Total - Smary Plastyczne

of 12
-
Upload
john-rambo -
Category
Documents
-
view
432 -
download
0
Transcript of Total - Smary Plastyczne
Rozdzia XIX: Smary plastyczne
Rozdzia XIX
SMARY PLASTYCZNE
19.1 Skad i budowa smarw plastycznychSmar plastyczny jest to substancja o konsystencji od ciekej do staej, ktrej podstawowymi skadnikami s faza cieka i zagszczacz (substancja elujca). Niektre smary plastyczne w swoim skadzie zawieraj zdyspergowane substancje stae. Jako i skad tych skadnikw decyduj o zasadniczych waciwociach smaru. W celu udoskonalenia niektrych waciwoci eksploatacyjnych i dostosowania do okrelonych zastosowa, w skadzie smaru znajduj si dodatki uszlachetniajce. W wyniku zastosowania waciwych procesw technologicznych, skadniki smaru tworz jednolit struktur. Mikroskopowy obraz smaru plastycznego przypomina gbk nasycon ciecz. Gbk stanowi zagszczacz, najczciej substancja o charakterze myda, a faz ciek najczciej olej mineralny lub syntetyczny. Zagszczacz tworzy elastyczn, przestrzenn struktur sieciow, ktra wie faz ciek, nadajc smarowi wymagan konsystencj. Waciwa struktura smaru jest utrzymywana dziki istnieniu si przycigania powierzchniowego, si kapilarnych oraz zjawiska adsorpcji powierzchniowej midzy zagszczaczem i faz ciek. W celu nadania odpowiednich cech uytkowych, do smaru s wprowadzane rnego rodzaju substancje, modyfikujce jego struktur i waciwoci. Faza cieka jest podstawowym skadnikiem smaru plastycznego. W wikszoci smarw stanowi ona 7090% (m/m). Wybr fazy ciekej decyduje o: q waciwociach smarnych, q zmianach waciwoci w zalenoci od temperatury, q odpornoci na utlenianie, q waciwociach niskotemperaturowych, q skonnoci do odparowywania w podwyszonych temperaturach, q i innych. Jako faza cieka smarw plastycznych najczciej s stosowane nastpujce rodzaje substancji, zwanych olejami bazowymi: q oleje mineralne, q oleje syntetyczne wglowodorowe, q oleje poliglikolowe,Typ oleju Mineralny Wglowodorowy, syntetyczny Poliglikolowy Estrowy Silikonowy Mineralny J J L J L
q syntetyczne estry, q oleje silikonowe, q tuszcze rolinne i zwierzce oraz estry kwasw tuszczowych i alkoholi monowodorotlenowych lub wielowodorotlenowych (smary biodegradowalne), q etery polifenylowe, q chlorofluorowglowodory q i inne. W skad smarw plastycznych mog wchodzi take rnego rodzaju dodatki uszlachetniajce: q modyfikatory struktury, q stabilizatory, q inhibitory korozji, q inhibitory utlenienia, q dodatki smarnociowe (AW i EP), q dodatki adhezyjne (zwikszajce przyczepno smaru do metali), q barwniki i rodki zapachowe, i inne. Smary plastyczne s cieczami o waciwociach tiksotropowych (patrz p. 4.2), wykazuj jednoczenie waciwoci cia staych i cieczy. Pod dziaaniem niewielkich napre ulegaj odwracalnym odksztaceniom. Gdy naprenia przekraczaj okrelon warto, zaczynaj pyn jak ciecz. Nie wszystkie oleje bazowe s wzajemnie mieszalne. Z tego wzgldu, rwnie smary plastyczne z nich sporzdzane, nie w kadym przypadku s mieszalne. Problem wzajemnej mieszalnoci smarw plastycznych, zawierajcych w swoim skadzie rne rodzaje olejw bazowych, wyjani dane, przedstawione w tabeli 19.1. Najczciej stosowanym zagszczaczem w skadzie smarw plastycznych s myda. W wikszoci przypadkw, s one wytwarzane z kwasw tuszczowych i zasad, wedug reakcji (19.1): kwas tuszczowy + wodorotlenek lub tlenek metalu = mydo + woda na przykad: kwas 12-hydroksystearynowy + tlenek litowy = 12-hydroksystearynian litu + woda(19.1)
(19.2)
Spord zagszczaczy mydlanych wyrnia si myda proste, hydroksylowe i kompleksowe. Myda proste s to sole kwasw
Tabela 19.1 Mieszalno rnych olejw stosowanych jako bazy smarw plastycznych Wglowodorowy, syntetyczny J J L J L J mieszalne L niemieszalne Poliglikolowy L L J L L Estrowy J J L J L Silikonowy L L L L J
XIX
1
organicznych: tuszczowych, ywicznych i naftenowych. Myda hydroksylowe s to sole kwasw organicznych, zawierajcych w czsteczce grup hydroksylow (OH). Myda kompleksowe maj bardzo zoon (kompleksow) struktur czsteczki zagszczacza. Zawieraj myda, co najmniej dwch kwasw, o rnej dugoci acucha: maoczsteczkowego (np. octowego) i wielkoczsteczkowego (np. stearynowego). Rni si istotnie niektrymi waciwociami od pozostaych grup smarw plastycznych. Waciwoci mydlanych smarw plastycznych mog zmienia si w zalenoci od skadu chemicznego bazy olejowej oraz rodzaju kationu w czsteczce myda. Jako zagszczacze s stosowane rwnie substancje inne ni myda, np.: woski, stae wglowodory (parafina, cerezyna, petrolatum, gacze parafinowe), niektre polimery, a take specjalnie preparowane glinki bentonitowe, hydrolizowana krzemionka i inne substancje, wykazujce waciwoci zagszczajce, w odniesieniu do okrelonej fazy ciekej. Skadnikami niektrych smarw plastycznych s substancje stae o duym stopniu rozdrobnienia, zwane rwnie staymi dodatkami smarnymi lub smarami staymi, takie jak: grafit, disiarczek molibdenu, proszki metali i inne.
19.2 Klasyfikacja smarw plastycznych ze wzgldu na rodzaj zagszczaczaNajstarsz i powszechnie jeszcze stosowan klasyfikacj mydlanych smarw plastycznych, jest klasyfikacja wg rodzaju zastosowanego zagszczacza. Zagszczacz w istotny sposb wpywa na waciwoci eksploatacyjne smaru plastycznego. Na tej podstawie wyrnia si smary: q mydlane, z mydami prostymi i kompleksowymi, q zawierajce zagszczacze mieszane. q wglowodorowe, q z zagszczaczami nieorganicznymi, q z zagszczaczami polimerowymi. 19.2.1 Smary mydlane Smary mydlane s to smary, w ktrych zagszczaczami s myda wyszych kwasw tuszczowych i kationw metali takich jak: Li+, Al+, Ca++, Na+, a w przypadku smarw kompleksowych myda kwasw tuszczowych o dugim i krtkim acuchu alkilowym. Smary litowe. Dominujc grup smarw na wiatowym rynku s smary litowe. Ponad poowa smarw plastycznych naley do tej grupy. Dwa gwnie stosowane zagszczacze tego typu to: 12-hydroksystearynian litu oraz stearynian litu. Smary te s czsto okrelane jako uniwersalne, poniewa znajduj bardzo szerokie zastosowanie w rnych skojarzeniach trcych: oyskach tocznych, oyskach lizgowych, w sworzniach i innych obcionych elementach, zarwno w rodkach transportu jak i w urzdzeniach przemysowych, w szerokim zakresie temperatury pracy. Kompleksowe smary litowe. Kompleksowe myda litowe pozwalaj na podwyszenie temperatury uytkowania w stosunku do zwykych smarw litowych, przy jednoczesnym zachowaniu innych korzystnych waciwoci. Temperatura kroplenia tego typu smarw, wynosi okoo 280C, zamiast 190C, jak w przypadku zwykych smarw litowych. Podobnie jak zwyke smary litowe, maj one szerokie zastosowanie do smarowania skojarze trcych w pojazdach samochodowych i w rnych urzdzeniach przemysowych. Smary glinowe. Jako zagszczacz smarw glinowych powszechnie jest stosowany stearynian glinu. Podstawowym zastosowaniem smarw glinowych s maszyny i urzdzenia w przemyle spoywczym. Tego typu smary s rwnie uywane w poczeniach przegubowych, oyskach lizgowych, otwartych przekadniach zbatych w rodowisku wilgotnym, do temperatury rzdu 65C. Kompleksowe smary glinowe. Kompleksowe myda glinowe,
o dobrych waciwociach elujcych, otrzymuje si w wyniku kokrystalizacji czsteczek benzoesanu lub stearynianu glinowego. Podobnie, jak w przypadku kompleksowych smarw litowych, rwnie temperatura kroplenia jest znacznie podwyszona, ze 100C do 240C. Smary te s stosowane zwaszcza do smarowania otwartych przekadni zbatych. Smary wapniowe. Do wytwarzania smarw plastycznych s stosowane dwa rodzaje myde wapniowych: q myda uwodnione: stearyniany, oleiniany i palmityniany wapnia, q kompleksowe myda bezwodne, 12-hydroksystearynian wapnia. Te ostatnie pozwalaj na otrzymywanie smarw o wyszej temperaturze kroplenia: 140C zamiast 100C, jak w przypadku myde uwodnionych. Podstawowe zastosowanie smarw wapniowych to smarowanie oysk lizgowych i tocznych, pracujcych pod maym obcieniem, maksymalnie do temperatury 65C w przypadku smarw zawierajcych myda uwodnione i 100C dla smarw zawierajcych myda bezwodne, w rodowisku bardzo wilgotnym, w poczeniach przegubowych i w stycznoci z powokami antykorozyjnymi. Kompleksowe smary wapniowe. Smary z kompleksowym zagszczaczem wapniowym maj bardzo wysok temperatur kroplenia (okoo 280C) oraz dobre waciwoci EP. Z tych wzgldw, smary te znajduj bardzo szerokie zastosowanie: w przemyle metalurgicznym, cementowniach, fabrykach papieru, lotnictwie, do smarowania oysk tocznych, oysk lizgowych pracujcych w cikich warunkach (due obcienie, wysoka temperatura i kontakt z wilgoci). Smary zawierajce kompleksowy sulfonian wapnia zasuguj na wyrnienie spord innych kompleksowych smarw wapniowych. S to smary zawierajce zasadowe sulfoniany wapnia. Tylko niewielu producentw na wiecie ma opanowane technologie tych zaawansowanych technicznie smarw, odznaczajcych si wybitnie wysok jakoci w zakresie nastpujcych waciwoci: q zdolnoci do przenoszenia bardzo duych obcie, q waciwoci przeciwzuyciowych, q odpornoci na dziaanie wody, q stabilnoci mechanicznej, q odpornoci na due prdkoci cinania, q stabilnoci termicznej i termooksydacyjnej, q waciwoci w niskich temperaturach, q wasnoci antykorozyjnych i ochronnych. S to smary w penym tego sowa znaczeniu wielofunkcyjne do zastosowa przy niskich i rednich prdkociach obrotowych. Smary sodowe. Smary zawierajce myda sodowe s produkowane w niewielkich ilociach, poniewa s one rozpuszczalne w wodzie i mog by wycznie stosowane do smarowania urzdze, w ktrych kontakt z wod jest wykluczony. Stosowane s dwa rodzaje myde sodowych: oleinian i stearynian sodu. Smary tego typu s przeznaczone do smarowania oysk lizgowych w temperaturze do 120C, w otoczeniu naturalnym oraz w pewnego rodzaju poczeniach przegubowych i oyskach tocznych. Kompleksowe smary sodowe. Zagszczaczem w kompleksowych smarach sodowych jest tereftalaminian sodu. Jest on otrzymywany w wyniku reakcji wodorotlenku sodowego z estrem metylowym kwasu N-oktadecylotereftalaminowego. Dziki bardzo wysokiej temperaturze kroplenia i cakowitym braku rozpuszczalnoci w wodzie, smary te znajduj bardzo szerokie zastosowanie, np. w: oyskach lizgowych, oyskach tocznych, urzdzeniach pracujcych w wysokich temperaturach (piece), elementach majcych kontakt z par wodn. Wyrniaj si wszechstronnoci zastosowania, umoliwiajc smarowanie wszystkich urzdze w fabryce czy na statku. 19.2.2 Smary zawierajce zagszczacze mieszane Smary plastyczne, zawierajce zagszczacze (myda) mieszane, stosuje si w celu poczenia cech charakterystycznych dla poszczeglnych rodzajw zagszczaczy. Podstawowe smary
2
XIX
Rozdzia XIX: Smary plastycznemieszane, spotykane na rynku, zawieraj nastpujce rodzaje zagszczaczy: q myda litowe / myda wapniowe, q poliuretany / myda wapniowe, q kompleksy glinowe / bentonity, q tereftalaminian sodu / bentonity. 19.2.3 Smary wglowodorowe S to smary zawierajce zagszczacz w postaci staych wglowodorw: parafiny, cerezyny, gaczy parafinowych lub petrolatum, mog rwnie zawiera polimery. Najczciej stosowanymi zagszczaczami wglowodorowymi s stae woski mikrokrystaliczne. Tworz one jednolit siatk przestrzenn utrzymujc olej bazowy. Smary tego rodzaju maj nisk temperatur kroplenia, ale wykazuj dobre waciwoci ochronne i bardzo dobr odporno na dziaanie wody. Przykadem tego typu smarw plastycznych moe by wazelina. 19.2.4 Smary z zagszczaczami nieorganicznymi Do tej grupy smarw nale smary zagszczane bentonitami, elem krzemionkowym i innymi specjalnie obrabianymi mineraami. Smary bentonitowe. Bentonity s to mineray o konsystencji mikkiej i tustej w dotyku. Wykazuj one waciwo tworzenia, w obecnoci niektrych substancji o charakterze polarnym (aceton), plastycznego i trwaego elu. Smary zawierajce jako zagszczacze bentonity s przeznaczone przede wszystkim do smarowania urzdze wwczas, gdy zbyt wysokie temperatury pracy uniemoliwiaj zastosowanie smarw klasycznych (na przykad: smarw litowych), s one nietopliwe. Smary krzemionkowe. Do wytwarzania smarw krzemionkowych jako zagszczacz jest stosowana hydrofobizowana krzemionka. W specjalnych procesach jest ona uodporniana na dziaanie wody. Smary krzemionkowe s nietopliwe i z tego wzgldu mog by stosowane w wysokich temperaturach bez wyciekania ze smarowanego urzdzenia. 19.2.5 Smary z zagszczaczami polimerowymi Polimery i organiczne zwizki wielkoczsteczkowe s efektywnymi zagszczaczami stosowanymi w skadzie specjalnych smarw plastycznych. Do tego typu zwizkw nale: poliuretany (pochodne mocznika), sole kwasu tereftalowego, specjalnie preparowana celuloza i skrobia. Najwiksze zastosowanie znalazy smary poliuretanowe.Tabela 19.2 Wyrniajce waciwoci rnych rodzajw zagszczaczy Zagszczacz Litowe Waciwoci Zakres temperatur uytkowania Odporno na dziaanie wody Korozyjno Temperatura kroplenia Pompowalno Przyczepno Uniwersalno Prdko Cena + + + + dobre, ++ bardzo dobre + ++ + + ++ + + + ++ ++ + + + + Wap niowe Glinowe Terafta lamian sodu ++ + ++ ++ + + + ++ + ++ Bentonity Kompleks litu ++ Kompleks wapnia ++ ++ ++ ++ ++ ++ + Kompleks glinu
Smary poliuretanowe. Poliuretany jest to obszerna grupa polimerw o zrnicowanych waciwociach. Niektre rodzaje poliuretanw maj bardzo dobre waciwoci zagszczajce. Smary poliuretanowe znajduj zastosowanie, zwaszcza jako bardzo trwae smary uniwersalne do smarowania oysk tocznych: silnikw elektrycznych, wentylatorw, suszarek, tamocigw i innych urzdze wymagajcych jednorazowego smarowania. Z powodzeniem nadaj si do smarowania oysk szybkoobrotowych, a take s stosowane jako smary tumice haas. Pod wzgldem ich zdolnoci do pracy w wysokich temperaturach oraz dugiego czasu ycia s one porwnywalne do niektrych smarw kompleksowych. Chocia stosowane we wszystkich rodzajach oysk, s one szczeglnie odpowiednie do smarowania oysk kulkowych, do temperatury pracy sigajcej 180C. Smary poliuretanowe maj wyrniajc si odporno na utlenianie. Ich zagszczacze nie zawieraj myde czy innych zwizkw zawierajcych metale, ktre w rnym stopniu s promotorami utlenienia. Zachowanie si w niskich temperaturach jest satysfakcjonujce. Smary poliuretanowe wyrniaj si ponadto: q odpornoci na dziaanie wody, q dobrymi waciwociami ochronnymi przed korozj, q wyjtkowo dobr stabilnoci chemiczn i mechaniczn, co umoliwia ich stosowanie w przypadkach gdy jest wymagane napenienie na cay czas ycia mechanizmu. Zagszczacze maj istotny wpyw na wiele eksploatacyjnych waciwoci smarw plastycznych, co w sposb syntetyczny, przedstawiono w tabeli 19.2. Aby uzyska smar czcy najlepsze waciwoci poszczeglnych skadnikw nie wystarczy wymieszanie rnych rodzajw zagszczaczy. Podobnie, jak w przypadku olejw bazowych, nie wszystkie zagszczacze mog by ze sob mieszane. W tabeli 19.3 przedstawiono wzajemn mieszalno smarw plastycznych, zawierajcych rne substancje elujce. Warto zauway, e smary poliuretanowe i bentonitowe nie powinny by mieszane z innymi rodzajami smarw. Rodzaj zastosowanego zagszczacza w istotny sposb rzutuje na cechy eksploatacyjne smaru, decydujce o jego przeznaczeniu, co uwidoczniono w tabeli 19.4.
19.3 DodatkiNiektre waciwoci smarw mog by ulepszone poprzez wprowadzenie do ich skadu dodatkw uszlachetniajcych. Dobr i zawarto w smarze dodatkw jest wynikiem szeroko zakrojonych bada, dotyczcych wpywu poszczeglnych dodatkw na waciwoci eksploatacyjne smaru. Dodatki uszlachetniajce, stosowane
++ +
++ +
XIX
3
Tabela 19.3 Mieszalno smarw plastycznych zawierajcych rne rodzaje zagszczaczy Li prosty Li prosty Li hydroks. Li kompleks. Li/Ca hydroks. Ca prosty Ca hydroks. Ca kompleks. Al kompleks. poliuretan bentonit J J J J J J K L L K Li hydroks. J J J J K J L L L L J Li kompleks. J J J J J J J J L L mieszalne K Li/Ca hydroks. J J J J K J L L L L Ca prosty J L J K J J K L L J Ca hydroks. J J J J J J K J L J Ca kompleks. L L J L K K J L J K niemieszalne Al kompleks. L L J L L J L J L L poliuretan L L L L L L J L J L bentonit L L L L J J K L L J
mieszalne w pewnych proporcjach L
Tabela 19.4 Wyrniajce cechy rnych smarw plastycznych w zalenoci rodzaju zagszczacza Rodzaj smaru ze wzgldu na zagszczacz q q q q Wyrniajce cechy wszechstronno zastosowania saba przyczepno rednia odporno na dziaanie wody dobra odporno na wysokie i niskie temperatury
Smary litowe
Smary wapniowe
q rednia odporno na wysokie temperatury q bardzo dobre waciwoci przeciwkorozyjne q saba przyczepno q bardzo dobra odporno na dziaanie wody q saba odporno na temperatur q dobra odporno na dziaanie wod q bardzo dobra przyczepno q bardzo dobra odporno na temperatur q bardzo wysoka temperatura stosowania
Smary glinowe
Smary kompleksowe
q do smarowania oysk szybkoobrotowych Smary poliuretanowe q bardzo dobra odporno na wysok temperatur Smary z tereftalamianem sodu q bardzo dobra odporno na dziaanie wody, rwnie gorcej q bardzo dobra odporno na wysok temperatur q bardzo dobra odporno na wysok temperatur q brak mieszalnoci z innymi smarami q bardzo dobra pompowalno
Smary bentonitowe
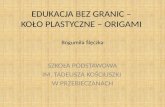
Rys. 19.1 Porwnanie struktury konwencjonalnego smaru litowego ze struktur smaru kompleksowego. Wprowadzenie dodatku EP do czsteczki myda, w sposb istotny poprawia odporno smaru na due naciski A normalny smar litowy, B smar litowy kompleksowy z dodatkiem EP
w skadzie smarw plastycznych, mona podzieli na pi gwnych grup: q przeciwzuyciowe (AW) i przeciwzatarciowe (EP), powodujce zmniejszenie zuycia wsppracujcych powierzchni skojarze trcych oraz odporno na zatarcie przy duych obcieniach, q antyutleniacze (inhibitory utlenienia), zapobiegajce procesom starzenia smaru w wyniku utleniania, q inhibitory korozji (przeciwkorozyjne), zapewniajce ochron metali kolorowych przed wilgoci i agresywnymi czynnikami chemicznymi, q inhibitory rdzewienia (przeciwrdzewne), zapewniajce ochron przeciwkorozyjn stopw elaza, q deaktywatory metali, przeciwdziaajce zjawisku przypieszonego utleniania skadnikw smaru poprzez katalityczny wpyw zdyspergowanych metali, q dodatki adhezyjne, poprawiajce smarowanie i przywieranie do podoa, nadajce waciw przyczepno filmu smarnego, q dodatki stae w postaci: grafitu, disiarczku molibdenu, tetraazotku boru, proszkw metali i innych, stosowane w pewnych specjalnych przypadkach jako rodki przeciwzatarciowe i uszczelniajce. Nie tylko obecno dodatku decyduje o waciwociach uytkowych smaru, ale rwnie sposb jego wbudowania w struktur. Przykadowo ilustruje to rys. 19.1, na ktrego czci A przedstawiono struktur smaru litowego z dodatkiem EP, wprowadzonym w sposb konwencjonalny, a w czci B, sposb w jaki ten dodatek jest wbudowany w struktur smaru. Taka zmiana struktury smaru w sposb istotny poprawia jego wytrzymao na due naciski (waciwoci EP). Smary plastyczne bardzo dobrze nadaj si do mieszania ze staymi dodatkami smarnymi, ktre w istotny sposb zmniejszaj si tarcia oraz zwikszaj odporno na obcienia i zatarcie. W cikich warunkach pracy, stae dodatki smarne zwikszaj skuteczno dziaania smaru dziki: q odpornoci na dziaanie czynnikw chemicznych, q duo lepszej odpornoci na dziaanie wysokiej temperatury. Najczciej stosowanymi dodatkami tego typu s: q grafit, ktry stopniowo przywiera do powierzchni metalu pod wpywem tarcia, q disiarczek molibdenu, ktry szybko tworzy warstw ochronn na powierzchni metalu. W niektrych smarach jako stae dodatki przeciwzatarciowe znalazy zastosowanie takie substancje jak teflon (PTFE), mied i jej tlenki oraz chloroparafiny. Zawarto dodatkw jest uzaleniana od ich efektywnoci i wymaga stawianych smarowi, poniej podano przecitne zawartoci typowych dodatkw: q dodatki AW i EP 0,55%, q antyutleniacze 0,11%,
4
XIX
Rozdzia XIX: Smary plastyczneq q q q q inhibitory korozji 0,53%, inhibitory rdzewienia 0,52% deaktywatory metali 0,050,1%, dodatki adhezyjne 0,11%, dodatki stae 15%.
19.4 Wymagania stawiane smarom plastycznymZe wzgldu na rnorodno zastosowa i warunkw pracy, od smarw plastycznych wymaga si specjalnych waciwoci, sprecyzowanych w tabeli 19.5. W praktyce nie jest moliwe jednoczesne spenienie wszystkich wymaga. Z tego wzgldu istnieje wiele gatunkw smarw o zrnicowanych waciwociach. Niekiedy wymagania s wzajemnie przeciwstawne, wwczas s one odpowiednio optymalizowane i dobierane do konkretnych zastosowa.
19.5 Podstawowe pojcia i metody oceny jakociPoniej przybliono podstawowe metody bada smarw plastycznych, stosowane do oceny ich jakoci. Penetracja. Podstawowym parametrem, stosowanym do oceny przydatnoci smaru do okrelonych zastosowa, jest penetracja po ugniataniu lub krcej penetracja. Badanie polega na pomiarze penetracji po 60 cyklach ugniatania, ktre jest cyklicznym ugniataniem smaru tokiem o ruchu posuwisto-zwrotnym w specjalnym urzdzeniu. Pomiar polegajcy na okreleniu gbokoci zanurzenia h w smarze stoka o cile znormalizowanym ksztacie i okreTabela 19.5 Wymagane waciwoci smarw plastycznych [wg T.Mang i W. Dresel] Obszar wymaga Wysokie temperatury Waciwoci Maksymalna stabilno termiczna Minimalna lotno Maksymalna lepko Niskie temperatury Starzenie Kompatybilno Brak krystalizacji skadnikw smaru Minimalna lepko Maksymalna odporno na utleniania Trwao struktur Brak reakcji z metalami nieelaznymi Maksymalna kompatybilno z tworzywami sztucznymi Brak mieszalnoci z innymi cieczami atwo usuwania zanieczyszcze staych Wydzielanie oleju Toksyczno Przyczepno Pynno Optymalne do wymaga wynikajcych z zastosowania Brak toksycznoci Maksymalna biodegradowalno Optymalna do wymaga wynikajcych z zastosowania Optymalna tiksotropia, stosowna do wymaga wynikajcych z zastosowania Maksymalna pompowalno Odporno na obcienia Optymalna elastyczno, stosowna do wymaga wynikajcych z zastosowania Optymalna grubo filmu smarujcego Dobre waciwoci polizgowe cinanie Maksymalna stabilno mechaniczna Optymalny czas relaksacji, stosowny do wymaga wynikajcych z zastosowania Tarcie Zuycie Minimalne lub optymalne, stosowne do wymaga wynikajcych z zastosowania Minimalne
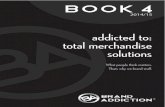
Rys. 19.2 Schemat czci pomiarowej penetrometru i zasada pomiaru penetracji A pocztek oznaczania, B po 5 sekundach, 1 naczynie penetracyjne, 2 badany smar, 3 stoek penetracyjny
lonej masie, w czasie piciu sekund, jest najczciej wykonywany w temperaturze 25C. Przykadowo, zakres penetracji 445475 oznacza zanurzenie stoka pomiarowego po 5 sekundach, na gboko h pomidzy 44,5 a 47,5 milimetra. Schemat pomiarowej czci penetrometru i zasad pomiaru penetracji przedstawia rys. 19.2. Do wykonania tego badania jest potrzebna do dua ilo smaru: 350400 gramw. Poniewa czas i sposb przechowywania smaru maj czsto wpyw na jego konsystencj, penetracja jest zazwyczaj mierzona po ugniataniu (zmiksowaniu) smaru, ktre wykonuje si w znormalizowanym, automatycznym urzdzeniu, co zapewnia powtarzalno warunkw homogenizacji struktury smaru. Jeeli do przeprowadzenia pomiarw jest do dyspozycji niewielka ilo smaru, penetracj mona zmierzy przy uyciu stokw, w skali 1/2 lub 1/4. W celu okrelenia penetracji po ugniataniu po 60 cyklach, stosuje si rczne mieszalniki. Dokadno uzyskiwanych wynikw pomiarw, przy zastosowaniu zminiaturyzowanych stokw, jest jednak mniejsza ni przy zastosowaniu stoka o normalnym wymiarze. Penetracja jest podstaw do powszechnie stosowanej klasyfikacji smarw plastycznych wg NLGI (National Lubricating Greases Institute patrz p. 19.5). Lepko strukturalna (pozorna) (patrz p. 4.2). Z punktu widzenia reologii, przepyw smaru przez przewody rurowe nie przebiega w myl prawa Newtona. Lepko smaru, okrelana w klasycznym prawie Poiseuillea zmienia si w zalenoci od naprenia cinajcego. Substancje o takich waciwociach s nazywane cieczami nienewtonowskimi, a ich lepko jest nazywana lepkoci strukturaln lub pozorn. Wyznaczenie krzywej, okrelajcej lepko strukturaln smaru w funkcji naprania cinajcego, umoliwia prawidowe projektowanie instalacji centralnego smarowania (dobr pomp, przekrojw i dugoci rur, pocze itp.). Urzdzenie testowe (rys. 19.3) do wyznaczania lepkoci strukturalnej smaru, skada si z: toka, kapilary, pompy i czujnikw pomiarowych. Naprenie cinajce jest regulowane przez zmian rednicy kapilary i/lub zmian natenia przepywu. Test wydzielania si oleju ze smaru. Istnieje wiele metod oceny wydzielania si oleju ze smaru. W jednej z metod prbka smaru jest umieszczana w metalowym naczyniu w ksztacie stoka z metalowej blachy, poddana jest ona cinieniu wywieranemu przez ciarek o masie 100 g. Ilo oleju, ktra wydzieli si po 42 lub 168 godzinach, w temperaturze 40C, stanowi miar trwaoci ukadu zagszczaczolej i skonnoci smaru do wydzielania oleju podczas przechowywania. Temperatura kroplenia wg Ubbelhodea. Temperatura kroplenia jest to najnisza temperatura, w ktrej smar, w podgrzewanym
XIX
5
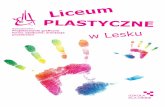
Rys. 19.5 Bomba do oznaczania odpornoci smarw na utlenianie 1 korpus bomby, 2 pokrywa, 3 podstawka, 4 naczyko z badanym smarem, 5 trjnik, 6 doprowadzenie tlenu, 7 manometr
Rys. 19.3 Zasada pomiaru lepkoci strukturalnej smarw plastycznych 1 kapilara, 2 ania termostatyczna, 3 komora z badanym smarem, 4 tok, 5 rejestrator
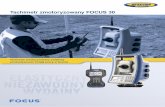
znormalizowanym urzdzeniu zaczyna przybiera posta pynn i spywa w formie kropel lub wypywa z naczyka pomiarowego, pod wpywem siy cikoci. Temperatura kroplenia jest poredni miar pocztku niszczenia (degradacji) gbczastej struktury zagszczacza. Zaley ona od rodzaju zagszczacza, technologii jego produkcji, sposobu otrzymywania smaru. Schemat aparatu Ubbelhodea do pomiaru temperatury kroplenia smarw plastycznych, przedstawiono na rys. 19.4. W celu dokonania pomiaru czsto korzysta si z urzdze w peni zautomatyzowanych. Podgrzewanie prbnika i prbki jest wstpnie programowane. Upadek kropli jest rejestrowany przez fotokomrk. Przyjmuje si, e temperatura kroplenia smaru powinna by o kilkadziesit stopni wysza ni temperatura, w ktrej dany smar moe pracowa. Zwyczajowo przyjmuje si, e temperatura pracy smaru powinna by nie wysza ni 2/3 temperatury kroplenia.
Rys. 19.4 Schemat aparatu do pomiaru temperatury kroplenia smarw plastycznych A nasadka na termometr ze zbiorniczkiem smaru, B aparat, 1 termometr, 2 nasadka na termometr, 3 zbiorniczek na smar, 4 badany smar, 5 probwka, 6 ania
Odporno na utlenianie. Dobra wytrzymao smaru w czasie dugiego okresu uytkowania, nawet w podwyszonych temperaturach, w znacznej mierze zaley od jego odpornoci na utlenianie. Ta waciwo jest okrelana poprzez dokonywanie pomiaru skonnoci do reagowania smaru z tlenem prba NormaHoffman. Polega ona na ogrzewaniu smaru w specjalnej bombie (autoklawie), przedstawionej na rys. 19.5, w atmosferze tlenu, w temperaturze 99C (cinienie pocztkowe tlenu wynosi 0,77 MPa). Stopie utleniania smaru jest wyraany przez pomiar spadku cinienia tlenu w funkcji czasu oraz zmian zawartoci wolnych zasad lub wolnych kwasw organicznych. Odporno struktury smaru na naciski i inne wymuszenia mechaniczne jest podstawow waciwoci, okrelajc wytrzymao smaru w oyskach tocznych. Jest ona okrelana przy zastosowaniu kilku nastpujcych testw: Penetracja po 100 000 cyklach ugniatania (odporno na cinanie). W tecie tym, smar jest poddawany przeduonemu ugniataniu. Po zakoczeniu mieszania jest mierzona penetracja zgodnie z punktem penetracja po ugniataniu. Typowo okrela si penetracj po 100 000 cyklach ugniatania. Rnica midzy t penetracj i wyjciow (po 60 cyklach), pozwala okreli odporno mechaniczn smaru na dziaanie si cinajcych podczas eksploatacji. Prba ta, majca niewiele wsplnego z warunkami pracy smaru, powinna by traktowana tylko jako pewne przyblienie do rzeczywistych wymusze, jakim smar jest poddawany podczas pracy. Prba wakowania (Roller test). W tecie tym, prbka smaru (50 g) jest ugniatana midzy ciankami dwch walcw: wewntrz wydronego walca wiruje walec o masie 5 kilogramw. Po dwch godzinach ugniatania, z prdkoci 160 obrotw na minut, s mierzone zmiany wartoci penetracji. Zasad pomiaru ilustruje rys. 19.6. Test symuluje warunki pracy oysk tocznych. Temperatura i czas trwania prby mog by modyfikowane, stosownie do przewidywanych warunkw pracy smaru. Wyniki oznaczania penetracji po 100 000 cyklach ugniatania i prby wakowania s porwnywalne i mog by stosowane zamiennie. Prba wydzielania oleju i smaru z piasty koa samochodowego (Car wheel bearing). Smar moe by wyrzucany z piasty koa samochodowego lub wydziela si z niego olej, gdy jego struktura jest niestabilna. Do badania tej waciwoci opracowano specjalny test. Aparat do przeprowadzenia testu jest modelem osi samocho-
6
XIX
Rozdzia XIX: Smary plastycznedowej i skada si z dwch stokowych oysk. Cao jest umieszczona w specjalnej komorze. Temperatura i prdko s zmienne. Na koniec prby jest waona ilo smaru, ktra zostaa zebrana w specjalnym odrzutniku (wycieki spowodowane wykraplaniem i wydzielaniem si oleju). Mieszanie w obecnoci wody. W tecie tym, smar w obecnoci wody (na og 10%), jest poddawany wyduonemu ugniataniu (100 000 cykli) w mieszalniku do ugniatania, stosowanym przy pomiarze penetracji. Odporno na dziaanie wody okrela si na podstawie rnicy, midzy penetracj zmierzon w obecnoci wody, a penetracj po 60 cyklach, bez obecnoci wody. Prba wakowania w obecnoci wody. W tecie tym, smar jest ugniatany przy uyciu wakw, w obecnoci wody, w urzdzeniu do testu wakowania. Na koniec mierzy si penetracj mieszaniny smaru i wody przy uyciu stoka w skali 1/2 lub 1. Rnica midzy penetracj po wakowaniu i penetracj po 60 cyklach, pozwala oceni zachowanie smaru w oyskach pracujcych w obecnoci wody. Jako przykad rnicy w jakoci smarw mog posuy wyniki bada smaru litowego z dodatkiem EP oraz smaru odpornego na dziaanie wody, przedstawione na rys. 19.7. Badanie wymywania wod (Water washout). W tecie tym, woda jest wtryskiwana bezporednio do obracajcego si oyska kulkowego wypenionego smarem, schemat aparatu badawczego przedstawia rys. 19.8. Ubytki smaru spowodowane wypukiwaniem s mierzone po ich osuszeniu przez waenie elementw, ktre miay kontakt z wod. Od smarw oyskowych wymaga si odpornoci na wymywanie wod. Z tego wzgldu mog one by stosowane w oyskach nieuszczelnionych, naraonych na incydentalny kontakt z wod. W przypadku, jeeli oysko jest otwarte lub te przy bezporednim natrysku wody, wymagane s smary specjalne. Odporno na wymywanie wod moe by osignita poprzez stosowanie w skadzie smaru: q dodatkw adhezyjnych, q specjalnych zagszczaczy, q oleju bazowego o duej lepkoci. Waciwoci ochronne. Ochronne waciwoci smarw plastycznych, w stosunku do smarowanych czci, s oceniane przy zastosowaniu kilku nastpujcych testw: Waciwoci przeciwkorozyjne metod dynamiczn (prba SKF-Emcor). W tecie tym, w specjalnym aparacie, smar jest poddawany badaniu w wahliwych oyskach kulkowych, zamontowanych na poziomym wale, obracajcym si z prdkoci 80 obrotw na minut bez obcienia, w obecnoci doprowadzanej wody destylowanej. Dowiadczenie trwa przez 3 dni, po 8 godzin z 16 godzinnymi przerwami, po ktrych nastpuje 108 godzin spoczynku. Waciwoci ochronne smaru przed rdzewieniem s oceniane poprzez pomiar liczby i powierzchni plam powstaej rdzy na zewntrznej bieni pierRys. 19.6 Zasada pomiaru w tecie wakowania A pomiar penetracji przed wakowaniem, B pomiar penetracji po wakowaniu, 1 badany smar, 2 walec zewntrzny, 3 walec wewntrzny
Rys. 19.7 Porwnanie odpornoci na wod smaru litowego z dodatkiem EP (1) oraz smaru litowego kompleksowego z dodatkiem EP (2), dla rnej iloci wody, zastosowanej w tecie walcowania w obecnoci wody
cieni oysk. W okrelonych przypadkach woda destylowana moe by zastpiona son wod korozyjn lub syntetyczn wod morsk. W przypadku smarw oyskowych, najczciej jest wymagane badanie prowadzone na oysku, w rodowisku wody destylowanej. Ten poziom ochrony przed korozj jest wystarczajcy dla wikszoci zastosowa. W szczeglnych przypadkach (transport morski, eksploatacja w klimacie tropikalnym itp.) jest zalecane stosowanie smarw specjalnych, zawierajcych efektywny inhibitor korozji. Waciwoci ochronne przed korozj. W tecie tym, w specjalnym aparacie trzy oyska stokowe wypenione badanym smarem, pod niewielkim obcieniem i obracajce si z szybkoci 1750 obr/min, pracuj przez jedn minut. W tym czasie nastpuje rozprowadzenie smaru w oysku w sposb zbliony do warunkw rzeczywistych. Nastpnie oyska s przechowywane przez dwa tygodnie, w temperaturze 25C, w atmosferze o 100% wilgotnoci wzgldnej. Na koniec testu ocenia si lady korozji na oysku. Obie opisane metody oceny waciwoci przeciwkorozyjnych smarw z zaoenia bardzo rni si midzy sob. Pierwsza z nich ma charakter dynamiczny, a druga statyczny. Stosowane s rwnie inne testy okrelajce waciwoci ochronne smarw. Testy (badania) w ujemnej temperaturze Smary przeznaczone do zastosowa w niskiej temperaturze, s poddawane specjalnym testom, modelujcym rzeczywiste warunki ich pracy. Moment rozruchowy w ujemnej temperaturze. W tecie tym, mae oysko kulkowe zaadowane badanym smarem, zamontowane na urzdzeniu pozwalajcym zmierzy moment rozruchowy, umieszcza si w komorze klimatycznej. Po dwch godzinach przetrzymywania smaru w zadanej temperaturze, mierzy si moment rozruchowy, a nastpnie powtarza si pomiar po jednej godzinie pracy. Rnica wynikw tych pomiarw jest miar przydatnoci smaru do zastosowa w ujemnej temperaturze. Penetracja w ujemnej temperaturze. Badany smar i stoek pomiarowy przechowuje si przez 4 godziny w okrelonej temperaturze, a nastpnie mierzy si penetracj, zgodnie z punktem penetracja po ugniataniu. Badanie waciwoci EP oraz waciwoci przeciwzuyciowych. Spord wielu urzdze, sucych do przeprowadzania bada waciwoci EP i waciwoci przeciwzuyciowych rodkw smarowych, do badania smarw plastycznych najczciej stosowane s dwa: maszyna czterokulowa i maszyna Timkena. W odniesieniu do smarw plastycznych przeznaczonych do przekadni zbatych, stosowane s testy przekadniowe, np. test FZG.
XIX
7
projektowane przez Glaenzera Spicera, umoliwia badanie smarw przeznaczonych do przekadni homokinetycznych pojazdw i analogicznych. Na test skada si 24-godzinny okres docierania, po ktrym nastpuje 150-godzinna prba wytrzymaoci. Prdko obrotowa jest staa i wynosi 750 obr/min. Parametry zmienne to: temperatura, odchylanie ktowe i moment oporowy. Po tecie przekadni rozbiera si, a jej czci s poddawane ocenie stanu zuycia.
19.6 Klasyfikacje wedug konsystencjiWan cech eksploatacyjn smarw plastycznych jest tzw. konsystencja. Konsystencj mona okreli jako odporno (trwao) smaru na deformacj. Powszechnie stosowana klasyfikacja smarw plastycznych (tabela 19.6) wg NLGI (National Lubricating Greases Institute), opiera si na ich konsystencji, okrelonej liczbowo jako zakresy penetracji po ugniataniu. Wedug tej klasyfikacji smary plastyczne zostay podzielone na 9 klas. W klasyfikacji tej smary o konsystencji 0000 s to tzw. smary ppynne, a od klasy 6 s to smary o konsystencji staej, produkowane w postaci brykietw. Wikszo smarw plastycznych do smarowania oysk jest wytwarzana w klasach konsystencji 1, 2, 3.Tabela 19.6 Klasyfikacja NLGI smarw plastycznych wg konsystencjiRys. 19.8 Schemat aparatu do badania wymywania smaru wod 1 silnik, 2 napd oyska, 3 oysko z badanym smarem, 4 termometr, 5 wtrysk wody, 6 grzejnik, 7 pompa wodna, 8 zbiornik wody
Klasa NLGI 000 00 0 1 2 3 4 5 6
Zakresy penetracji 445475 400430 355385 310340 265295 220250 175205 130160 85115
Konsystencja pynna pynna ppynna bardzo mikka mikka rednia ptwarda twarda bardzo twarda
Podstawowe zastosowania Przekadnie mechaniczne.
Maszyna czterokulowa waciwoci przeciwzuyciowe. W tecie tym (patrz: p. 4.6), w skojarzeniu trcym maszyny czterokulowej, trzy stalowe kulki umieszczone w naczyniu zawierajcym smar, ktry ma zosta poddany prbie, s unieruchamiane i dociskane ze zmienn si kulk czwart, umieszczon w uchwycie zamontowanym na waku silnika elektrycznego. rodki smarne s oceniane wedug wynikw pomiarw lub oblicze rnych parametrw, na podstawie zarejestrowanego wspczynnika tarcia i pomiaru rednic skaz zuycia na kulkach. Ocenia si, e im mniejsza rednica skazy zatarcia i mniejszy wspczynnik tarcia, tym lepsze waciwoci przeciwzuyciowe i smarne ma badany smar. Maszyna Timkena. W tecie tym (patrz p. 4.6, piercie stalowy obraca si wok poziomo ustawionego waka, trc o opierajcy si na nim stalowy blok. Nacisk bloku jest okrelony i moe by zmienny. Badany smar jest natryskiwany w miejsce styku. Testy s prowadzone przy staej prdkoci obrotowej i przy rosncym obcieniu. Substancje smarujce s klasyfikowane wedug porwnania obcie zatarcia, wspczynnikw tarcia, ubytkw masy smarowanych elementw i przenoszonych naciskw. Wytrzymao oysk. Urzdzenie pozwala na okrelenie czasu ycia oysk stokowych, przy uyciu do ich smarowania badanego smaru plastycznego. oyska pracuj pod obcieniem osiowym i promieniowym. Osiem obcionych, nasmarowanych oysk, zamontowanych na czterech wakach jest napdzane silnikiem elektrycznym, a do awarii ktregokolwiek z oysk, objawia si ona wysok temperatur lub wibracjami. Testy s przeprowadzane wielokrotnie, w celu uzyskania danych statystycznych, dotyczcych wytrzymaoci oysk w zadanych warunkach pracy. Urzdzenie moe zosta zmodyfikowane w celu przeprowadzenia dowiadcze z oyskami kulkowymi. Odporno na zjawisko (efekt) Brinella (FEB). Zjawisko Brinella polega na powstawaniu na bieniach oysk kulkowych odciskw, spowodowanych naciskiem nieruchomych kulek (na przykad w oyskach k samochodowych. Aby okreli zdolno smaru do zmniejszania efektu Brinella, w specjalnym aparacie dwa nasmarowane oyska kulkowe s poddawane obcieniu 800 daN, przy oscylacji (30 i przy czstotliwoci 24 Hz). Po zakoczeniu dowiadczenia (50 godzin), zuycie w wyniku efektu Brinella jest okrelane wagowo. Badania w przekadni homokinetycznej. Urzdzenie to, za-
oyska toczne i lizgowe.
Inne mechanizmy.
19.7 Klasyfikacja wedug przeznaczeniaPodstawowa, praktyczna klasyfikacja smarw plastycznych, ze wzgldu na przeznaczenie obejmuje nastpujce grupy: q smary przeciwcierne, zmniejszajce tarcie i wspczynnik tarcia, q smary konserwacyjne, suce do przeciwdziaania korozji i rdzewienia, q smary cierne, zwikszajce wspczynnik tarcia,Tabela 19.7 Klasyfikacja smarw plastycznych wg ISO 6743/9 Rodzina X Kolejne elementy symbolu smaru X Znaczenie danego elementu symbolu
Oglny symbol smaru
AE Minimalna temperatura stosowania: A (0 C), B (20 C), Symbol 1 C (30 C), D (40 C), E (poniej 40 C). AG Maksymalna temperatura stosowania: A (60C), B (90C), Symbol 2 C (120 C), D (140 C), E1(60 C), F (180 C), G (>180 C). AI Zdolno smaru do pracy w obecnoci wody i ochrony Symbol 3 przed korozj, wg tabeli 19.8 Element opisujcy zdolno do przenoszenia obcie: AB A do zastosowa nie wymagajcych stosowania Symbol 4 dodatkw EP, B do zastosowa wymagajcych stosowania dodatkw EP 000 6 Symbol klasy konsystencji NLGI
8
XIX
Rozdzia XIX: Smary plastyczneTabela 19.8 Budowa symbolu smaru plastycznego wg zasad ISO 6743/9:1987 Symbol klasyfikacji ISO Klasa rodki smarne L Rodzina smary X Najnisza temperatura pracy symbol 1 Najwysza temperatura pracy symbol 2 Odporno na dziaanie wody i ochrona przeciwrdzewna symbol 3 Odporno na obcienia symbol 4 Konsystencja Klasa wg NLGI
q smary przeciwcierno-konserwacyjne, q smary uszczelniajace, q smary do specjalnych zastosowa. Podejmowano liczne, inne prby klasyfikowania smarw plastycznych ze wzgldu na ich przeznaczenie do okrelonych, z uwzgldnieniem warunkw pracy. Syntez tych prb jest klasyfikacja wg ISO 6743/9:1987, ktr w uproszczeniu przedstawiono w tabeli 19.7. Klasyfikacja jest przeznaczona do smarw plastycznych, przeznaczonych do smarowania skojarze trcych: maszyn, pojazdw itp. W tabeli 19.8 przedstawiono budow symbolu smaru. Wedug tej klasyfikacji symbol smaru jest omioczonowy. Szczeglnie rozbudowany jest symbol 3, opisujcy kontakt z wod i stopie ochrony przed rdzewieniem. Zasad budowy tego symbolu przedstawiono w tabeli 19.9.Tabela 19.9 Sposb wyznaczania symbolu 3 Warunki rodowiska L L L M M M H H H Ochrona przed rdzewieniem L M H L M H L M H Symbol 3 A B C D E F G H I
prowadnice, przeguby homokinetyczne, przekadnie otwarte, przekadnie zamknite, przekadnie linowe, kompatybilno z uszczelnieniami, moliwo incydentalnego kontaktu z ywnoci. rodowisko pracy: q wilgo, q sabe kwasy, q sabe zasady, q odporno obcienia udarowe, q odporno na wibracje, q odporno na wysokie naciski, q moliwo pracy w prni, itp. Sugerowany sposb doprowadzenia: q rczny (okresowy), q centralny. Producent smaru powinien rwnie podawa, jaki rodzaj oleju i zagszczacza jest w skadzie smaru. Pozwala to na atwiejszy dobr zamiennika. Klasyfikacja smarw plastycznych wg ISO 6743/9:1987, mimo wielu zalet, nie znalaza jeszcze powszechnego zastosowania, gwnie ze wzgldu na skomplikowan budow symbolu klasyfikacyjnego. q q q q q q q
19.8 Zastosowania smarw plastycznychSmary plastyczne s stosowane w tych przypadkach, gdy zastosowanie olejw jest nieuzasadnione wzgldami technicznymi lub ekonomicznymi. Liczne zalety smaru jako substancji smarujcej czsto uzasadniaj jego zastosowanie zamiast olejw smarowych. Jednak w niektrych przypadkach smar plastyczny nie moe by stosowany, gdy w przeciwiestwie do olejw, nie jest zdolny do odprowadzenia ciepa wytwarzanego w skojarzeniu trcym na skutek tarcia, a take powstajcych w ukadzie zanieczyszcze staych. Smary s rwnie rdem wikszych oporw przepywu ni oleje. Powody dla ktrych s stosowane smary plastyczne, a nie bardziej efektywne oleje smarowe przedstawiono w formie tabelarycznej (tabela 19.10).Tabela 19.10 Dlaczego warto stosowa smar? Lepsze waciwoci uszczelniajce; zabezpieczenie przed zanieczyszczeniami zewntrznymi (kurz) oraz eliminacja wyciekw. Lepsza przyczepno nie dochodzi do postpujcego wyciekania po zatrzymaniu urzdzenia, smar zmniejsza tarcie przy rozruchu i daje lepsze zabezpieczenie antykorozyjne w czasie przeduonego postoju. Czysto i bezpieczestwo; brak wyciekw i rozpryskiwania: moliwo ustawiania czci smarowanych w dowolnym pooeniu. Wikszy zakres temperatur stosowania ni w przypadku olejw. Oszczdno i prostota uycia mniejsza czstotliwo wymiany, to dugie okresy midzy konserwacjami. Smar moe by wykorzystywany do smarowania, nawet na cae ycie (oyska toczne). Proste poczenia i tasze uszczelnienia. Moliwo smarowania w wilgotnej atmosferze, bez ryzyka korozji. W wielu przypadkach zmniejszenie haaliwoci i wibracji (przekadnie zbate). Lepsze zachowanie smaru w przypadku ekstremalnych naciskw, niewielkich prdkoci, wibracji i pracy niecigej, ni w przypadku oleju.
W tabeli 19.9 oznaczono: q warunki rodowiska: L suche, M wilgotne, H wymywanie wod; q ochrona przed rdzewieniem: L bez ochrony, M ochrona w obecnoci wody sodkiej, H ochrona w obecnoci wody morskiej. Przykad Klasa ISO-L-XBEGA-2 jest przypisana dla smaru plastycznego, odznaczajcego si nastpujcymi waciwociami eksploatacyjnymi: q najnisza temperatura pracy (symbol 1): 20C; q najwysza temperatura pracy (symbol 2): +160C; q kontakt z wod (symbol 3): dopuszczalny; q nie jest wymagana ochrona przed rdzewieniem; q warunki obcie: do duych obcie, wymagane waciwoci EP; q klasa konsystencji wg NLGI = 2 (patrz p. 19.5). Temu samemu smarowi plastycznemu moe odpowiada tylko jeden symbol i klasa. Z tego wzgldu naley podawa symbol odpowiadajcy najostrzejszym warunkom pracy, w ktrych smar moe pracowa. Klasyfikacja zostaa opracowana na podstawie warunkw pracy smaru, poniewa uznano e ze wzgldu na rnorodne waciwoci smarw plastycznych nie ma moliwoci ich klasyfikowania wg smarowanych skojarze trcych. Z tego wzgldu, producent (dostawca) smaru w warunkach technicznych powinien podawa, do jakich zastosowa smar jest przeznaczony i przydatny, np.: q oyska toczne, q oyska lizgowe, q przeguby,
XIX
9
Czas uytkowania smaru zaley od warunkw pracy: konstrukcji skojarzenia trcego, oddziaywa mechanicznych (prdkoci, obcie, drga) maksymalnej temperatury pracy, kontaktu z wod, zanieczyszczenia atmosfery, jakoci smaru. Czas pracy smaru w urzdzeniach jest bardzo zrnicowany: od 100 godzin, a do smarowania na cay okres pracy maszyny. Nie w kadym przypadku jest moliwe oszacowanie wpywu warunkw pracy na czas uytkowania smaru. Poszczeglne gatunki smarw w rnym stopniu ulegaj destrukcji podczas pracy. W przypadku wikszoci maszyn, maksymalny okres pracy smaru do wymiany jest ustalany dowiadczalnie przez konstruktorw lub na zasadzie podobiestwa i podawany w kartach smarowania lub instrukcjach uytkowania. Naley przestrzega podanych zalece. q q q q q q
sowania i wpywa na znaczne uproszczenie procesu smarowania. Jednake dobr smaru o optymalnych waciwociach dla danego urzdzenia jest zagadnieniem trudnym i wymagajcym uwzgldnienia wielu wymienionych czynnikw. W bardziej zoonych przypadkach, problem doboru smaru najlepiej powierzy specjalistom. Wikszo urzdze moe by smarowana smarem w klasie konsystencji NLGI 2. Wspczesne smary w tej klasie konsystencji, s stabilne w temperaturach 100130C, a powszechnie stosowane kompleksowe smary litowe do temperatury 140180C. Smar o klasie konsystencji NLGI 2, moe rwnie by przetaczalny w wikszoci systemw centralnego smarowania.
19.10 Smarowanie oysk tocznychSzczeglnie trudnym zadaniem jest dobr smaru do smarowania oysk tocznych. Jak zasygnalizowano wczeniej, kady smar ze wzgldu na zastosowanie w jego skadzie okrelonego rodzaju oleju oraz zagszczacza, ma okrelone waciwoci. Zatem, aby odpowiednio dobra smar, trzeba okreli warunki pracy oyska i jego podstawowe cechy konstrukcyjne i warunki eksploatacji. Naley bra pod uwag: typ oyska (igiekowe, kulkowe, barykowe itd.), sposb jego smarowania oraz warunki pracy, takie jak: q rednie obcienie oyska, q czynnik oznaczany jako Dn lub DN, q prdko obwodow oyska, q czynniki atmosferyczne (wilgotno, czynniki korozyjne), q maksymaln i minimaln temperatur pracy, q i inne wymienione wyej. Czynnik Dn jest wyznaczany jako iloczyn redniej rednicy oyska (dm) w milimetrach i maksymalnych obrotw (n) [min1], wg wzoru (19.4) Dn = n dm(19.4)
19.9 Oglne zasady doboru smarw plastycznych do zastosowaCzynniki wpywajce na dobr smaru do urzdze syntetycznie przedstawiono w tabeli 19.11. Podczas doboru smaru plastycznego do zastosowa w maszynach, naley uwzgldni bardzo wiele czynnikw, takich jak: q konstrukcj skojarzenia trcego, q obcienia (przedzia zmiennoci, kierunek, czas trwania, czstotliwo), q prdko, q czstotliwo uruchamiania maszyny, q wymagan niezawodno skojarzenia trcego q precyzj wykonania np. moliw niewsposiowo, q moliwo prowadzenia obsugi, w tym sposb doprowadzenia smaru do skojarzenia trcego, q minimaln i maksymaln temperatur pracy, q moliwy kontakt z wod lub par wodn, q potrzeb ochrony metali konstrukcyjnych przed rdzewieniem i korozj, q rodzaj materiaw uszczelnie, q agresywno substancji, z ktrymi smar bdzie w stycznoci, q zakadany czas pracy do wymiany, q wymagania, wynikajce z wpywu na rodowisko naturalne, q szczeglne wymagania, wynikajce z przepisw bezpieczestwa (przemys spoywczy, farmaceutyczny, grnictwo itp.). Smar wysokiej jakoci moe mie bardzo szerokie pole zastoTabela 19.11 Czynniki wpywajce na dobr smaru do urzdze Rodzaj mechanizmu, ktry ma by smarowany. Stan techniczny mechanizmu do smarowania: problemy zwizane ze szczelnoci (konsystencja i przyczepno) oraz wzgldy natury ekonomicznej. Zakres temperatur roboczych dobr temperatury kroplenia, pompowalnoci, waciwoci przeciwutleniajcych. Sposb stosowania: na przykad, w przypadku centralnego systemu smarowania o duej dugoci przewodw doprowadzajacych, funkcjonujcego w bardzo niskich temperaturach, naley wybra ppynny smar o duej odpornoci na dziaanie niskich temperatur. Zakadany okres funkcjonowania przy dugich okresach pracy, smar umoliwia lepsze zabezpieczenie przed korozj i utlenianiem. Obecno wody odpowiedni dobr myda i zabezpieczenia antykorozyjnego. Wysokie obcienia, wstrzsy, wibracje to konieczno zastosowania smaru o waciwociach EP, zapobiegajcych zuyciu przy duych naciskach. Zagroenie zanieczyszczeniami spowodowane przez pewne substancje chemiczne, wymusza zastosowanie smaru nierozpuszczalnego, na przykad w wglowodorach. Obecno metali katalizujcych (przyspieszajcych) utlenianie (np. stopy miedzi) wymusza stosowanie smarw z dodatkami przeciwutleniajcymi.
Od czynnika Dn jest uzaleniona optymalna lepko oleju bazowego w maksymalnej temperaturze stosowania, co ilustruje tabela 19.12.Tabela 19.12 Zaleno minimalnej wymaganej lepkoci oleju od czynnika Dn (DN) Czynnik Dn (DN) [mm . obroty/minut] 200 500 1 000 5 000 10 000 50 000 100 000 500 000 1 000 000 Minimalna lepko oleju smarowego, [mm2/s] 5 000 2 000 1 000 300 250 70 40 8 5
redni podstawowy czas pracy oyska (L10), wyraany w milionach obrotw, wg danych SKF moe by obliczany jako stosunek (19.5): (C)p L10 = (19.5) P gdzie: C podstawowe obcienie oyska, P rwnowane obcienie oyska, p wykadnik; p = 3 dla oysk kulkowych, p = 2 dla oysk lizgowych. Istniej rwnie nomogramy pozwalajce na wyznaczenie maksymalnego czasu pracy oysk kulkowych i lizgowych. W przypadku oysk tocznych czsto wystpujcym problemem jest ustalenie okresu wymiany smaru (tf ). W praktyce, okres wymiany dla normalnych warunkw pracy smaru, w temperaturze poniej 70C i stosunku P/C < 0,1 moe by wyznaczony w godzinach [h], na podstawie wykresu (rys. 19.9):
10
XIX
Rozdzia XIX: Smary plastyczneWspczynnik kf niezbdny do tego celu, podano w tabeli 19.13. Wyznaczony na tej podstawie okres wymiany tf powinien by skorygowany do wartoci tfq, zgodnie z wzorem (19.6), poprzez uwzgldnienie wspczynnikw f1, f2, f3, f4, f5, ktrych wartoci podano w tabeli 19.14. tfq = f1 f2 f3 f4 f5 tf(19.6)
Rys. 19.9 Wykres do wyznaczania okresu wymiany smaru w oyskach
Tabela 19.13 Wspczynnik kf dla oysk do ustalenia okresu wymiany smaru
Typ oyska oysko kulkowe oysko poprzeczno wzdune (ktowe) oysko wrzecion oysko czteropunktowe oysko kulkowe, wahliwe (samonastawne) oysko oporowe, kulkowe oysko oporowe, poprzecznowzdune (ktowe) oyska waeczkowe
Charakterystyka Warto oyska wspczynnika kf Jednorzdowe Dwurzdowe Jednorzdowe Dwurzdowe = 150 0
Czst przyczyn nadmiernego grzania lub nawet uszkodzenia oyska, jest wprowadzenie zbyt duej iloci smaru. W przypadku oyska uszczelnionego, przyczyn uszkodzenia jest blokowanie obrotu elementw tocznych przez zbyt du ilo smaru. Nastpuje znaczne zwikszenie udziau tarcia lizgowego, co powoduje wzrost zuycia i wydzielania ciepa. oysko si rozgrzewa, a do przekroczenia temperatury kroplenia smaru. Nastpuje wyciek smaru; brak smarowania, co pociga za sob przypieszone zuycie powierzchni skojarze trcych. Proces ma charakter sprzenia zwrotnego. W przypadku nowego, dotychczas nie smarowanego oyska, przyjmuje si, e smar powinien zapenia 3050% wewntrznej, swobodnej przestrzeni oyska, obliczanej wg wzoru (19.7) V = (/4) B (D2 d2) 109 (G/7800) [m3] gdzie: d wewntrzna rednica oyska, [mm], D zewntrzna rednica oyska, [mm], B szeroko oyska, [mm], G waga oyska, [kg]. Zarwno niedostateczne jak i nadmierne napenienie oyska smarem niekorzystnie wpywa na trwao oyska. Napenienie niewystarczajce jest mniej szkodliwe. W skrajnych przypadkach, gdy Dn > 1 000 000, jest zalecane napenianie oyska iloci smaru, niewystarczajc do wytworzenia cigej warstwy pomidzy elementami tocznymi i bieni oyska. W najczciej wystpujcych przypadkach uzupeniania smaru w oysku, ilo smaru moe by obliczona na podstawie jednego z podanych wzorw:Tabela 19.14 Wspczynniki korygujce okres wymiany smaru w oysku Czynniki wpywajce na wspczynniki korekcyjne Czynniki zanieczyszczajce oysko Umiarkowane Due Bardzo due Obcienia szokowe i wibracje Umiarkowane Due Bardzo due Temperatura pracy oyska Umiarkowana (do 75 0C) Wysoka (7585 0C) Bardzo wysoka (85120 0C) Obcienie oyska P/C = 0,10,15 P/C = 0,150,25 P/C = 0,250,35 Efekt przepywu powietrza poprzez oysko Lekki przepyw Silny przepyw Wspczynniki, do wzoru (19.6) f1 0,7 0,9 0,40,7 0.10,4 f2 0,70,9 0,40,7 0.10,4 f3 0,70,9 0,40,7 0.10,4 f4 0,7 1,0 0,40,7 0.10,4 f5 0,50,7 0,10,5(19.7)
0,91,1 1,5 1,6 2 0,75 0,9 1,6 1,31,6 56
= 25
Dwurzdowe Jednorzdowe Dwurzdowe oyska kompletne
1,4 33,5 3,5 25 90 3,5 4 10a)
oysko oporowe, waeczkowe oysko waeczkowe, igiekowe oysko stokowe oysko waeczkowe, barykowe Sferyczne oysko waeczkowe bez rowka prowadzcego Sferyczne oysko waeczkowe ze rodkowym rowkiem prowadzcym
79
912
a) kf = 2 w przypadku nacisku promieniowego lub zmiennego kf = 3 w przypadku staego kierunku dziaania nacisku
XIX
11
q okresowo, w trakcie eksploatacji m1 = D B x [g](19.8)
q przed ponownym uruchomieniem oyska, po kilku latach postoju m3 = D B 0,01 [g](19.10)
gdzie x przyjmuje warto: tygodniowo x = 0,002 miesicznie x = 0,003 rocznie x = 0,004 q ilo smaru do przesmarowania (m2) dla bardzo krtkich okresw midzyobsugowych m2 = (0,520) V [kg/h](19.9)
W przypadku, gdy jest moliwe odprowadzenie smaru przez szczelin w uszczelnieniu, cakowite zapenienie oyska moe by korzystne. Wwczas smar uszczelnia szczelin pomidzy waem i obudow, co zabezpiecza samo oysko przed zanieczyszczeniem.
12
XIX