI.:Six Sigma statistics with Excel and Minitab. Wydawnictwo The McGraw-Hill Companies, Inc.,2007.
___________________________Dr inż. Dorota Stadnicka – Politechnika Rzeszowska,Wydział Budowy Maszyn i Lotnictwa, Katedra Odlew-nictwa i Spawalnictwa,Al. PowstańcówWarszawy 12, 35-959Rzeszów,e-mail:[email protected] inż. Wojciech Hałoń – e-mail: halon.wojciech@ gmail.com
USING THE SIX SIGMA METHOD IN WELDING PROCESS OF LOW-PRESSURE TURBINE BLADES
A b s t r a c tThearticlepresentstheDMAICmethodologyinSixSigmaprojects.Themethodologyisusedinaweldingprocessanalysisoflow-pressureturbineblades.Processesthatmighthaveaninfluenceontheweldingprocessandcontrolpointsareidentifiedinthiswork;furthermore,assessmentofcontrolsystemsandanalysisofdatagatheredfromweldingprocessispresentedtoo.Thegathereddataisanalyzedwiththeuseofstatisticalmethodtoidentifyinfluentialfactorsforthisprocess.Allactionsthatwereimplementedtoimproveweldingprocessaredescribedandtheirresultsarepresentedinthisarticle.
K e y w o r d sSixSigma,DMAIC,controlsystemassessment
TiAM_4_2013.indd 35 2013-11-18 09:16:07











![Six Sigma Green Belt-2 · 2016-07-20 · Program Six Sigma Green Belt Etap procesu: Czas trwania [godz.] Define 8 Measure 16 Analyse 16 Improve 16 Control 16 Sesje przeglądu projektów](https://static.fdocuments.pl/doc/165x107/5b20062a7f8b9ae4208b50bf/six-sigma-green-belt-2-2016-07-20-program-six-sigma-green-belt-etap-procesu.jpg)




![CHARAKTERYSTYKA ODPADÓW KOMUNALNYCH W OPARCIU O … · kowych [3]. Wymagane poziomy recyklingu wskazują konieczność takiego rozbudo-wania struktury systemu gospodarki odpadami,](https://static.fdocuments.pl/doc/165x107/5f78b4e55c17f064b677a268/charakterystyka-odpadw-komunalnych-w-oparciu-o-kowych-3-wymagane-poziomy-recyklingu.jpg)
