![Darksiders [Poradnik]](https://static.fdocuments.pl/doc/165x107/55cf98ad550346d033990933/darksiders-poradnik.jpg)
Wykonywanie cz ci maszyn w procesach obróbki skrawaniem · Poradnik dla ucznia Wydawca Instytut...
33
___________________________________________________________________________ „Projekt wspóáfinansowany ze Ğrodków Europejskiego Funduszu Spoáecznego” MINISTERSTWO EDUKACJI i NAUKI Janusz Górny Wykonywanie czĊĞci maszyn w procesach obróbki skrawaniem 311[20].Z1.02 Poradnik dla ucznia Wydawca Instytut Technologii Eksploatacji – PaĔstwowy Instytut Badawczy, Radom 2005
Transcript of Wykonywanie cz ci maszyn w procesach obróbki skrawaniem · Poradnik dla ucznia Wydawca Instytut...

___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego”
MINISTERSTWO EDUKACJI
i NAUKI
Janusz Górny
Wykonywanie cz ci maszyn w procesach obróbki
skrawaniem
311[20].Z1.02
Poradnik dla ucznia
Wydawca Instytut Technologii Eksploatacji – Pa stwowy Instytut Badawczy,
Radom 2005
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 6
4. MATERIA NAUCZANIA
4.1. Podstawy obróbki skrawaniem: geometria ostrza
skrawaj cego, zjawiska towarzysz ce procesowi skrawania,
parametry skrawania, si y i moc skrawania
4.1.1. Materia nauczania
Rodzaje obróbki skrawaniem
W zale no ci od stopnia zmechanizowania rozró niamy;
• obróbk r czn narz dziami, których ruch g ówny oraz posuwowy s
dokonywane przy pomocy mi ni ludzkich,
• obróbk r czn narz dziami z nap dem mechanicznym, tj. obróbk , w której ruch
g ówny ma nap d mechaniczny, a posuw jest dokonywany przy pomocy mi ni
ludzkich,
• obróbk maszynow , w której ruch g ówny i posuwowy maj nap d mechaniczny.
Zale nie od sposobu kszta towania powierzchni obrabianej rozró niamy: obróbk
zwyk , kszta tow i obwiedniow .
W obróbce zwyk ej ani wymiar, ani kszta t powierzchni obrobionej na ogól nie
zale od kszta tu i wymiaru narz dzia. Szczególnym przypadkiem obróbki zwyk ej,
w której ta ogólna zasada nie znajduje zastosowania, jest obróbka narz dziami
wiertarskimi (wymiar otworu zale y od wymiaru narz dzia).
W obróbce kszta towej narz dziami kszta towymi kszta t powierzchni obrobionej
uzyskujemy w wyniku odwzorowania zarysu cz ci roboczej narz dzia. Wymiary
powierzchni obrobionej zale w tym przypadku od dok adno ci wykonania zarysu
narz dzia, a tak e od jego ustawienia.
Podczas obróbki obwiedniowej kszta t powierzchni obrobionej zale y od kszta tu
zarysu kraw dzi skrawaj cej narz dzia oraz jest wynikiem wzajemnych ruchów (tzw.
odtaczania) narz dzia i cz ci obrabianej. Wymiary powierzchni obrobionej zale w tym
przypadku równie od wzajemnego ustawienia j narz dzia i cz ci obrabianej oraz ich
ruchów.
Geometria ostrzy narz dzi skrawaj cych
Geometria narz dzi do obróbki skrawaniem oraz do rozdzielania materia u, jak równie
do obróbki ciernej wykorzystuje zasad dzia ania klina. Kraw d utworzona z przeci cia si
powierzchni bocznych klina nazywa si kraw dzi tn c lub skrawaj c . Kraw d ta, wraz
z przylegaj cymi fragmentami powierzchni, ograniczaj cych klin o ukszta towanej celowo
geometrii, stanowi ostrze narz dzia (rys.1).
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 7
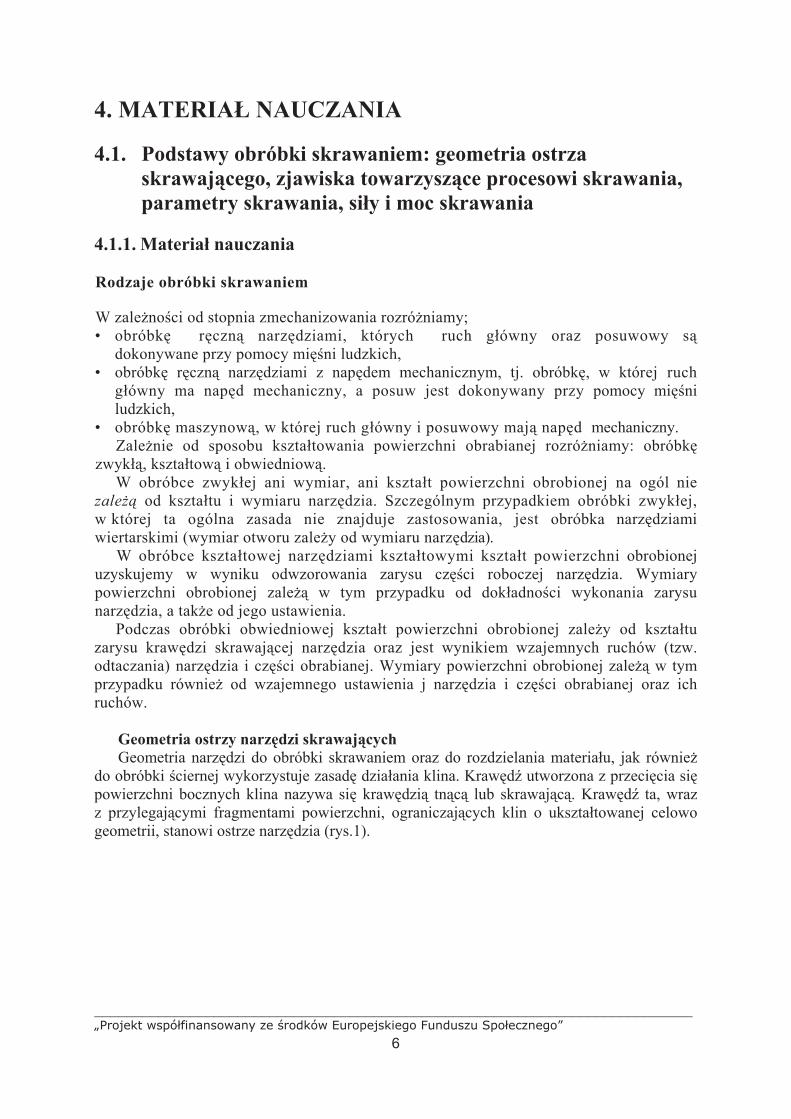
Rys. 1. Kszta t ostrzy narz dzi do oddzielania materia u: a) symetryczny klin,
b) klin z dodatnim k tem natarcia, c) klin z zerowym k tem natarcia
ród o: Dudik K., Górski E.: Poradnik tokarza. WNT, Warszawa 2000
Geometri ostrza nazywa si k ty i d ugo ci okre laj ce kszta t i wymiary cz ci roboczej
narz dzia. Si a F dzia aj ca wzd u osi klina rozk ada si na sk adowe FN, prostopad e do
powierzchni bocznych, których warto zale y od warto ci si y czynnej F i k ta rozwarcia
klina .
2sin2
FFN
Zmniejszanie k ta przy sta ej warto ci si y czynnej F wp ywa na wzrost warto ci si
nacisku jego bocznych cianek na rozdzielany materia , co z kolei powoduje wzrost si tarcia
materia u o powierzchnie boczne klina. Si y tarcia s si ami oporu, które zale w tym
przypadku od kszta tu powierzchni ostrza klina i wspó czynnika tarcia mi dzy klinem
i materia em. Zmniejszaj c k t klina przy tej samej warto ci si y F, mo na pokona
wi ksze opory przeciwko si om skrawania. Praktycznie k t nie mo e by zbyt ma y
z uwagi na to, e narz dzie musi mie odpowiedni wytrzyma o mechaniczn . K t
rozwarcia klina nazywa si k tem ostrza.
W odró nieniu od narz dzi do przecinania narz dzia skrawaj ce maj równie ostrza
w postaci klina (lub zbioru klinów elementarnych) usytuowanego tak (wzgl dem kierunku
ruchu), e podczas skrawania jedna z powierzchni ograniczaj cych zarys klina nie styka si
z powierzchni materia u obrobionego.
Powierzchnia zewn trzna przedmiotu, z której jest zdejmowany naddatek jest
powierzchni obrabian . Powierzchnia przedmiotu powsta a po oddzieleniu naddatku
materia u przez ostrze narz dzia nazywa si powierzchni obrobion .
Powierzchnia narz dzia ograniczaj ca ostrze od strony powierzchni obrobionej nazywa
si powierzchni przy o enia. Powierzchnia przy o enia tworzy zawsze z powierzchni
obrobion k t przy o enia , który powinien mie zawsze warto wi ksz od zera (min.
2 3°; rys. 1 b, c).
Celem takiego kszta towania geometrii ostrza jest zabezpieczenie przed zniszczeniem
struktury geometrycznej powierzchni i utrat dok adno ci wymiarowo-kszta towej, uzyskanej
w procesie skrawania.
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 8
W a ciwy k t przy o enia zabezpiecza równie ostrze przed wyst powaniem
dodatkowych drga ostrza i ogranicza wzrost oporów skrawania, które mog si pojawi w
przypadku wyst pienia zerowego lub ujemnego k ta przy o enia, wskutek nadmiernego
starcia narz dzia lub nieprawid owo ukszta towanej powierzchni przy o enia.
Powierzchnia klina ograniczaj ca ostrze od strony styku z materia em oddzielanego
naddatku (po której sp ywa wiór) nazywa si powierzchni natarcia. K t zawarty mi dzy
p aszczyzn prosopad do kierunku ruchu vc narz dzia, a powierzchni natarcia nazywa si
k tem natarcia (rys. 1 b, c).
K ty: przy o enia , ostrza (rozwarcia klina) i natarcia tworz w przekroju
dowoln p aszczyzn odniesienia relacj :
oraz90 ,
gdzie: - k t skrawania.
K t natarcia w zale no ci od wymaga jako ci struktury geometrycznej powierzchni,
warunków skrawania i w asno ci warstwy wierzchniej mo e przyjmowa warto : dodatni ,
zerow i ujemn . Warto k ta natarcia wp ywa w znacznym stopniu na warto si y
skrawania, warto i rozk ad odkszta ce plastycznych oraz temperatur w strefie skrawania,
posta wiórów, itp. Strefa skrawania obejmuje obszar odkszta conej plastycznie i spr y cie
warstwy skrawania o grubo ci ap w wyniku oddzia ywania ostrza narz dzia.
Kszta t ostrzy narz dzi skrawaj cych, rozpatrywany jest jako kszta t bry geometrycznych,
które s wyznaczane z uwzgl dnieniem kierunku ruchu g ównego i posuwowego
w odpowiednim zespole p aszczyzn tworz cych uk ad narz dzia.
Ka de narz dzie sk ada si z cz ci chwytowej i cz ci roboczej (skrawaj cej). Cz
chwytowa s u y do zamocowania narz dzia w obrabiarce w przypadku obróbki mechanicznej,
w obróbce r cznej s u y na ogó do trzymania w r ce. Typowe cz ci chwytowe s
najcz ciej wykonywane z materia u innego ni cz robocza, np. ze stali 55 niestopowej
ulepszanej cieplnie. Cz ci robocze s wykonywane z materia ów narz dziowych.
W zale no ci od rodzaju obróbki i przeznaczenia narz dzia mog by jednoostrzowe (no e
tokarskie) lub wieloostrzowe (frezy, przeci gacze, rozwiertaki, pi ki, tarcze cierne).
Cz skrawaj ca narz dzia mo e by utworzona z klina o sta ej geometrii lub mo e by
zbiorem klinów elementarnych o zmiennej geometrii, tworz cych ca o . Kraw d
skrawaj ca mo e by ostra lub zaokr glona ma ym promieniem o odpowiedniej warto ci (np.
p ytki wymienne z w glików spiekanych). Kraw dzie skrawaj ce mog by prostoliniowe lub
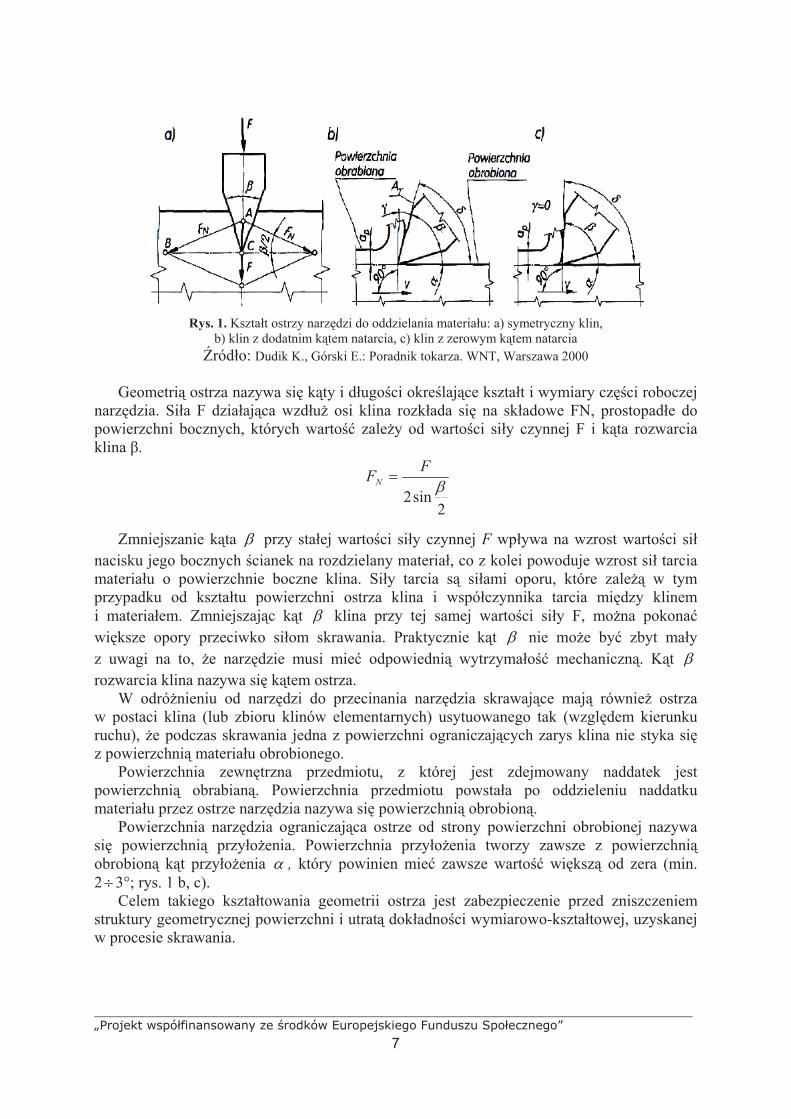
mog mie z o one kszta ty (rys. 2). Powierzchnia cz ci roboczej zawieraj ca pomocnicz
kraw d skrawaj c nazywa si pomocnicz powierzchni przy o enia. Je eli mi dzy
powierzchni przy o enia a powierzchni pomocnicz przy o enia znajduje si jeszcze jedna
(lub wi cej) powierzchnia, to powierzchni t nazywa si przej ciow powierzchni
przy o enia.
Ukszta towanie powierzchni natarcia i przy o enia mo e przybiera ró ne formy
geometryczne (rys. 3). Wierzcho ek no a (naro e) jest utworzony przez przeci cie si
powierzchni natarcia z wyst puj cymi w danej cz ci skrawaj cej ostrza powierzchniami
przy o enia okre lonego rodzaju. Zarys geometryczny wierzcho ka ma wp yw na parametry
struktury geometrycznej powierzchni (rys. 1 b).
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 9
Rys. 2. Elementy geometrii ostrza: a) powierzchnie, b) elementy zwi zane z kraw dzi skrawaj c
ród o: Dudik K., Górski E.: Poradnik tokarza. WNT, Warszawa 2000
Rys. 3. Ukszta towanie powierzchni: natarcia - a) p aska, b) p aska ze cinem, c) wkl s a,
d) wkl s a ze cinem, e) schodkowa; przy o enia - a), d) i e) bez cinowa, b) cinowa, c) dwu cianowa
ród o: Dudik K., Górski E.: Poradnik tokarza. WNT, Warszawa 2000

___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 10
Geometria ostrza i jej wp yw na obróbk
K t natarcia ( )
K t natarcia ma du y wp yw na opór skrawania, formowanie wióra, temperatur
skrawania oraz trwa o narz dzia. Zwi kszenie k ta natarcia w kierunku dodatnim (+)
poprawia ostro kraw dzi skrawaj cej, lecz powoduje obni enie jej wytrzyma o ci. Z kolei
zwi kszenie k ta natarcia w kierunku ujemnym (-) powoduje zwi kszenie oporu skrawania.
K t natarcia nale y zwi kszy w kierunku ujemnym dla materia ów twardych oraz
w przypadku, gdy wymagana jest podwy szona wytrzyma o kraw dzi skrawaj cej, np. przy
obróbce przerywanej i skórowaniu surowych powierzchni.
Zwi kszenie k ta natarcia w kierunku dodatnim stosuje si dla materia ów mi kkich
i atwo obrabialnych oraz, gdy przedmiot obrabiany lub obrabiarka maj ma sztywno .
Rys. 4. K t natarcia
ród o: Dudik K., Górski E.: Poradnik tokarza. WNT, Warszawa 2000
K t przy o enia ( )
K t przy o enia zapobiega tarciu powierzchni przy o enia o powierzchni przedmiotu
obrabianego. Zwi kszenie k ta przy o enia powoduje zmniejszenie zu ycia ciernego na
powierzchni przy o enia, przy równoczesnym obni eniu trwa o ci kraw dzi skrawaj cej. K t
przy o enia nale y zmniejszy dla materia ów twardych oraz, gdy kraw d skrawaj ca musi
mie wysok wytrzyma o .
Zwi kszenie k ta przy o enia zaleca si dla materia ów mi kkich oraz w przypadku, gdy
materia obrabiany utwardza si przez zgniot.
Rys. 5. Zale no zu ycia powierzchni przy o enia od k ta przy o enia
ród o: Dudik K., Górski E.: Poradnik tokarza. WNT, Warszawa 2000
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 11
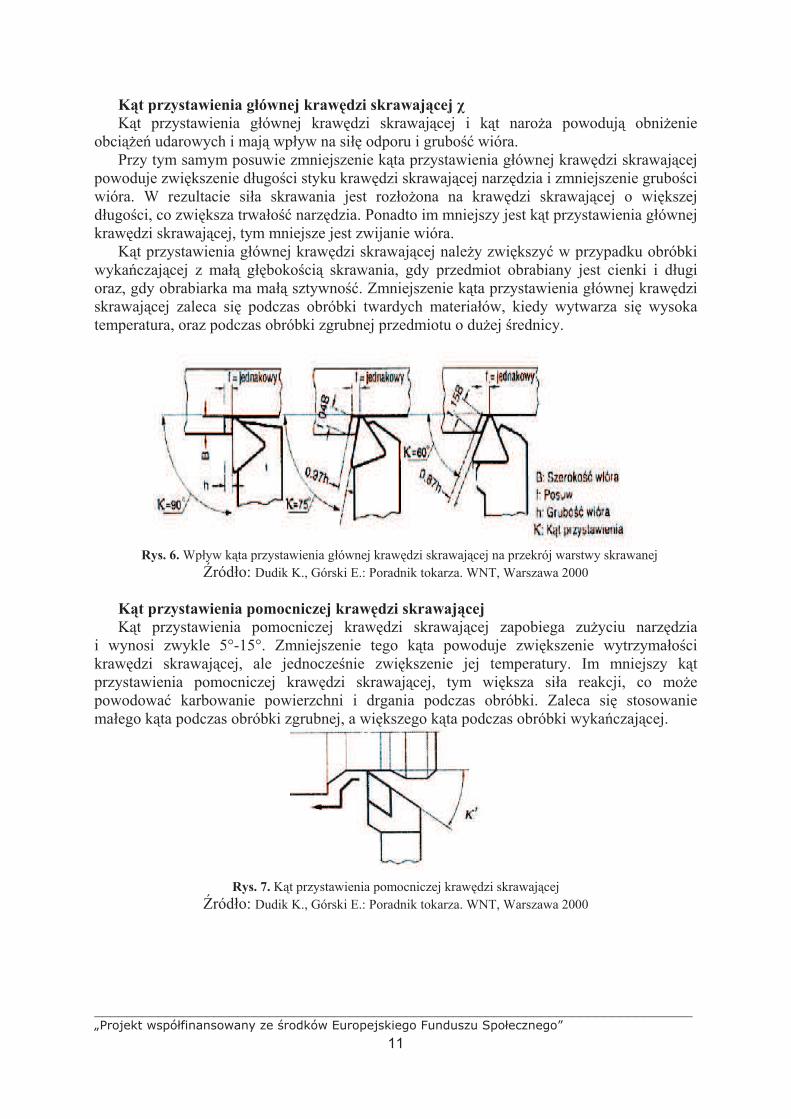
K t przystawienia g ównej kraw dzi skrawaj cej
K t przystawienia g ównej kraw dzi skrawaj cej i k t naro a powoduj obni enie
obci e udarowych i maj wp yw na si odporu i grubo wióra.
Przy tym samym posuwie zmniejszenie k ta przystawienia g ównej kraw dzi skrawaj cej
powoduje zwi kszenie d ugo ci styku kraw dzi skrawaj cej narz dzia i zmniejszenie grubo ci
wióra. W rezultacie si a skrawania jest roz o ona na kraw dzi skrawaj cej o wi kszej
d ugo ci, co zwi ksza trwa o narz dzia. Ponadto im mniejszy jest k t przystawienia g ównej
kraw dzi skrawaj cej, tym mniejsze jest zwijanie wióra.
K t przystawienia g ównej kraw dzi skrawaj cej nale y zwi kszy w przypadku obróbki
wyka czaj cej z ma g boko ci skrawania, gdy przedmiot obrabiany jest cienki i d ugi
oraz, gdy obrabiarka ma ma sztywno . Zmniejszenie k ta przystawienia g ównej kraw dzi
skrawaj cej zaleca si podczas obróbki twardych materia ów, kiedy wytwarza si wysoka
temperatura, oraz podczas obróbki zgrubnej przedmiotu o du ej rednicy.
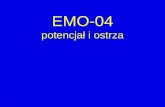
Rys. 6. Wp yw k ta przystawienia g ównej kraw dzi skrawaj cej na przekrój warstwy skrawanej
ród o: Dudik K., Górski E.: Poradnik tokarza. WNT, Warszawa 2000
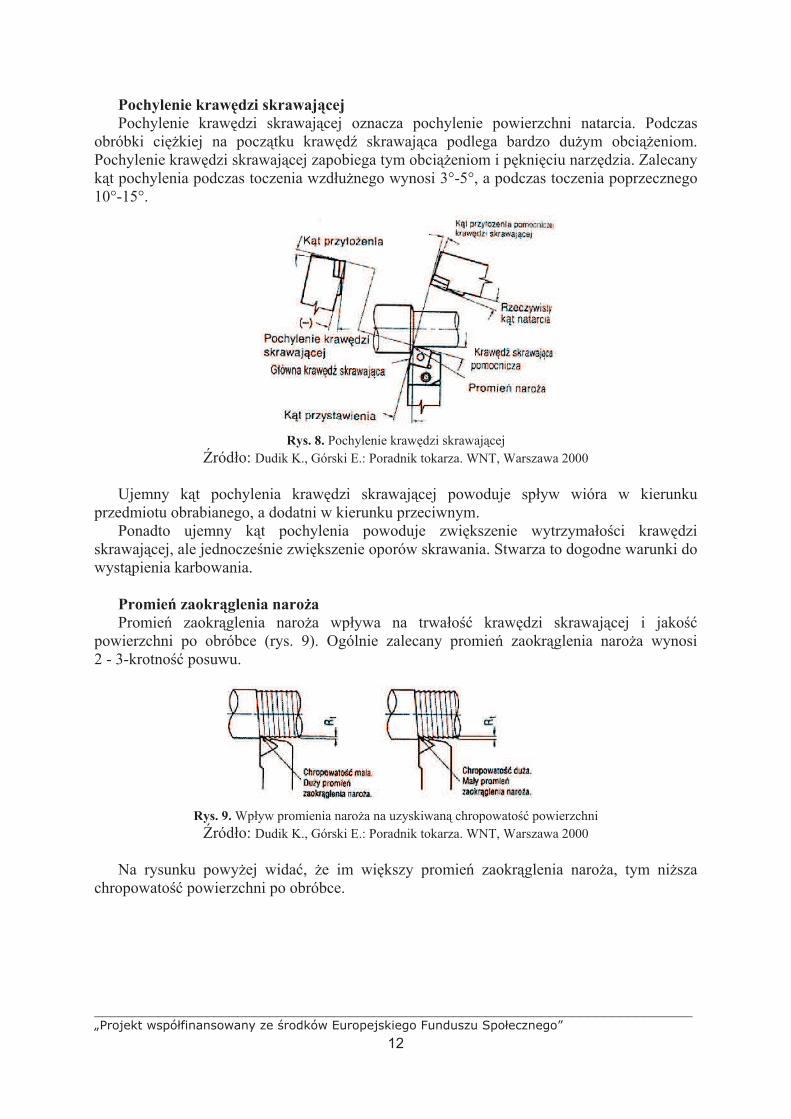
K t przystawienia pomocniczej kraw dzi skrawaj cej
K t przystawienia pomocniczej kraw dzi skrawaj cej zapobiega zu yciu narz dzia
i wynosi zwykle 5°-15°. Zmniejszenie tego k ta powoduje zwi kszenie wytrzyma o ci
kraw dzi skrawaj cej, ale jednocze nie zwi kszenie jej temperatury. Im mniejszy k t
przystawienia pomocniczej kraw dzi skrawaj cej, tym wi ksza si a reakcji, co mo e
powodowa karbowanie powierzchni i drgania podczas obróbki. Zaleca si stosowanie
ma ego k ta podczas obróbki zgrubnej, a wi kszego k ta podczas obróbki wyka czaj cej.
Rys. 7. K t przystawienia pomocniczej kraw dzi skrawaj cej
ród o: Dudik K., Górski E.: Poradnik tokarza. WNT, Warszawa 2000
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 12
Pochylenie kraw dzi skrawaj cej
Pochylenie kraw dzi skrawaj cej oznacza pochylenie powierzchni natarcia. Podczas
obróbki ci kiej na pocz tku kraw d skrawaj ca podlega bardzo du ym obci eniom.
Pochylenie kraw dzi skrawaj cej zapobiega tym obci eniom i p kni ciu narz dzia. Zalecany
k t pochylenia podczas toczenia wzd u nego wynosi 3°-5°, a podczas toczenia poprzecznego
10°-15°.
Rys. 8. Pochylenie kraw dzi skrawaj cej
ród o: Dudik K., Górski E.: Poradnik tokarza. WNT, Warszawa 2000
Ujemny k t pochylenia kraw dzi skrawaj cej powoduje sp yw wióra w kierunku
przedmiotu obrabianego, a dodatni w kierunku przeciwnym.
Ponadto ujemny k t pochylenia powoduje zwi kszenie wytrzyma o ci kraw dzi
skrawaj cej, ale jednocze nie zwi kszenie oporów skrawania. Stwarza to dogodne warunki do
wyst pienia karbowania.
Promie zaokr glenia naro a
Promie zaokr glenia naro a wp ywa na trwa o kraw dzi skrawaj cej i jako
powierzchni po obróbce (rys. 9). Ogólnie zalecany promie zaokr glenia naro a wynosi
2 - 3-krotno posuwu.
Rys. 9. Wp yw promienia naro a na uzyskiwan chropowato powierzchni
ród o: Dudik K., Górski E.: Poradnik tokarza. WNT, Warszawa 2000
Na rysunku powy ej wida , e im wi kszy promie zaokr glenia naro a, tym ni sza
chropowato powierzchni po obróbce.

___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 13
Uzyskiwana chropowato kszta tuje si wed ug wzoru:
tr
fR
8
2
,
gdzie: Rt – wysoko chropowato ci,
f – posuw,
r – promie naro a.
Zwi kszenie promienia zaokr glenia naro a powoduje zwi kszenie trwa o ci kraw dzi
skrawaj cej, lecz powoduje tak e wzrost oporów skrawania i karbowanie powierzchni po
obróbce.
Parametry obróbki
1. Na postawie danych uzyskanych z procesu technologicznego i rysunku przedmiotu
obrobionego, nale y zminimalizowa ilo przej zgrubnych przyjmuj c mo liwie du
g boko skrawania. 2. Nast pnie w zale no ci od wymaganej dok adno ci obróbki i chropowato ci
powierzchni uwzgl dniaj c mo liwo ci obrabiarki dobra jak najwi kszy posuw.
3. Przy za o onym okresie trwa o ci ostrza dobieramy z nomogramów, tablic parametrów
skrawania lub wyliczamy na podstawie wzorów szybko skrawania.
Dobieraj c warunki skrawania dla obrabiarek CNC, nale y uwzgl dnia :
wysoki koszt maszynogodziny, który powoduje, e ekonomiczny okres trwa o ci ostrza
znacznie jest zmniejszany przez dobór wy szych parametrów skrawania,
obróbk wielonarz dziow , która w warunkach produkcji ma oseryjnej zmusza do
takiego doboru parametrów skrawania – okresu trwa o ci narz dzia, aby wymienia
narz dzie dopiero po zrealizowaniu zadania produkcyjnego.
Geometryczne parametry skrawania
Grubo hdz warstwy skrawanej jednym ostrzem wynosi:
][sin mmxfh rzdz ,
gdzie:
r - po owa k ta wierzcho kowego narz dzia wieloostrzowego,
f - posuw na jedno ostrze.
Szeroko bD warstwy skrawanej wynosi:
w przypadku wiercenia w pe nym materiale
][sin2
mmxd
b rD ,
w przypadku wiercenia wtórnego, pog biania oraz rozwiercania
][sin2
)( 1 mmxdd
b rD .

___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 14
Pole powierzchni przekroju warstwy skrawanej jednym ostrzem wynosi:
w przypadku wiercenia w pe nym materiale
][2
mmzf
dbhA DDzDz ,
w przypadku wiercenia wtórnego, pog biania oraz rozwiercania
][2
)( 1 mmzf
ddbhA DDzDz .
Ca kowita powierzchnia przekroju warstwy skrawanej wynosi:
w przypadku wiercenia w pe nym materiale
][2
mmf
dAD ,
w przypadku wiercenia wtórnego, pog biania oraz rozwiercania
][2
)( 1 mmf
ddAD .
Technologiczne parametry skrawania Do technologicznych parametrów skrawania zalicza si : pr dko skrawania, posuw
i g boko skrawania.
Pr dko skrawania c przy obróbce narz dziem wieloostrzowym jest to pr dko
obwodowa punktu kraw dzi skrawaj cej po o onego na maksymalnej odleg o ci od osi
obrotu. Pr dko skrawania jest zale na od rednicy narz dzia d oraz jego pr dko ci
obrotowej n. Dobiera si w zale no ci od rodzaju obróbki, materia u narz dzia i materia u
obrabianego.
mmnd
vc1000
)(.
Posuwem f nazywamy zazwyczaj przesuni cie narz dzia wzd u osi przypadaj ce na
jeden obrót i mierzone w mm/obr. Natomiast posuw przypadaj cy na jedno ostrze okre la
zale no
ostrze
mm
Z
ff z .
Z- ilo ostrzy
Podczas obróbki materia jest skrawany jednocze nie przez wszystkie kraw dzie
skrawaj ce narz dzia. G boko skrawania podczas wiercenia w pe nym materiale wynosi
2
da p ,
gdzie: d - rednica otworu
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 15
Przy wierceniu wtórnym otworów, pog bianiu czo owym, pog bianiu sto kowym
i rozwiercaniu:
mmdd
a p2
)( 1 ,
gdzie: d - ko cowa rednica otworu,
d1 - pocz tkowa rednica otworu.
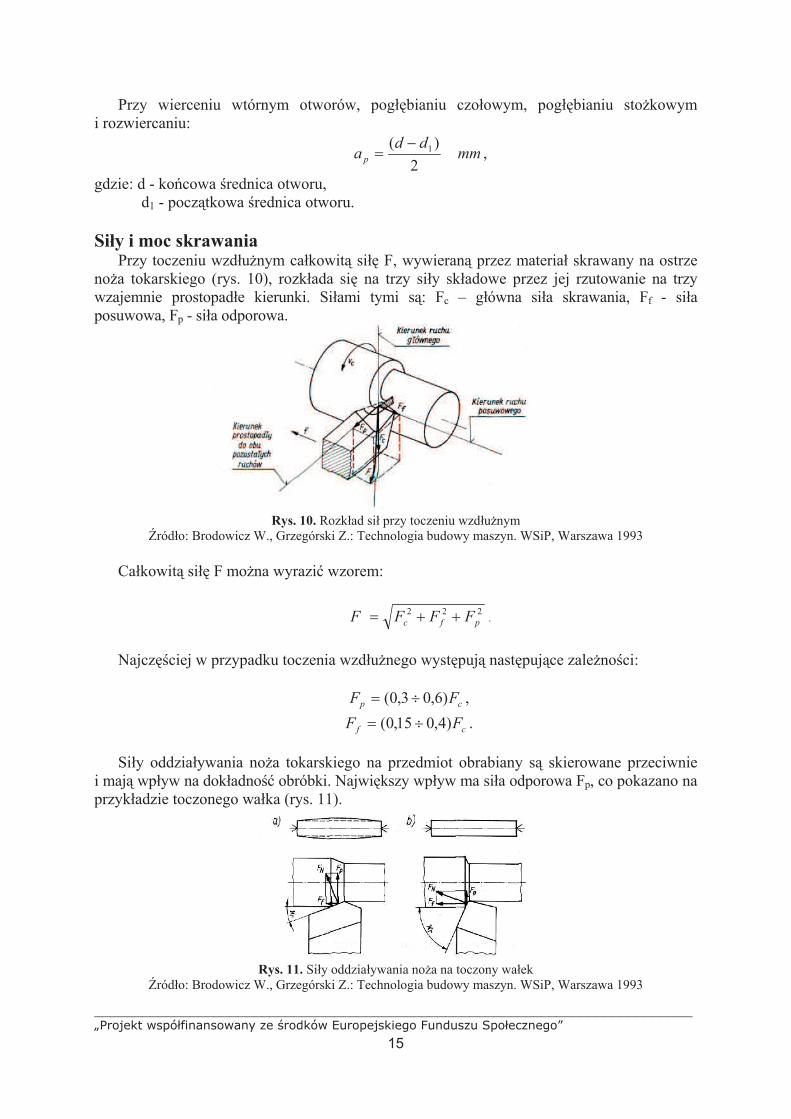
Si y i moc skrawania Przy toczeniu wzd u nym ca kowit si F, wywieran przez materia skrawany na ostrze
no a tokarskiego (rys. 10), rozk ada si na trzy si y sk adowe przez jej rzutowanie na trzy
wzajemnie prostopad e kierunki. Si ami tymi s : Fc – g ówna si a skrawania, Ff - si a
posuwowa, Fp - si a odporowa.
Rys. 10. Rozk ad si przy toczeniu wzd u nym
ród o: Brodowicz W., Grzegórski Z.: Technologia budowy maszyn. WSiP, Warszawa 1993
Ca kowit si F mo na wyrazi wzorem:
222
pfc FFFF .
Najcz ciej w przypadku toczenia wzd u nego wyst puj nast puj ce zale no ci:
cp FF )6,03,0( ,
cf FF )4,015,0( .
Si y oddzia ywania no a tokarskiego na przedmiot obrabiany s skierowane przeciwnie
i maj wp yw na dok adno obróbki. Najwi kszy wp yw ma si a odporowa Fp, co pokazano na
przyk adzie toczonego wa ka (rys. 11).
Rys. 11. Si y oddzia ywania no a na toczony wa ek
ród o: Brodowicz W., Grzegórski Z.: Technologia budowy maszyn. WSiP, Warszawa 1993
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 16
Przy ma ym k cie r przystawienia g ównej kraw dzi skrawaj cej (rys. 11a) si a FN
prostopad a do tej kraw dzi rozk ada si na du sil odporow Fp i ma si
posuwow Ff, przez co wyst puje du e odginanie toczonego wa ka i w przypadku jego ma ej
sztywno ci odchy ka kszta tu (beczkowato ) po obróbce jest znaczna.
Przy du ym k cie Kr (rys. 11b) si a Fp jest odpowiednio mniejsza i dlatego odchy ka
kszta tu wa ka po obróbce te jest mniejsza.
Obliczanie si skrawania -przyk ad
Rozró nia si przybli one i dok adne metody obliczania si skrawania przy toczeniu.
Przybli on warto si y skrawania Fc mo na obliczy ze wzoru:
NAkF Dcc ,
gdzie: kc - si a skrawania przypadaj ca na jednostk powierzchni warstwy skrawanej (opór
w a ciwy skrawania) w N/mm2,
AD - pole powierzchni nominalnego przekroju poprzecznego warstwy skrawanej
w mm2.
Pole AD oblicza si ze wzoru:
pD faA ,
gdzie: f- posuw no a na jeden obrót przedmiotu obrabianego w mm,
ap - strefa czynna kraw dzi skrawaj cej wg bna (g boko skrawania) w mm.
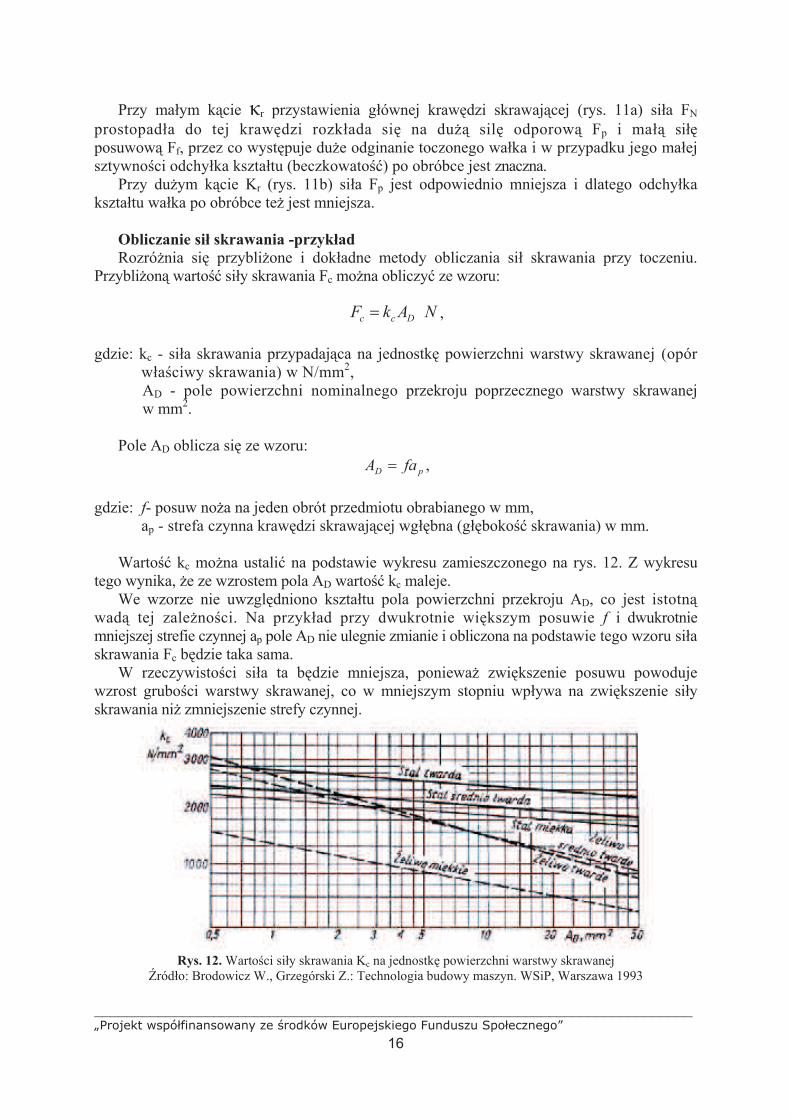
Warto kc mo na ustali na podstawie wykresu zamieszczonego na rys. 12. Z wykresu
tego wynika, e ze wzrostem pola AD warto kc maleje.
We wzorze nie uwzgl dniono kszta tu pola powierzchni przekroju AD, co jest istotn
wad tej zale no ci. Na przyk ad przy dwukrotnie wi kszym posuwie f i dwukrotnie
mniejszej strefie czynnej ap pole AD nie ulegnie zmianie i obliczona na podstawie tego wzoru si a
skrawania Fc b dzie taka sama.
W rzeczywisto ci si a ta b dzie mniejsza, poniewa zwi kszenie posuwu powoduje
wzrost grubo ci warstwy skrawanej, co w mniejszym stopniu wp ywa na zwi kszenie si y
skrawania ni zmniejszenie strefy czynnej.
Rys. 12. Warto ci si y skrawania Kc na jednostk powierzchni warstwy skrawanej
ród o: Brodowicz W., Grzegórski Z.: Technologia budowy maszyn. WSiP, Warszawa 1993

___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 17
Z tego wzgl du przybli on , lecz dok adniejsz warto si y Fc mo na obliczy ze wzoru
NfakF pcc '
gdzie k' - jednostkowa si a skrawania zale na od posuwu f . Warto ci k'c podano w tabl. 1
Tabela 1. warto k'c przy toczeniu ród o: Brodowicz W., Grzegórski Z.: Technologia budowy
maszyn. WSiP, Warszawa 1993
Dok adne warto ci si y skrawania Fc oraz pozosta ych si sk adowych Fp i Ff przy
toczeniu oblicza si na podstawie szczegó owych wzorów dla ka dej si y sk adowej. Wzory te
zawieraj bardzo du liczb wspó czynników poprawkowych, uwzgl dniaj cych wszystkie
czynniki maj ce wp yw na obliczanie warto ci tych si .

___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 18
Korzystanie z tych wzorów jest uci liwe g ównie z uwagi na konieczno odnajdywania
wspó czynników poprawkowych w licznych tablicach. Dlatego wzory te zosta y tu pomini te.
Tabela 2. Warto ci sta ej Cc oraz wyk adników pot gowych ec i ue do wzoru ród o: Brodowicz W.,
Grzegórski Z.: Technologia budowy maszyn. WSiP, Warszawa 1993
Wystarczaj co dok adne warto ci si y skrawania Fc otrzymuje si przy zastosowaniu
wzoru:
NKKKKfaCF cccrcKC
ucec
pcc ,
gdzie: Cc, ee, uc wielko sta a i wyk adniki pot gowe podane w tabl. 2; KKC, Krc, K f, Kcc
wspó czynniki poprawkowe podane w tabl. 3
Wzór ten dotyczy ostrza no a tokarskiego bez oznak zu ycia. Po obliczeniu si y
skrawania Fc mo na pozosta e si y sk adowe Fp i Fr wyznaczy na podstawie zale no ci.
Si y te na ogó nie wymagaj dok adnego obliczania, poniewa nie ma ich we wzorze na moc
skrawania.
Tabela 3. Warto ci wspó czynników poprawkowych do wzoru ród o: Brodowicz W., Grzegórski
Z.: Technologia budowy maszyn. WSiP, Warszawa 1993
A. Wspó czynnik poprawkowy Kn, uwzgl dniaj cy wp yw k ta przystawienia
B. Wspó czynnik poprawkowy Krc, uwzgl dniaj cy wp yw promienia zaokr glenia naro a
wierzcho ka) ostrza

___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 19
C. Wspó czynnik poprawkowy KjC, uwzgl dniaj cy wp yw k ta natarcia
D. Wspó czynnik poprawkowy Ka, uwzgl dniaj cy wp yw cieczy chodz co-smaruj cej
Obliczanie momentu obrotowego i mocy przy toczeniu
Moment obrotowy na wrzecionie tokarki oblicza si ze wzoru
][10002
mNdF
M c ,
gdzie d - rednica przedmiotu obrabianego w miejscu toczenia (skrawania) w mm.
Moc skrawania przy toczeniu wyznacza si z zale no ci
][955460000
kWMnvF
P cc
c .
Moc pobieran przez silnik nap dowy wrzeciennika tokarki oblicza si ze wzoru
][ kWP
P c
s ,
gdzie - wspó czynnik sprawno ci uk adu nap dowego tokarki, przyjmowany ok. 0,75.

___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 20
Zjawiska towarzysz ce procesowi skrawania Do wiadczalnie stwierdzono, e przebieg tworzenia si wióra jest jednakowy w ka dym
rodzaju obróbki, tzn. wiór tworzy si w sposób podobny zarówno podczas toczenia, jak
frezowania, strugania, itp.
Rozpatrzymy przebieg tworzenia si wióra podczas toczenia poprzecznego
(ortogonalnego, tj. gdy k t ru= 90) materia u wykazuj cego dobr plastyczno , obserwuj c
miejscow grubo warstwy skrawanej hD w p aszczy nie Pfe. Ostrze no a maj ce kszta t
klina pod dzia aniem si y skrawania F jest wciskane w materia obrabiany. Powierzchnia
natarcia A ostrza no a wywiera nacisk na materia obrabiany, powoduj c oddzielanie si
warstwy skrawanej w postaci elementów wióra.
W granicach elementu wióra wyst puj najpierw odkszta cenia wykazuj ce obecno
pewnych charakterystycznych linii nachylonych do kierunku ruchu ostrza pod k tem + . S
to tzw. linie zgniotu, silnie zakrzywione od strony powierzchni natarcia no a w kierunku
przeciwnym kierunkowi sp ywu wióra. Przekszta cenie warstwy skrawanej w wiór wywo uje
najintensywniejsze odkszta cenie na linii DB. Linia DB przedstawiona na rys.13 wyznacza
po o enie p aszczyzny, w której wyst puj najwi ksze napr enia styczne. P aszczyzna
wyznaczona po o eniem linii DB jest nazywana p aszczyzn cinania ( upania, odrywania,
po lizgu) i oznacza si j symbolem Psh.
Rys. 13. P aszczyzna cinania
ród o: Brodowicz W.: Skrawanie i narz dzia. WSiP, Warszawa 1998
K t wyznaczaj cy po o enie p aszczyzny cinania Psh jest nazywany k tem cinania
i mo e by obliczony z zale no ci:
nh
ntgsin
cos,
w której h – wspó czynnik sp czenia (zgrubienia)
D
ch
h
h
gdzie: hc – grubo wióra w p aszczy nie Pne prostopad ej do powierzchni A ,
hD – grubo warstwy skrawanej.

___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 21
K t zawarty mi dzy liniami zgniotu a p aszczyzn cinania Psh jest nazywany k tem
zgniotu; przyjmuje on warto ci w granicach od 0 do 30o. Warto k ta zale y od rodzaju
materia u obrabianego - im materia jest bardziej ci gliwy, tym k t ten jest wi kszy. Przy
obróbce materia ów kruchych k t jest równy zeru.
Rodzaje wiórów Kszta t wióra zale y od rodzaju materia u obrabianego, a dla danego materia u – od
warunków skrawania i geometrii ostrza no a. Rozró nia si wióry wst gowe, schodkowe
i odpryskowe.
Wiór wst gowy jest to wiór ci g y prosty lub zwijaj cy si w spiral o bardzo du ej nieraz
d ugo ci. Elementy wióra wst gowego s po czone z sob do mocno. Wiór wst gowy
odznacza si bardzo g adk powierzchni od strony powierzchni obrobionej i chropowat od
strony zewn trznej, bez widocznych linii podzia u na elementy. Wiór wst gowy powstaje
przy skrawaniu z du ymi pr dko ciami mi kkich ci gliwych metali, przy ma ych i rednich
przekrojach warstwy skrawanej. Powstawaniu wióra wst gowego sprzyja normalizowanie
i wy arzanie materia u obrabianego, jak równie obecno w nim sk adników stopowych.
Wiór schodkowy ma wyra nie zaznaczone elementy, po czone z sob s abiej ni
w wiórze wst gowym. Powierzchnia wióra od strony obrobionej jest bardziej chropowata ni
w przypadku wióra wst gowego. Wiór schodkowy jest form przej ciow mi dzy wiórem
wst gowym a odpryskom; powstaje on przy skrawaniu z rednimi i ma ymi pr dko ciami
materia ów ci gliwych redniej twardo ci, przy du ych przekrojach skrawania i ma ych
k tach natarcia.
Rys. 14. Rodzaje wiórów
ród o: Brodowicz W.: Skrawanie i narz dzia. WSiP, Warszawa 1998

___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 22
Wiór odpryskowy sk ada si z oddzielnych, niepo czonych z sob elementów, maj cych
powierzchni poszarpan od strony powierzchni obrobionej i powierzchnie podzia u
przypadkowe, nierówne. Wiór odpryskowy powstaje przy obróbce materia ów kruchych
(twarde eliwo, br z).
Na rodzaj wióra powstaj cego podczas skrawania wp ywaj , poza wymienionymi, jeszcze
inne czynniki. Im mniejszy jest k t skrawania , tym atwiej tworzy si wiór wst gowy
i odwrotnie — powi kszenie k ta skrawania powoduje powstawanie wióra schodkowego.
Im wi kszy jest przekrój poprzeczny warstwy skrawanej, tym atwiej wiór wst gowy
przekszta ca si w schodkowy. Kszta t przekroju poprzecznego warstwy skrawanej równie
ma wp yw na rodzaj powstaj cego wióra. Im wi kszy jest stosunek g boko ci skrawania
posuwu i im mniejszy k t przystawienia tym atwiej powstaj wióry wst gowe.
W celu otrzymania g adkiej powierzchni w toczeniu wyka czaj cym materia ów kruchych
d ymy do otrzymywania wióra schodkowego lub wst gowego. Poniewa ze wzgl dów
wytrzyma o ciowych nie mo na zbytnio zmniejszy k ta skrawania, osi ga si to przez
zmniejszenie przekroju warstwy skrawanej, zmian kszta tu tego przekroju lub zwi kszenie
pr dko ci skrawania.
Wspó czynnik sp czania (zgrubiania) wióra
W warstwie wierzchniej obrobionej cz ci i w wiórze pozostaj trwa e lady odkszta ce
plastycznych, przejawiaj ce si zmian w asno ci fizycznych mechanicznych i strukturalnych
materia u.
Zmiany wyst puj ce w wiórze w ró nych warunkach skrawania okre la charakter zjawisk
zachodz cych w warstwie wierzchniej obrabianej cz ci. Znajomo tych zmian ma istotne
znaczenie przy wyci ganiu wniosków, dotycz cych w a ciwo ci warstwy wierzchniej
obrobionej cz ci. Jedn z wa nych cech charakteryzuj cych odkszta cenia plastyczne
w warstwie wierzchniej obrabianej cz ci wspó czynnik sp czania.
Rys. 15. Powstawanie wióra
ród o: Brodowicz W.: Skrawanie i narz dzia. WSiP, Warszawa 1998
Przekrój wióra ró ni si od przekroju warstwy skrawanej na skutek zmian kszta tu, jakim
ulega wiór podczas tworzenia si i oddzielania. Warstwa skrawana zostaje podczas skrawania
sp czona (zgrubiona) i wskutek tego przekrój wióra jest wi kszy od jej przekroju. Poniewa
obj to wióra i warstwy skrawanej s równe, zatem wraz ze zwi kszeniem si przekroju
zmniejsza si d ugo wióra. Wspó czynnikiem sp czania h nazywamy stosunek przekroju
wióra do przekroju warstwy skrawanej. równy l d ugo ci warstwy skrawanej, do d ugo ci
wióra:
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 23
wd
w
hl
l,
gdzie: Aw- przekrój wióra,
Ad- przekrój warstwy skrawanej,
l - d ugo warstwy skrawanej,
lw - d ugo wióra.
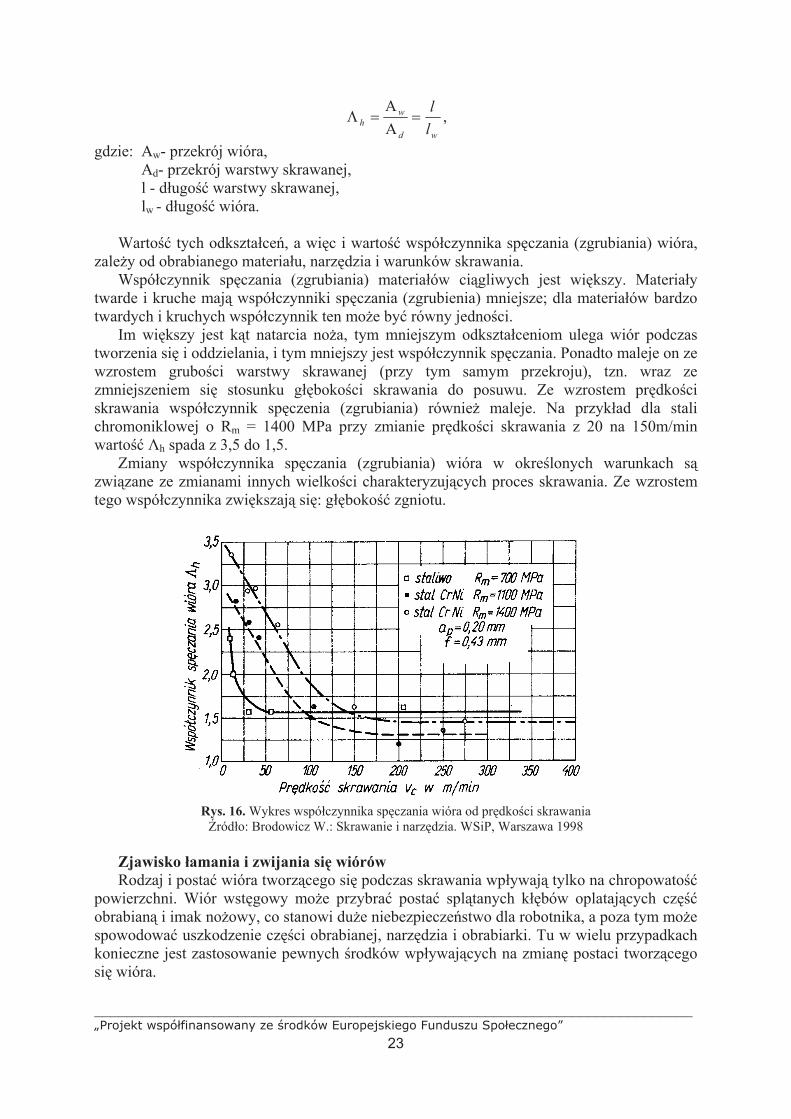
Warto tych odkszta ce , a wi c i warto wspó czynnika sp czania (zgrubiania) wióra,
zale y od obrabianego materia u, narz dzia i warunków skrawania.
Wspó czynnik sp czania (zgrubiania) materia ów ci gliwych jest wi kszy. Materia y
twarde i kruche maj wspó czynniki sp czania (zgrubienia) mniejsze; dla materia ów bardzo
twardych i kruchych wspó czynnik ten mo e by równy jedno ci.
Im wi kszy jest k t natarcia no a, tym mniejszym odkszta ceniom ulega wiór podczas
tworzenia si i oddzielania, i tym mniejszy jest wspó czynnik sp czania. Ponadto maleje on ze
wzrostem grubo ci warstwy skrawanej (przy tym samym przekroju), tzn. wraz ze
zmniejszeniem si stosunku g boko ci skrawania do posuwu. Ze wzrostem pr dko ci
skrawania wspó czynnik sp czenia (zgrubiania) równie maleje. Na przyk ad dla stali
chromoniklowej o Rm = 1400 MPa przy zmianie pr dko ci skrawania z 20 na 150m/min
warto h spada z 3,5 do 1,5.
Zmiany wspó czynnika sp czania (zgrubiania) wióra w okre lonych warunkach s
zwi zane ze zmianami innych wielko ci charakteryzuj cych proces skrawania. Ze wzrostem
tego wspó czynnika zwi kszaj si : g boko zgniotu.
Rys. 16. Wykres wspó czynnika sp czania wióra od pr dko ci skrawania
ród o: Brodowicz W.: Skrawanie i narz dzia. WSiP, Warszawa 1998
Zjawisko amania i zwijania si wiórów
Rodzaj i posta wióra tworz cego si podczas skrawania wp ywaj tylko na chropowato
powierzchni. Wiór wst gowy mo e przybra posta spl tanych k bów oplataj cych cz
obrabian i imak no owy, co stanowi du e niebezpiecze stwo dla robotnika, a poza tym mo e
spowodowa uszkodzenie cz ci obrabianej, narz dzia i obrabiarki. Tu w wielu przypadkach
konieczne jest zastosowanie pewnych rodków wp ywaj cych na zmian postaci tworz cego
si wióra.
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 24
Przy wyrobie stali automatowych celowo wprowadza si do ich sk adu siark i fosfor,
a przy wyrobie mosi dzów automatowych i lekkich stopów - o ów, dzi ki czemu przy
obróbce tych materia ów powstaje wiór nie wst gowy, lecz odpryskowy. Poza tym przez
nadanie odpowiedniego kszta tu cz ci roboczej no a u atwia si zwijanie wióra wst gowego
oraz kierowanie w po danym kierunku lub rozdrabnianie ( amanie). Wkl s a powierzchnia
natarcia no a powoduje zwijanie si wióra i u atwia jego sp ywanie. Pochylenie kraw dzi
skrawaj cej no a powoduje powstawanie wióra rubowego.
amacze wiórów w postaci specjalnych nak adek umocowanych mechanicznie lub
w postaci schodkowych wg bie na ostrzu nad sp ywaj cemu wiórowi kszta t wst gi
rubowej lub ami go. Rozdrobnienie wióra ma szczególnie du e znaczenie w obróbce
z du ymi pr dko ciami skrawania, podczas której tworzy si du a masa wiórów, nagrzanych
do bardzo wysokiej temperatury. Usuwanie ich przez tokarza (kiedy schodz w postaci
d ugiej, rozgrzanej wst gi) jest niewygodne i niebezpieczne. Wióry pokruszone zajmuj poza
tym mniej miejsca, dzi ki czemu ich transport jest atwiejszy.
Zjawisko deformacji warstwy wierzchniej i tarcia podczas skrawania. Utwardzanie
wierzchniej warstwy cz ci obrabianej
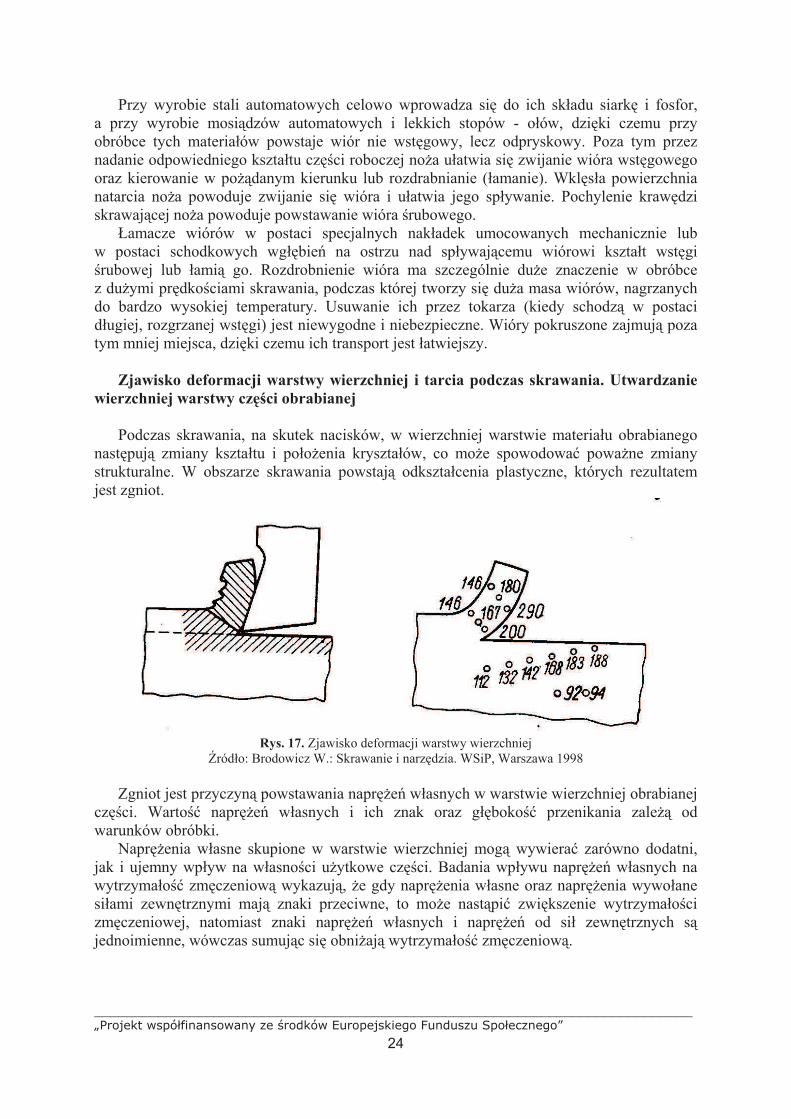
Podczas skrawania, na skutek nacisków, w wierzchniej warstwie materia u obrabianego
nast puj zmiany kszta tu i po o enia kryszta ów, co mo e spowodowa powa ne zmiany
strukturalne. W obszarze skrawania powstaj odkszta cenia plastyczne, których rezultatem
jest zgniot.
Rys. 17. Zjawisko deformacji warstwy wierzchniej
ród o: Brodowicz W.: Skrawanie i narz dzia. WSiP, Warszawa 1998
Zgniot jest przyczyn powstawania napr e w asnych w warstwie wierzchniej obrabianej
cz ci. Warto napr e w asnych i ich znak oraz g boko przenikania zale od
warunków obróbki.
Napr enia w asne skupione w warstwie wierzchniej mog wywiera zarówno dodatni,
jak i ujemny wp yw na w asno ci u ytkowe cz ci. Badania wp ywu napr e w asnych na
wytrzyma o zm czeniow wykazuj , e gdy napr enia w asne oraz napr enia wywo ane
si ami zewn trznymi maj znaki przeciwne, to mo e nast pi zwi kszenie wytrzyma o ci
zm czeniowej, natomiast znaki napr e w asnych i napr e od si zewn trznych s
jednoimienne, wówczas sumuj c si obni aj wytrzyma o zm czeniow .
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 25
Tarcie sp ywaj cego wióra o powierzchni natarcia no a oraz tarcie no a o powierzchni
obrabian powoduj wzrost temperatury. Oddzia ywanie temperatury mo e równie
spowodowa zmiany struktury warstwy wierzchniej w porównaniu ze struktur rdzenia
obrabianej cz ci.
Spo ród zmian wyst puj cych w warstwie wierzchniej szczególnie wa ne jest
zjawisko umocnienia obrabianej cz ci, przejawiaj ce si du ym przyrostem twardo ci,
tj. utwardzeniem warstwy przypowierzchniowej.
Na rysunku przedstawiono wyniki pomiarów mikrotwardo ci w ró nych miejscach
cz ci obrabianej i wióra. Widzimy, e wiór uzyskuje najwi ksz twardo w punktach
przylegaj cych do powierzchni natarcia no a. Przyrost twardo ci wióra i warstwy zewn trznej
materia u obrabianego jest tym wi kszy, im bardziej ci gliwy jest materia . Materia y twarde
i kruche, w których odkszta cenia plastyczne s bardzo ma e, utwardzaj si bardzo
nieznacznie lub wcale si nie utwardzaj . Zwi kszenie pr dko ci skrawania zmniejsza
utwardzenie. Ciecz smaruj co-ch odz ca równie powoduje zmniejszenie utwardzenia.
Utwardzenie powierzchni obrobionej nie zawsze jest zjawiskiem po danym,
zw aszcza je eli odkszta cenia powoduj jednocze nie drobne p kni cia i chropowato .
Powierzchnia taka jest mniej odporna na zu ycie i korozj . Czasem utwardzenie powsta e
w jednej operacji utrudnia skrawanie podczas nast pnych operacji.
Narost
W obróbce materia ów ci gliwych cz sto mo na zaobserwowa na powierzchni natarcia
no a, tu przy kraw dzi skrawaj cej, niewielk warstw metalu obrabianego silnie
przylegaj c do no a i sprawiaj c wra enie jakby zgrzany z no em.
Warstwa ta, zwana narostem, tworzy si z materia u obrabianego. Jej wysoko dochodzi
do kilku milimetrów. Twardo narostu: przekracza twardo metalu, z którego powsta .
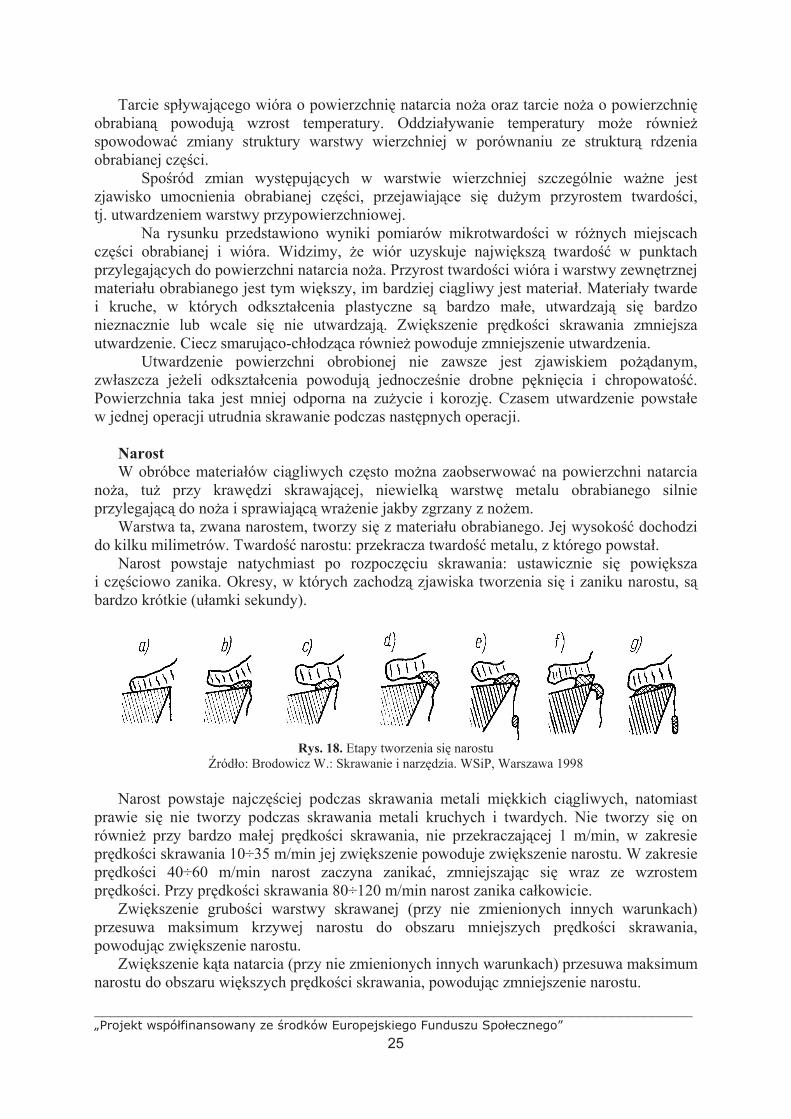
Narost powstaje natychmiast po rozpocz ciu skrawania: ustawicznie si powi ksza
i cz ciowo zanika. Okresy, w których zachodz zjawiska tworzenia si i zaniku narostu, s
bardzo krótkie (u amki sekundy).
Rys. 18. Etapy tworzenia si narostu
ród o: Brodowicz W.: Skrawanie i narz dzia. WSiP, Warszawa 1998
Narost powstaje najcz ciej podczas skrawania metali mi kkich ci gliwych, natomiast
prawie si nie tworzy podczas skrawania metali kruchych i twardych. Nie tworzy si on
równie przy bardzo ma ej pr dko ci skrawania, nie przekraczaj cej 1 m/min, w zakresie
pr dko ci skrawania 10÷35 m/min jej zwi kszenie powoduje zwi kszenie narostu. W zakresie
pr dko ci 40÷60 m/min narost zaczyna zanika , zmniejszaj c si wraz ze wzrostem
pr dko ci. Przy pr dko ci skrawania 80÷120 m/min narost zanika ca kowicie.
Zwi kszenie grubo ci warstwy skrawanej (przy nie zmienionych innych warunkach)
przesuwa maksimum krzywej narostu do obszaru mniejszych pr dko ci skrawania,
powoduj c zwi kszenie narostu.
Zwi kszenie k ta natarcia (przy nie zmienionych innych warunkach) przesuwa maksimum
narostu do obszaru wi kszych pr dko ci skrawania, powoduj c zmniejszenie narostu.
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 26
Narost wp ywa ujemnie na jako powierzchni obrobionej, gdy ci gle odrywaj ce si
jego cz ci oblepiaj powierzchni obrobion , tworz c na niej rodzaj uski lub pozostawiaj c
wgnioty. Ponadto zmieniaj ca si wysoko wystaj cego poza kraw d skrawaj c narostu
powoduje powstawanie nierówno ci na powierzchni obrobionej oraz odchy ek kszta tu.
Aby zapobiec tworzeniu si narostu, nale y skrawa albo z bardzo ma ymi pr dko ciami
skrawania (1-2 m/min), albo z bardzo du ymi (powy ej 80 m/mm). Najcz ciej jest
stosowany drugi sposób, mo liwy do zrealizowania dzi ki zastosowaniu narz dzi
nak adanych p ytkami z w glików spiekanych.
Przeciwdzia a powstawaniu narostu mo na równie przez zastosowanie cieczy
smaruj co-ch odz cej lub zmian parametrów geometrycznych cz ci roboczej narz dzia.
Zjawiska cieplne i metody pomiaru temperatury skrawania
(ciep o wytwarzane podczas skrawania i jego odprowadzanie)
Ciep o wytwarzane podczas skrawania metali ma wp yw na trwa o narz dzia, na
w asno ci warstwy wierzchniej obrabianej cz ci i na dok adno obróbki. ród em ciep a jest
praca skrawania, obejmuj ca szereg prac sk adowych:
prac odkszta ce plastycznych warstwy skrawanej (sp czanie),
prac oddzielania warstwy skrawanej od podstawowej masy materia u obrabianego,
prac odkszta cania wióra (zginania) podczas jego sp ywania,
prac tarcia wióra o powierzchni natarcia no a oraz prac tarcia no a o powierzchni
materia u obrabianego.
Ilo ciep a wydzielaj cego si w ci gu 1 minuty mo na obliczy wg wzoru
min]/[1000
kJF
Q c
w którym: F - si a skrawania w N.
Vc— pr dko skrawania w m/min.
Ciep o wydziela si w miejscach wykonywania pracy, w ilo ci równowa nej tej pracy.
Praca odkszta ce plastycznych warstwy skrawanej i praca oddzielania wióra stanowi
g ówn cz pracy skrawania i dlatego najwi ksza ilo ciep a wywi zuje si w warstwie
skrawanej w pobli u kraw dzi skrawaj cej narz dzia. Wydzielaj ce si ciep o powoduje
wzrost temperatury otoczenia. Temperatura rozpatrywanego miejsca jest zale na od ilo ci
ciep a wydzielanego i odprowadzanego w jednostce czasu i jest ró na w ró nych miejscach.
Najwy sz temperatur w strefie wióra i narz dzia zaobserwowano w pobli u kraw dzi
skrawaj cej.

___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 27
Rys. 19. Ciep o wywi zuj ce si w warstwie skrawanej
ród o: Brodowicz W.: Skrawanie i narz dzia. WSiP, Warszawa 1998
Ciep o wywi zuj ce si w warstwie skrawanej odp ywa w kierunku materia u
obrabianego i w kierunku narz dzia. Strumie ciep a p yn cy w kierunku materia u
obrabianego jest stale przecinany przez nó , tak e stosunkowo niewielka jego ilo
przechodzi do materia u obrabianego. Najwi ksza ilo ciep a zu ywa si na ogrzewanie
wióra i razem z wiórem jest usuwana.
Cienka warstwa zewn trzna cz ci obrabianej nagrzewa si do do wysokiej temperatury
w pobli u kraw dzi skrawaj cej no a. Ilo wywi zuj cego si tu ciep a jest jednak niewielka
i jest ono szybko wch aniane przez mas materia u, tak, e cz obrabiana ogrzewa si
nieznacznie. Nó ogrzewa si do silnie w pobli u kraw dzi skrawaj cej. Cz ciep a jest
odprowadzana przez trzonek no a.
W typowych warunkach skrawania ok. 75% ca ej ilo ci wytwarzaj cego si ciep a
powoduje ogrzewanie si wiórów, ok. 20% ogrzewanie no a, ok. 4% ogrzewanie cz ci
obrabianej i ok. 1% rozprasza si przez promieniowanie.
Czynniki wp ywaj ce na temperatur skrawania
Temperatura cz ci roboczej no a zale y od parametrów skrawania, rodzaju materia u
obrabianego, geometrii ostrza narz dzia, materia u, z jakiego jest ono wykonane oraz od
warunków ch odzenia.
Najwi kszy wp yw na temperatur skrawania ma pr dko skrawania. Wzrost
temperatury nie jest proporcjonalny do pr dko ci skrawania, pocz tkowo temperatura wzrasta
szybko, a po przekroczeniu pewnej okre lonej dla danych warunków pr dko ci (np. 400
m/min) intensywno wzrostu temperatury maleje.
Posuw wp ywa na wzrost temperatury w mniejszym stopniu ni pr dko skrawania.
Najmniejszy wp yw na wzrost temperatury skrawania wywiera g boko skrawania.
Punkt zetkni cia si wióra o najwy szej temperaturze z powierzchni natarcia oddala si od
kraw dzi skrawaj cej w miar zwi kszania g boko ci skrawania. Dlatego temperatura
skrawania wzrasta wolniej ni przy zwi kszaniu pr dko ci. D ugo czynnej kraw dzi
skrawaj cej wzrasta wolniej przy zwi kszeniu g boko ci skrawania, co równie sprzyja
intensywniejszemu odprowadzaniu ciep a od kraw dzi skrawaj cej.
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 28
Zwi kszanie k ta natarcia do pewnej granicy powoduje obni enie temperatury
skrawania, gdy przy zwi kszeniu k ta natarcia zmniejsza si praca odkszta cania wióra,
a tym samym i ilo wydzielonego ciep a.
Zwi kszanie promienia zaokr glenia wierzcho ka no a do pewnej warto ci sprzyja
odprowadzaniu ciep a, a tym samym powoduje obni enie temperatury kraw dzi no a.
Zmniejszenie k ta przystawienia przy niezmienionej g boko ci skrawania
niezmienionym posuwie powoduje zwi kszenie szeroko ci warstwy skrawanej, a tym samym
polepsza warunki odprowadzania ciep a powoduj c obni enie temperatury cz ci skrawaj cej
no a.
Wp yw materia u obrabianego na temperatur skrawania zale y od w a ciwego mu oporu
skrawania i w asno ci cieplnych (ciep o w a ciwe i przewodno cieplna).
Ciecze ch odz co-smaruj ce
Zastosowanie cieczy ch odz co-smaruj cej wywiera dodatni wp yw na obróbk ,
poniewa :
zmniejsza tarcie wióra o powierzchni natarcia no a oraz jego powierzchni przy o enia
powierzchni obrabian ,
zwi ksza intensywno odprowadzania ciep a wywi zuj cego si w strefie skrawania, co
ma dodatni wp yw na trwa o narz dzia,
wymywa i usuwa drobne wióry, poch ania py , itp.,
sprzyja zmniejszeniu si y skrawania (przy zastosowaniu cieczy ch odz co-smaruj ce
z dobrymi w a ciwo ciami smarnymi).
Stosowane s równie ciecze ch odz co-smaruj ce zawieraj ce dodatki aktywne
zmniejszaj ce opór skrawania. Jako dodatki stosuje si kwasy organiczne
(np. stearynowy, olejowy) lub ich sole. Zastosowanie przy toczeniu aktywnych cieczy
ch odz co-smaruj cych umo liwia zmniejszenie si y skrawania o 20÷30% w porównaniu
z obróbk bez cieczy.
Podstawowym dzia aniem cieczy mo e by smarowanie albo ch odzenie – zale y to od
warunków skrawania. Najwi kszy efekt dzia ania cieczy ch odz co-smaruj cej uzyskuje si
przy du ych przekrojach warstwy skrawanej, tj. w warunkach obróbki zgrubnej.
Ciecze stosowane przy skrawaniu metali mo na podzieli na trzy podstawowe grupy,
a mianowicie: wodne roztwory mineralnych elektrolitów, emulsje oraz oleje. Wodne roztwory
mineralnych elektrolitów maj dobre w asno ci ch odz ce oraz zabezpieczaj cz obrabian
i obrabiark przed korozj . Emulsje sk adaj si z wody, oleju i myd a. Drobne cz stki oleju,
pokryte trwa i wytrzyma b onk emulgatora (myd a), s zawieszone w wodzie.
Ciecze tej grupy tworz na powierzchni metalu pow oki, zapewniaj ce dobre smarowanie
przy jednoczesnym silnym dzia aniu ch odz cym.
Oleje maj s abe w asno ci ch odz ce i najcz ciej s stosowane z dodatkami
powierzchniowo aktywnymi.
Wybór cieczy smaruj co-ch odz cej uzale nia si od nast puj cych czynników: rodzaju
materia u obrabianego, rodzaju obróbki (zgrubna czy wyka czaj ca), pr dko ci skrawania
oraz rodzaju materia u, z którego jest wykonane ostrze narz dzia. Do obróbki zgrubnej
narz dziami wykonanymi ze stali stopowej oraz szybkotn cej, przy du ych pr dko ciach
skrawania, stosuje si ciecze o dobrych w asno ciach ch odz cych.
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 29
4.1.2. Pytania sprawdzaj ce
Odpowiadaj c na pytania, sprawdzisz, czy jeste przygotowany do wykonania wicze .
1. Jakie s podstawowe parametry skrawania?
2. Od czego zale si a i moc skrawania?
3. Od czego zale y chropowato obrabianej powierzchni?
4. Przy obróbce, jakich materia ów powstaje wiór odpryskowy?
5. Jakie zadania ma ciecz ch odz co-smaruj ca?
4.1.3. wiczenia
wiczenie 1
Dobierz pr dko skrawania dla obróbki detalu wskazanego przez nauczyciela.
Sposób wykonania wiczenia
Aby wykona wiczenie powiniene :
1) zapozna si z dokumentacj technologiczn wykonania detalu,
2) zidentyfikowa materia , z którego wykonany jest element,
3) okre li przekrój warstwy skrawanej,
4) w normatywach wyszuka wykres pr dko ci skrawania,
5) odczyta z wykresu warto pr dko ci skrawania,
6) krótko uzasadni wyszukan warto .
Wyposa enie stanowiska pracy:
poradniki i normatywy,
dokumentacja technologiczna,
literatura zgodna z punktem 6 Poradnika dla ucznia.
wiczenie 2
Oblicz moc skrawania.
Sposób wykonania wiczenia
Aby wykona wiczenie powiniene :
1) zapozna si z dokumentacj technologiczn wykonania detalu,
2) zidentyfikowa materia , z którego wykonany jest element,
3) okre li przekrój warstwy skrawanej,
4) w normatywach wyszuka wykres g ównej si y skrawania od przekroju warstwy
skrawania,
5) odczyta z wykresu warto g ównej si y skrawania,
6) w normatywach wyszuka wykres mocy skrawania w zale no ci od si y skrawania Fc
i szybko ci skrawania,
7) z wykresu odczyta warto mocy w zale no ci od pr dko ci skrawania,
8) krótko uzasadni obliczon warto .

___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 30
Wyposa enie stanowiska pracy:
poradniki i normatywy,
dokumentacja technologiczna,
literatura zgodna z punktem 6 poradnika dla ucznia.
4.1.4. Sprawdzian post pów Tak Nie
Czy potrafisz:
1) dobra podstawowe parametry skrawania?
2) poda najwa niejsze parametry geometryczne narz dzi skrawaj cych?
3) obliczy pr dko skrawania?
4) okre li wp yw parametrów skrawania na jako obróbki?
5) opisa zjawiska towarzysz ce skrawaniu?
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 31
4.2. Klasyfikacja, uk ady konstrukcyjne i kinematyczne
obrabiarek
4.2.1. Materia nauczania
Obrabiark – nazywa si maszyn technologiczn do kszta towania przedmiotów
z ró nych materia ów konstrukcyjnych za pomoc zamocowanych w niej narz dzi.
W zale no ci od metody kszta towania przedmiotów na obrabiarce rozró nia si obrabiarki do
obróbki plastycznej i skrawaj ce.
Obrabiarki skrawaj ce s stosowane do nadawania obrabianemu przedmiotowi
wymaganego kszta tu przez oddzielenie nadmiaru materia u w postaci wiórów. Do obrabiarek
tych nale : tokarki, wiertarki, frezarki, strugarki, szlifierki i inne.
W zale no ci od zastosowania rozró nia si obrabiarki:
ogólnego przeznaczenia umo liwiaj ce wykonywanie ró norodnych prac w produkcji
jednostkowej i ma oseryjnej,
specjalizowane przewidziane do wykonywania okre lonych robót w w szym zakresie,
np.: tokarko-kopiarki, frezarki,
specjalne – stosowane w okre lonych ga ziach przemys u, np. tokarki dla kolejnictwa do
obróbki kó wagonowych, tokarki dla przemys u hutniczego do obróbki walców
hutniczych, itp.
Klasyfikacja obrabiarek
1. Skrawaj ce: a) tokarki:
uchwytowe, k owe, tarczowe, rewolwerowe, karuzelowe, zataczarki,
b) wiertarki: sto owe, stojakowe, wspó rz dno ciowe,
c) frezarki: poziome, pionowe, wiertarko-frezarki,
d) wytaczarki, e) pi y, f) strugarki: poprzeczne, wzd u ne, d utownice g) przeci garki, h) szlifierki:
do p aszczyzn, do otworów, dog adzarki, docieraczki, polerki,
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 32
Uk ad konstrukcyjny obrabiarki Wszystkie zespo y, mechanizmy, urz dzenia i elementy wchodz ce w sk ad obrabiarki
tworz jedn ca o konstrukcyjn . Wszystkie te zespo y, mechanizmy, urz dzenia i elementy
spe niaj w obrabiarce okre lone funkcje i w zale no ci od tego, do jakich zada s one
przeznaczone, mo na je podzieli na nast puj ce grupy:
1. ród a nap du (silniki) i zespo y nap dowe przetwarzaj ce energi dostarczan
z zewn trz obrabiarki (najcz ciej elektryczn ) na energie mechaniczn , s u c do
wykonywania pracy przez organy robocze obrabiarki;
2. Mechanizmy przek adniowe przenosz ce ruch i energi od róde nap du do organów
roboczych;
3. Organy robocze wykonuj ce ruchy niezb dne dla przeprowadzenia obróbki, jak
równie ruchy pomocnicze;
4. Urz dzenia do ustalania i zamocowywania przedmiotu obrabianego i narz dzi
(uchwyty, oprawki narz dziowe, imaki no owe, koniki itp.);
5. Elementy no ne i wi ce s u ce do czenia wszystkich zespo ów, urz dze
i elementów obrabiarki w jedn ca o konstrukcyjn (korpusy, kad uby, o a, stojaki,
podstawy, p yty, belki itp.);
6. Urz dzenia steruj ce przeznaczone do r cznego lub automatycznego kierowania prac
poszczególnych zespo ów i ca obrabiark ;
7. Urz dzenia kontrolno-pomiarowe s u ce do kontroli wymiarów obróbkowych lub
stopnia zu ycia ostrza narz dzia;
8. Urz dzenia nastawcze s u ce do dok adnego ustawienia narz dzia wzgl dem
przedmiotu obrabianego oraz urz dzenia koryguj ce to ustawienie dla zmniejszenia
b du obróbkowego wynikaj cego ze wzrastaj cego zu ycia ostrza narz dzia lub z
niedok adno ci wykonania mechanizmów przek adniowych.;
9. Urz dzenia do zabezpieczenia pracy robotnika obs uguj cego obrabiark oraz do
zabezpieczania elementów obrabiarki przed ich zniszczeniem w wyniku nadmiernego
obci enia b d nieprawid owego w czenia do pracy;
10. Urz dzenia do smarowania obrabiarki oraz do ch odzenia narz dzia;
11. Urz dzenia dodatkowe i pomocnicze (podajniki do samoczynnego podawania
przedmiotów obrabianych lub automatycznej wymiany narz dzi, urz dzenia
wentylacyjne i o wietleniowe, urz dzenia do odprowadzania wiórów itp.)
Wi kszo z wymienionych powy ej mechanizmów i urz dze wyst puje w ka dej
obrabiarce, nie mniej jednak niektóre z nich stosowane s tylko w obrabiarkach
o najnowocze niejszych konstrukcjach, jak np. urz dzenia do kontroli stopnia zu ycia ostrza
lub automatycznej wymiany narz dzi. Ponadto zastosowanie niektórych z urz dze zale y od
technologicznego przeznaczenia obrabiarki. Jako przyk ad mo na przytoczy urz dzenie do
poch aniania py u szlifierskiego, które wyst puj w szlifierkach, a niepotrzebne s np.
w tokarkach lub frezarkach.
Zespo y robocze obrabiarki Zadaniem zespo ów roboczych obrabiarki jest przeniesienie ruchu ze ród a nap du
(silnika) na ostatnie cz ony przeznaczone do zamocowania przedmiotu obrabianego lub
narz dzia. Przyk adem zespo ów roboczych tokarki s : wrzeciennik z ostatnim cz onem –
wrzecionem, na którym znajduje si uchwyt do zamocowania wa ka toczonego oraz skrzynka
posuwowa i suport z ostatnim cz onem – imakiem no owym do zamocowania no a
tokarskiego. W przypadku frezarki zespo ami roboczymi s : skrzynka pr dko ci

___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 33
z wrzecionem, w którym mocowany jest trzpie frezarski z narz dziem-frezem oraz skrzynka
posuwowa i mechanizmy nap du sto u, na którym mocowany jest przedmiot obrabiany.
Ostatnie cz ony zespo ów roboczych obrabiarki wykonuj dane ruchy niezb dne do
przeprowadzenia procesu obróbki, tzn. ruchy g ówne i ruchy posuwowe. Z tego wzgl du
cz ony te nazywane s organami roboczymi lub wykonawczymi.
Niezale nie od ruchów g ównych i posuwowych – niezb dnych do wykonywania procesu
skrawania i kszta towania powierzchni obrabianej – organy robocze obrabiarki musz
zapewnia równie wykonywanie ruchów pomocniczych, maj cych na celu: odpowiednie
ustawienie narz dzia wzgl dem przedmiotu obrabianego lub odwrotnie – przedmiotu
wzgl dem narz dzia; wg bianie narz dzia w materia obrabiany (np. wcinanie freza
wielokrotnego w materia na pe n wysoko zarysu frezowanego gwintu); wycofywanie
narz dzia do po o enia wyj ciowego po sko czonej obróbce.
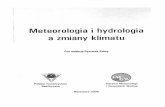
Uk ad kinematyczny obrabiarki Uk ad kinematyczny tworz mechanizmy s u ce do nadania zespo om roboczym
obrabiarki ruchów niezb dnych do wykonania procesu roboczego. Mechanizmy te to
najcz ciej a cuchy kinematyczne stanowi ce zbiór powi zanych ze sob spójnie par
kinematycznych utworzonych z przek adni z batych i pasowych, a niekiedy rubowych,
krzywkowych, korbowych, itp.
W a cuchach kinematycznych mo na wyró ni :
a cuchy nap dowe doprowadzaj ce nap d do zespo ów roboczych obrabiarki w celu
nadania im wymaganej pr dko ci. Wyró nia si tu: a cuch ruchu g ównego (nadaj cy
pr dko skrawania - v) i a cuchy ruchu posuwowego (nadaj ce odpowiedni posuw -
p),
a cuchy kszta towania (w obrabiarkach konwencjonalnych cz ce dwa ruchy
kszta towania w celu uzyskania ruchu z o onego).
Rys. 20. Schemat kinematyczny tokarki k owej
ród o: Paderewski K.: Obrabiarki. WSiP, Warszawa 1996
Typy i zasady wykonywania schematów kinematycznych s opisane w PN--82/M-01088.
W zale no ci od przeznaczenia stosuje si trzy typy schematów kinematycznych:
strukturalne, funkcjonalne i zasadnicze.

___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 34
Schematy te ró ni si stopniem uszczegó owienia przedstawianych elementów oraz
zasadami rysowania. Podstawowe cechy i wymagania rysunkowe poszczególnych schematów
kinematycznych zestawiono w tabl. 4.Tabela 4. Podzia schematów kinematycznych ród o: Paderewski K.: Obrabiarki. WSiP,
Warszawa 1996
4.2.2. Pytania sprawdzaj ce
Odpowiadaj c na pytania, sprawdzisz, czy jeste przygotowany do wykonania wicze .
1. Co to jest obrabiarka?
2. Jak sklasyfikowa obrabiarki skrawaj ce?
3. Jaki jest podzia schematów kinematycznych?
4. Co zawieraj schematy kinematyczne?
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 35
4.2.3. wiczenia
wiczenie 1
Dokonaj podzia u obrabiarek skrawaj cych w zale no ci od zastosowania.
Sposób wykonania wiczenia
Aby wykona wiczenie powiniene :
1) zapozna si z katalogami obrabiarek,
2) dokona podzia u obrabiarek ze wzgl du na zastosowanie,
3) opisa zastosowanie obrabiarek,
4) zaprezentowa wykonane wiczenie
Wyposa enie stanowiska pracy:
katalogi maszyn,
dokumentacja Techniczno-Ruchowa i instrukcje obs ugi obrabiarek,
literatura zgodna z punktem 6 Poradnika dla ucznia.
wiczenie 2
Dokonaj analizy schematu kinematycznego wybranej obrabiarki.
Sposób wykonania wiczenia
Aby wykona wiczenie powiniene :
1) zapozna si z DTR i instrukcj obs ugi obrabiarki,
2) odszuka schemat kinematyczny obrabiarki,
3) na podstawie schematu dokona podzia u mechanizmów tokarki na zespo y funkcjonalne,
4) opisa funkcj , budow i zasad dzia ania poszczególnych zespo ów obrabiarki.
Wyposa enie stanowiska pracy:
Dokumentacja Techniczno-Ruchowa i instrukcje obs ugi ró nego rodzaju obrabiarek,
literatura zgodna z punktem 6 Poradnika dla ucznia.
wiczenie 3
Dobierz obrabiark do wykonania zadanej operacji technologicznej.
Sposób wykonania wiczenia
Aby wykona wiczenie powiniene :
1) zapozna si z dokumentacj technologiczn danego detalu,
2) zidentyfikowa potrzebn obrabiark ,
3) na podstawie dokumentacji technologicznej wynotowa istotne wymagane
parametry obrabiarki,
4) zapozna si z DTR i instrukcjami obs ugi obrabiarek,
5) na podstawie wymaganych parametrów wskaza konkretn obrabiark ,
6) krótko uzasadni dobór.
Wyposa enie stanowiska pracy:
dokumentacja technologiczna,

___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 36
Dokumentacja Techniczno-Ruchowa i instrukcje obs ugi obrabiarek,
literatura zgodna z punktem 6 poradnika dla ucznia.
4.2.4. Sprawdzian post pów Tak Nie
Czy potrafisz:
1) sklasyfikowa podstawowe obrabiarki?
2) dokona podzia u schematów kinematycznych obrabiarek?
3) dokona analizy uk adu kinematycznego obrabiarki?
___________________________________________________________________________ „Projekt wspó finansowany ze rodków Europejskiego Funduszu Spo ecznego” 37
4.3. Toczenie: no e tokarskie, tokarki, mocowanie przedmiotów
obrabianych, prace wykonywane na tokarkach
4.3.1 Materia nauczania
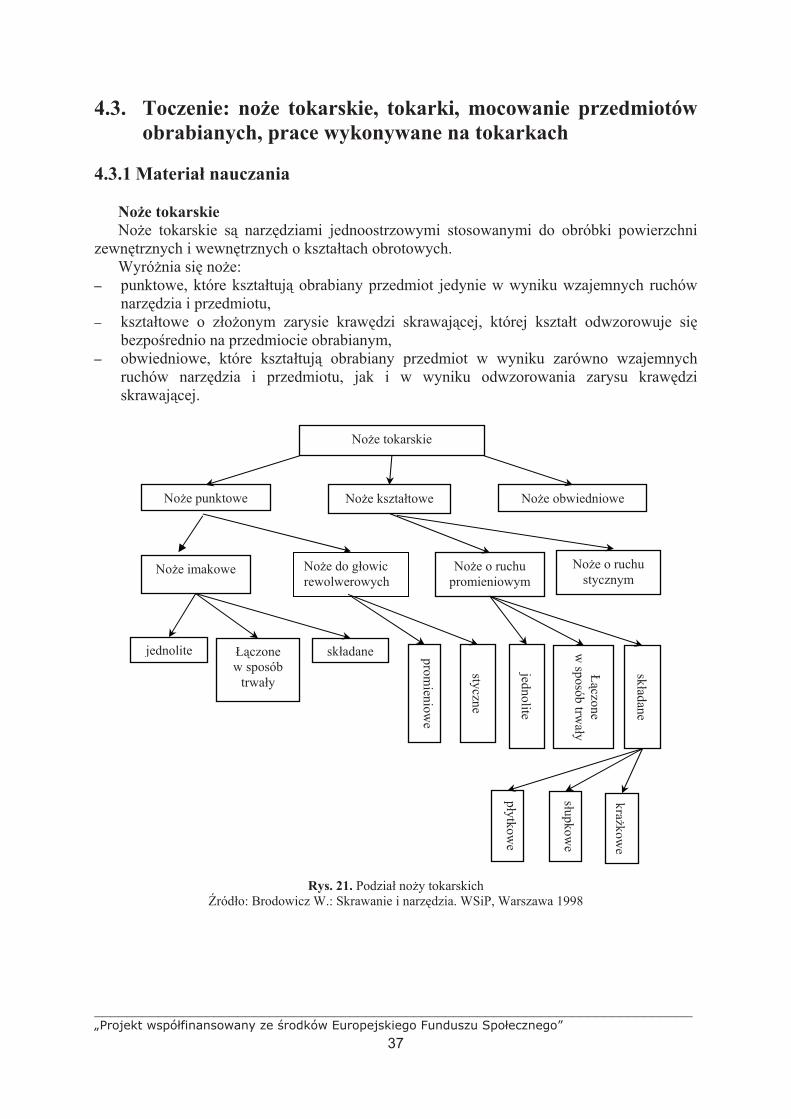
No e tokarskie
No e tokarskie s narz dziami jednoostrzowymi stosowanymi do obróbki powierzchni
zewn trznych i wewn trznych o kszta tach obrotowych.
Wyró nia si no e:
punktowe, które kszta tuj obrabiany przedmiot jedynie w wyniku wzajemnych ruchów
narz dzia i przedmiotu,
kszta towe o z o onym zarysie kraw dzi skrawaj cej, której kszta t odwzorowuje si
bezpo rednio na przedmiocie obrabianym,
obwiedniowe, które kszta tuj obrabiany przedmiot w wyniku zarówno wzajemnych
ruchów narz dzia i przedmiotu, jak i w wyniku odwzorowania zarysu kraw dzi
skrawaj cej.
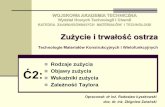
Rys. 21. Podzia no y tokarskich
ród o: Brodowicz W.: Skrawanie i narz dzia. WSiP, Warszawa 1998
No e tokarskie
No e punktowe No e kszta towe No e obwiedniowe
No e imakowe No e do g owic
rewolwerowych
No e o ruchu
promieniowym
No e o ruchu
stycznym
czone
w sposób
trwa y
jednolite sk adane pro
mien
iow
e
styczn
e
jedno
lite
czone
w sp
osó
b trw
ay
skad
ane
py
tkow
e
su
pko
we
kr
ko
we