WICZENIE NR III PODSTAWY PROCESÓW OBRÓBKI …kmiernik/dydaktyka/materialy/obrplast/lab3.pdf ·...
20
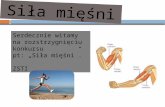
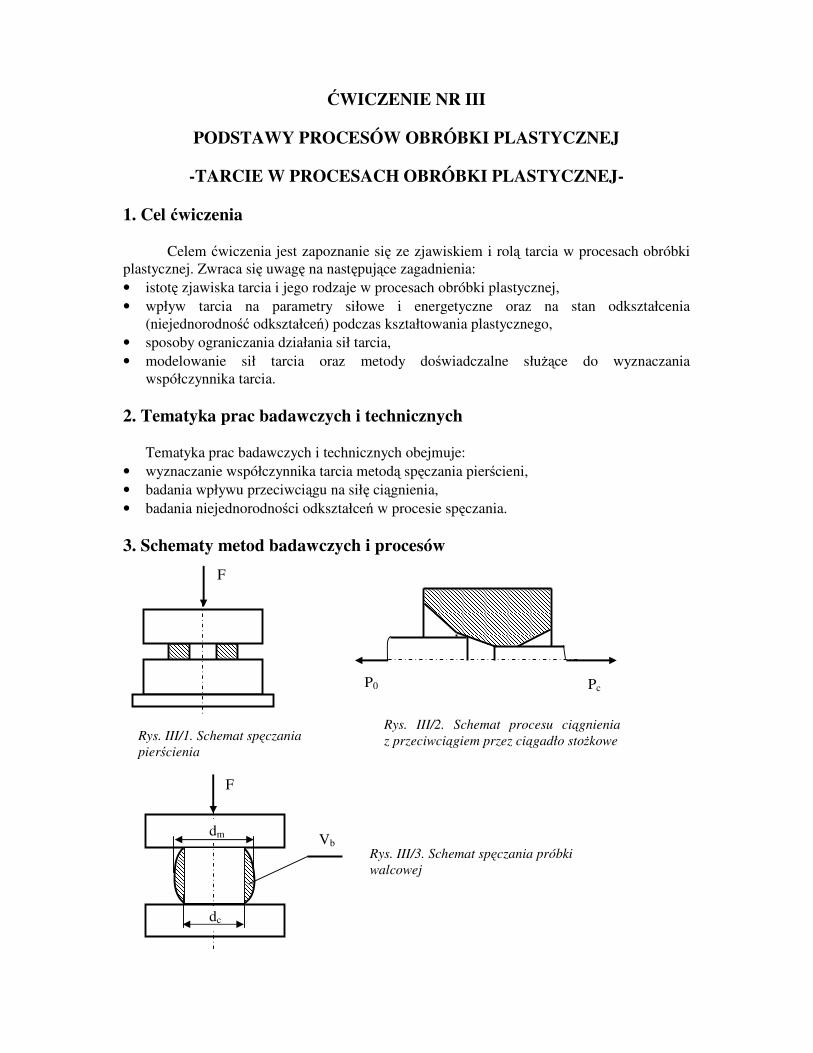
WICZENIE NR III PODSTAWY PROCESÓW OBRÓBKI PLASTYCZNEJ -TARCIE W PROCESACH OBRÓBKI PLASTYCZNEJ- 1. Cel wiczenia Celem wiczenia jest zapoznanie si ze zjawiskiem i rol tarcia w procesach obróbki plastycznej. Zwraca si uwag na nastpujce zagadnienia: • istot zjawiska tarcia i jego rodzaje w procesach obróbki plastycznej, • wplyw tarcia na parametry silowe i energetyczne oraz na stan odksztalcenia (niejednorodno odksztalce) podczas ksztaltowania plastycznego, • sposoby ograniczania dzialania sil tarcia, • modelowanie sil tarcia oraz metody dowiadczalne sluce do wyznaczania wspólczynnika tarcia. 2. Tematyka prac badawczych i technicznych Tematyka prac badawczych i technicznych obejmuje: • wyznaczanie wspólczynnika tarcia metod spczania piercieni, • badania wplywu przeciwcigu na sil cignienia, • badania niejednorodnoci odksztalce w procesie spczania. 3. Schematy metod badawczych i procesów F F P 0 P c Rys. III/1. Schemat spczania piercienia Rys. III/2. Schemat procesu cignienia z przeciwcigiem przez cigadlo stokowe d c d m Rys. III/3. Schemat spczania próbki walcowej V b
Transcript of WICZENIE NR III PODSTAWY PROCESÓW OBRÓBKI …kmiernik/dydaktyka/materialy/obrplast/lab3.pdf ·...
�WICZENIE NR III
PODSTAWY PROCESÓW OBRÓBKI PLASTYCZNEJ
-TARCIE W PROCESACH OBRÓBKI PLASTYCZNEJ-
1. Cel �wiczenia Celem �wiczenia jest zapoznanie si� ze zjawiskiem i rol� tarcia w procesach obróbki plastycznej. Zwraca si� uwag� na nast�puj�ce zagadnienia: • istot� zjawiska tarcia i jego rodzaje w procesach obróbki plastycznej, • wpływ tarcia na parametry siłowe i energetyczne oraz na stan odkształcenia
(niejednorodno�� odkształce�) podczas kształtowania plastycznego, • sposoby ograniczania działania sił tarcia, • modelowanie sił tarcia oraz metody do�wiadczalne słu��ce do wyznaczania
współczynnika tarcia. 2. Tematyka prac badawczych i technicznych Tematyka prac badawczych i technicznych obejmuje: • wyznaczanie współczynnika tarcia metod� sp�czania pier�cieni, • badania wpływu przeciwci�gu na sił� ci�gnienia, • badania niejednorodno�ci odkształce� w procesie sp�czania. 3. Schematy metod badawczych i procesów
F
F
P0 Pc
Rys. III/1. Schemat sp�czania pier�cienia
Rys. III/2. Schemat procesu ci�gnienia z przeciwci�giem przez ci�gadło sto�kowe
dc
dm Rys. III/3. Schemat sp�czania próbki walcowej
Vb
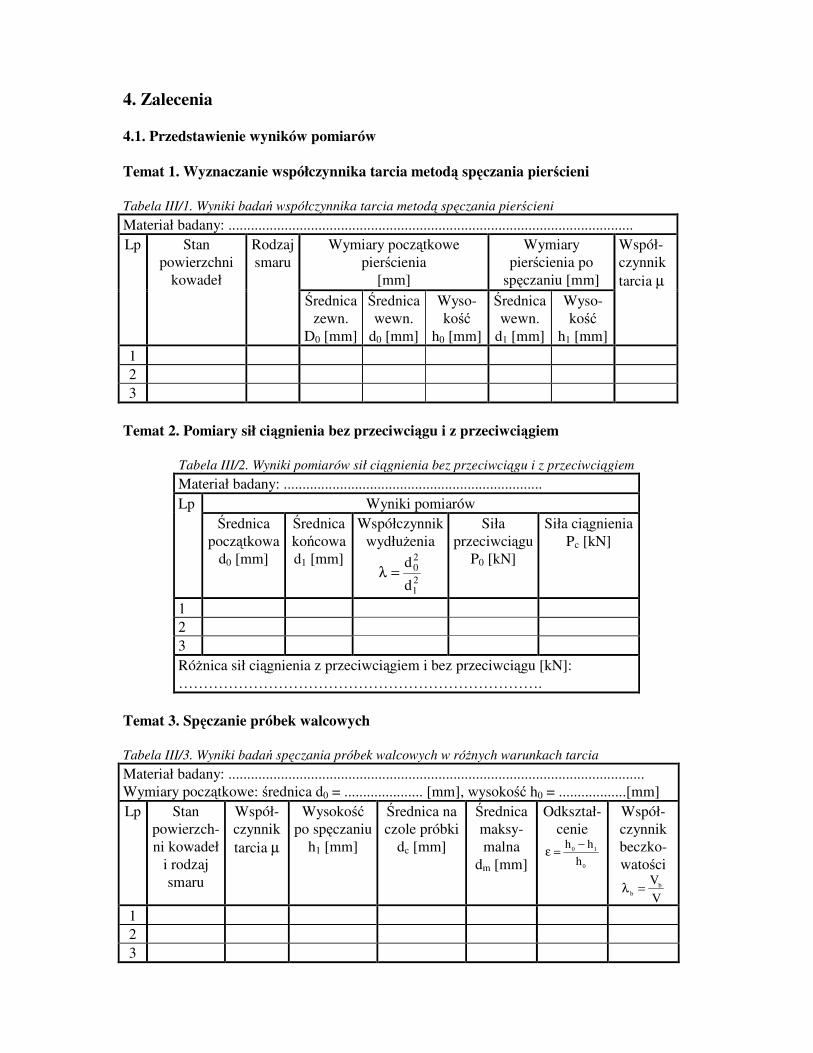
4. Zalecenia 4.1. Przedstawienie wyników pomiarów Temat 1. Wyznaczanie współczynnika tarcia metod� sp�czania pier�cieni Tabela III/1. Wyniki bada� współczynnika tarcia metod� sp�czania pier�cieni Materiał badany: ............................................................................................................ Lp
Stan
powierzchni kowadeł
Rodzaj smaru
Wymiary pocz�tkowe pier�cienia
[mm]
Wymiary pier�cienia po
sp�czaniu [mm]
Współ- czynnik tarcia µ
�rednica zewn.
D0 [mm]
�rednica wewn.
d0 [mm]
Wyso-ko��
h0 [mm]
�rednica wewn.
d1 [mm]
Wyso-ko��
h1 [mm]
1 2 3
Temat 2. Pomiary sił ci�gnienia bez przeciwci�gu i z przeciwci�giem
Tabela III/2. Wyniki pomiarów sił ci�gnienia bez przeciwci�gu i z przeciwci�giem Materiał badany: ..................................................................... Lp Wyniki pomiarów �rednica
pocz�tkowa d0 [mm]
�rednica ko�cowa d1 [mm]
Współczynnik wydłu�enia
21
20
d
d=λ
Siła przeciwci�gu
P0 [kN]
Siła ci�gnienia Pc [kN]
1 2 3 Ró�nica sił ci�gnienia z przeciwci�giem i bez przeciwci�gu [kN]: ……………………………………………………………….
Temat 3. Sp�czanie próbek walcowych Tabela III/3. Wyniki bada� sp�czania próbek walcowych w ró�nych warunkach tarcia Materiał badany: ............................................................................................................... Wymiary pocz�tkowe: �rednica d0 = ..................... [mm], wysoko�� h0 = ..................[mm] Lp Stan
powierzch-ni kowadeł
i rodzaj smaru
Współ-czynnik tarcia µ
Wysoko�� po sp�czaniu
h1 [mm]
�rednica na czole próbki
dc [mm]
�rednica maksy-malna
dm [mm]
Odkształ-cenie
ε = −h hh
0 1
0
Współ-czynnik beczko-wato�ci
λ bbV
V=
1 2 3
4.2. Opracowanie wyników pomiarów
Nale�y okre�li� warto�ci współczynników tarcia korzystaj�c z wykresu zale�no�ci �rednic otworów pier�cieni od wysoko�ci po sp�czaniu (temat 1), obliczy� ró�nice sił ci�gnienia bez przeciwci�gu i z przeciwci�giem (temat 2) oraz odpowiednie warto�ci odkształce� i współczynników beczkowato�ci (temat 3). Wyznaczone warto�ci nale�y wpisa� do tab. III/1 - III/3. 4.3. Wnioski
Wnioski winny dotyczy�: • wpływu stanu powierzchni kowadeł i smarowania na warto�ci współczynników tarcia, • roli przeciwci�gu w procesie ci�gnienia i jego wpływu na warto�ci siły ci�gnienia, • wpływu współczynnika tarcia na warto�ci współczynnika beczkowato�ci przy sp�czaniu
(przy ustalonym odkształceniu). 5. Zagadnienia kontrolne • Istota zjawiska tarcia i rodzaje tarcia w procesach obróbki plastycznej. • Czynniki wpływaj�ce na siły tarcia suchego i płynnego oraz podstawowe zale�no�ci
słu��ce do obliczania sił tarcia. • Rola tarcia w procesach obróbki plastycznej: wpływ tarcia na parametry siłowo -
energetyczne oraz stan odkształcenia. • Metody do�wiadczalnego wyznaczania współczynników tarcia w procesach obróbki
plastycznej. • Sposoby ograniczania działania sił tarcia w procesach kształtowania plastycznego. • Rodzaje smarów i wymagania stawiane �rodkom smaruj�cym w obróbce plastycznej. • Rola przeciwci�gu w procesach ci�gnienia. • Wpływ tarcia na przebieg procesu sp�czania.
6. Informacja merytoryczna 6.1. Definicja tarcia
Je�eli dwa ciała: • stykaj� si� ze sob�, • wyst�puje pomi�dzy nimi siła wzajemnego oddziaływania o składowej normalnej do
powierzchni styku ró�nej od zera, • jedno ciało przemieszcza si� wzgl�dem drugiego z pr�dko�ci� wzgl�dn� styczn� do
powierzchni kontaktowej - to przemieszczenie wzgl�dne tych ciał wymaga pewnej siły F stycznej do powierzchni kontaktowej S, niezb�dnej do pokonania siły tarcia T (rys. III/4 a).
Przedstawiona sytuacja jest typowa dla procesów obróbki plastycznej, gdzie narz�dzie oddziaływuje na powierzchni� przedmiotu kształtowanego pewn� sił� normaln�, a równocze�nie materiał przemieszcza si� wzgl�dem narz�dzia w kierunku stycznym do powierzchni kontaktu, a wi�c wyst�puj� siły tarcia (rys. III/4 b).
Poj�cie siły tarcia stosuje si� globalnie do całej powierzchni kontaktowej. Lokalnie (w okre�lonym punkcie) tarcie mo�e by� okre�lone przez podanie jednostkowej siły tarcia (napr��enia tarcia) σyx:
0SST
limyx
→∆∆∆±=σ
(III.1)
gdzie ∆T jest sił� tarcia działaj�c� na elemencie powierzchni ∆S, kierunek y jest normalny do powierzchni kontaktowej, x jest kierunkiem wektora pr�dko�ci materiału v wzgl�dem narz�dzia. Znak „+” lub „-” wybiera si� w zale�no�ci od zwrotu wektora pr�dko�ci v. �rednie napr��enie tarcia tyx okre�la zale�no��:
ST
t yx ±= (III.2)
6.2. Charakterystyka i mechanizmy tarcia w obróbce plastycznej. Czynniki wpływaj�ce na siły tarcia
Tarcie wyst�puj�ce podczas obróbki plastycznej jest zjawiskiem bardzo skomplikowanym, poniewa�: • rzeczywista powierzchnia kontaktowa nie jest równa nominalnej, lecz składa si� z wielu
mikroobszarów przylegania, których sumaryczna powierzchnia zwi�ksza si� wraz ze wzrostem nacisku, a pozostałe cz��ci obydwu powierzchni oddzielone s� szczelinami;
• obydwie stykaj�ce si� powierzchnie nie s� idealnie czyste, lecz pokryte tzw. warstwami adsorpcyjnymi o grubo�ci ok. 10-7 – 10-6 mm, które składaj� si� z atomów lub cz�steczek substancji znajduj�cych si� w atmosferze i utrzymywanych na powierzchniach oddziaływaniem sił atomowych [2];
• oprócz warstw adsorpcyjnych na stykaj�cych si� powierzchniach tworz� si� w temperaturze otoczenia warstwy tlenków o grubo�ciach ok. 10-6 - 10-5 mm [2];
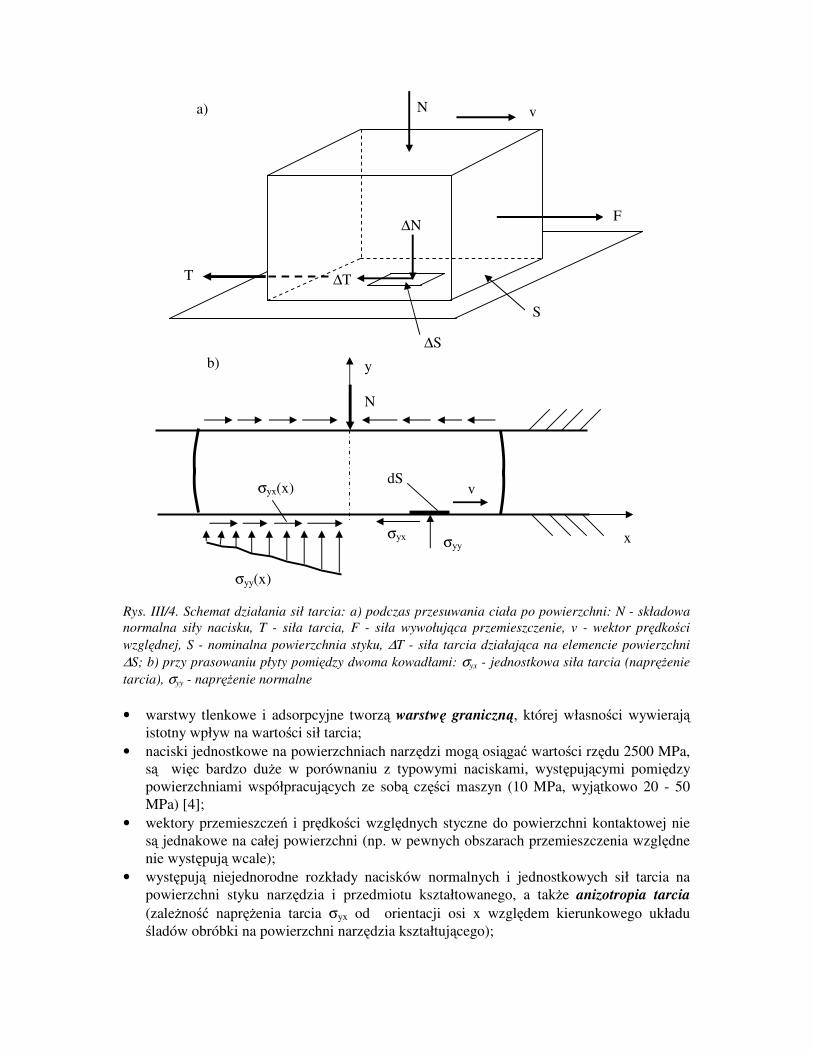
Rys. III/4. Schemat działania sił tarcia: a) podczas przesuwania ciała po powierzchni: N - składowa normalna siły nacisku, T - siła tarcia, F - siła wywołuj�ca przemieszczenie, v - wektor pr�dko�ci wzgl�dnej, S - nominalna powierzchnia styku, ∆T - siła tarcia działaj�ca na elemencie powierzchni ∆S; b) przy prasowaniu płyty pomi�dzy dwoma kowadłami: σyx - jednostkowa siła tarcia (napr��enie tarcia), σyy - napr��enie normalne • warstwy tlenkowe i adsorpcyjne tworz� warstw� graniczn�, której własno�ci wywieraj�
istotny wpływ na warto�ci sił tarcia; • naciski jednostkowe na powierzchniach narz�dzi mog� osi�ga� warto�ci rz�du 2500 MPa,
s� wi�c bardzo du�e w porównaniu z typowymi naciskami, wyst�puj�cymi pomi�dzy powierzchniami współpracuj�cych ze sob� cz��ci maszyn (10 MPa, wyj�tkowo 20 - 50 MPa) [4];
• wektory przemieszcze� i pr�dko�ci wzgl�dnych styczne do powierzchni kontaktowej nie s� jednakowe na całej powierzchni (np. w pewnych obszarach przemieszczenia wzgl�dne nie wyst�puj� wcale);
• wyst�puj� niejednorodne rozkłady nacisków normalnych i jednostkowych sił tarcia na powierzchni styku narz�dzia i przedmiotu kształtowanego, a tak�e anizotropia tarcia (zale�no�� napr��enia tarcia σyx od orientacji osi x wzgl�dem kierunkowego układu �ladów obróbki na powierzchni narz�dzia kształtuj�cego);
v
σyx
T
N
∆N
∆T
∆S
v
F
a)
σyy(x)
y N
x
σyx(x)
σyy
dS
b)
S
• w pewnych warunkach mo�e nast�pi� przywieranie materiału do narz�dzia kształtuj�cego (przemieszczanie cz�stek materiału zachodzi wtedy wewn�trz jego obj�to�ci, a nie bezpo�rednio na powierzchni);
• własno�ci powierzchni narz�dzia i przedmiotu odkształcanego kontaktuj�cych si� ze sob� mog� ulega� istotnym zmianom - zachodz� procesy zu�ycia narz�dzia i �cierania warstwy materiału, przebiegaj�ce na ogół z ró�n� intensywno�ci� w ró�nych miejscach powierzchni styku (ró�ne naciski jednostkowe!), co wywiera wpływ na stan powierzchni wyrobu;
• podczas nagrzewania materiału do obróbki plastycznej na jego powierzchni tworz� si� grube warstwy tlenków (zgorzelina) o ró�norodnych własno�ciach fizycznych i składzie chemicznym zale�nym od temperatury i atmosfery pieca grzewczego, przy czym skład chemiczny warstwy wierzchniej materiału równie� mo�e ulega� zmianie - w efekcie zmiana warunków nagrzewania i temperatury obróbki mo�e spowodowa� zarówno wzrost, jak i spadek sił tarcia;
• w czasie odkształcania przy du�ych naciskach i wysokich pr�dko�ciach wzgl�dnych dyssypacja cieplna pracy tarcia mo�e doprowadzi� do lokalnego wzrostu temperatury w mikroobszarach przylegania a� do temperatury topnienia - co prowadzi do spadku sił sczepno�ci i zmniejszenia tarcia;
• stosuje si� ró�ne rodzaje smarów, które w wi�kszym lub mniejszym stopniu oddzielaj� od siebie powierzchnie narz�dzia i przedmiotu kształtowanego - wskutek wysokich nacisków jednostkowych utrzymanie ci�głej warstwy smaru nie zawsze jest mo�liwe, co ma wpływ na wyst�powanie ró�norodnych mechanizmów tarcia (tzw. warstwy podsmarne o porowatej strukturze, nanoszone metodami chemicznymi na powierzchni� wyrobu, sprzyjaj� zachowaniu ci�głej warstwy smaru). W zale�no�ci od warunków panuj�cych na powierzchni kontaktowej rozró�nia si�:
• tarcie czyste - przy oddziaływaniu czystych powierzchni; • tarcie suche - w obecno�ci warstw adsorpcyjnych, tlenków i zanieczyszcze�, bez smaru; • tarcie płynne - warstwa o�rodka lepkiego całkowicie oddziela od siebie powierzchnie
narz�dzia kształtuj�cego i przedmiotu odkształcanego; • tarcie graniczne - warstwa ciekłego smaru oddzielaj�ca współpracuj�ce powierzchnie jest
granicznie cienka, a smar jest powierzchniowo aktywny [4]; • tarcie półpłynne - powierzchnie narz�dzia kształtuj�cego i przedmiotu odkształcanego s�
tylko cz��ciowo oddzielone od siebie warstw� smaru (o�rodka lepkiego), gdy� wskutek du�ych nacisków jednostkowych warstwa ta uległa w pewnych miejscach przebiciu;
• tarcie półsuche - warstwa smaru wyst�puje jedynie na niewielkich fragmentach powierzchni kontaktowej. Tarcie czyste jest przypadkiem wyidealizowanym i mo�e wyst�powa� tylko w specjalnych
warunkach (np. w pró�ni). W obróbce plastycznej zazwyczaj wyst�puj� przypadki tarcia półsuchego i półpłynnego, rzadziej - tarcie płynne i graniczne. Szczegółowy opis mechanizmów tarcia mo�na znale�� w literaturze (np. [2,3]). W dalszym ci�gu podamy jedynie najwa�niejsze informacje.
Istotne znaczenie dla powstawania sił tarcia suchego ma sczepno�� mikroobszarów przylegania. Zbli�enie dwóch fragmentów czystych powierzchni metalicznych wskutek działania siły normalnej na odległo�� oddziaływania sił atomowych powoduje powstanie poł�czenia metalicznego. Jest to zjawisko adhezji. Na powierzchni kontaktowej tworzy si� szereg poł�cze� (mostków). Sumaryczna powierzchnia mikroobszarów przylegania zale�y od rodzaju stykaj�cych si� materiałów, warto�ci nacisku jednostkowego i charakterystyk chropowato�ci obydwu stykaj�cych si� powierzchni. Sił� tarcia mo�na wyrazi� jak nast�puje:
� ϕτ=τ=τ=i
opoio SSST (III.3)
gdzie: τ0 - �rednia warto�� napr��enia stycznego, wywołuj�cego �cinanie poł�czenia metalicznego, Sp - suma powierzchni Si mikroobszarów przylegania. Współczynnik wyra�a stosunek powierzchni Sp do nominalnej powierzchni kontaktowej S:
ϕ =S
Sp (III.4)
W procesach obróbki plastycznej pod wpływem wysokich nacisków nast�puje
uszkodzenie warstwy granicznej i ułatwiony kontakt czystych powierzchni. Ponadto przedłu�enie czasu styku powierzchni powoduje wzrost sił sczepno�ci w mikroobszarach przylegania. Siła tarcia wzrasta wi�c wraz ze wzrostem nacisku, stopnia odkształcenia oraz powierzchni styku, maleje natomiast, gdy zwi�ksza si� pr�dko�� ruchu wzgl�dnego. Siła tarcia mo�e ulega� okresowym zmianom, odpowiadaj�cym kolejnym fazom �cinania istniej�cych poł�cze� i tworzenia nowych (drgania przy tarciu).
Je�eli rzeczywista powierzchnia Sp (wzór (III.3)) narasta proporcjonalnie do warto�ci siły normalnej N, to (przy zało�eniu stałej warto�ci τ0) otrzymujemy prawo tarcia suchego (Amontonosa - Coulomba):
NT µ= (III.5) lub, dla jednostkowych sił tarcia:
yyyx σµ±=σ (III.6)
gdzie: µ - współczynnik proporcjonalno�ci, zwany współczynnikiem tarcia, σyy - napr��enie normalne.
Warunki tarcia przy stałym nacisku s� inne w momencie rozpocz�cia ruchu, a inne podczas jego trwania. W zwi�zku z tym rozró�nia si� zwykle dwie warto�ci współczynnika tarcia: statyczn�, odnosz�c� si� do momentu rozpocz�cia po�lizgu, oraz kinematyczn� - gdy ruch ma ju� charakter ustalony. Warto�ci te mog� si� znacznie od siebie ró�ni�, jednak dla niektórych materiałów (np. dla porowatych spieków) s� bardzo zbli�one, a nawet identyczne.
Jak wiadomo z elementarnego kursu fizyki, współczynnik tarcia µ jest - dla danej pary materiałów - wielko�ci� stał� (przy małych naciskach i ustalonej charakterystyce chropowato�ci powierzchni). Wykorzystanie tego stwierdzenia do opisu tarcia w obróbce plastycznej byłoby znacznym uproszczeniem, ze wzgl�du na zło�ono�� mechanizmów, warunkuj�cych powstawanie sił tarcia. W zwi�zku z tym stosowanie zwi�zków (III.5) lub (III.6) wymaga przyj�cia dodatkowych zało�e�: • współczynnik µ nale�y traktowa� jako pewien współczynnik proporcjonalno�ci pomi�dzy
napr��eniem stycznym i normalnym na elemencie powierzchni kontaktowej w konkretnym procesie kształtowania, przy czym jego warto�� mo�e si� zmienia� w szerokich granicach, w zale�no�ci od warto�ci lokalnych nacisków jednostkowych, stanu powierzchni, pr�dko�ci wzgl�dnej, sposobu smarowania i rodzaju smaru (w warunkach tarcia półsuchego i półpłynnego), a tak�e temperatury i innych czynników;
• w analizie i modelowaniu konkretnych procesów obróbki plastycznej nale�y stosowa� adekwatne warto�ci współczynników tarcia wyznaczane do�wiadczalnie, przy czym
metody badawcze winny uwzgl�dnia� rzeczywiste warunki realizacji procesów technologicznych. Przy bardzo du�ych naciskach jednostkowych suma powierzchni mikroobszarów
przylegania staje si� bliska nominalnej powierzchni kontaktowej. Zwi�zek (III.5) (lub (III.6)) przestaje obowi�zywa�, a napr��enie tarcia osi�ga warto�� maksymaln�, uwarunkowan� wytrzymało�ci� poł�cze� sczepnych na całej powierzchni (ϕ = 1 we wzorze (III.4)). Je�eli τ0 jest mniejsze od granicy plastyczno�ci na �cinanie materiału odkształcanego, to �ci�cia poł�cze� metalicznych nast�puj� na powierzchni kontaktowej. W przypadku przeciwnym - materiał przywiera do narz�dzia, tworz�c narosty. Jest to zjawisko niepo��dane, gdy� powoduje zł� jako�� powierzchni wyrobu. Maksymalna warto�� napr��enia tarcia σyx max jest równa granicy plastyczno�ci na �cinanie k materiału kształtowanego:
3k p
maxyx
σ==σ (III.7)
zgodnie z warunkiem plastyczno�ci Hubera - Misesa, lub:
2p
maxyx
σ=σ (III.8)
przy warunku Treski. Jest to przypadek stałego tarcia, niezale�nego od warto�ci nacisków jednostkowych σyy. Zamiast (III.6) obowi�zuje zwi�zek:
kyx ±=σ (III.9)
W analizie procesów obróbki plastycznej zwi�zki typu (III.6) lub (III.9) s�
wykorzystywane jako warunki brzegowe dla napr��e� na powierzchni kontaktowej. Zwraca si� uwag�, �e równanie (III.9) okre�la bezpo�rednio jedn� ze składowych tensora napr��enia, jest wi�c bardzo dogodne w konkretnych obliczeniach. Mo�e by� jednak stosowane tylko w ograniczonym zakresie - gdy napr��enia tarcia s� du�e w porównaniu z warto�ci� napr��enia uplastyczniaj�cego (obróbka plastyczna na gor�co), lub przy bardzo du�ych naciskach jednostkowych (prasowanie płyt o małych wysoko�ciach). Równanie (III.6) podaje jedynie zwi�zek pomi�dzy składowymi σyx i σyy tensora napr��enia (warunek typu mieszanego), co komplikuje obliczenia. W zwi�zku z tym cz�sto wykorzystuje si� warunek przybli�ony:
kyx∗µ±=σ (III.10)
który zakłada stał� (niezale�n� od nacisku normalnego) warto�� napr��enia tarcia mniejsz� od maksymalnej (0 < µ* < 1 jest stałym współczynnikiem).
Dla tarcia płynnego obowi�zuj� zale�no�ci, wynikaj�ce z prawa liniowej lepko�ci Newtona:
Sh
vT xη±= (III.11)
hvx
yx η±=σ (III.12)
gdzie: η - współczynnik lepko�ci dynamicznej smaru, h - grubo�� warstwy smaru, vx - pr�dko�� materiału wzgl�dem narz�dzia w kierunku x. Zwraca si� uwag�, �e: • bezwzgl�dna warto�� siły tarcia jest wprost proporcjonalna do powierzchni kontaktowej S
i pr�dko�ci vx oraz odwrotnie proporcjonalna do grubo�ci warstwy smaru (wzór (III.11)); • bezwzgl�dna warto�� napr��enia tarcia ro�nie ze wzrostem pr�dko�ci vx (wzór (III.12)),
odwrotnie ni� w przypadku tarcia suchego. Przedstawione wy�ej uwagi dotycz� sił tarcia wyst�puj�cych na powierzchniach
kontaktowych przedmiotu odkształcanego z narz�dziem (tarcie zewn�trzne). Podczas kształtowania plastycznego materiałów rozdrobnionych (np. proszków metali) poł�czenia sczepne tworz� si� nie tylko pomi�dzy narz�dziem i materiałem obrabianym, ale równie� wewn�trz odkształcanej obj�to�ci (pomiedzy poszczególnymi cz�stkami materiału rozdrobnionego), co utrudnia ich wzgl�dne przemieszczenia. Zjawisko to okre�la si� mianem tarcia wewn�trznego (przez analogi� do podobnego zjawiska zwi�zanego z niespr��ystym zachowaniem si� materiałów litych przy małych obci��eniach, powoduj�cego m. in. tłumienie drga� swobodnych, wyst�powanie histerezy spr��ystej itp.). 6.3. Wpływ tarcia na przebieg procesów obróbki plastycznej
Praca L siły zewn�trznej F potrzebna do realizacji procesu obróbki plastycznej przy zało�eniu (III.6) wyra�a si� wzorem:
dSudVdLLdsFLS
yy
V
pij
0
ijijtp
ks
0�� �� µσ+
���
�
�
���
�
�
εσ=+==
ε
(III.13)
gdzie: Lp - praca odkształce� plastycznych, Lt - praca wykonana przeciwko siłom tarcia, σij - składowe tensora napr��enia, εij
p - ko�owe warto�ci składowych tensora odkształcenia plastycznego, |u| - długo�� wektora przemieszczenia wzgl�dnego, V - obj�to�� strefy uplastycznionej, sk - całkowite przemieszczenie narz�dzia. Udział pracy tarcia Lt w całkowitej pracy L okre�la współczynnik sprawno�ci procesu ηt:
tp
ppt LL
L
L
L
+==η (III.14)
Obecno�� tarcia w procesach obróbki plastycznej wywołuje nast�puj�ce skutki:
• ulegaj� zmianie parametry siłowo - energetyczne: ro�nie całkowita praca i moc potrzebna do realizacji procesu, wzrastaj� wi�c tak�e siły i naciski jednostkowe na powierzchniach narz�dzi, co prowadzi do ich szybszego zu�ycia;
• wyst�powanie przywierania materiału do narz�dzia i tworzenie narostów wpływa na pogorszenie jako�ci powierzchni wyrobu;
• dyssypacja cieplna pracy tarcia przy du�ych warto�ciach nacisków jednostkowych oraz pr�dko�ci wzgl�dnych prowadzi do znacznego wzrostu temperatury w obszarach s�siaduj�cych z powierzchni� kontaktow� - mo�e si� okaza�, �e niezb�dne jest ograniczenie tych pr�dko�ci, a tym samym obni�enie wydajno�ci procesu (inaczej narz�dzie ulegnie zniszczeniu lub przedwczesnemu zu�yciu, wzgl�dnie zajd� niepo��dane zmiany w strukturze i własno�ciach warstwy wierzchniej materiału kształtowanego);
• pojawienie si� napr��e� stycznych na powierzchni kontaktowej (zmiana warunków brzegowych) powoduje zmian� stanu napr��enia i odkształcenia w całej obj�to�ci kształtowanego materiału - w szczególno�ci tarcie jest jedn� z przyczyn powstawania niejednorodno�ci odkształce�, a wi�c równie� niejednorodnych własno�ci materiału oraz niepo��danych deformacji powierzchni swobodnych. Jak wida�, tarcie wywołuje w procesach obróbki plastycznej szereg negatywnych skutków.
W zwi�zku z tym d��y si� do ograniczenia (zmniejszenia) warto�ci sił tarcia. Jednak obecno�� sił tarcia mo�e okaza� si� niezb�dna w realizacji niektórych procesów obróbki plastycznej - np. podczas walcowania pewna siła tarcia jest niezb�dna, gdy� umo�liwia uchwycenie materiału i nadanie mu okre�lonego ruchu. Bezwzgl�dny wymóg ograniczania sił tarcia mo�e nie dotyczy� pewnych fragmentów powierzchni kształtowanych wyrobów (na których nie wyst�puj� przemieszczenia wzgl�dne lub gdy tarcie przenosi cz��� siły potrzebnej do kształtowania). 6.4. Ograniczanie sił tarcia
Podstawowym sposobem ograniczania sił tarcia w obróbce plastycznej jest odpowiednie smarowanie. Smar po naniesieniu na powierzchni� przedmiotu odkształcanego lub narz�dzia tworzy warstw� oddzielaj�c� cz��ciowo lub całkowicie obydwie powierzchnie. Do podstawowych własno�ci smaru zalicza si� lepko�� i aktywno�� powierzchniow�, które warunkuj� utrzymywanie si� na powierzchni w warunkach wysokich nacisków jednostkowych. Ze wzgl�du na du�� ró�norodno�� warunków realizacji procesów obróbki plastycznej nie ma smarów uniwersalnych. Ka�dy proces wymaga odr�bnego podej�cia do problemu smarowania i wykorzystania odpowiednich substancji smaruj�cych. W chwili obecnej istniej� wyspecjalizowane firmy, zwykle zwi�zane z przemysłem naftowym, które produkuj� odpowiednie smary z przeznaczeniem do konkretnych procesów, gatunków kształtowanych materiałów, zakresów temperatur itp. Ró�norodno�� wymaga� stawianych smarom mo�na obja�ni� na przykładach: • w obróbce plastycznej na zimno - zwłaszcza przy wysokich naciskach jednostkowych
i du�ych pr�dko�ciach wzgl�dnych - smar, oprócz swej podstawowej roli, jak� jest zmniejszenie tarcia, winien równie� intensywnie chłodzi� narz�dzie i materiał kształtowany (działanie chłodz�co - smaruj�ce) - oprócz odpowiedniej lepko�ci i aktywno�ci powierzchniowej wymagana jest wi�c du�a pojemno�� cieplna;
• współczynnik lepko�ci dynamicznej substancji smaruj�cej winien by� odpowiednio dobrany do warto�ci nacisków jednostkowych (a wi�c rodzaju kształtowanego materiału) oraz pr�dko�ci wzgl�dnej - im wi�ksze naciski, tym wi�ksza winna by� lepko�� smaru; podwy�szenie współczynnika lepko�ci, podobnie jak wzrost pr�dko�ci wzgl�dnej, zwi�ksza wprawdzie tarcie, jednak przy du�ych pr�dko�ciach ro�nie grubo�� warstwy smaru, co pozwala na utrzymanie sił tarcia na odpowiednio niskim poziomie (patrz wzór (III.11));
• w obróbce plastycznej na gor�co - zwłaszcza gdy czas zetkni�cia si� narz�dzia z przedmiotem obrabianym jest du�y - istotna jest przede wszystkim odporno�� smaru na temperatur� (istnieje niewiele substancji, które mog� spełnia� rol� smaru w temperaturach rz�du 1000 oC) oraz niskie przewodnictwo cieplne, ze wzgl�du na zabezpieczenie narz�dzia przed przegrzaniem. We wszystkich przypadkach smar powinien mie� nast�puj�ce cechy:
• łatwo�� nanoszenia na powierzchnie kształtowanego przedmiotu i narz�dzia, • chemiczn� pasywno�� wzgl�dem materiału kształtowanego i materiału narz�dzia, • nieszkodliwo�� dla pracowników i �rodowiska naturalnego,
• łatwo�� usuwania z powierzchni po zako�czeniu obróbki. Stosuje si� nast�puj�ce rodzaje smarów:
• smary płynne: oleje mineralne i ro�linne oraz emulsje (oleje z dodatkiem wody) jako o�rodki chłodz�co - smaruj�ce, oleje o podwy�szonej lepko�ci z dodatkiem parafiny lub stearyny, oleje z dodatkiem substancji powierzchniowo - aktywnych (np, zwi�zków chloru);
• smary proszkowe: mydła w postaci proszku lub płatków, grafit, dwusiarczek molibdenu (dwie ostatnie substancje stosuje si� równie� jako dodatki do smarów płynnych);
• szkło (w postaci proszku lub waty szklanej), stosowane w wysokich temperaturach [4]. Stworzenie warunków tarcia płynnego mo�na osi�gn�� przy zastosowaniu podawania
ciekłego smaru do strefy oddziaływania narz�dzia i przedmiotu kształtowanego pod ci�nieniem (smarowanie hydrostatyczne), lub poprzez specjalne ukształtowanie profilu narz�dzia: smar jest zabierany przez przemieszczaj�cy si� materiał i wprowadzany do szczeliny o malej�cej stopniowo grubo�ci, przez co jego ci�nienie wzrasta (hydrodynamiczne podawanie smaru).
Utrzymanie smaru na powierzchni przy wysokich naciskach jednostkowych, oprócz odpowiednich własno�ci smaru, wymaga czasem specjalnych zabiegów przygotowania powierzchni kształtowanego wyrobu. Jednym ze sposobów jest wspomniane ju� nanoszenie metodami chemicznymi warstw podsmarnych (np. fosforanów lub szczawianów na powierzchnie stalowe). Warstwy podsmarne powinny mie� porowat� struktur�, sprzyjaj�c� utrzymaniu smaru. Innym sposobem obni�enia tarcia jest stosowanie tzw. rozdzielaczy. Sposób ten polega na pokrywaniu powierzchni kształtowanego materiału cienk� warstw� metalu plastycznego (mied�, ołów), który tworzy z materiałem narz�dzia słabe poł�czenia sczepne.
Smary nanosi si� ró�nymi sposobami, zarówno przed, jak i w czasie obróbki, wył�cznie na te fragmenty powierzchni materiału lub narz�dzia, na których działanie sił tarcia wpływa niekorzystnie na przebieg procesu kształtowania. Fragmenty powierzchni, na których tarcie nie wyst�puje (np. nie ma przemieszcze� wzgl�dnych), wzgl�dnie przenosi cz��� sił kształtowania, pozostawia si� nie smarowane.
W przypadku kształtowania wyrobów z materiałów rozdrobnionych (np. proszków metali) istotne jest zmniejszenie sił tarcia działaj�cych pomi�dzy poszczególnymi cz�stkami materiału. Mo�na to osi�gn�� przez zastosowanie �rodka po�lizgowego, który nale�y zmiesza� z materiałem rozdrobnionym przed procesem kształtowania. Dla proszków metali cz�sto stosowanym �rodkiem po�lizgowym jest stearynian cynku.
Dla ograniczenia sił tarcia istotna jest charakterystyka chropowato�ci powierzchni oraz gatunek i twardo�� materiału narz�dzia. Gładka powierzchnia i wysoka twardo�� materiału narz�dziowego sprzyja zmniejszeniu sił tarcia.
Obni�enie sił tarcia mo�na równie� osi�gn�� drog� po�redni� - obni�enia nacisków jednostkowych. Uzyskuje si� w to poprzez zmian� panuj�cego stanu napr��enia. Na przykład w procesach walcowania i ci�gnienia stosuje si� tzw. naci�g i przeciwci�g (dodatkowe rozci�ganie walcowanego pasma lub ci�gnionego drutu czy pr�ta). Cz��� pracy odkształcenia plastycznego jest wtedy wykonana przez napr��enia rozci�gaj�ce, co powoduje zmniejszenie napr��e� normalnych na powierzchni kontaktowej, a wi�c spadek sił tarcia.
Eliminacj� sił tarcia na pewnych fragmentach powierzchni kontaktowej mo�na uzyska� przez zastosowanie odpowiedniej kinematyki procesu. Przykładowo, podczas wyciskania z nieruchomym wsadem, mo�liwo�� przemieszczania si� wsadu wzgl�dem pojemnika, a wi�c równie� siła tarcia materiału o jego �cianki zostaje znacznie ograniczona.
Zmniejszenie sił tarcia obserwuje si� równie� podczas procesów dynamicznych, gdy pr�dko�ci wzgl�dne s� du�e (krótki czas styku narz�dzia z materiałem kształtowanym),

a tak�e w procesach pulsacyjnych, realizowanych z cz�stotliwo�ci� pulsacji siły lub przemieszczenia rz�du kilkuset Hz (b�d� te� z cz�stotliwo�ciami ultrad�wi�kowymi).
Na zako�czenie dodamy, �e - je�eli tylko jest to mo�liwe - nale�y d��y� do zamiany tarcia �lizgowego na toczne (np. zamiast klasycznego ci�gnienia stosuje si� ci�gnienie pomi�dzy swobodnie obracaj�cymi si� walcami, wygniatanie gwintów wewn�trznych o du�ych �rednicach mo�na zast�pi� walcowaniem głowicami rolkowymi itp). Pozwala to na obni�enie sił i momentów potrzebnych do realizacji procesów oraz umo�liwia stosowanie wysokich pr�dko�ci obróbki, a wi�c podwy�szenie wydajno�ci. Niebezpiecze�stwo wyst�pienia wysokich temperatur w stefie kontaktu narz�dzia i przedmiotu obrabianego jest w przypadku tarcia tocznego znacznie ograniczone, a narz�dzie zachowuje wysok� trwało��. 6.5. Do�wiadczalne metody wyznaczania współczynnika tarcia
Współczynnik tarcia mo�na wyznaczy�: •••• wykonuj�c niezale�ne pomiary sił: stycznej i normalnej, wchodz�cych do wzoru (III.5),
lub okre�laj�c stosunek tych sił, bez mierzenia ich warto�ci; •••• badaj�c kształt oraz wymiary odkształcanych próbek i porównuj�c je z warto�ciami
wyznaczonymi teoretycznie przy zało�onych z góry warto�ciach współczynnika tarcia (wykorzystuje si� wpływ tarcia na stan odkształcenia).
6.5.1. Wyznaczanie współczynnika tarcia przy walcowaniu
W metodzie zaproponowanej przez I. M. Pawłowa mierzy si� sił� nacisku N działaj�c� na walec, sił� powstrzymuj�c� uchwycenie materiału F oraz k�t chwytu α (rys. III/5 a). Z warunków równowagi walca (rys. III/5 b) i materiału (rys. III/5 c) wynika, �e:
N R R= +cos sinα µ α2 2
F
R R2 2 2
= −µ α αcos sin (III.15)
Dziel�c stronami równania (III.15) i wykonuj�c odpowiednie przekształcenia otrzymujemy:
µ
α
α=+
−
FN
tg
FN
tg
2 2
12 2
(III.16)
Siły N i F winny by� zmierzone w pocz�tkowym stadium po�lizgu walców, gdy� inaczej powierzchnia materiału ulegnie starciu i zmieni si� współczynnik tarcia.
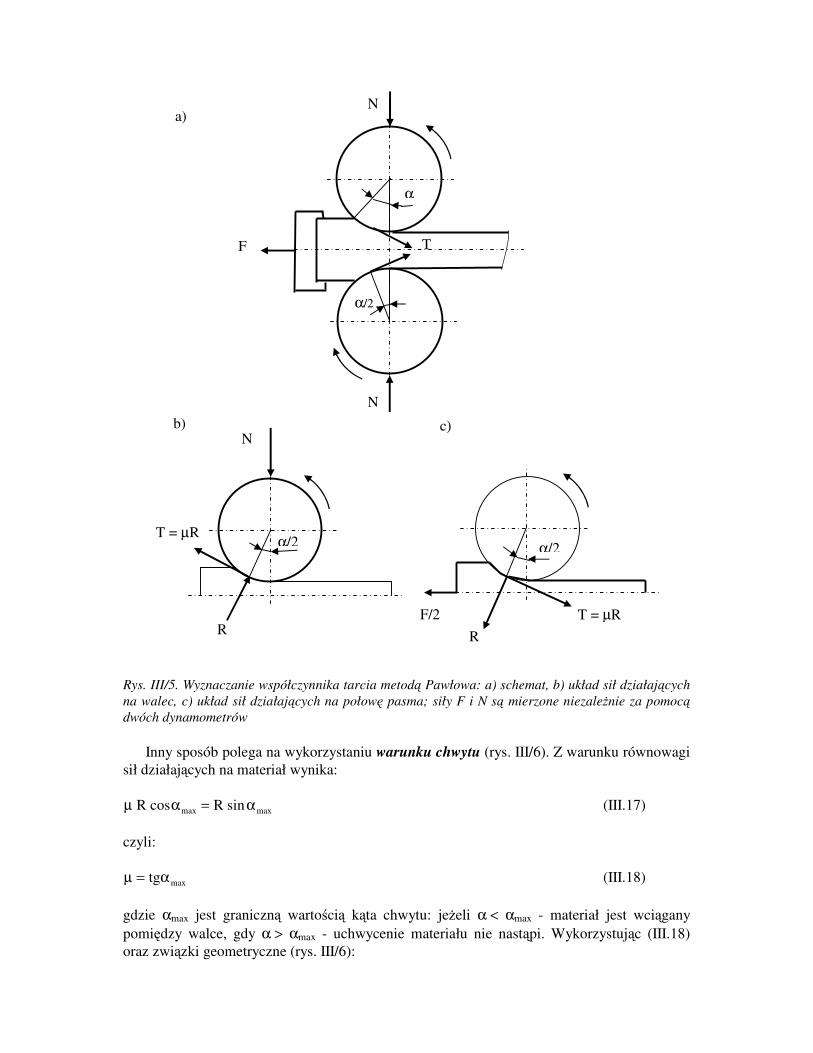
Rys. III/5. Wyznaczanie współczynnika tarcia metod� Pawłowa: a) schemat, b) układ sił działaj�cych na walec, c) układ sił działaj�cych na połow� pasma; siły F i N s� mierzone niezale�nie za pomoc� dwóch dynamometrów
Inny sposób polega na wykorzystaniu warunku chwytu (rys. III/6). Z warunku równowagi sił działaj�cych na materiał wynika: µ α αR Rcos sinmax max= (III.17) czyli: µ α= tg max (III.18) gdzie αmax jest graniczn� warto�ci� k�ta chwytu: je�eli α < αmax - materiał jest wci�gany pomi�dzy walce, gdy α > αmax - uchwycenie materiału nie nast�pi. Wykorzystuj�c (III.18) oraz zwi�zki geometryczne (rys. III/6):
T
F/2 T = µR R
N
N
N
α
α/2
T = µR
R
α/2 α/2
a)
b) c)
F
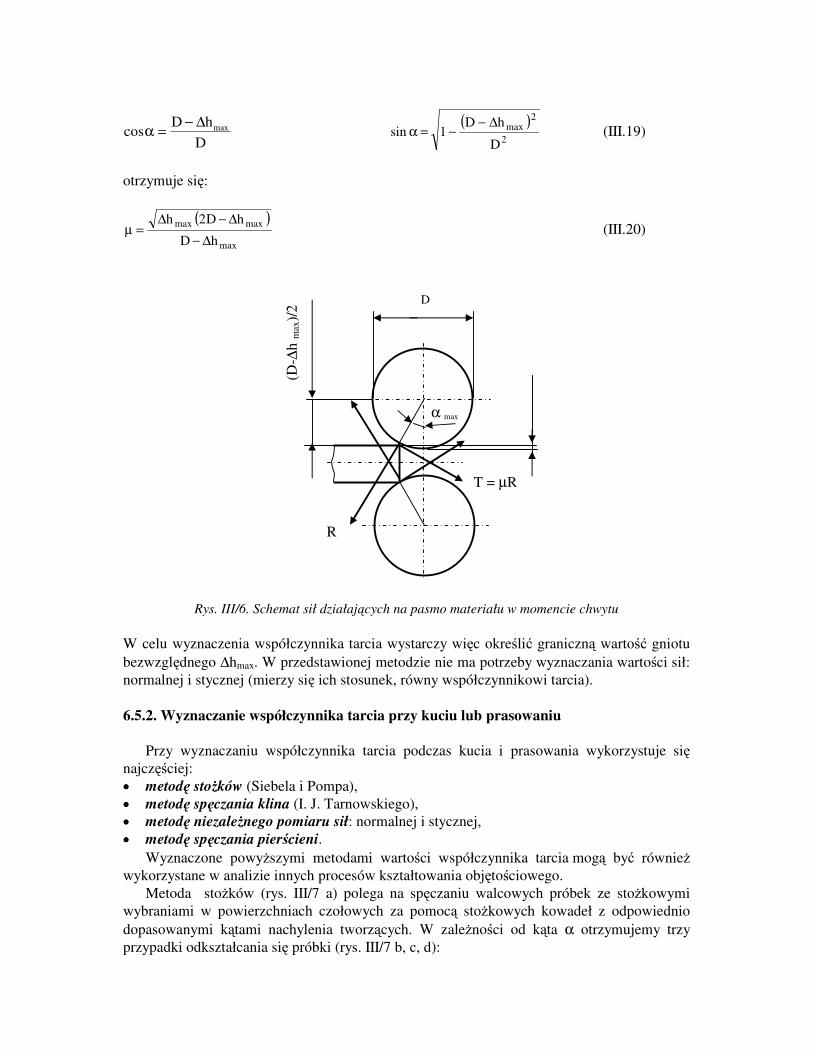
cos maxα = −D hD∆
( )
2
2max
D
hD1sin
∆−−=α (III.19)
otrzymuje si�:
( )max
maxmax
hD
hD2h
∆−∆−∆
=µ (III.20)
Rys. III/6. Schemat sił działaj�cych na pasmo materiału w momencie chwytu W celu wyznaczenia współczynnika tarcia wystarczy wi�c okre�li� graniczn� warto�� gniotu bezwzgl�dnego ∆hmax. W przedstawionej metodzie nie ma potrzeby wyznaczania warto�ci sił: normalnej i stycznej (mierzy si� ich stosunek, równy współczynnikowi tarcia). 6.5.2. Wyznaczanie współczynnika tarcia przy kuciu lub prasowaniu
Przy wyznaczaniu współczynnika tarcia podczas kucia i prasowania wykorzystuje si� najcz��ciej: •••• metod� sto�ków (Siebela i Pompa), •••• metod� sp�czania klina (I. J. Tarnowskiego), •••• metod� niezale�nego pomiaru sił: normalnej i stycznej, •••• metod� sp�czania pier�cieni.
Wyznaczone powy�szymi metodami warto�ci współczynnika tarcia mog� by� równie� wykorzystane w analizie innych procesów kształtowania obj�to�ciowego.
Metoda sto�ków (rys. III/7 a) polega na sp�czaniu walcowych próbek ze sto�kowymi wybraniami w powierzchniach czołowych za pomoc� sto�kowych kowadeł z odpowiednio dopasowanymi k�tami nachylenia tworz�cych. W zale�no�ci od k�ta α otrzymujemy trzy przypadki odkształcania si� próbki (rys. III/7 b, c, d):
∆h m
ax /2
α max
R
T = µR
D (D
-∆h
max
)/2
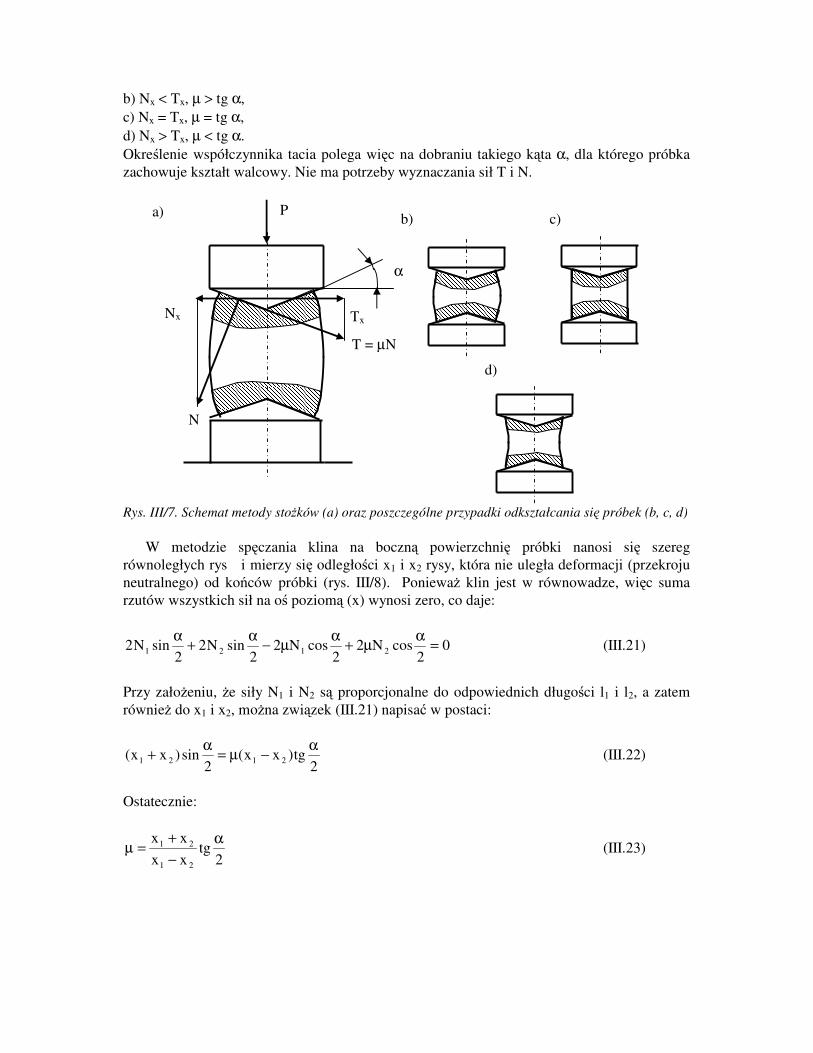
b) Nx < Tx, µ > tg α, c) Nx = Tx, µ = tg α, d) Nx > Tx, µ < tg α. Okre�lenie współczynnika tacia polega wi�c na dobraniu takiego k�ta α, dla którego próbka zachowuje kształt walcowy. Nie ma potrzeby wyznaczania sił T i N. Rys. III/7. Schemat metody sto�ków (a) oraz poszczególne przypadki odkształcania si� próbek (b, c, d)
W metodzie sp�czania klina na boczn� powierzchni� próbki nanosi si� szereg równoległych rys i mierzy si� odległo�ci x1 i x2 rysy, która nie uległa deformacji (przekroju neutralnego) od ko�ców próbki (rys. III/8). Poniewa� klin jest w równowadze, wi�c suma rzutów wszystkich sił na o� poziom� (x) wynosi zero, co daje:
02
cosN22
cosN22
sinN22
sinN2 2121 =αµ+αµ−α+α (III.21)
Przy zało�eniu, �e siły N1 i N2 s� proporcjonalne do odpowiednich długo�ci l1 i l2, a zatem równie� do x1 i x2, mo�na zwi�zek (III.21) napisa� w postaci:
2tg)xx(
2sin)xx( 2121
α−µ=α+ (III.22)
Ostatecznie:
2tg
xxxx
21
21 α−+
=µ (III.23)
N
T = µN
Tx Nx
α
a) b)
d)
c) P
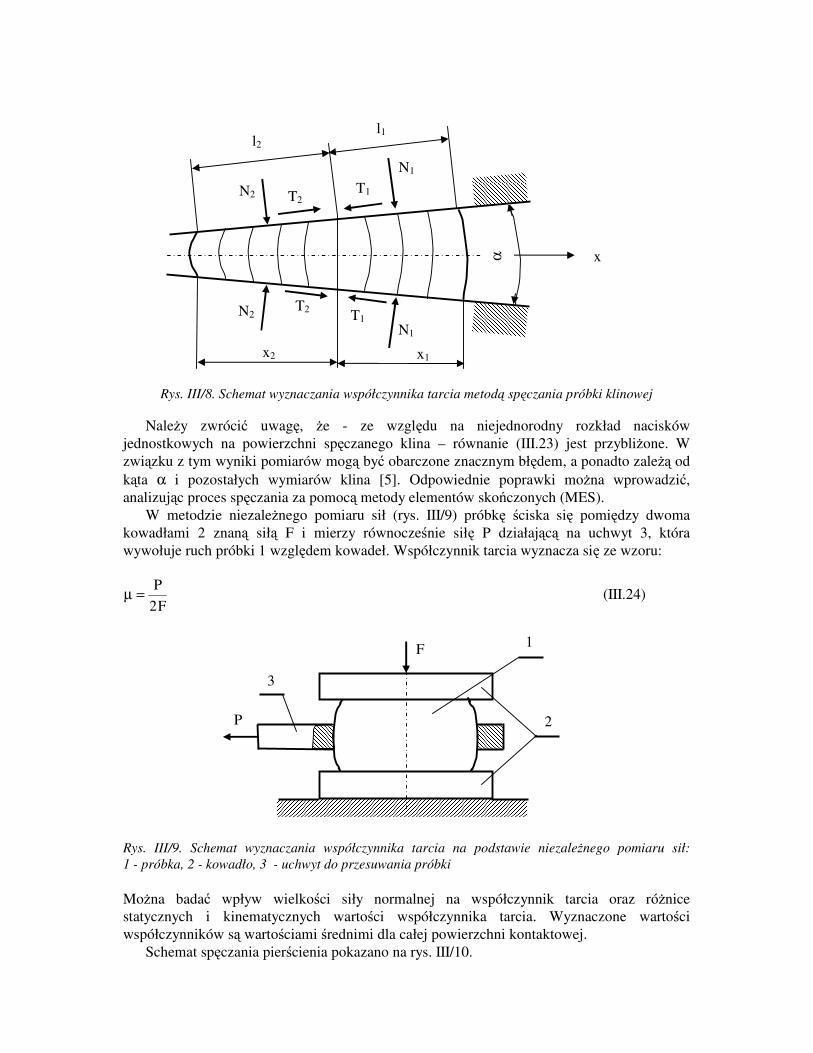
Rys. III/8. Schemat wyznaczania współczynnika tarcia metod� sp�czania próbki klinowej
Nale�y zwróci� uwag�, �e - ze wzgl�du na niejednorodny rozkład nacisków jednostkowych na powierzchni sp�czanego klina – równanie (III.23) jest przybli�one. W zwi�zku z tym wyniki pomiarów mog� by� obarczone znacznym bł�dem, a ponadto zale�� od k�ta α i pozostałych wymiarów klina [5]. Odpowiednie poprawki mo�na wprowadzi�, analizuj�c proces sp�czania za pomoc� metody elementów sko�czonych (MES).
W metodzie niezale�nego pomiaru sił (rys. III/9) próbk� �ciska si� pomi�dzy dwoma kowadłami 2 znan� sił� F i mierzy równocze�nie sił� P działaj�c� na uchwyt 3, która wywołuje ruch próbki 1 wzgl�dem kowadeł. Współczynnik tarcia wyznacza si� ze wzoru:
µ = PF2
(III.24)
Rys. III/9. Schemat wyznaczania współczynnika tarcia na podstawie niezale�nego pomiaru sił: 1 - próbka, 2 - kowadło, 3 - uchwyt do przesuwania próbki Mo�na bada� wpływ wielko�ci siły normalnej na współczynnik tarcia oraz ró�nice statycznych i kinematycznych warto�ci współczynnika tarcia. Wyznaczone warto�ci współczynników s� warto�ciami �rednimi dla całej powierzchni kontaktowej.
Schemat sp�czania pier�cienia pokazano na rys. III/10.
N1
x2
T1 T2 N2
l2 l1
N1
N2 T2 T1
x1
α x
F
P 2
3
1
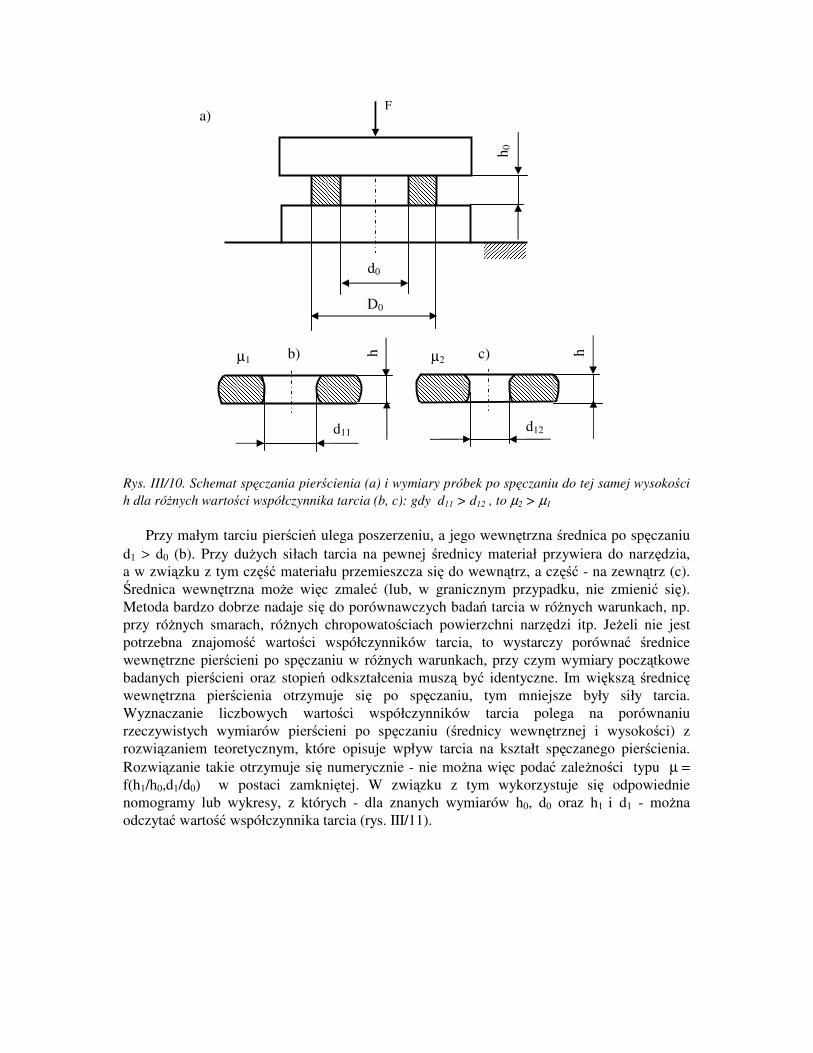
Rys. III/10. Schemat sp�czania pier�cienia (a) i wymiary próbek po sp�czaniu do tej samej wysoko�ci h dla ró�nych warto�ci współczynnika tarcia (b, c): gdy d11 > d12 , to µ2 > µ1
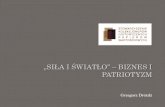
Przy małym tarciu pier�cie� ulega poszerzeniu, a jego wewn�trzna �rednica po sp�czaniu d1 > d0 (b). Przy du�ych siłach tarcia na pewnej �rednicy materiał przywiera do narz�dzia, a w zwi�zku z tym cz��� materiału przemieszcza si� do wewn�trz, a cz��� - na zewn�trz (c). �rednica wewn�trzna mo�e wi�c zmale� (lub, w granicznym przypadku, nie zmieni� si�). Metoda bardzo dobrze nadaje si� do porównawczych bada� tarcia w ró�nych warunkach, np. przy ró�nych smarach, ró�nych chropowato�ciach powierzchni narz�dzi itp. Je�eli nie jest potrzebna znajomo�� warto�ci współczynników tarcia, to wystarczy porówna� �rednice wewn�trzne pier�cieni po sp�czaniu w ró�nych warunkach, przy czym wymiary pocz�tkowe badanych pier�cieni oraz stopie� odkształcenia musz� by� identyczne. Im wi�ksz� �rednic� wewn�trzna pier�cienia otrzymuje si� po sp�czaniu, tym mniejsze były siły tarcia. Wyznaczanie liczbowych warto�ci współczynników tarcia polega na porównaniu rzeczywistych wymiarów pier�cieni po sp�czaniu (�rednicy wewn�trznej i wysoko�ci) z rozwi�zaniem teoretycznym, które opisuje wpływ tarcia na kształt sp�czanego pier�cienia. Rozwi�zanie takie otrzymuje si� numerycznie - nie mo�na wi�c poda� zale�no�ci typu µ = f(h1/h0,d1/d0) w postaci zamkni�tej. W zwi�zku z tym wykorzystuje si� odpowiednie nomogramy lub wykresy, z których - dla znanych wymiarów h0, d0 oraz h1 i d1 - mo�na odczyta� warto�� współczynnika tarcia (rys. III/11).
d0
F
h 0
D0
a)
h
d11 d12
µ1 µ2 b) c) h
2.53
3.54
4.55
5.56
6.57
7.58
8.59
9.510
10.511
11.512
12.513
13.514
14.515
15.516
3
3.1
3.2
3.3
3.4
3.5
3.6
3.7
3.8
3.9 4
4.1
4.2
4.3
4.4
4.5
4.6
4.7
4.8
4.9 5
5.1
5.2
5.3
5.4
5.5
5.6
5.7
5.8
5.9 6
6.1
6.2
6.3
6.4
6.5
6.6
6.7
6.8
6.9 7
Wysoko�� po sp�czeniu h[mm]
�re
dnic
a w
ewne
trzn
a po
sp�
czen
iu d
[mm
]
0
0,01
0,02
0,03
0,04
0,05
0,08
0,1
0,12
0,15
0,18
0,2
0,25
0,3
0,4
0,5
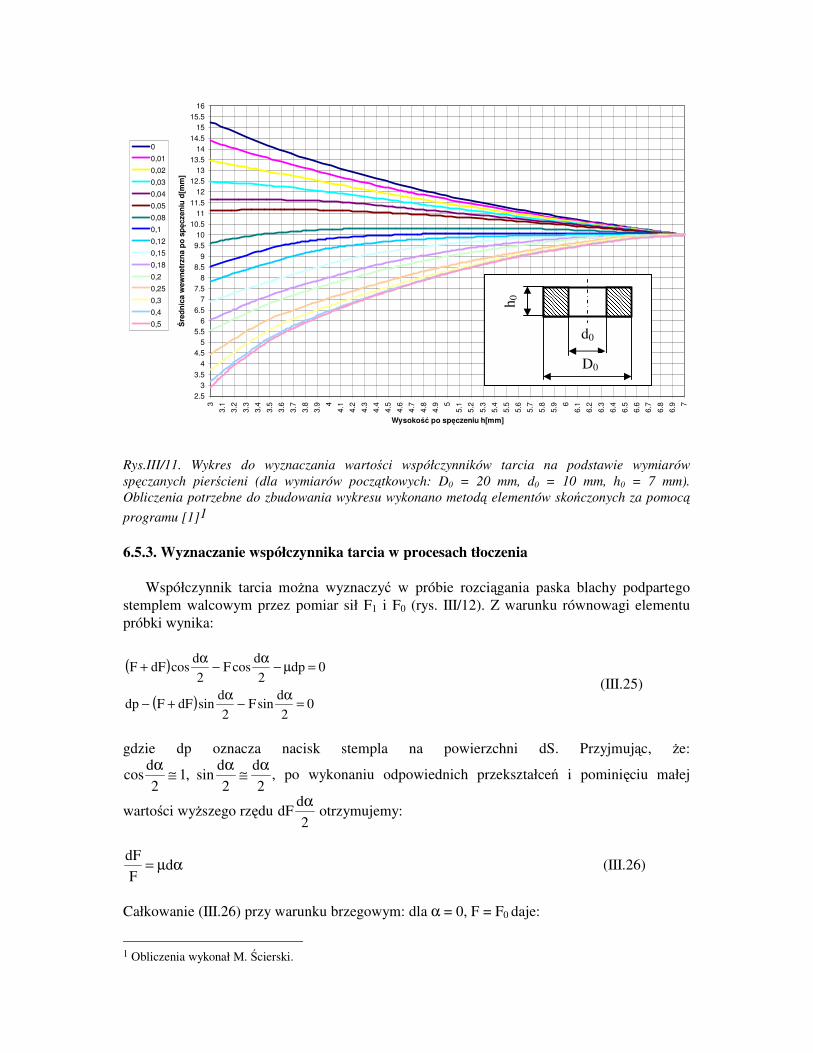
Rys.III/11. Wykres do wyznaczania warto�ci współczynników tarcia na podstawie wymiarów sp�czanych pier�cieni (dla wymiarów pocz�tkowych: D0 = 20 mm, d0 = 10 mm, h0 = 7 mm). Obliczenia potrzebne do zbudowania wykresu wykonano metod� elementów sko�czonych za pomoc� programu [1]1 6.5.3. Wyznaczanie współczynnika tarcia w procesach tłoczenia
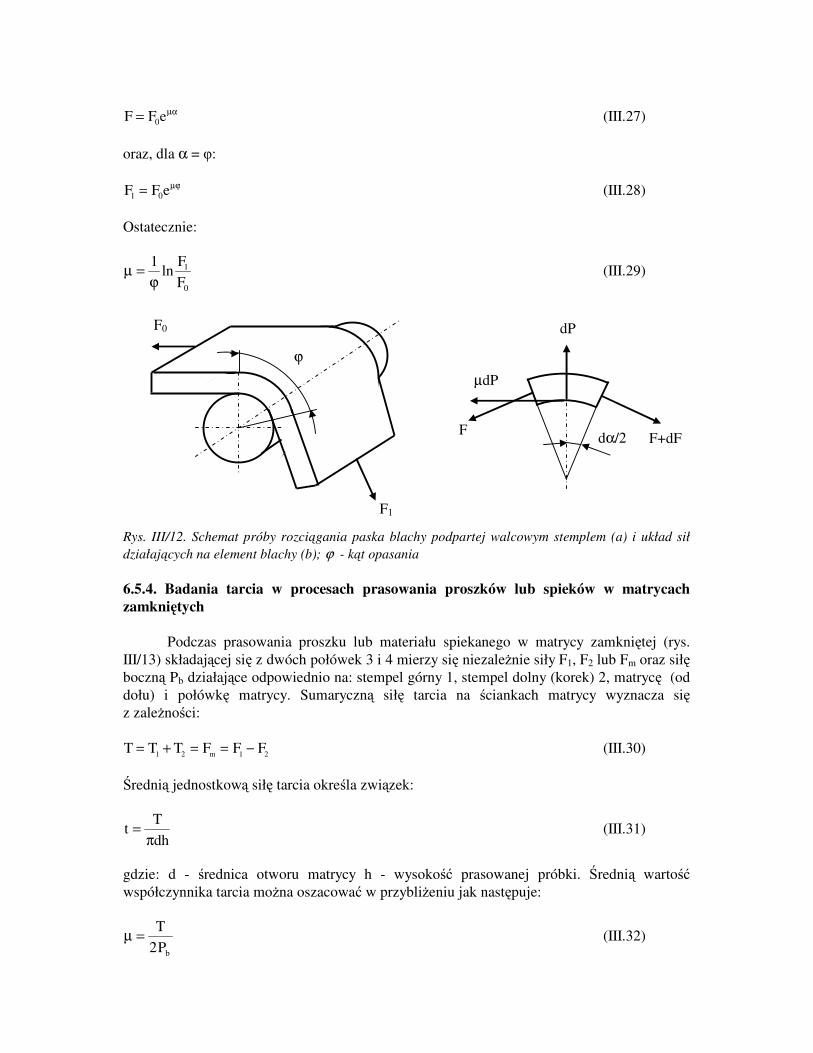
Współczynnik tarcia mo�na wyznaczy� w próbie rozci�gania paska blachy podpartego stemplem walcowym przez pomiar sił F1 i F0 (rys. III/12). Z warunku równowagi elementu próbki wynika:
( )
( ) 02
dsinF
2d
sindFFdp
0dp2
dcosF
2d
cosdFF
=α−α+−
=µ−α−α+ (III.25)
gdzie dp oznacza nacisk stempla na powierzchni dS. Przyjmuj�c, �e:
cos , sind d dα α α2
12 2
≅ ≅ , po wykonaniu odpowiednich przekształce� i pomini�ciu małej
warto�ci wy�szego rz�du dFdα2
otrzymujemy:
dFF
d= µ α (III.26)
Całkowanie (III.26) przy warunku brzegowym: dla α = 0, F = F0 daje:
1 Obliczenia wykonał M. �cierski.
h 0
d0
D0
F F e= 0
µα (III.27) oraz, dla α = : F F e1 0= µϕ (III.28) Ostatecznie:
µϕ
= 1 1
0
lnFF
(III.29)
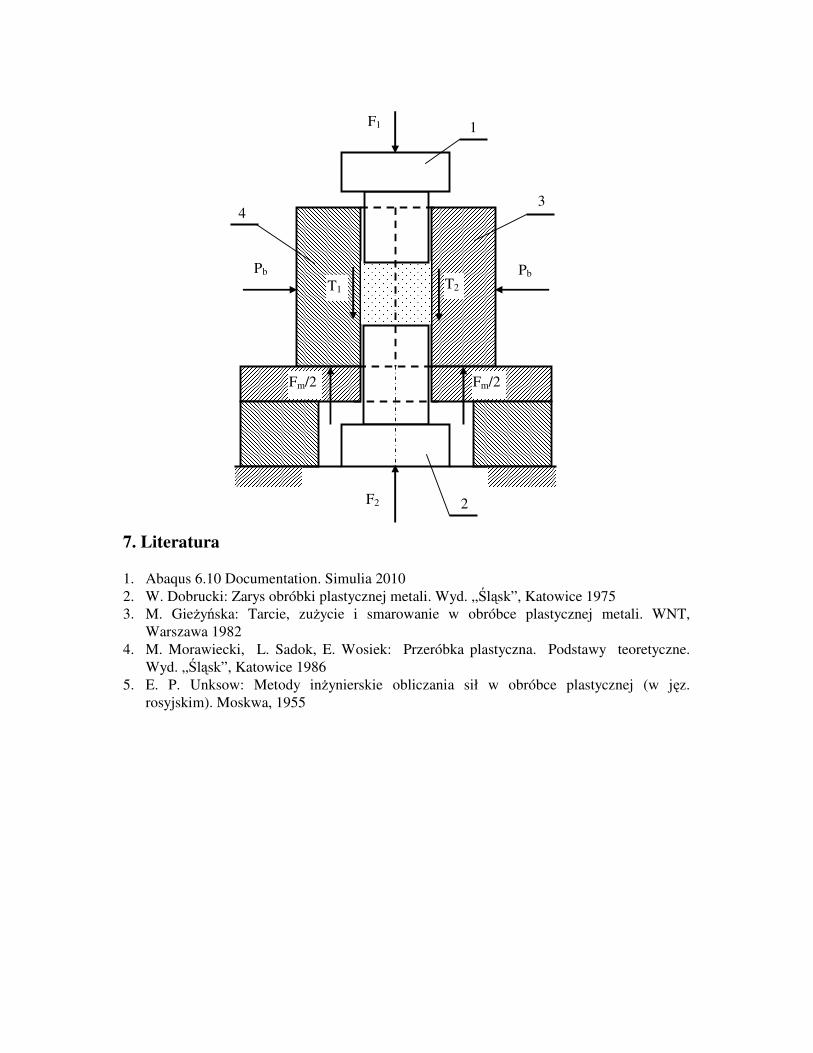
Rys. III/12. Schemat próby rozci�gania paska blachy podpartej walcowym stemplem (a) i układ sił działaj�cych na element blachy (b); ϕ - k�t opasania 6.5.4. Badania tarcia w procesach prasowania proszków lub spieków w matrycach zamkni�tych Podczas prasowania proszku lub materiału spiekanego w matrycy zamkni�tej (rys. III/13) składaj�cej si� z dwóch połówek 3 i 4 mierzy si� niezale�nie siły F1, F2 lub Fm oraz sił� boczn� Pb działaj�ce odpowiednio na: stempel górny 1, stempel dolny (korek) 2, matryc� (od dołu) i połówk� matrycy. Sumaryczn� sił� tarcia na �ciankach matrycy wyznacza si� z zale�no�ci: T T T F F Fm= + = = −1 2 1 2 (III.30) �redni� jednostkow� sił� tarcia okre�la zwi�zek:
tTdh
=π
(III.31)
gdzie: d - �rednica otworu matrycy h - wysoko�� prasowanej próbki. �redni� warto�� współczynnika tarcia mo�na oszacowa� w przybli�eniu jak nast�puje:
µ = TPb2
(III.32)
0,01
0,02
0,03 0,03
0,04 0,05
F
ϕ
µdP
dP
F+dF dα/2
F0
F1
7. Literatura 1. Abaqus 6.10 Documentation. Simulia 2010 2. W. Dobrucki: Zarys obróbki plastycznej metali. Wyd. „�l�sk”, Katowice 1975 3. M. Gie�y�ska: Tarcie, zu�ycie i smarowanie w obróbce plastycznej metali. WNT,
Warszawa 1982 4. M. Morawiecki, L. Sadok, E. Wosiek: Przeróbka plastyczna. Podstawy teoretyczne.
Wyd. „�l�sk”, Katowice 1986 5. E. P. Unksow: Metody in�ynierskie obliczania sił w obróbce plastycznej (w j�z.
rosyjskim). Moskwa, 1955
T1 T2 Pb Pb
F1
F2
Fm/2 Fm/2
1
3 4
2