Technologia spawania i cięcia termicznego - 2 · Prawidłowe wykonanie notatek z ćwiczenia...
29
Politechnika Szczecińska Instytut Inżynierii Materiałowej Zakład Spawalnictwa Instrukcje do ćwiczeń laboratoryjnych z przedmiotu: Technologia spawania i cięcia termicznego część 2 Wydział Mechaniczny Kierunek: Mechanika i Budowa Maszyn Specjalność: Inżynieria Spawalnictwa Opracowali: Ryszard Pakos Zbigniew Szefner Zatwierdził: Wyd.: TechSpaw_6 Szczecin 2003
Transcript of Technologia spawania i cięcia termicznego - 2 · Prawidłowe wykonanie notatek z ćwiczenia...

Politechnika Szczecińska Instytut Inżynierii Materiałowej Zakład Spawalnictwa
Instrukcje do ćwiczeń laboratoryjnych z przedmiotu:
Technologia spawania i cięcia termicznego część 2
Wydział Mechaniczny Kierunek: Mechanika i Budowa Maszyn Specjalność: Inżynieria Spawalnictwa
Opracowali: Ryszard Pakos Zbigniew Szefner
Zatwierdził:
Wyd.: TechSpaw_6
Szczecin 2003

Politechnika Szczecińska Wydział Mechaniczny Zakład Spawalnictwa
STĘPW
SPIS TREŚCI Przedmowa .............................................................................................................................. 3 Wstęp .............................................................................................................................. 3 Wskazówki metodyczne............................................................................................................. 4 Bezpieczeństwo i higiena pracy w procesach spawalniczych.................................................... 5 Ćwiczenie nr 1 Organizacja ćwiczeń laboratoryjnych ............................................................. 6 Ćwiczenie nr 2 Spawanie w osłonie gazów ochronnych.......................................................... 7 Ćwiczenie nr 3 Spawanie łukiem krytym pod topnikiem......................................................... 9 Ćwiczenie nr 4 Badanie charakterystyki statycznej spawarki ................................................ 12 Ćwiczenie nr 5 Charakterystyka elektrod otulonych.............................................................. 16 Wytyczne WZS-93/D-02.......................................................................................................... 26
- 2 -

Politechnika Szczecińska Wydział Mechaniczny Zakład Spawalnictwa
STĘPW
PRZEDMOWA Niniejszy skrypt przeznaczony jest dla studentów trzeciego roku studiów inżynierskich
Wydziału Mechanicznego Politechniki Szczecińskiej, dla kierunku Mechanika i Budowa Maszyn specjalności Inżynieria Spawalnictwa. Skrypt stanowi pomoc dydaktyczną do ćwiczeń laboratoryjnych z przedmiotu TECHNOLOGIA SPAWANIA I CIĘCIA TERMICZNEGO - 2. Zawarte w skrypcie ćwiczenia prowadzone są równolegle z wykładami. Równoczesność cyklu wykładów i ćwiczeń laboratoryjnych nie stanowi utrudnienia w wykonaniu ćwiczeń, gdyż ćwiczenia laboratoryjne nie są "warsztatową" ilustracją wykładów, a stanowią rozszerzenie i pogłębienie wiadomości z podstawowych procesów spawalniczych.
Zajęcia laboratoryjne, poprzez praktyczne zilustrowanie wybranych inżynierskich zagadnień spawalniczych, mają na celu:
• Zapoznanie studentów z głównymi procesami i metodami spajania i kontroli konstrukcji spawanych.
• Opanowanie podstawowej terminologii spawalniczej. • Obycie z wybranymi, rzeczywistymi środkami techniki spawalniczej. Autorzy wyrażają nadzieję, że niniejszy skrypt będzie pomocny w przygotowaniu się do
poszczególnych ćwiczeń laboratoryjnych, ich prawidłowym wykonaniu i przez to przyczyni się do wypełnienia przedstawionego celu.
UWAGA: Instrukcje do ćwiczeń dostępne są w wersji elektronicznej na stronie
internetowej Zakładu Spawalnictwa: http://z-spaw.ps.pl/studenci_lab_spaw.htm
WSTĘP Skrypt składa się z czterech zasadniczych części: wskazówek metodycznych, zestawu
tematycznych instrukcji ćwiczeń laboratoryjnych, wytycznych do sporządzenia sprawozdania oraz materiałów pomocniczych w postaci załączników.
Każda instrukcja posiada jednolity układ, zawierający następujące dane: 1. Cel ćwiczenia. 2. Przygotowanie do ćwiczenia. 3. Przebieg ćwiczenia. 4. Zagadnienia do samodzielnego opracowania. 5. Uwagi do sprawozdania. 6. Literatura.
Niniejszy skrypt nie zawiera wiadomości podstawowych z zakresu tematyki ćwiczeń laboratoryjnych.
- 3 -

Politechnika Szczecińska Wydział Mechaniczny Zakład Spawalnictwa
STĘPW
WSKAZÓWKI METODYCZNE Ćwiczenia laboratoryjne ze spawalnictwa wyróżniają się w sposób szczególny tym, że
organizacja ćwiczeń stanowi kompromis pomiędzy wymaganiami procesu dydaktycznego, a warunkami i przepisami bezpieczeństwa pracy w procesach spawalniczych. Osiągnięcie celu zajęć dydaktycznych wymaga ich realizacji na rzeczywistych, przemysłowych stanowiskach spawalniczych. Praca na takich stanowiskach, ze względu na szczególne zagrożenia dla życia i zdrowia człowieka uwarunkowana jest szeregiem przepisów BHP. Wspomniany kompromis polega na takiej realizacji zajęć dydaktycznych, które z jednej strony spełniają wymagania BHP dotyczące spawalni i szkolenia zawodowego spawaczy, a z drugiej wymagania wynikające z programu nauczania przedmiotu "Spawalnictwo" w szkole wyższej.
Ogół przedsięwziętych środków pozwala na bezpieczną realizację ćwiczeń laboratoryjnych, pod warunkiem przestrzegania przez studenta zasad bezpieczeństwa i higieny pracy podczas zajęć.
Ćwiczenia laboratoryjne prowadzone są w oparciu o "Regulamin zajęć laboratoryjnych ze spawalnictwa", który ustalają studenci z Kierownikiem Kursu/przedmiotu na początku każdego semestru, zgodnie z zapisem "Regulaminu studiów Politechniki Szczecińskiej", który głosi, że ... "Zasady zaliczenia danego zajęcia ustala ze studentami prowadzący te zajęcia na początku semestru. Ustalenia te obowiązują obie umawiające się strony"...
Do ćwiczenia student przygotowuje się na podstawie zamieszczonych w niniejszym skrypcie instrukcji, korzystając z zalecanej literatury. Literatura uzupełniająca wykorzystywana jest przy wykonywaniu ćwiczenia (normy), sporządzaniu sprawozdania z ćwiczeń oraz pogłębieniu wiedzy. Zaleca się również do korzystania z "Poradnika Inżyniera. Spawalnictwo." Przygotowanie się do ćwiczenia polega na zapoznaniu się z materiałem literaturowym w zakresie wyznaczonym przez temat i cel ćwiczenia. Dla udogodnienia, każda instrukcja zawiera pakiet zagadnień, które student powinien obowiązkowo opanować, aby zostać dopuszczony do wykonania ćwiczenia. Student powinien zwrócić szczególną uwagę na pojęcia nowe, wynikające z terminologii spawalniczej, oraz te zagadnienia, które pojawiają się w instrukcji, a są mu niezrozumiałe np. zasada działania automatu spawalniczego. Braki w przygotowaniu nie pozwalają na czynne uczestniczenie w przebiegu ćwiczenia i są przyczyną błędów w notatkach, a w konsekwencji, błędnej analizy przebiegu i wniosków z ćwiczenia.
Prawidłowe wykonanie notatek z ćwiczenia (sprawozdanie wykonuje się po zajęciach) wymaga wcześniejszego zapoznania się z "Wytycznymi do sporządzania sprawozdania z ćwiczeń laboratoryjnych ze spawalnictwa". Sprawozdanie z wykonanego ćwiczenia sporządza każdy student indywidualnie według zamieszczonych w niniejszym skrypcie "Wytycznych do sporządzenia sprawozdania z ćwiczeń laboratoryjnych ze spawalnictwa".
- 4 -

Politechnika Szczecińska Wydział Mechaniczny Zakład Spawalnictwa
STĘPW
BEZPIECZEŃSTWO I HIGIENA PRACY W PROCESACH SPAWALNICZYCH Ze względu na zagrożenia występujące podczas wykonywania ćwiczeń laboratoryjnych ze
Spawalnictwa szczególnego znaczenia nabiera znajomość i przestrzeganie przepisów "BHP podczas prac spawalniczych". Znajomość przepisów BHP i odpowiedniego zachowania się podczas ćwiczeń laboratoryjnych ze spawalnictwa obowiązuje studenta zawsze i w każdym przypadku.
Nieprzestrzeganie zasad BHP podczas zajęć traktowane jest jako niezdyscyplinowanie w czasie trwania ćwiczeń i podlega rygorom regulaminowym.
W blokach ćwiczeń laboratoryjnych dla specjalności Inżynieria Spawalnictwa obowiązują Oświadczenia o przeszkoleniu w zakresie BHP podpisywane przez każdego studenta w ramach zajęć Technik Wytwarzania. Z tego względu każdy student przed przystąpieniem do ćwiczenia podpisuje własnoręcznie jedynie oświadczenie na "Karcie ćwiczeń laboratoryjnych"
Student, który nie odbył stosownego przeszkolenia, przechodzi podstawowe przeszkolenie w zakresie BHP i podpisuje własnoręcznie oświadczenie na formularzu zakładowym i "Karcie ćwiczeń laboratoryjnych" następującej treści "Oświadczam, że zostałem pouczony o zasadach bezpieczeństwa i higieny pracy w procesach spawalniczych w zakresie ujętym w książce Kłosowska D. ,Kłosowski S., "Bezpieczeństwo i higiena pracy w procesach spawalniczych." Wydawnictwo Uczelniane Politechniki Szczecińskiej, Szczecin, 1977".
Zasady te obejmują: − zagrożenia przy spawaniu elektrycznym łukowym; − zagrożenia przy spawaniu i cięciu gazowym; − porażenie prądem elektrycznym; − warunki użytkowania butli z gazami spawalniczymi; − wybuchowość acetylenu; − ochronę osobistą spawacza podczas spawania ręcznego łukowego oraz
spawania i cięcia gazowego; − wymagania dotyczące spawalni i stanowisk spawalniczych.
- 5 -

Politechnika Szczecińska Wydział Mechaniczny Zakład Spawalnictwa
RGANIZACJA ĆWICZEN LABORATORYJNYCHO
Ćwiczenie nr 1 ORGANIZACJA ĆWICZEŃ LABORATORYJNYCH
1. Cel ćwiczenia
Celem ćwiczenia jest przedstawienie harmonogramu, zasad i formy prowadzenia zajęć laboratoryjnych z danego przedmiotu.
2. Realizacja ćwiczeń laboratoryjnych
1. Podział na zespoły laboratoryjne.
Grupę dziekańską dzieli się na dwie grupy laboratoryjne minimum 6-cio osobowe: grupę A oraz grupę B, przy tym grupa A musi zawierać parzystą liczbę studentów.
Każdą grupę laboratoryjną dzieli się na zespoły dwuosobowe i nadaje im oznaczenia: A1; A2; ... B1; B2 ...
2. Jednostki dydaktyczne Poszczególne ćwiczenia składają się z jednej lub dwóch części tzw. jednostek
dydaktycznych. Każda jednostka obejmuje dwie godziny akademickie. Szczegółowy podział ćwiczeń zestawiono poniżej:
Nr ćwiczenia Część Liczba jedn. dydakt.
1 Całość 1 2 SGO-1 1 2 SGO-2 1 3 ŁKPT-1 1 3 ŁKPT-2 1 4 Całość 1 5 Całość 1
3. Ćwiczenia laboratoryjne Poszczególne ćwiczenia laboratoryjne wykonują grupy lub zespoły wg poniższego
zestawienia: Nr ćwiczenia Część Wykonują
1 Całość Grupa dziekańska 2 SGO-1 Grupa laboratoryjna2 SGO-2 Zespoły 3 Całość Grupa laboratoryjna4 Całość Zespoły 5 Całość zespoły
- 6 -

Politechnika Szczecińska Wydział Mechaniczny Zakład Spawalnictwa
PAWANIE W OSŁONIE GAZÓW OCHRONNYCHS
Ćwiczenie nr 2 SPAWANIE W OSŁONIE GAZÓW OCHRONNYCH
1. Cel ćwiczenia
Zapoznanie się z procesem i metodami spawania w gazach ochronnych (135, 136, 141), sterowaniem współczesnych spawarek oraz badanie stabilności procesu spawania MAG na przykładzie automatycznego spawania przy wykorzystaniu spawarki MAGiK 500.
2. Przygotowanie do ćwiczenia
Do ćwiczenia należy opanować następujące zagadnienia: − budowę i działanie urządzeń do spawania łukiem osłoniętym metodami: MAG
(135), MIG (131) i TIG (141); − charakterystyki oraz zjawisko samoregulacji; − rodzaje i własności gazów ochronnych; − zakresy podstawowych parametrów technologii spawania metodą MAG; − istota procesów: MIG/MAG STANDARD, MIG/MAG PULS − zastosowanie metod spawania w gazach ochronnych; − sterowanie synergiczne; − treści metodyczne zawarte w instrukcji do ćwiczenia SGO-2 pt.” Badania
zakresu stabilności procesu spawania metodą MAG na przykładzie automatycznego spawania przy użyciu spawarki MAGiK 500.
3. Przebieg ćwiczenia
Ćwiczenie składa się z dwóch jednostek dydaktycznych, oznaczonych symbolami: SGO-1 oraz SGO-2. Część pierwsza: SGO-1 1. Poznanie zjawisk fizycznych, procesu, budowy stanowiska, technologii i techniki spawania, metodyki projektowania technologii w oparciu o projekcję filmu „MIG/MAG BASIC”. 2. Poznanie procesu, budowy stanowiska zalet i zastosowania spawania impulsowego w oparciu o projekcję filmu „MIG/MAG PULSED”. 3. Poznanie zjawisk fizycznych, procesu, budowy stanowiska, technologii i techniki spawania, metodyki projektowania technologii w oparciu o projekcję filmu „TIG BASIC”. 4. Podczas projekcji zwrócić szczególną uwagę na:
− istotę przenoszenia materiału (zdjęcia w zwolnionym tempie) w łuku; łuk krótki, zwarciowy, mieszany, natryskowy, stabilny, niestabilny,
− ocenę stabilności procesu (dźwięk w tle); „krzyk łuku”, rozprysk, formowanie spoiny, przekroje makroskopowe złącza,
− zakresy parametrów, − istotę stabilności procesów; wykresy, przesterowania, zasady stabilizacji
procesu.
- 7 -

Politechnika Szczecińska Wydział Mechaniczny Zakład Spawalnictwa
PAWANIE W OSŁONIE GAZÓW OCHRONNYCHS
Część druga: SGO-2
Wykonać ćwiczenie według treści zawartych w instrukcji do ćwiczenia SGO-2 pt. ”Badania zakresu stabilności procesu spawania metodą MAG na przykładzie automatycznego spawania przy użyciu spawarki MAGiK 500”.
(UWAGA: instrukcja w osobnym zwartym opracowaniu).
4. Zagadnienia do samodzielnego opracowania
− budowa stanowiska do spawania metodą MAG, − schemat spawania MIG oraz zastosowanie metody, − schemat spawania TIG oraz zastosowanie metody, − charakterystyka gazów ochronnych oraz podstawowe zasady doboru gazu
ochronnego, − parametry spawania metodą MAG.
5. Uwagi do sprawozdania
Sprawozdanie powinno być wykonane zgodnie z wytycznymi WZS-93/D-02 oraz wskazówkami zawartymi w treści instrukcji do ćwiczenia SGO-2.
6. Literatura
1. Dobrowolski Z., Podręcznik spawalnictwa, WNT, Warszawa, 1978. 2. Pierożek B., Lassociński J., Spawanie łukowe stali w osłonach gazowych, WNT, Warszawa, 1987. 3. Polska Norma. PN-77/M-69420. Spawalnictwo. Spoiwo stalowe do spawania i napawania. 4. Polska Norma. PN-EN 439. Spawalnictwo. Materiały do spawania. Gazy osłonowe do łukowego spawania i cięcia.
- 8 -

Politechnika Szczecińska Wydział Mechaniczny Zakład Spawalnictwa
PAWANIE ŁUKIEM KRYTYM POD TOPNIKIEMS
Ćwiczenie nr 3 SPAWANIE ŁUKIEM KRYTYM POD TOPNIKIEM
1. Cel ćwiczenia
Zapoznanie się z budową i działaniem stanowiska do automatycznego spawania pod topnikiem oraz zbadanie wpływu energii liniowej na geometrię napoiny i określenie wydajności stopiwa w procesie spawania łukiem krytym (metoda 12).
2. Przygotowanie do ćwiczenia
Do ćwiczenia należy opanować następujące zagadnienia: - zasadę procesu spawania łukiem krytym, - budowę i zasadę działania automatu spawalniczego, - dobór warunków spawania i wpływ parametrów technologicznych na geometrię spoiny, - zasady wykonania spoin.
3. Przebieg ćwiczenia
Część pierwsza: ŁKPT-1 1. Omówienie budowy, zasady działania i sterowania automatu spawalniczego typu AS14b-1200. 2. Omówienie takich aspektów procesu spawania, jak: rodzaje źródeł prądu do spawania automatycznego, tryby pracy automatu: z prędkością (podawania drutu) zależną (od napięcia łuku) i stałą, zabezpieczenie grani, rola płyt dobiegowych i wybiegowych, dodatkowe materiały spawalnicze, (druty i topniki), zasady doboru drutu, topnika, skład i zadania topnika w procesie spawania. 3. Uruchomienie automatu spawalniczego. Podczas próby imitującej spawanie (bez jarzenia łuku, przy odblokowanych rolkach dociskających drut elektrody) należy:
− obserwować proces sterowania automatem, tj. nastawianie parametrów początkowych, regulację parametrów prądowych podczas spawania, zakończenie spawania;
− zanotować funkcje automatu w poszczególnych położeniach sterownika głównego.
Część druga: ŁKPT-2 Wykonanie napoin przy zmiennych parametrach technologicznych. Podczas wykonywania
odcinków napoin przy zmianie: natężenia prądu spawania i/lub napięcia łuku i/lub prędkości spawania, należy:
− zwrócić uwagę na współzależność pomiędzy: natężenie prądu spawania, napięciem łuku oraz prędkością podawania drutu elektrodowego,
− dla każdego odcinka napoiny zanotować takie parametry technologiczne, jak: nastawa początkowa źródła prądu, nastawa początkowa prędkości podawania drutu elektrodowego, typ topnika, prędkość podawania drutu elektrodowego, prędkość spawania, napięcie łuku oraz natężenie prądu spawania,
− po usunięciu topnika i żużla oraz wyczyszczeniu napoin(y) opisać
- 9 -

Politechnika Szczecińska Wydział Mechaniczny Zakład Spawalnictwa
PAWANIE ŁUKIEM KRYTYM POD TOPNIKIEMS
poszczególne odcinki napoin (szkice z naniesionymi wymiarami geometrycznymi, tj. szerokości i wysokości nadlewu napoiny).
− wyniki pomiaru zanotować w tablicy 1.
4. Zagadnienia do samodzielnego opracowania
− budowa blokowa automatu AS 14b-1200, − metody zabezpieczenia grani, − zasada doboru drutu i topnika, − metody regulacji szybkości podawania drutu elektrodowego (zależna i
niezależna), − charakterystyka metody (zalety, zastosowania i ograniczenia).
5. Uwagi do sprawozdania
W sprawozdaniu należy podać: • krótki opis ćwiczenia, • schemat stanowiska laboratoryjnego, • wyniki pomiarów wg tablicy. • szkice napoin, • własne wnioski.
6. Literatura
1. Dobrowolski Z., ”Poradnik spawalnictwa”, WNT, Warszawa, 1978. 2. Węgrzyn J., Korkiewicz R., ”Automatyczne Spawanie i napawanie pod topnikiem”, WNT, Warszawa, 1964. 3. Polska norma PN-73/M-69355.”Topniki do spawania i napawania łukiem krytym”. 4. Polska norma PN-77?M-69420. ”Spawalnictwo. Spoiwo stalowe do spawania i napawania”. 5. Hillar J., Jarmoszczuk S., „Technologia. Ślusarstwo i Spawalnictwo”, Warszawa, 1995.
- 10 -

Politechnika Szczecińska Wydział Mechaniczny Zakład Spawalnictwa
PAWANIE ŁUKIEM KRYTYM POD TOPNIKIEMS
- 11 -

Politechnika Szczecińska Wydział Mechaniczny Zakład Spawalnictwa
ADANIE CHARAKTERYSTYKI STATYCZNEJ SPAWARKIB
Ćwiczenie nr 4 BADANIE CHARAKTERYSTYKI STATYCZNEJ SPAWARKI
1. Cel ćwiczenia
Celem ćwiczenia jest: − zapoznanie się z budową, obsługą, działaniem oraz własnościami
technologicznymi typowych urządzeń do ręcznego spawania elektrycznego na przykładzie spawarki EW-23u.
− wykonanie rodziny charakterystyk statycznych dla spawarki EW-23u.
2. Przygotowanie do ćwiczenia
Do ćwiczenia należy opanować; − budowę, działanie i sposób uruchamiania spawarki EW-23u, − rodzaje charakterystyk statycznych źródeł prądu do spawania elektrycznego
ręcznego ze szczególnym uwzględnieniem spawarki EW-23u, − pojęcie punktu i zakresu spawania, − BHP w pracach spawalniczych.
Warunkiem przystąpienia do ćwiczenia jest opracowanie w formie pisemnej „PROGRAMU BADAŃ” przez każdy zespół laboratoryjny i jego zatwierdzenie przez prowadzącego!
3. Wiadomości uzupełniające
3.1. Przyjmujemy następującą definicję: zewnętrzną charakterystyką statyczną źródła prądu nazywamy zależność napięcia U [V] na zaciskach źródła prądu od natężenia prądu I [A] w obwodzie spawania przy wolno następujących zmianach obciążenia.
3.2. Wyróżniamy trzy rodzaje charakterystyk statycznych źródeł prądu do spawania:
− wznoszącą (o rosnącym napięciu przy wzroście natężenia prądu spawania), − płaską (o stałym napięciu), − opadającą (o opadającym napięciu, stromo lub łagodnie).
Szczegółowe określenia (matematycznie) podają normy przedmiotowe. W przypadku ręcznego spawania łukowego od źródła prądu wymaga się stromo opadającej
charakterystyki statycznej. Im krzywa jest bardziej stroma tym zmiany napięcia łuku (długość łuku) mają mniejszy wpływ na wartość natężenia prądu spawania. Spawanie automatyczne i półautomatyczne wymaga charakterystyki płaskiej o możliwie stałym napięciu.
3.3. Budowa i dane techniczno-ruchowe podstawowych podzespołów przetwornicy
spawalniczej typu EW-23u (wyciąg z DTR producenta). Prądnica (spawalnicza; z polem poprzecznym typu Rozenberga) o parametrach:
− znamionowy prąd spawania 240A przy 27V, dla pracy ciągłej, − znamionowy prąd spawania 300A przy 30V, dla pracy przerywanej P60, − zakres regulacji prądu spawania od 50A przy 20V do 300A przy 30V na dwóch
zakresach: zakres dolny 50-185A oraz zakres górny 160-300A − znamionowe napięcie: dla prądów do 100A = 20 V, dla prądów powyżej 100A
wg wzoru: U = 20 + 0,05 (I-100) [V], − napięcie biegu jałowego = 50V
- 12 -

Politechnika Szczecińska Wydział Mechaniczny Zakład Spawalnictwa
ADANIE CHARAKTERYSTYKI STATYCZNEJ SPAWARKIB
− wzbudzenie prądnicy - cewka obcowzbudna zasilana jest z dodatkowego uzwojenia silnika poprzez prostownik; prąd około 2,3A przy napięciu 8,8V.
Silnik elektryczny o parametrach: − silnik prądu zmiennego, trójfazowy, asynchroniczny zwarty, − moc znamionowa dla pracy ciągłej = 11,5 kW, dla pracy przerywanej P60 = 18
kW, − napięcie znamionowe: 127; 220; 380; 500 V − prądy znamionowe: dla pracy ciągłej 76,8 ; 44,4; 25,7; 19,5 A; dla pracy
przerywanej − znamionowe prędkości obrotowe: dla pracy ciągłej = 1460 obr/min; dla pracy
przerywanej = 1430 obr/min, − - znamionowa częstotliwość sieci = 50 Hz, − - znamionowy współczynnik mocy: dla pracy ciągłej cos ϕ = 0,80 dla pracy
przerywanej cos ϕ = 0,82. Przeznaczenie. Spawarka typu EW-23u przeznaczona jest do ręcznego spawania stali i metali nieżelaznych, przy użyciu gołych lub otulonych elektrod.
3.4. Zasada działania przetwornicy spawalniczej EW-23u Prądnica spawalnicza jest maszyną szeregową z polem poprzecznym, z dodatkowym
uzwojeniem obcowzbudnym z regulacją strumienia magnetycznego za pomocą ruchomego rdzenia w biegunie głównym. Duże nasycenie obwodu magnetycznego prądnicy pozwala uzyskać charakterystykę statyczną U=f(I) stromo opadającą, konieczną do prawidłowego spawania elektrycznego.
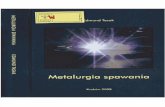
Rys. 1. Schemat układu połączeń do zdejmowania zewnętrznej charakterystyki źródła prądu. 1 - przetwornica spawalnicza EW-23u, 2 - bocznik prądowy, 3 - opornik regulowany – zaczepowy, 4 – woltomierz, 5 - miliwoltomierz wyskalowany w amperach
- 13 -

Politechnika Szczecińska Wydział Mechaniczny Zakład Spawalnictwa
ADANIE CHARAKTERYSTYKI STATYCZNEJ SPAWARKIB
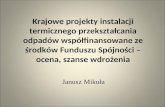
R1
½R0 1½R0 2? R0 4½R0 4½R0 4¼R0
R2 R3 R4 R5 R6 R0
1 2 3 4 5 6 7 8
Rys.2. Schemat połączeń rezystorów opornika zaczepowego (3).
4. Przebieg ćwiczenia
1. Przeanalizować budowę mechaniczną i elektryczna spawarki EW-23u. 2. Zapoznać się z przebiegiem charakterystyki statycznej spawarki EW-23u. 3. Przeanalizować sposób uruchamiania (gwiazda-trójkąt) i zmiany zakresów prądowych
spawarki EW-23u. 4. Podłączyć układ pomiarowy zgodnie z rys.1 i 2. 5. Ustawić spawarkę na zakres dolny 50-185 A. 6. Uruchomić stanowisko spawalnicze. 7. Pokrętło do regulacji płynnej parametrów prądowych ustawić na minimum. 8. Odczytać napięcie biegu jałowego. 9. Podłączając kolejno uchwyt spawalniczy do opornika zaczepowego, odczytywać
parametry prądowe charakterystyki. 10. W uchwyt spawalniczy włożyć elektrodę węglową kolejno w odległości od końca 25,
50, 75, 100 mm oraz zewrzeć z przygotowaną wcześniej blachą stalową ułożoną na stole spawalniczym oraz odczytać parametry prądowe charakterystyki.
11. Pokrętłem do regulacji płynnej parametrów prądowych ustawić spawarkę na maksimum i powtórzyć punkty 8 - 10.
12. Wyłączyć spawarkę a kabel zasilający wyjąć z gniazda sieciowego. 13. Ustawić spawarkę na zakres górny 160 - 300 A i powtórzyć punkty 6 - 11. Uwaga: maksymalna wartość nastawy nie powinna przekraczać 200 A.
5. Zagadnienia do samodzielnego opracowania
Budowa, zasada działania i nastawy spawarki wirnikowej EW-23u.
6. Uwagi do sprawozdania
W sprawozdaniu należy podać: − opis przebiegu ćwiczenia, dane techniczne spawarki, dane przyrządów
pomiarowych i elektrod, − schemat stanowiska laboratoryjnego, − schemat podłączeń elektrycznych, − tablice wyników pomiarów, − wykres sporządzonej charakterystyki statycznej wykonany na papierze
milimetrowym formatu A4 oraz w tej samej skali wykres z DTR producenta. − analizę porównawczą charakterystyk w formie opisu matematycznego, − wnioski z oceną ogólną spawarki
- 14 -

Politechnika Szczecińska Wydział Mechaniczny Zakład Spawalnictwa
ADANIE CHARAKTERYSTYKI STATYCZNEJ SPAWARKIB
− w załączniku program badań. Charakterystykę statyczną spawarki można matematycznie opisać 7. parametrami, jednym
z nich jest np. napięcie biegu jałowego. Do opisu charakterystyk należy przyjąć co najmniej trzy parametry. Przed przystąpieniem do obliczeń matematycznych należy przyjąć wartości kryterium oceny przyjętych parametrów. Wyniki analizy porównawczej należy przedstawić w tabeli zawierającej, co najmniej, następujące kolumny: nazwa wybranego parametru, jego wartość z doświadczenia, jego wartość katalogowa (z badań typu), błąd bezwzględny i względny, wartość falsyfikacyjna przyjętego kryterium oraz ocena cząstkowa (dla danego parametru) spawarki.
7. Literatura
1. D.Kłosowska, S.Kłosowski - Bezpieczeństwo i Higiena Pracy w procesach, spawal-niczych. Szczecin 1977. Skrypt Politechniki Szczecińskiej.
2. K.Marcolla - Zarys Spawalnictwa. PWN, Warszawa-Poznań, 1979. 3. DOLMET - Dokumentacja techniczno-ruchowa spawarki typu EW-23u , Wrocław. 4. M. Myśliwiec - Spawalnictwo Okrętowe, WM, Gdańsk 1971 r. 5. J. Szustakowski - Poradnik spawacza elektrycznego WNT, Warszawa, 1981.
- 15 -

Politechnika Szczecińska Wydział Mechaniczny Zakład Spawalnictwa
CHARAKTERYSTYKA ELEKTROD OTULOPNYCH
- 16 -
Ćwiczenie nr 5 CHARAKTERYSTYKA ELEKTROD OTULONYCH
1. Cel ćwiczenia
Celem ćwiczenia jest poznanie problematyki przydatności i zastosowania elektrod otulonych w procesach spawania oraz określenie ich charakterystyk topienia.
2. Przygotowanie do ćwiczenia
Warunkiem przystąpienia do ćwiczenia i jego prawidłowego wykonania jest opanowanie wiadomości z następujących tematów [1]:
− budowa elektrod otulonych, − skład chemiczny rdzenia i skład otuliny, − wymagania stawiane elektrodom, − stapianie się elektrod i charakterystyki topienia, − kryteria podziału elektrod, − rodzaje elektrod, − wyznaczanie charakterystyk topienia.
3. Wiadomości ogólne
Bazą dla opracowania niniejszej instrukcji jest norma PN-90/M-69431 "Spawalnictwo. Elektrody otulone. Metoda określania charakterystyk topienia" załączona na końcu instrukcji. Wszystkie oznaczenia odpowiadają normie. Dokładność wymiarów, masy i obliczeń jest określona w normie. Ogólny przebieg badania jest zgodny z normą.
Badania będą prowadzone na stanowisku laboratoryjnym, którego schemat przedstawia załącznik nr 1.
Opis płyty czołowej i obsługi elektronicznego stopera czasu spawania netto jest zawarty w załączniku nr 2.
Załącznik nr 3 zawiera krótką instrukcje użytkowania wagi elektronicznej ACCURAT 5OOO. Wszystkie wyniki i uwagi uzyskane w trakcie przeprowadzania badania należy umieszczać w
protokole badań (załącznik nr 4) , który powinien być potwierdzony podpisem prowadzącego ćwiczenie.
4. Przebieg ćwiczenia
Zasadniczym elementem ćwiczenia jest wyznaczenie charakterystyk topienia wybranej elektrody otulonej. Obejmuje ono trzy części:
1. Przygotowanie do badań. 2. Przeprowadzenie badań. 3. Przeprowadzenie pomiarów końcowych. Na podstawie wyników opracowywane jest następnie sprawozdanie. 4.1. PRZYGOTOWANIE DO BADAŃ W ramach czynności przygotowawczych należy wykonać poniższy ciąg operacji. 1.Dokonać oględzin zewnętrznych płyty doświadczalnej:
− ocenić stan powierzchni (płyta powinna być czysta, bez zgorzeliny, farby, oleju, rdzy i innych zanieczyszczeń oraz posiadać metaliczny połysk,

Politechnika Szczecińska Wydział Mechaniczny Zakład Spawalnictwa
CHARAKTERYSTYKA ELEKTROD OTULOPNYCH
- 17 -
− określić wymiary geometryczne płyty, − zidentyfikować płytę (symbol ID wpisać do protokołu badań).
2. Określić masę płyty doświadczalnej m1, za pomocą ważenia. 3. Dokonać oględzin zewnętrznych elektrod otulonych:
− określić stan otuliny (ubytki, wgniecenia, pęknięcia), − ocenić poziom wysuszenia (suszona, nie suszona ).
4.Określić: − ogólną, masę elektrod mE za pomocą ważenia, − długości lE (dokładność ±1 mm) i średnicę dE (dokładność ±0,l mm) elektrod, − ogólną masę rdzeni elektrod mw na podstawie ich objętości, − ogólną długość elektrod Lw.
5.Sprawdzić poprawność połączeń elementów stanowiska. 6. Wykonać próbne stapianie elektrody:
− włączyć źródło prądu, − ustawić wielkość prądu spawania równą 90 % maksymalnej wartości ustalonej
przez producenta dla danego gatunku elektrody, − włączyć i wyzerować stoper, − na dodatkowej płycie próbnej stopić treningowo jedną elektrodę unikając przerw
w napawaniu, starając się utrzymać stałą długość łuku; zmieścić napoinę na długości płyty pozostawiając ogarek o długości około 50 mm, zwracając uwagę na przebieg stapiania (głównie jarzenie się łuku), obserwując wartości prądu spawania i zapoznając się z pracą stopera,
− dokonać niezbędnej korekty prądu spawania na podstawie wskazań amperomierza,
− wyzerować stoper.
4.2. PRZEPROWADZENIE BADAŃ Pełny cykl badania składa się z następującego ciągu czynności: 1.Stopić pierwszą elektrodę:
− ścieg napawać w kierunku długości płyty, bez przerw, pozostawiając ogarek o długości około 50 mm,
− w trakcie napawania notować bieżące wskazania amperomierza i woltomierza (wartości średnie i ich odchylenia) oraz uwagi dotyczące przebiegu procesu napawania (przerwy w jarzeniu się łuku, stabilność prądu spawania, zwarcia elektrody z materiałem i inne sytuacje),
− po zakończeniu napawania zanotować czas stapiania oraz ewentualne uwagi wykonującego stapianie,
− wyzerować stoper. 2. Wykonać przerwę 15 min dla obniżenia temperatury płyty doświadczalnej, w trakcie
trwania której: − -dokonać opisu warstwy żużla (wygląd zewnętrzny, równomierność pokrycia
napoiny, zachowanie się w czasie stygnięcia), − -usunąć żużel (określić łatwość jego usuwania), − -dokonać oględzin zewnętrznych napoiny (nierówność lica, podtopienia lica,
porowatość, krater, próg lica, ślady zajarzenia, rozprysk), − -usunąć rozpryski.
3. Stopić kolejne elektrody wykonując czynności pkt. l i 2. 4.Ostudzić płytę do temperatury pokojowej.

Politechnika Szczecińska Wydział Mechaniczny Zakład Spawalnictwa
CHARAKTERYSTYKA ELEKTROD OTULOPNYCH
- 18 -
4. 3 PRZEPROWADZENIE POMIARÓW KOŃCOWYCH Po zakończeniu napawania i ostudzeniu płyty doświadczalnej do temperatury pokojowej
należy określić: − masę płyty po napawaniu m2 , − ogólną masę ogarków ms oraz masy poszczególnych ogarków, − ogólną masę rdzeni ogarków mws , − ogólną długość ogarków Ls oraz długości poszczególnych ogarków.
5. Zagadnienia do samodzielnego opracowania
Zagadnienia zawarte w skrypcie „Materiały pomocnicze do ćwiczeń laboratoryjnych z przedmiotu SPAWALNICTWO. Ćwiczenie pt. CHARAKTERYSTYKA ELEKTROD OTULONYCH”, Zakład Spawalnictwa Instytutu Inżynierii Materiałowej Politechniki Szczecińskiej, Szczecin 1991.
6. Uwagi do sprawozdania
Sprawozdanie powinno zawierać: − cel ćwiczenia, − opis przebiegu ćwiczenia, − protokół badań, − obliczenia:
- ogólnej masy stopiwa mD , - ogólnej masy stopionych elektrod mr , - ogólnej nominalnej masy stopionych rdzeni elektrod mCN , - ogólnej rzeczywistej masy stopionych rdzeni elektrod mCE .
− obliczenia charakterystyk topienia: Pr , D, RN , RE , RD , RG , − analizę wyników i dyskusję błędów (w tym analizę porównawczą jak w ćwiczeniu
nr 4.), − uwagi i wnioski zawierające ocenę badanych elektrod, − rozpoznanie podanego gatunku elektrody zawierające: − pełne oznaczenie wg PN i/lub PN-EN, − wartości D, RE i inne, − przeznaczenie elektrody, − zalecenia technologiczne (prąd spawania, biegunowość, suszenie).

Politechnika Szczecińska Wydział Mechaniczny Zakład Spawalnictwa
CHARAKTERYSTYKA ELEKTROD OTULOPNYCH
- 19 -
7. Literatura
1. Materiały pomocnicze do ćwiczeń laboratoryjnych z przedmiotu SPAWALNICTWO. Ćwiczenie pt. CHARAKTERYSTYKA ELEKTROD OTULONYCH Zakład Spawalnictwa Instytutu Inżynierii Materiałowej Politechniki Szczecińskiej, Szczecin 1991. 2. Pilarczyk J., Pilarczyk J, Spawanie i napawanie elektryczne metali, Śląsk, Katowice, 1996. 3. Klimpel A, Technologia spawania i cięcia metali. Wydawnictwo Politechniki Śląskiej, Gliwice, 1997. 4. Poradnik Inżyniera. Spawalnictwo. 5. Katalogi elektrod na stronach internetowych producentów materiałów spawalniczych.

Politechnika Szczecińska Wydział Mechaniczny Zakład Spawalnictwa
CHARAKTERYSTYKA ELEKTROD OTULOPNYCH
- 20 -
8. Załącznik 1
SCHEMAT STANOWISKA BADAWCZEGO
Elementy składowe: 1. Prostownik spawalniczy SPB 315. 2. Stoper BIN 91. 3. Elektroda. 4. Płyta doświadczalna. 5. Bocznik.

Politechnika Szczecińska Wydział Mechaniczny Zakład Spawalnictwa
CHARAKTERYSTYKA ELEKTROD OTULOPNYCH
- 21 -
9. Załącznik 2
OPIS STOPERA BIN 91 l. Opis techniczny Stoper BIN 91 jest nowoczesnym urządzeniem elektronicznym, w którym zastosowano 21
obwodów scalonych. Posiada on wzorzec kwarcowy 200 kHz. Uruchomienie procesu zliczania następuje w chwili podania na wejście stopera sygnału o napięciu w zakresie (min 10 mV, a max 5 V) . Zliczanie jest sygnalizowane diodą świecącą z częstotliwością 10 Hz lub 100 Hz.
2. Opis płyty czołowej
1. Przycisk "KAS" — zerowanie licznika (przytrzymać ok. 3 s). 2. Przełącznik zakresów:
− położenie ".1" - pojemność licznika 999.9 s, dokładność 0,1 s, − położenie ".01"- pojemność licznika 99.99 s, dokładność 0,01 s.
3. Wyłącznik sieciowy "SIEĆ". 4. Gniazdo "WE" - doprowadzenie sygnału sterującego. 5. kontrolka "zlicz" - dioda LED świecąca z częstotliwością 10 Hz lub 100 Hz w czasie, w którym podawany jest sygnał wejściowy.

Politechnika Szczecińska Wydział Mechaniczny Zakład Spawalnictwa
CHARAKTERYSTYKA ELEKTROD OTULOPNYCH
- 22 -
10. Załącznik 3
OBSŁUGA WAGI ELEKTRONICZNEJ ACCURAT 5OOO 1.Dane techniczne Waga ACCURAT 5000 jest przyrządem elektronicznym o następujących danych
technicznych: − zakres 5000 g, − dokładność 1 g, − wyświetlacz ciekłokrystaliczny, − pamięć dla operacji dodawania wagi, − automatyczne tarowanie, − zasilanie sieciowe lub bateryjne.
2. Opis płyty czołowej Na płycie wagi znajdują się następujące przyciski:
− "On" — włączenie wagi, − "Off" — wyłączenie wagi, − "Memory" - zapisywanie aktualnego wskazania do pamięci, − "Tare" - tarowanie wagi, − "Hold" - zatrzymanie wskazania wyświetlacza, − "Calibration" - kalibrowanie wagi. Powyżej przycisków jest umieszczony wyświetlacz ciekłokrystaliczny.
3.Uruchomienie wagi Po włączeniu wagi przyciskiem "On" należy odczekać, aż na wyświetlaczu pojawi się "0". W
tym momencie można przystąpić do ważenia. Gdy na szalkę wagi położymy dodatkowy pojemnik „tarę”, to dla pomiarów netto należy wagę ponownie kalibrować. Po zakończeniu ważenia wyłączyć wagę używając przycisku "Off".
UWAGA: Nie należy kłaść ważonych elektrod i płyty bezpośrednio na powierzchnię szalki, a tylko na
specjalną podstawkę. Ze względu na czułość przyrządu elementy ważone powinny być opuszczane na podstawkę
w sposób łagodny, zabezpieczający wagę przed gwałtownym obciążeniem.

Politechnika Szczecińska Wydział Mechaniczny Zakład Spawalnictwa
CHARAKTERYSTYKA ELEKTROD OTULOPNYCH
- 23 -
11. Zalącznik 4.
PROTOKÓŁ BADAŃ (wzór) PRZYGOTOWANIE DO BADAŃ Prowadzący badanie: 1. Oględziny zewnętrzne płyty doświadczalnej Symbol ID: Wymiary płyty [mm]: Materiał płyty: 2. Masa płyty doświadczalnej m1 [g]: 3.Oględziny zewnętrzne elektrod Gatunek elektrod: 4. mE [g]: lE1 [mm]: lE2 [mm]: lE3 [mm]: dE1 [ mm]: dE2 [ mrn]: dE3 [ mm]: mw [ g]: Lw [mm]:

Politechnika Szczecińska Wydział Mechaniczny Zakład Spawalnictwa
CHARAKTERYSTYKA ELEKTROD OTULOPNYCH
- 24 -
PRZEPROWADZENIE BADAŃ l . Stapianie elektrody nr . Czas stapiania [s]: Parametry energetyczne spawania (tabela): 2.Przerwa (opis warstwy żużla i oględziny zewnętrzne napoiny) 3. Stapianie elektrody nr Czas stapiania [s]; Parametry energetyczne spawania (tabela): 4.Przerwa (opis warstwy żużla i oględziny zewnętrzne napoiny)

Politechnika Szczecińska Wydział Mechaniczny Zakład Spawalnictwa
HARAKTERYSTYKA ELEKTROD OTULONYCHC
5. Stapianie elektrody nr .. Czas stapiania [s]: Parametry energetyczne spawania (tabela): 2.Przerwa (opis warstwy żużla i oględziny zewnętrzne napoiny): PRZEPROWADZENIE POMIARÓW KOŃCOWYCH Tablica masy i długości poszczególnych ogarków: m2 [g]: ms [g]: mws [g]: Ls [mm]: Data i podpis nadzorującego badania ...........................................................
2
- 25 -

Politechnika Szczecińska Wydział Mechaniczny Zakład Spawalnictwa
AŁĄCZNIKIZ
WYTYCZNE WZS-93/D-02 SPRAWOZDANIE Z ĆWICZEŃ LABORATORYJNYCH ZE SPAWALNICTWA
1. Wstęp
Przedmiotem wytycznych jest układ i zawartość informacyjna sprawozdania z ćwiczenia laboratoryjnego ze spawalnictwa.
2. Postanowienia ogólne
Układ sprawozdania. Części składowe i elementy sprawozdania należy zamieszczać w następującej kolejności:
1. Strona tytułowa (jako pierwsza stronica). 2. Cel ćwiczenia. 3. Tekst podstawowy sprawozdania. 4. Wnioski. 5. Spis wykorzystanych źródeł. 6. Załączniki.
Pozycje l, 2, 3 oraz 4. są obowiązkowe w każdym sprawozdaniu. Pozycje 5. oraz 6. wchodzą w skład sprawozdania, gdy wymaga tego zawartość treści.
Kompozycja sprawozdania
FORMAT.
Stronice sprawozdania oraz materiały towarzyszące: rysunki, schematy, wykresy, tablice, wydruki z EMC powinny mieć format A4.
Dopuszcza się zamieszczanie ilustracji (rysunki, schematy, wykresy), tablic i wydruków z EMC na arkuszach formatu A3, jednakże w postaci załączników.
POSTAĆ SPRAWOZDANIA.
Sprawozdanie powinno mięć postać czytelnego rękopisu. Zalecane jest staranne i estetyczne wykonanie oraz trwałe połączenie wszystkich arkuszy sprawozdania.
Podstawowy tekst sprawozdania (od pozycji 2. pkt.2.1) należy rozpoczynać od drugiej stronicy.
ILUSTRACJE.
W sprawozdaniu należy umieszczać wyłącznie odręczne rysynki w ołówku, wykonane na białym papierze. Ilustracje o wymiarach mniejszych niż A4 powinny być naklejone na znormalizowane arkusze A4.
Dopuszcza się wykonanie ilustracji bezpośrednio na stronicach sprawozdania pod warunkiem zachowania kontrastu między tłem użytego papieru, a kreską rysunku.
Numeracja
NUMERACJA STRONIC.
Stronice należy numerować cyframi arabskimi w obrębie sprawozdania. Stronę tytułową włącza się do numeracji całości sprawozdania, ale numeru na niej nie należy pisać.
NUMERACJA ELEMENTÓW SKŁADOWYCH I ROZDZIAŁÓW.
- 26 -

Politechnika Szczecińska Wydział Mechaniczny Zakład Spawalnictwa
AŁĄCZNIKIZ
Elementy składowe sprawozdania (poz. 2, 3, ... pkt. 2.1) oraz rozdziały należy numerować cyframi arabskimi w obrębie sprawozdania, podrozdziały w obrębie rozdziałów, a punkty w obrębie podrozdziałów.
NUMERACJA ILUSTRACJI.
Ilustracje, tablice, wydruki z EMC oraz wzory należy numerować cyframi arabskimi w obrębie sprawozdania. Ilustracje i tablice powinny być zamieszczane w tekście sprawozdania, bezpośrednio po pierwszym odesłaniu do nich. Ilustracje i tablice oddziela się od tekstu odstępem (min 1,5 cm).
Ilustracje i tablice wykonane na oddzielnych kartach (formatu A4) włącza się w ogólną numerację stronic sprawozdania.
3. Zawartość sprawozdania
Strona tytułowa. Stronę tytułową należy wykonać wg wzoru.
Cel ćwiczenia. W sposób jasny, precyzyjny i zwięzły należy określić cele jednostkowe ćwiczenia oraz
zadania badawcze, które przyjęto do realizacji w ramach ćwiczenia laboratoryjnego. Cele i zadania podaje fakultatywnie prowadzący ćwiczenie lub zostają one ustalone w
ramach dyskusji przed ćwiczeniem. Bezpośrednie przepisanie treści z instrukcji do ćwiczenia jest błędne (instrukcja do ćwiczenia stanowi materiał na podstawie, którego należy przygotować się teoretycznie do odrobienia ćwiczenia).
Tekst podstawowy sprawozdania. W tekście podstawowym sprawozdania zaleca się umieszczać następujące informacje: 1. Przebieg ćwiczenia, zawierający:
− chronologiczny zapis wykonywanych czynności merytorycznie istotnych, − uzasadnienie przyjętego kierunku postępowania (np norma), − dane techniczno-ruchowe elementów stanowiska laboratoryjnego, − schemat i opis stanowiska badawczego, − zasadę działania obiektów stanowiska badawczego, − charakterystyki badanych obiektów.
2. Wyniki przeprowadzonych doświadczeń, zawierające: − zestawienie wyników przeprowadzonych prób i doświadczeń, − opis jakościowy (cechy, warunki, rezultaty) obserwowanych zjawisk i
procesów technologicznych. 3. Dyskusja wyników, zawierająca:
− analizę uzyskanych wyników w świetle danych literaturowych i własnych przemyśleń,
− ocenę dokładności pomiarów. W zależności od złożoności i charakteru ćwiczenia poszczególne elementy tekstu mogą
być łączone lub w ogóle mogą nie występować. Pewne elementy mogą być narzucone przez prowadzącego ćwiczenie lub fakultatywnie przez instrukcję do ćwiczenia.
Oceną poprawności zapisu przebiegu ćwiczenia jest możliwość odtworzenia danego ćwiczenia z zachowaniem identycznej kolejności czynności, warunków i zmiennych obiektów przez innego wykonawcę.
- 27 -

Politechnika Szczecińska Wydział Mechaniczny Zakład Spawalnictwa
AŁĄCZNIKIZ
Wnioski. Wnioski powinny zawierać:
− krótkie podsumowanie rezultatów osiągniętych w wyniku realizacji ćwiczenia, − porównanie wyników z danymi literaturowymi, − przyczyny uzyskania wyników negatywnych, − własne spostrzeżenia dotyczące realizacji ćwiczenia oraz propozycje zmian.
W zakończeniu należy podać; czy cel ćwiczenia został osiągnięty?
Spis wykorzystanych źródeł. Dane o wykorzystanych źródłach należy zamieszczać w oddzielnym spisie. Tytuły należy
podawać w kolejności występowania odsyłaczy w tekście podstawowym sprawozdania.
Załączniki. Załączniki należy opracowywać jako kontynuację sprawozdania, na ostatnich stronicach
lub jako odrębną fizycznie część. Każcy załącznik powinien się rozpoczynać od nowego arkusza (stronicy) i mieć napis załącznik w prawym górnym rogu stronicy oraz tytuł określający jego treść.
Ilustracje i tablice. Przy sporządzaniu ilustracji i tablic należy się wzorować na przykładach zamieszczonych
w czasopismach technicznych, np. Przeglądzie Spawalnictwa. Ilustracje oraz wydruki z EMC powinny być zatytułowane. Jeżeli to konieczne, należy je
uzupełnić informacjami wyjaśniającymi (bezpośrednio za tytułem). Zestawienie wyników zaleca się sporządzać w postaci tablic, w których wyróżnia się parametry, zmienne niezależne (wejścia obiektów) oraz zmienne zależne (wyjścia obiektów). Tablice podpisuje się u góry, zaś za podpisem podaje się informacje dodatkowe. Uwagi podaje się na dole w obrębie tablicy.
Wzory i równania. Wzory i równania należy wyodrębnić z tekstu w oddzielnym wierszu. Ponad i pod każdym wzorem należy zostawić odstęp nie mniejszy niż na jeden wiersz.
Użyte symbole wielkości fizycznych należy objaśnić pod wzorem po słowie "gdzie:".
Jednostki miar. W sprawozdaniu należy stosować legalne jednostki miar. Inne jednostki mogą być
stosowane tylko w przypadku ich stosowania w instrukcji do ćwiczenia (uzasadniony przypadek).
4. Informacje końcowe
Wytyczne niniejsze opracowano na podstawie normy PN-85/N-09126 Sprawozdanie z pracy naukowo-badawczej.
Wprowadzono zmiany wynikające z procesu dydaktycznego. Wytyczne opracował: dr inż. Zbigniew Szefner. Wytyczne zatwierdził z mocą obowiązującą od semestru letniego 1992/93 r. akad.
Kierownik Zakładu Spawalnictwa.
- 28 -

Szczecin (data:R.M.D)
stro
SPRAWOZDANIE
ĆWICZENIE NR: (wg tematyki ćwicz
TEMAT: (wg tematyki ćwicz
Nazwisko i ImWYDZIAŁ:
GRUPA DZIEKAŃSKA: ZESPÓŁ:
WZÓR ny tytułowej
Z ĆWICZEŃ LABORATORYJNYCH ZE SPAWALNICTWA eń laboratoryjnych)
eń laboratoryjnych)
ię