Wzrost efektywności obiegu narzędzi oparty na ...jmf.wzr.pl/pim/2012_3_2_26.pdf · obróbkowych w...
14
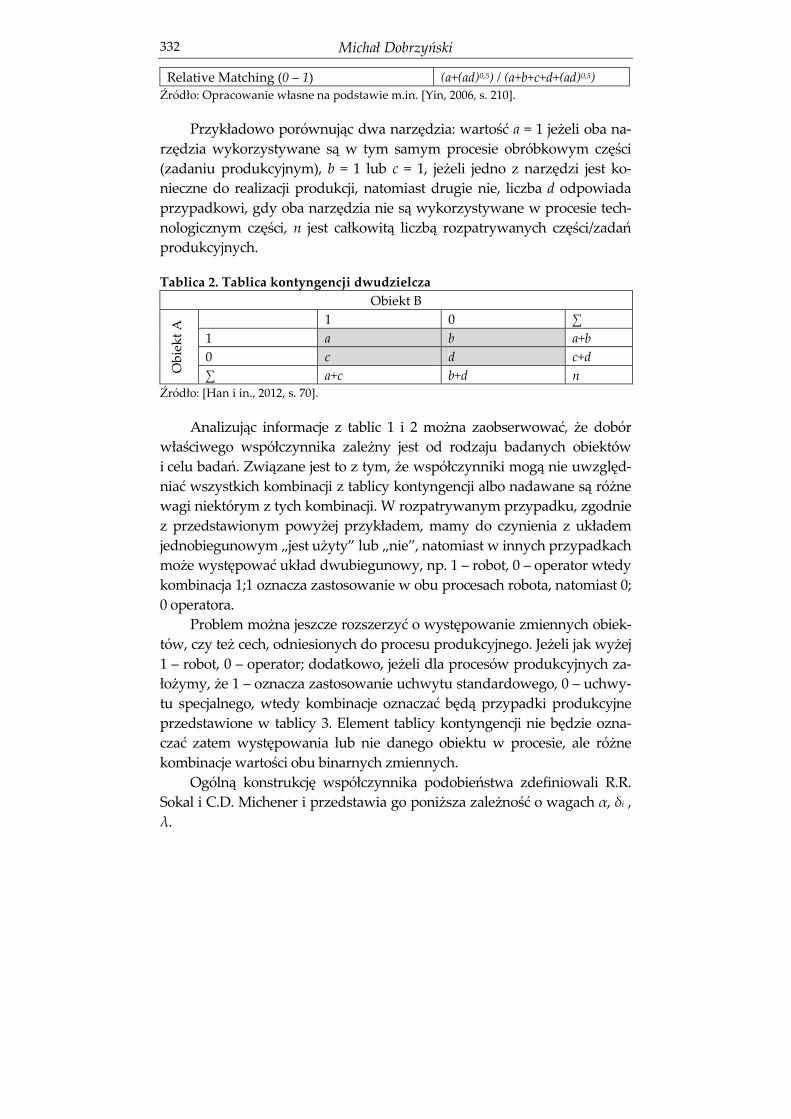
Michał Dobrzyński * Wzrost efektywności obiegu narzędzi oparty na wykorzystaniu współczynników podobieństwa i metody pojedynczego wiązania Wstęp W literaturze dotyczącej analizy skupień zaproponowanych i zdefi- niowanych zostało wiele współczynników podobieństwa, które znalazły zastosowanie w różnych dziedzinach nauki. W niniejszym artykule przed- stawiono wykorzystanie analizy skupień w zarządzaniu obiegiem narzędzi obróbkowych w zautomatyzowanej produkcji części maszyn. Grupowaniu poddane będą narzędzia na podstawie podobieństwa wykorzystujących je procesów wytwórczych. Celem jest uzyskanie grup obiektów podobnych, które potencjalnie zapewnić mogą zmniejszenie liczby i czasu przezbrojeń, lepsze wykorzystanie zasobu narzędziowego oraz poprawę efektywności i jakości produkcji. Praca naukowa finansowana ze środków na naukę w latach 2009–2012 jako projekt badawczy. 1. Współczynniki podobieństwa stosowane w analizie skupień W tablicy 1 przedstawione zostały wybrane współczynniki podobień- stwa [Yin, 2006, s. 210]. Wartości a, b, c i d wyznaczane są dla każdej kombi- nacji obiektów i przedstawiane najczęściej w postaci tablic kontyngencyj- nych (zobacz tablica 2). Tablica 1. Wybrane współczynniki podobieństwa Nazwa współczynnika podobieństwa (zakres wartości) Sij Jaccard (0 – 1) a / (a+b+c) Sorenson Dice (0 – 1) 2a / (2a+b+c) Sokal Sneth (0 – 1) 2(a+d) / (2(a+d)+b+c) Russel and Rao (0 – 1) a / (a+b+c+d) Simple Matching (0 – 1) (a+d) / (a+b+c+d) * Dr inż., Katedra Technologii Maszyn i Automatyzacji Produkcji, Wydział Mechaniczny, Politechnika Gdańska, [email protected]
Transcript of Wzrost efektywności obiegu narzędzi oparty na ...jmf.wzr.pl/pim/2012_3_2_26.pdf · obróbkowych w...
Michał Dobrzyński*
Wzrost efektywności obiegu narzędzi oparty
na wykorzystaniu współczynników podobieństwa
i metody pojedynczego wiązania
Wstęp
W literaturze dotyczącej analizy skupień zaproponowanych i zdefi-niowanych zostało wiele współczynników podobieństwa, które znalazły zastosowanie w różnych dziedzinach nauki. W niniejszym artykule przed-stawiono wykorzystanie analizy skupień w zarządzaniu obiegiem narzędzi obróbkowych w zautomatyzowanej produkcji części maszyn. Grupowaniu poddane będą narzędzia na podstawie podobieństwa wykorzystujących je procesów wytwórczych. Celem jest uzyskanie grup obiektów podobnych, które potencjalnie zapewnić mogą zmniejszenie liczby i czasu przezbrojeń, lepsze wykorzystanie zasobu narzędziowego oraz poprawę efektywności i jakości produkcji.
Praca naukowa finansowana ze środków na naukę w latach 2009–2012 jako projekt badawczy.
1. Współczynniki podobieństwa stosowane w analizie skupień
W tablicy 1 przedstawione zostały wybrane współczynniki podobień-stwa [Yin, 2006, s. 210]. Wartości a, b, c i d wyznaczane są dla każdej kombi-nacji obiektów i przedstawiane najczęściej w postaci tablic kontyngencyj-nych (zobacz tablica 2).
Tablica 1. Wybrane współczynniki podobieństwa
Nazwa współczynnika podobieństwa (zakres wartości)
Sij
Jaccard (0 – 1) a / (a+b+c)
Sorenson Dice (0 – 1) 2a / (2a+b+c)
Sokal Sneth (0 – 1) 2(a+d) / (2(a+d)+b+c)
Russel and Rao (0 – 1) a / (a+b+c+d)
Simple Matching (0 – 1) (a+d) / (a+b+c+d)
* Dr inż., Katedra Technologii Maszyn i Automatyzacji Produkcji, Wydział Mechaniczny, Politechnika Gdańska, [email protected]
Michał Dobrzyński 332
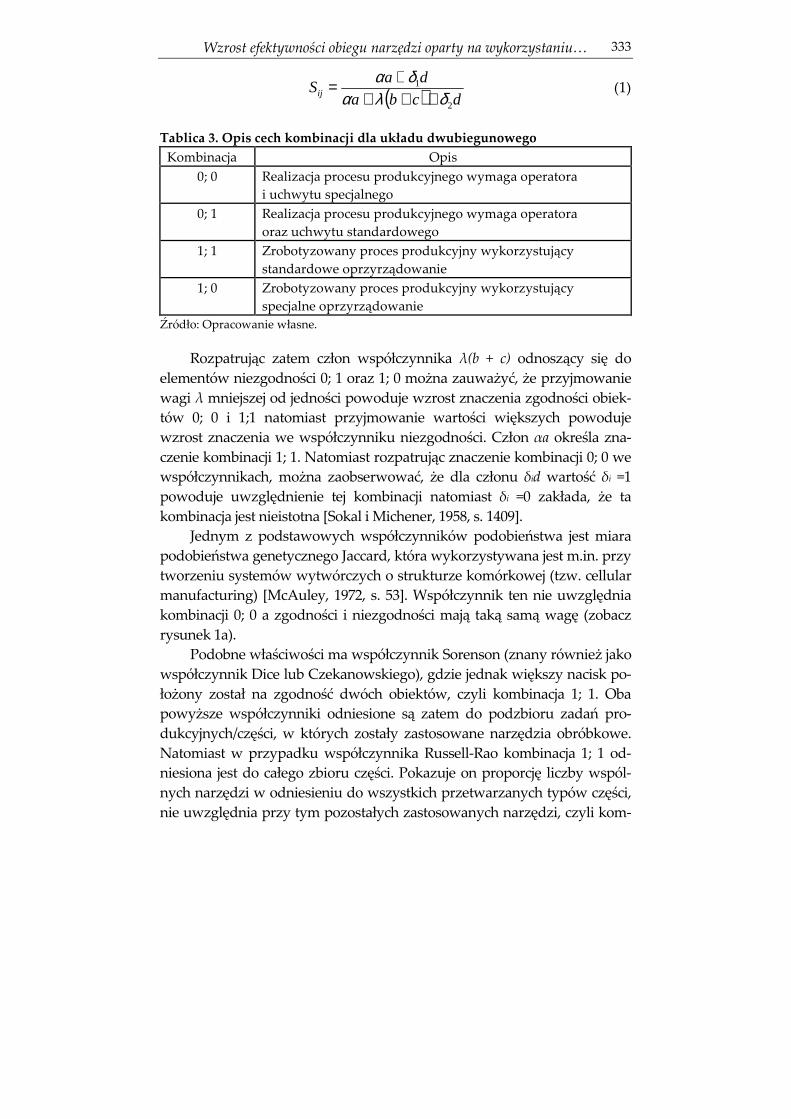
Relative Matching (0 – 1) (a+(ad)0,5) / (a+b+c+d+(ad)0,5)
Źródło: Opracowanie własne na podstawie m.in. [Yin, 2006, s. 210].
Przykładowo porównując dwa narzędzia: wartość a = 1 jeżeli oba na-rzędzia wykorzystywane są w tym samym procesie obróbkowym części (zadaniu produkcyjnym), b = 1 lub c = 1, jeżeli jedno z narzędzi jest ko-nieczne do realizacji produkcji, natomiast drugie nie, liczba d odpowiada przypadkowi, gdy oba narzędzia nie są wykorzystywane w procesie tech-nologicznym części, n jest całkowitą liczbą rozpatrywanych części/zadań produkcyjnych.
Tablica 2. Tablica kontyngencji dwudzielcza
Obiekt B 1 0 ∑ 1 a b a+b
0 c d c+d
Obi
ekt A
∑ a+c b+d n
Źródło: [Han i in., 2012, s. 70].
Analizując informacje z tablic 1 i 2 można zaobserwować, że dobór właściwego współczynnika zależny jest od rodzaju badanych obiektów i celu badań. Związane jest to z tym, że współczynniki mogą nie uwzględ-niać wszystkich kombinacji z tablicy kontyngencji albo nadawane są różne wagi niektórym z tych kombinacji. W rozpatrywanym przypadku, zgodnie z przedstawionym powyżej przykładem, mamy do czynienia z układem jednobiegunowym „jest użyty” lub „nie”, natomiast w innych przypadkach może występować układ dwubiegunowy, np. 1 – robot, 0 – operator wtedy kombinacja 1;1 oznacza zastosowanie w obu procesach robota, natomiast 0; 0 operatora.
Problem można jeszcze rozszerzyć o występowanie zmiennych obiek-tów, czy też cech, odniesionych do procesu produkcyjnego. Jeżeli jak wyżej 1 – robot, 0 – operator; dodatkowo, jeżeli dla procesów produkcyjnych za-łożymy, że 1 – oznacza zastosowanie uchwytu standardowego, 0 – uchwy-tu specjalnego, wtedy kombinacje oznaczać będą przypadki produkcyjne przedstawione w tablicy 3. Element tablicy kontyngencji nie będzie ozna-czać zatem występowania lub nie danego obiektu w procesie, ale różne kombinacje wartości obu binarnych zmiennych.
Ogólną konstrukcję współczynnika podobieństwa zdefiniowali R.R. Sokal i C.D. Michener i przedstawia go poniższa zależność o wagach α, δi , λ.
Wzrost efektywności obiegu narzędzi oparty na wykorzystaniu… 333
( ) dcba
daSij
2
1
δλαδα
++++= (1)
Tablica 3. Opis cech kombinacji dla układu dwubiegunowego
Kombinacja Opis 0; 0 Realizacja procesu produkcyjnego wymaga operatora
i uchwytu specjalnego 0; 1 Realizacja procesu produkcyjnego wymaga operatora
oraz uchwytu standardowego 1; 1 Zrobotyzowany proces produkcyjny wykorzystujący
standardowe oprzyrządowanie 1; 0 Zrobotyzowany proces produkcyjny wykorzystujący
specjalne oprzyrządowanie Źródło: Opracowanie własne.
Rozpatrując zatem człon współczynnika λ(b + c) odnoszący się do elementów niezgodności 0; 1 oraz 1; 0 można zauważyć, że przyjmowanie wagi λ mniejszej od jedności powoduje wzrost znaczenia zgodności obiek-tów 0; 0 i 1;1 natomiast przyjmowanie wartości większych powoduje wzrost znaczenia we współczynniku niezgodności. Człon αa określa zna-czenie kombinacji 1; 1. Natomiast rozpatrując znaczenie kombinacji 0; 0 we współczynnikach, można zaobserwować, że dla członu δid wartość δi =1 powoduje uwzględnienie tej kombinacji natomiast δi =0 zakłada, że ta kombinacja jest nieistotna [Sokal i Michener, 1958, s. 1409].
Jednym z podstawowych współczynników podobieństwa jest miara podobieństwa genetycznego Jaccard, która wykorzystywana jest m.in. przy tworzeniu systemów wytwórczych o strukturze komórkowej (tzw. cellular manufacturing) [McAuley, 1972, s. 53]. Współczynnik ten nie uwzględnia kombinacji 0; 0 a zgodności i niezgodności mają taką samą wagę (zobacz rysunek 1a).
Podobne właściwości ma współczynnik Sorenson (znany również jako współczynnik Dice lub Czekanowskiego), gdzie jednak większy nacisk po-łożony został na zgodność dwóch obiektów, czyli kombinacja 1; 1. Oba powyższe współczynniki odniesione są zatem do podzbioru zadań pro-dukcyjnych/części, w których zostały zastosowane narzędzia obróbkowe. Natomiast w przypadku współczynnika Russell-Rao kombinacja 1; 1 od-niesiona jest do całego zbioru części. Pokazuje on proporcję liczby wspól-nych narzędzi w odniesieniu do wszystkich przetwarzanych typów części, nie uwzględnia przy tym pozostałych zastosowanych narzędzi, czyli kom-

Michał Dobrzyński 334
binacji 1;0 i 0;1 (zobacz rysunek 1b). Współczynnik Sokal-Sneth jest odmia-ną współczynnika Simple Matching, w odróżnieniu do którego nadana jest waga równa 2 na zgodności 1; 1 i 0; 0. Współczynniki te określają częstość występowania obu tych zgodności w całym zbiorze (zobacz rysunek 1c). Współczynnik Relative Matching uwzględnia obie zgodności poprzez pierwiastek z ich iloczynów (zobacz rysunek 1d) [Islam i Sarker, 2000, s. 699].
Rysunek 1. Wartości współczynników podobieństwa dla n = 20 a) Jaccard,
b) Russell-Rao, c) Sokal-Sneth, d) Relative Matching
0
2
4
6
8
10
12
14
16
18
20
02468101214161820
a
b, c
0-0,2 0,2-0,4 0,4-0,6 0,6-0,8 0,8-1
0
2
4
6
8
10
12
14
16
18
20
02468101214161820
a
b, c
0-0,2 0,2-0,4 0,4-0,6 0,6-0,8 0,8-1
0
2
4
6
8
10
12
14
16
18
20
02468101214161820
a
b, c
0-0,2 0,2-0,4 0,4-0,6 0,6-0,8 0,8-1
0
2
4
6
8
10
12
14
16
18
20
02468101214161820
a
b, c
0-0,2 0,2-0,4 0,4-0,6 0,6-0,8 0,8-1
a) b)
c) d)
Źródło: Opracowanie własne.
Podsumowując można stwierdzić, że współczynnik Russell-Rao do-brze obrazuje proporcję tych samych narzędzi w całym zbiorze zadań pro-dukcyjnych/części przeznaczonych do wykonania, natomiast wadą jest nie uwzględnienie narzędzi wykorzystywanych przez któryś z procesów (na-rzędzi niezgodnych). Przy założonej liczbie narzędzi niezgodnych, krzywa wartości współczynnika Rusell-Rao się nie zmienia i jest wprost proporcjo-nalna do liczby narzędzi zgodnych. Natomiast dla wybranych wartości liczby narzędzi zgodnych krzywa w całym zakresie możliwych wartości b

Wzrost efektywności obiegu narzędzi oparty na wykorzystaniu… 335
i c jest funkcją stałą zależną od liczby narzędzi zgodnych (zobacz rysunek 2).
Rysunek 2. Wartości współczynników podobieństwa dla n = 20 oraz: a) a = 0,
b) a = 1, c) a = 2, d) a = 10
0
0,2
0,4
0,6
0,8
1
1 3 5 7 9 11 13 15 17 19
Wa
rto
ść w
spó
łczy
nn
ika
Wartości b,c 0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 2 4 6 8 10 12 14 16 18 20
Wa
rto
ść w
spó
łczy
nn
ika
Wartości b, c
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 2 4 6 8 10 12 14 16 18 20
Wa
rto
ść w
spó
łczy
nn
ika
Wartości b, c
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 2 4 6 8 10 12 14 16 18 20
Wa
rto
ść w
spó
łczy
nn
ika
Wartości b, c
a)b)
c) d)
Sokal-Sneth
Russell-Rao
Russell-Rao
Russell-Rao
Russell-Rao
Sokal-Sneth
Sokal-Sneth
Sokal-Sneth
RM
RM
RM
RM
Sorenson
Sorenson
Sorenson
Sorenson
Jaccard
Jaccard
Jaccard
Jaccard
Źródło: Opracowanie własne.
Z drugiej strony współczynnik Sokal-Sneth biorąc pod uwagę obie zgodności nadaje pośrednio znaczącą wagę narzędziom, które występują tylko w jednym z procesów. Przyjmuje on wartości zależne od liczby na-rzędzi niezgodnych, natomiast nie mówi nic o liczbie narzędzi zgodnych. Zatem inaczej niż w przypadku współczynnika Rusell-Rao wartości współ-czynnika podobieństwa Sokal-Sneth obrazuje funkcja zależna od liczby narzędzi niezgodnych b i c, natomiast niezależna od liczby narzędzi zgod-nych. Pozostałe współczynniki z różną wagą uwzględniają obie podniesio-ne powyżej kwestie. Najbardziej brak zgodności uwzględnia współczynnik Relative Matching, a najmniej współczynnik Jaccard (zobacz rysunek 2).
2. Wartości wybranych współczynników podobieństwa narzę-
dzi obróbkowych – przemysłowe studium przypadku
Na podstawie danych z systemu sterowania produkcją przedsiębior-stwa określono zbiór zadań produkcyjnych przeznaczonych do realizacji na stanowisku obróbkowym. Dla potrzeb przeprowadzenia badań dane ze-
Michał Dobrzyński 336
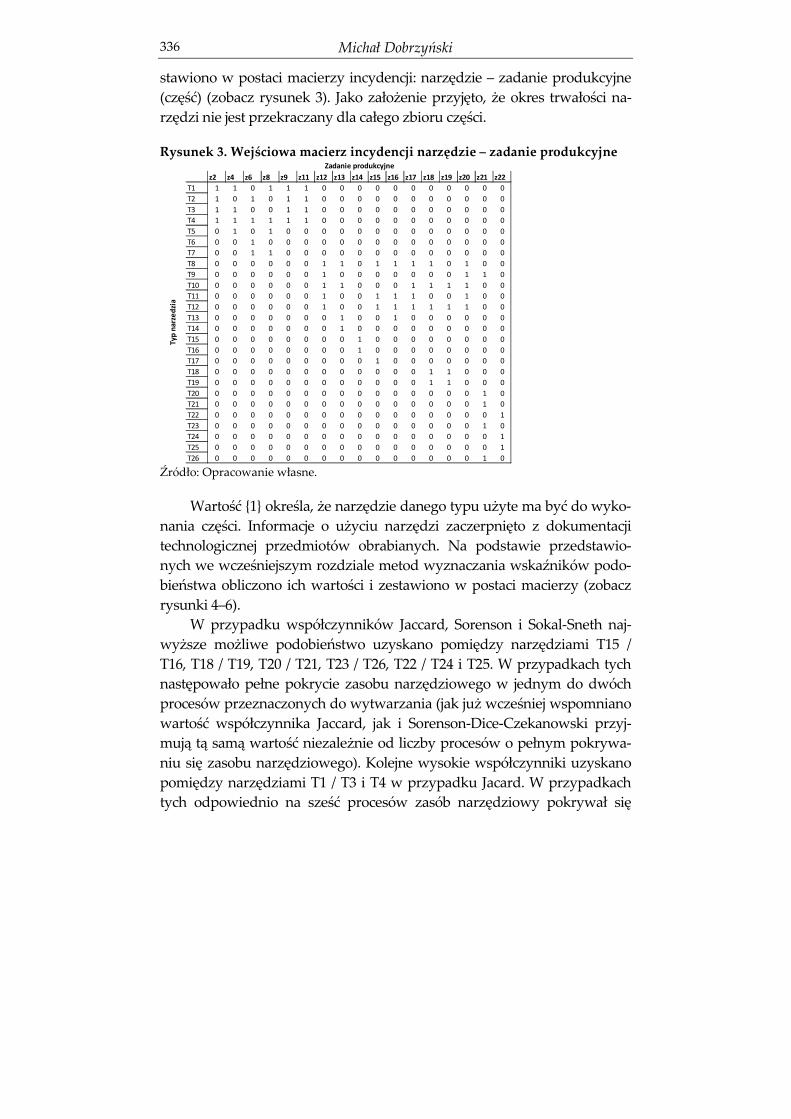
stawiono w postaci macierzy incydencji: narzędzie – zadanie produkcyjne (część) (zobacz rysunek 3). Jako założenie przyjęto, że okres trwałości na-rzędzi nie jest przekraczany dla całego zbioru części.
Rysunek 3. Wejściowa macierz incydencji narzędzie – zadanie produkcyjne
z2 z4 z6 z8 z9 z11 z12 z13 z14 z15 z16 z17 z18 z19 z20 z21 z22
T1 1 1 0 1 1 1 0 0 0 0 0 0 0 0 0 0 0
T2 1 0 1 0 1 1 0 0 0 0 0 0 0 0 0 0 0
T3 1 1 0 0 1 1 0 0 0 0 0 0 0 0 0 0 0
T4 1 1 1 1 1 1 0 0 0 0 0 0 0 0 0 0 0
T5 0 1 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0
T6 0 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0
T7 0 0 1 1 0 0 0 0 0 0 0 0 0 0 0 0 0
T8 0 0 0 0 0 0 1 1 0 1 1 1 1 0 1 0 0
T9 0 0 0 0 0 0 1 0 0 0 0 0 0 0 1 1 0
T10 0 0 0 0 0 0 1 1 0 0 0 1 1 1 1 0 0
T11 0 0 0 0 0 0 1 0 0 1 1 1 0 0 1 0 0
T12 0 0 0 0 0 0 1 0 0 1 1 1 1 1 1 0 0
T13 0 0 0 0 0 0 0 1 0 0 1 0 0 0 0 0 0
T14 0 0 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0
T15 0 0 0 0 0 0 0 0 1 0 0 0 0 0 0 0 0
T16 0 0 0 0 0 0 0 0 1 0 0 0 0 0 0 0 0
T17 0 0 0 0 0 0 0 0 0 1 0 0 0 0 0 0 0
T18 0 0 0 0 0 0 0 0 0 0 0 0 1 1 0 0 0
T19 0 0 0 0 0 0 0 0 0 0 0 0 1 1 0 0 0
T20 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0
T21 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0
T22 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1
T23 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0
T24 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1
T25 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1
T26 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0
Zadanie produkcyjneT
yp
na
rze
dzi
a
Źródło: Opracowanie własne.
Wartość {1} określa, że narzędzie danego typu użyte ma być do wyko-nania części. Informacje o użyciu narzędzi zaczerpnięto z dokumentacji technologicznej przedmiotów obrabianych. Na podstawie przedstawio-nych we wcześniejszym rozdziale metod wyznaczania wskaźników podo-bieństwa obliczono ich wartości i zestawiono w postaci macierzy (zobacz rysunki 4–6).
W przypadku współczynników Jaccard, Sorenson i Sokal-Sneth naj-wyższe możliwe podobieństwo uzyskano pomiędzy narzędziami T15 / T16, T18 / T19, T20 / T21, T23 / T26, T22 / T24 i T25. W przypadkach tych następowało pełne pokrycie zasobu narzędziowego w jednym do dwóch procesów przeznaczonych do wytwarzania (jak już wcześniej wspomniano wartość współczynnika Jaccard, jak i Sorenson-Dice-Czekanowski przyj-mują tą samą wartość niezależnie od liczby procesów o pełnym pokrywa-niu się zasobu narzędziowego). Kolejne wysokie współczynniki uzyskano pomiędzy narzędziami T1 / T3 i T4 w przypadku Jacard. W przypadkach tych odpowiednio na sześć procesów zasób narzędziowy pokrywał się

Wzrost efektywności obiegu narzędzi oparty na wykorzystaniu… 337
czterokrotnie, a w dwóch procesach któreś z narzędzi nie było wykorzy-stywane.
Rysunek 4. Wartości współczynników podobieństwa Jaccard
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10 T11 T12 T13 T14 T15 T16 T17 T18 T19 T20 T21 T22 T23 T24 T25 T26
T1 1,000 0,500 0,800 0,833 0,400 0,000 0,167 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T2 0,500 1,000 0,600 0,667 0,000 0,250 0,200 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T3 0,800 0,600 1,000 0,667 0,200 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T4 0,833 0,667 0,667 1,000 0,333 0,167 0,333 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T5 0,400 0,000 0,200 0,333 1,000 0,000 0,333 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T6 0,000 0,250 0,000 0,167 0,000 1,000 0,500 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T7 0,167 0,200 0,000 0,333 0,333 0,500 1,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T8 0,000 0,000 0,000 0,000 0,000 0,000 0,000 1,000 0,250 0,625 0,714 0,750 0,286 0,143 0,000 0,000 0,143 0,125 0,125 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T9 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,250 1,000 0,286 0,333 0,250 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,333 0,333 0,000 0,333 0,000 0,000 0,333
T10 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,625 0,286 1,000 0,375 0,625 0,143 0,167 0,000 0,000 0,000 0,333 0,333 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T11 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,714 0,333 0,375 1,000 0,714 0,167 0,000 0,000 0,000 0,200 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T12 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,750 0,250 0,625 0,714 1,000 0,125 0,000 0,000 0,000 0,143 0,286 0,286 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T13 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,286 0,000 0,143 0,167 0,125 1,000 0,500 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T14 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,143 0,000 0,167 0,000 0,000 0,500 1,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T15 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 1,000 1,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T16 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 1,000 1,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T17 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,143 0,000 0,000 0,200 0,143 0,000 0,000 0,000 0,000 1,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T18 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,125 0,000 0,333 0,000 0,286 0,000 0,000 0,000 0,000 0,000 1,000 1,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T19 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,125 0,000 0,333 0,000 0,286 0,000 0,000 0,000 0,000 0,000 1,000 1,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T20 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,333 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 1,000 1,000 0,000 1,000 0,000 0,000 1,000
T21 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,333 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 1,000 1,000 0,000 1,000 0,000 0,000 1,000
T22 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 1,000 0,000 1,000 1,000 0,000
T23 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,333 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 1,000 1,000 0,000 1,000 0,000 0,000 1,000
T24 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 1,000 0,000 1,000 1,000 0,000
T25 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 1,000 0,000 1,000 1,000 0,000
T26 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,333 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 1,000 1,000 0,000 1,000 0,000 0,000 1,000
Wartości współczynnika podobieństwa Jaccard
Źródło: Opracowanie własne.
Rysunek 5. Wartości współczynników podobieństwa Russell-Rao
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10 T11 T12 T13 T14 T15 T16 T17 T18 T19 T20 T21 T22 T23 T24 T25 T26
T1 0,294 0,176 0,235 0,294 0,118 0,000 0,059 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T2 0,176 0,235 0,176 0,235 0,000 0,059 0,059 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T3 0,235 0,176 0,235 0,235 0,059 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T4 0,294 0,235 0,235 0,353 0,118 0,059 0,118 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T5 0,118 0,000 0,059 0,118 0,118 0,000 0,059 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T6 0,000 0,059 0,000 0,059 0,000 0,059 0,059 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T7 0,059 0,059 0,000 0,118 0,059 0,059 0,118 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T8 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,412 0,118 0,294 0,294 0,353 0,118 0,059 0,000 0,000 0,059 0,059 0,059 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T9 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,118 0,176 0,118 0,118 0,118 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,059 0,059 0,000 0,059 0,000 0,000 0,059
T10 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,294 0,118 0,353 0,176 0,294 0,059 0,059 0,000 0,000 0,000 0,118 0,118 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T11 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,294 0,118 0,176 0,294 0,294 0,059 0,000 0,000 0,000 0,059 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T12 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,353 0,118 0,294 0,294 0,412 0,059 0,000 0,000 0,000 0,059 0,118 0,118 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T13 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,118 0,000 0,059 0,059 0,059 0,118 0,059 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T14 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,059 0,000 0,059 0,000 0,000 0,059 0,059 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T15 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,059 0,059 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T16 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,059 0,059 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T17 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,059 0,000 0,000 0,059 0,059 0,000 0,000 0,000 0,000 0,059 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T18 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,059 0,000 0,118 0,000 0,118 0,000 0,000 0,000 0,000 0,000 0,118 0,118 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T19 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,059 0,000 0,118 0,000 0,118 0,000 0,000 0,000 0,000 0,000 0,118 0,118 0,000 0,000 0,000 0,000 0,000 0,000 0,000
T20 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,059 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,059 0,059 0,000 0,059 0,000 0,000 0,059
T21 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,059 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,059 0,059 0,000 0,059 0,000 0,000 0,059
T22 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,059 0,000 0,059 0,059 0,000
T23 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,059 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,059 0,059 0,000 0,059 0,000 0,000 0,059
T24 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,059 0,000 0,059 0,059 0,000
T25 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,059 0,000 0,059 0,059 0,000
T26 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,059 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,059 0,059 0,000 0,059 0,000 0,000 0,059
Wartości współczynnika podobieństwa Russell - Rao

Michał Dobrzyński 338
Źródło: Opracowanie własne.
Rysunek 6. Wartości współczynników podobieństwa Sokal-Sneth
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10 T11 T12 T13 T14 T15 T16 T17 T18 T19 T20 T21 T22 T23 T24 T25 T26
T1 1,000 0,903 0,970 0,970 0,903 0,786 0,828 0,455 0,692 0,522 0,583 0,455 0,741 0,786 0,786 0,786 0,786 0,741 0,741 0,786 0,786 0,786 0,786 0,786 0,786 0,786
T2 0,903 1,000 0,938 0,938 0,786 0,903 0,867 0,522 0,741 0,583 0,640 0,522 0,786 0,828 0,828 0,828 0,828 0,786 0,786 0,828 0,828 0,828 0,828 0,828 0,828 0,828
T3 0,970 0,938 1,000 0,938 0,867 0,828 0,786 0,522 0,741 0,583 0,640 0,522 0,786 0,828 0,828 0,828 0,828 0,786 0,786 0,828 0,828 0,828 0,828 0,828 0,828 0,828
T4 0,970 0,938 0,938 1,000 0,867 0,828 0,867 0,381 0,640 0,455 0,522 0,381 0,692 0,741 0,741 0,741 0,741 0,692 0,692 0,741 0,741 0,741 0,741 0,741 0,741 0,741
T5 0,903 0,786 0,867 0,867 1,000 0,903 0,938 0,640 0,828 0,692 0,741 0,640 0,867 0,903 0,903 0,903 0,903 0,867 0,867 0,903 0,903 0,903 0,903 0,903 0,903 0,903
T6 0,786 0,903 0,828 0,828 0,903 1,000 0,970 0,692 0,867 0,741 0,786 0,692 0,903 0,938 0,938 0,938 0,938 0,903 0,903 0,938 0,938 0,938 0,938 0,938 0,938 0,938
T7 0,828 0,867 0,786 0,867 0,938 0,970 1,000 0,640 0,828 0,692 0,741 0,640 0,867 0,903 0,903 0,903 0,903 0,867 0,867 0,903 0,903 0,903 0,903 0,903 0,903 0,903
T8 0,455 0,522 0,522 0,381 0,640 0,692 0,640 1,000 0,786 0,903 0,938 0,938 0,828 0,786 0,692 0,692 0,786 0,741 0,741 0,692 0,692 0,692 0,692 0,692 0,692 0,692
T9 0,692 0,741 0,741 0,640 0,828 0,867 0,828 0,786 1,000 0,828 0,867 0,786 0,828 0,867 0,867 0,867 0,867 0,828 0,828 0,938 0,938 0,867 0,938 0,867 0,867 0,938
T10 0,522 0,583 0,583 0,455 0,692 0,741 0,692 0,903 0,828 1,000 0,828 0,903 0,786 0,828 0,741 0,741 0,741 0,867 0,867 0,741 0,741 0,741 0,741 0,741 0,741 0,741
T11 0,583 0,640 0,640 0,522 0,741 0,786 0,741 0,938 0,867 0,828 1,000 0,938 0,828 0,786 0,786 0,786 0,867 0,741 0,741 0,786 0,786 0,786 0,786 0,786 0,786 0,786
T12 0,455 0,522 0,522 0,381 0,640 0,692 0,640 0,938 0,786 0,903 0,938 1,000 0,741 0,692 0,692 0,692 0,786 0,828 0,828 0,692 0,692 0,692 0,692 0,692 0,692 0,692
T13 0,741 0,786 0,786 0,692 0,867 0,903 0,867 0,828 0,828 0,786 0,828 0,741 1,000 0,970 0,903 0,903 0,903 0,867 0,867 0,903 0,903 0,903 0,903 0,903 0,903 0,903
T14 0,786 0,828 0,828 0,741 0,903 0,938 0,903 0,786 0,867 0,828 0,786 0,692 0,970 1,000 0,938 0,938 0,938 0,903 0,903 0,938 0,938 0,938 0,938 0,938 0,938 0,938
T15 0,786 0,828 0,828 0,741 0,903 0,938 0,903 0,692 0,867 0,741 0,786 0,692 0,903 0,938 1,000 1,000 0,938 0,903 0,903 0,938 0,938 0,938 0,938 0,938 0,938 0,938
T16 0,786 0,828 0,828 0,741 0,903 0,938 0,903 0,692 0,867 0,741 0,786 0,692 0,903 0,938 1,000 1,000 0,938 0,903 0,903 0,938 0,938 0,938 0,938 0,938 0,938 0,938
T17 0,786 0,828 0,828 0,741 0,903 0,938 0,903 0,786 0,867 0,741 0,867 0,786 0,903 0,938 0,938 0,938 1,000 0,903 0,903 0,938 0,938 0,938 0,938 0,938 0,938 0,938
T18 0,741 0,786 0,786 0,692 0,867 0,903 0,867 0,741 0,828 0,867 0,741 0,828 0,867 0,903 0,903 0,903 0,903 1,000 1,000 0,903 0,903 0,903 0,903 0,903 0,903 0,903
T19 0,741 0,786 0,786 0,692 0,867 0,903 0,867 0,741 0,828 0,867 0,741 0,828 0,867 0,903 0,903 0,903 0,903 1,000 1,000 0,903 0,903 0,903 0,903 0,903 0,903 0,903
T20 0,786 0,828 0,828 0,741 0,903 0,938 0,903 0,692 0,938 0,741 0,786 0,692 0,903 0,938 0,938 0,938 0,938 0,903 0,903 1,000 1,000 0,938 1,000 0,938 0,938 1,000
T21 0,786 0,828 0,828 0,741 0,903 0,938 0,903 0,692 0,938 0,741 0,786 0,692 0,903 0,938 0,938 0,938 0,938 0,903 0,903 1,000 1,000 0,938 1,000 0,938 0,938 1,000
T22 0,786 0,828 0,828 0,741 0,903 0,938 0,903 0,692 0,867 0,741 0,786 0,692 0,903 0,938 0,938 0,938 0,938 0,903 0,903 0,938 0,938 1,000 0,938 1,000 1,000 0,938
T23 0,786 0,828 0,828 0,741 0,903 0,938 0,903 0,692 0,938 0,741 0,786 0,692 0,903 0,938 0,938 0,938 0,938 0,903 0,903 1,000 1,000 0,938 1,000 0,938 0,938 1,000
T24 0,786 0,828 0,828 0,741 0,903 0,938 0,903 0,692 0,867 0,741 0,786 0,692 0,903 0,938 0,938 0,938 0,938 0,903 0,903 0,938 0,938 1,000 0,938 1,000 1,000 0,938
T25 0,786 0,828 0,828 0,741 0,903 0,938 0,903 0,692 0,867 0,741 0,786 0,692 0,903 0,938 0,938 0,938 0,938 0,903 0,903 0,938 0,938 1,000 0,938 1,000 1,000 0,938
T26 0,786 0,828 0,828 0,741 0,903 0,938 0,903 0,692 0,938 0,741 0,786 0,692 0,903 0,938 0,938 0,938 0,938 0,903 0,903 1,000 1,000 0,938 1,000 0,938 0,938 1,000
Wartości współczynnika podobieństwa Sokal-Sneth
Źródło: Opracowanie własne.
Podobne zestawy uzyskano dla współczynnika Sorenson-Dice-Czekanowski, przy czym wyższa waga położona na zgodność powoduje, że wartości tego współczynnika mogą przyjmować wyższe wartości niż współczynnika Jaccard. Zastosowanie współczynnika Sokal-Sneth spowo-dowało zwiększenie liczby zestawów narzędziowych przyjmujących wy-sokie wartości podobieństwa.
Ponieważ współczynnik Russella-Rao przedstawia proporcję narzędzi tych samych w całym zbiorze części przeznaczonych do wykonania, jego wartości dla układu Ti – Ti mogą przyjmować różne wartości (w przypad-ku współczynnika Jaccard czy też Sorenson-Dice-Czekanowski przyjmują wartość maksymalną – 1). Współczynnik Russell-Rao przyjmuje zatem maksymalną wartość dla układów narzędzi T8/T8 i T12/T12, dla których liczba użyć wynosi siedem. Dla układów heterogonicznych wartość mak-symalna uzyskana została dla układów T8/T12, gdzie zasoby narzędziowe pokryły się w sześciu procesach na wszystkie przewidziane do realizacji.

Wzrost efektywności obiegu narzędzi oparty na wykorzystaniu… 339
3. Tworzenie zestawów narzędziowych z wykorzystaniem
aglomeracyjnego algorytmu grupowania pojedynczego wią-
zania
Celem grupowania jest przekształcenie wejściowej macierzy przypo-rządkowań w postać o strukturze charakteryzującej się diagonalnie upo-rządkowanymi grupami. Umożliwi to ustalenie składu zestawu narzę-dziowego załadowywanego do magazynu narzędziowego obrabiarki dla wykonania określonej partii części. Dolną granicą wielkości zestawu jest liczba narzędzi w procesie technologicznym części, a górną pojemność ma-gazynu narzędziowego.
W rozpatrywanym przypadku zastosowano metodę aglomeracyjną – pojedynczego wiązania (Single Linkage). Podobieństwo pomiędzy grupa-mi w przypadku zastosowania tej metody określane jest na podstawie mi-nimalnej odległości spośród wszystkich możliwych odległości pomiędzy narzędziami w poszczególnych grupach [Jain, Murty, Flynn, 1999, s. 264]. Łączenie narzędzi w grupy z wykorzystaniem tego algorytmu odbywa się w następujący sposób. Mając trzy narzędzia T1, T2, T3 wyznaczanie podobieństwa pomiędzy narzędziem T1, a nowo utworzoną grupą T23 przedstawione zostało poniżej.
Podobieństwo (T1, T23) = Max (Podobieństwo (T1, T2),
Podobieństwo (T1, T3))
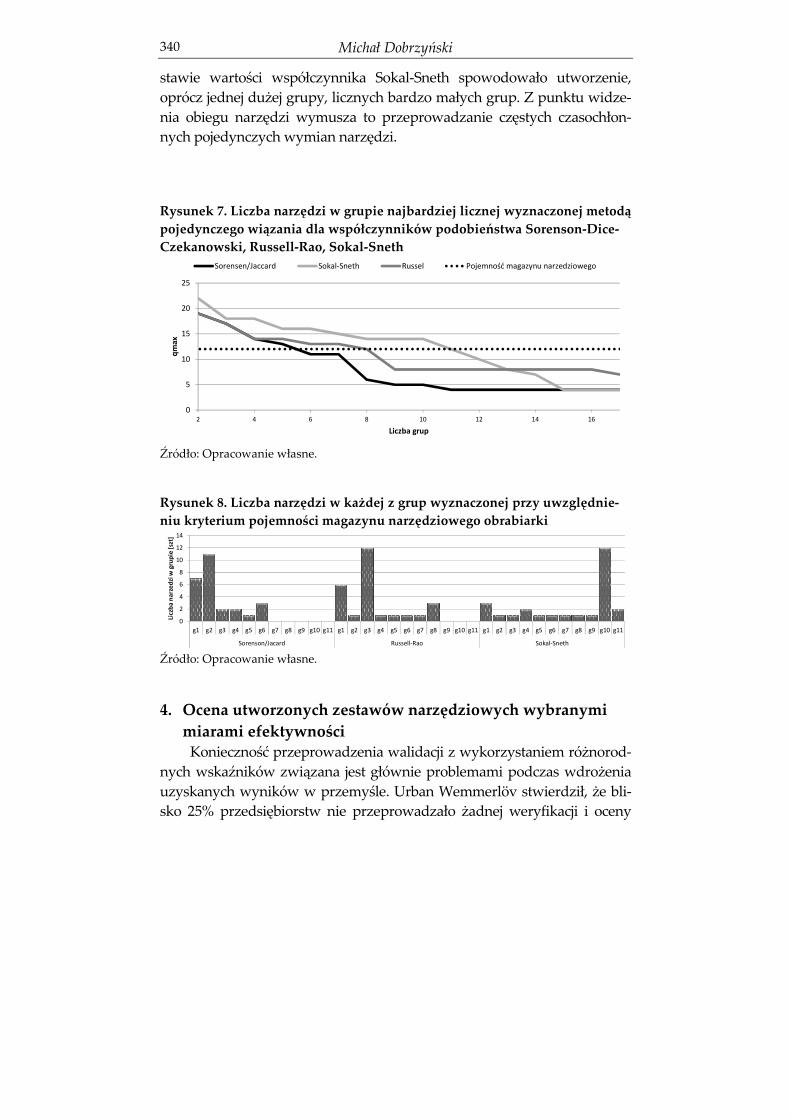
W większości przypadków nie ma możliwości utworzenia zestawów narzędziowych, których narzędzia nie musiałyby być wykorzystywane przez którąś z części kolejnych grup. Występuje zatem konieczność dziele-nia się narzędziami pomiędzy kolejnymi zestawami części/zadań produk-cyjnych. Główną przyczyną jest ograniczona pojemność magazynu narzę-dziowego (Sm), która uniemożliwia przydział wszystkich narzędzi koniecz-nych do przetworzenia wszystkich części w zakładanym okresie czasu. Koniecznym jest wyodrębnienie z każdej możliwej liczby grup grupy o największej liczności (qmax), która spełniać będzie warunek qmax ≤ Sm. Na rysunku 7 przedstawiono zmiany maksymalnej liczby narzędzi w najlicz-niejszej z grup.
Grupy o większej liczności generowane są dla współczynnika Sokal-Sneth. Natomiast szczegółowy rozkład liczby narzędzi w poszczególnych utworzonych grupach zaprezentowano na rysunku 8. Najmniejsza liczba grup utworzona została dla współczynnika Sorenson-Dice-Czekanowski. W tym przypadku, jak i grup utworzonych dla współczynnika Jaccard, powstała również druga duża grupa. Natomiast tworzenie grup na pod-
Michał Dobrzyński 340
stawie wartości współczynnika Sokal-Sneth spowodowało utworzenie, oprócz jednej dużej grupy, licznych bardzo małych grup. Z punktu widze-nia obiegu narzędzi wymusza to przeprowadzanie częstych czasochłon-nych pojedynczych wymian narzędzi.
Rysunek 7. Liczba narzędzi w grupie najbardziej licznej wyznaczonej metodą
pojedynczego wiązania dla współczynników podobieństwa Sorenson-Dice-
Czekanowski, Russell-Rao, Sokal-Sneth
0
5
10
15
20
25
2 4 6 8 10 12 14 16
qm
ax
Liczba grup
Sorensen/Jaccard Sokal-Sneth Russel Pojemność magazynu narzedziowego
Źródło: Opracowanie własne.
Rysunek 8. Liczba narzędzi w każdej z grup wyznaczonej przy uwzględnie-
niu kryterium pojemności magazynu narzędziowego obrabiarki
0
2
4
6
8
10
12
14
g1 g2 g3 g4 g5 g6 g7 g8 g9 g10 g11 g1 g2 g3 g4 g5 g6 g7 g8 g9 g10 g11 g1 g2 g3 g4 g5 g6 g7 g8 g9 g10 g11
Sorenson/Jacard Russell-Rao Sokal-Sneth
Licz
ba
na
rze
dzi
w g
rup
ie [
szt]
Źródło: Opracowanie własne.
4. Ocena utworzonych zestawów narzędziowych wybranymi
miarami efektywności
Konieczność przeprowadzenia walidacji z wykorzystaniem różnorod-nych wskaźników związana jest głównie problemami podczas wdrożenia uzyskanych wyników w przemyśle. Urban Wemmerlöv stwierdził, że bli-sko 25% przedsiębiorstw nie przeprowadzało żadnej weryfikacji i oceny
Wzrost efektywności obiegu narzędzi oparty na wykorzystaniu… 341
uzyskiwanych rozwiązań na etapie projektowania systemów produkcyj-nych [Wemmerlöv, 1997; Wemmerlöv, 2000, s. 29].
Jak stwierdzono w poprzednim rozdziale, w przypadku grupowania z wykorzystaniem współczynnika Sokal-Sneth uzyskano bardzo dużą liczbę (9 na 11 wygenerowanych) grup zawierających 1÷2 narzędzia. Z praktycz-nego punktu widzenia, wynikająca z tego duża liczba pojedynczych wy-mian narzędziowych jest nieuzasadniona. Z tego względu pominięto w dalszej analizie ten przypadek. W literaturze można spotkać szereg miar, których zadaniem jest ocena wyników grupowania. W celu oceny tworze-nia zestawów narzędziowych z wykorzystaniem analizy skupień wyzna-czono wybrane miary efektywności, tj.: ‒ procent elementów poza grupami (PE), ‒ wskaźnik obciążenia narzędzi (TU).
Tablica 4. Ocena wyników grupowania z wykorzystaniem PE
Współczynnik podobieństwa
Sorenson-Dice-Czekanowski/ Jaccard
Russell-Rao
Liczba elementów poza grupami
8 6
Udział procentowy elementów poza grupami PE [%]
11,59 13,04
Źródło: Opracowanie własne.
Miara PE definiowana jest jako udział elementów {1} poza grupami do całkowitej liczby {1} w macierzy przyporządkowania. W rozpatrywanym przypadku uzyskano mniejsze wartości tej miary dla współczynników po-dobieństwa Sorenson i Jaccard. Świadczy to o utworzeniu zestawów na-rzędziowych, które nie dzielą się narzędziami podczas przetwarzania ko-lejnych grup części (zobacz tablica 4). Minimalizowana jest zatem całkowita liczba wymian narzędzi. Redukcji ulega również czas wymiany dzięki mniejszym jednostkowym czasom zmiany narzędzi pomiędzy grupami.
Dla celów oceny uzyskanych rozwiązań wykorzystano również miarę zdefiniowaną przez Chandrasekharan i Rajagopalan, która określona zo-stanie w niniejszej pracy jako współczynnik obciążenia narzędzi (TU) [Chandrasekharan i Rajagopalan, 1986, s. 451].
[%] 1001
1 ⋅=∑ =
K
k kk
o
nm
NTU (2)
gdzie No1 – liczba elementów {1} we wszystkich diagonalnych grupach,

Michał Dobrzyński 342
K – liczba grup, m – liczba narzędzi w k-tej grupie, n – liczba części w k-tej grupie.
Na jego podstawie dokonano oceny, jaki jest udział procentowy na-rzędzi, znajdujących się w utworzonych zestawach narzędziowych, w re-alizowanej produkcji. Wyższe wartości tego współczynnika, dla przypad-ków Sorenson/Jacard, świadczą o mniejszej liczbie narzędzi, które muszą pozostać w magazynie narzędziowym do przetworzenia kolejnej grupy części. Zmniejsza się zatem konieczność dzielenia się narzędziami pomię-dzy kolejnymi grupami części (zobacz tablica 5).
Tablica 5. Ocena wyników grupowania z wykorzystaniem TU
Współczynnik podobieństwa
Sorenson-Dice-Czekanowski/ Jaccard
Russell-Rao
Liczba grup 6 8 Współczynnik obciążenia narzędzia (TU) [%]
51,69 49,18
Źródło: Opracowanie własne.
Zakończenie
Wyznaczanie składu i liczności zestawów narzędziowych z wykorzy-staniem hierarchicznych algorytmów grupowania, umożliwia wzrost efek-tywności obiegu narzędzi na poziomie produkcji. Możliwe jest zmniejsze-nie liczby i czasu przezbrojeń poprzez wyznaczanie składu zestawu narzę-dziowego opartego na podobieństwie. W analizowanym przypadku, opar-tym o dane uzyskane z przedsiębiorstwa produkcyjnego, stwierdzono, że przy zastosowaniu zachłannego algorytmu pojedynczego wiązania lepsze rezultaty uzyskuje się dla współczynników podobieństwa Jaccard i Soren-son-Dice-Czekanowski. Utworzonych zostało 6 grup (o 2 mniej niż w przypadku współczynnika Russell-Rao i aż o 5 mniej niż dla Sokal-Sneth), które zapewniają najmniejszą liczbę przezbrojeń. Wyższe wartości współczynnika obciążenia narzędzia wskazują również na mniejsze prze-pływy narzędzi pomiędzy zestawami, redukując konieczność dzielenia się narzędziami.

Wzrost efektywności obiegu narzędzi oparty na wykorzystaniu… 343
Literatura
1. Chandrasekharan M.P., Rajagopalan R. (1986), An ideal seed non-
hierarchical clustering algorithm for cellular manufacturing, „International Journal of Production Research”, 24.
2. Han J., Kamber M., Pei J. (2012), Data Mining. Concepts and Techniques, Third Edition, Morgan Kaufmann.
3. Islam K.M.S., Sarker B.R. (2000), A similarity coefficient measure and ma-
chine parts grouping in cellular manufacturing systems, „International Jour-nal of Production Research”, 38.
4. Jain A.K., Murty M.N., Flynn P.J. (1999), Data Clustering: A Review, „ACM Computing Surveys”, vol. 31, no. 3.
5. McAuley J. (1972), Machine grouping for efficient production, „The Produc-tion Engineer”, 51.
6. Sokal R.R., Michener C.D. (1958), A statistical method for evaluating sys-
tematic relationships, „The University of Kansas Science Bulletin”, 38. 7. Wemmerlöv U., Johnson D.J. (1997), Cellular manufacturing at 46 user
plants: implementation experiences and performance improvements, „Interna-tional Journal of Production Research”, 35.
8. Wemmerlöv U., Johnson D.J. (2000), Empirical findings on manufacturing
cell design, „International Journal of Production Research”, 38. 9. Yin Y. (2006), Manufacturing the Future, Concepts - Technologies - Visions,
ARS/plV, Germany, Edited by: Kordic, V.; Lazinica, A. & Merdan, M.
Streszczenie
Proces podejmowania decyzji, który dotyczy wyznaczania składu i liczby zestawów narzędziowych, napotyka na problem doboru właściwej metody i kryterium łączenia. W niniejszej pracy zaproponowano zastosowanie współ-czynników podobieństwa i hierarchicznych algorytmów grupowania do two-rzenia zestawów narzędziowych. W pierwszej części przedstawiono wybrane współczynniki podobieństwa oraz wyznaczono i scharakteryzowano ich warto-ści w oparciu o przypadek przemysłowy. W drugiej części wyznaczono skład zestawów narzędziowych z wykorzystaniem metody pojedynczego wiązania. Dokonano oceny uzyskanych grup w wykorzystaniem wybranych miar.
Słowa kluczowe
obieg narzędzi, wymiana narzędzi, hierarchiczny algorytm grupowania, współ-czynnik podobieństwa

Michał Dobrzyński 344
Increase of the efficiency of tool flow based on similarity coefficient
measures and single-linkage method (Summary)
The decision making process that is related to the determination of the composition and number of tool set is constrained by the selection of proper method and joining factors. In this paper, the application of a similarity coeffi-cient measure and hierarchical clustering algorithm for tool set forming have been proposed. The first part discusses selected similarity coefficient measures and compute their values based on the industrial case. Next, the tool sets ob-tained using single-linkage hierarchical clustering method are determined. The validation of resulting tool sets was carried out.
Keywords
tool cycle, tool exchange, hierarchical clustering algorithm, similarity coefficient measure


![Geograficzne aspekty badań nad koopetycją – dominujące ...jmf.wzr.pl/pim/2012_1_2_14.pdfści [zob. np. Peng i Bourne, 2009, s. 377–400], horyzontalnych bilateralnych / multilateralnych](https://static.fdocuments.pl/doc/165x107/5e4e1d0e7f56b17b5c64beef/geograficzne-aspekty-bada-nad-koopetycj-a-dominujce-jmfwzrplpim20121214pdf.jpg)