Techniki wytwarzania. Technologie bezwiórowe - simr.pw.edu.pl · wytwarzania. Systematyczny wzrost...
132
Jerzy Z. Sobolewski (red.), Janusz Sobieszczański, Stefan Kapiński Techniki wytwarzania. Technologie bezwiórowe Warszawa 2012
-
Upload
truongkiet -
Category
Documents
-
view
222 -
download
1
Transcript of Techniki wytwarzania. Technologie bezwiórowe - simr.pw.edu.pl · wytwarzania. Systematyczny wzrost...
Jerzy Z. Sobolewski (red.), Janusz Sobieszczański, Stefan Kapiński
Techniki wytwarzania. Technologie bezwiórowe
Warszawa 2012
Politechnika Warszawska
Wydział Samochodów i Maszyn Roboczych
Kierunek studiów "Edukacja techniczno informatyczna"
02-524 Warszawa, ul. Narbutta 84, tel. (22) 849 43 07, (22) 234 83 48
ipbmvr.simr.pw.edu.pl/spin/, e-mail: [email protected]
Opiniodawca: prof. dr hab. inż. Sławomir BIAŁAS
Projekt okładki: Norbert SKUMIAŁ, Stefan TOMASZEK
Projekt układu graficznego tekstu: Grzegorz LINKIEWICZ
Skład tekstu: Janusz BONAROWSKI
Publikacja bezpłatna, przeznaczona dla studentów kierunku studiów
"Edukacja techniczno informatyczna"
Copyright © 2011 Politechnika Warszawska
Utwór w całości ani we fragmentach nie może być powielany
ani rozpowszechniany za pomocą urządzeń elektronicznych, mechanicznych,
kopiujących, nagrywających i innych bez pisemnej zgody posiadacza praw
autorskich.
ISBN 83-89703-71-8
Druk i oprawa: STUDIO MULTIGRAF SP. Z O.O.
ul. Ołowiana 10, 85-461 Bydgoszcz
Spis treści
Wstęp...................................................................... 5
1. Odlewnictwo....................................................... 7
1.1. Tworzywa odlewnicze.................................................................. 8
1.2. Odlewanie w formach piaskowych............................................. 14
1.3. Specjalne metody wytwarzania odlewów................................... 31
1.4. Literatura do rozdziału 1............................................................. 44
2. Obróbka plastyczna ......................................... 47
2.1. Wiadomości ogólne .................................................................... 48
2.2. Kucie........................................................................................... 49
2.3. Walcowanie, ciągnienie, wyciskanie, przepychanie................... 57
2.4. Tłoczenie .................................................................................... 62
2.5. Literatura do rozdziału 2............................................................. 69
3. Spawalnictwo .................................................. 71
3.1. Wprowadzenie do procesów spawania i zgrzewania.................. 72
3.2. Przygotowanie powierzchni do spawania i budowa spoiny ....... 75
3.3. Naprężenia i odkształcenia spawalnicze..................................... 81
3.4. Pękanie połączeń spawanych...................................................... 86
3.5. Spawalność ................................................................................. 90
3.6. Podstawowy podział metod spawania ........................................ 91
3.7. Spawanie gazowe. Spawanie termitowe..................................... 92
3.8. Spawanie elektryczne lukowe .................................................... 94
3.9. Spawanie plazmowe ................................................................. 102
3.10. Spawanie elektrożużlowe ....................................................... 103
3.11. Spawanie elektronowe............................................................ 104
3.12. Spawanie laserowe ................................................................. 107
3.13. Podstawowe informacje o konstrukcji połączeń spawanych..109
3.14. Zgrzewanie ............................................................................. 114
3.15. Spawanie i zgrzewanie tworzyw sztucznych.......................... 126
3.16. Procesy pokrewne spawaniu................................................... 129
3.17. Literatura do rozdziału 3......................................................... 130

Wstęp Niniejsze materiały zostały opracowane w ramach realizacji Programu
Rozwojowego Politechniki Warszawskiej współfinansowanego przez
Unię Europejską w ramach Europejskiego Funduszu Społecznego -
PROGRAM OPERACYJNY KAPITAŁ LUDZKI. Przeznaczone są dla
studentów kierunku EDUKACJA TECHNICZNO INFORMACYJNA”
na Wydziale Samochodów i Maszyn Roboczych Politechniki Warszaw-
skiej.
Niniejsze opracowanie przygotowano dla przedmiotu pt. „Techniki wy-
twarzania - technologie bezwiórowe ”. Jego zawartość merytoryczna
w pełni odpowiada zakresowi opisanemu w programie opracowanym dla
tego przedmiotu.
Całość opracowanych materiałów dydaktycznych dla ww. przedmiotu
zawarta została w 3 rozdziałach.
Rozdział 1 został poświęcony odlewnictwu. Omówiono w nim tworzywa
odlewnicze, odlewanie w formach piaskowych i specjalne metody
odlewania.
W rozdziale 2 przedstawiono podstawy obróbki plastycznej. Omówiono
w nim podstawowe rodzaje obróbki plastycznej jak: kucie, walcowanie,
ciągnienie, przepychanie, wyciskanie i tłoczenie.
W rozdziale 3 przedstawiono zarys procesów spawania i zgrzewania.
Przedstawiono istotę procesów spajania, omówiono naprężenia i od-
kształcenia spawalnicze, podstawowe metody spawania i zgrzewania.
Materiały uzupełniające i aktualizujące do przedmiotu będą udostępnia-
ne studentom za pośrednictwem systemu e-learning.

1 Odlewnictwo
W tym rozdziale:
o Tworzywa odlewnicze o Odlewanie w formach piaskowych o Specjalne metody odlewania o Literatura do rozdziału 1

ROZDZIAŁ 1
Strona 8888
1.1. Tworzywa odlewnicze
Wstęp
Odlewnictwo jest jedną z podstawowych metod wytwarzania części ma-
szyn. Udzial wagowy odlewów w światowym przemyśle samochodo-
wym, lotniczym, okrętowym, gospodarstwa domowego itp. dochodzi do
80% i ma tendencję wzrostową dzięki stosowaniu nowych technik
wytwarzania. Systematyczny wzrost produkcji można również zauważyć w Polsce, w 2007r. produkcja odlewów osiągnęła prawie 850 tys. ton,
a w roku 2008 produkcja przekroczyła 920 tys. ton. Zapotrzebowanie
na elementy maszyn wykonywane metodą odlewania związane jest m.in.
z faktem, że w Polsce wielkość produkcji w stosunku do pozostałych
krajów UE jest niekorzystna. W odlewnictwie żeliwa na 1 zatrudnionego
przypada w Polsce ok. 30 t rocznie a w najwyżej rozwiniętych krajach
wydajność ta sięga 100 t. W podręczniku omówiono tylko odlewnictwo
tworzyw odlewniczych metalowych (krócej zwanych metalami), których
znaczenie i zastosowanie - mimo wzrastającej konkurencji tworzyw
sztucznych jest największe.
Podział tworzyw
Tworzywa odlewnicze dzieli się na: stopy żelaza (żeliwa i staliwa) i sto-
py metali nieżelaznych. Żeliwo jest to stop żelaza z węglem zawierający
zwykle od 2,2% do 3,8% C. Staliwo jest to stal zawierająca od 0,1 do
0,6% C odlewana w formach odlewniczych. Około 90% odlewów wyko-
nuje się ze stopów żelaza, w tym na odlewy z żeliwa szarego przypada
około 85% produkcji, na odlewy ze staliwa około 10%, a na odlewy
z żeliwa ciągliwego 5% produkcji.
Żeliwa szare
Najbardziej rozpowszechnionym odlewniczym stopem żelaza jest żeliwo
szare, w którym cały węgiel (ponad 2%) lub znaczna jego część wystę-puje w postaci wolnej w formie płatków grafitu. Powszechność stosowa-
nia odlewów z żeliwa szarego wypływa z jego dobrych właściwości
użytkowych przy stosunkowo małych kosztach produkcji (małe koszty
topienia, bardzo dobre właściwości odlewnicze, mały, około 1%, skurcz

ODLEWNICTWO
Strona 9999
odlewniczy, zdolność tłumienia drgań, dobra skrawalność). Żeliwo szare
dzieli się, zgodnie z PN-EN 1561:2000, na sześć gatunków, które ozna-
czamy znakiem EN-GJL- i liczbami 100, 150, 200, 250, 300, 350. Licz-
by te podają minimalną wytrzymałość na rozciąganie Rm MPa. Materiał
może być też oznaczony odpowiednimi numerami np EN-JL1010 (dla
żeliwa EN-GJL-100), EN-JL1060 (dla żeliwa EN-GJL350). Żeliwa EN-
GJL-100, 150 (ferrytyczne) stosuje się na odlewy handlowe, rury kanali-
zacyjne, żeliwa EN-GJL-200,300 (ferrytyczno – perlityczne) na cylindry,
tłoki, łoża obrabiarek a EN-GJL-350 (perlityczne) stosuje się na silnie
obciążone elementy maszyn, korpusy silników, turbin.
UWAGA! Wytrzymałość i twardość żeliwa szarego jest silnie zależna od grubości ścianek odlewu, np. odlew o grubości ścianki 5÷10 mm ma Rm =205 MPa przy twardości 225 HB (Brinella), a odlew o grubości ścianki 20÷40 mm ma Rm =155 MPa przy twardości 155 HB.
Żeliwa sferoidalne
Żeliwo sferoidalne stosuje się w przypadkach, w których wymagana jest
duża wytrzymałość i wysoka granica plastyczności (kadłuby, korpusy,
korbowody), duża wytrzymałość zmęczeniowa w granicach 157-196
MPa (wały korbowe i rozrządu) oraz duża odporność na ścieranie (tuleje,
koła zębate). Wytrzymałość żeliwa sferoidalnego, w porównaniu do że-
liwa szarego jest przeciętnie dwukrotnie wyższa. Daje to możliwość konstrukcji odlewów o istotnie obniżonym ciężarze w stosunku do odle-
wów z żeliwa szarego. Żeliwo to otrzymuje się przez dodanie do żeliwa
szarego modyfikatorów (magnezu lub stopów magnezu) w wyniku czego
część węgla wydziela się w czasie krzepnięcia w postaci kulek grafitu, a
nie jak w żeliwie szarym w postaci płatków grafitu. Żeliwo sferoidalne
dzieli się, zgodnie z PN-EN 1563:2000, na trzynaście gatunków Pod-
stawą klasyfikacji jest wytrzymałość na rozciąganie Rm. Oznaczenia ma-
teriału dokonuje się za pomocą znaku lub numeru.
Przykład oznaczenia: żeliwo o znaku EN-GJS-350-22 (nr EN-JS1010)
oznacza Rm =350 MPa, umowną granicę plastyczności Rpo,2 =220 MPa
i wydłużenie A5 =22% min.
Żeliwa ciągliwe
Otrzymuje się je z żeliwa białego (pominięto jego omówienie) przez wy-
żarzanie w temperaturze 900-1000 o C przez długi czas (około 1000 go-
dzin). Podczas tego zabiegu bardzo twardy i kruchy składnik żeliwa -
cementyt (węglik żelaza) przemienia się w tzw. węgiel żarzenia, dzięki
ROZDZIAŁ 1
Strona 10101010
czemu materiał staje się plastyczny, osiągając wydłużenie do 12% oraz
całkowicie obrabiany skrawaniem przy wytrzymałości na rozciąganie
290÷700 MPa. Stosowane jest do wytwarzania drobnych odlewów
części maszyn rolniczych, motoryzacyjnych (np. przeguby Cardana),
armatury itp. Zgodnie z PN-EN 1562:2000, dzieli się je na dwa rodzaje
oznaczone znakiem lub numerem. Cyfry w znakach podają kolejno
minimalną wytrzymałość na rozciąganie i wydłużenie A3,4 (min).
Przykłady oznaczeń:
• żeliwo ciągliwe białe np. EN-GJMW-350-4 posiada
Rm = 350 MPa i A3,4= 4%,
• żeliwo ciągliwe czarne np. EN-GJMB-300-6 posiada
Rm=300 MPa i A3,4=6%.
Żeliwa austenityczne
Żeliwa austenityczne, zwane dawniej żeliwami stopowymi, są to ma-
teriały wysokostopowe o osnowie austenitycznej, zawierającej nikiel
(12÷36%) i mangan (0,5÷7) oraz niekiedy miedź i chrom. PN-EN
13835:2005 określa gatunki żeliwa austenitycznego konstrukcyjnego
oraz żeliwa specjalnego przeznaczenia. Oznacza się je symbolami EN-
GJLA-XNi, dalej następują symbole chemiczne pierwiastków stopowych
i liczby określające ich średnią procentową zawartość. Żeliwa te są od-
porne na działanie wysokiej temperatury i korozję lecz stosowane są głównie ze względu ich własności magnetyczne lub bardzo małą rozsze-
rzalność cieplną.
Przykład oznaczenia: żeliwo konstrukcyjne o znaku EN-GJLA-
XNiCuCr15-6-2 (nr EN-JL3011) posiada Rm =170÷210 MPa, moduł
sprężystości E =85÷105·103 MPa i wydłużenie A5 =2%.
Staliwa węglowe
Staliwo węglowe wg PN - ISO 3755:1994 obejmuje 8 gatunków staliw
w zależności od wartości wytrzymałości na rozciąganie i wartości wy-
raźnej granicy plastyczności oraz w zależności od tego czy dobór składu
chemicznego pozostawia się producentowi, czy też jest on określony
w normie (litera W przy oznaczeniu gatunku staliwa). Gatunki oznaczo-
ne literą W zawierają 0,25 % C, 1,0-1,5 % Mn, 0,6 % Si oraz inne
pierwiastki, których suma nie powinna przekraczać 1 % (przeznaczone
są do spawania). Staliwa zawierające do 0,25 % C są dobrze spawalne,
do 0,35 % C spawalne. Oznaczenie gatunku staliwa składa się z liczb
ODLEWNICTWO
Strona 11111111
określających granicę plastyczności i wytrzymałość na rozciąganie,
rozdzielonych myślnikiem.
Przykład oznaczenia:
staliwo węglowe 340-550W posiada Re =340 MPa i Rm =550 MPa.
Staliwa stopowe konstrukcyjne
Wg PN-EN 10340:2007 oznaczenie gatunku składa się z: litery L, liczby
określającej średnią zawartość węgla w setnych częściach procenta, liter
oznaczających pierwiastki stopowe: F - wanad, G - mangan, S - krzem,
H - chrom, N - nikiel, M – molibden, np. gatunek L35HGS zawiera
0,30÷040% C, 0,60÷0,80% Si, 1,10÷1,50% Mn, 0,60÷090% Cr.
Przykład oznaczenia:
staliwo stopowe L35HGS zawiera 0,30÷0,40% C, 0,60÷0,80% Si,
1,10÷1,50% Mn, 0,60÷0,90% Cr Re =340 MPa Rm =550 MPa.
Obróbka cieplna odlewów ze stopów żelaza
Obróbka cieplna odlewów ma na celu poprawę właściwości mechanicz-
nych odlewu. Zależnie od potrzeby przeprowadza się obróbkę cieplną w celu zmniejszenia twardości przed obróbką skrawaniem, usunięcia
naprężeń własnych odlewu, utwardzania odlewu. Podstawową obróbką cieplną stosowaną do ważniejszych odlewów jest wyżarzanie odpręża-
jące. Do odlewów żeliwnych najczęściej stosuje się wyżarzanie odpręża-
jące w temperaturze około 500 C, usuwające naprężenia powstałe pod-
czas krzepnięcia odlewu. Często stosuje się wyżarzanie zmiękczające
(760 - 820 C) powodujące częściową grafityzację cementytu. Odlewy staliwa poddaje się zawsze normalizowaniu, a ponadto można je pod-
dawać różnym rodzajom obróbki cieplno-chemicznej, jak nawęglaniu,
azotowaniu, hartowaniu z odpuszczaniem itp. co znacznie poprawia
właściwości mechaniczne odlewu. Do najczęściej stosowanych operacji
obróbki cieplno chemicznej stopów odlewniczych należą:
• nawęglanie staliwa (głębokość warstwy 0,4÷1,4 mm),
• azotowanie ( głębokość warstwy 0,02÷0,06 mm) i cynkowa-
nie staliwa i żeliwa,
• aluminiowanie żeliwa (głębokość warstwy 0,2÷0,5 mm),
ROZDZIAŁ 1
Strona 12121212
• nachromowywanie (głębokość warstwy 0,05÷0,15 mm),
• nakrzemowywanie (głębokość warstwy 0,2÷0,9 mm).
Stopy metali nieżelaznych
W krajach wysoko uprzemysłowionych stale wzrasta udział odlewów ze
stopów metali nieżelaznych, głównie aluminium, miedzi, cynku, ołowiu
magnezu i tytanu. W przemyśle lotniczym szerokie zastosowanie znajdu-
ją stopy magnezu i tytanu. Sposób oznaczeń opiera się na systemie ozna-
czeń numerycznych i na podstawie symboli chemicznych. Cyfry po sym-
bolach chemicznych oznaczają średnią zawartość procentową głównych
składników stopowych.
Stopy aluminium
Stopy aluminium charakteryzują się małą gęstością przy dobrej wytrzy-
małości i znalazły szerokie zastosowanie w budowie maszyn. Podział
stopów zawarto w PN-EN 1706:2011. Zarówno oznaczenie numeryczne
jak i oznaczenie symbolami chemicznymi zaczyna się od liter EN AB-.
Oznacza się również typ stopu, np. stopy typu AlCu składają się z 2 składników (w nawiasach oznaczenie symbolami chemicznymi):
1. EN AB-21000 (EN AB-AlCu4MgTi); 2. EN AB-21100 (EN AB-
AlCu4Ti). Często stosowany na skomplikowane odlewy jest silumin
(oznaczany dawniej AK9): EN AB-43200 czyli EN AB-AlSi10Mg(Cu)
Ze względu na dobre własności mechaniczne (Rm < 300 MPa, A5 <
27%) szerokie zastosowanie znajduje stop PA6. Odlewy te można
poddawać hartowaniu i odpuszczaniu.
Odlewy ze stopów aluminium z miedzią, magnezem oraz niektóre stopy
magnezu poddaje się przesyceniu i starzeniu.
Stopy miedzi
Miedź odznacza się doskonalą przewodnością cieplną i elektryczną. Wy-
kaz stopów miedzi i ich własności mechaniczne podaje norma PN-EN
1982:2008. Materiał oznacza się znakiem wg ISO 1190-1 lub numerem
wg EN-1412. Jej stopy dzieli się na brązy (stopy z cyną) i mosiądze
(stopy z cynkiem). Przykładowo, stop miedzi z cyną i ołowiem
CuSn5Zn%Pb5-C ma numer CC49491K i zawiera około 85% Cu i po
5% Sn, Zn i Pb. Stopy miedzi odznaczają się dobrą lejnością a odlewy
dobrą skrawalnością oraz odpornością na ścieranie i korozję. Można je
poddawać obróbce cieplnej jak: wyżarzanie odprężające i ujednorod-
niające, hartowanie, odpuszczanie, przesycanie (brązy berylowe)
i starzenie.

ODLEWNICTWO
Strona 13131313
Stopy cynku
Stopy cynku wg PN-EN 12844:2001 nadają się na odlewy o dużej do-
kładności wymiarowej. Stopy cynku z aluminium, zwane „znalami”,
stosowane przede wszystkim na odlewy ciśnieniowe np. ZnA14 (Z40),
na stopy łożyskowe np. ZnAl30Cu1, wyroby prasowane, armaturę. Prze-
ważnie mają one niedostateczną odporność na korozję i pełzanie.
Stopy magnezu
Magnez jest najlżejszym metalicznym materiałem o gęstości 1,8g/cm3.
W praktyce stosowane są przede wszystkim stopy magnezu z alumi-
nium, cynkiem i manganem. W porównaniu ze stopami aluminium mają lepszą obrabialność skrawaniem i mniejszą granicę plastyczności. W ce-
lu podwyższenia właściwości mechanicznych stopy magnezu z alumi-
nium można poddawać obróbce cieplnej (przesycanie i starzenie). Naj-
większe zastosowanie stopy magnezu znajdują w budowie przyrządów
precyzyjnych, samochodów (np. korpusy przekładni samochodowych),
sprzętu biurowego i w przemyśle lotniczym. Wyroby ze stopów magne-
zu wytwarzane są z dosyć dużą dokładnością jako stopy ciśnieniowe, np.
stop MgAl16Mn jest stosowany do odlewania pod ciśnieniem obręczy
kół samochodowych. Wymagania odlewów są określone w normie PN-
EN 1753:2001 i PN-EN 12421:2001.
Stopy tytanu
Tytan jest lekki, ma dobrą sztywność, wytrzymałość (moduł Younga
E=110 GPa dla czystego Ti) oraz odporność na temperaturę. Posiada
wyjątkowo korzystne własności takie jak: duży stosunek wytrzymałości
do masy (do 20:1), dużą odporność na kruche pękanie, korozję i utlenia-
nie. Z uwagi na lepszą współpracę z materiałami kompozytowymi niż aluminium jest stosowany coraz częściej w konstrukcji nowych samolo-
tów (np. w nowym samolocie Boeinga – 787 Dreamliner [1]). Jest stoso-
wany w produkcji elementów silników, turbin i sprężarek jak i ele-
mentów nośnych w przemyśle lotniczym. Najczęściej stosowany jest
stop Ti6Al4V [4], jednak z uwagi na wysoką wytrzymałość zmęcze-
niową coraz częściej jest stosowany stop tytanu Ti-5Al-5V-5Mo-3CrZ.
Normy PN-EN regulują postanowienia dotyczące poziomu jakości i ter-
minologie dotyczące dostaw odlewów na rynku europejskim. Wykaz
tych norm podano w tabeli 1
ROZDZIAŁ 1
Strona 14141414
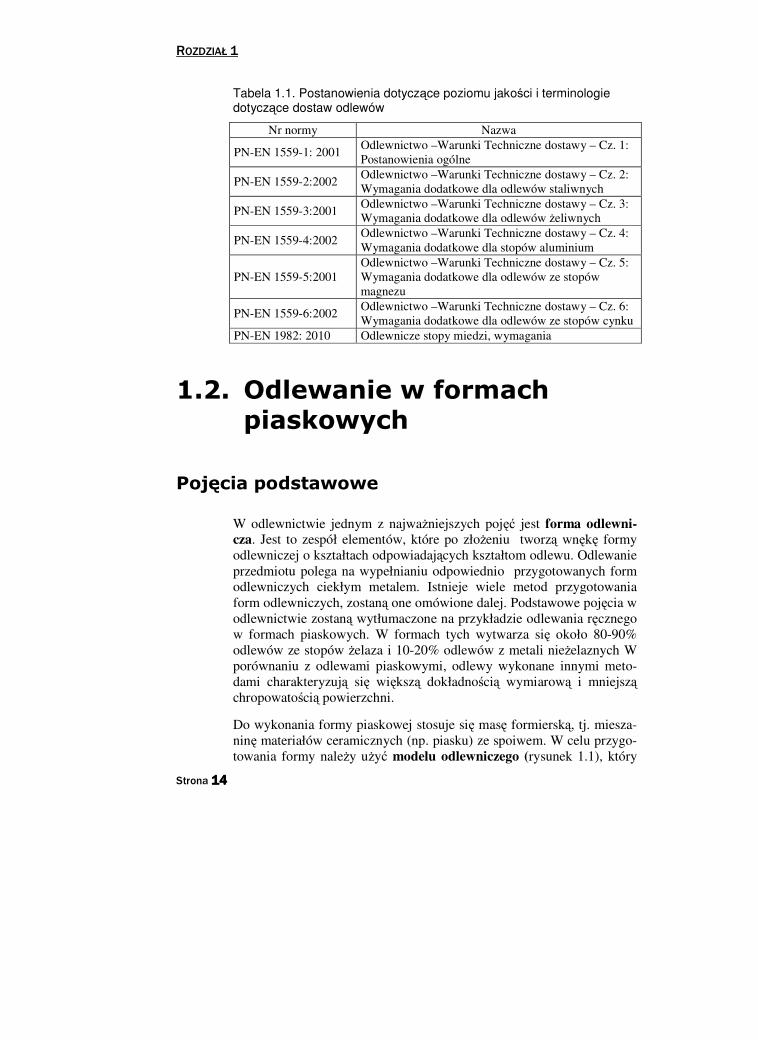
Tabela 1.1. Postanowienia dotyczące poziomu jakości i terminologie dotyczące dostaw odlewów
Nr normy Nazwa
PN-EN 1559-1: 2001 Odlewnictwo –Warunki Techniczne dostawy – Cz. 1:
Postanowienia ogólne
PN-EN 1559-2:2002 Odlewnictwo –Warunki Techniczne dostawy – Cz. 2:
Wymagania dodatkowe dla odlewów staliwnych
PN-EN 1559-3:2001 Odlewnictwo –Warunki Techniczne dostawy – Cz. 3:
Wymagania dodatkowe dla odlewów żeliwnych
PN-EN 1559-4:2002 Odlewnictwo –Warunki Techniczne dostawy – Cz. 4:
Wymagania dodatkowe dla stopów aluminium
PN-EN 1559-5:2001
Odlewnictwo –Warunki Techniczne dostawy – Cz. 5:
Wymagania dodatkowe dla odlewów ze stopów
magnezu
PN-EN 1559-6:2002 Odlewnictwo –Warunki Techniczne dostawy – Cz. 6:
Wymagania dodatkowe dla odlewów ze stopów cynku
PN-EN 1982: 2010 Odlewnicze stopy miedzi, wymagania
1.2. Odlewanie w formach piaskowych
Pojęcia podstawowe
W odlewnictwie jednym z najważniejszych pojęć jest forma odlewni-cza. Jest to zespół elementów, które po złożeniu tworzą wnękę formy
odlewniczej o kształtach odpowiadających kształtom odlewu. Odlewanie
przedmiotu polega na wypełnianiu odpowiednio przygotowanych form
odlewniczych ciekłym metalem. Istnieje wiele metod przygotowania
form odlewniczych, zostaną one omówione dalej. Podstawowe pojęcia w
odlewnictwie zostaną wytłumaczone na przykładzie odlewania ręcznego
w formach piaskowych. W formach tych wytwarza się około 80-90%
odlewów ze stopów żelaza i 10-20% odlewów z metali nieżelaznych W
porównaniu z odlewami piaskowymi, odlewy wykonane innymi meto-
dami charakteryzują się większą dokładnością wymiarową i mniejszą chropowatością powierzchni.
Do wykonania formy piaskowej stosuje się masę formierską, tj. miesza-
ninę materiałów ceramicznych (np. piasku) ze spoiwem. W celu przygo-
towania formy należy użyć modelu odlewniczego (rysunek 1.1), który
ODLEWNICTWO
Strona 15151515
odtwarza zewnętrzny kształt przedmiotu odlewanego z uwzględnieniem
technologicznych warunków procesu odlewania. Kształty wewnętrzne
przedmiotu (otwory, kanały, zagłębienia itp.) odtwarzane są za pomocą rdzeni. Rdzenie są wykonane w skrzynkach rdzeniowych zwanych
rdzennicami. Stosowanie rdzeni powoduje konieczność umieszczenia na
modelu dodatkowych części, tzw. znaków rdzeniowych, które odtwo-
rzone następnie w formie służą do umieszczenia w nich rdzeni. Aby
umieścić rdzeń w formie (rysunek 1.1), należy zaopatrzyć go w dodatko-
we części, tzw. rdzenniki, służące do utrzymania rdzenia w ściśle okreś-lonym miejscu formy. Modele odlewnicze wykonuje się najczęściej jako
dzielone, gdyż ułatwia to wykonanie formy. Od wyboru powierzchni
podziału modelu zależy jego budowa, przebieg formowania oraz dokład-
ność wymiarów odlewu. Podział modelu może być dokonany w jednej
albo kilku płaszczyznach. W niektórych modelach stosuje się podział
według powierzchni krzywej.
UWAGA! Główną przyczyną stosowania podziału modelu jest uzyskanie możliwości wyjęcia go z formy. Zazwyczaj płaszczyzna podziału przechodzi przez największy przekrój odlewu. Taki podział ułatwia składanie formy, dokładne ustawienie rdzeni, zagęszczanie masy itd.
Wymiary zaprojektowanego modelu powinny uwzględniać skurcz
metalu podczas krzepnięcia i stygnięcia (rysunek 1.6). Z tego powodu
przy projektowaniu modelu dodaje się do wymiarów przedmiotu pewne
naddatki na kurczenie się odlewu. Naddatki na skurcz są zależne od
rodzaju metalu. Liczbowe wartości skurczu liniowego najczęściej
używanych w odlewnictwie stopów są następujące:
• żeliwo szare 1%,
• staliwo 2%,
• stopy aluminium i magnezu 1-1,5% ,
• stopy cynku i miedzi 0,5%.
Formę wypełnia się ciekłym metalem przez system kanałów i zbiorni-
ków wykonanych w formie odlewniczej zwanych układem wlewowym,
który jest wykonywany za pomocą modeli układu. Podstawą do opraco-
wania kompletu modelowego (modelu części odlewanej, modeli układu
wlewowego oraz rdzeni) jest rysunek części przeznaczonej do odlewa-
nia. Na tej podstawie można opracować rysunek surowego odlewu,
wykonać model i rdzeń (lub rdzenie) oraz zaprojektować model układu
ROZDZIAŁ 1
Strona 16161616
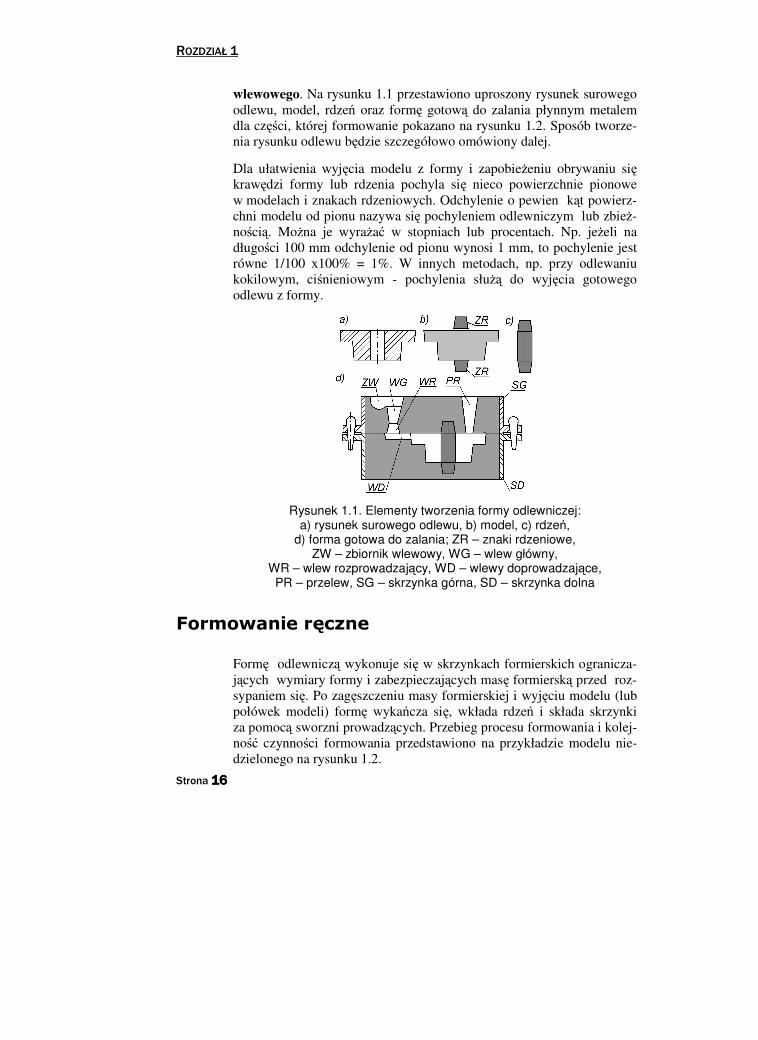
wlewowego. Na rysunku 1.1 przestawiono uproszony rysunek surowego
odlewu, model, rdzeń oraz formę gotową do zalania płynnym metalem
dla części, której formowanie pokazano na rysunku 1.2. Sposób tworze-
nia rysunku odlewu będzie szczegółowo omówiony dalej.
Dla ułatwienia wyjęcia modelu z formy i zapobieżeniu obrywaniu się krawędzi formy lub rdzenia pochyla się nieco powierzchnie pionowe
w modelach i znakach rdzeniowych. Odchylenie o pewien kąt powierz-
chni modelu od pionu nazywa się pochyleniem odlewniczym lub zbież-nością. Można je wyrażać w stopniach lub procentach. Np. jeżeli na
długości 100 mm odchylenie od pionu wynosi 1 mm, to pochylenie jest
równe 1/100 x100% = 1%. W innych metodach, np. przy odlewaniu
kokilowym, ciśnieniowym - pochylenia służą do wyjęcia gotowego
odlewu z formy.
Rysunek 1.1. Elementy tworzenia formy odlewniczej: a) rysunek surowego odlewu, b) model, c) rdzeń,
d) forma gotowa do zalania; ZR – znaki rdzeniowe, ZW – zbiornik wlewowy, WG – wlew główny,
WR – wlew rozprowadzający, WD – wlewy doprowadzające, PR – przelew, SG – skrzynka górna, SD – skrzynka dolna
Formowanie ręczne
Formę odlewniczą wykonuje się w skrzynkach formierskich ogranicza-
jących wymiary formy i zabezpieczających masę formierską przed roz-
sypaniem się. Po zagęszczeniu masy formierskiej i wyjęciu modelu (lub
połówek modeli) formę wykańcza się, wkłada rdzeń i składa skrzynki
za pomocą sworzni prowadzących. Przebieg procesu formowania i kolej-
ność czynności formowania przedstawiono na przykładzie modelu nie-
dzielonego na rysunku 1.2.
ODLEWNICTWO
Strona 17171717
Kolejność formowania formy
a. ustawienie modelu (bez górnego odejmowanego znaku rdze-
niowego) oraz modeli wlewów doprowadzających na płycie
podmodelowej,
b. nałożenie dolnej skrzynki formierskiej i pokrycie pudrem,
c. nasianie przez sito warstwy masy przymodelowej,
d. napełnianie skrzynki masą wypełniającą,
e. ubijanie masy w skrzynce,
f. zgarnięcie nadmiaru zagęszczonej masy,
g. wykonanie kanałów odpowietrzających za pomocą nakłuwania,
h. odwrócenie wykonanej dolnej połowy formy o 180º, ustawienie
górnego znaku rdzeniowego, ustawienie na modelach wlewów
doprowadzających modelu belki wlewowej (wlew rozprowadza-
jący) i modelu wlewu głównego,
i. ustawienie wg sworzni ustalających górnej skrzynki formierskiej
i pokrycie powierzchni pudrem,
j. nasianie przez sito masy przymodelowej i powtórzenie dotych-
czasowych czynności, jak przy wykonywaniu dolnych części
formy, wykonanie zbiornika wlewowego i wyjęcie modelu wle-
wu głównego,
k. zdjęcie górnej połowy formy, obrócenie jej o 180º, wyjęcie mo-
delu przedmiotu i modeli układu wlewowego oraz kontrola
twardości formy,
l. wstawienie rdzenia odtwarzającego otwór do dolnej części
formy,
m. montaż formy oraz jej obciążenie.
ROZDZIAŁ 1
Strona 18181818
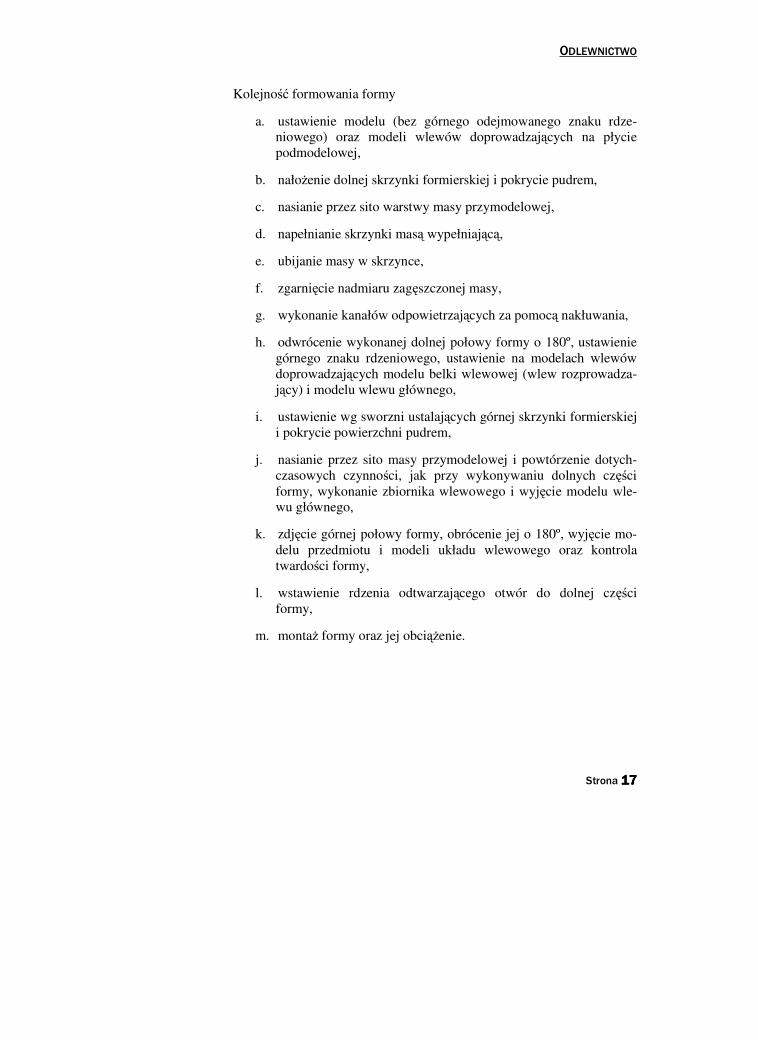
Rysunek 1.2. Przebieg ręcznego wykonania formy z modelu niedzielonego (ze znakami rdzeniowymi) w masie formierskiej
(opis a) ÷ n) w tekście) [6]: ZW – zbiornik wlewowy, WG – wlew główny, WR – wlew rozprowadzający, WD – wlewy doprowadzające
UWAGA! Na rysunku 1.2n pokazano gotowy odlew razem z układem wlewowym. Na rysunku tym brak nadlewu PR pokazanego na rysunku 1.1. Po obcięciu układu wlewowego i oczyszczeniu odlewu otrzymuje się przedmiot zgodny z rysunkiem odlewu (rysunek 1.1a).
W metodzie odlewania w formie piaskowej można wyróżnić następują-ce etapy, będące podstawą do organizacji pracy w odlewni:
1. przygotowanie modelu przedmiotu przeznaczonego do odlania
(w modelarni),
2. przygotowanie rdzeni, jeżeli są przewidziane (w rdzeniarni),
3. przygotowanie formy odlewniczej,
4. przygotowanie w piecach odlewniczych ciekłego metalu prze-
znaczonego do wypełnienia formy (dział metalurgiczny),
5. zalanie ciekłym metalem formy odlewniczej,
ODLEWNICTWO
Strona 19191919
6. wybicie z formy, czyszczenie i wykończenie odlewu (dział ob-
róbki mechanicznej) oraz ewentualna obróbka cieplna (dział
obróbki cieplnej).
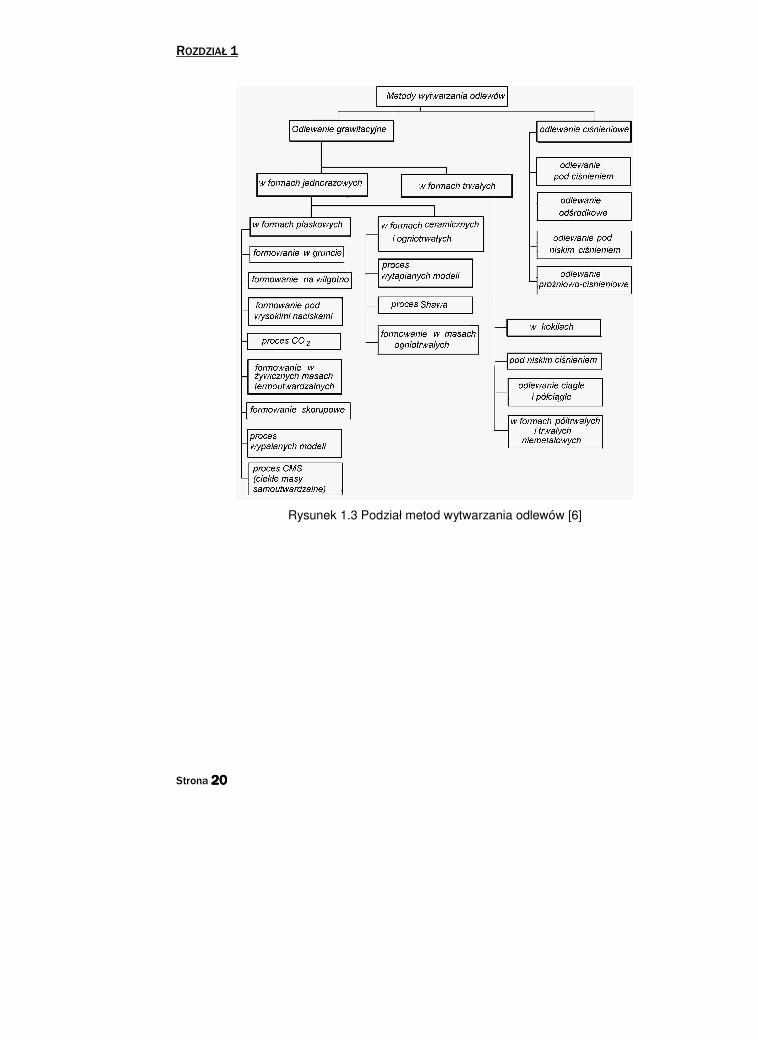
Podział metod wytwarzania odlewów
W praktyce odlewniczej są stosowane formy nietrwałe (jednorazowe),
półtrwałe i trwałe (rysunek 1.3). Formy nietrwałe po zalaniu metalem
ulegają całkowitemu zniszczeniu (np. formy piaskowe). W formach
półtrwałych można wykonać kilka do kilkuset odlewów. Formy trwałe,
najczęściej metalowe praktycznie nie ulegają zniszczeniu i można w nich
wykonywać nawet do kilkudziesięciu tysięcy odlewów. Przy produkcji
seryjnej formy piaskowe wykonuje się maszynowo w skrzynkach for-
mierskich z zagęszczaniem masy formierskiej na wstrząsarkach, prasach
lub narzucarkach lub bezskrzynkowo. Dokładne formy są wytwarzane
najczęściej metodami: wytapianych modeli, Shawa, skorupowo i ciśnie-
niowo. Do form trwałych zalicza się formy metalowe (kokile) służące do
odlewania grawitacyjnego, ciśnieniowego (odśrodkowe, próżniowo-ciś-nieniowe) oraz odlewania ciągłego.
Obecnie coraz szerzej stosuje się w odlewnictwie precyzyjnym do
wytwarzania form jak również modeli i rdzeni metody szybkiego
prototypowania (RT – z ang. Rapid Technology lub RP – z ang. Rapid
Prototyping). Metody RP umożliwiają skrócenie czasu wykonywania
modelu i formy z kilku tygodni do kilku godzin i znaczną redukcję (do 80%) kosztów narzędziowych [3].
ROZDZIAŁ 1
Strona 20202020
Rysunek 1.3 Podział metod wytwarzania odlewów [6]
ODLEWNICTWO
Strona 21212121
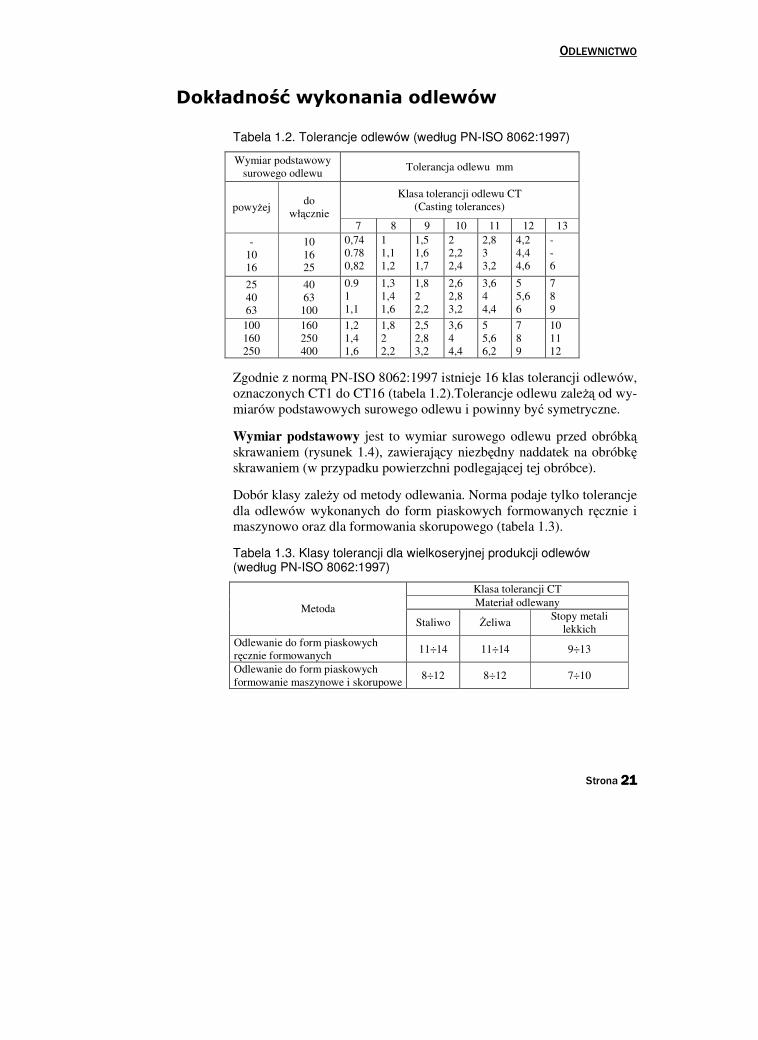
Dokładność wykonania odlewów
Tabela 1.2. Tolerancje odlewów (według PN-ISO 8062:1997)
Wymiar podstawowy
surowego odlewu Tolerancja odlewu mm
Klasa tolerancji odlewu CT
(Casting tolerances) powyżej do
włącznie 7 8 9 10 11 12 13
-
10
16
10
16
25
0,74
0.78
0,82
1
1,1
1,2
1,5
1,6
1,7
2
2,2
2,4
2,8
3
3,2
4,2
4,4
4,6
-
-
6
25
40
63
40
63
100
0.9
1
1,1
1,3
1,4
1,6
1,8
2
2,2
2,6
2,8
3,2
3,6
4
4,4
5
5,6
6
7
8
9
100
160
250
160
250
400
1,2
1,4
1,6
1,8
2
2,2
2,5
2,8
3,2
3,6
4
4,4
5
5,6
6,2
7
8
9
10
11
12
Zgodnie z normą PN-ISO 8062:1997 istnieje 16 klas tolerancji odlewów,
oznaczonych CT1 do CT16 (tabela 1.2).Tolerancje odlewu zależą od wy-
miarów podstawowych surowego odlewu i powinny być symetryczne.
Wymiar podstawowy jest to wymiar surowego odlewu przed obróbką skrawaniem (rysunek 1.4), zawierający niezbędny naddatek na obróbkę skrawaniem (w przypadku powierzchni podlegającej tej obróbce).
Dobór klasy zależy od metody odlewania. Norma podaje tylko tolerancje
dla odlewów wykonanych do form piaskowych formowanych ręcznie i
maszynowo oraz dla formowania skorupowego (tabela 1.3).
Tabela 1.3. Klasy tolerancji dla wielkoseryjnej produkcji odlewów (według PN-ISO 8062:1997)
Klasa tolerancji CT
Materiał odlewany Metoda
Staliwo Żeliwa Stopy metali
lekkich
Odlewanie do form piaskowych
ręcznie formowanych 11÷14 11÷14 9÷13
Odlewanie do form piaskowych
formowanie maszynowe i skorupowe 8÷12 8÷12 7÷10
ROZDZIAŁ 1
Strona 22222222
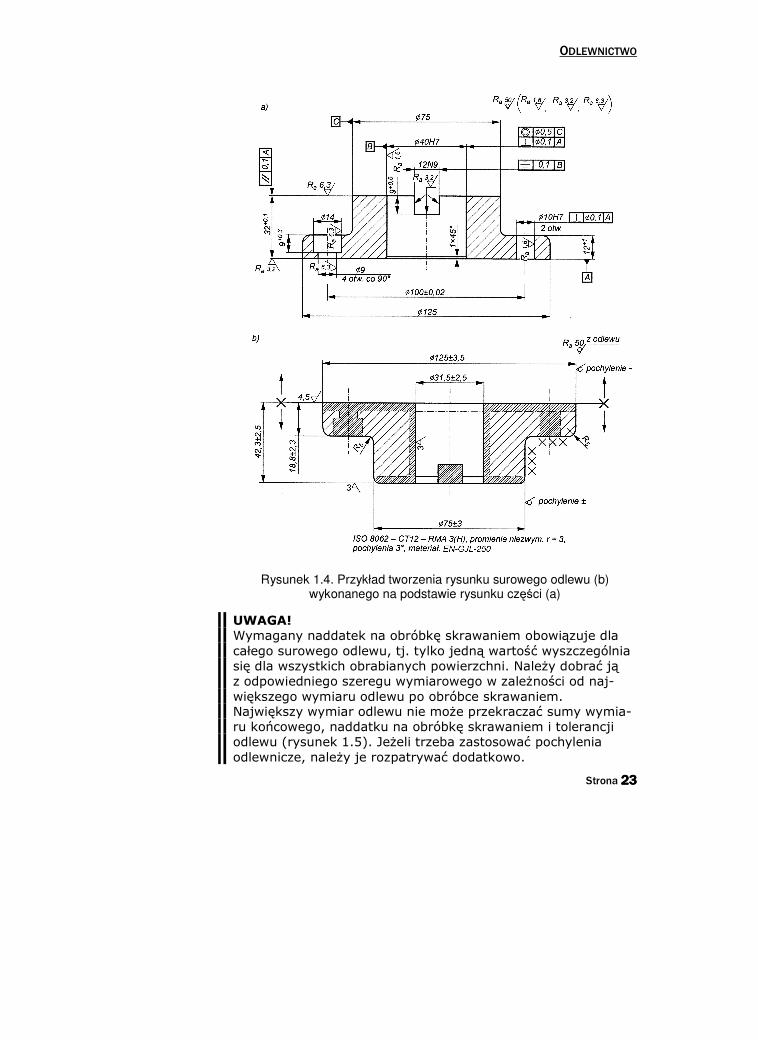
Rysunek surowego odlewu
Rysunek surowego odlewu jest podstawowym dokumentem do opraco-
wania dokumentacji technologicznej, zwłaszcza do opracowania wymia-
rów modelu i rdzeni oraz do kontroli odbioru modelu i wykonanego od-
lewu. Jest on wykonany na podstawie rysunku części odlewanej (rysu-
nek 1.4a). Rysunek odlewu należy przedstawić w położeniu zalewania
formy.
Najważniejsze informacje i oznaczenia podane na rysunku surowego od-
lewu (rysunek 1.4b) są następujące:
a. dane rozpoznawcze,
b. oznaczenie gatunku materiału odlewu,
c. naddatki na obróbkę skrawaniem, tolerancje wymiarowe oraz
odchyłki masy,
d. oznaczenie powierzchni podziału modelu,
e. oznaczenie powierzchni bazowych przy obróbce skrawaniem,
f. naddatki technologiczne,
g. pochylenia formierskie,
h. chropowatość powierzchni,
i. dane dotyczące specjalnych wymagań stawianych odlewom
i rodzaj obróbki cieplej.
Ad. a). Dane rozpoznawcze obejmują nazwę części odlewanej, numer
rysunku części odlewanej i surowego odlewu Dane te podaje się w tab-
liczce na rysunku, dodatkowo podaje się w tabliczce masę surowego
odlewu z układem wlewowym, nadlewkami i przelewami.
Ad. b). Podane są informacje odlewnicze dotyczące dokładnego określe-
nia tworzywa odlewu, wpisywane również w tabliczkę rysunku.
Ad. c). Wartość tolerancji wymiarowych, naddatków na obróbkę skra-
waniem oraz odchyłek masy zależy od klasy dokładności odlewu, mater-
iału odlewanego i metody odlewania (tablice 1.2, 1.3, 1.4, 1.5).
ODLEWNICTWO
Strona 23232323
Rysunek 1.4. Przykład tworzenia rysunku surowego odlewu (b) wykonanego na podstawie rysunku części (a)
UWAGA! Wymagany naddatek na obróbkę skrawaniem obowiązuje dla całego surowego odlewu, tj. tylko jedną wartość wyszczególnia się dla wszystkich obrabianych powierzchni. Należy dobrać ją z odpowiedniego szeregu wymiarowego w zależności od naj-większego wymiaru odlewu po obróbce skrawaniem. Największy wymiar odlewu nie może przekraczać sumy wymia-ru końcowego, naddatku na obróbkę skrawaniem i tolerancji odlewu (rysunek 1.5). Jeżeli trzeba zastosować pochylenia odlewnicze, należy je rozpatrywać dodatkowo.
ROZDZIAŁ 1
Strona 24242424
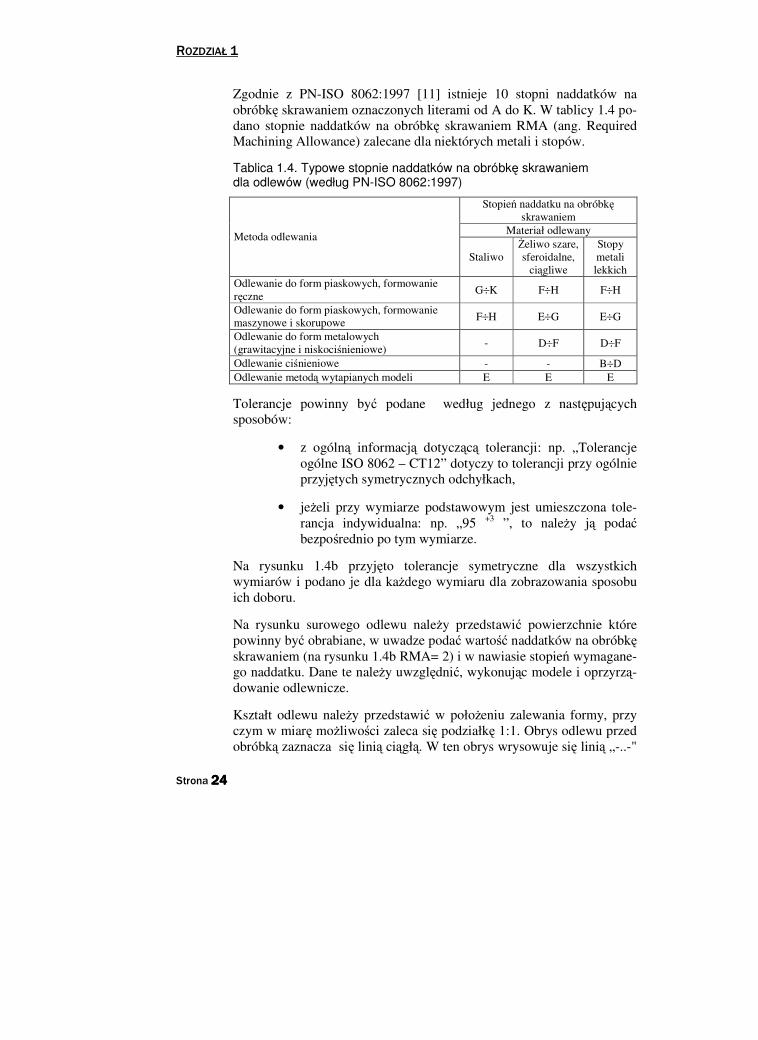
Zgodnie z PN-ISO 8062:1997 [11] istnieje 10 stopni naddatków na
obróbkę skrawaniem oznaczonych literami od A do K. W tablicy 1.4 po-
dano stopnie naddatków na obróbkę skrawaniem RMA (ang. Required
Machining Allowance) zalecane dla niektórych metali i stopów.
Tablica 1.4. Typowe stopnie naddatków na obróbkę skrawaniem dla odlewów (według PN-ISO 8062:1997)
Stopień naddatku na obróbkę skrawaniem
Materiał odlewany Metoda odlewania
Staliwo
Żeliwo szare,
sferoidalne,
ciągliwe
Stopy
metali
lekkich
Odlewanie do form piaskowych, formowanie
ręczne G÷K F÷H F÷H
Odlewanie do form piaskowych, formowanie
maszynowe i skorupowe F÷H E÷G E÷G
Odlewanie do form metalowych
(grawitacyjne i niskociśnieniowe) - D÷F D÷F
Odlewanie ciśnieniowe - - B÷D
Odlewanie metodą wytapianych modeli E E E
Tolerancje powinny być podane według jednego z następujących
sposobów:
• z ogólną informacją dotyczącą tolerancji: np. „Tolerancje
ogólne ISO 8062 – CT12” dotyczy to tolerancji przy ogólnie
przyjętych symetrycznych odchyłkach,
• jeżeli przy wymiarze podstawowym jest umieszczona tole-
rancja indywidualna: np. „95 +3 ”, to należy ją podać bezpośrednio po tym wymiarze.
Na rysunku 1.4b przyjęto tolerancje symetryczne dla wszystkich
wymiarów i podano je dla każdego wymiaru dla zobrazowania sposobu
ich doboru.
Na rysunku surowego odlewu należy przedstawić powierzchnie które
powinny być obrabiane, w uwadze podać wartość naddatków na obróbkę skrawaniem (na rysunku 1.4b RMA= 2) i w nawiasie stopień wymagane-
go naddatku. Dane te należy uwzględnić, wykonując modele i oprzyrzą-dowanie odlewnicze.
Kształt odlewu należy przedstawić w położeniu zalewania formy, przy
czym w miarę możliwości zaleca się podziałkę 1:1. Obrys odlewu przed
obróbką zaznacza się linią ciągłą. W ten obrys wrysowuje się linią „-..-"
ODLEWNICTWO
Strona 25252525
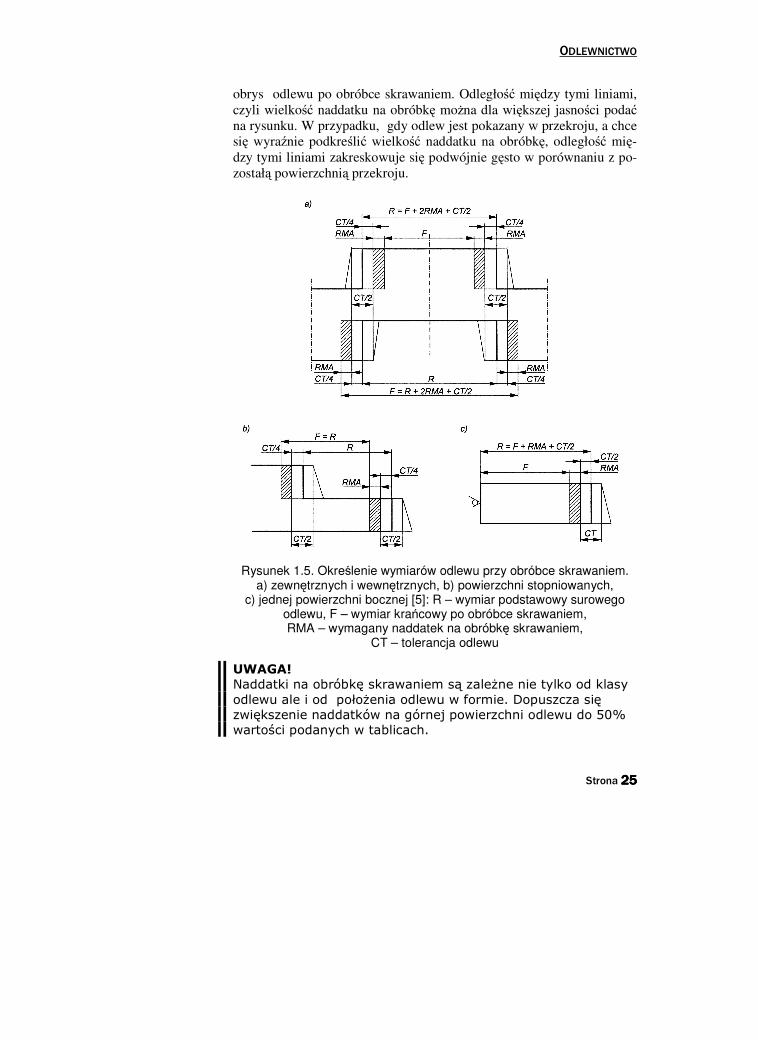
obrys odlewu po obróbce skrawaniem. Odległość między tymi liniami,
czyli wielkość naddatku na obróbkę można dla większej jasności podać na rysunku. W przypadku, gdy odlew jest pokazany w przekroju, a chce
się wyraźnie podkreślić wielkość naddatku na obróbkę, odległość mię-dzy tymi liniami zakreskowuje się podwójnie gęsto w porównaniu z po-
zostałą powierzchnią przekroju.
Rysunek 1.5. Określenie wymiarów odlewu przy obróbce skrawaniem. a) zewnętrznych i wewnętrznych, b) powierzchni stopniowanych,
c) jednej powierzchni bocznej [5]: R – wymiar podstawowy surowego odlewu, F – wymiar krańcowy po obróbce skrawaniem, RMA – wymagany naddatek na obróbkę skrawaniem,
CT – tolerancja odlewu
UWAGA! Naddatki na obróbkę skrawaniem są zależne nie tylko od klasy odlewu ale i od położenia odlewu w formie. Dopuszcza się zwiększenie naddatków na górnej powierzchni odlewu do 50% wartości podanych w tablicach.
ROZDZIAŁ 1
Strona 26262626
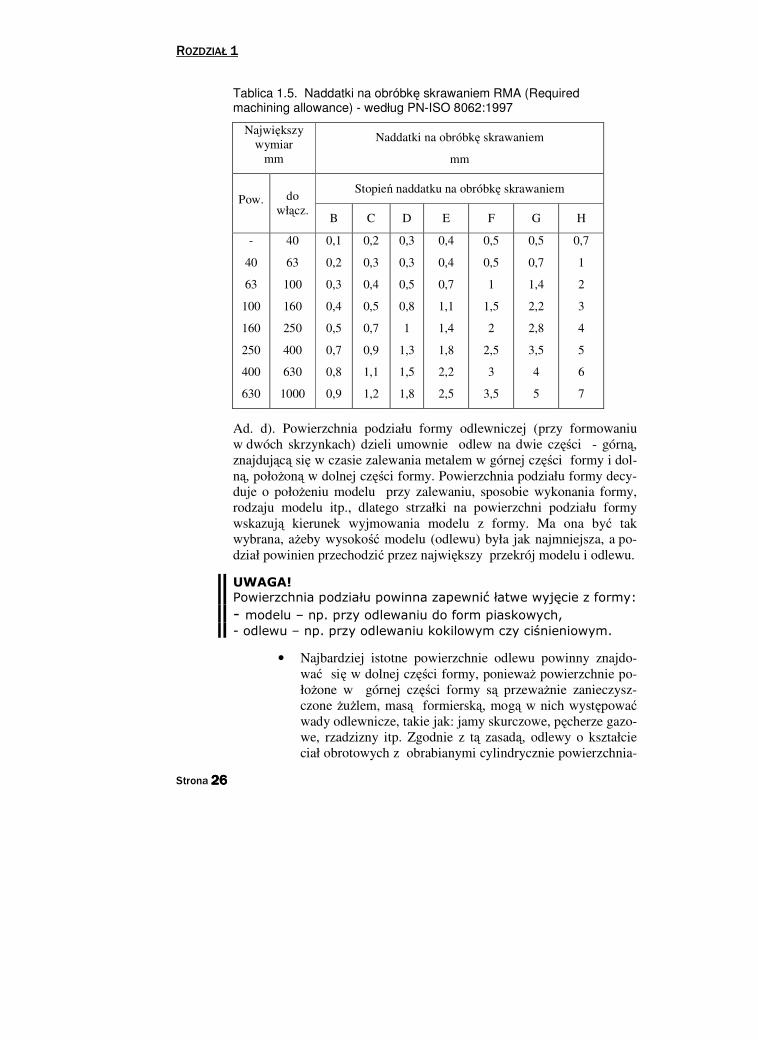
Tablica 1.5. Naddatki na obróbkę skrawaniem RMA (Required machining allowance) - według PN-ISO 8062:1997
Największy
wymiar
mm
Naddatki na obróbkę skrawaniem
mm
Stopień naddatku na obróbkę skrawaniem Pow. do
włącz. B C D E F G H
-
40
63
100
160
250
400
630
40
63
100
160
250
400
630
1000
0,1
0,2
0,3
0,4
0,5
0,7
0,8
0,9
0,2
0,3
0,4
0,5
0,7
0,9
1,1
1,2
0,3
0,3
0,5
0,8
1
1,3
1,5
1,8
0,4
0,4
0,7
1,1
1,4
1,8
2,2
2,5
0,5
0,5
1
1,5
2
2,5
3
3,5
0,5
0,7
1,4
2,2
2,8
3,5
4
5
0,7
1
2
3
4
5
6
7
Ad. d). Powierzchnia podziału formy odlewniczej (przy formowaniu
w dwóch skrzynkach) dzieli umownie odlew na dwie części - górną, znajdującą się w czasie zalewania metalem w górnej części formy i dol-
ną, położoną w dolnej części formy. Powierzchnia podziału formy decy-
duje o położeniu modelu przy zalewaniu, sposobie wykonania formy,
rodzaju modelu itp., dlatego strzałki na powierzchni podziału formy
wskazują kierunek wyjmowania modelu z formy. Ma ona być tak
wybrana, ażeby wysokość modelu (odlewu) była jak najmniejsza, a po-
dział powinien przechodzić przez największy przekrój modelu i odlewu.
UWAGA! Powierzchnia podziału powinna zapewnić łatwe wyjęcie z formy:
- modelu – np. przy odlewaniu do form piaskowych, - odlewu – np. przy odlewaniu kokilowym czy ciśnieniowym.
• Najbardziej istotne powierzchnie odlewu powinny znajdo-
wać się w dolnej części formy, ponieważ powierzchnie po-
łożone w górnej części formy są przeważnie zanieczysz-
czone żużlem, masą formierską, mogą w nich występować wady odlewnicze, takie jak: jamy skurczowe, pęcherze gazo-
we, rzadzizny itp. Zgodnie z tą zasadą, odlewy o kształcie
ciał obrotowych z obrabianymi cylindrycznie powierzchnia-
ODLEWNICTWO
Strona 27272727
mi zewnętrznymi lub wewnętrznymi (tuleje cylindrów, bęb-
ny, wrzeciona) odlewa się w położeniu pionowym.
• Z kilku możliwych powierzchni podziału należy wybrać tę, przy której model nie będzie dzielony; wtedy odlew będzie
znajdował się w jednej, dolnej skrzynce. Wprowadzenie
dwóch lub więcej powierzchni podziału zmniejsza dokład-
ność odlewu oraz utrudnia lub uniemożliwia formowanie
maszynowe.
• Dobór powierzchni podziału oraz położenie modelu przy
formowaniu powinno zapewnić jak najmniejszą liczbę rdze-
ni, przy tym należy przewidzieć możliwość pewnego ich
ustawienia, najlepiej w dolnej części formy.
• Elementy odlewu o cienkich ściankach powinny znajdować się w jednej (najkorzystniej dolnej) części formy.
UWAGA! Nie należy stosować zaokrąglonych krawędzi leżących w płasz-czyźnie podziału formy - jest to niemożliwe - ponieważ model wyciąga się prostopadle do tej płaszczyzny.
Ad. e). Jako bazy obróbkowe wybiera się takie powierzchnie odlewu,
które pozostaną surowe w gotowym przedmiocie. W innych przypad-
kach powinna to być powierzchnia o możliwie małym naddatku na
obróbkę, a więc najlepiej - dolna powierzchnia odlewu. Baza obróbkowa
powinna się znajdować w tej samej części formy, co powierzchnia obra-
biana. Punkty stanowiące bazę obróbkową nie powinny leżeć na zalewce
powstałej po złożeniu formy lub rdzeni, albo na śladzie po obciętym
wlewie, przelewie lub nadlewie. Surową powierzchnię stanowiącą bazę do wyjściowej operacji obróbkowej można oznaczyć na rysunku odlewu
krzyżykami.
Ad f). Do naddatków technologicznych należą:
• naddatki technologiczne przy odlewaniu otworów, rowków
odsadzeń i wnęk,
• dodatkowe nadlewki służące do uchwycenia przedmiotu
podczas obróbki,
• łączniki zabezpieczające odlew przed odkształceniami i pęk-
nięciami przy stygnięciu, obróbce cieplnej i wykańczaniu.
ROZDZIAŁ 1
Strona 28282828
UWAGA! Brak jest norm określających kiedy otwory obrabiane mogą być odlane, a kiedy wykonuje się je jako pełne i całkowicie obrabiane skrawaniem. Za największą średnicę obrabianego otworu (dla części odlewanych w formach piaskowych), który może nie być odlany, lecz wiercony w pełnym materiale, przyjmuje się; przy produkcji masowej 20 mm, seryjnej 30 mm, jednostkowej 50 mm.
Ad. g). Jeżeli na rysunku przedmiotu nie przewidziano odpowiednich
pochyleń i zbieżności ścian odlewu, wielkości te należy zaznaczyć na
rysunku odlewu. Na rysunku należy ogólnie określić, czy pochylenie
będzie dodane, ujemne czy uśrednione w stosunku do materiału odlewu
(rysunek 1.4).
UWAGA! Aby uzyskać wymiary końcowe w przypadku powierzchni poddanych obróbce skrawaniem, „pochylenie +” powinno się stosować niezależnie od zaleceń podanych na rysunku.
Ad. h). Ponieważ ocena chropowatości powierzchni odlewów za pomocą typowych stosowanych przyrządów sprawia trudności, norma EN 1370:
1996 zaleca stosowanie różnych wzorców wzrokowo-dotykowych np.
typu BNIF. Chropowatość powierzchni zależy od technologii wykona-
nia i materiału odlewu i np. przy odlewaniu żeliwa do form piaskowych
Ra=12,5¸200, do form kokilowych Ra=6,3¸25, natomiast przy odlewaniu
ciśnieniowym stopów aluminium Ra=0,8¸25. Oznaczenie chropowatości
powierzchni surowych odlewów można wykonywać za pomocą znaku
chropowatości wg. rysunku 1.4 pod którym należy podać wartość parametru Ra
Ad. i). Specjalne wymagania, jak: rodzaj obróbki cieplnej, twardość, właściwości wytrzymałościowe itp. wpisuje się w rubryce "uwagi" w ta-
bliczce znamionowej lub w prawym dolnym rogu rysunku.
Tworzenie się odlewu w formie
Przebieg tworzenia się odlewu w formie ma zasadniczy wpływ na pra-
widłowe powstawanie odlewu i zależy od wielu czynników. Sposób
wypełnienia formy decydująco wpływa na jakość odlewów, szacuje się że aż 80-90% problemów odlewniczych jest związanych z niewłaści-
wym zalewaniem [7]. Do najważniejszych czynników wpływających na
tworzenie się dobrego odlewu należą [6]:
ODLEWNICTWO
Strona 29292929
• temperatura zalewania i zakres temperatur krzepnięcia stopu
odlewniczego,
• skurcz w stanie ciekłym, w czasie krzepnięcia i w stanie
stałym,
• właściwości materiału formy, jak właściwości termofizyczne
(przewodność cieplna, ciepło właściwe itp.) i techniczne
(wytrzymałość przepuszczalność itp.),
• sposób krystalizacji decydujący o otrzymaniu odpowiedniej
struktury odlewu.
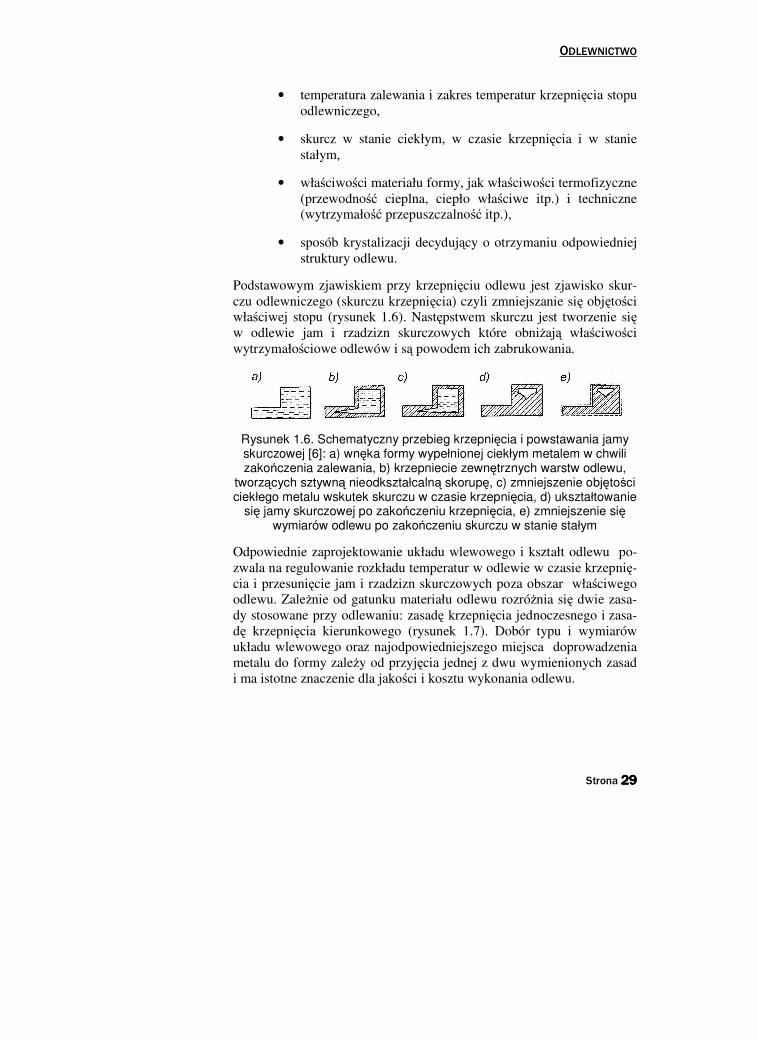
Podstawowym zjawiskiem przy krzepnięciu odlewu jest zjawisko skur-
czu odlewniczego (skurczu krzepnięcia) czyli zmniejszanie się objętości
właściwej stopu (rysunek 1.6). Następstwem skurczu jest tworzenie się w odlewie jam i rzadzizn skurczowych które obniżają właściwości
wytrzymałościowe odlewów i są powodem ich zabrukowania.
Rysunek 1.6. Schematyczny przebieg krzepnięcia i powstawania jamy skurczowej [6]: a) wnęka formy wypełnionej ciekłym metalem w chwili zakończenia zalewania, b) krzepniecie zewnętrznych warstw odlewu,
tworzących sztywną nieodkształcalną skorupę, c) zmniejszenie objętości ciekłego metalu wskutek skurczu w czasie krzepnięcia, d) ukształtowanie
się jamy skurczowej po zakończeniu krzepnięcia, e) zmniejszenie się wymiarów odlewu po zakończeniu skurczu w stanie stałym
Odpowiednie zaprojektowanie układu wlewowego i kształt odlewu po-
zwala na regulowanie rozkładu temperatur w odlewie w czasie krzepnię-cia i przesunięcie jam i rzadzizn skurczowych poza obszar właściwego
odlewu. Zależnie od gatunku materiału odlewu rozróżnia się dwie zasa-
dy stosowane przy odlewaniu: zasadę krzepnięcia jednoczesnego i zasa-
dę krzepnięcia kierunkowego (rysunek 1.7). Dobór typu i wymiarów
układu wlewowego oraz najodpowiedniejszego miejsca doprowadzenia
metalu do formy zależy od przyjęcia jednej z dwu wymienionych zasad
i ma istotne znaczenie dla jakości i kosztu wykonania odlewu.
ROZDZIAŁ 1
Strona 30303030
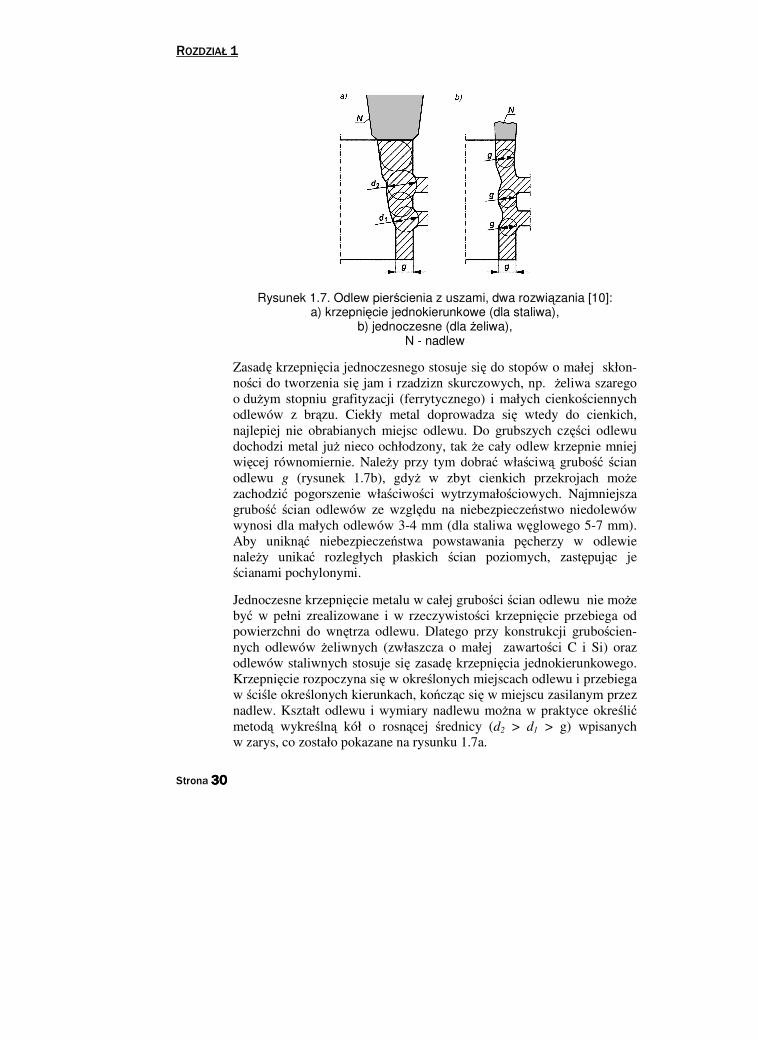
Rysunek 1.7. Odlew pierścienia z uszami, dwa rozwiązania [10]: a) krzepnięcie jednokierunkowe (dla staliwa),
b) jednoczesne (dla żeliwa), N - nadlew
Zasadę krzepnięcia jednoczesnego stosuje się do stopów o małej skłon-
ności do tworzenia się jam i rzadzizn skurczowych, np. żeliwa szarego
o dużym stopniu grafityzacji (ferrytycznego) i małych cienkościennych
odlewów z brązu. Ciekły metal doprowadza się wtedy do cienkich,
najlepiej nie obrabianych miejsc odlewu. Do grubszych części odlewu
dochodzi metal już nieco ochłodzony, tak że cały odlew krzepnie mniej
więcej równomiernie. Należy przy tym dobrać właściwą grubość ścian
odlewu g (rysunek 1.7b), gdyż w zbyt cienkich przekrojach może
zachodzić pogorszenie właściwości wytrzymałościowych. Najmniejsza
grubość ścian odlewów ze względu na niebezpieczeństwo niedolewów
wynosi dla małych odlewów 3-4 mm (dla staliwa węglowego 5-7 mm).
Aby uniknąć niebezpieczeństwa powstawania pęcherzy w odlewie
należy unikać rozległych płaskich ścian poziomych, zastępując je
ścianami pochylonymi.
Jednoczesne krzepnięcie metalu w całej grubości ścian odlewu nie może
być w pełni zrealizowane i w rzeczywistości krzepnięcie przebiega od
powierzchni do wnętrza odlewu. Dlatego przy konstrukcji grubościen-
nych odlewów żeliwnych (zwłaszcza o małej zawartości C i Si) oraz
odlewów staliwnych stosuje się zasadę krzepnięcia jednokierunkowego.
Krzepnięcie rozpoczyna się w określonych miejscach odlewu i przebiega
w ściśle określonych kierunkach, kończąc się w miejscu zasilanym przez
nadlew. Kształt odlewu i wymiary nadlewu można w praktyce określić metodą wykreślną kół o rosnącej średnicy (d2 > d1 > g) wpisanych
w zarys, co zostało pokazane na rysunku 1.7a.
ODLEWNICTWO
Strona 31313131
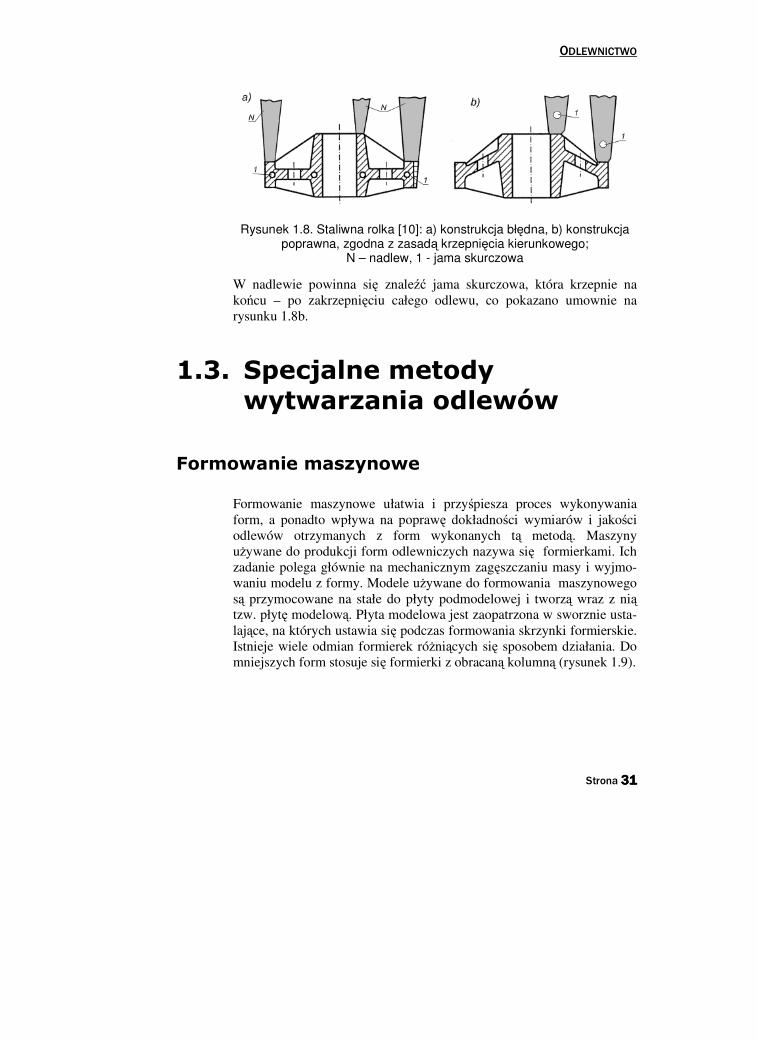
Rysunek 1.8. Staliwna rolka [10]: a) konstrukcja błędna, b) konstrukcja poprawna, zgodna z zasadą krzepnięcia kierunkowego;
N – nadlew, 1 - jama skurczowa
W nadlewie powinna się znaleźć jama skurczowa, która krzepnie na
końcu – po zakrzepnięciu całego odlewu, co pokazano umownie na
rysunku 1.8b.
1.3. Specjalne metody wytwarzania odlewów
Formowanie maszynowe
Formowanie maszynowe ułatwia i przyśpiesza proces wykonywania
form, a ponadto wpływa na poprawę dokładności wymiarów i jakości
odlewów otrzymanych z form wykonanych tą metodą. Maszyny
używane do produkcji form odlewniczych nazywa się formierkami. Ich
zadanie polega głównie na mechanicznym zagęszczaniu masy i wyjmo-
waniu modelu z formy. Modele używane do formowania maszynowego
są przymocowane na stałe do płyty podmodelowej i tworzą wraz z nią tzw. płytę modelową. Płyta modelowa jest zaopatrzona w sworznie usta-
lające, na których ustawia się podczas formowania skrzynki formierskie.
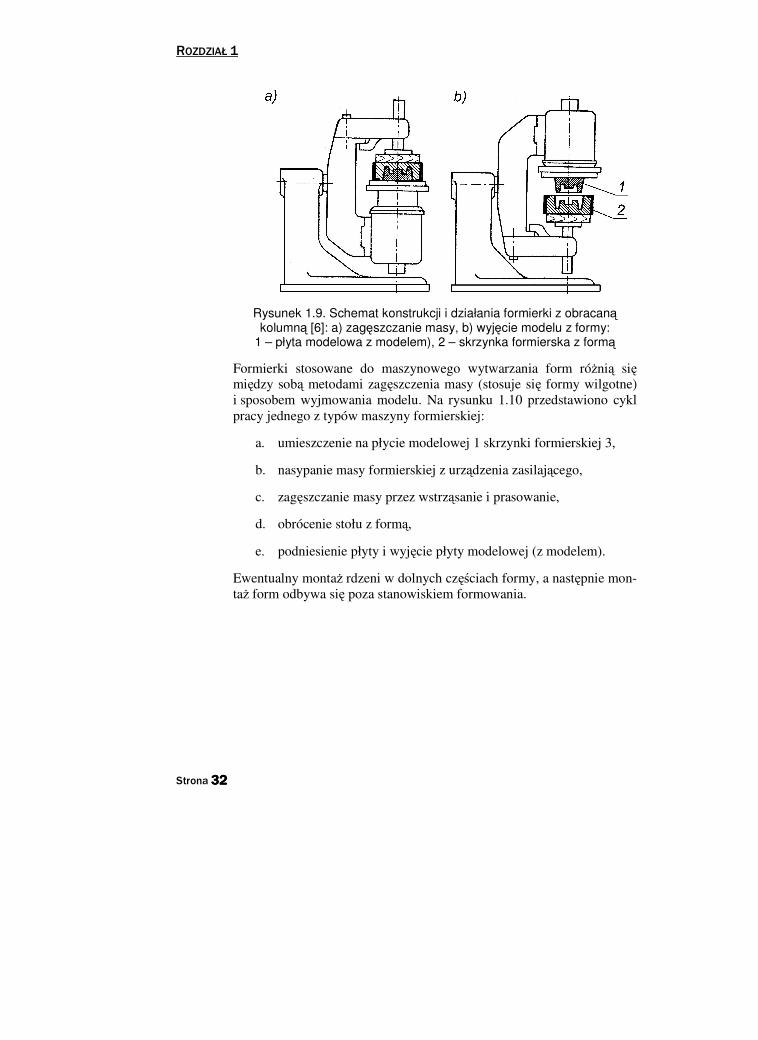
Istnieje wiele odmian formierek różniących się sposobem działania. Do
mniejszych form stosuje się formierki z obracaną kolumną (rysunek 1.9).
ROZDZIAŁ 1
Strona 32323232
Rysunek 1.9. Schemat konstrukcji i działania formierki z obracaną kolumną [6]: a) zagęszczanie masy, b) wyjęcie modelu z formy:
1 – płyta modelowa z modelem), 2 – skrzynka formierska z formą
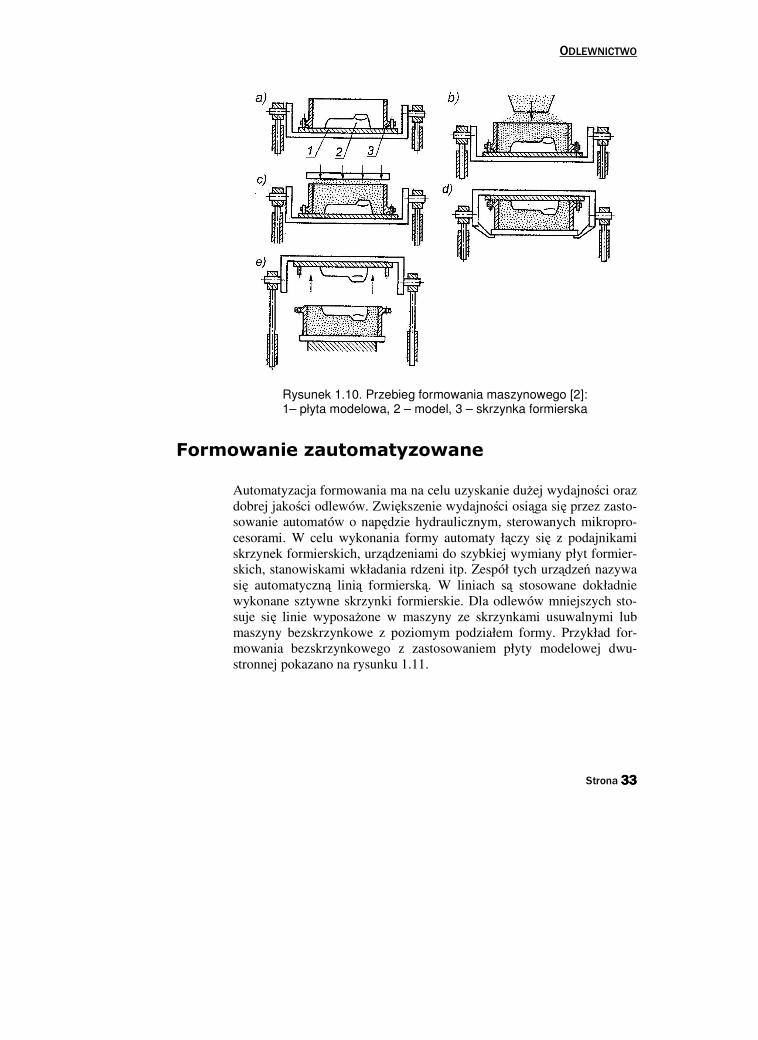
Formierki stosowane do maszynowego wytwarzania form różnią się między sobą metodami zagęszczenia masy (stosuje się formy wilgotne)
i sposobem wyjmowania modelu. Na rysunku 1.10 przedstawiono cykl
pracy jednego z typów maszyny formierskiej:
a. umieszczenie na płycie modelowej 1 skrzynki formierskiej 3,
b. nasypanie masy formierskiej z urządzenia zasilającego,
c. zagęszczanie masy przez wstrząsanie i prasowanie,
d. obrócenie stołu z formą,
e. podniesienie płyty i wyjęcie płyty modelowej (z modelem).
Ewentualny montaż rdzeni w dolnych częściach formy, a następnie mon-
taż form odbywa się poza stanowiskiem formowania.
ODLEWNICTWO
Strona 33333333
Rysunek 1.10. Przebieg formowania maszynowego [2]: 1– płyta modelowa, 2 – model, 3 – skrzynka formierska
Formowanie zautomatyzowane
Automatyzacja formowania ma na celu uzyskanie dużej wydajności oraz
dobrej jakości odlewów. Zwiększenie wydajności osiąga się przez zasto-
sowanie automatów o napędzie hydraulicznym, sterowanych mikropro-
cesorami. W celu wykonania formy automaty łączy się z podajnikami
skrzynek formierskich, urządzeniami do szybkiej wymiany płyt formier-
skich, stanowiskami wkładania rdzeni itp. Zespół tych urządzeń nazywa
się automatyczną linią formierską. W liniach są stosowane dokładnie
wykonane sztywne skrzynki formierskie. Dla odlewów mniejszych sto-
suje się linie wyposażone w maszyny ze skrzynkami usuwalnymi lub
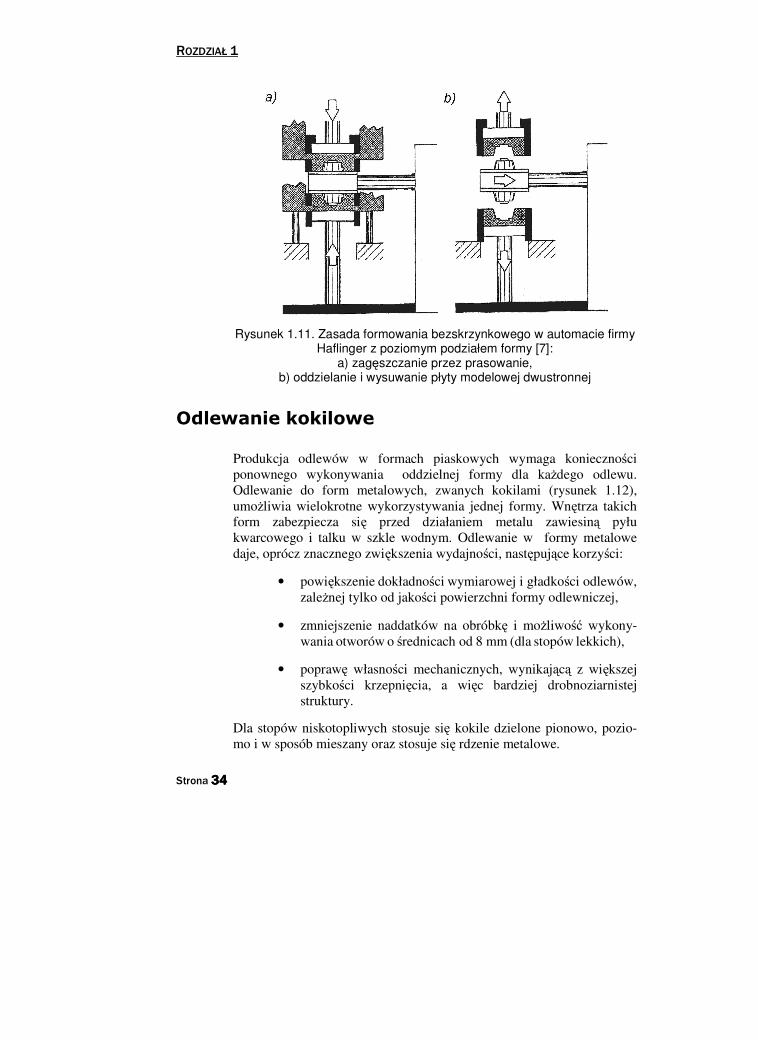
maszyny bezskrzynkowe z poziomym podziałem formy. Przykład for-
mowania bezskrzynkowego z zastosowaniem płyty modelowej dwu-
stronnej pokazano na rysunku 1.11.
ROZDZIAŁ 1
Strona 34343434
Rysunek 1.11. Zasada formowania bezskrzynkowego w automacie firmy Haflinger z poziomym podziałem formy [7]:
a) zagęszczanie przez prasowanie, b) oddzielanie i wysuwanie płyty modelowej dwustronnej
Odlewanie kokilowe
Produkcja odlewów w formach piaskowych wymaga konieczności
ponownego wykonywania oddzielnej formy dla każdego odlewu.
Odlewanie do form metalowych, zwanych kokilami (rysunek 1.12),
umożliwia wielokrotne wykorzystywania jednej formy. Wnętrza takich
form zabezpiecza się przed działaniem metalu zawiesiną pyłu
kwarcowego i talku w szkle wodnym. Odlewanie w formy metalowe
daje, oprócz znacznego zwiększenia wydajności, następujące korzyści:
• powiększenie dokładności wymiarowej i gładkości odlewów,
zależnej tylko od jakości powierzchni formy odlewniczej,
• zmniejszenie naddatków na obróbkę i możliwość wykony-
wania otworów o średnicach od 8 mm (dla stopów lekkich),
• poprawę własności mechanicznych, wynikającą z większej
szybkości krzepnięcia, a więc bardziej drobnoziarnistej
struktury.
Dla stopów niskotopliwych stosuje się kokile dzielone pionowo, pozio-
mo i w sposób mieszany oraz stosuje się rdzenie metalowe.
ODLEWNICTWO
Strona 35353535
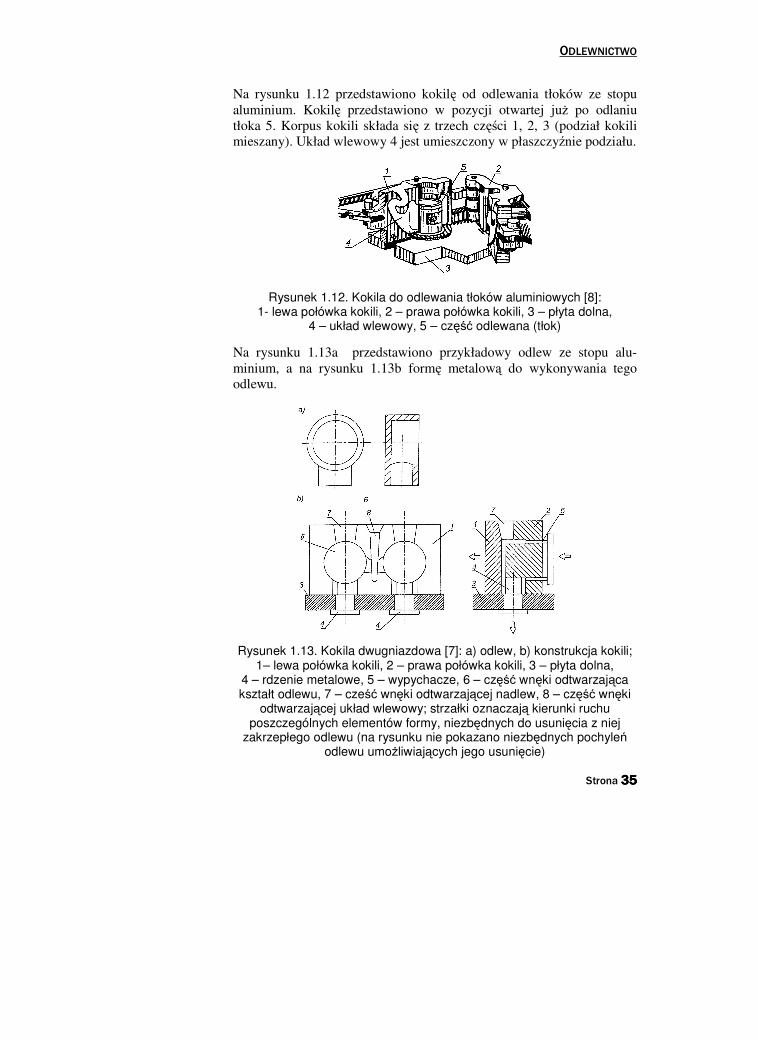
Na rysunku 1.12 przedstawiono kokilę od odlewania tłoków ze stopu
aluminium. Kokilę przedstawiono w pozycji otwartej już po odlaniu
tłoka 5. Korpus kokili składa się z trzech części 1, 2, 3 (podział kokili
mieszany). Układ wlewowy 4 jest umieszczony w płaszczyźnie podziału.
Rysunek 1.12. Kokila do odlewania tłoków aluminiowych [8]: 1- lewa połówka kokili, 2 – prawa połówka kokili, 3 – płyta dolna,
4 – układ wlewowy, 5 – część odlewana (tłok)
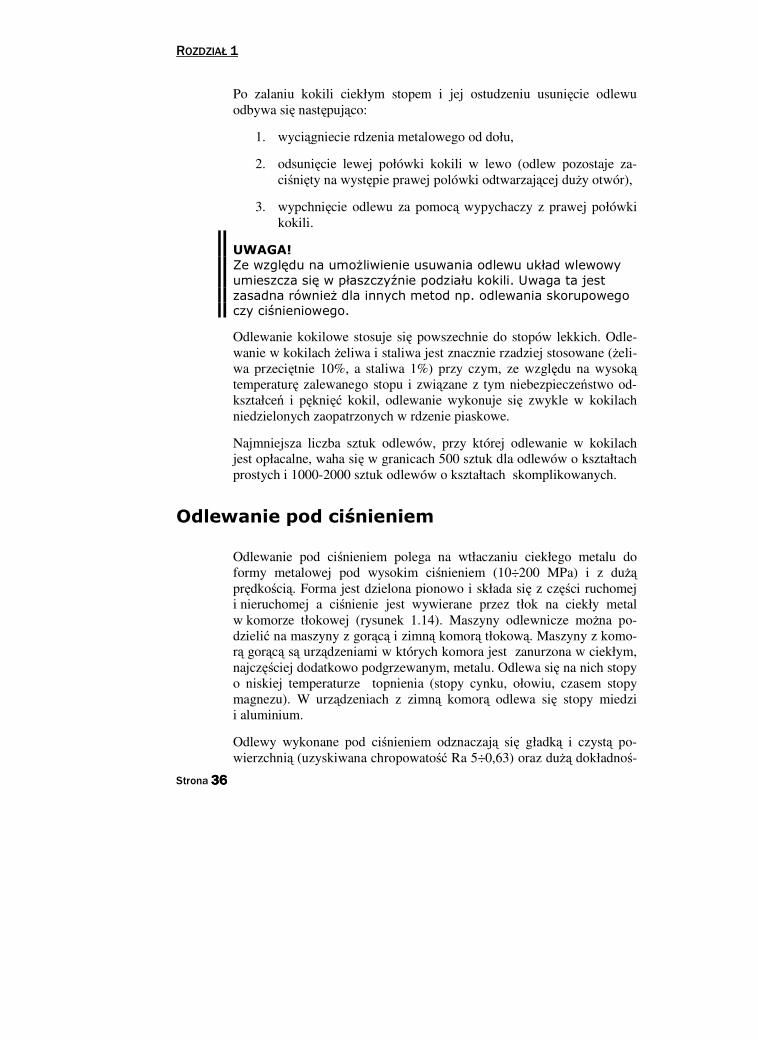
Na rysunku 1.13a przedstawiono przykładowy odlew ze stopu alu-
minium, a na rysunku 1.13b formę metalową do wykonywania tego
odlewu.
Rysunek 1.13. Kokila dwugniazdowa [7]: a) odlew, b) konstrukcja kokili; 1– lewa połówka kokili, 2 – prawa połówka kokili, 3 – płyta dolna,
4 – rdzenie metalowe, 5 – wypychacze, 6 – część wnęki odtwarzająca kształt odlewu, 7 – cześć wnęki odtwarzającej nadlew, 8 – część wnęki
odtwarzającej układ wlewowy; strzałki oznaczają kierunki ruchu poszczególnych elementów formy, niezbędnych do usunięcia z niej
zakrzepłego odlewu (na rysunku nie pokazano niezbędnych pochyleń odlewu umożliwiających jego usunięcie)
ROZDZIAŁ 1
Strona 36363636
Po zalaniu kokili ciekłym stopem i jej ostudzeniu usunięcie odlewu
odbywa się następująco:
1. wyciągniecie rdzenia metalowego od dołu,
2. odsunięcie lewej połówki kokili w lewo (odlew pozostaje za-
ciśnięty na występie prawej polówki odtwarzającej duży otwór),
3. wypchnięcie odlewu za pomocą wypychaczy z prawej połówki
kokili.
UWAGA! Ze względu na umożliwienie usuwania odlewu układ wlewowy umieszcza się w płaszczyźnie podziału kokili. Uwaga ta jest zasadna również dla innych metod np. odlewania skorupowego czy ciśnieniowego.
Odlewanie kokilowe stosuje się powszechnie do stopów lekkich. Odle-
wanie w kokilach żeliwa i staliwa jest znacznie rzadziej stosowane (żeli-
wa przeciętnie 10%, a staliwa 1%) przy czym, ze względu na wysoką temperaturę zalewanego stopu i związane z tym niebezpieczeństwo od-
kształceń i pęknięć kokil, odlewanie wykonuje się zwykle w kokilach
niedzielonych zaopatrzonych w rdzenie piaskowe.
Najmniejsza liczba sztuk odlewów, przy której odlewanie w kokilach
jest opłacalne, waha się w granicach 500 sztuk dla odlewów o kształtach
prostych i 1000-2000 sztuk odlewów o kształtach skomplikowanych.
Odlewanie pod ciśnieniem
Odlewanie pod ciśnieniem polega na wtłaczaniu ciekłego metalu do
formy metalowej pod wysokim ciśnieniem (10÷200 MPa) i z dużą prędkością. Forma jest dzielona pionowo i składa się z części ruchomej
i nieruchomej a ciśnienie jest wywierane przez tłok na ciekły metal
w komorze tłokowej (rysunek 1.14). Maszyny odlewnicze można po-
dzielić na maszyny z gorącą i zimną komorą tłokową. Maszyny z komo-
rą gorącą są urządzeniami w których komora jest zanurzona w ciekłym,
najczęściej dodatkowo podgrzewanym, metalu. Odlewa się na nich stopy
o niskiej temperaturze topnienia (stopy cynku, ołowiu, czasem stopy
magnezu). W urządzeniach z zimną komorą odlewa się stopy miedzi
i aluminium.
Odlewy wykonane pod ciśnieniem odznaczają się gładką i czystą po-
wierzchnią (uzyskiwana chropowatość Ra 5÷0,63) oraz dużą dokładnoś-
ODLEWNICTWO
Strona 37373737
cią wymiarową (10÷13 klasa wg ISO) nie wymagającą najczęściej dal-
szej obróbki skrawaniem (możliwość wykonywania na gotowo otworów
o średnicy do 2,5 mm dla odlewów ze stopu miedzi i niektórych otwo-
rów gwintowanych). Metoda ta zapewnia możliwość otrzymywania od-
lewów o dość skomplikowanym kształcie i cienkich ściankach o gru-
bości 0,7-1 mm.
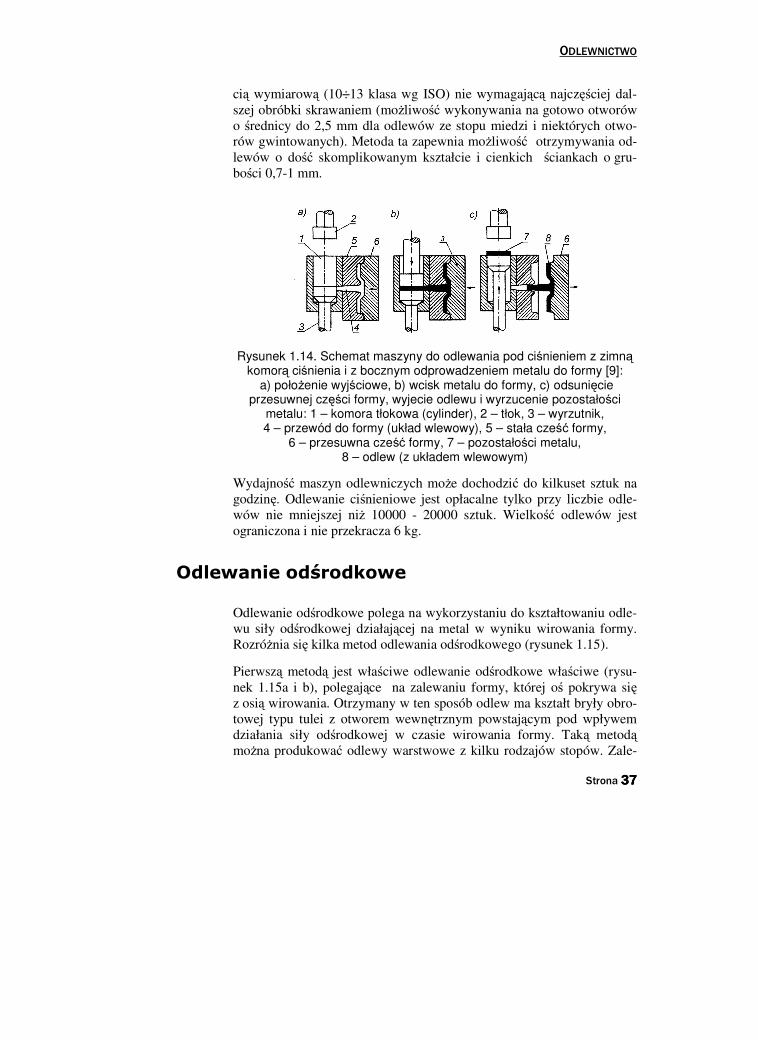
Rysunek 1.14. Schemat maszyny do odlewania pod ciśnieniem z zimną komorą ciśnienia i z bocznym odprowadzeniem metalu do formy [9]:
a) położenie wyjściowe, b) wcisk metalu do formy, c) odsunięcie przesuwnej części formy, wyjecie odlewu i wyrzucenie pozostałości
metalu: 1 – komora tłokowa (cylinder), 2 – tłok, 3 – wyrzutnik, 4 – przewód do formy (układ wlewowy), 5 – stała cześć formy,
6 – przesuwna cześć formy, 7 – pozostałości metalu, 8 – odlew (z układem wlewowym)
Wydajność maszyn odlewniczych może dochodzić do kilkuset sztuk na
godzinę. Odlewanie ciśnieniowe jest opłacalne tylko przy liczbie odle-
wów nie mniejszej niż 10000 - 20000 sztuk. Wielkość odlewów jest
ograniczona i nie przekracza 6 kg.
Odlewanie odśrodkowe
Odlewanie odśrodkowe polega na wykorzystaniu do kształtowaniu odle-
wu siły odśrodkowej działającej na metal w wyniku wirowania formy.
Rozróżnia się kilka metod odlewania odśrodkowego (rysunek 1.15).
Pierwszą metodą jest właściwe odlewanie odśrodkowe właściwe (rysu-
nek 1.15a i b), polegające na zalewaniu formy, której oś pokrywa się z osią wirowania. Otrzymany w ten sposób odlew ma kształt bryły obro-
towej typu tulei z otworem wewnętrznym powstającym pod wpływem
działania siły odśrodkowej w czasie wirowania formy. Taką metodą można produkować odlewy warstwowe z kilku rodzajów stopów. Zale-
ROZDZIAŁ 1
Strona 38383838
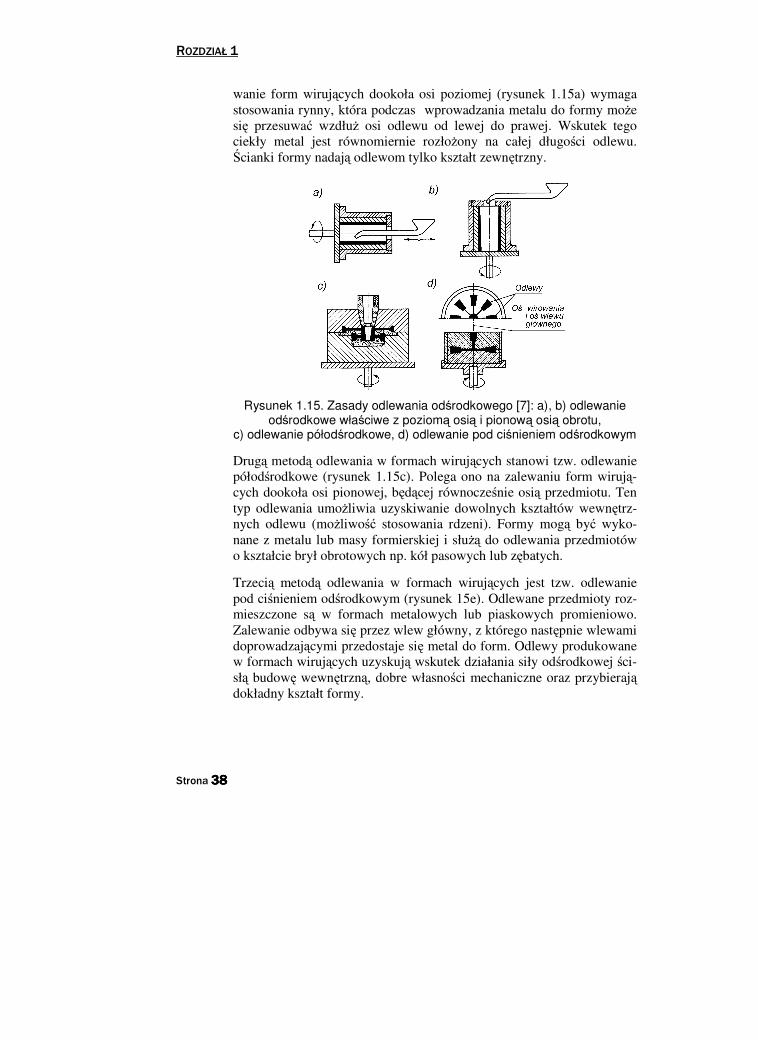
wanie form wirujących dookoła osi poziomej (rysunek 1.15a) wymaga
stosowania rynny, która podczas wprowadzania metalu do formy może
się przesuwać wzdłuż osi odlewu od lewej do prawej. Wskutek tego
ciekły metal jest równomiernie rozłożony na całej długości odlewu.
Ścianki formy nadają odlewom tylko kształt zewnętrzny.
Rysunek 1.15. Zasady odlewania odśrodkowego [7]: a), b) odlewanie odśrodkowe właściwe z poziomą osią i pionową osią obrotu,
c) odlewanie półodśrodkowe, d) odlewanie pod ciśnieniem odśrodkowym
Drugą metodą odlewania w formach wirujących stanowi tzw. odlewanie
półodśrodkowe (rysunek 1.15c). Polega ono na zalewaniu form wirują-cych dookoła osi pionowej, będącej równocześnie osią przedmiotu. Ten
typ odlewania umożliwia uzyskiwanie dowolnych kształtów wewnętrz-
nych odlewu (możliwość stosowania rdzeni). Formy mogą być wyko-
nane z metalu lub masy formierskiej i służą do odlewania przedmiotów
o kształcie brył obrotowych np. kół pasowych lub zębatych.
Trzecią metodą odlewania w formach wirujących jest tzw. odlewanie
pod ciśnieniem odśrodkowym (rysunek 15e). Odlewane przedmioty roz-
mieszczone są w formach metalowych lub piaskowych promieniowo.
Zalewanie odbywa się przez wlew główny, z którego następnie wlewami
doprowadzającymi przedostaje się metal do form. Odlewy produkowane
w formach wirujących uzyskują wskutek działania siły odśrodkowej ści-
słą budowę wewnętrzną, dobre własności mechaniczne oraz przybierają dokładny kształt formy.
ODLEWNICTWO
Strona 39393939
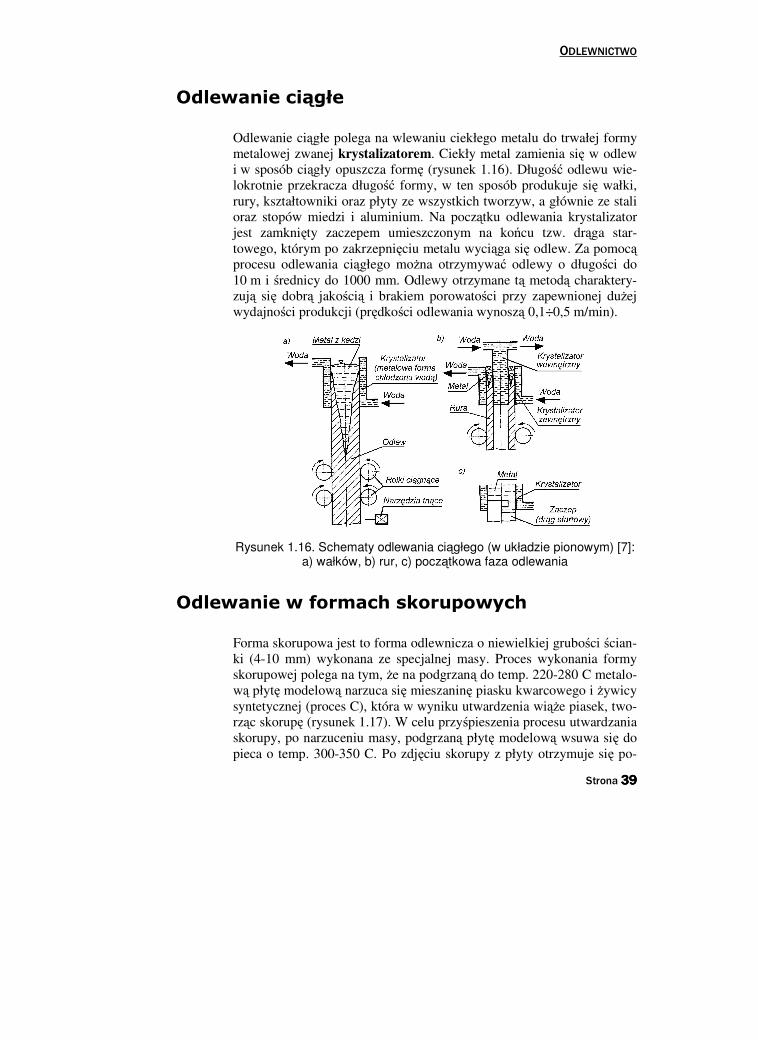
Odlewanie ciągłe
Odlewanie ciągłe polega na wlewaniu ciekłego metalu do trwałej formy
metalowej zwanej krystalizatorem. Ciekły metal zamienia się w odlew
i w sposób ciągły opuszcza formę (rysunek 1.16). Długość odlewu wie-
lokrotnie przekracza długość formy, w ten sposób produkuje się wałki,
rury, kształtowniki oraz płyty ze wszystkich tworzyw, a głównie ze stali
oraz stopów miedzi i aluminium. Na początku odlewania krystalizator
jest zamknięty zaczepem umieszczonym na końcu tzw. drąga star-
towego, którym po zakrzepnięciu metalu wyciąga się odlew. Za pomocą procesu odlewania ciągłego można otrzymywać odlewy o długości do
10 m i średnicy do 1000 mm. Odlewy otrzymane tą metodą charaktery-
zują się dobrą jakością i brakiem porowatości przy zapewnionej dużej
wydajności produkcji (prędkości odlewania wynoszą 0,1÷0,5 m/min).
Rysunek 1.16. Schematy odlewania ciągłego (w układzie pionowym) [7]: a) wałków, b) rur, c) początkowa faza odlewania
Odlewanie w formach skorupowych
Forma skorupowa jest to forma odlewnicza o niewielkiej grubości ścian-
ki (4-10 mm) wykonana ze specjalnej masy. Proces wykonania formy
skorupowej polega na tym, że na podgrzaną do temp. 220-280 C metalo-
wą płytę modelową narzuca się mieszaninę piasku kwarcowego i żywicy
syntetycznej (proces C), która w wyniku utwardzenia wiąże piasek, two-
rząc skorupę (rysunek 1.17). W celu przyśpieszenia procesu utwardzania
skorupy, po narzuceniu masy, podgrzaną płytę modelową wsuwa się do
pieca o temp. 300-350 C. Po zdjęciu skorupy z płyty otrzymuje się po-
ROZDZIAŁ 1
Strona 40404040
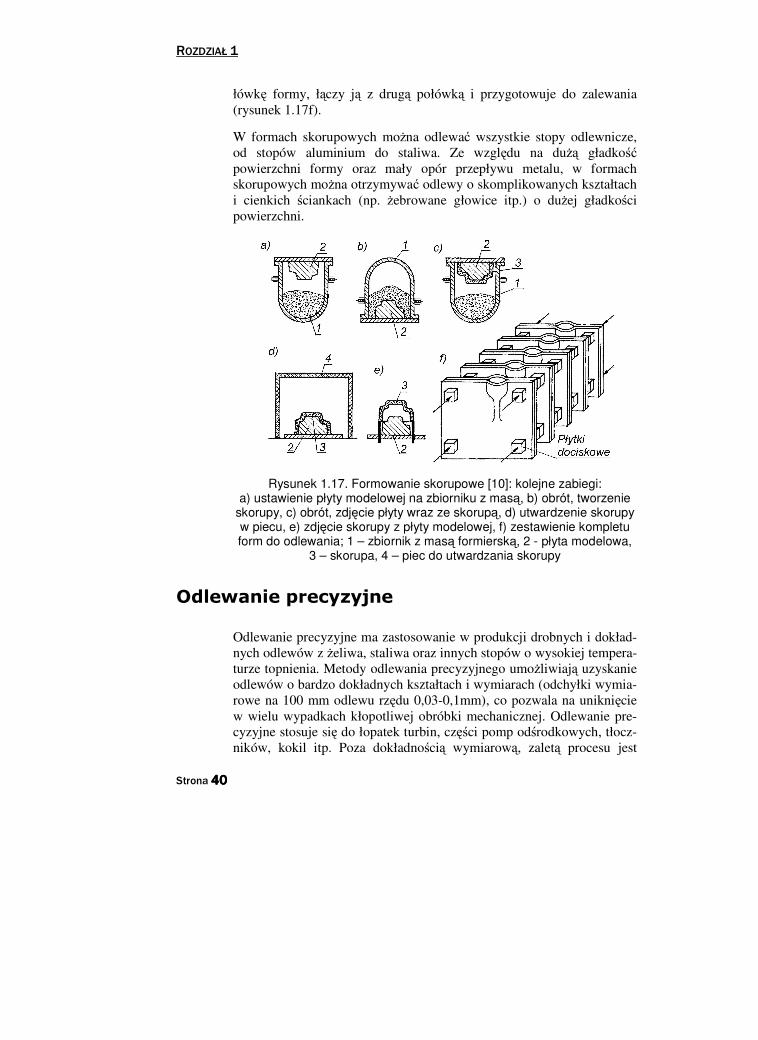
łówkę formy, łączy ją z drugą połówką i przygotowuje do zalewania
(rysunek 1.17f).
W formach skorupowych można odlewać wszystkie stopy odlewnicze,
od stopów aluminium do staliwa. Ze względu na dużą gładkość powierzchni formy oraz mały opór przepływu metalu, w formach
skorupowych można otrzymywać odlewy o skomplikowanych kształtach
i cienkich ściankach (np. żebrowane głowice itp.) o dużej gładkości
powierzchni.
Rysunek 1.17. Formowanie skorupowe [10]: kolejne zabiegi: a) ustawienie płyty modelowej na zbiorniku z masą, b) obrót, tworzenie
skorupy, c) obrót, zdjęcie płyty wraz ze skorupą, d) utwardzenie skorupy w piecu, e) zdjęcie skorupy z płyty modelowej, f) zestawienie kompletu form do odlewania; 1 – zbiornik z masą formierską, 2 - płyta modelowa,
3 – skorupa, 4 – piec do utwardzania skorupy
Odlewanie precyzyjne
Odlewanie precyzyjne ma zastosowanie w produkcji drobnych i dokład-
nych odlewów z żeliwa, staliwa oraz innych stopów o wysokiej tempera-
turze topnienia. Metody odlewania precyzyjnego umożliwiają uzyskanie
odlewów o bardzo dokładnych kształtach i wymiarach (odchyłki wymia-
rowe na 100 mm odlewu rzędu 0,03-0,1mm), co pozwala na uniknięcie
w wielu wypadkach kłopotliwej obróbki mechanicznej. Odlewanie pre-
cyzyjne stosuje się do łopatek turbin, części pomp odśrodkowych, tłocz-
ników, kokil itp. Poza dokładnością wymiarową, zaletą procesu jest
ODLEWNICTWO
Strona 41414141
wzrost własności mechanicznych odlewu oraz możliwość otrzymania
odlewów o cienkich ściankach (do 0,5 mm).
Odlewnictwo precyzyjne obejmuje odlewanie;
• w formach wykonanych metodą wytapianych modeli (traco-
nego wosku),
• metodą Shawa,
• metodą wypalanych modeli,
• w formach gipsowych, szklanych i kauczukowych.
Odlewanie metodą wytapianych modeli
Odlewanie metodą wytapianych modeli polega na wykonaniu pod ciś-nieniem w dokładnej stalowej matrycy jednorazowego modelu z łatwo
topliwych materiałów (mieszaniny wosków, parafiny, żywic syntetycz-
nych). Otrzymany w ten sposób model pokrywa się przez natryskiwanie
lub zanurzenie cienką warstwą zawiesiny drobno mielonego piasku
kwarcowego zmieszanego z kaolinem i grafitem w szkle wodnym. Po
wyschnięciu montuje się model lub, najczęściej, kilka modeli do wspól-
nego układu wlewowego (zestaw modelowy) i umieszcza w skrzynce
formierskiej wypełnionej masą suchą lub półpłynną. Podsuszoną formę umieszcza się następnie w piecu i w temperaturze 100 do 120
oC wytapia
się model lub modele (forma w tym celu odwrócona jest zbiorczym
układem wlewowym do dołu), po czym poddaje się formę wygrzewaniu
w temperaturze około 800oC dla nadania jej trwałości i zalewa płynnym
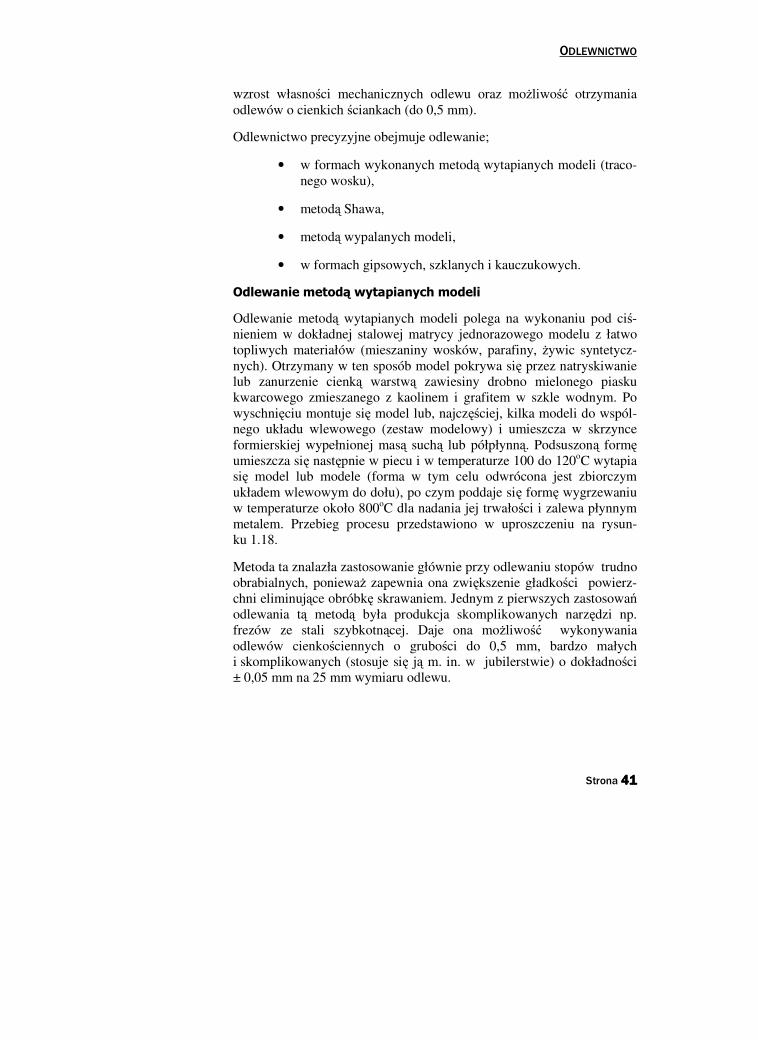
metalem. Przebieg procesu przedstawiono w uproszczeniu na rysun-
ku 1.18.
Metoda ta znalazła zastosowanie głównie przy odlewaniu stopów trudno
obrabialnych, ponieważ zapewnia ona zwiększenie gładkości powierz-
chni eliminujące obróbkę skrawaniem. Jednym z pierwszych zastosowań odlewania tą metodą była produkcja skomplikowanych narzędzi np.
frezów ze stali szybkotnącej. Daje ona możliwość wykonywania
odlewów cienkościennych o grubości do 0,5 mm, bardzo małych
i skomplikowanych (stosuje się ją m. in. w jubilerstwie) o dokładności
± 0,05 mm na 25 mm wymiaru odlewu.
ROZDZIAŁ 1
Strona 42424242
Rysunek. 1.18 Odlewanie metodą wytapianych modeli [8]: a) odlew, b) forma(matryca), c) wtłoczenie wosku do formy, d) model woskowy z układem wlewowym, e) zestaw modelowy (ze wspólnym modelem układu wlewowego), f) modele pokryte warstwą masy ceramicznej, g) forma zalana ciekłym metalem: 1 – układ wlewowy pojedynczego
modelu
Metoda Shawa
Metoda Shawa, opracowana w Anglii, może być stosowana przy wyko-
nywaniu odlewów ze wszystkich tworzyw odlewniczych o wadze od
kilku gramów do kilku ton. Jest więc rozszerzeniem metody wytapia-
nych modeli. Do formowania stosuje się modele metalowe, z żywic, gip-
su lub drewna. Forma jest dzielona jak zwykła forma piaskowa, co po-
woduje obniżenie dokładności wymiarowej. Jako materiału na formę używa się mieszaniny materiałów ogniotrwałych - mączki cyrkonowej,
silmanitu, mulitu i innych. Spoiwem jest roztwór krzemianu etylu podda-
ny uprzednio hydrolizie. Spoiwo miesza się z materiałem ceramicznym
aż do uzyskania konsystencji szlamu, który jest wylewany na model
ustawiony na płycie podmodelowej i chroniony ramką (skrzynką for-
mierską). W wyniku hydrolizy powstaje żel krzemionki i alkohol mety-
lowy, co powoduje związanie materiału. Po zakończeniu żelowania
(w czasie 3-12 min), masa formierska ma konsystencję twardej gumy
o dużej elastyczności i wytrzymałości wystarczającej do wyjęcia modelu
z formy. Elastyczność ta pozwala na stosowanie niewielkich zbieżności
modelu.
Po oddzieleniu modelu, formę poddaje się wypalaniu przez zapalenie
wydzielającego się alkoholu. W trakcie wypalania się alkoholu odparo-
wuje również woda zawarta w masie i forma uzyskuje niezbędną twar-
dość i wytrzymałość. Końcową operacją wykonania formy jest wyżarze-
nie w temp. ok. 1000oC w celu usunięcia pozostałości wody i innych
ODLEWNICTWO
Strona 43434343
substancji lotnych. Przed zalaniem forma powinna być podgrzana.
Ze względu na bardzo dużą dokładność powierzchni odlewów (odchyłki
wymiarowe 0,03-0,1), ograniczającą zakres obróbki mechanicznej, meto-
da Shawa znalazła głównie zastosowanie do wykonywania różnego ro-
dzaju oprzyrządowania o skomplikowanych kształtach (matryce, kokile
itp.)
Odlewanie metodą wypalanych modeli
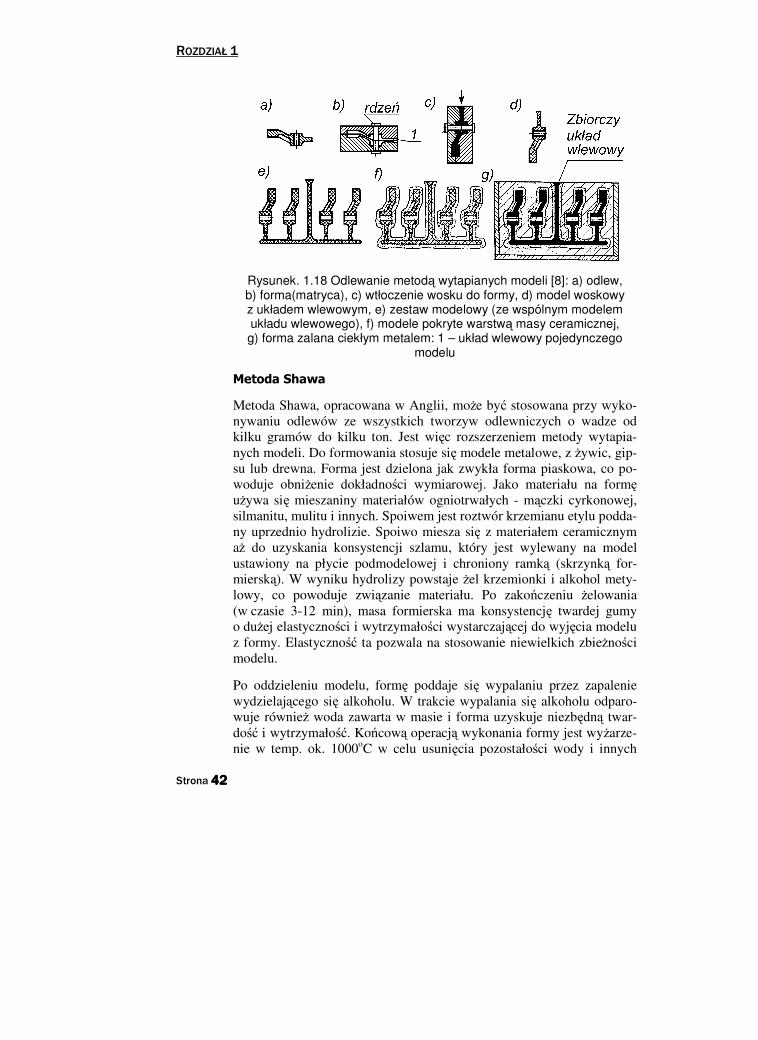
Istotą tej metody jest stosowanie modeli jednorazowego użycia, które są zaformowane w formie bez płaszczyzny podziału i nie wyjmowane
przed zalewaniem. Wlewany do formy metal powoduje zgazowanie ma-
teriału, z którego wykonany jest model i zajmuje jego miejsce (rysu-
nek 1.19b).
Rysunek 1.19. Porównanie zabiegów przy formowaniu i odlewaniu kadłuba maszyny [10] przy użyciu: a) modelu z drewna, b) modelu wypalanego; 1- dolna część formy, 2 - górna część formy, 3 – płyta podmodelowa modelu drewnianego, 4 – znaki rdzeniowe modelu drewnianego, 5 – rdzeń, 6 – zalewanie formy wykonanej z modelu
drewnianego, 7 – model ze styropianu, 9 – zalewanie formy z modelem wypalanym, 10 – odlew otrzymany z modelu drewnianego, 11 - odlew
otrzymany z modelu wypalanego

ROZDZIAŁ 1
Strona 44444444
Jako materiału na wypalane modele stosuje się spieniony polistyren
(styropian), który jest tworzywem bardzo lekkim, co ułatwia proces
formowania nawet bardzo dużych odlewów. Jednorazowe modele mogą mieć dowolnie skomplikowane kształty, ponieważ mogą być montowane
(klejone) z wielu niezależnych kawałków styropianu. Proces formowania
przebiega podobnie jak przy użyciu modeli tradycyjnych. Ze względu na
niską temperaturę trwałości styropianu i niemożliwości suszenia form,
do formowania używa się mas utwardzanych na zimno.
W celu porównania pokazano na rysunku 1.19 zabiegi przy zwykłym
odlewaniu takiej samej części w formie piaskowej (rysunek 1.19a) oraz
wg metody wypalanego modelu (rysunek 1.19b).
UWAGA! Istotną różnicą w stosunku do tradycyjnych metod formowania metodą wypalanego modelu jest brak podziału formy, możli-wość niemal całkowitego wyeliminowania rdzeni i brak zalewek powstających przy odlewaniu z podziałem formy. Brak podziału formy dotyczy również metody wytapianych modeli, jednak wy-twarzanie modelu woskowego wymaga wykonania dzielonej matrycy. W obu metodach można jednak łączyć (sklejać) wyko-nane różne modele w dowolnie konfiguracje nie wymagające już dzielenia formy.
Główną zaletą tej metody jest wysoka dokładność wymiarowa i zmniej-
szenie kosztów wykonania odlewów jednostkowych i małoseryjnych.
Wzrost dokładności wykonania wynika z zastosowania niedzielonej for-
my, braku przestawiania rdzeni, możliwość uniknięcia zbieżności na
modelach oraz stałości wymiarowej formy (brak rozbicia wnęki podczas
wyjmowania modelu. Metoda ta znalazła zastosowanie przy odlewaniu
skomplikowanych części maszyn, prototypów, dużych odlewów remon-
towych o masie do 25 t, odlewów artystycznych itp.
1.4. Literatura do rozdziału 1
1. Adamski W., Strategie rozwoju wytwarzania w przemyśle lotni-
czym. Inżynieria maszyn, R.14, z. 4, Wydawnictwo Wrocław-
skiej Rady FSNT NOT, Wrocław 2009.
2. Białas A., Sobieszczański J., Zarys technologii Maszyn, Wydaw-
nictwa Szkolne i Pedagogiczne, Warszawa 1984.

ODLEWNICTWO
Strona 45454545
3. Chuchro M., Ruszaj A., Czekaj J., Procesy szybkiego prototypo-
wania w zastosowaniach przemysłowych. Inżynieria maszyn,
R.14, z. 1. Wydawnictwo Wrocławskiej Rady FSNT NOT,
Wrocław 2009.
4. Grzesik W., Skrawalność nowych i trudnoobrabialnych materia-
łów konstrukcyjnych. Inżynieria maszyn, R.14, z. 4. Wydawnic-
two Wrocławskiej Rady FSNT NOT, Wrocław 2009.
5. Kapiński S., Skawiński P., Sobieszczański J., Sobolewski J.Z.,
Projektowanie technologii Maszyn, Oficyna Wydawnicza Poli-
techniki Warszawskiej, Warszawa 2007.
6. Murza Mucha P., Techniki wytwarzania. Odlewnictwo, PWN,
Warszawa 1978.
7. Perzyk M., Waszkiewicz S., Kaczorowski M., Jopkiewicz A.,
Odlewnictwo, WNT, Warszawa 2000.
8. Praca zbiorowa, tłumaczenie z j. rosyjskiego, Podstawowe
techniki wytwarzania w przemyśle maszynowym, WNT,
Warszawa 1973.
9. Poradnik warsztatowca mechanika, WNT, Warszawa 1981.
10. Skarbiński M., Zasady konstruowania odlewanych części ma-
szyn, WNT, Warszawa 1968.
ROZDZIAŁ 1
Strona 46464646
`
2 Obróbka plastyczna
W tym rozdziale:
o Wiadomości ogólne o Kucie o Walcowanie o Tłoczenie o Cięcie o Gięcie o Kształtowanie wytłoczek o powierzchni nierozwijalnej o Proces tłoczenia, przykład konstrukcji tłocznika o Literatura do rozdziału 2

ROZDZIAŁ 2
Strona 48484848
2.1 Wiadomości ogólne
Wstęp
Obróbką plastyczną nazywa się procesy wykonywania części i półfabry-
katów przez ich plastyczne kształtowanie na gorąco lub na zimno. Meto-
dami obróbki plastycznej przerabia się około 90% wytapianej stali, 55%
metali nieżelaznych i ich stopów oraz tworzyw sztucznych. Uzyskanie
żądanych kształtów odbywa się najczęściej przez wywołanie odpowied-
nich odkształceń plastycznych materiału bez naruszania jego spójności.
Jeżeli rozpatrujemy metalową część jako monokryształ to mechanizm
odkształceń plastycznych polega na odkształceniu plastycznym poszcze-
gólnych ziaren, ich przemieszczaniu jak i najczęściej na poślizgu czyli
na wzajemnym przemieszczaniu się całych warstw atomów pod wpły-
wem siły zewnętrznej działającej na ciało lub przez obrót jednej części
kryształu względem drugiej (mechanizm bliźniakowania). W rezultacie
działania siły powstaje struktura ukierunkowana, z ziarnami wydłużo-
nymi. Zjawisko to nazywamy zgniotem, który możemy wyrazić nastę-pująco:
Z = (2.1)
gdzie: A0 - powierzchnia przekroju elementu przed odkształceniem
plastycznym, A1 - powierzchnia przekroju elementu po odkształceniu.
Zgniot jest miarą odkształcenia plastycznego. Można go także wyrazić przez odkształcenie względne lub logarytmiczne.
UWAGA! Podczas odkształcenia plastycznego objętość materiału nie ulega zmianie, a więc suma składowych odkształceń względ-nych lub logarytmicznych wynosi zero. Ta właściwość jest istotna dla procesów obróbki plastycznej.
Procesy obróbki plastycznej możemy podzielić na: kucie, prasowanie,
walcowanie, ciągnienie, tłoczenie.
Metal z dużym zgniotem jest silnie umocniony i mało podatny na dalszą obróbkę plastyczną. W celu częściowego przywrócenia mu pierwotnych
struktury i zmniejszenia naprężeń wewnętrznych należy go ogrzać do
OBRÓBKA PLASTYCZNA
Strona 49494949
odpowiedniej temperatury, następuje wówczas rekrystalizacja z likwida-
cją umocnienia i zgniotu i możliwość dalszej obróbki plastycznej. Dla
stali temperatura rekrystalizacji wynosi 750-50 C, zależnie od gatunku
stali i stopnia zgniotu. Uwzględniając proces rekrystalizacji odróżnia się dwa podstawowe sposoby obróbki plastycznej:
• obróbka na gorąco, powyżej temperatury rekrystalizacji,
• obróbka na zimno, poniżej temperatury rekrystalizacji.
Obróbka na gorąco powoduje wielokrotne obniżenie oporów plastycz-
nych materiału, jednak eliminuje umocnienie półfabrykatów.
Najczęściej na gorąco obrabia się plastycznie stal różnych gatunków sto-
sując metody takie jak: wydłużanie, spęczanie, wgłębianie,
kształtowanie w matrycach, nagniatanie. Obróbkę na zimno stosuje się głównie do procesów kształtowania blach: ciecie, gięcie, kształtowanie
wytłoczek.
2.2 Kucie
Kucie jest obróbką na gorąco, która polega na plastycznym
odkształcaniu metalu przez zgniatanie naciskiem przez uderzenie (kucie
na młotach) lub statycznie (kucie na prasach lub walcach kuźniczych).
W zależności od kształtu i rodzaju narzędzi stosowanych w procesie
technologicznym kucia, odkuwki można podzielić na kute swobodnie i
matrycowane. Kucie swobodne stosuje się dla materiałów o dużej
plastyczności, jak stale węglowe o małej zawartości węgla oraz niektóre
stopy miedzi i aluminium i może obejmować rożne zabiegi jak:
spęczanie, wydłużanie, dziurkowanie, gięcie, skręcanie, cięcie itp.
Przykład zabiegów kucia widełek (wykonywanych na młotach)
przedstawiono na rysunku 2.1.
Przy produkcji seryjnej i masowej, odkuwki wykonuje się wyłącznie za
pomocą kucia matrycowego. Proces ten polega na stopniowym kształto-
waniu odkuwki w wykrojach matrycy. Zależnie od rodzaju stosowanych
maszyn proces kucia matrycowego można podzielić na:
• kucie na młotach,
ROZDZIAŁ 2
Strona 50505050
• kucie na prasach (śrubowych, korbowych, kolanowych i hy-
draulicznych)
• kucie na kuźniarkach,
• kucie na maszynach specjalnych, np. automatach kuźni-
czych, walcach kuźniczych, kowarkach itp.
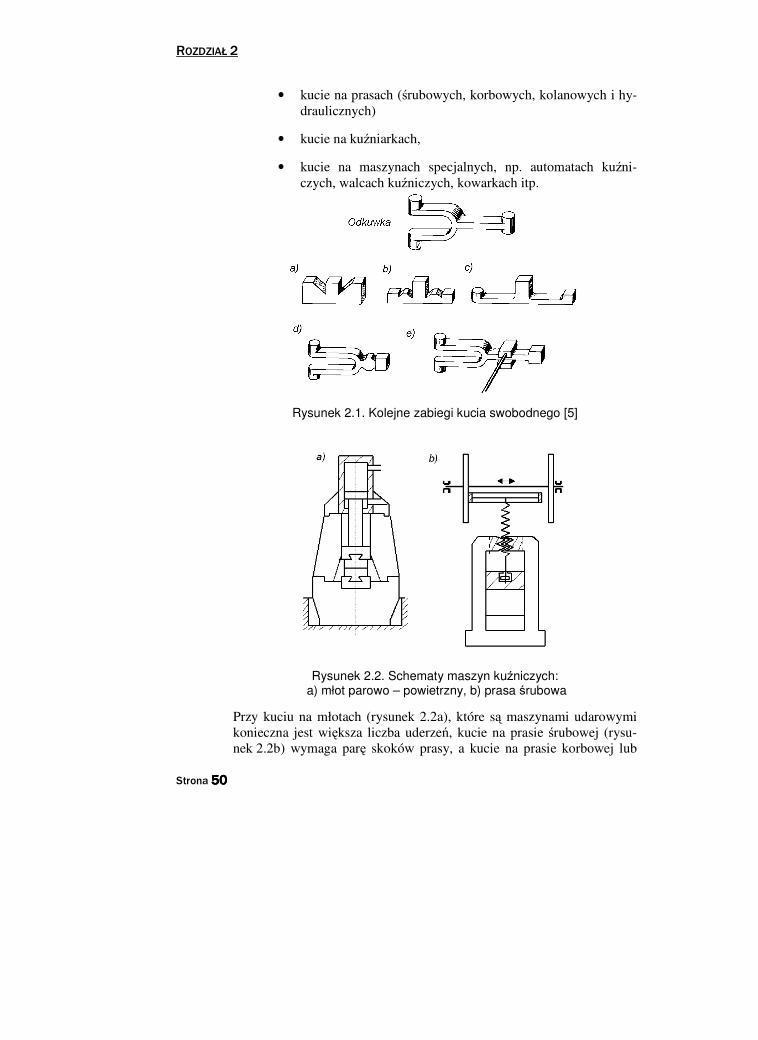
Rysunek 2.1. Kolejne zabiegi kucia swobodnego [5]
Rysunek 2.2. Schematy maszyn kuźniczych: a) młot parowo – powietrzny, b) prasa śrubowa
Przy kuciu na młotach (rysunek 2.2a), które są maszynami udarowymi
konieczna jest większa liczba uderzeń, kucie na prasie śrubowej (rysu-
nek 2.2b) wymaga parę skoków prasy, a kucie na prasie korbowej lub
OBRÓBKA PLASTYCZNA
Strona 51515151
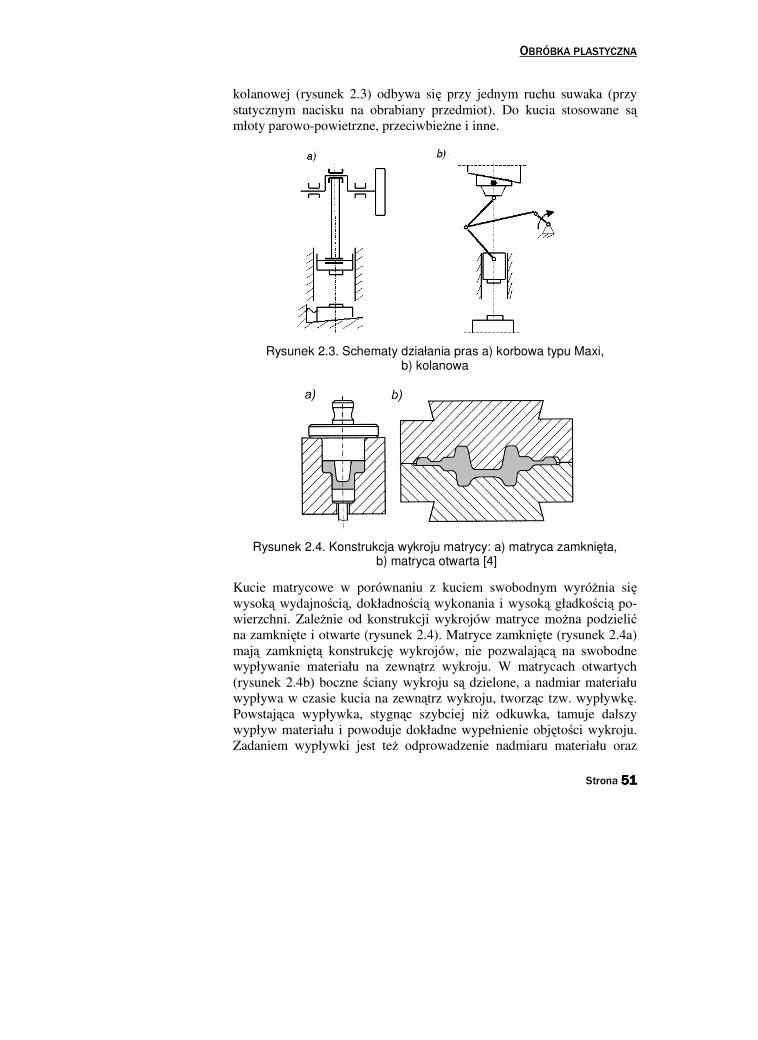
kolanowej (rysunek 2.3) odbywa się przy jednym ruchu suwaka (przy
statycznym nacisku na obrabiany przedmiot). Do kucia stosowane są młoty parowo-powietrzne, przeciwbieżne i inne.
Rysunek 2.3. Schematy działania pras a) korbowa typu Maxi, b) kolanowa
Rysunek 2.4. Konstrukcja wykroju matrycy: a) matryca zamknięta, b) matryca otwarta [4]
Kucie matrycowe w porównaniu z kuciem swobodnym wyróżnia się wysoką wydajnością, dokładnością wykonania i wysoką gładkością po-
wierzchni. Zależnie od konstrukcji wykrojów matryce można podzielić na zamknięte i otwarte (rysunek 2.4). Matryce zamknięte (rysunek 2.4a)
mają zamkniętą konstrukcję wykrojów, nie pozwalającą na swobodne
wypływanie materiału na zewnątrz wykroju. W matrycach otwartych
(rysunek 2.4b) boczne ściany wykroju są dzielone, a nadmiar materiału
wypływa w czasie kucia na zewnątrz wykroju, tworząc tzw. wypływkę. Powstająca wypływka, stygnąc szybciej niż odkuwka, tamuje dalszy
wypływ materiału i powoduje dokładne wypełnienie objętości wykroju.
Zadaniem wypływki jest też odprowadzenie nadmiaru materiału oraz
ROZDZIAŁ 2
Strona 52525252
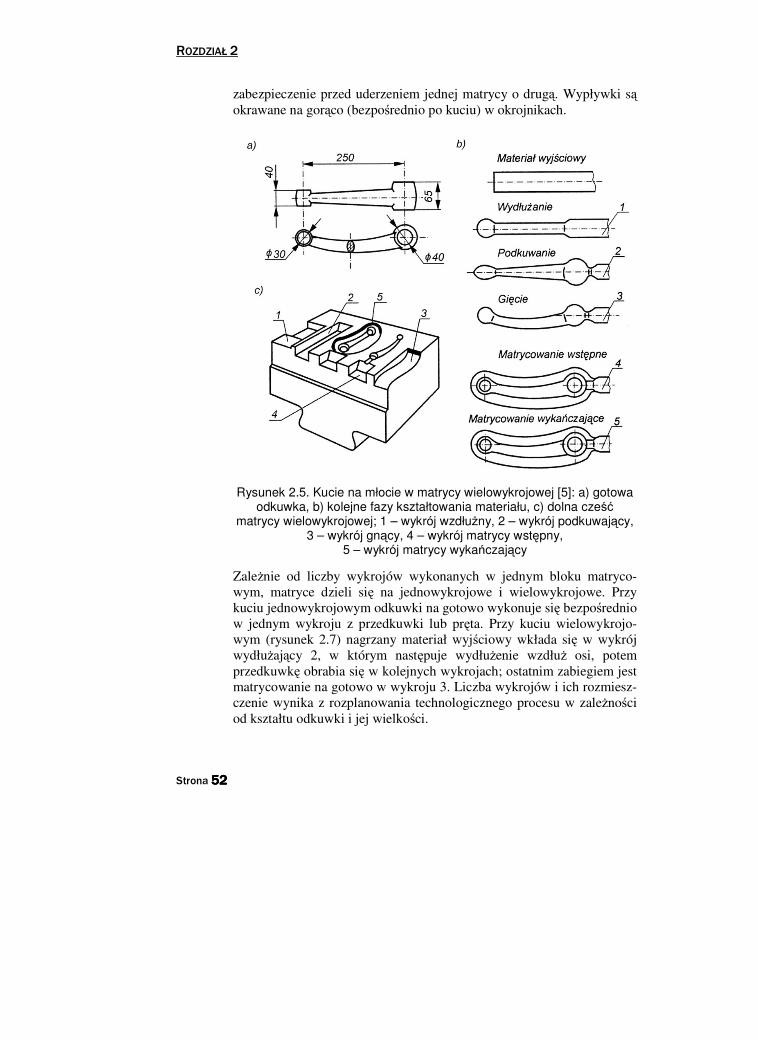
zabezpieczenie przed uderzeniem jednej matrycy o drugą. Wypływki są okrawane na gorąco (bezpośrednio po kuciu) w okrojnikach.
Rysunek 2.5. Kucie na młocie w matrycy wielowykrojowej [5]: a) gotowa odkuwka, b) kolejne fazy kształtowania materiału, c) dolna cześć
matrycy wielowykrojowej; 1 – wykrój wzdłużny, 2 – wykrój podkuwający, 3 – wykrój gnący, 4 – wykrój matrycy wstępny,
5 – wykrój matrycy wykańczający
Zależnie od liczby wykrojów wykonanych w jednym bloku matryco-
wym, matryce dzieli się na jednowykrojowe i wielowykrojowe. Przy
kuciu jednowykrojowym odkuwki na gotowo wykonuje się bezpośrednio
w jednym wykroju z przedkuwki lub pręta. Przy kuciu wielowykrojo-
wym (rysunek 2.7) nagrzany materiał wyjściowy wkłada się w wykrój
wydłużający 2, w którym następuje wydłużenie wzdłuż osi, potem
przedkuwkę obrabia się w kolejnych wykrojach; ostatnim zabiegiem jest
matrycowanie na gotowo w wykroju 3. Liczba wykrojów i ich rozmiesz-
czenie wynika z rozplanowania technologicznego procesu w zależności
od kształtu odkuwki i jej wielkości.

OBRÓBKA PLASTYCZNA
Strona 53535353
Odkuwki wydłużone np. półosie samochodów, duże śruby z łbem sze-
ściokątnym kuje się na kuźniarkach (rysunek 2.10).
Projektowanie odkuwek
Za podstawę konstrukcji wykroju wykańczającego matrycy służy rysu-nek odkuwki, który sporządza się na podstawie rysunku gotowego
przedmiotu. Odkuwki projektuje się zgodnie z PN-EN10243-1:2004.
Jednocześnie rysunek służy jako jedyny dokument ważny dla kontroli
odkuwki i powinien zawierać napis „tolerancje zgodne z normą EN
10243-1”. Projektowanie odkuwki należy rozpocząć od doboru
płaszczyzny podziału odkuwki, odpowiadającej płaszczyźnie podziału
matryc. Podział matryc jest konieczny do ułożenia materiału wsadowego
w wykroju i aby umożliwić wyjęcie gotowej odkuwki z matrycy.
Zależnie od kształtu odkuwki i od przyjętej technologii kucia podział
matryc może być płaski, może też być powierzchnią złożoną. Należy tak
dobrać powierzchnię podziału, aby zapewnić dobre wypełnienie
wykroju, łatwe wyjmowanie odkuwek z matrycy i jak najprostsze
wykonanie wykroju.
Rysunek 2.6. Przykłady położenia płaszczyzny podziału odkuwki [6]
Przy kuciu na prasach i młotach podział przebiega przez przekrój od-
kuwki o największej powierzchni. W odkuwkach mających płaszczyzny
symetrii podział prowadzi się przez dwie najdłuższe osie symetrii
(rysunek 2.6 a, b, c). Reguła ta nie musi być jednak stosowana, jeżeli
przez inny wybór podziału osiąganie się [3]:
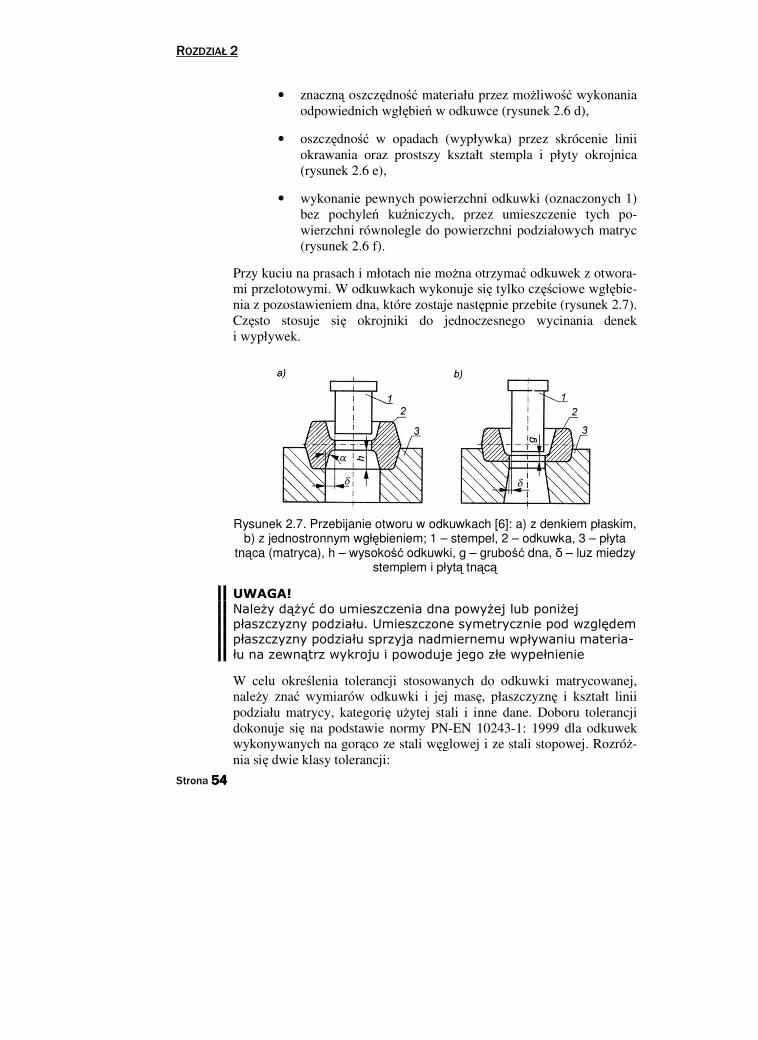
ROZDZIAŁ 2
Strona 54545454
• znaczną oszczędność materiału przez możliwość wykonania
odpowiednich wgłębień w odkuwce (rysunek 2.6 d),
• oszczędność w opadach (wypływka) przez skrócenie linii
okrawania oraz prostszy kształt stempla i płyty okrojnica
(rysunek 2.6 e),
• wykonanie pewnych powierzchni odkuwki (oznaczonych 1)
bez pochyleń kuźniczych, przez umieszczenie tych po-
wierzchni równolegle do powierzchni podziałowych matryc
(rysunek 2.6 f).
Przy kuciu na prasach i młotach nie można otrzymać odkuwek z otwora-
mi przelotowymi. W odkuwkach wykonuje się tylko częściowe wgłębie-
nia z pozostawieniem dna, które zostaje następnie przebite (rysunek 2.7).
Często stosuje się okrojniki do jednoczesnego wycinania denek
i wypływek.
Rysunek 2.7. Przebijanie otworu w odkuwkach [6]: a) z denkiem płaskim, b) z jednostronnym wgłębieniem; 1 – stempel, 2 – odkuwka, 3 – płyta
tnąca (matryca), h – wysokość odkuwki, g – grubość dna, δ – luz miedzy stemplem i płytą tnącą
UWAGA! Należy dążyć do umieszczenia dna powyżej lub poniżej płaszczyzny podziału. Umieszczone symetrycznie pod względem płaszczyzny podziału sprzyja nadmiernemu wpływaniu materia-łu na zewnątrz wykroju i powoduje jego złe wypełnienie
W celu określenia tolerancji stosowanych do odkuwki matrycowanej,
należy znać wymiarów odkuwki i jej masę, płaszczyznę i kształt linii
podziału matrycy, kategorię użytej stali i inne dane. Doboru tolerancji
dokonuje się na podstawie normy PN-EN 10243-1: 1999 dla odkuwek
wykonywanych na gorąco ze stali węglowej i ze stali stopowej. Rozróż-nia się dwie klasy tolerancji:
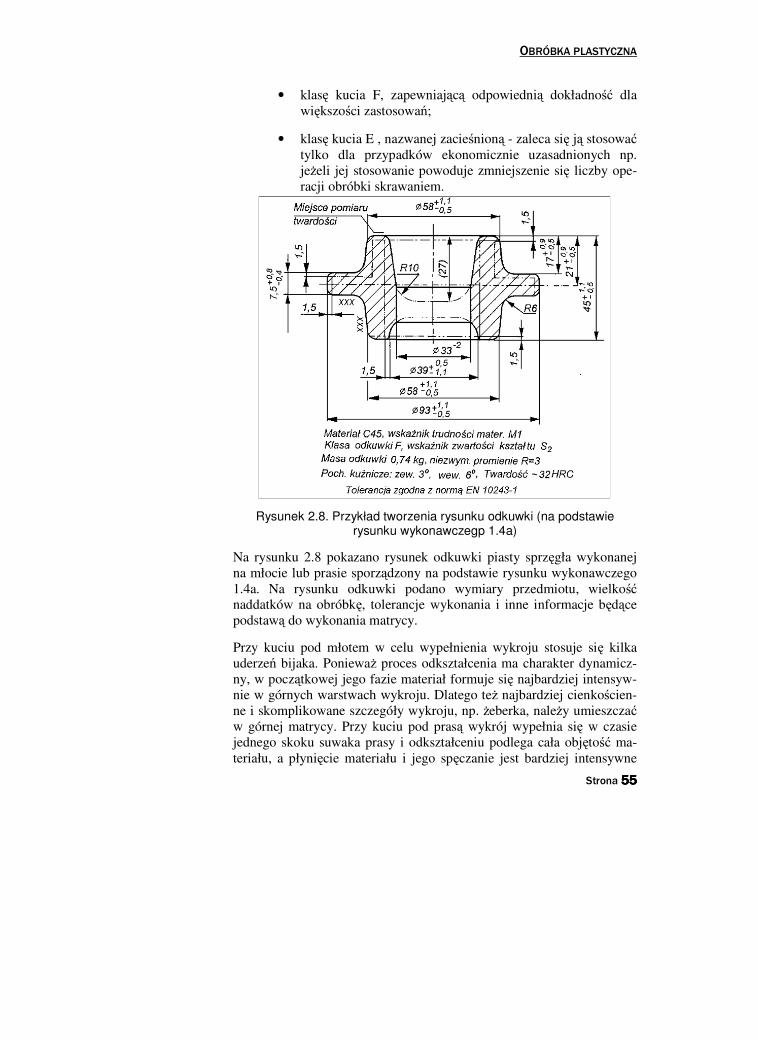
OBRÓBKA PLASTYCZNA
Strona 55555555
• klasę kucia F, zapewniającą odpowiednią dokładność dla
większości zastosowań;
• klasę kucia E , nazwanej zacieśnioną - zaleca się ją stosować tylko dla przypadków ekonomicznie uzasadnionych np.
jeżeli jej stosowanie powoduje zmniejszenie się liczby ope-
racji obróbki skrawaniem.
Rysunek 2.8. Przykład tworzenia rysunku odkuwki (na podstawie rysunku wykonawczegp 1.4a)
Na rysunku 2.8 pokazano rysunek odkuwki piasty sprzęgła wykonanej
na młocie lub prasie sporządzony na podstawie rysunku wykonawczego
1.4a. Na rysunku odkuwki podano wymiary przedmiotu, wielkość naddatków na obróbkę, tolerancje wykonania i inne informacje będące
podstawą do wykonania matrycy.
Przy kuciu pod młotem w celu wypełnienia wykroju stosuje się kilka
uderzeń bijaka. Ponieważ proces odkształcenia ma charakter dynamicz-
ny, w początkowej jego fazie materiał formuje się najbardziej intensyw-
nie w górnych warstwach wykroju. Dlatego też najbardziej cienkościen-
ne i skomplikowane szczegóły wykroju, np. żeberka, należy umieszczać w górnej matrycy. Przy kuciu pod prasą wykrój wypełnia się w czasie
jednego skoku suwaka prasy i odkształceniu podlega cała objętość ma-
teriału, a płynięcie materiału i jego spęczanie jest bardziej intensywne
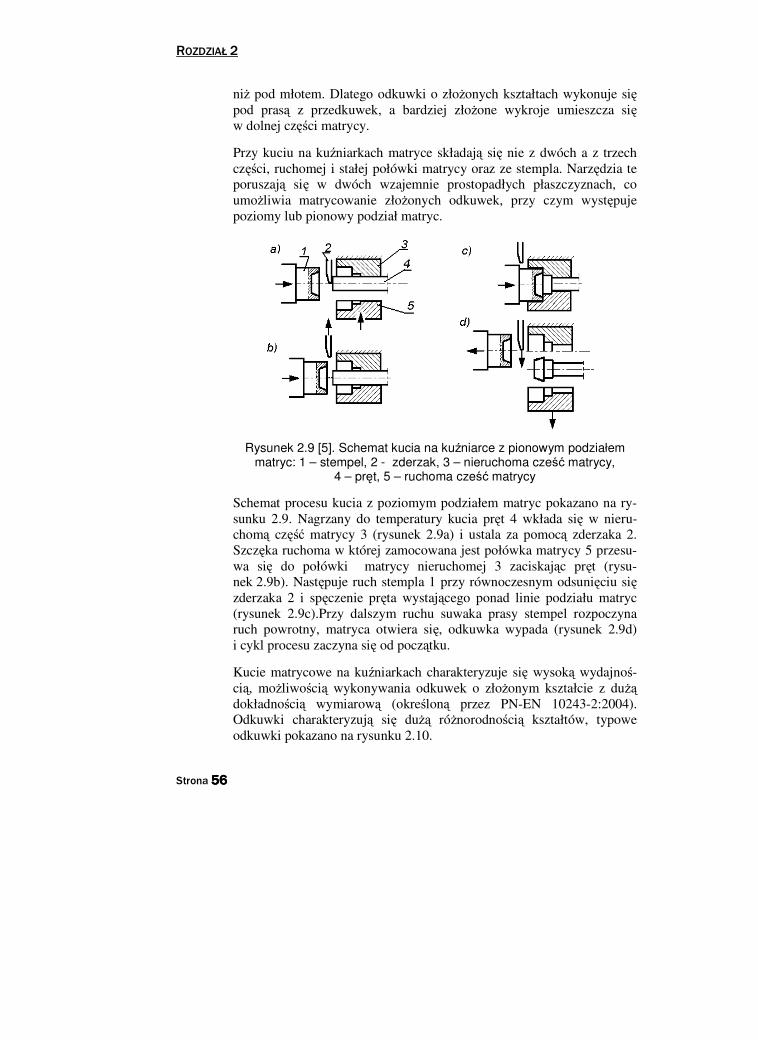
ROZDZIAŁ 2
Strona 56565656
niż pod młotem. Dlatego odkuwki o złożonych kształtach wykonuje się pod prasą z przedkuwek, a bardziej złożone wykroje umieszcza się w dolnej części matrycy.
Przy kuciu na kuźniarkach matryce składają się nie z dwóch a z trzech
części, ruchomej i stałej połówki matrycy oraz ze stempla. Narzędzia te
poruszają się w dwóch wzajemnie prostopadłych płaszczyznach, co
umożliwia matrycowanie złożonych odkuwek, przy czym występuje
poziomy lub pionowy podział matryc.
Rysunek 2.9 [5]. Schemat kucia na kuźniarce z pionowym podziałem matryc: 1 – stempel, 2 - zderzak, 3 – nieruchoma cześć matrycy,
4 – pręt, 5 – ruchoma cześć matrycy
Schemat procesu kucia z poziomym podziałem matryc pokazano na ry-
sunku 2.9. Nagrzany do temperatury kucia pręt 4 wkłada się w nieru-
chomą część matrycy 3 (rysunek 2.9a) i ustala za pomocą zderzaka 2.
Szczęka ruchoma w której zamocowana jest połówka matrycy 5 przesu-
wa się do połówki matrycy nieruchomej 3 zaciskając pręt (rysu-
nek 2.9b). Następuje ruch stempla 1 przy równoczesnym odsunięciu się zderzaka 2 i spęczenie pręta wystającego ponad linie podziału matryc
(rysunek 2.9c).Przy dalszym ruchu suwaka prasy stempel rozpoczyna
ruch powrotny, matryca otwiera się, odkuwka wypada (rysunek 2.9d)
i cykl procesu zaczyna się od początku.
Kucie matrycowe na kuźniarkach charakteryzuje się wysoką wydajnoś-cią, możliwością wykonywania odkuwek o złożonym kształcie z dużą dokładnością wymiarową (określoną przez PN-EN 10243-2:2004).
Odkuwki charakteryzują się dużą różnorodnością kształtów, typowe
odkuwki pokazano na rysunku 2.10.
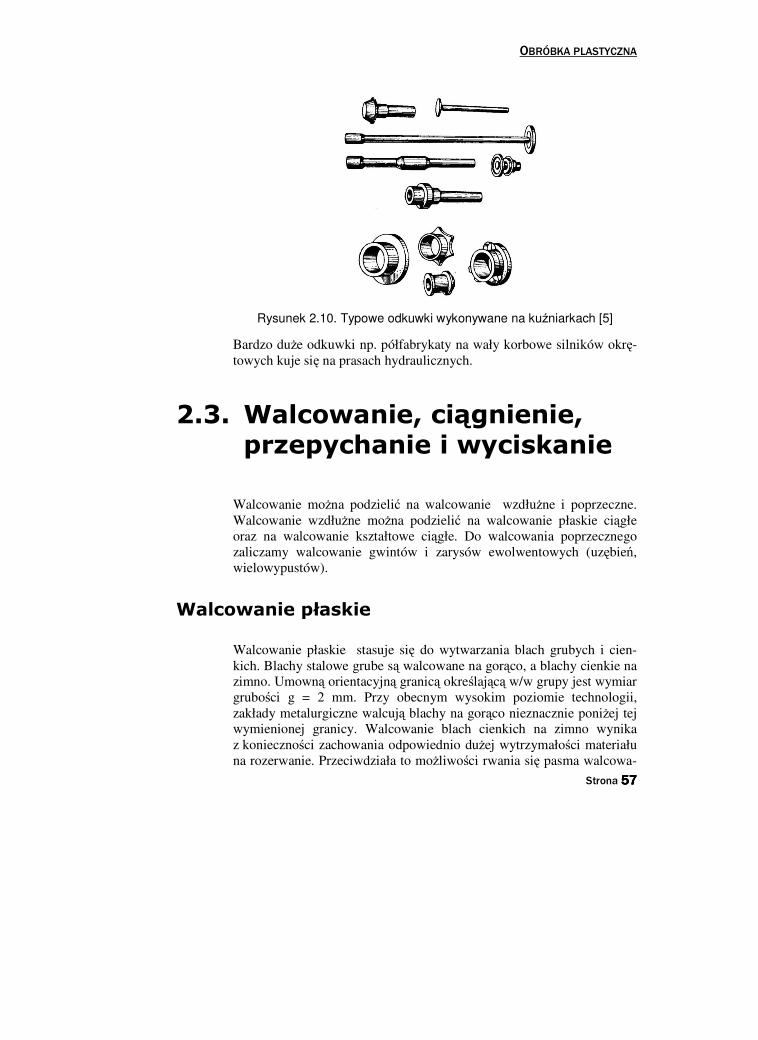
OBRÓBKA PLASTYCZNA
Strona 57575757
Rysunek 2.10. Typowe odkuwki wykonywane na kuźniarkach [5]
Bardzo duże odkuwki np. półfabrykaty na wały korbowe silników okrę-towych kuje się na prasach hydraulicznych.
2.3. Walcowanie, ciągnienie, przepychanie i wyciskanie
Walcowanie można podzielić na walcowanie wzdłużne i poprzeczne.
Walcowanie wzdłużne można podzielić na walcowanie płaskie ciągłe
oraz na walcowanie kształtowe ciągłe. Do walcowania poprzecznego
zaliczamy walcowanie gwintów i zarysów ewolwentowych (uzębień,
wielowypustów).
Walcowanie płaskie
Walcowanie płaskie stasuje się do wytwarzania blach grubych i cien-
kich. Blachy stalowe grube są walcowane na gorąco, a blachy cienkie na
zimno. Umowną orientacyjną granicą określającą w/w grupy jest wymiar
grubości g = 2 mm. Przy obecnym wysokim poziomie technologii,
zakłady metalurgiczne walcują blachy na gorąco nieznacznie poniżej tej
wymienionej granicy. Walcowanie blach cienkich na zimno wynika
z konieczności zachowania odpowiednio dużej wytrzymałości materiału
na rozerwanie. Przeciwdziała to możliwości rwania się pasma walcowa-
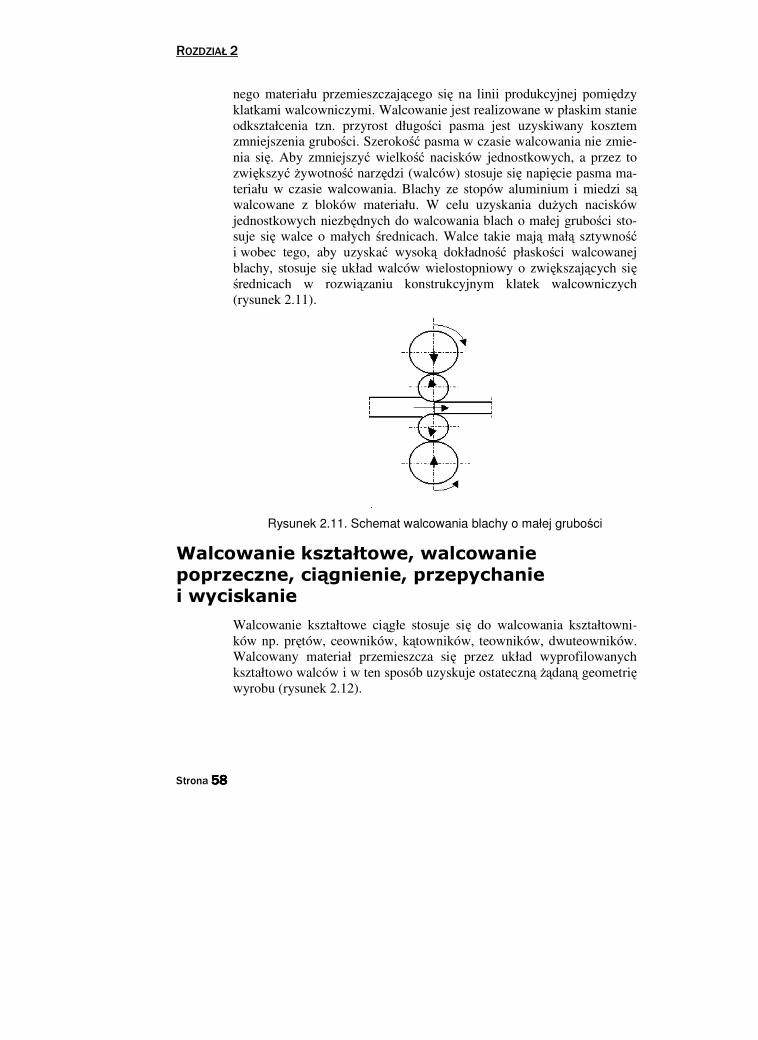
ROZDZIAŁ 2
Strona 58585858
nego materiału przemieszczającego się na linii produkcyjnej pomiędzy
klatkami walcowniczymi. Walcowanie jest realizowane w płaskim stanie
odkształcenia tzn. przyrost długości pasma jest uzyskiwany kosztem
zmniejszenia grubości. Szerokość pasma w czasie walcowania nie zmie-
nia się. Aby zmniejszyć wielkość nacisków jednostkowych, a przez to
zwiększyć żywotność narzędzi (walców) stosuje się napięcie pasma ma-
teriału w czasie walcowania. Blachy ze stopów aluminium i miedzi są walcowane z bloków materiału. W celu uzyskania dużych nacisków
jednostkowych niezbędnych do walcowania blach o małej grubości sto-
suje się walce o małych średnicach. Walce takie mają małą sztywność i wobec tego, aby uzyskać wysoką dokładność płaskości walcowanej
blachy, stosuje się układ walców wielostopniowy o zwiększających się średnicach w rozwiązaniu konstrukcyjnym klatek walcowniczych
(rysunek 2.11).
Rysunek 2.11. Schemat walcowania blachy o małej grubości
Walcowanie kształtowe, walcowanie poprzeczne, ciągnienie, przepychanie i wyciskanie
Walcowanie kształtowe ciągłe stosuje się do walcowania kształtowni-
ków np. prętów, ceowników, kątowników, teowników, dwuteowników.
Walcowany materiał przemieszcza się przez układ wyprofilowanych
kształtowo walców i w ten sposób uzyskuje ostateczną żądaną geometrię wyrobu (rysunek 2.12).
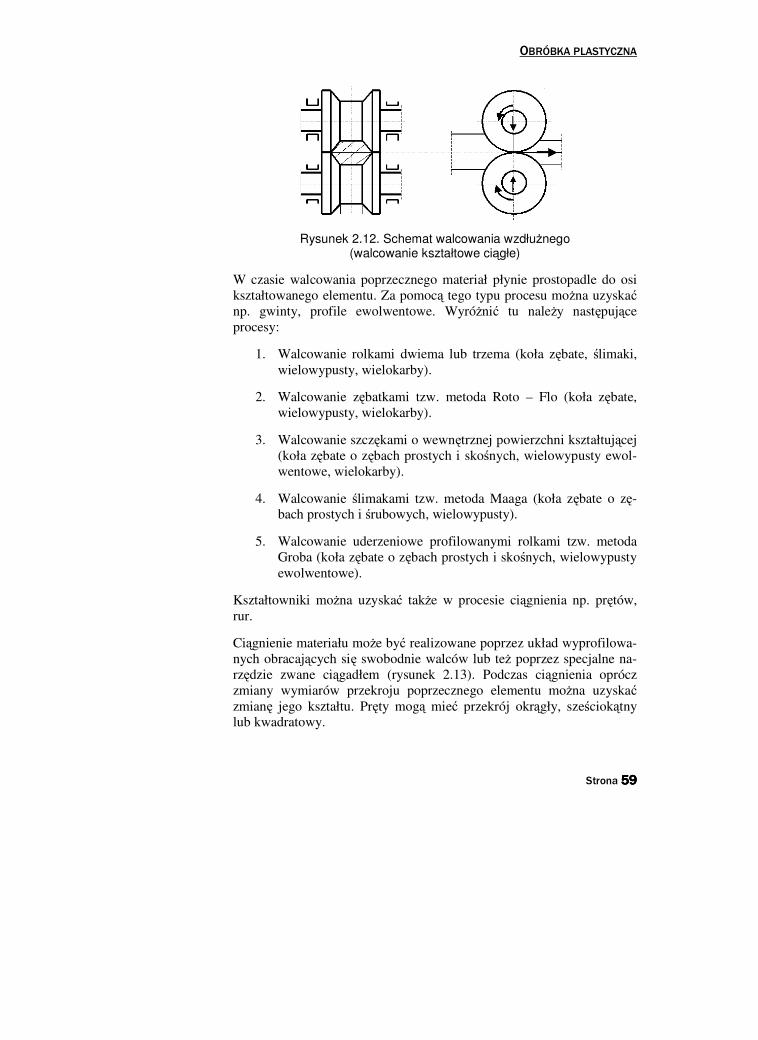
OBRÓBKA PLASTYCZNA
Strona 59595959
Rysunek 2.12. Schemat walcowania wzdłużnego (walcowanie kształtowe ciągłe)
W czasie walcowania poprzecznego materiał płynie prostopadle do osi
kształtowanego elementu. Za pomocą tego typu procesu można uzyskać np. gwinty, profile ewolwentowe. Wyróżnić tu należy następujące
procesy:
1. Walcowanie rolkami dwiema lub trzema (koła zębate, ślimaki,
wielowypusty, wielokarby).
2. Walcowanie zębatkami tzw. metoda Roto – Flo (koła zębate,
wielowypusty, wielokarby).
3. Walcowanie szczękami o wewnętrznej powierzchni kształtującej
(koła zębate o zębach prostych i skośnych, wielowypusty ewol-
wentowe, wielokarby).
4. Walcowanie ślimakami tzw. metoda Maaga (koła zębate o zę-bach prostych i śrubowych, wielowypusty).
5. Walcowanie uderzeniowe profilowanymi rolkami tzw. metoda
Groba (koła zębate o zębach prostych i skośnych, wielowypusty
ewolwentowe).
Kształtowniki można uzyskać także w procesie ciągnienia np. prętów,
rur.
Ciągnienie materiału może być realizowane poprzez układ wyprofilowa-
nych obracających się swobodnie walców lub też poprzez specjalne na-
rzędzie zwane ciągadłem (rysunek 2.13). Podczas ciągnienia oprócz
zmiany wymiarów przekroju poprzecznego elementu można uzyskać zmianę jego kształtu. Pręty mogą mieć przekrój okrągły, sześciokątny
lub kwadratowy.
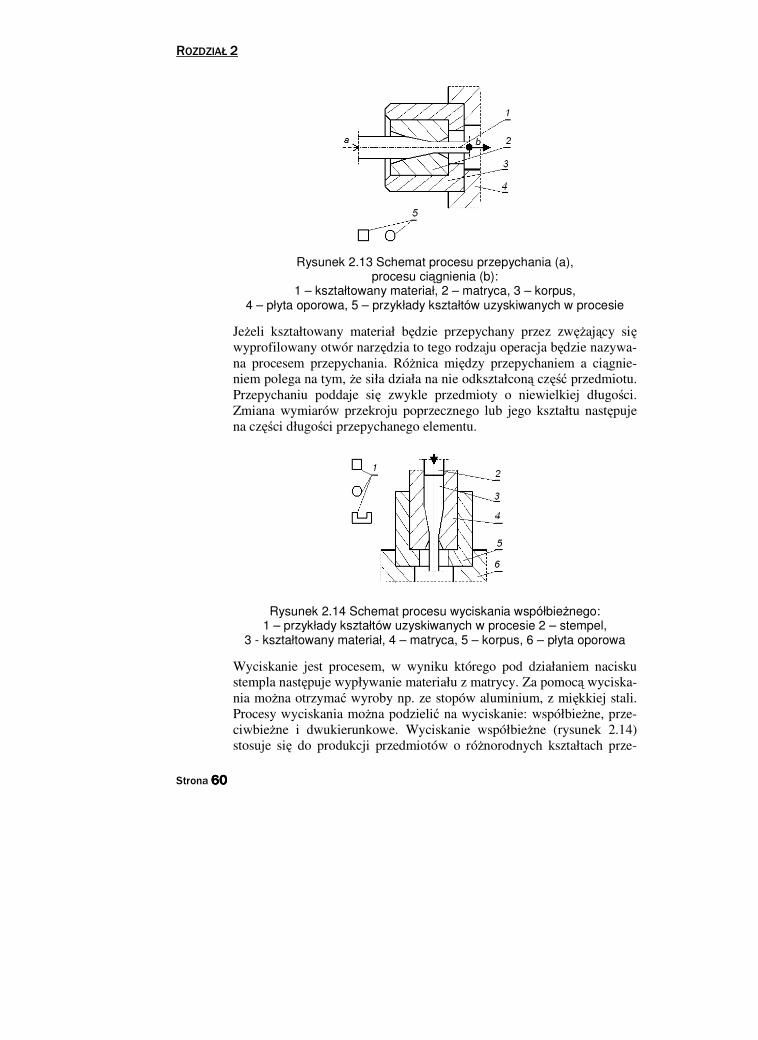
ROZDZIAŁ 2
Strona 60606060
Rysunek 2.13 Schemat procesu przepychania (a), procesu ciągnienia (b):
1 – kształtowany materiał, 2 – matryca, 3 – korpus, 4 – płyta oporowa, 5 – przykłady kształtów uzyskiwanych w procesie
Jeżeli kształtowany materiał będzie przepychany przez zwężający się wyprofilowany otwór narzędzia to tego rodzaju operacja będzie nazywa-
na procesem przepychania. Różnica między przepychaniem a ciągnie-
niem polega na tym, że siła działa na nie odkształconą część przedmiotu.
Przepychaniu poddaje się zwykle przedmioty o niewielkiej długości.
Zmiana wymiarów przekroju poprzecznego lub jego kształtu następuje
na części długości przepychanego elementu.
Rysunek 2.14 Schemat procesu wyciskania współbieżnego: 1 – przykłady kształtów uzyskiwanych w procesie 2 – stempel,
3 - kształtowany materiał, 4 – matryca, 5 – korpus, 6 – płyta oporowa
Wyciskanie jest procesem, w wyniku którego pod działaniem nacisku
stempla następuje wypływanie materiału z matrycy. Za pomocą wyciska-
nia można otrzymać wyroby np. ze stopów aluminium, z miękkiej stali.
Procesy wyciskania można podzielić na wyciskanie: współbieżne, prze-
ciwbieżne i dwukierunkowe. Wyciskanie współbieżne (rysunek 2.14)
stosuje się do produkcji przedmiotów o różnorodnych kształtach prze-
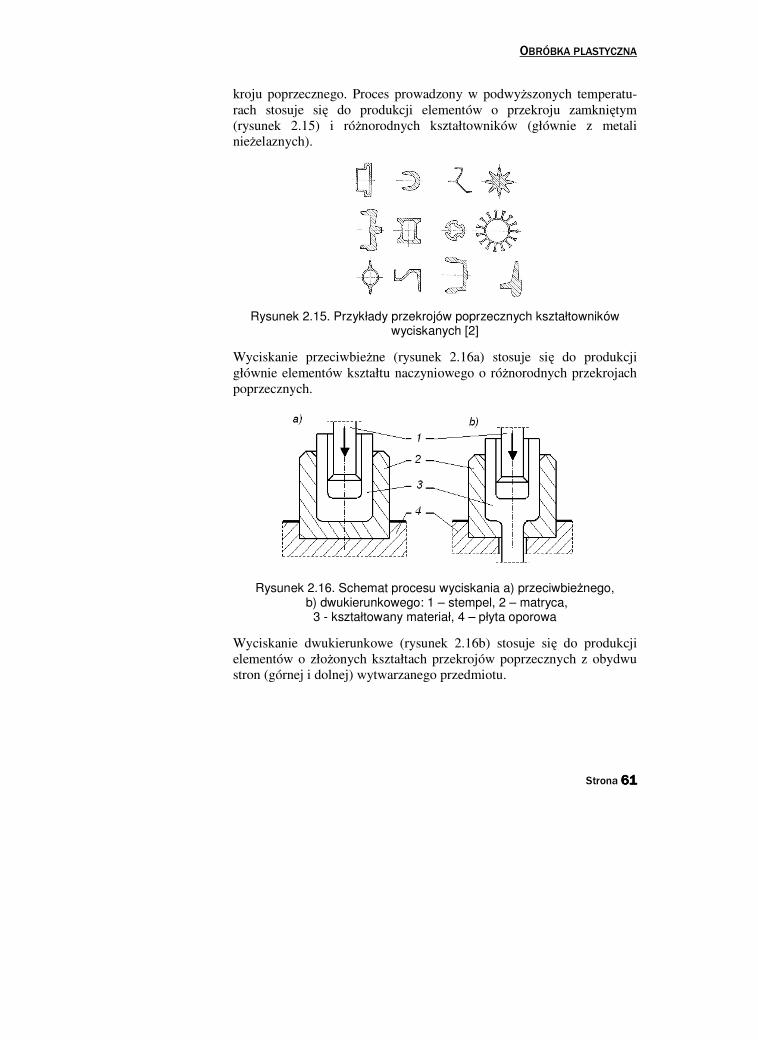
OBRÓBKA PLASTYCZNA
Strona 61616161
kroju poprzecznego. Proces prowadzony w podwyższonych temperatu-
rach stosuje się do produkcji elementów o przekroju zamkniętym
(rysunek 2.15) i różnorodnych kształtowników (głównie z metali
nieżelaznych).
Rysunek 2.15. Przykłady przekrojów poprzecznych kształtowników wyciskanych [2]
Wyciskanie przeciwbieżne (rysunek 2.16a) stosuje się do produkcji
głównie elementów kształtu naczyniowego o różnorodnych przekrojach
poprzecznych.
Rysunek 2.16. Schemat procesu wyciskania a) przeciwbieżnego, b) dwukierunkowego: 1 – stempel, 2 – matryca,
3 - kształtowany materiał, 4 – płyta oporowa
Wyciskanie dwukierunkowe (rysunek 2.16b) stosuje się do produkcji
elementów o złożonych kształtach przekrojów poprzecznych z obydwu
stron (górnej i dolnej) wytwarzanego przedmiotu.
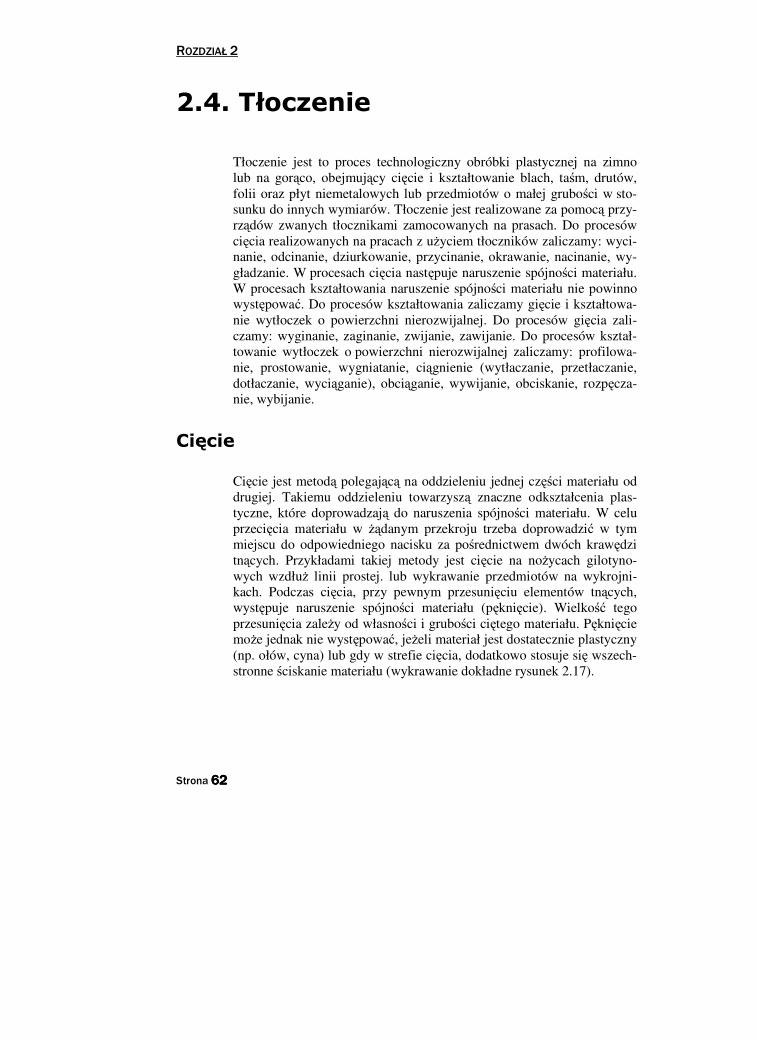
ROZDZIAŁ 2
Strona 62626262
2.4. Tłoczenie
Tłoczenie jest to proces technologiczny obróbki plastycznej na zimno
lub na gorąco, obejmujący cięcie i kształtowanie blach, taśm, drutów,
folii oraz płyt niemetalowych lub przedmiotów o małej grubości w sto-
sunku do innych wymiarów. Tłoczenie jest realizowane za pomocą przy-
rządów zwanych tłocznikami zamocowanych na prasach. Do procesów
cięcia realizowanych na pracach z użyciem tłoczników zaliczamy: wyci-
nanie, odcinanie, dziurkowanie, przycinanie, okrawanie, nacinanie, wy-
gładzanie. W procesach cięcia następuje naruszenie spójności materiału.
W procesach kształtowania naruszenie spójności materiału nie powinno
występować. Do procesów kształtowania zaliczamy gięcie i kształtowa-
nie wytłoczek o powierzchni nierozwijalnej. Do procesów gięcia zali-
czamy: wyginanie, zaginanie, zwijanie, zawijanie. Do procesów kształ-
towanie wytłoczek o powierzchni nierozwijalnej zaliczamy: profilowa-
nie, prostowanie, wygniatanie, ciągnienie (wytłaczanie, przetłaczanie,
dotłaczanie, wyciąganie), obciąganie, wywijanie, obciskanie, rozpęcza-
nie, wybijanie.
Cięcie
Cięcie jest metodą polegającą na oddzieleniu jednej części materiału od
drugiej. Takiemu oddzieleniu towarzyszą znaczne odkształcenia plas-
tyczne, które doprowadzają do naruszenia spójności materiału. W celu
przecięcia materiału w żądanym przekroju trzeba doprowadzić w tym
miejscu do odpowiedniego nacisku za pośrednictwem dwóch krawędzi
tnących. Przykładami takiej metody jest cięcie na nożycach gilotyno-
wych wzdłuż linii prostej. lub wykrawanie przedmiotów na wykrojni-
kach. Podczas cięcia, przy pewnym przesunięciu elementów tnących,
występuje naruszenie spójności materiału (pęknięcie). Wielkość tego
przesunięcia zależy od własności i grubości ciętego materiału. Pęknięcie
może jednak nie występować, jeżeli materiał jest dostatecznie plastyczny
(np. ołów, cyna) lub gdy w strefie cięcia, dodatkowo stosuje się wszech-
stronne ściskanie materiału (wykrawanie dokładne rysunek 2.17).
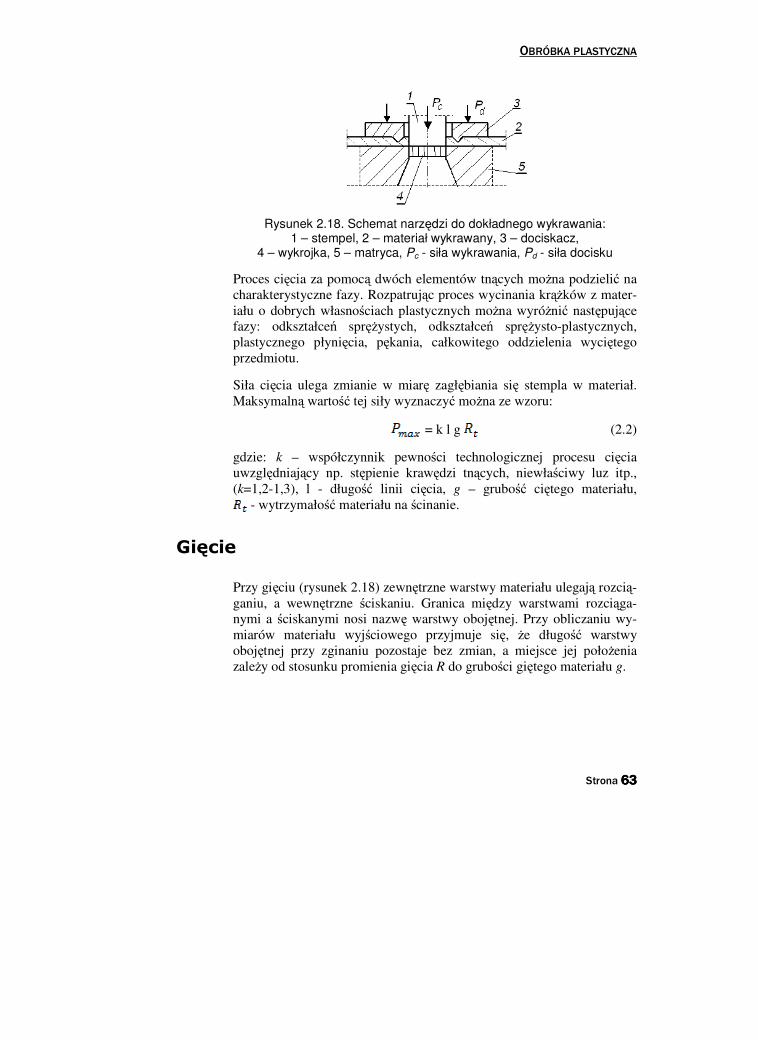
OBRÓBKA PLASTYCZNA
Strona 63636363
Rysunek 2.18. Schemat narzędzi do dokładnego wykrawania: 1 – stempel, 2 – materiał wykrawany, 3 – dociskacz,
4 – wykrojka, 5 – matryca, Pc - siła wykrawania, Pd - siła docisku
Proces cięcia za pomocą dwóch elementów tnących można podzielić na
charakterystyczne fazy. Rozpatrując proces wycinania krążków z mater-
iału o dobrych własnościach plastycznych można wyróżnić następujące
fazy: odkształceń sprężystych, odkształceń sprężysto-plastycznych,
plastycznego płynięcia, pękania, całkowitego oddzielenia wyciętego
przedmiotu.
Siła cięcia ulega zmianie w miarę zagłębiania się stempla w materiał.
Maksymalną wartość tej siły wyznaczyć można ze wzoru:
= k l g (2.2)
gdzie: k – współczynnik pewności technologicznej procesu cięcia
uwzględniający np. stępienie krawędzi tnących, niewłaściwy luz itp.,
(k=1,2-1,3), l - długość linii cięcia, g – grubość ciętego materiału,
- wytrzymałość materiału na ścinanie.
Gięcie
Przy gięciu (rysunek 2.18) zewnętrzne warstwy materiału ulegają rozcią-ganiu, a wewnętrzne ściskaniu. Granica między warstwami rozciąga-
nymi a ściskanymi nosi nazwę warstwy obojętnej. Przy obliczaniu wy-
miarów materiału wyjściowego przyjmuje się, że długość warstwy
obojętnej przy zginaniu pozostaje bez zmian, a miejsce jej położenia
zależy od stosunku promienia gięcia R do grubości giętego materiału g.
ROZDZIAŁ 2
Strona 64646464
Rysunek 2.18. Położenie warstwy obojętnej w materiale giętym
Odległość warstwy obojętnej od wewnętrznej strony określa się za po-
mocą współczynnika x, którego wartość w zależności od stosunku R/g
(od 0,1 do 1,3) wynosi od 0,23 do 0,43.
W procesie gięcia wskutek istniejących naprężeń wewnątrz giętego ma-
teriału powstaje zjawisko polegające na niewielkim rozgięciu materiału
z chwilą ustąpienia momentu gnącego o pewien kąt zwany kątem sprę-żynowania (rysunek 2.19).
Rysunek 2.19. Kąty sprężynowania giętego elementu a) wyginanie, b) zaginanie
Wartość siły gięcia dla wyginania zależy od sumy szerokości materiału
giętego B, od grubości materiału g oraz od wytrzymałości materiału na
rozerwanie
= 1,1
W przypadku gięcia z dotłaczaniem, siłę potrzebną do wykonania tego
zabiegu oblicza się tylko z procesu dotłaczania.
= p F
OBRÓBKA PLASTYCZNA
Strona 65656565
Gięcie może być realizowane za pomocą tłoczników lub specjalnych
przystosowany do tego procesu walców. Do gięcia służą również prasy
krawędziowe.
Kształtowanie wytłoczek o powierzchni nierozwijalnej
Opracowanie procesu kształtowania wytłoczek o powierzchni nierozwi-
jalnej rozpoczyna się od wyznaczenia wymiarów i kształtu materiału
wyjściowego. Dla tego typu wytłoczek, mimo zmian grubości ścian wy-
tłoczki, jest zachowana grubość średnia w przybliżeniu równa grubości
materiału wyjściowego g. Błąd popełniany wg tego założenia nie prze-
kracza 5%. Kształt i wymiary materiału wyjściowego oblicza się z rów-
ności pól powierzchni wytłoczki Fw i materiału wyjściowego Fm po-
większona o powierzchnię naddatku na wyrównanie obrzeża. Nierów-
ność obrzeża wytłoczki wynika z anizotropii blachy (walcowanej na
zimno) stosowanej w procesie.
=
Obliczenia te są realizowane na drodze analitycznej. Kształt i wymiary
materiału wyjściowego można uzyskać także na drodze analityczno-
wykreślnej i wykreślnej [3].
Rysunek 2.20. Schemat wytłaczania wytłoczki walcowej: 1 – dociskacz, 2 – stempel, 3 – materiał wytłaczany, 4 - matryca

ROZDZIAŁ 2
Strona 66666666
Dla wytłoczek walcowych (rysunek 2.20) materiałem wyjściowym jest
krążek blachy o średnicy D. Liczbę operacji n niezbędnych do wykona-
nia wytłoczki wyznaczyć można z zależności:
= … (2.3)
gdzie: d1, d2, …, dn średnice kolejnych wytłoczek.
Przy spełnieniu zależności:
≥ , ≥ , …, (2.4)
gdzie: m1, m2, …, mn - oznaczają najmniejsze dopuszczalne współ-
czynniki ciągnienia, dobrane w zależności od względnej grubości krążka
(g/D)100 [3].
Miernikiem konieczności stosowania docisku kołnierza materiału wyj-
ściowego jest stosunek grubości materiału g do średnicy płaskiego krą-żka materiału wyjściowego D lub do średnicy przedmiotu otrzymanego
po poprzedniej operacji ciągnienia.
1. Przy D
g 100 > 2 tłoczenie jest możliwe bez dociskania.
2. Przy 1,5 ≤ D
g 100 ≤ 2 tłoczenie bez docisku jest możliwe dla
przypadków stosunkowo dużych współczynników ciągnienia
w porównaniu z najmniejszymi dopuszczalnymi.
3. Przy D
g 100 ≤ 1,5 proces tłoczenia należy realizować z docis-
kiem kołnierza materiału.
Siłę nacisku dociskacza oblicza się ze wzoru:
Q = Fq (2.5)
gdzie: F - powierzchnia materiału wyjściowego podlegająca dociskowi,
q - nacisk jednostkowy dociskacza.
Siła wywierana przez dociskacz zabezpiecza kształtowany materiał
przed pofałdowaniem. Siła tłoczenia Pw wywierana przez stempel na dno
OBRÓBKA PLASTYCZNA
Strona 67676767
wytłoczki jest przenoszona przez ścianki kształtowanego materiału
o ograniczonej nośności.
Górna graniczna wartość tej siły jest obliczana z warunku wytrzymałości
na rozerwanie materiału kształtowanego.
Dla elementów walcowych siła tłoczenia jest obliczana ze wzorów
empirycznych:
- dla operacji wytłaczania
= 1,4g (D - ) (2.6)
- dla następnych przejść
= 1,55g ( - ) (2.7)
gdzie: - wytrzymałość materiału na rozerwanie, , … - średnice
wytłoczek po kolejnych przejściach.
Dla elementów prostokątnych siła tłoczenia jest obliczana ze wzoru:
= + (2.8)
gdzie: - siła tłoczenia elementu walcowego o promieniu równym pro-
mieniowi narożnika, - siła gięcia prostych ścianek elementu.
Jednym z najważniejszych parametrów geometrycznych narzędzi biorą-cych udział w procesie tłoczenia jest promień ciągowy matrycy. Jego
wartość oblicza się ze wzoru:
= 0,8 2.9)
Średnica otworu ciągowego matrycy oraz promień zaokrąglenia
stempla wynika z określonych parametrów konstrukcyjnych elementu.
Proces tłoczenia, przykład konstrukcji tłocznika
Przygotowanie technologiczne produkcji wytłoczek wymaga opracowa-
nia planu operacyjnego oraz zaprojektowania tłoczników do wykonania
poszczególnych operacji. Przy opracowaniu procesu technologicznego
produkcji wytłoczki trzeba określić:
• materiał wyjściowy,
ROZDZIAŁ 2
Strona 68686868
• kształt i wymiar wykroju wstępnego,
• kolejność poszczególnych operacji,
• stopień koncentracji zabiegów w tłoczniku,
• liczbę części tłoczonych jednocześnie,
• wymiar części po każdej operacji,
• sposób podawania materiału i usuwania wytłoczek,
• typ, nacisk i wymiar przestrzeni roboczej prasy,
• projektowanie i wykonanie kompletu tłoczników do produk-
cji danej wytłoczki.
W tłoczniach produkujących wytłoczki wielkoseryjnie i masowo mater-
iałem wyjściowym jest blacha dostarczana w kręgach, a nie w arkuszach.
Korzyści materiału dostarczanego w kręgach są następujące:
• lepsze wykorzystanie materiału,
• niższa cena materiału (3 – 5%),
• lepsza organizacja przygotowania wsadu do prasowni.
Nowoczesne tłocznie mają specjalne agregaty do rozkroju blach w krę-gach. W budowie tłoczników, z punktu doboru materiałów, rozróżnia się dwie grupy elementów – konstrukcyjne i robocze. Na elementy kon-
strukcyjne stosowana jest stal węglowa konstrukcyjna zwykłej oraz wyż-szej jakości, a także żeliwo i brąz. Na elementy robocze używa się różnych gatunków stali, którym stawia się następujące wymagania: duża
twardość oraz odporność na ścieranie i wysoka udarność, jak najmniej-
sza skłonność do pękania i odkształcania podczas obróbki cieplnej, do-
bra skrawalność.
Aby tłocznik mógł prawidłowo pracować niezbędne jest odpowiednie
ustalenie elementów roboczych tłocznika względem siebie w czasie pra-
cy. Do tego celu służą elementy prowadzące np.: prowadzenie słupowe,
w skład których wchodzi płyta dolna w której są zamontowane słupy
prowadzące płytę górną. W płycie górnej jest zamocowany czop służący
do połączenia płyty górnej z suwakiem prasy oraz stempel. W płycie
dolnej jest zamocowana matryca oraz elementy prowadzące materiał
wykrawany. W zależności od przeznaczenia tłoczniki muszą być wypo-
sażone w różnego rodzaju elementy oporowe, kołki, listwy prowadzące
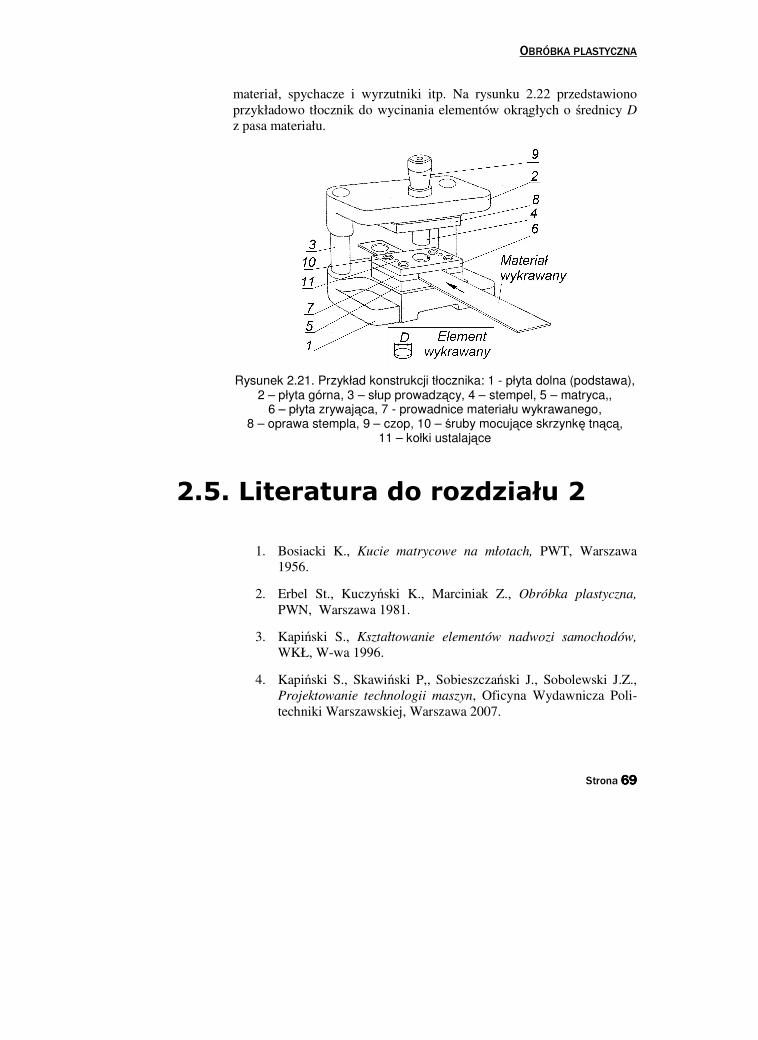
OBRÓBKA PLASTYCZNA
Strona 69696969
materiał, spychacze i wyrzutniki itp. Na rysunku 2.22 przedstawiono
przykładowo tłocznik do wycinania elementów okrągłych o średnicy D
z pasa materiału.
Rysunek 2.21. Przykład konstrukcji tłocznika: 1 - płyta dolna (podstawa), 2 – płyta górna, 3 – słup prowadzący, 4 – stempel, 5 – matryca,,
6 – płyta zrywająca, 7 - prowadnice materiału wykrawanego, 8 – oprawa stempla, 9 – czop, 10 – śruby mocujące skrzynkę tnącą,
11 – kołki ustalające
2.5. Literatura do rozdziału 2
1. Bosiacki K., Kucie matrycowe na młotach, PWT, Warszawa
1956.
2. Erbel St., Kuczyński K., Marciniak Z., Obróbka plastyczna,
PWN, Warszawa 1981.
3. Kapiński S., Kształtowanie elementów nadwozi samochodów,
WKŁ, W-wa 1996.
4. Kapiński S., Skawiński P,, Sobieszczański J., Sobolewski J.Z.,
Projektowanie technologii maszyn, Oficyna Wydawnicza Poli-
techniki Warszawskiej, Warszawa 2007.

ROZDZIAŁ 2
Strona 70707070
5. Praca zbiorowa, tłumaczenie z j. rosyjskiego, Podstawowe
techniki wytwarzania w przemyśle maszynowym, WNT,
Warszawa 1973.
6. Wasiunyk P., Kucie matrycowe, WNT, Warszawa 1968.
7. Wasiunyk P., Kucie na kuźniarkach, WNT, Warszawa 1973.
`
3 Spawalnictwo
W tym rozdziale:
o Istota spajania o Budowa spoiny. Naprężenia i odkształcenia
spawalnicze. Pękanie połączeń spawanych. Spawalność
o Podział metod spawania i omówienie najważniejszych metod spawania
o Podstawowe informacje o konstrukcji połączeń spawanych
o Podział metod zgrzewania i omówienie najważniejszych metod zgrzewania
o O spawaniu i zgrzewaniu tworzyw sztucznych o Charakterystyka procesów pokrewnych spawaniu o Literatura do rozdziału 3
ROZDZIAŁ 3
Strona 72727272
3.1. Wprowadzenie do procesów spawania i zgrzewania
Spawanie i zgrzewanie wchodzą w zakres szerszego pojęcia – spajania.
Spajanie polega na trwałym łączeniu części w monolit. Części połączo-
nych w ten sposób nie można rozdzielić bez ich zniszczenia. Spajanie
poza spawaniem i zgrzewaniem obejmuje także lutowanie i klejenie.
Najbardziej uniwersalnym sposobem trwałego łączenia jest klejenie.
Istotą spajania jest doprowadzenie do powstania więzi międzyatomo-
wych pomiędzy atomami łączonych części. W przypadku trwałego łą-czenia metali będą to wiązania metaliczne. Jednak, aby takie wiązanie
mogło powstać, musi dojść do odpowiedniego zbliżenia pomiędzy
atomami. W zależności od tego, jakiego rodzaju siły atomowe lub
międzycząsteczkowe i jakie mechanizmy wykorzystywane są do tworze-
nia powiązań oraz w zależności od sposobu osiągania odpowiedniego
zbliżenia pomiędzy atomami łączonych części można mówić o spawa-
niu, zgrzewaniu, lutowaniu lub klejeniu.
Przy spawaniu zbliżenie pomiędzy atomami osiągamy poprzez nadtopie-
nie brzegów łączonych części i wprowadzenie w przestrzeń pomiędzy
tymi brzegami stopionego metalu. W czasie krzepnięcia powstanie
wspólna sieć krystaliczna łącząca obie części. W przypadku zgrzewania
nie stosuje się spoiwa pośredniczącego w tworzeniu połączenia. Połącze-
nie powstaje bezpośrednio pomiędzy łączonymi częściami. Czynnikiem,
który wymusza odpowiednie zbliżenie jest siła dociskająca do siebie łą-czone powierzchnie, normalna do tych powierzchni. Ta siła dociskająca
jest parametrem procesu zgrzewania. Występuje we wszystkich meto-
dach i odmianach zgrzewania. Aby jednak ułatwić ten proces w więk-
szości metod zgrzewania dodatkowo do miejsca zgrzewania doprowa-
dzane jest ciepło powodujące uplastycznienie łączonych materiałów lub
nawet ich miejscowe nadtopienie.
Przedstawiony tu opis trwałego łączenia nie uwzględnia realności istnie-
jącej w ziemskich warunkach. Rzeczywiste powierzchnie są pokryte
różnego rodzaju zanieczyszczeniami i zawsze warstewką tlenków, rysu-
nek 3.1. Porównując grubość tej warstwy z wymiarami atomu jest to
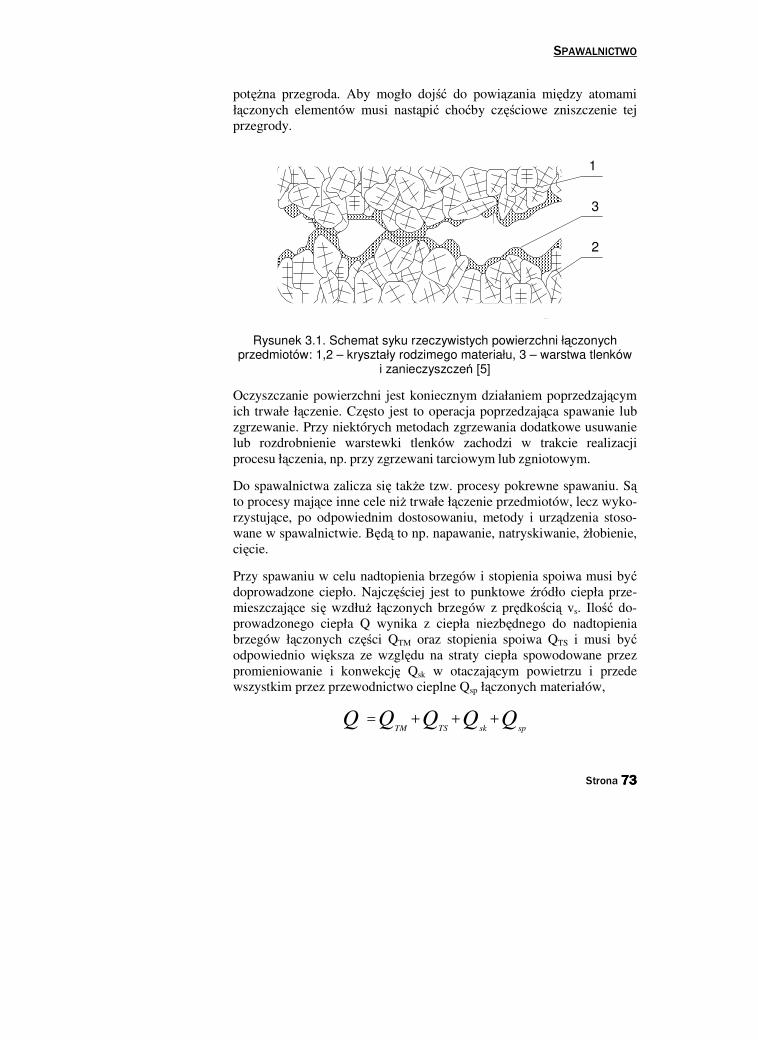
SPAWALNICTWO
Strona 73737373
potężna przegroda. Aby mogło dojść do powiązania między atomami
łączonych elementów musi nastąpić choćby częściowe zniszczenie tej
przegrody.
3
2
1
Rysunek 3.1. Schemat syku rzeczywistych powierzchni łączonych przedmiotów: 1,2 – kryształy rodzimego materiału, 3 – warstwa tlenków
i zanieczyszczeń [5]
Oczyszczanie powierzchni jest koniecznym działaniem poprzedzającym
ich trwałe łączenie. Często jest to operacja poprzedzająca spawanie lub
zgrzewanie. Przy niektórych metodach zgrzewania dodatkowe usuwanie
lub rozdrobnienie warstewki tlenków zachodzi w trakcie realizacji
procesu łączenia, np. przy zgrzewani tarciowym lub zgniotowym.
Do spawalnictwa zalicza się także tzw. procesy pokrewne spawaniu. Są to procesy mające inne cele niż trwałe łączenie przedmiotów, lecz wyko-
rzystujące, po odpowiednim dostosowaniu, metody i urządzenia stoso-
wane w spawalnictwie. Będą to np. napawanie, natryskiwanie, żłobienie,
cięcie.
Przy spawaniu w celu nadtopienia brzegów i stopienia spoiwa musi być doprowadzone ciepło. Najczęściej jest to punktowe źródło ciepła prze-
mieszczające się wzdłuż łączonych brzegów z prędkością vs. Ilość do-
prowadzonego ciepła Q wynika z ciepła niezbędnego do nadtopienia
brzegów łączonych części QTM oraz stopienia spoiwa QTS i musi być odpowiednio większa ze względu na straty ciepła spowodowane przez
promieniowanie i konwekcję Qsk w otaczającym powietrzu i przede
wszystkim przez przewodnictwo cieplne Qsp łączonych materiałów,
QQQQQspskTSTM
+++=
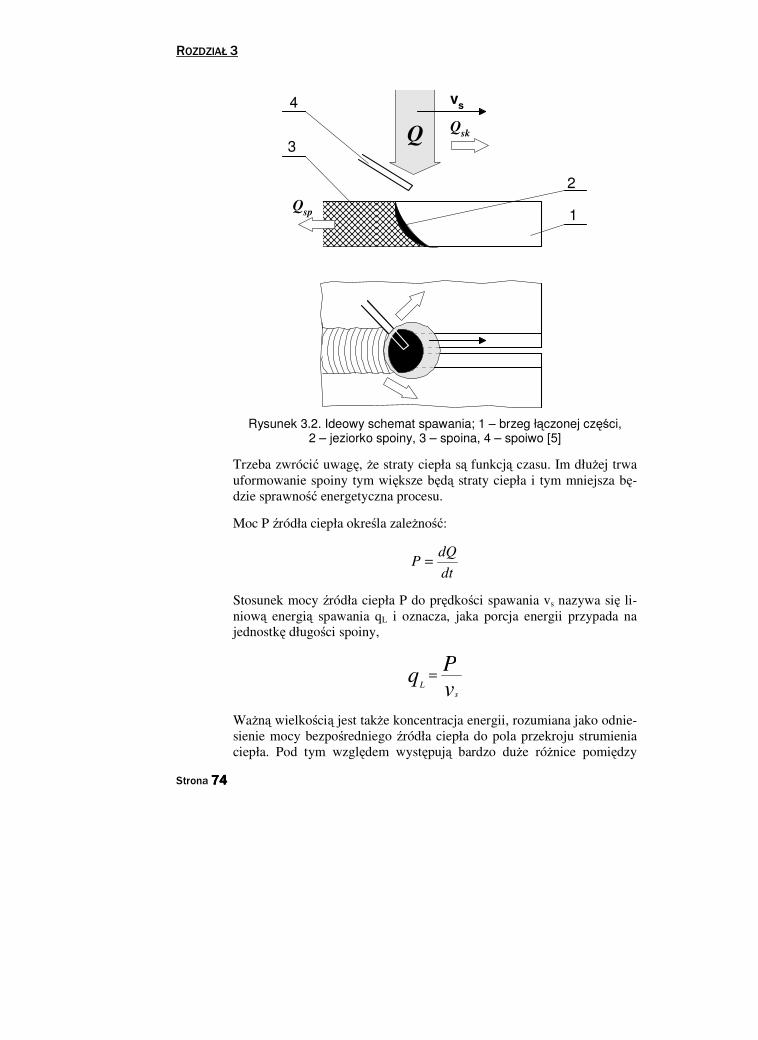
ROZDZIAŁ 3
Strona 74747474
QskQ
Qsp 1
vs4
3
2
Rysunek 3.2. Ideowy schemat spawania; 1 – brzeg łączonej części, 2 – jeziorko spoiny, 3 – spoina, 4 – spoiwo [5]
Trzeba zwrócić uwagę, że straty ciepła są funkcją czasu. Im dłużej trwa
uformowanie spoiny tym większe będą straty ciepła i tym mniejsza bę-dzie sprawność energetyczna procesu.
Moc P źródła ciepła określa zależność:
dt
dQP =
Stosunek mocy źródła ciepła P do prędkości spawania vs nazywa się li-niową energią spawania qL i oznacza, jaka porcja energii przypada na
jednostkę długości spoiny,
v
Pq
sL
=
Ważną wielkością jest także koncentracja energii, rozumiana jako odnie-
sienie mocy bezpośredniego źródła ciepła do pola przekroju strumienia
ciepła. Pod tym względem występują bardzo duże różnice pomiędzy
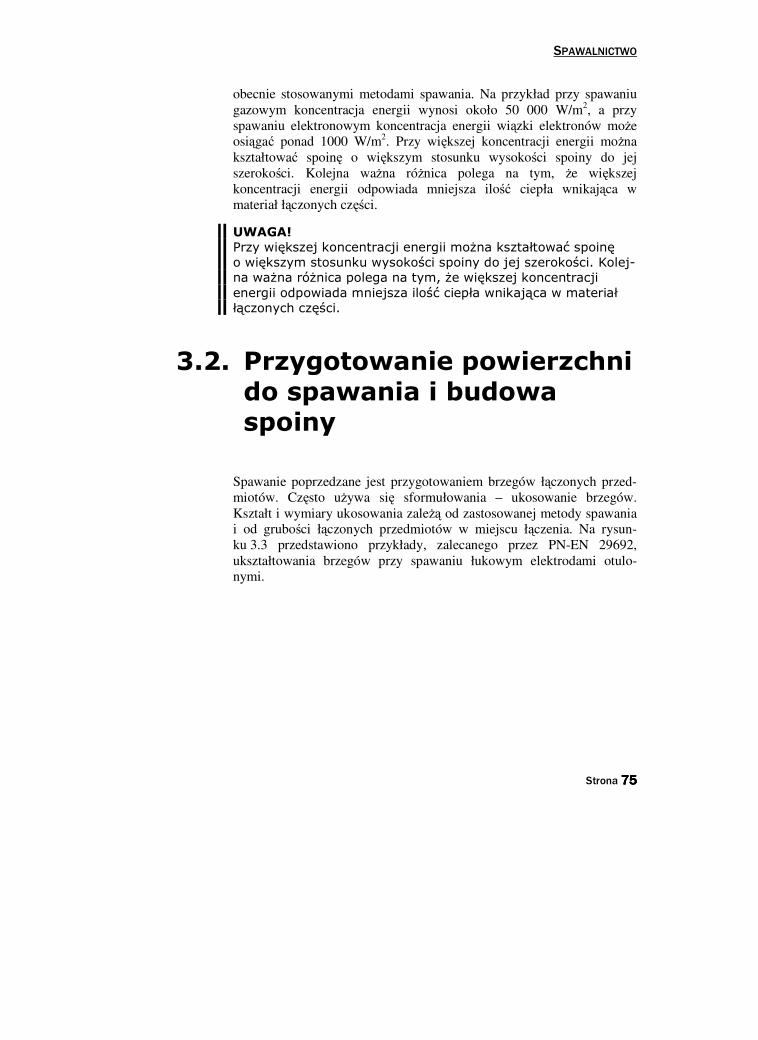
SPAWALNICTWO
Strona 75757575
obecnie stosowanymi metodami spawania. Na przykład przy spawaniu
gazowym koncentracja energii wynosi około 50 000 W/m2, a przy
spawaniu elektronowym koncentracja energii wiązki elektronów może
osiągać ponad 1000 W/m2. Przy większej koncentracji energii można
kształtować spoinę o większym stosunku wysokości spoiny do jej
szerokości. Kolejna ważna różnica polega na tym, że większej
koncentracji energii odpowiada mniejsza ilość ciepła wnikająca w
materiał łączonych części.
UWAGA! Przy większej koncentracji energii można kształtować spoinę o większym stosunku wysokości spoiny do jej szerokości. Kolej-na ważna różnica polega na tym, że większej koncentracji energii odpowiada mniejsza ilość ciepła wnikająca w materiał łączonych części.
3.2. Przygotowanie powierzchni do spawania i budowa spoiny
Spawanie poprzedzane jest przygotowaniem brzegów łączonych przed-
miotów. Często używa się sformułowania – ukosowanie brzegów.
Kształt i wymiary ukosowania zależą od zastosowanej metody spawania
i od grubości łączonych przedmiotów w miejscu łączenia. Na rysun-
ku 3.3 przedstawiono przykłady, zalecanego przez PN-EN 29692,
ukształtowania brzegów przy spawaniu łukowym elektrodami otulo-
nymi.
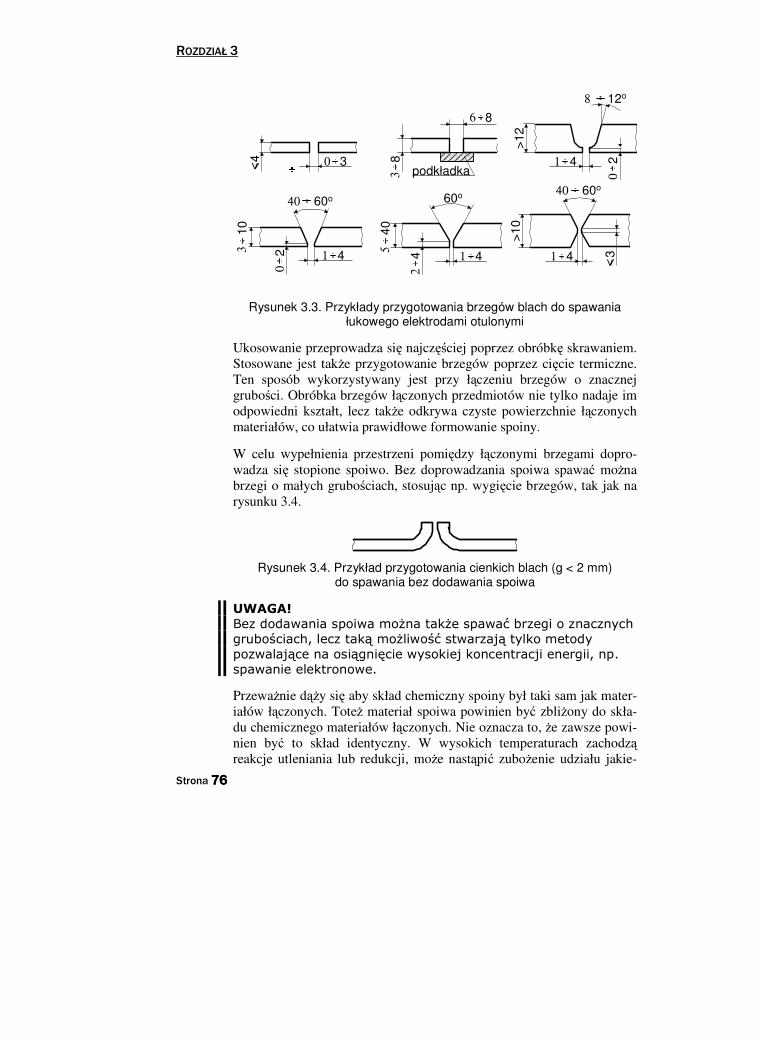
ROZDZIAŁ 3
Strona 76767676
0 3<1
41 4 1 4
1 4
1 4 <1
30
2
02
40 60o
6 8
38
54
0
31
0
60o
>1
2>
10
podkładka
40 60o
8 12o
24
Rysunek 3.3. Przykłady przygotowania brzegów blach do spawania łukowego elektrodami otulonymi
Ukosowanie przeprowadza się najczęściej poprzez obróbkę skrawaniem.
Stosowane jest także przygotowanie brzegów poprzez cięcie termiczne.
Ten sposób wykorzystywany jest przy łączeniu brzegów o znacznej
grubości. Obróbka brzegów łączonych przedmiotów nie tylko nadaje im
odpowiedni kształt, lecz także odkrywa czyste powierzchnie łączonych
materiałów, co ułatwia prawidłowe formowanie spoiny.
W celu wypełnienia przestrzeni pomiędzy łączonymi brzegami dopro-
wadza się stopione spoiwo. Bez doprowadzania spoiwa spawać można
brzegi o małych grubościach, stosując np. wygięcie brzegów, tak jak na
rysunku 3.4.
Rysunek 3.4. Przykład przygotowania cienkich blach (g < 2 mm) do spawania bez dodawania spoiwa
UWAGA! Bez dodawania spoiwa można także spawać brzegi o znacznych grubościach, lecz taką możliwość stwarzają tylko metody pozwalające na osiągnięcie wysokiej koncentracji energii, np. spawanie elektronowe.
Przeważnie dąży się aby skład chemiczny spoiny był taki sam jak mater-
iałów łączonych. Toteż materiał spoiwa powinien być zbliżony do skła-
du chemicznego materiałów łączonych. Nie oznacza to, że zawsze powi-
nien być to skład identyczny. W wysokich temperaturach zachodzą reakcje utleniania lub redukcji, może nastąpić zubożenie udziału jakie-
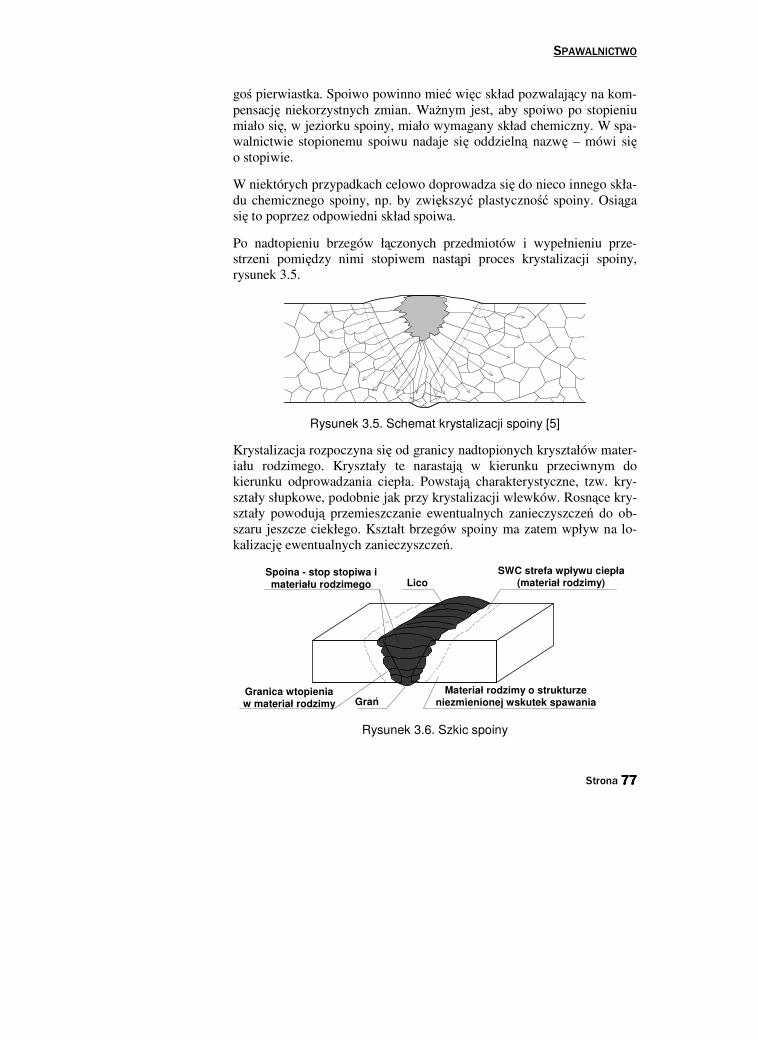
SPAWALNICTWO
Strona 77777777
goś pierwiastka. Spoiwo powinno mieć więc skład pozwalający na kom-
pensację niekorzystnych zmian. Ważnym jest, aby spoiwo po stopieniu
miało się, w jeziorku spoiny, miało wymagany skład chemiczny. W spa-
walnictwie stopionemu spoiwu nadaje się oddzielną nazwę – mówi się o stopiwie.
W niektórych przypadkach celowo doprowadza się do nieco innego skła-
du chemicznego spoiny, np. by zwiększyć plastyczność spoiny. Osiąga
się to poprzez odpowiedni skład spoiwa.
Po nadtopieniu brzegów łączonych przedmiotów i wypełnieniu prze-
strzeni pomiędzy nimi stopiwem nastąpi proces krystalizacji spoiny,
rysunek 3.5.
Rysunek 3.5. Schemat krystalizacji spoiny [5]
Krystalizacja rozpoczyna się od granicy nadtopionych kryształów mater-
iału rodzimego. Kryształy te narastają w kierunku przeciwnym do
kierunku odprowadzania ciepła. Powstają charakterystyczne, tzw. kry-
ształy słupkowe, podobnie jak przy krystalizacji wlewków. Rosnące kry-
ształy powodują przemieszczanie ewentualnych zanieczyszczeń do ob-
szaru jeszcze ciekłego. Kształt brzegów spoiny ma zatem wpływ na lo-
kalizację ewentualnych zanieczyszczeń.
SWC strefa wpływu ciepła(materiał rodzimy)
Materiał rodzimy o strukturzeniezmienionej wskutek spawania
Spoina - stop stopiwa imateriału rodzimego
Granica wtopieniaw materiał rodzimy Gran
Lico
Rysunek 3.6. Szkic spoiny
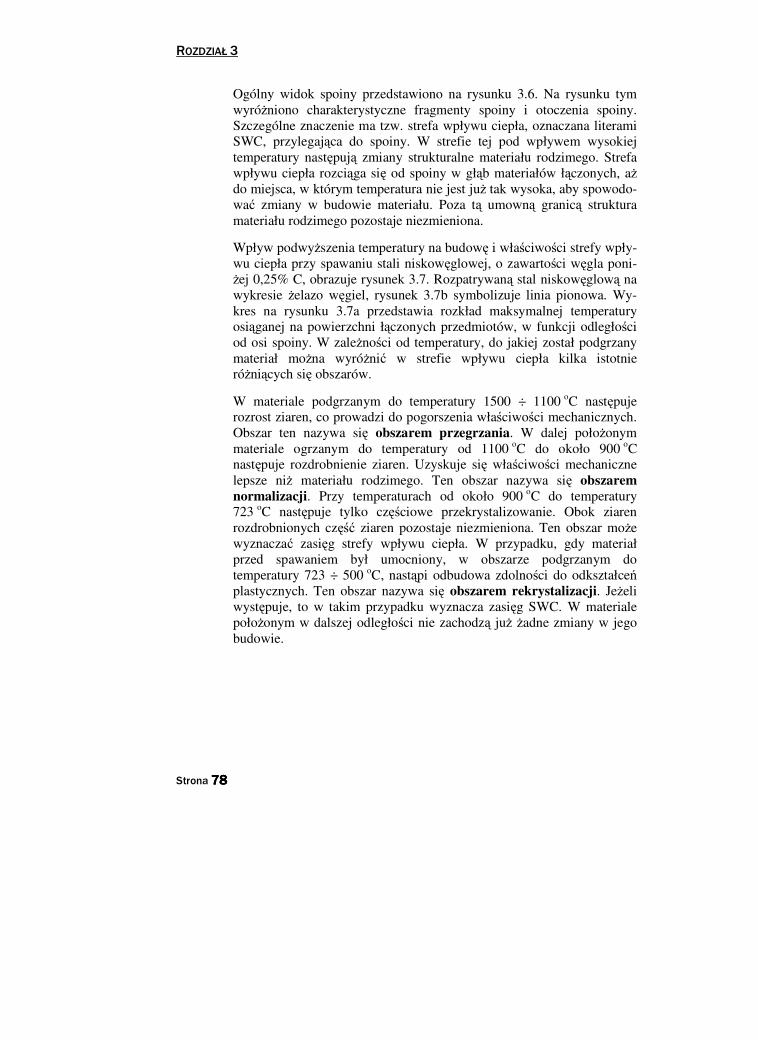
ROZDZIAŁ 3
Strona 78787878
Ogólny widok spoiny przedstawiono na rysunku 3.6. Na rysunku tym
wyróżniono charakterystyczne fragmenty spoiny i otoczenia spoiny.
Szczególne znaczenie ma tzw. strefa wpływu ciepła, oznaczana literami
SWC, przylegająca do spoiny. W strefie tej pod wpływem wysokiej
temperatury następują zmiany strukturalne materiału rodzimego. Strefa
wpływu ciepła rozciąga się od spoiny w głąb materiałów łączonych, aż do miejsca, w którym temperatura nie jest już tak wysoka, aby spowodo-
wać zmiany w budowie materiału. Poza tą umowną granicą struktura
materiału rodzimego pozostaje niezmieniona.
Wpływ podwyższenia temperatury na budowę i właściwości strefy wpły-
wu ciepła przy spawaniu stali niskowęglowej, o zawartości węgla poni-
żej 0,25% C, obrazuje rysunek 3.7. Rozpatrywaną stal niskowęglową na
wykresie żelazo węgiel, rysunek 3.7b symbolizuje linia pionowa. Wy-
kres na rysunku 3.7a przedstawia rozkład maksymalnej temperatury
osiąganej na powierzchni łączonych przedmiotów, w funkcji odległości
od osi spoiny. W zależności od temperatury, do jakiej został podgrzany
materiał można wyróżnić w strefie wpływu ciepła kilka istotnie
różniących się obszarów.
W materiale podgrzanym do temperatury 1500 ÷ 1100 oC następuje
rozrost ziaren, co prowadzi do pogorszenia właściwości mechanicznych.
Obszar ten nazywa się obszarem przegrzania. W dalej położonym
materiale ogrzanym do temperatury od 1100 oC do około 900
oC
następuje rozdrobnienie ziaren. Uzyskuje się właściwości mechaniczne
lepsze niż materiału rodzimego. Ten obszar nazywa się obszarem normalizacji. Przy temperaturach od około 900
oC do temperatury
723 oC następuje tylko częściowe przekrystalizowanie. Obok ziaren
rozdrobnionych część ziaren pozostaje niezmieniona. Ten obszar może
wyznaczać zasięg strefy wpływu ciepła. W przypadku, gdy materiał
przed spawaniem był umocniony, w obszarze podgrzanym do
temperatury 723 ÷ 500 oC, nastąpi odbudowa zdolności do odkształceń
plastycznych. Ten obszar nazywa się obszarem rekrystalizacji. Jeżeli
występuje, to w takim przypadku wyznacza zasięg SWC. W materiale
położonym w dalszej odległości nie zachodzą już żadne zmiany w jego
budowie.
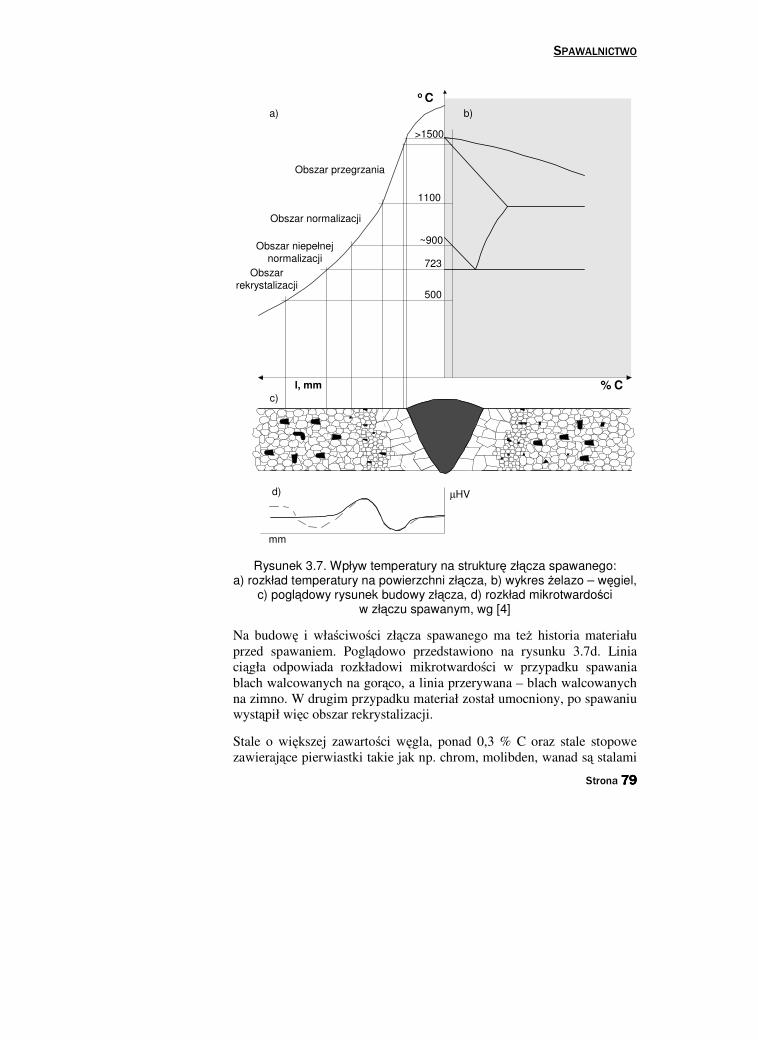
SPAWALNICTWO
Strona 79797979
o C
% Cl, mm
a) b)
c)
723
1100
500
>1500
~900
Obszar przegrzania
Obszar normalizacji
Obszar niepełnej
normalizacji
Obszar
rekrystalizacji
µHV
mm
d)
Rysunek 3.7. Wpływ temperatury na strukturę złącza spawanego: a) rozkład temperatury na powierzchni złącza, b) wykres żelazo – węgiel,
c) poglądowy rysunek budowy złącza, d) rozkład mikrotwardości w złączu spawanym, wg [4]
Na budowę i właściwości złącza spawanego ma też historia materiału
przed spawaniem. Poglądowo przedstawiono na rysunku 3.7d. Linia
ciągła odpowiada rozkładowi mikrotwardości w przypadku spawania
blach walcowanych na gorąco, a linia przerywana – blach walcowanych
na zimno. W drugim przypadku materiał został umocniony, po spawaniu
wystąpił więc obszar rekrystalizacji.
Stale o większej zawartości węgla, ponad 0,3 % C oraz stale stopowe
zawierające pierwiastki takie jak np. chrom, molibden, wanad są stalami
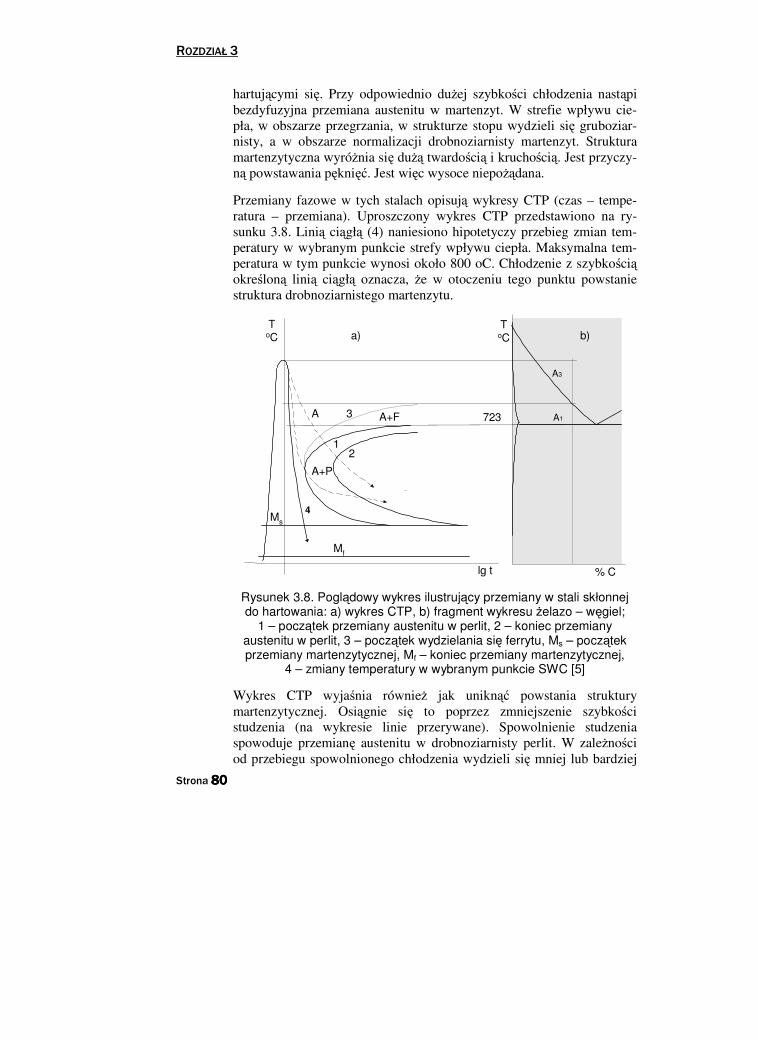
ROZDZIAŁ 3
Strona 80808080
hartującymi się. Przy odpowiednio dużej szybkości chłodzenia nastąpi
bezdyfuzyjna przemiana austenitu w martenzyt. W strefie wpływu cie-
pła, w obszarze przegrzania, w strukturze stopu wydzieli się gruboziar-
nisty, a w obszarze normalizacji drobnoziarnisty martenzyt. Struktura
martenzytyczna wyróżnia się dużą twardością i kruchością. Jest przyczy-
ną powstawania pęknięć. Jest więc wysoce niepożądana.
Przemiany fazowe w tych stalach opisują wykresy CTP (czas – tempe-
ratura – przemiana). Uproszczony wykres CTP przedstawiono na ry-
sunku 3.8. Linią ciągłą (4) naniesiono hipotetyczy przebieg zmian tem-
peratury w wybranym punkcie strefy wpływu ciepła. Maksymalna tem-
peratura w tym punkcie wynosi około 800 oC. Chłodzenie z szybkością określoną linią ciągłą oznacza, że w otoczeniu tego punktu powstanie
struktura drobnoziarnistego martenzytu.
ToC
lg t
ToC
A3
A1
Ms
Mf
% C
A+P
A+F
a) b)
A
12
3 723
4
Rysunek 3.8. Poglądowy wykres ilustrujący przemiany w stali skłonnej do hartowania: a) wykres CTP, b) fragment wykresu żelazo – węgiel;
1 – początek przemiany austenitu w perlit, 2 – koniec przemiany austenitu w perlit, 3 – początek wydzielania się ferrytu, Ms – początek przemiany martenzytycznej, Mf – koniec przemiany martenzytycznej,
4 – zmiany temperatury w wybranym punkcie SWC [5]
Wykres CTP wyjaśnia również jak uniknąć powstania struktury
martenzytycznej. Osiągnie się to poprzez zmniejszenie szybkości
studzenia (na wykresie linie przerywane). Spowolnienie studzenia
spowoduje przemianę austenitu w drobnoziarnisty perlit. W zależności
od przebiegu spowolnionego chłodzenia wydzieli się mniej lub bardziej
SPAWALNICTWO
Strona 81818181
drobnoziarnisty perlit. Przy dużym przechłodzeniu, poniżej temperatury
500o C wydzieli się szczególnie rozdrobniony, iglasty perlit, zwany
bajnitem. Odpowiednie spowolnienie chłodzenia, osiągane poprzez
podgrzewanie spoiny w czasie spawania i po spawaniu jest
najprostszym i podstawowym sposobem, pozwalającym w wielu przypadkach, na uniknięcie powstania struktury martenzytycznej.
UWAGA! Opisywany dotychczas stan SWC odpowiada formowaniu spoiny przez jedną warstwę. Przy spoinach o dużej grubości, jej ufor-mowanie, wymaga położenia kilku, a nawet kilkunastu warstw, rysunek 3.9. Wtedy do materiału przylegającego do spoiny do-chodzą kolejne porcje ciepła.
Rysunek 3.9. Formowanie spoiny kilkoma warstwami
Na przykład, jeżeli przy spawaniu stali niskowęglowej w określonym
miejscu SWC powstała struktura gruboziarnista, a kolejny impuls ciepła
spowodował podniesienie temperatury do około 1000o C, to nastąpi
proces normalizacji, powstanie struktura drobnoziarnista. W przypadku
stali skłonnych do hartowania ponowne podgrzanie w wyniku dopływu
ciepła z kolejnej warstwy może uruchomić procesy charakterystyczne
dla odpuszczania.
3.3. Naprężenia i odkształcenia spawalnicze
Nierównomierne nagrzewanie części łączonych spowodowane spawa-
niem oraz przemiany strukturalne w strefie wpływu ciepła są podstawo-
wymi przyczynami powstawania naprężeń własnych w konstrukcjach
spawanych. Naprężenia cieplne, wywołane nierównomiernym nagrze-
waniem, praktycznie zawsze powstają po spawaniu i mają duży zasięg.
Mechanizm powstawania naprężeń cieplnych obrazuje podany na ry-
sunku 3.10 przykład miejscowego podgrzewania płyty.
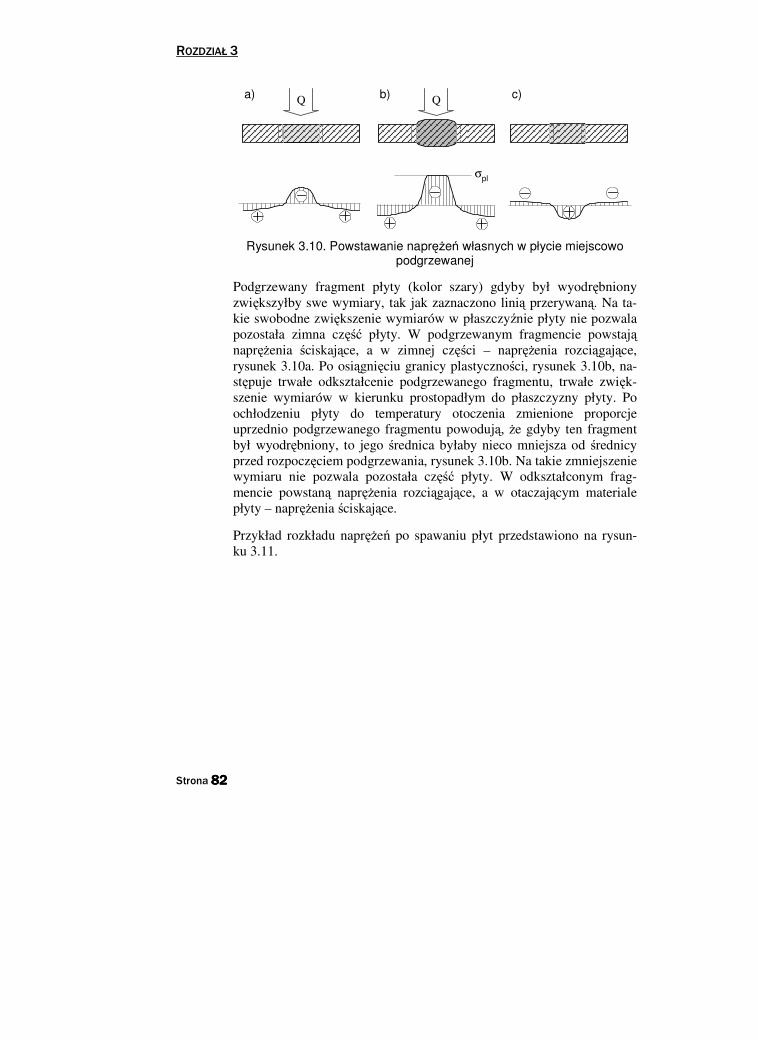
ROZDZIAŁ 3
Strona 82828282
Q Q
σpl
a) b) c)
Rysunek 3.10. Powstawanie naprężeń własnych w płycie miejscowo podgrzewanej
Podgrzewany fragment płyty (kolor szary) gdyby był wyodrębniony
zwiększyłby swe wymiary, tak jak zaznaczono linią przerywaną. Na ta-
kie swobodne zwiększenie wymiarów w płaszczyźnie płyty nie pozwala
pozostała zimna część płyty. W podgrzewanym fragmencie powstają naprężenia ściskające, a w zimnej części – naprężenia rozciągające,
rysunek 3.10a. Po osiągnięciu granicy plastyczności, rysunek 3.10b, na-
stępuje trwałe odkształcenie podgrzewanego fragmentu, trwałe zwięk-
szenie wymiarów w kierunku prostopadłym do płaszczyzny płyty. Po
ochłodzeniu płyty do temperatury otoczenia zmienione proporcje
uprzednio podgrzewanego fragmentu powodują, że gdyby ten fragment
był wyodrębniony, to jego średnica byłaby nieco mniejsza od średnicy
przed rozpoczęciem podgrzewania, rysunek 3.10b. Na takie zmniejszenie
wymiaru nie pozwala pozostała część płyty. W odkształconym frag-
mencie powstaną naprężenia rozciągające, a w otaczającym materiale
płyty – naprężenia ściskające.
Przykład rozkładu naprężeń po spawaniu płyt przedstawiono na rysun-
ku 3.11.
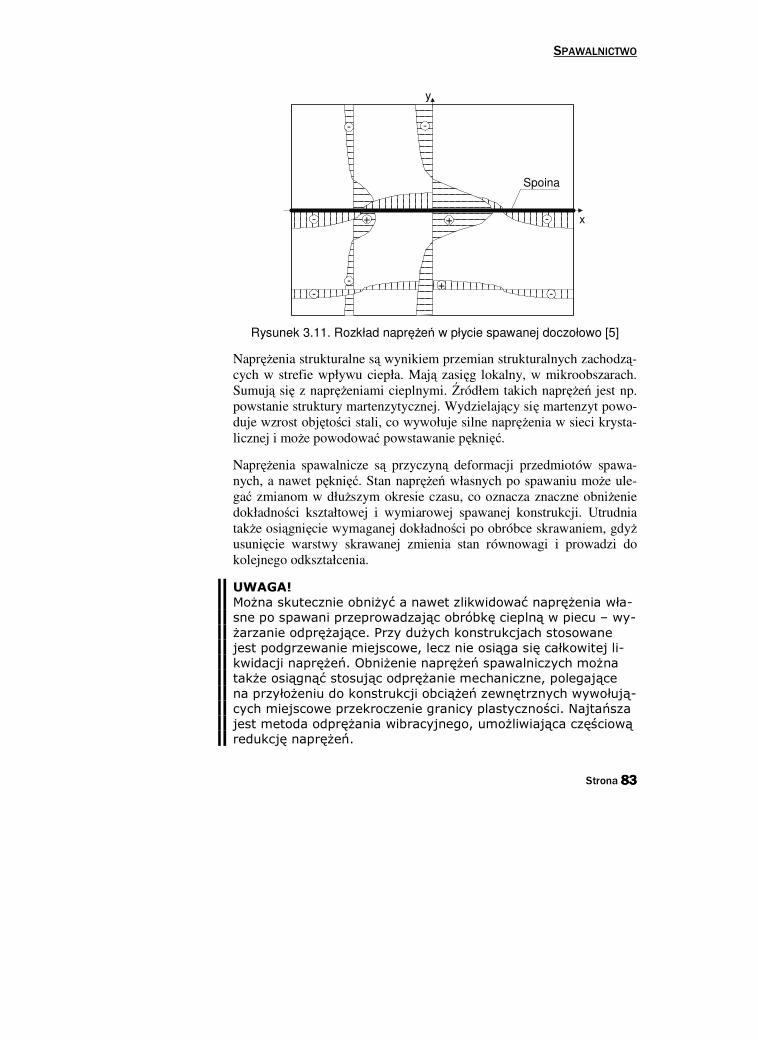
SPAWALNICTWO
Strona 83838383
x
y
-+
+
-
- -
--
--
+
Spoina
+
-
Rysunek 3.11. Rozkład naprężeń w płycie spawanej doczołowo [5]
Naprężenia strukturalne są wynikiem przemian strukturalnych zachodzą-cych w strefie wpływu ciepła. Mają zasięg lokalny, w mikroobszarach.
Sumują się z naprężeniami cieplnymi. Źródłem takich naprężeń jest np.
powstanie struktury martenzytycznej. Wydzielający się martenzyt powo-
duje wzrost objętości stali, co wywołuje silne naprężenia w sieci krysta-
licznej i może powodować powstawanie pęknięć.
Naprężenia spawalnicze są przyczyną deformacji przedmiotów spawa-
nych, a nawet pęknięć. Stan naprężeń własnych po spawaniu może ule-
gać zmianom w dłuższym okresie czasu, co oznacza znaczne obniżenie
dokładności kształtowej i wymiarowej spawanej konstrukcji. Utrudnia
także osiągnięcie wymaganej dokładności po obróbce skrawaniem, gdyż usunięcie warstwy skrawanej zmienia stan równowagi i prowadzi do
kolejnego odkształcenia.
UWAGA! Można skutecznie obniżyć a nawet zlikwidować naprężenia wła-sne po spawani przeprowadzając obróbkę cieplną w piecu – wy-żarzanie odprężające. Przy dużych konstrukcjach stosowane jest podgrzewanie miejscowe, lecz nie osiąga się całkowitej li-kwidacji naprężeń. Obniżenie naprężeń spawalniczych można także osiągnąć stosując odprężanie mechaniczne, polegające na przyłożeniu do konstrukcji obciążeń zewnętrznych wywołują-cych miejscowe przekroczenie granicy plastyczności. Najtańsza jest metoda odprężania wibracyjnego, umożliwiająca częściową redukcję naprężeń.
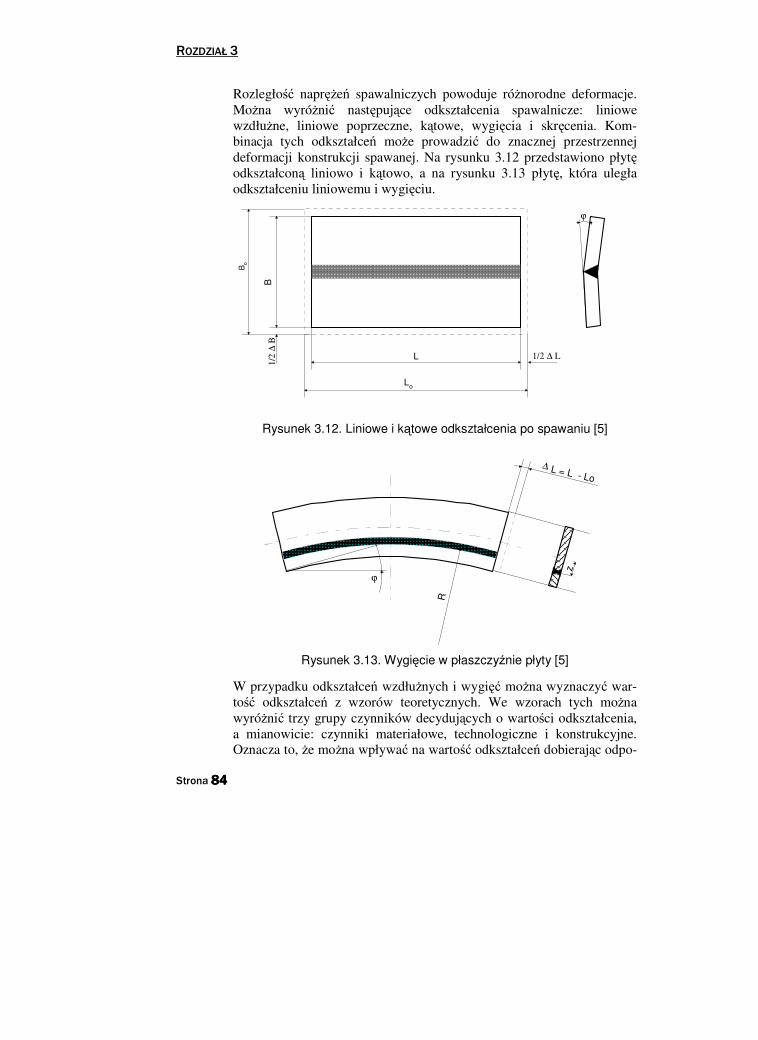
ROZDZIAŁ 3
Strona 84848484
Rozległość naprężeń spawalniczych powoduje różnorodne deformacje.
Można wyróżnić następujące odkształcenia spawalnicze: liniowe
wzdłużne, liniowe poprzeczne, kątowe, wygięcia i skręcenia. Kom-
binacja tych odkształceń może prowadzić do znacznej przestrzennej
deformacji konstrukcji spawanej. Na rysunku 3.12 przedstawiono płytę odkształconą liniowo i kątowo, a na rysunku 3.13 płytę, która uległa
odkształceniu liniowemu i wygięciu.
L
Lo
B
Bo
ϕ
1/2 ∆ L
1/2
∆ B
Rysunek 3.12. Liniowe i kątowe odkształcenia po spawaniu [5]
z
L = L - Lo
ϕ
∆
R
Rysunek 3.13. Wygięcie w płaszczyźnie płyty [5]
W przypadku odkształceń wzdłużnych i wygięć można wyznaczyć war-
tość odkształceń z wzorów teoretycznych. We wzorach tych można
wyróżnić trzy grupy czynników decydujących o wartości odkształcenia,
a mianowicie: czynniki materiałowe, technologiczne i konstrukcyjne.
Oznacza to, że można wpływać na wartość odkształceń dobierając odpo-
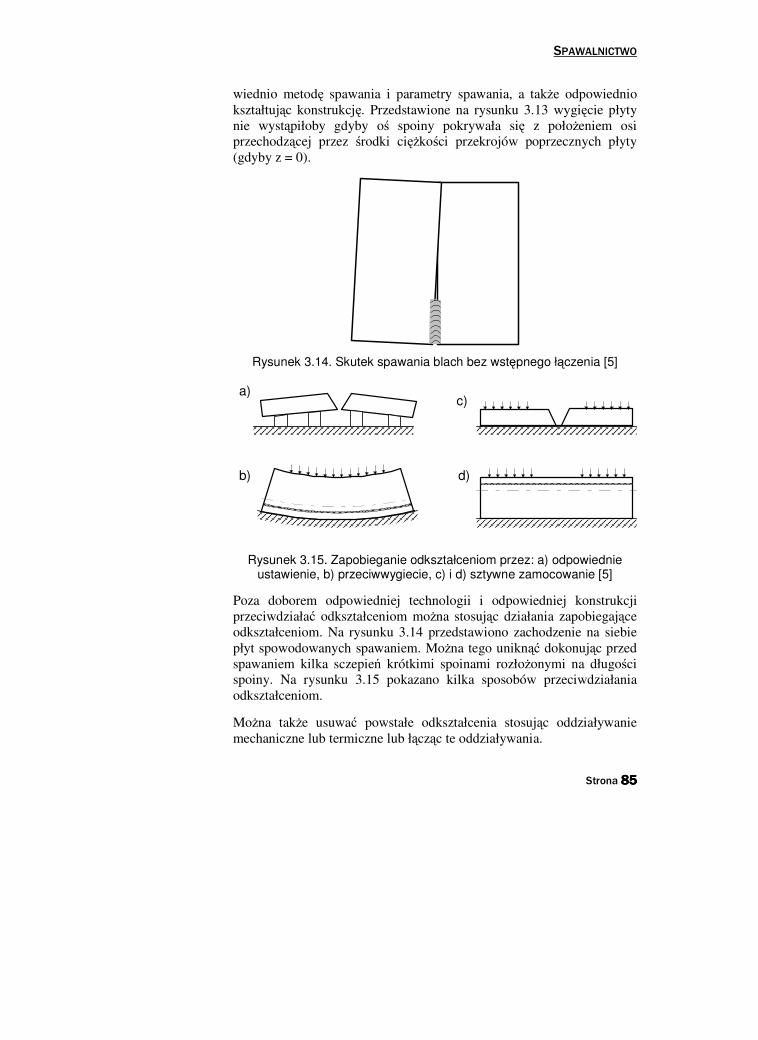
SPAWALNICTWO
Strona 85858585
wiednio metodę spawania i parametry spawania, a także odpowiednio
kształtując konstrukcję. Przedstawione na rysunku 3.13 wygięcie płyty
nie wystąpiłoby gdyby oś spoiny pokrywała się z położeniem osi
przechodzącej przez środki ciężkości przekrojów poprzecznych płyty
(gdyby z = 0).
Rysunek 3.14. Skutek spawania blach bez wstępnego łączenia [5]
a)
b)
c)
d)
Rysunek 3.15. Zapobieganie odkształceniom przez: a) odpowiednie ustawienie, b) przeciwwygiecie, c) i d) sztywne zamocowanie [5]
Poza doborem odpowiedniej technologii i odpowiedniej konstrukcji
przeciwdziałać odkształceniom można stosując działania zapobiegające
odkształceniom. Na rysunku 3.14 przedstawiono zachodzenie na siebie
płyt spowodowanych spawaniem. Można tego uniknąć dokonując przed
spawaniem kilka sczepień krótkimi spoinami rozłożonymi na długości
spoiny. Na rysunku 3.15 pokazano kilka sposobów przeciwdziałania
odkształceniom.
Można także usuwać powstałe odkształcenia stosując oddziaływanie
mechaniczne lub termiczne lub łącząc te oddziaływania.

ROZDZIAŁ 3
Strona 86868686
3.4. Pękanie połączeń spawanych
Konstrukcjach spawane, tak jak i części maszyn wytwarzane innymi
metodami, narażone są na pękanie spowodowane oddziaływaniem na-
prężeń przekraczających naprężenia dopuszczalne. Przy obciążeniach
statycznych, na przykład przy rozciąganiu, wytrzymałość połączenia
spawanego jest zbliżona do wytrzymałości materiału rodzimego, a pęka-
nie najczęściej występuje poza spoiną, w strefie wpływu ciepła. Nato-
miast spawanie niekorzystnie wpływa na wytrzymałość zmęczeniową. Geometria spoiny a w szczególności różnego rodzaju niezgodności spa-
walnicze (wady spawalnicze, np.: podtopienia grani lub lica, brak przeto-
pu, kratery, zażużlenia, pęcherze gazowe) tworzą karby prowadzące do
lokalnego spiętrzenia naprężeń. Dodatkowo sytuację pogarsza występo-
wanie w połączeniach spawanych naprężeń własnych. Sumowanie się naprężeń rozciągających cyklu zmęczeniowego z naprężeniami rozciąga-
jącymi własnymi jest kolejnym powodem obniżenia wytrzymałości
w przypadku działania naprężeń zmiennych w czasie. Można przyjąć, że
wytrzymałość zmęczeniowa połączenia spawanego jest niższa niż mater-
iału rodzimego.
Również w przypadku pękania kruchego spawanie może wprowadzać dodatkowe okoliczności sprzyjające pękaniu.
UWAGA! Pękanie kruche następuje w stopach metali, w których zanika zdolność do odkształceń plastycznych. Przejście materiału pla-stycznego w stan kruchy w szczególności uzależnione jest od temperatury pracy konstrukcji. Stan kruchy osiągany jest naj-częściej w temperaturach poniżej zera stopni Celsjusza.
Podobnie jak i w przypadku obciążeń zmiennych, występowanie nie-
zgodności spawalniczych może ułatwić zapoczątkowanie i rozwój pęk-
nięć. Nawet zgniot materiału spowodowany w czasie obróbki brzegów
spoiny przed spawaniem może być dodatkową przyczyna ułatwiającą powstanie pękania kruchego.
W połączeniach spawanych występują także szczególne przypadki pęka-
nia, uzewnętrzniające się bez przyłożenia obciążeń zewnętrznych, cha-
rakterystyczne tylko dla połączeń spawanych, a mianowicie: pękanie na
gorąco, pękanie na zimno, pękanie wodorowe, pękanie lamelarne.
SPAWALNICTWO
Strona 87878787
Pękanie na gorąco
Pęknięcia na gorąco powstają w okresie krzepnięcia spoiny, w zakresie
temperatur pomiędzy likwidusem i solidusem (przejście stopu od stanu
ciekłego do stanu stałego) oraz nieco poniżej solidusu. Pęknięcia te po-
wstają na granicy ziaren, w spoinie lub w strefie przetopienia. Przyczyną występowania gorących pęknięć jest występowanie w stopie niekorzyst-
nych domieszek, przede wszystkim siarki i fosforu. Pierwiastki te tworzą niskotopliwe eutektyki. W okresie krzepnięcia występuje „rywalizacja”
pomiędzy zwiększającymi się naprężeniami rozciągającymi i krystaliza-
cją z cieczy ciała stałego zdolnego do przenoszenia naprężeń. Występo-
wanie w tym okresie ciekłych warstewek lub ciekłych wtrąceń znacząco
zmniejsza zdolność do przenoszenia naprężeń rozciągających, co prowa-
dzi do rozwoju pęknięć. Pękaniu sprzyja także sztywne zamocowanie
przedmiotów spawanych oraz zbyt wąski kształt spoiny. Podstawowym
sposobem zapobieganiu pękaniu na gorąco jest stosowanie stali i spoiwa
o maksymalnie ograniczonym udziale szkodliwych domieszek. Zawar-
tość siarki i fosforu nie powinna przekraczać 0,04 %. Zapobiegać można
także przez dodawanie do spoiwa manganu. Mangan tworzy z siarką trudnotopliwy siarczek, unika się w ten sposób niskotopliwych siarcz-
ków żelaza. Kolejne działania zapobiegawcze polegają na zwiększeniu
szybkości chłodzenia w okresie krzepnięcia, zwiększeniu plastyczności
spoiny, odpowiednim ukształtowaniu brzegów spoiny (zalecane jest
przyjmowanie stosunku wysokości do szerokości spoiny wynoszącego
1:1) i na swobodnym zamocowaniu przedmiotów spawanych, o ile jest
to możliwe.
Pękanie na zimno
Pękanie na zimno występuje po obniżeniu temperatury spoiny poniżej
200o C. Pęknięcia na zimno mogą się uzewnętrznić zaraz osiągnięciu
temperatury poniżej 200o C lub ze znacznym opóźnieniem, nawet po
około 40 godzinach. Pęknięcia zimne mogą powstawać w spoinie lub
w strefie wpływu ciepła, a ich ukierunkowanie może być równoległe lub
prostopadłe do osi spoiny, rysunek 3.16.
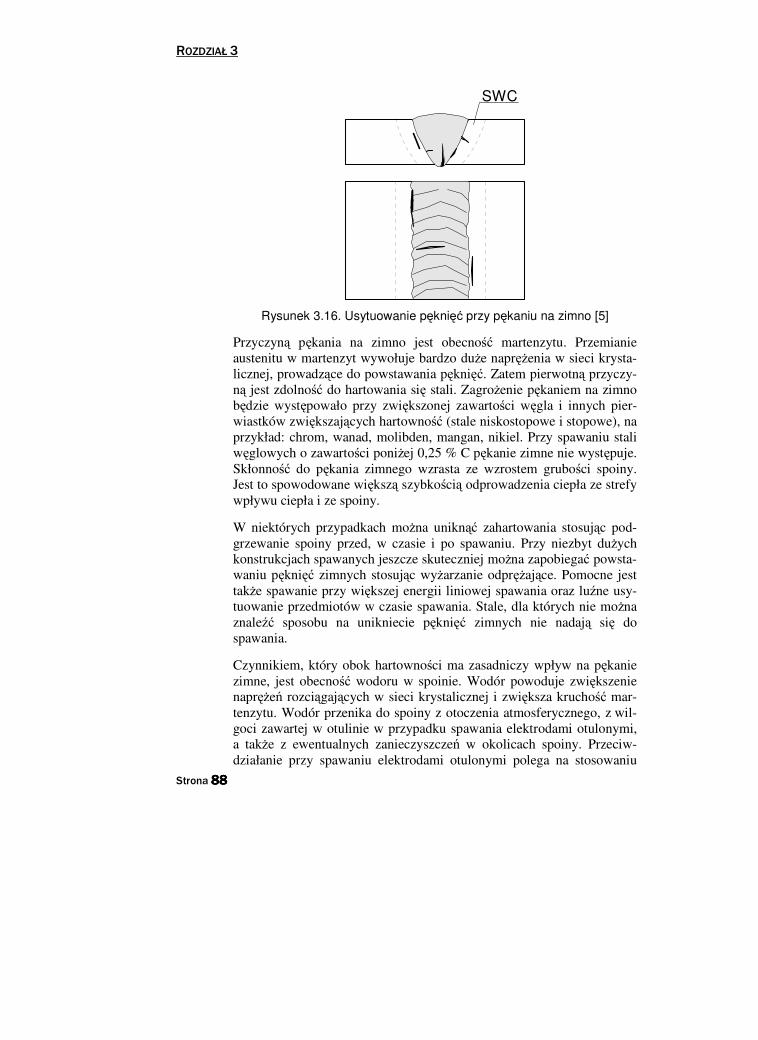
ROZDZIAŁ 3
Strona 88888888
SWC
Rysunek 3.16. Usytuowanie pęknięć przy pękaniu na zimno [5]
Przyczyną pękania na zimno jest obecność martenzytu. Przemianie
austenitu w martenzyt wywołuje bardzo duże naprężenia w sieci krysta-
licznej, prowadzące do powstawania pęknięć. Zatem pierwotną przyczy-
ną jest zdolność do hartowania się stali. Zagrożenie pękaniem na zimno
będzie występowało przy zwiększonej zawartości węgla i innych pier-
wiastków zwiększających hartowność (stale niskostopowe i stopowe), na
przykład: chrom, wanad, molibden, mangan, nikiel. Przy spawaniu stali
węglowych o zawartości poniżej 0,25 % C pękanie zimne nie występuje.
Skłonność do pękania zimnego wzrasta ze wzrostem grubości spoiny.
Jest to spowodowane większą szybkością odprowadzenia ciepła ze strefy
wpływu ciepła i ze spoiny.
W niektórych przypadkach można uniknąć zahartowania stosując pod-
grzewanie spoiny przed, w czasie i po spawaniu. Przy niezbyt dużych
konstrukcjach spawanych jeszcze skuteczniej można zapobiegać powsta-
waniu pęknięć zimnych stosując wyżarzanie odprężające. Pomocne jest
także spawanie przy większej energii liniowej spawania oraz luźne usy-
tuowanie przedmiotów w czasie spawania. Stale, dla których nie można
znaleźć sposobu na unikniecie pęknięć zimnych nie nadają się do
spawania.
Czynnikiem, który obok hartowności ma zasadniczy wpływ na pękanie
zimne, jest obecność wodoru w spoinie. Wodór powoduje zwiększenie
naprężeń rozciągających w sieci krystalicznej i zwiększa kruchość mar-
tenzytu. Wodór przenika do spoiny z otoczenia atmosferycznego, z wil-
goci zawartej w otulinie w przypadku spawania elektrodami otulonymi,
a także z ewentualnych zanieczyszczeń w okolicach spoiny. Przeciw-
działanie przy spawaniu elektrodami otulonymi polega na stosowaniu
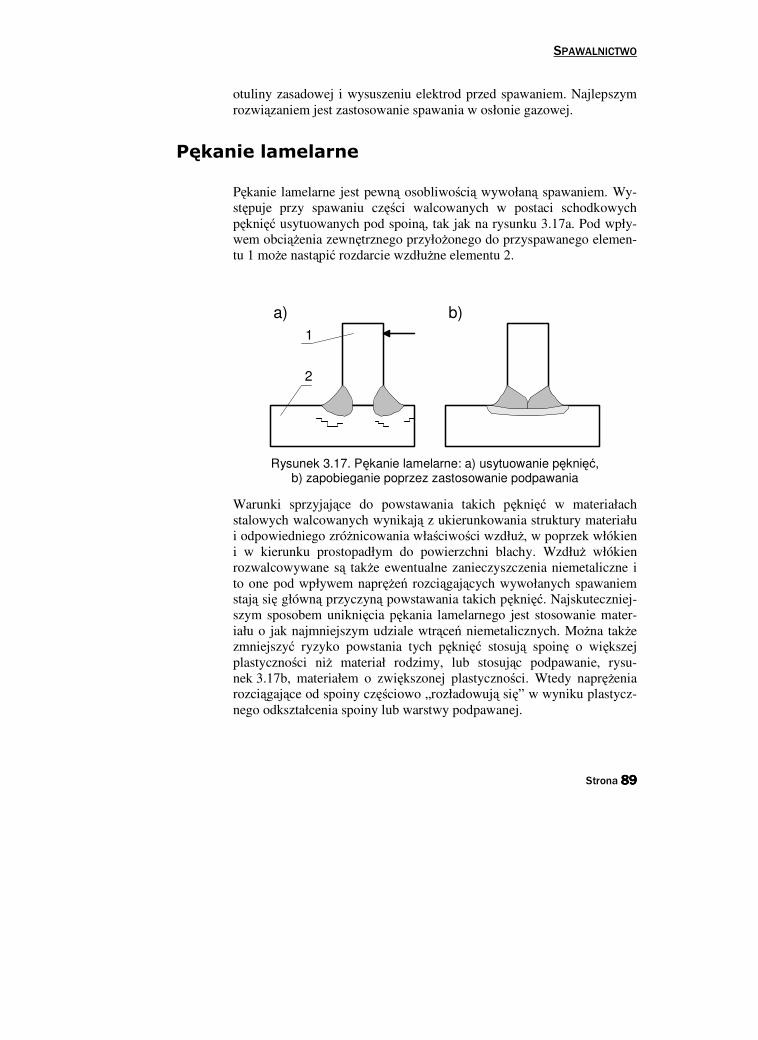
SPAWALNICTWO
Strona 89898989
otuliny zasadowej i wysuszeniu elektrod przed spawaniem. Najlepszym
rozwiązaniem jest zastosowanie spawania w osłonie gazowej.
Pękanie lamelarne
Pękanie lamelarne jest pewną osobliwością wywołaną spawaniem. Wy-
stępuje przy spawaniu części walcowanych w postaci schodkowych
pęknięć usytuowanych pod spoiną, tak jak na rysunku 3.17a. Pod wpły-
wem obciążenia zewnętrznego przyłożonego do przyspawanego elemen-
tu 1 może nastąpić rozdarcie wzdłużne elementu 2.
a) b)
1
2
Rysunek 3.17. Pękanie lamelarne: a) usytuowanie pęknięć, b) zapobieganie poprzez zastosowanie podpawania
Warunki sprzyjające do powstawania takich pęknięć w materiałach
stalowych walcowanych wynikają z ukierunkowania struktury materiału
i odpowiedniego zróżnicowania właściwości wzdłuż, w poprzek włókien
i w kierunku prostopadłym do powierzchni blachy. Wzdłuż włókien
rozwalcowywane są także ewentualne zanieczyszczenia niemetaliczne i
to one pod wpływem naprężeń rozciągających wywołanych spawaniem
stają się główną przyczyną powstawania takich pęknięć. Najskuteczniej-
szym sposobem uniknięcia pękania lamelarnego jest stosowanie mater-
iału o jak najmniejszym udziale wtrąceń niemetalicznych. Można także
zmniejszyć ryzyko powstania tych pęknięć stosują spoinę o większej
plastyczności niż materiał rodzimy, lub stosując podpawanie, rysu-
nek 3.17b, materiałem o zwiększonej plastyczności. Wtedy naprężenia
rozciągające od spoiny częściowo „rozładowują się” w wyniku plastycz-
nego odkształcenia spoiny lub warstwy podpawanej.
ROZDZIAŁ 3
Strona 90909090
3.5. Spawalność
Pojęcie spawalność określa przydatność materiału do spawania, do
tworzenia poprzez spawanie trwałych połączeń zdolnych do przeno-
szenia zakładanych obciążeń. Obecnie wiedza o spawalności materiałów
jest rozległa i ciągle się rozwija, także z konieczności, gdyż tworzone są nowe odmiany materiałów lub nowe sposoby ich obróbki, wprowadzają-ce zmiany ich właściwości, dotyczy to także stali. Obszerne opracowania
podejmujące te zagadnienia można znaleźć w pracach [1], [2], [3], [4].
Najważniejszymi czynnikami decydującymi o spawalności stali są: udział procentowy węgla i pierwiastków zwiększających skłonność do
hartowania oraz udział domieszek szkodliwych, siarki i fosforu. Stale
węglowe o zawartości do 0,2 % C są stalami łatwo spawalnymi. Przy
większej zawartości węgla, do 0,45% C uzyskanie jakościowo dobrej
spoiny wymaga podgrzewania spoiny i ewentualnie obróbki cieplnej po
spawaniu. Głównym zagrożeniem jest powstawanie pęknięć zimnych.
Wstępną ocenę tego zagrożenia w przypadku stali stopowych można
dokonać obliczając różnoważną zawartość węgla Ce posługując się empiryczną zależnością:
Ce = C +Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15 [%],
gdzie C, Mn, Cr, Mo, V, Ni, Cu oznacza udział procentowy wymienio-
nych pierwiastków.
Ze wzrostem grubości łączonych części zwiększa się szybkość odprowa-
dzania ciepła, co ułatwia powstanie struktury martenzytycznej. Podaną zależność na ekwiwalentną zawartość węgla powinno się więc kory-
gować [4]:
Ceg = Ce + 0,0244 g,
gdzie g – grubość spoiny w cm.
Na podstawie wartości ekwiwalentnej zawartości węgla można dokonać orientacyjnej oceny przydatności stali do spawania [4]:
• przy C < 0,3% i Ce < 0,5% stal można uznać za dobrze
spawalną,
SPAWALNICTWO
Strona 91919191
• przy C < 0,35% i 0,5 < Ce < 0,7% spawanie jest możliwe,
lecz wymagane jest podgrzewanie złacza i ewentualnie także
obróbka cieplna,
• przy C > 0,35% i Ce > 0,7% stal jest warunkowo spawalna,
to znaczy, że po starannej analizie wykresów CTP w niektó-
rych przypadkach można dobrać parametry spawania, spo-
sób chłodzenia i ewentualnie obróbkę cieplna, umożliwiają-ce uformowanie poprawnego złącza spawanego.
UWAGA! Niezależnie od sprawdzenia zagrożenia wystąpienia pękania zimnego niezbędna jest ocena wystąpienia pękania gorącego. Ze względu na pękanie gorące zawartość siarki i fosforu nie powinna przekraczać w stalach węglowych 0,04%, a w przy-padku odpowiedzialnych konstrukcji i w stalach stopowych za-wartość tych pierwiastków powinna być mniejsza niż 0,02%.
3.6. Podstawowy podział metod spawania
Jako kryteria do dokonania podstawowego podziału metod spawania
przyjęto podział ze względu na bezpośrednie źródło ciepła i podział ze
względu na sposób ochrony spoiny.
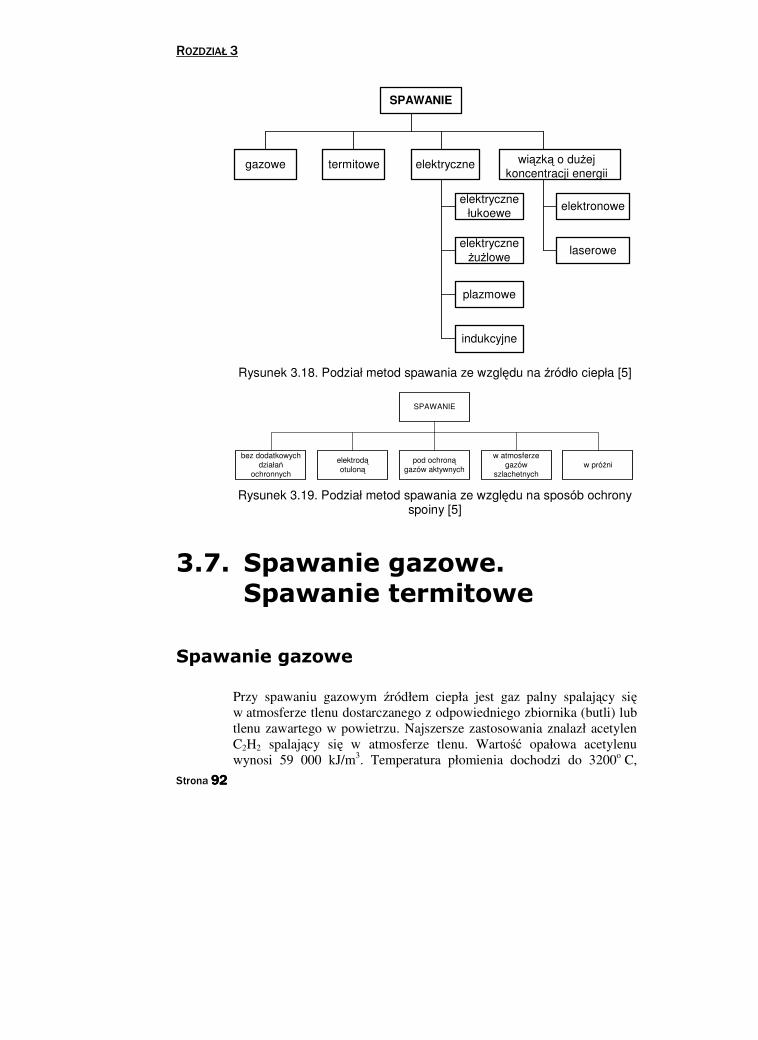
ROZDZIAŁ 3
Strona 92929292
elektrycznełukoewe
elektryczne
żużlowe
plazmowe
elektronowe
laserowe
gazowe termitowe elektryczne
SPAWANIE
indukcyjne
wiązką o dużejkoncentracji energii
Rysunek 3.18. Podział metod spawania ze względu na źródło ciepła [5]
bez dodatkowychdziałań
ochronnych
elektrodąotuloną
pod ochronągazów aktywnych
w atmosferzegazów
szlachetnychw próżni
SPAWANIE
Rysunek 3.19. Podział metod spawania ze względu na sposób ochrony spoiny [5]
3.7. Spawanie gazowe. Spawanie termitowe
Spawanie gazowe
Przy spawaniu gazowym źródłem ciepła jest gaz palny spalający się w atmosferze tlenu dostarczanego z odpowiedniego zbiornika (butli) lub
tlenu zawartego w powietrzu. Najszersze zastosowania znalazł acetylen
C2H2 spalający się w atmosferze tlenu. Wartość opałowa acetylenu
wynosi 59 000 kJ/m3. Temperatura płomienia dochodzi do 3200o C,
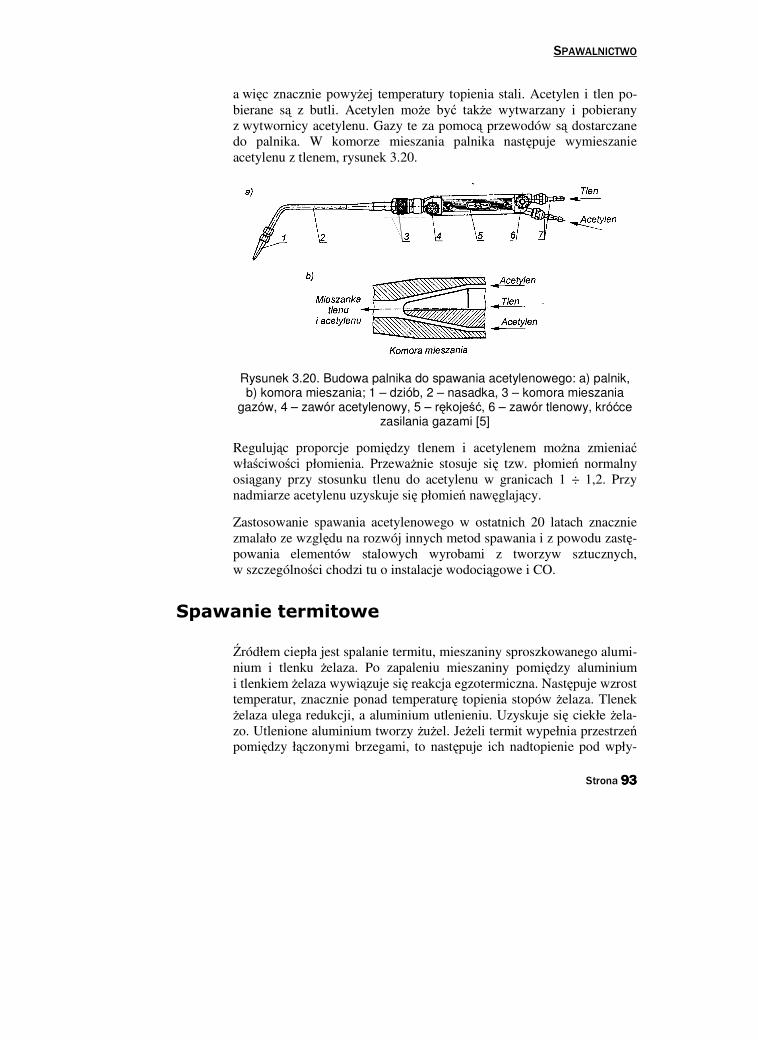
SPAWALNICTWO
Strona 93939393
a więc znacznie powyżej temperatury topienia stali. Acetylen i tlen po-
bierane są z butli. Acetylen może być także wytwarzany i pobierany
z wytwornicy acetylenu. Gazy te za pomocą przewodów są dostarczane
do palnika. W komorze mieszania palnika następuje wymieszanie
acetylenu z tlenem, rysunek 3.20.
Rysunek 3.20. Budowa palnika do spawania acetylenowego: a) palnik, b) komora mieszania; 1 – dziób, 2 – nasadka, 3 – komora mieszania
gazów, 4 – zawór acetylenowy, 5 – rękojeść, 6 – zawór tlenowy, króćce zasilania gazami [5]
Regulując proporcje pomiędzy tlenem i acetylenem można zmieniać właściwości płomienia. Przeważnie stosuje się tzw. płomień normalny
osiągany przy stosunku tlenu do acetylenu w granicach 1 ÷ 1,2. Przy
nadmiarze acetylenu uzyskuje się płomień nawęglający.
Zastosowanie spawania acetylenowego w ostatnich 20 latach znacznie
zmalało ze względu na rozwój innych metod spawania i z powodu zastę-powania elementów stalowych wyrobami z tworzyw sztucznych,
w szczególności chodzi tu o instalacje wodociągowe i CO.
Spawanie termitowe
Źródłem ciepła jest spalanie termitu, mieszaniny sproszkowanego alumi-
nium i tlenku żelaza. Po zapaleniu mieszaniny pomiędzy aluminium
i tlenkiem żelaza wywiązuje się reakcja egzotermiczna. Następuje wzrost
temperatur, znacznie ponad temperaturę topienia stopów żelaza. Tlenek
żelaza ulega redukcji, a aluminium utlenieniu. Uzyskuje się ciekłe żela-
zo. Utlenione aluminium tworzy żużel. Jeżeli termit wypełnia przestrzeń pomiędzy łączonymi brzegami, to następuje ich nadtopienie pod wpły-
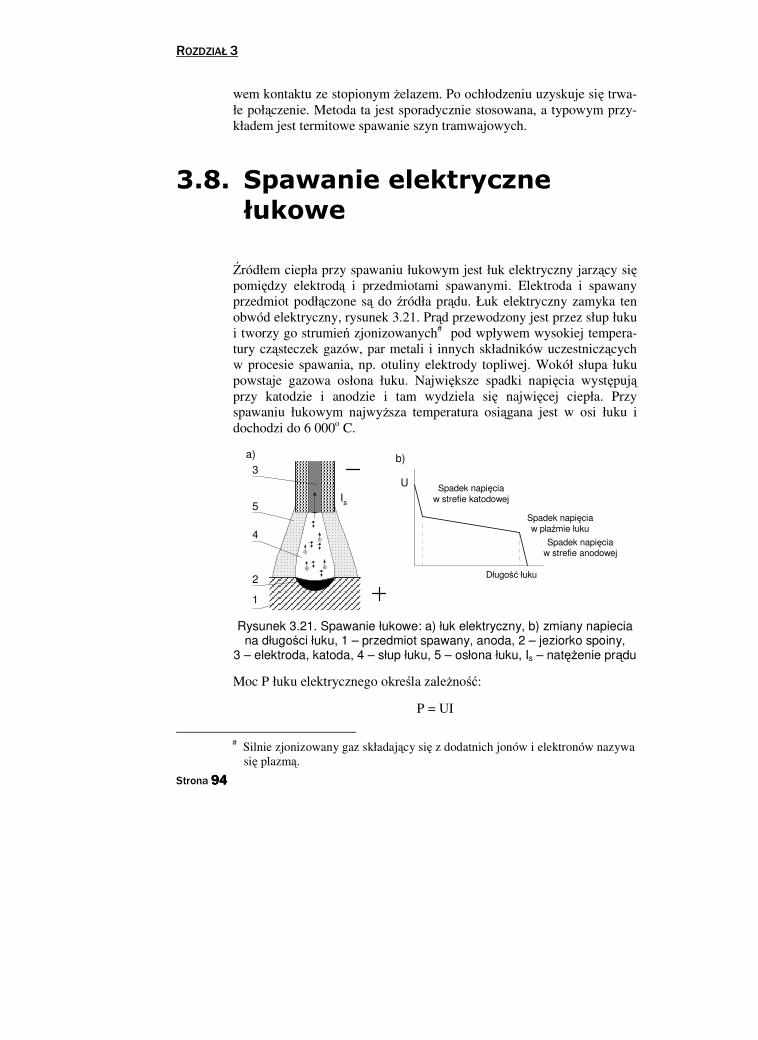
ROZDZIAŁ 3
Strona 94949494
wem kontaktu ze stopionym żelazem. Po ochłodzeniu uzyskuje się trwa-
łe połączenie. Metoda ta jest sporadycznie stosowana, a typowym przy-
kładem jest termitowe spawanie szyn tramwajowych.
3.8. Spawanie elektryczne łukowe
Źródłem ciepła przy spawaniu łukowym jest łuk elektryczny jarzący się pomiędzy elektrodą i przedmiotami spawanymi. Elektroda i spawany
przedmiot podłączone są do źródła prądu. Łuk elektryczny zamyka ten
obwód elektryczny, rysunek 3.21. Prąd przewodzony jest przez słup łuku
i tworzy go strumień zjonizowanych# pod wpływem wysokiej tempera-
tury cząsteczek gazów, par metali i innych składników uczestniczących
w procesie spawania, np. otuliny elektrody topliwej. Wokół słupa łuku
powstaje gazowa osłona łuku. Największe spadki napięcia występują przy katodzie i anodzie i tam wydziela się najwięcej ciepła. Przy
spawaniu łukowym najwyższa temperatura osiągana jest w osi łuku i
dochodzi do 6 000o C.
1
2
3
4
5
Spadek napięcia
w strefie katodowej
Spadek napięciaw strefie anodowej
Spadek napięcia
w plaźmie łuku
Długość łuku
U
b)
Is
a)
Rysunek 3.21. Spawanie łukowe: a) łuk elektryczny, b) zmiany napiecia na długości łuku, 1 – przedmiot spawany, anoda, 2 – jeziorko spoiny,
3 – elektroda, katoda, 4 – słup łuku, 5 – osłona łuku, Is – natężenie prądu
Moc P łuku elektrycznego określa zależność:
P = UI
# Silnie zjonizowany gaz składający się z dodatnich jonów i elektronów nazywa
się plazmą.
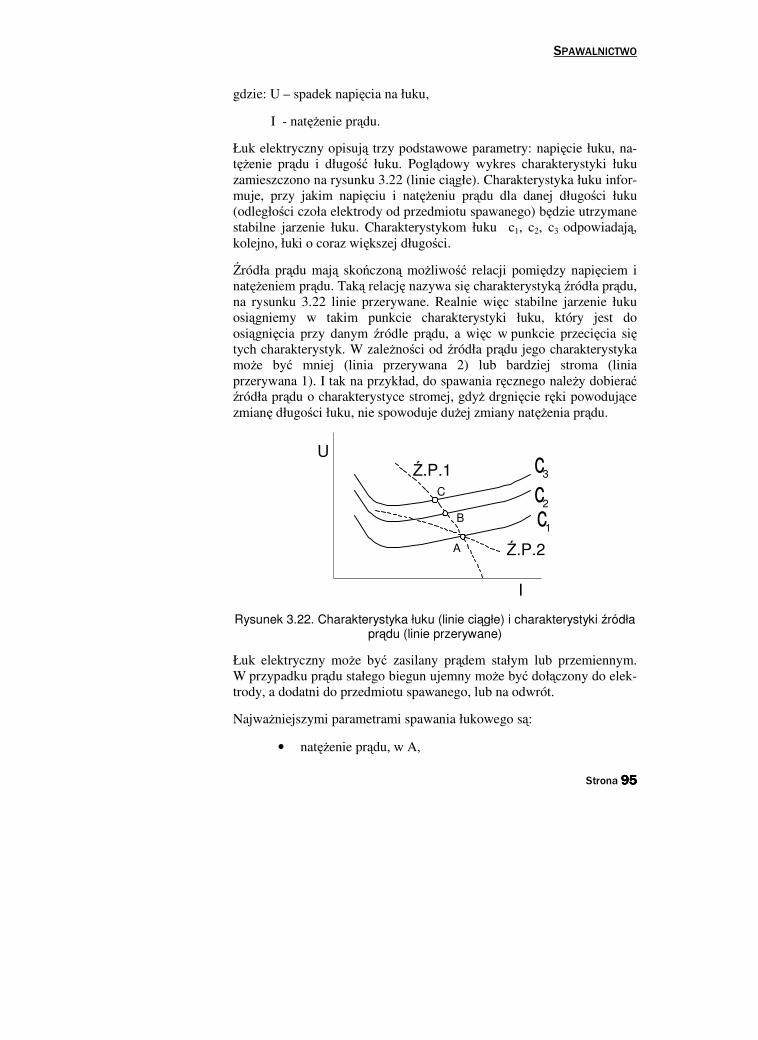
SPAWALNICTWO
Strona 95959595
gdzie: U – spadek napięcia na łuku,
I - natężenie prądu.
Łuk elektryczny opisują trzy podstawowe parametry: napięcie łuku, na-
tężenie prądu i długość łuku. Poglądowy wykres charakterystyki łuku
zamieszczono na rysunku 3.22 (linie ciągłe). Charakterystyka łuku infor-
muje, przy jakim napięciu i natężeniu prądu dla danej długości łuku
(odległości czoła elektrody od przedmiotu spawanego) będzie utrzymane
stabilne jarzenie łuku. Charakterystykom łuku c1, c2, c3 odpowiadają, kolejno, łuki o coraz większej długości.
Źródła prądu mają skończoną możliwość relacji pomiędzy napięciem i
natężeniem prądu. Taką relację nazywa się charakterystyką źródła prądu,
na rysunku 3.22 linie przerywane. Realnie więc stabilne jarzenie łuku
osiągniemy w takim punkcie charakterystyki łuku, który jest do
osiągnięcia przy danym źródle prądu, a więc w punkcie przecięcia się tych charakterystyk. W zależności od źródła prądu jego charakterystyka
może być mniej (linia przerywana 2) lub bardziej stroma (linia
przerywana 1). I tak na przykład, do spawania ręcznego należy dobierać źródła prądu o charakterystyce stromej, gdyż drgnięcie ręki powodujące
zmianę długości łuku, nie spowoduje dużej zmiany natężenia prądu.
I
Uc
3
c2
c1
Ź.P.1
A
B
C
Ź.P.2
Rysunek 3.22. Charakterystyka łuku (linie ciągłe) i charakterystyki źródła prądu (linie przerywane)
Łuk elektryczny może być zasilany prądem stałym lub przemiennym.
W przypadku prądu stałego biegun ujemny może być dołączony do elek-
trody, a dodatni do przedmiotu spawanego, lub na odwrót.
Najważniejszymi parametrami spawania łukowego są:
• natężenie prądu, w A,
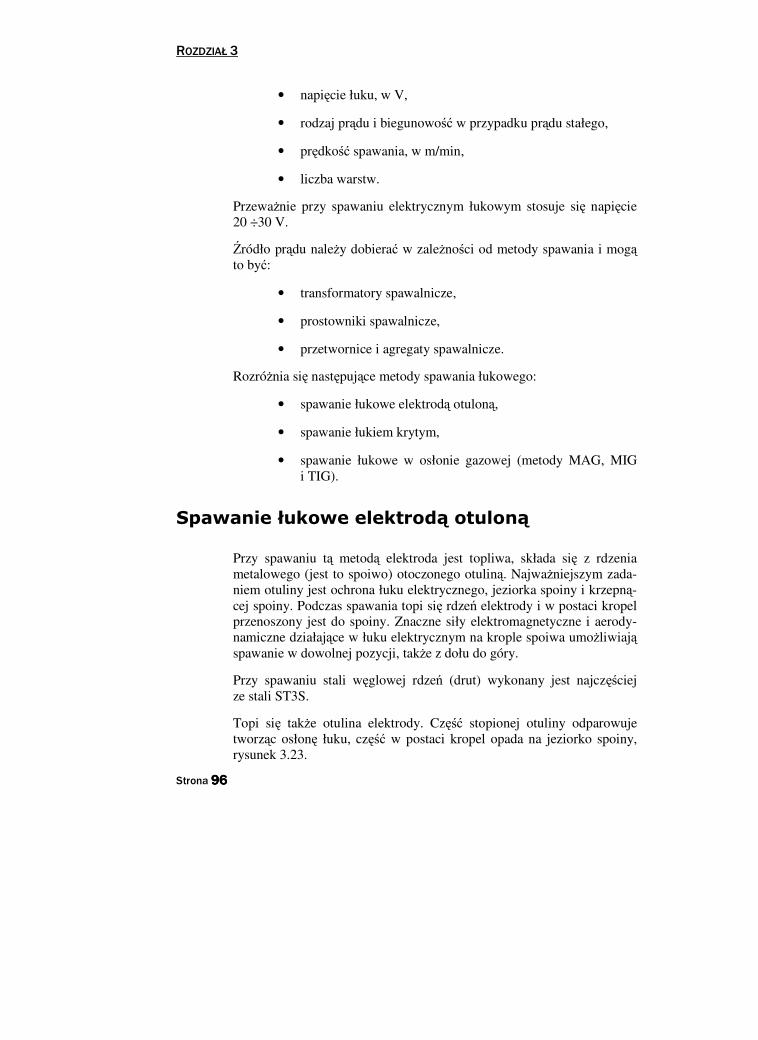
ROZDZIAŁ 3
Strona 96969696
• napięcie łuku, w V,
• rodzaj prądu i biegunowość w przypadku prądu stałego,
• prędkość spawania, w m/min,
• liczba warstw.
Przeważnie przy spawaniu elektrycznym łukowym stosuje się napięcie
20 ÷30 V.
Źródło prądu należy dobierać w zależności od metody spawania i mogą to być:
• transformatory spawalnicze,
• prostowniki spawalnicze,
• przetwornice i agregaty spawalnicze.
Rozróżnia się następujące metody spawania łukowego:
• spawanie łukowe elektrodą otuloną,
• spawanie łukiem krytym,
• spawanie łukowe w osłonie gazowej (metody MAG, MIG
i TIG).
Spawanie łukowe elektrodą otuloną
Przy spawaniu tą metodą elektroda jest topliwa, składa się z rdzenia
metalowego (jest to spoiwo) otoczonego otuliną. Najważniejszym zada-
niem otuliny jest ochrona łuku elektrycznego, jeziorka spoiny i krzepną-cej spoiny. Podczas spawania topi się rdzeń elektrody i w postaci kropel
przenoszony jest do spoiny. Znaczne siły elektromagnetyczne i aerody-
namiczne działające w łuku elektrycznym na krople spoiwa umożliwiają spawanie w dowolnej pozycji, także z dołu do góry.
Przy spawaniu stali węglowej rdzeń (drut) wykonany jest najczęściej
ze stali ST3S.
Topi się także otulina elektrody. Część stopionej otuliny odparowuje
tworząc osłonę łuku, część w postaci kropel opada na jeziorko spoiny,
rysunek 3.23.
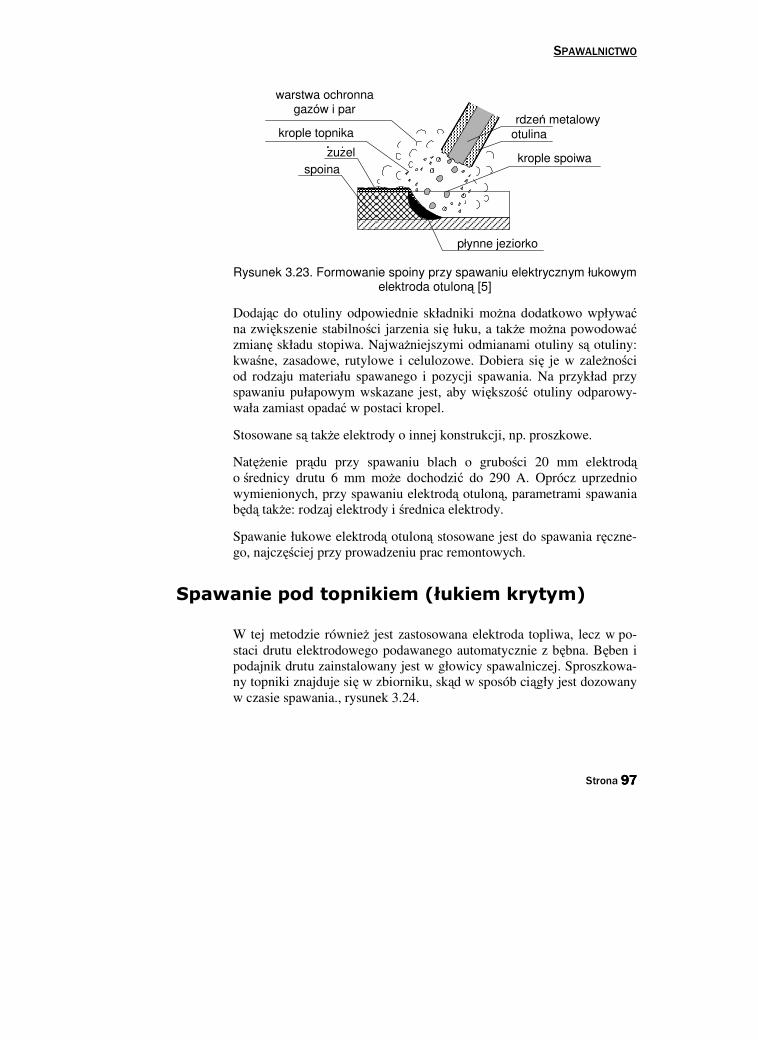
SPAWALNICTWO
Strona 97979797
rdzeń metalowy
otulina
krople spoiwa
krople topnika
zuzel
warstwa ochronnagazów i par
płynne jeziorko
spoina
Rysunek 3.23. Formowanie spoiny przy spawaniu elektrycznym łukowym elektroda otuloną [5]
Dodając do otuliny odpowiednie składniki można dodatkowo wpływać na zwiększenie stabilności jarzenia się łuku, a także można powodować zmianę składu stopiwa. Najważniejszymi odmianami otuliny są otuliny:
kwaśne, zasadowe, rutylowe i celulozowe. Dobiera się je w zależności
od rodzaju materiału spawanego i pozycji spawania. Na przykład przy
spawaniu pułapowym wskazane jest, aby większość otuliny odparowy-
wała zamiast opadać w postaci kropel.
Stosowane są także elektrody o innej konstrukcji, np. proszkowe.
Natężenie prądu przy spawaniu blach o grubości 20 mm elektrodą o średnicy drutu 6 mm może dochodzić do 290 A. Oprócz uprzednio
wymienionych, przy spawaniu elektrodą otuloną, parametrami spawania
będą także: rodzaj elektrody i średnica elektrody.
Spawanie łukowe elektrodą otuloną stosowane jest do spawania ręczne-
go, najczęściej przy prowadzeniu prac remontowych.
Spawanie pod topnikiem (łukiem krytym)
W tej metodzie również jest zastosowana elektroda topliwa, lecz w po-
staci drutu elektrodowego podawanego automatycznie z bębna. Bęben i
podajnik drutu zainstalowany jest w głowicy spawalniczej. Sproszkowa-
ny topniki znajduje się w zbiorniku, skąd w sposób ciągły jest dozowany
w czasie spawania., rysunek 3.24.
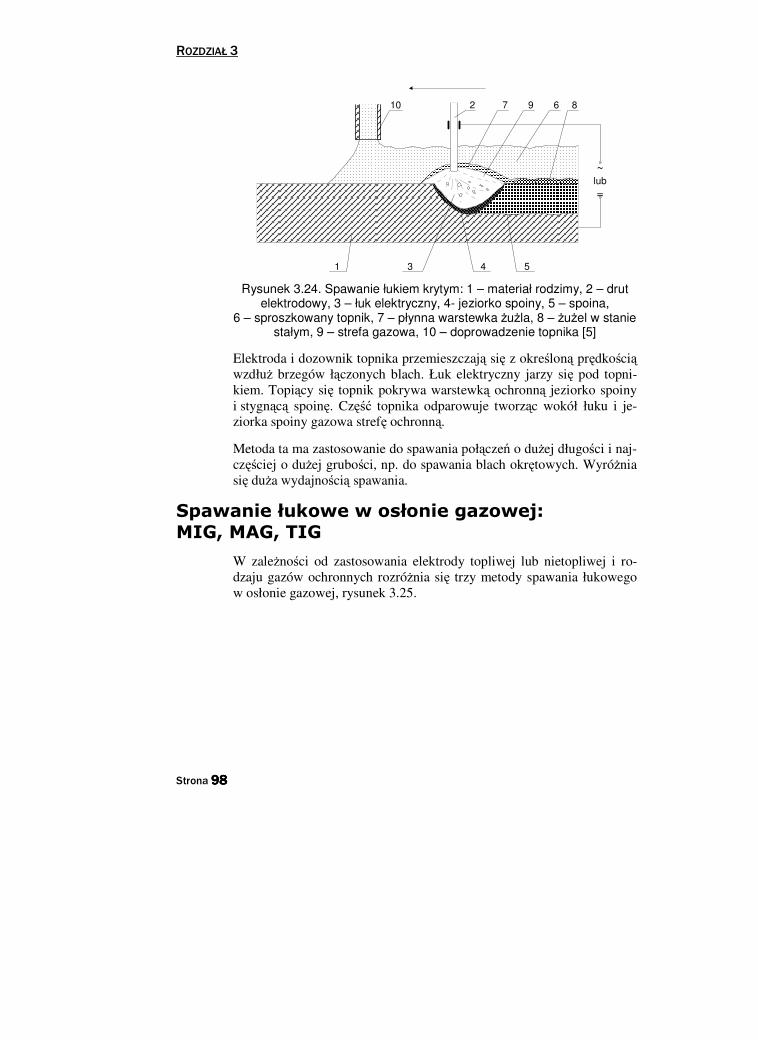
ROZDZIAŁ 3
Strona 98989898
~lub
=
2 7 9 6 810
1 3 4 5
Rysunek 3.24. Spawanie łukiem krytym: 1 – materiał rodzimy, 2 – drut elektrodowy, 3 – łuk elektryczny, 4- jeziorko spoiny, 5 – spoina,
6 – sproszkowany topnik, 7 – płynna warstewka żużla, 8 – żużel w stanie stałym, 9 – strefa gazowa, 10 – doprowadzenie topnika [5]
Elektroda i dozownik topnika przemieszczają się z określoną prędkością wzdłuż brzegów łączonych blach. Łuk elektryczny jarzy się pod topni-
kiem. Topiący się topnik pokrywa warstewką ochronną jeziorko spoiny
i stygnącą spoinę. Część topnika odparowuje tworząc wokół łuku i je-
ziorka spoiny gazowa strefę ochronną.
Metoda ta ma zastosowanie do spawania połączeń o dużej długości i naj-
częściej o dużej grubości, np. do spawania blach okrętowych. Wyróżnia
się duża wydajnością spawania.
Spawanie łukowe w osłonie gazowej: MIG, MAG, TIG
W zależności od zastosowania elektrody topliwej lub nietopliwej i ro-
dzaju gazów ochronnych rozróżnia się trzy metody spawania łukowego
w osłonie gazowej, rysunek 3.25.
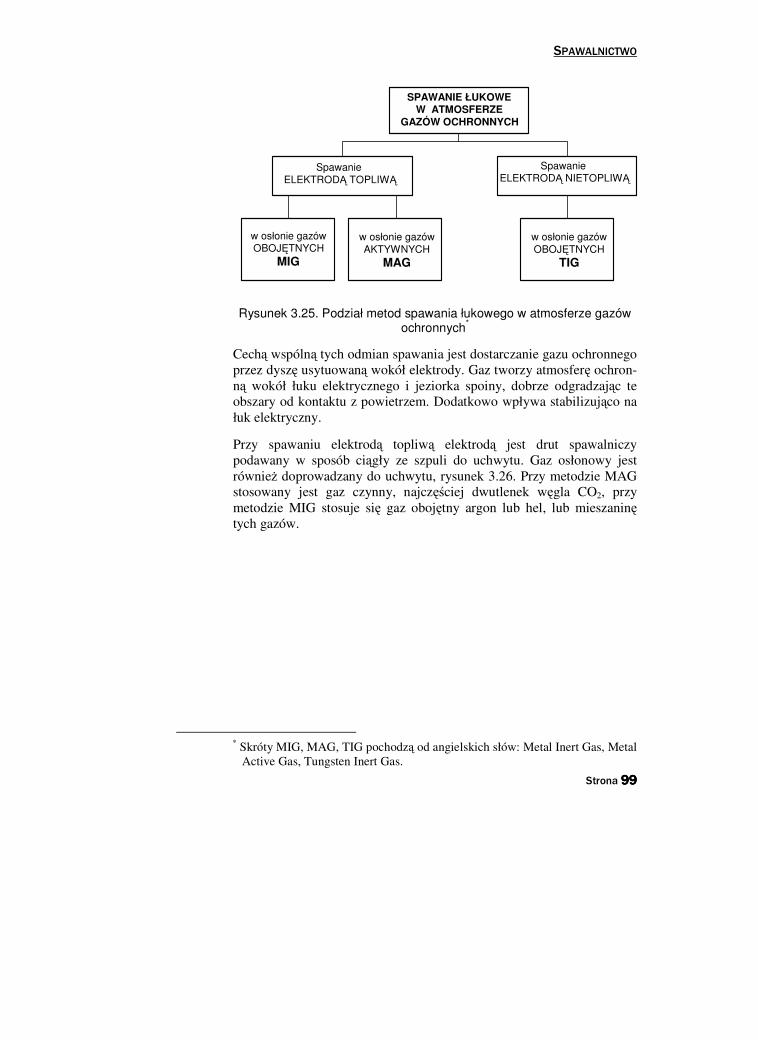
SPAWALNICTWO
Strona 99999999
SPAWANIE ŁUKOWEW ATMOSFERZE
GAZÓW OCHRONNYCH
Spawanie
ELEKTRODĄ TOPLIWĄSpawanie
ELEKTRODĄ NIETOPLIWĄ
w osłonie gazówOBOJĘTNYCH
MIG
w osłonie gazów
OBOJĘTNYCH
TIG
w osłonie gazów
AKTYWNYCH
MAG
Rysunek 3.25. Podział metod spawania łukowego w atmosferze gazów ochronnych
*
Cechą wspólną tych odmian spawania jest dostarczanie gazu ochronnego
przez dyszę usytuowaną wokół elektrody. Gaz tworzy atmosferę ochron-
ną wokół łuku elektrycznego i jeziorka spoiny, dobrze odgradzając te
obszary od kontaktu z powietrzem. Dodatkowo wpływa stabilizująco na
łuk elektryczny.
Przy spawaniu elektrodą topliwą elektrodą jest drut spawalniczy
podawany w sposób ciągły ze szpuli do uchwytu. Gaz osłonowy jest
również doprowadzany do uchwytu, rysunek 3.26. Przy metodzie MAG
stosowany jest gaz czynny, najczęściej dwutlenek węgla CO2, przy
metodzie MIG stosuje się gaz obojętny argon lub hel, lub mieszaninę tych gazów.
* Skróty MIG, MAG, TIG pochodzą od angielskich słów: Metal Inert Gas, Metal
Active Gas, Tungsten Inert Gas.
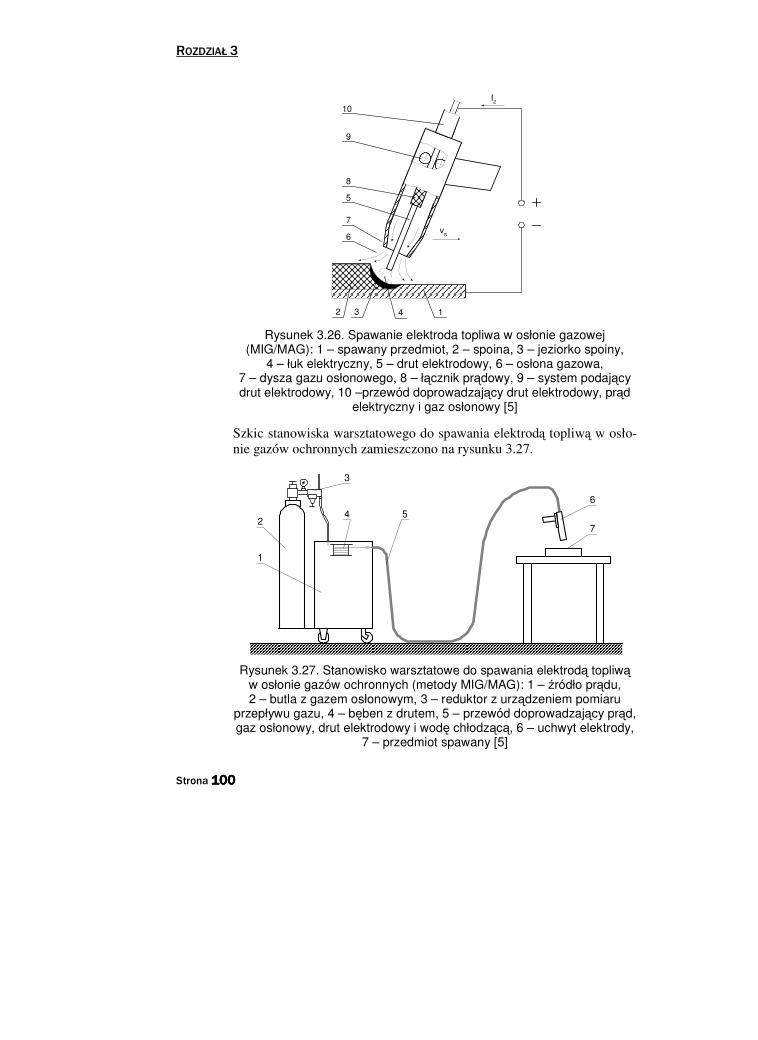
ROZDZIAŁ 3
Strona 100100100100
2 13 4
6
5
7
8
9
Iz
10
vs
Rysunek 3.26. Spawanie elektroda topliwa w osłonie gazowej (MIG/MAG): 1 – spawany przedmiot, 2 – spoina, 3 – jeziorko spoiny,
4 – łuk elektryczny, 5 – drut elektrodowy, 6 – osłona gazowa, 7 – dysza gazu osłonowego, 8 – łącznik prądowy, 9 – system podający drut elektrodowy, 10 –przewód doprowadzający drut elektrodowy, prąd
elektryczny i gaz osłonowy [5]
Szkic stanowiska warsztatowego do spawania elektrodą topliwą w osło-
nie gazów ochronnych zamieszczono na rysunku 3.27.
3
2
1
4 5
6
7
Rysunek 3.27. Stanowisko warsztatowe do spawania elektrodą topliwą w osłonie gazów ochronnych (metody MIG/MAG): 1 – źródło prądu, 2 – butla z gazem osłonowym, 3 – reduktor z urządzeniem pomiaru
przepływu gazu, 4 – bęben z drutem, 5 – przewód doprowadzający prąd, gaz osłonowy, drut elektrodowy i wodę chłodzącą, 6 – uchwyt elektrody,
7 – przedmiot spawany [5]
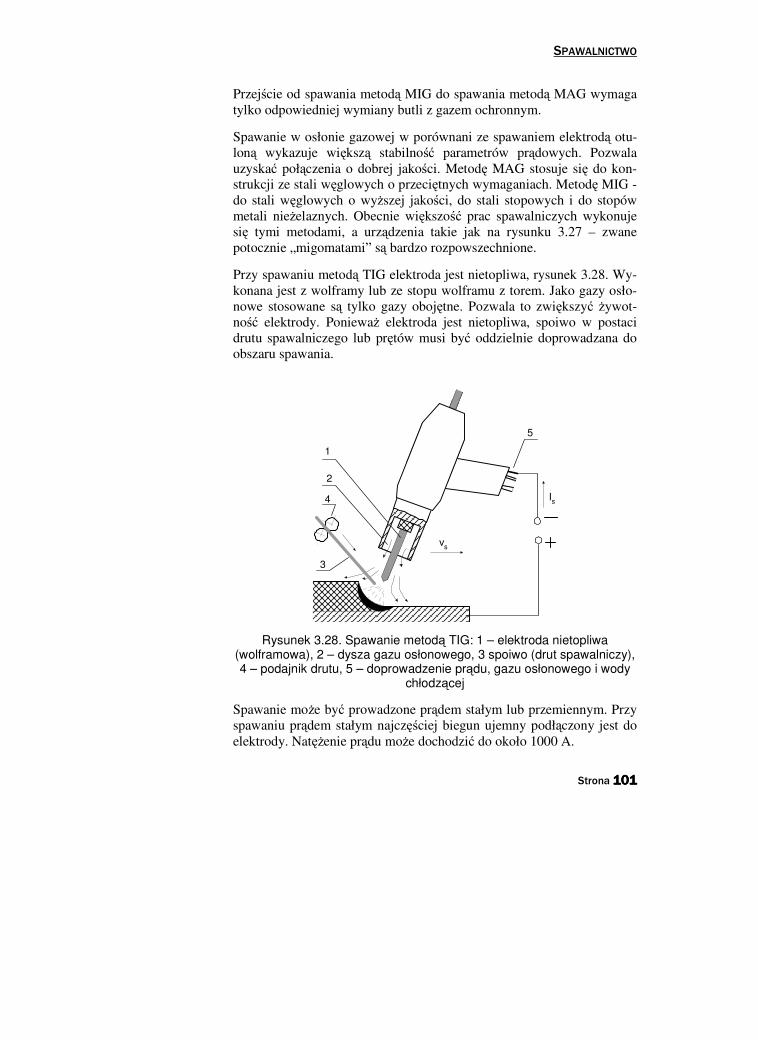
SPAWALNICTWO
Strona 101101101101
Przejście od spawania metodą MIG do spawania metodą MAG wymaga
tylko odpowiedniej wymiany butli z gazem ochronnym.
Spawanie w osłonie gazowej w porównani ze spawaniem elektrodą otu-
loną wykazuje większą stabilność parametrów prądowych. Pozwala
uzyskać połączenia o dobrej jakości. Metodę MAG stosuje się do kon-
strukcji ze stali węglowych o przeciętnych wymaganiach. Metodę MIG -
do stali węglowych o wyższej jakości, do stali stopowych i do stopów
metali nieżelaznych. Obecnie większość prac spawalniczych wykonuje
się tymi metodami, a urządzenia takie jak na rysunku 3.27 – zwane
potocznie „migomatami” są bardzo rozpowszechnione.
Przy spawaniu metodą TIG elektroda jest nietopliwa, rysunek 3.28. Wy-
konana jest z wolframy lub ze stopu wolframu z torem. Jako gazy osło-
nowe stosowane są tylko gazy obojętne. Pozwala to zwiększyć żywot-
ność elektrody. Ponieważ elektroda jest nietopliwa, spoiwo w postaci
drutu spawalniczego lub prętów musi być oddzielnie doprowadzana do
obszaru spawania.
2
1
3
4
5
Is
vs
Rysunek 3.28. Spawanie metodą TIG: 1 – elektroda nietopliwa (wolframowa), 2 – dysza gazu osłonowego, 3 spoiwo (drut spawalniczy), 4 – podajnik drutu, 5 – doprowadzenie prądu, gazu osłonowego i wody
chłodzącej
Spawanie może być prowadzone prądem stałym lub przemiennym. Przy
spawaniu prądem stałym najczęściej biegun ujemny podłączony jest do
elektrody. Natężenie prądu może dochodzić do około 1000 A.
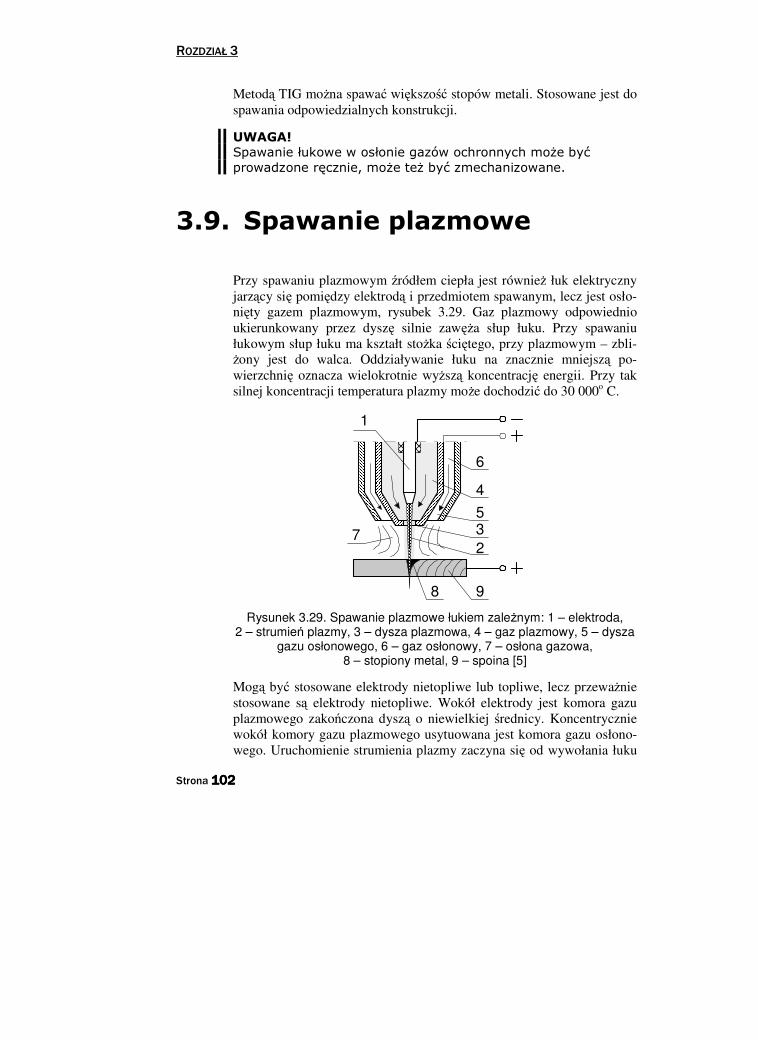
ROZDZIAŁ 3
Strona 102102102102
Metodą TIG można spawać większość stopów metali. Stosowane jest do
spawania odpowiedzialnych konstrukcji.
UWAGA! Spawanie łukowe w osłonie gazów ochronnych może być prowadzone ręcznie, może też być zmechanizowane.
3.9. Spawanie plazmowe
Przy spawaniu plazmowym źródłem ciepła jest również łuk elektryczny
jarzący się pomiędzy elektrodą i przedmiotem spawanym, lecz jest osło-
nięty gazem plazmowym, rysubek 3.29. Gaz plazmowy odpowiednio
ukierunkowany przez dyszę silnie zawęża słup łuku. Przy spawaniu
łukowym słup łuku ma kształt stożka ściętego, przy plazmowym – zbli-
żony jest do walca. Oddziaływanie łuku na znacznie mniejszą po-
wierzchnię oznacza wielokrotnie wyższą koncentrację energii. Przy tak
silnej koncentracji temperatura plazmy może dochodzić do 30 000o C.
1
2
3
4
7
8 9
5
6
Rysunek 3.29. Spawanie plazmowe łukiem zależnym: 1 – elektroda, 2 – strumień plazmy, 3 – dysza plazmowa, 4 – gaz plazmowy, 5 – dysza
gazu osłonowego, 6 – gaz osłonowy, 7 – osłona gazowa, 8 – stopiony metal, 9 – spoina [5]
Mogą być stosowane elektrody nietopliwe lub topliwe, lecz przeważnie
stosowane są elektrody nietopliwe. Wokół elektrody jest komora gazu
plazmowego zakończona dyszą o niewielkiej średnicy. Koncentrycznie
wokół komory gazu plazmowego usytuowana jest komora gazu osłono-
wego. Uruchomienie strumienia plazmy zaczyna się od wywołania łuku
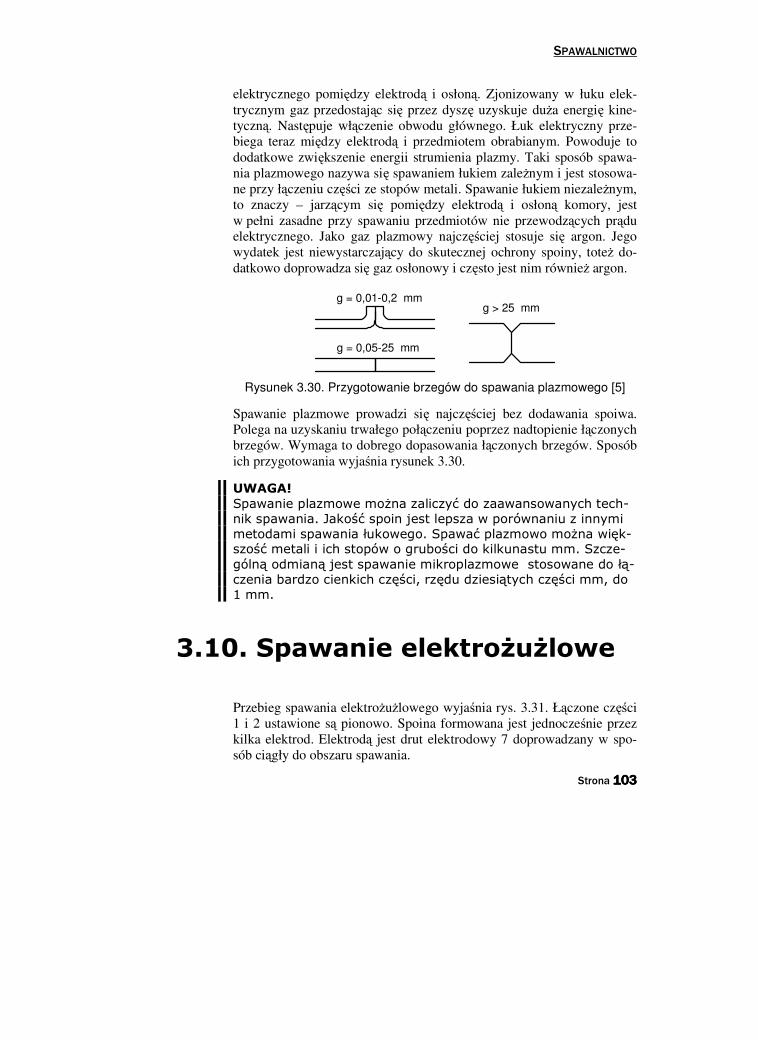
SPAWALNICTWO
Strona 103103103103
elektrycznego pomiędzy elektrodą i osłoną. Zjonizowany w łuku elek-
trycznym gaz przedostając się przez dyszę uzyskuje duża energię kine-
tyczną. Następuje włączenie obwodu głównego. Łuk elektryczny prze-
biega teraz między elektrodą i przedmiotem obrabianym. Powoduje to
dodatkowe zwiększenie energii strumienia plazmy. Taki sposób spawa-
nia plazmowego nazywa się spawaniem łukiem zależnym i jest stosowa-
ne przy łączeniu części ze stopów metali. Spawanie łukiem niezależnym,
to znaczy – jarzącym się pomiędzy elektrodą i osłoną komory, jest
w pełni zasadne przy spawaniu przedmiotów nie przewodzących prądu
elektrycznego. Jako gaz plazmowy najczęściej stosuje się argon. Jego
wydatek jest niewystarczający do skutecznej ochrony spoiny, toteż do-
datkowo doprowadza się gaz osłonowy i często jest nim również argon.
g = 0,05-25 mm
g = 0,01-0,2 mmg > 25 mm
Rysunek 3.30. Przygotowanie brzegów do spawania plazmowego [5]
Spawanie plazmowe prowadzi się najczęściej bez dodawania spoiwa.
Polega na uzyskaniu trwałego połączeniu poprzez nadtopienie łączonych
brzegów. Wymaga to dobrego dopasowania łączonych brzegów. Sposób
ich przygotowania wyjaśnia rysunek 3.30.
UWAGA! Spawanie plazmowe można zaliczyć do zaawansowanych tech-nik spawania. Jakość spoin jest lepsza w porównaniu z innymi metodami spawania łukowego. Spawać plazmowo można więk-szość metali i ich stopów o grubości do kilkunastu mm. Szcze-gólną odmianą jest spawanie mikroplazmowe stosowane do łą-czenia bardzo cienkich części, rzędu dziesiątych części mm, do 1 mm.
3.10. Spawanie elektrożużlowe
Przebieg spawania elektrożużlowego wyjaśnia rys. 3.31. Łączone części
1 i 2 ustawione są pionowo. Spoina formowana jest jednocześnie przez
kilka elektrod. Elektrodą jest drut elektrodowy 7 doprowadzany w spo-
sób ciągły do obszaru spawania.
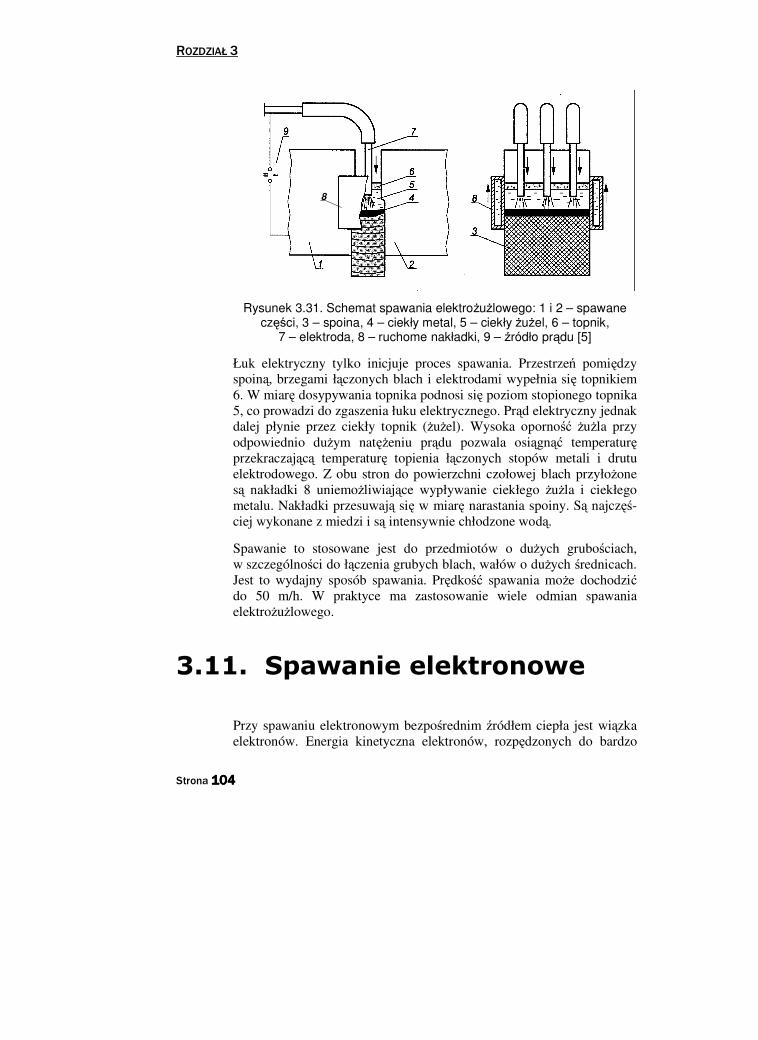
ROZDZIAŁ 3
Strona 104104104104
8
Rysunek 3.31. Schemat spawania elektrożużlowego: 1 i 2 – spawane części, 3 – spoina, 4 – ciekły metal, 5 – ciekły żużel, 6 – topnik,
7 – elektroda, 8 – ruchome nakładki, 9 – źródło prądu [5]
Łuk elektryczny tylko inicjuje proces spawania. Przestrzeń pomiędzy
spoiną, brzegami łączonych blach i elektrodami wypełnia się topnikiem
6. W miarę dosypywania topnika podnosi się poziom stopionego topnika
5, co prowadzi do zgaszenia łuku elektrycznego. Prąd elektryczny jednak
dalej płynie przez ciekły topnik (żużel). Wysoka oporność żużla przy
odpowiednio dużym natężeniu prądu pozwala osiągnąć temperaturę przekraczającą temperaturę topienia łączonych stopów metali i drutu
elektrodowego. Z obu stron do powierzchni czołowej blach przyłożone
są nakładki 8 uniemożliwiające wypływanie ciekłego żużla i ciekłego
metalu. Nakładki przesuwają się w miarę narastania spoiny. Są najczęś-ciej wykonane z miedzi i są intensywnie chłodzone wodą.
Spawanie to stosowane jest do przedmiotów o dużych grubościach,
w szczególności do łączenia grubych blach, wałów o dużych średnicach.
Jest to wydajny sposób spawania. Prędkość spawania może dochodzić do 50 m/h. W praktyce ma zastosowanie wiele odmian spawania
elektrożużlowego.
3.11. Spawanie elektronowe
Przy spawaniu elektronowym bezpośrednim źródłem ciepła jest wiązka
elektronów. Energia kinetyczna elektronów, rozpędzonych do bardzo
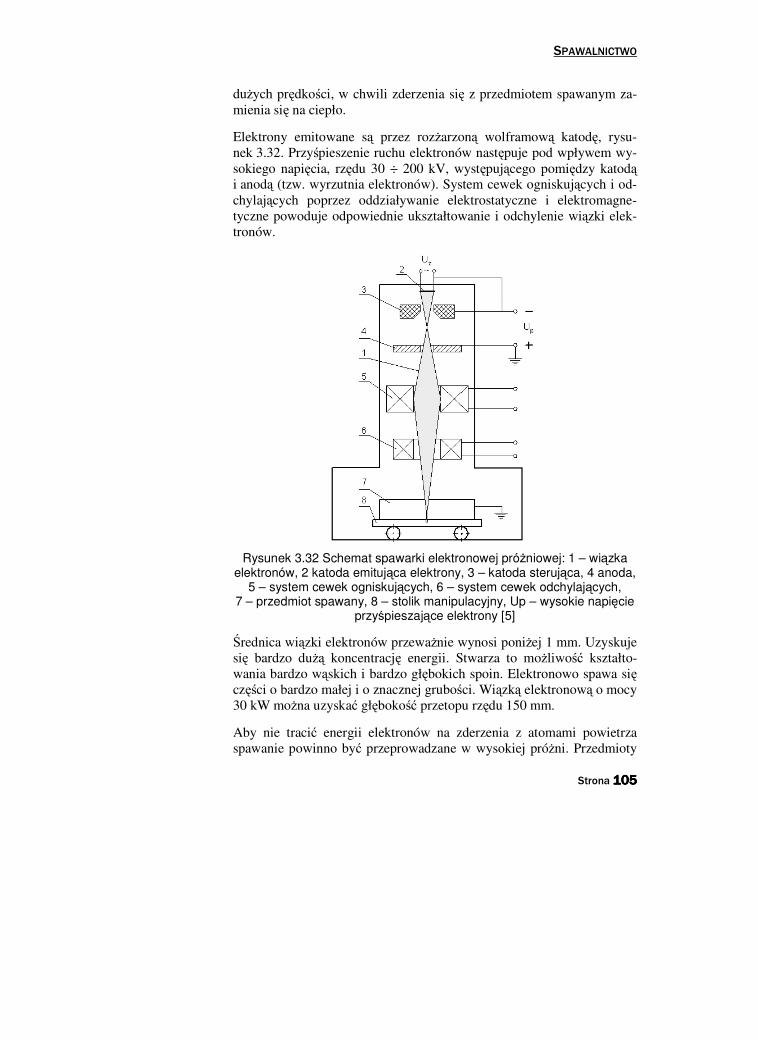
SPAWALNICTWO
Strona 105105105105
dużych prędkości, w chwili zderzenia się z przedmiotem spawanym za-
mienia się na ciepło.
Elektrony emitowane są przez rozżarzoną wolframową katodę, rysu-
nek 3.32. Przyśpieszenie ruchu elektronów następuje pod wpływem wy-
sokiego napięcia, rzędu 30 ÷ 200 kV, występującego pomiędzy katodą i anodą (tzw. wyrzutnia elektronów). System cewek ogniskujących i od-
chylających poprzez oddziaływanie elektrostatyczne i elektromagne-
tyczne powoduje odpowiednie ukształtowanie i odchylenie wiązki elek-
tronów.
Rysunek 3.32 Schemat spawarki elektronowej próżniowej: 1 – wiązka elektronów, 2 katoda emitująca elektrony, 3 – katoda sterująca, 4 anoda,
5 – system cewek ogniskujących, 6 – system cewek odchylających, 7 – przedmiot spawany, 8 – stolik manipulacyjny, Up – wysokie napięcie
przyśpieszające elektrony [5]
Średnica wiązki elektronów przeważnie wynosi poniżej 1 mm. Uzyskuje
się bardzo dużą koncentrację energii. Stwarza to możliwość kształto-
wania bardzo wąskich i bardzo głębokich spoin. Elektronowo spawa się części o bardzo małej i o znacznej grubości. Wiązką elektronową o mocy
30 kW można uzyskać głębokość przetopu rzędu 150 mm.
Aby nie tracić energii elektronów na zderzenia z atomami powietrza
spawanie powinno być przeprowadzane w wysokiej próżni. Przedmioty
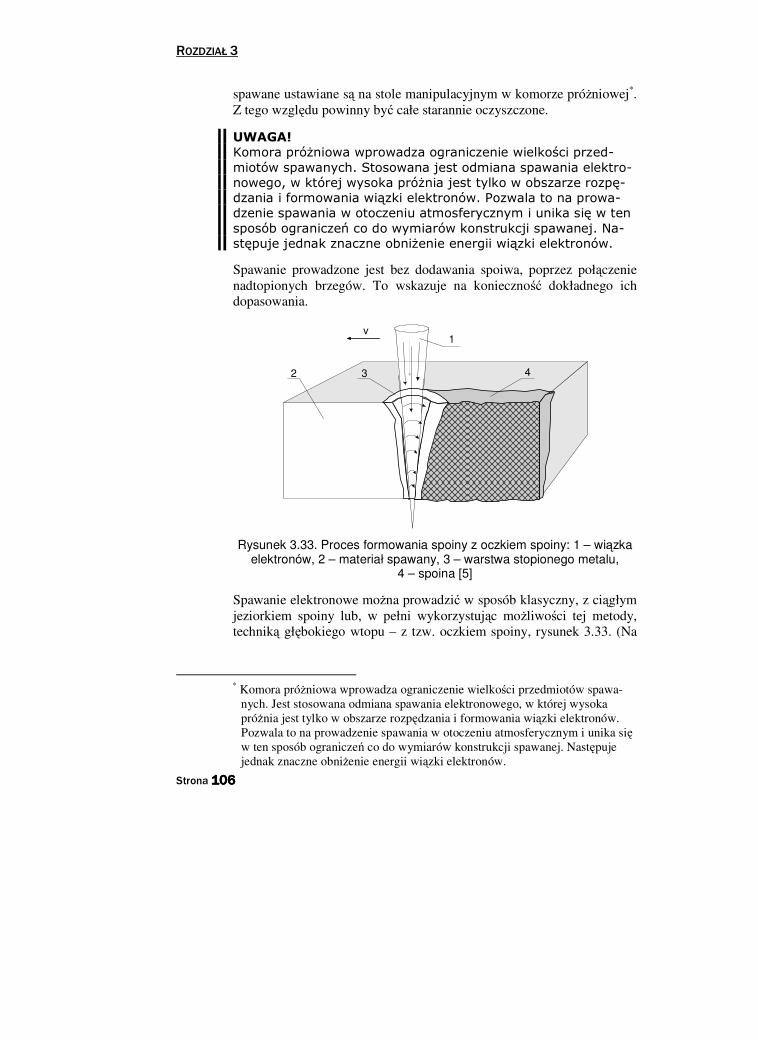
ROZDZIAŁ 3
Strona 106106106106
spawane ustawiane są na stole manipulacyjnym w komorze próżniowej*.
Z tego względu powinny być całe starannie oczyszczone.
UWAGA! Komora próżniowa wprowadza ograniczenie wielkości przed-miotów spawanych. Stosowana jest odmiana spawania elektro-nowego, w której wysoka próżnia jest tylko w obszarze rozpę-dzania i formowania wiązki elektronów. Pozwala to na prowa-dzenie spawania w otoczeniu atmosferycznym i unika się w ten sposób ograniczeń co do wymiarów konstrukcji spawanej. Na-stępuje jednak znaczne obniżenie energii wiązki elektronów.
Spawanie prowadzone jest bez dodawania spoiwa, poprzez połączenie
nadtopionych brzegów. To wskazuje na konieczność dokładnego ich
dopasowania.
1
32
v
4
Rysunek 3.33. Proces formowania spoiny z oczkiem spoiny: 1 – wiązka elektronów, 2 – materiał spawany, 3 – warstwa stopionego metalu,
4 – spoina [5]
Spawanie elektronowe można prowadzić w sposób klasyczny, z ciągłym
jeziorkiem spoiny lub, w pełni wykorzystując możliwości tej metody,
techniką głębokiego wtopu – z tzw. oczkiem spoiny, rysunek 3.33. (Na
* Komora próżniowa wprowadza ograniczenie wielkości przedmiotów spawa-
nych. Jest stosowana odmiana spawania elektronowego, w której wysoka
próżnia jest tylko w obszarze rozpędzania i formowania wiązki elektronów.
Pozwala to na prowadzenie spawania w otoczeniu atmosferycznym i unika się w ten sposób ograniczeń co do wymiarów konstrukcji spawanej. Następuje
jednak znaczne obniżenie energii wiązki elektronów.
SPAWALNICTWO
Strona 107107107107
rysunku niewidoczna jest druga spawana część, gdyż pokazano przekrój
wzdłuż płaszczyzny łączenia.)
Przy spawaniu z oczkiem spoiny wiązka elektronów przechodzi na
wskroś przez przedmioty łączone. Ciepło przekazywane jest na całej po-
wierzchni styku stożka wiązki elektronowej i powierzchni łączonych
brzegów. Powstaje stożkowa „rurka” stopionego metalu. Na nacierającej
powierzchni styku następuje topienie nowych porcji metalu, za cofającą się powierzchnią – krzepnięcie. Powstaje bardzo wąska spoina. Przy
spawaniu łukowym stosunek wysokości spoiny do szerokości wynosi
około 1:1. Przy spawaniu z oczkiem spoiny relacja ta może dochodzić do 50:1.
3.12. Spawanie laserowe
Źródłem ciepła jest spójna, silnie skoncentrowana, wiązka światła o dłu-
gości fali rzędu 1 ÷ 10 µm (0,6943 µm – laser rubinowy, 10,6 µm – laser
CO2) tworząca prawie równoległy strumień fotonów. Wiążka laserowa
ogniskowana za pomocą soczewek i luster kierowana jest na spawany
przedmiot, rysunek 3.34.
Średnica wiązki przeważnie wynosi dziesiąte części mm. Dzięki bardzo
wysokiej koncentracji energii, tak jak przy spawaniu elektronowym,
można formować bardzo wąskie spoiny, lecz o mniejszej grubości. Przy
obecnie stosowanych laserach głębokość wtopu wynosi około 10 mm.
Z zasady prowadzi się spawanie bez dodawania spoiwa. Wymagane jest
więc dokładne dopasowanie łączonych brzegów. W przypadku spoin
wymagających większego wypełnienia można uzupełnić spoinę ma-
teriałem dodatkowym, doprowadzając drut spawalniczy do obszaru
spawania.
Podczas spawania laserowego spoina powinna być chroniona przed
dostępem powietrza. W tym celu stosuje się nadmuch, od strony lica
spoiny, gazów ochronnych. Stosowane są dysze koncentrycznie usytu-
owane do wiązki laserowej lub boczne, kierujące strumień gazu przed
wiązkę laserowa, lub za nią. Gaz ochronny dobiera się w zależności od
rodzaju stopu łączonych metali. Dodatkowym systemem nadmuchują-cym gaz ochronny chroniona jest grań spoiny. Gaz ochronny w zderze-
niu ze strumieniem lasera jonizuje się, tworząc obłok plazmy. Stwarza to
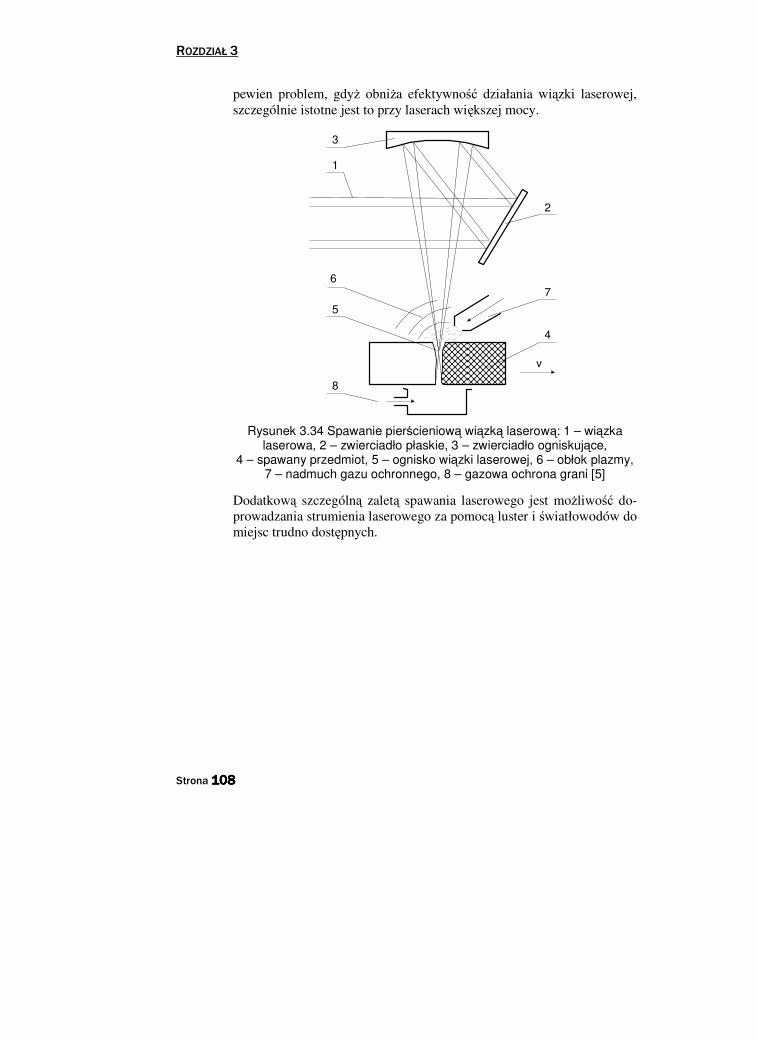
ROZDZIAŁ 3
Strona 108108108108
pewien problem, gdyż obniża efektywność działania wiązki laserowej,
szczególnie istotne jest to przy laserach większej mocy.
1
2
3
4
5
8
7
6
v
Rysunek 3.34 Spawanie pierścieniową wiązką laserową: 1 – wiązka laserowa, 2 – zwierciadło płaskie, 3 – zwierciadło ogniskujące,
4 – spawany przedmiot, 5 – ognisko wiązki laserowej, 6 – obłok plazmy, 7 – nadmuch gazu ochronnego, 8 – gazowa ochrona grani [5]
Dodatkową szczególną zaletą spawania laserowego jest możliwość do-
prowadzania strumienia laserowego za pomocą luster i światłowodów do
miejsc trudno dostępnych.
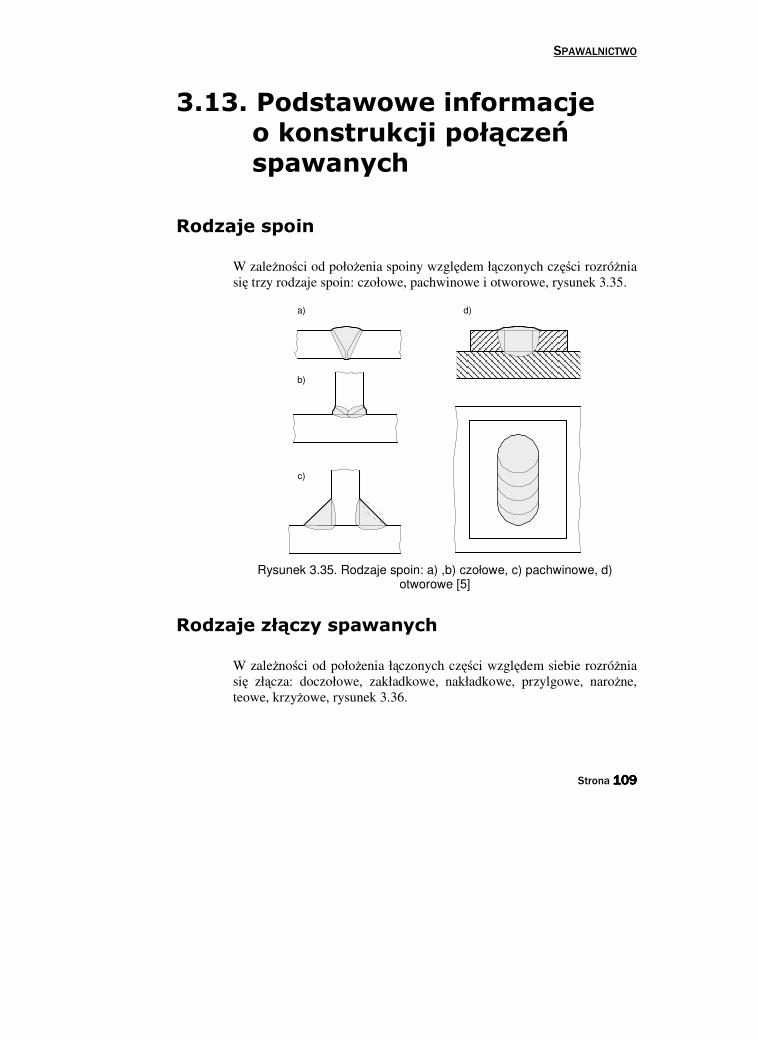
SPAWALNICTWO
Strona 109109109109
3.13. Podstawowe informacje o konstrukcji połączeń spawanych
Rodzaje spoin
W zależności od położenia spoiny względem łączonych części rozróżnia
się trzy rodzaje spoin: czołowe, pachwinowe i otworowe, rysunek 3.35.
a)
b)
c)
d)
Rysunek 3.35. Rodzaje spoin: a) ,b) czołowe, c) pachwinowe, d) otworowe [5]
Rodzaje złączy spawanych
W zależności od położenia łączonych części względem siebie rozróżnia
się złącza: doczołowe, zakładkowe, nakładkowe, przylgowe, narożne,
teowe, krzyżowe, rysunek 3.36.
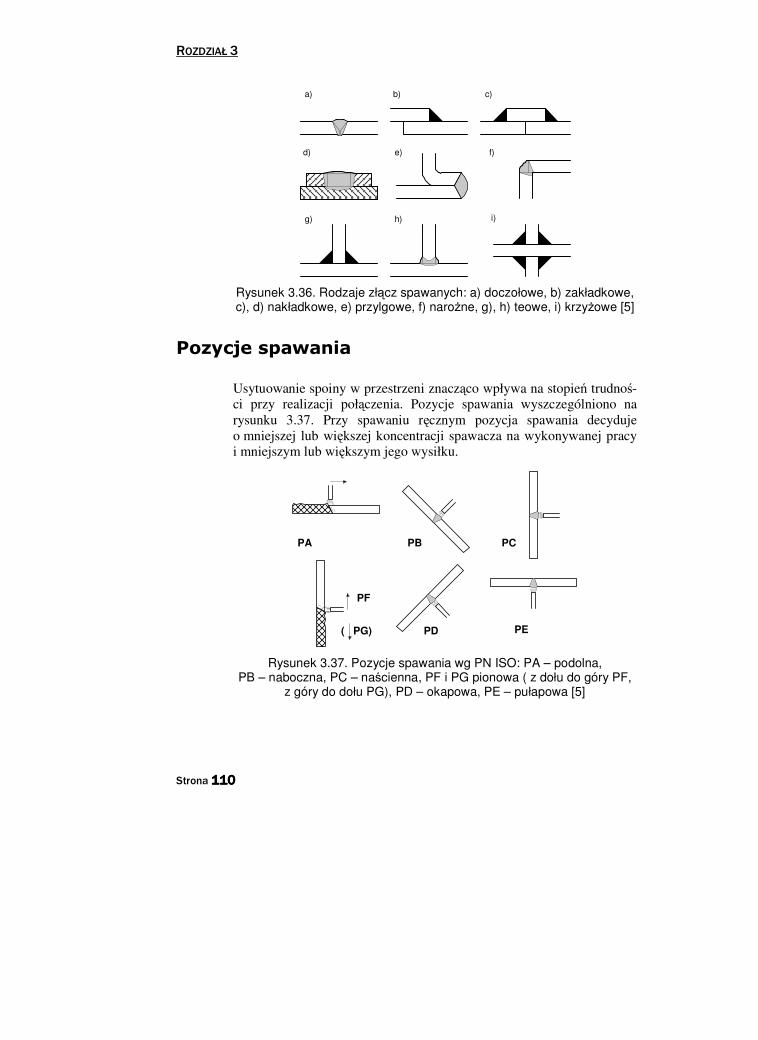
ROZDZIAŁ 3
Strona 110110110110
a) b) c)
d) e) f)
g) h) i)
Rysunek 3.36. Rodzaje złącz spawanych: a) doczołowe, b) zakładkowe, c), d) nakładkowe, e) przylgowe, f) narożne, g), h) teowe, i) krzyżowe [5]
Pozycje spawania
Usytuowanie spoiny w przestrzeni znacząco wpływa na stopień trudnoś-ci przy realizacji połączenia. Pozycje spawania wyszczególniono na
rysunku 3.37. Przy spawaniu ręcznym pozycja spawania decyduje
o mniejszej lub większej koncentracji spawacza na wykonywanej pracy
i mniejszym lub większym jego wysiłku.
PA PB PC
PF
( PG) PD PE
Rysunek 3.37. Pozycje spawania wg PN ISO: PA – podolna, PB – naboczna, PC – naścienna, PF i PG pionowa ( z dołu do góry PF,
z góry do dołu PG), PD – okapowa, PE – pułapowa [5]
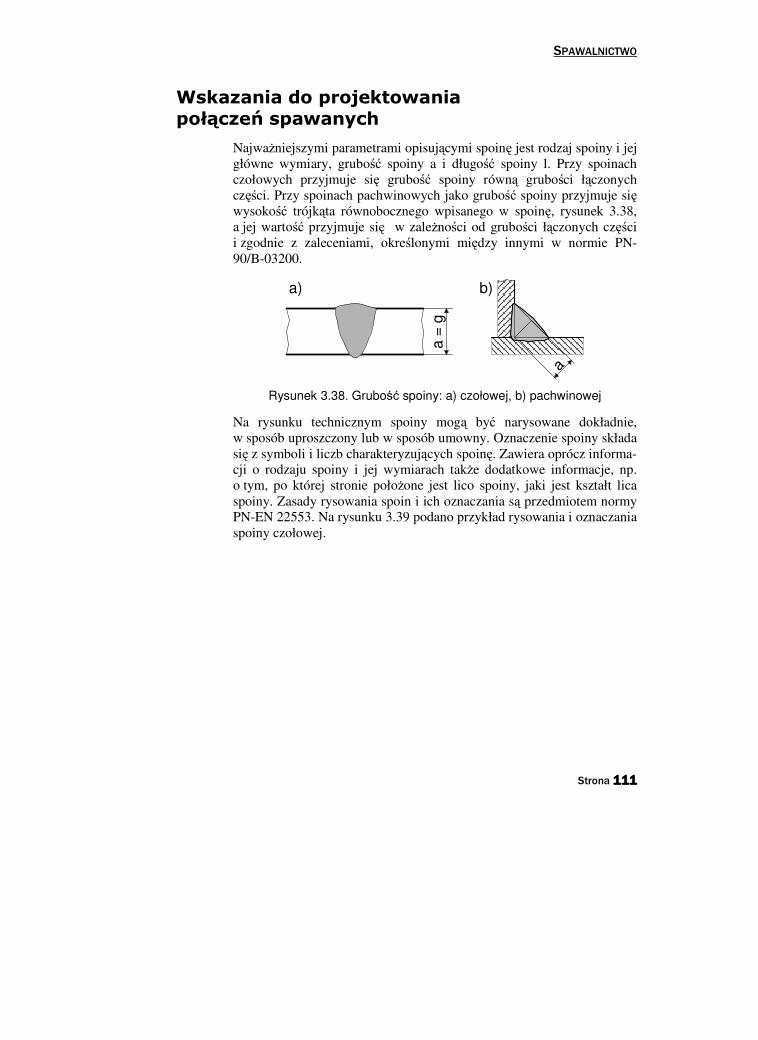
SPAWALNICTWO
Strona 111111111111
Wskazania do projektowania połączeń spawanych
Najważniejszymi parametrami opisującymi spoinę jest rodzaj spoiny i jej
główne wymiary, grubość spoiny a i długość spoiny l. Przy spoinach
czołowych przyjmuje się grubość spoiny równą grubości łączonych
części. Przy spoinach pachwinowych jako grubość spoiny przyjmuje się wysokość trójkąta równobocznego wpisanego w spoinę, rysunek 3.38,
a jej wartość przyjmuje się w zależności od grubości łączonych części
i zgodnie z zaleceniami, określonymi między innymi w normie PN-
90/B-03200.
a =
g
a
a) b)
Rysunek 3.38. Grubość spoiny: a) czołowej, b) pachwinowej
Na rysunku technicznym spoiny mogą być narysowane dokładnie,
w sposób uproszczony lub w sposób umowny. Oznaczenie spoiny składa
się z symboli i liczb charakteryzujących spoinę. Zawiera oprócz informa-
cji o rodzaju spoiny i jej wymiarach także dodatkowe informacje, np.
o tym, po której stronie położone jest lico spoiny, jaki jest kształt lica
spoiny. Zasady rysowania spoin i ich oznaczania są przedmiotem normy
PN-EN 22553. Na rysunku 3.39 podano przykład rysowania i oznaczania
spoiny czołowej.
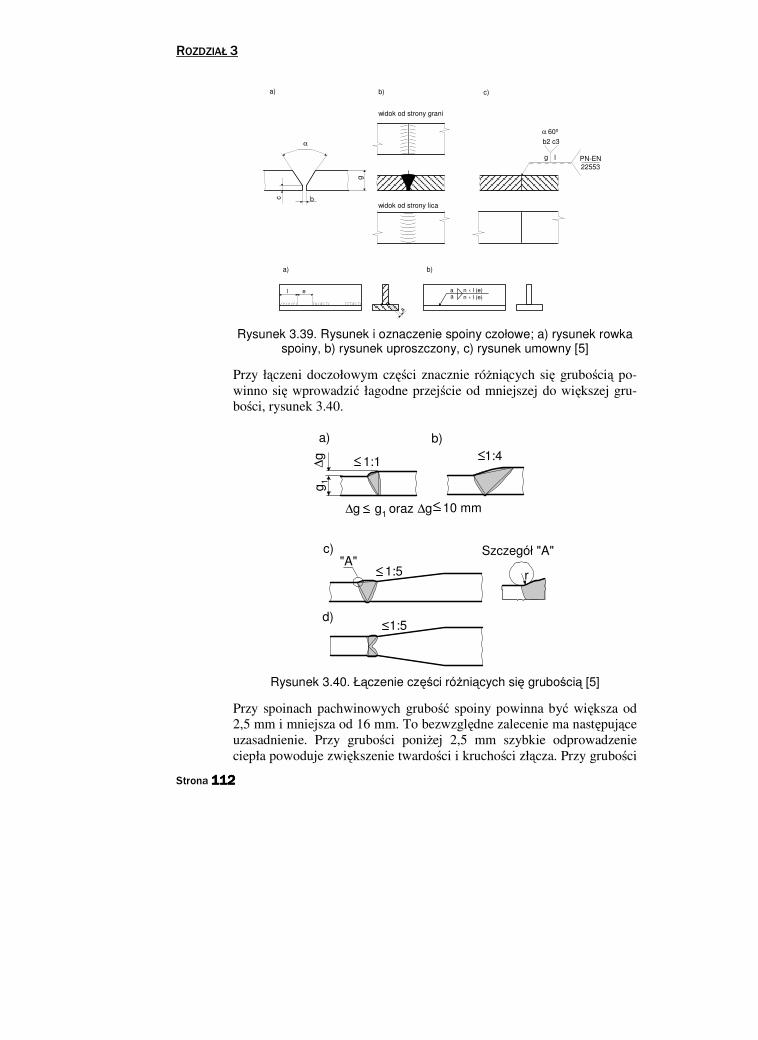
ROZDZIAŁ 3
Strona 112112112112
g
c b
α
g l
b2 c3
α 60o
PN-EN22553
a) b)
widok od strony grani
widok od strony lica
c)
a
l e
a)
a
b)
an x l (e)
n x l (e)
Rysunek 3.39. Rysunek i oznaczenie spoiny czołowe; a) rysunek rowka spoiny, b) rysunek uproszczony, c) rysunek umowny [5]
Przy łączeni doczołowym części znacznie różniących się grubością po-
winno się wprowadzić łagodne przejście od mniejszej do większej gru-
bości, rysunek 3.40.
1:1
a)
1:5
1:5
d)
c)
b)
1:4
g1
∆g
∆g ∆g 10 mmg1
oraz
Szczegół "A""A"
r
Rysunek 3.40. Łączenie części różniących się grubością [5]
Przy spoinach pachwinowych grubość spoiny powinna być większa od
2,5 mm i mniejsza od 16 mm. To bezwzględne zalecenie ma następujące
uzasadnienie. Przy grubości poniżej 2,5 mm szybkie odprowadzenie
ciepła powoduje zwiększenie twardości i kruchości złącza. Przy grubości
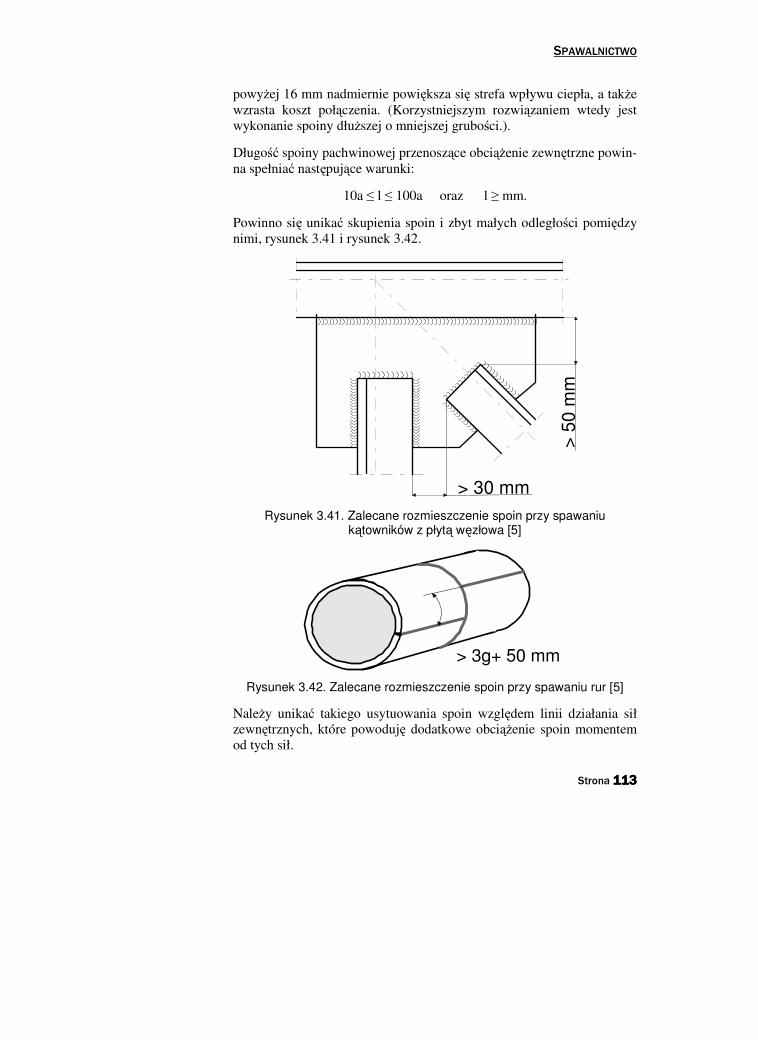
SPAWALNICTWO
Strona 113113113113
powyżej 16 mm nadmiernie powiększa się strefa wpływu ciepła, a także
wzrasta koszt połączenia. (Korzystniejszym rozwiązaniem wtedy jest
wykonanie spoiny dłuższej o mniejszej grubości.).
Długość spoiny pachwinowej przenoszące obciążenie zewnętrzne powin-
na spełniać następujące warunki:
10a ≤ l ≤ 100a oraz l ≥ mm.
Powinno się unikać skupienia spoin i zbyt małych odległości pomiędzy
nimi, rysunek 3.41 i rysunek 3.42.
> 30 mm
> 5
0 m
m
Rysunek 3.41. Zalecane rozmieszczenie spoin przy spawaniu kątowników z płytą węzłowa [5]
> 3g+ 50 mm
Rysunek 3.42. Zalecane rozmieszczenie spoin przy spawaniu rur [5]
Należy unikać takiego usytuowania spoin względem linii działania sił
zewnętrznych, które powoduję dodatkowe obciążenie spoin momentem
od tych sił.
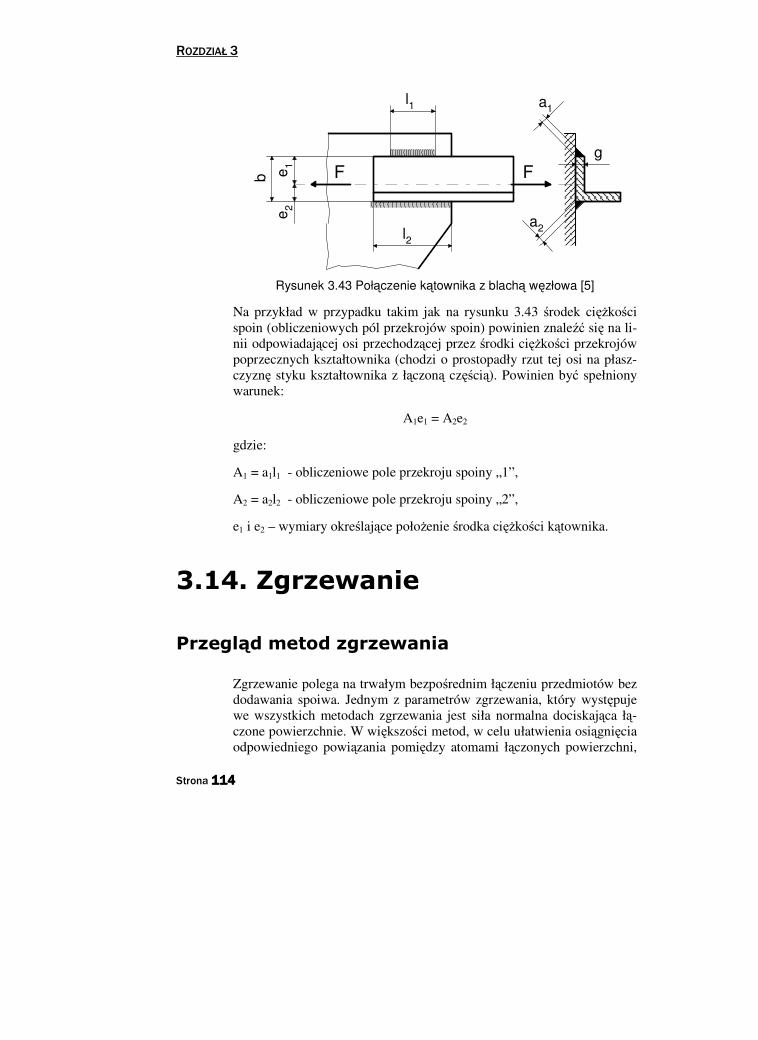
ROZDZIAŁ 3
Strona 114114114114
l1
l2
b e1
e2
g
FF
a2
a1
Rysunek 3.43 Połączenie kątownika z blachą węzłowa [5]
Na przykład w przypadku takim jak na rysunku 3.43 środek ciężkości
spoin (obliczeniowych pól przekrojów spoin) powinien znaleźć się na li-
nii odpowiadającej osi przechodzącej przez środki ciężkości przekrojów
poprzecznych kształtownika (chodzi o prostopadły rzut tej osi na płasz-
czyznę styku kształtownika z łączoną częścią). Powinien być spełniony
warunek:
A1e1 = A2e2
gdzie:
A1 = a1l1 - obliczeniowe pole przekroju spoiny „1”,
A2 = a2l2 - obliczeniowe pole przekroju spoiny „2”,
e1 i e2 – wymiary określające położenie środka ciężkości kątownika.
3.14. Zgrzewanie
Przegląd metod zgrzewania
Zgrzewanie polega na trwałym bezpośrednim łączeniu przedmiotów bez
dodawania spoiwa. Jednym z parametrów zgrzewania, który występuje
we wszystkich metodach zgrzewania jest siła normalna dociskająca łą-czone powierzchnie. W większości metod, w celu ułatwienia osiągnięcia
odpowiedniego powiązania pomiędzy atomami łączonych powierzchni,
SPAWALNICTWO
Strona 115115115115
różnymi sposobami doprowadza się do podwyższenia temperatury
łączonych powierzchni. Źródłem ciepła przy zgrzewaniu może być: energia elektryczna, energia mechaniczna, w ty energia drgań, spalanie
gazów i ciał stałych. Podczas zgrzewania, w którym źródłem ciepła jest
energia elektryczna w miejscu zgrzewania zostaje przekroczona tempe-
ratura topienia. Jedynie przy zgrzewaniu indukcyjnym następuje wzrost
temperatury powyżej temperatury plastyczności lub temperatury topie-
nia. Przy pozostałych źródłach ciepła wzrost temperatury jest poniżej
temperatury topienia i przeważnie kształtuje się powyżej temperatury
plastyczności lub wynosi około 0,5 temperatury topienia. Jest to zgrze-
wanie w stanie stałym. W większości stosowanych metod zgrzewania
warunkiem uzyskania poprawnego połączenia jest uprzednie dokładne
oczyszczenie powierzchni styku.
Uwzględniając źródła ciepła można następująco pogrupować najważ-niejsze metody zgrzewania:
Metody zgrzewania, w których źródłem ciepła jest energia elektryczna:
• elektryczne oporowe,
• łuku wirującego,
• indukcyjne.
Metoda zgrzewania, w której mogą być stosowane różne źródła ciepła:
• dyfuzyjne.
Metody zgrzewania, w których źródłem ciepła jest energia drgań:
• ultradźwiękowe.
Metody zgrzewania, w których źródłem ciepła jest energia mechaniczna:
• wybuchowe,
• tarciowe,
• zgniotowe.
Metody zgrzewania, w których źródłem ciepła jest spalanie gazów i ciał
stałych:
• kuzienne
• gazowe.
ROZDZIAŁ 3
Strona 116116116116
Zgrzewanie elektryczne oporowe – zasady ogólne
Przedmioty zgrzewane są włączone w obwód elektryczny. Ciepło wy-
twarza się w wyniku pokonywania oporności elektrycznej w czasie prze-
pływu prądu elektrycznego. Według prawa Joule’a-Lenza ilość wydzie-
lonego ciepła wynika z zależności:
∫= tdttRtIQ )()(2
[J]
gdzie: I – natężenie prądu w A,
R – oporność elektryczna w Ω,
t - czas przepływu prądu w sek.
Przy zgrzewaniu oporność elektryczna zależy od rodzaju materiału
i w stanu powierzchni styku. Możliwość wpływania na zmianę oporności
jest więc bardzo ograniczona. Ogranicza się do kształtowania powierz-
chni styku i pola powierzchni styku rzeczywistego. Natomiast natężenie prądu i czas, obok siły nacisku są podstawowymi parametrami zgrze-
wania elektrycznego oporowego.
Ze względu na straty ciepła ilość wytworzonego ciepła musi być większa
od ilości ciepła niezbędnego do nadtopienia określonego obszaru łączo-
nych części. Jest to dodatkowa okoliczność wskazująca, że przy ustala-
niu wartości parametrów I oraz t należy przyjmować możliwie dużą wartość natężenia prądu.
Do zgrzewania elektrycznego oporowego zalicza się następujące
metody:
• doczołowe zwarciowe i iskrowe
• punktowe,
• garbowe,
• liniowe.
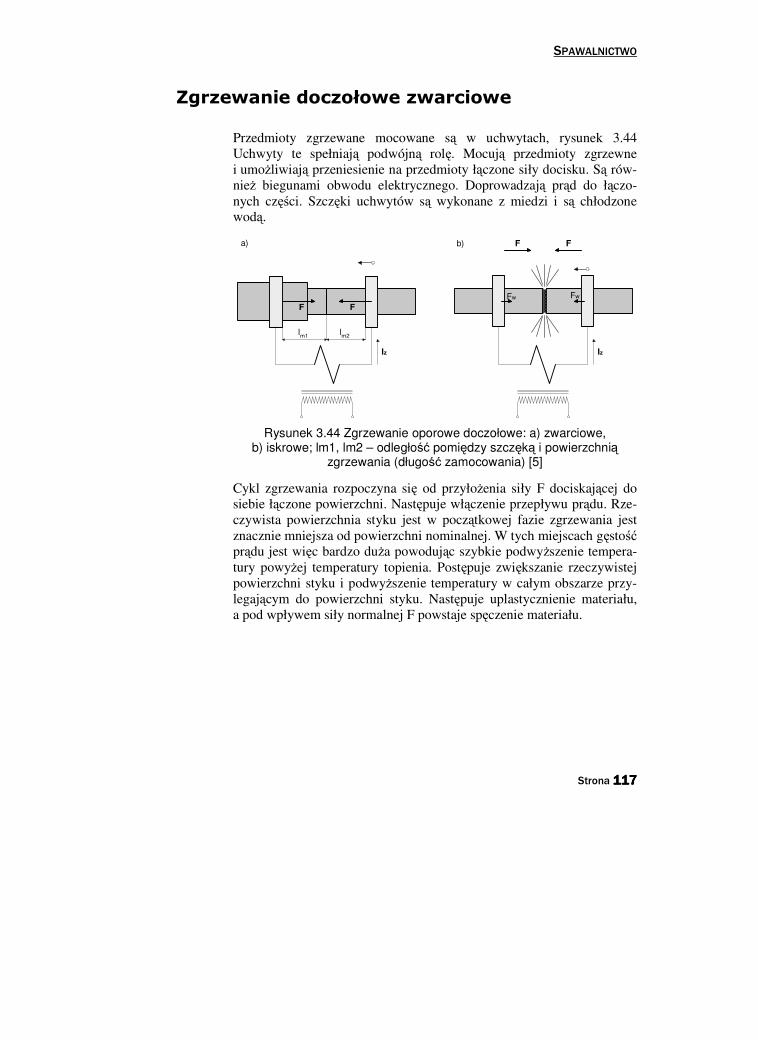
SPAWALNICTWO
Strona 117117117117
Zgrzewanie doczołowe zwarciowe
Przedmioty zgrzewane mocowane są w uchwytach, rysunek 3.44
Uchwyty te spełniają podwójną rolę. Mocują przedmioty zgrzewne
i umożliwiają przeniesienie na przedmioty łączone siły docisku. Są rów-
nież biegunami obwodu elektrycznego. Doprowadzają prąd do łączo-
nych części. Szczęki uchwytów są wykonane z miedzi i są chłodzone
wodą.
FF
Iz
FF
Iz
a) b)
FwFw
lm1
lm2
Rysunek 3.44 Zgrzewanie oporowe doczołowe: a) zwarciowe, b) iskrowe; lm1, lm2 – odległość pomiędzy szczęką i powierzchnią
zgrzewania (długość zamocowania) [5]
Cykl zgrzewania rozpoczyna się od przyłożenia siły F dociskającej do
siebie łączone powierzchni. Następuje włączenie przepływu prądu. Rze-
czywista powierzchnia styku jest w początkowej fazie zgrzewania jest
znacznie mniejsza od powierzchni nominalnej. W tych miejscach gęstość prądu jest więc bardzo duża powodując szybkie podwyższenie tempera-
tury powyżej temperatury topienia. Postępuje zwiększanie rzeczywistej
powierzchni styku i podwyższenie temperatury w całym obszarze przy-
legającym do powierzchni styku. Następuje uplastycznienie materiału,
a pod wpływem siły normalnej F powstaje spęczenie materiału.
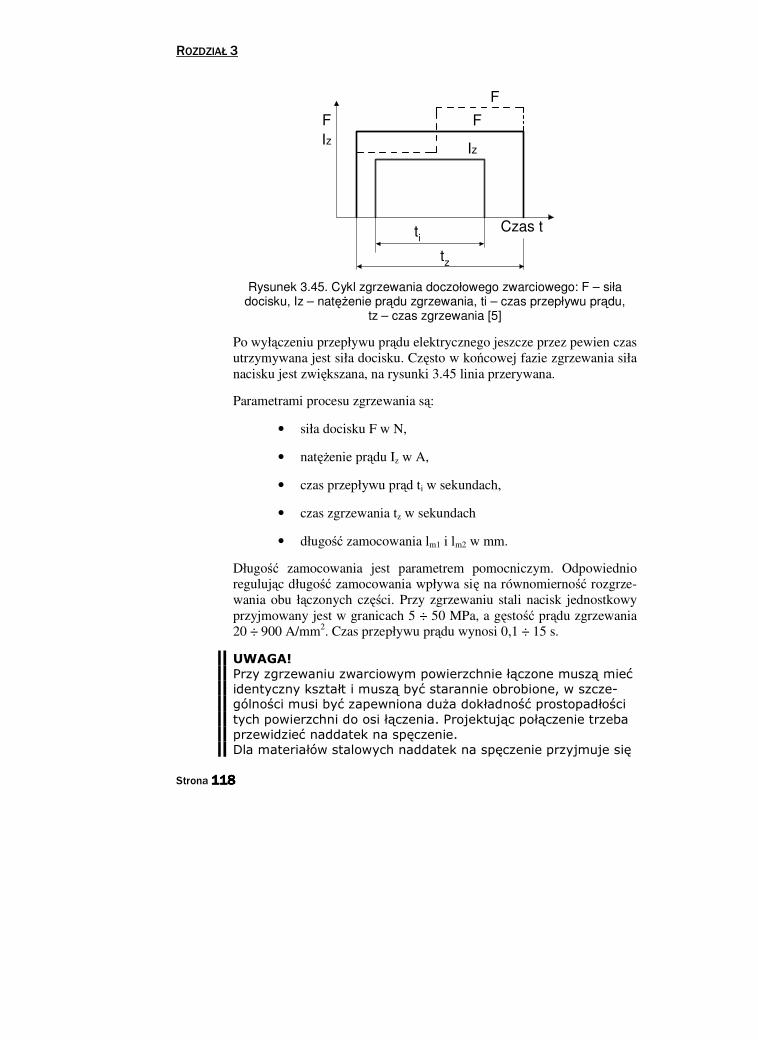
ROZDZIAŁ 3
Strona 118118118118
F
Iz
F
Iz
Czas tti
F
tz
Rysunek 3.45. Cykl zgrzewania doczołowego zwarciowego: F – siła docisku, Iz – natężenie prądu zgrzewania, ti – czas przepływu prądu,
tz – czas zgrzewania [5]
Po wyłączeniu przepływu prądu elektrycznego jeszcze przez pewien czas
utrzymywana jest siła docisku. Często w końcowej fazie zgrzewania siła
nacisku jest zwiększana, na rysunki 3.45 linia przerywana.
Parametrami procesu zgrzewania są:
• siła docisku F w N,
• natężenie prądu Iz w A,
• czas przepływu prąd ti w sekundach,
• czas zgrzewania tz w sekundach
• długość zamocowania lm1 i lm2 w mm.
Długość zamocowania jest parametrem pomocniczym. Odpowiednio
regulując długość zamocowania wpływa się na równomierność rozgrze-
wania obu łączonych części. Przy zgrzewaniu stali nacisk jednostkowy
przyjmowany jest w granicach 5 ÷ 50 MPa, a gęstość prądu zgrzewania
20 ÷ 900 A/mm2. Czas przepływu prądu wynosi 0,1 ÷ 15 s.
UWAGA! Przy zgrzewaniu zwarciowym powierzchnie łączone muszą mieć identyczny kształt i muszą być starannie obrobione, w szcze-gólności musi być zapewniona duża dokładność prostopadłości tych powierzchni do osi łączenia. Projektując połączenie trzeba przewidzieć naddatek na spęczenie. Dla materiałów stalowych naddatek na spęczenie przyjmuje się
SPAWALNICTWO
Strona 119119119119
w przedziale (0,15 ÷ 0,7)d. Wytrzymałość złącza jest przeważ-nie niższa niż materiału rodzimego. Tą metodą zgrzewa się części o polu przekroju nie przekraczającym 1000 mm2.
Zgrzewanie doczołowe iskrowe
W tej odmianie zgrzewania doczołowego, rysunek 3.44b początek roz-
grzewania powierzchni styku przebiega przy mniejszych naciskach
jednostkowych. Mniejsze jest więc początkowe rzeczywiste pole styku
i odpowiednio większa gęstość prądu. Powoduje to błyskawiczne stopie-
nie i odparowanie mikroobszarów styku. Ciśnienie par metali i oddziały-
wanie pola elektromagnetycznego powoduje wyrzucanie na zewnątrz
stopionego metalu, a także zanieczyszczeń powierzchni. Jest to okres
wyiskrzania. Po rozgrzaniu całej powierzchni do stanu plastyczności
zwiększa się siłę docisku – jest to okres spęczania.
W okresie wyiskrzania następuje samooczysczenie powierzchni styku.
Nie ma więc konieczności bardzo starannego przygotowania powierz-
chni prze zgrzewaniem. Projektując łączenie poprzez zgrzewanie doczo-
łowe iskrowe trzeba przewidzieć naddatek na wyiskrzenie oraz na spę-czenie. Łączny naddatek na wyiskrzenie i spęczenie jest przeważnie
mniejszy od naddatku na spęczenie przy zgrzewaniu zwarciowym.
Znacznie mniejsza jest też wypływka materiału zgrzanych części.
UWAGA! Zgrzewanie iskrowe ma szersze zastosowanie w porównaniu ze zgrzewaniem zwarciowym. Tą metodą zgrzewa się przed-mioty o znacznie większym polu powierzchni łączenia, nawet do 80 000 mm2.
Zgrzewanie oporowe punktowe
Polega na tworzeniu miejscowych niewielkich powierzchni połączeń,
najczęściej wielu. Zasadę zgrzewania punktowego wyjaśnia rysu-
nek 3.46.
Przedmioty łączone znajdują się między dwiema elektrodami. (Przy
takim usytuowaniu elektrod używa się określenia - zgrzewanie dwu-
stronne jednopunktowe. Zgrzeina może być formowana także przez jed-
ną elektrodę lub przez dwie elektrody w dwóch punktach.) Elektrody
wykonane są z miedzi i są intensywnie chłodzone wodą. Spełniają dwie
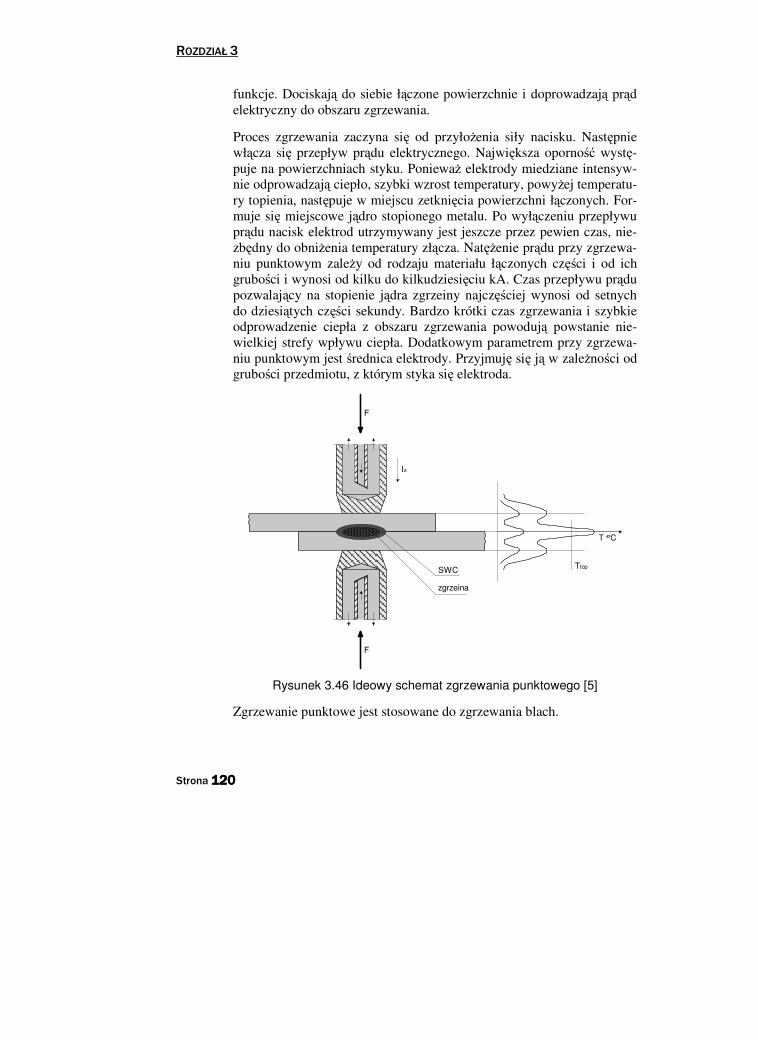
ROZDZIAŁ 3
Strona 120120120120
funkcje. Dociskają do siebie łączone powierzchnie i doprowadzają prąd
elektryczny do obszaru zgrzewania.
Proces zgrzewania zaczyna się od przyłożenia siły nacisku. Następnie
włącza się przepływ prądu elektrycznego. Największa oporność wystę-puje na powierzchniach styku. Ponieważ elektrody miedziane intensyw-
nie odprowadzają ciepło, szybki wzrost temperatury, powyżej temperatu-
ry topienia, następuje w miejscu zetknięcia powierzchni łączonych. For-
muje się miejscowe jądro stopionego metalu. Po wyłączeniu przepływu
prądu nacisk elektrod utrzymywany jest jeszcze przez pewien czas, nie-
zbędny do obniżenia temperatury złącza. Natężenie prądu przy zgrzewa-
niu punktowym zależy od rodzaju materiału łączonych części i od ich
grubości i wynosi od kilku do kilkudziesięciu kA. Czas przepływu prądu
pozwalający na stopienie jądra zgrzeiny najczęściej wynosi od setnych
do dziesiątych części sekundy. Bardzo krótki czas zgrzewania i szybkie
odprowadzenie ciepła z obszaru zgrzewania powodują powstanie nie-
wielkiej strefy wpływu ciepła. Dodatkowym parametrem przy zgrzewa-
niu punktowym jest średnica elektrody. Przyjmuję się ją w zależności od
grubości przedmiotu, z którym styka się elektroda.
Ttop
T C
Iz
F
F
zgrzeina
SWC
Rysunek 3.46 Ideowy schemat zgrzewania punktowego [5]
Zgrzewanie punktowe jest stosowane do zgrzewania blach.
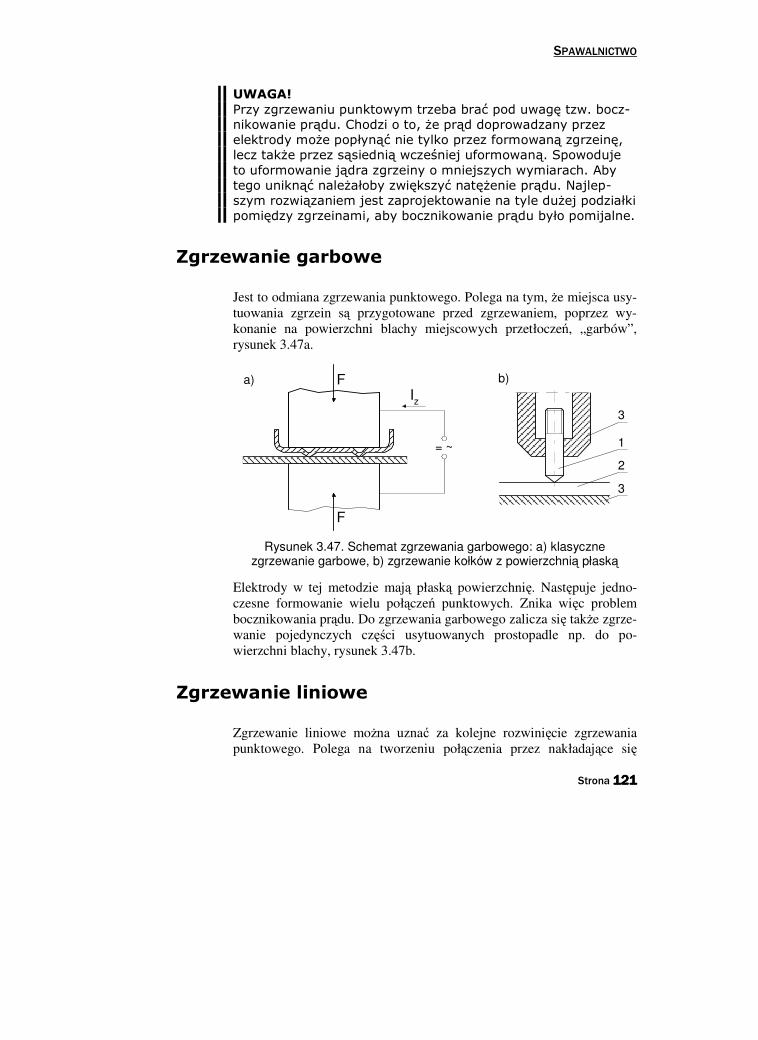
SPAWALNICTWO
Strona 121121121121
UWAGA! Przy zgrzewaniu punktowym trzeba brać pod uwagę tzw. bocz-nikowanie prądu. Chodzi o to, że prąd doprowadzany przez elektrody może popłynąć nie tylko przez formowaną zgrzeinę, lecz także przez sąsiednią wcześniej uformowaną. Spowoduje to uformowanie jądra zgrzeiny o mniejszych wymiarach. Aby tego uniknąć należałoby zwiększyć natężenie prądu. Najlep-szym rozwiązaniem jest zaprojektowanie na tyle dużej podziałki pomiędzy zgrzeinami, aby bocznikowanie prądu było pomijalne.
Zgrzewanie garbowe
Jest to odmiana zgrzewania punktowego. Polega na tym, że miejsca usy-
tuowania zgrzein są przygotowane przed zgrzewaniem, poprzez wy-
konanie na powierzchni blachy miejscowych przetłoczeń, „garbów”,
rysunek 3.47a.
1
2
b)
3
3
= ~
FIz
F
a)
Rysunek 3.47. Schemat zgrzewania garbowego: a) klasyczne zgrzewanie garbowe, b) zgrzewanie kołków z powierzchnią płaską
Elektrody w tej metodzie mają płaską powierzchnię. Następuje jedno-
czesne formowanie wielu połączeń punktowych. Znika więc problem
bocznikowania prądu. Do zgrzewania garbowego zalicza się także zgrze-
wanie pojedynczych części usytuowanych prostopadle np. do po-
wierzchni blachy, rysunek 3.47b.
Zgrzewanie liniowe
Zgrzewanie liniowe można uznać za kolejne rozwinięcie zgrzewania
punktowego. Polega na tworzeniu połączenia przez nakładające się
ROZDZIAŁ 3
Strona 122122122122
zgrzeiny punktowe. Elektrodami są krążki toczące się po powierzchni
zgrzewanych blach. Powstaje ciągła liniowa zgrzeina tworząca szczelne
połączenie.
Zgrzewanie łukiem wirującym
Przy zgrzewaniu łukiem wirującym źródłem ciepła jest łuk elektryczny
jarzący się między łączonymi częściami. Za pomocą cewek wytwarzane
jest pole magnetyczne wymuszające ruch obrotowy łuku. Po rozgrzaniu
powierzchni łączonych i ich nadtopieniu następuje ich dociśnięcie.
W ten sposób można łączyć części o przekroju pierścieniowym
w płaszczyźnie zgrzewania, a więc w szczególności rury.
Zgrzewanie indukcyjne
Obecnie metoda ta nazywana jest również zgrzewaniem prądami wiel-
kiej częstotliwości. Nagrzewanie łączonych części jest wynikiem od-
działywania na obszar łączenia prądem o częstotliwości, od 1000 do
500 000 Hz. Bezpośrednią przyczyną nagrzewania, w metalach magne-
tycznych, jest zjawisko pętli histerezy magnetycznej i oddziaływanie
prądów wirowych. W przypadku metali niemagnetycznych, np. stopów
miedzi lub aluminium, występuje tylko oddziaływanie prądów wiro-
wych. Powierzchnie łączone po ich uplastycznieniu i nadtopieniu są do
siebie dociskane. Podobnie jak w poprzednio opisywanej metodzie
można łączyć części o przekroju pierścieniowym w płaszczyźnie zgrze-
wania, lecz nie tylko. W ten sposób można wytwarzać rury ze szwem
wzdłużnym lub spiralnym. Zgrzeina jest więc usytuowana równolegle do
osi rury lub wzdłuż linii śrubowej.
Zgrzewanie dyfuzyjne
Zgrzewanie dyfuzyjne polega na aktywizacja dyfuzji, wzajemnemu prze-
nikaniu, wymianie, atomów stykających się materiałów. Przedmioty
łączone po starannym oczyszczeniu ich powierzchni, wstawiane są do komory próżniowej i są dociskane do siebie z niezbyt dużą siłą, rysunek 3.48.
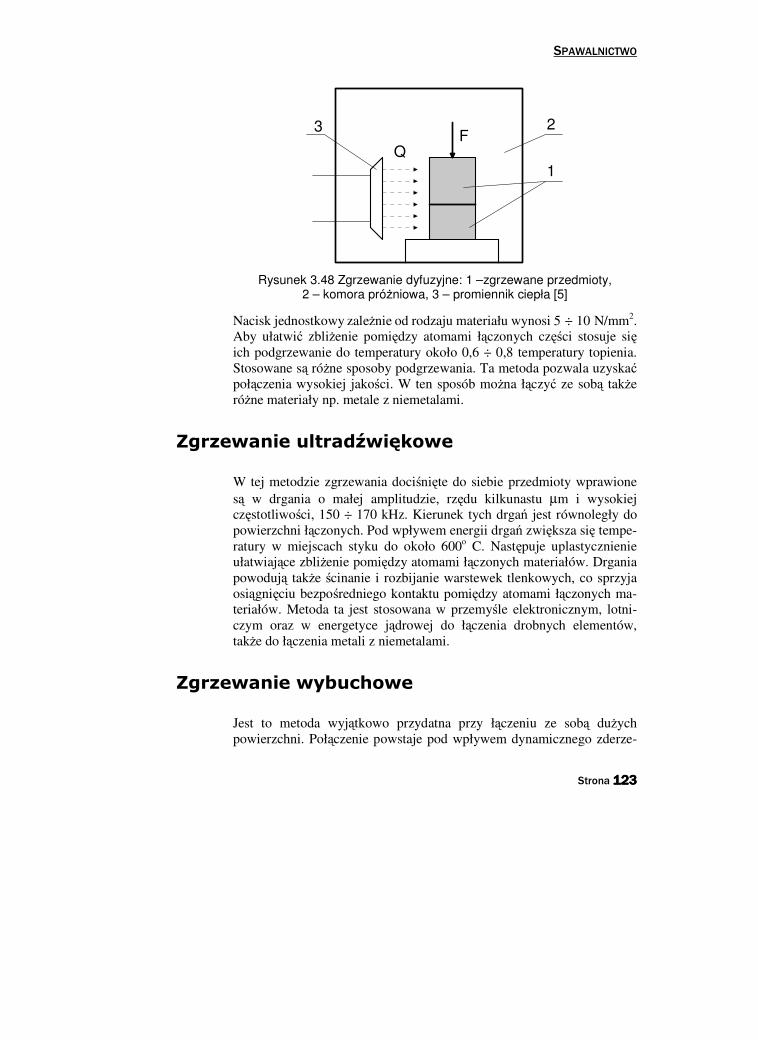
SPAWALNICTWO
Strona 123123123123
FQ
3 2
1
Rysunek 3.48 Zgrzewanie dyfuzyjne: 1 –zgrzewane przedmioty, 2 – komora próżniowa, 3 – promiennik ciepła [5]
Nacisk jednostkowy zależnie od rodzaju materiału wynosi 5 ÷ 10 N/mm2.
Aby ułatwić zbliżenie pomiędzy atomami łączonych części stosuje się ich podgrzewanie do temperatury około 0,6 ÷ 0,8 temperatury topienia.
Stosowane są różne sposoby podgrzewania. Ta metoda pozwala uzyskać połączenia wysokiej jakości. W ten sposób można łączyć ze sobą także
różne materiały np. metale z niemetalami.
Zgrzewanie ultradźwiękowe
W tej metodzie zgrzewania dociśnięte do siebie przedmioty wprawione
są w drgania o małej amplitudzie, rzędu kilkunastu µm i wysokiej
częstotliwości, 150 ÷ 170 kHz. Kierunek tych drgań jest równoległy do
powierzchni łączonych. Pod wpływem energii drgań zwiększa się tempe-
ratury w miejscach styku do około 600o C. Następuje uplastycznienie
ułatwiające zbliżenie pomiędzy atomami łączonych materiałów. Drgania
powodują także ścinanie i rozbijanie warstewek tlenkowych, co sprzyja
osiągnięciu bezpośredniego kontaktu pomiędzy atomami łączonych ma-
teriałów. Metoda ta jest stosowana w przemyśle elektronicznym, lotni-
czym oraz w energetyce jądrowej do łączenia drobnych elementów,
także do łączenia metali z niemetalami.
Zgrzewanie wybuchowe
Jest to metoda wyjątkowo przydatna przy łączeniu ze sobą dużych
powierzchni. Połączenie powstaje pod wpływem dynamicznego zderze-
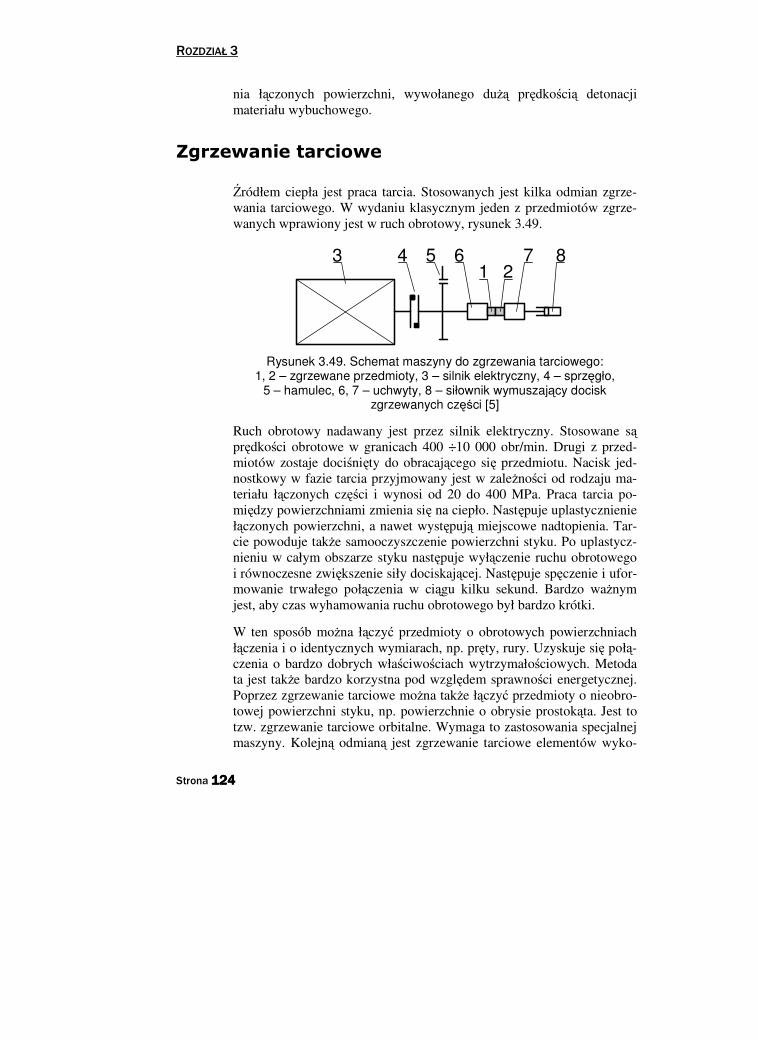
ROZDZIAŁ 3
Strona 124124124124
nia łączonych powierzchni, wywołanego dużą prędkością detonacji
materiału wybuchowego.
Zgrzewanie tarciowe
Źródłem ciepła jest praca tarcia. Stosowanych jest kilka odmian zgrze-
wania tarciowego. W wydaniu klasycznym jeden z przedmiotów zgrze-
wanych wprawiony jest w ruch obrotowy, rysunek 3.49.
187
26543
Rysunek 3.49. Schemat maszyny do zgrzewania tarciowego: 1, 2 – zgrzewane przedmioty, 3 – silnik elektryczny, 4 – sprzęgło,
5 – hamulec, 6, 7 – uchwyty, 8 – siłownik wymuszający docisk zgrzewanych części [5]
Ruch obrotowy nadawany jest przez silnik elektryczny. Stosowane są prędkości obrotowe w granicach 400 ÷10 000 obr/min. Drugi z przed-
miotów zostaje dociśnięty do obracającego się przedmiotu. Nacisk jed-
nostkowy w fazie tarcia przyjmowany jest w zależności od rodzaju ma-
teriału łączonych części i wynosi od 20 do 400 MPa. Praca tarcia po-
między powierzchniami zmienia się na ciepło. Następuje uplastycznienie
łączonych powierzchni, a nawet występują miejscowe nadtopienia. Tar-
cie powoduje także samooczyszczenie powierzchni styku. Po uplastycz-
nieniu w całym obszarze styku następuje wyłączenie ruchu obrotowego
i równoczesne zwiększenie siły dociskającej. Następuje spęczenie i ufor-
mowanie trwałego połączenia w ciągu kilku sekund. Bardzo ważnym
jest, aby czas wyhamowania ruchu obrotowego był bardzo krótki.
W ten sposób można łączyć przedmioty o obrotowych powierzchniach
łączenia i o identycznych wymiarach, np. pręty, rury. Uzyskuje się połą-czenia o bardzo dobrych właściwościach wytrzymałościowych. Metoda
ta jest także bardzo korzystna pod względem sprawności energetycznej.
Poprzez zgrzewanie tarciowe można także łączyć przedmioty o nieobro-
towej powierzchni styku, np. powierzchnie o obrysie prostokąta. Jest to
tzw. zgrzewanie tarciowe orbitalne. Wymaga to zastosowania specjalnej
maszyny. Kolejną odmianą jest zgrzewanie tarciowe elementów wyko-

SPAWALNICTWO
Strona 125125125125
nujących względem siebie ruch posuwisto zwrotny. W ten sposób można
zgrzewać pręty usytuowane pod kątem prostym względem siebie.
UWAGA! Poprzez zgrzewanie tarciowe można także łączyć przedmioty o nieobrotowej powierzchni styku, np. powierzchnie o obrysie prostokąta. Jest to tzw. zgrzewanie tarciowe orbitalne. Wymaga to zastosowania specjalnej maszyny. Kolejną odmianą jest zgrzewanie tarciowe elementów wykonujących względem siebie ruch posuwisto zwrotny. W ten sposób można zgrzewać pręty usytuowane pod kątem prostym względem siebie.
Najnowszą odmianą zgrzewania tarciowego jest tzw. zgrzewnie z wy-
mieszaniem materiału zgrzeiny. Łączone przedmioty, np. płyty zostają zetknięte ze sobą i zabezpieczone przed rozsuwaniem się. Tarcie powsta-
je w wyniku działania narzędzia, specjalnie ukształtowanego trzpienia
wykonującego ruch obrotowy i ruch posuwowy wzdłuż linii łączenia.
Powstaje doskonałe połączenie o strukturze materiału podobnej do struk-
tury materiałów kutych. Trzpień formujący zgrzeinę pracuje w wyjątko-
wo trudnych warunkach, toteż obecnie ta odmiana zgrzewania stosowana
jest do łączenia płyt ze stopów metali lekkich, głównie do stopów
aluminium.
Zgrzewanie zgniotowe
Łącze powstaje tylko pod wpływem siły nacisku. Jest to zgrzewanie na
zimno. Metoda ta polega na doprowadzeniu do zbliżenia pomiędzy ato-
mami poprzez wmuszenie odkształceń plastycznych na styku łączonych
powierzchni. Zastosowany nacisk jednostkowy musi być znacznie więk-
szy od granicy plastyczności. Jego wartość jest więc uzależniona od
rodzaju materiału.
a) b) c) d)
Rysunek 3.50. Zgrzewanie zgniotowe: a) punktowe, b) punktowe z zastosowaniem dociskacza, c) liniowe, d) doczołowe [5]
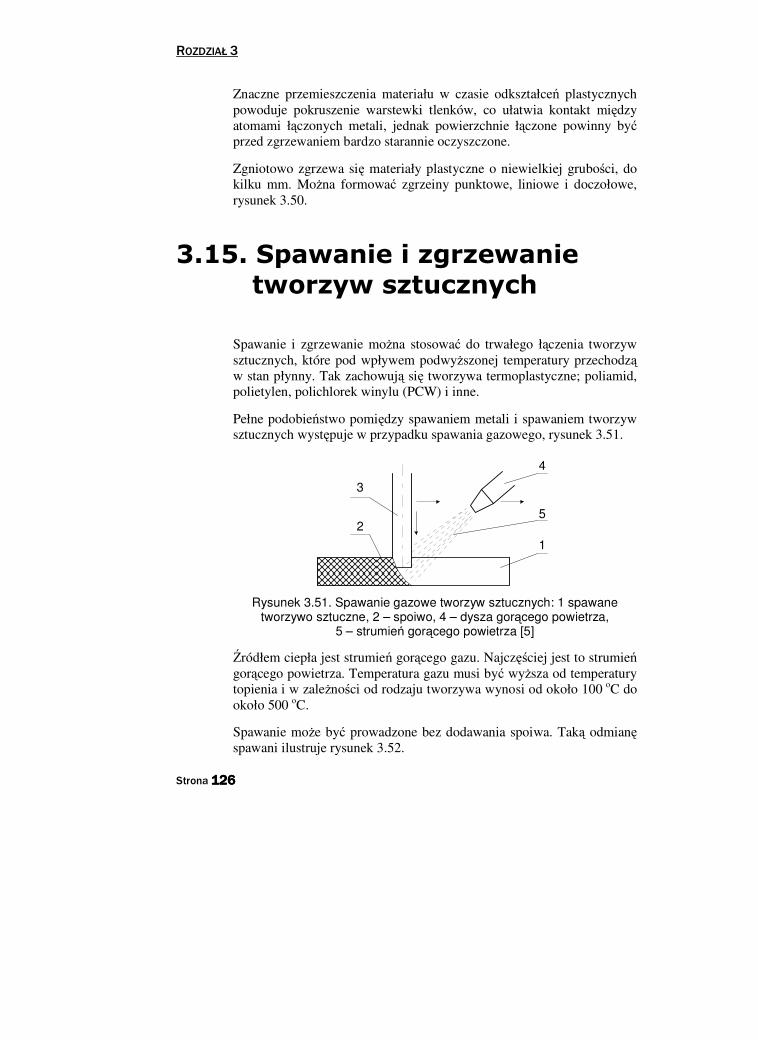
ROZDZIAŁ 3
Strona 126126126126
Znaczne przemieszczenia materiału w czasie odkształceń plastycznych
powoduje pokruszenie warstewki tlenków, co ułatwia kontakt między
atomami łączonych metali, jednak powierzchnie łączone powinny być przed zgrzewaniem bardzo starannie oczyszczone.
Zgniotowo zgrzewa się materiały plastyczne o niewielkiej grubości, do
kilku mm. Można formować zgrzeiny punktowe, liniowe i doczołowe,
rysunek 3.50.
3.15. Spawanie i zgrzewanie tworzyw sztucznych
Spawanie i zgrzewanie można stosować do trwałego łączenia tworzyw
sztucznych, które pod wpływem podwyższonej temperatury przechodzą w stan płynny. Tak zachowują się tworzywa termoplastyczne; poliamid,
polietylen, polichlorek winylu (PCW) i inne.
Pełne podobieństwo pomiędzy spawaniem metali i spawaniem tworzyw
sztucznych występuje w przypadku spawania gazowego, rysunek 3.51.
1
2
4
3
5
Rysunek 3.51. Spawanie gazowe tworzyw sztucznych: 1 spawane tworzywo sztuczne, 2 – spoiwo, 4 – dysza gorącego powietrza,
5 – strumień gorącego powietrza [5]
Źródłem ciepła jest strumień gorącego gazu. Najczęściej jest to strumień gorącego powietrza. Temperatura gazu musi być wyższa od temperatury
topienia i w zależności od rodzaju tworzywa wynosi od około 100 oC do
około 500 oC.
Spawanie może być prowadzone bez dodawania spoiwa. Taką odmianę spawani ilustruje rysunek 3.52.
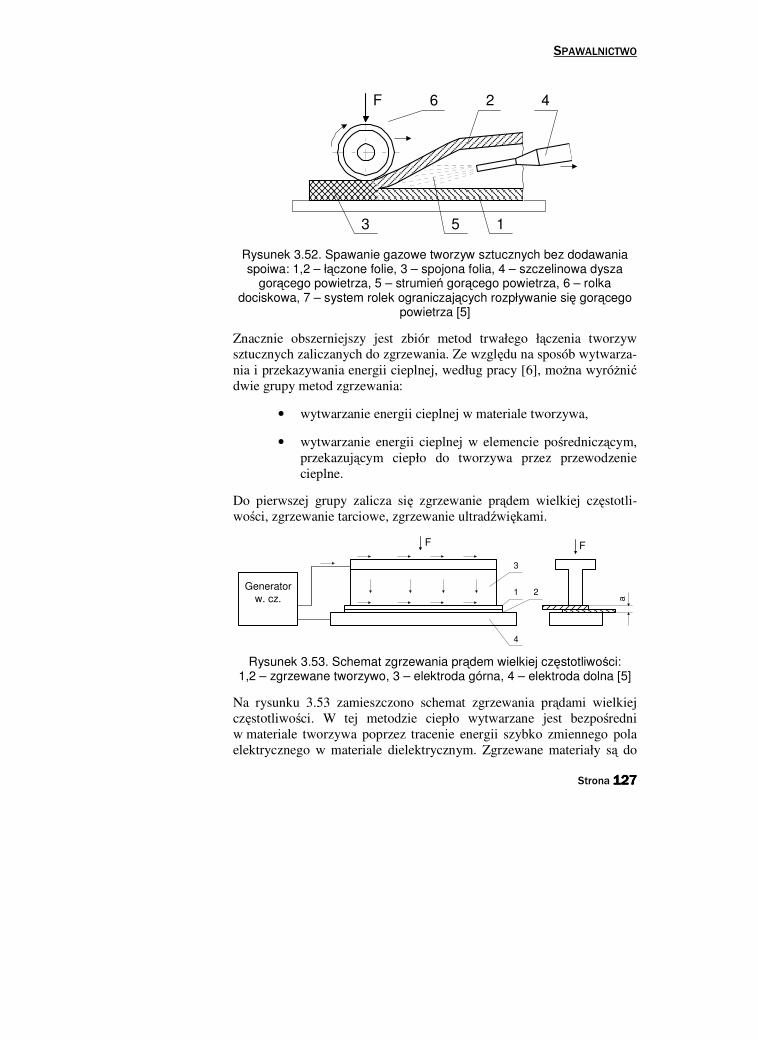
SPAWALNICTWO
Strona 127127127127
1
2 4
3 5
6F
Rysunek 3.52. Spawanie gazowe tworzyw sztucznych bez dodawania spoiwa: 1,2 – łączone folie, 3 – spojona folia, 4 – szczelinowa dysza
gorącego powietrza, 5 – strumień gorącego powietrza, 6 – rolka dociskowa, 7 – system rolek ograniczających rozpływanie się gorącego
powietrza [5]
Znacznie obszerniejszy jest zbiór metod trwałego łączenia tworzyw
sztucznych zaliczanych do zgrzewania. Ze względu na sposób wytwarza-
nia i przekazywania energii cieplnej, według pracy [6], można wyróżnić dwie grupy metod zgrzewania:
• wytwarzanie energii cieplnej w materiale tworzywa,
• wytwarzanie energii cieplnej w elemencie pośredniczącym,
przekazującym ciepło do tworzywa przez przewodzenie
cieplne.
Do pierwszej grupy zalicza się zgrzewanie prądem wielkiej częstotli-
wości, zgrzewanie tarciowe, zgrzewanie ultradźwiękami.
Generator
w. cz.1 2
3
4
FF
a
Rysunek 3.53. Schemat zgrzewania prądem wielkiej częstotliwości: 1,2 – zgrzewane tworzywo, 3 – elektroda górna, 4 – elektroda dolna [5]
Na rysunku 3.53 zamieszczono schemat zgrzewania prądami wielkiej
częstotliwości. W tej metodzie ciepło wytwarzane jest bezpośredni
w materiale tworzywa poprzez tracenie energii szybko zmiennego pola
elektrycznego w materiale dielektrycznym. Zgrzewane materiały są do
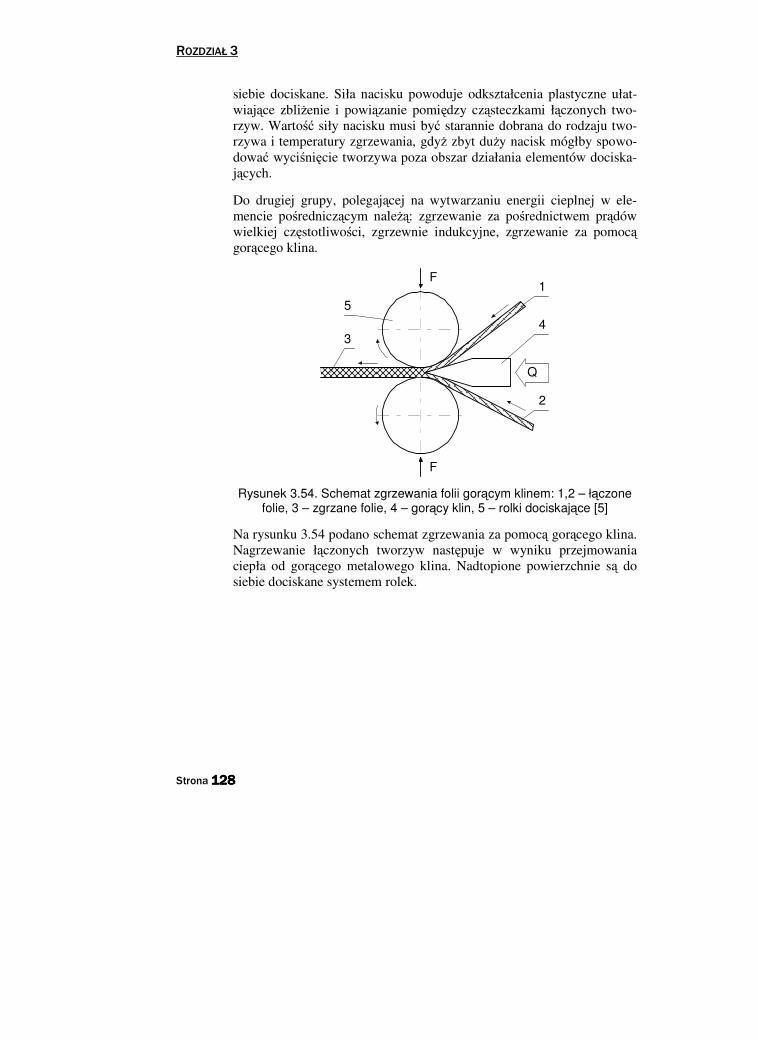
ROZDZIAŁ 3
Strona 128128128128
siebie dociskane. Siła nacisku powoduje odkształcenia plastyczne ułat-
wiające zbliżenie i powiązanie pomiędzy cząsteczkami łączonych two-
rzyw. Wartość siły nacisku musi być starannie dobrana do rodzaju two-
rzywa i temperatury zgrzewania, gdyż zbyt duży nacisk mógłby spowo-
dować wyciśnięcie tworzywa poza obszar działania elementów dociska-
jących.
Do drugiej grupy, polegającej na wytwarzaniu energii cieplnej w ele-
mencie pośredniczącym należą: zgrzewanie za pośrednictwem prądów
wielkiej częstotliwości, zgrzewnie indukcyjne, zgrzewanie za pomocą gorącego klina.
1
2
3
5
4
F
F
Q
Rysunek 3.54. Schemat zgrzewania folii gorącym klinem: 1,2 – łączone folie, 3 – zgrzane folie, 4 – gorący klin, 5 – rolki dociskające [5]
Na rysunku 3.54 podano schemat zgrzewania za pomocą gorącego klina.
Nagrzewanie łączonych tworzyw następuje w wyniku przejmowania
ciepła od gorącego metalowego klina. Nadtopione powierzchnie są do
siebie dociskane systemem rolek.
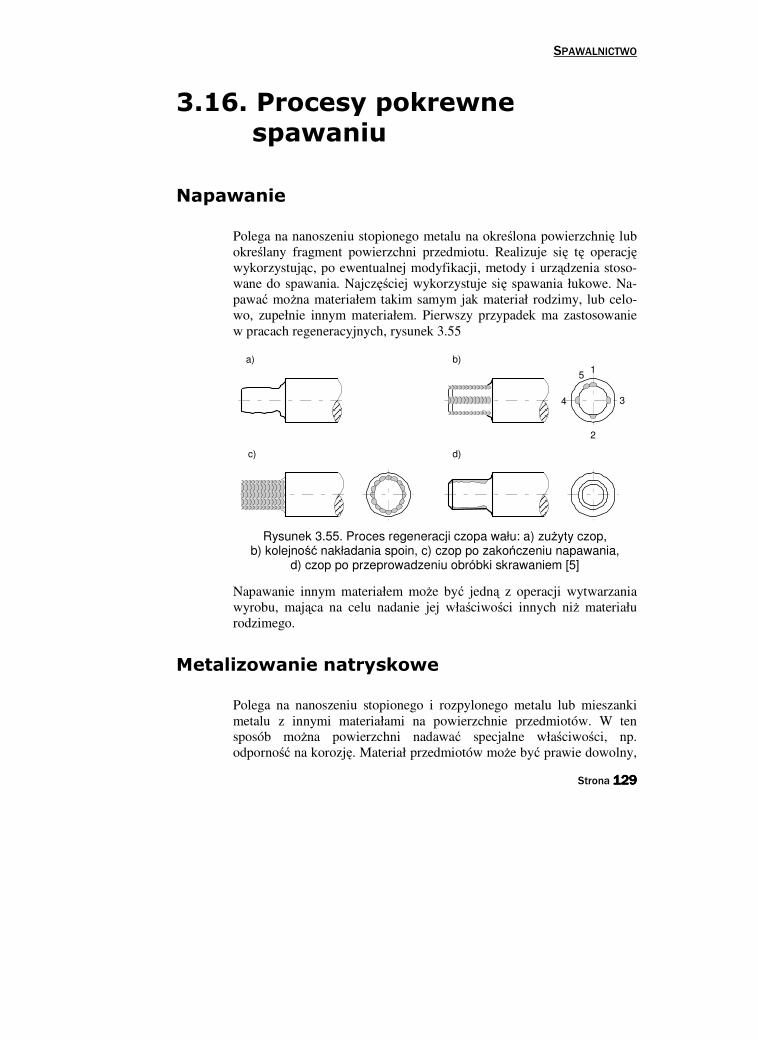
SPAWALNICTWO
Strona 129129129129
3.16. Procesy pokrewne spawaniu
Napawanie
Polega na nanoszeniu stopionego metalu na określona powierzchnię lub
określany fragment powierzchni przedmiotu. Realizuje się tę operację wykorzystując, po ewentualnej modyfikacji, metody i urządzenia stoso-
wane do spawania. Najczęściej wykorzystuje się spawania łukowe. Na-
pawać można materiałem takim samym jak materiał rodzimy, lub celo-
wo, zupełnie innym materiałem. Pierwszy przypadek ma zastosowanie
w pracach regeneracyjnych, rysunek 3.55
a) b)
c) d)
15
4 3
2
Rysunek 3.55. Proces regeneracji czopa wału: a) zużyty czop, b) kolejność nakładania spoin, c) czop po zakończeniu napawania,
d) czop po przeprowadzeniu obróbki skrawaniem [5]
Napawanie innym materiałem może być jedną z operacji wytwarzania
wyrobu, mająca na celu nadanie jej właściwości innych niż materiału
rodzimego.
Metalizowanie natryskowe
Polega na nanoszeniu stopionego i rozpylonego metalu lub mieszanki
metalu z innymi materiałami na powierzchnie przedmiotów. W ten
sposób można powierzchni nadawać specjalne właściwości, np.
odporność na korozję. Materiał przedmiotów może być prawie dowolny,
ROZDZIAŁ 3
Strona 130130130130
może to być np. tworzywo sztuczne, lub drewno. Grubość nakładanej
warstwy przeważnie wynosi kilka setnych mm.
UWAGA! Można przyjąć, że podczas metalizowania natryskowego po-wierzchnia przedmiotu nie jest rozgrzewana. Nie trzeba się więc obawiać zmian strukturalnych w materiale rodzimym
Żłobienie
Polega na usuwaniu niewielkich fragmentów z powierzchni przedmio-
tów poprzez ich stopienie i odrzucenie z obszaru topienia. Może być także stosowane do wykonywania otworów. Usuwanie stopionego me-
talu często wspomagane jest przez działanie strumienia sprężonego
powietrza. Przykładem zastosowania żłobienia jest ukosowanie brzegów
grubych blach przed spawaniem. Do żłobienia można przystosować większość metod spawania. Najczęściej stosowane jest żłobienie łukowe.
Cięcie termiczne
Polega na doprowadzeniu dostatecznie dużej porcji ciepła, pozwalającej
na stopienie metalu wzdłuż zakładanej powierzchni przecinania. Do cię-cia termicznego stosowane są następujące metody: cięcie tlenem, cięcie
łukowe, cięcie plazmowe, cięcie laserowe.
Cięcie tlenem polega na topieniu metalu i spalaniu metalu w atmosferze
tlenu oraz na wydmuchiwaniu stopionego metalu i produktów spalania
poza obszar cięci. Przecinanie przeprowadza się specjalnym palnikiem
do cięcia. Palnik posiada dwie dysze. Dyszą pierścieniową dostarczana
jest mieszanka tlenu z acetylenem (najczęściej). Zadaniem tej mieszanki
jest inicjowanie procesu poprzez podgrzanie stali do temperatury prze-
kraczającej temperaturę zapłonu żelaza. Podgrzewanie jest utrzymywane
w całym okresie przecinania. Centralnie usytuowana jest dysza tlenowa
dostarczająca tlen do spalania stopu.
Odmianą cięcia tlenem jest wykonywanie otworów lanca tlenową. Lanca
tlenowa jest to rura stalowa wypełniona drutami lub proszkiem stalo-
wym, przez którą pod ciśnieniem przepływa tlen. Używana jest do wy-
palania otworów w żeliwie, a także i w betonie.
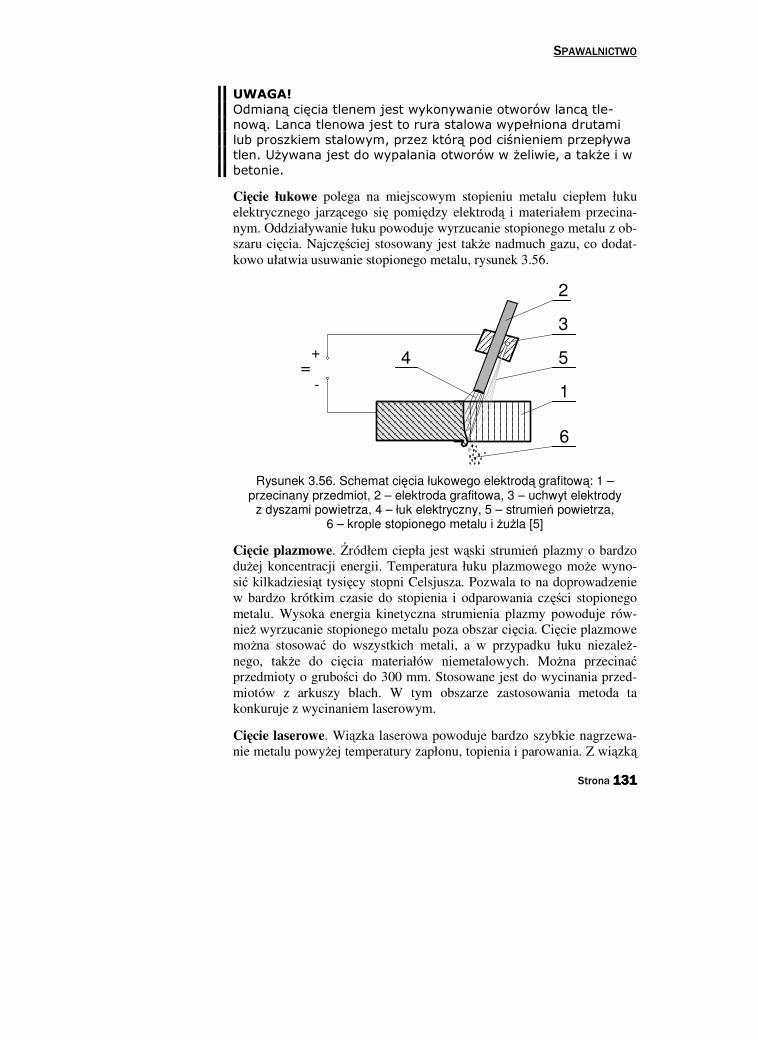
SPAWALNICTWO
Strona 131131131131
UWAGA! Odmianą cięcia tlenem jest wykonywanie otworów lancą tle-nową. Lanca tlenowa jest to rura stalowa wypełniona drutami lub proszkiem stalowym, przez którą pod ciśnieniem przepływa tlen. Używana jest do wypalania otworów w żeliwie, a także i w betonie.
Cięcie łukowe polega na miejscowym stopieniu metalu ciepłem łuku
elektrycznego jarzącego się pomiędzy elektrodą i materiałem przecina-
nym. Oddziaływanie łuku powoduje wyrzucanie stopionego metalu z ob-
szaru cięcia. Najczęściej stosowany jest także nadmuch gazu, co dodat-
kowo ułatwia usuwanie stopionego metalu, rysunek 3.56.
+
- 1
=
6
54
3
2
Rysunek 3.56. Schemat cięcia łukowego elektrodą grafitową: 1 – przecinany przedmiot, 2 – elektroda grafitowa, 3 – uchwyt elektrody
z dyszami powietrza, 4 – łuk elektryczny, 5 – strumień powietrza, 6 – krople stopionego metalu i żużla [5]
Cięcie plazmowe. Źródłem ciepła jest wąski strumień plazmy o bardzo
dużej koncentracji energii. Temperatura łuku plazmowego może wyno-
sić kilkadziesiąt tysięcy stopni Celsjusza. Pozwala to na doprowadzenie
w bardzo krótkim czasie do stopienia i odparowania części stopionego
metalu. Wysoka energia kinetyczna strumienia plazmy powoduje rów-
nież wyrzucanie stopionego metalu poza obszar cięcia. Cięcie plazmowe
można stosować do wszystkich metali, a w przypadku łuku niezależ-nego, także do cięcia materiałów niemetalowych. Można przecinać przedmioty o grubości do 300 mm. Stosowane jest do wycinania przed-
miotów z arkuszy blach. W tym obszarze zastosowania metoda ta
konkuruje z wycinaniem laserowym.
Cięcie laserowe. Wiązka laserowa powoduje bardzo szybkie nagrzewa-
nie metalu powyżej temperatury zapłonu, topienia i parowania. Z wiązką

ROZDZIAŁ 3
Strona 132132132132
laserową współdziała strumień gazu usuwający stopiony metal i jego
pary. W ten sposób można przecinać przedmioty o grubości do 40 mm.
Bardzo wąska szczelina przecinania, od około 0,15 mm, do około 1 mm
i dobra jakość powierzchni po przecinaniu spowodowały szerokie zasto-
sowanie tej metody do wycinania części o różnych zarysach z arkuszy
blach.
1.17. Literatura do rozdziału 3
1. Ferenc K., Nita Z., Sobiś T., Spawalnictwo, Oficyna Wydawni-
cza Politechniki Warszawskiej, Warszawa 1999.
2. Klimpel A., Spawanie, zgrzewanie i cięcie metali, technologie,
WNT, Warszawa 1999.
3. Praca zbiorowa pod red. J. Pilarczyka, Spawalnictwo. Poradnik
inżyniera, WNT, Warszawa 2003
4. Piwowar S., Spawalnictwo, PWN, Warszawa 1979
5. Sobieszczański J., Spajanie, Oficyna Wydawnicza Politechniki
Warszawskiej, Warszawa, 2004
6. Urbaniak Z., Zgrzewanie tworzyw sztucznych, zgrzewarki i gene-
ratory wielkiej częstotliwości, WNT, Warszawa, 1997





![Procesy wytwarzania oprogramowania - elka.pwelka.pw/obieralne/spop/Wyklady/[SPOP] Procesy wytwarzania... · Wprowadzenie O mnie dr inż. Marcin Szlenk Instytut Automatyki i Informatyki](https://static.fdocuments.pl/doc/165x107/5c78fd8c09d3f2d2178be084/procesy-wytwarzania-oprogramowania-elka-spop-procesy-wytwarzania-wprowadzenie.jpg)